0505960001147247622 - UNFORMEN
4
7/21/2019 0505960001147247622 - UNFORMEN http://slidepdf.com/reader/full/0505960001147247622-unformen 1/4 4 Umformen 4.1 Definition Umformen nennt man das Fertigen eines Werkstücks durch bildsame (plastische) Än- derung der Form eines vorgegebenen festen Körpers. Bild 4.1 zeigt ein Beispiel für einen Umform- vorgang, das Herstellen eines Schraubenroh- lings mit zylindrischem Schaft und zylindri- schem Kopf. Der in diesem Bild enthaltene Vergleich mit der spangebenden Fertigung läßt einen der Vorteile des Umformens erkennen: Während bei der spangebenden Fertigung (hier durch Drehen) ein erheblicher Teil des Aus- gangsteils in Späne umgewandelt wird, tritt beim Umformen kein Werkstoffverlust auf. 4.2 Voraussetzungen der Werkstoffe bei (spanlosen) Umformverfahren Das Werkstoffgefüge muß sich durch entsprechende Beanspruchung (u.U. bei er- höhter Temperatur) in den plastischen Zu- stand bringen lassen. Der feste Werkstoff muß dabei fließen, ohne daß an irgendeiner Stelle Werkstofftrennungen auftreten. Me- talle können in der Regel zum Fließen gebracht werden. 4.3 Klassifizierung von Umformverfahren DIN 8582 ordnet die rund 300 Umformver- fahren (von «Abschieben» bis «Zugumfor- men») nach der Art der Beanspruchung, die beim jeweiligen Verfahren zum Fließen des Werkstoffs führt (Bild 4.2). Druckumformen DIN 8583 Zugdruckumformen DIN 8584 Biegeumformen DIN 8586 Schubumformen DIN 8587 Walzen Freiformen Eindrücken Durchdrücken Durchziehen Tiefziehen Kragenziehen Drücken Knickbauchen Längen Weiten Tiefen Biegen mit drehender Werkzeug- bewegung Verschieben Verdrehen Zugumformen DIN 8585 Umformen Biegen mit geradliniger Werkzeug- bewegung Gesenkformen Bild 4.2 Übersicht der Fertigungsverfahrens-Hauptgruppe Umformen 1 2 a) Bild 4.1 Herstellung eines Schraubenkopfes durch Umformen (hier: Kaltstauchen bzw. Quer- fließpressen) a) Herstellung durch spanlose Umformung 1 Ausgangsteil (volumengleich dem Fertigteil) 2 Fertigteil b) Herstellung durch spangebende Formgebung b Sautter, Fertigungsverfahren: Vogel Buchverlag: ISBN 3-8023-1585-5
-
Upload
claudia-zachow-machado -
Category
Documents
-
view
2 -
download
0
description
0505960001147247622 - UNFORMEN
Transcript of 0505960001147247622 - UNFORMEN

7/21/2019 0505960001147247622 - UNFORMEN
http://slidepdf.com/reader/full/0505960001147247622-unformen 1/4
4 Umformen
4.1 Definition
Umformen nennt man das Fertigen einesWerkstücks durch bildsame (plastische) Än-derung der Form eines vorgegebenen festenKörpers.
Bild 4.1 zeigt ein Beispiel für einen Umform-vorgang, das Herstellen eines Schraubenroh-lings mit zylindrischem Schaft und zylindri-schem Kopf. Der in diesem Bild enthalteneVergleich mit der spangebenden Fertigung läßteinen der Vorteile des Umformens erkennen:Während bei der spangebenden Fertigung (hierdurch Drehen) ein erheblicher Teil des Aus-gangsteils in Späne umgewandelt wird, trittbeim Umformen kein Werkstoffverlust auf.
4.2 Voraussetzungen der Werkstoffebei (spanlosen) Umformverfahren
Das Werkstoffgefüge muß sich durch
entsprechende Beanspruchung (u.U. bei er-höhter Temperatur) in den plastischen Zu-stand bringen lassen. Der feste Werkstoffmuß dabei fließen, ohne daß an irgendeinerStelle Werkstofftrennungen auftreten. Me-talle können in der Regel zum Fließengebracht werden.
