- plasticker.de · der Entwicklung nur sehr langsam veralten – also vor allem Dokumentationen...
15
www.wittmann-battenfeld.com 3. Jahrgang – 1/2009 www.wittmann-robot.com
Transcript of - plasticker.de · der Entwicklung nur sehr langsam veralten – also vor allem Dokumentationen...

www.wittmann-battenfeld.com
3. Jahrgang – 1/2009
www.wittmann-robot.com

Vierteljahresschrift der WITTMANN Kunststoffgeräte GmbH und der WITTMANN BATTENFELD GmbH. Das Medium dient derMitarbeiter- und Kundeninformation. Redaktionsadresse: WITTMANN Kunststoffgeräte GmbH, Lichtblaustr. 10, 1220 Wien;Tel.: +43-1 250 39-204, Fax: +43-1 250 39-439; Mail: [email protected], Internet: http://www.wittmann-robot.com Die Druckausgabe 2/2009 von „WITTMANN innovations“ erscheint zum Beginn des zweiten Quartals 2009.
WITTMANN innovations (3. Jahrgang – 1/2009)
Automatisierung
Produktion und Qualitätskon-trolle in der Medizintechnik 1/2007Manipulation großer Teile im au-tomatisierten Strukturschaum-spritzguss 2/2007Die neue R8 Robotsteuerung: Leistung und Komfort 3/2007High End-Automatisierung: Die Produktion von Sitzverstellspin-deln 1/2008Antriebstechnik als Innovations-feld bei Robotern 1/2008Automatisierung der Produkti-on elektronischer „Viehhirten“ 2/2008Produktion von Automobil-Funkschlüsseln 3/2008Automatisierung bei Carclo Technical Plastics, UK 4/2008
•
•
•
•
•
•
•
•
Förderung/Trocknung
Die zentrale Trocknungs-und Förderanlage bei Robert BOSCH 1/2007Die Qualitätskontrolle der WITTMANN Trockner 1/2007Die Trocknungs- und Förderan-lage bei Kromberg & Schubert 2/2007Kosteneffiziente Materialtrock-nung 2/2007Reinraumtauglichkeit der FEED-MAX Fördergeräte 3/2007Der neue DRYMAX ED80 Mate-rialtrockner 3/2007Die Mahlgutzuführung bei zen-traler Materialversorgung 1/2008Die WITTMANN Netz-werksteuerung im Einstz bei Arge2000 2/2008Parameter-Anpassungen bei Förderung unterschiedlicher Materialien 2/2008Die Optimierung bestehender Materialfördersysteme 3/2008Der Energiespar-Trockner mit Energy Rating 3/2008Zentrale Förder- und Trocken-anlage bei Metchem 4/2008
•
•
•
•
•
•
•
•
•
•
•
•
Granulierung
Das Inlinerecycling von Angüs-sen im Spritzgießprozess 1/2007Die groß dimensionierte Schneidmühle MCP 100 2/2007Die neue MAS Schneidmühlen-Serie 3/2007Der Einsatz von Mühlen im an-spruchsvollen Recyclingprozess 1/2008Die besonders leistungsfähige MC 70-80 im Einsatz bei Centrex 2/2008
•
•
•
•
•
Dosierung
Die neuen WITTMANN Do-siergeräte der Serie GRAVIMAX 2/2007Mehr Wirtschaftlichkeit durch die RTLS Dosiertechnologie 3/2007
•
•
In-Mold Labeling
In-Mold Labeling für Etagen-werkzeuge 3/2007Das 2 + 2 Etagenwerkzeug von WITTMANN Frankreich 1/2008
•
•
Berichte aus den Niederlassungen
Australien 2/2008Benelux 3/2008Brasilien 3/2007Deutschland 1/2007Finnland 4/2008Frankreich 2/2007, 3/2008Indien 2/2008Italien 4/2008Kanada 1/2007, 1/2008, 2/2008Mexiko 3/2007Österreich 2/2008, 3/2008Schweiz 1/2008Spanien 3/2007Südostasien 2/2007Türkei 3/2008Ungarn 1/2008USA 2/2008
•••••••••••••••••
Temperierung
Vorteile der Impulskühlung im Spritzgießprozess 1/2007Wasser und Öl als Medien in der Temperiertechnik 2/2007Die neue Temperiergeräte-Serie TEMPRO plus C 3/2007Die neuen COOLMAX Kom-paktkühlgeräte 2/2008Temperiergeräte überwachen die Spritzgieß-Produktion 3/2008Neue Temperiergeräte mit DUO Kühlung 4/2008
•
•
•
•
•
•
Bisher in WITTMANN innovations erschienene Beiträge
Spritzguss
Alles für die Spritzgießverarbei- tung von WITTMANN BATTEN- FELD 4/2008Metallspritzguss bei Indo-US MIM 4/2008
•
•

WITTMANN innovations – 1/2009 3
Editorial
Liebe Leserinnen und Leser,
Mit der vorliegenden Ausgabe läuten wir den bereits dritten Jahrgang von innovations ein. Die zahlreichen Rückmeldungen, die wir seit dem ersten Erscheinen des Magazins erhalten haben, bestärken uns in unserer Arbeit an dieser Publikation ständig aufs Neue.
Auch in Zukunft werden wir Ihnen pünktlich zu jedem Quartalsbeginn Einblicke in die Welt der WITTMANN und BATTENFELD Produkte ermöglichen, die Erarbeitung neu- er Gerätekonzepte, deren interessanteste Anwendungen in der Praxis und nicht zuletzt in die Aktivitäten unserer Nie-derlassungen auf der ganzen Welt.
Die Übernahme von BATTENFELD durch WITTMANN im vergangenen Jahr hat es mit sich gebracht, dass sich man-che der Wiener WITTMANN Strukturen mit denen von WITTMANN BATTENFELD in Kottingbrunn zu verflech-ten beginnen.
Das beste Beispiel hierfür stellt die Art und Weise dar, wie die Wiener Grafikabteilung (inklusive Magazinredak-tion) mit der Marketingabteilung in Kottingbrunn Hand in Hand tätig ist, um an nunmehr gemeinsamen Projekten zu arbeiten. An Prospekten, Messeunterlagen, Aussendungen
– und nicht zuletzt an jenem Produkt, das Sie soeben in Händen halten.
Von Anfang an war es unser Bestreben, über dieses Medi-um Informationen zu transportieren, die trotz fortschreiten-der Entwicklung nur sehr langsam veralten – also vor allem Dokumentationen praktischer Anwendungen –, so dass sich auch die Lektüre länger zurückliegender Ausgaben noch als gewinnbringend erweist.
Stellvertretend für alle, die zu innovations beitragen, gebe ich mich überzeugt davon, dass Sie auch weiterhin mit soviel Neugier zu diesen Heften greifen werden, wie es uns Freude macht, die Informationen für Sie aufzubereiten.
Herzlichst,
Ihr Michael Wittmann
Michael Wittmann
Inhalt
Gerald Schodlüber die neueste Entwicklung auf dem Gebiet der Temperiertechnik.
DietmarSchabauerüber Web-Service, Remote-Service und Web-Training.
Bernhard Zöhlingstellt die Vorzüge der EcoPower Blindleistungs- option dar.
Leonardo Linspricht mit Zhang Zhiwei von Delphi Connection Sys-tems in China.
Temperierung Variotherme Temperierung
EcoPower minimiert Kosten
IT-unterstützte Dienstleistungen
Peripheriegeräte bei Delphi
Automatisierung
PorträtBATTENFELD do Brasil Ltda. in Osasco/São Paulo
PorträtWITTMANNBATTENFELD ApS in Dänemark
Peripherie-Anlagen
Spritzguss
Die flexible Produktionszelle
Thomas Schaffnerüber eine frucht-bare Zusammenar-beit von ABA-PGT und WITTMANN.
Grafik, Redaktion, Marketing (v.l.n.r.):Bernhard Grabner (Wien), ClaudiaBambazek (Kotting-brunn), Renate Cserveni (Wien), Susanne Binner u. Thomas Ebruster (Kottingbrunn).

