ΒΕΛΤΙΣΤΟΣ ΣΧΕΔΙΑΣΜΟΣ ΜΟΝΑΔΑΣ...
111
ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ ΕΡΓΑΣΤΗΡΙΟ ΔΥΝΑΜΙΚΗΣ ΜΗΧΑΝΩΝ ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ ΒΕΛΤΙΣΤΟΣ ΣΧΕΔΙΑΣΜΟΣ ΜΟΝΑΔΑΣ ΔΕΣΜΕΥΣΗΣ ΔΙΟΞΕΙΔΙΟΥ ΤΟΥ ΑΝΘΡΑΚΑ ΣΕ ΠΑΡΑΓΩΓΙΚΕΣ ΜΟΝΑΔΕΣ ΑΣΒΕΣΤΟΠΟΙΙΑΣ ΚΟΥΝΕΛΗ ΑΘΗΝΑ ΑΕΜ 4869 ΕΠΙΒΛΕΠΩΝ: ΣΕΦΕΡΛΗΣ ΠΑΝΑΓΙΩΤΗΣ, ΑΝΑΠΛΗΡΩΤΗΣ ΚΑΘΗΓΗΤΗΣ ΑΠΘ ΘΕΣΣΑΛΟΝΙΚΗ ΟΚΤΩΒΡΙΟΣ 2013
Transcript of ΒΕΛΤΙΣΤΟΣ ΣΧΕΔΙΑΣΜΟΣ ΜΟΝΑΔΑΣ...
-
ΑΡΙΣΤΟΤΕΛΕΙΟ ΠΑΝΕΠΙΣΤΗΜΙΟ ΘΕΣΣΑΛΟΝΙΚΗΣ ΠΟΛΥΤΕΧΝΙΚΗ ΣΧΟΛΗ
ΤΜΗΜΑ ΜΗΧΑΝΟΛΟΓΩΝ ΜΗΧΑΝΙΚΩΝ
ΕΡΓΑΣΤΗΡΙΟ ΔΥΝΑΜΙΚΗΣ ΜΗΧΑΝΩΝ
ΔΙΠΛΩΜΑΤΙΚΗ ΕΡΓΑΣΙΑ
ΒΕΛΤΙΣΤΟΣ ΣΧΕΔΙΑΣΜΟΣ ΜΟΝΑΔΑΣ ΔΕΣΜΕΥΣΗΣ ΔΙΟΞΕΙΔΙΟΥ ΤΟΥ ΑΝΘΡΑΚΑ ΣΕ ΠΑΡΑΓΩΓΙΚΕΣ ΜΟΝΑΔΕΣ ΑΣΒΕΣΤΟΠΟΙΙΑΣ
ΚΟΥΝΕΛΗ ΑΘΗΝΑ
ΑΕΜ 4869
ΕΠΙΒΛΕΠΩΝ: ΣΕΦΕΡΛΗΣ ΠΑΝΑΓΙΩΤΗΣ,
ΑΝΑΠΛΗΡΩΤΗΣ ΚΑΘΗΓΗΤΗΣ ΑΠΘ
ΘΕΣΣΑΛΟΝΙΚΗ
ΟΚΤΩΒΡΙΟΣ 2013
-
i
Ευχαριστίες
Κατ’αρχάς θα ήθελα να ευχαριστήσω τον επιβλέποντα της διπλωματικής εργασίας μου, Αναπληρωτή Καθηγητή κ. Παναγιώτη Σεφερλή που με εμπιστεύτηκε για την εκπόνηση αυτής της διπλωματικής εργασίας και μου προσέφερε καθοδήγηση καθ’όλη της διάρκεια της δουλειάς μου. Είμαι επίσης ιδιαίτερα ευγνώμων για την πολύτιμη βοήθεια που μου προσέφερε ο υποψήφιος διδάκτορας και συνεργάτης του Τμήματος Δαμαρτζής Θεόδωρος τόσο για το τμήμα της βελτιστοποίησης όσο και για την επίλυση οποιουδήποτε μεγέθους προβλήματος παρουσιαζόταν κατά την εκπόνηση της διπλωματικής. Επιπλέον ευχαριστίες θα ήθελα να δώσω στους υποψήφιους διδάκτορες Ζαρογιάννη Θεόδωρο και Κυριακίδη Αλέξη και στην Μαύρου Πασχαλίνα καθώς και στον συνεργάτη του τμήματος Παπαδόπουλο Αθανάσιο για την βοήθεια τους στην επίλυση γενικής φύσεως προβλημάτων που προέκυψαν κατά την δουλειά μου. Τέλος θα ήθελα να ευχαριστήσω την οικογένεια μου για την ηθική υποστήριξη που μου παρείχε . Κουνέλη Αθηνά
-
ii
Περίληψη Η εργασία στοχεύει στο βέλτιστο σχεδιασμό ενός συστήματος δέσμευσης διοξειδίου του άνθρακα από τα απαέρια καύσης μέσω απορρόφησης από διάλυμα αμίνης σε μονάδες παραγωγής ασβέστη. Επιλέγεται υδατικό διάλυμα μονοαιθυνολαμίνης (ΜΕΑ) με σύσταση 30% κατά βάρος λόγω της σημαντικής βιομηχανικής πρακτικής του συγκεκριμένου μίγματος. Ο βέλτιστος σχεδιασμός του συστήματος απορρόφησης CO2 και αναγέννησης του διαλύτη επιτυγχάνεται μέσω της βελτιστοποίησης του ύψους των στηλών διαχωρισμού και των συνθηκών λειτουργίας τους. Για το σκοπό αυτό χρησιμοποιήθηκαν μαθηματικά πρότυπα που περιγράφουν τη συμπεριφορά των διεργασιών σε μόνιμη κατάσταση. Με βάση τη βέλτιστη σχεδίαση των στηλών διαχωρισμού αξιολογήθηκε η επίδοση του συστήματος σε μεταβολές στη σύσταση και την ογκομετρική παροχή του ρεύματος των απαερίων. Επίσης αξιολογήθηκε ως ασύμφορη η οικονομική βιωσιμότητα της επένδυσης με βάση της παρούσες τιμές των δικαιωμάτων εκπομπής CO2 και υπολογίστηκε το ύψος της τιμής των δικαιωμάτων για τα οποία η επένδυση αποκτά οικονομικό ενδιαφέρον.
-
iii
Περιεχόμενα Ευχαριστίες ................................................................................................................................. i
Περίληψη ................................................................................................................................... ii
Περιεχόμενα Πινάκων .............................................................................................................. iv
Περιεχόμενα Διαγραμμάτων .................................................................................................... vi
1. Εισαγωγή ............................................................................................................................ 1
2. Περιγραφή μονάδας ασβεστοποιίας ................................................................................. 3
2.1. Λίγα λόγια για τον ασβέστη ............................................................................................ 3
2.2. Περιγραφή της διαδικασίας παραγωγής άσβυστου ασβέστη (CaO) ............................. 4
2.3. Ιδανικές συνθήκες ασβεστοποίησης .............................................................................. 6
2.4. Περιγραφή της παραγωγής υδροξειδίου του ασβεστίου (Ca(OH)2) .............................. 6
2.5. Είδη ασβεστοκαμίνων..................................................................................................... 8
2.6. Εκτίμηση τυπικής ροής καυσαερίων ασβεστοποιίας ................................................... 14
2.6.1. Ισοζύγιο μάζας ....................................................................................................... 14
2.6.2. Σύσταση καυσαερίου ............................................................................................. 15
2.6.2. Ισοζύγιο ενέργειας ................................................................................................. 17
3. Επιλογή τεχνολογίας δέσμευσης διοξειδίου του άνθρακα σε ασβεστοποιία ................ 19
3.1. Τεχνολογίες δέσµευσης του CO2 µετά την καύση (post combustion CO2 capture) ..... 22
3.1.1. Υγρή απορρόφηση του CO2 ................................................................................... 22
3.1.2. Ξηρός διαχωρισµός CO2 από τα καυσαέρια .......................................................... 23
3.1.3. Μεµβράνες ............................................................................................................ 24
3.1.4. Κρυογονικές διεργασίες ........................................................................................ 25
3.2. Τεχνολογίες δέσµευσης του CO2 πριν την καύση ........................................................ 25
3.2.1. Τεχνολογίες και εφαρµογές για φυσικό αέριο ...................................................... 26
3.2.2. Τεχνολογίες και εφαρµογές για άνθρακα ............................................................. 27
3.3. Καύση χωρίς την ύπαρξη Ν2- Καύση µε Ο2 ................................................................... 27
3.4. Εφαρμογή τεχνολογιών δέσμευσης διοξειδίου του άνθρακα σε ασβεστοποιία ........ 29
3.4.1. Εκπομπές καυσαερίων σε ασβεστοποιία .............................................................. 29
3.4.2. Εφαρμογή δέσμευσης διοξειδίου του άνθρακα μετά την καύση σε ασβεστοποιία ......................................................................................................................................... 30
3.4.3. Εφαρμογή δέσμευσης διοξειδίου του άνθρακα με καύση με υψηλή συγκέντρωση σε O2 σε ασβεστοποία ..................................................................................................... 31
3.4.4. Πορίσματα ............................................................................................................. 32
-
iv
4. Ανάπτυξη προτύπων διεργασιών δέσμευσης CO2 καύσης από αλκαλοναμίνες ............ 33
4.1. Διεργασίες διαχωρισμού .............................................................................................. 33
4.2. Χημικές Αντιδράσεις αλκανολαμινών κατά την δέσμευση .......................................... 36
4.3. Παράγοντες επίδρασης απόδοσης δέσμευσης CO2 ..................................................... 39
4.4. Πρότυπο μοντέλο διεργασίας δέσμευσης CO2 με χημική απορρόφηση ..................... 40
4.4.1. Μοντέλο κατά βαθμίδες/ δίσκους ........................................................................ 40
4.4.2. Προσεγγιστικά μοντέλα μειωμένης τάξης ............................................................. 43
5. Βέλτιστος Σχεδιασμός ...................................................................................................... 54
5.1. Περιγραφή λειτουργίας συστήματος δέσμευσης μοντέλου ........................................ 54
5.2. Σχεδιαστικές μεταβλητές .............................................................................................. 55
5.3. Αποτελέσματα βελτιστοποίησης .................................................................................. 58
5.4. Βαθμοί ελευθερίας ....................................................................................................... 64
5.5. Ενεργοί περιορισμοί και πολλαπλασιαστές Lagrange ................................................. 65
5.6. Αντικειμενική συνάρτηση ............................................................................................. 66
5.7. Επίδραση συνθηκών λειτουργίας στην απόδοση του βέλτιστου σχεδιασμού ............ 67
6. Εκτίμηση κόστους μονάδας δέσμευσης CO2 ................................................................... 80
6.1. Εκτίμηση κόστους εγκατεστημένου εξοπλισμού ......................................................... 80
6.1.1. Εκτίμηση κόστους εναλλακτών κελύφους αυλών ................................................. 82
6.1.2. Εκτίμηση κόστους στήλης απορρόφησης.............................................................. 85
