1. Mechanische Eigenschaften - Startseite TU Ilmenau · 3 1. Anforderungen vom Nutzer an das...
54
Transcript of 1. Mechanische Eigenschaften - Startseite TU Ilmenau · 3 1. Anforderungen vom Nutzer an das...
3
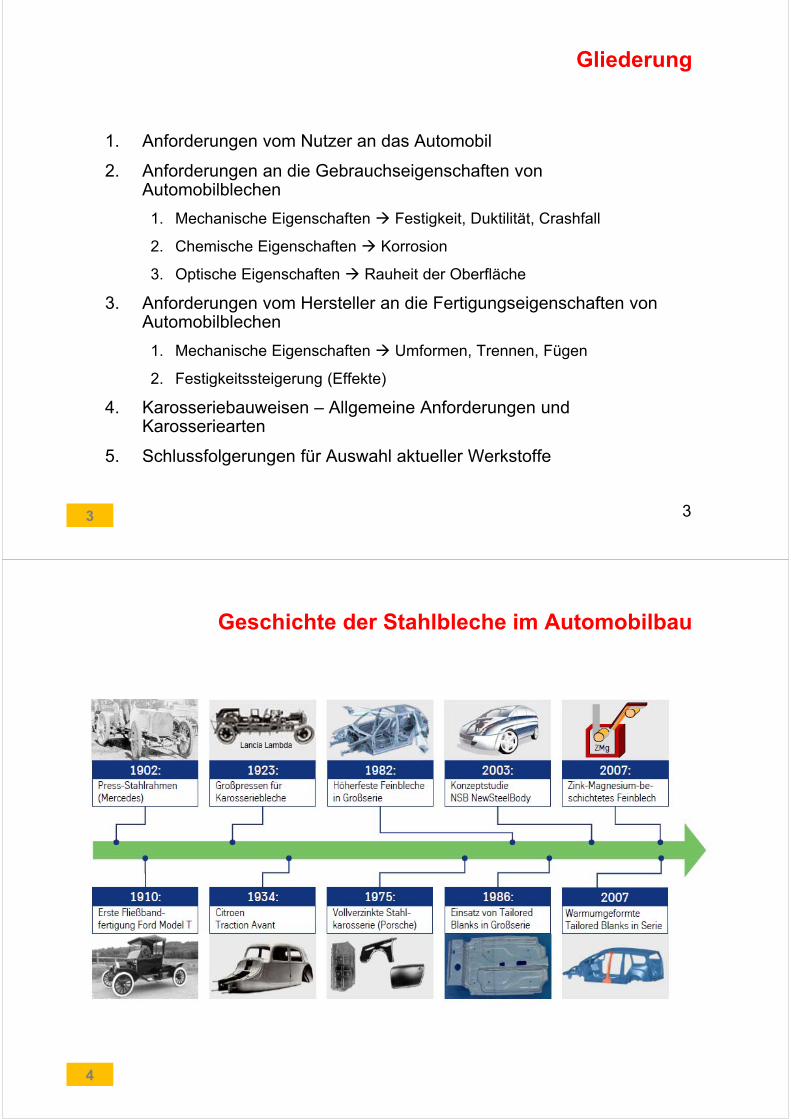
1. Anforderungen vom Nutzer an das Automobil
2. Anforderungen an die Gebrauchseigenschaften von Automobilblechen
1. Mechanische Eigenschaften Festigkeit, Duktilität, Crashfall
2. Chemische Eigenschaften Korrosion
3. Optische Eigenschaften Rauheit der Oberfläche
3. Anforderungen vom Hersteller an die Fertigungseigenschaften von Automobilblechen
1. Mechanische Eigenschaften Umformen, Trennen, Fügen
2. Festigkeitssteigerung (Effekte)
4. Karosseriebauweisen – Allgemeine Anforderungen und Karosseriearten
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
Gliederung
3
4
Geschichte der Stahlbleche im Automobilbau
11.10.2018www.tu-ilmenau.deSeite 4
5
Stahlblechanteil in aktuellen Automobilen
11.10.2018www.tu-ilmenau.deSeite 5
6
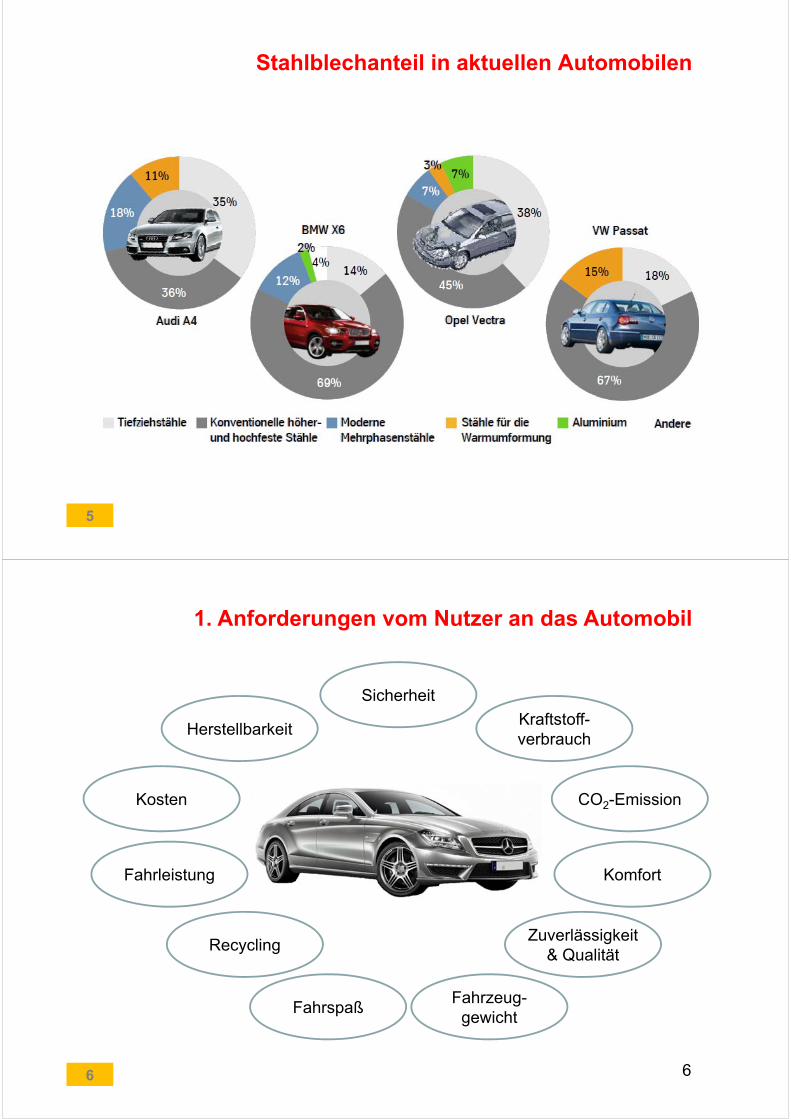
Herstellbarkeit
Sicherheit
Kraftstoff-verbrauch
CO2-Emission
Komfort
Fahrzeug-gewicht
Fahrleistung
Kosten
Fahrspaß
Zuverlässigkeit & Qualität
Recycling
1. Anforderungen vom Nutzer an das Automobil
6
7
800
900
1000
1100
1200
1300
1400
1500
1600
1970 1980 1990 2000 2010 2020
Lee
rgew
ich
t [k
g]
Jahr
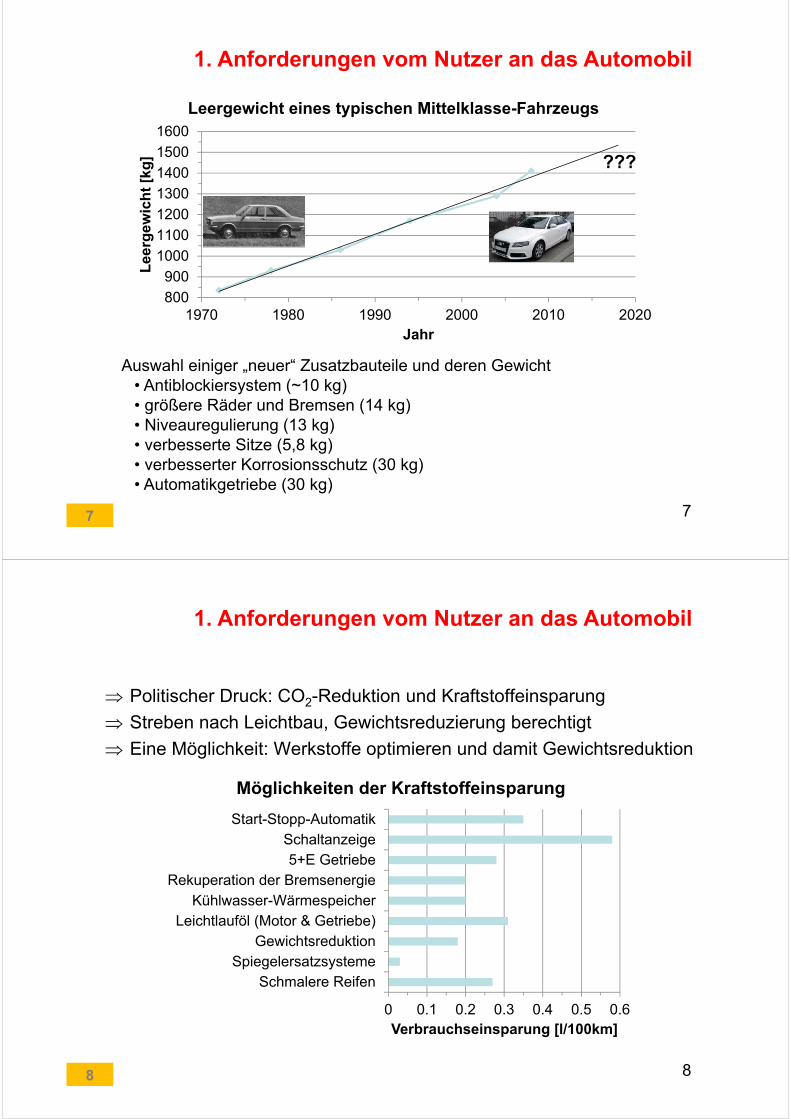
Leergewicht eines typischen Mittelklasse-Fahrzeugs
Auswahl einiger „neuer“ Zusatzbauteile und deren Gewicht• Antiblockiersystem (~10 kg)• größere Räder und Bremsen (14 kg)• Niveauregulierung (13 kg)• verbesserte Sitze (5,8 kg)• verbesserter Korrosionsschutz (30 kg)• Automatikgetriebe (30 kg)
???
1. Anforderungen vom Nutzer an das Automobil
7
8
Politischer Druck: CO2-Reduktion und Kraftstoffeinsparung
Streben nach Leichtbau, Gewichtsreduzierung berechtigt
Eine Möglichkeit: Werkstoffe optimieren und damit Gewichtsreduktion
0 0.1 0.2 0.3 0.4 0.5 0.6
Schmalere ReifenSpiegelersatzsysteme
GewichtsreduktionLeichtlauföl (Motor & Getriebe)
Kühlwasser-WärmespeicherRekuperation der Bremsenergie
5+E GetriebeSchaltanzeige
Start-Stopp-Automatik
Verbrauchseinsparung [l/100km]
Möglichkeiten der Kraftstoffeinsparung
1. Anforderungen vom Nutzer an das Automobil
8
9
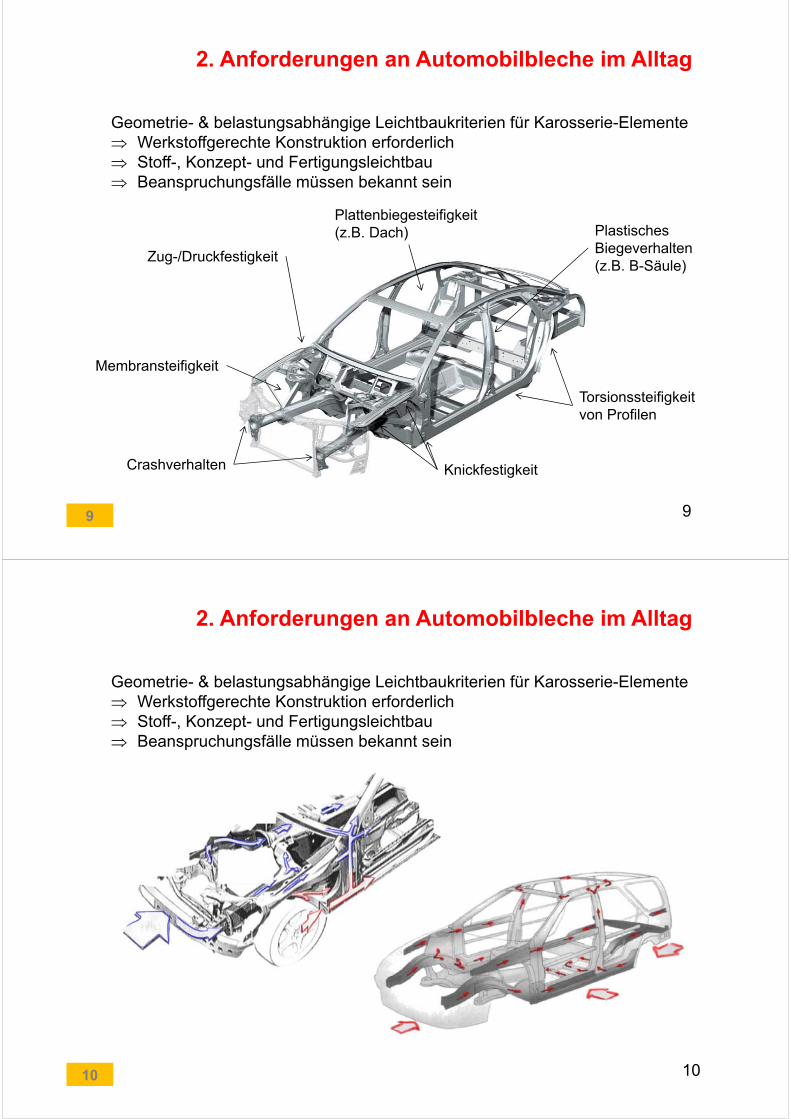
Geometrie- & belastungsabhängige Leichtbaukriterien für Karosserie-Elemente Werkstoffgerechte Konstruktion erforderlich Stoff-, Konzept- und Fertigungsleichtbau Beanspruchungsfälle müssen bekannt sein
Crashverhalten
Membransteifigkeit
Zug-/Druckfestigkeit
Plattenbiegesteifigkeit(z.B. Dach) Plastisches
Biegeverhalten(z.B. B-Säule)
Torsionssteifigkeitvon Profilen
Knickfestigkeit
2. Anforderungen an Automobilbleche im Alltag
9
10
Geometrie- & belastungsabhängige Leichtbaukriterien für Karosserie-Elemente Werkstoffgerechte Konstruktion erforderlich Stoff-, Konzept- und Fertigungsleichtbau Beanspruchungsfälle müssen bekannt sein
2. Anforderungen an Automobilbleche im Alltag
10
11
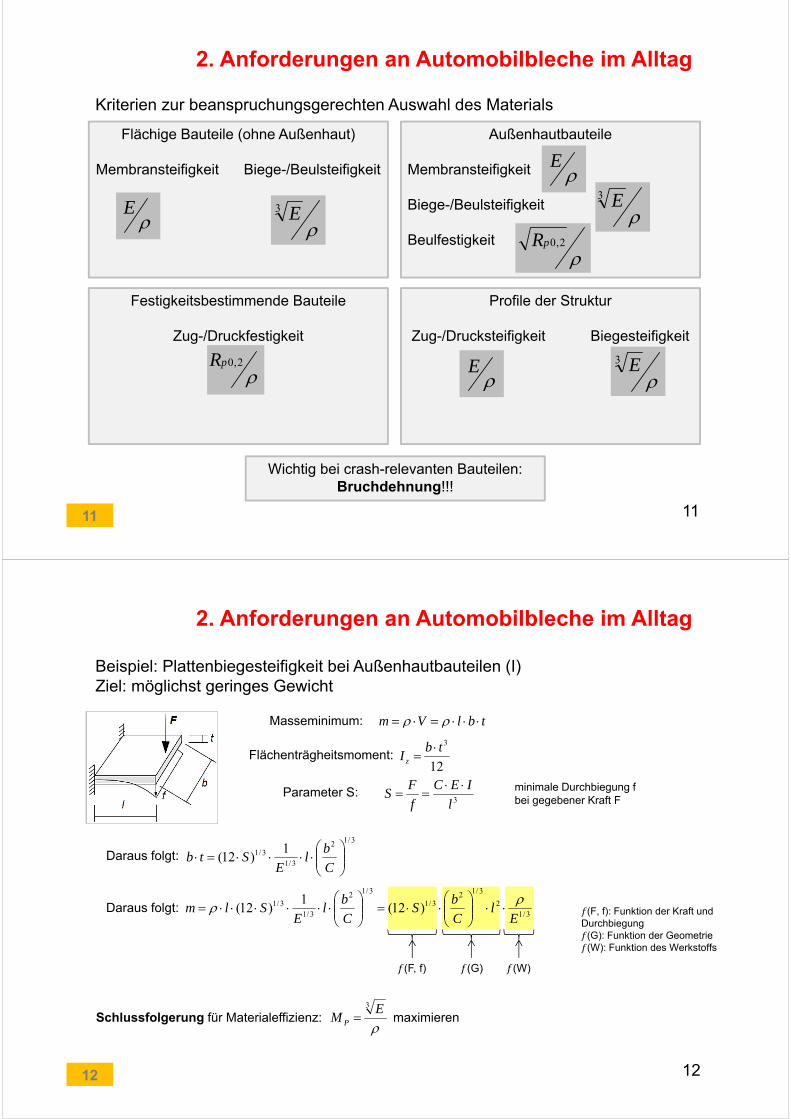
Kriterien zur beanspruchungsgerechten Auswahl des Materials
Flächige Bauteile (ohne Außenhaut)
Membransteifigkeit Biege-/Beulsteifigkeit
Außenhautbauteile
Membransteifigkeit
Biege-/Beulsteifigkeit
Beulfestigkeit
Profile der Struktur
Zug-/Drucksteifigkeit Biegesteifigkeit
Festigkeitsbestimmende Bauteile
Zug-/Druckfestigkeit
Wichtig bei crash-relevanten Bauteilen: Bruchdehnung!!!
