
1 Reparaturleitfaden Deutsch PKW VOC - XENTRY Portal · 1 Reparaturleitfaden Deutsch PKW VOC 1-1...
283
1 Reparaturleitfaden Deutsch PKW VOC 1-1 Garantielackiersysteme PKW 1-1-1 Garantielackiersysteme für Metalluntergründe 1-1-1-1 Lackiersystem für Ganz- und Teillackierungen 1-1-1-2 entfällt 1-1-1-3 entfällt 1-1-1-4 Lackiersystem für mattlackierte Fahrzeuge 1-1-2 Garantielackiersysteme für Kunststoffuntergründe 1-1-2-1 Lackierung von Kunststoffuntergründen (2-schichtig) 1-1-2-2 Lackierung von Kunststoffuntergründen (3-schichtig) 1-2 Modellspezifische Empfehlungen 1-2-1 Lackierung der Mercedes-Benz A-Klasse (W168/169) und B-Klasse (W245) 1-2-2 Lackierung des Mercedes-Benz SLR 1-2-3 Lackierung des Maybach Typ 240 1-2-4 Lackierung des smart city bis Baujahr 12/2012 1-2-5 Magno-Farbtöne 1-2-6 Alubeam 047 1-2-7 Bright Farbtöne 1-2-8 Rationelle Oberflächenaufbereitung bei Leichtmetallrädern 1-3 Zeitwertgerechte Lackiersysteme 1-3-1 UV-Lackiersystem für kleine Flächen 1-3-2 Speed Repair System für kleine Lackschäden 2 Zusätzliche Informationen 2-1 Infrarot-Trocknung 2-2 Umrechnungstabelle 2-3 Theoretische Ergiebigkeit 2-4 Piktogramme 2-5 Messstäbe 2-6 Mattierung von HS Klarlacken 2-7 Temperaturtabelle HS und VHS Härter 3 Produktmerkblätter Mercedes-Benz PKW-Lackierung 3-1 Vormaterialien 3-1-1 Raderal Feinspachtel 0911 3-1-2 Raderal IR Premium Spachtel 2035 3-1-3 Raderal Füllgrund 3508 3-1-4 Priomat Wash Primer 4075 3-1-5 Priomat 1K Wash Primer 4085 3-1-6 Permasolid 2K UV Starlight Grundierfüller 9000 3-1-7 Priomat Elastic Haftgrund 3304 3-1-8 Permacron 1:1 Elastic Haftfüller 3300 3-1-9 Priomat Porenwischfüller 3311 3-1-10 Permasolid HS Premium Füller 5310 3-1-11 Permasolid HS Vario Füller 8590 grau 3-1-12 Permasolid EP Grundierfüller 4500 hellgrau 3-1-13 Permasolid HS Performance Füller 5320
Transcript of 1 Reparaturleitfaden Deutsch PKW VOC - XENTRY Portal · 1 Reparaturleitfaden Deutsch PKW VOC 1-1...
1 Reparaturleitfaden Deutsch PKW VOC
1-1 Garantielackiersysteme PKW
1-1-1 Garantielackiersysteme für Metalluntergründe1-1-1-1 Lackiersystem für Ganz- und Teillackierungen1-1-1-2 entfällt1-1-1-3 entfällt1-1-1-4 Lackiersystem für mattlackierte Fahrzeuge
1-1-2 Garantielackiersysteme für Kunststoffuntergründe1-1-2-1 Lackierung von Kunststoffuntergründen (2-schichtig)1-1-2-2 Lackierung von Kunststoffuntergründen (3-schichtig)
1-2 Modellspezifische Empfehlungen1-2-1 Lackierung der Mercedes-Benz A-Klasse (W168/169) und B-Klasse (W245)1-2-2 Lackierung des Mercedes-Benz SLR1-2-3 Lackierung des Maybach Typ 2401-2-4 Lackierung des smart city bis Baujahr 12/20121-2-5 Magno-Farbtöne1-2-6 Alubeam 0471-2-7 Bright Farbtöne1-2-8 Rationelle Oberflächenaufbereitung bei Leichtmetallrädern
1-3 Zeitwertgerechte Lackiersysteme 1-3-1 UV-Lackiersystem für kleine Flächen1-3-2 Speed Repair System für kleine Lackschäden
2 Zusätzliche Informationen
2-1 Infrarot-Trocknung2-2 Umrechnungstabelle2-3 Theoretische Ergiebigkeit2-4 Piktogramme2-5 Messstäbe2-6 Mattierung von HS Klarlacken2-7 Temperaturtabelle HS und VHS Härter
3 Produktmerkblätter Mercedes-Benz PKW-Lackierung
3-1 Vormaterialien3-1-1 Raderal Feinspachtel 0911 3-1-2 Raderal IR Premium Spachtel 20353-1-3 Raderal Füllgrund 35083-1-4 Priomat Wash Primer 4075 3-1-5 Priomat 1K Wash Primer 4085 3-1-6 Permasolid 2K UV Starlight Grundierfüller 90003-1-7 Priomat Elastic Haftgrund 33043-1-8 Permacron 1:1 Elastic Haftfüller 33003-1-9 Priomat Porenwischfüller 33113-1-10 Permasolid HS Premium Füller 5310 3-1-11 Permasolid HS Vario Füller 8590 grau3-1-12 Permasolid EP Grundierfüller 4500 hellgrau3-1-13 Permasolid HS Performance Füller 5320
3-2 Decklacke3-2-1 Permasolid HS Autolack 2753-2-2 Permahyd Basislack 2803-2-3 Permahyd Perlmutt Basislack 2853-2-4 Permahyd Hi-TEC Basislack 4803-2-5 Beispritzsystem für Permahyd Hi-TEC Basislack 480 (2-Schicht Farbtöne)3-2-6 Beispritzsystem für Permahyd Hi-TEC Basislack 480 (3-Schicht Farbtöne)3-2-7 Allgemeine Verarbeitungshinweise für wasserverdünnbare Produkte
3-3 Klarlacke3-3-1 Permasolid HS Klarlack 80303-3-2 Permasolid HS Klarlack 80353-3-3 Permasolid HS Diamant Klarlack 84503-3-4 Permasolid HS Klarlack 80553-3-5 Permasolid HS Optimum Plus Klarlack 8650
3-4 Sonstiges3-4-1 Permasolid VHS Härter 3220 kurz3-4-2 Permasolid VHS Härter 32253-4-3 Permasolid VHS Härter 3230 lang3-4-4 Permasolid VHS Härter 3240 extra lang3-4-5 Permasolid HS Härter 3307 extra kurz3-4-6 Permasolid HS Härter 3309 kurz3-4-7 Permasolid HS Härter 33103-4-8 Permasolid HS Härter 3312 lang3-4-9 Permasolid HS Härter 3315 extra lang3-4-10 Permacron Verdünnung 33803-4-11 Permacron Verdünnung 3385 lang3-4-12 Permacron Verdünnung 33643-4-13 Permacron Verdünnung 3365 lang3-4-14 Permacron Duraplus 85803-4-15 Permasolid Elastic Additiv 9050 3-4-16 Permasolid Matt Additiv MA 1103-4-17 Permahyd Beispritz Additiv 90053-4-18 Permacron Speed Blender 10363-4-19 Permaloid Silikon Entferner 7010 (Vorreinigung)3-4-20 Permaloid Silikon Entferner 7799 (Vorreinigung)3-4-21 Permahyd Silikon Entferner 7080
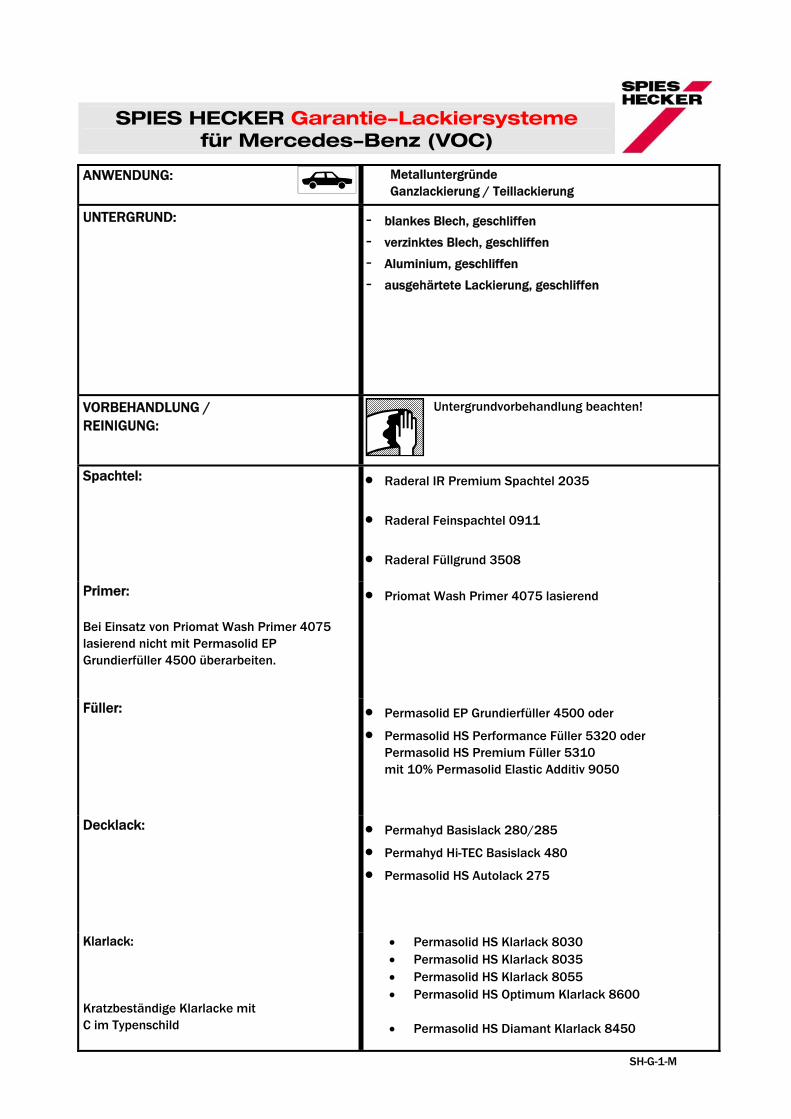
SPIES HECKER Garantie-Lackiersysteme
für Mercedes-Benz (VOC)
ANWENDUNG:
Metalluntergründe Ganzlackierung / Teillackierung
UNTERGRUND:
- blankes Blech, geschliffen
- verzinktes Blech, geschliffen
- Aluminium, geschliffen
- ausgehärtete Lackierung, geschliffen
VORBEHANDLUNG / REINIGUNG:
Untergrundvorbehandlung beachten!
Spachtel:
Raderal IR Premium Spachtel 2035
Raderal Feinspachtel 0911
Raderal Füllgrund 3508
Primer: Bei Einsatz von Priomat Wash Primer 4075 lasierend nicht mit Permasolid EP Grundierfüller 4500 überarbeiten.
Priomat Wash Primer 4075 lasierend
Füller:
Permasolid EP Grundierfüller 4500 oder
Permasolid HS Performance Füller 5320 oder Permasolid HS Premium Füller 5310 mit 10% Permasolid Elastic Additiv 9050
Decklack:
Permahyd Basislack 280/285
Permahyd Hi-TEC Basislack 480
Permasolid HS Autolack 275
Klarlack: Kratzbeständige Klarlacke mit C im Typenschild
Permasolid HS Klarlack 8030 Permasolid HS Klarlack 8035 Permasolid HS Klarlack 8055 Permasolid HS Optimum Klarlack 8600
Permasolid HS Diamant Klarlack 8450
SH-G-1-M
System Information.
Nur für den professionellen Gebrauch! System–Merkblatt Nr. DE / SYS 910.0 / 01
Reparatur-Lackiersystemfür mattlackierte Fahrzeugevon Mercedes-Benz.
Nachfolgend beschrieben wird das Reparatur-Lackiersystemfür die mit Magno-Farbtönen mattlackierten Fahrzeuge vonMercedes-Benz bestehend aus Metall (verzinkter Stahl, Aluminium)und Kunststoff.
111.04.2013
Anwendung. Metalluntergründe, Kunststoffe Teillackierung/ Ganzlackierung
Untergrund.
Geeignete Untergründe: 1. Stahl2.
3. Angeschliffene Werksgrundierung4.
5.
Vorbehandlung / Reinigung.
Anschließend anschleifen.
Freigegebene Produkte.
Spachtel: Raderal® Feinspachtel 0911Raderal® IR Premium Spachtel 2035Raderal® Füllgrund 3508
Grundierung / Grundierfüller: Priomat® 1:1 Elastic Haftfüller 3300Priomat® Elastic Haftgrund 3304 lasierendPriomat® Wash Primer 4075Priomat® 1K Wash Primer 4085Permasolid® EP Grundierfüller 4017 (Spray Max)Permasolid® EP Grundierfüller 4500
Füller: Permasolid® HS Premium Füller 5310Permasolid® HS Performance Füller 5320Permasolid® HS Vario Füller 8590
Elastifizierung: Permasolid® Elastic Additiv 9050(Für alle Permasolid® HS Füller bei Kunststoffteilen)
Decklack: Permahyd® Basislack 280/285Permahyd® Hi-TEC Basislack 480Permasolid® HS Klarlack 8030
Lackierung von mattlackierten Fahrzeugen mitMagno-Farbtönen
Gereinigte und geschliffene, galvanisch/elektrolytisch verzinkte Stahlbleche oder Weichaluminium
Gut angeschliffene Alt- bzw. Werkslackierung(ausgenommen thermoplastische Lackierung)Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit geeignetem Reinigungsmittel vor Überarbeitung für eine saubere und rückstandsfreie Oberfläche sorgen.
211.04.2013
Mattierung: Permasolid® Matt Komponente MA 110
Hinweis:
Permasolid® Matt Komponente MA 110Permasolid® HS Klarlack 8030
Mischungsverhältnis:
Siehe besondere Hinweise!
Hinweis:
4:1 volumenmäßig mit Permasolid® VHS Härter 3240 lang
Verdünnung: Permacron® Verdünnung 3385 lang
Verarbeitungszeit: Spritzfertige Einstellung 60 - 75 Minuten bei +20°C.
Permasolid® Matt Komponente MA 110 in der Dose gut aufrühren bzw. aufrütteln. Komponente A und B gründlichvermengen und erst unmittelbar vor Verarbeitung mit Härter und Verdünnung ansetzen. Die Verarbeitung der spritzfertigen Mischung sollte umgehend erfolgen. Steht die Mischung längere Zeit (15min.) im Mischbecher bzw. Pistolenbecher, sollte diese vor weiterer Benutzung unbedingt erneut aufgerührt werden. (Absetzverhalten)
Die Verarbeitung der einzelnen Produkte ist der jeweiligen Anwendungstechnischen Information zu entnehmen.
Je nach gewünschtem Glanzgrad werden Permasolid®Matt Komponente MA 110 und Permasolid® HS Klarlack 8030 im Gewichts-Verhältnis von 75/25% bzw. 70/30% gemischt.
Härterzugabe aufKomponente A + B:
Mischung / Mattierungdes Klarlackes.
Komponente A +Komponente B:
311.04.2013
Verarbeitung**:
* Siehe Herstellerangaben!
1,3 - 1,4 mm
-
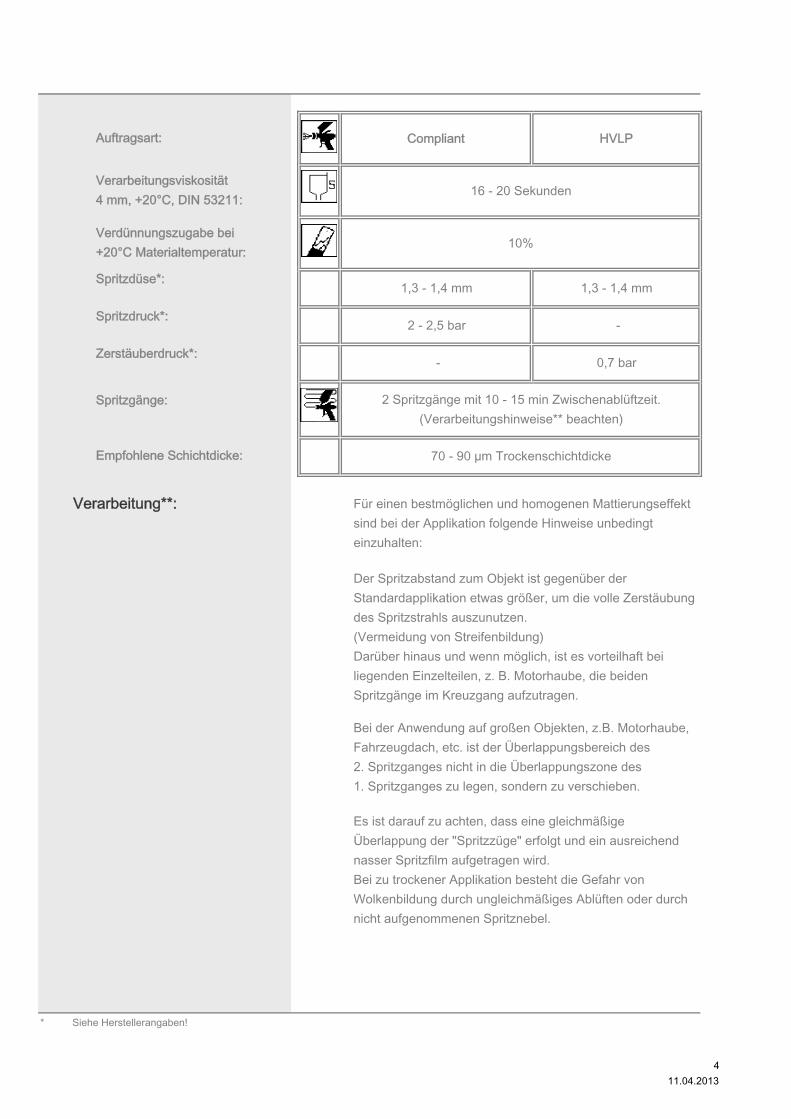
HVLPCompliant
16 - 20 Sekunden
10%
1,3 - 1,4 mm
2 - 2,5 bar
Der Spritzabstand zum Objekt ist gegenüber der Standardapplikation etwas größer, um die volle Zerstäubung des Spritzstrahls auszunutzen.(Vermeidung von Streifenbildung)Darüber hinaus und wenn möglich, ist es vorteilhaft bei liegenden Einzelteilen, z. B. Motorhaube, die beiden Spritzgänge im Kreuzgang aufzutragen.
Bei der Anwendung auf großen Objekten, z.B. Motorhaube, Fahrzeugdach, etc. ist der Überlappungsbereich des2. Spritzganges nicht in die Überlappungszone des1. Spritzganges zu legen, sondern zu verschieben.
Es ist darauf zu achten, dass eine gleichmäßige Überlappung der "Spritzzüge" erfolgt und ein ausreichend nasser Spritzfilm aufgetragen wird.Bei zu trockener Applikation besteht die Gefahr von Wolkenbildung durch ungleichmäßiges Ablüften oder durch nicht aufgenommenen Spritznebel.
Verdünnungszugabe bei+20°C Materialtemperatur:
Spritzdruck*:
Verarbeitungsviskosität4 mm, +20°C, DIN 53211:
0,7 bar
Spritzdüse*:
Spritzgänge:
Empfohlene Schichtdicke:
-
2 Spritzgänge mit 10 - 15 min Zwischenablüftzeit. (Verarbeitungshinweise** beachten)
70 - 90 µm Trockenschichtdicke
Für einen bestmöglichen und homogenen Mattierungseffekt sind bei der Applikation folgende Hinweise unbedingt einzuhalten:
Zerstäuberdruck*:
Auftragsart:
411.04.2013
Trocknung.
Forcierte Trocknung: Endablüftzeit: 15 - 20 Minuten
45 Minuten
Lufttrocknung wird nicht empfohlen
Besondere Hinweise.
Staubeinschlüsse können nicht auspoliert werden, daher ist auf äußerste Sauberkeit während des gesamten Lackierprozesses zu achten.
Falls möglich, sollte eine Ganzlackierung in Sektionen eingeteilt werden, d.h. die Fahrzeugkarosserie wird getrennt zu den Anbauteilen z.B. Hauben, Türen, etc. lackiert, um Überlappungszonen und Spritznebel zu vermeiden.
Trockenzeit bei +60 - 65°CObjekttemperatur:
Der tatsächlich erreichte Glanzgrad wird durch verschiedene Faktoren wie z.B. unterschiedliche Härter, Verdünnungen, Auftragsarten, Trocknungsbedingungen und Schichtdicken beeinflusst.Aus diesem Grund sind die empfohlenen Materialeinstellungen unbedingt einzuhalten.
Es ist dringend erforderlich Musterbleche für die Mischung 75/25% oder 70/30% zu erstellen,um den dem Fahrzeug entsprechenden Glanzgrad zu treffen.Auch Glanzgradmessungen (60° Messwinkel) an angrenzenden Teilen können hierbei hilfreich sein.
Eine Beilackierung / Reparatur des mattierten Klarlackes innerhalb der Fläche, z.B. Seitenteil oder Speed Repair ist nicht möglich.
Großflächige Lackierungen, (Ganzlackierungen, Dach, Motorhauben, Seitenwand etc.) sollten nicht bei höheren Temperaturen erfolgen (max.20°C).
511.04.2013
Pflege.
Lackpflege:
Teerspritzer oder -flecken auf der Lackoberfläche können Sie mit einem handelsüblichen Teerentferner beseitigen.
Befestigen Sie auf lackierten Flächen keinesfalls Aufkleber, Folien, Magnetschilder oder Ähnliches. Sie können sonst den Lack beschädigen.
Verzichten Sie unbedingt auf Waschprogramme mit einer abschließenden Heißwachsbehandlung
Verwenden Sie zur Lackpflege keinen Lackreiniger, Schleif- und Polierprodukte sowie Glanzkonservierer (Wachs). Diese können die Lackoberfläche beschädigen.
Ist versehentlich Wachs auf die Lackoberfläche gelangt, entfernen Sie dieses umgehend mit einem handelsüblichen Silikonentferner. Gehen Sie hierbei vorsichtig vor und üben Sie keinen zu großen Druck auf die Lackoberfläche aus.
Achten Sie darauf, dass keine harzigen, fettigen oder öligen Substanzen auf den Lack gelangen, da diese Rückstände hinterlassen können, eventuelle Verunreinigungen sind umgehend mit einem in Reinigungsbenzin getränkten Tuch, ohne Druck und starkes Reiben zu entfernen.
Waschen Sie das Fahrzeug nicht mit einem Hochdruck- oder Dampfstrahl-ReinigerSie können das Fahrzeug in einer automatischen Waschanlage reinigen lassen. Bevorzugt werden schonend arbeitende Systeme ohne Bürsten. Generell ist bei Waschanlagen mit Bürstensystem jedoch nicht von negativen Einflüssen auf die Lackoberfläche oder Kratzempfindlichkeit auszugehen.
Reinigen Sie bei grober Verschmutzung das Fahrzeug vor,bevor Sie in die Waschanlage fahren!
Beseitigen Sie anhaftende Insekten und Vogelkot möglichstsofort durch Einweichen mit Wasser und Einsprühen mitInsektenentferner vor der Wagenwäsche. Rückständedürfen nicht durch intensives Reiben entfernt werden.
Wagenpflege/ Waschanlage:
!
!
!
!
611.04.2013

SPIES HECKER GMBHHorbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
711.04.2013
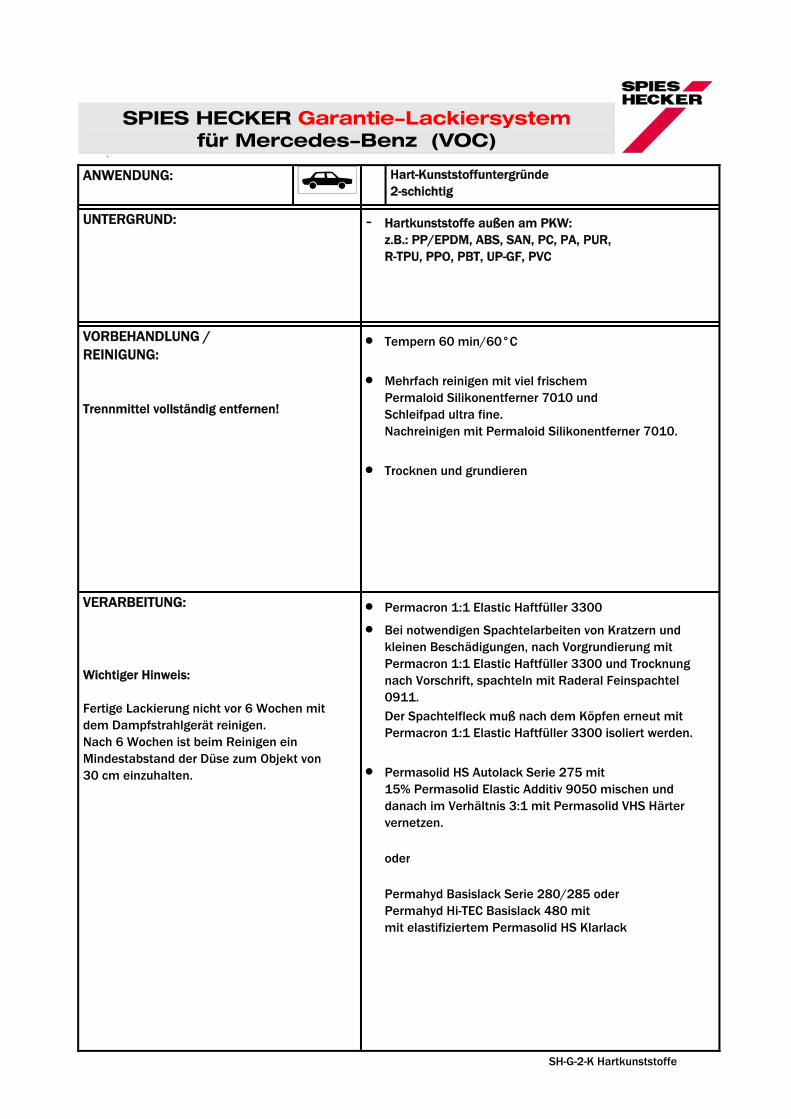
SPIES HECKER Garantie-Lackiersystem
für Mercedes-Benz (VOC)
ANWENDUNG:
Hart-Kunststoffuntergründe 2-schichtig
UNTERGRUND:
- Hartkunststoffe außen am PKW: z.B.: PP/EPDM, ABS, SAN, PC, PA, PUR, R-TPU, PPO, PBT, UP-GF, PVC
VORBEHANDLUNG / REINIGUNG: Trennmittel vollständig entfernen!
Tempern 60 min/60°C
Mehrfach reinigen mit viel frischem Permaloid Silikonentferner 7010 und Schleifpad ultra fine. Nachreinigen mit Permaloid Silikonentferner 7010.
Trocknen und grundieren
VERARBEITUNG: Wichtiger Hinweis: Fertige Lackierung nicht vor 6 Wochen mit dem Dampfstrahlgerät reinigen. Nach 6 Wochen ist beim Reinigen ein Mindestabstand der Düse zum Objekt von 30 cm einzuhalten.
Permacron 1:1 Elastic Haftfüller 3300
Bei notwendigen Spachtelarbeiten von Kratzern und kleinen Beschädigungen, nach Vorgrundierung mit Permacron 1:1 Elastic Haftfüller 3300 und Trocknung nach Vorschrift, spachteln mit Raderal Feinspachtel 0911.
Der Spachtelfleck muß nach dem Köpfen erneut mit Permacron 1:1 Elastic Haftfüller 3300 isoliert werden.
Permasolid HS Autolack Serie 275 mit 15% Permasolid Elastic Additiv 9050 mischen und danach im Verhältnis 3:1 mit Permasolid VHS Härter vernetzen.
oder Permahyd Basislack Serie 280/285 oder
Permahyd Hi-TEC Basislack 480 mit mit elastifiziertem Permasolid HS Klarlack
SH-G-2-K Hartkunststoffe
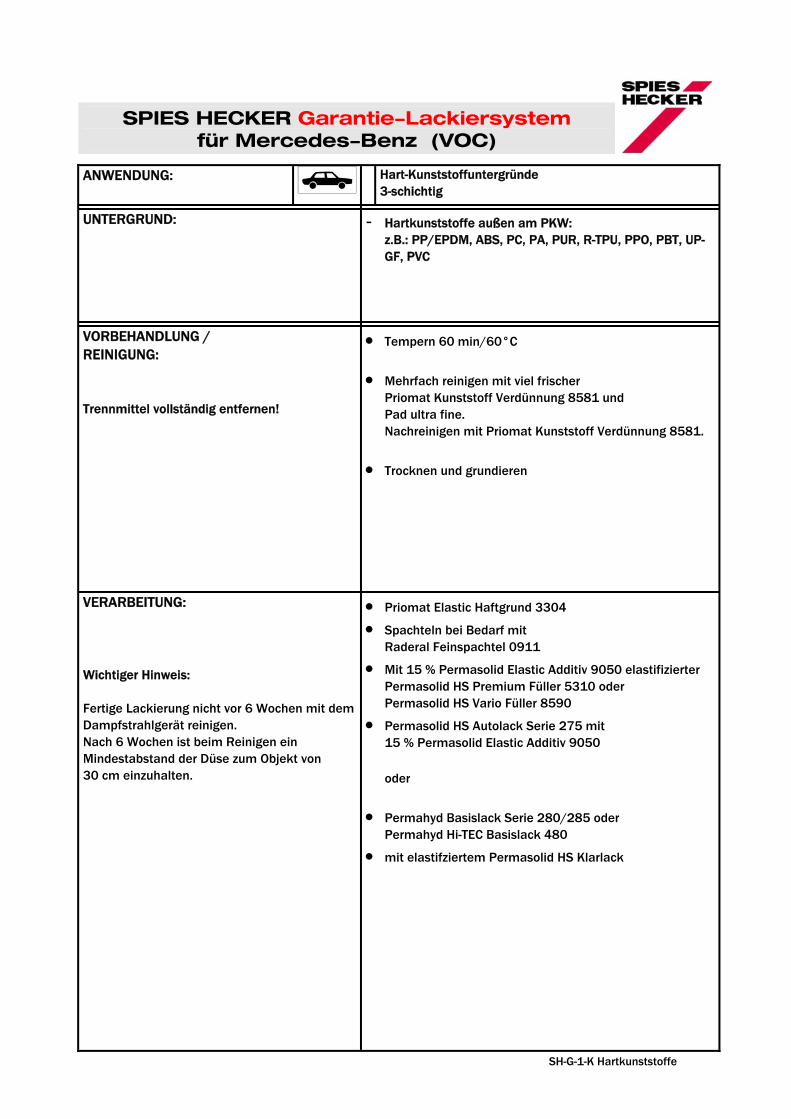
SPIES HECKER Garantie-Lackiersystem
für Mercedes-Benz (VOC)
ANWENDUNG:
Hart-Kunststoffuntergründe 3-schichtig
UNTERGRUND:
- Hartkunststoffe außen am PKW: z.B.: PP/EPDM, ABS, PC, PA, PUR, R-TPU, PPO, PBT, UP-GF, PVC
VORBEHANDLUNG / REINIGUNG: Trennmittel vollständig entfernen!
Tempern 60 min/60°C
Mehrfach reinigen mit viel frischer Priomat Kunststoff Verdünnung 8581 und Pad ultra fine. Nachreinigen mit Priomat Kunststoff Verdünnung 8581.
Trocknen und grundieren
VERARBEITUNG: Wichtiger Hinweis: Fertige Lackierung nicht vor 6 Wochen mit dem Dampfstrahlgerät reinigen. Nach 6 Wochen ist beim Reinigen ein Mindestabstand der Düse zum Objekt von 30 cm einzuhalten.
Priomat Elastic Haftgrund 3304
Spachteln bei Bedarf mit Raderal Feinspachtel 0911
Mit 15 % Permasolid Elastic Additiv 9050 elastifizierter Permasolid HS Premium Füller 5310 oder Permasolid HS Vario Füller 8590
Permasolid HS Autolack Serie 275 mit 15 % Permasolid Elastic Additiv 9050
oder
Permahyd Basislack Serie 280/285 oder Permahyd Hi-TEC Basislack 480
mit elastifziertem Permasolid HS Klarlack
SH-G-1-K Hartkunststoffe
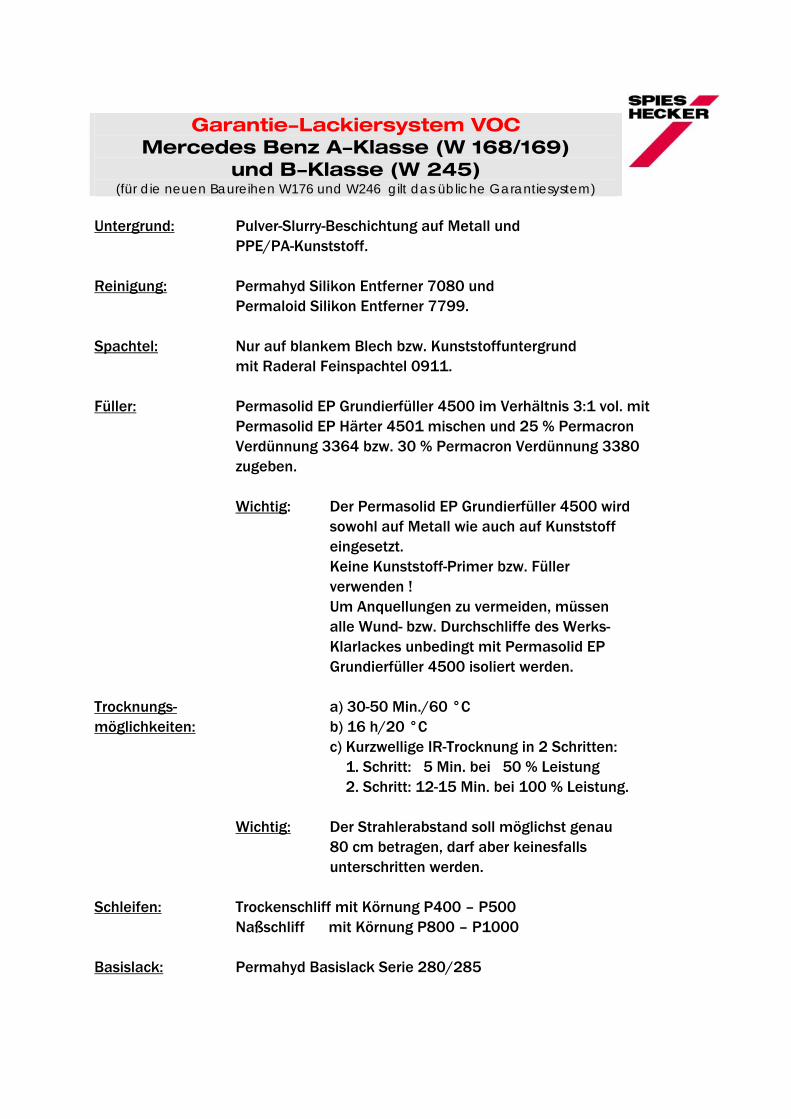
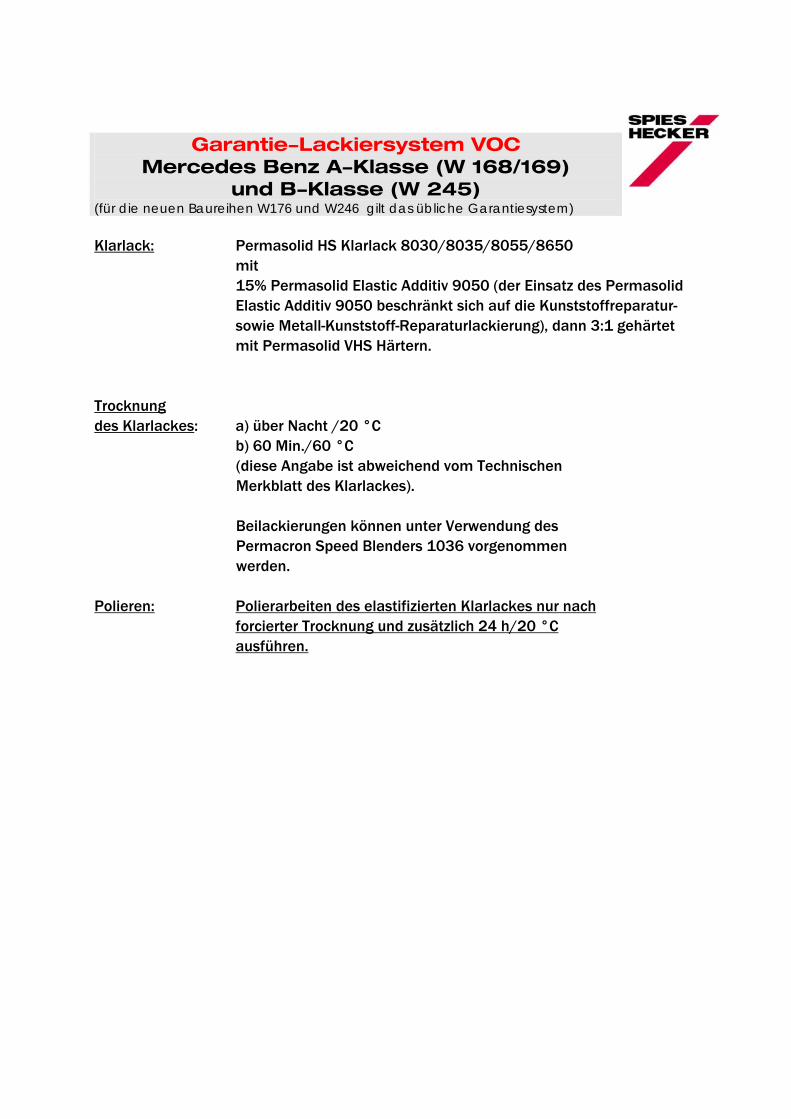
Garantie-Lackiersystem VOC Mercedes Benz A-Klasse (W 168/169)
und B-Klasse (W 245) (für die neuen Baureihen W176 und W246 gilt das übliche Garantiesystem)
Untergrund: Pulver-Slurry-Beschichtung auf Metall und
PPE/PA-Kunststoff. Reinigung: Permahyd Silikon Entferner 7080 und
Permaloid Silikon Entferner 7799. Spachtel: Nur auf blankem Blech bzw. Kunststoffuntergrund
mit Raderal Feinspachtel 0911. Füller: Permasolid EP Grundierfüller 4500 im Verhältnis 3:1 vol. mit
Permasolid EP Härter 4501 mischen und 25 % Permacron Verdünnung 3364 bzw. 30 % Permacron Verdünnung 3380 zugeben. Wichtig: Der Permasolid EP Grundierfüller 4500 wird sowohl auf Metall wie auch auf Kunststoff eingesetzt. Keine Kunststoff-Primer bzw. Füller verwenden ! Um Anquellungen zu vermeiden, müssen alle Wund- bzw. Durchschliffe des Werks-
Klarlackes unbedingt mit Permasolid EP Grundierfüller 4500 isoliert werden.
Trocknungs- a) 30-50 Min./60 °C möglichkeiten: b) 16 h/20 °C c) Kurzwellige IR-Trocknung in 2 Schritten:
1. Schritt: 5 Min. bei 50 % Leistung 2. Schritt: 12-15 Min. bei 100 % Leistung. Wichtig: Der Strahlerabstand soll möglichst genau
80 cm betragen, darf aber keinesfalls unterschritten werden.
Schleifen: Trockenschliff mit Körnung P400 – P500 Naßschliff mit Körnung P800 – P1000 Basislack: Permahyd Basislack Serie 280/285
Garantie-Lackiersystem VOC Mercedes Benz A-Klasse (W 168/169)
und B-Klasse (W 245) (für die neuen Baureihen W176 und W246 gilt das übliche Garantiesystem) Klarlack: Permasolid HS Klarlack 8030/8035/8055/8650
mit 15% Permasolid Elastic Additiv 9050 (der Einsatz des Permasolid Elastic Additiv 9050 beschränkt sich auf die Kunststoffreparatur- sowie Metall-Kunststoff-Reparaturlackierung), dann 3:1 gehärtet mit Permasolid VHS Härtern.
Trocknung des Klarlackes: a) über Nacht /20 °C
b) 60 Min./60 °C (diese Angabe ist abweichend vom Technischen Merkblatt des Klarlackes). Beilackierungen können unter Verwendung des Permacron Speed Blenders 1036 vorgenommen werden.
Polieren: Polierarbeiten des elastifizierten Klarlackes nur nach forcierter Trocknung und zusätzlich 24 h/20 °C
ausführen.
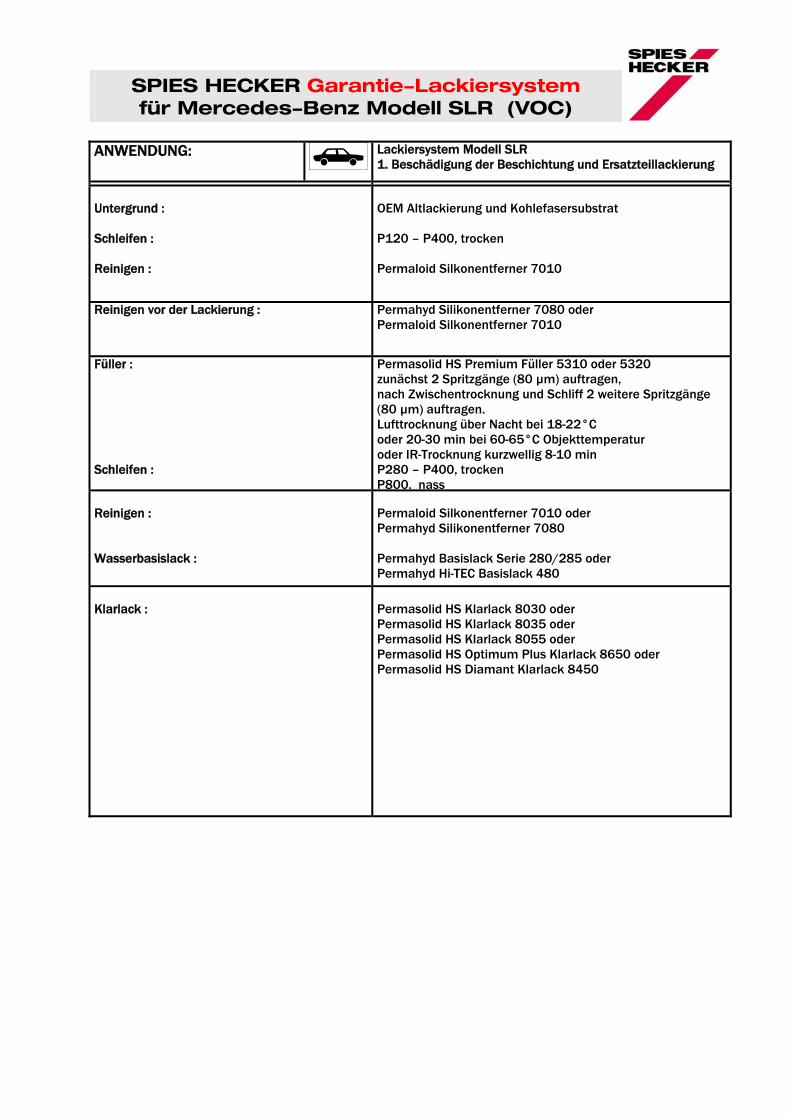
SPIES HECKER Garantie-Lackiersystem für Mercedes-Benz Modell SLR (VOC)
ANWENDUNG:
Lackiersystem Modell SLR 1. Beschädigung der Beschichtung und Ersatzteillackierung
Untergrund : Schleifen : Reinigen :
OEM Altlackierung und Kohlefasersubstrat P120 – P400, trocken Permaloid Silkonentferner 7010
Reinigen vor der Lackierung : Permahyd Silikonentferner 7080 oder Permaloid Silkonentferner 7010
Füller : Schleifen :
Permasolid HS Premium Füller 5310 oder 5320 zunächst 2 Spritzgänge (80 µm) auftragen, nach Zwischentrocknung und Schliff 2 weitere Spritzgänge (80 µm) auftragen. Lufttrocknung über Nacht bei 18-22°C oder 20-30 min bei 60-65°C Objekttemperatur oder IR-Trocknung kurzwellig 8-10 min P280 – P400, trocken P800, nass
Reinigen : Wasserbasislack :
Permaloid Silkonentferner 7010 oder Permahyd Silikonentferner 7080 Permahyd Basislack Serie 280/285 oder Permahyd Hi-TEC Basislack 480
Klarlack : Permasolid HS Klarlack 8030 oder Permasolid HS Klarlack 8035 oder Permasolid HS Klarlack 8055 oder Permasolid HS Optimum Plus Klarlack 8650 oder Permasolid HS Diamant Klarlack 8450
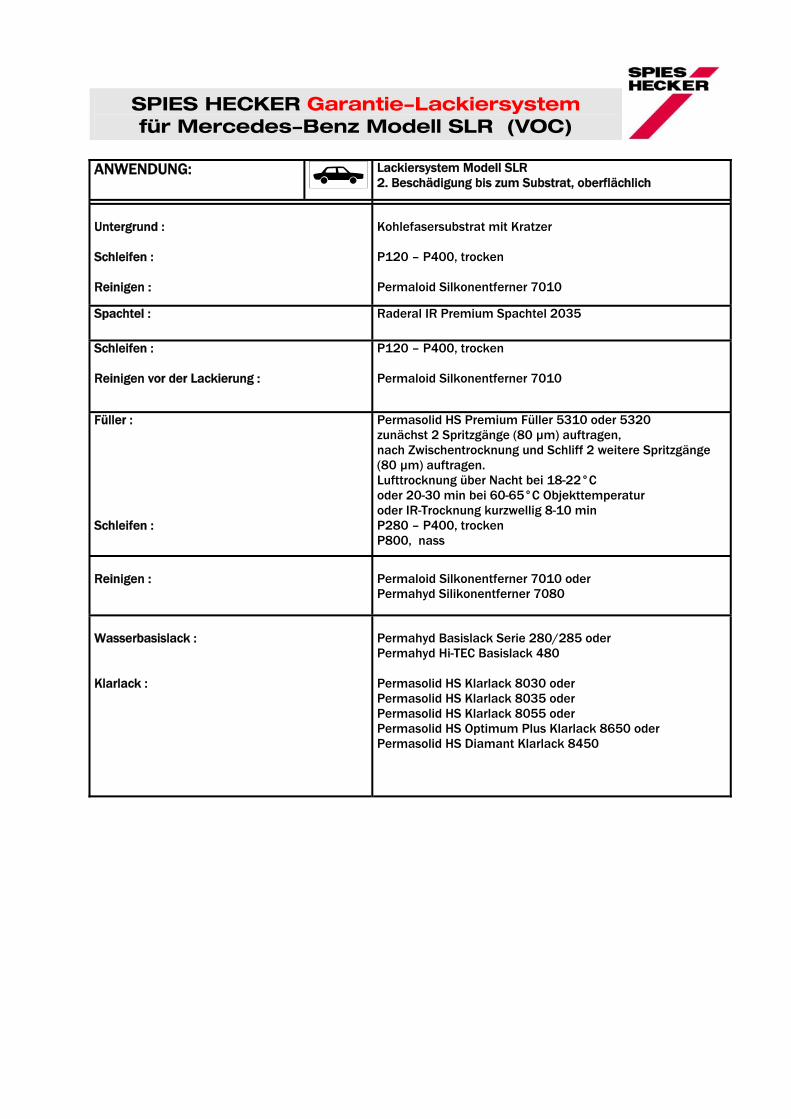
SPIES HECKER Garantie-Lackiersystem für Mercedes-Benz Modell SLR (VOC)
ANWENDUNG:
Lackiersystem Modell SLR 2. Beschädigung bis zum Substrat, oberflächlich
Untergrund : Schleifen : Reinigen :
Kohlefasersubstrat mit Kratzer P120 – P400, trocken Permaloid Silkonentferner 7010
Spachtel : Raderal IR Premium Spachtel 2035
Schleifen : Reinigen vor der Lackierung :
P120 – P400, trocken Permaloid Silkonentferner 7010
Füller : Schleifen :
Permasolid HS Premium Füller 5310 oder 5320 zunächst 2 Spritzgänge (80 µm) auftragen, nach Zwischentrocknung und Schliff 2 weitere Spritzgänge (80 µm) auftragen. Lufttrocknung über Nacht bei 18-22°C oder 20-30 min bei 60-65°C Objekttemperatur oder IR-Trocknung kurzwellig 8-10 min P280 – P400, trocken P800, nass
Reinigen :
Permaloid Silkonentferner 7010 oder Permahyd Silikonentferner 7080
Wasserbasislack : Klarlack :
Permahyd Basislack Serie 280/285 oder Permahyd Hi-TEC Basislack 480 Permasolid HS Klarlack 8030 oder Permasolid HS Klarlack 8035 oder Permasolid HS Klarlack 8055 oder Permasolid HS Optimum Plus Klarlack 8650 oder Permasolid HS Diamant Klarlack 8450
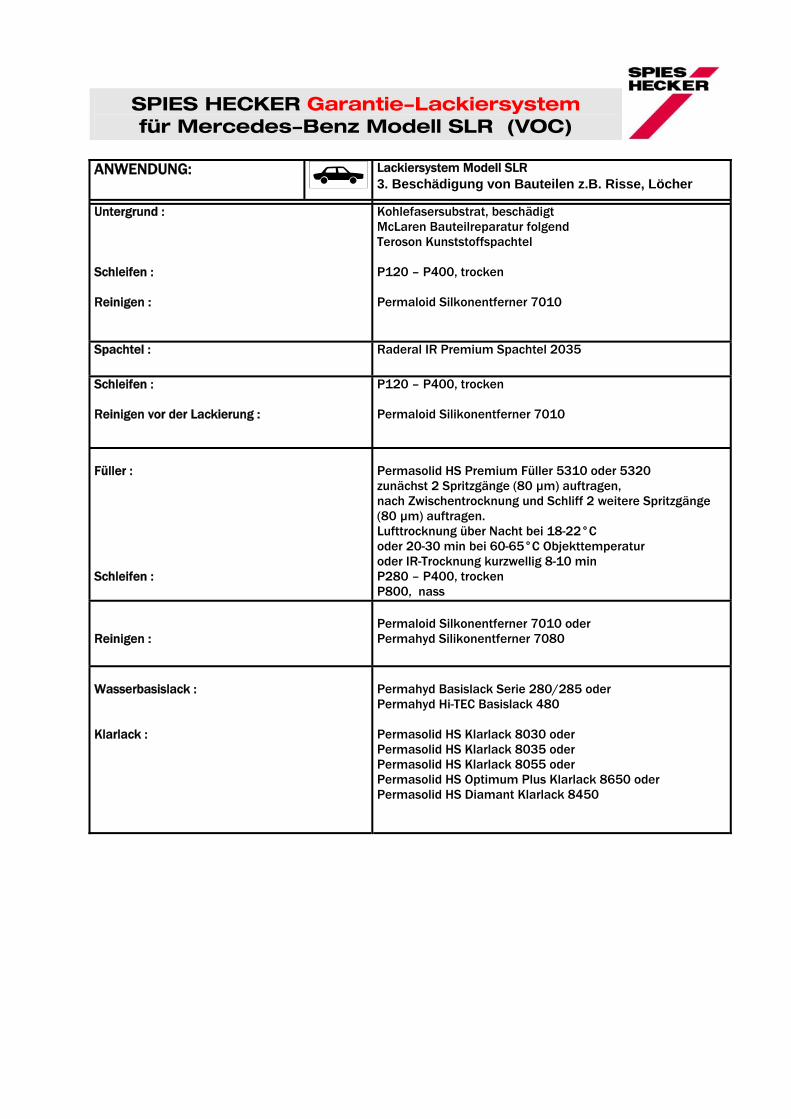
SPIES HECKER Garantie-Lackiersystem für Mercedes-Benz Modell SLR (VOC)
ANWENDUNG:
Lackiersystem Modell SLR 3. Beschädigung von Bauteilen z.B. Risse, Löcher
Untergrund : Schleifen : Reinigen :
Kohlefasersubstrat, beschädigt McLaren Bauteilreparatur folgend Teroson Kunststoffspachtel P120 – P400, trocken Permaloid Silkonentferner 7010
Spachtel : Raderal IR Premium Spachtel 2035
Schleifen : Reinigen vor der Lackierung :
P120 – P400, trocken Permaloid Silikonentferner 7010
Füller : Schleifen :
Permasolid HS Premium Füller 5310 oder 5320 zunächst 2 Spritzgänge (80 µm) auftragen, nach Zwischentrocknung und Schliff 2 weitere Spritzgänge (80 µm) auftragen. Lufttrocknung über Nacht bei 18-22°C oder 20-30 min bei 60-65°C Objekttemperatur oder IR-Trocknung kurzwellig 8-10 min P280 – P400, trocken P800, nass
Reinigen :
Permaloid Silkonentferner 7010 oder Permahyd Silikonentferner 7080
Wasserbasislack : Klarlack :
Permahyd Basislack Serie 280/285 oder Permahyd Hi-TEC Basislack 480 Permasolid HS Klarlack 8030 oder Permasolid HS Klarlack 8035 oder Permasolid HS Klarlack 8055 oder Permasolid HS Optimum Plus Klarlack 8650 oder Permasolid HS Diamant Klarlack 8450
SPIES HECKER Garantie-Lackiersystem
für Mercedes-Benz (VOC)
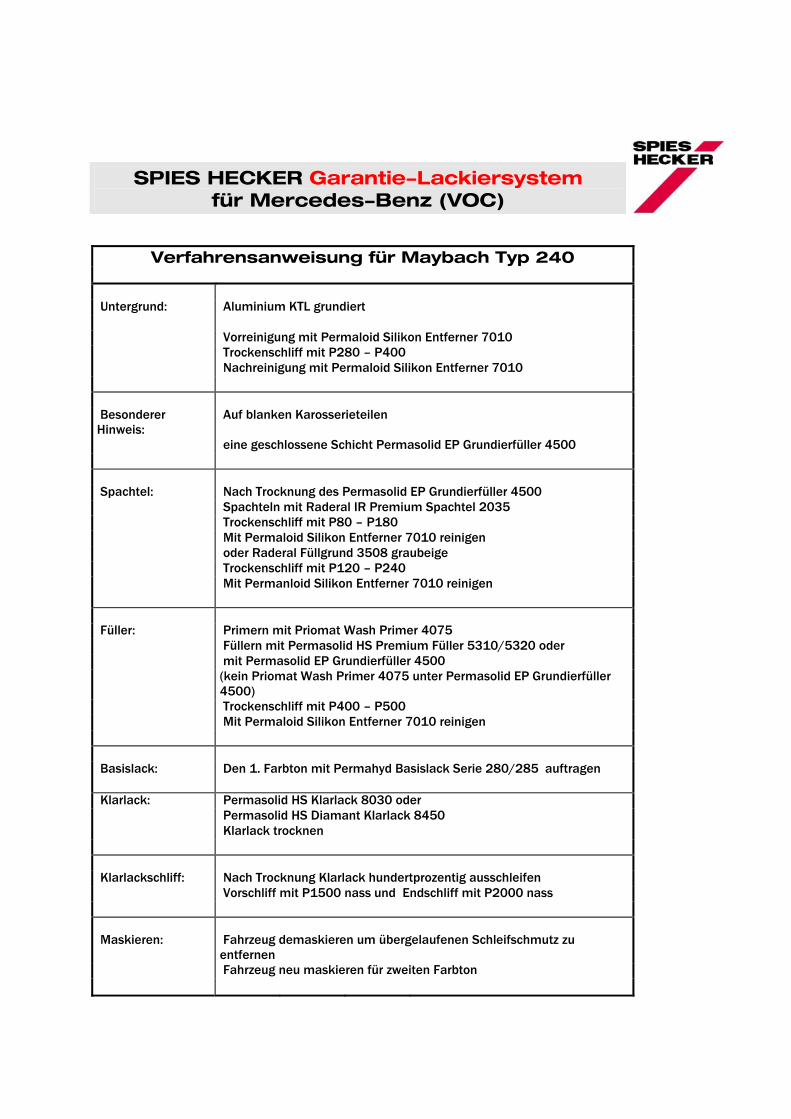
Verfahrensanweisung für Maybach Typ 240
Untergrund: Aluminium KTL grundiert Vorreinigung mit Permaloid Silikon Entferner 7010 Trockenschliff mit P280 – P400 Nachreinigung mit Permaloid Silikon Entferner 7010
Besonderer Hinweis:
Auf blanken Karosserieteilen
eine geschlossene Schicht Permasolid EP Grundierfüller 4500
Spachtel: Nach Trocknung des Permasolid EP Grundierfüller 4500 Spachteln mit Raderal IR Premium Spachtel 2035 Trockenschliff mit P80 – P180 Mit Permaloid Silikon Entferner 7010 reinigen oder Raderal Füllgrund 3508 graubeige Trockenschliff mit P120 – P240 Mit Permanloid Silikon Entferner 7010 reinigen
Füller: Primern mit Priomat Wash Primer 4075 Füllern mit Permasolid HS Premium Füller 5310/5320 oder mit Permasolid EP Grundierfüller 4500 (kein Priomat Wash Primer 4075 unter Permasolid EP Grundierfüller
4500) Trockenschliff mit P400 – P500 Mit Permaloid Silikon Entferner 7010 reinigen
Basislack: Den 1. Farbton mit Permahyd Basislack Serie 280/285 auftragen
Klarlack: Permasolid HS Klarlack 8030 oder Permasolid HS Diamant Klarlack 8450 Klarlack trocknen
Klarlackschliff: Nach Trocknung Klarlack hundertprozentig ausschleifen Vorschliff mit P1500 nass und Endschliff mit P2000 nass
Maskieren: Fahrzeug demaskieren um übergelaufenen Schleifschmutz zu entfernen
Fahrzeug neu maskieren für zweiten Farbton
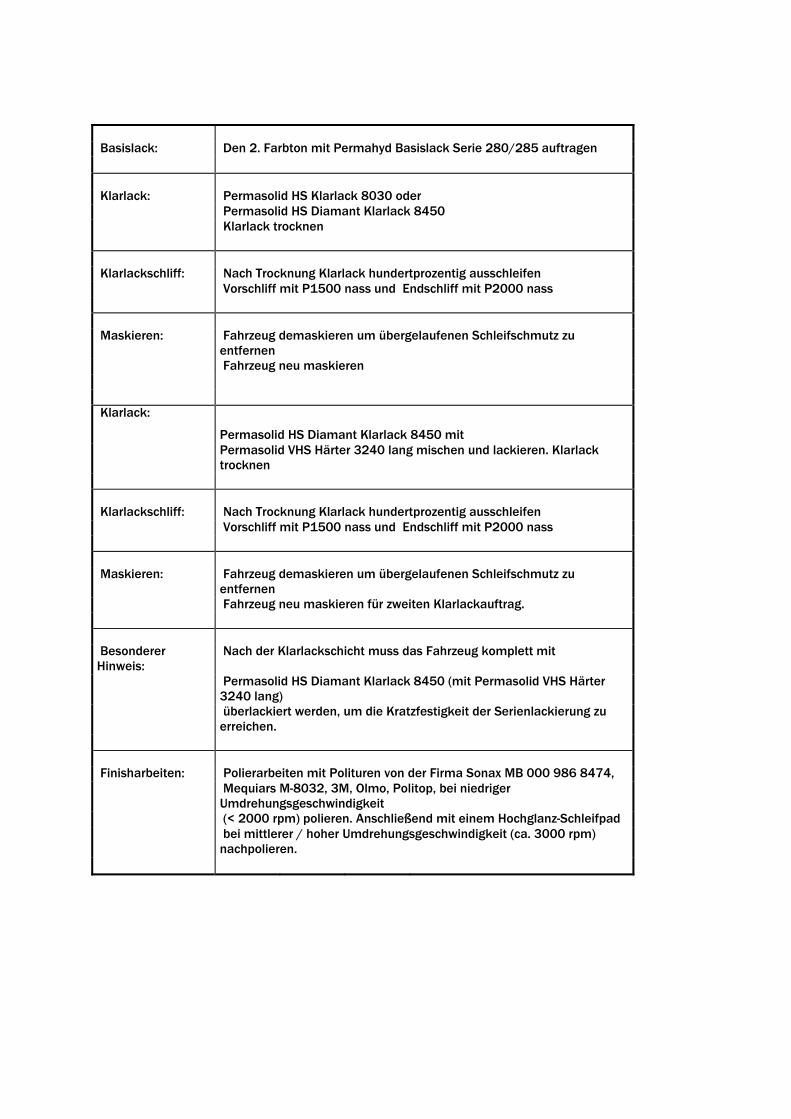
Basislack: Den 2. Farbton mit Permahyd Basislack Serie 280/285 auftragen
Klarlack: Permasolid HS Klarlack 8030 oder Permasolid HS Diamant Klarlack 8450 Klarlack trocknen
Klarlackschliff: Nach Trocknung Klarlack hundertprozentig ausschleifen Vorschliff mit P1500 nass und Endschliff mit P2000 nass
Maskieren: Fahrzeug demaskieren um übergelaufenen Schleifschmutz zu entfernen
Fahrzeug neu maskieren
Klarlack:
Permasolid HS Diamant Klarlack 8450 mit Permasolid VHS Härter 3240 lang mischen und lackieren. Klarlack
trocknen
Klarlackschliff: Nach Trocknung Klarlack hundertprozentig ausschleifen Vorschliff mit P1500 nass und Endschliff mit P2000 nass
Maskieren: Fahrzeug demaskieren um übergelaufenen Schleifschmutz zu entfernen
Fahrzeug neu maskieren für zweiten Klarlackauftrag.
Besonderer Hinweis:
Nach der Klarlackschicht muss das Fahrzeug komplett mit
Permasolid HS Diamant Klarlack 8450 (mit Permasolid VHS Härter 3240 lang)
überlackiert werden, um die Kratzfestigkeit der Serienlackierung zu erreichen.
Finisharbeiten: Polierarbeiten mit Polituren von der Firma Sonax MB 000 986 8474, Mequiars M-8032, 3M, Olmo, Politop, bei niedriger
Umdrehungsgeschwindigkeit (< 2000 rpm) polieren. Anschließend mit einem Hochglanz-Schleifpad bei mittlerer / hoher Umdrehungsgeschwindigkeit (ca. 3000 rpm)
nachpolieren.
a
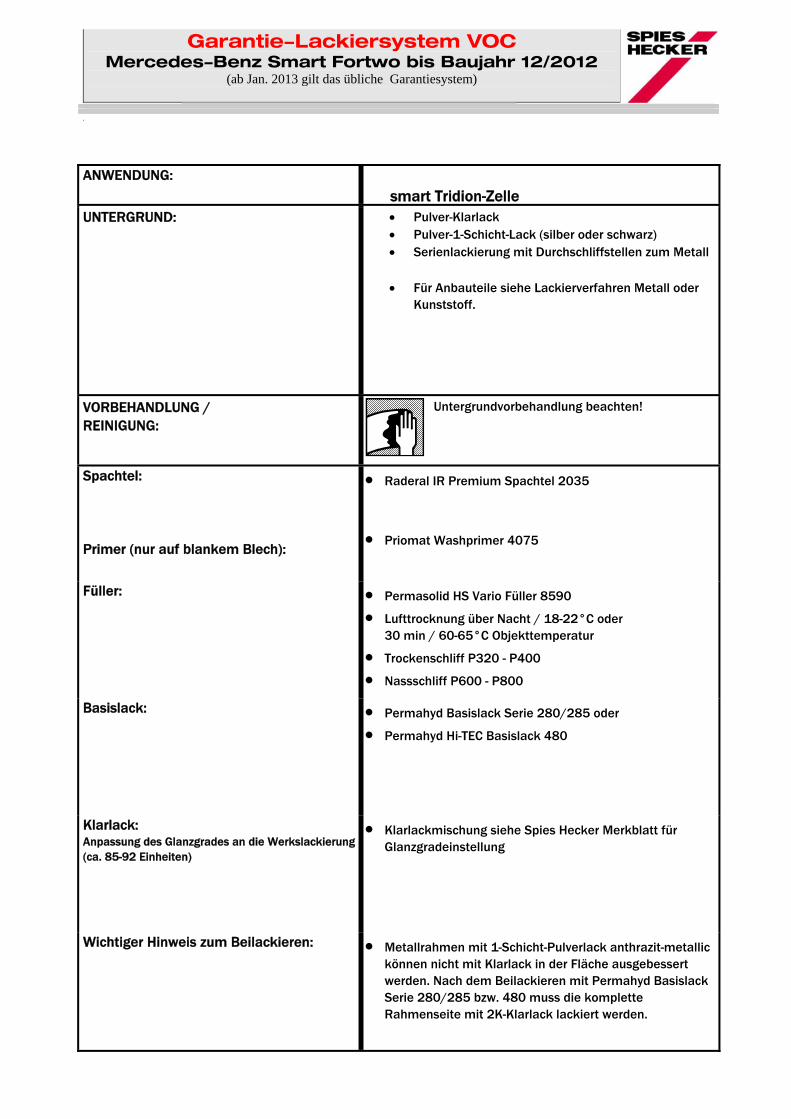
Garantie-Lackiersystem VOC Mercedes-Benz Smart Fortwo bis Baujahr 12/2012
(ab Jan. 2013 gilt das übliche Garantiesystem)
ANWENDUNG:
smart Tridion-Zelle
UNTERGRUND:
Pulver-Klarlack Pulver-1-Schicht-Lack (silber oder schwarz) Serienlackierung mit Durchschliffstellen zum Metall
Für Anbauteile siehe Lackierverfahren Metall oder
Kunststoff.
VORBEHANDLUNG / REINIGUNG:
Untergrundvorbehandlung beachten!
Spachtel: Primer (nur auf blankem Blech):
Raderal IR Premium Spachtel 2035
Priomat Washprimer 4075
Füller:
Permasolid HS Vario Füller 8590
Lufttrocknung über Nacht / 18-22°C oder 30 min / 60-65°C Objekttemperatur
Trockenschliff P320 - P400
Nassschliff P600 - P800
Basislack:
Permahyd Basislack Serie 280/285 oder
Permahyd Hi-TEC Basislack 480
Klarlack: Anpassung des Glanzgrades an die Werkslackierung (ca. 85-92 Einheiten)
Klarlackmischung siehe Spies Hecker Merkblatt für Glanzgradeinstellung
Wichtiger Hinweis zum Beilackieren:
Metallrahmen mit 1-Schicht-Pulverlack anthrazit-metallic können nicht mit Klarlack in der Fläche ausgebessert werden. Nach dem Beilackieren mit Permahyd Basislack Serie 280/285 bzw. 480 muss die komplette Rahmenseite mit 2K-Klarlack lackiert werden.
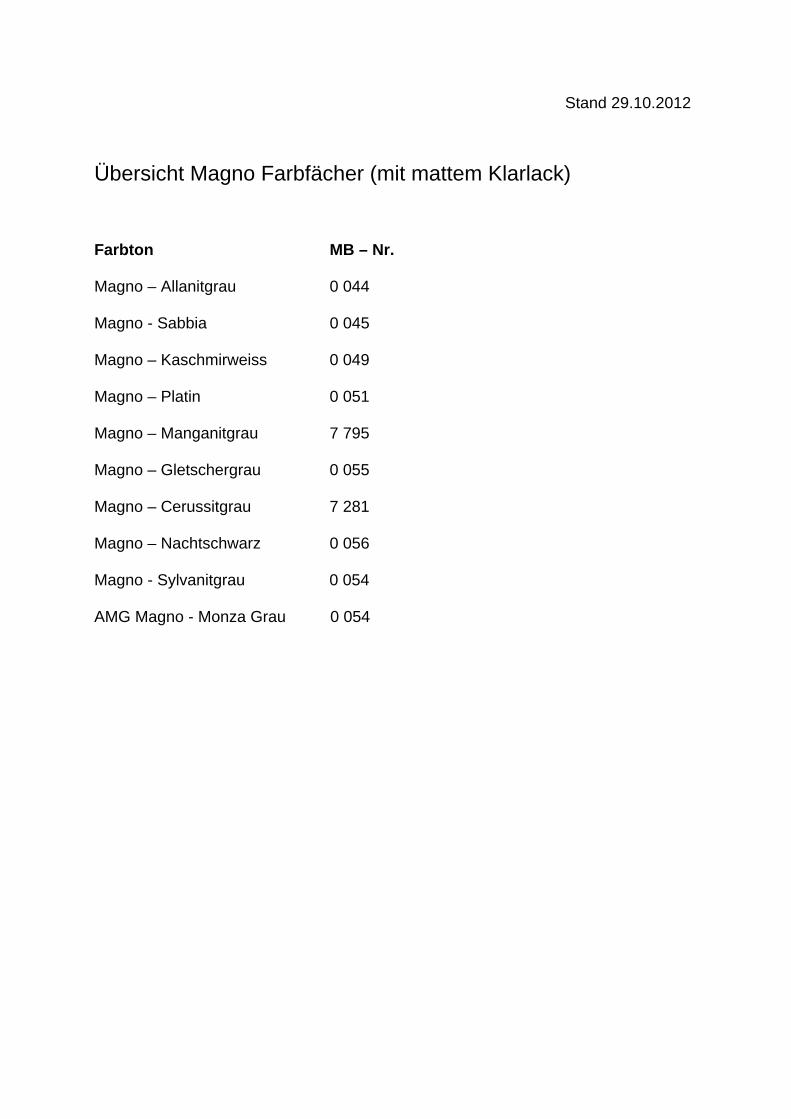
Stand 29.10.2012
Übersicht Magno Farbfächer (mit mattem Klarlack) Farbton MB – Nr. Magno – Allanitgrau 0 044 Magno - Sabbia 0 045 Magno – Kaschmirweiss 0 049 Magno – Platin 0 051 Magno – Manganitgrau 7 795 Magno – Gletschergrau 0 055 Magno – Cerussitgrau 7 281 Magno – Nachtschwarz 0 056 Magno - Sylvanitgrau 0 054 AMG Magno - Monza Grau 0 054
Anwendungstechnische Information.
· Sondereffekt-Farbton
· Hohes Standvermögen
· Hohes Deckvermögen
· Überlackierbar mit Permasolid® HS Diamant Klarlack 8450
Nur für den professionellen Gebrauch!A–Merkblatt Nr. DE / SYS_047 / 01
Systeminformation für die Verarbeitung von Permahyd® Hi-TECBasislack 480 Mercedes Benz 047 AMG Alubeam silver-met.
Permahyd®Hi-TEC Basislack 480Mercedes-Benz 047AMG Alubeam silver-met.
1 / 08.04.2013
Besonderer Hinweis:
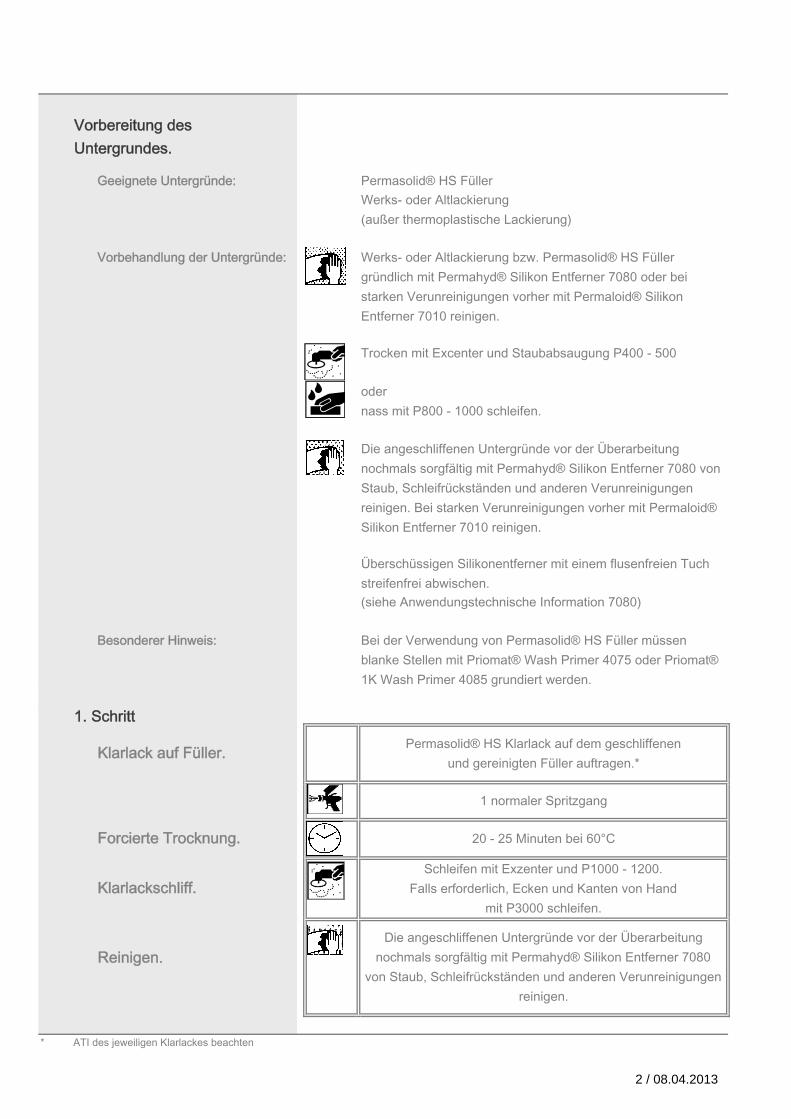
1. Schritt
* ATI des jeweiligen Klarlackes beachten
Geeignete Untergründe:
Klarlackschliff.
1 normaler Spritzgang
Reinigen.
Forcierte Trocknung.
Schleifen mit Exzenter und P1000 - 1200.Falls erforderlich, Ecken und Kanten von Hand
mit P3000 schleifen.
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080
von Staub, Schleifrückständen und anderen Verunreinigungen reinigen.
Vorbereitung des Untergrundes.
Klarlack auf Füller. Permasolid® HS Klarlack auf dem geschliffenenund gereinigten Füller auftragen.*
Werks- oder Altlackierung(außer thermoplastische Lackierung)
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.
Vorbehandlung der Untergründe:
Bei der Verwendung von Permasolid® HS Füller müssen blanke Stellen mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
Permasolid® HS Füller
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080 von Staub, Schleifrückständen und anderen Verunreinigungen reinigen. Bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
Werks- oder Altlackierung bzw. Permasolid® HS Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
20 - 25 Minuten bei 60°C
Trocken mit Excenter und Staubabsaugung P400 - 500
odernass mit P800 - 1000 schleifen.
(siehe Anwendungstechnische Information 7080)
2 / 08.04.2013
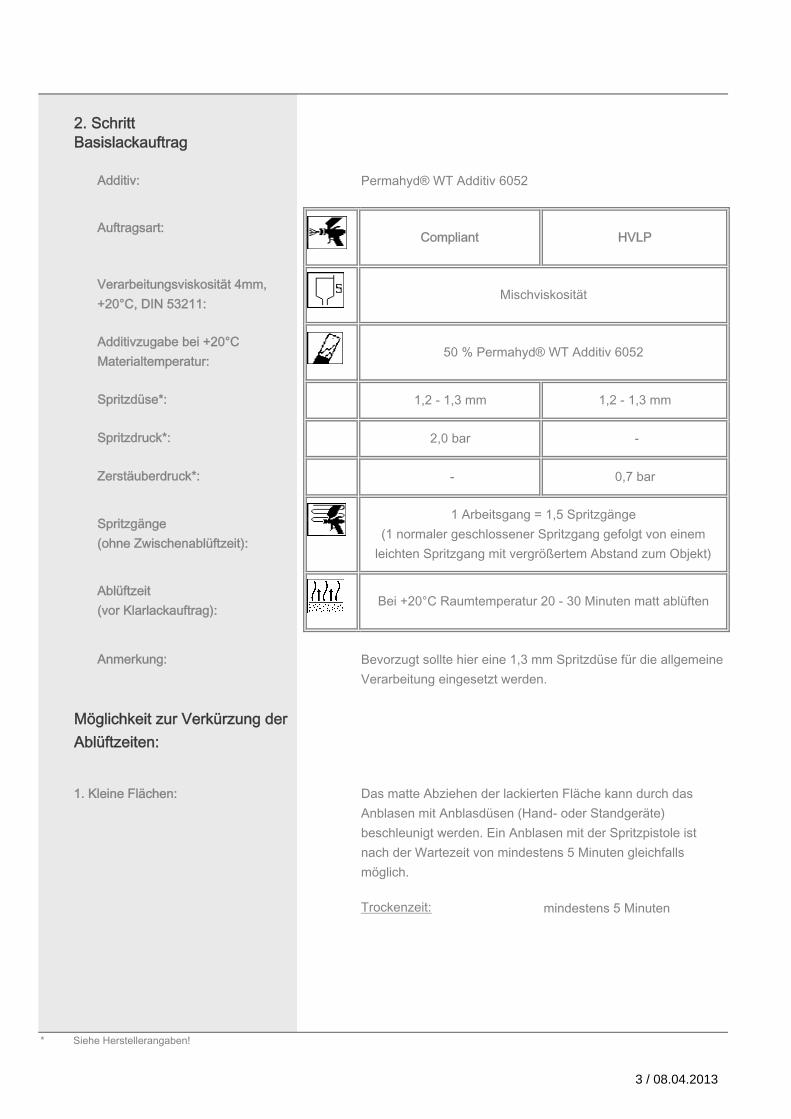
2. SchrittBasislackauftrag
Additiv:
Anmerkung:
Trockenzeit: mindestens 5 Minuten
* Siehe Herstellerangaben!
Möglichkeit zur Verkürzung der Ablüftzeiten:
1. Kleine Flächen:
Bevorzugt sollte hier eine 1,3 mm Spritzdüse für die allgemeine Verarbeitung eingesetzt werden.
Spritzdruck*:
Zerstäuberdruck*:
Spritzdüse*:
Spritzgänge(ohne Zwischenablüftzeit):
Ablüftzeit (vor Klarlackauftrag):
Mischviskosität
Additivzugabe bei +20°C Materialtemperatur:
Permahyd® WT Additiv 6052
Das matte Abziehen der lackierten Fläche kann durch das Anblasen mit Anblasdüsen (Hand- oder Standgeräte) beschleunigt werden. Ein Anblasen mit der Spritzpistole ist nach der Wartezeit von mindestens 5 Minuten gleichfalls möglich.
1 Arbeitsgang = 1,5 Spritzgänge(1 normaler geschlossener Spritzgang gefolgt von einem
leichten Spritzgang mit vergrößertem Abstand zum Objekt)
-
Auftragsart:
Verarbeitungsviskosität 4mm,+20°C, DIN 53211:
1,2 - 1,3 mm 1,2 - 1,3 mm
2,0 bar
50 % Permahyd® WT Additiv 6052
Compliant HVLP
0,7 bar
Bei +20°C Raumtemperatur 20 - 30 Minuten matt ablüften
-
3 / 08.04.2013
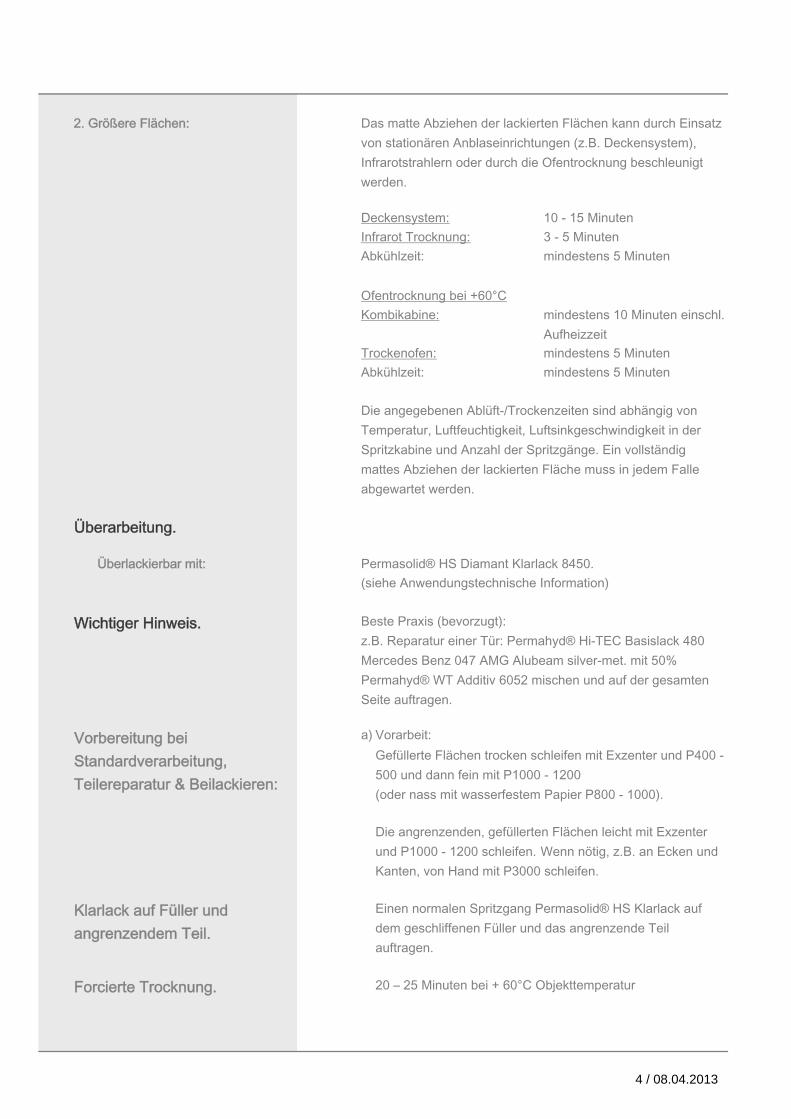
Deckensystem: 10 - 15 MinutenInfrarot Trocknung: 3 - 5 MinutenAbkühlzeit: mindestens 5 Minuten
Überlackierbar mit:
a) Vorarbeit:
Trockenofen:
20 – 25 Minuten bei + 60°C Objekttemperatur
Einen normalen Spritzgang Permasolid® HS Klarlack auf dem geschliffenen Füller und das angrenzende Teil auftragen.
Vorbereitung bei Standardverarbeitung, Teilereparatur & Beilackieren:
Beste Praxis (bevorzugt):z.B. Reparatur einer Tür: Permahyd® Hi-TEC Basislack 480 Mercedes Benz 047 AMG Alubeam silver-met. mit 50% Permahyd® WT Additiv 6052 mischen und auf der gesamten Seite auftragen.
Ofentrocknung bei +60°CKombikabine:
2. Größere Flächen:
mindestens 5 Minuten
mindestens 10 Minuten einschl. Aufheizzeit
mindestens 5 MinutenAbkühlzeit:
Die angegebenen Ablüft-/Trockenzeiten sind abhängig von Temperatur, Luftfeuchtigkeit, Luftsinkgeschwindigkeit in der Spritzkabine und Anzahl der Spritzgänge. Ein vollständig mattes Abziehen der lackierten Fläche muss in jedem Falle abgewartet werden.
Die angrenzenden, gefüllerten Flächen leicht mit Exzenter und P1000 - 1200 schleifen. Wenn nötig, z.B. an Ecken und Kanten, von Hand mit P3000 schleifen.
Permasolid® HS Diamant Klarlack 8450.(siehe Anwendungstechnische Information)
Klarlack auf Füller und angrenzendem Teil.
Gefüllerte Flächen trocken schleifen mit Exzenter und P400 - 500 und dann fein mit P1000 - 1200(oder nass mit wasserfestem Papier P800 - 1000).
Wichtiger Hinweis.
Forcierte Trocknung.
Überarbeitung.
Das matte Abziehen der lackierten Flächen kann durch Einsatz von stationären Anblaseinrichtungen (z.B. Deckensystem), Infrarotstrahlern oder durch die Ofentrocknung beschleunigt werden.
4 / 08.04.2013
b) Vorarbeit:
c)
Besondere Hinweise.
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
Ausführliche Hinweise im System Merkblatt Nr. 905.0.
Entsorgung:
Ausführliche Hinweise im System Merkblatt Nr. 905.2
1 - 2 normale Spritzgänge Permahyd® Beispritz-Additiv 1050 auf die Auslaufzone auftragen.
Schleifen mit Exzenter und P1000 - 1200. Falls erforderlich, z.B. an Ecken und Kanten, von Hand mit P3000 schleifen.
Nach entsprechender Endablüftzeit kann mit Klarlack überlackiert werden. Siehe oben.
Vor und nach Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.
Weitere Hinweise im System Merkblatt Nr. 905.8 beachten.
Spritzfertig eingestellten Basislack bis an den Rand von Permahyd® Beispritz-Additiv 1050 auftragen. Einen normalen Spritzgang gefolgt von einem Effektgang in einem Arbeitsgang (1,5 Spritzgänge) auf die Reparaturstelle ins nasse Beispritz-Additiv 1050 hinein mit vergrößertem Abstand auftragen.
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein. Bitte Herstellerangaben beachten.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.Nass geschliffene sowie gereinigte Flächen gut ausdunsten lassen.
Beilackier- und Teilereparaturverfahren in die angrenzende Fläche
Beilackier- & Teilereparaturprozess.
Weitere Vorbereitungsarbeiten.
Die gesamte Fläche mit Permahyd® Silikon Entferner 7080 gründlich von Staub, Schleifrückständen oder anderen Verunreinigungen reinigen.
5 / 08.04.2013
Gesundheitsschutz:
Kenndaten.
Flammpunkt:
VOC - Wert:2004/42/IIB(d)(420)420
Lagerbedingungen: Vor Frost schützen!Lagertemperatur +5°C bis +35°C
über +23 °C
Der VOC-Wert dieses Produktes in verarbeitungsfertiger Form ist max. 420 g/l.
Temperaturen darüber oder darunter führen zu einer Beeinträchtigung des Produktes
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Lagerung.
6 / 08.04.2013
SPIES HECKER GMBHHorbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt. Alle Rechte vorbehalten.
7 / 08.04.2013
Stand 29.10.2010 Übersicht Bright Farbtöne Farbton MB – Nr. Bemerkung Saphirrot 3 434 SL B63 AMG Le Mans Rot 3 434 SLS AMG Kaschmir Weiß 0 049 Magno Mystic Weiß 9 799 Diamant Weiß 9 799 Mystic Weiß 2 0 048
Leichtmetallräder.
RationelleOberflächenaufbereitungbei Leichtmetallrädern
Feb.2013