6.1.3. Εκτίμηση κόστους στήλης ανάκτησης (αποστακτική στήλη) ................................ 86
6.1.4. Εκτίμηση κόστους αναβραστήρα .......................................................................... 87
6.1.5. Εκτίμηση κόστους μονάδος ατμολέβητα .............................................................. 88
6.1.6. Εκτίμηση κόστους αντλιών .................................................................................... 88
6.1.7. Εκτίμηση ετήσιου κόστους ρευστών διεργασιών ................................................. 89
6.1.8. Εκτίμηση κόστους πάγιου κεφαλαίου ................................................................... 90
6.2. Αξιολόγηση επένδυσης ................................................................................................. 90
7. Συμπεράσματα ................................................................................................................. 96
Βιβλιογραφία ........................................................................................................................... 97
A. Παράρτημα .................................................................................................................... 100
Περιεχόμενα Πινάκων Πίνακας 2-1: Ανάλυση ροής παραγόμενου καυσαερίου ................................................................. 17 Πίνακας 2-2: Ανάλυση ροής και σύστασης καυσαερίου που δέχεται το σύστημα δέσμευσης ως
είσοδο ..................................................................................................................................... 17
-
v
Πίνακας 5-1: Παρουσίαση των βασικών σχεδιαστικών μεταβλητών βελτιστοποίησης, των ορίων τους και των τιμών που παίρνουν κατά την βελτιστοποίηση .................................................. 56
Πίνακας 5-2 : Τιμές μεταβλητών όπως αυτές προκύπτουν μετά την βελτιστοποίηση του 1ου σεναρίου. Οι δείκτες δείχνουν την ροή στην οποία αναφέρεται η κάθε μεταβλητή σύμφωνα με την εικόνα 1. Το V συμβολίζει τις αέριες ροές και το L τις υγρές και τέλος αναφέρεται το συστατικό πχ. όπου CO2 το διοξείδιο του άνθρακα ................................................................ 58
Πίνακας 5-3: Γραμμομοριακές ροές σε mol/s σε σημεία της στήλης απορρόφησης ....................... 60 Πίνακας 5-4: Προφίλ θερμοκρασιών και πίεσης στην στήλη απορρόφησης ................................... 61 Πίνακας 5-5: Γραμμομοριακές ροές σε mol/s σε σημεία του απογυμνωτή ..................................... 63 Πίνακας 5-6: Προφίλ θερμοκρασιών και πίεσης του απογυμνωτή κατά μήκος της στήλης ............. 64 Πίνακας 5-7: Ενεργοί περιορισμοί Lagrange. Το αρνητικό πρόσημο μεταφράζεται πως με
περαιτέρω μείωση της τιμής της μεταβλητής η τιμή της αντικειμενικής εξίσωσης θα αυξηθεί ενώ το αντίθετο υποδηλώνει το θετικό πρόσημο ................................................................... 66
Πίνακας 5-8: Συνοπτική παρουσίαση των αποτελεσμάτων βελτιστοποίησης σε περίπτωση μεταβολής της σύστασης CO2 του μεταβαλλόμενου καυσαερίου. Εμφανίζονται σε μορφή διαγραμμάτων στα διαγράμματα 5-5 και 5-6. Στο 14.11% αναφέρονται τα αποτελέσματα του αρχικού βέλτιστου σχεδιασμού .............................................................................................. 69
Πίνακας 5-9: Συνοπτική παρουσίαση των αποτελεσμάτων που εμφανίζονται στα διαγράμματα 5-7 εώς 5-10, για την περίπτωση μεταβολής της γραμμομοριακής ροής ΜΕΑ του συστήματος. .. 73
Πίνακας 5-10: Συνοπτική παρουσίαση των αποτελεσμάτων του 3ου σεναρίου που εμφανίζονται στα διαγράμματα 5-11 εώς 5-14 ............................................................................................. 76
Πίνακας 6-1: Βασικά χαρακτηριστικά μεγεθών του εξοπλισμού συστήματος δέσμευσης............... 81 Πίνακας 6-2: Βασικά χαρακτηριστικά των εναλλακτών θερμότητας που χρησιμοποιούνται ως
παράμετροι για τον υπολογισμό του κόστους των εναλλακτών ............................................. 82 Πίνακας 6-3: Βασικοί συντελεστές και δείκτες που χρησιμοποιήθηκαν για τον υπολογισμού του
συνολικού κόστους των εναλλακτών ...................................................................................... 82 Πίνακας 6-4: Ειδική θερμοχωρητικότητα καυσαερίου υπό σταθερή πίεση (Cengel 2003) .............. 83 Πίνακας 6-5: Βασικά χαρακτηριστικά στήλης απορρόφησης που χρησιμοποιούνται ως παράμετροι
για τον υπολογισμό του συνολικού κόστους της στήλης ......................................................... 85 Πίνακας 6-6: Βασικοί συντελεστές και δείκτες που χρησιμοποιήθηκαν για τον υπολογισμό του
κόστους της στήλης απορρόφησης ......................................................................................... 85 Πίνακας 6-7: Βασικά χαρακτηριστικά αποστακτικής στήλης που χρησιμοποιούνται για τον
υπολογισμό του συνολικού κόστους της αποστακτικής στήλης .............................................. 86 Πίνακας 6-8: Βασικοί συντελεστές και δείκτες που χρησιμοποιήθηκαν ως παράμετροι για τον
υπολογισμό του κόστους της στήλης ανάκτησης .................................................................... 86 Πίνακας 6-9: Βασικά χαρακτηριστικά αναβραστήρα που χρησιμοποιούνται ως παράμετροι για το
συνολικό του κόστος ............................................................................................................... 87 Πίνακας 6-10: Βασικοί συντελεστές που οδήγησαν στον υπολογισμό του συνολικού κόστους του
αναβραστήρα.......................................................................................................................... 87 Πίνακας 6-11: Δείκτες και παράμετροι για την εκτίμηση του συνολικού κόστους αντλιών ............. 88 Πίνακας 6-12: Βασικά χαρακτηριστικά χρησιμοποιούμενου νερού ψύξης ..................................... 90 Πίνακας 6-13: Αναφορά αξίας βασικών μεγεθών που χρησιμοποιήθηκαν για την αξιολόγηση της
επένδυσης σε τέσσερα διαφορετικά σενάρια ......................................................................... 92 Πίνακας 6-14: Δεδομένα περίπτωσης Α για την αξιολόγηση της επένδυσης ................................... 93 Πίνακας 6-15: Καθαρή παρούσα αξία και ποσοστό απόδοσης της Α περίπτωσης αξιολόγησης της
επένδυσης σε τεχνολογία δέσμευσης του CO2. Τα αποτελέσματα βασίζονται στον πίνακα Α-1 του παραρτήματος. ................................................................................................................. 93
Πίνακας 6-16: Τιμή CO2 όπως αυτή προκύπτει για τον μηδενισμό του ΚΠΑ και ικανοποίηση της περίπτωσης Β .......................................................................................................................... 94
-
vi
Πίνακας 6-17: Καθαρή Παρούσα Αξία και ποσοστό απόδοσης της Β περίπτωσης αξιολόγησης της επένδυσης σε τεχνολογία δέσμευσης του CO2. Τα αποτελέσματα βασίζονται στον πίνακα Α-2 του παραρτήματος. ................................................................................................................. 94
Πίνακας 6-18: Καθαρή Παρούσα Αξία , ποσοστό απόδοσης και εσωτερική απόδοση της περίπτωσης C αξιολόγησης της επένδυσης σε τεχνολογία δέσμευσης του CO2. Τα αποτελέσματα βασίζονται στον πίνακα Α-3 του παραρτήματος............................................. 94
Πίνακας 6-19: Εκτίμηση τιμής πώλησης δικαιωμάτων CO2 στην Ευρώπη για τα έτη 2013-2020 (Thomson Reuters Point Carbon, 2013) ................................................................................... 94
Πίνακας 6-20: Εκτίμηση τιμής πώλησης δικαιωμάτων CO2 στην Ευρώπη για τα έτη 2021-2030 (Thomson Reuters Point Carbon, 2013) ................................................................................... 95
Πίνακας 6-21: Καθαρή Παρούσα Αξία, Ποσοστό απόδοσης και εσωτερική απόδοση για την περίπτωση D αξιολόγησης της επένδυσης σε τεχνολογία δέσμευσης του CO2. Τα αποτελέσματα βασίζονται στον πίνακα Α-4 του παραρτήματος............................................. 95
Πίνακας A-1: Αναλυτικά αποτελέσματα της Α περίπτωσης αξιολόγησης της επένδυσης για δέσμευση διοξειδίου του άνθρακα ....................................................................................... 100
Πίνακας A-2: Αναλυτικά αποτελέσματα της Β περίπτωσης αξιολόγησης της επένδυσης για δέσμευση διοξειδίου του άνθρακα ....................................................................................... 101
Πίνακας A-3: Αναλυτικά αποτελέσματα της C περίπτωσης αξιολόγησης της επένδυσης για δέσμευση διοξειδίου του άνθρακα ....................................................................................... 102
Πίνακας A-4: Αναλυτικά αποτελέσματα της D περίπτωσης αξιολόγησης της επένδυσης για δέσμευση διοξειδίου του άνθρακα ....................................................................................... 103
