
1. Abnahmeprüfung für Drehmaschinen mit normaler Genauigkeit · 1.6 Schwerpunkte für das...
26
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 1 1. Abnahmeprüfung für Drehmaschinen mit normaler Genauigkeit 1.1 Versuchsinhalt: Durchführung der Abnahmeprüfung an der im Labor für Werkzeugmaschinen befindlichen Drehmaschine HARRISON M250 nach DIN 8605. 1. 2 Theoretische Grundlagen Die Durchführung der Abnahmeprüfung für Drehmaschinen macht sich u.a. erforderlich um: • die vom Hersteller angegebene Genauigkeit bei Erstinbetriebnahme zu kontrollieren, damit eventuelle Abweichungen festgestellt und dokumentiert werden, um gegebenenfalls Garan- tieansprüche geltend machen zu können, • nach einer längeren Betriebsdauer die Abweichungen der Maschinengenauigkeit und die Abnutzung der für das Erreichen des Drehergebnisses relevanten Maschinenbaugruppen (Führungsbahnen des Maschinenbettes, Reitstockführung, Spiel der Arbeitsspindel, Parallelität der Reitstockpinole u.a.) zu ermitteln. Die Beurteilung einer Drehmaschine durch die Abnahmeprüfung ist auch ein Kriterium zu ihrer Aussonderung bzw. zur Zuteilung von Zerspanarbeiten mit geringeren Anforderungen an die Genauigkeit des Arbeitsergebnisses. Bei der Abnahmeprüfung nach DIN 8605 werden geometrische Prüfungen, z.B.: • Geradlinigkeit der Bettschlittenbewegung in der Waagerechten, • Parallelität der Bettschlittenbewegung und Reitstockführung (waagerecht und senkrecht), • Axialruhe der Arbeitsspindel und Planlaufgenauigkeit der Planfläche, • Rundlauf des Zentrierkegels der Arbeitsspindel, • Rundlauf des Innenkegels der Arbeitsspindel, und praktische Prüfungen • Arbeitsgenauigkeit beim Längsdrehen, • Arbeitsgenauigkeit beim Plandrehen, • Steigungsgenauigkeit beim Gewindedrehen durchgeführt. Die Prüfbedingungen entsprechen DIN 8601 (Folgeausgabe z.Z. noch Entwurf). 1.3 Versuchsvorbereitung und Versuchsdurchführung Versuchsvorbereitung und Versuchsdurchführung werden nach der an der Drehmaschine ausliegenden DIN 8605 durchgeführt. Praktische Prüfungen der Drehmaschine werden nicht durchgeführt. Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Studenten durch ein Kolloquium.
Transcript of 1. Abnahmeprüfung für Drehmaschinen mit normaler Genauigkeit · 1.6 Schwerpunkte für das...
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 1 1. Abnahmeprüfung für Drehmaschinen mit normaler Genauigkeit 1.1 Versuchsinhalt: Durchführung der Abnahmeprüfung an der im Labor für Werkzeugmaschinen befindlichen Drehmaschine HARRISON M250 nach DIN 8605. 1. 2 Theoretische Grundlagen Die Durchführung der Abnahmeprüfung für Drehmaschinen macht sich u.a. erforderlich um: • die vom Hersteller angegebene Genauigkeit bei Erstinbetriebnahme zu kontrollieren, damit
eventuelle Abweichungen festgestellt und dokumentiert werden, um gegebenenfalls Garan-tieansprüche geltend machen zu können,
• nach einer längeren Betriebsdauer die Abweichungen der Maschinengenauigkeit und die Abnutzung der für das Erreichen des Drehergebnisses relevanten Maschinenbaugruppen (Führungsbahnen des Maschinenbettes, Reitstockführung, Spiel der Arbeitsspindel, Parallelität der Reitstockpinole u.a.) zu ermitteln.
Die Beurteilung einer Drehmaschine durch die Abnahmeprüfung ist auch ein Kriterium zu ihrer Aussonderung bzw. zur Zuteilung von Zerspanarbeiten mit geringeren Anforderungen an die Genauigkeit des Arbeitsergebnisses. Bei der Abnahmeprüfung nach DIN 8605 werden geometrische Prüfungen, z.B.: • Geradlinigkeit der Bettschlittenbewegung in der Waagerechten, • Parallelität der Bettschlittenbewegung und Reitstockführung (waagerecht und senkrecht), • Axialruhe der Arbeitsspindel und Planlaufgenauigkeit der Planfläche, • Rundlauf des Zentrierkegels der Arbeitsspindel, • Rundlauf des Innenkegels der Arbeitsspindel, und praktische Prüfungen • Arbeitsgenauigkeit beim Längsdrehen, • Arbeitsgenauigkeit beim Plandrehen, • Steigungsgenauigkeit beim Gewindedrehen durchgeführt. Die Prüfbedingungen entsprechen DIN 8601 (Folgeausgabe z.Z. noch Entwurf).
1.3 Versuchsvorbereitung und Versuchsdurchführung
Versuchsvorbereitung und Versuchsdurchführung werden nach der an der Drehmaschine ausliegenden DIN 8605 durchgeführt. Praktische Prüfungen der Drehmaschine werden nicht durchgeführt. Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Studenten durch ein Kolloquium.
1 .4 Verwendete Maschinen und Geräte
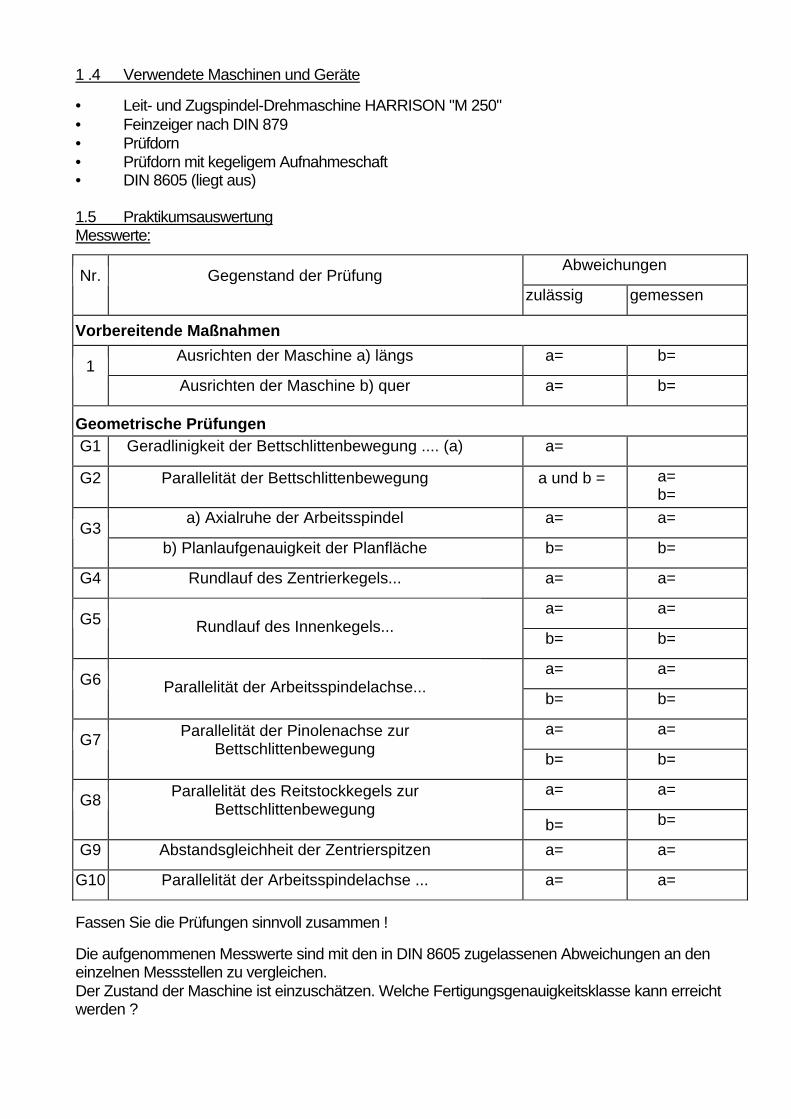
• Leit- und Zugspindel-Drehmaschine HARRISON "M 250" • Feinzeiger nach DIN 879 • Prüfdorn • Prüfdorn mit kegeligem Aufnahmeschaft • DIN 8605 (liegt aus) 1.5 Praktikumsauswertung Messwerte:
Abweichungen Nr.
Gegenstand der Prüfung
zulässig gemessen
Vorbereitende Maßnahmen Ausrichten der Maschine a) längs a= b=
1 Ausrichten der Maschine b) quer a= b=
Geometrische Prüfungen G1 Geradlinigkeit der Bettschlittenbewegung .... (a) a=
G2
Parallelität der Bettschlittenbewegung
a und b =
a= b=
a) Axialruhe der Arbeitsspindel a= a= G3
b) Planlaufgenauigkeit der Planfläche b= b=
G4 Rundlauf des Zentrierkegels... a= a=
a= a= G5
Rundlauf des Innenkegels...
b= b=
a= a= G6
Parallelität der Arbeitsspindelachse...
b= b=
a= a= G7
Parallelität der Pinolenachse zur Bettschlittenbewegung
b= b=
a= a= G8
Parallelität des Reitstockkegels zur Bettschlittenbewegung
b= b=
G9 Abstandsgleichheit der Zentrierspitzen a= a=
G10 Parallelität der Arbeitsspindelachse ... a= a= Fassen Sie die Prüfungen sinnvoll zusammen !
Die aufgenommenen Messwerte sind mit den in DIN 8605 zugelassenen Abweichungen an den einzelnen Messstellen zu vergleichen. Der Zustand der Maschine ist einzuschätzen. Welche Fertigungsgenauigkeitsklasse kann erreicht werden ?
1.6 Schwerpunkte für das Kolloquium
Welche Abweichungen ergeben sich am Drehergebnis aus den Ungenauigkeiten der Parameter: • Parallelität der Bettschlittenbewegung und Reitstockführung (waagerecht und senkrecht), • Geradlinigkeit der Bettschlittenbewegung in der Waagerechten.
Nennen Sie Ihnen bekannte Hilfsmittel für das Drehen schlanker, langer Werkstücke und geben Sie Spannhinweise dazu.
Nennen Sie Beispiele (Geometrietoleranzen), bei denen die Bearbeitung in einer Aufspannung zum Erreichen des geforderten Arbeitsergebnisses notwendig ist (3).
Literatur: M. Weck Werkzeugmaschinen, Fertigungssysteme, Band l, VDI-Verlag, 1991 DIN 8605 Werkzeugmaschinen, Drehmaschinen mit normaler Genauigkeit,
Umlaufdurchmesser bis 500 mm, Drehlänge bis 1500 mm, Abnahmebedingungen
DIN 8601 (Werkzeugmaschinen, Prüfverfahren (z.Z. noch Entwurf) ) Vorlesungsmitschrift "Konstruktion" Vorlesungsmitschrift "Werkzeugmaschinen"
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 2 2. Messung von Werkstückgeometrien auf einer Koordinatenmessanlage 2. 1 Versuchsinhalt: Anwendung von 3D-Koordinatenmeßmaschinen zur Bestimmung von Werkstückgeometrien.