Leichtmetallräder.
1. Vorwort
2. Richtlinien
3. Beispiele mit
Schadensbildern
4. Aufbereitungsprozess
Rationelle Oberflächenaufbereitung

Leichtmetallräder.
1. Vorwort
2. Richtlinien
3. Beispiele mit
Schadensbildern
4. Aufbereitungsprozess
Rationelle Oberflächenaufbereitung

1.Vorwort.

Leichtmetallräder.
1. Vorwort
2. Richtlinien
3. Beispiele mit
Schadensbildern
4. Aufbereitungsprozess
Rationelle Oberflächenaufbereitung
2.Richtlinien.
2.Richtlinien.
2.Richtlinien.
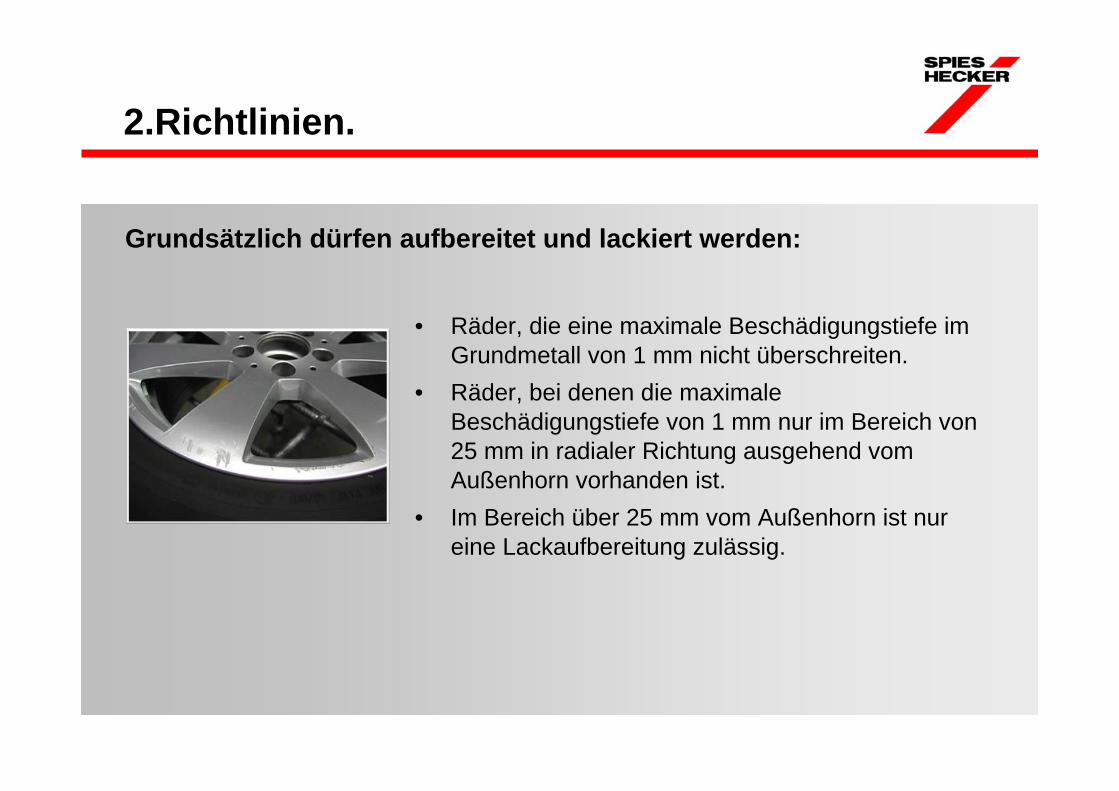
Grundsätzlich dürfen aufbereitet und lackiert werden:
• Räder, die eine maximale Beschädigungstiefe im Grundmetall von 1 mm nicht überschreiten.
• Räder, bei denen die maximale Beschädigungstiefe von 1 mm nur im Bereich von 25 mm in radialer Richtung ausgehend vom Außenhorn vorhanden ist.
• Im Bereich über 25 mm vom Außenhorn ist nur eine Lackaufbereitung zulässig.
2.Richtlinien.
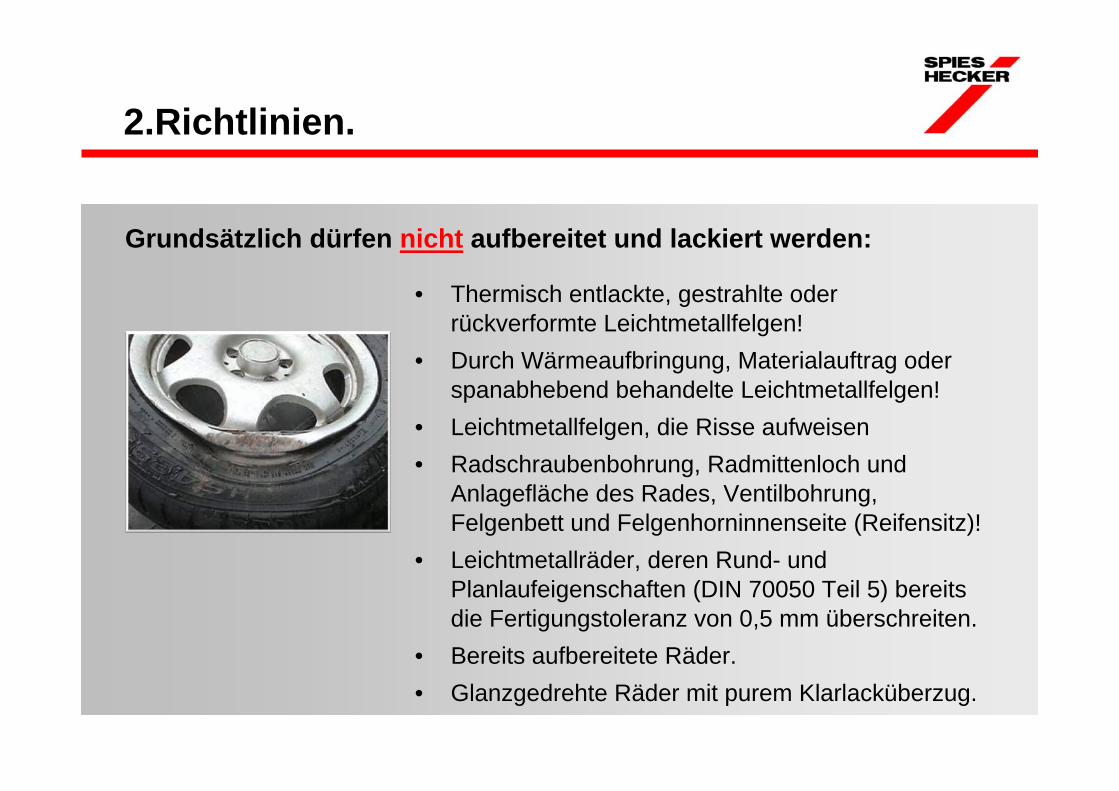
Grundsätzlich dürfen nicht aufbereitet und lackiert werden:
• Thermisch entlackte, gestrahlte oder rückverformte Leichtmetallfelgen!
• Durch Wärmeaufbringung, Materialauftrag oder spanabhebend behandelte Leichtmetallfelgen!
• Leichtmetallfelgen, die Risse aufweisen
• Radschraubenbohrung, Radmittenloch und Anlagefläche des Rades, Ventilbohrung, Felgenbett und Felgenhorninnenseite (Reifensitz)!
• Leichtmetallräder, deren Rund- und Planlaufeigenschaften (DIN 70050 Teil 5) bereits die Fertigungstoleranz von 0,5 mm überschreiten.
• Bereits aufbereitete Räder.
• Glanzgedrehte Räder mit purem Klarlacküberzug.
2.Richtlinien.
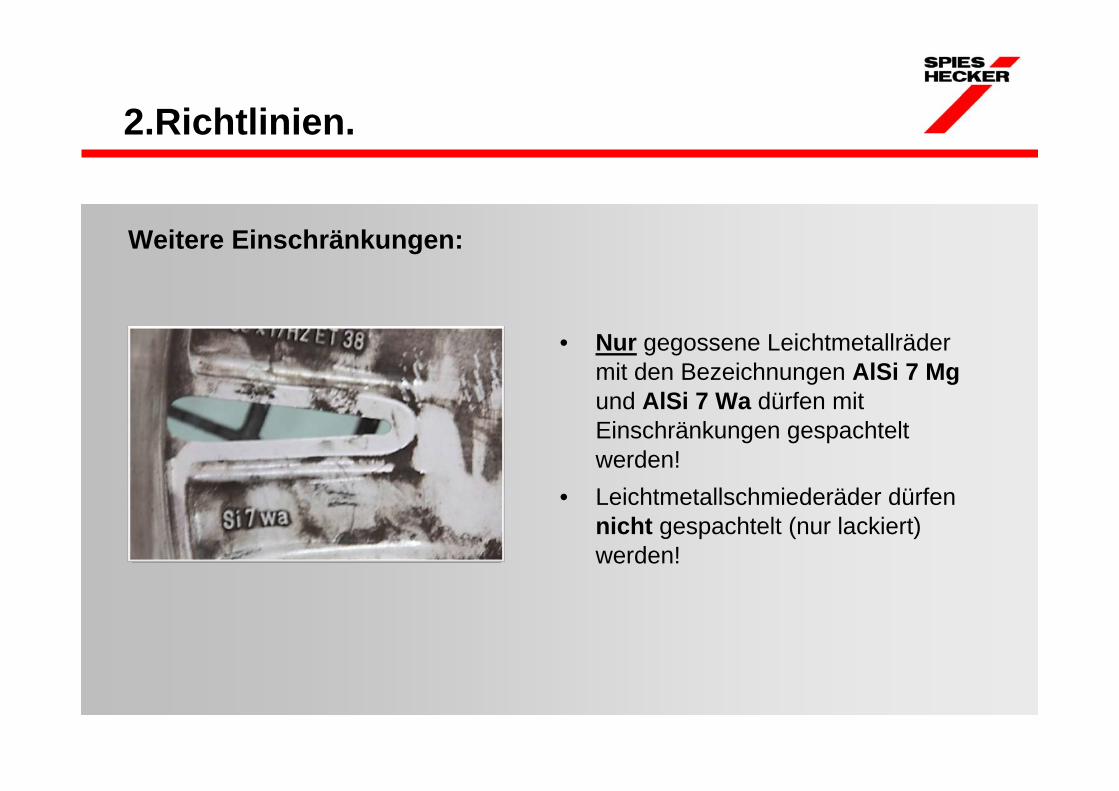
• Nur gegossene Leichtmetallräder mit den Bezeichnungen AlSi 7 Mg und AlSi 7 Wa dürfen mit Einschränkungen gespachtelt werden!
• Leichtmetallschmiederäder dürfen nicht gespachtelt (nur lackiert) werden!
Weitere Einschränkungen:
2.Richtlinien.

Hohe oder einseitige Temperaturbelastungen vermeiden!
2.Richtlinien.
• Leichtmetallräder dürfen nur bis max. 40 min auf max. 90°C erhitzt werden,
• Leichtmetallräder dürfen nichtpartiell mit IR, Heißluftfön oder ähnlichem stark erhitzt werden!

• Aufbereitet werden grundsätzlich nur Oberflächenschäden an der Radsichtseite (Designfläche).
• Nur freigegebene Materialien verwenden!
Reparatur ohne Spachtel
• Lack und Füller dürfen nicht auf Radbefestigungssitz und -bohrung, Speicheninnenseiten, Felgenbett und Felgenhorninnenseite (Reifensitz), sowie auf die Anlagefläche des Rades (Rad innen) aufgetragen werden!
2.Richtlinien.

• Spachtelmaterial darf nur auf die äußere Radsichtseite aufgetragen werden, vom Felgenhorn gemessen bis max. 50 mm!
Reparatur mit Spachtel
• Materialauftrag von max.1mm einhalten! Im Grundmetall darf die max. Beschädigungstiefe von 1 mm nicht
überschritten sein!
• Nur freigegebene Spachtelmaterialien verwenden!
2.Richtlinien.

1. Vorwort
2. Richtlinien
3. Beispiele mit
Schadensbildern
4. Aufbereitungsprozess
Leichtmetallräder.
Rationelle Oberflächenaufbereitung
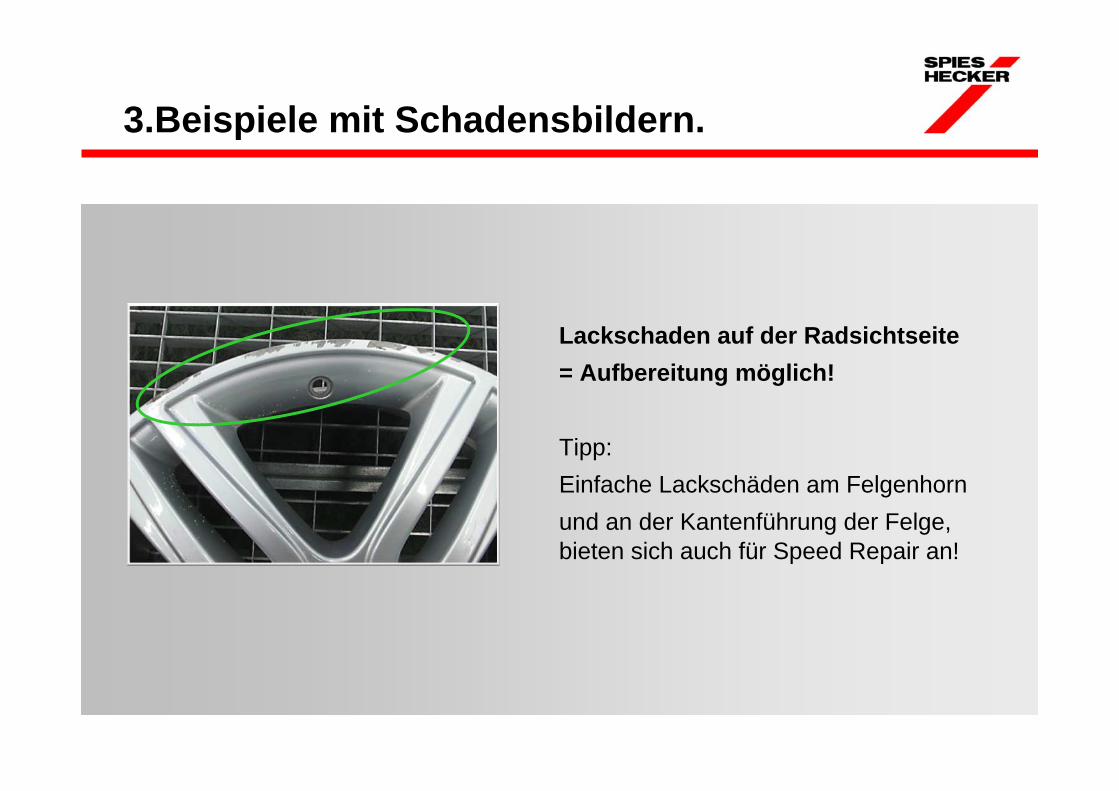
Lackschaden auf der Radsichtseite
= Aufbereitung möglich!
Tipp:
Einfache Lackschäden am Felgenhorn
und an der Kantenführung der Felge, bieten sich auch für Speed Repair an!
3.Beispiele mit Schadensbildern.

Materialbeschädigung tiefer als 1 mm
= Aufbereitung nicht zulässig!
3.Beispiele mit Schadensbildern.

3.Beispiele mit Schadensbildern.
Lackschaden auf der Radsichtseite
= Aufbereitung möglich!
Tipp:
Einfache Lackschäden an einer Speiche
und an der Kantenführung der Felge bieten sich auch für Speed Repair an!
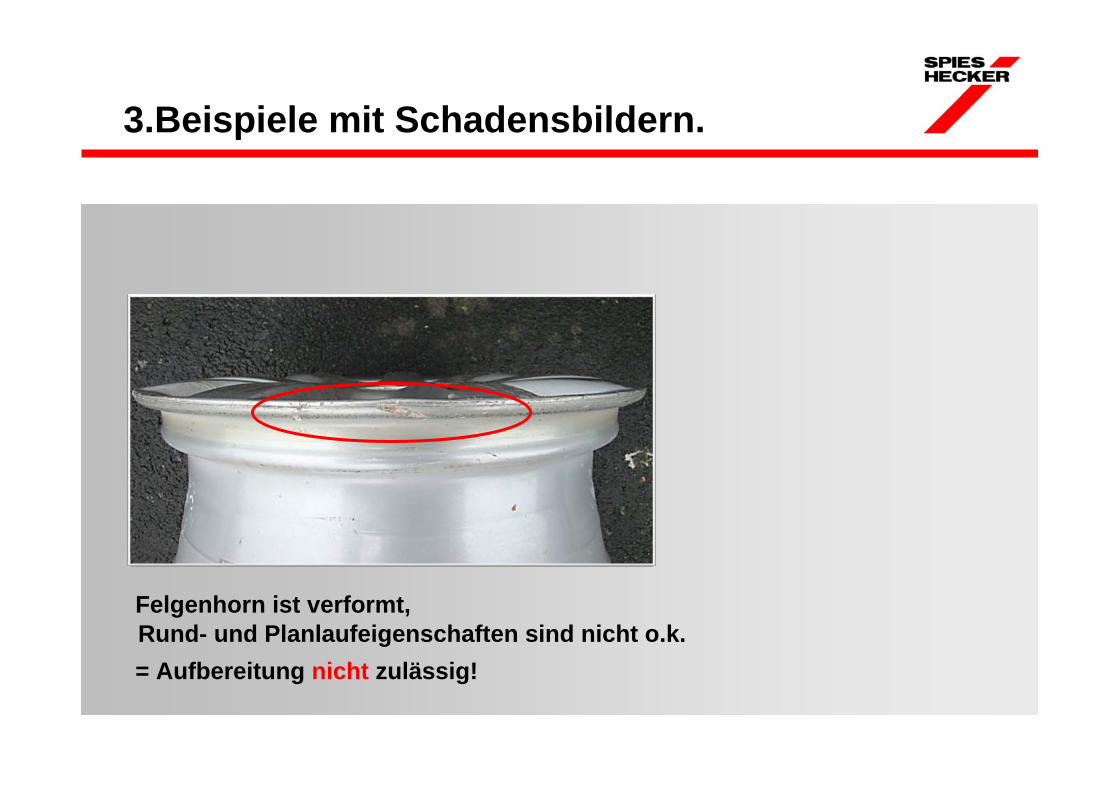
Felgenhorn ist verformt, Rund- und Planlaufeigenschaften sind nicht o.k.
= Aufbereitung nicht zulässig!
3.Beispiele mit Schadensbildern.

3.Beispiele mit Schadensbildern.
Lackschaden auf der Radsichtseite
= Aufbereitung möglich!
Tipp:
Einfache Lackschäden an einer Speiche
und an der Kantenführung der Felge bieten sich auch für Speed Repair an!

2-teiliges Aluminiumrad:
Äußerer Ring ist glanzgedreht.
Klarlackdefekt am äußeren Ring
= Aufbereitung nicht möglich!
3.Beispiele mit Schadensbildern.

Lackschäden auf der Radsichtseite
= Aufbereitung möglich!
3.Beispiele mit Schadensbildern.
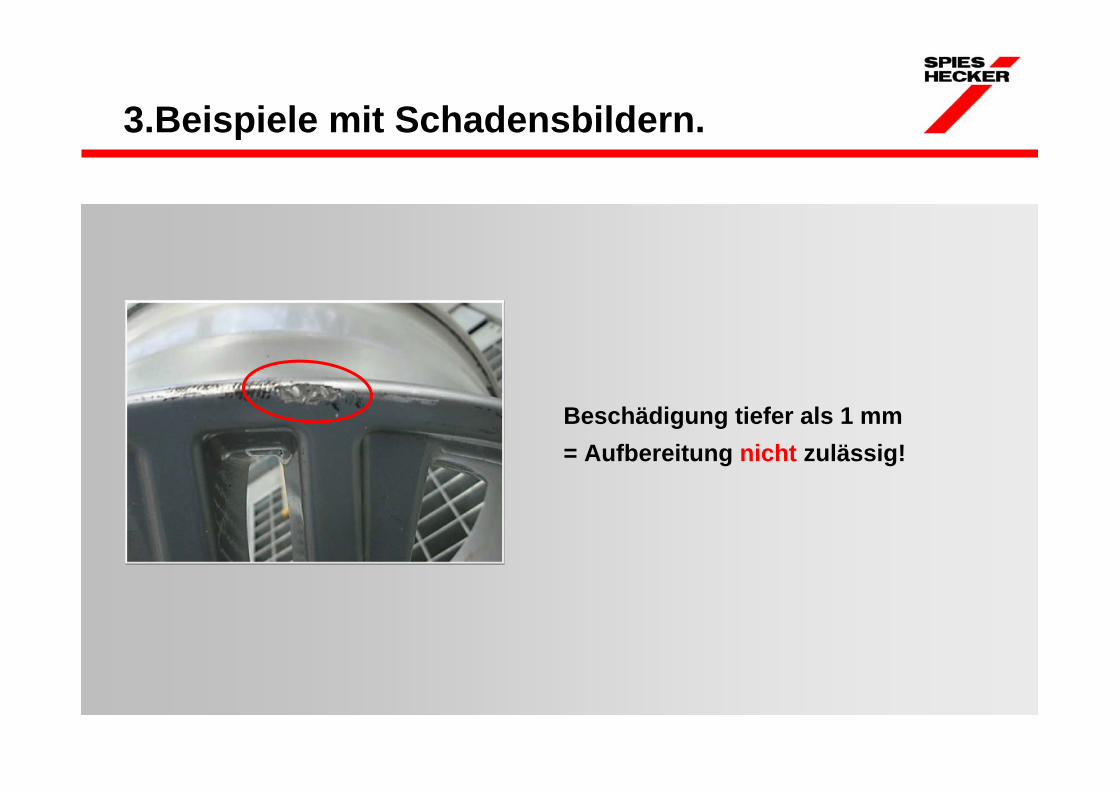
Beschädigung tiefer als 1 mm
= Aufbereitung nicht zulässig!
3.Beispiele mit Schadensbildern.
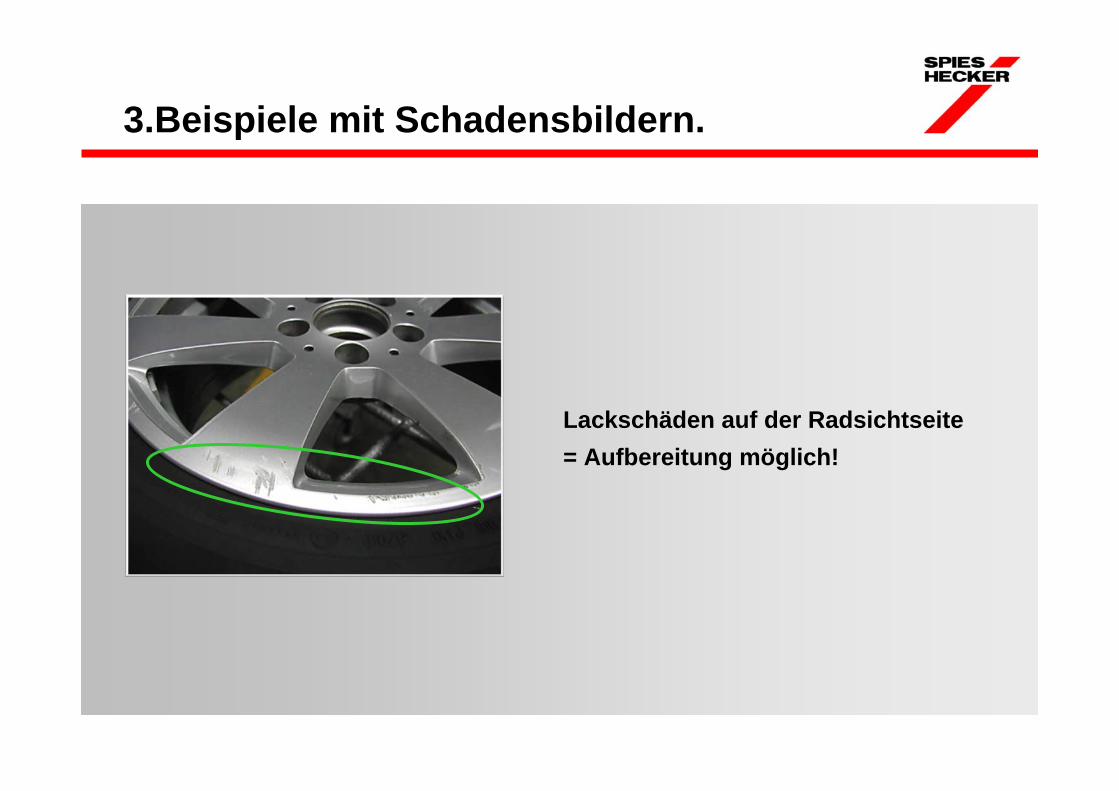
Lackschäden auf der Radsichtseite
= Aufbereitung möglich!
3.Beispiele mit Schadensbildern.

Materialbeschädigung außerhalb des 25 mm Bereiches.
= Aufbereitung nicht zulässig!
3.Beispiele mit Schadensbildern.
> 2,5cm
> 2,
5cm
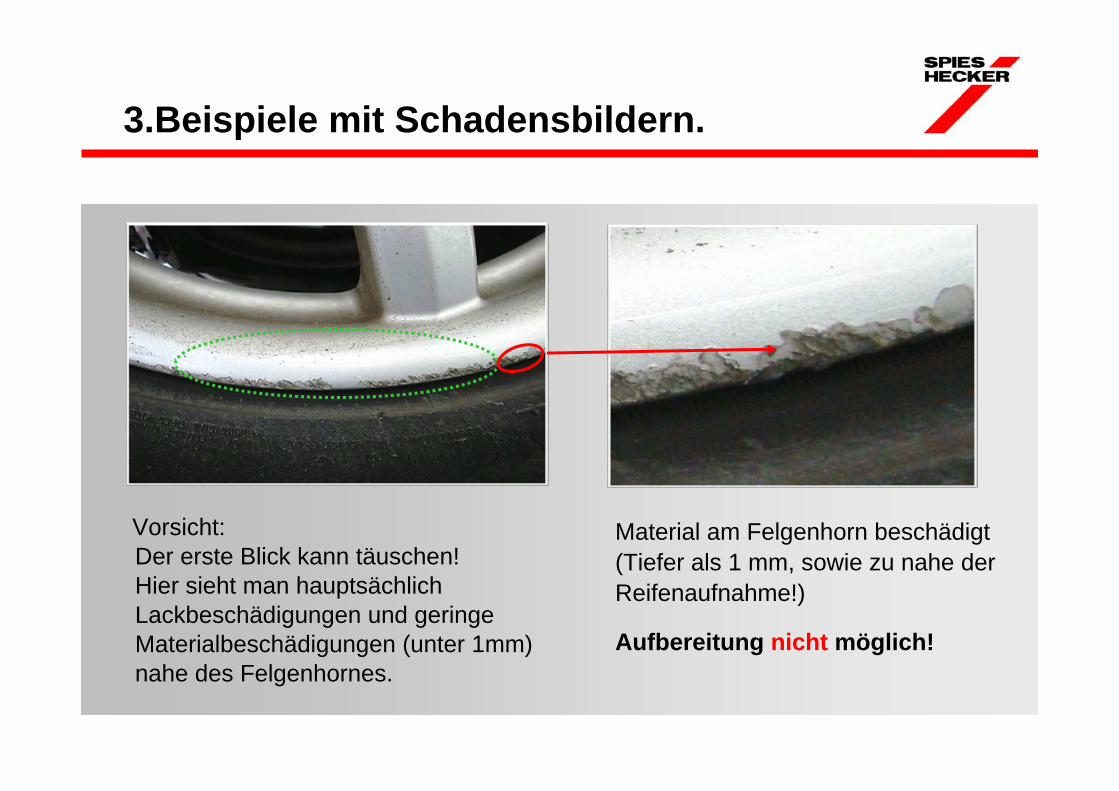
Vorsicht: Der erste Blick kann täuschen! Hier sieht man hauptsächlich Lackbeschädigungen und geringe Materialbeschädigungen (unter 1mm) nahe des Felgenhornes.
Material am Felgenhorn beschädigt (Tiefer als 1 mm, sowie zu nahe derReifenaufnahme!)
Aufbereitung nicht möglich!
3.Beispiele mit Schadensbildern.

1. Vorwort
2. Richtlinien
3. Beispiele mit
Schadensbildern
4. Aufbereitungsprozess
Leichtmetallräder.
Rationelle Oberflächenaufbereitung
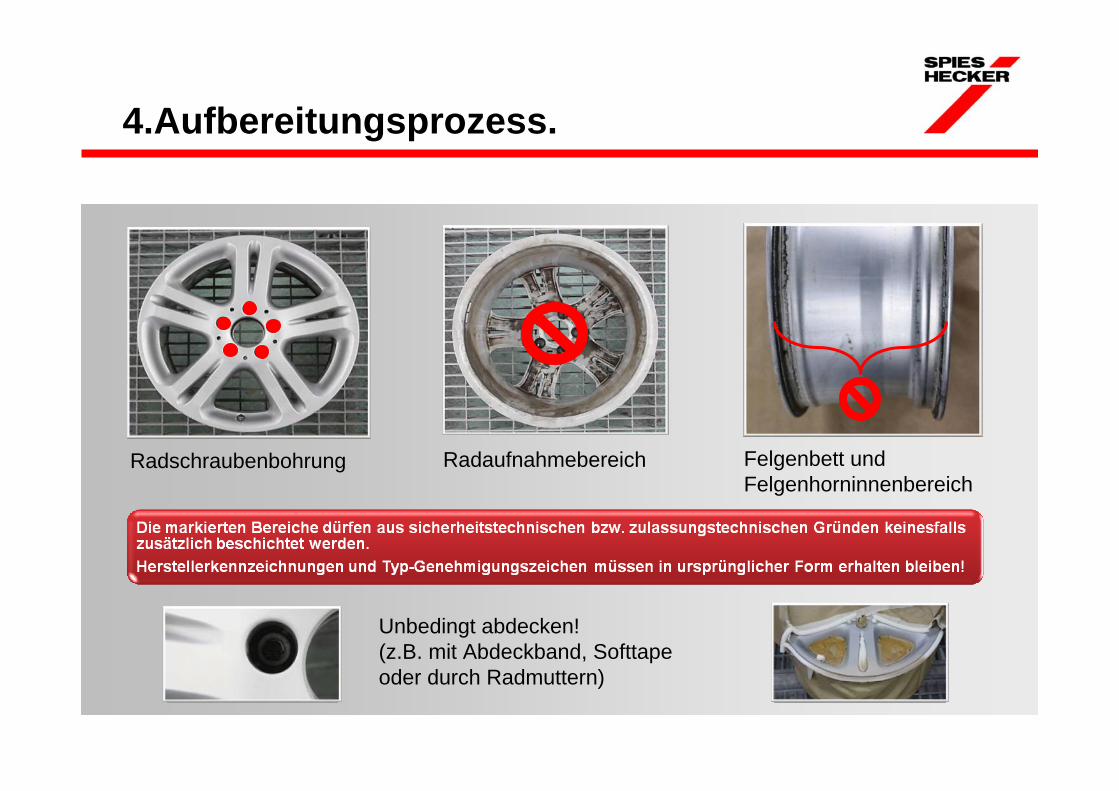
Felgenbett und Felgenhorninnenbereich
Radaufnahmebereich Radschraubenbohrung
Unbedingt abdecken! (z.B. mit Abdeckband, Softtape oder durch Radmuttern)
4.Aufbereitungsprozess.

• Leichtmetallräder dürfen nur bis max. 40 min auf max. 90°C erhitzt werden,
• Leichtmetallräder dürfen nichtpartiell mit IR, Heißluftfön oder ähnlichem stark erhitzt werden!
Hohe oder einseitige Temperaturbelastungen vermeiden!
4.Aufbereitungsprozess.

Vorreinigung innen & aussen mit Seifenlauge, vorzugsweise mit Hochdruckreiniger
Nachreinigunginnen & aussen mit Reinigungsmittel,je nach Verschmutzungsgrad mit Permaloid® Reinigungsmittel 7020, Permahyd® Entfettungsmittel 7070, und/ oder Permaloid® Silikon Entferner 7010
Reifen, Ventil und Gewichte entfernen, je nach Schadensart kann es auch genügen, die Luft lediglich abzulassen um den Reifen vom Felgenhorn Richtung Felgenbett zu drücken und abzudecken.
4.Aufbereitungsprozess.

Farbtonbestimmung:
Mit Color Index, CRplusoder eigenen Farbtonmustern
4.Aufbereitungsprozess.
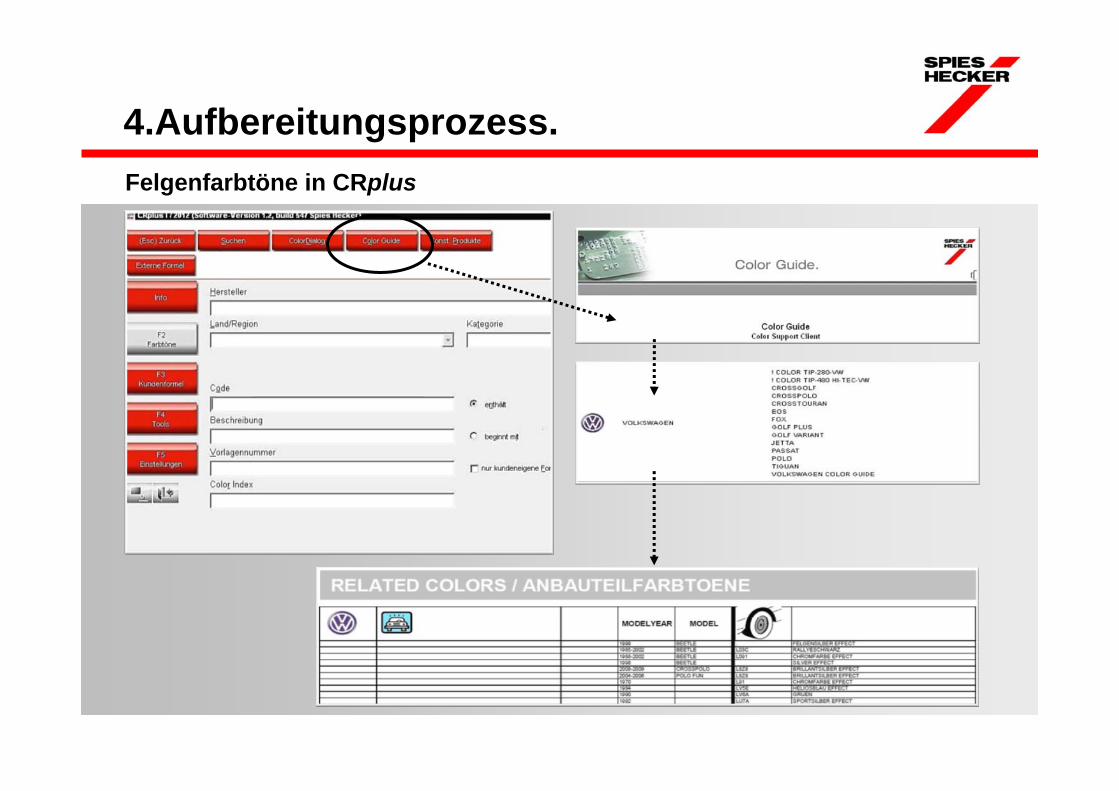
Felgenfarbtöne in CRplus
4.Aufbereitungsprozess.

Permahyd® Basislack Silver Star:
• Readymix Farbton in 0,5 ltr. Gebinde
• Zusammen mit Permahyd® Spezial Additiv 9016 einsetzen!
• System-Merkblatt Nr. SYS_101.7 beachten
Tipp:Helles, feines Silber-MetallicEine Vielzahl an Leichtmetallrädern sind original in einem extrem hellen, feinen Metallic-Silber lackiert.Permahyd® Silver Star bietet hier oftmals eine passende Alternative.
4.Aufbereitungsprozess.
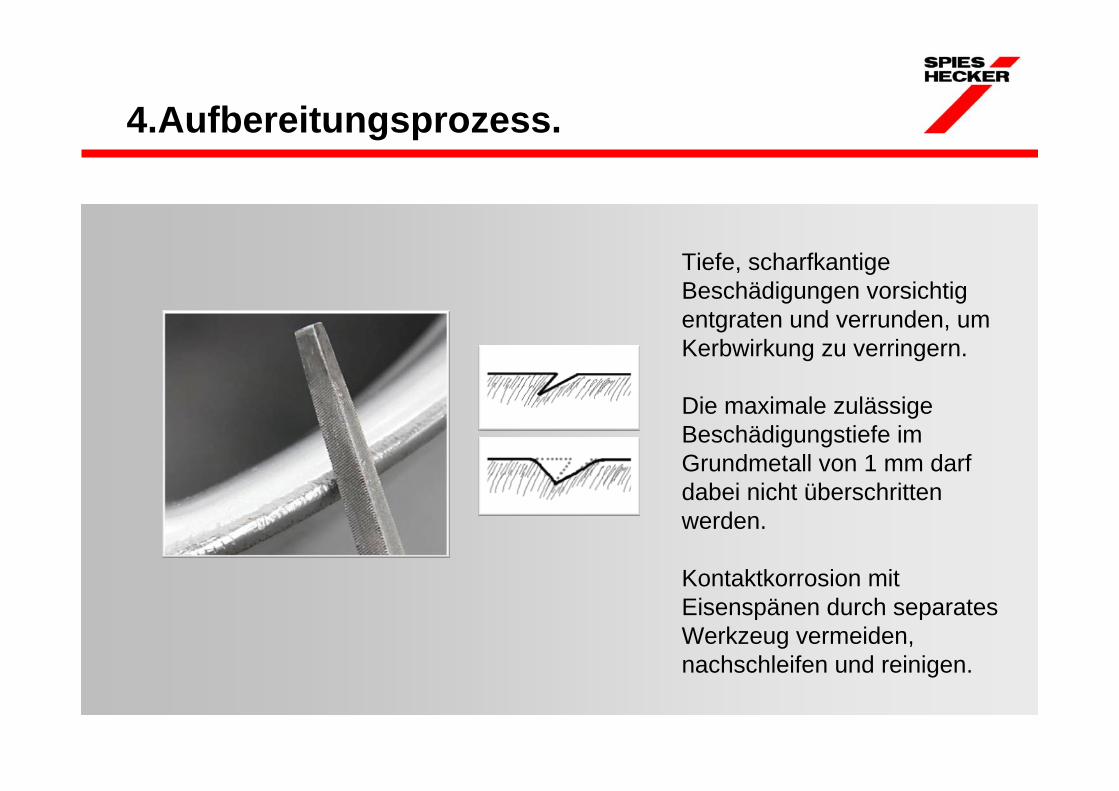
Tiefe, scharfkantige Beschädigungen vorsichtig entgraten und verrunden, um Kerbwirkung zu verringern.
Die maximale zulässige Beschädigungstiefe im Grundmetall von 1 mm darf dabei nicht überschritten werden.
Kontaktkorrosion mit Eisenspänen durch separates Werkzeug vermeiden, nachschleifen und reinigen.
4.Aufbereitungsprozess.