Περιεχόμενα Διαγραμμάτων Διάγραμμα 5-1: Προφίλ γραμμομοριακών ροών σε mol/s σε σημεία της στήλης απορρόφησης
βασισμένο στα δεδομένα του πίνακα 5.3 Στον οριζόντιο άξονα από 01 εώς Ν3 είναι τα σημεία της στήλης απορρόφησης όπως αυτά απεικονίζονται στην εικόνα 5-3. ................................. 60
Διάγραμμα 5-2: Προφίλ θερμοκρασιών στην στήλη απορρόφησης. Βασίζεται στα στοιχεία του πίνακα 5-4. Στον οριζόντιο άξονα από 11 εώς 33 είναι τα σημεία της στήλης απορρόφησης όπως αυτά απεικονίζονται στην εικόνα 5-3. ........................................................................... 61
Διάγραμμα 5-3: Προφίλ γραμμομοριακών ροών (mol/s) στον απογυμνωτή. Βασίζεται στα στοιχεία του πίνακα 5-6. Ο συμβολισμός των σημείων που βρίσκονται στον οριζόντιο άξονα σχετίζεται με την εικόνα 5-3. ................................................................................................................... 63
Διάγραμμα 5-4: Προφίλ θερμοκρασίας στον απογυμνωτή. Βασίζεται στα στοιχεία του πίνακα 5-6. Στον οριζόντιο άξονα από 11 εώς 33 είναι τα σημεία της στήλης απορρόφησης όπως αυτά απεικονίζονται στην εικόνα 5-3. ............................................................................................. 64
Διάγραμμα 5-5. Απεικονίζονται οι ροές του αερίου CO2 και του υγρού CO2 στις εξόδους Α2 και Α4 αντίστοιχα της στήλης απορρόφησης ως προς την περιεκτικότητα του καυσαερίου σε διοξείδιο του άνθρακα ............................................................................................................ 68
Διάγραμμα 5-6: Απεικονίζεται το ποσοστό δέσμευσης του διοξειδίου του άνθρακα ως προς την περιεκτικότητα του καυσαερίου σε διοξείδιο του άνθρακα ................................................... 69
Διάγραμμα 5-7: Απεικονίζονται οι θερμοκρασίες που επικρατούν κατά την έξοδο του αερίου και υγρού από την στήλη απορρόφησης ,Α2 και Α4 αντίστοιχα, ως προς την εισερχόμενη ροή ΜΕΑ στην στήλη απορρόφησης, LMEA-A3. ............................................................................. 70
Διάγραμμα 5-8: Εμφανίζονται οι υγρές ροές του διοξειδίου του άνθρακα κατά την έξοδο και είσοδο στην στήλη απορρόφησης (Α4 και Α3 αντίστοιχα) καθώς και η ροή του αερίου διοξειδίου του άνθρακα όπως αυτό εξέρχεται την στήλη απορρόφησης, ως προς την εισερχόμενη ροή ΜΕΑ στην στήλη απορρόφησης, LMEA-A3. ................................................. 71
-
vii
Διάγραμμα 5-9: Απεικόνίζεται το θερμικό καθήκον, QB, ως προς την εισερχόμενη ροή ΜΕΑ στην στήλη απορρόφησης, LMEA-A3. ............................................................................................. 72
Διάγραμμα 5-10: Απεικονίζεται το ποσοστό δέσμευσης διοξειδίου του άνθρακα ως προς την εισερχόμενη ροή ΜΕΑ στην στήλη απορρόφησης, LMEA-A3. ................................................. 72
Διάγραμμα 5-11: Απεικονίζεται η μεταβολή του θερμικού καθήκοντος του αναβραστήρα, QΒ, ως προς την εισερχόμενη θερμοκρασία αναγεννημένου διαλύτη στην στήλη απορρόφησης, TEMP-A3.................................................................................................................................. 73
Διάγραμμα 5-12: Απεικoνίζονται η ροή νερού αναπλήρωσης (make up), LH2O-MK, και η ροή του διοξειδίου του άνθρακα που επιστρέφει με τον αναγεννημένο διαλύτη στην στήλη απορρόφησης, LCO2-A3, ως προς την εισερχόμενη θερμοκρασία αναγεννημένου διαλύτη στην στήλη απορρόφησης, TEMP-A3 ...................................................................................... 74
Διάγραμμα 5-13: Απεικόνιση της αέριας και υγρής ροής νερού που εξέρχεται από τον απογυμνωτή , VH2O-S2 και LH2O-S3 αντίστοιχα, καθώς και υγρής ροής διοξειδίου του άνθρακα που εξέρχεται μαζί με τον διαλύτη από τον απογυμνωτή , LCO2-S3, ως προς την εισερχόμενη θερμοκρασία αναγεννημένου διαλύτη στην στήλη απορρόφησης, TEMP-A3 ........................ 75
Διάγραμμα 5-14: Απεικόνιση ποσοστού δεσμευσης διοξειδίου του άνθρακα (% CO2 absorbed) ως προς την εισερχόμενη θερμοκρασία αναγεννημένου διαλύτη στην στήλη απορρόφησης, TEMP-A3.................................................................................................................................. 75
Διάγραμμα 5-15: Απεικονίζεται το θερμικό καθήκον του αναβραστήρα, QB, ως προς την θερμοκρασία του πλούσιου σε CO2 διαλύτη κατά την είσοδο του στον απογυμνωτη, ΤΕΜP-S1 ................................................................................................................................................ 76
Διάγραμμα 5-16: Απεικονίζονται η εισερχόμενη ,LH2O-S1, και εξερχόμενες ροές νερού της στήλης αναγέννησης , VH2O-S2 και LH2O-S3, ως προς την θερμοκρασία του πλούσιου σε CO2 διαλύτη κατά την είσοδο του στον απογυμνωτη, ΤΕΜP-S1 .................................................................. 77
Διάγραμμα 5-17: Απεικονίζεται η αέρια έξοδος του διοξειδίου του άνθρακα από την στήλη απορρόφησης ,LCO2-A3, καθώς και η ροή αναπλήρωσης του νερού, LH2O-MK ως προς την θερμοκρασία του πλούσιου σε CO2 διαλύτη κατά την είσοδο του στον απογυμνωτη, ΤΕΜP-S1 ................................................................................................................................................ 78
Διάγραμμα 5-18: Απεικονίζονται οι θερμοκρασίες των ρευμάτω εισόδου και εξόδου στον εναλλάκτη , TEMP-A4 , TEMP- S3 και TEMP-S1, TEMP-A3 αντίστοιχα, ως προς την θερμοκρασία του πλούσιου σε CO2 διαλύτη κατά την είσοδο του στον απογυμνωτη, ΤΕΜP-S1 ................................................................................................................................................ 78
Διάγραμμα 5-19: Απεικόνιση ποσοστού δέσμεσης διοξειδίου του άνθρακα ως προς την θερμοκρασία του πλούσιου σε CO2 διαλύτη κατά την είσοδο του στον απογυμνωτη, ΤΕΜP-S1 ................................................................................................................................................ 79
-
1
1. Εισαγωγή
Ένας από τους βασικότερους παράγοντες που συντελούν στην αύξηση της θερμοκρασίας της ατμόσφαιρας της γής είναι η αύξηση της συγκέντρωσης των αερίων του θερμοκηπίου, στα οποία συμπεριλαμβάνεται και το CO2. Η σταθεροποίηση της συγκέντρωσης του διοξειδίου του άνθρακα στην ατμόσφαιρα απαιτεί την μείωση των εκπομπών αυτών σε επίπεδο αρκετά χαμηλότερο από αυτό που εκπέμπεται σήμερα. Μια προτεινόμενη σύγχρονη τεχνολογία για τον περιορισμό των εκπομπών διοξειδίου του άνθρακα είναι και η τεχνολογία δέσμευσης και αποθήκευσης διοξειδίου του άνθρακα (CCS). Στα πλαίσια της προσπάθειας μείωσης των εκπομπών διοξειδίου του άνθρακα επίσης αναπτύχθηκε η εμπορία των δικαιωμάτων εκπομπών διοξειδίου του άνθρακα, διαμορφώνοντας έτσι κατά ένα τρόπο ένα χρηματιστήριο για τις εκπομπές CO2. Μολονότι σήμερα η τιμή αγοράς των δικαιωμάτων εκπομπών του διοξειδίου του άνθρακα είναι χαμηλή εκτιμάται πως στο μέλλον θα αυξηθεί σημαντικά καθιστώντας αναγκαίο για τις βιομηχανίες έναν τρόπο περιορισμού των ρύπων τους. Στα πλαίσια αυτά θεωρήθηκε ενδιαφέρον να εξεταστεί το ενδεχόμενο επένδυσης μιας ασβεστοποιίας σε τεχνολογία δέσμευσης διοξειδίου του άνθρακα. Η επιλογή της ασβεστοποιίας ως τύπος βιομηχανίας παρουσιάζει ιδιαίτερο ενδιαφέρον λόγω της αυξημένης σύστασης του καυσαερίου που παράγει σε διοξείδιο του άνθρακα. Η αυξημένη σύσταση οφείλεται στην ασβεστοποίηση που απελευθερώνει επιπλέον διοξείδιο του άνθρακα το οποίο προστίθεται στο CO2 που προκύπτει από την καύση. Στο 2ο κεφάλαιο της εργασίας προσδιορίζεται συνοπτικά ο τρόπος λειτουργίας μιας μονάδας ασβεστοποιίας. Αναφέρονται χαρακτηριστικά του ασβέστη, περιγράφεται η διαδικασία παραγωγής του κοινού ασβέστη αλλά και της υδράσβεστου, αναφέρονται οι βέλτιστες κατά την βιβλιογραφία συνθήκες ασβεστοποίησης και γίνεται περιγραφή των βιομηχανικών ασβεστοκαμίνων. Στο 3ο κεφάλαιο παρουσιάζονται συνοπτικά οι υπαρχουσες τεχνολογίες δέσμευσης διοξειδίου του άνθρακα. Διακρίνονται σε τεχνολογίες δέσμευσης διοξειδίου του άνθρακα πρίν την καύση, τεχνολογίες δέσμευσης διοξειδίου του άνθρακα μετά την καύση και τεχνολογίες όπου η δέσμευση επιτυγχάνεται μετά την καύση με οξυγόνο. Από αυτές επιλέγεται η τεχνολογία δέσμευσης CO2 με χρήση αλκαλοναμινών ως η πλέον κατάλληλη για εφαρμογή σε ασβεστοποιίες. Στο 4ο κεφάλαιο περιγράφεται αναλυτικά η τεχνολογία δέσμευσης CO2 με χημική απορρόφηση με χρήση αλκανολαμινών και περιγράφονται τα μοντέλα των διεργασιών. Στο 5ο κεφάλαιο περιγράφεται το σχεδιαστικό πρόβλημα. Παρουσιάζονται οι σχεδιαστικές μεταβλητές του συστήματος, η αντικειμενική συνάρτηση, περιγράφεται επακριβώς το σύστημα που χρησιμοποιήθηκε και παρουσιάζονται τα αποτελέσματα της βελτιστοποίησης.