2.2 Theoretische Grundlagen
Die Koordinatenmesstechnik bestimmt Geometrien von Werkstücken durch Punkte in einem räumlichen Koordinatensystem. Mit Hilfe der Verfahrachsen, die die Koordinatenachsen dar-stellen, wird eine Relativbewegung zwischen Tastsystem und Antastpunkt am Werkstück durchgeführt. Die Antastung selbst wird je nach Lage des Messpunktes durch unterschiedliche Tasterformen, deren Geometrie durch einen vorangegangenen Einmessvorgang (Abeichen) ermittelt wurde, durchgeführt. Die Verknüpfung der erfassten Messwerte zu geometrischen Kenngrößen und deren Protokollierung erfolgt durch einen angeschlossenen Rechner mit ent-sprechender Peripherie. Es besteht also die Möglichkeit Messvorgänge für die am häufigsten auftretenden Geometrie-messaufgaben zu beschleunigen und dabei subjektive Einflüsse auf die Messergebnisse zu verringern.
2. 3 Versuchsvorbereitung
Nach der Inbetriebnahme der Steuerung und des Rechners muß zuerst der Taster abgeeicht werden.
2 .4 Verwendete Maschinen und Geräte
• MORA 3D-Meßanlage • Referenzkugel • Prüfstück
2. 5 Praktikumsdurchführung
Die Abmessungen des Prüfstückes sind anhand einer Auswahl von Geometriemerkmalen fest-zustellen. Die Messung wird sowohl Hand- als auch CNC-geführt vorgenommen. Die Ergebnisse sind als Messprotokoll auszugeben.
2. 6 Praktikumsauswertung
Das Praktikum ist verbal auszuwerten. Die Bedienerfreundlichkeit der Software ist ein-zuschätzen. Hierbei ist insbesondere der Nutzen für die Wiederholung von Messungen an komplizierten Geometrieelementen zu betrachten. Der Praktikumsauswertung sind die Protokollausdrucke der Messsoftware "Delta" beizulegen.

2. 7 Schwerpunkte für die Praktikumsvorbereitung
Welche Bauarten von Koordinatenmessgeräten sind Ihnen bekannt ? Gehen Sie auch auf die erreichbare Messgenauigkeit ein !
Nennen Sie Vorteile von Koordinatenmessanlagen gegenüber herkömmlichen Messeinrichtun-gen zur Geometriebestimmung !
Welche Tastsysteme kommen an Koordinatenmessanlagen zum Einsatz ? Geben Sie einen Überblick über meistverwendete Systeme !
Literatur:
Prof. Dr.-Ing. Dr. h.c. Pfeifer Koordinatenmeßtechnik für die Qualitätssicherung, VDI Verlag, Düsseldorf, 1992
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 3
Einfluss der Verfahrensparameter und Werkzeuge auf die Werkstückoberfläche beim Fräsen
3.1 Versuchsinhalt
Durch Untersuchung von mit unterschiedlichen Werkzeugen und verschiedenen Werten für Vorschub, Schnittgeschwindigkeit und Schnitttiefe (Schnittwerte) bearbeitete Werkstücke sollen die Einflüsse dieser Parameter auf die erreichbare Oberflächenqualität ermittelt werden. Die Messung der Oberflächenwerte Rz, Ra, Rpm und Rt, erfolgt im Tastschnittverfahren mit dem Oberflächentastschnittgerät der Fa. Hommel sowie Rt auch rechnerisch.
3.2 Theoretische Grundlagen
3.2.1 Das Fräsen
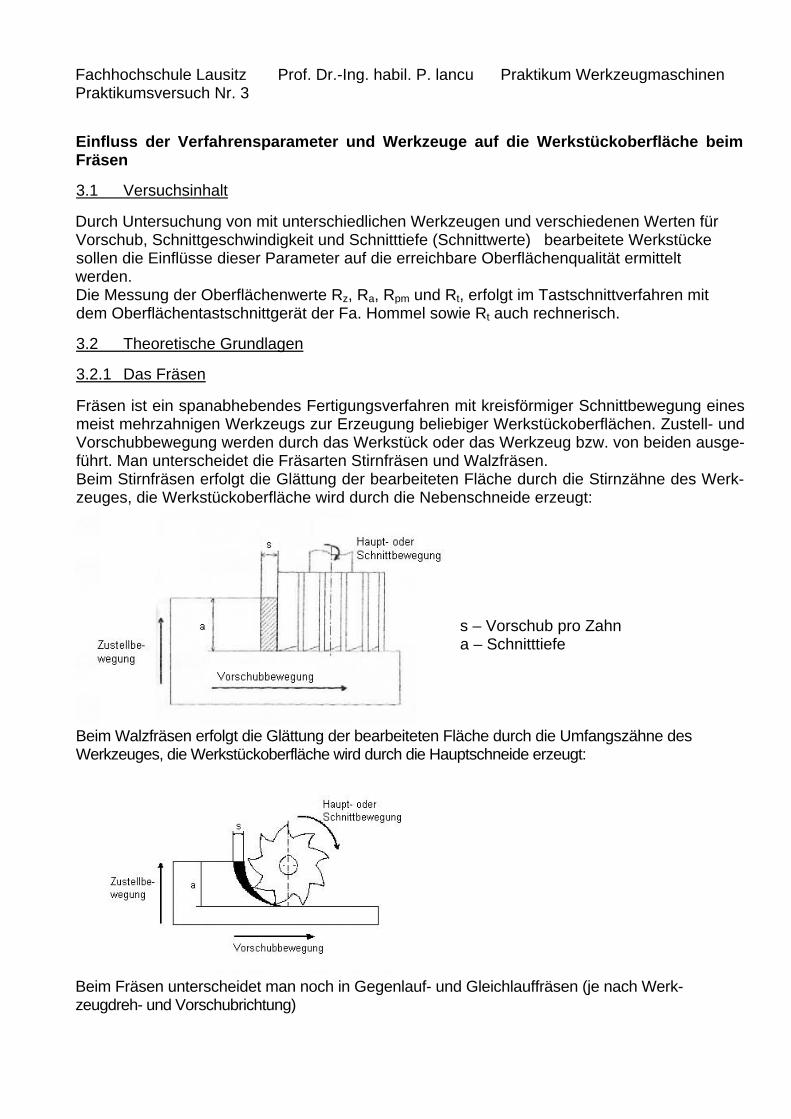
Fräsen ist ein spanabhebendes Fertigungsverfahren mit kreisförmiger Schnittbewegung eines meist mehrzahnigen Werkzeugs zur Erzeugung beliebiger Werkstückoberflächen. Zustell- und Vorschubbewegung werden durch das Werkstück oder das Werkzeug bzw. von beiden ausge-führt. Man unterscheidet die Fräsarten Stirnfräsen und Walzfräsen. Beim Stirnfräsen erfolgt die Glättung der bearbeiteten Fläche durch die Stirnzähne des Werk-zeuges, die Werkstückoberfläche wird durch die Nebenschneide erzeugt:
s – Vorschub pro Zahn a – Schnitttiefe
Beim Walzfräsen erfolgt die Glättung der bearbeiteten Fläche durch die Umfangszähne des Werkzeuges, die Werkstückoberfläche wird durch die Hauptschneide erzeugt:
Beim Fräsen unterscheidet man noch in Gegenlauf- und Gleichlauffräsen (je nach Werk-zeugdreh- und Vorschubrichtung)
2.2.2 Grundbegriffe der Oberflächenmesstechnik
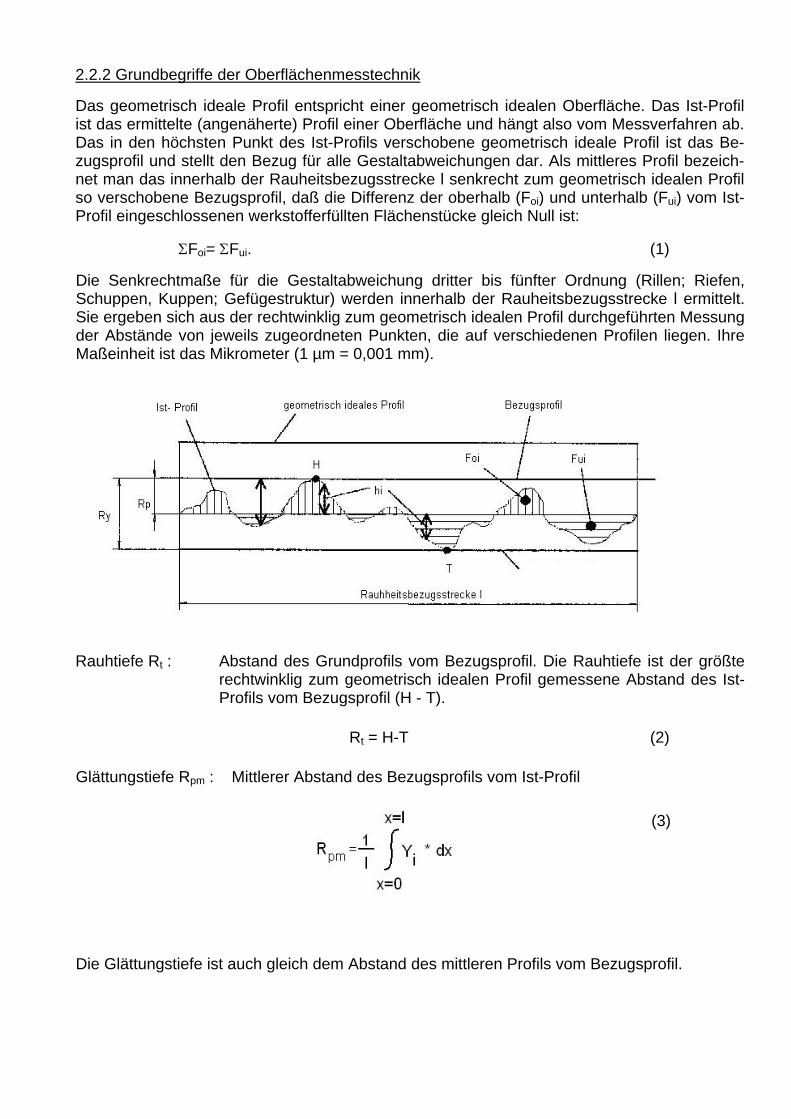
Das geometrisch ideale Profil entspricht einer geometrisch idealen Oberfläche. Das Ist-Profil ist das ermittelte (angenäherte) Profil einer Oberfläche und hängt also vom Messverfahren ab. Das in den höchsten Punkt des Ist-Profils verschobene geometrisch ideale Profil ist das Be-zugsprofil und stellt den Bezug für alle Gestaltabweichungen dar. Als mittleres Profil bezeich-net man das innerhalb der Rauheitsbezugsstrecke l senkrecht zum geometrisch idealen Profil so verschobene Bezugsprofil, daß die Differenz der oberhalb (Foi) und unterhalb (Fui) vom Ist-Profil eingeschlossenen werkstofferfüllten Flächenstücke gleich Null ist:
ΣFoi= ΣFui. (1)
Die Senkrechtmaße für die Gestaltabweichung dritter bis fünfter Ordnung (Rillen; Riefen, Schuppen, Kuppen; Gefügestruktur) werden innerhalb der Rauheitsbezugsstrecke l ermittelt. Sie ergeben sich aus der rechtwinklig zum geometrisch idealen Profil durchgeführten Messung der Abstände von jeweils zugeordneten Punkten, die auf verschiedenen Profilen liegen. Ihre Maßeinheit ist das Mikrometer (1 µm = 0,001 mm).
Rauhtiefe Rt : Abstand des Grundprofils vom Bezugsprofil. Die Rauhtiefe ist der größte
rechtwinklig zum geometrisch idealen Profil gemessene Abstand des Ist- Profils vom Bezugsprofil (H - T).
Rt = H-T (2)
Glättungstiefe Rpm : Mittlerer Abstand des Bezugsprofils vom Ist-Profil
(3)
Die Glättungstiefe ist auch gleich dem Abstand des mittleren Profils vom Bezugsprofil.