Reinigung mitPermaloid®Silikon Entferner 7010
Schadensbereich schleifen (P120)Im Spachtelbereich die Altlackierung entfernen. Den Randbereich für einen weichen Übergang gut ausschleifen.
4.Aufbereitungsprozess.
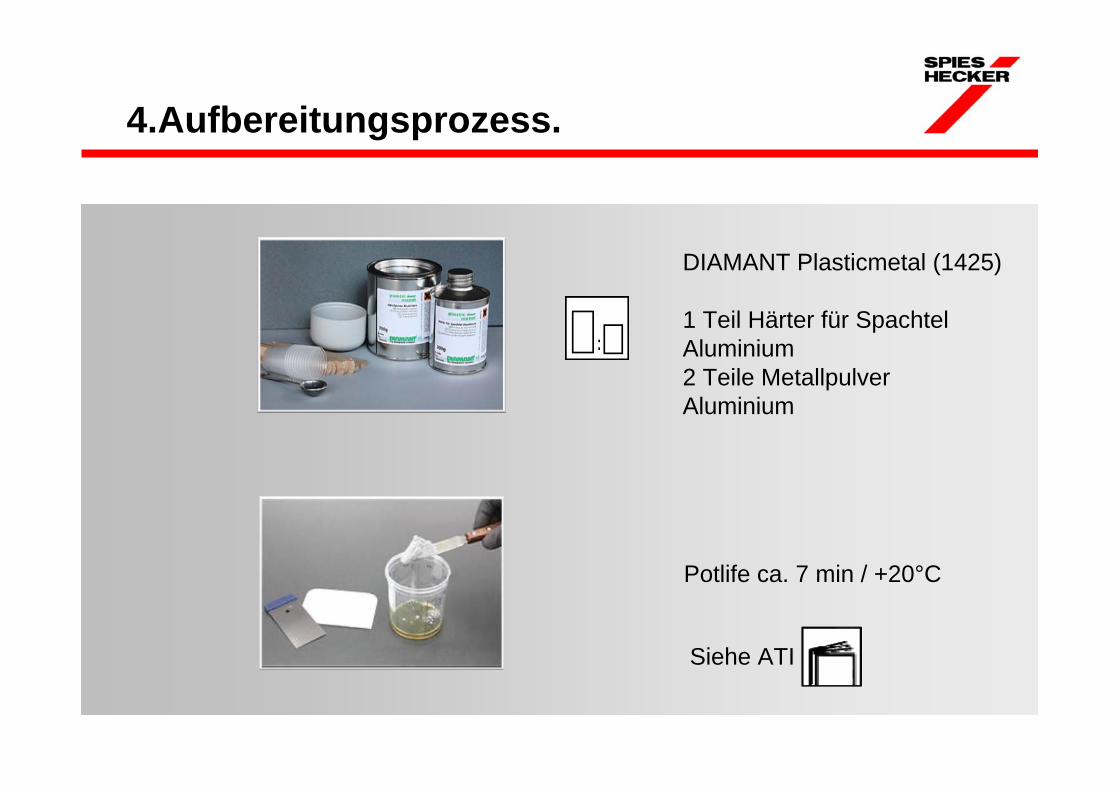
DIAMANT Plasticmetal (1425)
1 Teil Härter für Spachtel Aluminium2 Teile Metallpulver Aluminium
Potlife ca. 7 min / +20°C
Siehe ATI
4.Aufbereitungsprozess.
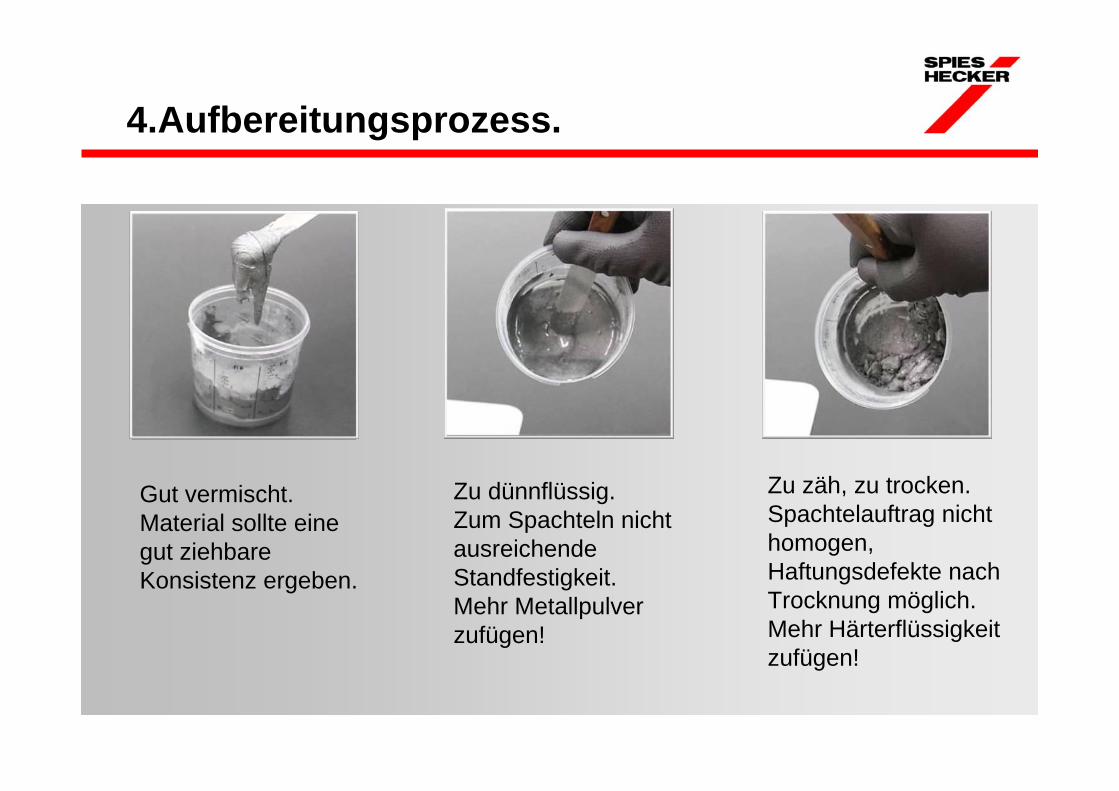
Gut vermischt.Material sollte eine gut ziehbare Konsistenz ergeben.
Zu dünnflüssig.Zum Spachteln nicht ausreichende Standfestigkeit. Mehr Metallpulver zufügen!
Zu zäh, zu trocken.Spachtelauftrag nicht homogen, Haftungsdefekte nach Trocknung möglich. Mehr Härterflüssigkeit zufügen!
4.Aufbereitungsprozess.
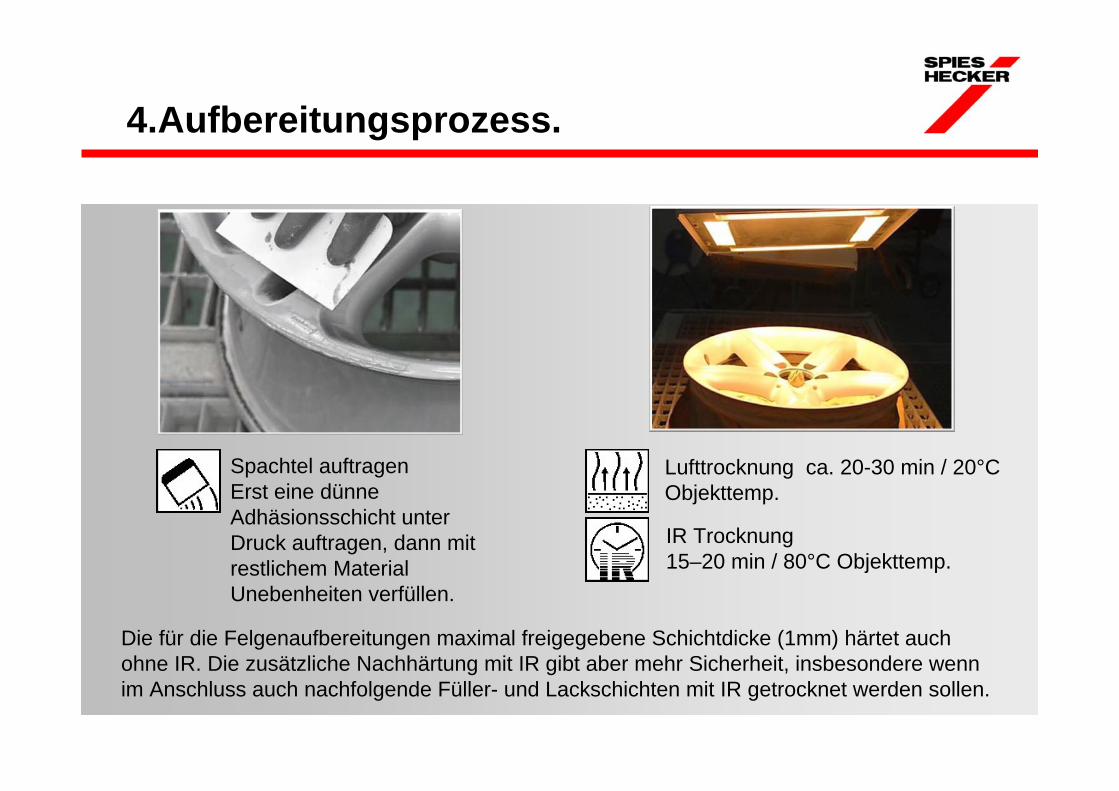
Lufttrocknung ca. 20-30 min / 20°C Objekttemp.
Die für die Felgenaufbereitungen maximal freigegebene Schichtdicke (1mm) härtet auch ohne IR. Die zusätzliche Nachhärtung mit IR gibt aber mehr Sicherheit, insbesondere wennim Anschluss auch nachfolgende Füller- und Lackschichten mit IR getrocknet werden sollen.
IR Trocknung15–20 min / 80°C Objekttemp.
Spachtel auftragenErst eine dünne Adhäsionsschicht unter Druck auftragen, dann mit restlichem Material Unebenheiten verfüllen.
4.Aufbereitungsprozess.
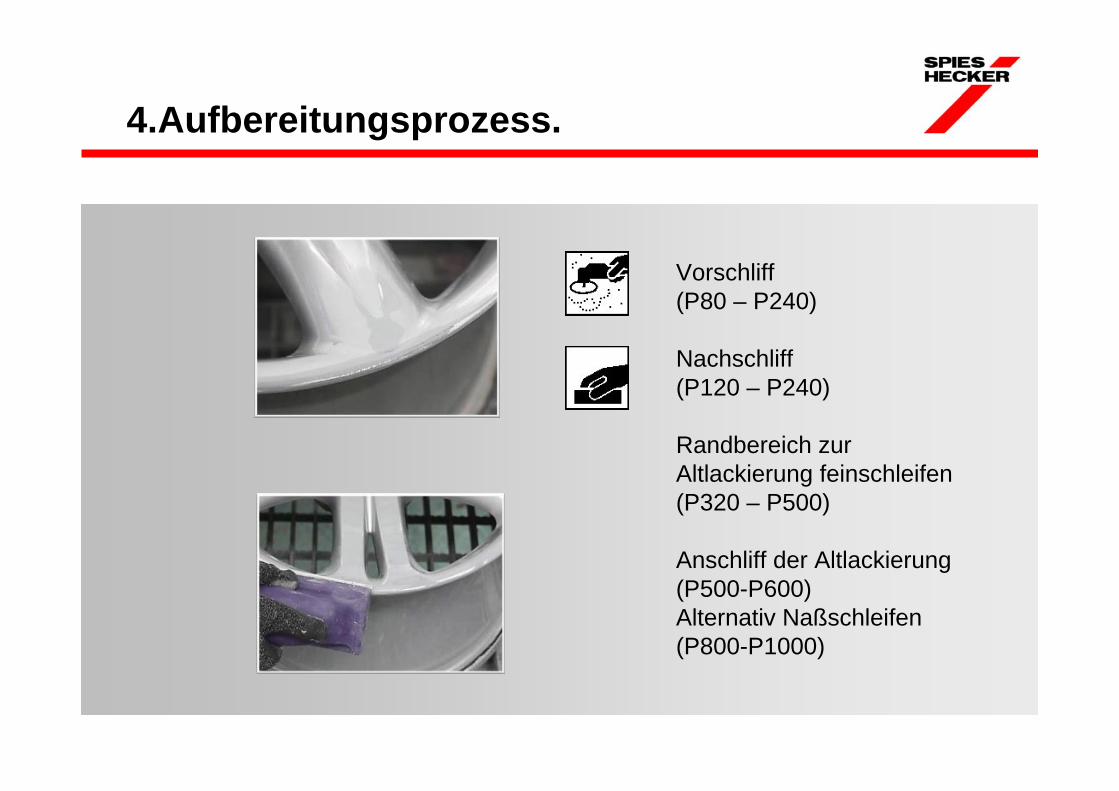
Vorschliff(P80 – P240)
Nachschliff(P120 – P240)
Randbereich zur Altlackierung feinschleifen(P320 – P500)
Anschliff der Altlackierung (P500-P600)Alternativ Naßschleifen (P800-P1000)
4.Aufbereitungsprozess.

Abdecken und Primer/Füller auf Felgeninnenbett,Felgeninneren und in den Radschraubenbohrungenvermeiden. Softtape oder “Flatterkanten”an Konturen sind hilfreich für weiche Übergänge.
Reinigung mit Permaloid®Silikon Entferner 7010
4.Aufbereitungsprozess.

Ofentrocknung 30-40 min / 60 - 65°C oder IR - Trocknung5 min 50% Leistung +12–15 min 100% Leistung
Permasolid®EP Grundierfüller 4500 2 – 3 Spritzgänge, max, 90 µm
System 1
Siehe ATI
4.Aufbereitungsprozess.

Ofentrocknung 45-50 min / 60 - 65°C oder IR - Trocknung3 min 50% Leistung, plus12-17 min 100% Leistung
Permasolid®EP Grundierfüller 40172 – 3 Spritzgänge, max.70 µm
Aufbereitungsprozess.
System 2
Siehe ATI
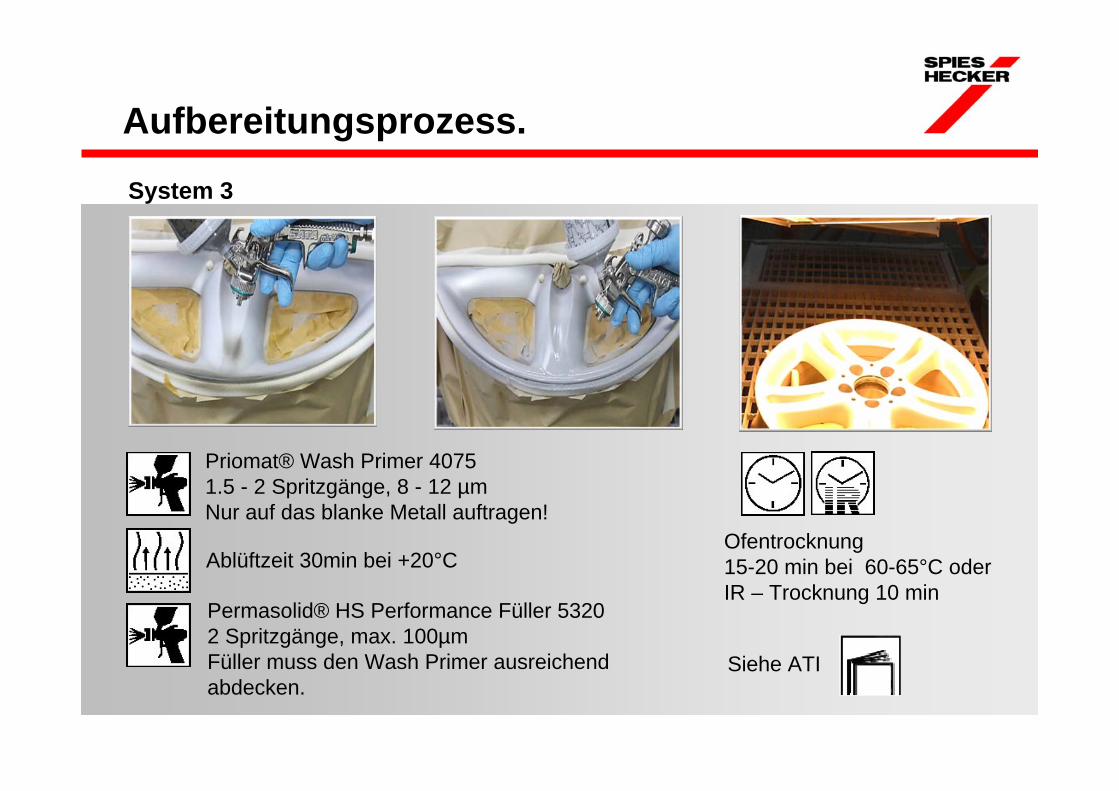
Priomat® Wash Primer 40751.5 - 2 Spritzgänge, 8 - 12 µmNur auf das blanke Metall auftragen!
Permasolid® HS Performance Füller 53202 Spritzgänge, max. 100µm Füller muss den Wash Primer ausreichend abdecken.
Ofentrocknung 15-20 min bei 60-65°C oder IR – Trocknung 10 min
Aufbereitungsprozess.
System 3
Ablüftzeit 30min bei +20°C
Siehe ATI

Abdecken: Lackmaterialauftrag auf Felgenbett und in Radschraubenbohrung vermeiden.
Schleifen (P500 – P600)(Alternativ Naßschleifen P800 - P1000)
Sorgfältig mit Permaloid® Silikon Entferner 7010 und Permahyd® Silikon Entferner 7080 reinigen.
4.Aufbereitungsprozess.
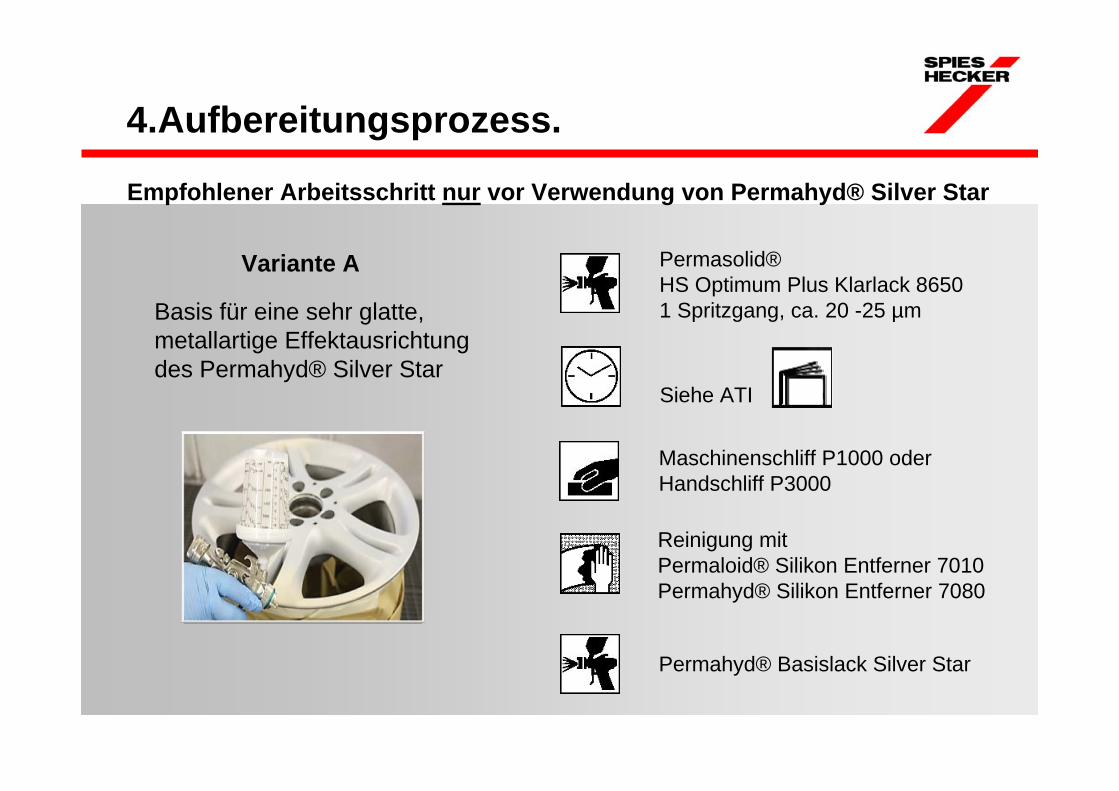
Permasolid®HS Optimum Plus Klarlack 8650 1 Spritzgang, ca. 20 -25 µm
Empfohlener Arbeitsschritt nur vor Verwendung von Permahyd® Silver Star
Maschinenschliff P1000 oder Handschliff P3000
Reinigung mitPermaloid® Silikon Entferner 7010Permahyd® Silikon Entferner 7080
Permahyd® Basislack Silver Star
Variante A
Basis für eine sehr glatte,metallartige Effektausrichtungdes Permahyd® Silver Star
Siehe ATI
4.Aufbereitungsprozess.
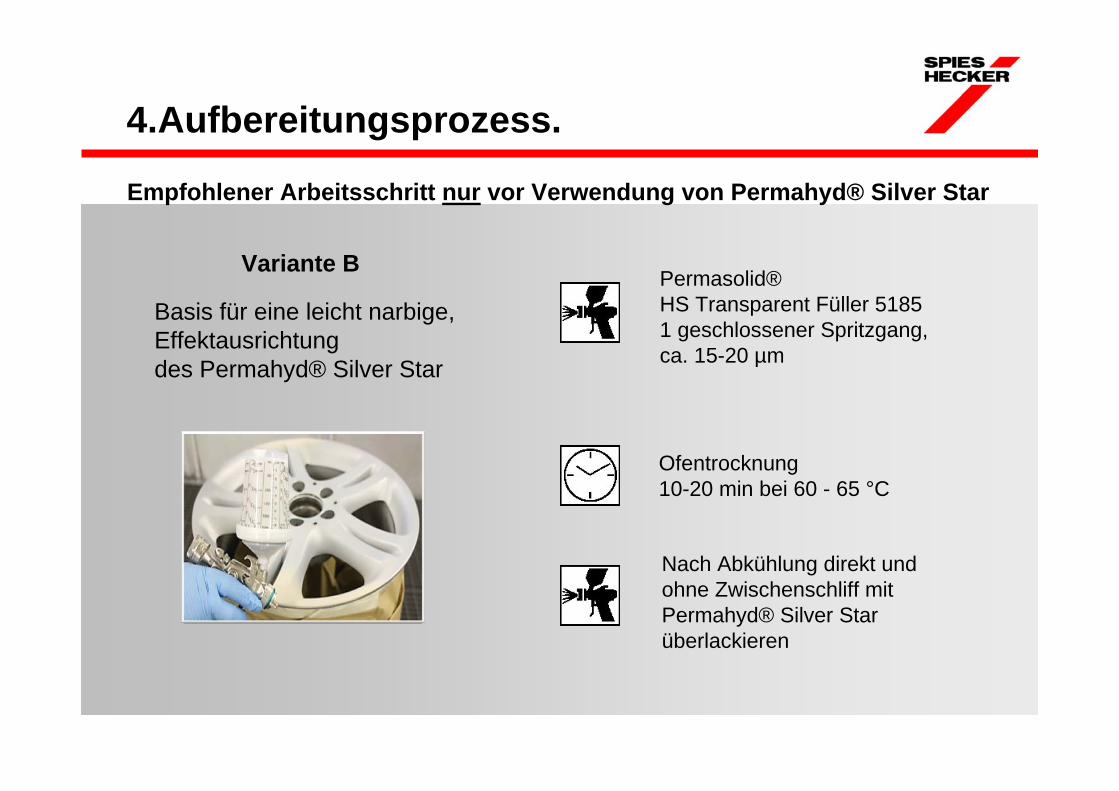
Permasolid®HS Transparent Füller 51851 geschlossener Spritzgang, ca. 15-20 µm
Ofentrocknung10-20 min bei 60 - 65 °C
Nach Abkühlung direkt und ohne Zwischenschliff mit Permahyd® Silver Star überlackieren
Empfohlener Arbeitsschritt nur vor Verwendung von Permahyd® Silver Star
Variante B
Basis für eine leicht narbige,Effektausrichtungdes Permahyd® Silver Star
4.Aufbereitungsprozess.
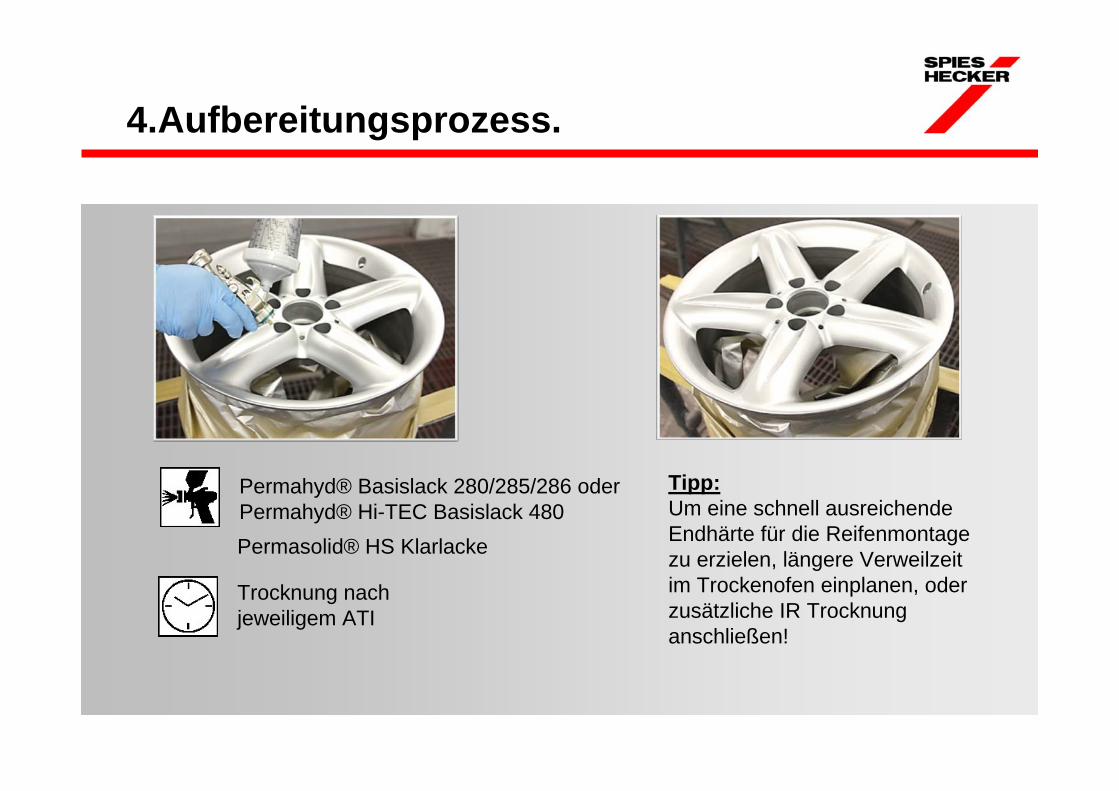
Tipp:Um eine schnell ausreichende Endhärte für die Reifenmontage zu erzielen, längere Verweilzeit im Trockenofen einplanen, oder zusätzliche IR Trocknung anschließen!
Permahyd® Basislack 280/285/286 oder Permahyd® Hi-TEC Basislack 480
Permasolid® HS Klarlacke
Trocknung nach jeweiligem ATI
4.Aufbereitungsprozess.

Leichtmetallräder.
Vorwort
Richtlinien
Beispiele mit
Schadensbildern
Aufbereitungsprozess
Rationelle Oberflächenaufbereitungen.

Leichtmetallräder.
RationelleOberflächenaufbereitungbei Leichtmetallrädern.
Speed Repair in neuer Dimension.Das UV-Sortiment.
Spies Hecker – näher dran.
Spies Hecker GmbHHorbeller Straße 17D-50858 KölnTel.: + 49 (0) 2234 6019-3630Fax: + 49 (0) 2234 6019-3880www.spieshecker.de
Spies Hecker ÖsterreichBahnstraße 41A-2353 GuntramsdorfTel.: + 43 (0) 2236 52511-0Fax: + 43 (0) 2236 52515www.spieshecker.at
Spies Hecker GmbHMuttenzerstrasse 105CH-4133 PrattelnTel.: + 41 (0) 61 826 9696Fax: + 41 (0) 61 821 8236www.spieshecker.ch
ems-
p.d
e

Spachtel – Füller – Klarlack.Das neue UV Sortiment von Spies Hecker: Kleinreparaturen jetzt noch wirtschaftlicher durchführen.
Die perfekt aufeinander abgestimmten Produkte und die UV Blitzlampe ergeben bei der Speed Repair Trocknung klare Vorteile für Sie: • Zeitersparnis• höhere Produktivität (hohe Ergiebigkeit des Materials)• geringere Energiekosten.
In der Weiterentwicklung der UV Technologie wurde neben derhohen Produktivität besonderer Wert auf die sichere Handhabungfür den Lackierer gelegt. Die Schutzausrüstung wurde durch einenneuen innovativen Sicherheitshelm ergänzt. Dieser verdunkelt sichbeim Blitzen automatisch.Vorteil: Der Einsatz der Lampe auf den zu trocknenden Flächenkann besser kontrolliert werden.
Permasolid® UV Starlight Spachtel 9100.
• 1K Produkt, dadurch keine Zeit-einschränkung bei Verarbeitung
• Verwendbar auf allen gängigenUntergründen
• Spachtel speziell für Speed Repair
• Leichtes Handling durch Tubenabfül-lung, abgestimmt auf Speed Repair
• Schichtdicken bis 1.000 μm möglich
• Mehrere Schichten mit Zwischentrocknung möglich
• Mit allen Primern/Füllern überlackierbar
• Direkt schleifbar
Permasolid® UV Starlight Grundierfüller 9000.
• 1K Produkt
• Hoher Festkörperanteil (98,6 %)
• Guter Lackstand
• Für alle gängigen Untergründe geeignet
• 1,5 Spritzgänge ohne Ablüftzeit –> für 90 μm Schichtdicke
Permasolid® UV Starlight Klarlack 9200.
• 2K Produkt
• Mischung 4:1 mit Permasolid®
UV Härter 9201
• Topfzeit 60 Minuten
• Verarbeitung in einem Arbeitsgang
• Schnelle und einfache Polierbarkeit– direkt nach Abkühlung der Fläche
• Gut geeignet für Beilackierungen inVerbindung mit Permacron® SpeedBlender 1036
Alle in diesem Folder vorgestellten Produkte erfüllen die strengen VOC Richtlinien.
Mit der Zeit arbeiten.
„Speed Repair in absoluter Rekordzeit – klasse.
Darüber hinaus hat mich der neue Helm begeistert.“
Sicherheitshelm„Speedglass“. • Der neue Sicherheits-
helm verdunkelt sichbeim Blitzen automa-tisch.
• Höchster Sichtkomfortdurch stufenregulier-bare Aufhellzeit: DieDunkel-Hell-Umschalt-dauer kann den jeweili-gen Anforderungen desLackierers angepasstwerden.
Mini Jet Spritzpistole.• Mit lichtundurchlässigem
Spritzbecher.
UV-Trolley.• Alle benötigten Arbeits-
mittel kompakt aneinem Platz.
• Spezielle Halterung fürSpritzpistole und Sicher-heitshelm.
• Automatische Kühlungdurch integrierten Venti-lator.
Blitzlampe.• Automatische Serie
von 10 Blitzen.• Gleichmäßige Licht-
verteilung über denReflektor.
UV Speed Repair Poster.• Schritt für Schritt zum schnellen
Ergebnis. Der Arbeitsprozess detailliert dargestellt.
Zubehör.
Arbeitsposter.
Zu allen vorgestellten Produkten gibt es ArbeitstechnischeInformationen unter: www.spieshecker.de
Spies Hecker GmbHHorbeller Straße 17D-50858 KölnTel.: + 49 (0) 2234 6019-3630Fax: + 49 (0) 2234 6019-3880www.spieshecker.de
Spies Hecker ÖsterreichBahnstraße 41A-2353 GuntramsdorfTel.: + 43 (0) 2236 52511-0Fax: + 43 (0) 2236 52515www.spieshecker.at
Spies Hecker GmbHMuttenzerstrasse 105CH-4133 PrattelnTel.: + 41 (0) 61 826 9696Fax: + 41 (0) 61 821 8236www.spieshecker.ch
ems-
p.d
e
Speed Repair. Do it.
Die perfekte Lösung für kleine Schäden.
Spies Hecker – näher dran.
Ob beim Einparken oder durch Steinschlag – Beulen und Kratzer sind schnell passiert.
Etwa 30 % aller Beschädigungen am Fahrzeug sind Kleinstschäden, die meistens im
unteren Bereich eines Kfz auftreten. Eine aufwändige Teillackierung ist in diesen Fällen
vielen Kunden zu teuer. Das ist ein wesentlicher Grund, warum diese Schäden erst gar
nicht beseitigt werden oder Billiganbieter die Reparatur durchführen.
Speed Repair von Spies Hecker ist eine kostengünstige Methode, kleine Lackschäden
professionell und schnell zu reparieren. Ihre Vorteile: Sie erschließen sich völlig neue
Kundenpotenziale, können Großkunden besondere Kostenvorteile bieten und lasten
damit Ihre Werkstatt optimal aus.
Speed Repair ist:
• ideal für kleine Reparaturen im unteren Fahrzeugbereich.
• schnell und einfach in der Anwendung.
• kostengünstig für Sie und Ihre Kunden.
• in gewohnt perfekter Spies Hecker Qualität.
• ohne große Zusatzinvestitionen
sofort umsetzbar.
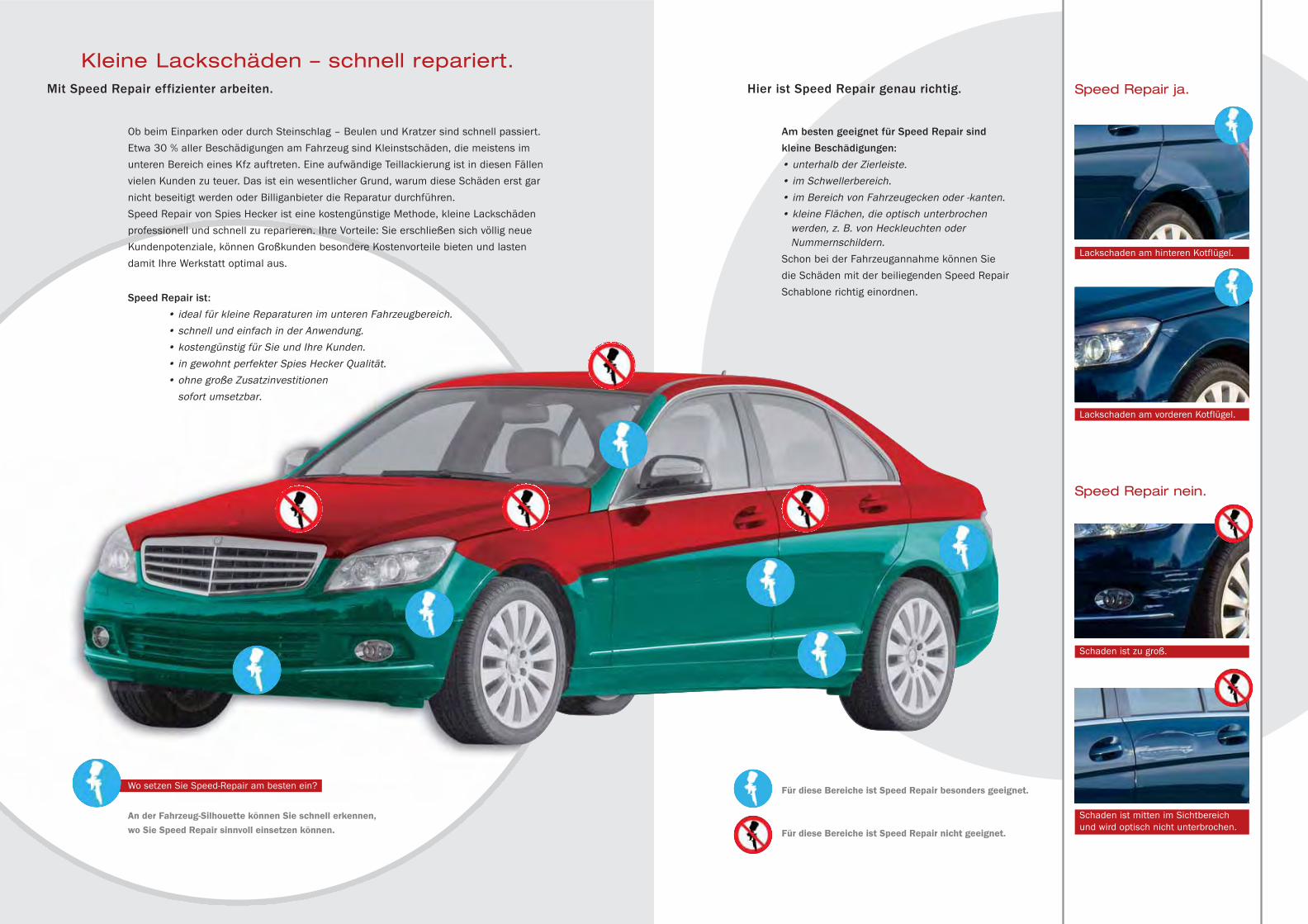
Für diese Bereiche ist Speed Repair besonders geeignet.
Für diese Bereiche ist Speed Repair nicht geeignet.
Kleine Lackschäden – schnell repariert.
Am besten geeignet für Speed Repair sind
kleine Beschädigungen:
• unterhalb der Zierleiste.
• im Schwellerbereich.
• im Bereich von Fahrzeugecken oder -kanten.
• kleine Flächen, die optisch unterbrochenwerden, z. B. von Heckleuchten oderNummernschildern.
Schon bei der Fahrzeugannahme können Sie
die Schäden mit der beiliegenden Speed Repair
Schablone richtig einordnen.
Hier ist Speed Repair genau richtig.
Lackschaden am hinteren Kotflügel.
Lackschaden am vorderen Kotflügel.
Schaden ist zu groß.
Schaden ist mitten im Sichtbereich und wird optisch nicht unterbrochen.
Speed Repair ja.
Speed Repair nein.
Mit Speed Repair effizienter arbeiten.
An der Fahrzeug-Silhouette können Sie schnell erkennen,
wo Sie Speed Repair sinnvoll einsetzen können.
Wo setzen Sie Speed-Repair am besten ein?