-
2
Τέλος στο 6ο κεφάλαιο γίνεται εκτίμηση του κόστους του εγκατεστημένου εξοπλισμού, με τα χαρακτηριστικά μεγέθη που προέκυψαν από την βελτιστοποίηση και γίνεται αξιολόγηση της επένδυσης.
-
3
2. Περιγραφή μονάδας ασβεστοποιίας
Στο κεφάλαιο αυτό θα περιγραφούν συνοπτικά τόσο ο εξοπλισμός και οι διεργασίες που χρησιμοποιούνται σε μια μονάδα ασβεστοποιίας όσο και τα χαρακτηριστικά και η χρησιμότητα των διαφόρων προϊόντων και παραπροϊόντων του ασβεστόλιθου που συνταντούνται σε αυτήν.
2.1. Λίγα λόγια για τον ασβέστη
Εικόνα 2-1: Ασβεστόλιθος (Minerals Education Coalition, 2013 )
Ο ασβέστης είναι μία χημική ένωση ιδιαίτερα χρησιμοποιούμενη παγκοσμίως. Είναι επίσης το οικονομικότερο και μεγαλύτερης χρηστικότητας αλκάλι (Αναγνωστόπουλος, 2013, Λεοντακιακάνος, 2013). Στις ανεπτυγμένες χώρες η χρησιμοποίηση του σε κατασκευαστικές εφαρμογές γίνεται μόλις σε ένα ποσοστό 15-20%. Στην Ελλάδα αντίθετα είναι περισσότερο διαδεδομένος σε δομικές εφαρμογές. Άλλοι βασικοί τομείς χρήσεων του είναι στην μεταλλουργία, στην προστασία του περιβάλλοντος, στην κατεργασία του νερού, στην βιομηχανία τροφίμων, στην γεωργία, στην κτηνοτροφία, στην βιομηχανία χαρτομάζας και χάρτου, στην βιομηχανία κεραμικών προϊόντων, στις χημικές συνθέσεις , στην φαρμακοβιομηχανία και στην σταθεροποίηση των εδαφών (Ελληνικός Σύνδεσμος Ασβέστου, 2013). Ο ασβεστόλιθος που αποτελεί την πρώτη ύλη για την παραγωγή του ασβέστη προέρχεται από τα ανθρακικά πετρώματα και εμφανίζεται είτε σαν καθαρό ανθρακικό ασβέστιο (CaCO3) είτε σαν δολομίτης (ασβεστίτης CaCO3 μαζί με ανθρακικό μαγνήσιο MgCO3). Ενίοτε μαζί με τον ασβεστόλιθο υπάρχουν και ποσοστά αραγωνίτη ή και σε μικρότερα ποσοστά σίδηρος (FeCO3), ,μαγνησίτης (MgCO3), ανκερίτης Ca2MgFe(CO3)4 κ.α. Είναι επίσης δυνατόν να παρατηρηθούν και πυριτικά υλικά (Αντωνόπουλος, 2011). Ο ασβέστης που παράγεται από την διεργασία της ασβεστοποίησης του ασβεστόλιθου χρησιμοποιείται ως υλικό σε ένα μεγάλο εύρος εφαρμογών. Οι μορφές με τις οποίες χρησιμοποιείται είναι:
• Ως οξείδιο του ασβεστίου –CaO (Άσβυστος ασβέστης) • Ως υδροξείδιο του ασβεστίου –Ca(OH)2 (Σβυσμένη άσβεστος)
-
4
2.2. Περιγραφή της διαδικασίας παραγωγής άσβυστου ασβέστη (CaO)
Oι πραγματοποιούμενες διεργασίες για την παραγωγή του ασβέστη είναι οι εξής (Αναγνωστόπουλος, 2013, Ζαχαροπούλου, 2004, Λίτινας, 2011, Sagastume Gutiérrez, 2012):
α) Εξόρυξη: Συνήθως η εκμετάλλευση των ασβεστολιθικών πετρωμάτων γίνεται με επιφανειακή μέθοδο εξόρυξης. Επιτυγχάνεται με όρυξη διατρημάτων (φουρνέλλα), γόμωση τους με εκρηκτικές ύλες και ανατίναξη. Κάθε εξόρυξη αποφέρει χιλιάδες τόνους πετρώματος.
β) Μετά την φάση της εξόρυξης, ο ασβεστόλιθος μεταφέρεται στους θραυστήρες προκειμένου να θρυμματιστεί στο απαραίτητο μέγεθος. Η απαιτούμενη διάμετρος ποικίλλει ανάλογα με την υψικάμινο που χρησιμοποιείται. Συνήθως πρόκειται για διαμέτρους που ανήκουν στο εύρος 5 εώς 200 mm Οι πρώτοι θραυστήρες παραλαμβάνουν τους μεγάλους λίθους διαμέτρου έως ένα μέτρο και μειώνουν διαδοχικά το μέγεθος έως 100-250 mm. Στην συνέχεια ακολουθεί η φάση του κοσκινίσματος. Οι θρυμματισμένοι λίθοι διοχετεύονται με μεταφορικές ταινίες σε παλινδρομικά κόσκινα. Από την διεργασία του κοσκινίσματος τα μεγάλα τεμάχια διαχωρίζονται και ανακυκλώνονται, ενώ αυτά που διαπερνούν, είτε διοχετεύονται απευθείας στον κλίβανο, είτε περνούν από δευτερογενή θραύση. Στην δευτερογενή θραύση το μέγεθος των χαλικιών μειώνεται σε 10-50 mm. Η πρώτη ύλη (θραυσμένος ασβεστόλιθος) μεταφέρεται στην εγκατάσταση και αποθηκεύεται σε εξωτερικούς χώρους.