E
3 E
E
3 E
2,0pR
E
3 E
2,0pR
2. Anforderungen an Automobilbleche im Alltag
11
12
Beispiel: Plattenbiegesteifigkeit bei Außenhautbauteilen (I)Ziel: möglichst geringes Gewicht
2. Anforderungen an Automobilbleche im Alltag
12
tblVm Masseminimum:
Flächenträgheitsmoment:12
3tbI z
Parameter S:3l
IEC
f
FS
Daraus folgt:3/12
3/13/1 1
)12(
C
bl
EStb
Daraus folgt:
Schlussfolgerung für Materialeffizienz: maximieren
3 EM P
𝑓(F, f): Funktion der Kraft und Durchbiegung𝑓(G): Funktion der Geometrie𝑓(W): Funktion des Werkstoffs
𝑓(F, f) 𝑓(G) 𝑓(W)
minimale Durchbiegung f bei gegebener Kraft F
3/12
3/123/1
3/12
3/13/1 )12(
1)12(
El
C
bS
C
bl
ESlm
13
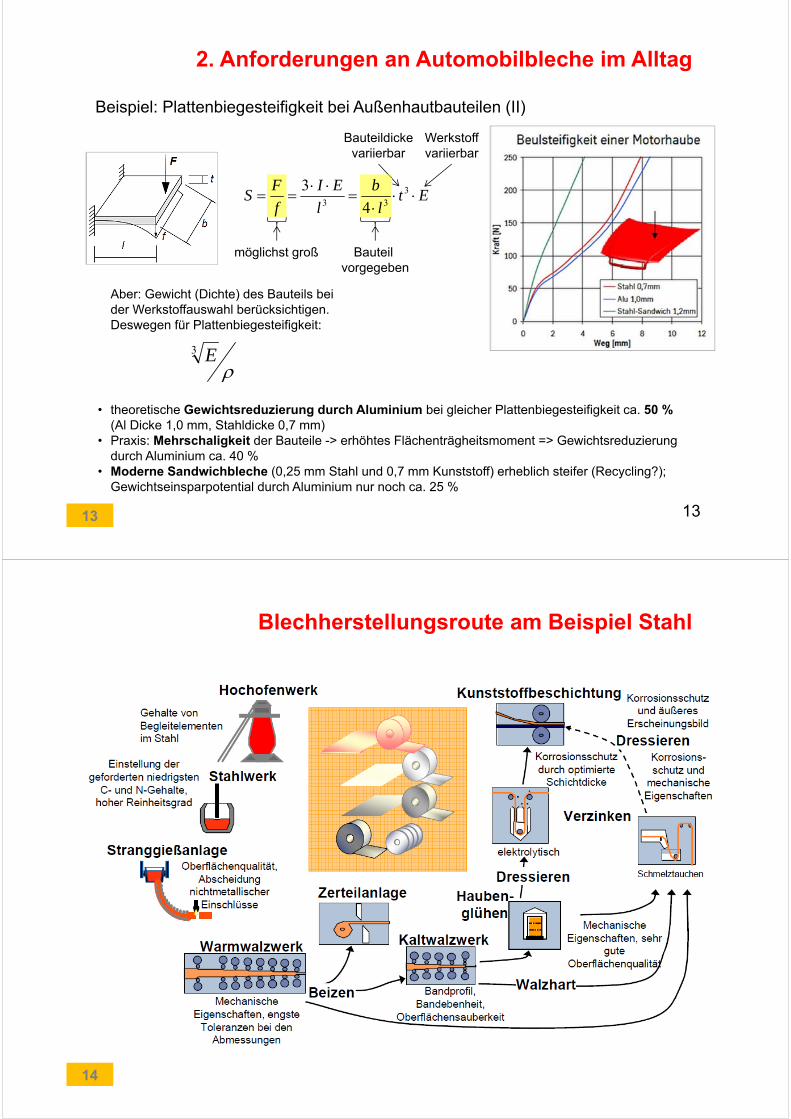
Beispiel: Plattenbiegesteifigkeit bei Außenhautbauteilen (II)
möglichst groß Bauteil vorgegeben
Bauteildickevariierbar
Werkstoffvariierbar
Aber: Gewicht (Dichte) des Bauteils bei der Werkstoffauswahl berücksichtigen.Deswegen für Plattenbiegesteifigkeit:
3 E
• theoretische Gewichtsreduzierung durch Aluminium bei gleicher Plattenbiegesteifigkeit ca. 50 %(Al Dicke 1,0 mm, Stahldicke 0,7 mm)
• Praxis: Mehrschaligkeit der Bauteile -> erhöhtes Flächenträgheitsmoment => Gewichtsreduzierung durch Aluminium ca. 40 %
• Moderne Sandwichbleche (0,25 mm Stahl und 0,7 mm Kunststoff) erheblich steifer (Recycling?); Gewichtseinsparpotential durch Aluminium nur noch ca. 25 %
2. Anforderungen an Automobilbleche im Alltag
13
Etl
b
l
EI
f
FS
3
33 4
3
14
Blechherstellungsroute am Beispiel Stahl
11.10.2018www.tu-ilmenau.deSeite 14
15
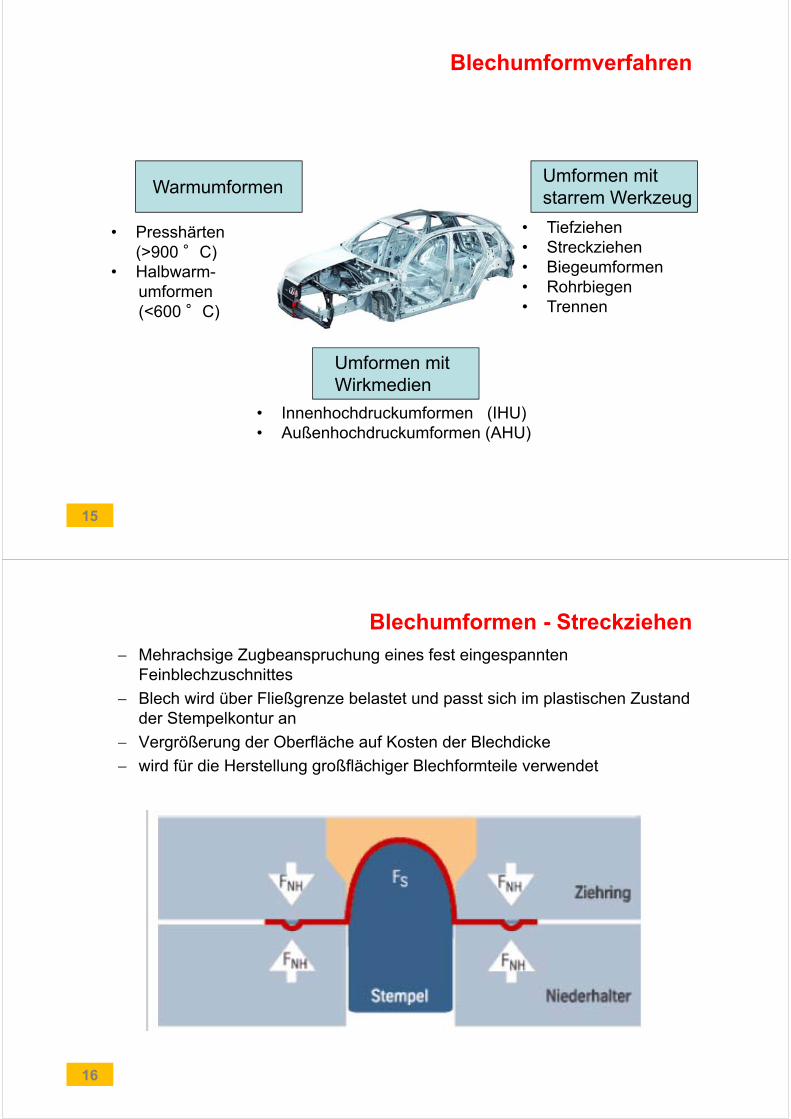
Blechumformverfahren
11.10.2018www.tu-ilmenau.deSeite 15
Warmumformen
Umformen mit Wirkmedien
Umformen mit starrem Werkzeug
• Presshärten (>900 °C)
• Halbwarm-umformen(<600 °C)
• Tiefziehen• Streckziehen• Biegeumformen• Rohrbiegen• Trennen
• Innenhochdruckumformen (IHU)• Außenhochdruckumformen (AHU)
16
Blechumformen - Streckziehen
Mehrachsige Zugbeanspruchung eines fest eingespannten Feinblechzuschnittes
Blech wird über Fließgrenze belastet und passt sich im plastischen Zustand der Stempelkontur an
Vergrößerung der Oberfläche auf Kosten der Blechdicke
wird für die Herstellung großflächiger Blechformteile verwendet
11.10.2018www.tu-ilmenau.deSeite 16
17
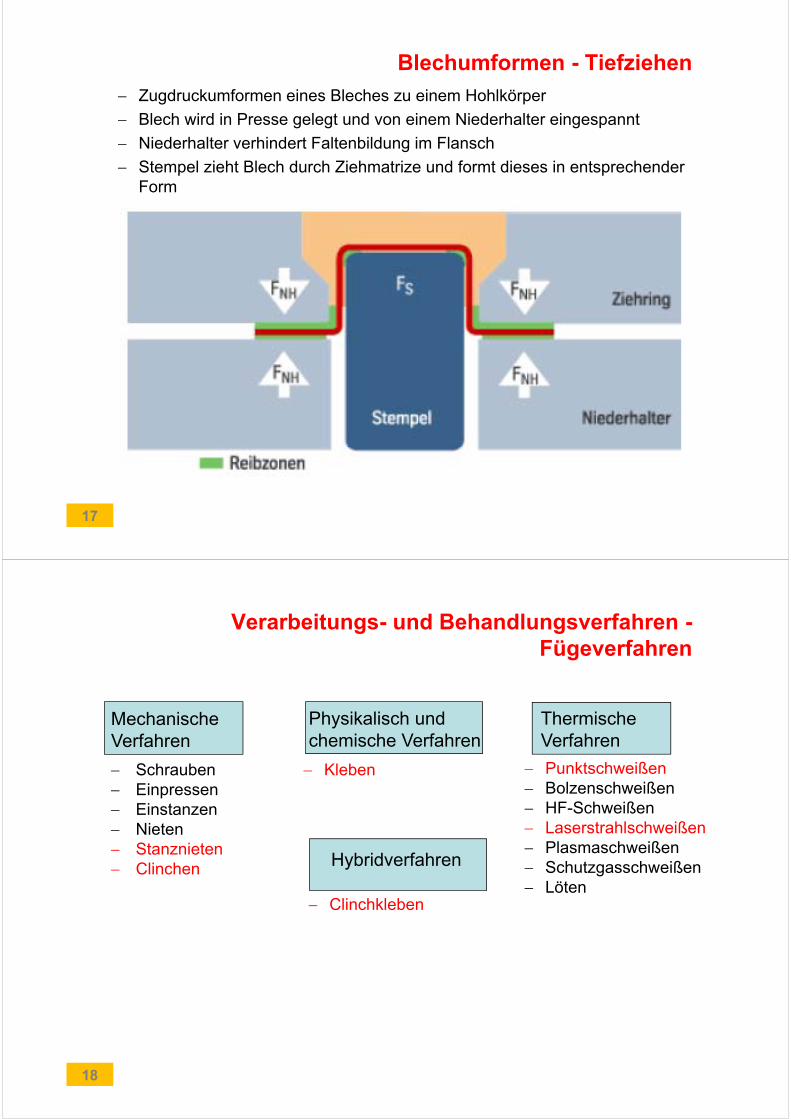
Blechumformen - Tiefziehen
Zugdruckumformen eines Bleches zu einem Hohlkörper
Blech wird in Presse gelegt und von einem Niederhalter eingespannt
Niederhalter verhindert Faltenbildung im Flansch
Stempel zieht Blech durch Ziehmatrize und formt dieses in entsprechender Form
11.10.2018www.tu-ilmenau.deSeite 17
18
Verarbeitungs- und Behandlungsverfahren -Fügeverfahren
11.10.2018www.tu-ilmenau.deSeite 18
Schrauben Einpressen Einstanzen Nieten Stanznieten Clinchen
Punktschweißen Bolzenschweißen HF-Schweißen Laserstrahlschweißen Plasmaschweißen Schutzgasschweißen Löten
Mechanische Verfahren
Thermische Verfahren
Physikalisch und chemische Verfahren
Kleben
Hybridverfahren
Clinchkleben
19
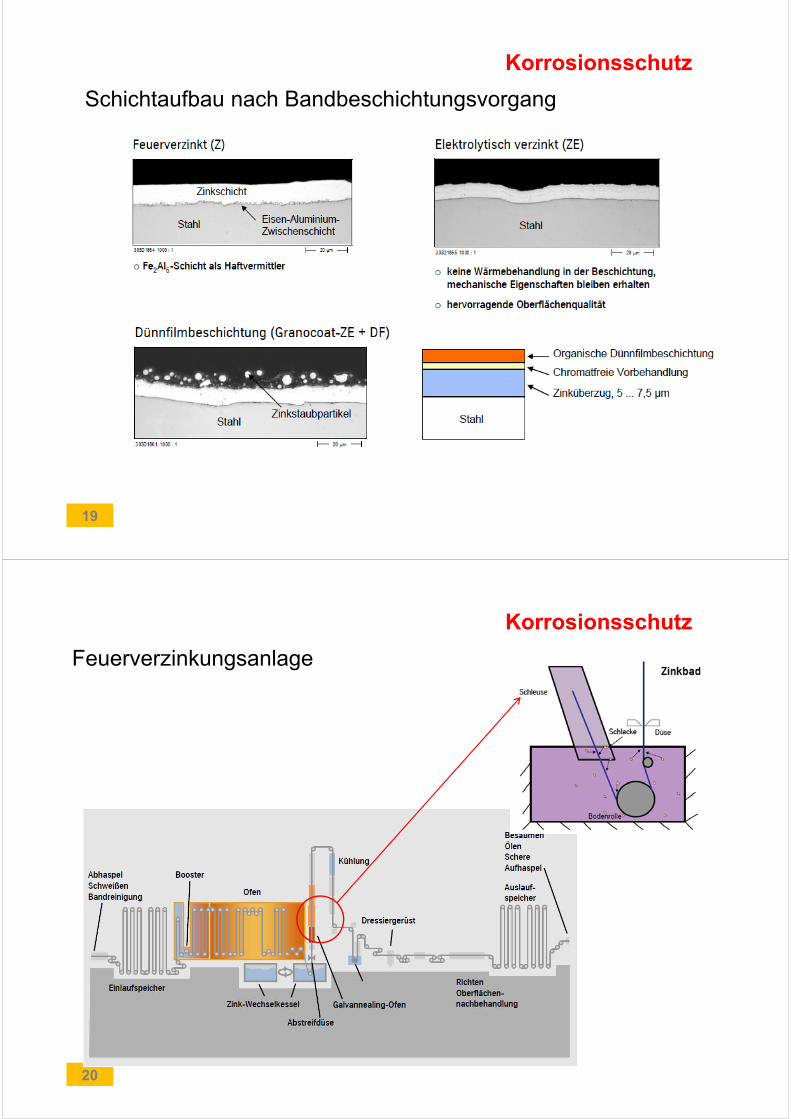
Korrosionsschutz
Schichtaufbau nach Bandbeschichtungsvorgang
11.10.2018www.tu-ilmenau.deSeite 19
20
Korrosionsschutz
11.10.2018www.tu-ilmenau.deSeite 20
Feuerverzinkungsanlage
11.10.2018www.tu-ilmenau.deSeite 21
22
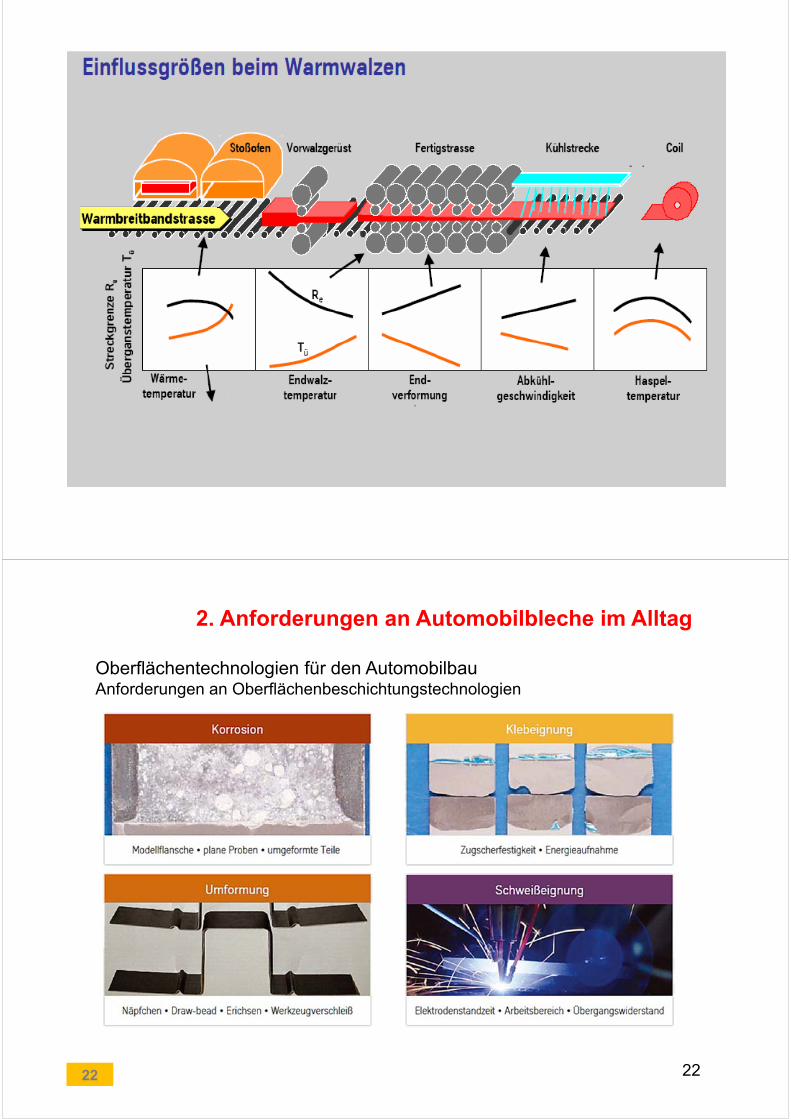
Oberflächentechnologien für den AutomobilbauAnforderungen an Oberflächenbeschichtungstechnologien
2. Anforderungen an Automobilbleche im Alltag
22
23
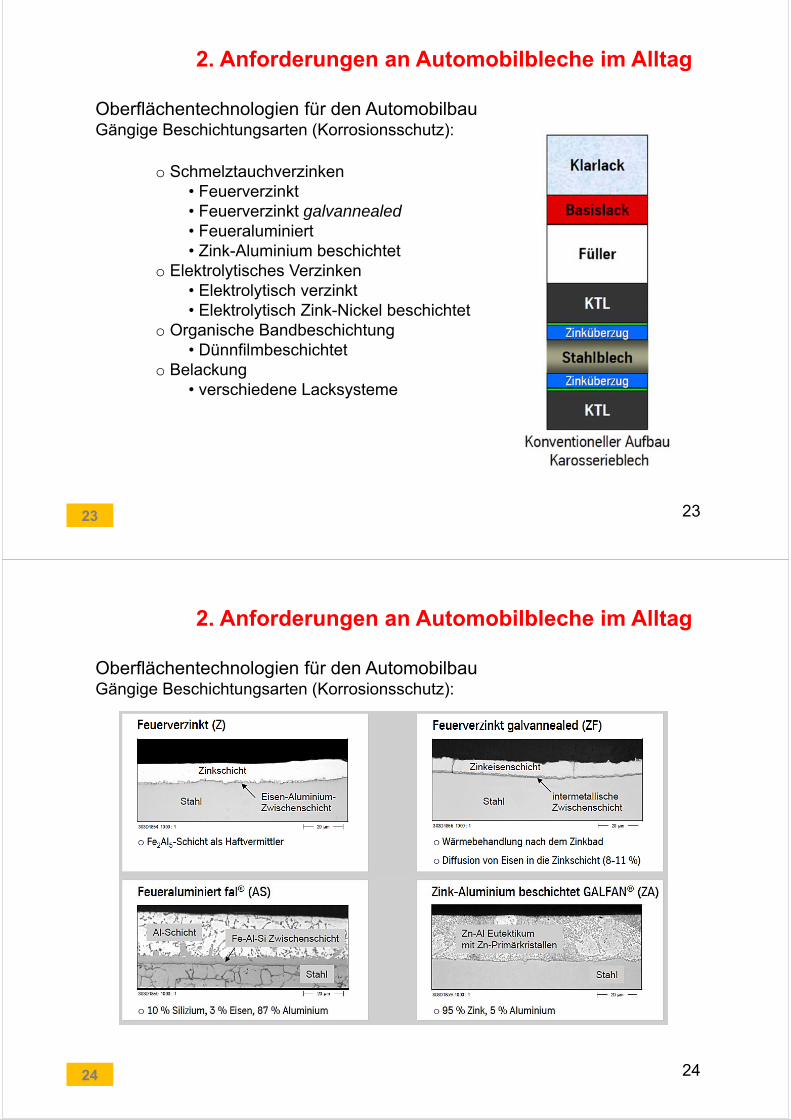
Oberflächentechnologien für den AutomobilbauGängige Beschichtungsarten (Korrosionsschutz):
o Schmelztauchverzinken• Feuerverzinkt• Feuerverzinkt galvannealed• Feueraluminiert• Zink-Aluminium beschichtet
o Elektrolytisches Verzinken• Elektrolytisch verzinkt• Elektrolytisch Zink-Nickel beschichtet
o Organische Bandbeschichtung• Dünnfilmbeschichtet
o Belackung• verschiedene Lacksysteme
2. Anforderungen an Automobilbleche im Alltag
23
24
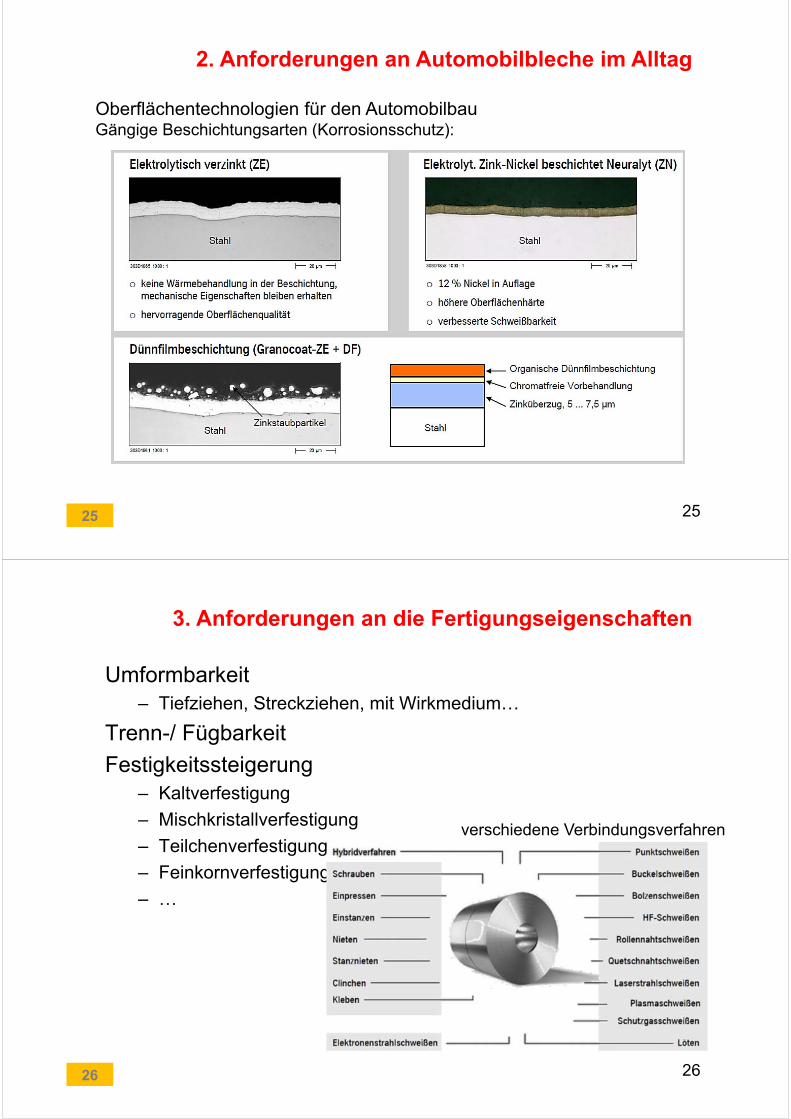
Oberflächentechnologien für den AutomobilbauGängige Beschichtungsarten (Korrosionsschutz):
2. Anforderungen an Automobilbleche im Alltag
24
25
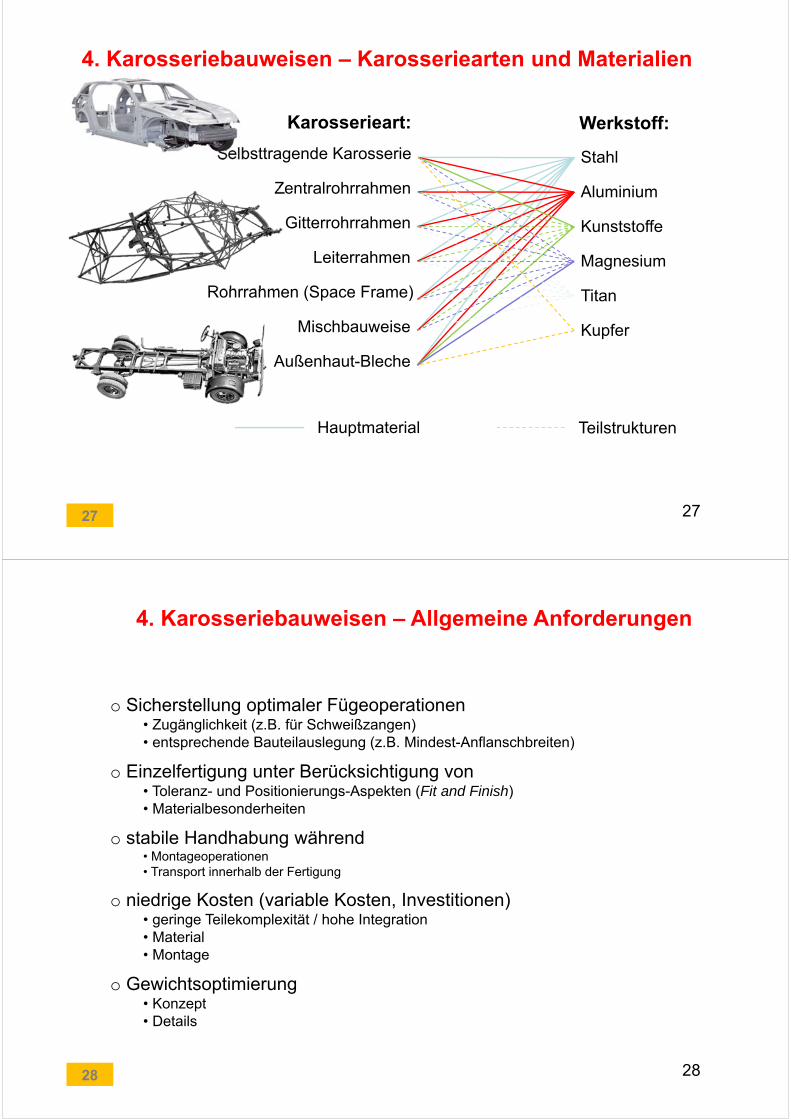
Oberflächentechnologien für den AutomobilbauGängige Beschichtungsarten (Korrosionsschutz):
2. Anforderungen an Automobilbleche im Alltag
25
26
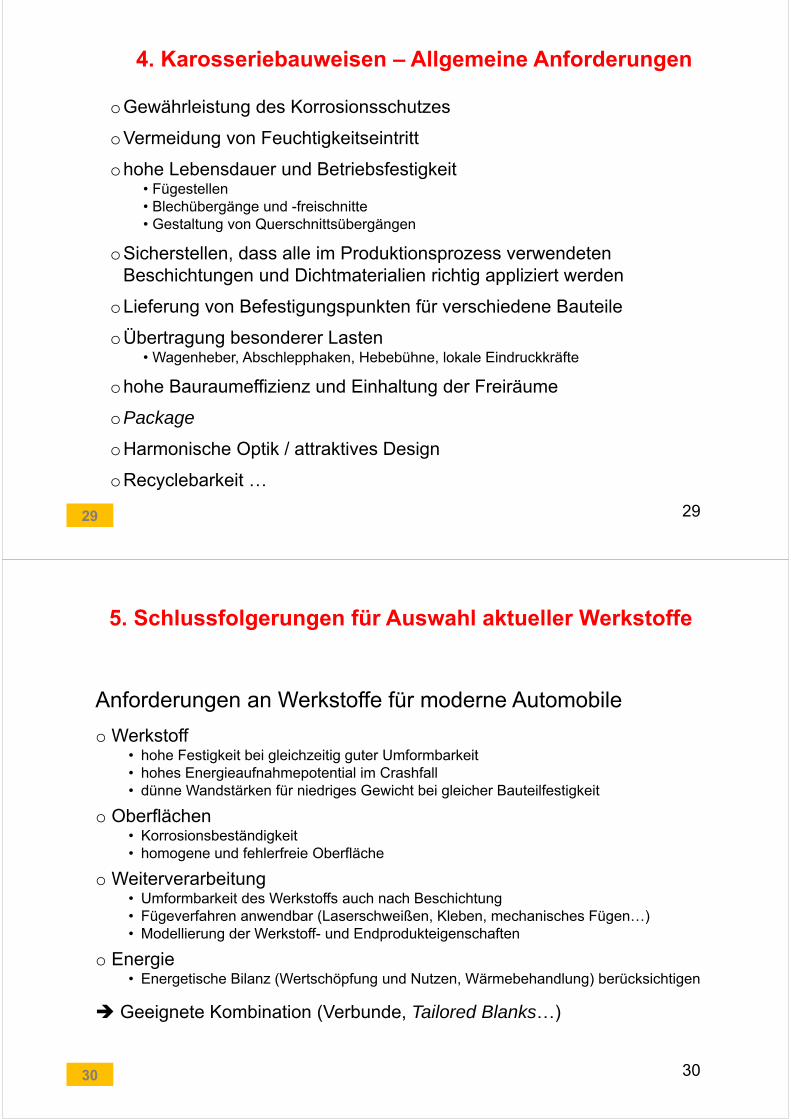
Umformbarkeit– Tiefziehen, Streckziehen, mit Wirkmedium…
Trenn-/ Fügbarkeit
Festigkeitssteigerung– Kaltverfestigung
– Mischkristallverfestigung
– Teilchenverfestigung
– Feinkornverfestigung