Permacron® Speed-Blender 1036 ist
der Schlüssel zum perfekten Ergebnis
einer Speed Repair. Dieses Additiv
tragen Sie wie beim Basislack mit
einer Mini-HLVP-Spritzpistole auf.
Diese speziellen Spritzpistolen sind
ideal für kleine Flächen. Das Ein-
stellen des Klarlackes mit dem
Speed-Blender 1036 sorgt für einen
sauberen Übergang der Reparatur-
fläche zur Altlackierung.
Reparaturmethode Mini-HVLP-Spritzpistole.
So einfach arbeiten Siemit Speed Repair.
Die einzelnen Arbeitsschritte.
9b. Mattierte Fläche.
10b. Entstauben mit Sontara® SPS™Staubbindetuch.
11. Basislack auftragen.
10a. Mit Silikonentferner reinigen undmit Sontara® SPS™ Entfettungs-tuch gründlich nachwischen.
12. Klarlack auftragen.
13b. Einlackieren; Klarlack in der Rand-zone ausnebeln, außerhalb der ge-schliffenen Fläche nicht beilackieren.
15a. Randzone nach ausreichenderTrocknung (abgekühlt) polieren.
15b. Nachpolieren mit Sontara® Krytox®
Poliertuch.
14. Infrarottrocknung 10-15 Minuten.
16. Das Ergebnis: Einfach. Brillant.
13a. Klarlack mit Permacron®
Speed-Blender 1036 einstellen.
Für die Verarbeitung der einzelnen Produkte beachten Sie bitte die jeweiligenanwendungstechnischen Informationen.
1. Lackschaden am hinteren Kotflügel.
3a. Schadstelle mit ExcenterschleiferP240-320 ausschleifen.
3b. Geschliffene Reparaturstelle.
2. Großflächig mit Silikonentferner rei-nigen und mit Sontara® SPS™ Entfet-tungstuch gründlich nachwischen.
4. Mit Silikonentferner reinigen und mit Sontara® SPS™ Entfettungstuchgründlich nachwischen.
5. Abdecken.
7. Infrarottrocknung 5-7 Minuten.
8. Schleifen; Nassschliff mit P800-1.200.
6. Grundieren mit Spritzpistole,Grundierfüller Priomat® 1KWashprimer 4085.
9a. Mattieren der Randzone mit Schleifpad.
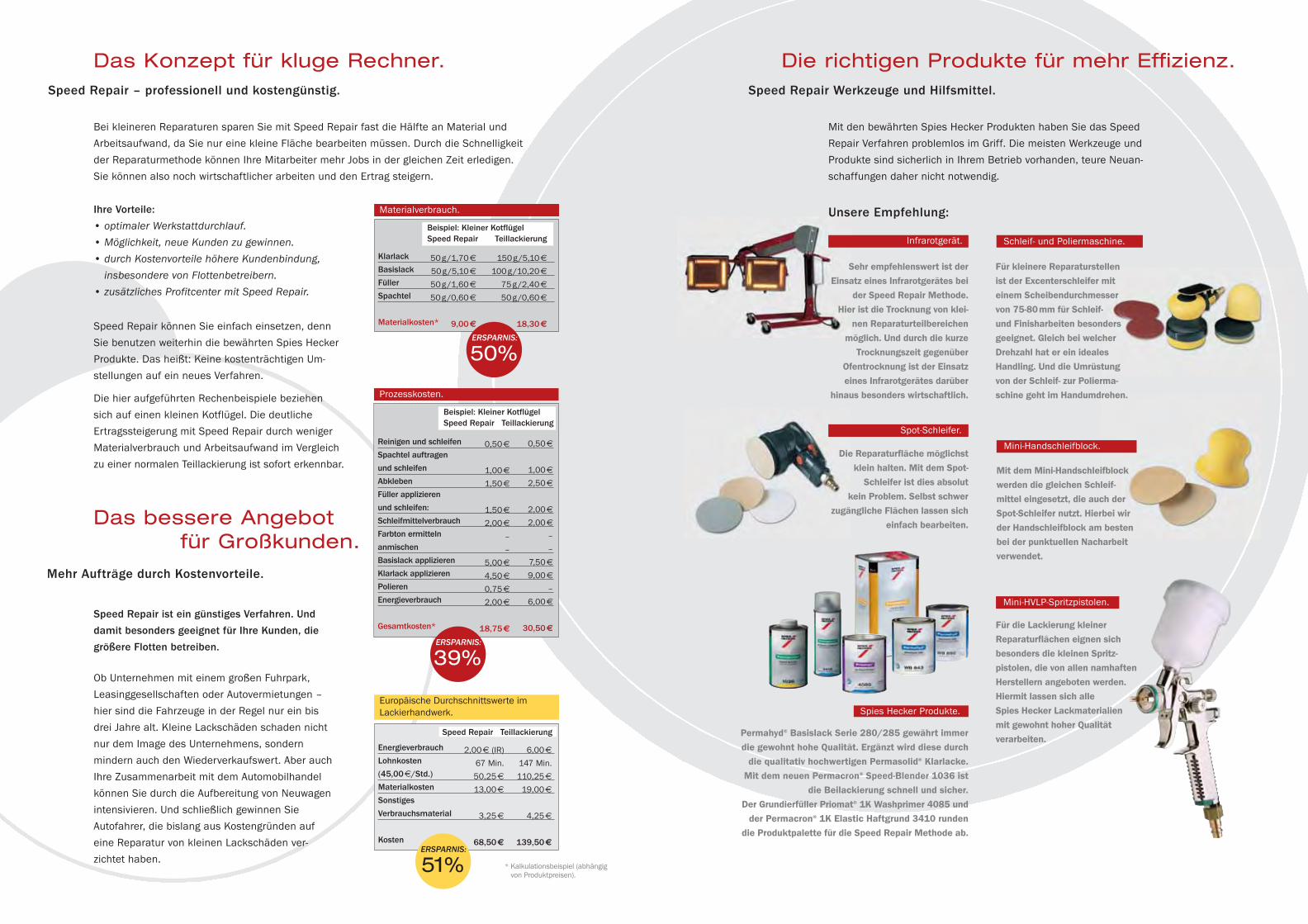
Die richtigen Produkte für mehr Effizienz.
Mehr Aufträge durch Kostenvorteile.
Ob Unternehmen mit einem großen Fuhrpark,
Leasinggesellschaften oder Autovermietungen –
hier sind die Fahrzeuge in der Regel nur ein bis
drei Jahre alt. Kleine Lackschäden schaden nicht
nur dem Image des Unternehmens, sondern
mindern auch den Wiederverkaufswert. Aber auch
Ihre Zusammenarbeit mit dem Automobilhandel
können Sie durch die Aufbereitung von Neuwagen
intensivieren. Und schließlich gewinnen Sie
Autofahrer, die bislang aus Kostengründen auf
eine Reparatur von kleinen Lackschäden ver-
zichtet haben.
Speed Repair – professionell und kostengünstig.
Bei kleineren Reparaturen sparen Sie mit Speed Repair fast die Hälfte an Material und
Arbeitsaufwand, da Sie nur eine kleine Fläche bearbeiten müssen. Durch die Schnelligkeit
der Reparaturmethode können Ihre Mitarbeiter mehr Jobs in der gleichen Zeit erledigen.
Sie können also noch wirtschaftlicher arbeiten und den Ertrag steigern.
Ihre Vorteile:
• optimaler Werkstattdurchlauf.
• Möglichkeit, neue Kunden zu gewinnen.
• durch Kostenvorteile höhere Kundenbindung,
insbesondere von Flottenbetreibern.
• zusätzliches Profitcenter mit Speed Repair.
Speed Repair können Sie einfach einsetzen, denn
Sie benutzen weiterhin die bewährten Spies Hecker
Produkte. Das heißt: Keine kostenträchtigen Um-
stellungen auf ein neues Verfahren.
Die hier aufgeführten Rechenbeispiele beziehen
sich auf einen kleinen Kotflügel. Die deutliche
Ertragssteigerung mit Speed Repair durch weniger
Materialverbrauch und Arbeitsaufwand im Vergleich
zu einer normalen Teillackierung ist sofort erkennbar.
Das Konzept für kluge Rechner.
Speed Repair ist ein günstiges Verfahren. Und
damit besonders geeignet für Ihre Kunden, die
größere Flotten betreiben.
Das bessere Angebot für Großkunden.
Speed Repair Werkzeuge und Hilfsmittel.
Mit den bewährten Spies Hecker Produkten haben Sie das Speed
Repair Verfahren problemlos im Griff. Die meisten Werkzeuge und
Produkte sind sicherlich in Ihrem Betrieb vorhanden, teure Neuan-
schaffungen daher nicht notwendig.
Unsere Empfehlung:
Infrarotgerät.
Sehr empfehlenswert ist der
Einsatz eines Infrarotgerätes bei
der Speed Repair Methode.
Hier ist die Trocknung von klei-
nen Reparaturteilbereichen
möglich. Und durch die kurze
Trocknungszeit gegenüber
Ofentrocknung ist der Einsatz
eines Infrarotgerätes darüber
hinaus besonders wirtschaftlich.
Schleif- und Poliermaschine.
Für kleinere Reparaturstellen
ist der Excenterschleifer mit
einem Scheibendurchmesser
von 75-80mm für Schleif-
und Finisharbeiten besonders
geeignet. Gleich bei welcher
Drehzahl hat er ein ideales
Handling. Und die Umrüstung
von der Schleif- zur Polierma-
schine geht im Handumdrehen.
Spot-Schleifer.
Die Reparaturfläche möglichst
klein halten. Mit dem Spot-
Schleifer ist dies absolut
kein Problem. Selbst schwer
zugängliche Flächen lassen sich
einfach bearbeiten.
Mini-Handschleifblock.
Mit dem Mini-Handschleifblock
werden die gleichen Schleif-
mittel eingesetzt, die auch der
Spot-Schleifer nutzt. Hierbei wir
der Handschleifblock am besten
bei der punktuellen Nacharbeit
verwendet.
Mini-HVLP-Spritzpistolen.
Für die Lackierung kleiner
Reparaturflächen eignen sich
besonders die kleinen Spritz-
pistolen, die von allen namhaften
Herstellern angeboten werden.
Hiermit lassen sich alle
Spies Hecker Lackmaterialien
mit gewohnt hoher Qualität
verarbeiten.
Spies Hecker Produkte.
Permahyd® Basislack Serie 280/285 gewährt immer
die gewohnt hohe Qualität. Ergänzt wird diese durch
die qualitativ hochwertigen Permasolid® Klarlacke.
Mit dem neuen Permacron® Speed-Blender 1036 ist
die Beilackierung schnell und sicher.
Der Grundierfüller Priomat® 1K Washprimer 4085 und
der Permacron® 1K Elastic Haftgrund 3410 runden
die Produktpalette für die Speed Repair Methode ab.
Materialverbrauch.
Klarlack
Basislack
Füller
Spachtel
Materialkosten*
Beispiel: Kleiner KotflügelSpeed Repair Teillackierung
50g/1,70€
50g/5,10€
50g/1,60€
50g/0,60€
9,00€
150g/5,10€
100g/10,20€
75g/2,40€
50g/0,60€
18,30€
ERSPARNIS:
50%
Europäische Durchschnittswerte imLackierhandwerk.
Energieverbrauch
Lohnkosten
(45,00€/Std.)
Materialkosten
Sonstiges
Verbrauchsmaterial
Kosten
Speed Repair Teillackierung
2,00€ (IR)
67 Min.
50,25€
13,00€
3,25€
68,50€
6,00€
147 Min.
110,25€
19,00€
4,25€
139,50€ERSPARNIS:
51%
Prozesskosten.
Reinigen und schleifen
Spachtel auftragen
und schleifen
Abkleben
Füller applizieren
und schleifen:
Schleifmittelverbrauch
Farbton ermitteln
anmischen
Basislack applizieren
Klarlack applizieren
Polieren
Energieverbrauch
Gesamtkosten*
Beispiel: Kleiner KotflügelSpeed Repair Teillackierung
0,50€
1,00€
1,50€
1,50€
2,00€
–
–
5,00€
4,50€
0,75€
2,00€
18,75€
ERSPARNIS:
39%
0,50€
1,00€
2,50€
2,00€
2,00€
–
–
7,50€
9,00€
–
6,00€
30,50€
* Kalkulationsbeispiel (abhängigvon Produktpreisen).
SPIES HECKER LACKIERSYSTEME
ANWENDUNG:
Infrarot-Trocknung
Warum IR-Trocknung?
höherer Werkstattdurchsatz bei sehr guter Durchtrocknung
Zeiteinsparung
Reduzierung des Energieverbrauchs
höhere Wirtschaftlichkeit
Anwendung der IR-Trocknung:
• Der Strahlerabstand ist abhängig von dem eingesetzten Gerät. Bitte Gerät gemäß Bedienungsvorschrift einstellen.
• Die jeweiligen Sicherheitsbedingungen und -
bestimmungen sind einzuhalten.
Wichtige Hinweise:
• Die Trockenzeiten können sich zwischen den einzelnen Geräten durch Bauart des Gerätes und der Strahler unterscheiden.
• Bei der IR-Trocknung sollte jede einzelne
Schicht mit IR getrocknet werden, um Abplatzungen und Kocher zu vermeiden.
SPIES HECKER LACKIERSYSTEME ANWENDUNG:
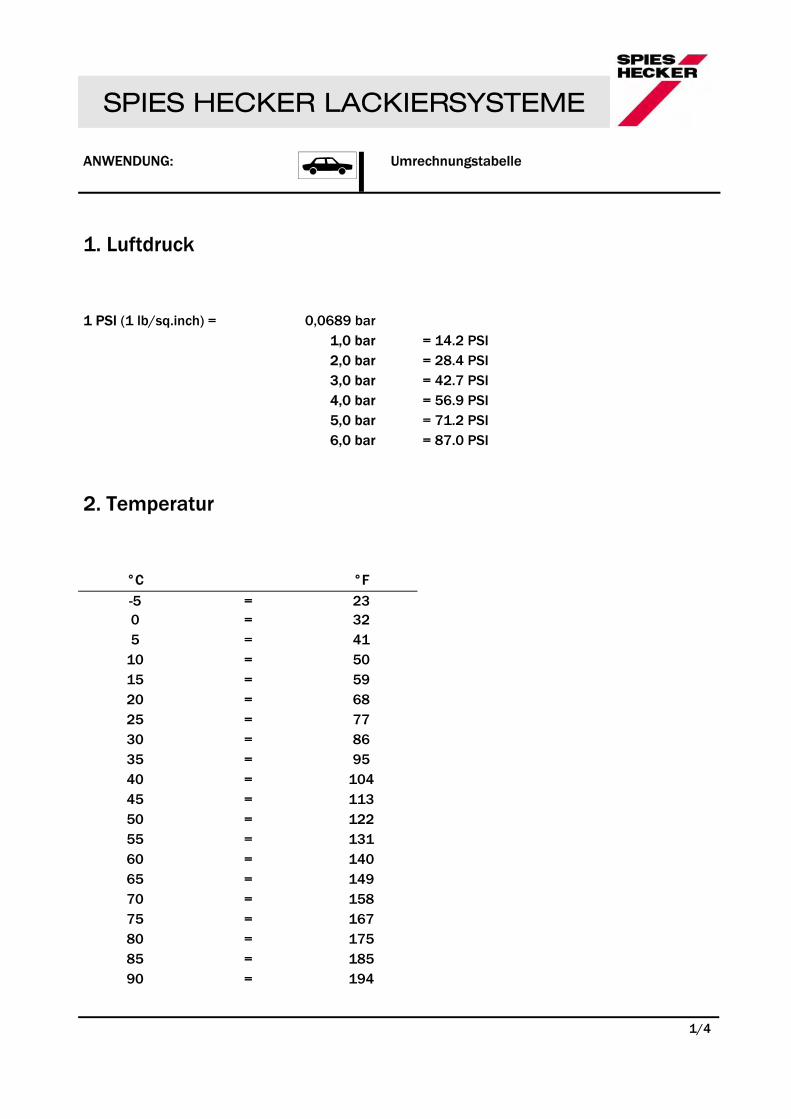
Umrechnungstabelle
1. Luftdruck
1 PSI (1 lb/sq.inch) = 0,0689 bar 1,0 bar = 14.2 PSI 2,0 bar = 28.4 PSI 3,0 bar = 42.7 PSI 4,0 bar = 56.9 PSI 5,0 bar = 71.2 PSI 6,0 bar = 87.0 PSI
2. Temperatur
°C °F -5 = 23 0 = 32 5 = 41
10 = 50 15 = 59 20 = 68 25 = 77 30 = 86 35 = 95 40 = 104 45 = 113 50 = 122 55 = 131 60 = 140 65 = 149 70 = 158 75 = 167 80 = 175 85 = 185 90 = 194
1/4
SPIES HECKER LACKIERSYSTEME
ANWENDUNG:
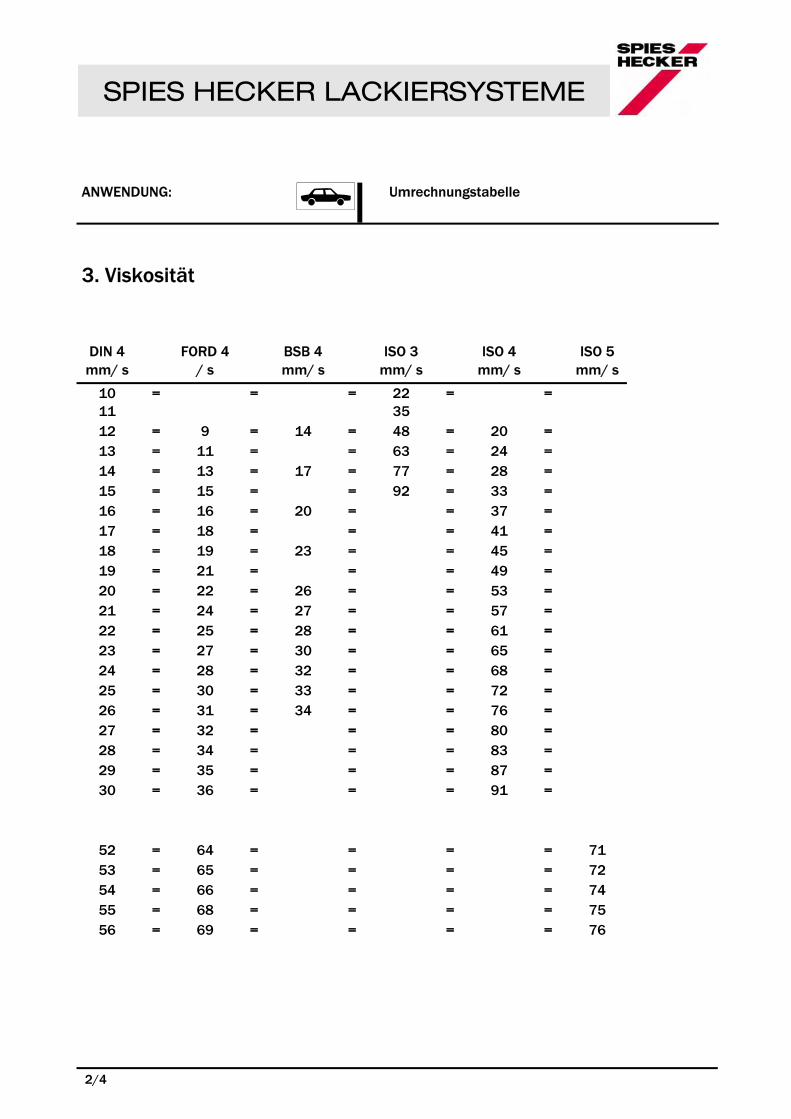
Umrechnungstabelle
3. Viskosität
DIN 4 mm/ s
FORD 4 / s
BSB 4 mm/ s
ISO 3 mm/ s
ISO 4 mm/ s
ISO 5 mm/ s
10 = = = 22 = = 11 35 12 = 9 = 14 = 48 = 20 = 13 = 11 = = 63 = 24 = 14 = 13 = 17 = 77 = 28 = 15 = 15 = = 92 = 33 = 16 = 16 = 20 = = 37 = 17 = 18 = = = 41 = 18 = 19 = 23 = = 45 = 19 = 21 = = = 49 = 20 = 22 = 26 = = 53 = 21 = 24 = 27 = = 57 = 22 = 25 = 28 = = 61 = 23 = 27 = 30 = = 65 = 24 = 28 = 32 = = 68 = 25 = 30 = 33 = = 72 = 26 = 31 = 34 = = 76 = 27 = 32 = = = 80 = 28 = 34 = = = 83 = 29 = 35 = = = 87 = 30 = 36 = = = 91 =
52 = 64 = = = = 71 53 = 65 = = = = 72 54 = 66 = = = = 74 55 = 68 = = = = 75 56 = 69 = = = = 76
2/4
SPIES HECKER LACKIERSYSTEME
ANWENDUNG:
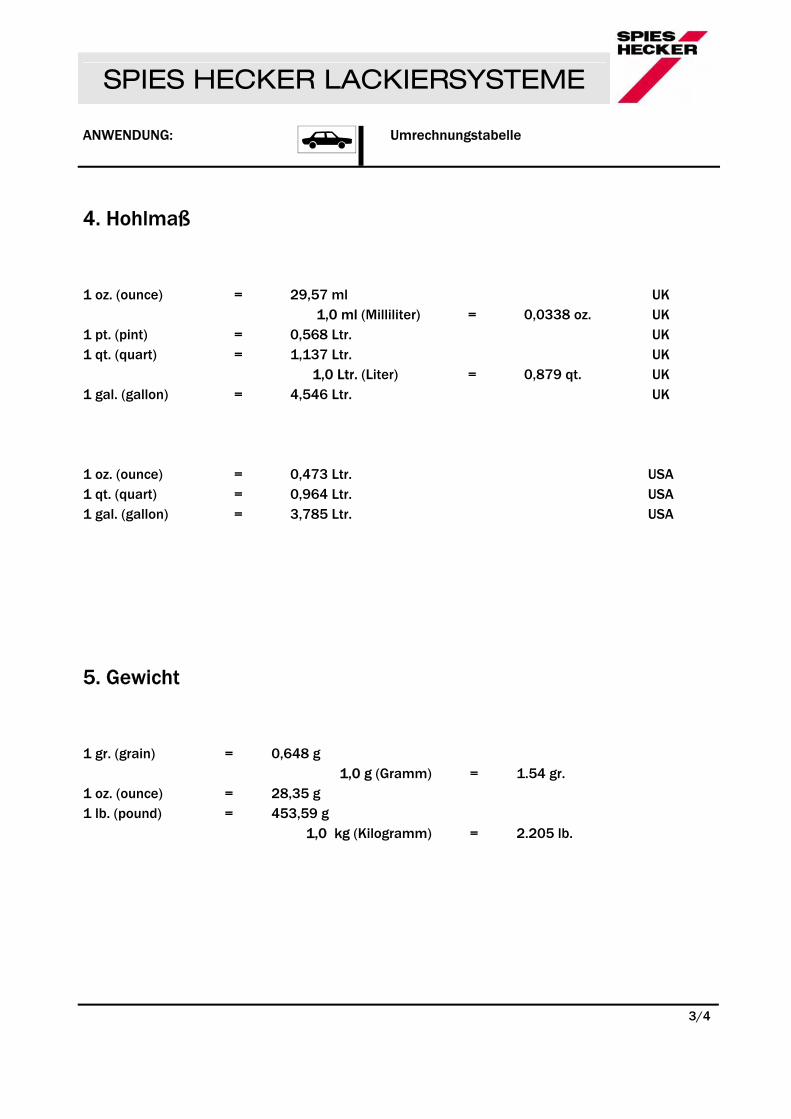
Umrechnungstabelle
4. Hohlmaß
1 oz. (ounce) = 29,57 ml UK 1,0 ml (Milliliter) = 0,0338 oz. UK 1 pt. (pint) = 0,568 Ltr. UK 1 qt. (quart) = 1,137 Ltr. UK 1,0 Ltr. (Liter) = 0,879 qt. UK 1 gal. (gallon) = 4,546 Ltr. UK 1 oz. (ounce) = 0,473 Ltr. USA 1 qt. (quart) = 0,964 Ltr. USA 1 gal. (gallon) = 3,785 Ltr. USA
5. Gewicht
1 gr. (grain) = 0,648 g 1,0 g (Gramm) = 1.54 gr. 1 oz. (ounce) = 28,35 g 1 lb. (pound) = 453,59 g 1,0 kg (Kilogramm) = 2.205 lb.
3/4
SPIES HECKER LACKIERSYSTEME
ANWENDUNG:
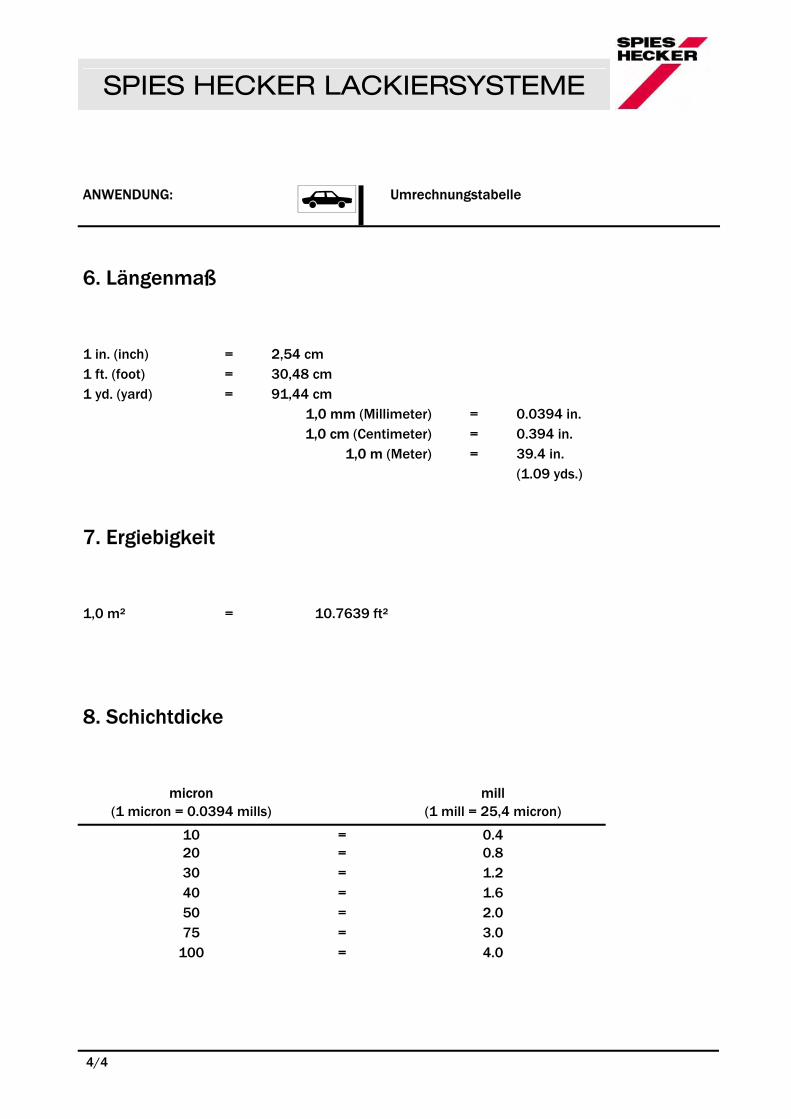
Umrechnungstabelle
6. Längenmaß
1 in. (inch) = 2,54 cm 1 ft. (foot) = 30,48 cm 1 yd. (yard) = 91,44 cm 1,0 mm (Millimeter) = 0.0394 in. 1,0 cm (Centimeter) = 0.394 in. 1,0 m (Meter) = 39.4 in. (1.09 yds.)
7. Ergiebigkeit
1,0 m² = 10.7639 ft²
8. Schichtdicke
micron (1 micron = 0.0394 mills)
mill (1 mill = 25,4 micron)
10 = 0.420 = 0.8 30 = 1.2 40 = 1.6 50 = 2.0 75 = 3.0
100 = 4.0
4/4
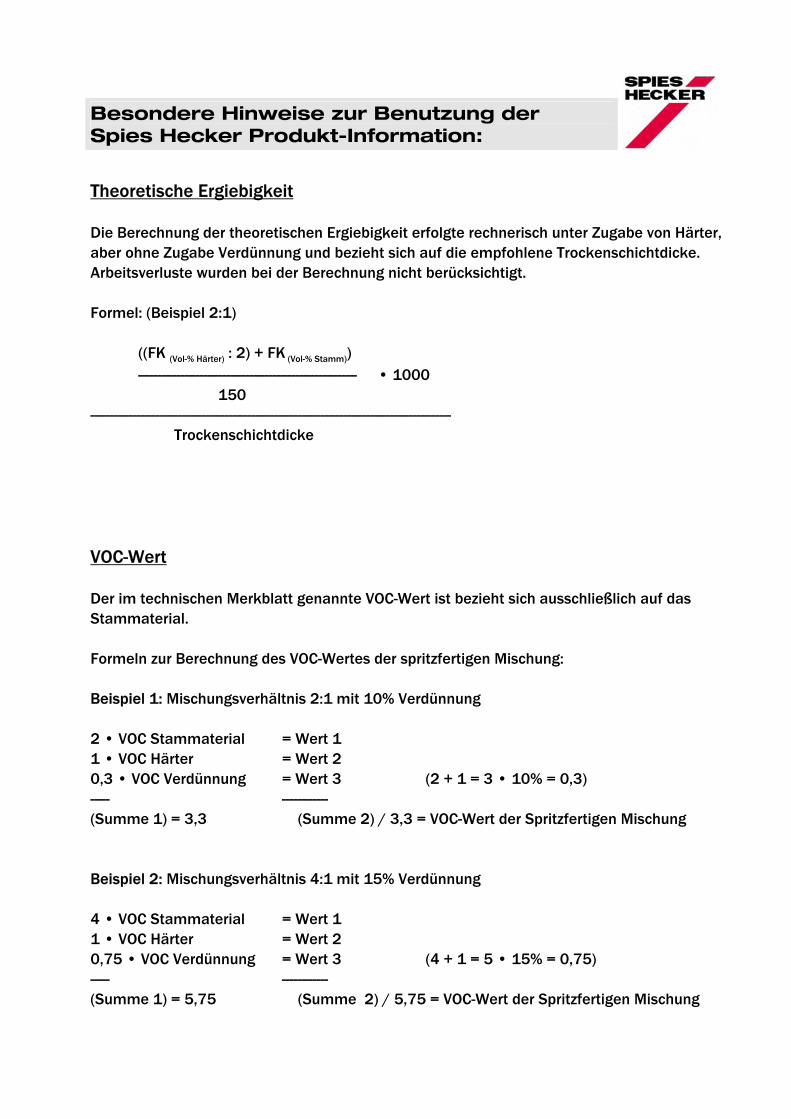
Besondere Hinweise zur Benutzung der Spies Hecker Produkt-Information: Theoretische Ergiebigkeit Die Berechnung der theoretischen Ergiebigkeit erfolgte rechnerisch unter Zugabe von Härter, aber ohne Zugabe Verdünnung und bezieht sich auf die empfohlene Trockenschichtdicke. Arbeitsverluste wurden bei der Berechnung nicht berücksichtigt. Formel: (Beispiel 2:1) ((FK (Vol-% Härter) : 2) + FK (Vol-% Stamm)) --------------------------------------------------------- • 1000 150 ---------------------------------------------------------------------------------------------- Trockenschichtdicke VOC-Wert Der im technischen Merkblatt genannte VOC-Wert ist bezieht sich ausschließlich auf das Stammaterial. Formeln zur Berechnung des VOC-Wertes der spritzfertigen Mischung: Beispiel 1: Mischungsverhältnis 2:1 mit 10% Verdünnung 2 • VOC Stammaterial = Wert 1 1 • VOC Härter = Wert 2 0,3 • VOC Verdünnung = Wert 3 (2 + 1 = 3 • 10% = 0,3) ----- ------------ (Summe 1) = 3,3 (Summe 2) / 3,3 = VOC-Wert der Spritzfertigen Mischung Beispiel 2: Mischungsverhältnis 4:1 mit 15% Verdünnung 4 • VOC Stammaterial = Wert 1 1 • VOC Härter = Wert 2 0,75 • VOC Verdünnung = Wert 3 (4 + 1 = 5 • 15% = 0,75) ----- ------------ (Summe 1) = 5,75 (Summe 2) / 5,75 = VOC-Wert der Spritzfertigen Mischung
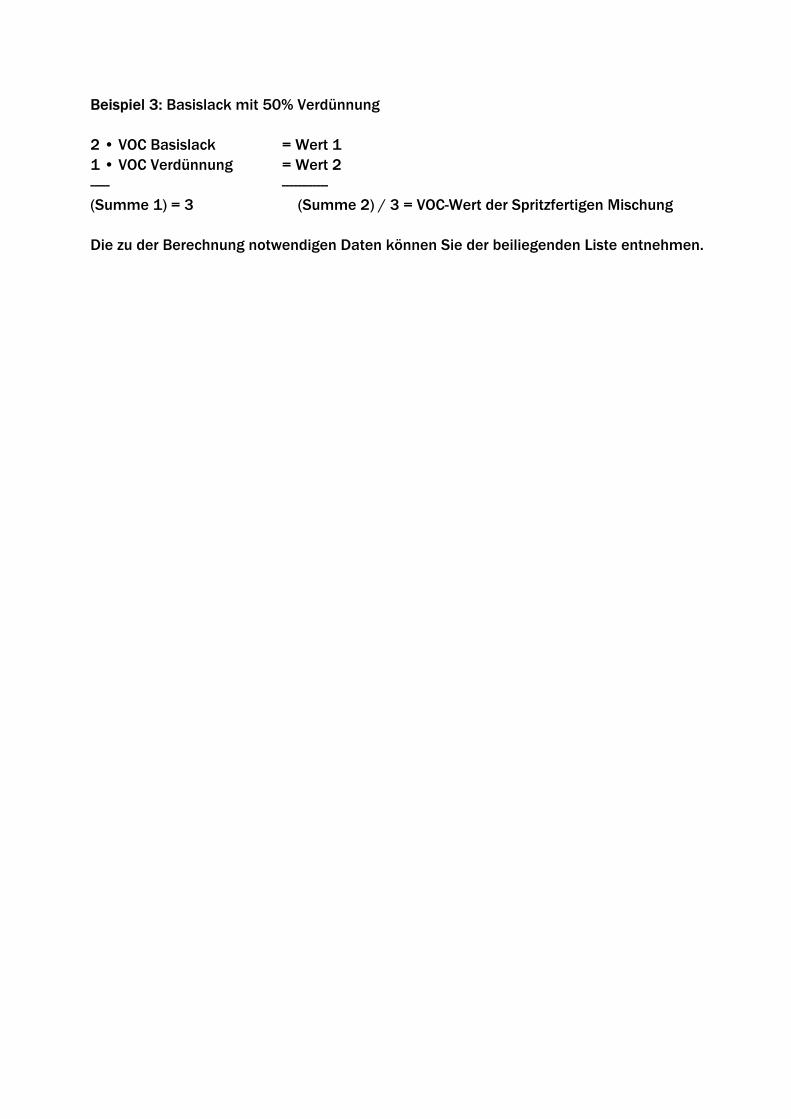
Beispiel 3: Basislack mit 50% Verdünnung 2 • VOC Basislack = Wert 1 1 • VOC Verdünnung = Wert 2 ----- ------------ (Summe 1) = 3 (Summe 2) / 3 = VOC-Wert der Spritzfertigen Mischung Die zu der Berechnung notwendigen Daten können Sie der beiliegenden Liste entnehmen.
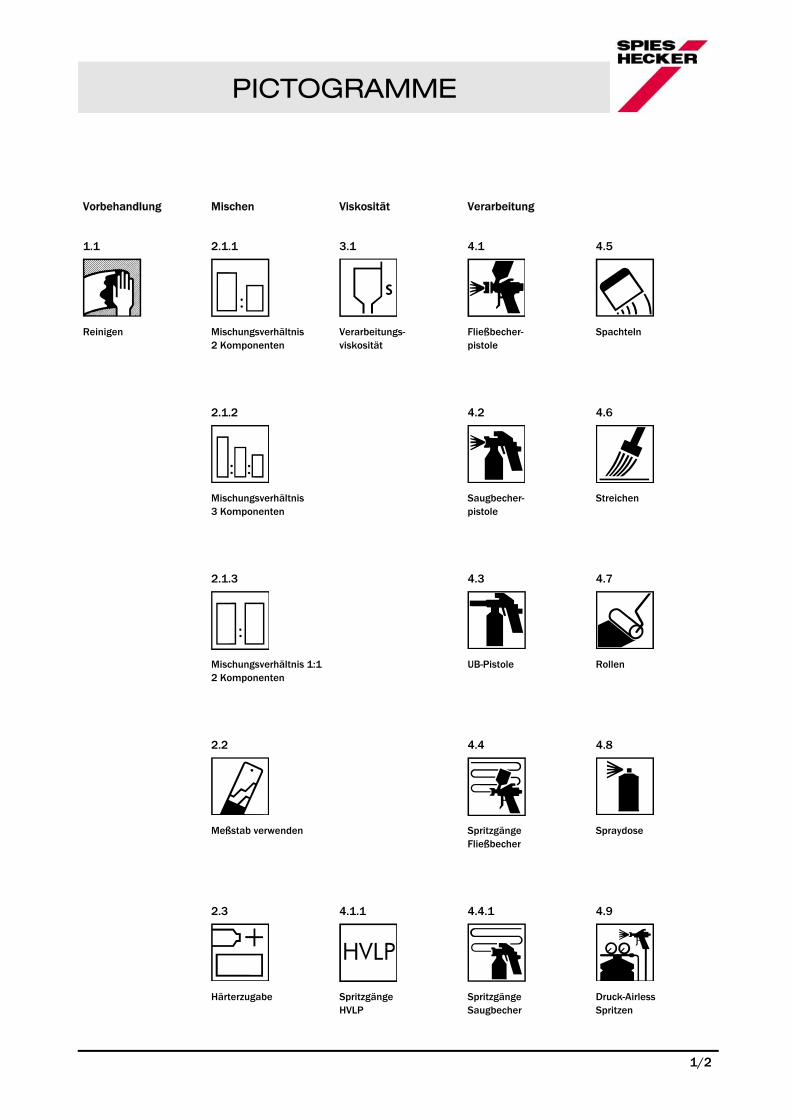
PICTOGRAMME
Vorbehandlung
Mischen
Viskosität
Verarbeitung
1.1 2.1.1 3.1 4.1 4.5
Reinigen
Mischungsverhältnis 2 Komponenten
Verarbeitungs- viskosität
Fließbecher- pistole
Spachteln
2.1.2 4.2 4.6
Mischungsverhältnis 3 Komponenten
Saugbecher- pistole
Streichen
2.1.3 4.3 4.7
Mischungsverhältnis 1:1 2 Komponenten
UB-Pistole
Rollen
2.2 4.4 4.8
Meßstab verwenden
Spritzgänge Fließbecher
Spraydose
2.3 4.1.1 4.4.1 4.9
Härterzugabe
Spritzgänge HVLP
Spritzgänge Saugbecher
Druck-Airless Spritzen
1/2
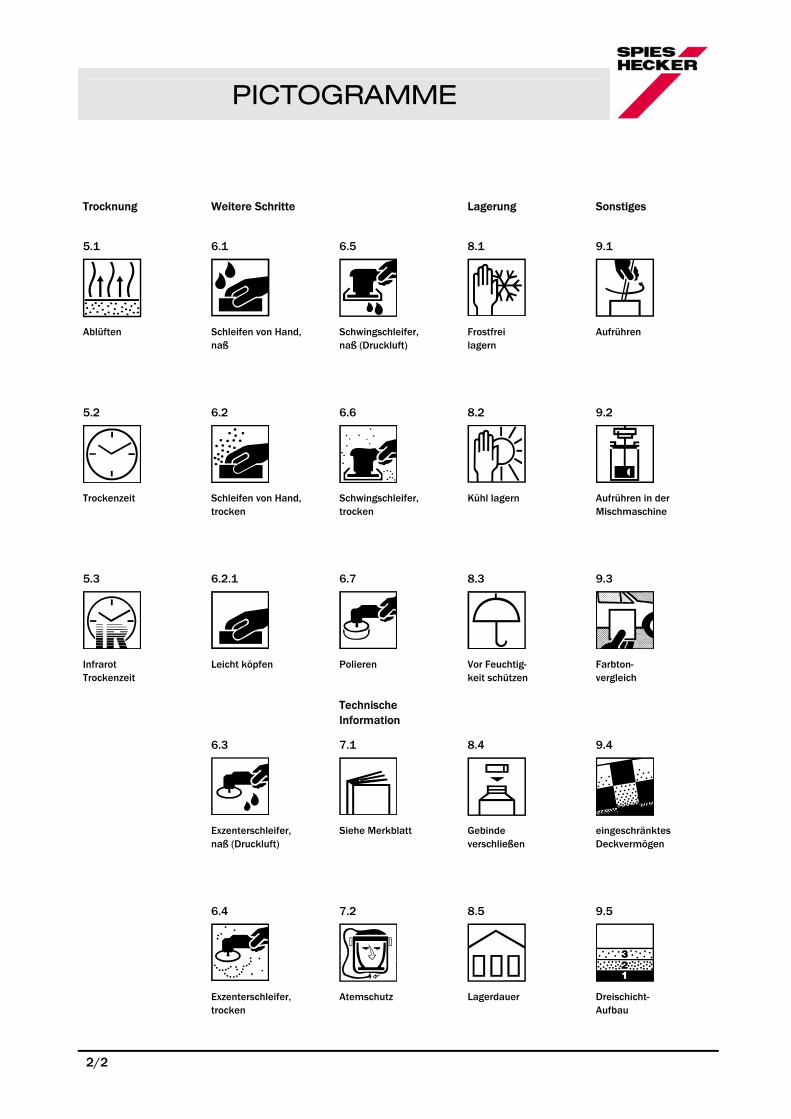
PICTOGRAMME
Trocknung
Weitere Schritte
Lagerung
Sonstiges
5.1 6.1 6.5 8.1 9.1
Ablüften
Schleifen von Hand, naß
Schwingschleifer, naß (Druckluft)
Frostfrei lagern
Aufrühren
5.2 6.2 6.6 8.2 9.2
Trockenzeit
Schleifen von Hand, trocken
Schwingschleifer, trocken
Kühl lagern
Aufrühren in der Mischmaschine
5.3 6.2.1 6.7 8.3 9.3
Infrarot Trockenzeit
Leicht köpfen
Polieren
Vor Feuchtig- keit schützen
Farbton- vergleich
Technische Information
6.3 7.1 8.4 9.4
Exzenterschleifer, naß (Druckluft)
Siehe Merkblatt
Gebinde verschließen
eingeschränktes Deckvermögen
6.4 7.2 8.5 9.5
Exzenterschleifer, trocken
Atemschutz
Lagerdauer
Dreischicht- Aufbau
2/2
Übersicht der Messstäbe für die Materialeinstellung der Spies Hecker Produkte. PKW
1 / 1
1. Artikelnr. D11152604 Messstab für Permahyd® Basislack 280/285 und Permasolid® HS Klarlacke bzw. Permacron® Elastic Klarlack 8070 (Mischungsverhältnis 2:1) 2. Artikelnr. D14054840 Messstab für Permahyd® Hi-TEC Basislack 480
(Mischung mit Additiv 6050/6052 oder Beispritz-Addditiv 1050/1051 für Speed Repair)
3. Artikelnr. D14054851 Messstab für Permahyd® Hi-TEC Basislack 480 (Mischung mit Härter 3080 für Innenraumlackierung oder 3 Schicht-Farbtöne) 4. Artikelnr. D11152561 Messstab für Permacron® Vorlack 293/295 und Permasolid® HS Klarlacke bzw. Permacron® Elastic Klarlack 8070 (Mischungsverhältnis 2:1) 5. Artikelnr. D12693209
Messstab für Kunststofflackierungen oder Mattlackierungen mit Permasolid® HS Autolack 275
6. Artikelnr. D11242857 Messstab für Kunststofflackierungen mit Permasolid® HS Füller oder Permasolid® HS Klarlacken 7. Artikelnr. D11242887
Messstab für Permasolid® HS Klarlacke, Permasolid® HS Autolack 275, Permasolid® HS Vario Füller 8590 und Permasolid® EP Grundierfüller 4500 (Mischungsverhältnis 3:1)
8. Artikelnr. D11152531 Messstab für Permasolid® HS Klarlacke, Permasolid® HS Premium Füller 5310 (Mischungsverhältnis 2:1 und 4:1 mit HS Härter)
9. Artikelnr. D12693217 Messstab für Permasolid® HS Vario Füller 8590, Permasolid® HS Premium Füller 5310 und Permasolid® HS Performance Füller 5320 (Mischungsverhältnis 5:1 und 7:1 mit VHS Härter)
System Information.
Einsatzbereich:Für Klein- und Anbauteile
Nur für den professionellen Gebrauch! System–Merkblatt Nr. DE / SYS 901.9 / 03
Glanzgradeinstellungen vonPermasolid® HS Klarlacken und Permasolid® HS Autolack 275
In diesem Merkblatt wird die Einstellung unterschiedlicher Glanzgrade von Permasolid® HS Klarlacken und Permasolid® HS Autolacken 275 durch Mischen mit Permasolid® Matt Komponente MA110 für Kunststoff- und Metalluntergründe beschrieben.
Der in diesem Merkblatt enthaltene Hinweis auf Faktoren, die den Glanzgrad beeinflussen, soll dem Verarbeiter helfen, auch bei unterschiedlichen Betriebsbedingungen den gewünschten Glanzgrad zu erreichen.
1 / 24.10.2011
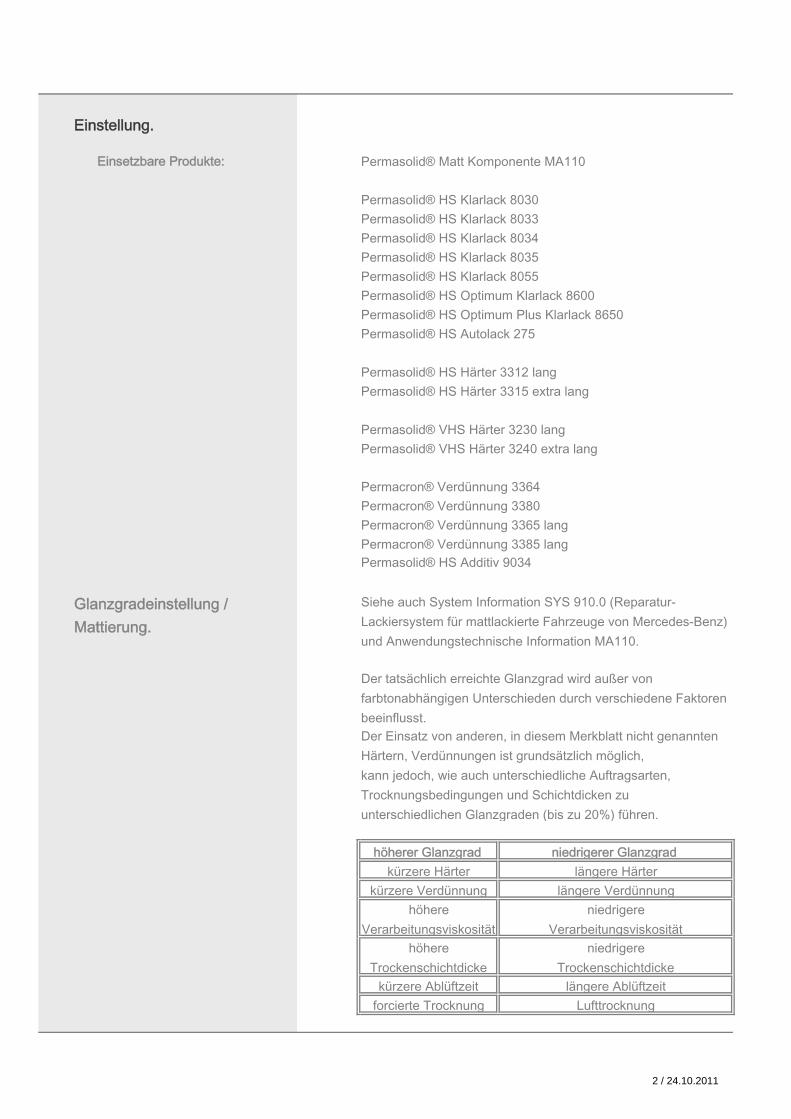
Einsetzbare Produkte: Permasolid® Matt Komponente MA110
Permasolid® HS Klarlack 8030Permasolid® HS Klarlack 8033Permasolid® HS Klarlack 8034Permasolid® HS Klarlack 8035Permasolid® HS Klarlack 8055Permasolid® HS Optimum Klarlack 8600Permasolid® HS Optimum Plus Klarlack 8650Permasolid® HS Autolack 275
Permasolid® HS Härter 3312 langPermasolid® HS Härter 3315 extra lang
Permasolid® VHS Härter 3230 langPermasolid® VHS Härter 3240 extra lang
Permacron® Verdünnung 3364Permacron® Verdünnung 3380Permacron® Verdünnung 3365 langPermacron® Verdünnung 3385 langPermasolid® HS Additiv 9034
Glanzgradeinstellung / Mattierung.
Siehe auch System Information SYS 910.0 (Reparatur-Lackiersystem für mattlackierte Fahrzeuge von Mercedes-Benz) und Anwendungstechnische Information MA110.
Der Einsatz von anderen, in diesem Merkblatt nicht genannten Härtern, Verdünnungen ist grundsätzlich möglich,kann jedoch, wie auch unterschiedliche Auftragsarten, Trocknungsbedingungen und Schichtdicken zu unterschiedlichen Glanzgraden (bis zu 20%) führen.
Der tatsächlich erreichte Glanzgrad wird außer von farbtonabhängigen Unterschieden durch verschiedene Faktoren beeinflusst.
höherer Glanzgrad niedrigerer Glanzgradkürzere Härter längere Härter
kürzere Verdünnung längere Verdünnung
höhere Trockenschichtdicke
forcierte Trocknung Lufttrocknung
höhere Verarbeitungsviskosität
niedrigere Verarbeitungsviskosität
kürzere Ablüftzeit längere Ablüftzeit
niedrigere Trockenschichtdicke
Einstellung.
2 / 24.10.2011
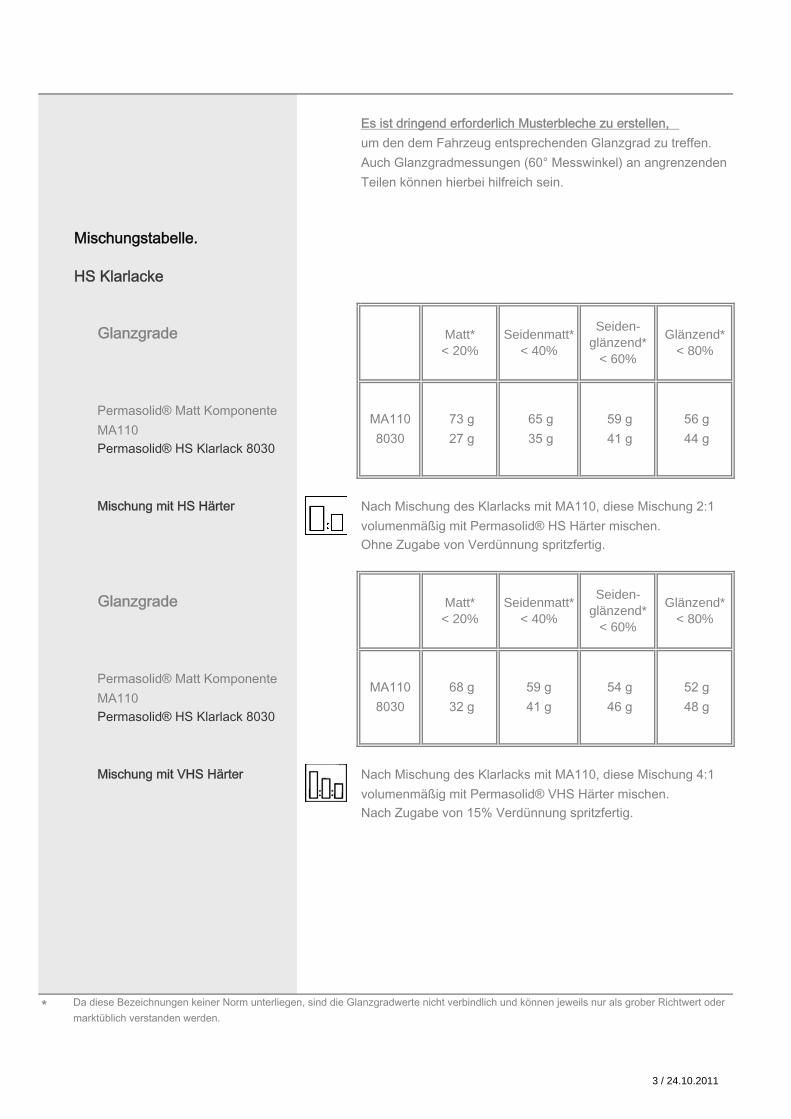
Mischungstabelle.
HS Klarlacke
Permasolid® HS Klarlack 8030
Mischung mit HS Härter
Ohne Zugabe von Verdünnung spritzfertig.
Permasolid® HS Klarlack 8030
Mischung mit VHS Härter
Nach Zugabe von 15% Verdünnung spritzfertig.
Glanzgrade
Permasolid® Matt Komponente MA110
Glanzgrade
Permasolid® Matt Komponente MA110
Da diese Bezeichnungen keiner Norm unterliegen, sind die Glanzgradwerte nicht verbindlich und können jeweils nur als grober Richtwert oder marktüblich verstanden werden.
*
Nach Mischung des Klarlacks mit MA110, diese Mischung 2:1 volumenmäßig mit Permasolid® HS Härter mischen.
Matt*< 20%
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Glänzend*< 80%
MA1108030
73 g 27 g
Glänzend*< 80%
Es ist dringend erforderlich Musterbleche zu erstellen,um den dem Fahrzeug entsprechenden Glanzgrad zu treffen.Auch Glanzgradmessungen (60° Messwinkel) an angrenzenden Teilen können hierbei hilfreich sein.
MA1108030
68 g 32 g
Matt*< 20%
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
59 g 41 g
56 g 44 g
59 g41 g
54 g 46 g
52 g 48 g
65 g 35 g
3 / 24.10.2011
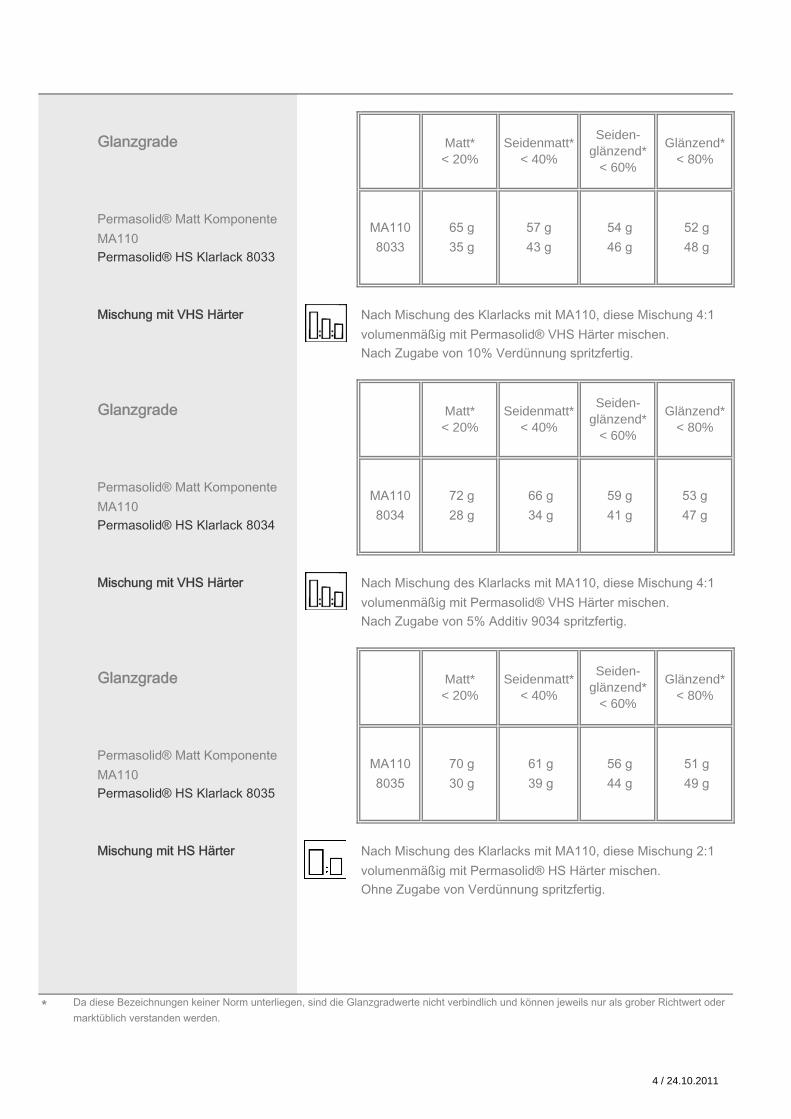
Permasolid® HS Klarlack 8033
Mischung mit VHS Härter
Nach Zugabe von 10% Verdünnung spritzfertig.
Permasolid® HS Klarlack 8034
Mischung mit VHS Härter
Nach Zugabe von 5% Additiv 9034 spritzfertig.
Permasolid® HS Klarlack 8035
Mischung mit HS Härter
Ohne Zugabe von Verdünnung spritzfertig.
Permasolid® Matt Komponente MA110
Glanzgrade
MA1108033
65 g 35 g
57 g43 g
54 g 46 g
Glänzend*< 80%
Seidenmatt*< 40%
* Da diese Bezeichnungen keiner Norm unterliegen, sind die Glanzgradwerte nicht verbindlich und können jeweils nur als grober Richtwert oder marktüblich verstanden werden.
Glanzgrade
Glanzgrade
Permasolid® Matt Komponente MA110
Permasolid® Matt Komponente MA110
Seidenmatt*< 40%
Matt*< 20%
Matt*< 20%
Matt*< 20%
Seiden-glänzend*
< 60%
Seiden-glänzend*
< 60%
Glänzend*< 80%
51 g 49 g
Nach Mischung des Klarlacks mit MA110, diese Mischung 2:1 volumenmäßig mit Permasolid® HS Härter mischen.
MA1108035
70 g 30 g
61 g 39 g
56 g 44 g
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
52 g 48 g
72 g 28 g
66 g 34 g
59 g 41 g
53 g47 g
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Glänzend*< 80%
MA1108034
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
4 / 24.10.2011
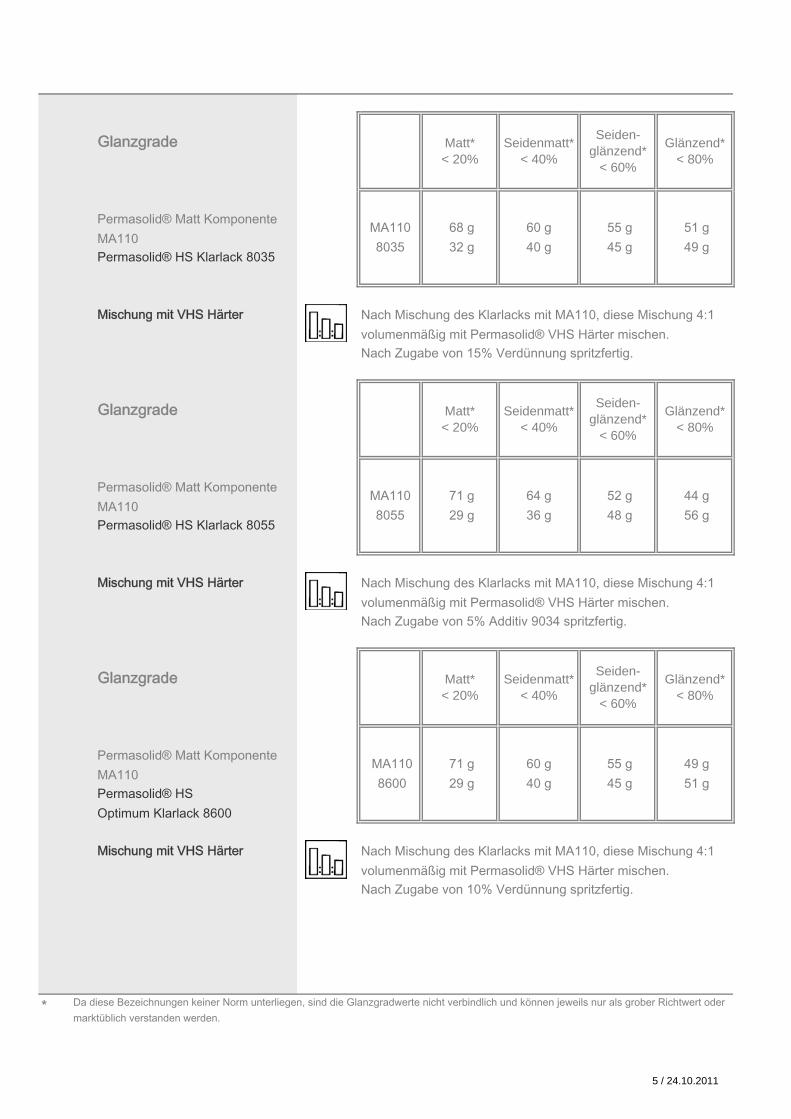
Permasolid® HS Klarlack 8035
Mischung mit VHS Härter
Nach Zugabe von 15% Verdünnung spritzfertig.
Permasolid® HS Klarlack 8055
Mischung mit VHS Härter
Nach Zugabe von 5% Additiv 9034 spritzfertig.
Mischung mit VHS Härter
Nach Zugabe von 10% Verdünnung spritzfertig.
Permasolid® HSOptimum Klarlack 8600
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
71 g 29 g
Permasolid® Matt Komponente MA110
MA1108035
68 g 32 g
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
* Da diese Bezeichnungen keiner Norm unterliegen, sind die Glanzgradwerte nicht verbindlich und können jeweils nur als grober Richtwert oder marktüblich verstanden werden.
Seidenmatt*< 40%
Glanzgrade Matt*< 20%
60 g40 g
60 g40 g
Permasolid® Matt Komponente MA110
55 g 45 g
MA110 8600
Glanzgrade
Seiden-glänzend*
< 60%
Glänzend*< 80%
51 g 49 g
49 g 51 g
Matt*< 20%
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Glänzend*< 80%
55 g 45 g
Glanzgrade Matt*< 20%
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Glänzend*< 80%
MA1108055
71 g 29 g
64 g36 g
52 g 48 g
44 g 56 g
Permasolid® Matt Komponente MA110
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
5 / 24.10.2011
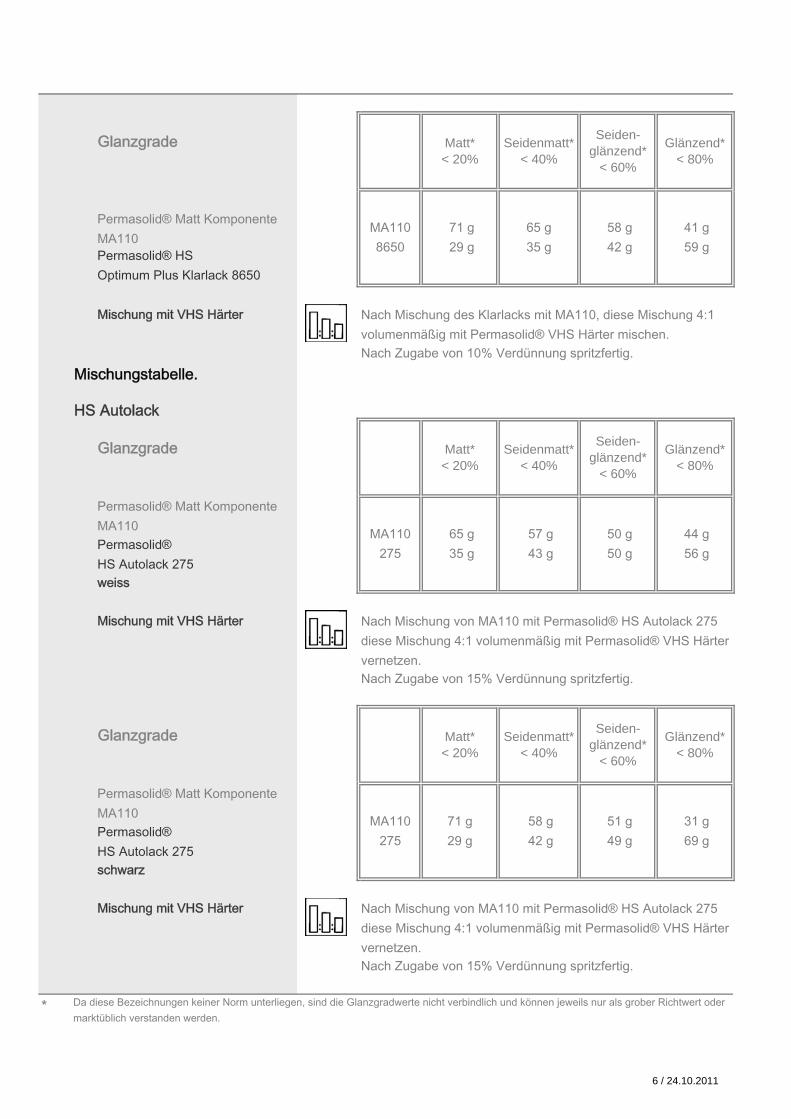
Mischung mit VHS Härter
Nach Zugabe von 10% Verdünnung spritzfertig.
HS Autolack
weiss
Mischung mit VHS Härter
Nach Zugabe von 15% Verdünnung spritzfertig.
schwarz
Mischung mit VHS Härter
Nach Zugabe von 15% Verdünnung spritzfertig.
Mischungstabelle.
Permasolid® Matt Komponente MA110
Nach Mischung des Klarlacks mit MA110, diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter mischen.
MA1108650
71 g 29 g
65 g35 g
58 g 42 gPermasolid® HS
Optimum Plus Klarlack 8650
* Da diese Bezeichnungen keiner Norm unterliegen, sind die Glanzgradwerte nicht verbindlich und können jeweils nur als grober Richtwert oder marktüblich verstanden werden.
Matt*< 20%
Permasolid®HS Autolack 275
Permasolid® Matt Komponente MA110
Glanzgrade
Glanzgrade
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Seidenmatt*< 40%
Seiden-glänzend*
< 60%
Glänzend*< 80%
41 g 59 g
MA110275
65 g 35 g
57 g 43 g
50 g 50 g
44 g 56 g
Matt*< 20%
Permasolid®HS Autolack 275
MA110275
71 g29 g
58 g 42 g
51 g 49 g
Nach Mischung von MA110 mit Permasolid® HS Autolack 275 diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter vernetzen.
Permasolid® Matt Komponente MA110 31 g
69 g
Matt*< 20%
Glanzgrade Glänzend*< 80%
Seidenmatt*< 40%
Nach Mischung von MA110 mit Permasolid® HS Autolack 275 diese Mischung 4:1 volumenmäßig mit Permasolid® VHS Härter vernetzen.
Seiden-glänzend*
< 60%
Glänzend*< 80%
6 / 24.10.2011
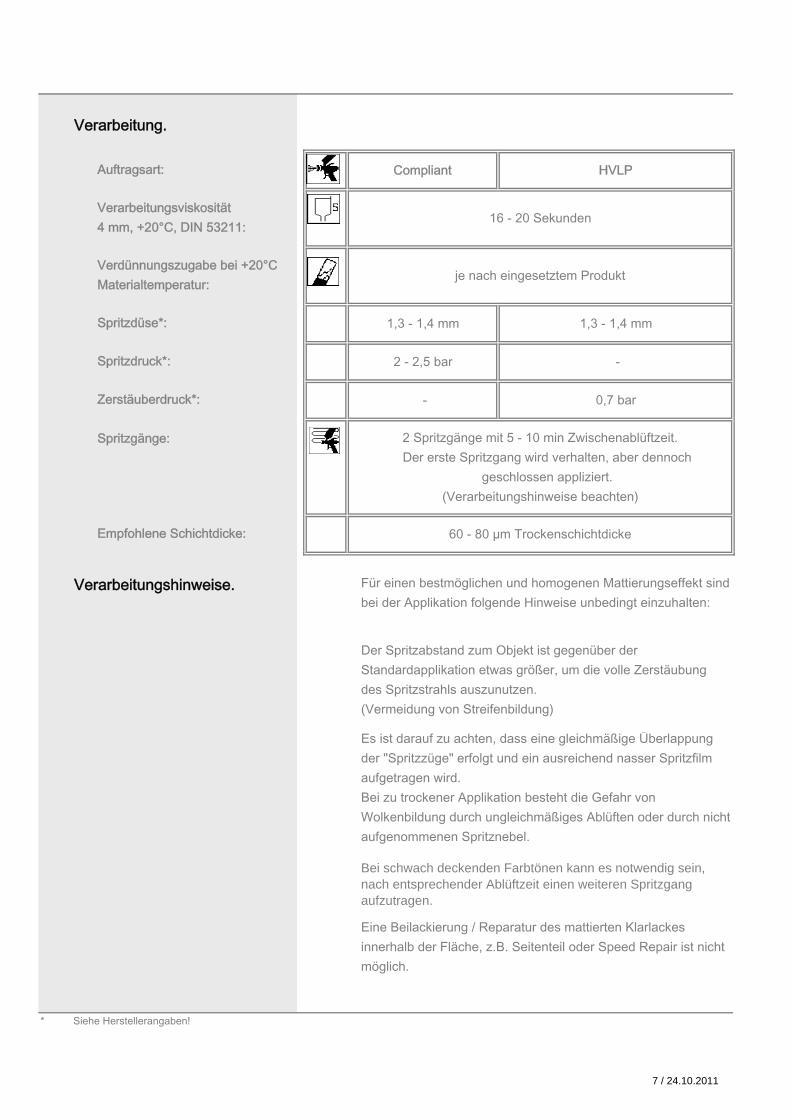
* Siehe Herstellerangaben!
Verarbeitung.
Verarbeitungshinweise.
Compliant
Verdünnungszugabe bei +20°C Materialtemperatur:
je nach eingesetztem Produkt
Verarbeitungsviskosität4 mm, +20°C, DIN 53211:
16 - 20 Sekunden
Auftragsart:
2 Spritzgänge mit 5 - 10 min Zwischenablüftzeit. Der erste Spritzgang wird verhalten, aber dennoch
geschlossen appliziert.(Verarbeitungshinweise beachten)
- 0,7 bar
1,3 - 1,4 mm 1,3 - 1,4 mm
HVLP
Spritzgänge:
Eine Beilackierung / Reparatur des mattierten Klarlackes innerhalb der Fläche, z.B. Seitenteil oder Speed Repair ist nicht möglich.
Für einen bestmöglichen und homogenen Mattierungseffekt sind bei der Applikation folgende Hinweise unbedingt einzuhalten:
Der Spritzabstand zum Objekt ist gegenüber der Standardapplikation etwas größer, um die volle Zerstäubung des Spritzstrahls auszunutzen.(Vermeidung von Streifenbildung)
Es ist darauf zu achten, dass eine gleichmäßige Überlappung der "Spritzzüge" erfolgt und ein ausreichend nasser Spritzfilm aufgetragen wird.Bei zu trockener Applikation besteht die Gefahr von Wolkenbildung durch ungleichmäßiges Ablüften oder durch nicht aufgenommenen Spritznebel.
Bei schwach deckenden Farbtönen kann es notwendig sein,nach entsprechender Ablüftzeit einen weiteren Spritzgangaufzutragen.
2 - 2,5 bar -
60 - 80 µm Trockenschichtdicke
Spritzdüse*:
Spritzdruck*:
Empfohlene Schichtdicke:
Zerstäuberdruck*:
7 / 24.10.2011
Forcierte Trocknung: Endablüftzeit: 15 - 20 Minuten
45 Minuten
Besondere Hinweise.
Lackpflege:
Trocknung.
Pflege.
Trockenzeit bei +60 - 65°C Objekttemperatur:
Es entfällt die Zugabe von Permasolid® Elastic Additiv 9050.Permasolid® Matt Komponente MA 110 in der Dosegut aufrühren bzw. aufrütteln
Permasolid® Matt Komponente MA 110 mitPermasolid® HS Klarlack oder Permasolid® HS Autolack 275 nach Vorgabe mischen und erst unmittelbar vor Verarbeitung mit Härter und Verdünnung ansetzen. Die Verarbeitung der spritzfertigen Mischung sollte umgehend erfolgen. Steht die Mischung längere Zeit (15min.) im Mischbecher bzw. Pistolenbecher, sollte diese vor weiterer Benutzung unbedingt erneut aufgerührt werden. (Absetzverhalten)
Die Zugabe von Permasolid® Matt Komponente MA 110 kann das Deckvermögen beeinflussen.
Beseitigen Sie anhaftende Insekten und Vogelkot möglichst sofort durch Einweichen mit Wasser und Einsprühen mit Insektenentferner vor der Wagenwäsche. Rückstände dürfen nicht durch intensives Reiben entfernt werden.
Staubeinschlüsse können nicht auspoliert werden, daher ist auf äußerste Sauberkeit während des gesamten Lackierprozesses zu achten.
Verwenden Sie zur Lackpflege keinen Lackreiniger, Schleif- und Polierprodukte sowie Glanzkonservierer (Wachs). Diese können die Lackoberfläche beschädigen.
Ist versehentlich Wachs auf die Lackoberfläche gelangt, entfernen Sie dieses umgehend mit einem handelsüblichen Silikonentferner. Gehen Sie hierbei vorsichtig vor und üben Sie keinen zu großen Druck auf die Lackoberfläche aus.
Achten Sie darauf, dass keine harzigen, fettigen oder öligen Substanzen auf den Lack gelangen, da diese Rückstände hinterlassen können, eventuelle Verunreinigungen sind umgehend mit einem in Reinigungsbenzin getränkten Tuch, ohne Druck und starkes Reiben zu entfernen.
8 / 24.10.2011

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
A member of DuPont Performance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Teerspritzer oder -flecken auf der Lackoberfläche können Sie mit einem handelsüblichen Teerentferner beseitigen.
Befestigen Sie auf lackierten Flächen keinesfalls Aufkleber, Folien, Magnetschilder oder Ähnliches. Sie können sonst den Lack beschädigen.
9 / 24.10.2011
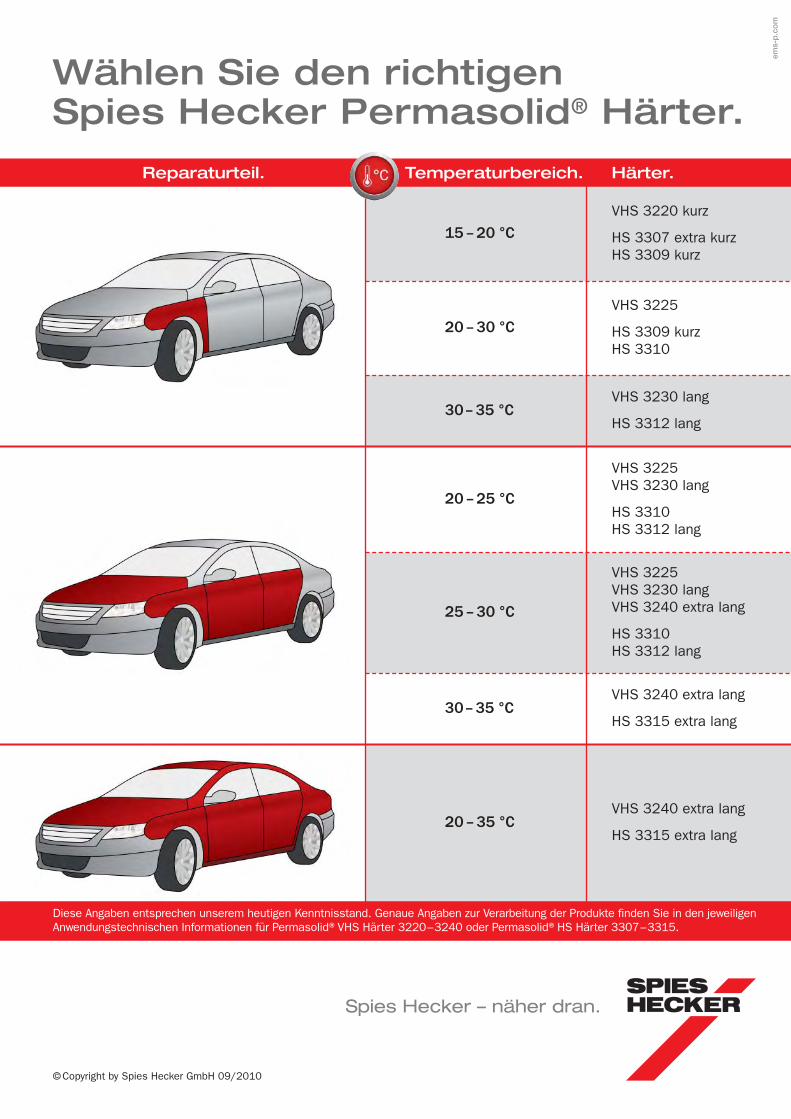
©Copyright by Spies Hecker GmbH 09/2010
VHS 3220 kurz
HS 3307 extra kurzHS 3309 kurz
VHS 3225VHS 3230 lang
HS 3310HS 3312 lang
VHS 3225VHS 3230 langVHS 3240 extra lang
HS 3310HS 3312 lang
VHS 3240 extra lang
HS 3315 extra lang
15 – 20 °C
20 – 25 °C
25 – 30 °C
20 – 35 °C
ems-
p.c
om
VHS 3225
HS 3309 kurzHS 3310
20 – 30 °C
VHS 3240 extra lang
HS 3315 extra lang30– 35 °C
VHS 3230 lang
HS 3312 lang30– 35 °C
Diese Angaben entsprechen unserem heutigen Kenntnisstand. Genaue Angaben zur Verarbeitung der Produkte finden Sie in den jeweiligenAnwendungstechnischen Informationen für Permasolid®VHS Härter 3220–3240 oder Permasolid®HS Härter 3307–3315.
Reparaturteil. Temperaturbereich. Härter.
Wählen Sie den richtigen Spies Hecker Permasolid® Härter.
Spies Hecker – näher dran.
Übersicht der im Mercedes-Benz Leitfaden eingesetzten Spies Hecker Produkte. PKW (VOC)
1 / 2
Spachtel 2K-Polyester-System Raderal Feinspachtel 0911 Raderal IR Premium Spachtel 2035
Raderal Füllgrund 3508
Grundierungen / Grundierfüller / Füller PVB-System Priomat Wash Primer 4075 Priomat 1K Wash Primer 4085 (nur für kleine
Durchschliffstellen)
UV-System Permasolid 2K UV Starlight Grundierfüller 9000 (mit UV Komponente 9001)
Kunststoff- Priomat Elastic Haftgrund 3304 lasierend Lackiersystem Permacron 1:1 Elastic Haftfüller 3300 (mit Härter 3301) Priomat Porenwischfüller 3311 2K-High-Solid-System Permasolid HS Performance Füller 5320
Permasolid HS Premium Füller 5310
Permasolid HS Vario Füller 8590 2K-EP-System Permasolid EP Grundierfüller 4500 (mit Härter 4501)
Decklacke / Klarlacke 2K-HS Decklack
Permasolid HS Autolack 275
Hydro-System Permahyd Basislack 280 Permahyd Perlmutt Basislack 285 Permahyd Hi-TEC Basislack 480
2K HS Klarlack Permasolid HS Klarlack 8030 Permasolid HS Klarlack 8035 Permasolid HS Klarlack 8055 Permasolid HS Diamant Klarlack 8450 Permasolid HS Optimum Plus Klarlack 8650
Übersicht der im Mercedes-Benz Leitfaden eingesetzten Spies Hecker Produkte. PKW (VOC)
2 / 2
Härter 2K-VHS-System Permasolid VHS Härter 3220 kurz Permasolid VHS Härter 3225 Permasolid VHS Härter 3230 lang Permasolid VHS Härter 3240 extra lang
Permasolid VHS Performance Härter 3425 Permasolid VHS Performance Härter 3440 lang
2K-HS-System Permasolid HS Härter 3307 extra kurz Permasolid HS Härter 3309 kurz Permasolid HS Härter 3310 Permasolid HS Härter 3312 lang Permasolid HS Härter 3315 extra lang
Verdünnungen Permacron Verdünnung 3380 Permacron Verdünnung 3385 lang Permacron Verdünnung 3364 Permacron Verdünnung 3365 lang Permacron Duraplus 8580
Spezielle Zusätze / Sonstiges Additive Permasolid Elastic Additiv 9050 Permasolid Matt Komponente MA 110 Permahyd Beispritz Additiv 9005 Permacron Speed Blender 1036 Silikonentferner Permaloid Silikon Entferner 7010 (Vorreinigung) Permaloid Silikon Entferner 7799 (Vorreinigung) Permahyd Silikon Entferner 7080
Anwendungstechnische Information.
· Fein und porenfrei
· Gut abziehbar
· Gut schleifbar
· Hohe Elastizität für das Nachflecken auf Kunststoffoberflächen
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 0911 / 00
Raderal® Feinspachtel 0911 ist ein sehr feiner thixotroper Polyester Spachtel.
Raderal® Feinspachtel 0911.
Anwendung: Geeignet für kleine Ausbesserungen.
1 / 28.06.2011
Untergrund.
Besondere Hinweise:
Sorgfältig entfetten und anschleifen
Bei UP-GF Untergründen:
Verarbeitung.
Auftragsart:
Mischungsverhältnis:
(speziell bei hohen Temperaturen)
Besonderer Hinweis:
Verarbeitungszeit:
Reaktionstemperatur: mindestens +5°C
Spachteln
Zugabe von 2 - 3 Gew. % Raderal® Härter 0909 oderRaderal® Härter 0940 lang
Bei +20°C Raumtemperatur3 - 5 Minuten
Mit Raderal® 2K Polyester Spachtel vorgearbeitete Flächen.
Dieser Spachtel darf nicht auf PVB- (säurehärtenden) Haftgründen oder 1K-Grundierungen (z.B. Kunstharz) aufgebracht werden.
AluminiumStahl
reinigen von Trennmittelresten, anschleifen
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Eine Überdosierung der Härterpaste ist zu vermeiden, um ein Durchbluten speziell bei Tagesleuchtfarben und hellen Metallic-Farbtönen zu vermeiden.
Vorbehandlung der Untergründe:
Glasfaserverstärkte Kunststoffe (UP-GF)Alt- bzw. Werkslackierung
Geeignete Untergründe:
Auch der Einsatz auf thermoplastischen oder zähelastischen Lackierungen ist nicht möglich. In diesen Fällen nur auf blankes Blech spachteln.
Ausgehärtete 2K-Füller/2K-GrundierungenMit Permacron® 1:1 Elastic Haftfüller 3300 oder Priomat® Elastic Haftgrund 3304 lasierend grundierte Kunststoffteile.
2 / 28.06.2011
Trocknung.
Lufttrocknung:
Infrarottrocknung: 5 Minuten3 Minuten
Schleifbarkeit.
trocken mit Papier Körnung P180 - 240
Nachschliff: trocken mit Papier Körnung P240 - 320
Temperaturbeständigkeit: bis +80°C
Überarbeitung.
Empfohlener Aufbau:
Kenndaten.
Flammpunkt: über +23°C
VOC-Wert:2004/42/IIB(b)(250)170
* Bei Nassschliff auf gründliches Abledern und Austrocknen der Fläche achten.
20 - 30 Minuten
mittelwelliger Strahler:kurzwelliger Strahler:
(bei 50% Leistung)
Im Anschluss an die vorgenannten Trockenzeiten
Priomat® Elastic Haftgrund 3304 lasierend und elastifizierter Permasolid® 2K Füller (bei Kunststoffteilen)
Vorschliff:
Bei +20°C Raumtemperatur:
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.b) in spritzfertiger Form ist max. 250 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 170 g/l.
nass* mit Papier Körnung P240 - 320
nass* mit Papier Körnung P600 - 800
Priomat® Wash Primer 4075 bzw.Priomat® 1K Wash Primer 4085 undPermasolid® 2K Füller
Anschließend Überlackierung mit Decklack
Permacron® 1:1 Elastic Haftfüller 3300
3 / 28.06.2011

Lagerung.
Lagerbedingungen: Lagertemperatur ca. +20°C(für Spachtel und Härter) (+30°C dürfen nicht überschritten werden)
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPontPerformance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
4 / 28.06.2011
Anwendungstechnische Information.
· Für alle gängigen metallischen Untergründe
· Sehr gute Haftung auch auf verzinkten Untergründen
· Leichte porenfreie Ziehbarkeit
· Gute Schleifbarkeit
· Hervorragend für die IR Trocknung geeignet
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 2035 / 00
Raderal® IR Premium Spachtel 2035 ist ein hochwertiger Polyester Spachtel für die Fahrzeugreparatur-Lackierung.
Raderal® IR Premium Spachtel 2035.
1 / 28.06.2011
Untergrund.
Besondere Hinweise:
Sorgfältig entfetten und anschleifen.
Verarbeitung.
Auftragsart:
Mischungsverhältnis:
(speziell bei hohen Temperaturen)
Besonderer Hinweis:
Verarbeitungszeit:
Reaktionstemperatur:
Zugabe von 2 - 3 Gew. % Raderal® Härter 0909 oder Raderal® Härter 0940 lang
Vorbehandlung der Untergründe:
2 - 4 Minuten
mindestens +5°C
Geeignete Untergründe:
reinigen von Trennmittelresten, anschleifen
Gut angeschliffene Alt- bzw. WerkslackierungAusgehärtete 2K-Füller/2K-Grundierung
Mit geeignetem Reinigungsmittel vor Überarbeitung für eine saubere und rückstandsfreie Oberfläche sorgen.
Dieser Spachtel darf nicht auf PVB- (säurehärtenden) Haftgründen oder 1K-Grundierungen (z.B. Kunstharz) aufgebracht werden.
Auch der Einsatz auf thermoplastischen oder zähelastischen Lackierungen ist nicht möglich. In diesen Fällen nur auf blankes Blech spachteln.
Verzinktes StahlblechAluminiumBlankes Blech
Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe
Bei UP-GF Untergründen:
Eine Überdosierung der Härterpaste ist zu vermeiden, um ein Durchbluten speziell bei Tagesleuchtfarben und hellen Metallic-Farbtönen zu vermeiden.
Bei +20°C Raumtemperatur:
Spachteln
2 / 28.06.2011
Trocknung.
Lufttrocknung:20 - 30 Minuten
Infrarottrocknung: 5 Minuten3 Minuten(bei 50% Leistung)
Schleifbarkeit.Vorschliff: trocken mit Papier Körnung P 80-220Nachschliff: trocken mit Papier Körnung P 240-400
Temperaturbeständigkeit: bis +80°C
Überarbeitung. 1. Feinspachteln mit sich selbst
2.
3.
4. Füllern mit:Permacron®/ Permasolid® 2K Acryl Füller
Kenndaten.
Flammpunkt: über +23°C
VOC-Wert:2004/42/IIB(b)(250)150
Lagerung.
Lagerbedingungen: Lagertemperatur ca. +20°C(für Spachtel und Härter) (+30°C dürfen nicht überschritten werden)
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.b) in spritzfertiger Form ist max. 250 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 150 g/l.
Feinspachteln mit Raderal® Feinspachtel/ Permacron® Feinspachtel oder mit Raderal® Füllgrund 3508 neu überarbeiten (außer bei verzinktem Blech)
Blanke Stellen und Spachtelflecken mit Priomat® 1K Wash Primer 4085 oder Priomat® Wash Primer 4075 grundieren
mittelwelliger Strahler:kurzwelliger Strahler:
Bei +20°C Raumtemperatur:
Im Anschluss an die vorgenannten Trockenzeiten
3 / 28.06.2011