WITTMANN innovations – 1/20094
Auf der Fakuma 2008 in Friedrichshafen konnte die WITTMANN Gruppe eine Reihe interessanter Neuheiten vorstellen, darunter die Methode der Variothermen Temperierung, die in Zusammenarbeit mit dem Kunststoffinstitut Lüdenscheid entwickelt wurde. Die Demonstration des Verfahrens erfolgte auf eindrucksvolle Weise durch die Herstellung eines Strukturschaumformteils vor Ort.Gerald Schodl
Die Variotherme Temperierung bezeichnet ein Verfahren, das es ermöglicht, dickwandige hoch- glänzende Spritzgießteile unter Zusatz von
Treibmitteln in reduzierter Zykluszeit herzustellen – An-forderungen, die in dieser Kombination bislang nur mit gewissen Einschränkungen erfüllt werden konnten. Denn dickwandige Teile führen erfahrungsgemäß zu erhöhten Zykluszeiten, welche dazu beitragen, das Auftreten von Einfallstellen zu verhindern. Und der Einsatz von Treibmit-tel führt für gewöhnlich zu einer Verminderung der Ober-flächenqualität. Variotherme Temperierung stellt einen erfolgreichen Ansatz zur Vermeidung dieser Probleme dar.
Ergebnis einer erfolgreichen Kooperation
Die Produktionsanlage, die WITTMANN BATTEN-FELD am Fakuma-Messestand des Kunststoffinstitut Lüdenscheid aufgebaut hatte, demonstrierte beispielhaft, zu welch entscheidenden Qualitätsverbesserungen Kom- petenz und Erfahrung innerhalb kurzer Zeit führen kön-nen, werden sie im Rahmen einer zielgerichteten Zusam-menarbeit gebündelt. Auf der Fakuma wurde unter Ein- satz der Variothermen Temperierung – als Beispiel für ein anspruchsvolles Produkt – ein Flaschenöffner mit anspre-chendem Design produziert, dessen Verarbeitung sich den
Respekt des Fachpublikums erwerben konnte. Hergestellt wurde das Formteil aus ABS, dem ein chemisches Treib-mittel beigemengt wurde, um sowohl Einfallstellen als auch Verzug zu vermeiden, was gleichzeitig auch zu einer entsprechenden Gewichtsreduktion führte. Für die Vor-derseite des Teils wurde in das Werkzeug die in Koope-ration mit dem Kunststoffinstitut Lüdenscheid entwickelte induktive Werkzeugheizung implementiert. Diese Heizvor-richtung ermöglicht es, das Aufheizen der Oberfläche bis nahe an die Schmelztemperatur in nur wenigen Sekunden zu bewerkstelligen.
Das Ergebnis dieser Verfahrenstechnik bilden Kunst-stoffprodukte von bestechender Qualität, hochglänzend an der Oberfläche und frei von Schlieren und sichtbaren Bin-denähten im Zusammenfluss-Bereich des Kunststoffs.
Im direkten Vergleich zeigt die Rückseite des Flaschen-öffners – da ohne induktive Heizung im entsprechenden Werkzeug geformt – die typisch raue, marmorierte und mit unschönen Schlieren versehene Oberfläche.
Peripherie von WITTMANN
Das Einlegen der Metallteile, die Entnahme der fertigen Flaschenöffner sowie die Ablage auf ein Förderband wurde jeweils von einem WITTMANN W811 Roboter übernom-
Variotherme TemperierungTemperierung
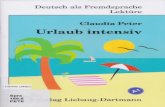
Die zwei Seiten eines Produkts: Die qualitativ hochwertige Vorderseite des Flaschenöffners wurde in einer Kavität mit Vario-thermer Tempe-rierung gefertigt, die raue und unansehnliche Rückseite in einer Kavität, der diese Technik nicht zur Verfügung stand.

WITTMANN innovations – 1/2009 5
men. Zur Trocknung des Materials kam ein DRYMAX ES40-50 M Trockengerät zum Einsatz. WITTMANN Peri-pherie wurde auch für die übrigen Prozessschritte verwen-det. Die Förderung des ABS wurde mit drei FEEDMAX S3 Fördergeräten vorgenommen, die Dosierung des Treibmit-tels bewerkstelligte ein GRAVIMAX 14R Dosiergerät, und die Werkzeugtemperierung ein speziell für diese Anwen-dung modifiziertes WITTMANN Temperiergerät der Serie TEMPRO plus C.
Voraussetzungen und Vorteile
Für eine Anwendung mit Variothermer Temperie-rung werden Hochleistungswerkzeuge mit konturnahen Temperierkanälen benötigt. Diese Technik, die mit einer zyklussynchronen Temperierung für zwei unterschied-liche Temperaturen aufwarten kann, findet ihren Einsatz idealerweise für entweder dünnwandige Teile mit langen Fließwegen, Teilen mit Mikrostruktur-Oberflächen oder dickwandigen Teilen, die eine hervorragende Oberflächen-qualität benötigen (Strukturschaumformteile). Also überall dort, wo bei hohen Werkzeugwand-Temperaturen und fehlerfrei notwendiger Formfüllung (bzw. hoher Formtei-lqualität), kombiniert mit Impulskühlung, eine Reduzie-rung der Zykluszeit angestrebt wird.
Hohe Werkzeugwand-Temperaturen bringen den posi-tiven Nebeneffekt mit sich, dass sie einerseits zu einer Senkung des Einspritzdrucks der Formmasse führen, und darüber hinaus den für die Formgebung nötigen Nach-druck möglichst klein halten, wodurch sie schließlich die Schließkraft und in weiterer Folge auch die Maschinen-größe positiv beeinflussen.
Die Kombination aus einem variothermen Temperier- gerät, einem Werkzeug mit konturnahen Temperierka-nälen und der induktiven Erwärmung ermöglicht die Erstellung eines umfassenden Temperaturprofils für die Kavitäten, und so die optimale Unterstützung der einzel-nen Abschnitte der Teilebindung.
Der Prozessverlauf
Das mit zwei Temperierkreisläufen ausgerüstete WITT-MANN TEMPRO plus C Temperiergerät heizt zunächst das Formnest auf die dem Rohstoff entsprechende Tem-peratur auf (60 °C). Anschließend erfolgt in etwa 6 sek. die partielle induktive Aufheizung des Formnests auf rund 330 °C durch einen im Werkzeug eingebauten Induktor, der von einem Generator angesteuert wird. Nach dem Abschalten des Generators erfolgt der Einspritzvorgang, ausgelöst von einem Signal an die Maschine. Gesteuert von einem Signal der Spritzgießmaschine, schaltet das Tempe- riergerät nach Beendigung des Einspritzvorgangs auf seinen zweiten Kreislauf um, der aufgrund einer entspre-chend niedrig eingestellten Wassertemperatur (20 °C) der Kavität rasch die Wärme entzieht. Die Kühlphase dauert etwa 25 sek. Ein weiteres Signal der Spritzgießmaschine löst wiederum das Umschalten auf den ersten Temperier-kreis aus und somit das neuerliche Aufheizen auf die für den Rohstoff erforderliche Werkzeugtemperatur (60 °C). Sobald diese Temperatur erreicht ist, wird das Werkzeug entformt, und der Zyklus beginnt von Neuem. •
Gerald Schodlist Verkaufsleiter der Abteilung Tem-periertechnik bei der WITTMANN Kunsststoffgeräte GmbH in Wien.
Temperierung
Die HM 110/210 Spritzgießmaschi-ne von WITTMANN BATTENFELD mit 110 t Schließkraft wurde durch Peri-pherie ausschließ-lich von WITT-MANN ergänzt; hier die Ablage der Teile durch den W811 Roboter.Bild unten: Schnitt durch das fertige Kunststoffteil.
Bild oben und links: Equipment zur Variothermen Flüssigkeitstempe- rierung, kombi-niert mit induk-tiver Werkzeuger-wärmung.