– …
3. Anforderungen an die Fertigungseigenschaften
26
verschiedene Verbindungsverfahren
27
Stahl
Aluminium
Kunststoffe
Magnesium
Titan
Kupfer
Selbsttragende Karosserie
Zentralrohrrahmen
Gitterrohrrahmen
Leiterrahmen
Rohrrahmen (Space Frame)
Mischbauweise
Außenhaut-Bleche
Hauptmaterial Teilstrukturen
4. Karosseriebauweisen – Karosseriearten und Materialien
27
Karosserieart: Werkstoff:
28
o Sicherstellung optimaler Fügeoperationen• Zugänglichkeit (z.B. für Schweißzangen)• entsprechende Bauteilauslegung (z.B. Mindest-Anflanschbreiten)
o Einzelfertigung unter Berücksichtigung von • Toleranz- und Positionierungs-Aspekten (Fit and Finish)• Materialbesonderheiten
o stabile Handhabung während• Montageoperationen• Transport innerhalb der Fertigung
o niedrige Kosten (variable Kosten, Investitionen)• geringe Teilekomplexität / hohe Integration• Material• Montage
o Gewichtsoptimierung• Konzept• Details
4. Karosseriebauweisen – Allgemeine Anforderungen
28
29
oGewährleistung des Korrosionsschutzes
oVermeidung von Feuchtigkeitseintritt
ohohe Lebensdauer und Betriebsfestigkeit• Fügestellen• Blechübergänge und -freischnitte• Gestaltung von Querschnittsübergängen
oSicherstellen, dass alle im Produktionsprozess verwendeten Beschichtungen und Dichtmaterialien richtig appliziert werden
oLieferung von Befestigungspunkten für verschiedene Bauteile
oÜbertragung besonderer Lasten• Wagenheber, Abschlepphaken, Hebebühne, lokale Eindruckkräfte
ohohe Bauraumeffizienz und Einhaltung der Freiräume
oPackage
oHarmonische Optik / attraktives Design
oRecyclebarkeit …
4. Karosseriebauweisen – Allgemeine Anforderungen
29
30
Anforderungen an Werkstoffe für moderne Automobile
o Werkstoff• hohe Festigkeit bei gleichzeitig guter Umformbarkeit• hohes Energieaufnahmepotential im Crashfall• dünne Wandstärken für niedriges Gewicht bei gleicher Bauteilfestigkeit
o Oberflächen• Korrosionsbeständigkeit• homogene und fehlerfreie Oberfläche
o Weiterverarbeitung• Umformbarkeit des Werkstoffs auch nach Beschichtung• Fügeverfahren anwendbar (Laserschweißen, Kleben, mechanisches Fügen…)• Modellierung der Werkstoff- und Endprodukteigenschaften
o Energie• Energetische Bilanz (Wertschöpfung und Nutzen, Wärmebehandlung) berücksichtigen
Geeignete Kombination (Verbunde, Tailored Blanks…)
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
30
31
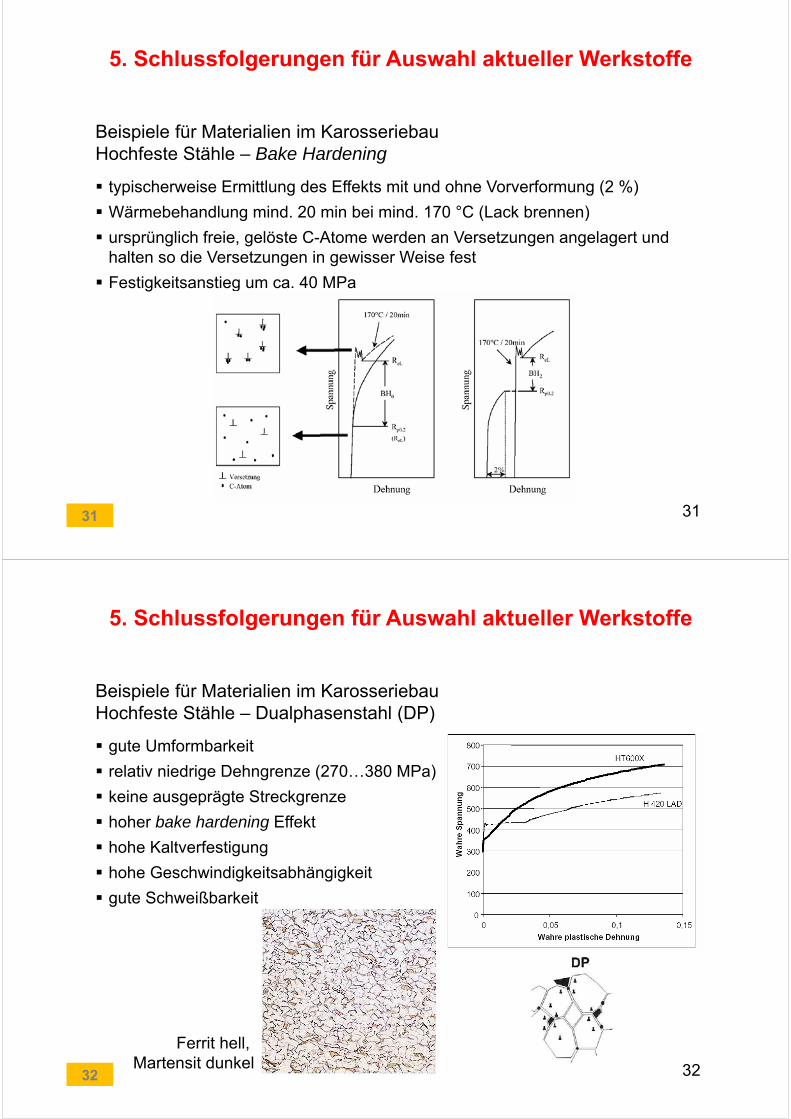
Beispiele für Materialien im KarosseriebauHochfeste Stähle – Bake Hardening
typischerweise Ermittlung des Effekts mit und ohne Vorverformung (2 %)
Wärmebehandlung mind. 20 min bei mind. 170 °C (Lack brennen)
ursprünglich freie, gelöste C-Atome werden an Versetzungen angelagert und halten so die Versetzungen in gewisser Weise fest
Festigkeitsanstieg um ca. 40 MPa
31
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
32
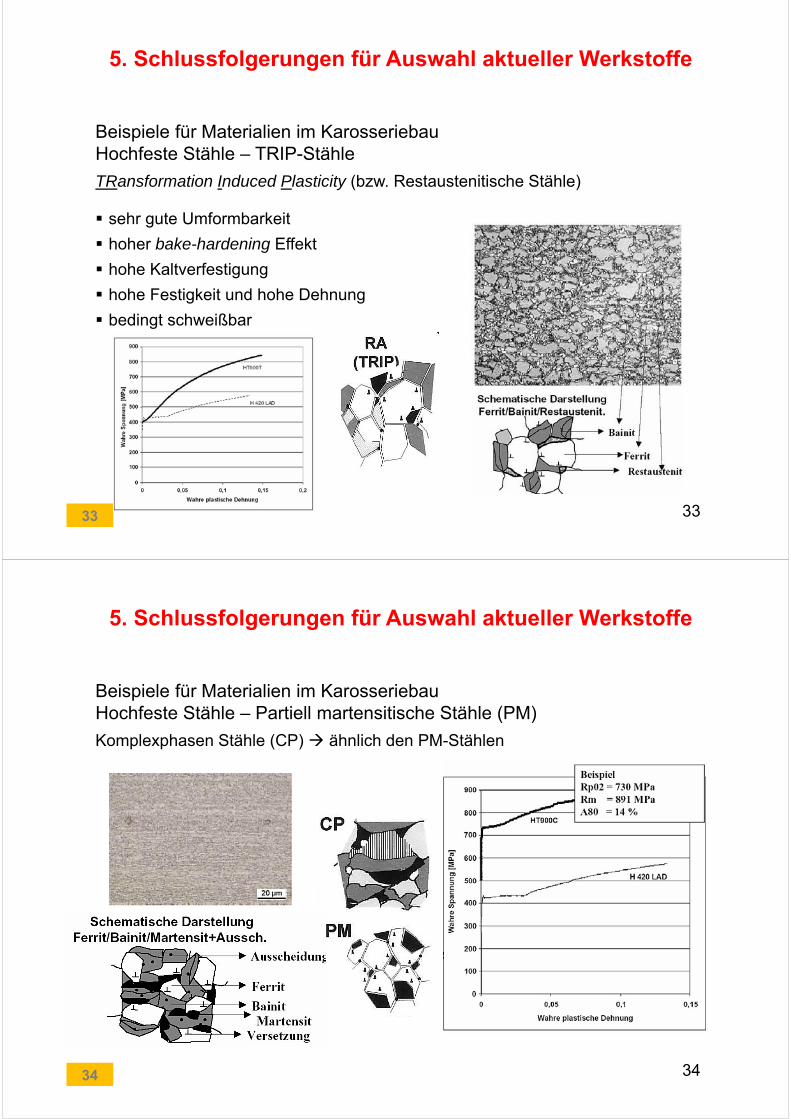
Beispiele für Materialien im KarosseriebauHochfeste Stähle – Dualphasenstahl (DP)
gute Umformbarkeit
relativ niedrige Dehngrenze (270…380 MPa)
keine ausgeprägte Streckgrenze
hoher bake hardening Effekt
hohe Kaltverfestigung
hohe Geschwindigkeitsabhängigkeit
gute Schweißbarkeit
Ferrit hell, Martensit dunkel 32
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
33
Beispiele für Materialien im KarosseriebauHochfeste Stähle – TRIP-Stähle
TRansformation Induced Plasticity (bzw. Restaustenitische Stähle)
sehr gute Umformbarkeit
hoher bake-hardening Effekt
hohe Kaltverfestigung
hohe Festigkeit und hohe Dehnung
bedingt schweißbar
33
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
34
Beispiele für Materialien im KarosseriebauHochfeste Stähle – Partiell martensitische Stähle (PM)
Komplexphasen Stähle (CP) ähnlich den PM-Stählen
34
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
35
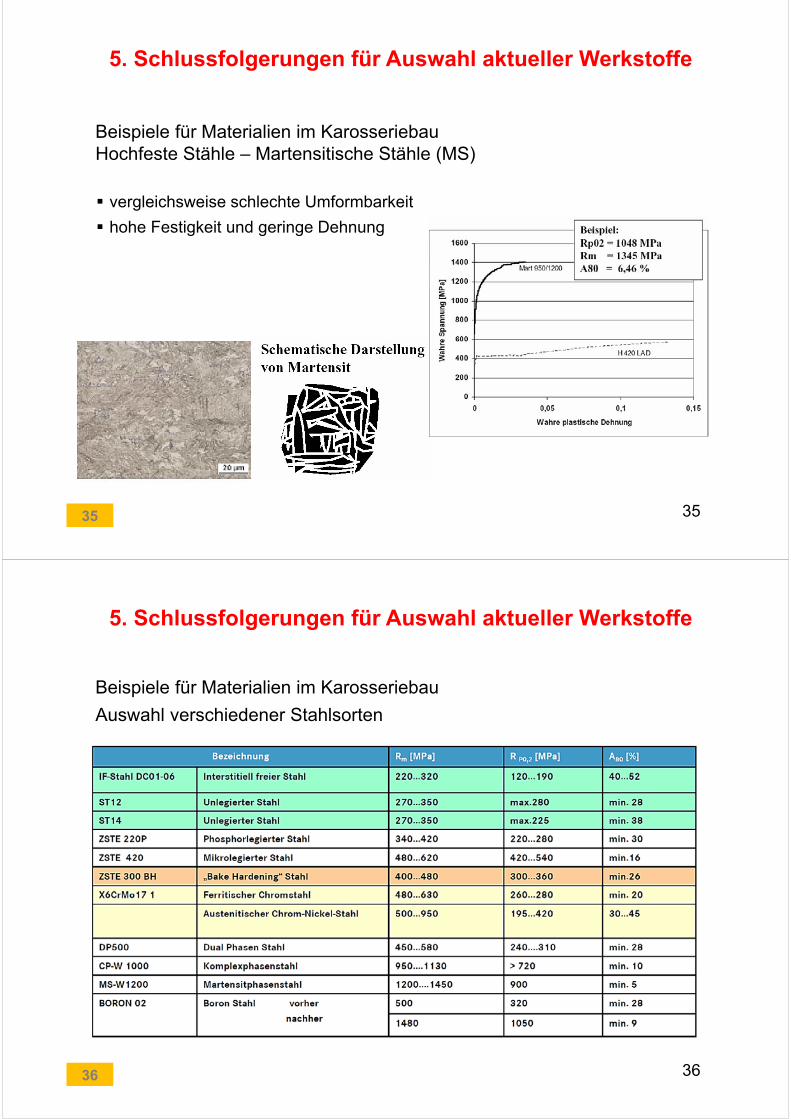
Beispiele für Materialien im KarosseriebauHochfeste Stähle – Martensitische Stähle (MS)
35
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
vergleichsweise schlechte Umformbarkeit
hohe Festigkeit und geringe Dehnung
36
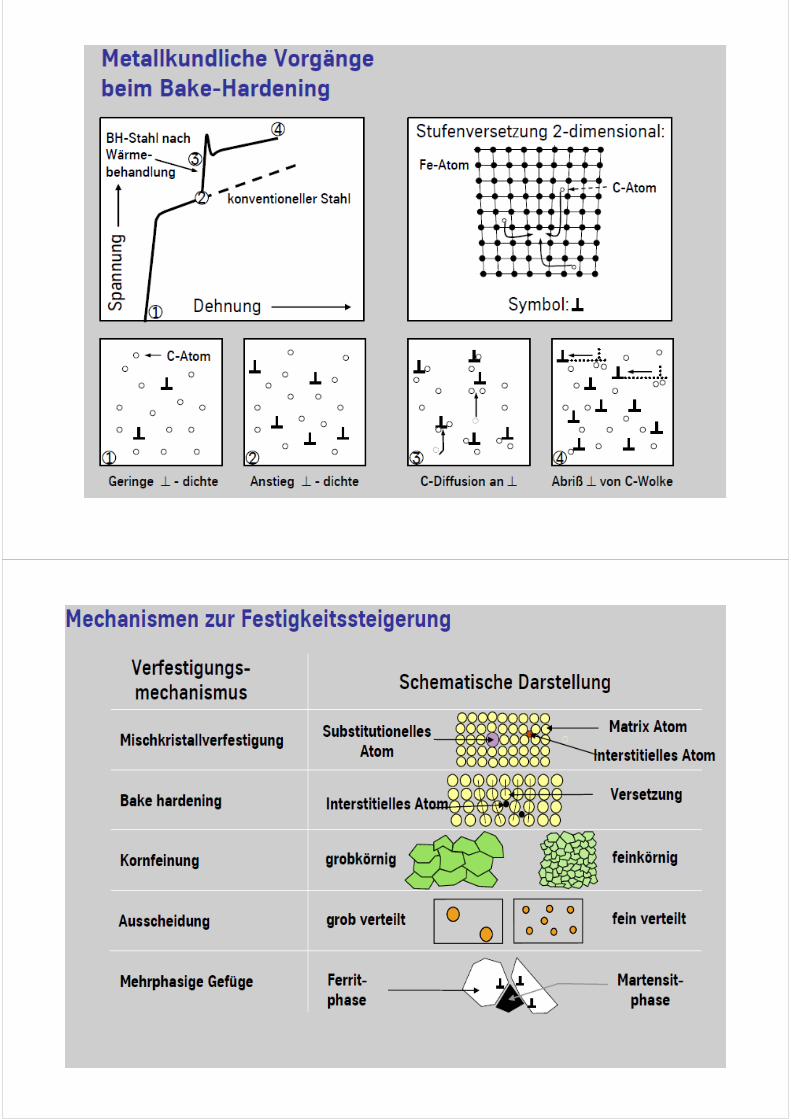
Beispiele für Materialien im Karosseriebau
Auswahl verschiedener Stahlsorten
36
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
11.10.2018www.tu-ilmenau.deSeite 37
11.10.2018www.tu-ilmenau.deSeite 38
11.10.2018www.tu-ilmenau.deSeite 39
40
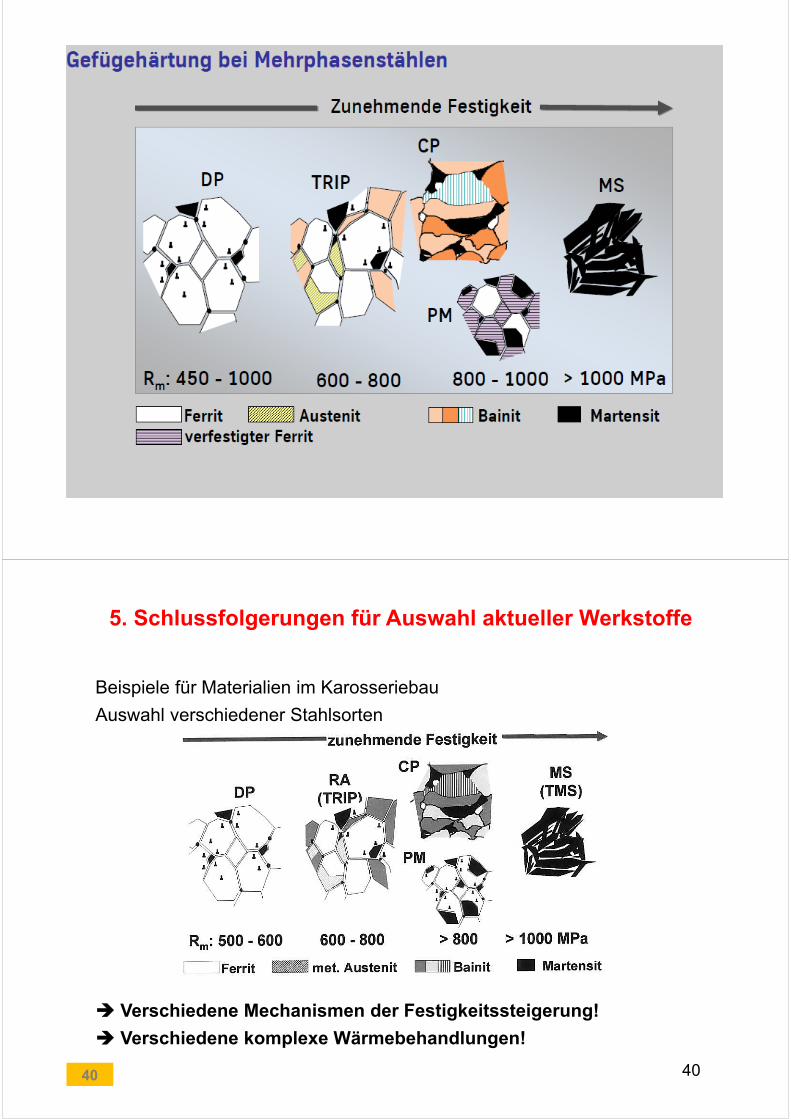
Beispiele für Materialien im Karosseriebau
Auswahl verschiedener Stahlsorten
Verschiedene Mechanismen der Festigkeitssteigerung!