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPontPerformance Coatings.
4 / 28.06.2011
Anwendungstechnische Information.
· VOC Wert < 250 g/l
· Eignet sich besonders für die großflächige Anwendung
· Sehr gute Verspritzbarkeit
· Einfache Verarbeitung und gutes Standvermögen
· Guter Verlauf
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 3508 / 00
Raderal® Füllgrund 3508.
Raderal® Füllgrund 3508 ist ein 2K Reparatur Spritzspachtel.
Anwendung: Zum Egalisieren grober Unebenheiten
1 / 10.05.2012
Untergrund.
Geeignete Untergründe: 1.
2.
3.
4.
Besondere Hinweise:
UP-GF
Mischungsverhältnis: Zugabe von 5 Vol. %Raderal® Härter 9520
Verarbeitungszeit: 20 - 30 Minuten bei +20°C
Reaktionstemperatur: mindestens +15°C
Gereinigte und geschliffene, mit Priomat® Wash Primer 4075 lasierend oder Priomat® 1K Wash Primer 4085 grundierte und anschließend mit Permasolid® 2K Acryl Füller isolierte Stahlbleche, galvanisch/elektrolytisch verzinkte Stahlbleche oder Aluminium.Ausgehärtete, lösemittelfeste, gut erhaltene und angeschliffene Werks- oder Altlackierung.
Vorbehandlung der Untergründe:
Sorgfältig reinigen von Trennmittelresten und anschleifen
Alle Untergründe:
Mit Raderal® 2K Polyester Spachtel vorgearbeitete Flächen.
Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe.
Raderal® Füllgrund darf nicht auf PVB (säurehärtenden) Haftgründen oder 1K Grundierungen (z.B. Kunstharz) aufgebracht werden.
Auch der Einsatz auf thermoplastischen oder zähelastischen Lackierungen ist nicht möglich.
Sorgfältig entfetten und anschleifen.
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Um einen optimalen Korrosionsschutz zu erzielen, empfehlen wir, Restroststellen an Ecken und Kanten sowie blankgeschliffene Stellen mit Priomat® Wash Primer 4075 lasierend oder Priomat® 1K Wash Primer 4085 vorzugrundieren und anschließend mit Permasolid® 2K Acryl Füller zu isolieren.
Verarbeitung.
2 / 10.05.2012
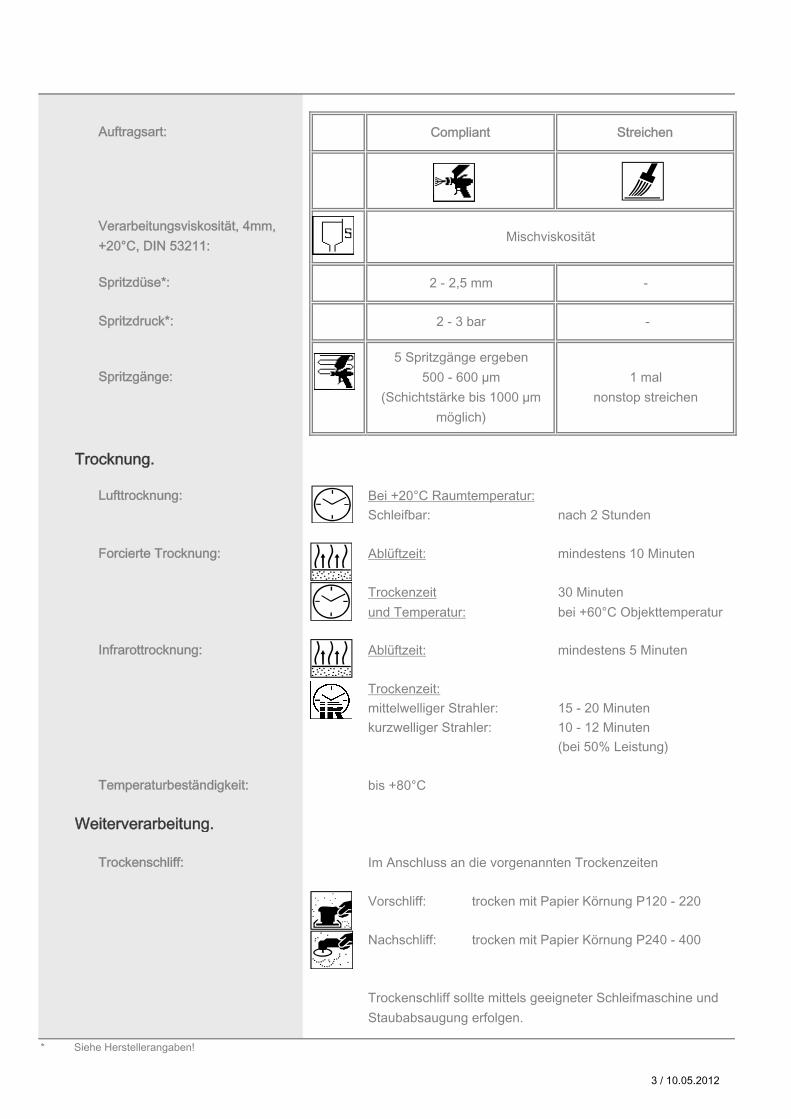
Lufttrocknung:
Forcierte Trocknung: mindestens 10 Minuten
Infrarottrocknung:
Temperaturbeständigkeit:
Weiterverarbeitung.
Trockenschliff:
Vorschliff:
Nachschliff:
* Siehe Herstellerangaben!
Ablüftzeit:
bis +80°C
Spritzdüse*:
15 - 20 Minuten
Compliant StreichenAuftragsart:
trocken mit Papier Körnung P240 - 400
Trockenschliff sollte mittels geeigneter Schleifmaschine und Staubabsaugung erfolgen.
Ablüftzeit:
Im Anschluss an die vorgenannten Trockenzeiten
Trockenzeitund Temperatur:
kurzwelliger Strahler: 10 - 12 Minuten
30 Minutenbei +60°C Objekttemperatur
(bei 50% Leistung)
mindestens 5 Minuten
Trockenzeit:mittelwelliger Strahler:
trocken mit Papier Körnung P120 - 220
5 Spritzgänge ergeben 500 - 600 µm
(Schichtstärke bis 1000 µm möglich)
1 malnonstop streichen
Mischviskosität
-
Schleifbar: nach 2 Stunden
2 - 3 bar
Bei +20°C Raumtemperatur:
Spritzgänge:
Verarbeitungsviskosität, 4mm, +20°C, DIN 53211:
Spritzdruck*: -
Trocknung.
2 - 2,5 mm
3 / 10.05.2012
Überarbeitung.
Überarbeitung mit:
Decklackierung mit: Permasolid® HS Autolack 275
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(b)(250)250
Lagerbedingungen:(+30°C dürfen nicht überschritten werden)Lagertemperatur +20°C
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.b) in spritzfertiger Form ist max. 250 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form istmax. 250 g/l.
über +23°C
Priomat® 1K Wash Primer 4085 oder Priomat® Wash Primer 4075 (nur bei Durchschliffstellen)
Permahyd® Basislack 280/285/286 oder Permahyd®Hi-TEC Basislack 480 und Permasolid® 2K Klarlack
Permasolid® 2K Acryl-Füller
Lagerung.
4 / 10.05.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPontPerformance Coatings.
5 / 10.05.2012
Anwendungstechnische Information.
· Hervorragender Korrosionsschutz durch passivierende Eigenschaften
·· Erfüllt die Spezifikation vieler Automobilhersteller
· Einfache Verarbeitungseigenschaften
· Farbton: olivgrau
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 4075 / 01
Priomat®Wash Primer 4075.
Priomat® Wash Primer 4075 ist ein zinkchromat- und phenolfreier säurehärtender Zweikomponenten-Wash Primer aus unserem PVB System.
Für metallische Untergründe, insbesondere für Aluminium und verzinkte Stahlbleche
1 / 24.01.2012
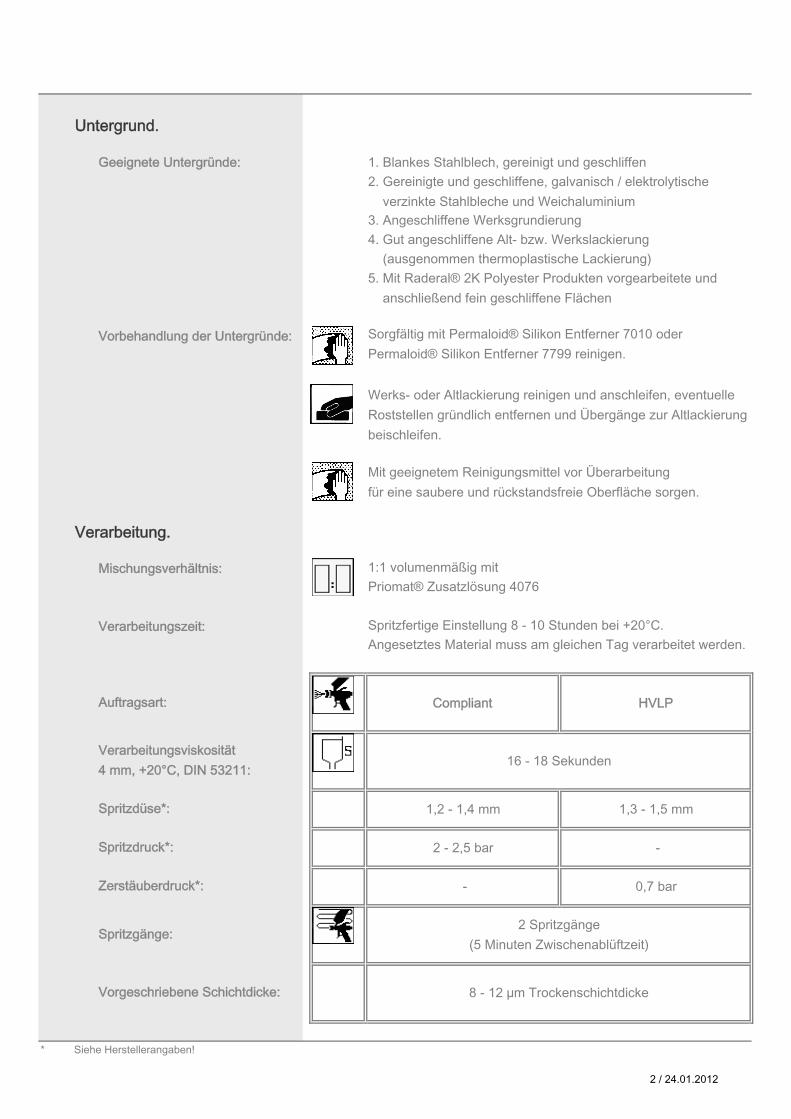
1.2.
3.4. Gut angeschliffene Alt- bzw. Werkslackierung
(ausgenommen thermoplastische Lackierung)5.
Mischungsverhältnis: 1:1 volumenmäßig mitPriomat® Zusatzlösung 4076
Verarbeitungszeit: Spritzfertige Einstellung 8 - 10 Stunden bei +20°C. Angesetztes Material muss am gleichen Tag verarbeitet werden.
* Siehe Herstellerangaben!
Compliant HVLP
16 - 18 Sekunden
Angeschliffene Werksgrundierung
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
- 0,7 bar
1,2 - 1,4 mm 1,3 - 1,5 mm
-2 - 2,5 bar
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Gereinigte und geschliffene, galvanisch / elektrolytische verzinkte Stahlbleche und Weichaluminium
Blankes Stahlblech, gereinigt und geschliffenGeeignete Untergründe:
Vorgeschriebene Schichtdicke:
Werks- oder Altlackierung reinigen und anschleifen, eventuelle Roststellen gründlich entfernen und Übergänge zur Altlackierung beischleifen.
8 - 12 µm Trockenschichtdicke
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
2 Spritzgänge(5 Minuten Zwischenablüftzeit)
Verarbeitung.
Untergrund.
Vorbehandlung der Untergründe:
Zerstäuberdruck*:
Spritzgänge:
Spritzdüse*:
Spritzdruck*:
2 / 24.01.2012
Lufttrocknung: Bei +20°C Raumtemperatur:überspritzbar nach: 30 Minuten
Überspritzbar: Nach Ablüftzeit bei +20°C mit Permasolid® 2K Acryl Füller
Weitere Überarbeitung mit: ··
Besondere Hinweise: 1.
2.3.
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(780)780
Lagerung.
Lagerbedingungen:(+5°C dürfen nicht unterschritten werden)
Nicht direkt mit Permahyd®- und Permasolid® Decklacken überarbeiten
über +23 °C
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 780 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 780 g/l.
Lagertemperatur ca. +20°C
Nicht mit Polyesterprodukten, Epoxyprodukten oder wasserverdünnbaren Produkten überarbeiten
Permahyd® Basislack 280/285/286, Permahyd® Hi-TEC Basislack 480 und Permasolid® 2K Klarlack
Permasolid® HS Autolack 275
Nicht auf thermoplastischen Lackierungen einsetzen
Trocknung.
Überarbeitung.
3 / 24.01.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.A member of DuPontPerformance Coatings.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
4 / 24.01.2012
Anwendungstechnische Information.
Einsatzgebiet: Als Wash Primer für alle gängigen metallischen Untergründe.
· VOC-konform
· Gute Korrosionsschutzeigenschaften
· Leichtes Handling (1K-Material)
· Verfügbar in zwei Grau-Abstufungen
· Schweißprüfzeugnis vorhanden
Nur für den professionellen Gebrauch! A–Merkblatt Nr. MB/4085/02/2009 - D
Priomat® 1K Wash Primer 4085.
Priomat® 1K Wash Primer 4085 ist ein zinkchromatfreies Einkomponenten-Produkt aus unserem PVB-System.
1 /14.04.2010
Untergrund.
1. Stahl2.
3. Angeschliffene Werksgrundierung4. Gut angeschliffene Alt- bzw. Werkslackierung
(ausgenommen thermoplastische Lackierung)5.
Wichtiger Hinweis:
Verarbeitung.
Verdünnung: · Permacron® MS Dura Plus 8580
· Permacron® Verdünnung 3364
· Permacron® Verdünnung 3380
· Permacron® Verdünnung 3365 lang(für große Objekte und hohe Temperaturen)
· Permacron® Verdünnung 3385 lang(für große Objekte und hohe Temperaturen)
Vorbehandlung der Untergründe:
Geeignete Untergründe:
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Werks- oder Altlackierung reinigen und anschleifen, eventuelle Roststellen gründlich entfernen und Übergänge zur Altlackierung beischleifen.
Aufgrund der Vielzahl von Legierungen bzw. Herstellungsverfahren bei Metallen ist eine Vorprüfung auf dem jeweils vorliegenden Untergrund erforderlich, um sicherzustellen, daß die Vorbehandlung für eine einwandfreie Haftung genügt.
Gereinigte und geschliffene, galvanisch/elektrolytisch verzinkte Stahlbleche oder Weichaluminium.
2 /14.04.2010
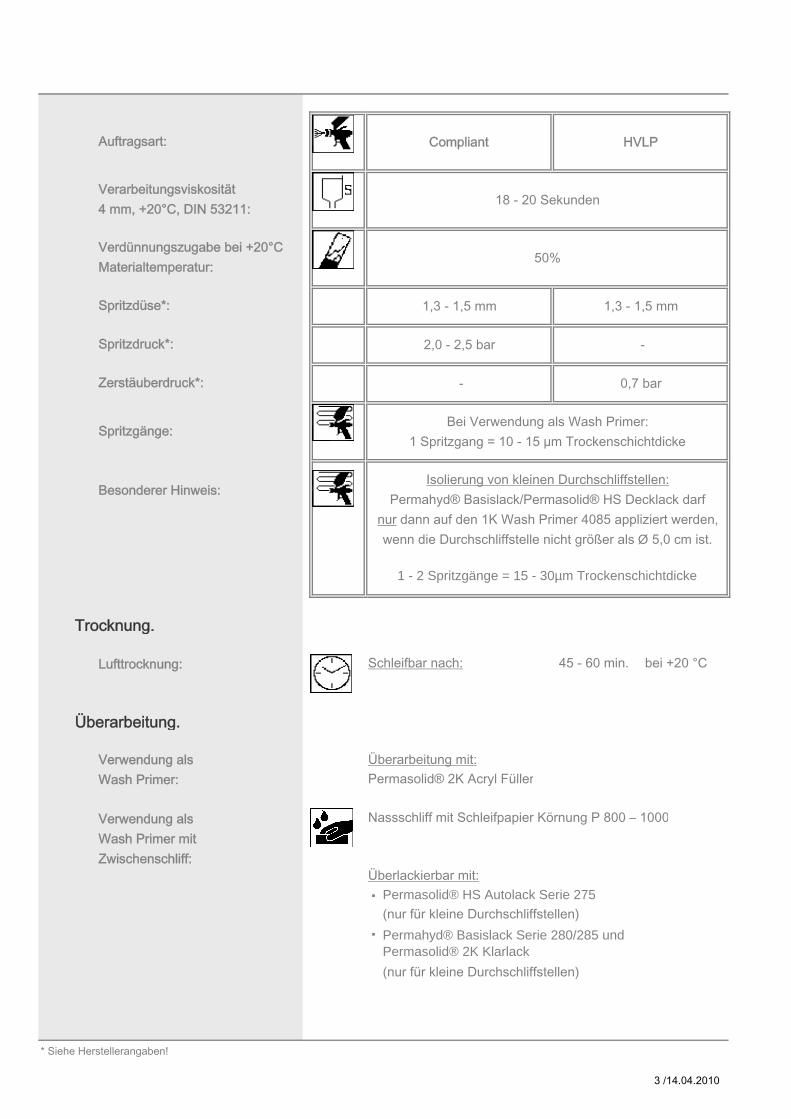
Besonderer Hinweis:
Trocknung.
Lufttrocknung: Schleifbar nach: 45 - 60 min. bei +20 °C
Überarbeitung.
Überarbeitung mit:Permasolid® 2K Acryl Füller
Nassschliff mit Schleifpapier Körnung P 800 – 1000
Überlackierbar mit:
· Permasolid® HS Autolack Serie 275
(nur für kleine Durchschliffstellen)
·(nur für kleine Durchschliffstellen)
* Siehe Herstellerangaben!
Isolierung von kleinen Durchschliffstellen:Permahyd® Basislack/Permasolid® HS Decklack darf
nur dann auf den 1K Wash Primer 4085 appliziert werden, wenn die Durchschliffstelle nicht größer als Ø 5,0 cm ist.
1 - 2 Spritzgänge = 15 - 30µm Trockenschichtdicke
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Verwendung alsWash Primer:
0,7 bar
Bei Verwendung als Wash Primer:1 Spritzgang = 10 - 15 µm Trockenschichtdicke
Spritzdruck*:
Zerstäuberdruck*:
Spritzgänge:
2,0 - 2,5 bar
Verwendung als Wash Primer mit Zwischenschliff:
Permahyd® Basislack Serie 280/285 und Permasolid® 2K Klarlack
Compliant HVLP
18 - 20 Sekunden
50%
1,3 - 1,5 mm
-
-
1,3 - 1,5 mm
3 /14.04.2010
Besondere Hinweise. 1. Nicht mit Polyesterprodukten überarbeiten.2. Nicht mit Epoxy-Produkten überarbeiten.3. Nicht auf thermoplastischen Lackierungen einsetzen.4. Nicht trocken schleifbar.
Kenndaten.
Lieferviskosität:
Flammpunkt:
Festkörperanteil:
Dichte:
Ergiebigkeit:bei 15 µm Trockenschichtdicke:bei 40 µm Trockenschichtdicke:
VOC-Wert:
*
1,01 g/cm³
Wash Primer 4085 Wash Primer 4085hellgrau dunkelgrau
mit Verdünnung 3364
Die Ergiebigkeit wurde unter Berücksichtigung der empfohlenen Schichtdicke und des prozentualen Volumenfestkörpers rechnerisch ermittelt. Die entsprechenden Verarbeitungsverluste fanden gleichfalls keine Berücksichtigung.
14,6 Vol. %31,3 Gew. %15,1 Vol. %
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 760 g/l.
9,8 m²/l3,7 m²/l
1,03 g/cm³
10,1 m²/l3,8 m²/l
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 780 g/l flüchtige organische Bestandteile.
mit Verdünnung 3364
29,3 Gew. %
über +23 °C
mindestens 60 Sekunden
4 /14.04.2010
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
5 /14.04.2010
Er ist speziell für die UV-Blitztrocknung entwickelt worden.
· Extrem schnelle Trocknung
· Sehr hoher Festkörperanteil (98,6%)
· Sehr guter Lackstand
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 9000 / 01
Anwendungstechnische Information.
Permasolid® 2K UV Grundierfüller 9000.
Dieses Produkt darf nur in Verbindung mit dem VISITBlitztrocknungssystem "UV Flash Dry 15/700" angewendet werden.
Permasolid® 2K UV Grundierfüller 9000 ist ein Grundierfüller für die Speed-Repair-Applikation.
1 / 27.02.2013
Untergrund.
Geeignete Untergründe: · Blankes Stahlblech
··· Gut angeschliffene Alt- bzw. Werkslackierung
·· Ausgehärtete 2K-Füller
Priomat® Elastic Haftgrund 3304 lasierend
Wichtiger Hinweis:
Werksgrundierung durch Schleifen entfernen.
Mischungsverhältnis:
Permasolid® UV Starlight Komponente 9001
Verarbeitungszeit: 5 Tage unter Ausschluss von Licht-/UV-Einstrahlung
9:1 volumenmäßig oder10:1 gewichtsmäßig mit
Es wird empfohlen, den Permasolid® 2K UV Grundierfüller 9000 vor Verarbeitung auf der Mischmaschine maschinell aufzurühren und nur die Menge in die Spritzpistole füllen, die für die Reparaturstelle benötigt wird.
Galvanisch/elektrolytisch verzinkte Stahlbleche oder WeichaluminiumTrennmittelfreie, gereinigte und geschliffene UP-GF Untergründe
Vorbehandlung der Untergründe:
Geeignete Grundierung für Kunststoffteile:
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen
Aufgrund der Vielzahl von Legierungen bzw. Herstellungsverfahren bei Metallen ist eine Vorprüfung auf dem jeweils vorliegenden Untergrund erforderlich, um sicherzustellen, dass die Vorbehandlung für eine einwandfreie Haftung genügt.
Werks- oder Altlackierung reinigen und anschleifen, eventuelle Roststellen gründlich entfernen und Übergänge zur Altlackierung beischleifen.
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Vor der Überarbeitung mit geeignetem Reinigungsmittel erneut reinigen.
Bei Kunststoffuntergründen 1 - 2 Minuten Abkühlzeit nach 10 Blitzen einhalten.
2 / 27.02.2013
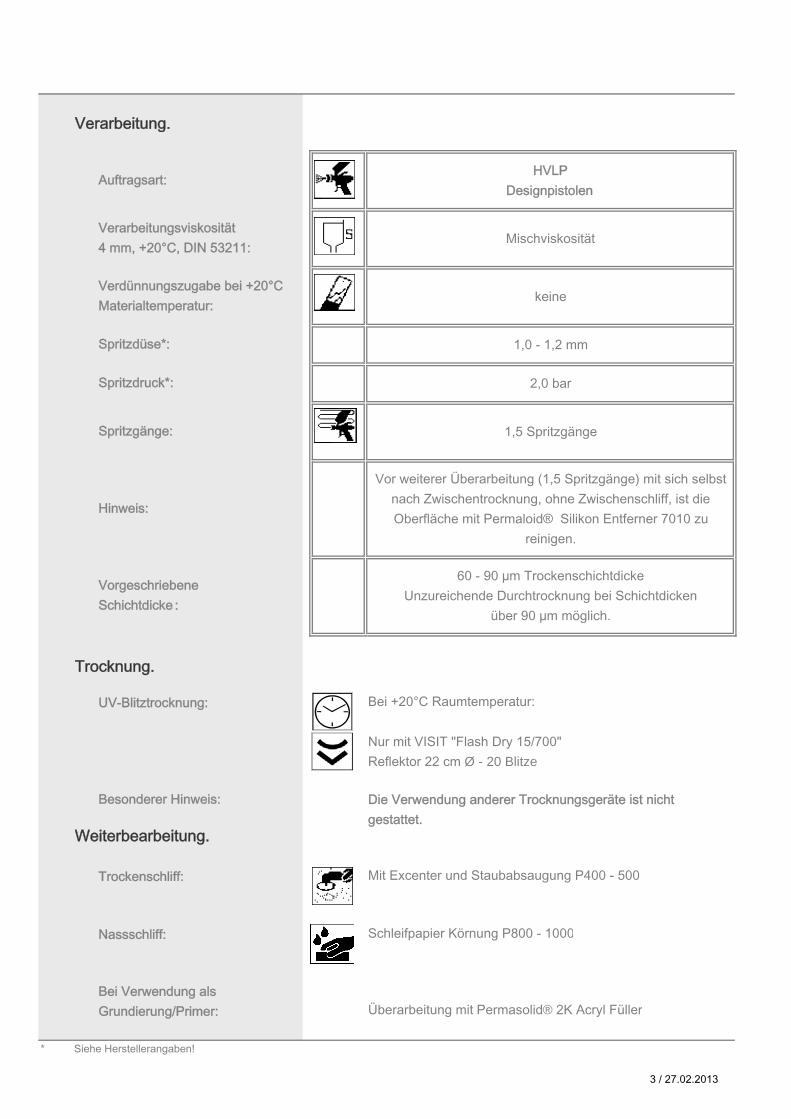
Verarbeitung.
UV-Blitztrocknung: Bei +20°C Raumtemperatur:
Besonderer Hinweis:
Weiterbearbeitung.
Trockenschliff: Mit Excenter und Staubabsaugung P400 - 500
Nassschliff: Schleifpapier Körnung P800 - 1000
Überarbeitung mit Permasolid® 2K Acryl Füller
* Siehe Herstellerangaben!
60 - 90 µm TrockenschichtdickeUnzureichende Durchtrocknung bei Schichtdicken
über 90 µm möglich.
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Verdünnungszugabe bei +20°C Materialtemperatur:
Nur mit VISIT "Flash Dry 15/700" Reflektor 22 cm Ø - 20 Blitze
Mischviskosität
1,0 - 1,2 mm
Hinweis:
Bei Verwendung als Grundierung/Primer:
Vorgeschriebene Schichtdicke :
Spritzgänge:
Trocknung.
Die Verwendung anderer Trocknungsgeräte ist nicht gestattet.
Spritzdruck*:
Spritzdüse*:
Auftragsart:
1,5 Spritzgänge
2,0 bar
keine
HVLPDesignpistolen
Vor weiterer Überarbeitung (1,5 Spritzgänge) mit sich selbst nach Zwischentrocknung, ohne Zwischenschliff, ist die Oberfläche mit Permaloid® Silikon Entferner 7010 zu
reinigen.
3 / 27.02.2013

Überarbeitung.
Überlackierbar mit: · Permasolid® HS Autolack 275
··· Permasolid® UV Starlight Klarlack 9200
Besondere Hinweise. 1.
2.
3.
4.
Bedienung des Gerätes:
Permahyd® Basislack 280/285/286, Permahyd® Hi-TEC Basislack 480 und Permasolid® 2K Klarlack
Pistolen sollten mit lichtundurchlässigen Fließbechern ausgerüstet sein.
Spies Hecker ist stets bemüht, seine Kunden umfassend über Sicherheitsaspekte, insbesondere über Umwelt- und Gesundheitsschutz, zu informieren. Um Gefahren für die Umwelt und Gesundheit bei werkstattüblichem Gebrauch der UV-Strahlenquelle möglichst zu vermeiden, sollten Sie bei der Anwendung der UV-Technologie folgende Hinweise beachten.
Sicherheit und Gesundheitsschutz.
Bei der Verarbeitung dieses Grundierfüllers sind die gleichen Schutz- und Sicherheitsmaßnahmen zu treffen wie bei bisher üblicherweise eingesetzten Lackmaterialien.
Für die Spot-Repair-Applikation empfehlen wir eine HVLP Designpistole.
Permasolid® 2K UV Grundierfüller 9000 istthixotrop eingestellt. Das Material wird durch umrühren flüssig.
Steht das Material für längere Zeit im Pistolenbecher, sollte dieses vor weiterer Benutzung erneut aufgerührt werden.
Bei Neuteilen mit Elektrotauchlacken (KTL / ATL) ist imBereich der Reparaturfläche die Elektrotauchlackierung durch Schleifen zu entfernen.
Beachten Sie strikt die Bedienungsanleitung des Herstellers für das UV-Trocknungsgerät.
Der Umgang mit UV-Strahlungsquellen bedarf jedoch einer besonderen Sorgfalt.Nur durch einen sach- und bestimmungsgemäßen Umgang mit einem zugelassenen UV-Trocknungsgerät können Gefahren vermieden werden.
Permasolid® 2K Klarlack
4 / 27.02.2013
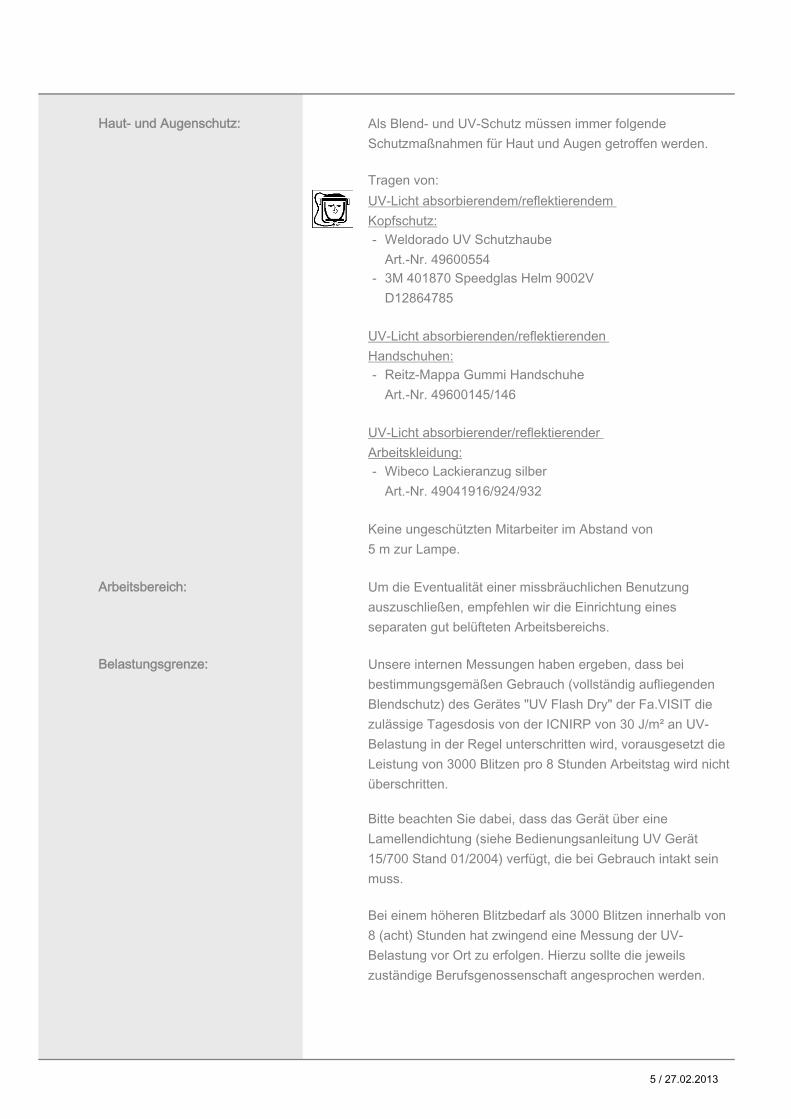
Haut- und Augenschutz:
Tragen von:
-
-
-
-
Arbeitsbereich:
Belastungsgrenze:
UV-Licht absorbierenden/reflektierenden Handschuhen:
Unsere internen Messungen haben ergeben, dass bei bestimmungsgemäßen Gebrauch (vollständig aufliegenden Blendschutz) des Gerätes "UV Flash Dry" der Fa.VISIT die zulässige Tagesdosis von der ICNIRP von 30 J/m² an UV-Belastung in der Regel unterschritten wird, vorausgesetzt die Leistung von 3000 Blitzen pro 8 Stunden Arbeitstag wird nicht überschritten.
Bitte beachten Sie dabei, dass das Gerät über eine Lamellendichtung (siehe Bedienungsanleitung UV Gerät 15/700 Stand 01/2004) verfügt, die bei Gebrauch intakt sein muss.
Um die Eventualität einer missbräuchlichen Benutzung auszuschließen, empfehlen wir die Einrichtung eines separaten gut belüfteten Arbeitsbereichs.
Als Blend- und UV-Schutz müssen immer folgende Schutzmaßnahmen für Haut und Augen getroffen werden.
Keine ungeschützten Mitarbeiter im Abstand von 5 m zur Lampe.
UV-Licht absorbierendem/reflektierendem Kopfschutz:
Weldorado UV Schutzhaube Art.-Nr. 496005543M 401870 Speedglas Helm 9002VD12864785
UV-Licht absorbierender/reflektierender Arbeitskleidung:
Bei einem höheren Blitzbedarf als 3000 Blitzen innerhalb von 8 (acht) Stunden hat zwingend eine Messung der UV-Belastung vor Ort zu erfolgen. Hierzu sollte die jeweils zuständige Berufsgenossenschaft angesprochen werden.
Reitz-Mappa Gummi Handschuhe Art.-Nr. 49600145/146
Wibeco Lackieranzug silber Art.-Nr. 49041916/924/932
5 / 27.02.2013
Reparaturbereich:
Abdeckbereich:
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(540)50
Mitarbeiterschulung, Betriebsanweisung, Information:
Länderspezifische Regelungen und Schriften diesbezüglich sind zu beachten.
Vor UV-Biltztrocknung muss das Abdeckpapier restlos entfernt werden.
Für den Umgang und die Bedienung der Geräte muss entsprechend den gesetzlichen Anforderungen eine arbeitsplatz- und gerätebezogene Betriebsanweisung erstellt werden, in der die auftretenden Gefahren, für Mensch und Umwelt, sowie die erforderlichen Schutzmassnahmen und Verhaltensregeln festgelegt sind.
Keine Reparatur in Fahrzeugbereichen, in denen Kraftstoffdämpfe auftreten können, z.B. Tankdeckel.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 50 g/l.
Die UV-Trocknungsgeräte dürfen nur von eingewiesenem, geschulten Personal betrieben werden.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.
Für Geräte, die Strahlung emittieren, ist die DIN EN 12198-1 anzuwenden.
über +23 °C
6 / 27.02.2013

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
7 / 27.02.2013

Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 3304 / 01
Priomat® Elastic Haftgrund 3304 lasierend.
Priomat® Elastic Haftgrund 3304 lasierend ist ein universeller Einkomponenten-Haftvermittler für alle üblichen Kunststoffteile im Außenbereich von Fahrzeugen.
Dieser Haftvermittler zeichnet sich durch eine sichere Haftung, hohe Elastizität und leichte Verarbeitung aus.
1 / 06.03.2013
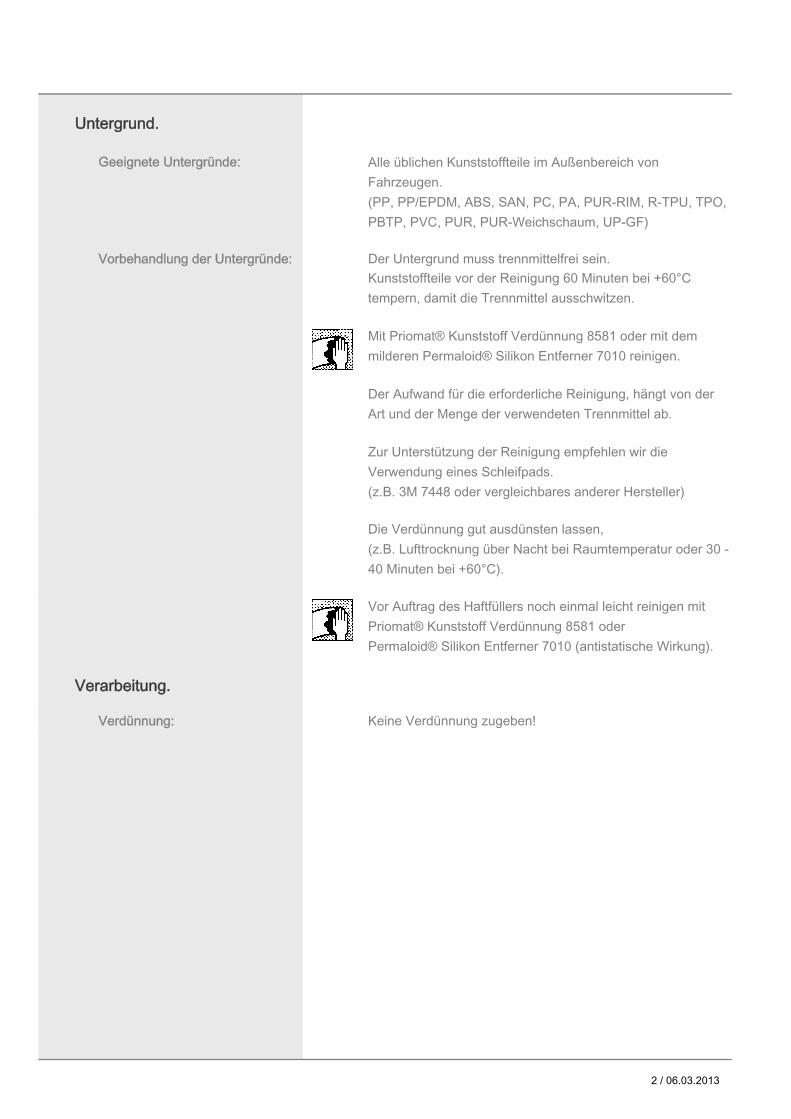
Untergrund.
Geeignete Untergründe:
Der Untergrund muss trennmittelfrei sein.
Verdünnung: Keine Verdünnung zugeben!
Verarbeitung.
Mit Priomat® Kunststoff Verdünnung 8581 oder mit dem milderen Permaloid® Silikon Entferner 7010 reinigen.
Vor Auftrag des Haftfüllers noch einmal leicht reinigen mit Priomat® Kunststoff Verdünnung 8581 oder Permaloid® Silikon Entferner 7010 (antistatische Wirkung).
Alle üblichen Kunststoffteile im Außenbereich von Fahrzeugen.(PP, PP/EPDM, ABS, SAN, PC, PA, PUR-RIM, R-TPU, TPO, PBTP, PVC, PUR, PUR-Weichschaum, UP-GF)
Kunststoffteile vor der Reinigung 60 Minuten bei +60°C tempern, damit die Trennmittel ausschwitzen.
Vorbehandlung der Untergründe:
Der Aufwand für die erforderliche Reinigung, hängt von der Art und der Menge der verwendeten Trennmittel ab.
Zur Unterstützung der Reinigung empfehlen wir die Verwendung eines Schleifpads.(z.B. 3M 7448 oder vergleichbares anderer Hersteller)
Die Verdünnung gut ausdünsten lassen,(z.B. Lufttrocknung über Nacht bei Raumtemperatur oder 30 - 40 Minuten bei +60°C).
2 / 06.03.2013
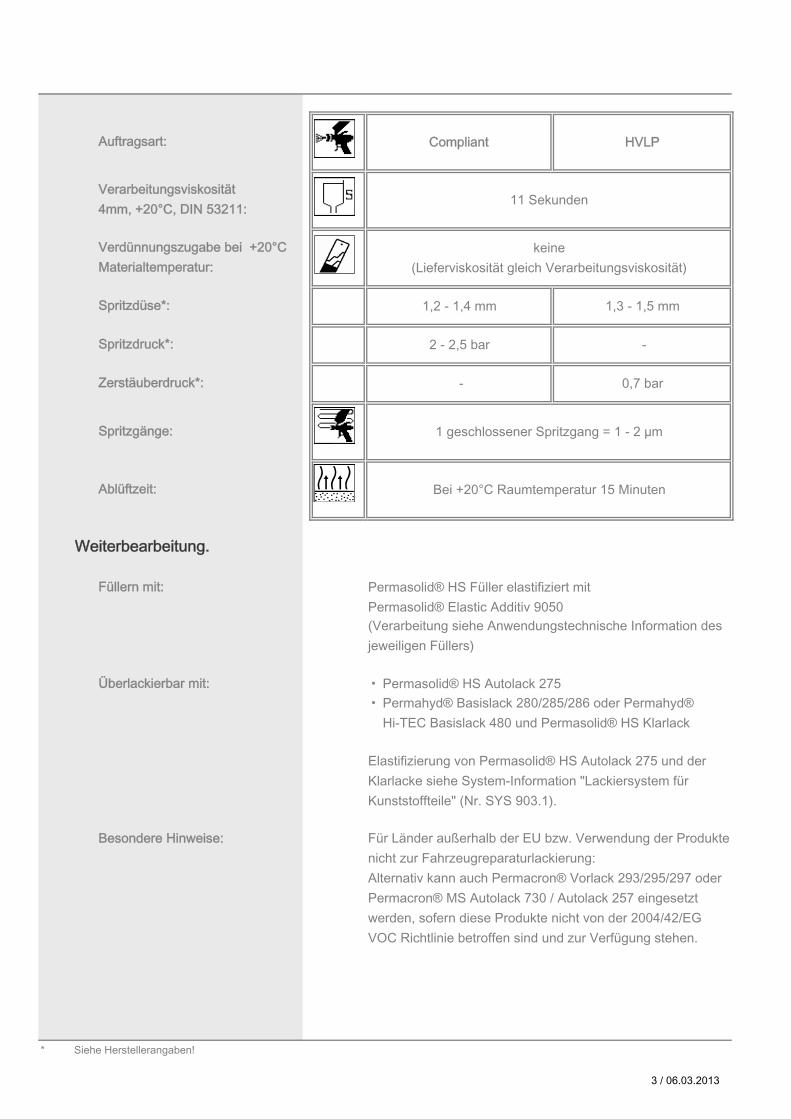
Weiterbearbeitung.
Füllern mit:
Überlackierbar mit: · Permasolid® HS Autolack 275
·
Besondere Hinweise:
* Siehe Herstellerangaben!
Permahyd® Basislack 280/285/286 oder Permahyd®Hi-TEC Basislack 480 und Permasolid® HS Klarlack
Elastifizierung von Permasolid® HS Autolack 275 und der Klarlacke siehe System-Information "Lackiersystem für Kunststoffteile" (Nr. SYS 903.1).
Auftragsart:
Verarbeitungsviskosität4mm, +20°C, DIN 53211:
Verdünnungszugabe bei +20°C Materialtemperatur:
Ablüftzeit:
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron® Vorlack 293/295/297 oder Permacron® MS Autolack 730 / Autolack 257 eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtlinie betroffen sind und zur Verfügung stehen.
(Verarbeitung siehe Anwendungstechnische Information des jeweiligen Füllers)
Spritzgänge:
Spritzdruck*:
Zerstäuberdruck*: -
11 Sekunden
-2 - 2,5 bar
1,2 - 1,4 mm 1,3 - 1,5 mm
keine(Lieferviskosität gleich Verarbeitungsviskosität)
Compliant
Spritzdüse*:
HVLP
0,7 bar
Permasolid® HS Füller elastifiziert mit Permasolid® Elastic Additiv 9050
Bei +20°C Raumtemperatur 15 Minuten
1 geschlossener Spritzgang = 1 - 2 µm
3 / 06.03.2013

Kenndaten.
Flammpunkt:
Lagerbedingungen:(+5°C dürfen nicht unterschritten werden)
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Lagerung.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Lagertemperatur +20°C
über +23 °C
4 / 06.03.2013
Anwendungstechnische Information.
· Haftung auf allen üblichen PKW-Kunststoffen
· Nass-in-Nass einsetzbar
· Effizientes Lackiersystem
· Einfache Handhabung
· Sehr lange Verarbeitungszeit
Nur für den professionellen Gebrauch! A–Merkblatt Nr. 3300/03/2007 - D
Permacron® 1:1 Elastic Haftfüller 3300 ist ein hochwertiger 2K Grundierfüller für Kunststoffteile.
Permacron® 1:1 Elastic Haftfüller 3300.
1 / 04.04.2008
Untergrund.
Der Untergrund muss trennmittelfrei sein.
Der Aufwand für die erforderliche Reinigung hängt von der Art und Menge der verwendeten Trennmittel ab. Zur Unterstützung der Reinigung empfehlen wir die Verwendung eines Schleifpads (3M 7448).
Mit Priomat® Kunststoff Verdünnung 8581 oder mit dem milderen Permaloid® Silikon Entferner 7010 reinigen.
Die Verdünnung gut ausdunsten lassen (z.B. durch Lufttrocknung über Nacht bei Raumtemeratur oder 30-40 Minuten bei +60°C).
Vor Auftrag des Haftfüllers noch einmal leicht reinigen mit Priomat® Kunststoff Verdünnung 8581 oder Permaloid® Silikon Entferner 7010 (antistatische Wirkung).
Alle üblichen Kunststoffteile im Außenbereich von Fahrzeugen (PP, PP/EPDM, ABS, SAN, PC, PA, PUR-RIM, R-TPU, TPO, PBTP, PUR, PUR-Weichschaum, UP-GF)
Kunststoffteile vor der Reinigung 60 Minuten bei +60°C tempern, damit die Trennmittel ausschwitzen.
Vorbehandlung der Untergründe:
Geeignete Untergründe:
2 / 04.04.2008
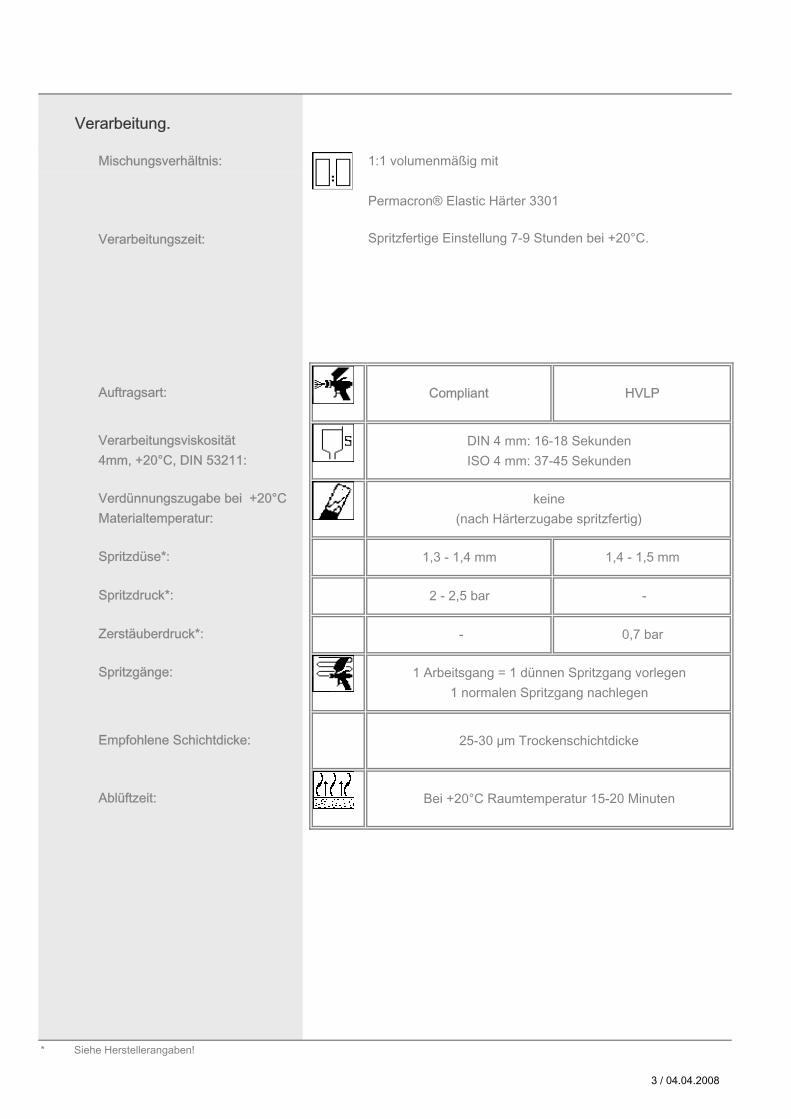
Verarbeitung.
Mischungsverhältnis: 1:1 volumenmäßig mit
Verarbeitungszeit: Spritzfertige Einstellung 7-9 Stunden bei +20°C.
* Siehe Herstellerangaben!
keine(nach Härterzugabe spritzfertig)
0,7 bar
Compliant
Bei +20°C Raumtemperatur 15-20 Minuten
1,3 - 1,4 mm 1,4 - 1,5 mm
-2 - 2,5 bar
-
1 Arbeitsgang = 1 dünnen Spritzgang vorlegen1 normalen Spritzgang nachlegen
DIN 4 mm: 16-18 SekundenISO 4 mm: 37-45 Sekunden
Permacron® Elastic Härter 3301
25-30 µm Trockenschichtdicke
HVLP
Spritzdruck*:
Spritzdüse*:
Verdünnungszugabe bei +20°C Materialtemperatur:
Ablüftzeit:
Empfohlene Schichtdicke:
Spritzgänge:
Zerstäuberdruck*:
Verarbeitungsviskosität 4mm, +20°C, DIN 53211:
Auftragsart:
3 / 04.04.2008
Trocknung.
Lufttrocknung: Bei +20°C Raumtemperatur:
Besonderer Hinweis:
Weiterbearbeitung.
Besondere Hinweise:
Überlackierbar mit: · Permasolid® HS Autolack Serie 275
·
Besondere Hinweise:
Permasolid® 2K Klarlack
Lackierte Kunststoffteile dürfen vor Ablauf einer Frist von 6 Wochen nicht mit einem Hochdruckreiniger gereinigt werden. Danach ist ein Mindestabstand der Düse von 30 cm zum Objekt einzuhalten.
Elastifizierung Permasolid® HS Autolack Serie 275 und der Klarlacke siehe System-Information "Das Lackiersystem für Kunststoffteile" (A-Merkblatt Nr. 903.1).
Spachtelstellen müssen vor dem Decklackauftrag mit 1:1 Elastic Haftfüller 3300 isoliert werden.
Permahyd® Basislack Serie 280/285 und
Eventuelle Fehlstellen im Untergrund können nach der Trocknung des 1:1 Elastic Haftfüllers 3300 mit Raderal® Feinspachtel 0911.
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron Basislack/2K MS Decklack eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtliniebetroffen sind und zur Verfügung stehen.
Nach 15-20 Minuten (bis max. 24 Stunden) mit geeignetem Decklack nass-in-nass überspritzbar.
Bei Bedarf kann Permacron® 1:1 Elastic Haftfüller 3300 nach 30 Minuten Trocknung bei +60°C Objekttemperatur oder 2 Stunden Trocknung bei +20°C Raumtemperatur leicht mit Nassschleifpapier Körnung P 800-1000 geschliffen werden.
4 / 04.04.2008
Kenndaten.
Lieferviskosität:
Flammpunkt:
Festkörperanteil:(ohne Verdünnungszugabe)
Dichte:
Ergiebigkeit*:bei 30 µm Trockenschichtdicke:
über +23 °C
Die Ergiebigkeit wurde unter Berücksichtigung der empfohlenen Schichtdicke und des prozentualen Volumenfestkörpers (ohne Verdünnungszugabe) rechnerisch ermittelt. Die entsprechenden Verarbeitungsverluste fanden gleichfalls keine Berücksichtigung.
*
1:1 Elastic Haftfüller 3300 = 100 Sekunden
1:1 Elastic Füller und Härter Haftfüller 3300 in Mischung
54,0 Gew. % 35,7 Gew. %37,0 Vol. % 23,5 Vol. %
- 8,1m²/l
1,20 g/cm³ 1,04 g/cm³
Elastic Härter 3301 = 11 Sekunden
5 / 04.04.2008
Lagerung.
6 Monate in verschlossenen Originalgebinden
Lagerbedingungen: 1:1 Elastic Haftfüller 3300Lagertemperatur +20°C
(+5°C dürfen nicht unterschritten werden)
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Gewährleistete Lagerstabilität:
Elastic Härter 3301Lagertemperatur +20°C
Nach Frosteinwirkung muss der Härter wieder aus +20°C erwärmt werden. Er ist dann wieder voll einsatzfähig.
6 / 04.04.2008
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 3311 / 00
Priomat® Porenwischfüller 3311.
Priomat® Porenwischfüller 3311 ist ein spezieller Einkomponenten-Füller für kleine Poren in der Oberfläche von PUR-Kunststoffteilen an Fahrzeugen.
Er schließt die Poren zuverlässig und sorgt für ein einwandfreies Lackierergebnis.
1 / 28.09.2010
Untergrund.
Geeignete Untergründe:
Der Untergrund muss trennmittelfrei sein.
Verarbeitung.
Auftragsart:
Lufttrocknung:
Weiterverarbeitung:
Überarbeitung.
Grundierung:
Überlackierbar mit: · Permasolid® HS Autolack Serie 275·
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Permahyd® Basislack Serie 280/285 undPermasolid® HS Klarlack
Mit einem fusselfreien Tuch auftragen und in die Poren wischen.
Polyurethan-Weichschaum-Kunststoffteile (PUR weich) mit Poren in der Oberfläche.
Mit Priomat® Kunststoff Verdünnung 8581 oder dem milderen Permaloid® Silikon Entferner 7010 reinigen.
Der Aufwand für die erforderliche Reinigung hängt von der Art und Menge der verwendeten Trennmittel ab. Zur Unterstützung der Reinigung empfehlen wir die Verwendung eines Schleifpads (z.B. 3M 7448 oder vergleichbares anderer Hersteller).
Kunststoffteile vor der Reinigung 60 Minuten bei +60°C tempern damit die Trennmittel ausschwitzen.
Die Verdünnung gut ausdunsten lassen (z.B. Lufttrocknung über Nacht bei +20°C oder 30 - 40 Minuten bei +60°C).
Vorbehandlung der Untergründe:
Bei +20°C Raumtemperatur 5 Minuten.
Das gesamte PUR-Weichschaumteil mit Permacron® 1:1 Elastic Haftfüller 3300 überarbeiten.
Den überschüssigen Porenwischfüller mit einem trockenen, fusselfreien Tuch glatt abwischen (danach nicht mehr reinigen und nicht mehr feucht abwischen).
2 / 28.09.2010
Besondere Hinweise:
Elastifizierung der Produkte - siehe System-Information:·
Kenndaten.
Lieferviskosität:
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(540)480
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron Basislack/2K MS Decklack eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtliniebetroffen sind und zur Verfügung stehen.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 480 g/l.
"Das Lackiersystem für Kunststoffteile" (System Information Nr. SYS_903.1)
über +23 °C
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.
pastös
3 / 28.09.2010
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
4 / 28.09.2010
Anwendungstechnische Information.
· Sehr lange Verarbeitungszeit
· Optimale und sichere Verarbeitungseigenschaften
· Hervorragende Schleifbarkeit
· Ausgezeichnetes Standvermögen
· Sehr hohe Ergiebigkeit
· Hervorragende Füllkraft
· Ausgezeichneter Lackstand
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 5310 / 00
Permasolid® HS Premium Füller 5310.
Permasolid® HS Premium Füller 5310 ist ein sehr hochwertiger 2K HS Schleiffüller auf Acrylharz-Basis.
1 / 27.06.2011
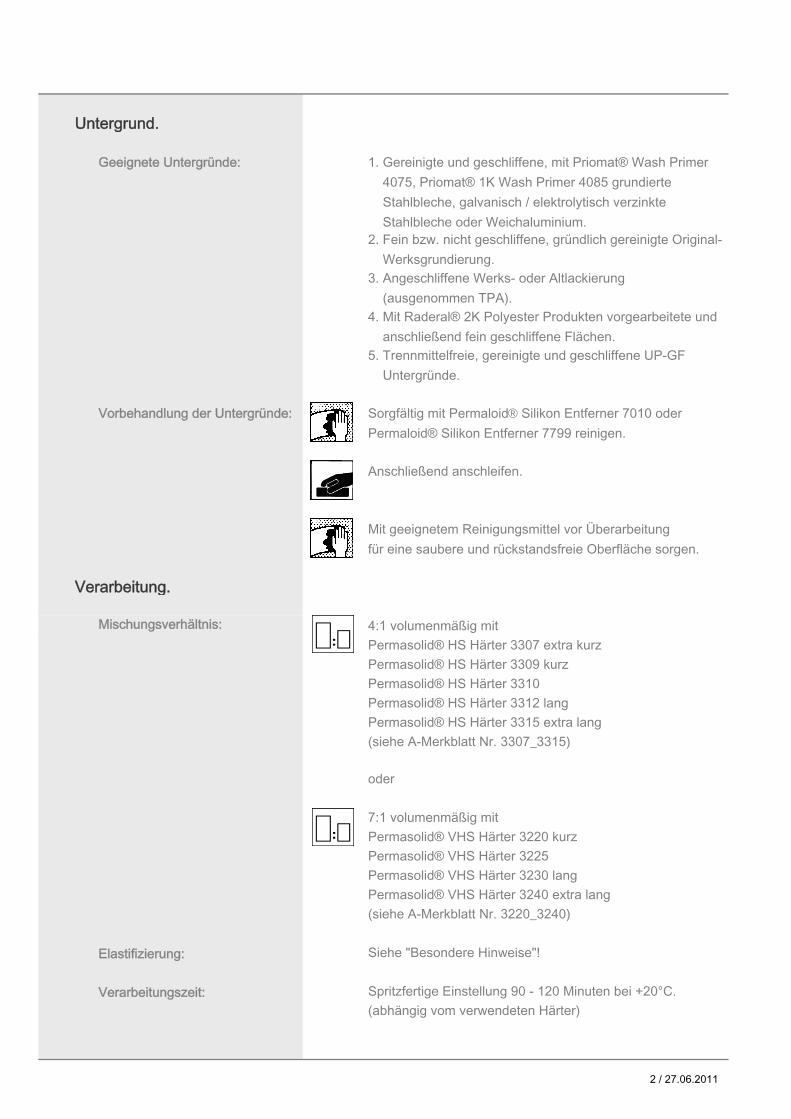
Untergrund.
1.
2.
3.
4.
5.
Anschließend anschleifen.
Verarbeitung.
Mischungsverhältnis: 4:1 volumenmäßig mit Permasolid® HS Härter 3307 extra kurz Permasolid® HS Härter 3309 kurz Permasolid® HS Härter 3310 Permasolid® HS Härter 3312 lang Permasolid® HS Härter 3315 extra lang (siehe A-Merkblatt Nr. 3307_3315)
oder
7:1 volumenmäßig mit Permasolid® VHS Härter 3220 kurz Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3230 lang Permasolid® VHS Härter 3240 extra lang (siehe A-Merkblatt Nr. 3220_3240)
Elastifizierung: Siehe "Besondere Hinweise"!
Verarbeitungszeit: Spritzfertige Einstellung 90 - 120 Minuten bei +20°C. (abhängig vom verwendeten Härter)
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen. Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe.
Geeignete Untergründe: Gereinigte und geschliffene, mit Priomat® Wash Primer 4075, Priomat® 1K Wash Primer 4085 grundierte Stahlbleche, galvanisch / elektrolytisch verzinkte Stahlbleche oder Weichaluminium.Fein bzw. nicht geschliffene, gründlich gereinigte Original-Werksgrundierung.Angeschliffene Werks- oder Altlackierung (ausgenommen TPA).
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Vorbehandlung der Untergründe:
2 / 27.06.2011
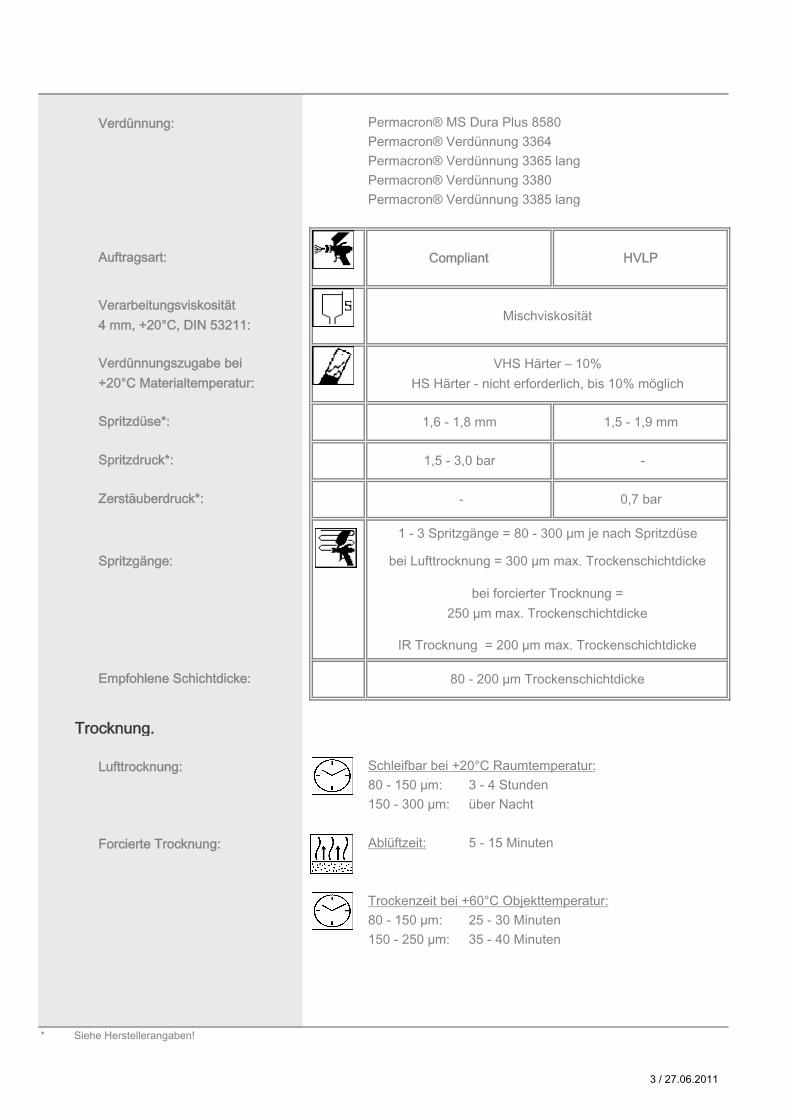
Verdünnung: Permacron® MS Dura Plus 8580 Permacron® Verdünnung 3364 Permacron® Verdünnung 3365 langPermacron® Verdünnung 3380 Permacron® Verdünnung 3385 lang
Trocknung.
Lufttrocknung: Schleifbar bei +20°C Raumtemperatur:80 - 150 µm: 3 - 4 Stunden150 - 300 µm: über Nacht
Forcierte Trocknung: Ablüftzeit: 5 - 15 Minuten
Trockenzeit bei +60°C Objekttemperatur:80 - 150 µm: 25 - 30 Minuten150 - 250 µm: 35 - 40 Minuten
* Siehe Herstellerangaben!
VHS Härter – 10% HS Härter - nicht erforderlich, bis 10% möglich
1,5 - 1,9 mm
-1,5 - 3,0 bar
0,7 bar -
1 - 3 Spritzgänge = 80 - 300 µm je nach Spritzdüse
Compliant HVLP
Mischviskosität
1,6 - 1,8 mm
bei Lufttrocknung = 300 µm max. Trockenschichtdicke
bei forcierter Trocknung =250 µm max. Trockenschichtdicke
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Spritzdruck*:
Zerstäuberdruck*:
Spritzgänge:
Auftragsart:
Verarbeitungsviskosität4 mm, +20°C, DIN 53211:
Empfohlene Schichtdicke: 80 - 200 µm Trockenschichtdicke
IR Trocknung = 200 µm max. Trockenschichtdicke
3 / 27.06.2011
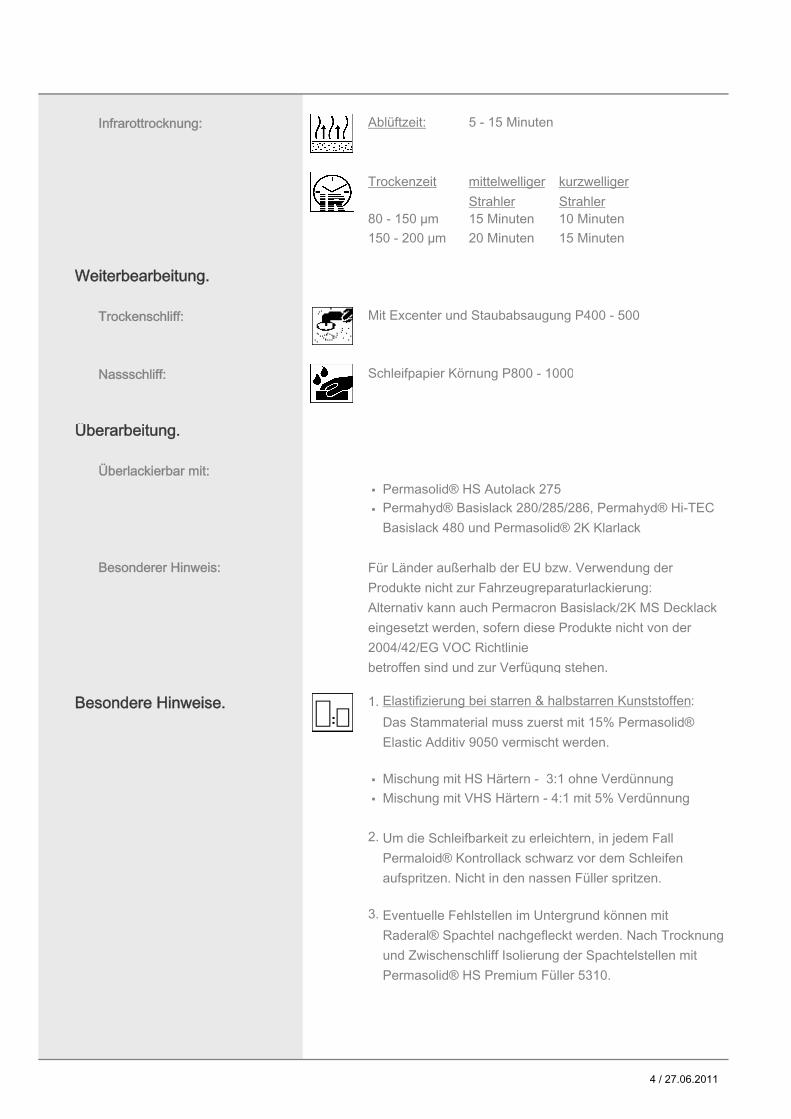
Infrarottrocknung: Ablüftzeit: 5 - 15 Minuten
Trockenzeit
80 - 150 µm 15 Minuten 10 Minuten150 - 200 µm 20 Minuten 15 Minuten
Weiterbearbeitung.
Trockenschliff: Mit Excenter und Staubabsaugung P400 - 500
Nassschliff: Schleifpapier Körnung P800 - 1000
Überarbeitung.
Überlackierbar mit:
· Permasolid® HS Autolack 275
·
Besonderer Hinweis:
Besondere Hinweise. 1. Elastifizierung bei starren & halbstarren Kunststoffen:
· Mischung mit HS Härtern - 3:1 ohne Verdünnung
· Mischung mit VHS Härtern - 4:1 mit 5% Verdünnung
2.
3.
kurzwelligerStrahler
Permahyd® Basislack 280/285/286, Permahyd® Hi-TEC Basislack 480 und Permasolid® 2K Klarlack
Das Stammaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden.
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron Basislack/2K MS Decklack eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtliniebetroffen sind und zur Verfügung stehen.
mittelwelligerStrahler
Um die Schleifbarkeit zu erleichtern, in jedem Fall Permaloid® Kontrollack schwarz vor dem Schleifen aufspritzen. Nicht in den nassen Füller spritzen.
Eventuelle Fehlstellen im Untergrund können mit Raderal® Spachtel nachgefleckt werden. Nach Trocknung und Zwischenschliff Isolierung der Spachtelstellen mit Permasolid® HS Premium Füller 5310.
4 / 27.06.2011