Mittenrauhwert Ra: Arithmetischer Mittelwert der absoluten Beträge der Abstände hi des Ist- Profils vom mittleren Profil.
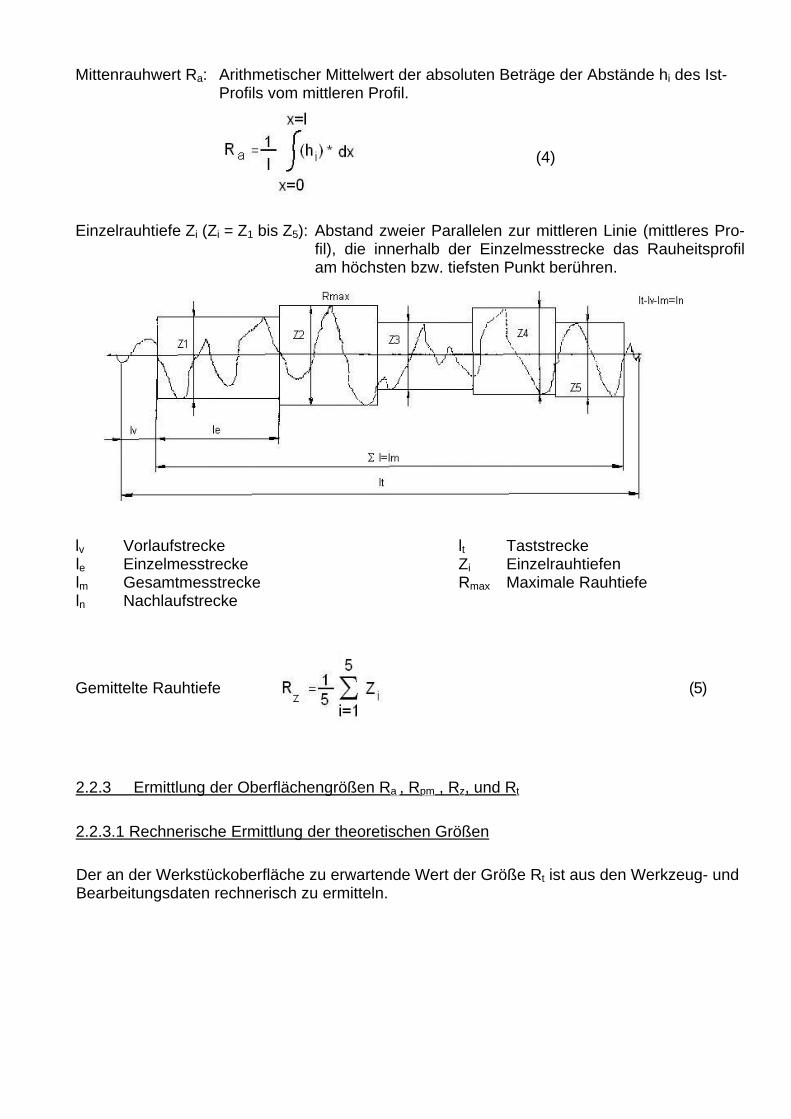
(4) Einzelrauhtiefe Zi (Zi = Z1 bis Z5): Abstand zweier Parallelen zur mittleren Linie (mittleres Pro-
fil), die innerhalb der Einzelmesstrecke das Rauheitsprofil am höchsten bzw. tiefsten Punkt berühren.
lv Vorlaufstrecke lt Taststrecke le Einzelmesstrecke Zi Einzelrauhtiefen lm Gesamtmesstrecke Rmax Maximale Rauhtiefe ln Nachlaufstrecke Gemittelte Rauhtiefe (5)
2.2.3 Ermittlung der Oberflächengrößen Ra , Rpm , Rz, und Rt
2.2.3.1 Rechnerische Ermittlung der theoretischen Größen
Der an der Werkstückoberfläche zu erwartende Wert der Größe Rt ist aus den Werkzeug- und Bearbeitungsdaten rechnerisch zu ermitteln.
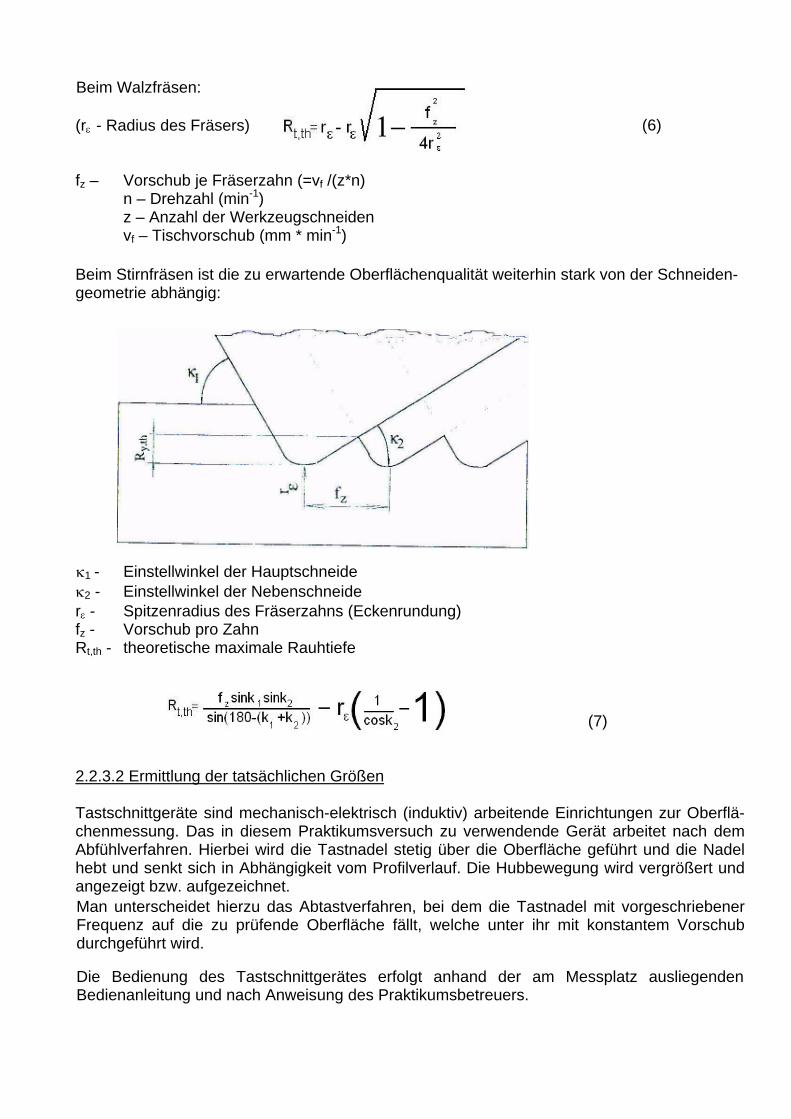
Beim Walzfräsen: (rε - Radius des Fräsers) (6)
fz – Vorschub je Fräserzahn (=vf /(z*n) n – Drehzahl (min-1) z – Anzahl der Werkzeugschneiden vf – Tischvorschub (mm * min-1) Beim Stirnfräsen ist die zu erwartende Oberflächenqualität weiterhin stark von der Schneiden-geometrie abhängig: κ1 - Einstellwinkel der Hauptschneide κ2 - Einstellwinkel der Nebenschneide rε - Spitzenradius des Fräserzahns (Eckenrundung) fz - Vorschub pro Zahn Rt,th - theoretische maximale Rauhtiefe (7) 2.2.3.2 Ermittlung der tatsächlichen Größen Tastschnittgeräte sind mechanisch-elektrisch (induktiv) arbeitende Einrichtungen zur Oberflä-chenmessung. Das in diesem Praktikumsversuch zu verwendende Gerät arbeitet nach dem Abfühlverfahren. Hierbei wird die Tastnadel stetig über die Oberfläche geführt und die Nadel hebt und senkt sich in Abhängigkeit vom Profilverlauf. Die Hubbewegung wird vergrößert und angezeigt bzw. aufgezeichnet. Man unterscheidet hierzu das Abtastverfahren, bei dem die Tastnadel mit vorgeschriebener Frequenz auf die zu prüfende Oberfläche fällt, welche unter ihr mit konstantem Vorschub durchgeführt wird.
Die Bedienung des Tastschnittgerätes erfolgt anhand der am Messplatz ausliegenden Bedienanleitung und nach Anweisung des Praktikumsbetreuers.
2.3 Praktikumsablauf
2.3.1 Einführung
Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Stu-denten durch ein Kolloquium. Anschließend findet eine Einweisung in die Bedienung des Oberflächentastschnittgerätes für den messtechnischen Teil des Praktikums statt.
2.3.2 Verwendete Maschinen und Geräte
• Prüfwerkstücke • Oberflächentastschnittgerät • Kufentaster
2.3.3 Versuchsvorbereitung
• Einlegen des Werkstückes • Einspannen des Messtasters • Wahl des Messprogramms • Kontrolle der Einstellungen durch den Praktikumsbetreuer
2.3.4 Versuchsdurchführung
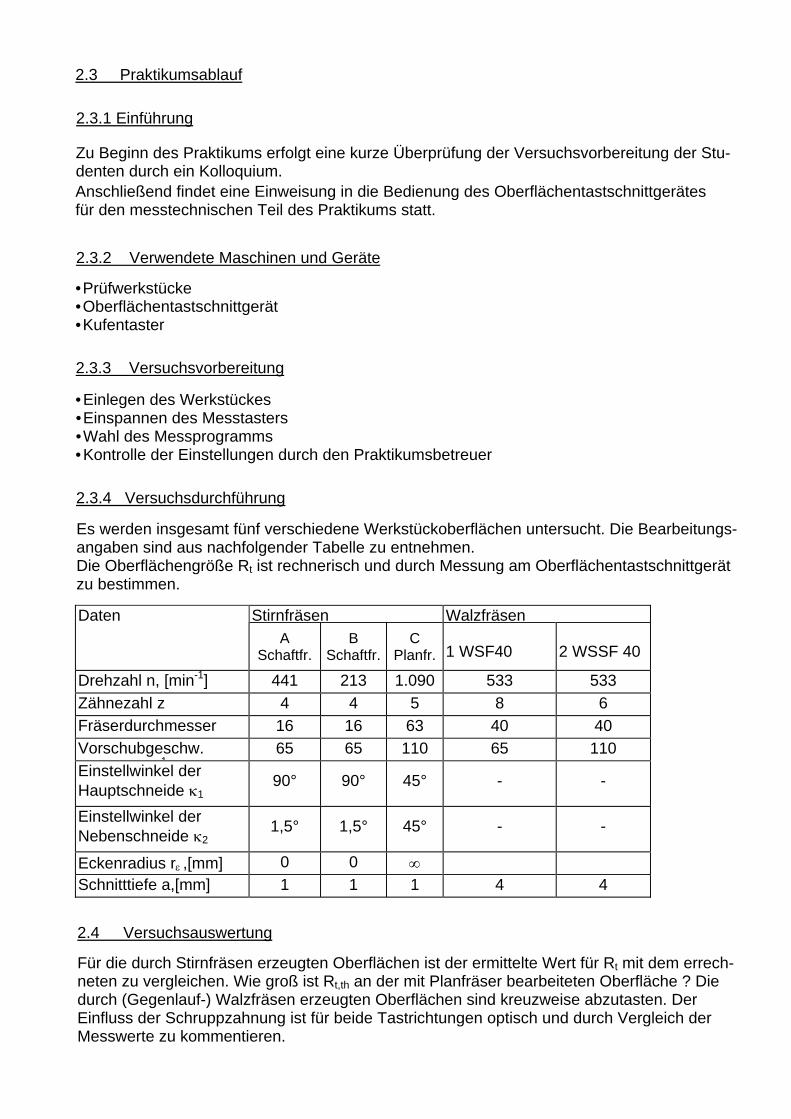
Es werden insgesamt fünf verschiedene Werkstückoberflächen untersucht. Die Bearbeitungs-angaben sind aus nachfolgender Tabelle zu entnehmen. Die Oberflächengröße Rt ist rechnerisch und durch Messung am Oberflächentastschnittgerät zu bestimmen.