Verschiedene komplexe Wärmebehandlungen!
40
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
11.10.2018www.tu-ilmenau.deSeite 41
42
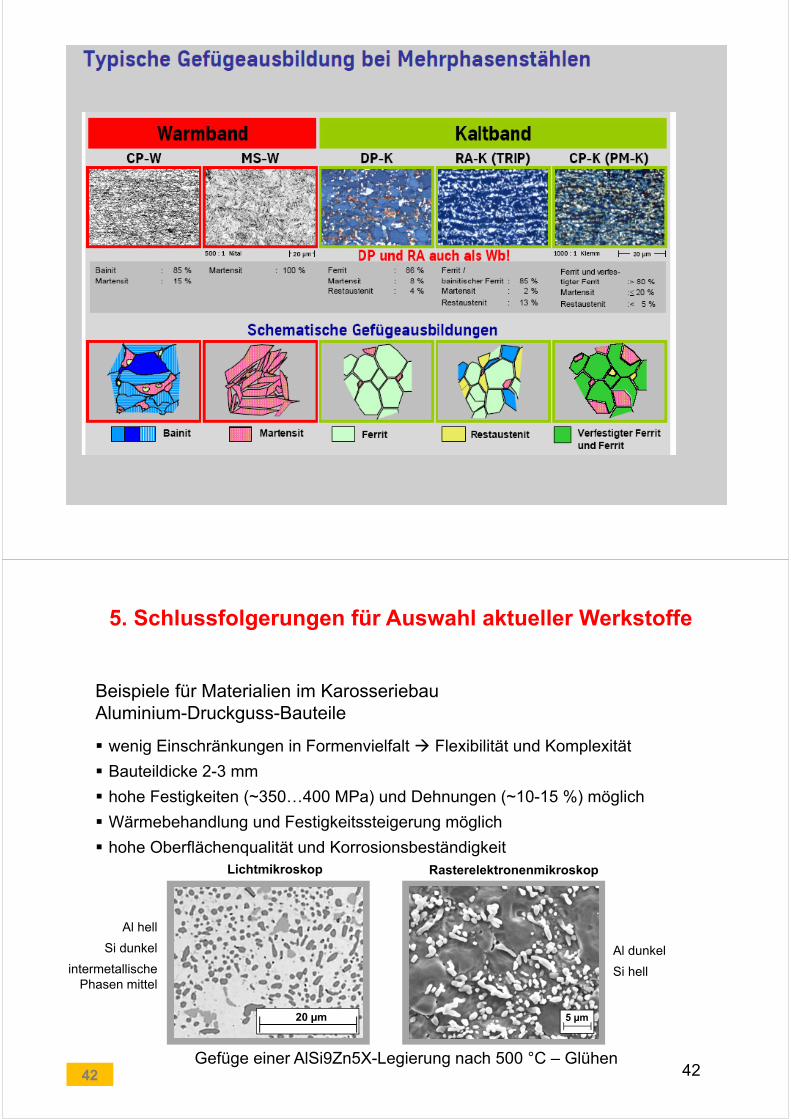
Beispiele für Materialien im KarosseriebauAluminium-Druckguss-Bauteile
wenig Einschränkungen in Formenvielfalt Flexibilität und Komplexität
Bauteildicke 2-3 mm
hohe Festigkeiten (~350…400 MPa) und Dehnungen (~10-15 %) möglich
Wärmebehandlung und Festigkeitssteigerung möglich
hohe Oberflächenqualität und Korrosionsbeständigkeit
20 µm 5 µm
Gefüge einer AlSi9Zn5X-Legierung nach 500 °C – Glühen
Al hell
Si dunkel
intermetallischePhasen mittel
Al dunkel
Si hell
42
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
Lichtmikroskop Rasterelektronenmikroskop
43
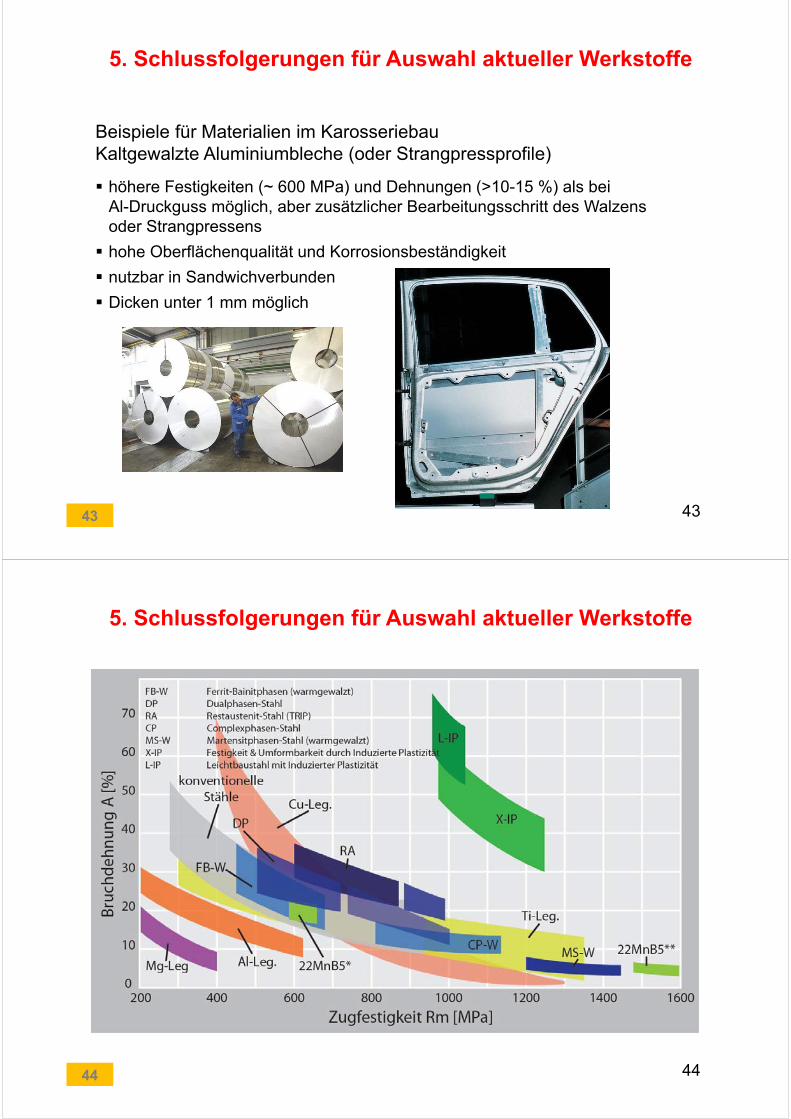
Beispiele für Materialien im KarosseriebauKaltgewalzte Aluminiumbleche (oder Strangpressprofile)
höhere Festigkeiten (~ 600 MPa) und Dehnungen (>10-15 %) als bei Al-Druckguss möglich, aber zusätzlicher Bearbeitungsschritt des Walzens oder Strangpressens
hohe Oberflächenqualität und Korrosionsbeständigkeit
nutzbar in Sandwichverbunden
Dicken unter 1 mm möglich
43
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
44 44
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
45
Beschreibung:• funktionsoptimierter Schichtverbundwerkstoff durch
Kombination unterschiedlicher Werkstoffeigenschaften• anwendungsorientierte Steuerung der Eigenschaften
durch Kombination funktionaler Schichten
Nutzen:• Gewichtsreduktion durch beanspruchungsoptimiertes
Bauteildesign• Gewichtsreduktion durch partiellen Einsatz höchstfester
Stähle in Kombination mit hochverformbaren, duktilen Stählen
Bemerkung:• hohes Anwendungspotential aufgrund individuell
kombinierbarer Schichtfunktionalitäten und Schichtbauvarianten
=> Geeignete Werkstoffkombinationen nutzen!!!Beispiel: TriBond – Warmwalzplattierter Stahlverbundwerkstoff
45
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
46 46
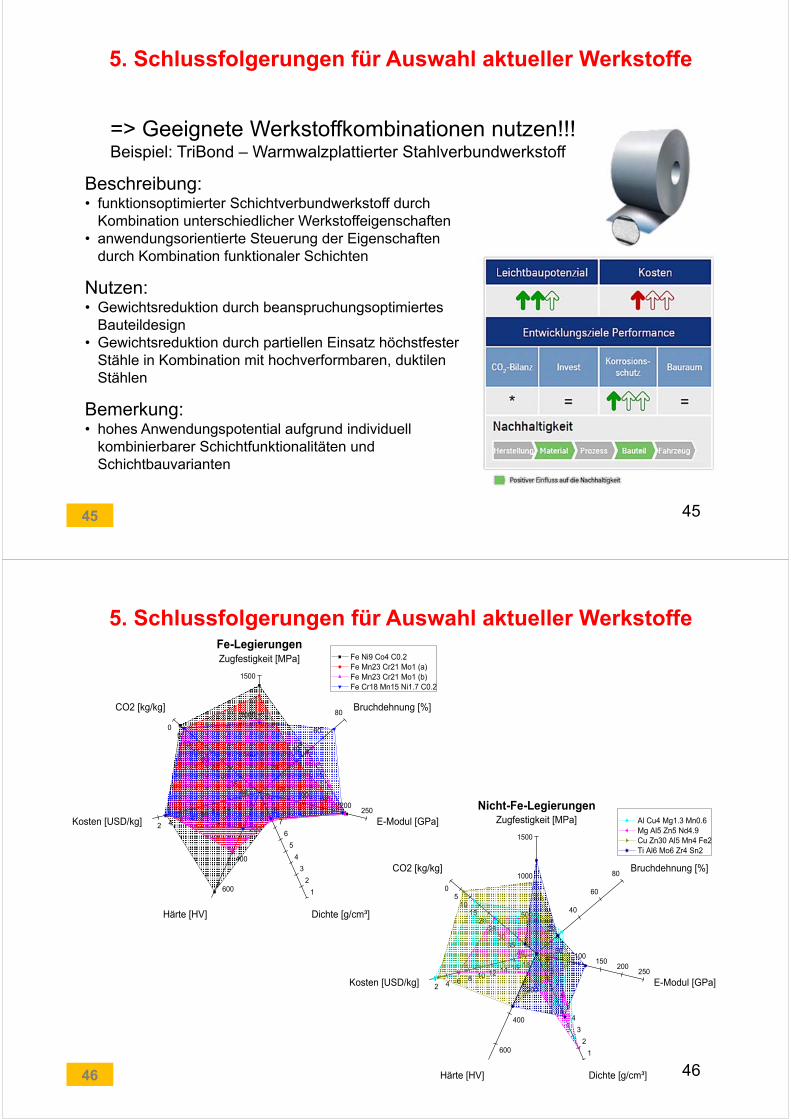
5. Schlussfolgerungen für Auswahl aktueller Werkstoffe
500
1000
1500
20
40
60
80
50100
150200
250
9
8
7
6
5
4
3
2
1
200
400
600
18161412108642
4035
3025
2015
105
0
CO2 [kg/kg]
Kosten [USD/kg]
Härte [HV] Dichte [g/cm³]
E-Modul [GPa]
Bruchdehnung [%]
Zugfestigkeit [MPa] Al Cu4 Mg1.3 Mn0.6 Mg Al5 Zn5 Nd4.9 Cu Zn30 Al5 Mn4 Fe2 Ti Al6 Mo6 Zr4 Sn2
Nicht-Fe-Legierungen
500
1000
1500
20
40
60
80
50100
150200
250
9
8
7
6
5
4
3
2
1
200
400
600
18161412108642
4035
3025
2015
105
0
CO2 [kg/kg]
Kosten [USD/kg]
Härte [HV] Dichte [g/cm³]
E-Modul [GPa]
Bruchdehnung [%]
Zugfestigkeit [MPa] Fe Ni9 Co4 C0.2 Fe Mn23 Cr21 Mo1 (a) Fe Mn23 Cr21 Mo1 (b) Fe Cr18 Mn15 Ni1.7 C0.2
Fe-Legierungen
47
[1] http://itsnewscar.blogspot.de/2011/11/2012-mercedes-benz-cls63-amg.html
[2] „Neue Entwicklungen in der Herstellung und Weiterentwicklung von Bandstahlprodukten“, Prof. Dr. Karl-Ulrich Köhler, Freiberg, 2009
[3] Institut für Kraftfahrwesen Aachen
[4] http://www.technik-welten.de/uploads/pics/Bionik-Leichtbau.jpg
[5] „Leichtbaukonstruktion“, Bernd Klein, ETH Zürich
[6] „Karosserietechnik“, Dr. Weiss (EP/SNF), Daimler
[7] http://www.fronius.com/cps/rde/xchg/SID-720A5315-676C5A0C/fronius_international/hs.xsl/79_11719_DEU_HTML.htm
[8] CES Selector Version 5.1.0, Granta Design Limited
[9] http://incar.thyssenkrupp.com/4_00_000_Karosserie.html?lang=de
[10] http://300sl.org/technik-300-sl-w198-technology-300-sl-w198/
[11] http://www.zuckerfabrik24.de/steyrpuch/steyr380_1.htm
Quellen
47
49
Leichtbau Gliederung
1. Einleitung
2. Karosserieleichtbau
3. Methoden der Werkstoffauswahl
4. Methode der systematischen Werkstoffauswahl nach Ashby
5. Anforderungen an Karosseriewerkstoffe
6. Anwendung Ashby-Methode auf Karosseriebauteile
7. Literaturhinweise
50
Systematische Werkstoffauswahl - Literatur
M. F. Ashby: Materials Selection in Mechanical Design, Das Original mit Übersetzungshilfen, Elsevier, 2007
M. Reuter: Methodik der Werkstoffauswahl, Fachbuchverlag Leipzig 2007
H. P. Degischer, S. Lüftl: Leichtbau – Prinzipien, Werkstoffauswahl und Fertigungsverfahren, WILEY-VCH Verlag, 2009
E. Moeller: Handbuch Konstruktionswerkstoffe – Auswahl, Eigenschaften, Anwendung, Hanser-Verlag
B. Klein: Leichtbau-Konstruktion, Vieweg-Verlag, 2005
51
Fahrzeug-Karosserie - Gründe für Leichtbau
Anforderungen an moderne Fahrzeuge steigen von Generation zu Generation:
• Komfort
• Sicherheit
• Zuverlässigkeit
• Fahrleistung
Stärkere Motorisierung, Verbesserung Fahrwerk, Versteifung Karosserie, mehr Packagekomponenten
Zunahme Fahrzeuggewicht (hoher Anteil Karosserie)
Widerspruch zu Forderung Verringerung CO2-Emission
52
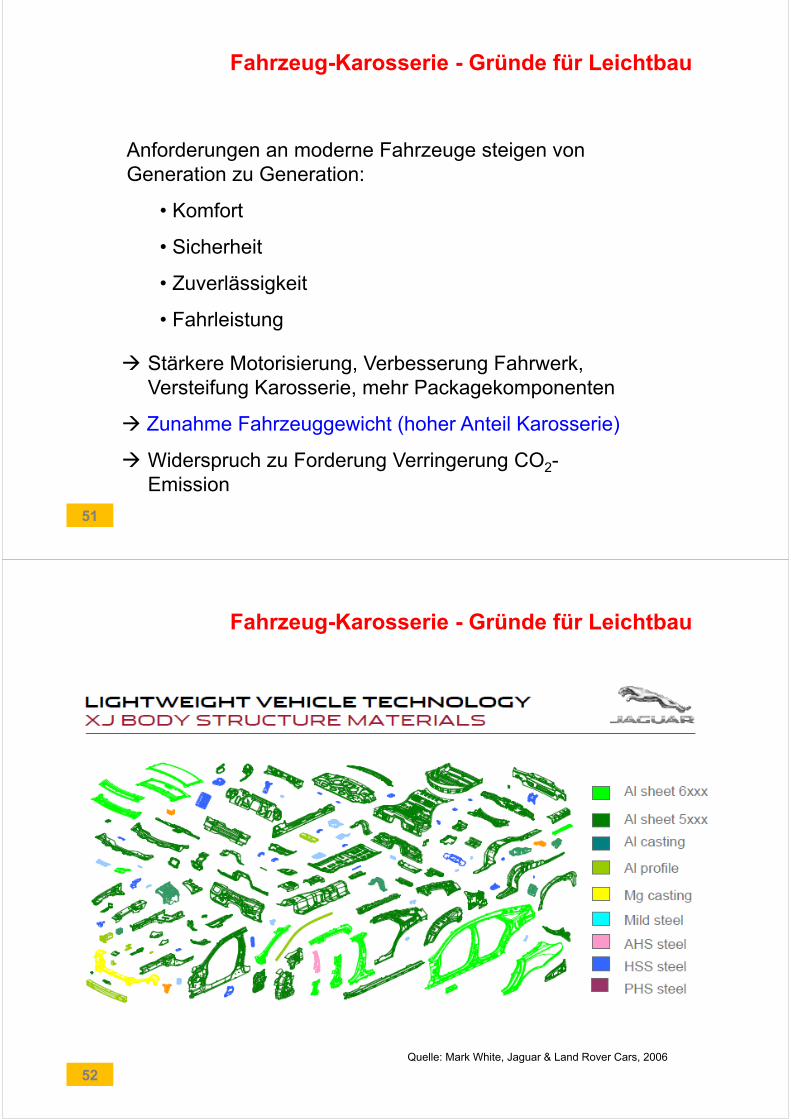
Fahrzeug-Karosserie - Gründe für Leichtbau
Quelle: Mark White, Jaguar & Land Rover Cars, 2006
53
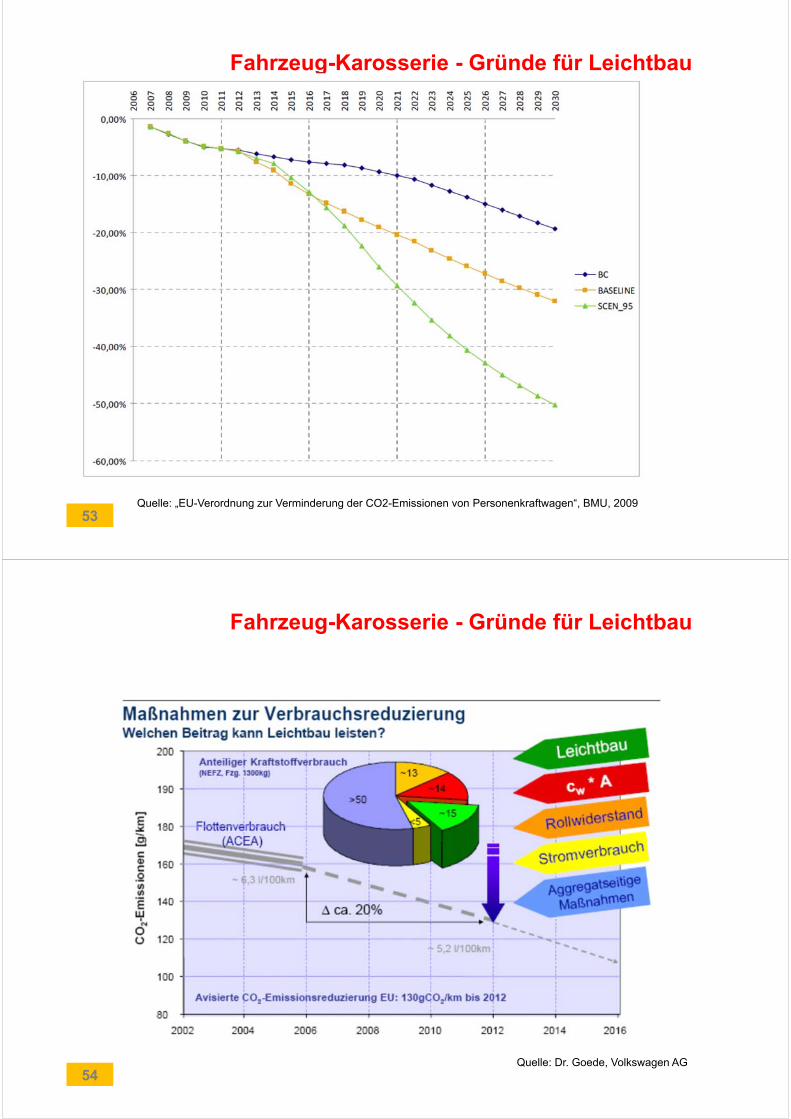
Fahrzeug-Karosserie - Gründe für Leichtbau
Quelle: „EU-Verordnung zur Verminderung der CO2-Emissionen von Personenkraftwagen“, BMU, 2009
54
Fahrzeug-Karosserie - Gründe für Leichtbau
Quelle: Dr. Goede, Volkswagen AG

55
Karosserie-Leichtbau
Leichtbau ist mehr als der Einsatz leichter Werkstoffe
Fertigungsleichtbau- Laserschweißen/Laserlöten - Tailored Blanks - Walzprofile
Formleichtbau- reduzierte Trägerkröpfungen - optimierter Trägerverlauf - keine Einschnürung
Stoffleichtbau - hochfeste Stähle - Aluminium - Magnesium - SMC + Kunststoffe - Hybridlösungen
Konzeptleichtbau- größere Wirkungsquerschnitte - geschlossene Profile -Teilintegration
56
Kostenverteilung Rohkarosserie
0%
10%
20%
30%
40%
50%
60%
Quelle: BMW
57
Methoden der Werkstoffauswahl
Vereinfachte schnelle Praxismethoden
Erfahrungsbasierte Methoden
Kennzahlbasierte Methoden
An den Konstruktionsprozess angelehnte Methoden (z. B. Ehrlenspiel, Schatt usw.)