WITTMANN innovations – 1/2009�
Spritzguss
Die EcoPower-Option
Je nach Baugröße der Antriebseinheit wird eine unter-schiedliche Anzahl von Kompensationsstufen zugeschaltet. Dies geschieht kontakt- und verschleißfrei durch Halblei-terschaltelemente – und somit besonders wartungsfreund-
Eine zunehmende Zahl von Energielieferanten und öffent-lichen Stellen bieten Unterneh-
men Anreize zur Senkung des Ener-gieverbrauchs bzw. zur Investition in Maschinen, die hinsichtlich Energie-verbrauch optimiert sind. Es ist aber auch im Sinne des Anwenders, die direkten Energiekosten zu reduzieren und damit eine langfristige Kostenop-timierung zu erzielen.
Die Blindleistungs-Problematik
Die Blindleistung einer Anlage bietet dem Betreiber keinen Nutzen, sondern belastet lediglich die Über-tragungswege der Energieanbieter (Freileitungen, Trafostationen, Kraft-werke). Deshalb existieren hier schon seit längerer Zeit entsprechende Erwartungen der Spritzgießunterneh-mer an die Maschinenhersteller, diese Blindleistung geeignet zu kompen-sieren. Im Normalfall geschieht dies in den Haupt-Verteilerstationen der Anwender.
Nachteil dieser Methode ist, dass die Blindleistung innerhalb des Un-ternehmens dennoch berücksichtigt werden muss, also die Übertragungs-wege entsprechend dimensioniert sein müssen. Nur die Blindleistungskom-pensation direkt am Verursacher kann Abhilfe schaffen. Herkömmliche Me-thoden sind für Spritzgießmaschinen aber kaum geeignet. Denn die zwar regelmäßigen, jedoch zeitlich rasch aufeinander folgenden Leistungsspitzen und Zeiten niedriger Leistungsaufnahme machen ein System notwendig, das innerhalb von Sekundenbruchteilen rea-gieren kann. Genau auf diesen Betriebsfall hin optimiert ist die EcoPower-Option von WITTMANN BATTENFELD.
Die Themenbereiche Energie- verbrauch und Energieeffizienzgewinnen auch auf dem Spritz-gießmaschinen-Sektor zuneh-mend an Bedeutung. Mit derOption EcoPower bietet WITT-MANN BATTENFELD ein wirt-schaftliches Tool zur Reduzie-rung der Blindleistung an.Bernhard Zöhling
Kostenoptimierung und Effizienzsteigerung mit Blindleistungsoption EcoPower
Beispiel 1:HM 110/525 Spritzgießmaschi-ne mit 18,5 kW Antriebsleistung bei 400 V/50 Hz
– ohne (oben) und mit (unten) Kompensation.
Betrieb ohne Kompensation Betrieb mit Kompensation
Mittlere Wirkleistung 4.163 W 3.646 W (= -12,4 %)
Mittlere Blindleistung 8.590 VAr -39 VAr
Mittlere Scheinleistung 9.546 VA 3.647 VA
Mittlere Stromaufnahme 13,8 A 5,3 A (= -61 %)

WITTMANN innovations – 1/2009 �
Spritzguss
installierten Maschinen wird ein komplettes Set aus Kom-pensation inklusive Schaltschrank angeboten, das jeder-zeit durch einen Techniker innerhalb weniger Stunden angeschlossen werden kann und sofort betriebsbereit ist. Irgendwelche Änderungen der Einstellungen der Spritz-
gießmaschine sind nicht nötig. Zur Ausrüstung von Neumaschinen wird die Kompensation in einem geeig-neten Zusatzschaltschrank an der Maschine angebracht und nimmt so wenig Raum ein.
Durch die attraktive Preisgestal-tung amortisiert sich diese Investition innerhalb von ein bis zwei Jahren. Die Vorteile für den Anlagenbetreiber liegen auf der Hand:
Insbesondere bei den hydrau- lisch betriebenen Maschinen ist durch die kombinierte Blind-und Wirkleistungsre- duktion eine spürbare Entlas- tung möglich (abhängig vom Maschinenzyklus und Belas- tungsgrad).Die in der Produktionshalle durchzuführende Installation kann durch die Anwendung der Blindleistungsoption redu- ziert werden.Mehr Reserven und Ausbau- möglichkeiten bei bereits be- stehenden Installationen in Werkshallen.In Geräte mit Wirkleistungs- reduktion bis 37 kW ist eine spezielle Sanftanlauf-Funk- tion integriert.Alle Geräte sind auf Spannun- gen von 230–480 V (wenn es vom Kunden gewünscht wird, auch auf 600 V) und auf Netz- frequenzen von 50 und 60 Hz ausgelegt, dieser Umstand macht sie somit auch für den nordamerikanischen Markt verfügbar.Immer mehr Volkswirtschaf- ten entschließen sich dazu, hohe Blindleistungsaufnahme zu ahnden, und honorieren im Gegenzug eine optimale Kompensation.
Die EcoPower-Option von WITT-MANN BATTENFELD macht es möglich, die Stromauf-nahme erheblich zu reduzieren, was die hier präsentierten Fallbeispiele veranschaulichen. •
•
•
•
•
•
•
lich. Jeder Antriebsmotor weist im Teillastbereich – also in Zeiten geringer Belastung – einen geringen Wirkungsgrad auf, d. h. die Verlustleistung steigt überproportional an. Dieser Anstieg der Verluste ist durch leichte Reduzierung der Versorgungsspannung im Motorleistungsbereich bis
37 kW ausgleichbar. Nun stellt diese Spannungsanpassung allerdings keine kleinere Herausforderung dar als eine hochdynamische Kompensation und war bisher nur sehr schwer umzusetzen. Um ein Optimum für den Kunden zu gewährleisten, bietet WITTMANN BATTENFELD zwei Lösungsansätze an: Zur Nachrüstung von bereits
Beispiel 2:TM 300/1330 Spritzgießmaschi-ne mit 45 kW Antriebsleistung bei 400 V/50 Hz
– ohne (oben) und mit (unten) Kompensation.
Bernhard Zöhlingleitet die Abteilungfür Elektrotechnik und Softwareent-wicklung bei WITT- MANN BATTEN-FELD in Kotting-brunn (Niederöster-reich).
In den Beispielen genannte Werte haben informativenCharakter. Die tatsächliche Reduktion der Blindleistung hängtvon der Belastungsverteilung im Maschinenzyklus ab.
Betrieb ohne Kompensation Betrieb mit Kompensation
Mittlere Wirkleistung 17,9 kW 17,58 kW
Mittlere Blindleistung 17,87 kVAr 9,66 kVAr (= -45,9 %)
Mittlere Scheinleistung 27,3 kVA 21,03 kVA
Mittlere Stromaufnahme 39,45 A 30,4 A (= -22,9 %)