Stirnfräsen WalzfräsenDaten A
Schaftfr. B
Schaftfr.C
Planfr.
1 WSF40
2 WSSF 40
Drehzahl n, [min-1] 441 213 1.090 533 533 Zähnezahl z 4 4 5 8 6 Fräserdurchmesser 16 16 63 40 40 Vorschubgeschw.
165 65 110 65 110
Einstellwinkel der Hauptschneide κ1
90° 90° 45° - -
Einstellwinkel der Nebenschneide κ2
1,5° 1,5° 45° - -
Eckenradius rε ,[mm] 0 0 ∞ Schnitttiefe a,[mm] 1 1 1 4 4
2.4 Versuchsauswertung
Für die durch Stirnfräsen erzeugten Oberflächen ist der ermittelte Wert für Rt mit dem errech-neten zu vergleichen. Wie groß ist Rt,th an der mit Planfräser bearbeiteten Oberfläche ? Die durch (Gegenlauf-) Walzfräsen erzeugten Oberflächen sind kreuzweise abzutasten. Der Einfluss der Schruppzahnung ist für beide Tastrichtungen optisch und durch Vergleich der Messwerte zu kommentieren.
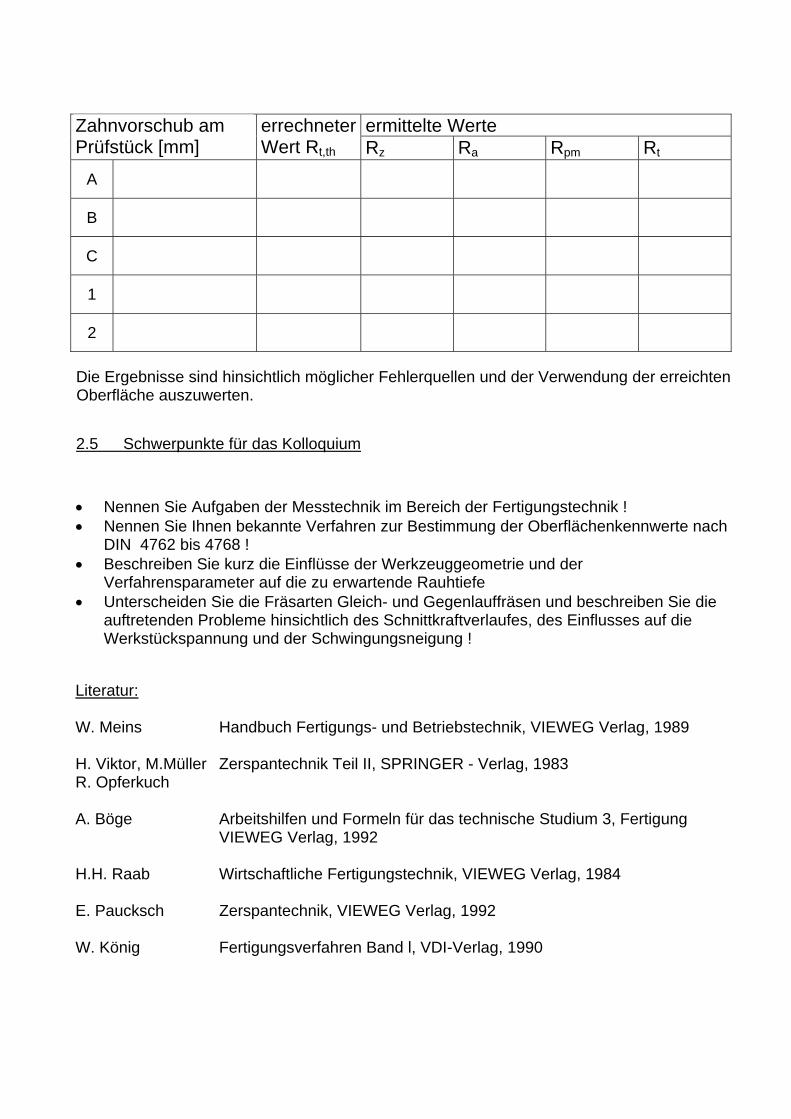
ermittelte Werte Zahnvorschub am
Prüfstück [mm] errechneter Wert Rt,th Rz Ra Rpm Rt
A
B
C
1
2 Die Ergebnisse sind hinsichtlich möglicher Fehlerquellen und der Verwendung der erreichten Oberfläche auszuwerten.
2.5 Schwerpunkte für das Kolloquium
• Nennen Sie Aufgaben der Messtechnik im Bereich der Fertigungstechnik ! • Nennen Sie Ihnen bekannte Verfahren zur Bestimmung der Oberflächenkennwerte nach
DIN 4762 bis 4768 ! • Beschreiben Sie kurz die Einflüsse der Werkzeuggeometrie und der
Verfahrensparameter auf die zu erwartende Rauhtiefe • Unterscheiden Sie die Fräsarten Gleich- und Gegenlauffräsen und beschreiben Sie die
auftretenden Probleme hinsichtlich des Schnittkraftverlaufes, des Einflusses auf die Werkstückspannung und der Schwingungsneigung !
Literatur: W. Meins Handbuch Fertigungs- und Betriebstechnik, VIEWEG Verlag, 1989 H. Viktor, M.Müller Zerspantechnik Teil II, SPRINGER - Verlag, 1983 R. Opferkuch A. Böge Arbeitshilfen und Formeln für das technische Studium 3, Fertigung
VIEWEG Verlag, 1992 H.H. Raab Wirtschaftliche Fertigungstechnik, VIEWEG Verlag, 1984 E. Paucksch Zerspantechnik, VIEWEG Verlag, 1992 W. König Fertigungsverfahren Band l, VDI-Verlag, 1990
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 4 4 Allgemeiner Aufbau eines Industrieroboters, Bewegungsarten und
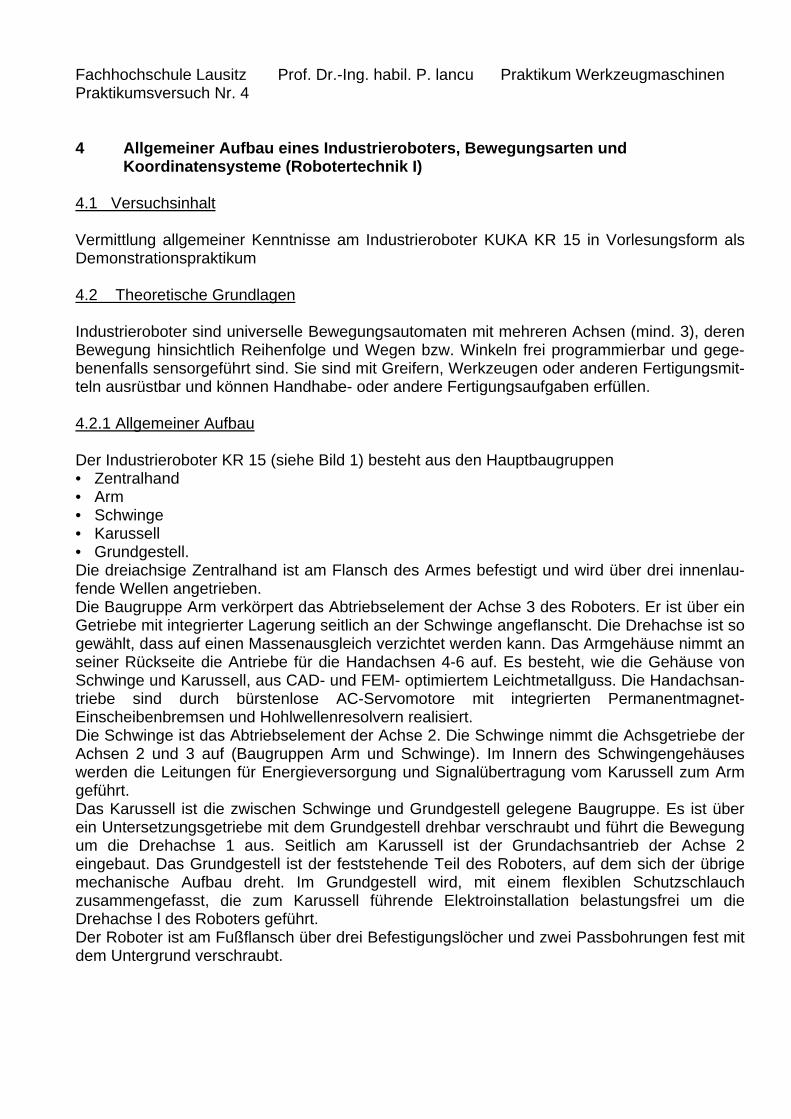
Koordinatensysteme (Robotertechnik I) 4.1 Versuchsinhalt Vermittlung allgemeiner Kenntnisse am Industrieroboter KUKA KR 15 in Vorlesungsform als Demonstrationspraktikum 4.2 Theoretische Grundlagen Industrieroboter sind universelle Bewegungsautomaten mit mehreren Achsen (mind. 3), deren Bewegung hinsichtlich Reihenfolge und Wegen bzw. Winkeln frei programmierbar und gege-benenfalls sensorgeführt sind. Sie sind mit Greifern, Werkzeugen oder anderen Fertigungsmit-teln ausrüstbar und können Handhabe- oder andere Fertigungsaufgaben erfüllen. 4.2.1 Allgemeiner Aufbau Der Industrieroboter KR 15 (siehe Bild 1) besteht aus den Hauptbaugruppen • Zentralhand • Arm • Schwinge • Karussell • Grundgestell. Die dreiachsige Zentralhand ist am Flansch des Armes befestigt und wird über drei innenlau-fende Wellen angetrieben. Die Baugruppe Arm verkörpert das Abtriebselement der Achse 3 des Roboters. Er ist über ein Getriebe mit integrierter Lagerung seitlich an der Schwinge angeflanscht. Die Drehachse ist so gewählt, dass auf einen Massenausgleich verzichtet werden kann. Das Armgehäuse nimmt an seiner Rückseite die Antriebe für die Handachsen 4-6 auf. Es besteht, wie die Gehäuse von Schwinge und Karussell, aus CAD- und FEM- optimiertem Leichtmetallguss. Die Handachsan-triebe sind durch bürstenlose AC-Servomotore mit integrierten Permanentmagnet- Einscheibenbremsen und Hohlwellenresolvern realisiert. Die Schwinge ist das Abtriebselement der Achse 2. Die Schwinge nimmt die Achsgetriebe der Achsen 2 und 3 auf (Baugruppen Arm und Schwinge). Im Innern des Schwingengehäuses werden die Leitungen für Energieversorgung und Signalübertragung vom Karussell zum Arm geführt. Das Karussell ist die zwischen Schwinge und Grundgestell gelegene Baugruppe. Es ist über ein Untersetzungsgetriebe mit dem Grundgestell drehbar verschraubt und führt die Bewegung um die Drehachse 1 aus. Seitlich am Karussell ist der Grundachsantrieb der Achse 2 eingebaut. Das Grundgestell ist der feststehende Teil des Roboters, auf dem sich der übrige mechanische Aufbau dreht. Im Grundgestell wird, mit einem flexiblen Schutzschlauch zusammengefasst, die zum Karussell führende Elektroinstallation belastungsfrei um die Drehachse l des Roboters geführt. Der Roboter ist am Fußflansch über drei Befestigungslöcher und zwei Passbohrungen fest mit dem Untergrund verschraubt.