Anwendungsbezogenes Konzept – Ashby-Methode
58
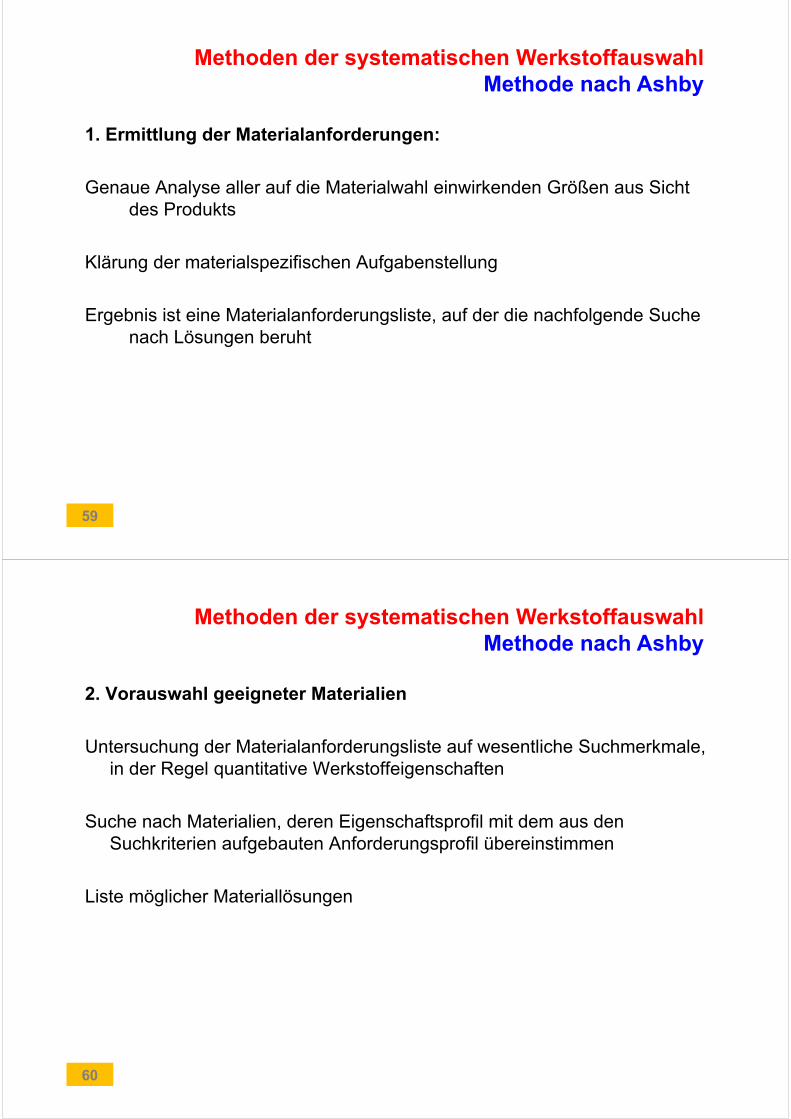
Quelle: Handbuch Konstruktions-werkstoffe, Hanser-Verlag
Alle Werkstoffe
Endgültige Werkstoffauswahl
Übersetzung der Produkt- in WerkstoffanforderungenBeschreibe die Funktion, die einschränkenden Bedingungen, die Ziele,und
die freien Konstruktionsparameter
Auswahl mit Hilfe der ermittelten einschränkenden BedingungenStreiche alle Werkstoffe, die die Anforderungen nicht erfüllen
Ermittlung einer Rangfolge nach EignungSuche Werkstoffe, die am besten geeignet sind
Suche nach ergänzenden MaterialinformationenSuche für die am besten geeigneten Werkstoffe nach detaillierten
Informationen zur Entscheidungsfindung
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
59
1. Ermittlung der Materialanforderungen:
Genaue Analyse aller auf die Materialwahl einwirkenden Größen aus Sicht des Produkts
Klärung der materialspezifischen Aufgabenstellung
Ergebnis ist eine Materialanforderungsliste, auf der die nachfolgende Suche nach Lösungen beruht
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
60
2. Vorauswahl geeigneter Materialien
Untersuchung der Materialanforderungsliste auf wesentliche Suchmerkmale, in der Regel quantitative Werkstoffeigenschaften
Suche nach Materialien, deren Eigenschaftsprofil mit dem aus den Suchkriterien aufgebauten Anforderungsprofil übereinstimmen
Liste möglicher Materiallösungen
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
61
3. Feinauswahl und Bewertung
Eignung bezüglich noch nicht geprüfter Forderungen
Bewertungsmatrix über Bewertungskriterien und Gewichtungsfaktoren
Rangliste der Eignung
Liste der Versuchswerkstoffe
4. Evaluierung, Validierung Produkteigenschaften, Werkstoffentscheidung
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
62
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
Definition der Zielfunktion des angestrebten Nutzens des Bauteils, der zu minimieren oder zu maximieren ist: z. B. Masse, Kosten, Energie
Entwicklung einer Gleichung für diese Zielfunktion P in Abhängigkeit der funktionalen Anforderungen F, der Geometrie G und der Werkstoffeigenschaften W:
P = f(F, G, W)
Identifizieren der Variablen der Zielfunktion: Anforderungen, Form, Eigenschaften
Festlegen der Mindestanforderungen: Preisgrenzen, Lieferbarkeit, fertigungstechnische Forderungen
63
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
Separieren der Zielfunktion in die drei Komponenten:
P = f1(F) * f2(G) * f3(W)
Designparameter (Funktionsindex, Geometrieindex) und Materialindex
Definition der gebrauchsrelevanten Materialeffizienz M, die maximiert werden soll
M = f (W) bzw. M = f (W, G)
64
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
• Definition der Zielfunktion ist der Schlüssel für eine erfolgreiche Werkstoffauswahl
• Werkstoffauswahl unter Verwendung der Materialindizes bzw. der Materialeffizienz mit Hilfe von Werkstoff-schaubildern, den sogenannten Asbhy-Plots
• Softwarelösung: Cambridge Engineering Selector (CES)(Fa. Granata Design Ltd., Cambridge, GB) – greift auf viele Standardmaterialdatenbanken zurück, aber auch Datenbanken bezüglich Fertigung und Umweltkennwerte
65
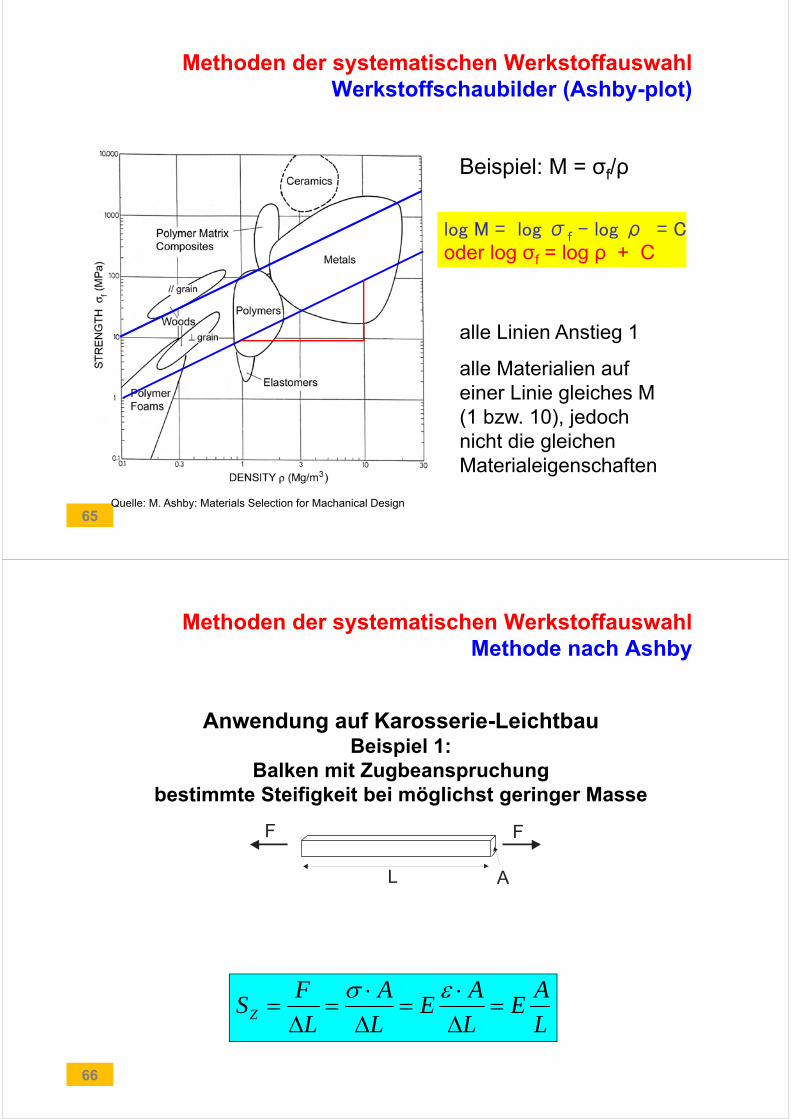
Methoden der systematischen WerkstoffauswahlWerkstoffschaubilder (Ashby-plot)
Beispiel: M = σf/ρ
log M = log σf – log ρ = Coder log σf = log ρ + C
alle Linien Anstieg 1
alle Materialien auf einer Linie gleiches M (1 bzw. 10), jedoch nicht die gleichen Materialeigenschaften
Quelle: M. Ashby: Materials Selection for Machanical Design
66
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
F
L
F
A
L
AE
L
AE
L
A
L
FSZ
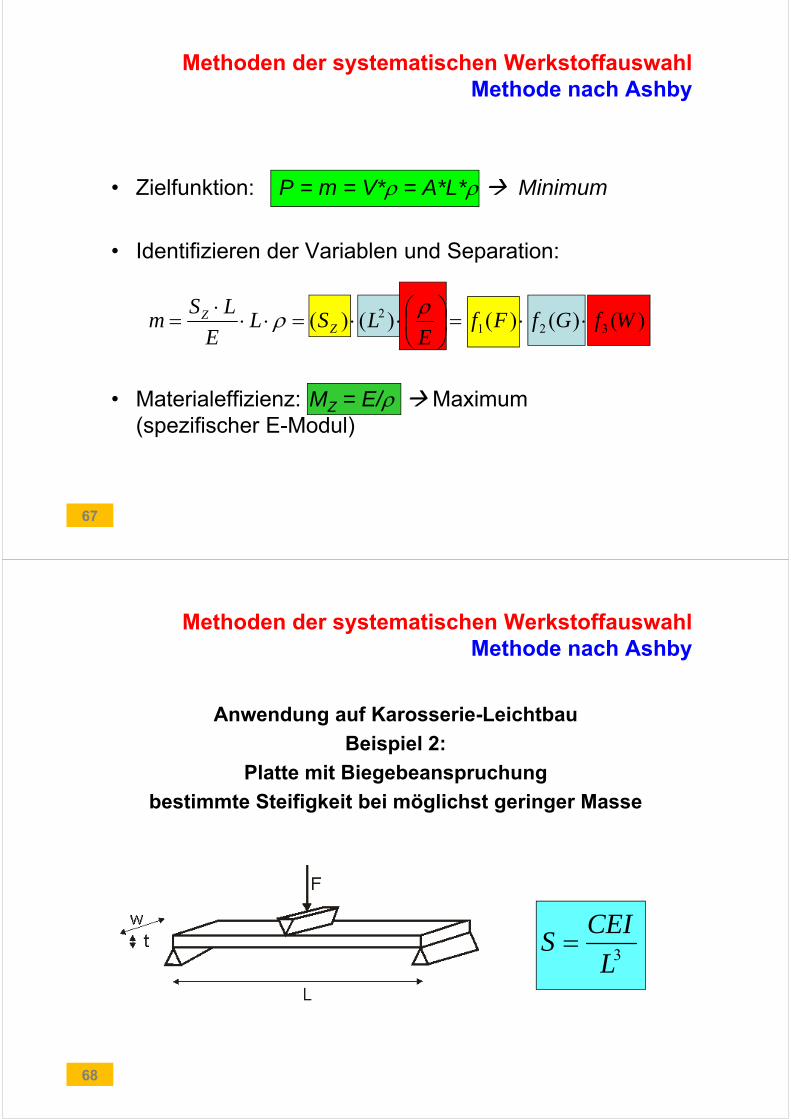
Anwendung auf Karosserie-LeichtbauBeispiel 1:
Balken mit Zugbeanspruchung bestimmte Steifigkeit bei möglichst geringer Masse
67