WITTMANN innovations – 1/20098
Spritzguss
Web-Service, Remote-Service und Web-Training:Mit diesem breit gefächerten Service- undSchulungs-Angebot unterstützt WITTMANN BATTENFELD seine Spritzguss-Kunden imständigen Bemühen, Zeit und Geld zu sparen.Dietmar Schabauer
Die WITTMANN BATTENFELD GmbH sieht sich als Vorreiter auf dem Gebiet umfassender IT-un-terstützter Dienstleistungen für die Spritzgießver-
arbeitung. Das WITTMANN BATTENFELD Web-Service läutet ein neues Zeitalter des Kundendienst ein: Eine Internet-Verbindung zur Maschine des Kunden ermöglicht dem Techniker im Servicefall eine zeit- und kosteneffiziente Analyse. Das so genannte Remote-Service basiert auf der Vernetzung von Spritzgießmaschine und PC-Arbeitsplatz innerhalb eines Betriebs. Es stellt die innovativste und kos-tengünstigste Lösung zur internen Überwachung, Fern- diagnose und Qualitätssicherung auf dem Spritzgießmarkt dar. Und das WITTMANN BATTENFELD Web-Training steht für höchste Flexibilität und größtmögliches Einspa-rungspotenzial bei der Mitarbeiterschulung.
Web-Service – Neuartiger Kundendienst
Das – mit rund 700 vernetzten Spritzgießmaschinen – weltweit bewährte WITTMANN BATTENFELD Teleser-vice bekommt mit dem Web-Service für die UNILOG B6 Steuerung interaktive Unterstützung. Erfahrene Techniker können sich via Internet – die Zustimmung des Kunden immer vorausgesetzt – direkt zur Verarbeitungsmaschine verbinden.
Eine Vielzahl von Servicefällen lässt sich per Ferndiagno-se mit erheblich geringerem Zeitaufwand abwickeln, und oft erübrigt sich die Anreise eines Technikers. Gegebenenfalls notwendige Einsätze vor Ort und die Bereitstellung von Ersatzteilen können derart gezielt vorbereitet und auf effi-ziente Weise durchgeführt werden. Dies kommt nicht allein der kurzfristigen Produktivität zugute, sondern ermöglicht auch die bessere Werterhaltung der Produktionsanlagen auf längere Sicht.
Wettbewerbsvorteil durch IT-unterstützteDienstleistungen
Remote-Service – Günstiges Netzwerk
Die neue Remote-Visualisierung von WITTMANN BATTENFELD ermöglicht die interne Vernetzung von Spritzgießanlagen und PC-Arbeitsplätzen ohne Internet-anbindung. Das Remote-Service unterstützt den Spritz-gießverarbeiter bei allen wesentlichen Schritten im Produk-tionsablauf: der Überwachung der Anlage, der Diagnose, Qualitätssicherung und Prozessoptimierung.
Die Verbindung zur Maschine wird über eine herkömm-liche Ethernet-Schnittstelle hergestellt und kann nach der Installation des Remote-Service-Tools im Firmennetzwerk angesteuert werden.
Auch vernetzte Produktionsstandorte oder Home-PCs können mit der Maschine verbunden werden. Der Seiten-aufruf an der Maschinensteuerung kann parallel zur Bedie-nung der Steuerung erfolgen. Der Produktionsablauf wird dadurch in keinster Weise beeinträchtigt.
Web-Training – Schulung mit Anspruch
Das neue Web-Training von WITTMANN BATTEN-FELD schafft die Grundlage für unkonventionelles Lernen: Zeit- und ortsunabhängig bietet das virtuelle Schulungscen-ter noch mehr Effizienz und Flexibilität bei der Aus- und Weiterbildung von Mitarbeitern. Der Produktionsablauf im Unternehmen wird durch eine etwa zweistündige Schulung kaum beeinflusst. Dadurch gehören komplexe Schicht-planungen der Vergangenheit an. Nach Terminabsprache können Kunden am Online-Unterricht mit kompetenten Vortragenden und an Experten-Diskussionen teilnehmen. Die zentralen Schulungsinhalte umfassen die Themen Ma-schinenaufbau, Steuerung, Verfahrenstechnik und Kern-zugsprogrammierung.
Inhalte und Schwerpunkte des Schulungsprogramms können individuell auf die Anforderungen des Kunden abge-stimmt werden. Themen und Termine zum Web-Training sind im Internet einsehbar (www.wittmann-battenfeld.com).
Ziel all dieser Services ist es, Kunden mit optimierten Wartungs- und Servicearbeiten und umfassendem Schu-lungsprogramm zum entscheidenden Wettbewerbsvorteil zu verhelfen. Ein Überblick über Services und Funktionen ist ebenfalls auf www.wittmann-battenfeld.com einsehbar. •
DietmarSchabauerist für IT-Dienstleis-tungen von WITT-MANN BATTEN-FELD in Kotting-brunn (Niederöster-reich) zuständig.
Das WITTMANN BATTENFELDRemote-Service bietet den direk-ten Zugriff aufdie Maschinevom Büro aus.