1- Arm 4- Karussell 2- Zentralhand 5- Grundgestell 3- Schwinge
Bild 1: Hauptbaugruppen des Industrieroboters
4.2.2 Bewegungsarten des Industrieroboters Um ein Roboterwerkzeug programmgesteuert auf einen Zielpunkt zu bewegen, muss ein Be-wegungsbefehl programmiert werden. Ein Bewegungsbefehl beinhaltet neben der Bewegungsart den Zielpunkt sowie weitere Einstellungen. Folgende Bewegungsarten stehen zur Verfügung:
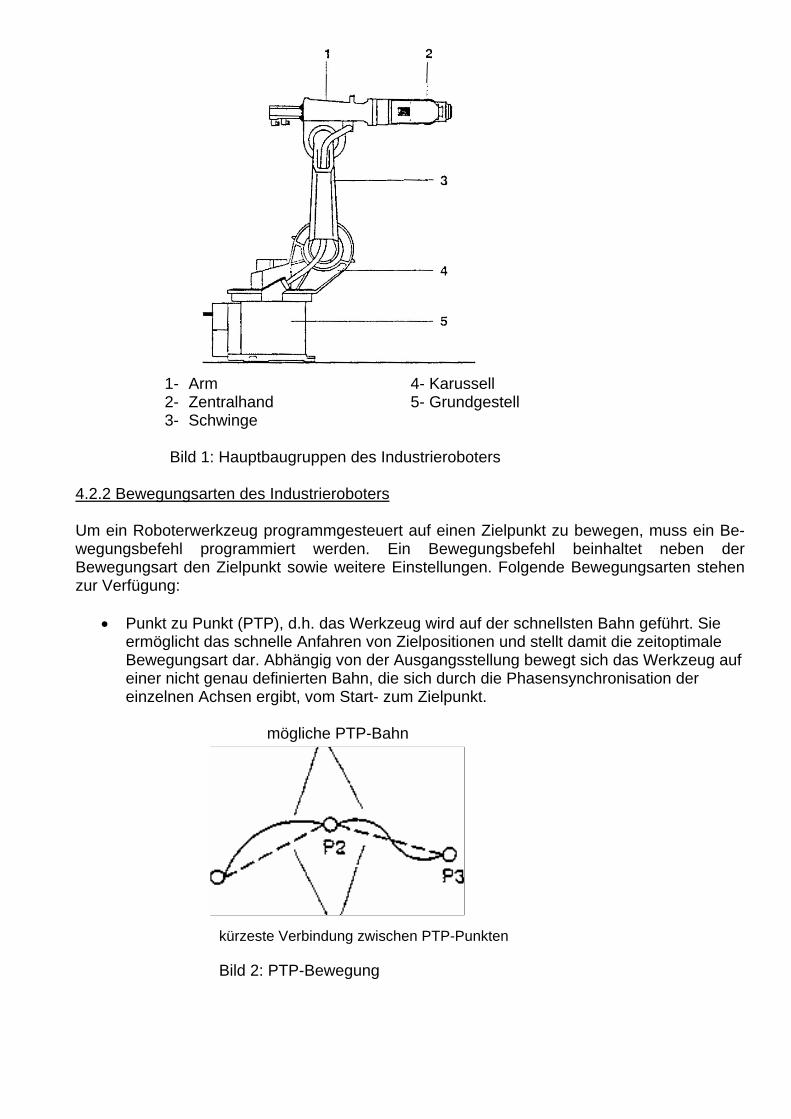
• Punkt zu Punkt (PTP), d.h. das Werkzeug wird auf der schnellsten Bahn geführt. Sie ermöglicht das schnelle Anfahren von Zielpositionen und stellt damit die zeitoptimale Bewegungsart dar. Abhängig von der Ausgangsstellung bewegt sich das Werkzeug auf einer nicht genau definierten Bahn, die sich durch die Phasensynchronisation der einzelnen Achsen ergibt, vom Start- zum Zielpunkt.
mögliche PTP-Bahn kürzeste Verbindung zwischen PTP-Punkten Bild 2: PTP-Bewegung
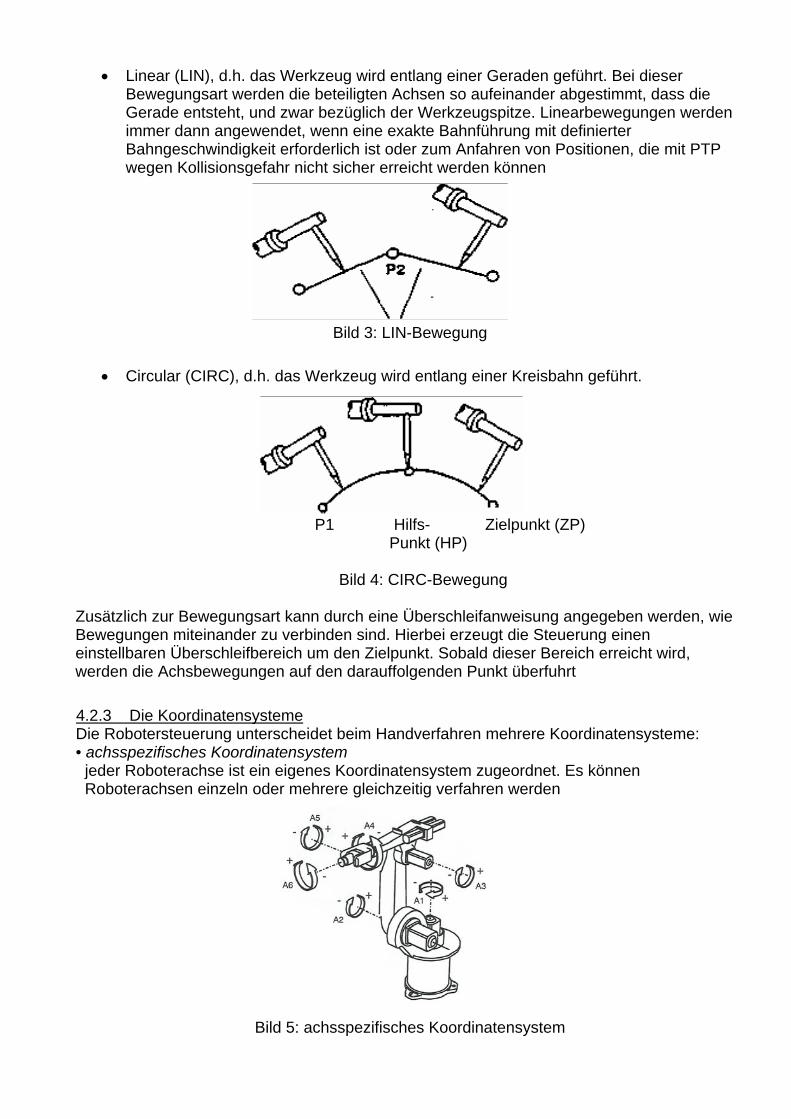
• Linear (LIN), d.h. das Werkzeug wird entlang einer Geraden geführt. Bei dieser Bewegungsart werden die beteiligten Achsen so aufeinander abgestimmt, dass die Gerade entsteht, und zwar bezüglich der Werkzeugspitze. Linearbewegungen werden immer dann angewendet, wenn eine exakte Bahnführung mit definierter Bahngeschwindigkeit erforderlich ist oder zum Anfahren von Positionen, die mit PTP wegen Kollisionsgefahr nicht sicher erreicht werden können
Bild 3: LIN-Bewegung
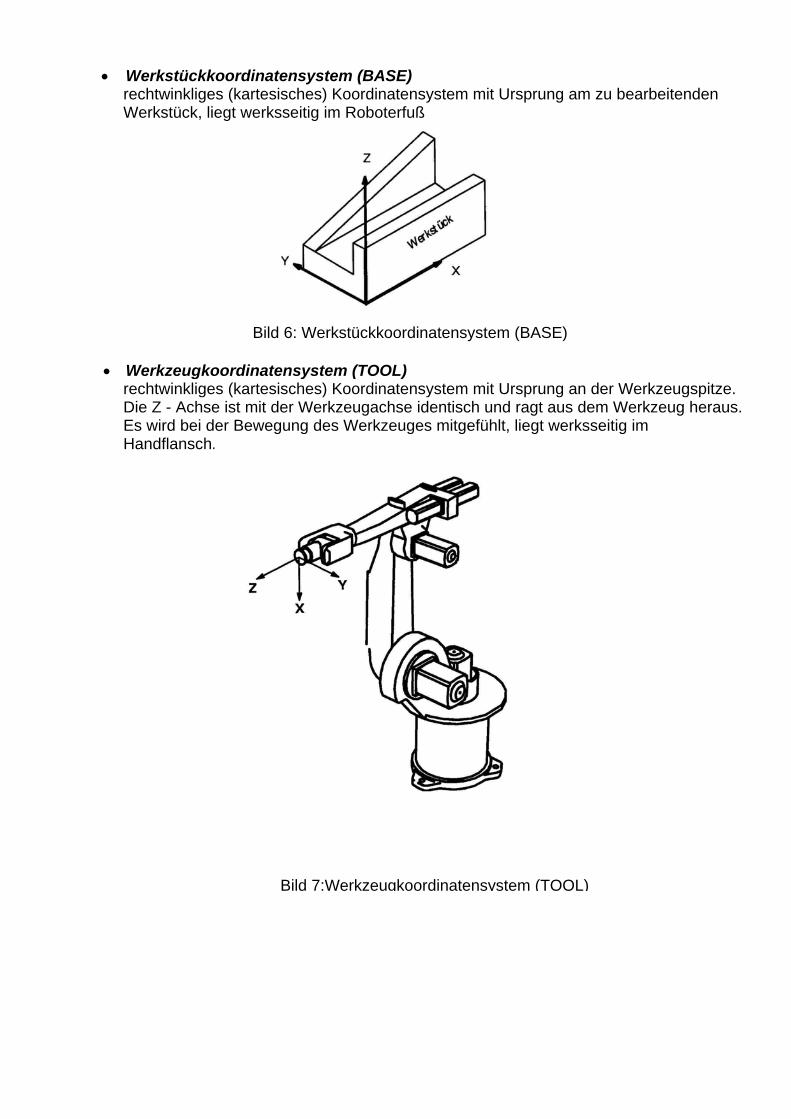
• Circular (CIRC), d.h. das Werkzeug wird entlang einer Kreisbahn geführt. P1 Hilfs- Zielpunkt (ZP) Punkt (HP)
Bild 4: CIRC-Bewegung
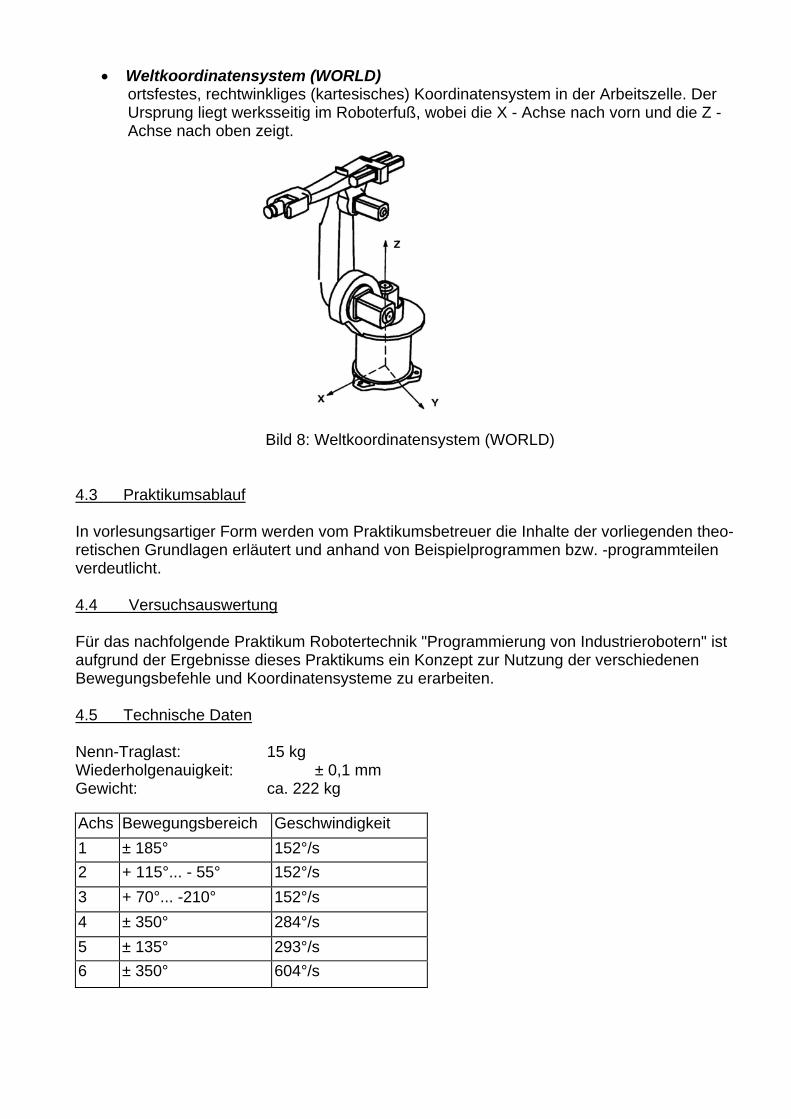
Zusätzlich zur Bewegungsart kann durch eine Überschleifanweisung angegeben werden, wie Bewegungen miteinander zu verbinden sind. Hierbei erzeugt die Steuerung einen einstellbaren Überschleifbereich um den Zielpunkt. Sobald dieser Bereich erreicht wird, werden die Achsbewegungen auf den darauffolgenden Punkt überfuhrt 4.2.3 Die KoordinatensystemeDie Robotersteuerung unterscheidet beim Handverfahren mehrere Koordinatensysteme: • achsspezifisches Koordinatensystem
jeder Roboterachse ist ein eigenes Koordinatensystem zugeordnet. Es können Roboterachsen einzeln oder mehrere gleichzeitig verfahren werden
Bild 5: achsspezifisches Koordinatensystem
• Werkstückkoordinatensystem (BASE) rechtwinkliges (kartesisches) Koordinatensystem mit Ursprung am zu bearbeitenden Werkstück, liegt werksseitig im Roboterfuß
Bild 6: Werkstückkoordinatensystem (BASE)
• Werkzeugkoordinatensystem (TOOL)
rechtwinkliges (kartesisches) Koordinatensystem mit Ursprung an der Werkzeugspitze. Die Z - Achse ist mit der Werkzeugachse identisch und ragt aus dem Werkzeug heraus. Es wird bei der Bewegung des Werkzeuges mitgefühlt, liegt werksseitig im Handflansch.