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
)()()()()( 3212 WfGfFf
ELSL
E
LSm Z
Z
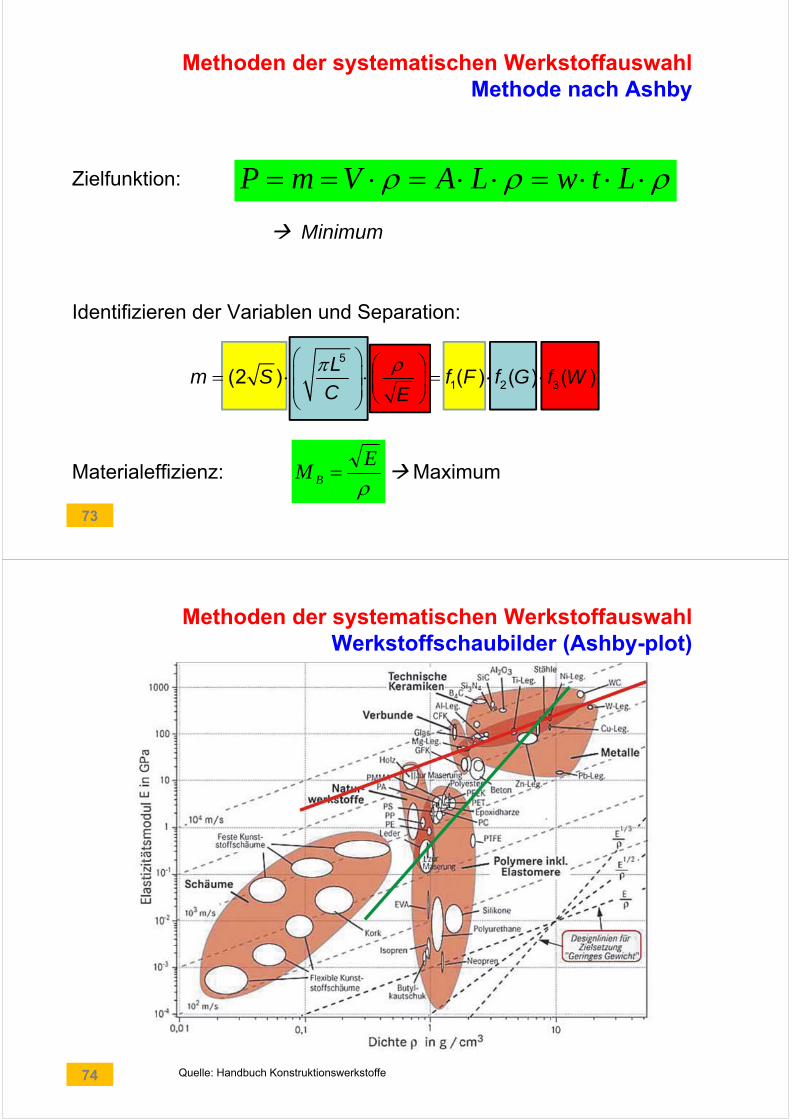
• Zielfunktion: P = m = V* = A*L* Minimum
• Identifizieren der Variablen und Separation:
• Materialeffizienz: MZ = E/ Maximum (spezifischer E-Modul)
68
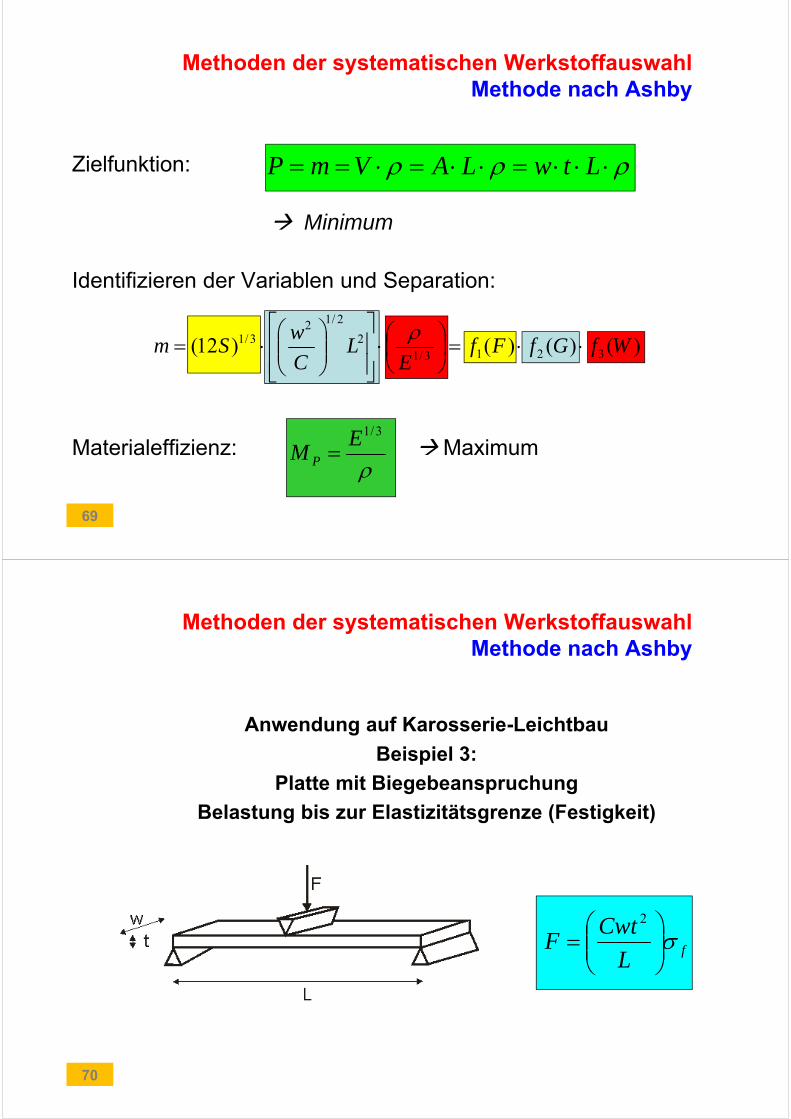
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
Anwendung auf Karosserie-Leichtbau
Beispiel 2:
Platte mit Biegebeanspruchung
bestimmte Steifigkeit bei möglichst geringer Masse
3L
CEIS
69
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
LtwLAVmPZielfunktion:
Minimum
Identifizieren der Variablen und Separation:
Materialeffizienz: Maximum
)()()()12( 3213/12
2/123/1 WfGfFf
EL
C
wSm
3/1EM P
70
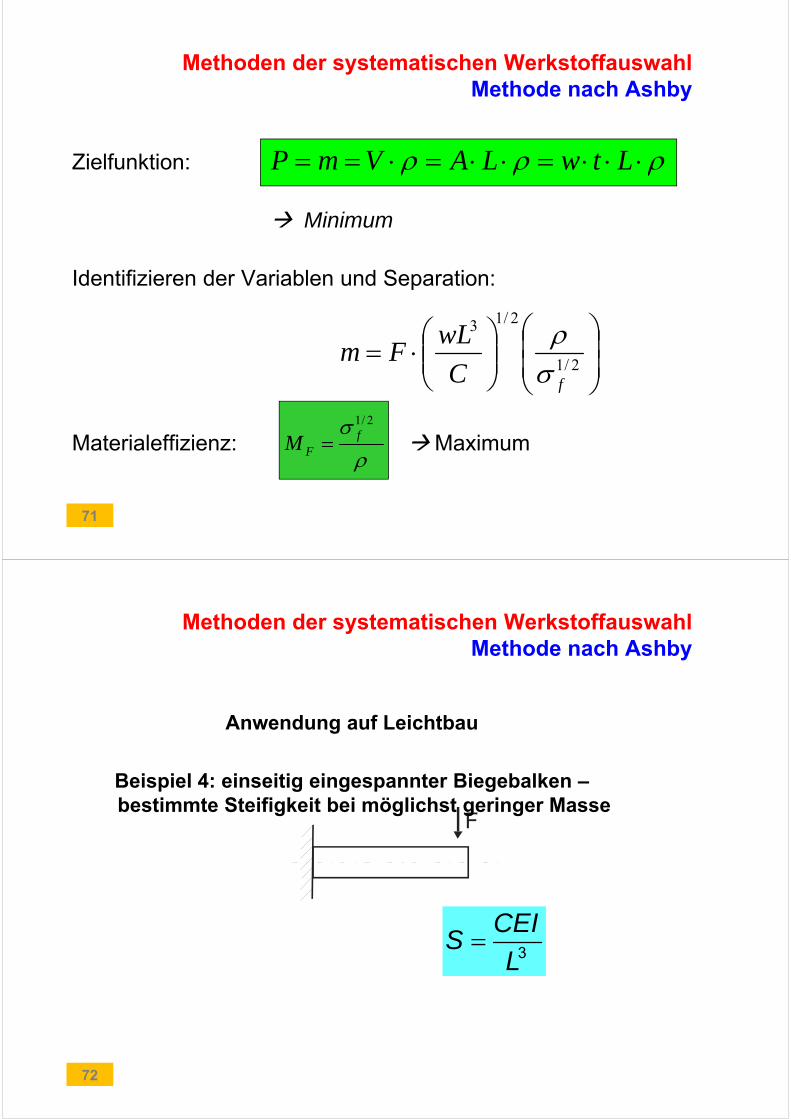
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
fL
CwtF
2
Anwendung auf Karosserie-Leichtbau
Beispiel 3:
Platte mit Biegebeanspruchung
Belastung bis zur Elastizitätsgrenze (Festigkeit)
71
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
LtwLAVmPZielfunktion:
Minimum
Identifizieren der Variablen und Separation:
Materialeffizienz: Maximum
2/1
2/13
fC
wLFm
2/1
fFM
72
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
F
Anwendung auf Leichtbau
Beispiel 4: einseitig eingespannter Biegebalken –bestimmte Steifigkeit bei möglichst geringer Masse
3
CEIS
L
73
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
LtwLAVmPZielfunktion:
Minimum
Identifizieren der Variablen und Separation:
Materialeffizienz: MaximumE
M B
5
1 2 3(2 ) ( ) ( ) ( )L
m S f F f G f WC E
74
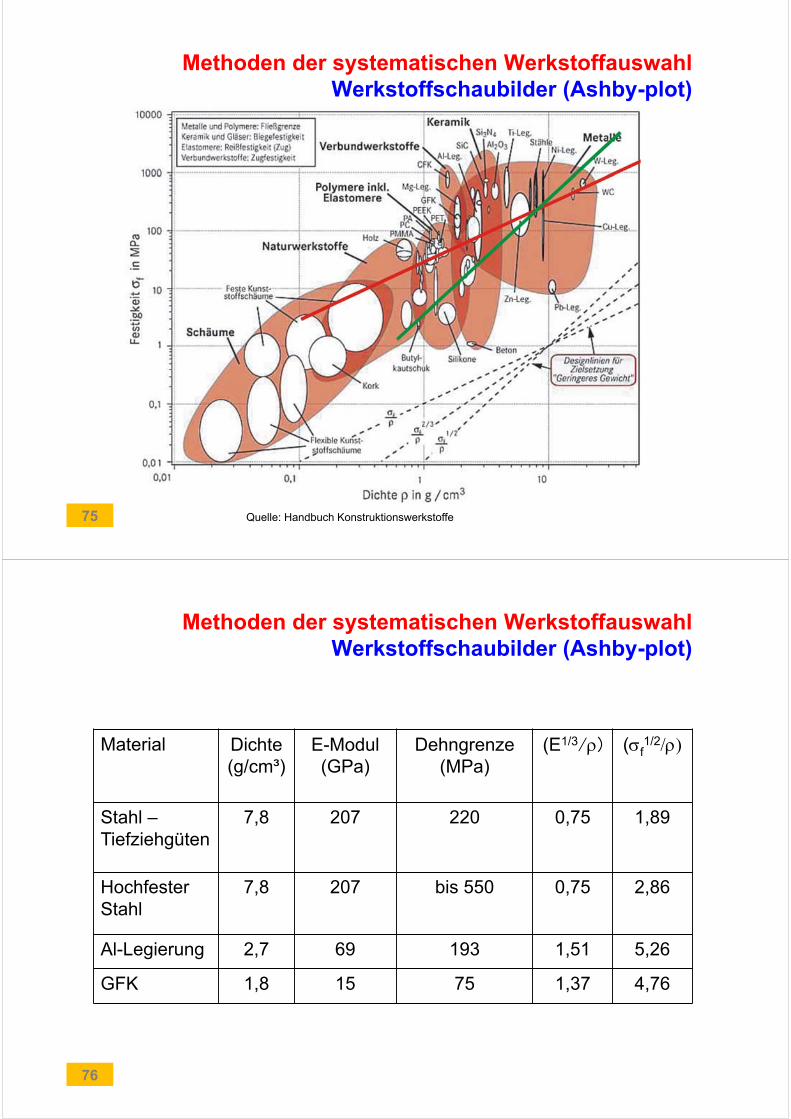
Methoden der systematischen WerkstoffauswahlWerkstoffschaubilder (Ashby-plot)
Quelle: Handbuch Konstruktionswerkstoffe
75
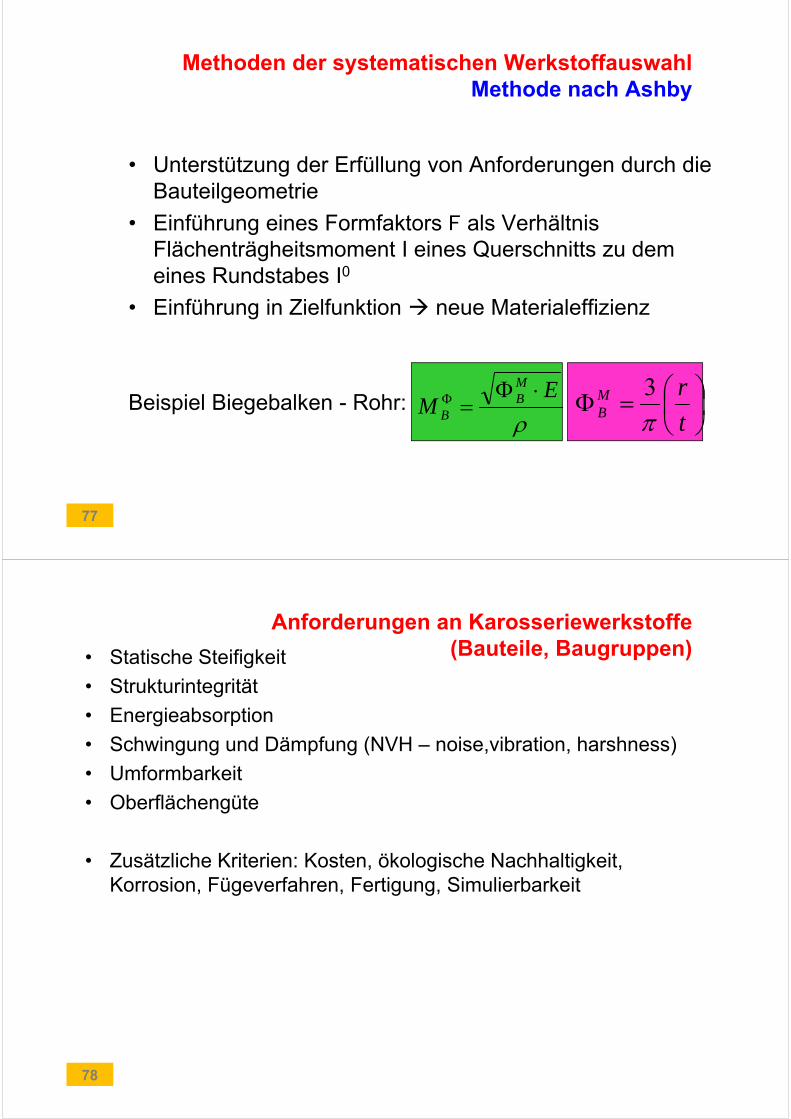
Methoden der systematischen WerkstoffauswahlWerkstoffschaubilder (Ashby-plot)
Quelle: Handbuch Konstruktionswerkstoffe
76
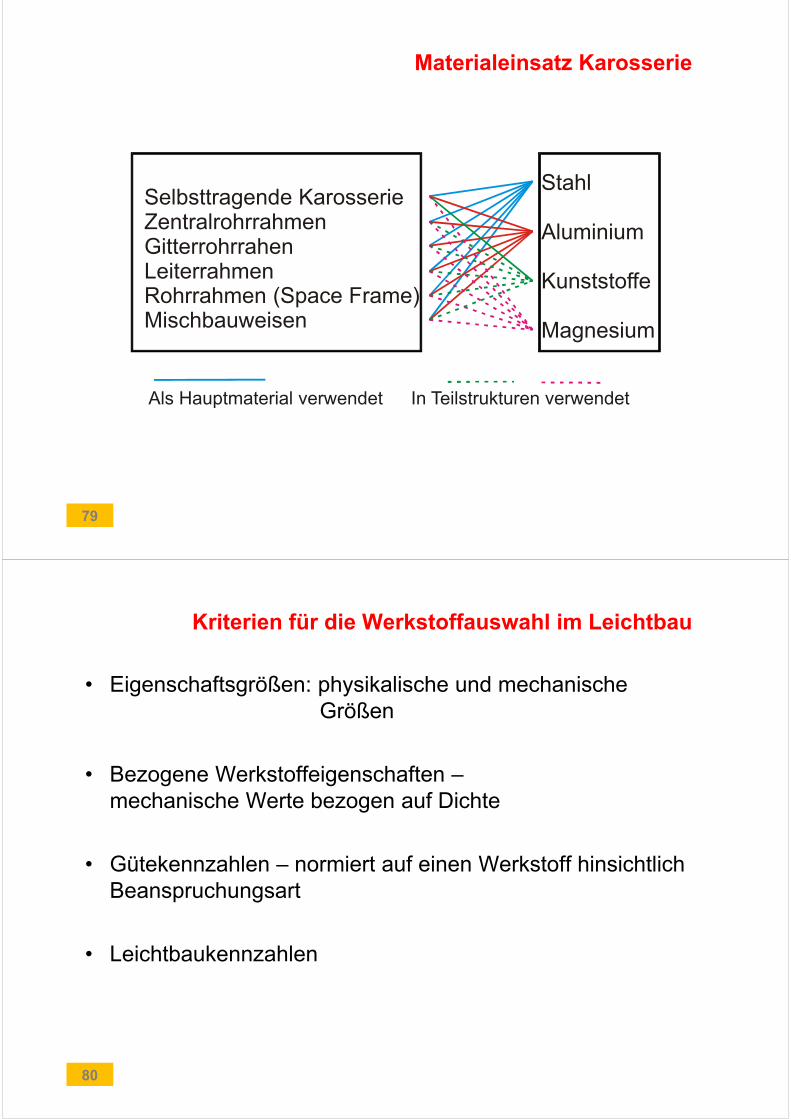
Methoden der systematischen WerkstoffauswahlWerkstoffschaubilder (Ashby-plot)
Material Dichte(g/cm³)
E-Modul(GPa)
Dehngrenze(MPa)
(E1/3/) (f1/2
Stahl –Tiefziehgüten
7,8 207 220 0,75 1,89
Hochfester Stahl
7,8 207 bis 550 0,75 2,86
Al-Legierung 2,7 69 193 1,51 5,26
GFK 1,8 15 75 1,37 4,76
77
Methoden der systematischen WerkstoffauswahlMethode nach Ashby
E
MMB
B
• Unterstützung der Erfüllung von Anforderungen durch die Bauteilgeometrie
• Einführung eines Formfaktors F als Verhältnis Flächenträgheitsmoment I eines Querschnitts zu dem eines Rundstabes I0
• Einführung in Zielfunktion neue Materialeffizienz
Beispiel Biegebalken - Rohr:
t
rMB
3
78
Anforderungen an Karosseriewerkstoffe(Bauteile, Baugruppen)• Statische Steifigkeit
• Strukturintegrität
• Energieabsorption
• Schwingung und Dämpfung (NVH – noise,vibration, harshness)
• Umformbarkeit
• Oberflächengüte
• Zusätzliche Kriterien: Kosten, ökologische Nachhaltigkeit, Korrosion, Fügeverfahren, Fertigung, Simulierbarkeit
79
Materialeinsatz Karosserie
Selbsttragende KarosserieZentralrohrrahmenGitterrohrrahenLeiterrahmenRohrrahmen (Space Frame)Mischbauweisen
Stahl
Aluminium
Kunststoffe
Magnesium
Als Hauptmaterial verwendet In Teilstrukturen verwendet
80
Kriterien für die Werkstoffauswahl im Leichtbau
• Eigenschaftsgrößen: physikalische und mechanischeGrößen
• Bezogene Werkstoffeigenschaften –mechanische Werte bezogen auf Dichte
• Gütekennzahlen – normiert auf einen Werkstoff hinsichtlich Beanspruchungsart
• Leichtbaukennzahlen
81
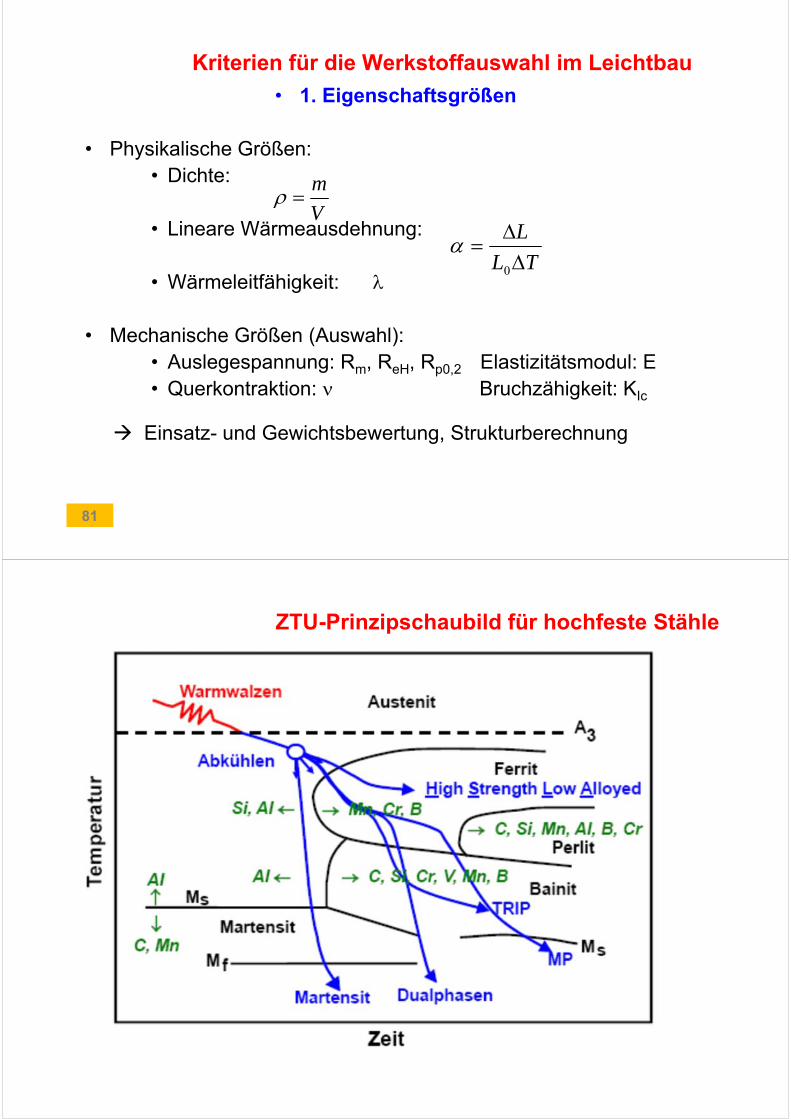
Kriterien für die Werkstoffauswahl im Leichtbau
• 1. Eigenschaftsgrößen
• Physikalische Größen:• Dichte:
• Lineare Wärmeausdehnung:
• Wärmeleitfähigkeit:
• Mechanische Größen (Auswahl):• Auslegespannung: Rm, ReH, Rp0,2 Elastizitätsmodul: E • Querkontraktion: Bruchzähigkeit: KIc
Einsatz- und Gewichtsbewertung, Strukturberechnung