4.3 Klassifizierung von
Umformverfahren
DIN 8582 ordnet die rund 300 Umformver-fahren (von «Abschieben» bis «Zugumfor-men») nach der Art der Beanspruchung, diebeim jeweiligen Verfahren zum Fließen desWerkstoffs führt (Bild 4.2).
DruckumformenDIN 8583
Zugdruckumformen
DIN 8584
Biegeumformen
DIN 8586Schubumformen
DIN 8587
Walzen
Freiformen
Eindrücken
Durchdrücken
Durchziehen
Tiefziehen
Kragenziehen
Drücken
Knickbauchen
Längen
Weiten
TiefenBiegen mitdrehenderWerkzeug-
bewegung
Verschieben
Verdrehen
ZugumformenDIN 8585
Umformen
Biegen mitgeradlinigerWerkzeug-bewegung
Gesenkformen
Bild 4.2 Übersicht der Fertigungsverfahrens-Hauptgruppe Umformen
1 2
a)Bild 4.1 Herstellung eines Schraubenkopfesdurch Umformen (hier: Kaltstauchen bzw. Quer-fließpressen)
a) Herstellung durch spanlose Umformung1 Ausgangsteil (volumengleich dem Fertigteil)2 Fertigteil
b) Herstellung durch spangebende Formgebung
b
Sautter, Fertigungsverfahren: Vogel Buchverlag: ISBN 3-8023-1585-5

7/21/2019 0505960001147247622 - UNFORMEN
http://slidepdf.com/reader/full/0505960001147247622-unformen 2/4
46 Umformen
a) b) c)
f)e)d)
g) h)
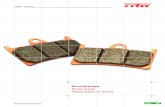
Beispiele für verschiedene Umformverfahrenzeigt schematisch Bild 4.3.
4.3.1 Vorteile von Umformverfahren
Der eingesetzte Werkstoff wird weitge-hend ausgenutzt (kein Werkstoffverlustdurch Späne; Werkstoffausnutzung >60%;Werkstoffverluste ergeben sich, wennspangebende Fertigbearbeitung erforder-lich ist).
Bild 4.3Beispiele für Umformverfahren
a) Walzenb) Durchdrückenc) Durchziehend) Knickbauchene) Tiefziehenf) Weiteng) Biegenh) Verdrehen
Kurze Fertigungszeiten: Da das Gesamt-werkstoffvolumen gleichzeitig umge-formt wird und metallische Werkstoffehohe Umformgeschwindigkeiten zulas-sen, können in Verbindung mit automati-scher Werkstoffzufuhr und Werkstückab-fuhr Pressenhubzahlen >100 Hübe/minerreicht werden.
Bei Kaltumformung kann die Maßgenau-igkeit bis ca. IT 9 erreicht werden. Ober-flächenqualitäten bis Rz = 1 mm sind mög-lich.
Sautter, Fertigungsverfahren: Vogel Buchverlag: ISBN 3-8023-1585-5

7/21/2019 0505960001147247622 - UNFORMEN
http://slidepdf.com/reader/full/0505960001147247622-unformen 3/4
52 Umformen
4.4.5 Umformgrad, Formänderung
Bei elastischer Beanspruchung eines Bauteilsist es üblich, die Formänderung durch dieDehnung e zu beschreiben (Bild 4.14).
e =
−
=
h h
h
h
h
0 1
0 0
D
Bei plastischer Formänderung liegen die
Formänderungen in der Größenordnung derAusgangsabmessungen. Zur Beschreibungdes dynamischen Ablaufs der Formänderungbezieht man sich hier auf die Momentanab-messungen. Entsprechend definiert man dieGrößen «Momentanformänderung» und«Gesamtformänderung» (Bild 4.15).
Momentanformänderung df
d d
f=
h
h
h = Momentanhöhe
Gesamtformänderung f
f = ∫ d h
h h
h
0
1
und daraus f = ln h
h
1
0
Durch Reihenentwicklung ergibt sich derfolgende Zusammenhang zwischen Dehnungε und Formänderung f
f ≈ ln (1 + e )
Dehnen: Formänderung positiv Stauchen: Formänderung negativ
Für die zur Umformung erforderlichen Kräf-te sowie für die Verfestigungswirkung ist nurdie absolute Größe des Umformgrades we-sentlich. Bei technischen Umformvorgängenbleibt die Werkstoffdichte r konstant. Dasbedeutet, bei Umformungen erhält maneine Verfestigung des Werkstoffs, aber keine
Verdichtung.