WITTMANN innovations – 1/200910
Peripherie- Anlagen
Delphi ist ein weltweit führen-der Lieferant von Elektro-nik für Mobiltelefone und
Transportsysteme, aber auch für den Sicherheitsbereich, Lenksysteme und thermische Systeme, Unterhaltungs-elektronik in Fahrzeugen und vieles mehr. Diese Produkte entsprechen nicht nur den strengen Standards der Automobilindustrie, sondern werden auch in Computern eingesetzt, in der Kommunikation, verschiedenen elek-tronischen Geräten und finden selbst in der Medizintechnik Anwendung.
Das DCS-Werk in Schanghai wurde 2003 eröffnet, nimmt 48.000 m² in der Shanghai Anting Automotive Town ein und verfügt über eine eigene Abteilung für Herstellung und Reparatur von Spritzgießwerkzeugen. DCS offeriert eine umfassende Auswahl von Verbindungskomponenten und -systemen, die weithin in der Fahrzeugelektronik, Tele-kommunikationsbranche und im Computerbau eingesetzt werden. Als erstklassiger Zulieferer der Automobilindustrie, finden die Produkte aus Schanghai ihren Weg zu den welt-weit bedeutendsten Automobilherstellern.
Leonardo Lin:Ich bin stolz sagen zu können, dass wir eine äußerst
erfolgreiche Zusammenarbeit pflegen. Das DCS-Werk in Schanghai ist der einzige Hersteller von Verbindungssyste-men in China. Und WITTMANN ist Hersteller eines um-fassenden Peripheriegeräte-Programms, der den Kunststoff-verarbeitern weltweit die komplette Gerätepalette inklusive Automatisierung anbieten kann. Bei WITTMANN be-kommen die Kunden alles aus einer Hand. – Nun hat DCS Schanghai eine große Anzahl von Produkten aus unserem Hause nachgefragt, CNC Roboter, Temperiergeräte, Trock-ner, Greifer für die Automatisierung. Wir sind naturgemäß immer sehr daran interessiert, wie unsere Kunden die Ge-räte einsetzen. Wofür wird die von WITTMANN gelieferte Peripherie hier in Schanghai in erster Linie verwendet?
Zhang Zhiwei:Das Schanghaier DCS-Werk beliefert praktisch alle
wichtigen Autoerzeuger in China, die komplette Fahrzeuge herstellen, also auch General Motors, Shanghai Volkswa-
gen, Faw-Volkswagen, Chery, Ford, Toyota, Dongfeng-Nis-san, Dongfeng-Citroën, und so weiter. Wir sind einer der bedeutendsten Lieferanten elektrischer bzw. elektronischer Verbindungselemente weltweit, und Anwendungen unserer Produkte finden sich über sämtliche Industriesparten hin-weg. Wir sind also auf einem wahrhaft riesigen Gebiet tätig, und wir setzen die Geräte von WITTMANN beispielsweise zur Automatisierung der Handhabung von Kunststoffkom-ponenten ein. Die wichtigste Aufgabe unserer WITTMANN Roboter besteht in der Entnahme der Teile aus den Werk-zeugen und der Ablage auf Förderbänder. Wir haben für die Zukunft auf jeden Fall vor, die Produktion noch weiter zu automatisieren – unter Einsatz von WITTMANN Periphe-riegeräten.
Leonardo Lin:Was waren Ihre hauptsächlichen bzw. grundsätzlichen
Überlegungen, bevor Sie sich entschlossen hatten, WITT-MANN als Peripherie-Lieferanten zu beauftragen?
Zhang Zhiwei:Es waren mehrere Gründe ausschlaggebend, uns WITT-
MANN zum Partner zu wählen. Zunächst einmal wurde uns WITTMANN von unserem Spritzgießmaschinen-Lieferanten, Arburg, als Peripherie-Zulieferer empfohlen. Zweitens sahen wir die Innovationsstärke von WITTMANN und das weltweite Bemühen, besonders kundenfreundliche
Delphi Connection Systems (DCS), ein Produktsparten-Betrieb von Delphi Packard,ist einer der weltweit führenden Hersteller von Steckverbindungen, die unteranderem in der Automobilindustrie zum Einsatz kommen. Das Werk der Delphi Packard Connections Systems in Schanghai ist der einzige Produzent dieser Art in China – und vertraut auf Peripheriegeräte von WITTMANN. – Ein Gespräch.Leonardo Lin
WITTMANN Peripheriegeräte im Einsatzbei Delphi Connection Systems
Von links nach rechts: Jason Cao,Regionaler Ver-kaufsleiter und und Nils Steinau, Vertriebsdirektor von WITTMANN Robot Co. Ltd. in Schanghai; ZhangZhiwei von DelphiConnection Systemsin Schanghai; Leonardo Lin.

WITTMANN innovations – 1/2009 11
Peripherie- Anlagen
Lösungen anzubieten. Das WITTMANN Konzept der umfassenden Produktpalette versorgt uns mit jedem nur denkbaren nützlichen Peripheriegerät. So wurde WITT-MANN auch zum führenden Anbieter von Automatisie-rung und Peripherie auf dem sich ständig verändernden Markt der Kunststoffverarbeitung. Natürlich war auch die internationale Präsenz ein guter Grund, sich für WITT-MANN zu entscheiden. Drittens, weil WITTMANN in der gesamten Branche der Automobil-Systeme bekannt ist; es wurden weltweit große Anstrengungen unternommen, inklusive bedeutender Investitionen. Dies führte letztlich auch zu Kaufempfehlungen unabhängiger Fachmagazine. Wir wissen auch, dass WITTMANN bereits zahlreiche
Bei Delphi Con-nection Systems in Schanghai kommen laufend alle erdenklichen WITTMANN Peri-pheriegeräte zum Einsatz: Roboter, Fördergeräte, Trockner, Dosierge-räte und Mühlen.
Leonardo Linist Vertriebsleiter bei WITTMANN Robot Co. Ltd. in Kunshan, China.
Patente verliehen wurden. Wir verlassen uns also auf einen Hersteller von garantierter Qualität. Und schließlich, vier-tens, agiert WITTMANN rundum kundenorientiert. Der Service könnte nicht besser sein, und nicht zuletzt arbeiten viele Geräte von WITTMANN praktisch wartungsfrei. Der FEEDMAX SP5 mag hier als Beispiel dienen: Der Förderer funktioniert deshalb so problemlos, weil seine Konstruktion einen beinahe totalen Verzicht auf bewegliche Teile ermög-licht. Zweifellos ist ein guter Service für ein Werk wie das unsere ganz besonders wichtig. Bedenken wir alles zusam-men, dann haben wir uns für WITTMANN entschieden, um die ideale Kombination aus Produktqualität und Service zu erhalten. •
Die Freyler Industriebau GmbH, Meinerzhagen, zeichnet für Entwurf, Planung und schlüsselfertige Ausfüh-rung des Projekts verantwortlich.
Der Weg in eineerfolgreiche Zukunft
Die WITTMANN BATTENFELD GmbH ist weltweit bestens als Lie- ferant von Spritzgießmaschinen, Automatisierungsanlagen und schlüs-selfertigen Produktionszellen für die Kunststoffverarbeitung eingeführt und blickt auf mehr als 60 Jahre Er-fahrung im Maschinenbau zurück.
Am Standort Meinerzhagen hat der ehemalige Familienbetrieb eine lange Tradition; im Jahre 1954 wurde dort die Produktion aufgenommen. Der Weg, den WITTMANN BATTEN- FELD zurückgelegt hat, weist für das Unternehmen in eine erfolgreiche Zukunft, nicht zuletzt als Teil der WITTMANN Gruppe mit 30 Nieder-lassungen rund um den Globus und mit derzeit rund 1.600 Mitarbeitern weltweit. •
Nach Übernahme der BATTEN-FELD Spritzgießtechnik durch
die WITTMANN Kunststoffgeräte GmbH im April 2008 investiert die neue Gesellschaft WITTMANN BATTENFELD in die Zukunft und den Standort Meinerzhagen in Deutschland.
In direkter Nähe zum bisherigen Firmensitz wird auf einem 15.000 m2 großen Grundstück im Gewerbege-biet Darmche eine neue Vertriebs- und Serviceniederlassung errichtet.
Mit dem symbolischen Spaten- stich am 11. November 2008 haben die Arbeiten für den Neubau begon- nen. Das neue Vertriebs- und Ser-vicezentrum wird aus einer Lagerhal-le mit Technikbereich auf 3.600 m2 sowie einem 1.200 m2 großen Büro-gebäude bestehen. Im Juni 2009 soll der Neubau schließlich in Betrieb genommen werden.
WITTMANN BATTENFELD festigt Standort Meinerzhagen
Beim Spaten-stich (v. l. n. r.): Klaus Ehlig und Hans Hunsicker (Geschäftsführer und Vertriebslei-ter Deutschland der WITTMANN BATTENFELD GmbH & Co. KG) neben Dr. Werner Wittmann. Weiters Stephan Theiß und Sebastian Ernst (Freyler Industrie-bau GmbH) und Gerhard Schriever (Baudezernent der Stadtgemeinde Meinerzhagen).