γ) Από το χώρο αποθήκευσης η πρώτη ύλη μεταφέρεται σε ειδικά σιλό. Στη συνέχεια περνά από μηχανικό κόσκινο και καθαρίζεται από χώματα και προσμίξεις (σκύρα). δ) Ο ασβεστόλιθος στη συνέχεια διοχετεύεται στην κάμινο συνήθως με φορτωτές και ιμάντες. Ενίοτε πριν την τροφοδότηση των ασβεστοκαμίνων το αργό υλικό πλένεται με σκοπό την μείωση των εκπομπών σκόνης στο περιβάλλον. Η καύση μπορεί να γίνει με χρήση διαφόρων ειδών καυσίμου (ανάλογα και τον τύπο της υψικαμίνου). Συνήθως χρησιμοποιούνται μαζούτ, πετρελαϊκό κωκ, βιομάζα, πυρήνας αλλά και άλλα καύσιμα. Το καύσιμο αποθηκεύεται σε σιλό και μεταφέρεται στην κάμινο με σωληνώσεις και με τη βοήθεια πεπιεσμένου αέρα εισάγεται από μπεκ στην κάμινο όπου είναι ο χώρος καύσης με τον τεμαχισμένο ασβεστόλιθο. Η επιλογή του καυσίμου είναι σημαντική παράμετρος, γιατί το κόστος του καυσίμου ανά τόνο ασβέστη, μπορεί να αντιστοιχεί μέχρι και στο 40-50% του κόστους παραγωγής. Το καύσιμο πέρα από το κόστος λειτουργίας μπορεί να επηρεάσει την ποιότητα της άσβεστου, την δραστικότητα, το περιεχόμενο θείο και τις εκπομπές καυσαερίων (εκπομπές διοξειδίου του άνθρακα, οξειδίων του αζώτου, διοξειδίου του θείου,
-
5
καπνού και αιωρουμένων σωματιδίων) και κατ’επέκταση τις επιπτώσεις στο περιβάλλον. Σημειώνεται ότι για την παραγωγή ενός τόνου εμπορεύσιμης μη σβυσμένης ασβέστου χρησιμοποιούνται 1,4 έως 2,2 τόνοι ασβεστόλιθου. Υπάρχει άμεση συσχέτιση της κατανάλωσης με τον τύπο του προϊόντος, την καθαρότητα του ασβεστόλιθου, το βαθμό πύρωσης και την ποσότητα των αποβλήτων προϊόντων. Ωστόσο το μεγαλύτερο τμήμα χάνεται ως εκπομπή διοξειδίου του άνθρακα στον αέρα. Καθώς η πρώτη ύλη κατέρχεται την κάμινο, τα ανθρακικά άλατα CaCO3 διασπώνται προς οξείδια του ασβεστίου και διοξείδια του άνθρακα. Αυτό οφείλεται στην ιδιότητα του ασβεστόλιθου, που εφόσον πυρωθεί μεταξύ 800 οC και 1100 οC , το ανθρακικό ασβέστιο (CaCO3), που περιέχει, θα διασπαστεί σύμφωνα με την αντίδραση:
CaCO3+42,5kcal ‡CaO+CO2 Η άσβεστος που παράγεται έχει τη μορφή και το μέγεθος των λίθων από τους οποίους προήλθε και το χρώμα του είναι λευκό. Αποτελείται κυρίως από οξείδια του ασβεστίου και δευτερευόντως από οξείδια του μαγνησίου και εξέρχεται από τη βάση της καμίνου. ε) Ο παραγόμενος άνυδρος ασβέστης αφότου έχει ψυχθεί απομακρύνεται από τη βάση της καμίνου και συνήθως ακολουθούν οι διαδικασίες σβέσης και φύρασης που περιγράφονται παρακάτω και κατόπιν η συσκευασία και η διανομή των παραγόμενων προϊόντων.
-
6
Εικόνα 2-2: Παραγωγική διαδικασία ασβέστου (The british lime organization, 2013)
2.3. Ιδανικές συνθήκες ασβεστοποίησης
Η επίδραση των συνθηκών ασβεστοποίησης στον παραγόμενο ασβέστη περιγράφονται αναλυτικά από τον Λεοντακιανό (Λεοντακιανός 2013). Υπάρχει έντονη συσχέτιση μεταξύ της θερμοκρασίας ασβεστοποίησης και του χρόνου παραμονής ως παράγοντες που επηρεάζουν τις ιδιότητες της παραγόμενης κατά το ψήσιμο της ασβέστου. Για παρατεταμένη παραμονή στις διατάξεις πρόσδωσης θερμότητας, η βέλτιστη θεωρητική θερμοκρασία για την ασβεστοποίηση είναι οι 900 0C. Όταν ένας ασβεστόλιθος πυρωθεί στη θερμοκρασία των 900 0C, παράγεται ασβέστης με μεγάλη ειδική επιφάνεια και αρκετά μεγάλο πορώδες, παράγοντες που αυξάνουν τη χημική δραστικότητα. Στην περίπτωση πύρωσης του ασβεστόλιθου σε θερμοκρασία μικρότερη από τους 900 0C ο ασβέστης που θα παραχθεί θα είναι υποψημένος (ατελής διαδικασία ασβεστοποίησης) ενώ για πύρωση σε θερμοκρασία μεγαλύτερη των 900 0C θα προκύψει υπερψημένος ασβέστης. Στην ειδική περίπτωση που ο ασβεστόλιθος θερμανθεί σε θερμοκρασία υψηλότερη ή ίση από εκείνη των 1400 0C, ο ασβέστης που θα παραχθεί θα έχει μαύρο χρώμα . υψηλή πυκνότητα και μικρή ειδική επιφάνεια ως αποτέλεσμα του τελειωτικού (dead-burnt) ψησίματος του. Ο χρόνος παραμονής κατά τη διάρκεια της ασβεστοποίησης επιδρά επίσης στις ιδιότητες της παραγόμενης ασβέστου. Aν ένας ασβεστόλιθος θερμανθεί για μεγαλύτερη διάρκεια από τη βέλτιστη, τότε σχηματίζεται ένας υπερψημένος ασβέστης ενώ στην αντίθετη περίπτωση παράγεται υπό-ψημένος ασβέστης. Πρέπει να τονιστεί πως στη βιομηχανική πρακτική που μας ενδιαφέρει κυρίως στα πλαίσια αυτής της διπλωματικής επειδή ο χρόνος παραμονής του ασβέστη στους φούρνους είναι μικρός, οι συνήθεις θερμοκρασίες έψησης (σε συνάρτηση πάντοτε και με τον υπάρχοντα τύπο καμίνου) είναι σημαντικά μεγαλύτερες. Κυρίως στην βιομηχανική πρακτική είναι που εμφανίζεται και ο παράγοντας της ομοιογένειας καύσης ως παράγοντας που επιδρά στην ποιότητα του παραγόμενου ασβέστη.
2.4. Περιγραφή της παραγωγής υδροξειδίου του ασβεστίου (Ca(OH)2)
Διαδικασία σβέσης
Η υγρή σβέση είναι η πιο διαδεδομένη τεχνική σβέσης και παλαιότερα ήταν η αποκλειστική τεχνική σβέσης. Το υδροξείδιο του ασβεστίου Ca(OH)2 δημιουργείται από χημική αντίδραση του παραγόμενου ασβέστη. Αφού λοιπόν ο άνυδρος ασβέστης οδηγηθεί σε σιλό αποθήκευσης, οδηγείται στην συνέχεια με μεταφορική ταινία σε περιστρεφόμενο τύμπανο. Στη συνέχεια (Λίτινας, 2011, Αναγνωστόπουλος, 2013, Ζαχαροπούλου, 2004) εκεί διοχετεύεται ποσότητα νερού διπλάσια εώς τριπλάσια του βάρους του
-
7
άνυδρου ασβέστη. Η σβέση της ασβέστου είναι ισχυρώς εξώθερμη αντίδραση και συνοδεύεται από ισχυρό κοχλασμό και πυκνούς υδρατμούς:
CaO+H2O=Ca(OH)2+15,5 kcal Το κολλοειδές υδροξείδιο της ασβέστου σχηματίζεται με πολύ ταχύτερο ρυθμό από ότι το κρυσταλλικό Ca(OH)2 (Λίτινας, 2011, Αναγνωστόπουλος, 2013). Επιδιώκεται λοιπόν η ταχύτερη δυνατή σβέση του ασβέστη, που επιτυγχάνεται με τη συνεχή ανάδευση του τυμπάνου (2 στρ/λεπτό). Mε την ανάδευση επιτυγχάνεται τόσο η καλύτερη ανάμιξη των αντιδρώντων (ασβέστη και νερού) όσο και η διατήρηση της θερμοκρασίας σε υψηλά επίπεδα. Ακολουθέι το κοσκίνισμα του παραγόμενου γάλατος της ασβέστου από κόσκινο των 3 εώς 5 mm συνήθως, στο οποίο συγκρατούνται μεγαλύτερα κομμάτια της ασβέστου που δεν διασπάστηκαν. Τα κομμάτια που συγκρατούνται από το κόσκινο μαζί με τα υπερψημένα και τα άνοπτα στιβάζονται σε σωρούς σε ανοιχτό χώρο και αφότου αντιδράσουν με την υγρασία του περιβάλλοντος χρησιμοποιούνται ως υλικά κατώτερης ποιότητας. Αντίθετα τα κομμάτια τους γάλατος της ασβέστου που πέρασαν από το κόσκινο διοχετεύονται σε τριβείο με σφυριά όπου θραύονται περαιτέρω. Στη συνέχεια για καλύτερο αποτέλεσμα διέρχονται και από κόσκινο των 0.75 mm προκειμένου να διατεθούν τελικά στο εμπόριο σε μέγεθος κόκκου. Διαδικασία ωρίμανσης (φύρασης)
Το τελικό γάλα ασβέστου προκύπτει από την διαδικασία υγρής σβέσης και οδηγείται μέσω αντλίας στους λάκκους ωρίμανσης όπου παραμένει επί 20 ημέρες για φύρανση (Λίτινας, 2011, Αναγνωστόπουλος, 2013). Η φύρανση αποσκοπεί (Ζαχαροπούλου, 2004): α) στην ολοκλήρωση της σβέσης προκειμένου να αποτραπούν οι διογκώσεις , αποκολλήσεις και τα εξανθήματα («πεταλίδες» ή “pitting and popping”) στα επικαλυπτικά κονιάματα, β) στην αύξηση της πλαστικότητας του πολτού αφού εμπλουτίζεται ο κολλοειδής χαρακτήρας του (αποβάλλοντας νερό και άλατα η διαδικασία μπορεί να γίνει πιο γρήγορα), γ) στην βελτίωση της ποιότητας της υδρασβέστου αφού με την παρατεταμένη φύραση αναπτύσονται καλύτερα οι κρύσταλλοι υδρασβέστου. Δεν υπάρχει ευρέως αποδεκτή άποψη για το βέλτιστο χρόνο ωρίμανσης. Γενικά συνίσταται η ωρίμανση να γίνεται για μακρά χρονική περίοδο εφόσον όμως λαμβάνονται συνεχή μέτρα προφύλαξης από ψύξη και ξήρανση. Είναι ενδιαφέρον να αναφερθεί ότι η υδράσβεστος [Ca(OH)2] μαζί με τους πηλούς (Λεοντακιανός 2013) είναι από τις παλαιότερες συγκολλητικές ύλες που χρησιμοποίησε ο άνθρωπος για την παρασκευή κονιαμάτων.