N/mm2
k f
ϕ
N/mm2
k f
a) b)Ig ϕ
Igk f = c ⋅ ϕn Ig k f = lg c + n ⋅ lg ϕ
Bild 4.13Fließkurven metallischer
Werkstoffe(Prinzipdarstellung)
a) Fließkurve in linearerTeilung
b) Fließkurve in doppeltlogarithmischer Teilung
1
2
F
h 0
h 1
∆ h
Bild 4.14Definition derDehnung e
1 Ausgangsform2 Form unterBeanspruchung
F
h
h 0
h
1
∆ h
d h
Bild 4.15Definition derMomentan-formänderung
und derGesamtform-änderung
Sautter, Fertigungsverfahren: Vogel Buchverlag: ISBN 3-8023-1585-5

7/21/2019 0505960001147247622 - UNFORMEN
http://slidepdf.com/reader/full/0505960001147247622-unformen 4/4
53
Damit gilt: Sfx,y,z = 0 (Bild 4.16)
Für die Verfestigungswirkung einer Umfor-mung ist nur die absolut größte der dreiFormänderungen fx,y,z wesentlich. Die abso-
lut größte der drei Raumformänderungenwird als Hauptformänderung bezeichnet.
Die Hauptformänderung unterscheidetsich von den beiden anderen Formänderun-gen, den Nebenformänderungen, durch ent-gegengesetztes Vorzeichen.
Näherungsweise rechnet man mit der mitt-leren Fließspannung
k k k
fm
f f=
+0 1
2
Durch den Einfluß der Reibung Werkstück/Werkzeug erhöht sich die erforderliche Um-formarbeit W ges gegenüber dem berechnetenWert der idealen Umformarbeit. Der Wir-kungsgrad hf ist vom Umformverfahren, derWerkstückgeometrie und dem Zustand derWerkzeugoberfläche abhängig (hf = 0,4...0,8):
W W
gesid
f
=
h
Die Kraft, die zum Umformen erforderlichist, berechnet man mit
F A k= ⋅ ⋅ ⋅
10 1
hf
f
fm ; A0 Ausgangsquerschnitt
Berechnungsbeispiele unter Erweiterung des
Formelapparats auf spezielle Umformverfah-ren enthält VDI 3200 Blatt 1.
4.5 Umformverfahren
4.5.1 Fließpressen
Fließpressen nennt man das Durchdrückeneines Werkstoffabschnitts zwischen Werk-zeugteilen zum Erzeugen eines einzelnen
Werkstücks. Bild 4.17 zeigt die Zuordnungdes Fließpressens zu den Fertigungsverfah-ren des Bereichs Druckumformen. Zusätz-lich sind in diesem Bild die 3 grundsätzli-chen Verfahrensvarianten des Fließpressensdargestellt.
Verfahrensvorteile
gute Werkstoffausnutzung Festigkeitssteigerung Oberflächenqualität kurze Stückzeit (≤ 500 Stück/min)
ϕz
ϕy
ϕx
Bild 4.16Komponenten derräumlichen Form-änderung
4.4.6 Umformarbeit, Umformkraft
Die rechnerische Ermittlung der Umformar-beit und der Umformkraft, die bei einemUmformvorgang auftreten, ist wichtig, um
1. die zu erwartende Werkzeugbeanspru-chung ermitteln zu können
2. die erforderliche Maschine (Presse) aus-wählen zu können.
Umformarbeit und Umformkraft können füreine vorgegebene Umformung bei vorgegebe-
nem Werkstoff mit Hilfe der Fließkurven er-rechnet werden.
Umformarbeit W id
W V k did = ⋅ ⋅∫ f
0
1f
f
Hierin bedeuten:
V umgeformtes Werkstoffvolumen kf Fließspannung des Werkstückwerkstoffsf Umformgrad
Umformverfahren
Sautter, Fertigungsverfahren: Vogel Buchverlag: ISBN 3-8023-1585-5