WITTMANN innovations – 1/200912
Automatisierung
beim Entwerfen des Greifers oder der Programmierung des Roboters – inklusive der Beachtung aller Sicherheits-vorkehrungen für Werkzeug und Greifer.
Tim Vale präsentierte WITTMANN sein Konzept für die flexible Produktionszelle zusammen mit allen not-wendigen die verschiedenen Teile betreffenden Parameter.
„Über die Parameter zu sprechen, war eine Herausforde-rung, denn schließlich konnten nur begründete Vermu-
ABA-PGT, weltbekannter Spritzgießer und Werkzeugbauer, ist auf die Erzeugung von heiklen Komponenten für die Bewegungsübertragung spezialisiert. Lange Zeit wurden bei ABA-PGT ausschließlich Einzelteile hergestellt und in Massen-gebinde verpackt. Bei zunehmender Nachfrage nach aufwändigeren Teilen und Verpackungsarten wurde das Handling durch Automatisierung bewältigt.Thomas Schaffner
Bei jedem neuen Teil stellt sich die Frage nach der Automatisierung neu. In der Vergangenheit wurde etwa Einlege-Spritzguss in kleiner Stückzahl von
ABA-PGT entweder gar nicht oder unter Einrechnung der manuellen Arbeit angeboten, was aufgrund der Konkur-renz – zumal in Billiglohnländern – oft gar nicht erst zum Auftrag führte. Wurde ein Auftrag erteilt, ergaben sich oft schwer vorauszusehende Kosten im Zusammenhang mit der nötigen Handarbeit, die auf den Profit drückten.
Somit war klar, dass für solche Aufträge die manuelle Arbeit komplett aus der Kalkulation entfernt werden musste, mithin also durch Automatisierung ersetzt.
Die flexible Produktionszelle
Dies war für Tim Vale, Leiter der Forschungs- und Ent- wicklungsabteilung bei ABA-PGT, der Ausgangspunkt für die Entwicklung einer flexiblen Produktionszelle. Diese musste es ermöglichen können, innerhalb weniger Stunden von einer anspruchsvollen Automatisierungs-Anwendung zur nächsten zu wechseln. Und die Kosten hierfür mussten niedrig sein, um dem Kunden auch bei kleinen Stück-zahlen noch einen Vorteil bieten zu können.
Das ABA-PGT-Konzept der flexiblen Produktionszelle umfasst die Spritzgießmaschine, den Roboter, die Automa-tisierung der Einlegetätigkeit sowie der Ablage der Teile. Die Kosten beschränken sich für den Kunden auf die jewei-ligen Produktkomponenten, was den Greifer und die Trays für die Bereitstellung der Teile und deren Abstapelung betrifft. Immer noch ist ein Bediener notwendig, um die Einlegeteile zu platzieren, aber höchstens während 15–30 Minuten in einem Rhythmus von zwei Stunden.
Automatisierter Einlege-Spritzguss und Ablage auf Trays bedeutete für das WITTMANN/ABA-PGT-Team keinesfalls Neuland, sondern wurde schon des öfteren erfolgreich implementiert. ABA-PGT verfügt über drei WITTMANN Roboter, die für größere Aufträge eingesetzt werden und sich rasch amortisierten. So vertraute ABA-PGT für weitere Projekte ganz auf WITTMANN.
WITTMANN: Ein kompetenter Teamspieler
WITTMANN hatte in der Vergangenheit schon eng mit ABA-PGT zusammengearbeitet um festzulegen, wie ein hochwertiges Getriebe im Einlege-Spritzguss zu fertigen sei. Gegen null tendierende Toleranzen von 0,0127 mm beim Einlegen ins Werkzeug ließen keinen Raum für Fehler
Automatisierung: Bei ABA-PGT nun auchfür kleine Stückzahlen!
Von oben nach unten:
– Gesamtansicht der flexiblen Produktionszelle.
– Der Greifer fährt in das Werkzeug ein.
– Entfernen der Teile aus dem Werkzeug.