-
8
Εικόνα 2-3: Απεικόνιση παραγωγικής διαδικασίας υδράσβεστου (Ελληνικός Σύνδεσμος Άσβεστου, 2013 )
2.5. Είδη ασβεστοκαμίνων
Οι ασβεστοκάμινοι διακρίνονται σε ασβεστοκάμινους περιοδικής και συνεχούς λειτουργίας. Η εξέλιξη των ασβεστοκάμινων άρχισε από το προϊστορικό καμίνι και έφθασε στα σημερινά βιομηχανικά καμίνια συνεχούς λειτουργίας, με ημερήσια απόδοση της τάξης των 400 τόνων. Η καύσιμος ύλη μπορεί να είναι ξύλα, γαιάνθρακες, πετρελαϊκός άνθρακας, πετρέλαιο και φυσικό υγραέριο. Τα καμίνια περιοδικής λειτουργίας είναι φρεατοειδή με πρόχειρο ημιμόνιμο ή μόνιμο χαρακτήρα και απαντώνται κυρίως σε υποανάπτυκτες χώρες. Τα βιομηχανικά καμίνια είναι συνεχούς λειτουργίας και φέρουν εσωτερική πυρίμαχη επένδυση, διακρίνονται δε, σε φρεατοειδή και οριζόντια. Στα πλαίσια της εργασίας αυτής θα αναφερθούμε μόνο στα βιομηχανικά καμίνια κυρίως όπως αυτά παρουσιάζονται από την Ζαχαροπούλου Γεωργία (Ζαχαροπούλου 2004). Βιομηχανικές ασβεστοκάμινοι (πρώτο μισό του 20ου αιώνα) εξελιγμένες κάμινοι “βραχείας φλογός”
Φρεατοειδείς ασβεστοκάμινοι συνεχούς λειτουργίας εναλλασσόμενης φόρτισης ή θερμαινόμενες από πλάγια/ες πυροστιές (τύπος γνωστός στην Ελλάδα ως “πάτα-τράβα”), (vertical shaft kiln): Γίνεται χρήση είτε στερεάς καύσιμης ύλης (π.χ. λιθάνθρακας ) είτε υγρής (π.χ. πετρέλαιο ή μαζούτ). Συνήθως το ύψος τους κινείται ανάμεσα στα 8 και 10 μέτρα και η διάμετρος είναι περίπου 3 μέτρα. Χαρακτηριστικό τους είναι ότι αποτελούνται από τέσσερις περίπου ίσες ζώνες (φόρτισης, προθέρμανσης, όπτησης και ψύχρανσης) και από το επίπεδο εκφόρτισης. Η σωστή κατανομή του ύψους της κάθε ζώνης αποτελεί και την βασική κατασκευαστική δυσκολία των καμινών αυτών. Υπάρχουν πολλές βελτιώσεις- τροποποιήσεις αυτού του τύπου καμίνου σε χρήση ακόμα και σήμερα. Αυτές είτε είναι κατασκευαστικές (π.χ. μεταλλικό περίβλημα) , είτε σχετικές με την εξοικονόμηση ενέργειας μέσω της επαναδιοχέτευσης της θερμότητας , που διαφορετικά χάνεται από την κορυφή.
-
9
Οριζόντια δακτυλιωτή κάμινος Hoffman συνεχούς λειτουργίας (κυκλική ή ελλειψοειδής), (ring kiln). Αναπτύχθηκε κατά τον 19ο αιώνα και αρχικά χρησιμοποιήθηκε για όπτηση πλίνθων (και σήμερα χρησιμοποιείται μόνο στην πλινθοπαραγωγή). Στη συνέχεια όμως για ένα χρονικό διάστημα χρησιμοποιήθηκε και για την όπτηση ασβέστου και τσιμέντου . Μολονότι το είδος αυτό της καμίνου προσφέρεται για οικονομία της καύσιμης ύλης και κανονικότητα της όπτησης και η τεχνολογία λειτουργίας της είναι απλή, το απαιτούμενο υψηλό αρχικό κόστος επένδυσης και το αυξημένο κόστος εργατικών οδήγησαν σχεδόν στον αφανισμό τους. Η χρήση τους διαδόθηκε πάρα πολύ την περίοδο του μεσοπολέμου ,ωστόσο σήμερα διεθνώς έχουν διασωθεί πολύ λίγες.
Εικόνα 2-4: Πρώιμη βιομηχανική ασβεστοκάμινος τύπου Hoffman ( Ζαχαροπούλου 2004)
-
10
Εικόνα 2-5: Φρεατοειδής κάμινος-shaft kiln (The British Lime Organisation, 2013) Μπορούν να χρησιμοποιηθούν ασβεστόλιθοι με εύρος διαμέτρου 20mm εώς 175 mm. Μπορεί να χρησιμοποιηθεί ως
καύσιμο φυσικό αέριο είτε υγρά και στερεά καύσιμα.
Σύγχρονες ασβεστοκάμινοι υψηλής τεχνολογίας (δεύτερο μισό του 20ου αιώνα)
Οι σύγχρονες ασβεστοκάμινοι απαιτούν υψηλό κόστος επένδυσης και αυστηρά εξειδικευμένη και εισαγόμενη συνήθως τεχνογνωσία σε όλα τα στάδια της παραγωγικής διαδικασίας, καθώς και όσον αφορά στη συντήρηση του εξοπλισμόυ (Ζαχαροπούλου, 2004). Αφορά ασβεστοβιομηχανίες παραγωγής μεγάλης κλίμακας που προορίζουν το προϊόν τους κυρίως για βιομηχανική χρήση. Σήμερα σε πολλές χώρες οι σύγχρονες ασβεστοκάμινοι υψηλής τεχνολογίας συνυπάρχουν με τις φρεατοειδείς ασβεστοκαμίνους συνεχούς λειτουργίας, οι οποίες επιβιώνουν επειδή η παραγωγή ασβέστου γίνεται σε μικρή ή μέση κλίμακα, στηρίζεται σε μέση τεχνολογία και αξιοποιεί την τοπική εμπειρία, χωρίς να απαιτείται υψηλά εξειδικευμένο προσωπικό για την συντήρηση του εξοπλισμού. Στις αναπτυσσόμενες δε χώρες του τρίτου κόσμου, αλλά και σε γειτονικές βαλκανικές χώρες σύμφωνα με πρόσφατες προφορικές μαρτυρίες ακόμη και σήμερα συναντώνται σε χρήση περιπτώσεις απλών ή αρχέγονων καμίνων.
-
11
Εικόνα 2-6: Σύγχρονη ασβεστοκάμινος (1990) (Ζαχαροπούλου, 2004)
Τύποι σύγχρονων κάμινων:
Περιστρεφόμενη κάμινος (rotary kiln)
Οι περιστρεφόμενοι κάμινοι (The British Lime association, 2013) αποτελούνται από έναν περιστρεφόμενο κεκλιμένο κύλινδρο που σχηματίζει γωνία 3 εώς 4 μοιρών. Ο ασβεστόλιθος ή δολομίτης διοχετεύεται από υψωμένο άκρο του κυλίνδρου ενώ το καύσιμο και ο αέρας καύσης διοχετεύονται στην κάμινο από το αντίθετο άκρο. Το παραγόμενο προϊόν ψύχεται με αέρα ψύξης που έπειτα χρησιμοποιείται για να προθερμάνει τον αέρα καύσης. Συνήθως τέτοιες κάμινοι τροφοδοτούνται με λίθους διαμέτρων 15 εώς 40 mm και έχουν δυνατότητα χρήσης μεγάλης ποικιλίας καυσίμων όπως άνθρακα, πετ κωκ, φυσικό αέριο, και βιοκαύσιμα. Χρησιμοποιούνται κυρίως για την παραγωγή δολομιτικής άσβεστου και καλής ποιότητας άσβυστης ασβέστου (quicklime). Εκτιμάται πως η καλύτερη ποιότητα ασβέστου παρασκευάζεται στον οριζόντιο περιστρεφόμενο κύλινδρο, γιατί σ' αυτό τον τύπο καμινιού, η θερμοκρασία μπορεί να ελέγχεται εύκολα και η ομοιογένεια που εξασφαλίζεται με την περιστροφική κίνηση του κυλίνδρου, είναι μεγάλη. Εν τούτοις, ο τύπος αυτός, παρ' όλα τα πλεονεκτήματά του, δεν έχει καθιερωθεί ιδιαίτερα, λόγω της μεγάλης κατανάλωσης θερμότητας (Αναγνωστόπουλος, 2013). Ενδεικτικά αναφέρεται πως η συνολική ενέργεια που απαιτείται για μια σύγχρονη περιστρεφόμενη κάμινο μπορεί να φτάσει τα 7500 kJ/kg CaO που παράγεται ενώ αντίστοιχα για την κατακόρυφη κάμινο δύο παράλληλων φρεάτων που περιγράφεται παρακάτω χρειάζονται περίπου 3600 kJ/kg παραγόμενου CaO (Oates, 1998).