4.
5.
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(540)540
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.
über +23 °C
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 540 g/l.
A member of DuPontPerformance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Zum Isolieren thermoplastischer Lackierungen empfehlen wir Permasolid® Vario Füller 8590.
Die beste Isolierwirkung – auch bei kritischen Untergründen – wird mit einer mittelschichtigen Auftragsstärke von 80 - 120 µm in 2 Spritzgängen bei Lufttrocknung über Nacht oder Ofen- bzw. Strahlertrocknung erzielt. Bei kritischen Untergründen ist eine feine Vorarbeit erforderlich und die Teile müssen ganzflächig gefüllert werden.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
5 / 27.06.2011
Anwendungstechnische Information.
· Nass-in-Nass und als Schleiffüller einsetzbar
· Mit Permasolid® HS/VHS Härtern verwendbar
· Gute Isoliereigenschaften auch bei thermoplastischen Altlackierungen
· Sehr guter Lackstand
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8590 / 00
Permasolid® HS Vario Füller 8590.
Permasolid® HS Vario Füller 8590 ist ein hochwertiger, variabler VOC-konformer 2K HS Füller auf Acrylharz-Basis.
1 / 25.05.2011
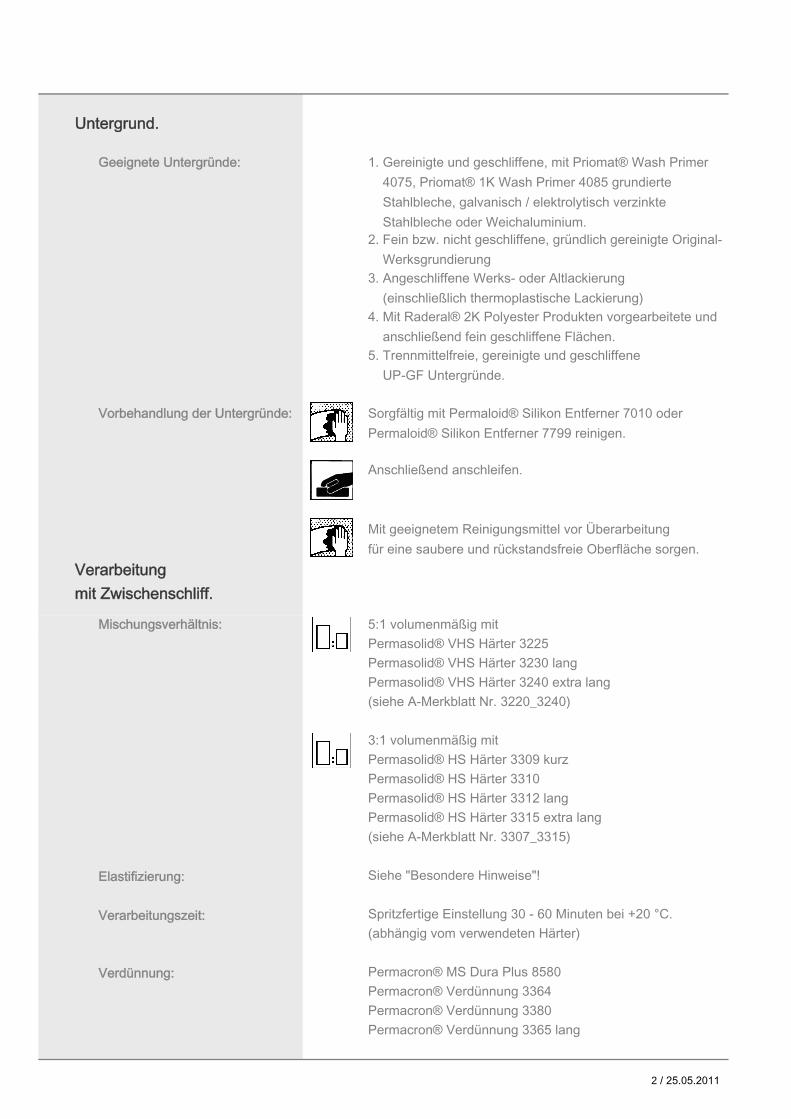
Untergrund.
1.
2.
3.
4.
5.
Anschließend anschleifen.
Mischungsverhältnis: 5:1 volumenmäßig mit Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3230 lang Permasolid® VHS Härter 3240 extra lang (siehe A-Merkblatt Nr. 3220_3240)
3:1 volumenmäßig mit Permasolid® HS Härter 3309 kurz Permasolid® HS Härter 3310 Permasolid® HS Härter 3312 lang Permasolid® HS Härter 3315 extra lang (siehe A-Merkblatt Nr. 3307_3315)
Elastifizierung: Siehe "Besondere Hinweise"!
Spritzfertige Einstellung 30 - 60 Minuten bei +20 °C.(abhängig vom verwendeten Härter)
Verdünnung: Permacron® MS Dura Plus 8580 Permacron® Verdünnung 3364 Permacron® Verdünnung 3380 Permacron® Verdünnung 3365 lang
Gereinigte und geschliffene, mit Priomat® Wash Primer 4075, Priomat® 1K Wash Primer 4085 grundierte Stahlbleche, galvanisch / elektrolytisch verzinkte Stahlbleche oder Weichaluminium.
Angeschliffene Werks- oder Altlackierung(einschließlich thermoplastische Lackierung) Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen.
Geeignete Untergründe:
Vorbehandlung der Untergründe:
Verarbeitungszeit:
Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe.
Fein bzw. nicht geschliffene, gründlich gereinigte Original-Werksgrundierung
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Verarbeitung mit Zwischenschliff.
2 / 25.05.2011
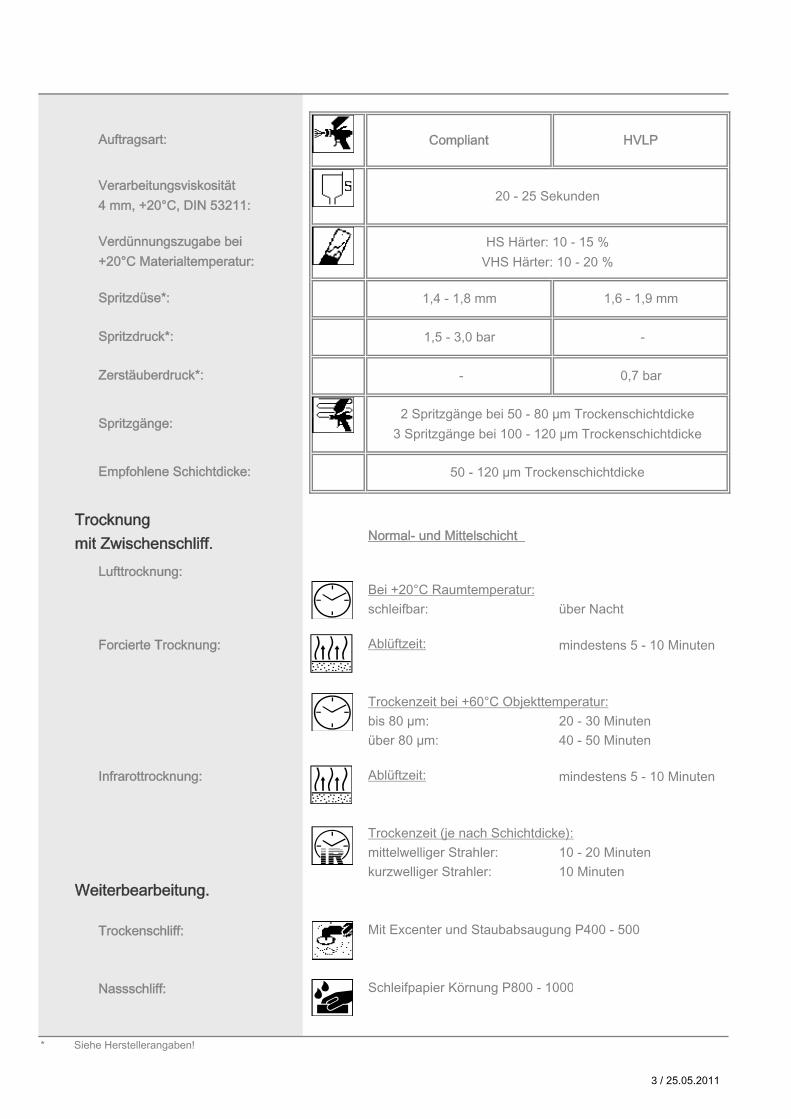
Normal- und Mittelschicht
Lufttrocknung:Bei +20°C Raumtemperatur:schleifbar: über Nacht
Forcierte Trocknung: Ablüftzeit:
Trockenzeit bei +60°C Objekttemperatur:bis 80 µm: 20 - 30 Minutenüber 80 µm: 40 - 50 Minuten
Infrarottrocknung: Ablüftzeit:
Trockenzeit (je nach Schichtdicke):mittelwelliger Strahler: 10 - 20 Minutenkurzwelliger Strahler: 10 Minuten
Weiterbearbeitung.
Trockenschliff: Mit Excenter und Staubabsaugung P400 - 500
Nassschliff: Schleifpapier Körnung P800 - 1000
* Siehe Herstellerangaben!
mindestens 5 - 10 Minuten
mindestens 5 - 10 Minuten
1,6 - 1,9 mm
-
50 - 120 µm Trockenschichtdicke
2 Spritzgänge bei 50 - 80 µm Trockenschichtdicke3 Spritzgänge bei 100 - 120 µm Trockenschichtdicke
- 0,7 bar
HS Härter: 10 - 15 %VHS Härter: 10 - 20 %
1,4 - 1,8 mm
1,5 - 3,0 bar
20 - 25 Sekunden
Compliant HVLP
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzgänge:
Empfohlene Schichtdicke:
Spritzdüse*:
Spritzdruck*:
Trocknungmit Zwischenschliff.
Zerstäuberdruck*:
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
3 / 25.05.2011
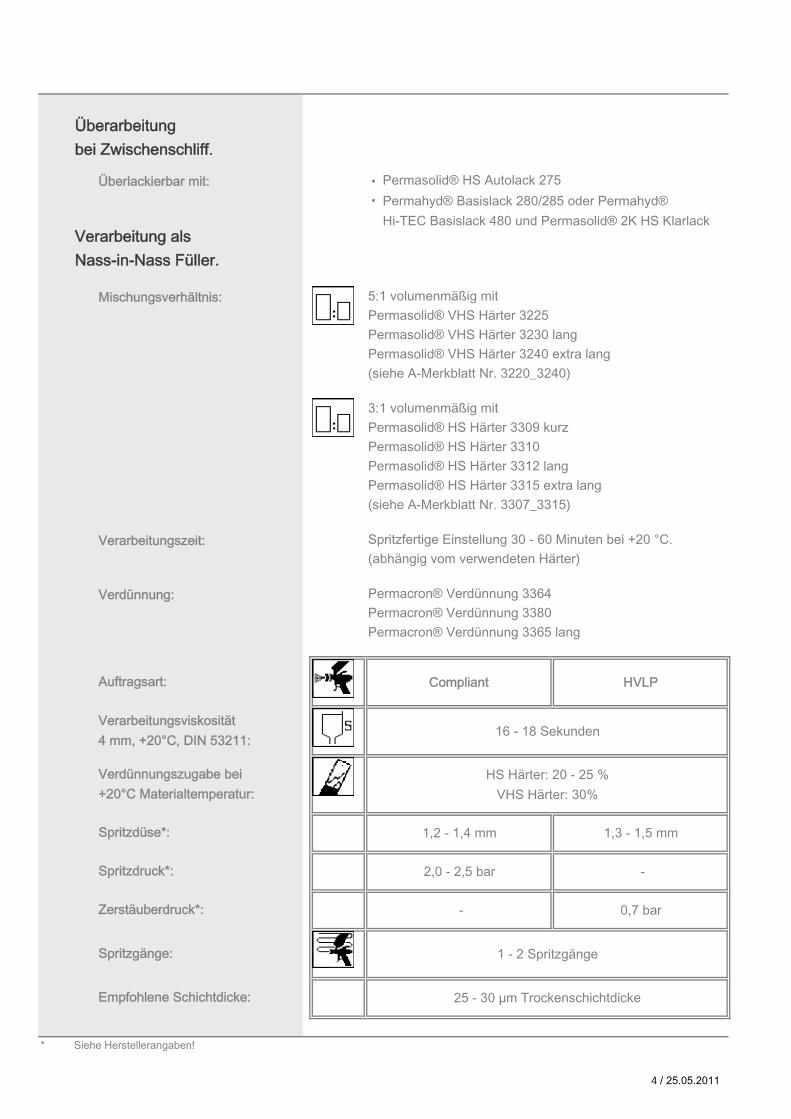
Überlackierbar mit: · Permasolid® HS Autolack 275
·
Mischungsverhältnis: 5:1 volumenmäßig mit Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3230 lang Permasolid® VHS Härter 3240 extra lang (siehe A-Merkblatt Nr. 3220_3240)
3:1 volumenmäßig mit Permasolid® HS Härter 3309 kurz Permasolid® HS Härter 3310 Permasolid® HS Härter 3312 lang Permasolid® HS Härter 3315 extra lang (siehe A-Merkblatt Nr. 3307_3315)
Verarbeitungszeit: Spritzfertige Einstellung 30 - 60 Minuten bei +20 °C.(abhängig vom verwendeten Härter)
Verdünnung: Permacron® Verdünnung 3364 Permacron® Verdünnung 3380 Permacron® Verdünnung 3365 lang
* Siehe Herstellerangaben!
1 - 2 Spritzgänge
Zerstäuberdruck*:
HS Härter: 20 - 25 %VHS Härter: 30%
HVLP
Spritzdüse*:
Spritzdruck*:
25 - 30 µm Trockenschichtdicke
1,3 - 1,5 mm
-
0,7 bar
1,2 - 1,4 mm
2,0 - 2,5 bar
-
Permahyd® Basislack 280/285 oder Permahyd®Hi-TEC Basislack 480 und Permasolid® 2K HS Klarlack
16 - 18 Sekunden
Compliant
Empfohlene Schichtdicke:
Auftragsart:
Überarbeitungbei Zwischenschliff.
Spritzgänge:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Verarbeitung als Nass-in-Nass Füller.
Verdünnungszugabe bei +20°C Materialtemperatur:
4 / 25.05.2011
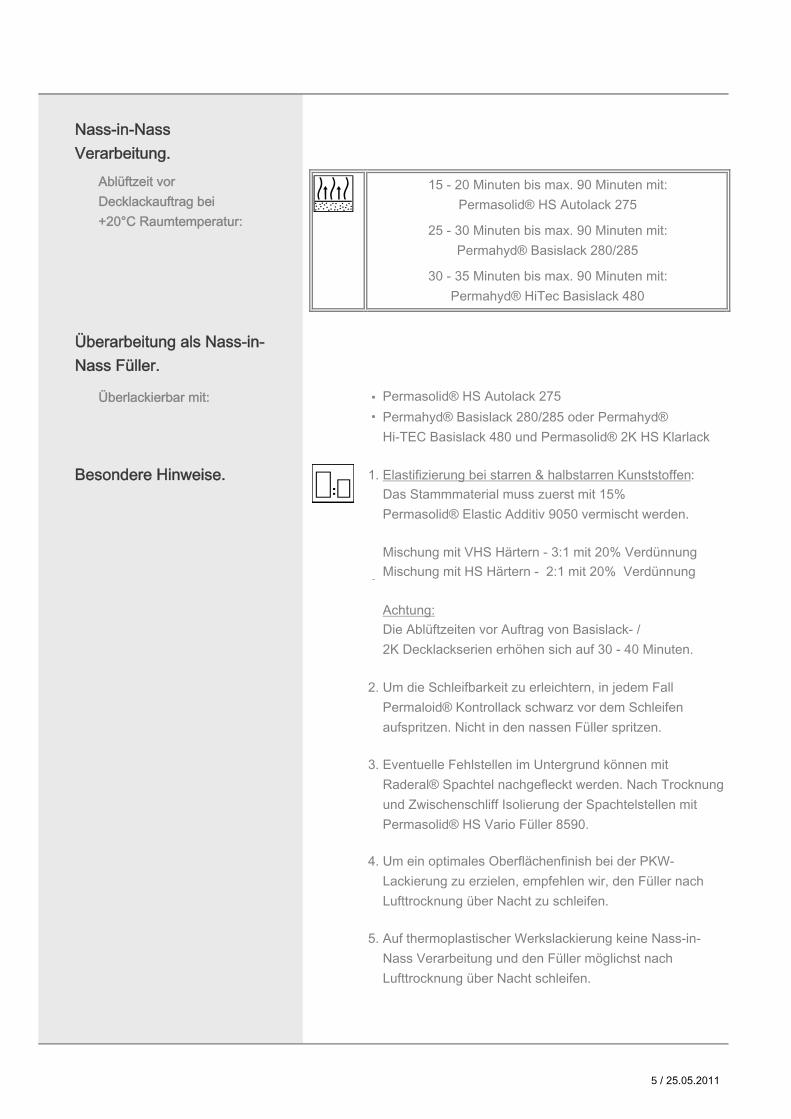
Überlackierbar mit: · Permasolid® HS Autolack 275
·
Besondere Hinweise. 1. Elastifizierung bei starren & halbstarren Kunststoffen:
· Mischung mit VHS Härtern - 3:1 mit 20% Verdünnung
· Mischung mit HS Härtern - 2:1 mit 20% Verdünnung
Achtung:
2.
3.
4.
5.
Überarbeitung als Nass-in-Nass Füller.
Nass-in-Nass Verarbeitung.
Die Ablüftzeiten vor Auftrag von Basislack- /2K Decklackserien erhöhen sich auf 30 - 40 Minuten.
Auf thermoplastischer Werkslackierung keine Nass-in-Nass Verarbeitung und den Füller möglichst nach Lufttrocknung über Nacht schleifen.
Um ein optimales Oberflächenfinish bei der PKW-Lackierung zu erzielen, empfehlen wir, den Füller nach Lufttrocknung über Nacht zu schleifen.
Um die Schleifbarkeit zu erleichtern, in jedem Fall Permaloid® Kontrollack schwarz vor dem Schleifen aufspritzen. Nicht in den nassen Füller spritzen.
Eventuelle Fehlstellen im Untergrund können mit Raderal® Spachtel nachgefleckt werden. Nach Trocknung und Zwischenschliff Isolierung der Spachtelstellen mit Permasolid® HS Vario Füller 8590.
15 - 20 Minuten bis max. 90 Minuten mit:Permasolid® HS Autolack 275
25 - 30 Minuten bis max. 90 Minuten mit:Permahyd® Basislack 280/285
30 - 35 Minuten bis max. 90 Minuten mit:Permahyd® HiTec Basislack 480
Permahyd® Basislack 280/285 oder Permahyd®Hi-TEC Basislack 480 und Permasolid® 2K HS Klarlack
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden.
Ablüftzeit vor Decklackauftrag bei +20°C Raumtemperatur:
5 / 25.05.2011

6.
7.
Kenndaten.
Flammpunkt:
VOC - Wert:2004/42/IIB(c)(540)540
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.A member of DuPont Performance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 540 g/l.
Bei Lufttrocknung empfehlen wir eine Mindesttemperatur von +15°C.
über +23 °C
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron Basislack/2K MS Decklack eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtliniebetroffen sind und zur Verfügung stehen.
6 / 25.05.2011
Anwendungstechnische Information.
· Einfache Verarbeitung
· Nass-in-Nass und als Schleifffüller einsetzbar
· Gute Trocknung
· IR Trocknung möglich
· Leichte Schleifbarkeit für EP- Technologie
· Besondere Eignung für sensible Werksgrundierungen
· Guter Korrosionsschutz
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 4500 / 00
Permasolid® EP Grundierfüller 4500 hellgrau ist ein zinkchromatfreier 2K Grundierfüller aus dem Epoxy Sortiment.
Permasolid® EP Grundierfüller 4500 hellgrau.
1 / 10.05.2011
Untergrund.
Geeignete Untergründe: 1.
2. Blankes Stahlblech, geschliffen.3.
4. Gut angeschliffene Werks- oder Altlackierung.5.
6.
Anschließend anschleifen.
Besonderer Hinweis:
Mischungsverhältnis: 3:1 volumenmäßig mit Permasolid® EP Härter 4501
Verarbeitungszeit: Spritzfertige Einstellung 2 - 3 Stunden bei +20°C.
Verdünnung: Permacron® Verdünnung 3364 Permacron® Verdünnung 3380Permacron® Verdünnung 3385 lang
Reaktionstemperatur: mindestens +15 °C
Dieser Grundierfüller darf nicht auf PVB- (säurehärtenden) Haftgründen oder 1K-Grundierungen (z. B. Kunstharz) aufgebracht werden.
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen. Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe.
Vorbehandlung der Untergründe:
Verarbeitung als Schleiffüller.
Fein bzw. nicht geschliffene, gründlich gereinigte Original-Werksgrundierung.
Gereinigte und geschliffene, galvanisch / elektrolytisch verzinkte Stahlbleche oder Weichaluminium.
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
2 / 10.05.2011
Trocknung.
Lufttrocknung: Schleifbar bei +20°C Raumtemperatur:60 - 110 µm: über Nacht
Forcierte Trocknung: Ablüftzeit: 5 - 10 Minuten
Trockenzeit bei +60°C Objekttemperatur:60 - 110 µm: 30 - 50 Minuten
(je nach Schichtdicke)
IR-Trocknung: Ablüftzeit: 5 - 10 Minuten
Trockenzeit kurzwelliger Strahler60 - 110 µm:
Weiterbearbeitung.
Trockenschliff: Mit Excenter und Staubabsaugung P400 - 500
Nassschliff: Schleifpapier Körnung P800 - 1000
* Siehe Herstellerangaben!
5 Minuten 50% und12 - 15 Minuten 100% Leistung
Empfohlene Schichtdicke: 60 - 110 µm Trockenschichtdicke
30% Permacron® Verdünnung 3380 oder25% Permacron® Verdünnung 3364/
Permacron® Verdünnung 3385 lang
2 - 3 Spritzgänge
Compliant HVLP
Verdünnungszugabe bei +20°C Materialtemperatur:
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Spritzgänge:
Spritzdruck*:
Zerstäuberdruck*:
Spritzdüse*: 1,3 - 1,5 mm
-
1,3 - 1,5 mm
0,7 bar
-1,5 - 3,0 bar
16 - 19 Sekunden
3 / 10.05.2011
Überlackierbar mit: · Permasolid® HS Autolack 275
·
Besondere Hinweise. 1.
Nicht in den nassen Füller spritzen.
2.
- Permasolid® EP Grundierfüller 4500 - Permasolid® 2K Acryl Füller
Mischungsverhältnis: 3:1 volumenmäßig mit Permasolid® EP Härter 4501
Verarbeitungszeit: Spritzfertige Einstellung 2 - 3 Stunden bei +20°C.
Verdünnung: Permacron® Verdünnung 3380Permacron® Verdünnung 3385 lang
Verarbeitung alsNass-in-Nass Füller.
Überarbeitung.
Permahyd® Basislack 280/285 und 286 Permasolid® HS Klarlack
Eventuelle Fehlstellen im Untergrund können mit Raderal® Spachtel nachgefleckt werden. Nach Trocknung und Zwischenschliff Isolierung der Spachtelstellen mit:
Um die Schleifbarkeit zu erleichtern, in jedem Fall Permaloid® Kontrollack schwarz vor dem Schleifen aufspritzen.
4 / 10.05.2011
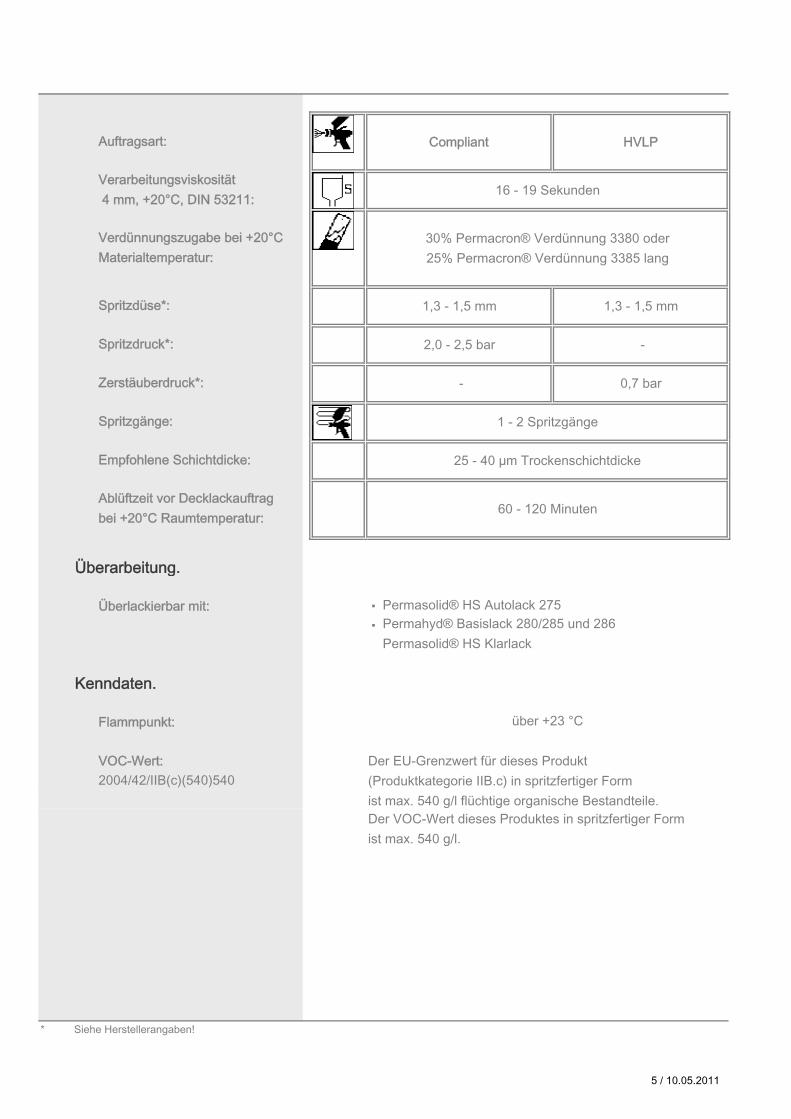
Überarbeitung.
Überlackierbar mit: ··
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(540)540
* Siehe Herstellerangaben!
über +23 °C
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 540 g/l.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
16 - 19 Sekunden
Auftragsart: Compliant
Verdünnungszugabe bei +20°C Materialtemperatur:
30% Permacron® Verdünnung 3380 oder25% Permacron® Verdünnung 3385 lang
Spritzdüse*: 1,3 - 1,5 mm 1,3 - 1,5 mm
Spritzdruck*: 2,0 - 2,5 bar -
Zerstäuberdruck*: - 0,7 bar
Ablüftzeit vor Decklackauftragbei +20°C Raumtemperatur:
Spritzgänge: 1 - 2 Spritzgänge
Empfohlene Schichtdicke: 25 - 40 µm Trockenschichtdicke
Permasolid® HS Autolack 275Permahyd® Basislack 280/285 und 286Permasolid® HS Klarlack
60 - 120 Minuten
HVLP
5 / 10.05.2011
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
A member of DuPont Performance Coatings.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
6 / 10.05.2011
· Sehr gute Spritznebelaufnahme
· Ausgezeichnetes Standvermögen
· Schnelle Trocknung
· Sehr gute Schleifbarkeit
· Hoher Festkörper = hohe Ergiebigkeit
· Freigabe durch diverse Automobilhersteller
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 5320 / 02
Anwendungstechnische Information.
Permasolid® HS Performance Füller 5320.
Permasolid® HS Performance Füller 5320 ist ein sehr hochwertiger 2K HS Schleiffüller auf Acrylharz-Basis.
1 /27.09.2012
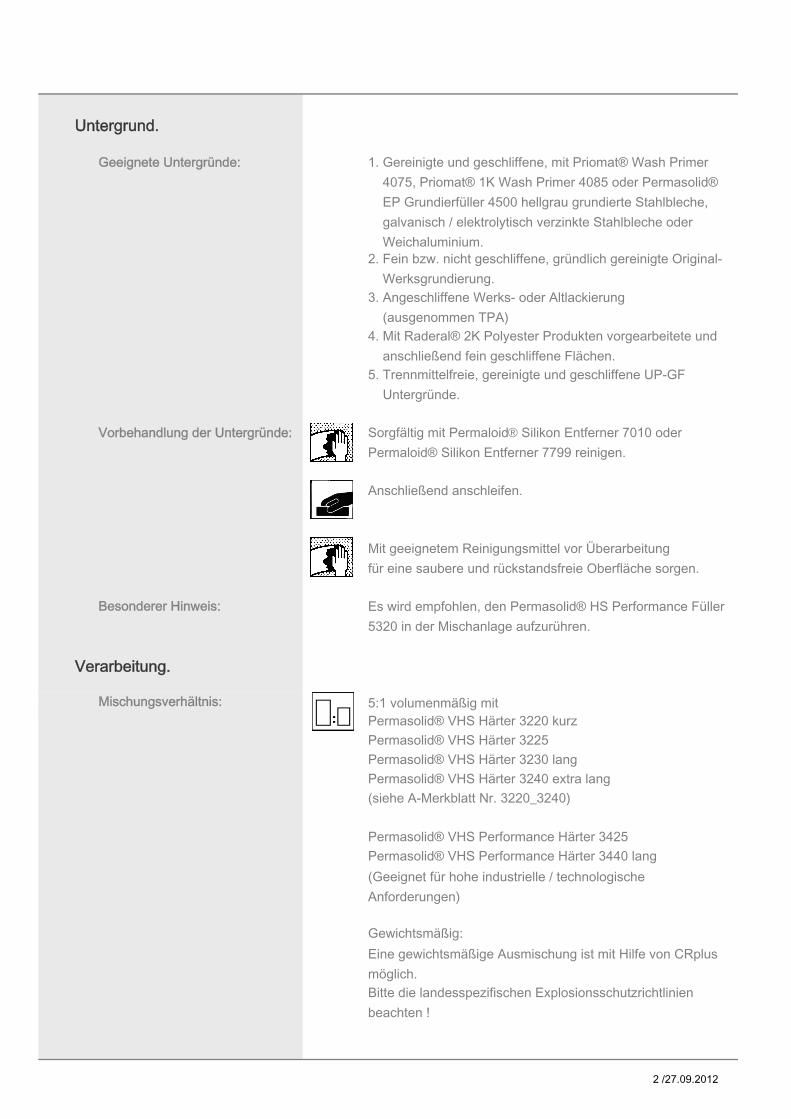
1.
2.
3.
4.
5.
Anschließend anschleifen.
Besonderer Hinweis:
Mischungsverhältnis: 5:1 volumenmäßig mit Permasolid® VHS Härter 3220 kurz Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3230 lang Permasolid® VHS Härter 3240 extra lang (siehe A-Merkblatt Nr. 3220_3240)
Permasolid® VHS Performance Härter 3425 Permasolid® VHS Performance Härter 3440 lang
Gewichtsmäßig:
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Fein bzw. nicht geschliffene, gründlich gereinigte Original-Werksgrundierung.
Mit Raderal® 2K Polyester Produkten vorgearbeitete und anschließend fein geschliffene Flächen. Trennmittelfreie, gereinigte und geschliffene UP-GF Untergründe.
Untergrund.
Angeschliffene Werks- oder Altlackierung (ausgenommen TPA)
Geeignete Untergründe: Gereinigte und geschliffene, mit Priomat® Wash Primer 4075, Priomat® 1K Wash Primer 4085 oder Permasolid® EP Grundierfüller 4500 hellgrau grundierte Stahlbleche, galvanisch / elektrolytisch verzinkte Stahlbleche oder Weichaluminium.
Vorbehandlung der Untergründe:
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Es wird empfohlen, den Permasolid® HS Performance Füller 5320 in der Mischanlage aufzurühren.
Verarbeitung.
Eine gewichtsmäßige Ausmischung ist mit Hilfe von CRplus möglich.
(Geeignet für hohe industrielle / technologische Anforderungen)
Bitte die landesspezifischen Explosionsschutzrichtlinien beachten !
2 /27.09.2012
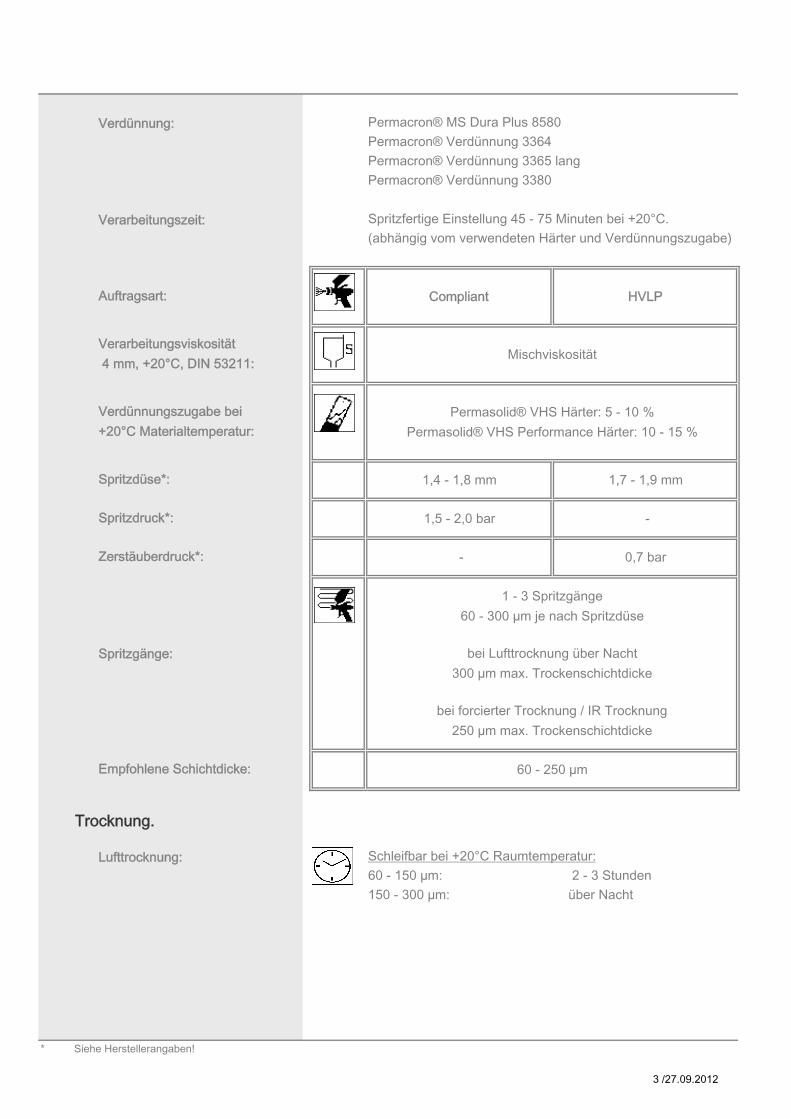
Verdünnung: Permacron® MS Dura Plus 8580 Permacron® Verdünnung 3364 Permacron® Verdünnung 3365 langPermacron® Verdünnung 3380
Verarbeitungszeit: Spritzfertige Einstellung 45 - 75 Minuten bei +20°C. (abhängig vom verwendeten Härter und Verdünnungszugabe)
Lufttrocknung: Schleifbar bei +20°C Raumtemperatur:60 - 150 µm: 2 - 3 Stunden150 - 300 µm: über Nacht
* Siehe Herstellerangaben!
Spritzgänge:
bei forcierter Trocknung / IR Trocknung250 µm max. Trockenschichtdicke
1 - 3 Spritzgänge60 - 300 µm je nach Spritzdüse
bei Lufttrocknung über Nacht300 µm max. Trockenschichtdicke
Zerstäuberdruck*:
Mischviskosität
1,4 - 1,8 mm
Trocknung.
Permasolid® VHS Härter: 5 - 10 %Permasolid® VHS Performance Härter: 10 - 15 %
- 0,7 bar
Auftragsart:
Empfohlene Schichtdicke: 60 - 250 µm
Spritzdüse*:
Spritzdruck*:
Verdünnungszugabe bei +20°C Materialtemperatur:
-
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
1,7 - 1,9 mm
Compliant HVLP
1,5 - 2,0 bar
3 /27.09.2012
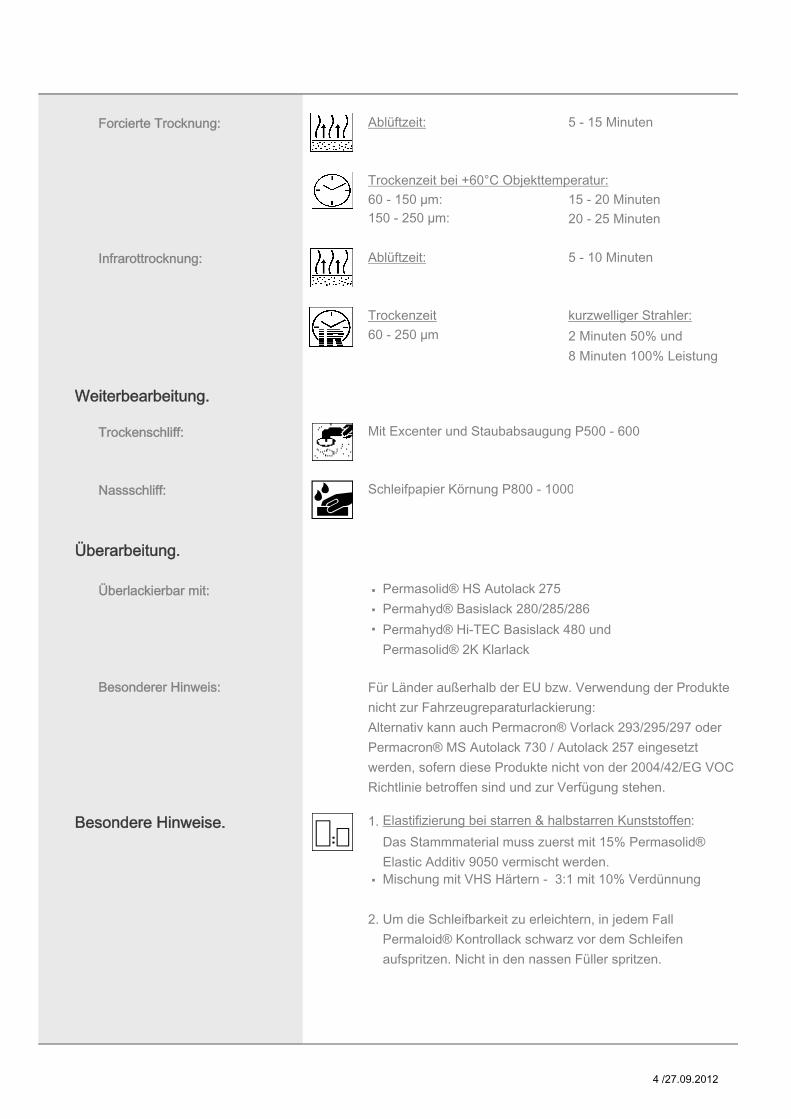
Forcierte Trocknung: Ablüftzeit: 5 - 15 Minuten
Trockenzeit bei +60°C Objekttemperatur:60 - 150 µm: 15 - 20 Minuten150 - 250 µm: 20 - 25 Minuten
Infrarottrocknung: Ablüftzeit: 5 - 10 Minuten
Trockenzeit kurzwelliger Strahler:60 - 250 µm
Trockenschliff: Mit Excenter und Staubabsaugung P500 - 600
Nassschliff: Schleifpapier Körnung P800 - 1000
Überlackierbar mit: · Permasolid® HS Autolack 275
· Permahyd® Basislack 280/285/286
·
Besonderer Hinweis:
Besondere Hinweise. 1. Elastifizierung bei starren & halbstarren Kunststoffen:
· Mischung mit VHS Härtern - 3:1 mit 10% Verdünnung
2.
Überarbeitung.
Weiterbearbeitung.
Um die Schleifbarkeit zu erleichtern, in jedem Fall Permaloid® Kontrollack schwarz vor dem Schleifen aufspritzen. Nicht in den nassen Füller spritzen.
Für Länder außerhalb der EU bzw. Verwendung der Produkte nicht zur Fahrzeugreparaturlackierung:Alternativ kann auch Permacron® Vorlack 293/295/297 oder Permacron® MS Autolack 730 / Autolack 257 eingesetzt werden, sofern diese Produkte nicht von der 2004/42/EG VOC Richtlinie betroffen sind und zur Verfügung stehen.
2 Minuten 50% und8 Minuten 100% Leistung
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden.
Permahyd® Hi-TEC Basislack 480 undPermasolid® 2K Klarlack
4 /27.09.2012
3.
4.
5.
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(c)(540)540
Die beste Isolierwirkung (auch bei kritischen Untergründen) wird mit einer mittelschichtigen Auftragsstärke von80 - 120 µm in 2 Spritzgängen bei Lufttrocknung über Nacht oder Ofen- bzw. Strahlertrocknung erzielt.
Eventuelle Fehlstellen im Untergrund können mit Raderal® Spachtel nachgefleckt werden. Nach Trocknung und Zwischenschliff Isolierung der Spachtelstellen mit Permasolid® HS Performance Füller 5320.
Bei kritischen Untergründen ist eine feine Vorarbeit erforderlich und die Teile müssen ganzflächig gefüllert werden.
Der VOC-Wert dieses Produktes in spritzfertiger Form istmax. 540 g/l.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.c) in spritzfertiger Form ist max. 540 g/l flüchtige organische Bestandteile.
+23 °C
Zum Isolieren thermoplastischer Lackierungen empfehlen wir Permasolid® HS Vario Füller 8590.
Bei Lufttrocknung empfehlen wir eine Mindesttemperatur von +15°C.
5 /27.09.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPontPerformance Coatings.
6 /27.09.2012
Anwendungstechnische Information.
· Einfache Verarbeitung
· Schnelle Trocknung
· Exzellenter Decklackstand
· VOC-konform unter 420g/l
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 0275 / 01
Permasolid® HS Autolack 275.
Permasolid® HS Autolack 275 ist ein High-Solid Uni-Decklacksystem.Sein Einsatzgebiet ist die PKW-Lackierung.Das Farbtonprogramm ist umfassend durch ein hierauf abgestimmtes Mischlacksortiment.
1 / 07.11.2012
Untergrund.
1.
2. Grundierte bzw. gefüllerte Flächen
Trocken mit Excenter und Staubabsaugung P400 - 500
odernass mit Schleifpapier P800 - 1000 schleifen.
Verarbeitung.
Mischungsverhältnis: 3:1 volumenmäßig mit Permasolid® VHS Härter 3220 kurz (für kleine Flächen, Spot Repair)
Permasolid® VHS Härter 3225 (für kleine bis mittlere Flächen, bei mittleren Temperaturen)
Permasolid® VHS Härter 3230 lang (für größere Flächen bei mittleren Temperaturen)
Permasolid® VHS Härter 3240 extra lang (für große Flächen und hohe Temperaturen)
Verdünnung: Permacron® MS dura plus 8580 Permacron® Verdünnung 3380Permacron® Verdünnung 3385 lang Permasolid® HS Beschleuniger 9025***Permasolid® Additiv 9026***
Verarbeitungszeit: Spritzfertige Einstellung 60 - 90 Minuten bei +20°C.
Geeignete Untergründe:
Vorbehandlung der Untergründe:
Geeignete Vormaterialien:
Sorgfältig mit Permaloid® Silikon Entferner 7010 oder Permaloid® Silikon Entferner 7799 reinigen.
Mit geeignetem Reinigungsmittel vor Überarbeitungfür eine saubere und rückstandsfreie Oberfläche sorgen.
Ausgehärtete, lösemittelfeste, gut erhaltene und angeschliffene Werks- oder Altlackierungen.
Objekt- und untergrundabhängig gemäß unserer Aufbauempfehlung.
Siehe Anwendungstechnische Information 3220_3240 Permasolid® VHS Härter
Bitte besondere Hinweise *** und die Anwendungstechnische Information zu 9025 und 9026 beachten !
2 / 07.11.2012
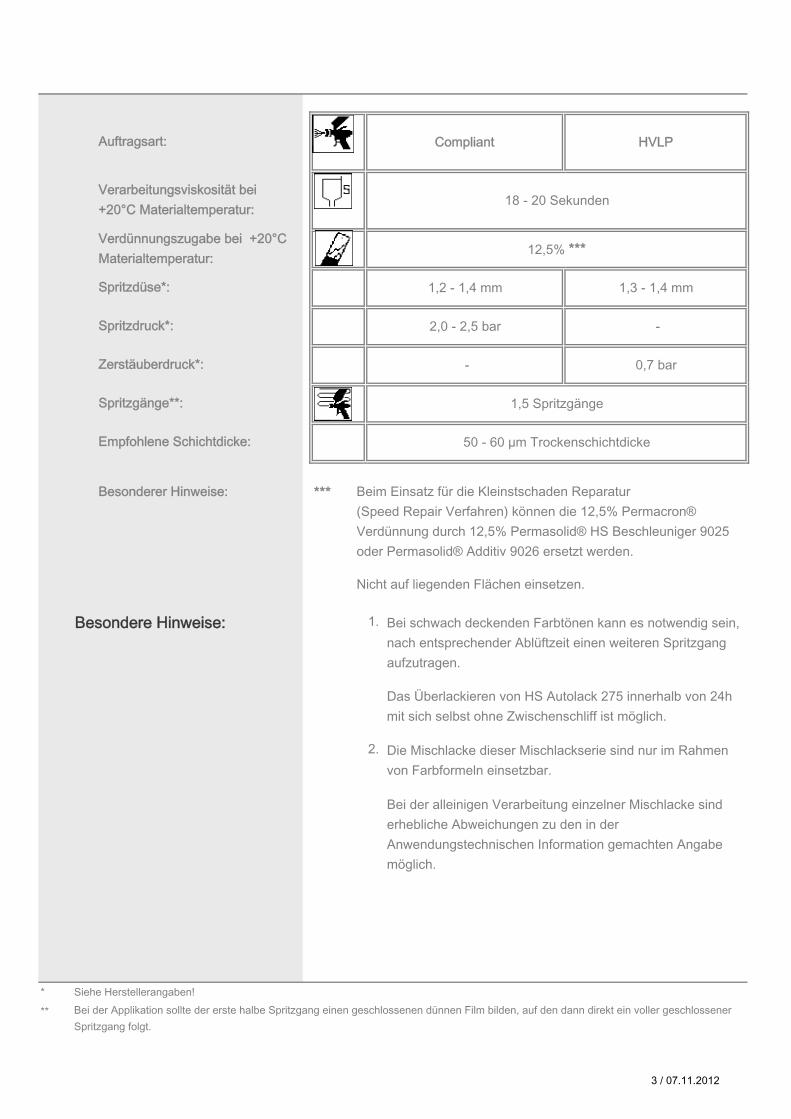
Besonderer Hinweise: ***
Nicht auf liegenden Flächen einsetzen.
Besondere Hinweise: 1.
2.
* Siehe Herstellerangaben!
**
Bei schwach deckenden Farbtönen kann es notwendig sein, nach entsprechender Ablüftzeit einen weiteren Spritzgang aufzutragen.
Die Mischlacke dieser Mischlackserie sind nur im Rahmen von Farbformeln einsetzbar.
Das Überlackieren von HS Autolack 275 innerhalb von 24h mit sich selbst ohne Zwischenschliff ist möglich.
Compliant HVLPAuftragsart:
Verarbeitungsviskosität bei +20°C Materialtemperatur: 18 - 20 Sekunden
50 - 60 µm Trockenschichtdicke
1,2 - 1,4 mm 1,3 - 1,4 mm
-
Spritzgänge**: 1,5 Spritzgänge
Bei der Applikation sollte der erste halbe Spritzgang einen geschlossenen dünnen Film bilden, auf den dann direkt ein voller geschlossener Spritzgang folgt.
Empfohlene Schichtdicke:
Beim Einsatz für die Kleinstschaden Reparatur (Speed Repair Verfahren) können die 12,5% Permacron® Verdünnung durch 12,5% Permasolid® HS Beschleuniger 9025 oder Permasolid® Additiv 9026 ersetzt werden.
12,5% ***
Spritzdruck*:
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Zerstäuberdruck*: 0,7 bar
2,0 - 2,5 bar
-
Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angabe möglich.
3 / 07.11.2012
Trocknung.
Bei +20°C Raumtemperatur:staubtrocken: 20 - 30 Minutenmontagefest: 5 - 6 Stundentrocken: über Nacht
Forcierte Trocknung: Ablüftzeit: 5 - 10 Minuten
20 - 30 Minuten
Infrarottrocknung: Ablüftzeit: 5 Minuten
Trockenzeit mittelwelliger kurzwelligerStrahler Strahler
helle Farbtöne
dunkle Farbtöne
Besondere Hinweise. 1. Elastifizierung:
Mischung mit VHS Härtern:3:1 mit 15% Verdünnung
2. Strukturierung:
Elastifizierung entfällt !
Mischung mit VHS Härtern:4:1 mit 15% Verdünnung
5 Minuten 50% und10 Minuten 100% Leistung
12 Minuten 50% Leistung**12 Minuten
15 Minuten
Trockenzeit bei +60°C Objekttemperatur:
Das Stammmaterial muss zuerst mit 100% Permasolid® SA101/SA102 vermischt werden.
Lufttrocknung:
Bei Einsatz eines kurzwelligen Strahlers und 100% Leistung besteht die Gefahr der Blasenbildung bzw. Kocher bei Überarbeitung
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden.
Für eine gleichmäßige Lackfilmoberfläche 2 Spritzgänge mit 5 - 10 Minuten Zwischenablüftzeit.
**
4 / 07.11.2012
3. Mattierung
Elastifizierung entfällt !
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
Genaue Hinweise zur Verarbeitung finden Sie in unserer System Information SYS 901.9 Glanzgradeinstellungen von Permasolid® HS Klarlacken und Permasolid®HS Autolack 275
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
+23 °C
5 / 07.11.2012
Anwendungstechnische Information.
· VOC-konform
· Einfache Verarbeitung
· Gutes Standvermögen
· Hohes Deckvermögen
· Überlackierbar mit Permasolid® HS Klarlack
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 0280 / 01
Permahyd® Basislack 280.
Permahyd® Basislack 280 ist ein hochwertiges wasserverdünnbares Basislacksystem. Es basiert auf einer speziellen PU-Dispersionstechnologie für hochwertige Uni- und Effektlackierungen.
1 / 08.11.2012
Untergrund.
Siehe "Besondere Hinweise"
Besondere Hinweise:
Verarbeitung.
Mischgefäße: Kunststoffgebinde oder innenlackierte Weißblechgebinde
Siebe:
Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080 von Staub, Schleifrückständen und anderen Verunreinigungen reinigen.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.(siehe Anwendungstechnische Information 7080)
Wässrige Basislacke vor der Verarbeitung mit Bechersystemen (z.B. SATA oder 3M) filtrieren durch wasserfeste 125µm Schnell-Siebe.
Intakte AltlackierungGeeignete Untergründe:
Trocken mit Excenter und Staubabsaugung P400 - 500
oder nass mit Schleifpapier P800 - 1000 schleifen.
Durchschliffstellen müssen mit Priomat® 1K Wash Primer 4085 grundiert werden.
Permacron® 1:1 Elastic Haftfüller 3300im Falle von Kunststoff-Oberflächen
Die Durchschliffstellen dürfen nicht größer als Ø 5,0 cm sein.
Priomat® 1K Wash Primer 4085
Vorbehandlung der Untergründe:
Bei der Verwendung von Permasolid® 2K Füller müssen blanke Stellen mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
Permasolid® 2K Acryl Füller
2 / 08.11.2012
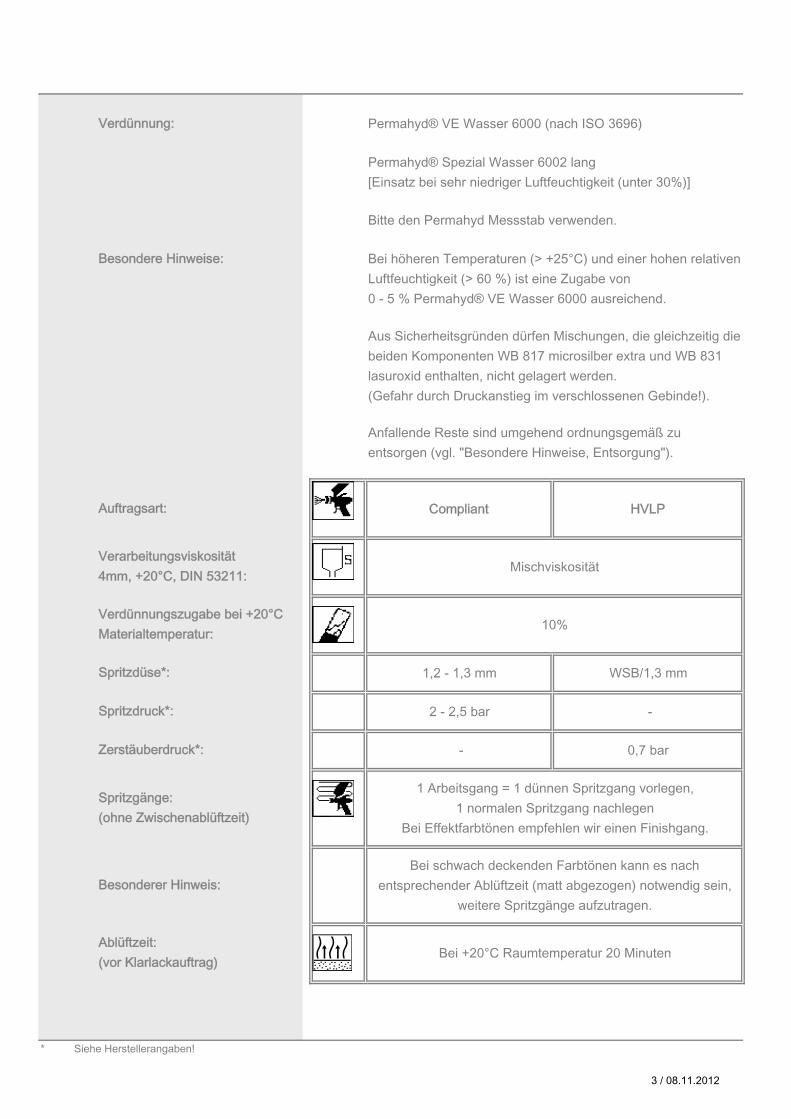
Verdünnung:
Besondere Hinweise:
* Siehe Herstellerangaben!
2 - 2,5 bar
-
-
Ablüftzeit:(vor Klarlackauftrag)
Bei schwach deckenden Farbtönen kann es nach entsprechender Ablüftzeit (matt abgezogen) notwendig sein,
weitere Spritzgänge aufzutragen.
Bei +20°C Raumtemperatur 20 Minuten
0,7 bar
Verarbeitungsviskosität4mm, +20°C, DIN 53211:
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Spritzdruck*:
Zerstäuberdruck*:
Spritzgänge: (ohne Zwischenablüftzeit)
Besonderer Hinweis:
1,2 - 1,3 mm WSB/1,3 mm
Compliant
10%
Mischviskosität
Bei höheren Temperaturen (> +25°C) und einer hohen relativen Luftfeuchtigkeit (> 60 %) ist eine Zugabe von0 - 5 % Permahyd® VE Wasser 6000 ausreichend.
Permahyd® Spezial Wasser 6002 lang[Einsatz bei sehr niedriger Luftfeuchtigkeit (unter 30%)]
Bitte den Permahyd Messstab verwenden.
1 Arbeitsgang = 1 dünnen Spritzgang vorlegen,1 normalen Spritzgang nachlegen
Bei Effektfarbtönen empfehlen wir einen Finishgang.
HVLPAuftragsart:
Permahyd® VE Wasser 6000 (nach ISO 3696)
Aus Sicherheitsgründen dürfen Mischungen, die gleichzeitig die beiden Komponenten WB 817 microsilber extra und WB 831 lasuroxid enthalten, nicht gelagert werden.(Gefahr durch Druckanstieg im verschlossenen Gebinde!).
Anfallende Reste sind umgehend ordnungsgemäß zu entsorgen (vgl. "Besondere Hinweise, Entsorgung").
3 / 08.11.2012
1. Kleine Flächen:
Trockenzeit: mindestens 5 Minuten
2. Größere Flächen:
Deckensystem: 10 - 15 MinutenInfrarottrocknung: 3 - 5 MinutenAbkühlzeit: mindestens 5 Minuten
Überarbeitung.
Überlackierbar mit: Permasolid® HS Klarlack (siehe jeweiliges Merkblatt)
Möglichkeiten zur Verkürzung der Ablüftzeit:
mindestens 5 Minuten Abkühlzeit:
Die angegebenen Ablüft-/ Trockenzeiten sind abhängig von Temperatur, Luftfeuchtigkeit, Luftsinkgeschwindigkeit in der Spritzkabine und Anzahl der Spritzgänge. Ein vollständig mattes Abziehen der lackierten Fläche muss in jedem Fall abgewartet werden.
Das matte Abziehen der lackierten Fläche kann durch das Anblasen mit Anblasdüsen (Hand- oder Standgeräte) beschleunigt werden. Ein Anblasen mit der Spritzpistole ist nach der Wartezeit von mindestens 5 Minuten gleichfalls möglich.
Ofentrocknung bei +60°C
Kombikabine:
Das matte Abziehen der lackierten Flächen kann durch Einsatz von stationären Anblaseinrichtungen (z.B. Deckensystem), Infrarotstrahlern oder Ofentrocknung beschleunigt werden.
Für die Verarbeitung auf großen Flächen siehe auchSystem-Merkblatt 0280.
Trockenofen:
mindestens 10 Minuten einschl. Aufheizzeitmindestens 5 Minuten
4 / 08.11.2012
Besondere Hinweise:
a) Vorarbeit:
b) Beispritzsystem bei Metallic- und Uni-Farbtönen:
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
Nach entsprechender Endablüftzeit kann mit Klarlack überlackiert werden.
Weitere Hinweise im System Merkblatt Nr. 905.1 beachten
Vor und nach dem Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.Ausführliche Hinweise im System Merkblatt Nr. 905.0
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein; Herstellerangaben beachten.
Die Mischlacke dieser Decklackserie sind nur im Rahmen von Farbtonformeln einsetzbar. Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angaben möglich.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.
Nass geschliffene sowie gereinigte Flächen gut ausdunsten lassen.
Die gesamte Fläche mit Permahyd® Silikon Entferner 7080 gründlich von Staub, Schleifrückständen oder anderen Verunreinigungen reinigen.
Die Auslaufzone größer anlegen und mit vermindertem Druck verhalten beispritzen.
Beispritzsystem: (zur Erzielung eines optisch einwandfreien Farbtonüberganges zu den angrenzenden Teilen)
Gefüllerte Flächen schleifen (trocken mit P400 - 500 oder nass mit wasserfestem Papier P800 - 1000).
Die angrenzende, nicht gefüllerte Fläche mit feinem Schleifpad gründlich anschleifen.
Die gefüllerte Fläche mit spritzfertig eingestelltem Permahyd® Basislack 280 deckend spritzen.
Jeden Spritzgang etwas weiter auslegen, durch diese Überlappung bleibt nur eine Nebelzone.
5 / 08.11.2012
Entsorgung:
Gesundheitsschutz:
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
Lagerung.
Lagerbedingungen: Frostfrei lagern!Bevorzugte Lagertemperatur +15°C bis +25°C .Optimale Lagertemperatur ca. +20°C.
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form istmax. 420 g/l.
über +23°C
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.Ausführliche Hinweise im System Merkblatt Nr. 905.2
Eine kurzfristige Lagerung (ca. 4 Wochen) bei +5°C bis +35°C ist möglich.
6 / 08.11.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.A member of DuPontPerformance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
7 / 08.11.2012
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 0285 / 01
Permahyd® Perlmutt Basislack 285.
Permahyd® Perlmutt Basislack 285 ist ein hochwertiger, wasserverdünnbarer Basislack auf Basis spezieller PU-Dispersionen.Er kann für Perlmutt Zwei- oder Dreischicht Effektlackierungen aufPKW und Nutzfahrzeugen eingesetzt werden.
Nach der Überlackierung mit Permasolid® HS Klarlack ergibt sich eine hochglänzende, witterungsbeständige Decklackierung.
1 / 08.11.2012
Untergrund.
Siehe "Besondere Hinweise"
Besondere Hinweise:
Verarbeitung.
Mischgefäße: Kunststoffgebinde oder innenlackierte Weißblechgebinde
Siebe:
Intakte AltlackierungPriomat® 1K Wash Primer 4085
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080 von Staub, Schleifrückständen und anderen Verunreinigungen reinigen.
Trocken mit Excenter und Staubabsaugung P400 - 500
Permacron® 1:1 Elastic Haftfüller 3300im Falle von Kunststoff-Oberflächen
oder nass mit Schleifpapier P800 - 1000 schleifen.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.(siehe Anwendungstechnische Information 7080)
Geeignete Untergründe: Permasolid® 2K Acryl Füller
Durchschliffstellen müssen mit Priomat® 1K Wash Primer 4085 grundiert werden.
Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
Vorbehandlung der Untergründe:
Die Durchschliffstellen dürfen nicht größer als Ø 5,0 cm sein.
Bei der Verwendung von Permasolid® 2K Füller müssen blanke Stellen mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
Wässrige Basislacke vor der Verarbeitung mit Bechersystemen (z.B. SATA oder 3M) filtrieren durch wasserfeste 125µm Schnell-Siebe.
2 / 08.11.2012
Verdünnung:
Besonderer Hinweis:
1. Vorlackierung:
Hinweis:
Verarbeitung Grundton:
Mischungsverhältnis:
Verarbeitungszeit:
Zur Verbesserung der Durchhärtung bei dreischichtigen Farbtönen von Permahyd® Basislack 280/285/286 empfehlen wir, den Untergrund-Farbton mit Permahyd® Additiv 9007 zu vernetzen.
Spritzfertige Einstellung max. 30 Minuten bei 20°C
Permahyd® Spezial Wasser 6002 lang[Einsatz bei sehr niedriger Luftfeuchtigkeit (unter 30%)]
Auftrag von Permahyd® Basislack 280(siehe Untergrund-Farbton im Formelsuchprogramm CRplus bzw. im Internet)
Permahyd® VE Wasser 6000 (nach ISO 3696)
Bitte den Permahyd Messstab verwenden.
Ein spezieller Untergrund-Farbton ist nur bei dreischichtigen Perlcolor-Farbtönen erforderlich:
Bei höheren Temperaturen (> +25°C) und einer hohen relativen Luftfeuchtigkeit (> 60 %) ist eine Zugabe von0 - 5 % Permahyd® VE Wasser 6000 ausreichend.
Einsatz nur im Grundfarbton bei der dreischichtigen Verarbeitung von Permahyd® Basislack 280/285/286.
Permahyd® Basislack 280 + 5% Permahyd® Additiv 9007
3 / 08.11.2012
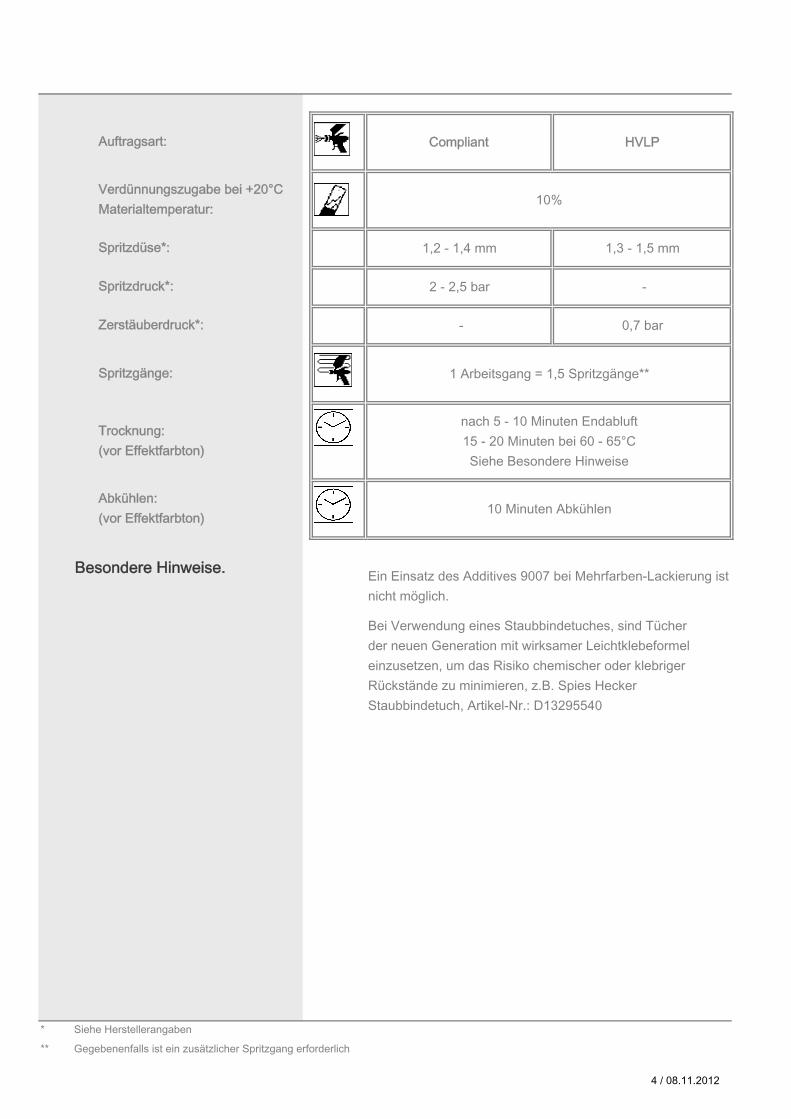
Besondere Hinweise.
* Siehe Herstellerangaben ** Gegebenenfalls ist ein zusätzlicher Spritzgang erforderlich
nach 5 - 10 Minuten Endabluft15 - 20 Minuten bei 60 - 65°CSiehe Besondere Hinweise
1 Arbeitsgang = 1,5 Spritzgänge**
Abkühlen: (vor Effektfarbton) 10 Minuten Abkühlen
Spritzgänge:
Zerstäuberdruck*:
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Spritzdruck*:
HVLP
10%
1,2 - 1,4 mm
-
1,3 - 1,5 mm
Compliant
0,7 bar
Ein Einsatz des Additives 9007 bei Mehrfarben-Lackierung ist nicht möglich.
Bei Verwendung eines Staubbindetuches, sind Tücher der neuen Generation mit wirksamer Leichtklebeformeleinzusetzen, um das Risiko chemischer oder klebriger Rückstände zu minimieren, z.B. Spies Hecker Staubbindetuch, Artikel-Nr.: D13295540
Trocknung:(vor Effektfarbton)
Auftragsart:
2 - 2,5 bar -
4 / 08.11.2012
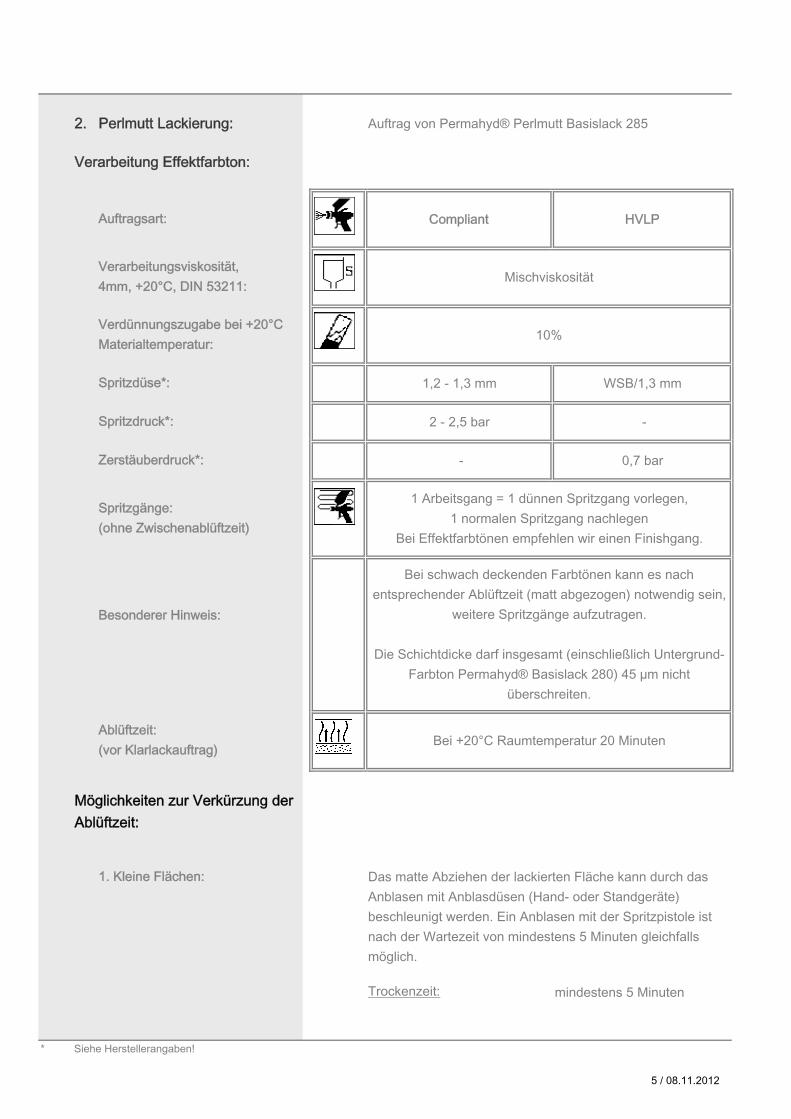
2. Perlmutt Lackierung:
Verarbeitung Effektfarbton:
1. Kleine Flächen:
Trockenzeit: mindestens 5 Minuten
* Siehe Herstellerangaben!
10%
-
Verdünnungszugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Auftrag von Permahyd® Perlmutt Basislack 285
Möglichkeiten zur Verkürzung der Ablüftzeit:
Compliant HVLP
1,2 - 1,3 mm WSB/1,3 mm
Auftragsart:
Verarbeitungsviskosität,4mm, +20°C, DIN 53211: Mischviskosität
Spritzdruck*:
Zerstäuberdruck*:
Bei schwach deckenden Farbtönen kann es nach entsprechender Ablüftzeit (matt abgezogen) notwendig sein,
weitere Spritzgänge aufzutragen.
Die Schichtdicke darf insgesamt (einschließlich Untergrund-Farbton Permahyd® Basislack 280) 45 µm nicht
überschreiten.
1 Arbeitsgang = 1 dünnen Spritzgang vorlegen,1 normalen Spritzgang nachlegen
Bei Effektfarbtönen empfehlen wir einen Finishgang.
Bei +20°C Raumtemperatur 20 Minuten
Spritzgänge: (ohne Zwischenablüftzeit)
Das matte Abziehen der lackierten Fläche kann durch das Anblasen mit Anblasdüsen (Hand- oder Standgeräte) beschleunigt werden. Ein Anblasen mit der Spritzpistole ist nach der Wartezeit von mindestens 5 Minuten gleichfalls möglich.
2 - 2,5 bar
- 0,7 bar
Besonderer Hinweis:
Ablüftzeit:(vor Klarlackauftrag)
5 / 08.11.2012
2. Größere Flächen:
Deckensystem: 10 - 15 MinutenInfrarottrocknung: 3 - 5 MinutenAbkühlzeit: mindestens 5 Minuten
Überarbeitung.
Überlackierbar mit:
Besondere Hinweise. 1.
2.
a) Vorarbeit:
Trockenofen:
Beispritzsystem: (zur Erzielung eines optisch einwandfreien Farbtonüberganges zu den angrenzenden Teilen)
Abkühlzeit:
Gefüllerte Flächen schleifen(trocken mit P400 - 500 oder nass mit wasserfestem Papier P800 - 1000).
Die angrenzende, nicht gefüllerte Fläche mit feinem Schleifpad gründlich anschleifen.
Die angegebenen Ablüft-/ Trockenzeiten sind abhängig von Temperatur, Luftfeuchtigkeit, Luftsinkgeschwindigkeit in der Spritzkabine und Anzahl der Spritzgänge. Ein vollständig mattes Abziehen der lackierten Fläche muss in jedem Fall abgewartet werden.
Der jeweilige Untergrund-Farbton ist im Formelsuchprogramm CRplus bzw. im Internet angegeben.
Kombikabine:
Ob Perlcolor-Lackierungen zwei- oder dreischichtig (mit einem speziellen Untergrund-Farbton) lackiert werden müssen, ist von der Werkslackierung abhängig.
(siehe jeweiliges Merkblatt)Permasolid® HS Klarlack
Für die Verarbeitung auf großen Flächen siehe auch System-Merkblatt SYS_0280.
Ofentrocknung bei +60°C
mindestens 5 Minuten
mindestens 10 Minuten einschl. Aufheizzeitmindestens 5 Minuten
Das matte Abziehen der lackierten Flächen kann durch Einsatz von stationären Anblaseinrichtungen (z.B. Deckensystem), Infrarotstrahlern oder Ofentrocknung beschleunigt werden.
6 / 08.11.2012
b)
c)
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
Die gleiche Fläche mit spritzfertig eingestelltem Permahyd® Perlmutt Basislack 285 leicht überlappend (mit vermindertem Druck) spritzen und dem Original angleichen.
Vor und nach dem Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.Ausführliche Hinweise im System Merkblatt Nr. 905.0
Die Mischlacke dieser Decklackserie sind nur im Rahmen von Farbtonformeln einsetzbar. Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angaben möglich.
Zweischichtige Perlmutt-Farbtöne:
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein; Herstellerangaben beachten.
Weitere Hinweise im System Merkblatt Nr. 905.1 beachten
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen. Nass geschliffene sowie gereinigte Flächen gut ausdunsten lassen.
Die gesamte Fläche mit Permahyd® Silikon Entferner 7080 gründlich von Staub, Schleifrückständen oder anderen Verunreinigungen reinigen.
Nach jedem Spritzgang mit der Pistole trocken blasen.
Dreischichtige Perlmutt-Farbtöne:
Die gefüllerte Fläche mit spritzfertig eingestelltem Permahyd® Perlmutt Basislack 285 deckend spritzen. Jeden Spritzgang etwas weiter auslegen, durch diese Überlappung bleibt nur eine Nebelzone.
Die Auslaufzone größer anlegen und mit vermindertem Druck verhalten beispritzen. Nach entsprechender Endablüftzeit kann mit Klarlack überlackiert werden.
Die gefüllerte Fläche mit spritzfertig eingestelltem Permahyd® Basislack 280 (siehe Verarbeitung Untergrund-Farbton) mit vermindertem Druck verhalten beispritzen.(Trocknungszeiten beachten)
7 / 08.11.2012
Entsorgung:
Ausführliche Hinweise im System Merkblatt Nr. 905.2
Gesundheitsschutz:
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
Lagerung.
Lagerbedingungen: Frostfrei lagern!Bevorzugte Lagertemperatur +15°C bis +25°C .Optimale Lagertemperatur ca. +20°C.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
über +23°C
Eine kurzfristige Lagerung (ca. 4 Wochen) bei +5°C bis +35°C ist möglich.
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.
8 / 08.11.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.A member of DuPontPerformance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
9 / 08.11.2012
Anwendungstechnische Information.
·· Hohe Ergebnissicherheit durch gleichmäßige Effektausrichtung
···
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 480.0 / 04
Kurze Prozesszeiten
Permahyd®Hi-TEC Basislack 480
Permahyd® Hi-TEC Basislack 480 ist ein innovatives wasserverdünnbares Basislacksystem.Das Mischsystem enthält alle Uni- und Effektfarbtönefür die PKW- Reparaturlackierung.
Variable Anwendungsmöglichkeit(Innenraum-, Mehrschicht- und Mehrfarbenlackierungen)
Einfach und schnell zu verarbeiten
Einfaches und sicheres Einlackieren
1 / 18.03.2013
Im Falle von Kunststoff-Oberflächen:
Siehe Besondere Hinweise !
oder
Besondere Hinweise:
Die Durchschliffstellen dürfen nicht größer als Ø 5,0 cm sein.
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080 von Staub, Schleifrückständen und anderen Verunreinigungen reinigen.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.(siehe Anwendungstechnische Information 7080)
Trocken mit Excenter und Staubabsaugung P500 - 600
Durchschliffstellen müssen mit Priomat® 1K Wash Primer 4085 grundiert werden.
Bei der Verwendung von Permasolid® HS Füller müssen blanke Stellen mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
Permasolid® HS Füller
Priomat® Elastic Haftgrund 3304 +Permasolid® HS Füller (elastifiziert)
Permacron® 1:1 Elastic Haftfüller 3300
Intakte Altlackierung
Vorbehandlung der Untergründe: Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
nass mit Schleifpapier P800 - 1000 schleifen.
Untergrund.
Geeignete Untergründe:
2 / 18.03.2013
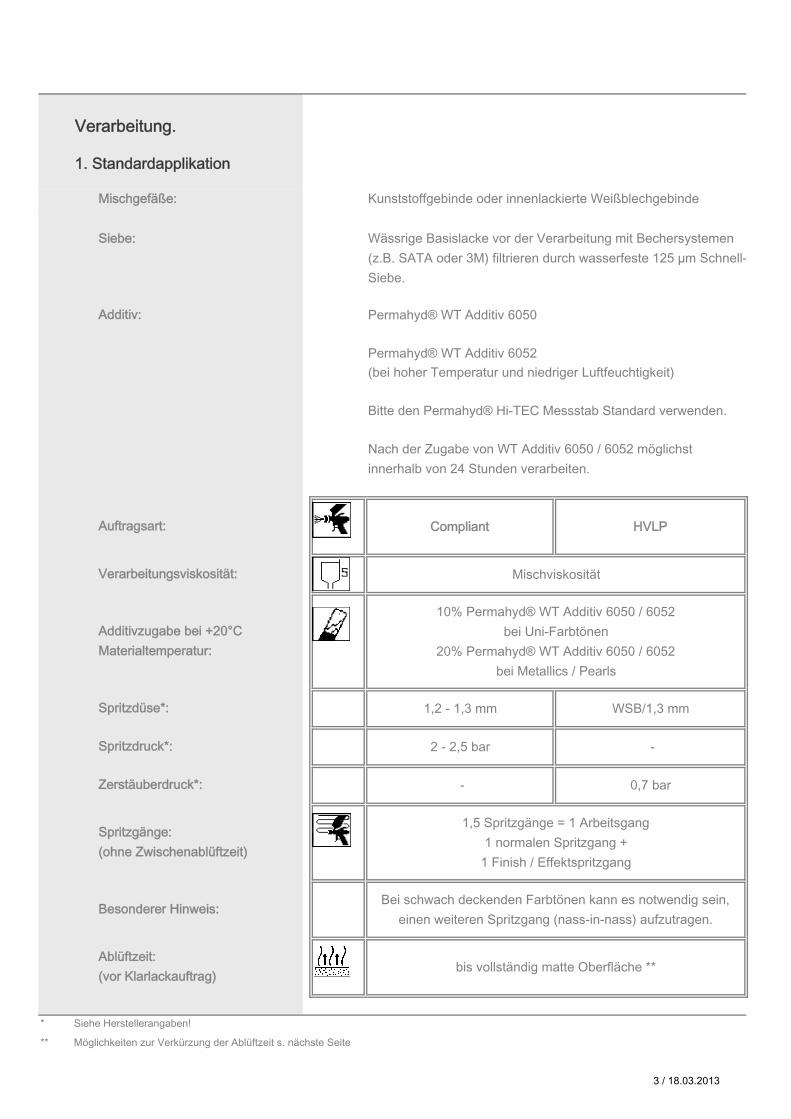
Mischgefäße: Kunststoffgebinde oder innenlackierte Weißblechgebinde
Siebe:
Additiv:
Permahyd® WT Additiv 6052
* Siehe Herstellerangaben!
** Möglichkeiten zur Verkürzung der Ablüftzeit s. nächste Seite
-2 - 2,5 bar
Nach der Zugabe von WT Additiv 6050 / 6052 möglichst innerhalb von 24 Stunden verarbeiten.
Mischviskosität
bis vollständig matte Oberfläche **
1,5 Spritzgänge = 1 Arbeitsgang1 normalen Spritzgang +
1 Finish / Effektspritzgang
Bitte den Permahyd® Hi-TEC Messstab Standard verwenden.
(bei hoher Temperatur und niedriger Luftfeuchtigkeit)
Permahyd® WT Additiv 6050
Wässrige Basislacke vor der Verarbeitung mit Bechersystemen (z.B. SATA oder 3M) filtrieren durch wasserfeste 125 µm Schnell-Siebe.
Bei schwach deckenden Farbtönen kann es notwendig sein, einen weiteren Spritzgang (nass-in-nass) aufzutragen.
HVLP
- 0,7 bar
Auftragsart:
WSB/1,3 mm
Compliant
Verarbeitungsviskosität:
1,2 - 1,3 mm
10% Permahyd® WT Additiv 6050 / 6052bei Uni-Farbtönen
20% Permahyd® WT Additiv 6050 / 6052bei Metallics / Pearls
Additivzugabe bei +20°C Materialtemperatur:
Spritzgänge: (ohne Zwischenablüftzeit)
Besonderer Hinweis:
Spritzdüse*:
Spritzdruck*:
Zerstäuberdruck*:
Verarbeitung.
1. Standardapplikation
Ablüftzeit:(vor Klarlackauftrag)
3 / 18.03.2013
Empfohlene Schichtdicke: Uni-Farbtöne: 12 - 25 µmMetallic-Farbtöne: 10 - 15 µmPearl-Farbtöne: 15 - 20 µm
Überlackierbar mit:
1. Kleine Flächen:
2. Größere Flächen:
Härter: Permahyd® Härter 3080
Additiv:
Permahyd® WT Additiv 6052
Verarbeitungszeit: Effekt-Farbton: 45 - 60 min bei +20°C
Uni-Farbton: 90 - 120 min. bei +20°C
(bei hoher Temperatur und niedriger Luftfeuchtigkeit)
Permahyd® WT Additiv 6050
Das matte Abziehen der lackierten Flächen kann durch Einsatz von stationären Anblaseinrichtungen (z.B. Deckensystem), Infrarotstrahlern oder durch die Ofentrocknung beschleunigt werden.
(siehe jeweilige Anwendungstechnische Information)
Möglichkeiten zur Verkürzung der Ablüftzeit:
Bei 3-Schichtfarbtönen (nur Grundfarbton) oder Mehrfarbenlackierungen wird dem Basislack ein Härter zugegeben.
Bitte den Permahyd® Hi-TEC Messstab für 3-Schicht Farbtöne verwenden.
Das matte Abziehen der lackierten Fläche kann durch das Anblasen mit Anblasdüsen (Hand- oder Standgeräte) beschleunigt werden. Ein Anblasen mit der Spritzpistole ist ebenfalls möglich.
2. 3-Schicht Farbtöne und Mehrfarbenlackierung:
Permasolid® HS Klarlack
4 / 18.03.2013
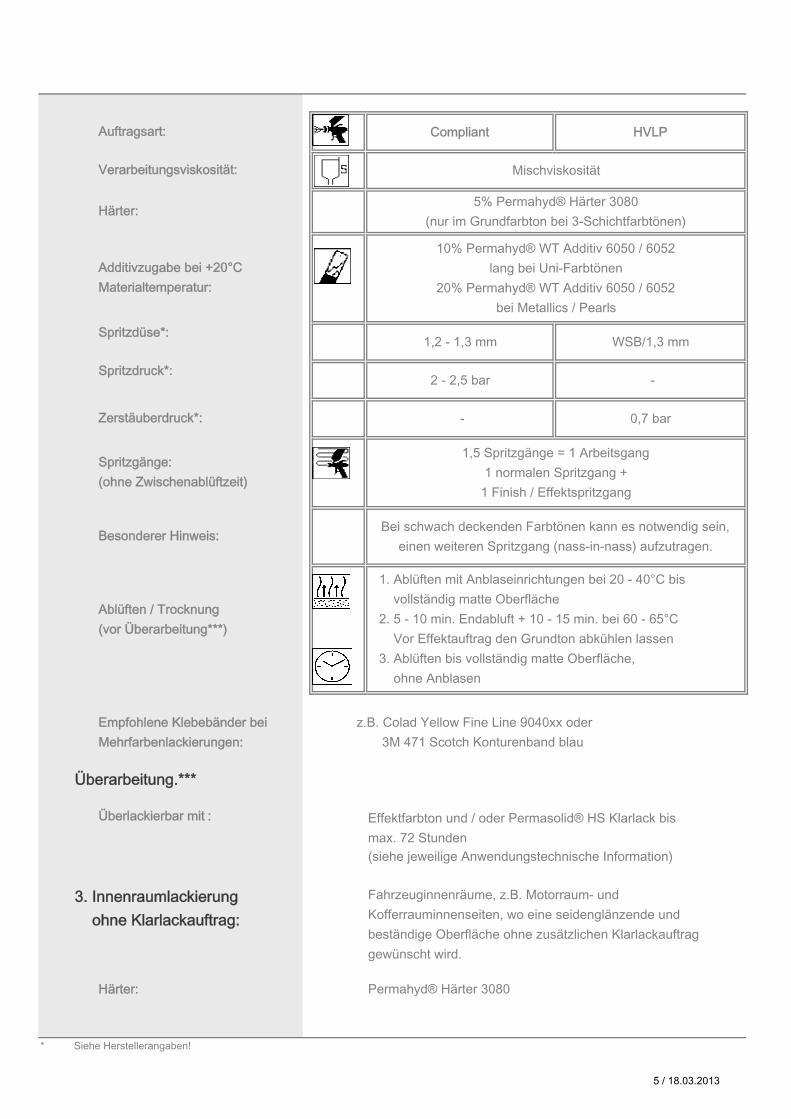
Überarbeitung.***
Überlackierbar mit :
(siehe jeweilige Anwendungstechnische Information)
Härter: Permahyd® Härter 3080
* Siehe Herstellerangaben!
Spritzgänge: (ohne Zwischenablüftzeit)
1,5 Spritzgänge = 1 Arbeitsgang1 normalen Spritzgang +
1 Finish / Effektspritzgang
Besonderer Hinweis:Bei schwach deckenden Farbtönen kann es notwendig sein,
einen weiteren Spritzgang (nass-in-nass) aufzutragen.
z.B. Colad Yellow Fine Line 9040xx oder 3M 471 Scotch Konturenband blau
Verarbeitungsviskosität:
-2 - 2,5 bar
- 0,7 bar
Compliant HVLP
10% Permahyd® WT Additiv 6050 / 6052lang bei Uni-Farbtönen
20% Permahyd® WT Additiv 6050 / 6052bei Metallics / Pearls
Mischviskosität
5% Permahyd® Härter 3080(nur im Grundfarbton bei 3-Schichtfarbtönen)
Spritzdruck*:
1. Ablüften mit Anblaseinrichtungen bei 20 - 40°C bis vollständig matte Oberfläche 2. 5 - 10 min. Endabluft + 10 - 15 min. bei 60 - 65°C Vor Effektauftrag den Grundton abkühlen lassen 3. Ablüften bis vollständig matte Oberfläche, ohne Anblasen
1,2 - 1,3 mm
Härter:
Auftragsart:
Additivzugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Zerstäuberdruck*:
Fahrzeuginnenräume, z.B. Motorraum- und Kofferrauminnenseiten, wo eine seidenglänzende und beständige Oberfläche ohne zusätzlichen Klarlackauftrag gewünscht wird.
3. Innenraumlackierung ohne Klarlackauftrag:
Empfohlene Klebebänder bei Mehrfarbenlackierungen:
Effektfarbton und / oder Permasolid® HS Klarlack bismax. 72 Stunden
Ablüften / Trocknung(vor Überarbeitung***)
WSB/1,3 mm
5 / 18.03.2013
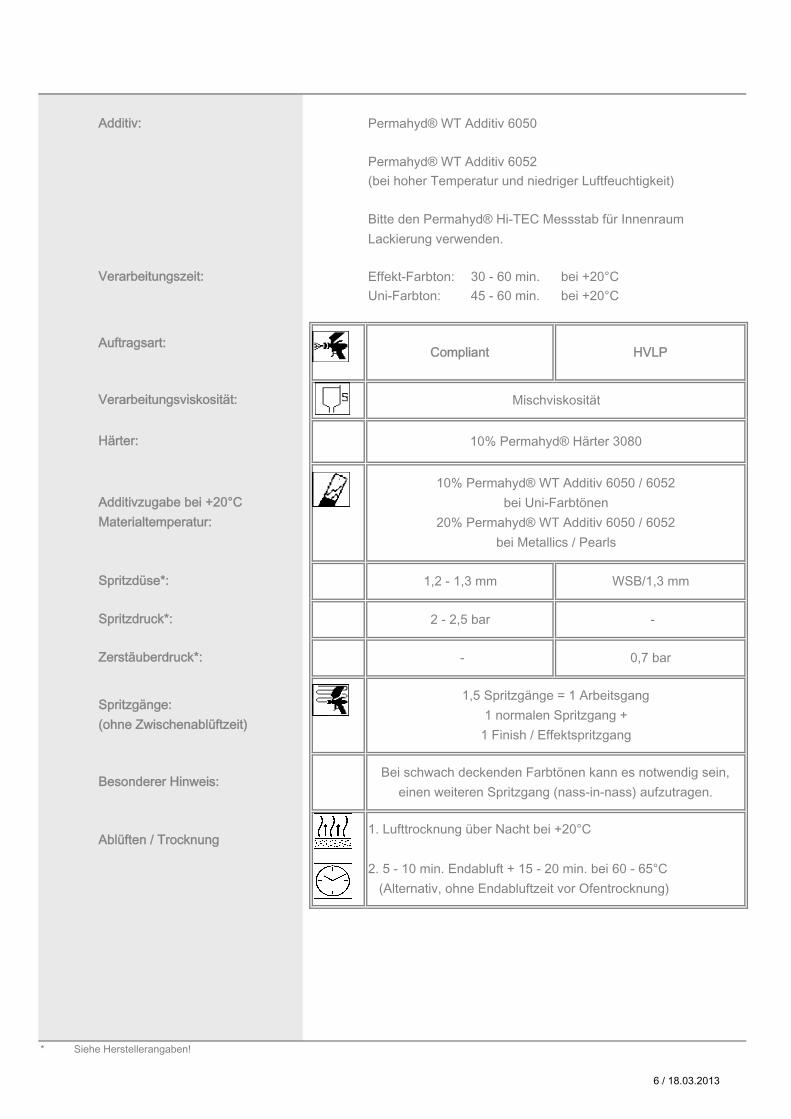
Additiv:
Permahyd® WT Additiv 6052
Verarbeitungszeit: Effekt-Farbton: 30 - 60 min. bei +20°CUni-Farbton: 45 - 60 min. bei +20°C
* Siehe Herstellerangaben!
Verarbeitungsviskosität:
Härter:
Ablüften / Trocknung
Additivzugabe bei +20°C Materialtemperatur:
Spritzdüse*:
Spritzdruck*:
Besonderer Hinweis:
0,7 bar
2 - 2,5 bar
Zerstäuberdruck*:
Spritzgänge: (ohne Zwischenablüftzeit)
1. Lufttrocknung über Nacht bei +20°C
2. 5 - 10 min. Endabluft + 15 - 20 min. bei 60 - 65°C (Alternativ, ohne Endabluftzeit vor Ofentrocknung)
1,5 Spritzgänge = 1 Arbeitsgang1 normalen Spritzgang +
1 Finish / Effektspritzgang
-
1,2 - 1,3 mm WSB/1,3 mm
Permahyd® WT Additiv 6050
10% Permahyd® Härter 3080
10% Permahyd® WT Additiv 6050 / 6052bei Uni-Farbtönen
20% Permahyd® WT Additiv 6050 / 6052bei Metallics / Pearls
Mischviskosität
Bitte den Permahyd® Hi-TEC Messstab für Innenraum Lackierung verwenden.
-
(bei hoher Temperatur und niedriger Luftfeuchtigkeit)
Bei schwach deckenden Farbtönen kann es notwendig sein, einen weiteren Spritzgang (nass-in-nass) aufzutragen.
HVLPAuftragsart:
Compliant
6 / 18.03.2013
Besondere Hinweise.
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
Entsorgung:
Gesundheitsschutz:
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
Lagerung.
Lagerbedingungen: Frostfrei lagern!Bevorzugte Lagertemperatur +15°C bis +25°C .Optimale Lagertemperatur ca. +20°C.
Die Mischlacke dieser Decklackserie sind nur im Rahmen von Farbtonformeln einsetzbar. Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angaben möglich.
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein. Bitte Herstellerangaben beachten.
Eine kurzfristige Lagerung (einige Tage) bei +5°C bis +35°C ist möglich.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
über +23°C
Vor und nach dem Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.Ausführliche Hinweise im System Merkblatt Nr. 905.0
Weitere Hinweise aus System Merkblatt Nr. 905.1 beachten.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.Ausführliche Hinweise im System Merkblatt Nr. 905.2
7 / 18.03.2013

Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
8 / 18.03.2013
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 480.1new / 00
Permahyd®Hi-TEC Basislack 480
Anwendungstechnische Information.
Zur Erzielung eines optisch einwandfreien Farbtonüberganges im Beilackierbereich oder zu angrenzenden Teilen, z.B. Kotflügel / Tür.
Beispritzsystemfür 2 Schicht Farbtöne
1 / 15.03.2013
Untergrund.
Im Falle von Kunststoff-Oberflächen:
Siehe Besondere Hinweise !
1. Vorarbeit:
2. Reinigen:
Z.B. Spies Hecker Staubbindetuch, Artikel-Nr.: D13295540
Permasolid® HS Füller
Intakte Altlackierung
Permacron® 1:1 Elastic Haftfüller 3300
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.
Nass geschliffene sowie gereinigte Flächen gut ausdunsten lassen.
Vorbehandlung der Untergründe:
Bei Verwendung eines Staubbindetuches, sind Tücher der neuen Generation mit wirksamer Leichtklebeformel einzusetzen, um das Risiko chemischer oder klebriger Rückstände zu minimieren.
Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
Die gesamte Fläche mit Permahyd® Silikon Entferner 7080 gründlich von Staub, Schleifrückständen oder anderen Verunreinigungen reinigen.
Die Reparaturstelle wird trocken mit P500 - 600 oder nass mit wasserfestem Papier P800 - 1000 geschliffen.
Der angrenzende Bereich / das Fahrzeugteil um die Reparaturstelle herum muss weitläufig mit P1000 - 3000 gründlich angeschliffen werden.
Sollten Sicken, Kanten oder Griffmulden vorhanden sein ist im Vorfeld ebenfalls ein Schleifpad einzusetzen.
Geeignete Untergründe:
Priomat® Elastic Haftgrund 3304 +Permasolid® HS Füller (elastifiziert)
2 / 15.03.2013
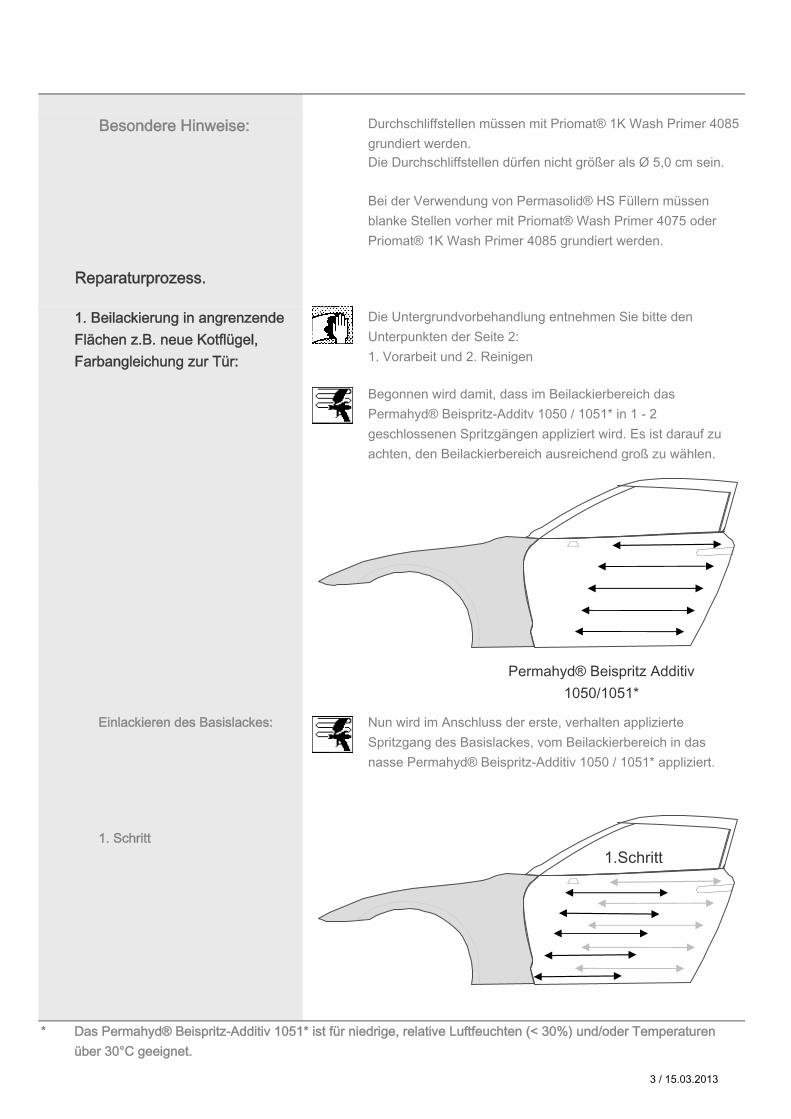
Besondere Hinweise:
Reparaturprozess.
1. Schritt
*
Einlackieren des Basislackes:
Die Durchschliffstellen dürfen nicht größer als Ø 5,0 cm sein.
Begonnen wird damit, dass im Beilackierbereich das Permahyd® Beispritz-Additv 1050 / 1051* in 1 - 2 geschlossenen Spritzgängen appliziert wird. Es ist darauf zu achten, den Beilackierbereich ausreichend groß zu wählen.
Die Untergrundvorbehandlung entnehmen Sie bitte den Unterpunkten der Seite 2:1. Vorarbeit und 2. Reinigen
1. Beilackierung in angrenzende Flächen z.B. neue Kotflügel, Farbangleichung zur Tür:
Durchschliffstellen müssen mit Priomat® 1K Wash Primer 4085 grundiert werden.
Bei der Verwendung von Permasolid® HS Füllern müssen blanke Stellen vorher mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
Nun wird im Anschluss der erste, verhalten applizierte Spritzgang des Basislackes, vom Beilackierbereich in das nasse Permahyd® Beispritz-Additiv 1050 / 1051* appliziert.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Permahyd® Beispritz Additiv1050/1051*
1.Schritt
3 / 15.03.2013
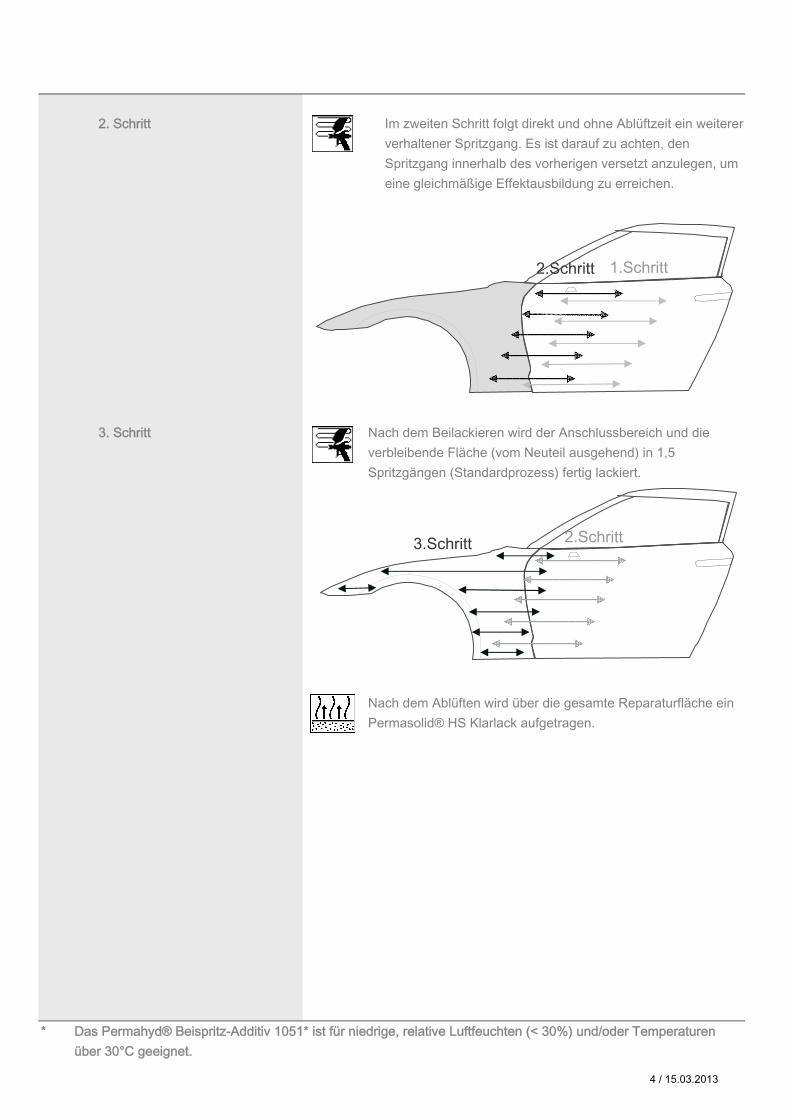
2. Schritt
3. Schritt
*
Im zweiten Schritt folgt direkt und ohne Ablüftzeit ein weiterer verhaltener Spritzgang. Es ist darauf zu achten, den Spritzgang innerhalb des vorherigen versetzt anzulegen, um eine gleichmäßige Effektausbildung zu erreichen.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Nach dem Beilackieren wird der Anschlussbereich und die verbleibende Fläche (vom Neuteil ausgehend) in 1,5 Spritzgängen (Standardprozess) fertig lackiert.
Nach dem Ablüften wird über die gesamte Reparaturfläche ein Permasolid® HS Klarlack aufgetragen.
3.Schritt
2.Schritt 1.Schritt
2.Schritt
4 / 15.03.2013
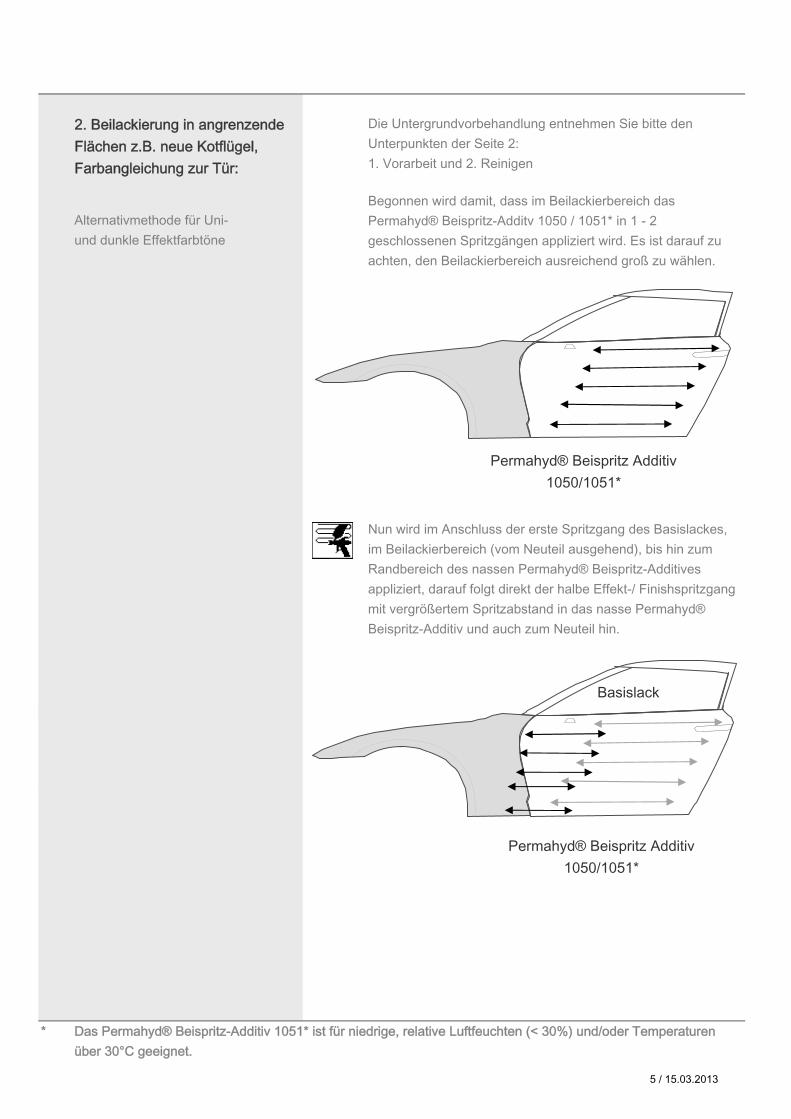
*
2. Beilackierung in angrenzende Flächen z.B. neue Kotflügel, Farbangleichung zur Tür:
Begonnen wird damit, dass im Beilackierbereich das Permahyd® Beispritz-Additv 1050 / 1051* in 1 - 2 geschlossenen Spritzgängen appliziert wird. Es ist darauf zu achten, den Beilackierbereich ausreichend groß zu wählen.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Nun wird im Anschluss der erste Spritzgang des Basislackes, im Beilackierbereich (vom Neuteil ausgehend), bis hin zum Randbereich des nassen Permahyd® Beispritz-Additives appliziert, darauf folgt direkt der halbe Effekt-/ Finishspritzgang mit vergrößertem Spritzabstand in das nasse Permahyd® Beispritz-Additiv und auch zum Neuteil hin.
Alternativmethode für Uni-und dunkle Effektfarbtöne
Die Untergrundvorbehandlung entnehmen Sie bitte den Unterpunkten der Seite 2:1. Vorarbeit und 2. Reinigen
Permahyd® Beispritz Additiv1050/1051*
Basislack
Permahyd® Beispritz Additiv1050/1051*
5 / 15.03.2013
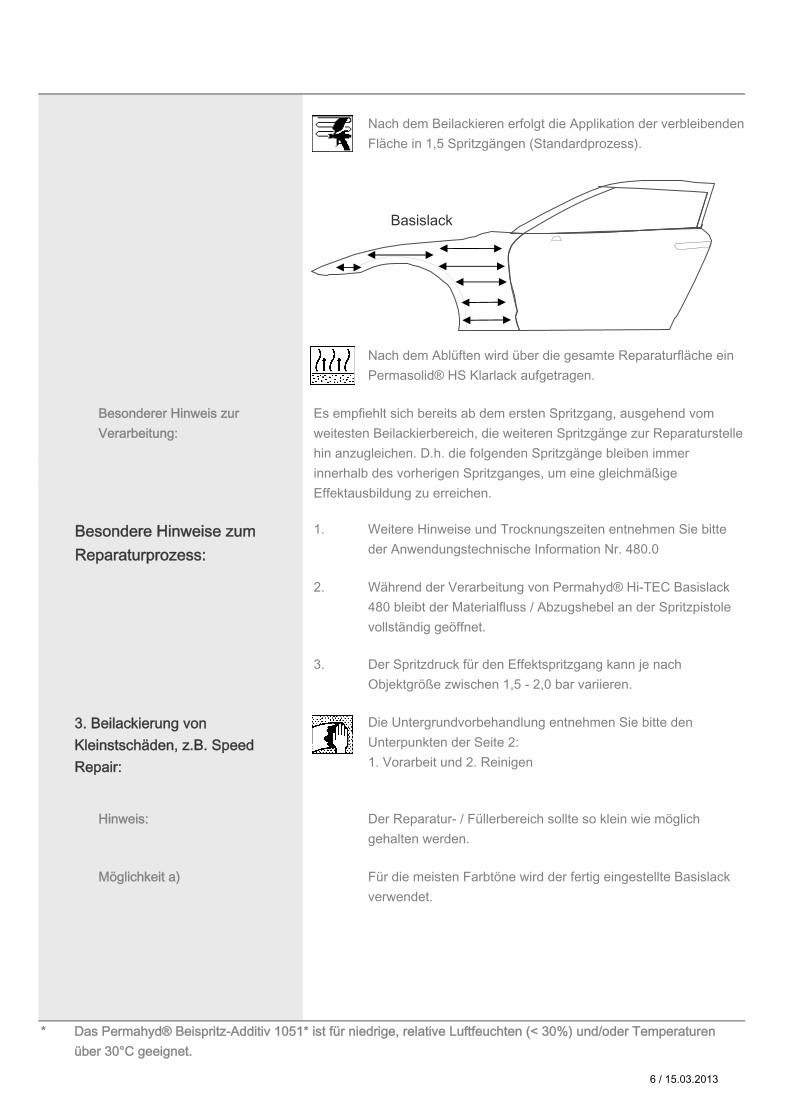
1.
2.
3.
Hinweis:
Möglichkeit a)
*
Nach dem Ablüften wird über die gesamte Reparaturfläche ein Permasolid® HS Klarlack aufgetragen.
Weitere Hinweise und Trocknungszeiten entnehmen Sie bitte der Anwendungstechnische Information Nr. 480.0
Während der Verarbeitung von Permahyd® Hi-TEC Basislack 480 bleibt der Materialfluss / Abzugshebel an der Spritzpistole vollständig geöffnet.
Der Spritzdruck für den Effektspritzgang kann je nach Objektgröße zwischen 1,5 - 2,0 bar variieren.
Es empfiehlt sich bereits ab dem ersten Spritzgang, ausgehend vom weitesten Beilackierbereich, die weiteren Spritzgänge zur Reparaturstelle hin anzugleichen. D.h. die folgenden Spritzgänge bleiben immer innerhalb des vorherigen Spritzganges, um eine gleichmäßige Effektausbildung zu erreichen.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Besondere Hinweise zum Reparaturprozess:
Nach dem Beilackieren erfolgt die Applikation der verbleibenden Fläche in 1,5 Spritzgängen (Standardprozess).
Der Reparatur- / Füllerbereich sollte so klein wie möglich gehalten werden.
Für die meisten Farbtöne wird der fertig eingestellte Basislack verwendet.
Die Untergrundvorbehandlung entnehmen Sie bitte den Unterpunkten der Seite 2:1. Vorarbeit und 2. Reinigen
3. Beilackierung von Kleinstschäden, z.B. Speed Repair:
Besonderer Hinweis zur Verarbeitung:
Basislack
6 / 15.03.2013
Möglichkeit b) Empfohlen bei Farbtönen mit sehr hohem Metallic-Anteil:
Besondere Hinweise:
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
*
Weitere Hinweise aus dem System Merkblatt Nr. SYS 905.1 bitte beachten!
Vor und nach dem Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.Ausführliche Hinweise hierzu finden Sie im System Merkblatt Nr. SYS 905.0!
Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angaben möglich.
Zum effizienten Ablüft- und Trocknungsprozess empfehlen wir den Einsatz von stationären Anblaseinrichtungen oder forcierte Trocknung, z.B. Ofentrocknung.
Nach entsprechender Endablüftzeit kann mit Klarlack überlackiert werden.
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein. Bitte Herstellerangaben beachten.
Während der Verarbeitung von Permahyd® Hi-TEC Basislack 480 bleibt der Materialfluss / Abzugshebel an der Spritzpistole vollständig geöffnet.
Die Permahyd® Hi-TEC Mischlacke 480 sind nur im Rahmen von Farbtonformeln einsetzbar.
Bitte den Permahyd® Hi-TEC Messstab für Speed Repair verwenden.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
In Abhängigkeit von Farbton und Deckfähigkeit wird diese Mischung in 3 - 5 leichten Spritzgängen und reduziertem Spritzdruck (0,8 - 1,5 bar) auf die Reparaturstelle / Auslaufzone appliziert. Es ist darauf zu achten, dass jeder Spritzgang etwas weiter ausgeführt wird und auch matt abgelüftet ist. Die Ablüftzeit kann durch Anblasen beschleunigt werden.
Permahyd® Hi-TEC Basislack 480 im Verhältnis 1:1 mitPermahyd® Beispritz-Additv 1050 / 1051* +10% Permahyd® Flop Control WT 386 einstellen(Permahyd® WT Additiv 6050 / 6052* ist nicht erforderlich).
7 / 15.03.2013

Entsorgung:
Gesundheitsschutz:
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.Ausführliche Hinweise hierzu finden Sie im System Merkblatt Nr. 905.2!
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
8 / 15.03.2013
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 480.2 / 01
Anwendungstechnische Information.
Beispritzsystemfür 3 Schicht Effekt-Farbtöne
Permahyd®Hi-TEC Basislack 480
Zur Erzielung eines optisch einwandfreien Farbtonübergangesim Beilackierbereich oder zu angrenzenden Teilen, z.B. Kotflügel / Tür.
1 / 08.04.2013
Untergrund.
Im Falle von Kunststoff-Oberflächen:
Siehe Besondere Hinweise !
1. Vorarbeit:
2. Reinigen:
Z.B. Spies Hecker Staubbindetuch, Artikel-Nr.: D13295540
Bei Verwendung eines Staubbindetuches, sind Tücher der neuen Generation mit wirksamer Leichtklebeformel einzusetzen, um das Risiko chemischer oder klebriger Rückstände zu minimieren.
Die Reparaturstelle wird trocken mit P500 - 600 oder nass mit wasserfestem Papier P800 - 1000 geschliffen.
Vorbehandlung der Untergründe:
Nass geschliffene sowie gereinigte Flächen gut ausdunsten lassen.
Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
Die gesamte Fläche mit Permahyd® Silikon Entferner 7080 gründlich von Staub, Schleifrückständen oder anderen Verunreinigungen reinigen.
Intakte Altlackierung
Der angrenzende Bereich / das Fahrzeugteil um die Reparaturstelle herum muss weitläufig mit P1000 - 3000 angeschliffen werden.
Überschüssigen Silikonentferner mit einem flusenfreien Tuch streifenfrei abwischen.
Permacron® 1:1 Elastic Haftfüller 3300
Permasolid® HS Füller
Sollten Sicken, Kanten oder Griffmulden vorhanden sein ist im Vorfeld ebenfalls ein Schleifpad einzusetzen.
Geeignete Untergründe:
Priomat® Elastic Haftgrund 3304 +Permasolid® HS Füller (elastifiziert)
2 / 08.04.2013

Besondere Hinweise:
Es wird dringend empfohlen ein Musterblech mitzuspritzen.
*
Beilackierung von3-Schicht Farbtönen:
Bei der Verwendung von Permasolid® HS Füllern müssen blanke Stellen vorher mit Priomat® Wash Primer 4075 oder Priomat® 1K Wash Primer 4085 grundiert werden.
** Für größere Flächen / hohe Temperaturen sowie niedrige Luftfeuchte ist eine Zugabe von bis zu 10% Permahyd® VE Wasser 6000 möglich.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Im Beilackierbereich 1 - 2 geschlossene Spritzgänge des Permahyd® Beispritz-Additiv 1050 / 1051* applizieren.
Die Untergrundvorbehandlung entnehmen Sie bitte den Unterpunkten der Seite 2:1. Vorarbeit und 2. Reinigen
Die Durchschliffstellen dürfen nicht größer als Ø 5,0 cm sein.
Durchschliffstellen müssen mit Priomat® 1K Wash Primer 4085 grundiert werden.
eingestellte Grundfarbton wird bis zur Deckfähigkeit auf den Reparaturbereich und in die angrenzende Beilackierfläche appliziert, dabei sollte die Auslaufzone im nassen Permahyd® Beispritz-Additiv 1050 / 1051* liegen.
Einstellung Grundfarbton**:
EinstellungBeispritz-Additiv:
Permahyd® Beispritz-Additiv 1050 / 1051* mit10% Permahyd® Härter 3080 einstellen.
Der mit 5% Permahyd® Härter 3080 und
10% Permahyd® WT Additiv 6052 bei Uni Farbtönen oder 20% Permahyd® WT Additiv 6052 bei Effekt Farbtönen
Neuteil gefüllert
Permahyd®Beispritz-Additiv 1050 / 1051*
3 / 08.04.2013
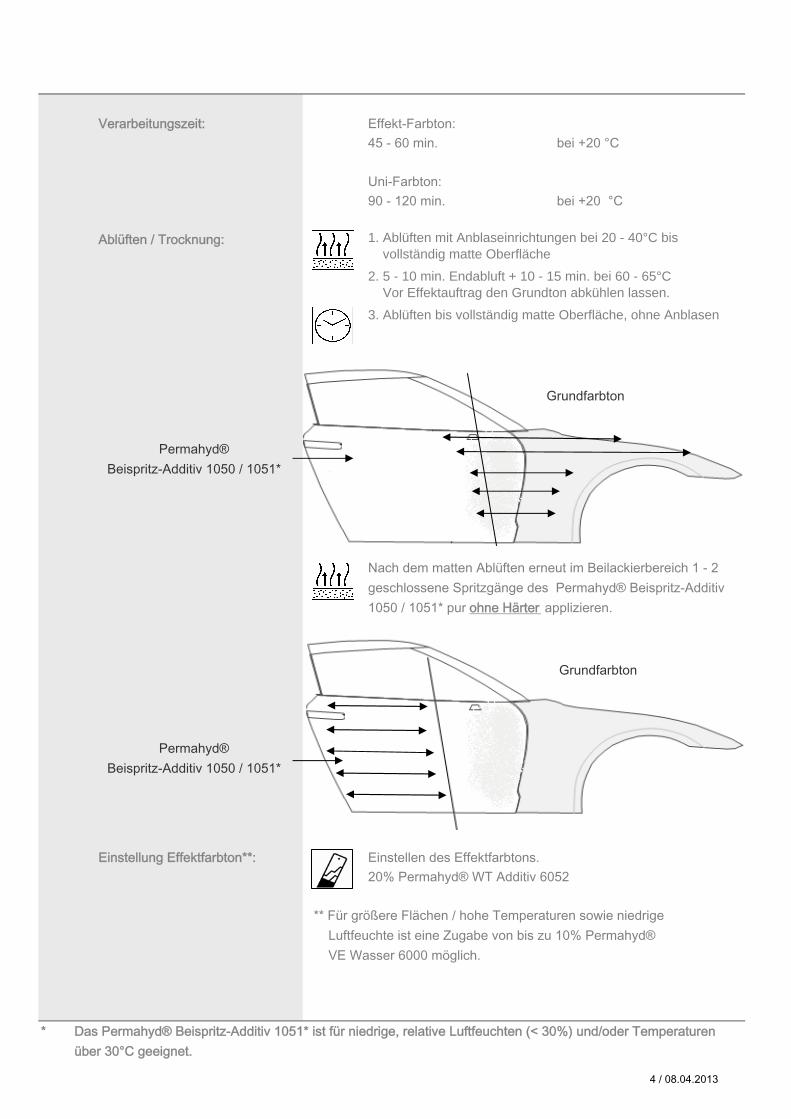
Effekt-Farbton:45 - 60 min. bei +20 °C
Uni-Farbton:90 - 120 min. bei +20 °C
Grundfarbton
Einstellen des Effektfarbtons.
*
2. 5 - 10 min. Endabluft + 10 - 15 min. bei 60 - 65°C Vor Effektauftrag den Grundton abkühlen lassen.
3. Ablüften bis vollständig matte Oberfläche, ohne Anblasen
20% Permahyd® WT Additiv 6052
** Für größere Flächen / hohe Temperaturen sowie niedrige Luftfeuchte ist eine Zugabe von bis zu 10% Permahyd® VE Wasser 6000 möglich.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Verarbeitungszeit:
Ablüften / Trocknung: 1. Ablüften mit Anblaseinrichtungen bei 20 - 40°C bis vollständig matte Oberfläche
Nach dem matten Ablüften erneut im Beilackierbereich 1 - 2 geschlossene Spritzgänge des Permahyd® Beispritz-Additiv 1050 / 1051* pur ohne Härter applizieren.
Einstellung Effektfarbton**:
Grundfarbton
Grundfarbton
Permahyd®Beispritz-Additiv 1050 / 1051*
Permahyd®Beispritz-Additiv 1050 / 1051*
4 / 08.04.2013
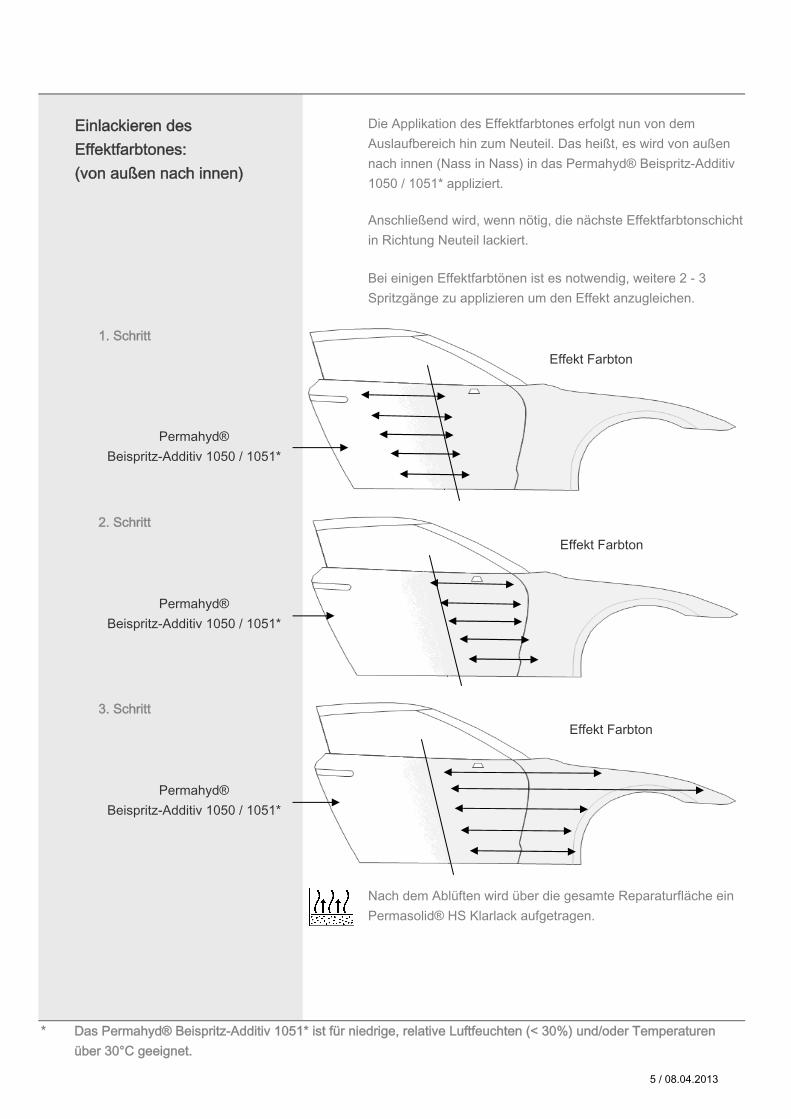
1. Schritt
2. Schritt
3. Schritt
*
Die Applikation des Effektfarbtones erfolgt nun von dem Auslaufbereich hin zum Neuteil. Das heißt, es wird von außen nach innen (Nass in Nass) in das Permahyd® Beispritz-Additiv 1050 / 1051* appliziert.
Bei einigen Effektfarbtönen ist es notwendig, weitere 2 - 3 Spritzgänge zu applizieren um den Effekt anzugleichen.
Nach dem Ablüften wird über die gesamte Reparaturfläche ein Permasolid® HS Klarlack aufgetragen.
Das Permahyd® Beispritz-Additiv 1051* ist für niedrige, relative Luftfeuchten (< 30%) und/oder Temperaturen über 30°C geeignet.
Einlackieren des Effektfarbtones:(von außen nach innen)
Anschließend wird, wenn nötig, die nächste Effektfarbtonschicht in Richtung Neuteil lackiert.
Permahyd®Beispritz-Additiv 1050 / 1051*
Effekt Farbton
Permahyd®Beispritz-Additiv 1050 / 1051*
Effekt Farbton
Permahyd®Beispritz-Additiv 1050 / 1051*
Effekt Farbton
5 / 08.04.2013
Besondere Hinweise: 1.
2.
3.
4.
Verarbeitung der Produkte:
Reinigung der Arbeitsgeräte:
Weitere Hinweise aus dem System Merkblatt Nr. SYS 905.1 bitte beachten!
Weitere Hinweise und Trocknungszeiten entnehmen Sie bitte der Anwendungstechnische Information Nr. 480.0
Während der Verarbeitung von Permahyd® Hi-TEC Basislack 480 bleibt der Materialfluss / Abzugshebel an der Spritzpistole vollständig geöffnet.
Hinweis für die großflächigeApplikation. (Vorderwagen)
Die Spritzgeräte müssen für wasserverdünnbare Produkte geeignet sein. Bitte Herstellerangaben beachten.
Es empfiehlt sich bereits ab dem ersten Spritzgang, ausgehend vom weitesten Beilackierbereich, die weiteren Spritzgänge zur Reparaturstelle / Grundfarbton hin anzugleichen. D.h. die folgenden Spritzgänge bleiben immer innerhalb des vorherigen Spritzganges, um sichtbare Randbildungen / Schatten zu vermeiden.
Generell sollte bei der Verarbeitung von 3-schichtigen Effekt Farbtönen das Permahyd® WT Additiv 6052 eingesetzt werden.
Eine zusätzliche Zugabe von bis zu 10% Permahyd® VE Wasser 6000 bei größeren Flächen und /oder hohen Temperaturen und niedrige Luftfeuchtigkeit ist zu empfehlen.
Zum effizienten Ablüft- und Trocknungsprozess empfehlen wir den Einsatz von stationären Anblaseinrichtungen oder forcierte Trocknung, z.B. Ofentrocknung.
Vor und nach dem Gebrauch mit Permahyd® VE Wasser 6000 spülen. Anschließend mit Permaloid® Reinigungsmittel 7020/7989 nachspülen.Ausführliche Hinweise hierzu finden Sie im System Merkblatt Nr. SYS 905.0!
Die Permahyd® Hi-TEC Mischlacke 480 sind nur im Rahmen von Farbtonformeln einsetzbar.Bei der alleinigen Verarbeitung einzelner Mischlacke sind erhebliche Abweichungen zu den in der Anwendungstechnischen Information gemachten Angaben möglich.
Der Spritzdruck für den Effektspritzgang kann je nach Objektgröße zwischen 1,5 - 2,0 bar variieren.
6 / 08.04.2013