WITTMANN innovations – 1/2009 13
Automatisierung
tungen angestellt werden, welche Arten von Teilen für die Zukunft zu erwarten waren – basierend auf den Erfah-rungen der Vergangenheit“, erklärt Tim Vale. „Eine Pro-duktionszelle rund um ein klar definiertes Produkt herum zu entwerfen, ist nicht immer sehr einfach, aber bestimmt um ein paar Grade simpler, als eine solche Zelle um eine Ansammlung verschiedenartiger Teile herum zu bauen, die noch gar nicht existieren.“ Es gab keine spezifischen Größenvorstellungen für die Teile, denn manche konnten relativ klein sein, während andere es auf einen Durchmes-ser von bis zu 10 cm bringen konnten. Was die Einlagen betrifft, so konnte es sich dabei um gedrehte Achsen han- deln, geprägte Metallteile oder kompliziert geformte
Maschinenteile. Zumeist jedenfalls würden sich diese Teile innerhalb bestimmter Größenklassen befinden, aber für alle würden sehr enge Toleranzen gelten. Umrüstungen für ein neues Produkt würden wohl alle 2–3 Wochen anfallen, die Perioden könnten aber auch kürzer oder länger sein. So die Überlegungen. Schließlich musste die Automatisierung auf eine 110 t-Maschine ausgelegt sein; und das alles bei minimalem Kapitaleinsatz.
Es war vorgesehen, dass WITTMANN mit TEC Engineering als dem Lieferanten des Materialförderungs-Equipments zusammenarbeiten sollte. „Die Flexibilität und Bereitschaft hinsichtlich dessen war eines der schlagenden Argumente für WITTMANN“, so Tim Vale. ABA-PGT und TEC hatten gemeinsam an der Entwicklung eines maßge-schneiderten Mehrzweck-Fördersystems gearbeitet, das sowohl die Bereitstellung der einzulegenden Teile als auch die Manipulation der Endprodukte abwickeln konnte. „Ich hatte großes Vertrauen in beide, WITTMANN und TEC, aber ich brauchte die Sicherheit, dass die zwei Hälften des Systems nahtlos ineinander greifen würden.“ WITTMANN bot nicht nur eine Reihe von Lösungen zur Integration an,
sondern bildete gemeinsam mit TEC PLC ein echtes Team, das gewinnbringend kommunizierte. Darüber hinaus sorgte WITTMANN mit der frei programmierbaren R7.2 TeachBox für die umfassende Steuerung der kompletten Produktionszelle.
Für die Manipulation der Teile in der Zelle kam ein WITTMANN W361 Roboter mit einer zusätzlichen Ser-voachse für den Greifer zum Einsatz. Mit einem speziellen System für schnellen Greiferwechsel ausgestattet, wurde es möglich, das Gerät innerhalb von weniger als fünf Minuten auf ein anderes Produkt umzustellen.
Hierzu Tim Vale: „Die von WITTMANN entworfenen und gebauten Greifer stellten den Schlüssel zum Erfolg der Produktionszelle dar. Auf sehr beschränktem Raum hatten diese Greifer eine Menge an Aufgaben zu übernehmen. Und die Bewegungsfreiheit ist nicht nur im Werkzeugbe-reich eingeschränkt, sondern auch hinsichtlich der Förde-rung, wo es darauf ankommt, möglichst wenig Stellfläche zu beanspruchen.“
Größte Flexibilität bei niedrigsten Kosten
Zwei Tage nach Anlieferung der flexiblen Produktions-zelle war der Aufbau abgeschlossen, und die Teileproduk-tion hatte begonnen. Der erste Greifer war bei Lieferung bereits vorinstalliert, eingesetzt wurde er zur Produktion eines Zahnrads mit einer Metallachse als Einlegeteil. Dabei wurde auf ein bereits vorhandenes Werkzeug zurückgegrif-fen, in das zuvor händisch eingelegt wurde, bei anschlie-ßend händischer Ablage der Teile in die Trays. Die durch den Einsatz der neuen Zelle entstandene Kosteneinspa-rung zeigt die Tabelle.
Abbildungen, vonoben nach unten:
– Die Ablage der Teile.
– Die fertigen Teile, abgelegt auf dem Tray.
ThomasSchaffnerist Gebietsbetreuer bei WITTMANN BATTENFELD Inc. in Torrington (CT), USA.
Ein typischer Greifer für die flexible Produktionszelle kostet zwischen 15.000,– und 25.000,– Dollar, abhängig von der Komplexität der Aufgabenstellung bzw. der Anzahl der Kavitäten. Die Trays, die für den Einlegevorgang be-nötigt werden, schlagen mit rund 6.000,– Dollar zu Buche, was 8 bis 10 solcher Trays einschließt. Ein vergleichender Blick auf die Gesamtinvestition und das in der Tabelle dar-gestellte Beispiel offenbart, dass die Investition sich rasch amortisiert.
Der Erfolg mit dem ersten in der flexiblen Produktions-zelle hergestellten Produkt führte zur Annahme immer weiterer Aufträge für diese Anlage. „Diese Produktionszel-le ermöglicht es uns, Aufträge anzunehmen, für die wir zu Zeiten, als wir noch Handarbeit einsetzen mussten, preis-lich einfach nicht konkurrenzfähig waren“, so Tim Vale.
Mit ähnlichem Erfolg wie beim ersten Auftrag produ-zierte die flexible Produktionszelle weitere Teile. Derzeit werden auf der Anlage fünf verschiedene Produkte herge-stellt, bei einer Auslastung von 80 %. Kapazität für ein wei-teres Produkt sei also vorhanden, und dann, so Tim Vale, sei wohl die Zeit für Zelle Nummer Zwei gekommen. •
FlexibleZelle
Zyklus-zeit
Stück-preis
Arbeits-kosten
Einsparung nach100.000 Stück
s $ % $
Nein 55 0,596 34 —
Ja 40 0,377 10 21.900,–

WITTMANN innovations – 1/200914
Porträt
Dänemark:WITTMANN BATTENFELD ApSDas kleine und pittoreske Städtchen Fredensborg mit 11.000 Einwohnern, 35 km nordwestlich von Kopenhagen gelegen, ist stolz auf zwei Besonderheiten:Zum einen die Tatsache, dass sich hier der Sommersitz von Königin Margrethe befindet, zum anderen hat WITTMANN BATTENFELD hier seine Zelte aufge-schlagen. Auf 500 m2 sind acht Mitarbeiter tätig.
Derzeitiges Standing und Zukunft
WITTMANN BATTENFELD ist in Dänemark zuerst für Roboter und Temperiergeräte bekannt, aber das Interesse an Mühlen und Förderanla-gen ist gestiegen. 2008 wurde das erste Spritzgießwerkzeug aus der Erzeugung von WITTMANN Frankreich verkauft, ein 4 + 4 Etagenwerkzeug. Und es gelang – als Marktführer auf diesem Gebiet, der für seinen Kundendienst bekannt ist – der Verkauf der bisher größten Mühle auf dem dänischen Markt, einer WITTMANN MC 70-100.
Die größte Herausforderung für die Zukunft wird der Vertrieb der WITT-MANN BATTENFELD Spritzgießma-schinen darstellen. Da WITTMANN BATTENFELD ApS bislang noch nicht mit diesem Aspekt befasst war, wird diese neue Aufgabe als willkommene Herausforderung betrachtet! •
Vom globalen Standpunkt aus be-trachtet, ist Dänemark mit seinen
rund 5,4 Millionen Einwohnern eine eher kleine Community. Die Dänen sind bekannt für Ihre Innovationsfreu-digkeit und Zuverlässigkeit. Da das Land über keine eigenen Rohstoffe verfügt, hat Kreativität schon immer eine herausragende Rolle gespielt.
Etwa 500 Unternehmen sind in der Kunststoff verarbeitenden Industrie tätig, hiervon rund 380 als Spritzgießer. Diese stellen in erster Linie Haushalts-waren, technische und medizintech-nische Produkte sowie Verpackungen her, was die Größe der vorhandenen Maschinen limitiert. Diese Produ-zenten arbeiten typischerweise auf Maschinen mit Schließkräften von 20–800 Tonnen, größere Maschinen sind selten. Wie viele andere euro-päische Länder auch, war Dänemark von der Abwanderung industrieller Produktion in osteuropäische und asi-atische Länder betroffen. Seit einiger Zeit kehrt diese Produktion teilweise zurück, bedingt durch Probleme, die die großen Entfernungen bereiten und solche, die aus den kulturellen Unter-schieden erwachsen.
BATTENFELD in Dänemark
Das dänische Unternehmen wurde 1978 von Peder Andersen mit dem Verkauf und der Installierung von HUNKAR Steuerungen für Spritzgieß- und Blasformmaschinen begründet. Ab 1983 spezialisierte sich WITT-MANN BATTENFELD ApS auf die Automatisierung von Spritzgießma-schinen.
Das Konzept, von Beginn an: Tech-nische Kompetenz in Kombination mit den besten Produkten auf dem Markt und dem bestmöglichen Service.
Zu allen Zeiten verfügte WITT-MANN BATTENFELD Dänemark über eine eigene Konstruktionsabtei-
lung zur Planung von Auto-matisierungs-Projekten.
Hier werden kleinere Anlagen und Greifer ge- baut, größere Anlagen von skandinavischen Subun-ternehmern. Die Lieferung und die Verantwortung für schlüssel-fertige Automatisierungs-Anlagen übernimmt wiederum WITTMANN BATTENFELD. Nach der Übernahme von BATTENFELD durch WITT-MANN, übernahm die dänische Vertretung zusätzlich die Betreuung des lokalen Spritzgießmaschinen-Markts, während die Vertretung der WITTMANN Peripheriegeräte in Schweden und Norwegen von hier zur schwedischen BATTENFELD Sverige AB übergeben wurde.
Neben allen WITTMANN und BATTENFELD Produktgruppen werden in Dänemark zusätzlich ASS Greiferkomponenten und SCHUMA Förder- und Sortier-Equipment ver-trieben. Das Serviceteam nimmt sich sämtlicher Geräte an (inkl. Temperier-geräte-Kalibrierung im Hause), was zu zahlreichen Serviceverträgen mit dänischen Kunden führte.
Das dänische Team von WITT-MANN BATTEN-FELD ApS (von links nach rechts im Uhrzeigersinn): Tino Bjerregaard, Hans Erik Nielsen, Henning Fyhn, Peder Andersen, Christian Ziegler-Carlsen, Karen Madsen, Michael Juul-Andersen. – Und es wurden der innovations-Redak-tion die exakten geografischen Daten des Firmen-sitzes mitgeteilt: nördliche Breite 55° 58‘ �,4“;östliche Länge12° 23‘ 2�,24“.