-
12
Εικόνα 2-7: Περιστρεφόμενος κάμινος (rotary kiln) (The British Lime Organisation, 2013)
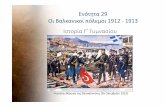
Κατακόρυφη κάμινος δύο παράλληλων φρεάτων (parallel flow shaft kiln)
Κατασκευάζεται από τοιχοποιία ή οπλισμένο σκυρόδεμα ή από σιδερένιες λαμαρίνες ενισχυμένες με σιδερένια ελάσματα και εσωτερικά έχει ισχυρή θερμική και πυρίμαχη μόνωση (Λεοντακιανός, 2013 ). Τα χαρακτηριστικά της σημεία είναι η χοάνη φορτώσεως στο πάνω τμήμα, οι οπές μέσα από τις οποίες εισέρχονται οι φλόγες της καύσιμης ύλης στο καμίνι και ο θάλαμος ψύξεως στον οποίο καταλήγει ο ασβέστης μετά την πύρωση για να κρυώσει. Η τροφοδότηση του καμινιού γίνεται με κεκλιμένη μεταφορική ταινία, η οποία μεταφέρει τους ασβεστόλιθους (συνήθως διαμέτρου 30mm εώς 125 mm (Maerz, 2013) στη χοάνη φορτώσεως που βρίσκεται στο άνω τμήμα ή σε πλάγια θέση του καμινιού. Kάθε θάλαμος λειτουργεί σε δύο φάσεις (Maerz, 2013).: την φάση της καύσης και την φάση μη καύσης (βηματική παραγωγή ασβέστη). Τα παραγόμενα από την ασβεστοποίηση καυσαέρια εξέρχονται από τον θάλαμο όπου γίνεται η ασβεστοποίηση στον διπλανό θάλαμο μέσω ενός καναλιού που ενώνει τους δύο θαλάμους(cross-channel). Με αυτόν τον τρόπο τα καυσαέρια προθερμαίνουν τον ασβεστόλιθο (σε μορφή «stone-bed») που βρίσκεται στο θάλαμο «μη καύσης» (η ροή των καυσαερίων είναι αντίθετη από την ροή του εισερχόμενου ασβεστόλιθου) και μέσω του «φορτισμένου» ασβεστόλιθου προθερμαίνεται αργότερα και ο υπό πίεση εισερχόμενος αέρας καύσης. Μετά την προθέρμανση του ο αέρας καύσης αναμιγνύεται με το καύσιμο. Μπορούμε να ξεχωρίσουμε την ζώνη προθέρμανσης και την ζώνη καύσης από τις οπές που εισέρχονται οι φλόγες της καύσιμης ύλης (βρίσκονται στα όρια της ζώνης προθέρμανσης και ζώνης καύσης). Ο παραγόμενος ασβέστης εξέρχεται και από τους δύο θαλάμους με συνεχόμενη ροή. Ο αέρας ψύξης εισέρχεται συνεχώς από τον πυθμένα και των δύο θαλάμων προκειμένου να μειωθεί η θερμοκρασία του προϊόντος ασβέστη. Όταν αλλάζει η φάση του θαλάμου από φάση καύσης σε φάση μη καύσης (reversal period) ο θάλαμος αποσυμπιέζεται και ο ασβέστης μεταφέρεται μέσω μεταφορικών ταινιών. Πρόκειται για σύστημα που επιτυγχάνει μεγάλο βαθμό εξοικονόμησης ενέργειας.
-
13
Εικόνα 2-8: Κατακόρυφη κάμινος 2 παράλληλων φρεάτων (parallel flow shaft kiln ) (Μaerz, 2013, The British Lime Organisations, 2013 )
Κατακόρυφη κάμινος διπλής κλίσης (double inclined vertical kiln)
Η περιοχή διπλής κλίσης (Oates, 1998) εντάσσεται στην ζώνη ασβεστοποίησης. Απέναντι από κάθε κεκλιμένο τμήμα σχηματίζονται χώροι όπου το καύσιμο και ο προθερμασμένος αέρας καύσης καίγονται. Ο αέρας ψύξης εισέρχεται στην βάση της καμίνου. Τμήμα αυτού αργότερα στέλνεται στους 350 – 400 ˚C στους χώρους καύσης. Η καύση σε αυτό το είδος καμίνου χαρακτηρίζεται από την ομοιομορφία της. Οι ασβεστόλιθοι που μπορούν να χρησιμοποιηθούν είναι διαμέτρου 20 εως 100 mm. Για την καύση μπορούν να χρησιμοποιηθούν διάφορα είδη καυσίμων τόσο υγρά όσο στερά και αέρια.
-
14
Εικόνα 2-9: Double-inclined shaft kiln ( Oates, 1998 )
Υπερσύχρονες ασβεστοκάμινοι για όπτηση πολύ μικρών αιωρούμενων τεμαχίων (calcinating very fine particles)
Για την κατηγορία αυτή δεν βρέθηκαν βιβλιογραφικές πηγές.
2.6. Εκτίμηση τυπικής ροής καυσαερίων ασβεστοποιίας
Προκειμένου να εκτιμήσουμε την γραμμομοριακή ροή των καυσαερίων στην ενότητα αυτή έγιναν οι παρακάτω παραδοχές:
• θεωρήθηκε αμελητέα η μάζα που παραμένει στην υψικάμινο (οπότε δεν υπολογίζουμε τις σχετικές απώλειες μάζας-ενέργειας)
• στις μετατροπές της μάζας αερίων σε ισοδύναμη μονάδα όγκου θεωρήθηκε ότι ισχύουν ιδανικές συνθήκες
• το καύσιμο θεωρήθηκε ότι αποτελείται μόνο από υδρογόνο H και άνθρακα C • η καύση θεωρήθηκε τέλεια • θεωρήθηκε ότι η ασβεστοποιία έχει συνεχή παραγωγή και λειτουργεί 24 h/
ημέρα και 365 ημέρες/έτος
2.6.1. Ισοζύγιο μάζας Δεδομένα που χρησιμοποιήθηκαν:
-
15
• ημερήσια παροχή καυσίμου: ̇ = 11480 / • παροχή ασβεστόλιθου: ̇ = 2500 / • κύκλοι ανά ημέρα: 103,8 / • μέση τιμή παροχής αέρα ψύξης (σε κανονικές συνθήκες): 0,7 / • περίσσεια αέρα καύσης: 25% • στοιχειομετρικός αέρας καύσης (σε κανονικές συνθήκες): 29,5 / ί • ημερήσια παραγωγή ασβέστη: 150000
Εικόνα 2-10 : Ισοζύγιο μάζας ασβεστοποιίας
Εισερχόμενες ροές σε κανονικές συνθήκες (kg/d) :
• Καύσιμο: ̇ = 11480 / • Ασβεστόλιθος (CaCO3): ̇ = 2500 ∗ 103,8 = 259500 / • Αέρας ψύξης: , ̇ = 0,7 ∗ 150000 ∗ , , έ = 135188 • Αέρας καύσης: ̇ = 1,25 ∗ 29,5 ί ∗ ̇ ∗ , , έ =545031 /
Εξερχόμενες ροές (kg/d) :
• Ασβέστης: ̇ = 150000 / • Καυσαέριο: ̇
Μοναδικός άγνωστος είναι ο ρυθμός παραγωγής του καυσαερίου, τον οποίο προσδιορίζουμε με το ισοζύγιο μάζας.
̇ = ̇ + ̇ + , ̇ + ̇ − ̇≃ 801200 /
Εξίσωση 2-1
2.6.2. Σύσταση καυσαερίου
-
16
Απελευθέρωση CO2 από CaCO3
Κατά την διαδικασία ασβεστοποίησης, ο ασβεστόλιθος CaCO3 πυρώνεται σε θερμοκρασία 900-1100 °C και ελευθερώνεται CO2 και ασβέστης CaO. CaCO3‡CaO+CO2 Προκύπτει λοιπόν ότι θεωρητικά θα έχουμε παραγωγή 0,786kg CO2/kg CaO και 0,44 kg CO2/kg CaCO3 . Σε μονάδες όγκου έχουμε παράγονται 224 L CO2/kg CaCO3 = 224*100,09/56,08 =400 L CO2 /kg CaO . Και επειδή η παραγωγή είναι 150000 kgCaO/d θα απελευθερώνονται ημερήσια 60000 m3/d CO2. Η ανά κύκλο παροχή ασβεστόλιθου είναι 2500kg CaCO3/κύκλο άρα και θα έχουμε 0,44*2500=1100 kg CO2/κύκλο ή 11000*103,8cy/d=114180 kgCO2/d από την διαδικασία της ασβεστοποίησης και μόνο. Απελευθέρωση CO2 από την καύση
Για την διάσπαση ενός mol CaCO3 σε CaO και CO2 απαιτείται προσφορά ενέργειας 178KJ. Συνεπώς για τον σχηματισμό ενός kg ασβέστη χρειάζονται 1000gr*178KJ/56gr =3179kJ/ kg CaO=760 kcal/ kg CaO. Ωστόσο λόγω απωλειών θεωρείται ότι χρειάζονται 870 kcal/ kg CO2. Για την προσφορά αυτής της ενέργειας επιλέγεται να χρησιμοποιηθεί ως καύσιμο φυσικό αέριο και πετ κοκ. Επειδή η σύσταση τέτοιων καυσίμων είναι εντόνως μεταβαλλόμενη η χρήση κάποιας συγκεκριμένης στοιχειομετρικής εξίσωσης δεν έχει ιδιαίτερα αξία και συνεπώς χρησιμοποιείται σαν δεδομένο μια παραγωγή των 3,1 με 3,2 kg CO2/ kg καυσίμου. Συνεπώς αφού καταναλώνονται 11480 kg καυσίμου/d, παράγονται 3,15*11480= 36162 kgCO2/ d από την καύση.