V
m
TL
L
0
ZTU-Prinzipschaubild für hochfeste Stähle
83
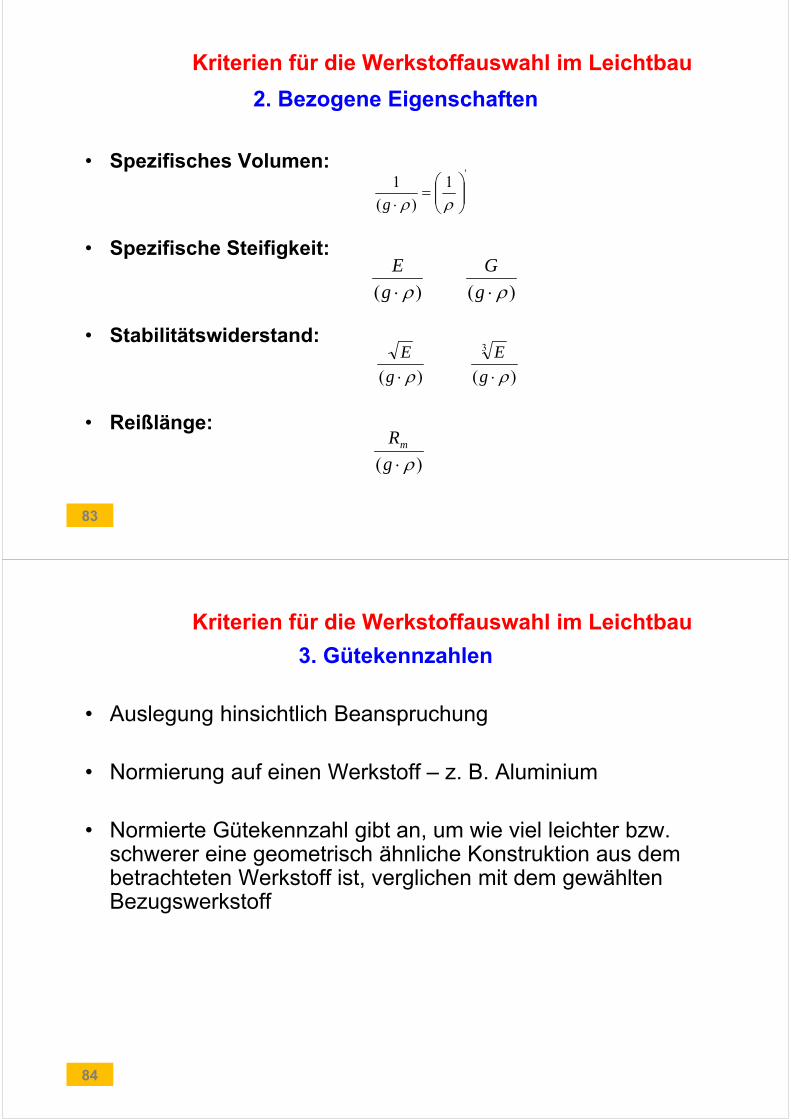
Kriterien für die Werkstoffauswahl im Leichtbau
2. Bezogene Eigenschaften
• Spezifisches Volumen:
• Spezifische Steifigkeit:
• Stabilitätswiderstand:
• Reißlänge:
'1
)(
1
g
)( g
E
)( g
G
)( g
E
)(
3
g
E
)( g
Rm
84
Kriterien für die Werkstoffauswahl im Leichtbau
3. Gütekennzahlen
• Auslegung hinsichtlich Beanspruchung
• Normierung auf einen Werkstoff – z. B. Aluminium
• Normierte Gütekennzahl gibt an, um wie viel leichter bzw. schwerer eine geometrisch ähnliche Konstruktion aus dem betrachteten Werkstoff ist, verglichen mit dem gewählten Bezugswerkstoff
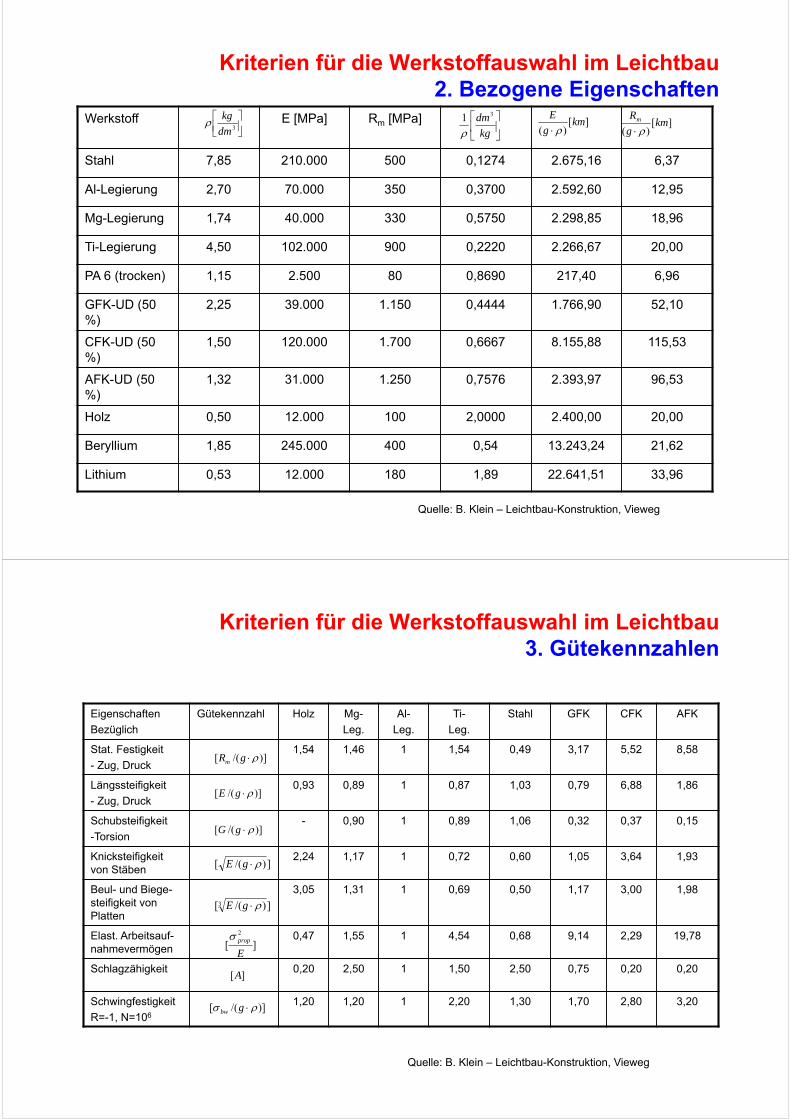
Kriterien für die Werkstoffauswahl im Leichtbau2. Bezogene Eigenschaften
Werkstoff E [MPa] Rm [MPa]
Stahl 7,85 210.000 500 0,1274 2.675,16 6,37
Al-Legierung 2,70 70.000 350 0,3700 2.592,60 12,95
Mg-Legierung 1,74 40.000 330 0,5750 2.298,85 18,96
Ti-Legierung 4,50 102.000 900 0,2220 2.266,67 20,00
PA 6 (trocken) 1,15 2.500 80 0,8690 217,40 6,96
GFK-UD (50 %)
2,25 39.000 1.150 0,4444 1.766,90 52,10
CFK-UD (50 %)
1,50 120.000 1.700 0,6667 8.155,88 115,53
AFK-UD (50 %)
1,32 31.000 1.250 0,7576 2.393,97 96,53
Holz 0,50 12.000 100 2,0000 2.400,00 20,00
Beryllium 1,85 245.000 400 0,54 13.243,24 21,62
Lithium 0,53 12.000 180 1,89 22.641,51 33,96
Quelle: B. Klein – Leichtbau-Konstruktion, Vieweg
3dm
kg
kg
dm31
][
)(km
g
E
][
)(km
g
Rm
Kriterien für die Werkstoffauswahl im Leichtbau3. Gütekennzahlen
Eigenschaften
Bezüglich
Gütekennzahl Holz Mg-
Leg.
Al-
Leg.
Ti-
Leg.
Stahl GFK CFK AFK
Stat. Festigkeit
- Zug, Druck
1,54 1,46 1 1,54 0,49 3,17 5,52 8,58
Längssteifigkeit
- Zug, Druck
0,93 0,89 1 0,87 1,03 0,79 6,88 1,86
Schubsteifigkeit
-Torsion
- 0,90 1 0,89 1,06 0,32 0,37 0,15
Knicksteifigkeit von Stäben
2,24 1,17 1 0,72 0,60 1,05 3,64 1,93
Beul- und Biege-steifigkeit von Platten
3,05 1,31 1 0,69 0,50 1,17 3,00 1,98
Elast. Arbeitsauf-nahmevermögen
0,47 1,55 1 4,54 0,68 9,14 2,29 19,78
Schlagzähigkeit 0,20 2,50 1 1,50 2,50 0,75 0,20 0,20
Schwingfestigkeit
R=-1, N=106
1,20 1,20 1 2,20 1,30 1,70 2,80 3,20
)]/([ gRm
)]/([ gE
)]/([ gG
])/([ gE
])/([3 gE
][2
Eprop
][A
)]/([ gbw
Quelle: B. Klein – Leichtbau-Konstruktion, Vieweg
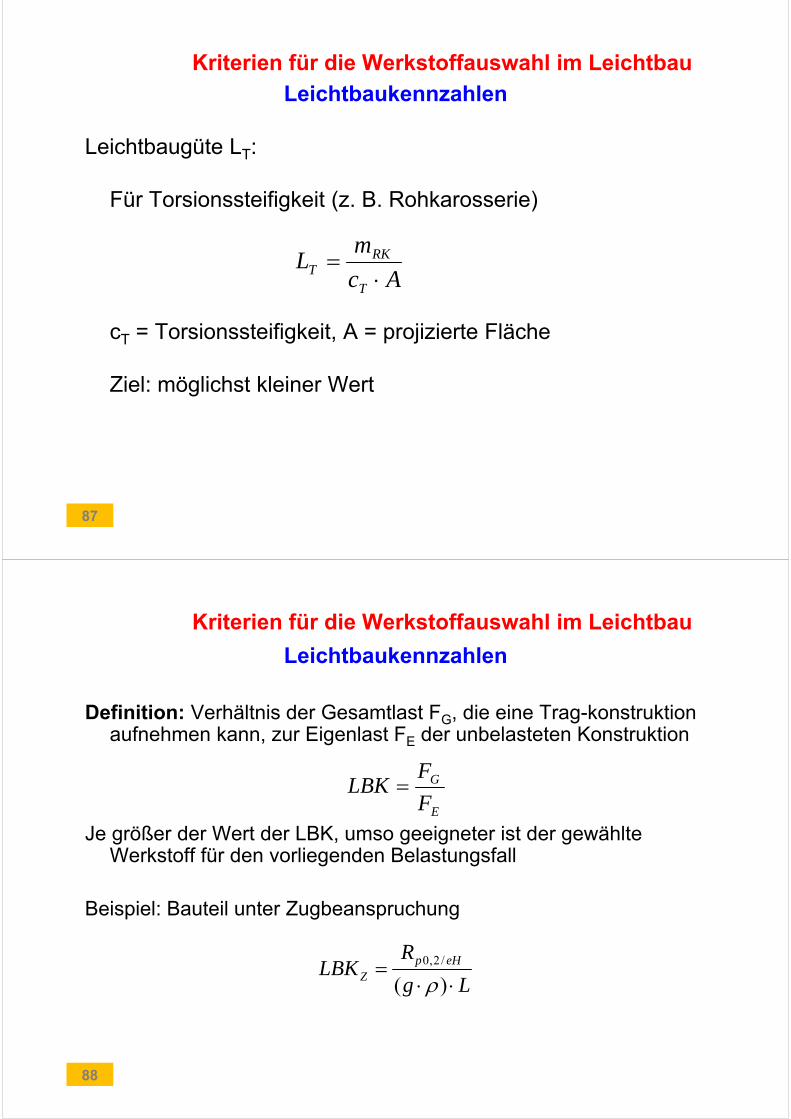
87
Kriterien für die Werkstoffauswahl im Leichtbau
Leichtbaukennzahlen
Leichtbaugüte LT:
Für Torsionssteifigkeit (z. B. Rohkarosserie)
cT = Torsionssteifigkeit, A = projizierte Fläche
Ziel: möglichst kleiner Wert
Ac
mL
T
RKT
88
Kriterien für die Werkstoffauswahl im Leichtbau
Leichtbaukennzahlen
Definition: Verhältnis der Gesamtlast FG, die eine Trag-konstruktion aufnehmen kann, zur Eigenlast FE der unbelasteten Konstruktion
Je größer der Wert der LBK, umso geeigneter ist der gewählte Werkstoff für den vorliegenden Belastungsfall
Beispiel: Bauteil unter Zugbeanspruchung
E
G
F
FLBK
Lg
RLBK eHp
Z
)(/2,0
89
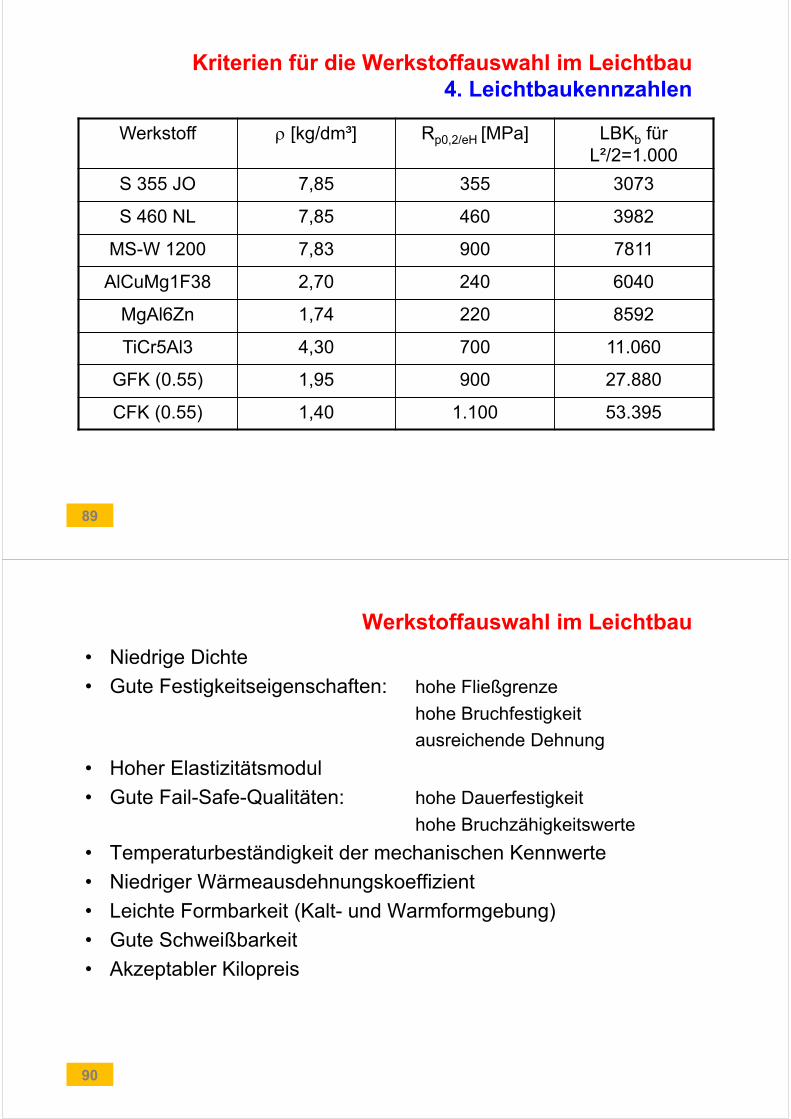
Kriterien für die Werkstoffauswahl im Leichtbau4. Leichtbaukennzahlen
Werkstoff [kg/dm³] Rp0,2/eH [MPa] LBKb für L²/2=1.000
S 355 JO 7,85 355 3073
S 460 NL 7,85 460 3982
MS-W 1200 7,83 900 7811
AlCuMg1F38 2,70 240 6040
MgAl6Zn 1,74 220 8592
TiCr5Al3 4,30 700 11.060
GFK (0.55) 1,95 900 27.880
CFK (0.55) 1,40 1.100 53.395
90
Werkstoffauswahl im Leichtbau
• Niedrige Dichte
• Gute Festigkeitseigenschaften: hohe Fließgrenze
hohe Bruchfestigkeit
ausreichende Dehnung
• Hoher Elastizitätsmodul
• Gute Fail-Safe-Qualitäten: hohe Dauerfestigkeit
hohe Bruchzähigkeitswerte
• Temperaturbeständigkeit der mechanischen Kennwerte
• Niedriger Wärmeausdehnungskoeffizient
• Leichte Formbarkeit (Kalt- und Warmformgebung)
• Gute Schweißbarkeit
• Akzeptabler Kilopreis
91
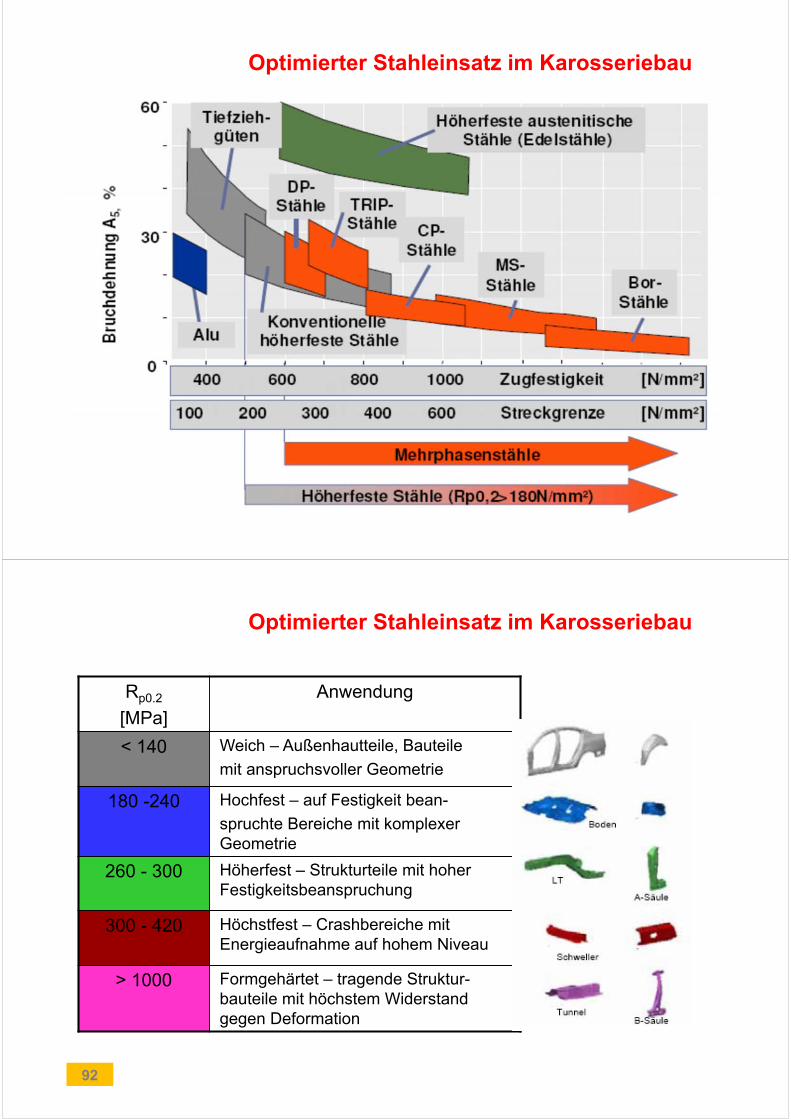
Optimierter Stahleinsatz im Karosseriebau
92