Bild 7:Werkzeugkoordinatensystem (TOOL)
• Weltkoordinatensystem (WORLD) ortsfestes, rechtwinkliges (kartesisches) Koordinatensystem in der Arbeitszelle. Der Ursprung liegt werksseitig im Roboterfuß, wobei die X - Achse nach vorn und die Z - Achse nach oben zeigt.
Bild 8: Weltkoordinatensystem (WORLD)
4.3 Praktikumsablauf In vorlesungsartiger Form werden vom Praktikumsbetreuer die Inhalte der vorliegenden theo-retischen Grundlagen erläutert und anhand von Beispielprogrammen bzw. -programmteilen verdeutlicht. 4.4 Versuchsauswertung Für das nachfolgende Praktikum Robotertechnik "Programmierung von Industrierobotern" ist aufgrund der Ergebnisse dieses Praktikums ein Konzept zur Nutzung der verschiedenen Bewegungsbefehle und Koordinatensysteme zu erarbeiten. 4.5 Technische Daten Nenn-Traglast: 15 kg Wiederholgenauigkeit: ± 0,1 mm Gewicht: ca. 222 kg Achs Bewegungsbereich Geschwindigkeit 1 ± 185° 152°/s 2 + 115°... - 55° 152°/s 3 + 70°... -210° 152°/s 4 ± 350° 284°/s 5 ± 135° 293°/s 6 ± 350° 604°/s
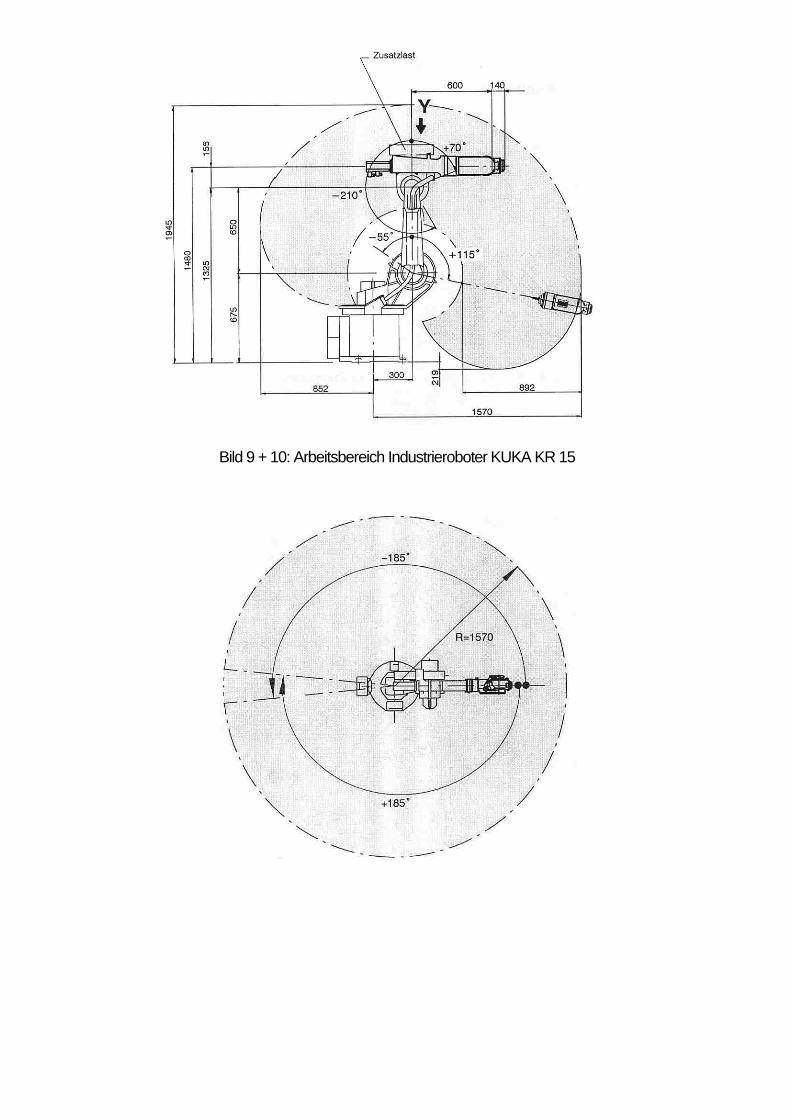
Bild 9 + 10: Arbeitsbereich Industrieroboter KUKA KR 15
Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 5 5 Programmierung und Simulation von Programmen für Industrieroboter (Robotertechnik II) 5.1 Versuchsinhalt Der Industrieroboter KUKA KR 15 ist so zu programmieren, dass ein technologischer Ablauf innerhalb der Roboterzelle im Raum 4.137 entsteht. Dabei soll der sinnvolle Einsatz der ver-schiedenen Bewegungsarten und Koordinatensysteme verdeutlicht werden. Am Robotersimu-lationssystem wird die Möglichkeit der maschinenfernen Programmierung erläutert. 5.2 Theoretische Grundlagen5.2.1 Allgemeiner Aufbau der Robotersteuerung Die Steuerung enthält alle Bauteile und Funktionen, die zum Betrieb des Roboters erforderlich sind. Sie besteht aus Rechner- und Leistungsteil, die beide in einem gemeinsamen Steuer-schrank eingebaut sind. Der Rechnerteil, ein Industrie-PC, übernimmt alle Funktionen der Steuerungshardware. Diese sind: - Windows-Bedienoberfläche mit Visualisierung und Eingabe - Diagnose, Inbetriebnahmeunterstutzung - Ablaufsteuerung - Bahnplanung - Überwachung - Teile der Sicherheitslogik - Kommunikation mit externen Einheiten (andere Steuerungen, Leitrechner, PC' s, Netzwerk, u.a.) Zum Leistungsteil gehören: - Einspeisung mit Netzfilter, Hauptschalter mit Sicherungsfunktion und Automaten - Servo- Powermodul mit Netzmodul (600 V) und Netzteil (27 V) - Sicherheitsbaugruppe - Pufferakku für Steuerungshardware - Transformator (optional) - Lüfter für Schrankkühlung 5.2.2 Softwarekonzept der Steuerung Im Rechner der Steuerung arbeiten zwei Betriebssysteme gleichzeitig: - VxWorks bildet das Grundsystem. Es arbeitet die Programme ab und steuert den Roboter. - Windows 95 übernimmt die Bedienung des Grundsystems. Alle Bedienhandlungen des Programmierers erfolgen über Windows 95.