Απελευθέρωση λοιπών καυσαερίων (Ο2, Ν2, Η2Ο) από την καύση
Η καύση γίνεται με περίσσεια αέρα 25%. Συνεπώς υπολογίζεται ότι παράγονται 0,25*0,21 kgO2/ kg στοιχειομετρικού αέρα*545031 kg αέρα καύσης /d *1 /1.25 kg στοιχειομετρικού αέρα /kg αέρα καύσης και συνεπώς παράγονται 22891kg O2/d λόγω της περίσσειας αέρα. Επίσης έχουμε αέρα ψύξης (Ο2 και Ν2) 135188 kg/ d (όπως έχει υπολογιστεί στην ενότητα 7.2.1.) και παραγόμενο άζωτο από την καύση (Ν2) 0,79 kg αζώτου/ kg αέρα καύσης *545031 kg αέρα καύσης/ d=430574 kg/ d. Από το ισοζύγιο μάζας προέκυψε ότι παράγονται 801198 kg καυσαερίων/d και συνεπώς αφαιρώντας από το σύνολο αυτό τα CO2 καύσης και ασβεστοποίησης , το Ο2 της περίσσειας , τον αέρα ψύξης και το άζωτο που απελευθερώνεται κατά την καύση προκύπτει ότι το παραγόμενο νερό θα είναι 62203 kg CO2/d. Συνοψίζοντας :
• Το διοξείδιο του άνθρακα που παράγεται από την ασβεστοποίηση και την καύση είναι 114180+36162=150342 kg CO2/d
-
17
• To οξυγόνο που παράγεται είναι το άθροισμα του οξυγόνου που παράγεται λόγω της περίσσειας αέρα και του οξυγόνου που περικλείεται στον αέρα ψύξης άρα: 22891+0,21kg οξυγόνου/kg αέρα ψύξης *135187,5 kg αέρα /d =51281 kg O2/d
• To άζωτο που παράγεται είναι το άθροισμα του αζώτου που παράγεται λόγω της περίσσειας αέρα και του αζώτου που περικλείεται στον αέρα ψύξης άρα 430574+0,79*135187,5=537373 kg N2/d
• Το νερό που παράγεται είναι αυτό που υπολογίστηκε παραπάνω, δηλαδή 62203 kg H2O/d
Γνωρίζοντας και τα μοριακά βάρη των CO2, O2, N2, H2O για ιδανικές συνθήκες δημιουργείται ο πίνακας 2-1.
Πίνακας 2-1: Ανάλυση ροής παραγόμενου καυσαερίου
kg/d kmol/d mol/s
CO2 150342 3417 39.547
O2 51281 1603 18.548
N2 537373 19192 222.128
H2O 62203 3456 39.997
Σύνολο 801198 27667 320.220
Το καυσαέριο ψύχεται προκειμένου να εισέρθει στο σύστημα δέσμευσης και συνεπώς το νερό συμπυκνώνεται και απομακρύνεται. Επίσης για το πρόγραμμα το άζωτο και το οξυγόνο αντιμετωπίζονται ως ένα αέριο και συνεπώς η είσοδος στο πρόγραμμα θεωρείται όπως αποτυπώνεται στον πίνακα 2-2.
Πίνακας 2-2: Ανάλυση ροής και σύστασης καυσαερίου που δέχεται το σύστημα δέσμευσης ως είσοδο
Γραμμομοριακή ροή CO2 (mol/s)
Γραμμομοριακή ροή N2 (mol/s)
Συνολικό καυσαέριο
(mol/s)
Περιεκτικότητα καυσαερίου σε
CO2 (w/w)
Περιεκτικότητα καυσαερίου σε CO2 (mol/mol)
39.547 18.548 222.128 0.20 0.14
2.6.2. Ισοζύγιο ενέργειας
Το ισοζύγιο ενέργειας που θα μπορούσε να διατυπωθεί για την παραγωγή ασβέστη στην υψικάμινο είναι:
̇ ∗ = ̇ ∗ + ( − ) + ̇ ( − )+ ̇ ( − ) + ώ
Εξίσωση 2-2
-
18
,όπου :
• με τον δείκτη ee συμβολίζονται τα καυσαέρια πλην του CO2 (θα τα προσεγγίσουμε ως αέριο Ν2 καθώς δεν γνωρίζουμε την σύσταση του καυσαερίου).
• είναι η ενθαλπία της αντίδρασης διάσπασης του ανθρακικού ασβεστίου • είναι ο συντελεστής θερμοχωρητικότητας του ασβέστη για την μέση
θερμοκρασία των Τex και Τref • είναι η θερμοκρασία εξόδου του ασβέστη που θεωρητικά λόγω της ψύξης
από τον αέρα θα την θεωρήσουμε κάπου στους 40˚C • Tref είναι η θερμοκρασία αναφοράς του συστήματος • c είναι ο συντελεστής θερμοχωρητικότητας του διοξειδίου του άνθρακα
για την μέση θερμοκρασία των Tge και Τref • Τge είναι η θερμοκρασία εξόδου των καυσαερίων, η οποία μας δίνεται ίση με
100 ˚C • c είναι ο συντελεστής θερμοχωρητικότητας του καυσαερίου (εξαιρώντας
το CO2) για την μέση θερμοκρασία των Tge και Τref. Στην προκειμένη η προσέγγιση θα γίνει θεωρώντας το λοιπό καυσαέριο σαν Ν2 καθώς το άζωτο αποτελεί το μεγαλύτερο με διαφορά τμήμα του καυσαερίου
• ώ είναι οι απώλειες θερμότητας που έχουμε (κυρίως από τα τοιχώματα της υψικαμίνου προς το περιβάλλον)
Ωστόσο με τα δεδομένα που χρησιμοποιήσαμε για τις υποενότητες 2.6.1. και 2.6.2. το ισοζύγιο ενέργειας δεν κρίνεται απαραίτητο και συνεπώς απλά το αναφέρουμε.
-
19
3. Επιλογή τεχνολογίας δέσμευσης διοξειδίου του άνθρακα σε ασβεστοποιία
Ο σκοπός των τεχνολογιών δέσμευσης διοξειδίου του άνθρακα είναι να παραχθεί μία συμπιεσμένη ροή καθαρού σχεδόν CO2 η οποία να μπορεί κατευθείαν να μεταφερθεί σε κατάλληλα διαμορφωμένους χώρους αποθήκευσης διοξειδίου του άνθρακα. Η δέσμευση και αποθήκευση διοξειδίου του άνθρακα εφαρμόζεται κυρίως σε μεγάλες πηγές καυσαερίων όπως τα εργοστάσια παραγωγής ενέργειας και μεγάλες βιομηχανίες (Metz et al., 2005). H ενέργεια που απαιτείται για την λειτουργία των συστημάτων δέσμευσης μειώνουν την γενική απόδοση της παραγωγής ενέργειας ή των λοιπών διεργασιών, οδηγώντας σε αυξημένες απαιτήσεις καυσίμων, στερεά απόβλητα και περιβαλλοντικές επιπτώσεις παρόμοιες με αυτές του ίδιου εργοστασίου χωρίς να έχει εφαρμόσει την τεχνολογία δέσμευσης. Βασικές προτεραιότητες προκειμένου να μειωθούν τόσο οι περιβαλλοντικές επιπτώσεις όσο και το κόστος από την χρήση των τεχνολογιών δέσμευσης είναι η μείωση των ενεργειακών απαιτήσεων για την δέσμευση σε συνδυασμό με την βελτίωση της ενεργειακής απόδοσης των διεργασιών. Μέχρι σήμερα έχουν αναπτυχθεί διάφορες τεχνολογίες δέσμευσης CO2 , οι οποίες ανάλογα με το στάδιο της διεργασίας στο οποίο απομονώνεται το CO2, μπορούν να κατηγοριοποιηθούν σε τρείς ομάδες: • Τεχνολογίες δέσμευσης του CO2 μετά την καύση. Σε αυτήν την κατηγορία το CO2 διαχωρίζεται από τα υπόλοιπα συστατικά των καυσαερίων (κυριαρχούν το άζωτο και το οξυγόνο ). Η επικρατέστερη τεχνική προς το παρόν στην κατηγορία αυτή είναι ο διαχωρισμός με χημική απορρόφηση με χρήση αμινών σε στήλες απορρόφησης - αναγέννησης. • Τεχνολογίες δέσμευσης του CO2 πριν από την καύση. Ουσιαστικά παράγεται με αυτήν την διαδικασία καύσιμο που δεν περιέχει άνθρακα. • Καύση με υψηλή συγκέντρωση O2/CO2 ( χωρίς την ύπαρξη του αζώτου). Στην περίπτωση αυτή διαχωρίζεται το άζωτο Ν2 από τον αέρα καύσης και συνεπώς δεν έχουμε καύση με αέρα αλλά καύση με καθαρό οξυγόνο.
-
20
Εικόνα 3-1: Συστήματα δέσμευσης διοξειδίου του άνθρακα (Metz et al., 2005)
Πρέπει �
![Barboutis-Ergasia gia Perivalon[2]users.auth.gr/jbarb/Dimosieyseis/Barboutis... · εκτιμήσεις, η μέση ζωή των ξύλινων προϊόντων ποικίλλει](https://static.fdokument.com/doc/165x107/5f09aa327e708231d427ecbc/barboutis-ergasia-gia-perivalon2usersauthgrjbarbdimosieyseisbarboutis.jpg)