Optimierter Stahleinsatz im Karosseriebau
Rp0.2
[MPa]
Anwendung
< 140 Weich – Außenhautteile, Bauteile
mit anspruchsvoller Geometrie
180 -240 Hochfest – auf Festigkeit bean-
spruchte Bereiche mit komplexer Geometrie
260 - 300 Höherfest – Strukturteile mit hoher Festigkeitsbeanspruchung
300 - 420 Höchstfest – Crashbereiche mit Energieaufnahme auf hohem Niveau
> 1000 Formgehärtet – tragende Struktur-bauteile mit höchstem Widerstand gegen Deformation
94
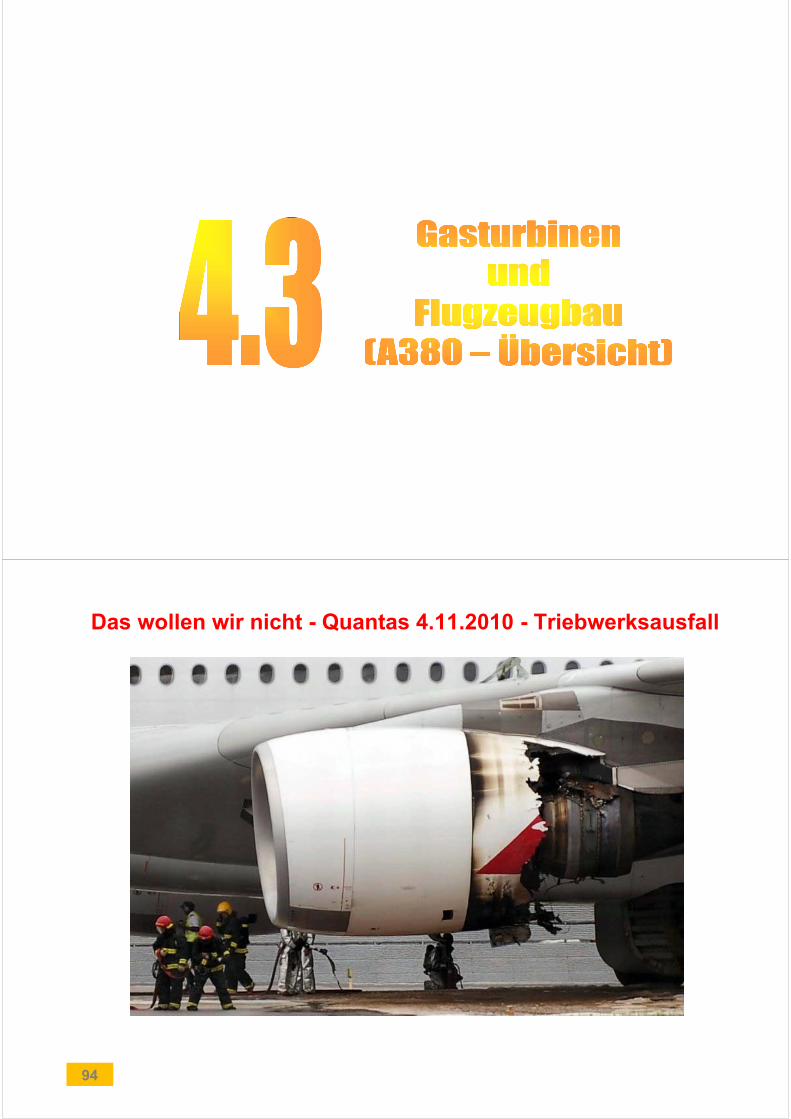
Das wollen wir nicht - Quantas 4.11.2010 - Triebwerksausfall
95
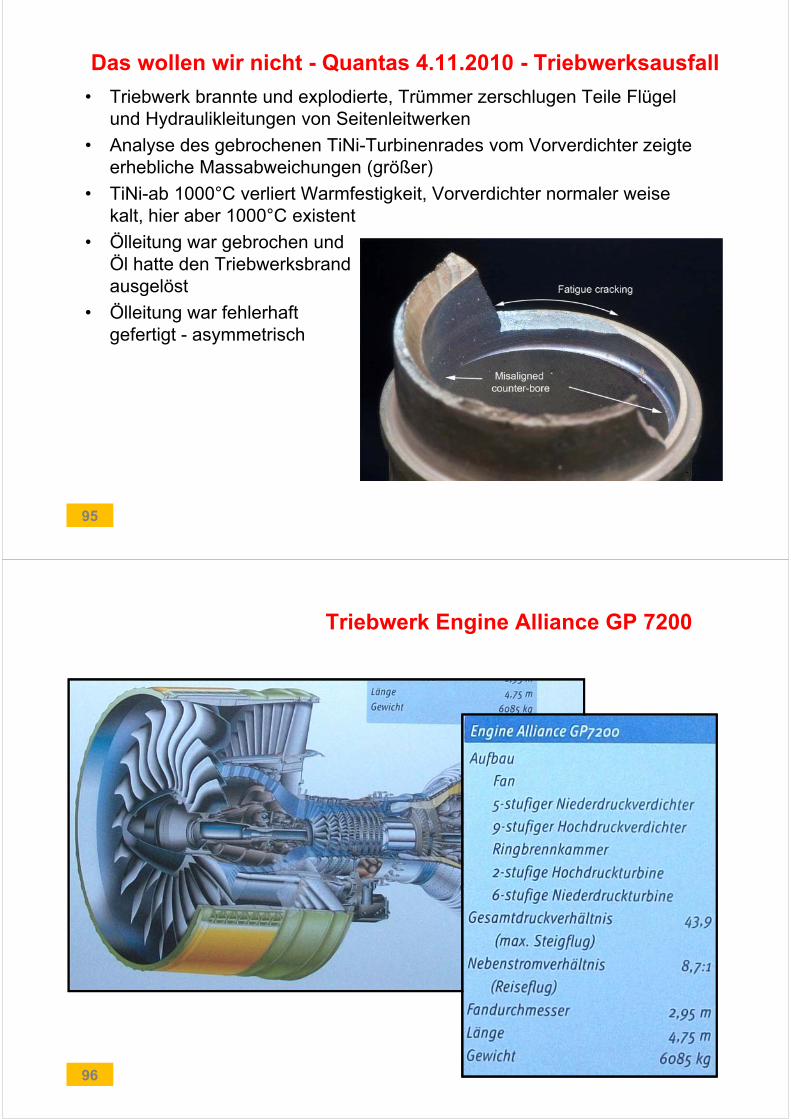
Das wollen wir nicht - Quantas 4.11.2010 - Triebwerksausfall
• Triebwerk brannte und explodierte, Trümmer zerschlugen Teile Flügel und Hydraulikleitungen von Seitenleitwerken
• Analyse des gebrochenen TiNi-Turbinenrades vom Vorverdichter zeigte erhebliche Massabweichungen (größer)
• TiNi-ab 1000°C verliert Warmfestigkeit, Vorverdichter normaler weise kalt, hier aber 1000°C existent
• Ölleitung war gebrochen und Öl hatte den Triebwerksbrand ausgelöst
• Ölleitung war fehlerhaft gefertigt - asymmetrisch
96
Triebwerk Engine Alliance GP 7200
97
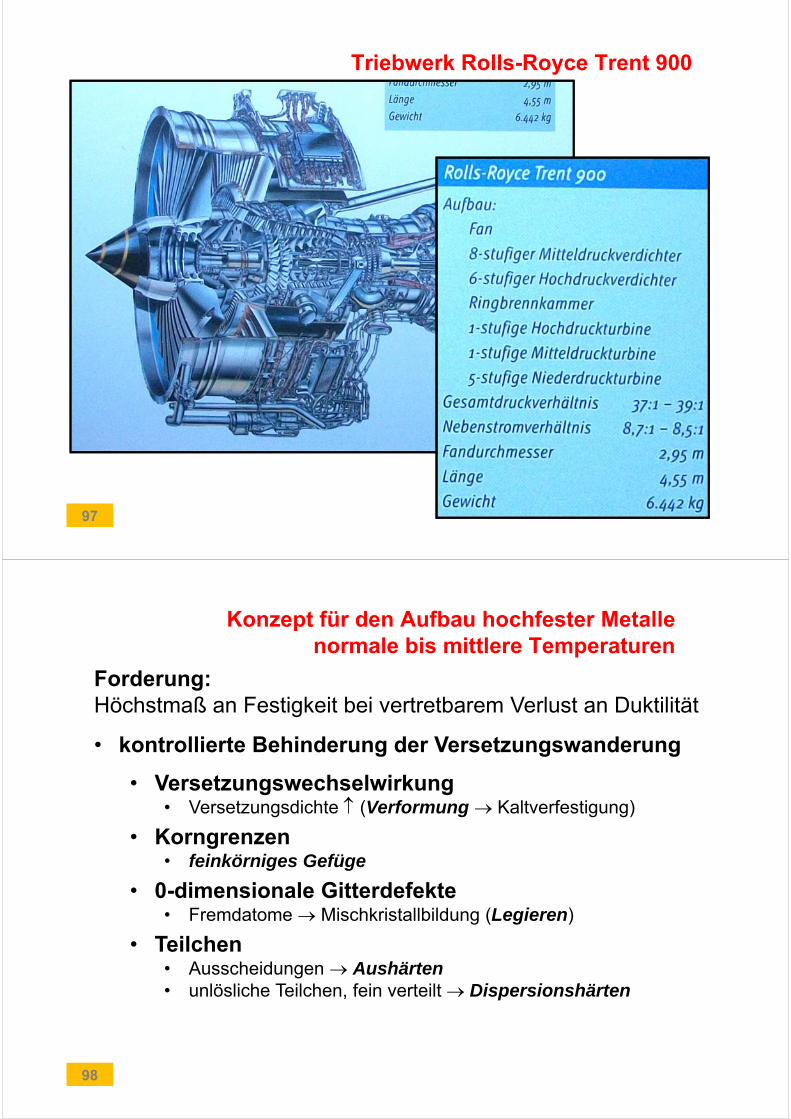
Triebwerk Rolls-Royce Trent 900
98
Konzept für den Aufbau hochfester Metallenormale bis mittlere Temperaturen
Forderung:Höchstmaß an Festigkeit bei vertretbarem Verlust an Duktilität
• kontrollierte Behinderung der Versetzungswanderung
• Versetzungswechselwirkung• Versetzungsdichte (Verformung Kaltverfestigung)
• Korngrenzen• feinkörniges Gefüge
• 0-dimensionale Gitterdefekte• Fremdatome Mischkristallbildung (Legieren)
• Teilchen• Ausscheidungen Aushärten• unlösliche Teilchen, fein verteilt Dispersionshärten
99
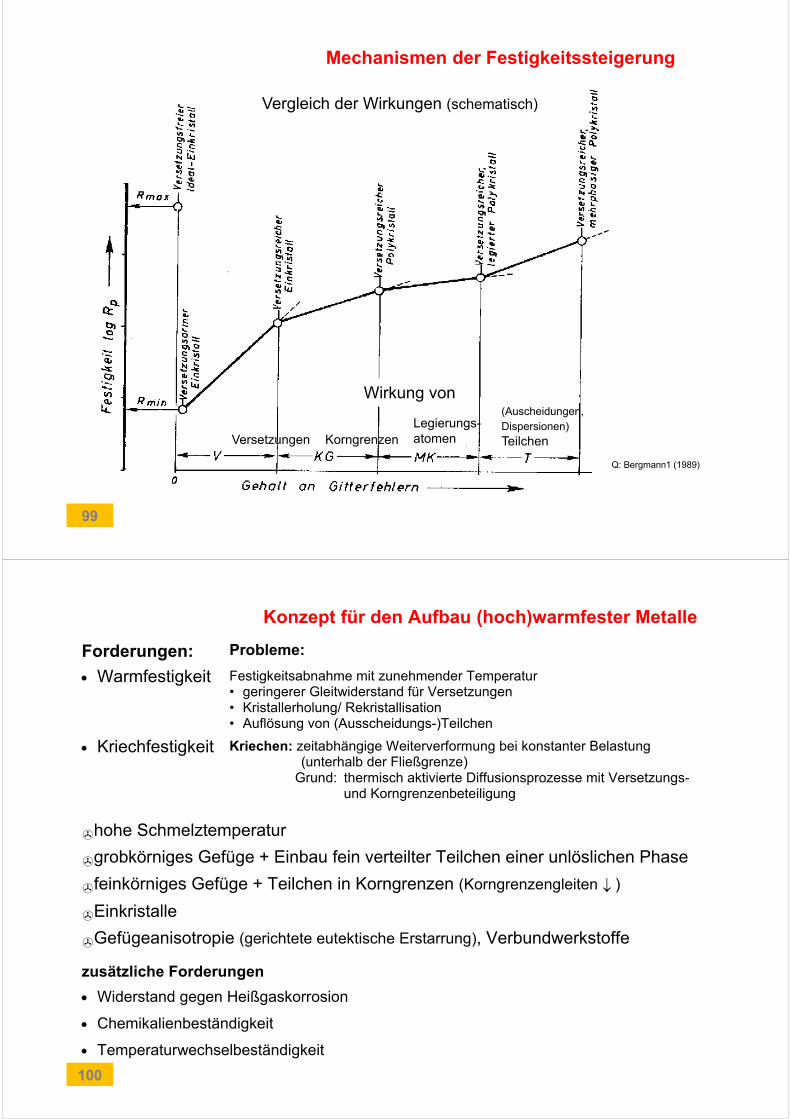
Mechanismen der Festigkeitssteigerung
Vergleich der Wirkungen (schematisch)
Q: Bergmann1 (1989)
Wirkung von
Versetzungen KorngrenzenLegierungs-atomen
(Auscheidungen, Dispersionen)
Teilchen
100
Konzept für den Aufbau (hoch)warmfester Metalle
Forderungen: Probleme:
Warmfestigkeit Festigkeitsabnahme mit zunehmender Temperatur• geringerer Gleitwiderstand für Versetzungen• Kristallerholung/ Rekristallisation• Auflösung von (Ausscheidungs-)Teilchen
Kriechfestigkeit Kriechen: zeitabhängige Weiterverformung bei konstanter Belastung(unterhalb der Fließgrenze)
Grund: thermisch aktivierte Diffusionsprozesse mit Versetzungs-und Korngrenzenbeteiligung
hohe Schmelztemperatur
grobkörniges Gefüge + Einbau fein verteilter Teilchen einer unlöslichen Phase
feinkörniges Gefüge + Teilchen in Korngrenzen (Korngrenzengleiten )
Einkristalle
Gefügeanisotropie (gerichtete eutektische Erstarrung), Verbundwerkstoffe
zusätzliche Forderungen
Widerstand gegen Heißgaskorrosion
Chemikalienbeständigkeit
Temperaturwechselbeständigkeit
101
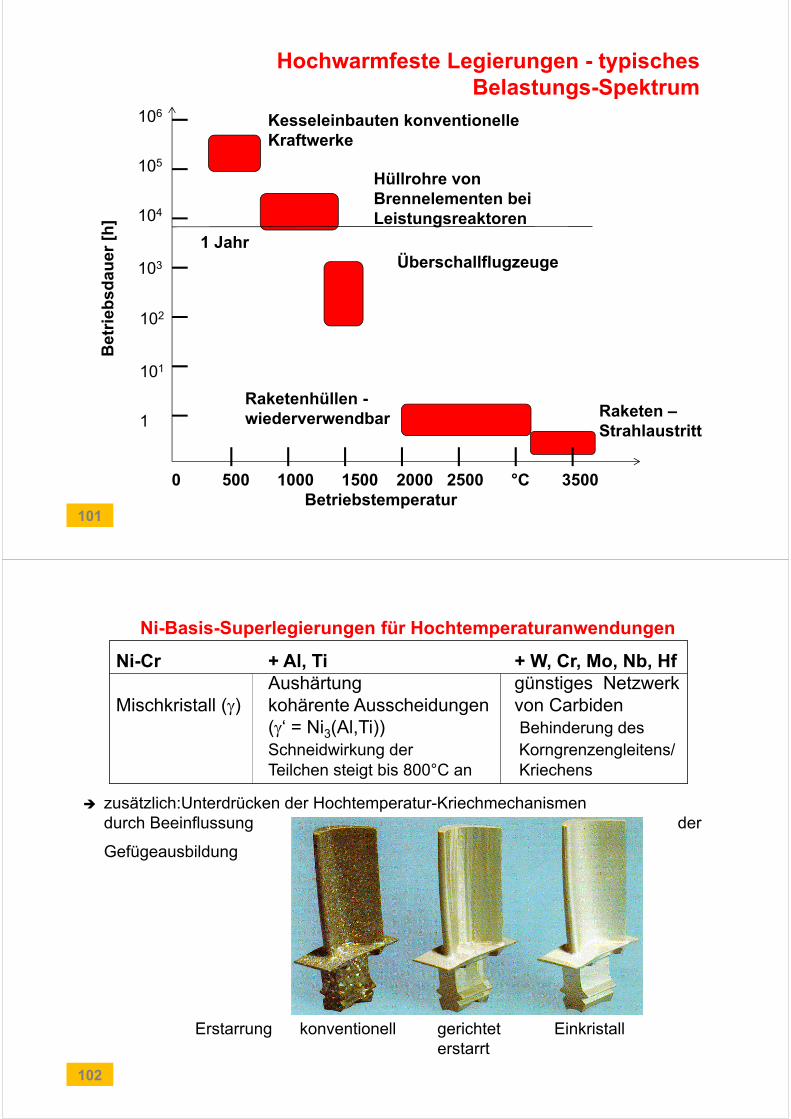
Hochwarmfeste Legierungen - typisches Belastungs-Spektrum
Überschallflugzeuge
Raketenhüllen -wiederverwendbar Raketen –
Strahlaustritt
Kesseleinbauten konventionelle Kraftwerke
Hüllrohre von Brennelementen bei Leistungsreaktoren
0 500 1000 1500 2000 2500 °C 3500Betriebstemperatur
106
105
104
103
102
101
1
Bet
rieb
sdau
er [
h]
1 Jahr
102
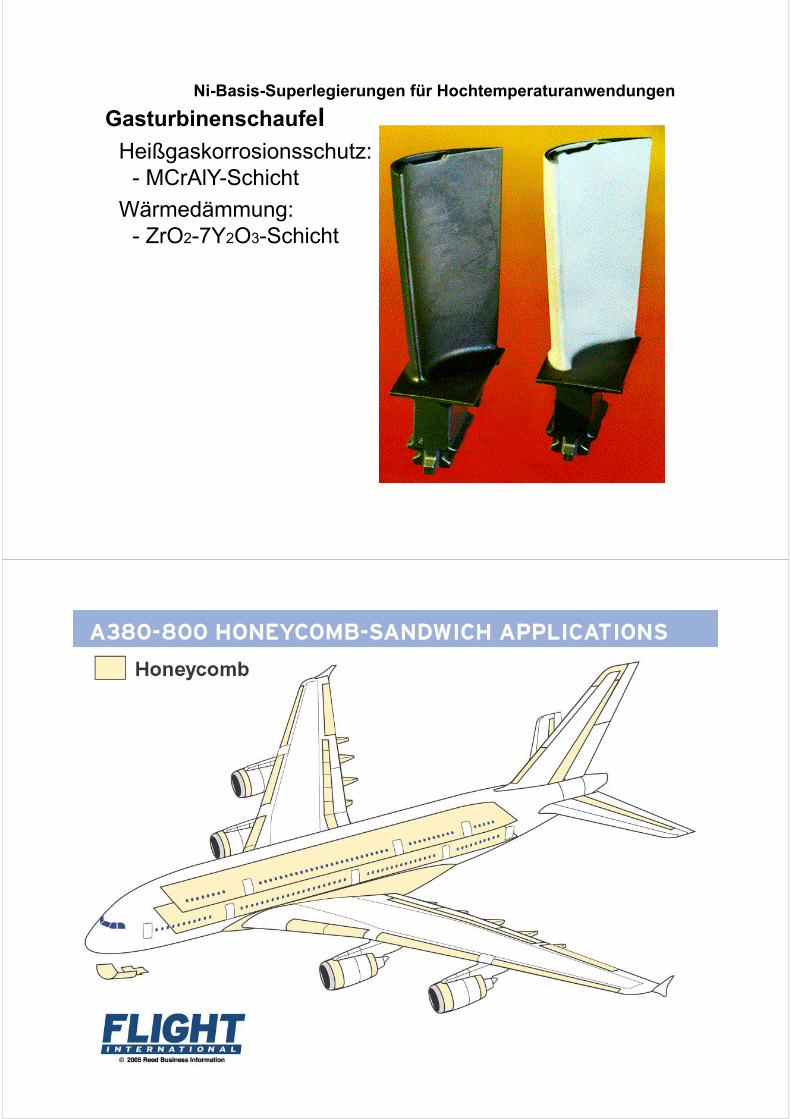
Erstarrung konventionell gerichtet Einkristallerstarrt
zusätzlich:Unterdrücken der Hochtemperatur-Kriechmechanismen durch Beeinflussung der
Gefügeausbildung
Ni-Basis-Superlegierungen für Hochtemperaturanwendungen
Ni-Cr + Al, Ti + W, Cr, Mo, Nb, Hf Aushärtung günstiges Netzwerk
Mischkristall () kohärente Ausscheidungen von Carbiden (‘ = Ni3(Al,Ti)) Behinderung des Schneidwirkung der Korngrenzengleitens/ Teilchen steigt bis 800°C an Kriechens
GasturbinenschaufelHeißgaskorrosionsschutz:
- MCrAlY-Schicht
Wärmedämmung:- ZrO2-7Y2O3-Schicht
Ni-Basis-Superlegierungen für Hochtemperaturanwendungen