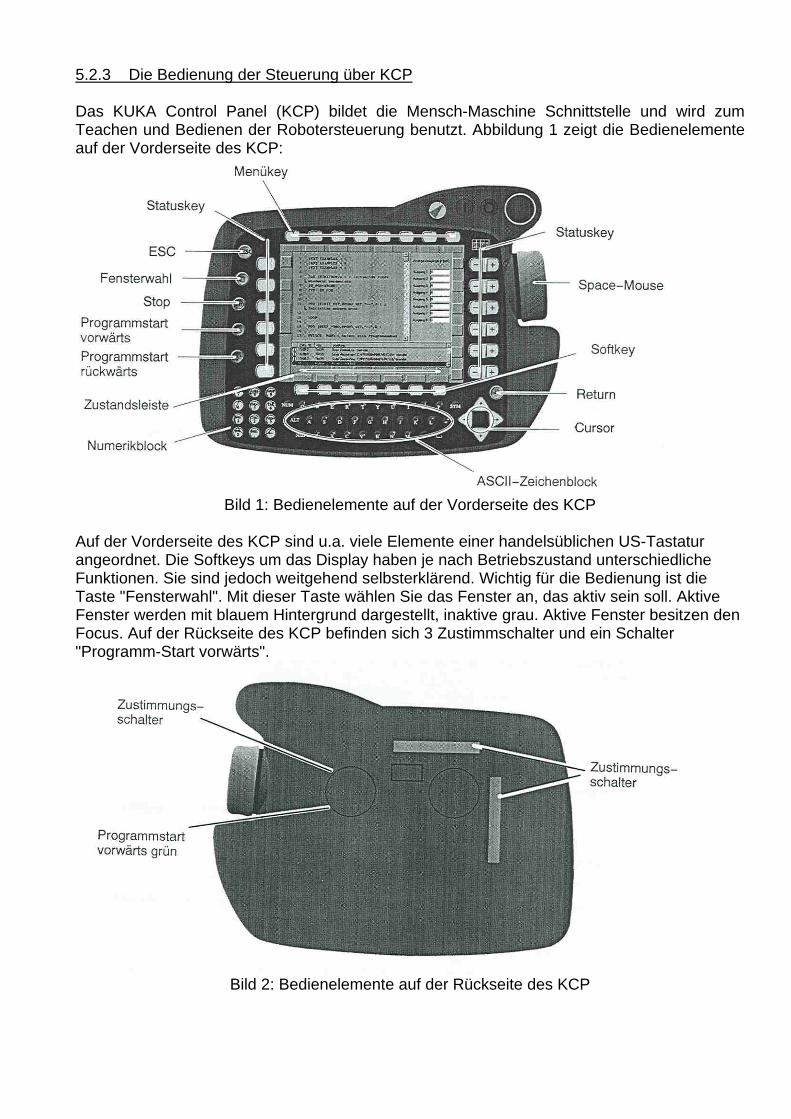
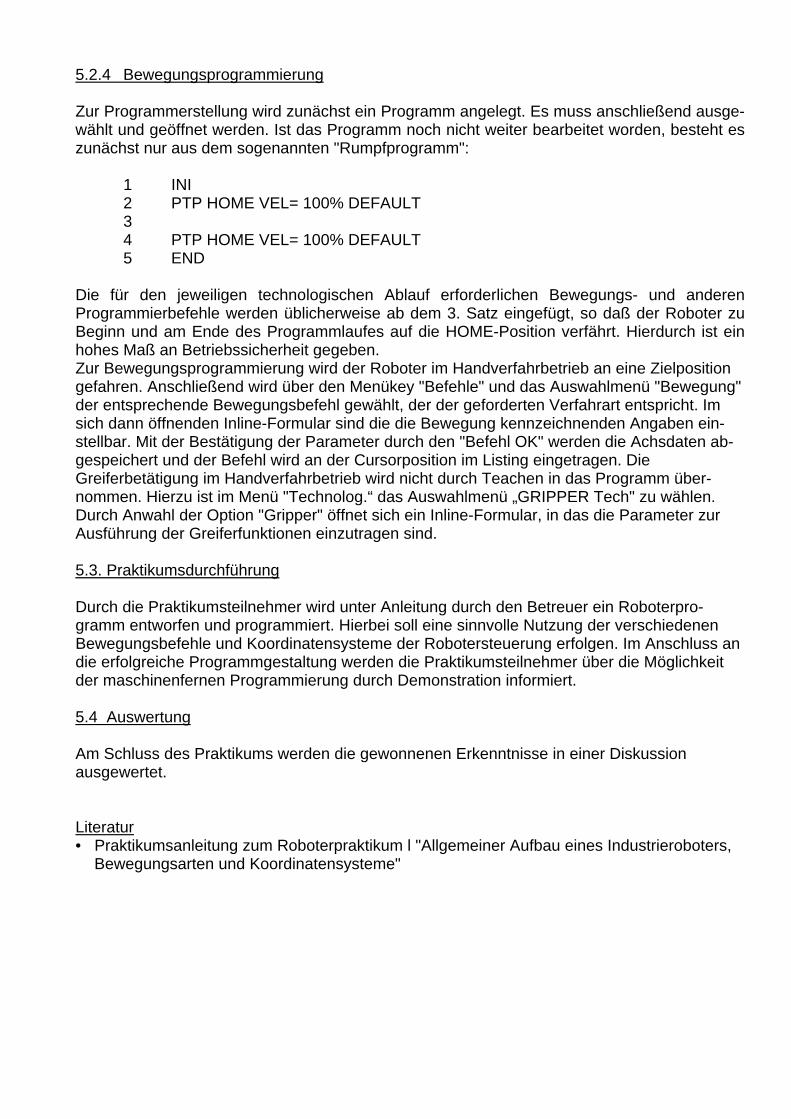
5.2.3 Die Bedienung der Steuerung über KCP Das KUKA Control Panel (KCP) bildet die Mensch-Maschine Schnittstelle und wird zum Teachen und Bedienen der Robotersteuerung benutzt. Abbildung 1 zeigt die Bedienelemente auf der Vorderseite des KCP:
Bild 1: Bedienelemente auf der Vorderseite des KCP
Auf der Vorderseite des KCP sind u.a. viele Elemente einer handelsüblichen US-Tastatur angeordnet. Die Softkeys um das Display haben je nach Betriebszustand unterschiedliche Funktionen. Sie sind jedoch weitgehend selbsterklärend. Wichtig für die Bedienung ist die Taste "Fensterwahl". Mit dieser Taste wählen Sie das Fenster an, das aktiv sein soll. Aktive Fenster werden mit blauem Hintergrund dargestellt, inaktive grau. Aktive Fenster besitzen den Focus. Auf der Rückseite des KCP befinden sich 3 Zustimmschalter und ein Schalter "Programm-Start vorwärts".
Bild 2: Bedienelemente auf der Rückseite des KCP
5.2.4 Bewegungsprogrammierung Zur Programmerstellung wird zunächst ein Programm angelegt. Es muss anschließend ausge-wählt und geöffnet werden. Ist das Programm noch nicht weiter bearbeitet worden, besteht es zunächst nur aus dem sogenannten "Rumpfprogramm":
1 INI 2 PTP HOME VEL= 100% DEFAULT 3 4 PTP HOME VEL= 100% DEFAULT 5 END
Die für den jeweiligen technologischen Ablauf erforderlichen Bewegungs- und anderen Programmierbefehle werden üblicherweise ab dem 3. Satz eingefügt, so daß der Roboter zu Beginn und am Ende des Programmlaufes auf die HOME-Position verfährt. Hierdurch ist ein hohes Maß an Betriebssicherheit gegeben. Zur Bewegungsprogrammierung wird der Roboter im Handverfahrbetrieb an eine Zielposition gefahren. Anschließend wird über den Menükey "Befehle" und das Auswahlmenü "Bewegung" der entsprechende Bewegungsbefehl gewählt, der der geforderten Verfahrart entspricht. Im sich dann öffnenden Inline-Formular sind die die Bewegung kennzeichnenden Angaben ein-stellbar. Mit der Bestätigung der Parameter durch den "Befehl OK" werden die Achsdaten ab-gespeichert und der Befehl wird an der Cursorposition im Listing eingetragen. Die Greiferbetätigung im Handverfahrbetrieb wird nicht durch Teachen in das Programm über-nommen. Hierzu ist im Menü "Technolog.“ das Auswahlmenü „GRIPPER Tech" zu wählen. Durch Anwahl der Option "Gripper" öffnet sich ein Inline-Formular, in das die Parameter zur Ausführung der Greiferfunktionen einzutragen sind. 5.3. Praktikumsdurchführung Durch die Praktikumsteilnehmer wird unter Anleitung durch den Betreuer ein Roboterpro-gramm entworfen und programmiert. Hierbei soll eine sinnvolle Nutzung der verschiedenen Bewegungsbefehle und Koordinatensysteme der Robotersteuerung erfolgen. Im Anschluss an die erfolgreiche Programmgestaltung werden die Praktikumsteilnehmer über die Möglichkeit der maschinenfernen Programmierung durch Demonstration informiert. 5.4 Auswertung Am Schluss des Praktikums werden die gewonnenen Erkenntnisse in einer Diskussion ausgewertet. Literatur• Praktikumsanleitung zum Roboterpraktikum l "Allgemeiner Aufbau eines Industrieroboters,
Bewegungsarten und Koordinatensysteme"

Fachhochschule Lausitz Prof. Dr.-Ing. habil. P. lancu Praktikum Werkzeugmaschinen Praktikumsversuch Nr. 6 6 Schnittkraftmessung bei der spanenden Bearbeitung mit geometrisch bestimmter Schneide - Drehen 6.1 Versuchsinhalt Zur Verdeutlichung der grundlegenden Probleme bei der spanenden Bearbeitung von Werk-stoffen soll der Einfluss der unterschiedlichen Spanungskennwerte auf die Größe der Schnitt-kraft ermittelt werden. Die Schnittkraftmessung ist eine der Grundlagen für die Anwendung von Adaptiv- Kontrolleinrichtungen an CNC-gesteuerten Werkzeugmaschinen. 6.2 Theoretische Grundlagen6.2.1 Die Schnittkräfte an der Hauptschneide Zerspankraft und ihre Komponenten beim Drehen:
Schnittbewegung (Werkstück)
F - Zerspankraft FH - Schnittkraft
Vorschubbewegung Ff - Vorschubkraft (Werkzeug) FP – Passivkraft
Eine exakte Berechnung der Schnittkraft ist sehr schwierig, da viele Einflussgrößen auf sie einwirken und demzufolge bei der Berechnung auch erfasst werden müssten. Wichtigste Einflussgrößen in der Praxis sind u.a.:
• Werkstoff • Vorschub bzw. Spanungsdicke s • Schnitttiefe t • Spanungsverhältnis t : s • Spanwinkel y • Einstellwinkel • Schnittgeschwindigkeit v • Schneidstoff • Kühlung und Schmierung • Schneidenverschleiß
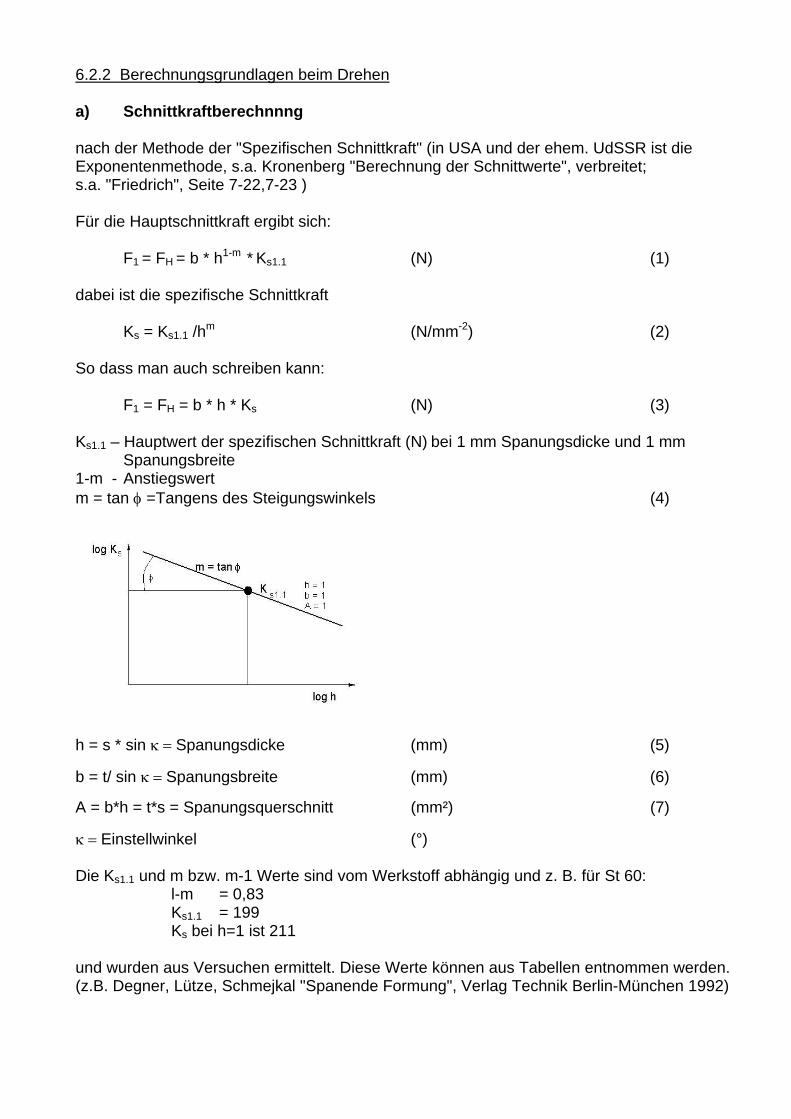
6.2.2 Berechnungsgrundlagen beim Drehen a) Schnittkraftberechnnng nach der Methode der "Spezifischen Schnittkraft" (in USA und der ehem. UdSSR ist die Exponentenmethode, s.a. Kronenberg "Berechnung der Schnittwerte", verbreitet; s.a. "Friedrich", Seite 7-22,7-23 ) Für die Hauptschnittkraft ergibt sich: F1 = FH = b * h1-m * Ks1.1 (N) (1) dabei ist die spezifische Schnittkraft Ks = Ks1.1 /hm (N/mm-2) (2) So dass man auch schreiben kann: F1 = FH = b * h * Ks (N) (3) Ks1.1 – Hauptwert der spezifischen Schnittkraft (N) bei 1 mm Spanungsdicke und 1 mm
Spanungsbreite 1-m - Anstiegswert m = tan φ =Tangens des Steigungswinkels (4)
h = s * sin κ = Spanungsdicke (mm) (5)
b = t/ sin κ = Spanungsbreite (mm) (6) A = b*h = t*s = Spanungsquerschnitt (mm²) (7)
κ = Einstellwinkel (°) Die Ks1.1 und m bzw. m-1 Werte sind vom Werkstoff abhängig und z. B. für St 60:
l-m = 0,83 Ks1.1 = 199 Ks bei h=1 ist 211
und wurden aus Versuchen ermittelt. Diese Werte können aus Tabellen entnommen werden. (z.B. Degner, Lütze, Schmejkal "Spanende Formung", Verlag Technik Berlin-München 1992)
Bei Abweichungen von den im Versuch angenommenen Spanungsbedingungen machen sich Korrekturen erforderlich, die zweckmäßigerweise mit Korrekturfaktoren berücksichtigt werden. Dies trifft zu auf: • Spanwinkelkorrektur Kγ
• Schnittgeschwindigkeitskorrektur Kv • Schneidstoffkorrektur Ksch• Verschleißkorrektur Kver Werden diese Korrekturfaktoren in der Schnittkraftgleichung (3) berücksichtigt, so ergibt sich:
F1 = b * h * Ks* Kv * Ksch * Kγ * Kver (N) (8) Die Korrekturfaktoren können wie folgt errechnet bzw. bestimmt werden:
• Spanwinkelkorrektur Kγ (9)
Gleichung (9) berücksichtigt, dass pro Grad Spanwinkeländerung etwa mit 1...2% Änderung der Hauptschnittkraft zu rechnen ist. Für γ ist der tatsächliche Spanwinkel und für γKienzle sind 6° für Stahl und 2° für Guss einzusetzen.