WITTMANN innovations – 1/2009 15
Porträt
Im Jahr 1998 kam es zur Gründung von BATTENFELD do Brasil Ltda.
in Osasco/São Paulo. Die Nieder-lassung verfügt über 800 m², die als Lager für Maschinen und Ersatzteile sowie für Servicezwecke genutzt werden.
Die Marke BATTENFELD hat in Brasilien einen besonders guten Klang, ist sie doch eng mit der Entfaltung des Kunststoff verarbeitenden Sektors verbunden. Zu Beginn, Mitte der Sech-zigerjahre, trug BATTENFELD, als der bedeutendste Maschinenlieferant, entscheidend zur Entwicklung dieses Marktes bei.
Das brasilianische Team
Mit zwölf Mitarbeitern für Verkauf, Administration und Service – und neun weiteren Vertretern – konnte BATTENFELD seine Aktivitäten auf den gesamten brasilianischen Markt ausdehnen. Besonders stark zeigt sich BATTENFELD do Brasil im Bereich Kundendienst. Ein Team von Exper-ten wartet mit Lösungen für jegliches Problem auf, selbst dann, wenn die
denn es können derart keine Verzöge-rungen bei der Belieferung entstehen. Dies bedeutet einen besonderen Wett-bewerbsvorteil für BATTENFELD do Brasil – und nicht zuletzt für seine Kunden.
Heute wird aus Osasco die gesam-te Kunststoff verarbeitende Industrie Brasiliens beliefert: das Bauwesen, die pharmazeutische und medizin-technische Industrie, Hersteller von Verpackungen, Automobil-Zulieferer sowie die Haushaltswaren- und Elek-troindustrie. Dieser Erfolg gründet auf der breiten Anerkennung, die BATTENFELD do Brasil für die Qua-lität der Produkte, die innovativsten Lösungen und den besten Service auf dem Markt erfahren hat. •
betreffenden Maschinen schon vor über 20 Jahren in Betrieb genommen wurden.
Während vieler Jahre kam es zu außergewöhnlich guten Geschäftbe-ziehungen zu den Kunden aus der Industrie, die sich völlig auf die Pro-dukte des Hauses und den weitum als exzellent bekannten Service verlassen
– wofür BATTENFELD do Brasil den verdienten Erfolg ernten konnte.
Viele unterschiedliche Industrien
Während der Angebotsphase für ein Projekt stellt der umfangreiche La-gerbestand an Ersatzteilen das stärks- te Argument für eine Einscheidung zugunsten von BATTENFELD dar,
Brasilien:BATTENFELD do Brasil Ltda.BATTENFELD steht in der Entwicklungsgeschichte der brasilianischen Kunststoff-verarbeitung für einen großen Namen. Seit 19�4 hat BATTENFELD die ein- schlägige Industrie vor Ort mit rund �.500 Spritzgießmaschinen und anderen Geräten beliefert. Während eines Zeitraums von 30 Jahren wurden rund 5.000 Maschinen im brasilianischen Werk hergestellt.
Der Sitz vonBATTENFELD do Brasil Ltda. in Osasco/São Paulo und das dorttätige brasilia-nische Team.
Geschäftsführer Christian Hiljemark(rechts) mit Yvonne,Michael, Kenneth Hiljemark: ein Familienbetrieb.
Möglichkeit, sich bei einer Maschinen-vorführung von der Leistungsfähigkeit der Anlagen zu überzeugen. Zu sehen war eine hydraulische Maschine des Typs HM 110/750 mit 110 t Schließ-kraft, auf der Löffel aus ABS gefertigt wurden. Ausgestattet war die Anlage mit WITTMANN Peripheriegeräten. Und es konnten eine HM 65/210 sowie ein W733 Roboter, Schneidmühlen, Temperiergeräte und Trockner in Au-genschein genommen werden. Exper-ten der WITTMANN Gruppe standen ganztägig mit Ihrem Know-how für Gespräche zur Verfügung. •
Für 20./21. Nov. 2008 hatte die schwedische Vertretung der
WITTMANN Gruppe, BATTENFELD Sverige AB, zum Open House nach Halmstad geladen. Gefeiert wurden das 30-jährige Bestehen und die Fertig-stellung des neuen Firmengebäudes.
Über 100 Gäste fanden sich ein, um Vorträge über die Gas- und Wasserin-jektions-Techniken AIRMOULD und AQUAMOULD, die COMBIMOULD Mehrkomponententechnik, die CELL-MOULD Strukturschaumtechnik so- wie das Microspritzgießen zu hören. Im Anschluss nutzten die Besucher die
Erfolgreiches Open House bei Battenfeld Sverige AB
Das neue Gebäude der Vertriebs- und Serviceniederlas-sung BATTENFELD Sverige AB in Halm-stad, Schweden.

BP00000033 – 0901
WITTMANNROBOT SYSTEME GMBHHaimendorfer Straße 48D-90571 Schwaig b. NürnbergTel.: +49-911 95 38 7-0Fax: +49-911 95 38 [email protected]
Am Gewerbepark 1–3D-64823 Groß-UmstadtTel.: +49-6078 9339-0D-32602 VlothoValdorfer Straße 100Tel.: +49-5733 87770
WITTMANNKUNSTSTOFFGERÄTE GMBHLichtblaustraße 10A-1220 WienTel.: +43-1 250 39-0Fax: +43-1 259 [email protected]
WITTMANNBATTENFELD GmbHWiener Neustädter Straße 81A-2542 KottingbrunnTel : +43 (0)2252 404-0Fax: +43 (0)2252 404-8202welcome@wittmann-battenfeld.comwww.wittmann-battenfeld.com