• Korrekturfaktor Kv v [m/min] 20 40 60 80 200 400 500
Kv 1,25 1,15 1,08 1,03 0,96 0,9 0,89
Zwischenliegende Werte von v sind zu interpolieren !
• Korrekturfaktor Ksch Ksch soll die Art des zum Einsatz kommenden Schneidstoffes berücksichtigen, da die Ks-Werte bei Verwendung von Hartmetall ermittelt wurden. Es wurde festgestellt, dass z.B. bei gleichen Spanungsbedingungen durch den Einsatz von Schneidkeramik die Hauptschnittkraft um 5...10% verringert wird (Ksch = 0.95...0.9). Für Schnellarbeitsstahl liegen dagegen keine Werte vor.
• Korrekturfaktor Kver Kver soll den Einfluss des mit wachsender Standzeit zunehmenden Schneidenverschleißes be-rücksichtigen, da F1 gegen Standzeitende um 30...50% ansteigen kann. Für den Kühl- und Schmiermitteleinfluß auf F1 sind keine konkreten Werte bekannt.
b) Leistungsberechnung Die effektive Zerspanungsleistung errechnet sich aus (zugeschnittene Größengleichungen):
(kW) (10) und die Motorleistung
(kW) (11)
F1 - Hauptschnittkraft [N] v - Schnittgeschwindigkeit [m/min] η - Wirkungsgrad des Motors (η - 0.65...0.9) 6.3 Praktikumsablauf 6.3.1 Einführung Zu Beginn des Praktikums erfolgt eine kurze Überprüfung der Versuchsvorbereitung der Stu-denten durch ein Kolloquium. Anschließend findet eine Einweisung in die Bedienung der Drehmaschine HARRISON M250 und die Handhabung der Software am Mess - PC statt. 6.3.2 Verwendete Maschinen und Geräte
• Leit- und Zugspindeldrehmaschine HARRISON M2SO • verschiedene Drehmeißel mit Messzelle • Werkstück • Mess-PC
6.3.3 Versuchsvorbereitung6.3.3.1 Berechnung der theoretischen Hauptschnittkraft Die Berechnung der Hauptschnittkraft erfolgt mit den vorgegebenen Schnittwerten nach der Gleichung
F1 = b * h * Ks (N)
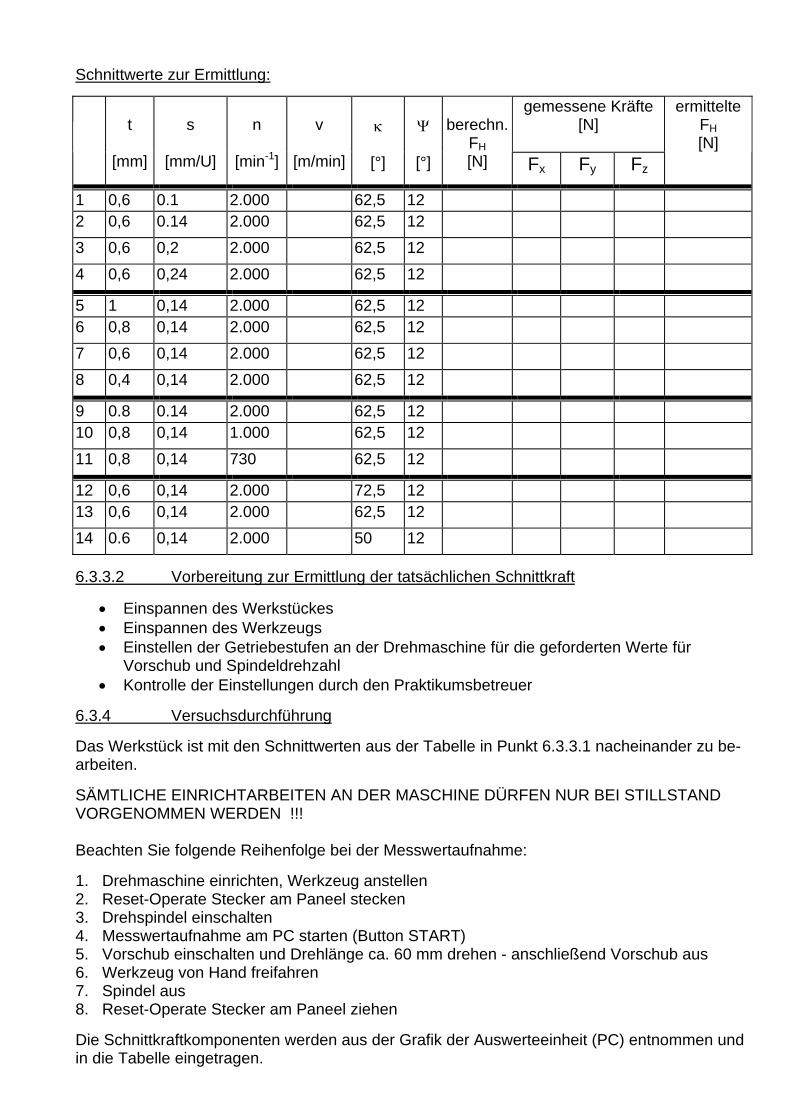
Schnittwerte zur Ermittlung:
gemessene Kräfte [N]
t
[mm]
s
[mm/U]
n
[min-1]
v
[m/min]
κ
[°]
Ψ
[°]
berechn.
FH [N] Fx Fy Fz
ermittelte FH [N]
1 0,6 0.1 2.000 62,5 12 2 0,6 0.14 2.000 62,5 12 3 0,6 0,2 2.000 62,5 12 4 0,6 0,24 2.000 62,5 12
5 1 0,14 2.000 62,5 12 6 0,8 0,14 2.000 62,5 12 7 0,6 0,14 2.000 62,5 12 8 0,4 0,14 2.000 62,5 12
9 0.8 0.14 2.000 62,5 12 10 0,8 0,14 1.000 62,5 12 11 0,8 0,14 730 62,5 12
12 0,6 0,14 2.000 72,5 12 13 0,6 0,14 2.000 62,5 12 14 0.6 0,14 2.000 50 12 6.3.3.2 Vorbereitung zur Ermittlung der tatsächlichen Schnittkraft
• Einspannen des Werkstückes • Einspannen des Werkzeugs • Einstellen der Getriebestufen an der Drehmaschine für die geforderten Werte für
Vorschub und Spindeldrehzahl • Kontrolle der Einstellungen durch den Praktikumsbetreuer
6.3.4 Versuchsdurchführung Das Werkstück ist mit den Schnittwerten aus der Tabelle in Punkt 6.3.3.1 nacheinander zu be-arbeiten. SÄMTLICHE EINRICHTARBEITEN AN DER MASCHINE DÜRFEN NUR BEI STILLSTAND VORGENOMMEN WERDEN !!! Beachten Sie folgende Reihenfolge bei der Messwertaufnahme: 1. Drehmaschine einrichten, Werkzeug anstellen 2. Reset-Operate Stecker am Paneel stecken 3. Drehspindel einschalten 4. Messwertaufnahme am PC starten (Button START) 5. Vorschub einschalten und Drehlänge ca. 60 mm drehen - anschließend Vorschub aus 6. Werkzeug von Hand freifahren 7. Spindel aus 8. Reset-Operate Stecker am Paneel ziehen Die Schnittkraftkomponenten werden aus der Grafik der Auswerteeinheit (PC) entnommen und in die Tabelle eingetragen.
6.4 Versuchsauswertung Die Versuchsergebnisse sind mit den errechneten zu vergleichen und kritisch auszuwerten. Hierbei ist insbesondere dem Einfluss der einzelnen Faktoren (t, s, v, K ) auf die Größe der Hauptschnittkraft Aufmerksamkeit zu widmen. Die Diagramme FH-t, FH -s, FH -v und FH - κ sind darzustellen ! 6.5 Schwerpunkte für das Kolloquium Welche Möglichkeit kennen Sie, das nahende Standzeitende eines Schnittwerkzeuges zu er-kennen ? Nennen Sie Formen des Werkzeugverschleißes und ihre Ursachen (4)! Stellen Sie anhand einer Skizze die Werkzeugwinkel dar! Literatur ; W. Meins Handbuch Fertigungs- und Betriebstechnik, VIEWEG Verlag, 1989
H.H. Raab Wirtschaftliche Fertigungstechnik, VIEWEG Verlag, 1984
E. Paucksch Zerspantechnik, VIEWEG Verlag, 1992
W. König Fertigungsverfahren Band l, VDI-Verlag, 1990
Degner, Lütze Spanende Formung, Verlag Technik Berlin-München, 1992 Schmejkal


