Entsorgung:
Gesundheitsschutz:
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Atemschutzmaske auch bei der Verarbeitung wasserverdünnbarer Produkte tragen.
Flüssige Reste wasserverdünnbarer Produkte getrennt von flüssigen Resten konventioneller Produkte sammeln, da bei Vermischung die Entsorgung eventuell unmöglich, in jedem Fall aber erschwert und damit verteuert wird.Ausführliche Hinweise hierzu finden Sie im System Merkblatt Nr. 905.2!
7 / 08.04.2013
System Information.
Nur für den professionellen Gebrauch! System–Merkblatt Nr. DE / SYS 905.8 / 03
Permahyd® Hi-TEC Basislack 480
Allgemeine Verarbeitungshinweisefür wasserverdünnbare Produkte.
1 / 30.05.2012
Abdeckarbeiten:
Geeignete Spritzpistolen:
+
+
+
+
+ +
+ +
+
+
+ +
+ +
+ +
Spritzpistole geeignet
+
+
+
SATA 3000 RPSATA 3000 HVLPSATA 4000 RPSATA 4000 HVLP
SAGOLA Xtreme RTX02
++++
++
Devilbiss Gti Pro T2GRACO Razor Compliant WBIWATA WS400 SupernovaIWATA W400 WB2
1,3 mm
Devilbiss Gti Pro T110Devilbiss Gti Pro H1Devilbiss Gti Pro T1
Spritzpistolen und EinstellungStandard
1,2 mm 1,25 mm WSB 1,3 OBS1,2 mm W
Grundsätzlich ist bei Einsatz von wasserverdünnbaren Produkten die Untergrundvorbehandlung sehr sorgfältig und ausschließlich mit für wasserverdünnbare Produkte empfohlenen Vorbehandlungsmitteln durchzuführen.
Metallische Untergründe sind bevorzugt mit Permahyd® Entfettungsmittel 7070 oder mit Permaloid® Reinigungsmittel 7020 zu reinigen.
Geschliffene Füllerflächen und Altlackierungen sind mit Permahyd® Silikon Entferner 7080 zu reinigen.
Vorbehandlung derUntergründe.
Kunststoffoberflächen sind zuerst entsprechend der System-Information Kunststofflackierung (siehe System Information SYS 903.1) gründlich vorzubehandeln und vor der weiteren Überarbeitung nochmals mit Permahyd® Silikon Entferner 7080 zu reinigen.
Es dürfen nur wasserfeste Abdeckbänder und wasserfest geleimte Abdeckpapiere oder Kunststoff-Abdeckfolien eingesetzt werden.
Spritzpistolen/Spritzanlagen.
2 / 30.05.2012
Misch-/Einstellgefäße:
Zur optimalen Verarbeitung bei unterschiedlichen Klimabedingungen und Objektgrößen gibt die nachfolgende Klimatabelle eine Empfehlung zum Einsatz von Permahyd® WT Additiv 6050 oder Permahyd® WT Additiv 6052
Die Verarbeitung von wasserverdünnbaren Produkten wird wesentlich durch Temperatur und Luftfeuchtigkeit beeinflusst. Der Einfluss kann von einer Einschränkung bis hin zur Aussetzung der Anwendung führen, wenn nicht bestimmte Voraussetzungen gegeben sind bzw. geschaffen werden. Im Verarbeitungsfenster für wasserverdünnbare Produkte sind die Eckpunkte festgelegt.
Da die Viskosität und damit auch das Verarbeitungsverhalten von wasserverdünnbaren Produkten nicht unwesentlich von der Materialtemperatur abhängig ist, muss darauf geachtet werden, dass die wasserverdünnbaren Produkte zum Zeitpunkt der Viskositätseinstellung/Verarbeitung eine Temperatur von +18°C bis +35°C haben.
Verarbeitung.
Materialtemperatur.
Von der wechselweisen Verarbeitung von wasserverdünnbaren und konventionellen Produkten mit einer Spritzpistole/Spritzanlage ist abzuraten. Bei den Spritzpistolen/Spritzanlagen für die Verarbeitung wasserverdünnbarer Produkte müssen die materialführenden Teile in korrosionsresistenter Ausführung (Edelstahl, Kunststoff) sein.
Zur Mischung bzw. Viskositätseinstellung wasserverdünnbarer Produkte dürfen nur Kunststoff- oder innenbeschichtete Weißblechgebinde eingesetzt werden.
3 / 30.05.2012
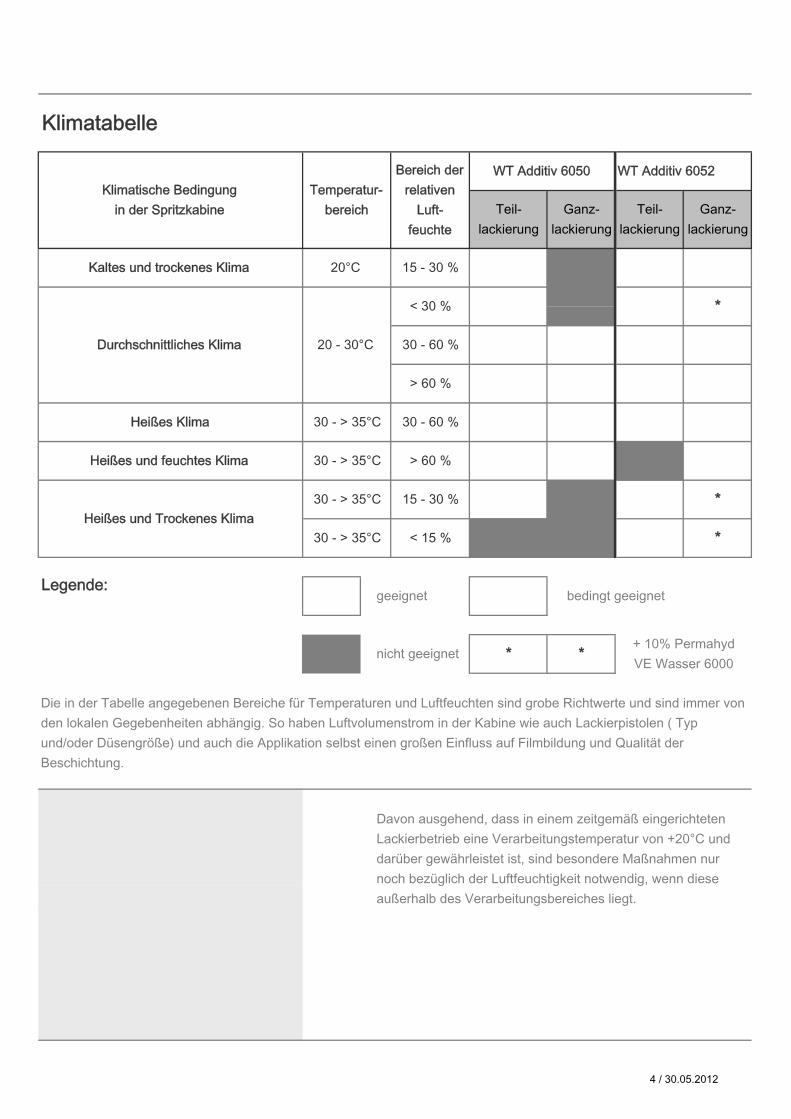
Legende:
Heißes und feuchtes Klima
Davon ausgehend, dass in einem zeitgemäß eingerichteten Lackierbetrieb eine Verarbeitungstemperatur von +20°C und darüber gewährleistet ist, sind besondere Maßnahmen nur noch bezüglich der Luftfeuchtigkeit notwendig, wenn diese außerhalb des Verarbeitungsbereiches liegt.
30 - > 35°C
30 - > 35°C *
*
Klimatabelle
Bereich derrelativen
Luft-feuchte
WT Additiv 6050
Teil-lackierung
Ganz-lackierung
Klimatische Bedingungin der Spritzkabine
Temperatur-bereich Ganz-
lackierungTeil-
lackierung
WT Additiv 6052
15 - 30 %
> 60 %
15 - 30 %
< 15 %
< 30 %
Die in der Tabelle angegebenen Bereiche für Temperaturen und Luftfeuchten sind grobe Richtwerte und sind immer von den lokalen Gegebenheiten abhängig. So haben Luftvolumenstrom in der Kabine wie auch Lackierpistolen ( Typ und/oder Düsengröße) und auch die Applikation selbst einen großen Einfluss auf Filmbildung und Qualität der Beschichtung.
30 - > 35°C
Kaltes und trockenes Klima 20°C
Heißes und Trockenes Klima
20 - 30°C Durchschnittliches Klima
Heißes Klima 30 - > 35°C
30 - 60 %
> 60 %
30 - 60 %
*
bedingt geeignet
nicht geeignet * * + 10% PermahydVE Wasser 6000
geeignet
4 / 30.05.2012
·
· Ofentrocknung
· Infrarottrocknung
Maßnahmen bei zu hoher relativer Luftfeuchtigkeit:
Als Folge von zu hoher Luftfeuchtigkeit können Farbtonabweichungen, Wolkenbildung bei Metallicfarbtönen und mangelndes Standvermögen an senkrechter Fläche auftreten. Abhilfe schaffen können Temperaturerhöhungen in der Spritzkabine, soweit dies für den Verarbeiter vertretbar ist.Ausschließlich Permahyd® WT Additiv 6050 einsetzen.
Folgen von zu niedriger Luftfeuchtigkeit sind erhöhte Spritznebelentwicklung und verschlechterte Spritznebelaufnahme. Abhilfe schaffen kann, falls möglich, ein Absenken der Verarbeitungstemperatur, jedoch dürfen +18°C nicht unterschritten werden.Ausschließlich Permahyd® WT Additiv 6052 einsetzen.
Maßnahmen bei zu niedriger relativer Luftfeuchtigkeit:
Beschleunigte Abführung von feuchtigkeitsbeladener Luft durch Anblasen mit variablen und stationären Luftbeschleunigungssystemen mit und ohne Trocknung (Hand- oder Standgeräte, Deckensysteme)
Die Ablüftzeiten zwischen Spritzgängen und Endablüft- bzw. Überarbeitungszeiten werden bei wasserverdünnbaren Produkten negativ beeinflusst durch niedrige Temperaturen und hohe Luftfeuchtigkeit. Die Trocknung zwischen den einzelnen Spritzgängen bzw. vor der weiteren Überarbeitung kann beschleunigt werden durch:
Ablüftzeiten undÜberarbeitungszeiten.
5 / 30.05.2012
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.A member of DuPontPerformance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
6 / 30.05.2012
Anwendungstechnische Information.
·· Gute Verlaufseigenschaften
· Brillantes Oberflächen-Finish
· Für großflächige Matt Lackierungen geeignet(mit Permasolid® Matt Komponente MA 110)
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8030 / 01
Variable Einsatzmöglichkeit mitPermasolid® HS Härtern und Permasolid® VHS Härtern
Permasolid® HS Klarlack 8030.
Permasolid® HS Klarlack 8030 ist ein VOC konformer,hochwertiger High Solid Klarlack.
1 / 25.03.2013
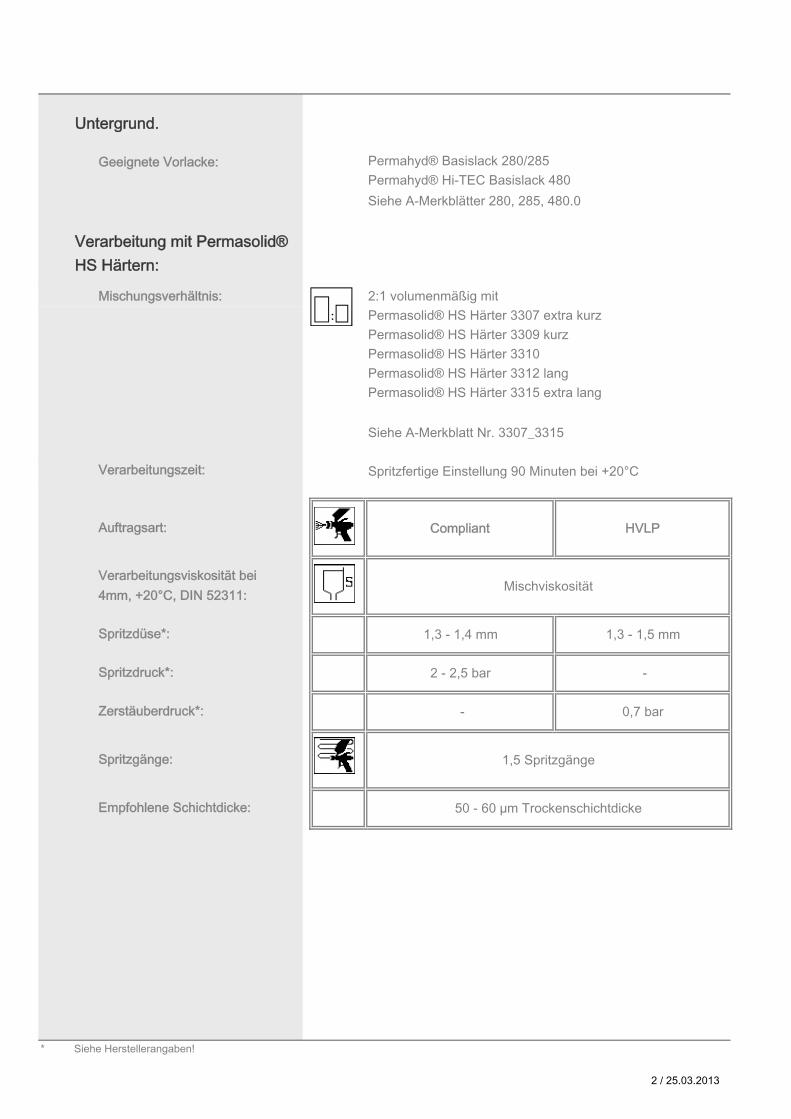
Untergrund.
Geeignete Vorlacke: Permahyd® Basislack 280/285Permahyd® Hi-TEC Basislack 480
Mischungsverhältnis: 2:1 volumenmäßig mitPermasolid® HS Härter 3307 extra kurzPermasolid® HS Härter 3309 kurzPermasolid® HS Härter 3310Permasolid® HS Härter 3312 langPermasolid® HS Härter 3315 extra lang
Verarbeitungszeit:
* Siehe Herstellerangaben!
Verarbeitung mit Permasolid® HS Härtern:
Verarbeitungsviskosität bei 4mm, +20°C, DIN 52311:
Spritzdüse*: 1,3 - 1,4 mm 1,3 - 1,5 mm
Mischviskosität
Zerstäuberdruck*:
Spritzgänge:
Empfohlene Schichtdicke:
1,5 Spritzgänge
50 - 60 µm Trockenschichtdicke
Compliant HVLP
Spritzfertige Einstellung 90 Minuten bei +20°C
Siehe A-Merkblätter 280, 285, 480.0
Auftragsart:
Siehe A-Merkblatt Nr. 3307_3315
-2 - 2,5 bar
0,7 bar -
Spritzdruck*:
2 / 25.03.2013
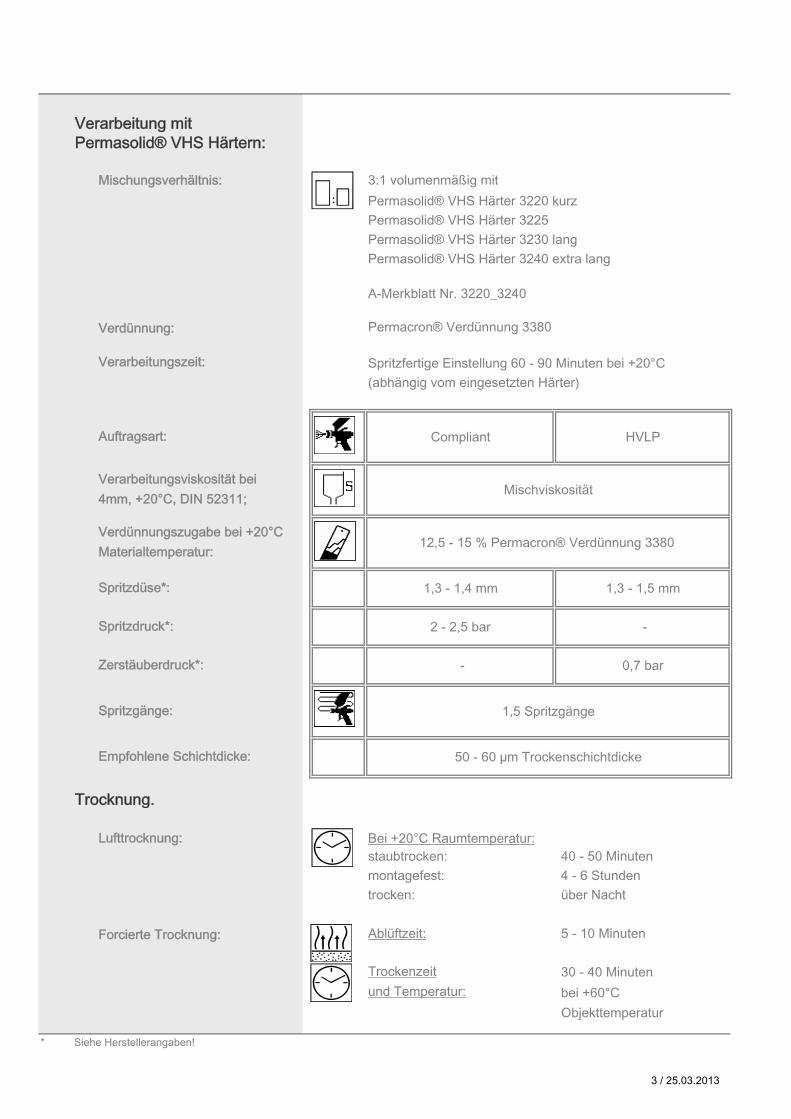
Verarbeitung mitPermasolid® VHS Härtern:
Mischungsverhältnis: 3:1 volumenmäßig mitPermasolid® VHS Härter 3220 kurzPermasolid® VHS Härter 3225Permasolid® VHS Härter 3230 langPermasolid® VHS Härter 3240 extra lang
A-Merkblatt Nr. 3220_3240
Verdünnung: Permacron® Verdünnung 3380
Verarbeitungszeit:(abhängig vom eingesetzten Härter)
Trocknung.
Lufttrocknung:staubtrocken: 40 - 50 Minutenmontagefest: 4 - 6 Stundentrocken: über Nacht
Forcierte Trocknung: 5 - 10 Minuten
30 - 40 Minuten
* Siehe Herstellerangaben!
Verdünnungszugabe bei +20°C Materialtemperatur:
Auftragsart:
Verarbeitungsviskosität bei 4mm, +20°C, DIN 52311;
Spritzfertige Einstellung 60 - 90 Minuten bei +20°C
Compliant HVLP
Empfohlene Schichtdicke: 50 - 60 µm Trockenschichtdicke
-
0,7 bar
Spritzgänge: 1,5 Spritzgänge
Zerstäuberdruck*: -
1,3 - 1,4 mm
Spritzdruck*: 2 - 2,5 bar
1,3 - 1,5 mm
Mischviskosität
12,5 - 15 % Permacron® Verdünnung 3380
Trockenzeitund Temperatur:
Ablüftzeit:
Bei +20°C Raumtemperatur:
bei +60°C Objekttemperatur
Spritzdüse*:
3 / 25.03.2013
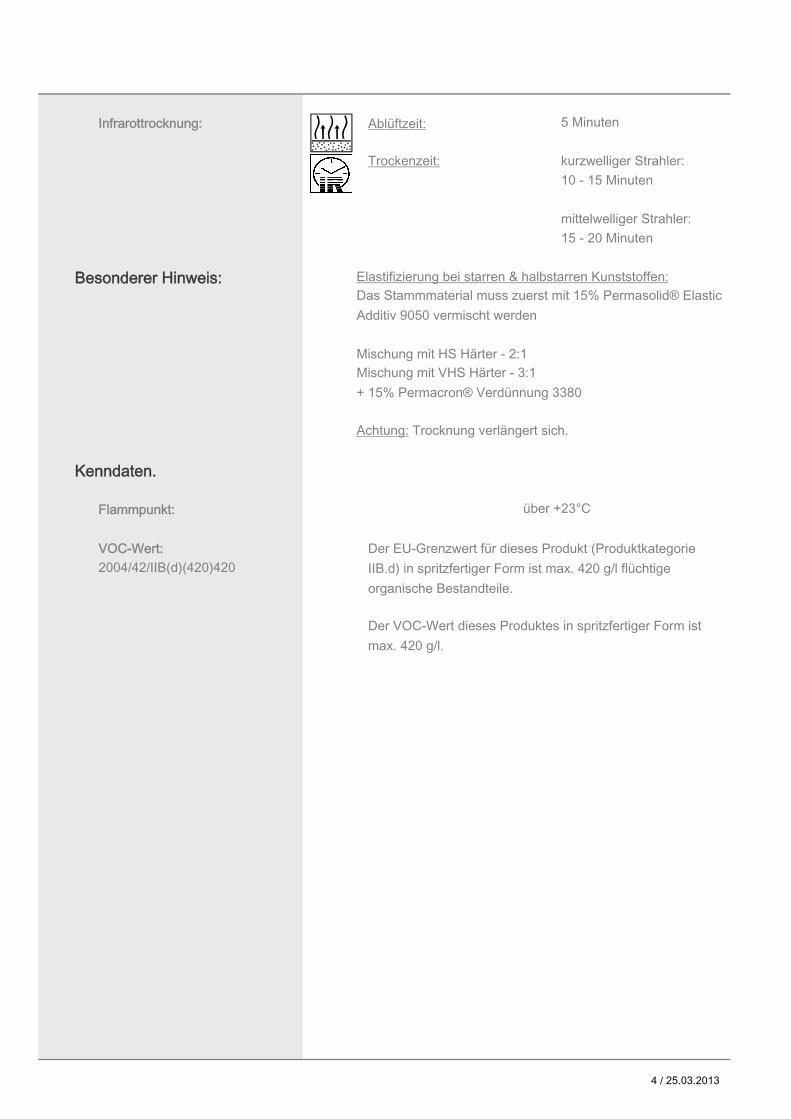
Infrarottrocknung: 5 Minuten
kurzwelliger Strahler:10 - 15 Minuten
mittelwelliger Strahler:15 - 20 Minuten
Besonderer Hinweis: Elastifizierung bei starren & halbstarren Kunststoffen:
Achtung: Trocknung verlängert sich.
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
über +23°C
Mischung mit HS Härter - 2:1Mischung mit VHS Härter - 3:1+ 15% Permacron® Verdünnung 3380
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden
Trockenzeit:
Ablüftzeit:
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
4 / 25.03.2013
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
5 / 25.03.2013
Anwendungstechnische Information.
· Rationelle und einfache Verarbeitung in 1,5 Spritzgängen
· Variable Einsatzmöglichkeit mit Permasolid® HS Härtern und Permasolid® VHS Härtern
· Gute Verlaufseigenschaften
· Einfache Polierbarkeit
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8035 / 01
Permasolid® HS Klarlack 8035.
Permasolid® HS Klarlack 8035 ist ein VOC-konformer,hochwertiger und produktiver High Solid Klarlack.
1 / 28.08.2012
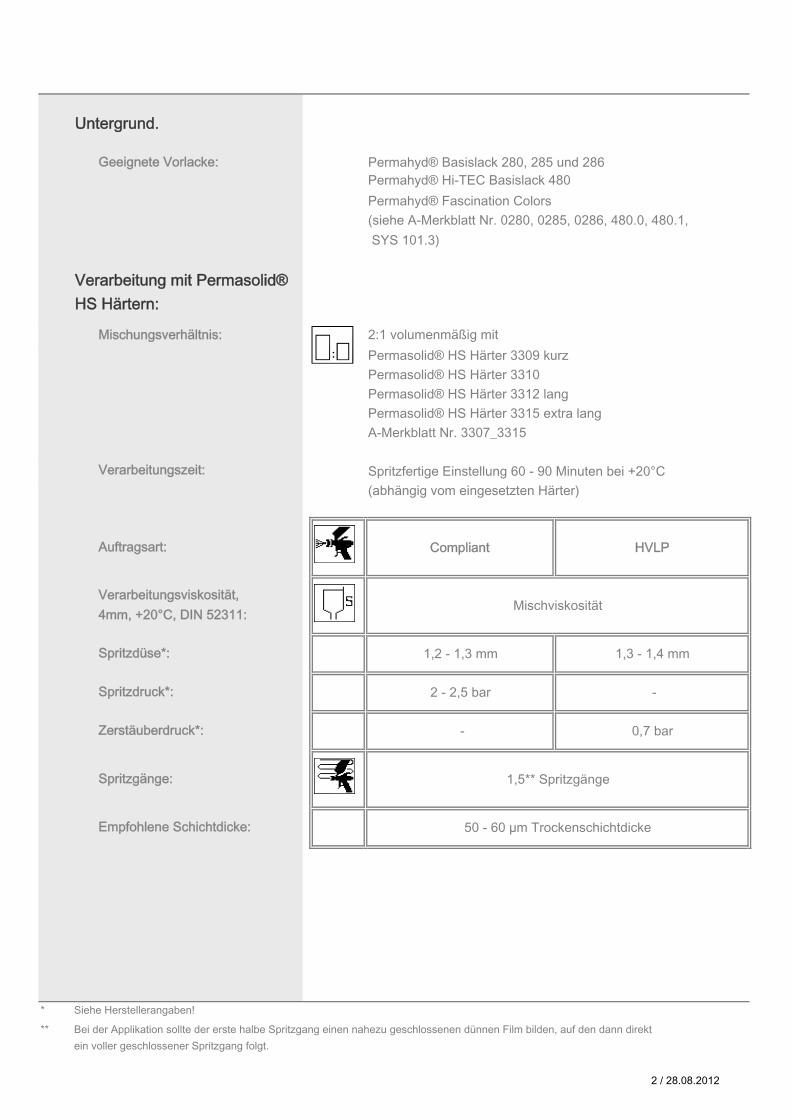
Untergrund.
Geeignete Vorlacke:Permahyd® Hi-TEC Basislack 480
Mischungsverhältnis: 2:1 volumenmäßig mitPermasolid® HS Härter 3309 kurzPermasolid® HS Härter 3310Permasolid® HS Härter 3312 langPermasolid® HS Härter 3315 extra langA-Merkblatt Nr. 3307_3315
Verarbeitungszeit:(abhängig vom eingesetzten Härter)
* Siehe Herstellerangaben!
**
Permahyd® Basislack 280, 285 und 286
(siehe A-Merkblatt Nr. 0280, 0285, 0286, 480.0, 480.1, SYS 101.3)
Spritzdüse*:
Bei der Applikation sollte der erste halbe Spritzgang einen nahezu geschlossenen dünnen Film bilden, auf den dann direktein voller geschlossener Spritzgang folgt.
0,7 bar
Permahyd® Fascination Colors
Empfohlene Schichtdicke: 50 - 60 µm Trockenschichtdicke
Zerstäuberdruck*:
Auftragsart:
-
Verarbeitungsviskosität,4mm, +20°C, DIN 52311:
Spritzdruck*: 2 - 2,5 bar
1,2 - 1,3 mm
Spritzfertige Einstellung 60 - 90 Minuten bei +20°C
1,5** Spritzgänge
Compliant HVLP
Mischviskosität
1,3 - 1,4 mm
-
Verarbeitung mit Permasolid® HS Härtern:
Spritzgänge:
2 / 28.08.2012
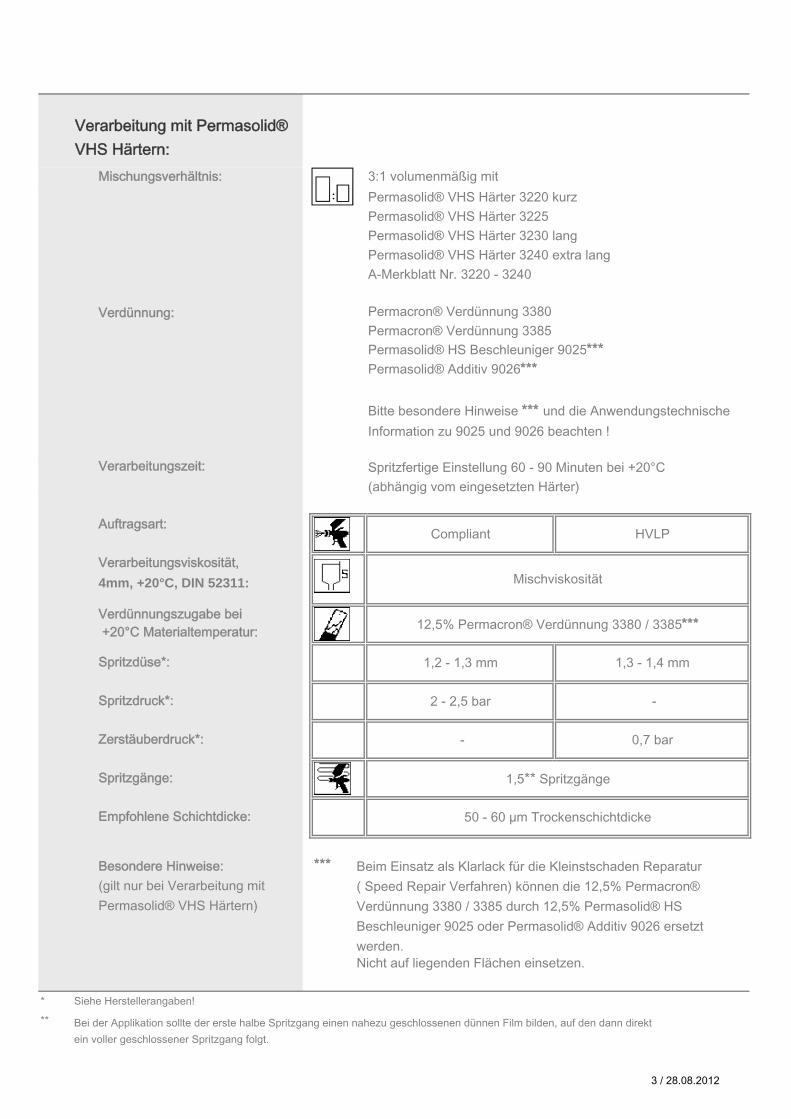
Mischungsverhältnis: 3:1 volumenmäßig mitPermasolid® VHS Härter 3220 kurzPermasolid® VHS Härter 3225Permasolid® VHS Härter 3230 langPermasolid® VHS Härter 3240 extra langA-Merkblatt Nr. 3220 - 3240
Verdünnung: Permacron® Verdünnung 3380Permacron® Verdünnung 3385Permasolid® HS Beschleuniger 9025***Permasolid® Additiv 9026***
Verarbeitungszeit:(abhängig vom eingesetzten Härter)
Auftragsart:
Verarbeitungsviskosität,4mm, +20°C, DIN 52311:
Verdünnungszugabe bei +20°C Materialtemperatur:
Besondere Hinweise: ***
Nicht auf liegenden Flächen einsetzen.
* Siehe Herstellerangaben!
**
12,5% Permacron® Verdünnung 3380 / 3385***
Bitte besondere Hinweise *** und die Anwendungstechnische Information zu 9025 und 9026 beachten !
Compliant HVLP
Mischviskosität
Bei der Applikation sollte der erste halbe Spritzgang einen nahezu geschlossenen dünnen Film bilden, auf den dann direktein voller geschlossener Spritzgang folgt.
(gilt nur bei Verarbeitung mit Permasolid® VHS Härtern)
Spritzfertige Einstellung 60 - 90 Minuten bei +20°C
1,2 - 1,3 mm 1,3 - 1,4 mm
1,5** Spritzgänge
- 0,7 bar
2 - 2,5 bar -
Beim Einsatz als Klarlack für die Kleinstschaden Reparatur ( Speed Repair Verfahren) können die 12,5% Permacron® Verdünnung 3380 / 3385 durch 12,5% Permasolid® HS Beschleuniger 9025 oder Permasolid® Additiv 9026 ersetzt werden.
50 - 60 µm Trockenschichtdicke
Verarbeitung mit Permasolid® VHS Härtern:
Spritzgänge:
Empfohlene Schichtdicke:
Zerstäuberdruck*:
Spritzdüse*:
Spritzdruck*:
3 / 28.08.2012
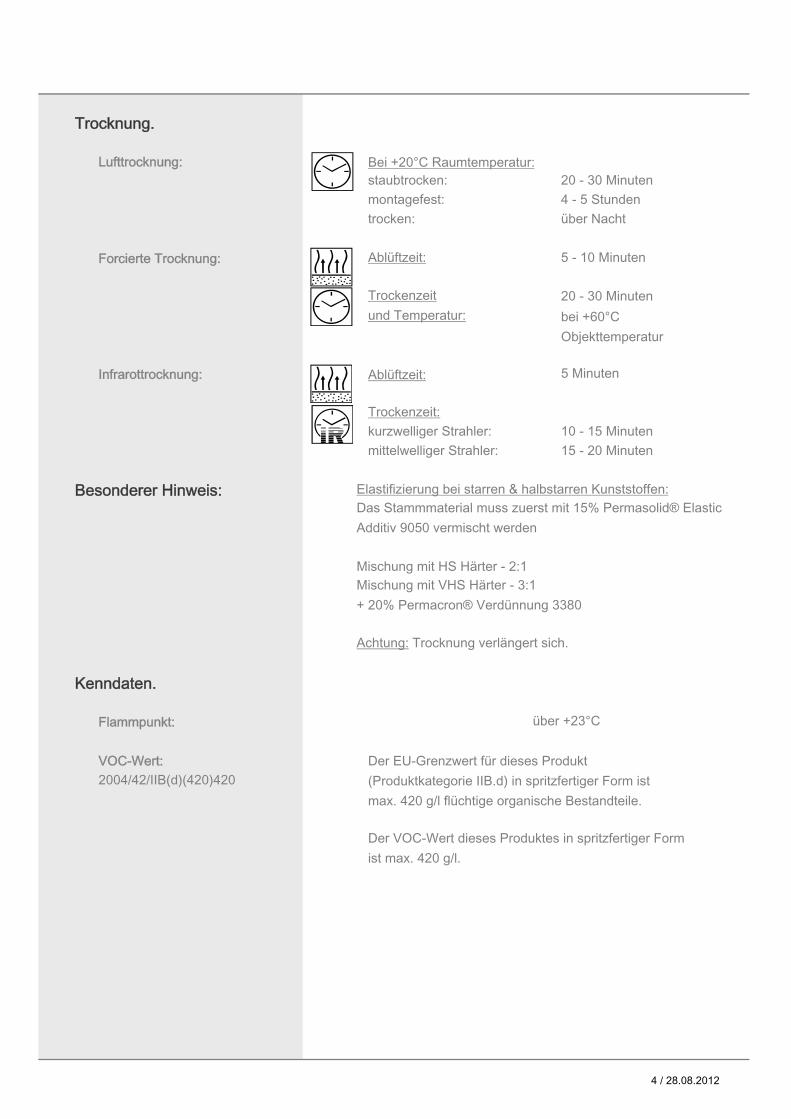
Trocknung.
Lufttrocknung:staubtrocken: 20 - 30 Minutenmontagefest: 4 - 5 Stundentrocken: über Nacht
Forcierte Trocknung: 5 - 10 Minuten
20 - 30 Minuten
Infrarottrocknung: 5 Minuten
kurzwelliger Strahler: 10 - 15 Minutenmittelwelliger Strahler: 15 - 20 Minuten
Besonderer Hinweis: Elastifizierung bei starren & halbstarren Kunststoffen:
Achtung: Trocknung verlängert sich.
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
über +23°C
Ablüftzeit:
Mischung mit VHS Härter - 3:1+ 20% Permacron® Verdünnung 3380
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden
Mischung mit HS Härter - 2:1
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
Trockenzeit:
Bei +20°C Raumtemperatur:
bei +60°C Objekttemperatur
Ablüftzeit:
Trockenzeitund Temperatur:
4 / 28.08.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
A member of DuPontPerformance Coatings.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
5 / 28.08.2012
Anwendungstechnische Information.
· Hohe mechanische und chemische Widerstandsfähigkeit
· Einfaches Handling
· Beständiger Glanz
· Sehr gute Polierbarkeit
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8450 / 02
Permasolid® HS Diamant Klarlack 8450.
Der Permasolid® HS Diamant Klarlack 8450 ist ein VOC-konformer High Solid Klarlack. Er wird für die Reparatur von Fahrzeugen eingesetzt, die mit kratzbeständigeren Autoserien-Klarlacken lackiert sind.
1 / 30.08.2012
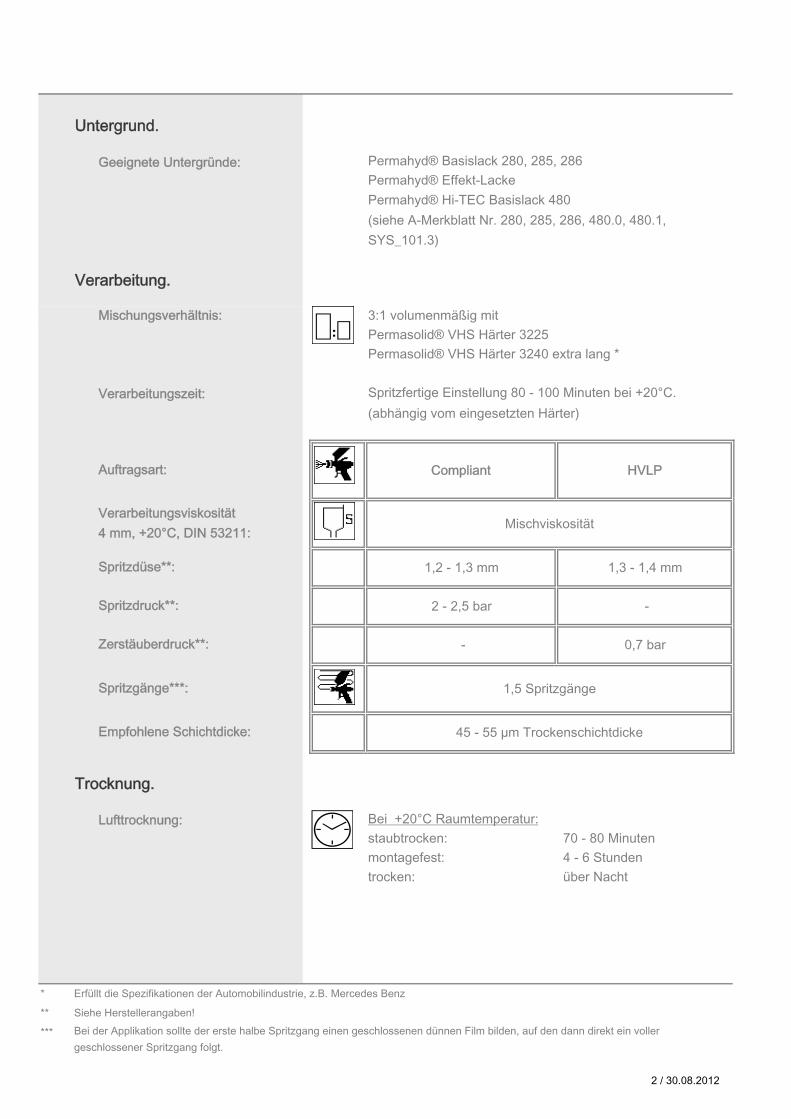
Permahyd® Basislack 280, 285, 286Permahyd® Effekt-Lacke
Mischungsverhältnis: 3:1 volumenmäßig mit Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3240 extra lang *
Verarbeitungszeit: Spritzfertige Einstellung 80 - 100 Minuten bei +20°C. (abhängig vom eingesetzten Härter)
Lufttrocknung: Bei +20°C Raumtemperatur:staubtrocken: 70 - 80 Minutenmontagefest: 4 - 6 Stundentrocken: über Nacht
* Erfüllt die Spezifikationen der Automobilindustrie, z.B. Mercedes Benz
** Siehe Herstellerangaben!
***
Zerstäuberdruck**:
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Spritzdüse**:
Spritzdruck**:
Spritzgänge***:
Empfohlene Schichtdicke:
1,2 - 1,3 mm 1,3 - 1,4 mm
Mischviskosität
Compliant HVLP
Geeignete Untergründe:
Untergrund.
Verarbeitung.
2 - 2,5 bar -
- 0,7 bar
Bei der Applikation sollte der erste halbe Spritzgang einen geschlossenen dünnen Film bilden, auf den dann direkt ein voller geschlossener Spritzgang folgt.
Trocknung.
Permahyd® Hi-TEC Basislack 480 (siehe A-Merkblatt Nr. 280, 285, 286, 480.0, 480.1, SYS_101.3)
1,5 Spritzgänge
45 - 55 µm Trockenschichtdicke
2 / 30.08.2012
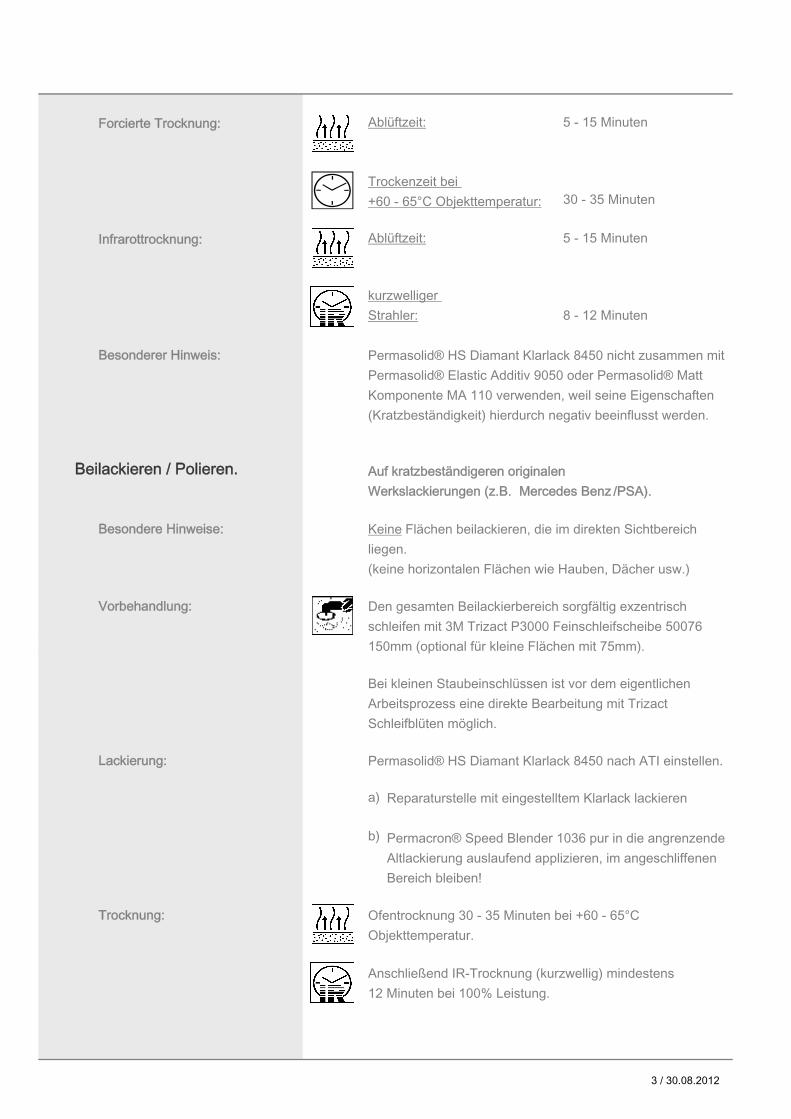
Forcierte Trocknung: Ablüftzeit: 5 - 15 Minuten
30 - 35 Minuten
Infrarottrocknung: Ablüftzeit: 5 - 15 Minuten
8 - 12 Minuten
Besonderer Hinweis:
Beilackieren / Polieren.
Besondere Hinweise:
Vorbehandlung:
Lackierung:
a) Reparaturstelle mit eingestelltem Klarlack lackieren
b)
Trocknung:
Permasolid® HS Diamant Klarlack 8450 nicht zusammen mit Permasolid® Elastic Additiv 9050 oder Permasolid® Matt Komponente MA 110 verwenden, weil seine Eigenschaften (Kratzbeständigkeit) hierdurch negativ beeinflusst werden.
Keine Flächen beilackieren, die im direkten Sichtbereich liegen. (keine horizontalen Flächen wie Hauben, Dächer usw.)
Trockenzeit bei +60 - 65°C Objekttemperatur:
Auf kratzbeständigeren originalenWerkslackierungen (z.B. Mercedes Benz /PSA).
Ofentrocknung 30 - 35 Minuten bei +60 - 65°C Objekttemperatur.
Den gesamten Beilackierbereich sorgfältig exzentrisch schleifen mit 3M Trizact P3000 Feinschleifscheibe 50076 150mm (optional für kleine Flächen mit 75mm).
Bei kleinen Staubeinschlüssen ist vor dem eigentlichen Arbeitsprozess eine direkte Bearbeitung mit Trizact Schleifblüten möglich.
Anschließend IR-Trocknung (kurzwellig) mindestens12 Minuten bei 100% Leistung.
kurzwelliger Strahler:
Permacron® Speed Blender 1036 pur in die angrenzende Altlackierung auslaufend applizieren, im angeschliffenen Bereich bleiben!
Permasolid® HS Diamant Klarlack 8450 nach ATI einstellen.
3 / 30.08.2012
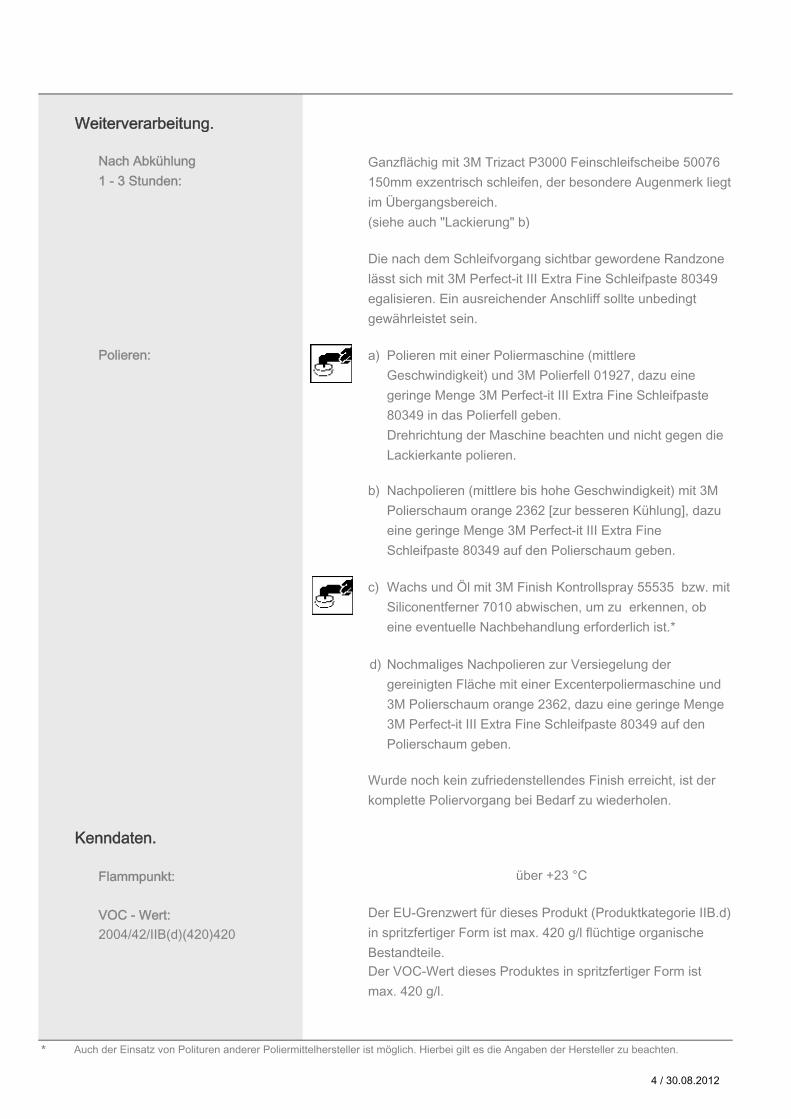
Weiterverarbeitung.
Polieren: a)
b)
c)
d)
Kenndaten.
Flammpunkt:
VOC - Wert:2004/42/IIB(d)(420)420
*
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Wachs und Öl mit 3M Finish Kontrollspray 55535 bzw. mit Siliconentferner 7010 abwischen, um zu erkennen, ob eine eventuelle Nachbehandlung erforderlich ist.*
Polieren mit einer Poliermaschine (mittlere Geschwindigkeit) und 3M Polierfell 01927, dazu eine geringe Menge 3M Perfect-it III Extra Fine Schleifpaste 80349 in das Polierfell geben. Drehrichtung der Maschine beachten und nicht gegen die Lackierkante polieren.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
über +23 °C
Nochmaliges Nachpolieren zur Versiegelung der gereinigten Fläche mit einer Excenterpoliermaschine und 3M Polierschaum orange 2362, dazu eine geringe Menge 3M Perfect-it III Extra Fine Schleifpaste 80349 auf den Polierschaum geben.
Auch der Einsatz von Polituren anderer Poliermittelhersteller ist möglich. Hierbei gilt es die Angaben der Hersteller zu beachten.
Wurde noch kein zufriedenstellendes Finish erreicht, ist der komplette Poliervorgang bei Bedarf zu wiederholen.
Nachpolieren (mittlere bis hohe Geschwindigkeit) mit 3M Polierschaum orange 2362 [zur besseren Kühlung], dazu eine geringe Menge 3M Perfect-it III Extra Fine Schleifpaste 80349 auf den Polierschaum geben.
Die nach dem Schleifvorgang sichtbar gewordene Randzone lässt sich mit 3M Perfect-it III Extra Fine Schleifpaste 80349 egalisieren. Ein ausreichender Anschliff sollte unbedingt gewährleistet sein.
Nach Abkühlung1 - 3 Stunden:
Ganzflächig mit 3M Trizact P3000 Feinschleifscheibe 50076 150mm exzentrisch schleifen, der besondere Augenmerk liegt im Übergangsbereich.(siehe auch "Lackierung" b)
4 / 30.08.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
A member of DuPontPerformance Coatings.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
5 / 30.08.2012
·· Hohe Standfestigkeit
· Gute Durchtrocknung
· Nach Trocknung gute Endhärte
· Guter Glanz und Fülle
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8055 / 03
Anwendungstechnische Information.
Der Permasolid® HS Klarlack 8055 ist ein hochglänzender, VOC-konformer High-Solid Klarlack.
Flexible und einfache Verarbeitung möglich in 1,5 (bevorzugt)oder 2 Spritzgängen
Permasolid®HS Klarlack 8055
1 / 28.08.2012
Untergrund.
Geeignete Untergründe: Permahyd® Basislack 280, 285 und 286Permahyd® Hi-TEC Basislack 480Permahyd® Fascination Colors
Verarbeitung.
Mischungsverhältnis: 3:1 volumenmäßig mit Permasolid® VHS Härter 3220 kurzPermasolid® VHS Härter 3225Permasolid® VHS Härter 3230 langPermasolid® VHS Härter 3240 extra lang
Additiv: Permasolid® HS Klarlack Additiv 9034Permasolid® HS Beschleuniger 9025***Permasolid® Additiv 9026***
Verarbeitungszeit: Spritzfertige Einstellung 60 - 120 Minuten bei +20°C. (abhängig vom eingesetzten Härter)
Die Auswahl des Härters ist abhängig von Temperatur und Objektgröße.
(siehe A-Merkblatt Nr. 0280, 0285, 0286, 480.0, 480.1, SYS 101.3)
Bitte besondere Hinweise *** und die Anwendungstechnische Information zu 9025 und 9026 beachten !
2 / 28.08.2012
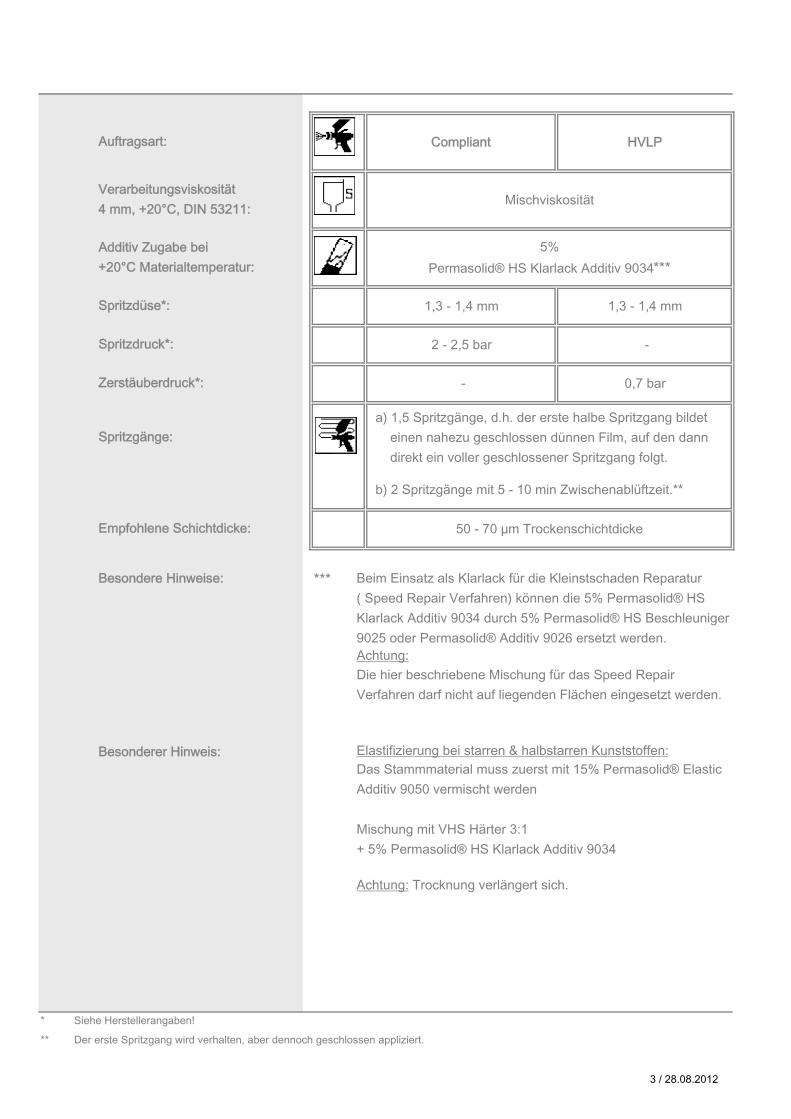
Besondere Hinweise: ***
Achtung:
Besonderer Hinweis:
Achtung: Trocknung verlängert sich.
* Siehe Herstellerangaben!
** Der erste Spritzgang wird verhalten, aber dennoch geschlossen appliziert.
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Additiv Zugabe bei +20°C Materialtemperatur:
b) 2 Spritzgänge mit 5 - 10 min Zwischenablüftzeit.**
Elastifizierung bei starren & halbstarren Kunststoffen:Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden
Die hier beschriebene Mischung für das Speed Repair Verfahren darf nicht auf liegenden Flächen eingesetzt werden.
Mischviskosität
1,3 - 1,4 mm
a) 1,5 Spritzgänge, d.h. der erste halbe Spritzgang bildet einen nahezu geschlossen dünnen Film, auf den dann direkt ein voller geschlossener Spritzgang folgt.
2 - 2,5 bar
5%Permasolid® HS Klarlack Additiv 9034***
50 - 70 µm Trockenschichtdicke
Auftragsart: Compliant HVLP
-
- 0,7 bar
1,3 - 1,4 mm
Beim Einsatz als Klarlack für die Kleinstschaden Reparatur ( Speed Repair Verfahren) können die 5% Permasolid® HS Klarlack Additiv 9034 durch 5% Permasolid® HS Beschleuniger 9025 oder Permasolid® Additiv 9026 ersetzt werden.
Mischung mit VHS Härter 3:1+ 5% Permasolid® HS Klarlack Additiv 9034
Spritzgänge:
Empfohlene Schichtdicke:
Spritzdüse*:
Spritzdruck*:
Zerstäuberdruck*:
3 / 28.08.2012
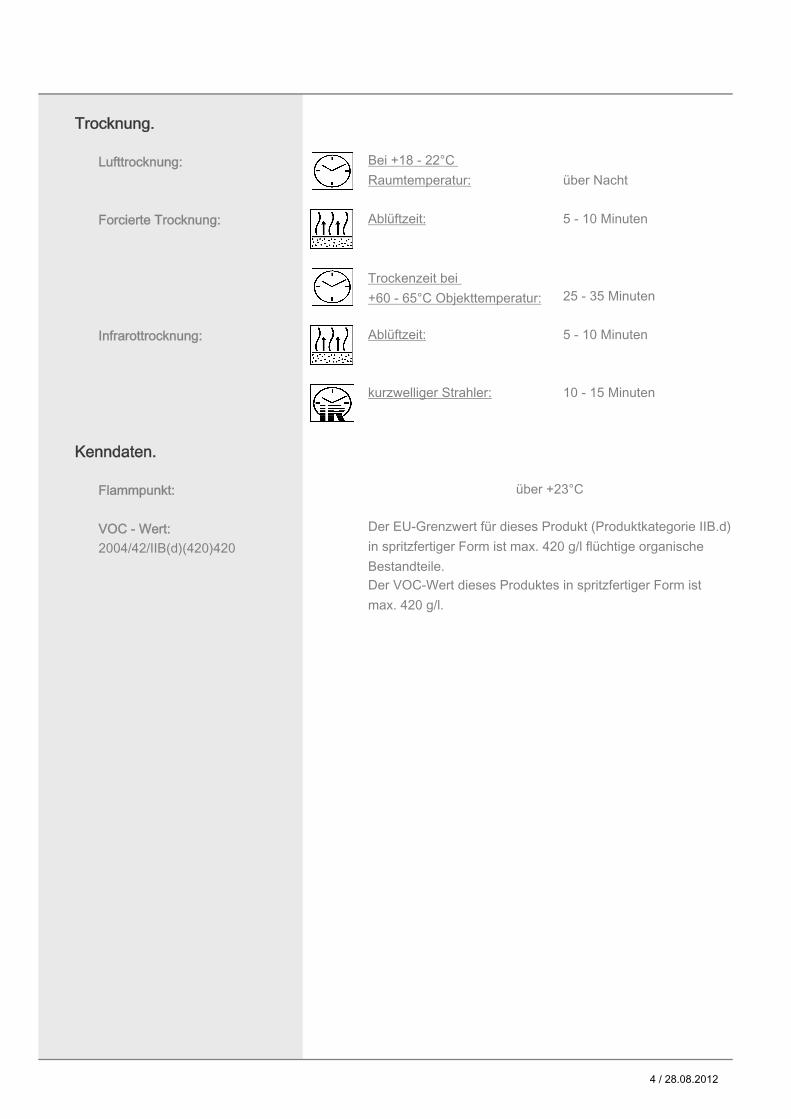
Trocknung.
Lufttrocknung:über Nacht
Forcierte Trocknung: Ablüftzeit: 5 - 10 Minuten
25 - 35 Minuten
Infrarottrocknung: Ablüftzeit: 5 - 10 Minuten
kurzwelliger Strahler: 10 - 15 Minuten
Kenndaten.
Flammpunkt:
VOC - Wert:2004/42/IIB(d)(420)420
Bei +18 - 22°C Raumtemperatur:
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
Trockenzeit bei +60 - 65°C Objekttemperatur:
über +23°C
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
4 / 28.08.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
A member of DuPontPerformance Coatings.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
5 / 28.08.2012
Anwendungstechnische Information.
· Flexible und produktive Verarbeitung möglich
· Sehr schnelle Trocknung
· Schnelle und einfache Polierbarkeit
·
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 8650 / 05
Permasolid® HS Optimum Plus Klarlack 8650.
Permasolid® HS Optimum Plus Klarlack 8650 ist ein hochwertigerVOC-konformer High-Solid Klarlack.Optimale Verarbeitung auch bei ungünstigen Kabinenbedingungen,z.B. geringere Trocknungstemperatur.
Einsatz von Permasolid® HS Beschleuniger 9025 /Permasolid® Additiv 9026 möglich
1 / 28.08.2012
Geeignete Basislacke: Permahyd® Hi-TEC Basislack 480Permahyd® Basislack 280/285 Permahyd® Fascination Colors und Effekt Basislacke
Mischungsverhältnis: 3:1 volumenmäßig mitPermasolid® VHS Härter 3220 kurz Permasolid® VHS Härter 3225 Permasolid® VHS Härter 3230 lang Permasolid® VHS Härter 3240 extra lang
Verdünnung: Permacron® Verdünnung 3380Permacron® Verdünnung 3385 langPermasolid® HS Beschleuniger 9025***Permasolid® Additiv 9026***
Verarbeitungszeit: Spritzfertige Einstellung 45 - 60 Minuten bei +20°C(abhängig vom eingesetzten Härter)
Verarbeitung.
Untergrund.
(siehe A-Merkblatt Nr. 280, 285, 286, 480.0, 480.1, SYS 101.3)
Bitte besondere Hinweise *** und die Anwendungstechnische Information zu 9025 und 9026 beachten !
2 / 28.08.2012
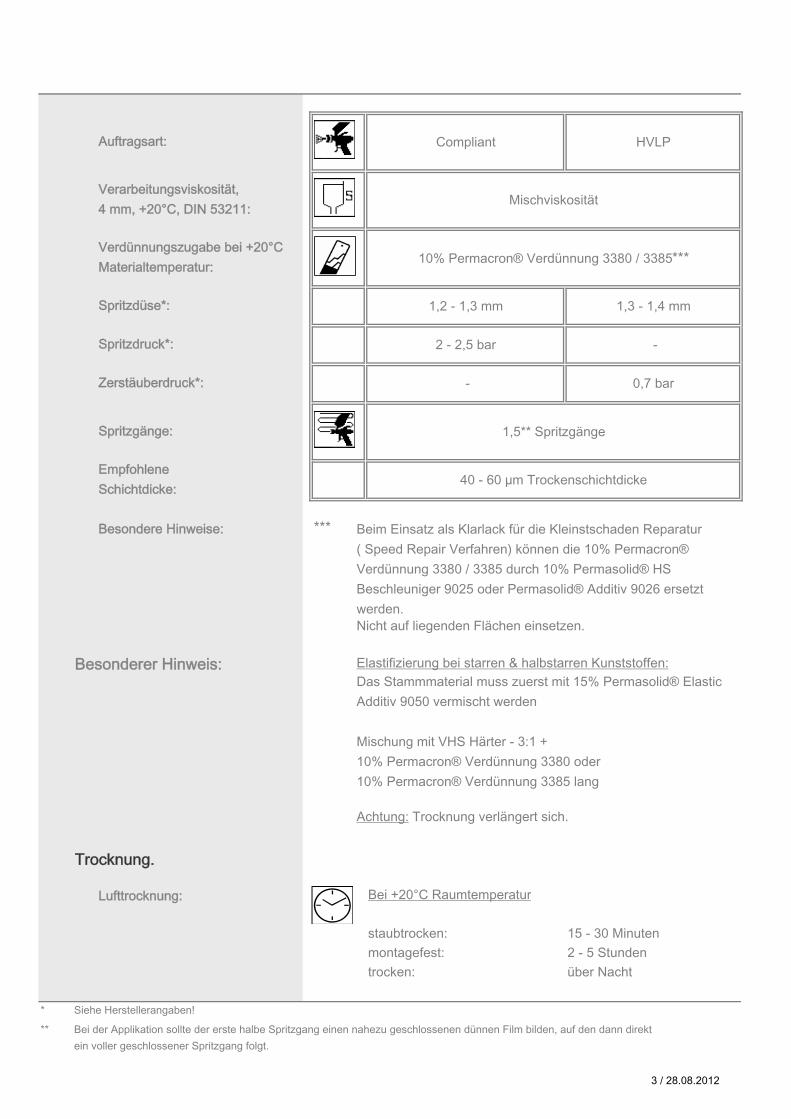
Besondere Hinweise: ***
Nicht auf liegenden Flächen einsetzen.
Besonderer Hinweis: Elastifizierung bei starren & halbstarren Kunststoffen:
Achtung: Trocknung verlängert sich.
Lufttrocknung: Bei +20°C Raumtemperatur
staubtrocken: 15 - 30 Minutenmontagefest: 2 - 5 Stundentrocken: über Nacht
* Siehe Herstellerangaben!
**
Trocknung.
- 0,7 bar
Das Stammmaterial muss zuerst mit 15% Permasolid® Elastic Additiv 9050 vermischt werden
Spritzdüse*:
Spritzdruck*:
1,2 - 1,3 mm
1,5** Spritzgänge
Beim Einsatz als Klarlack für die Kleinstschaden Reparatur ( Speed Repair Verfahren) können die 10% Permacron® Verdünnung 3380 / 3385 durch 10% Permasolid® HS Beschleuniger 9025 oder Permasolid® Additiv 9026 ersetzt werden.
Verarbeitungsviskosität,4 mm, +20°C, DIN 53211:
Auftragsart: Compliant HVLP
Bei der Applikation sollte der erste halbe Spritzgang einen nahezu geschlossenen dünnen Film bilden, auf den dann direktein voller geschlossener Spritzgang folgt.
1,3 - 1,4 mm
2 - 2,5 bar
40 - 60 µm Trockenschichtdicke
-
Mischviskosität
Mischung mit VHS Härter - 3:1 +10% Permacron® Verdünnung 3380 oder10% Permacron® Verdünnung 3385 lang
Zerstäuberdruck*:
Verdünnungszugabe bei +20°C Materialtemperatur: 10% Permacron® Verdünnung 3380 / 3385***
Empfohlene Schichtdicke:
Spritzgänge:
3 / 28.08.2012
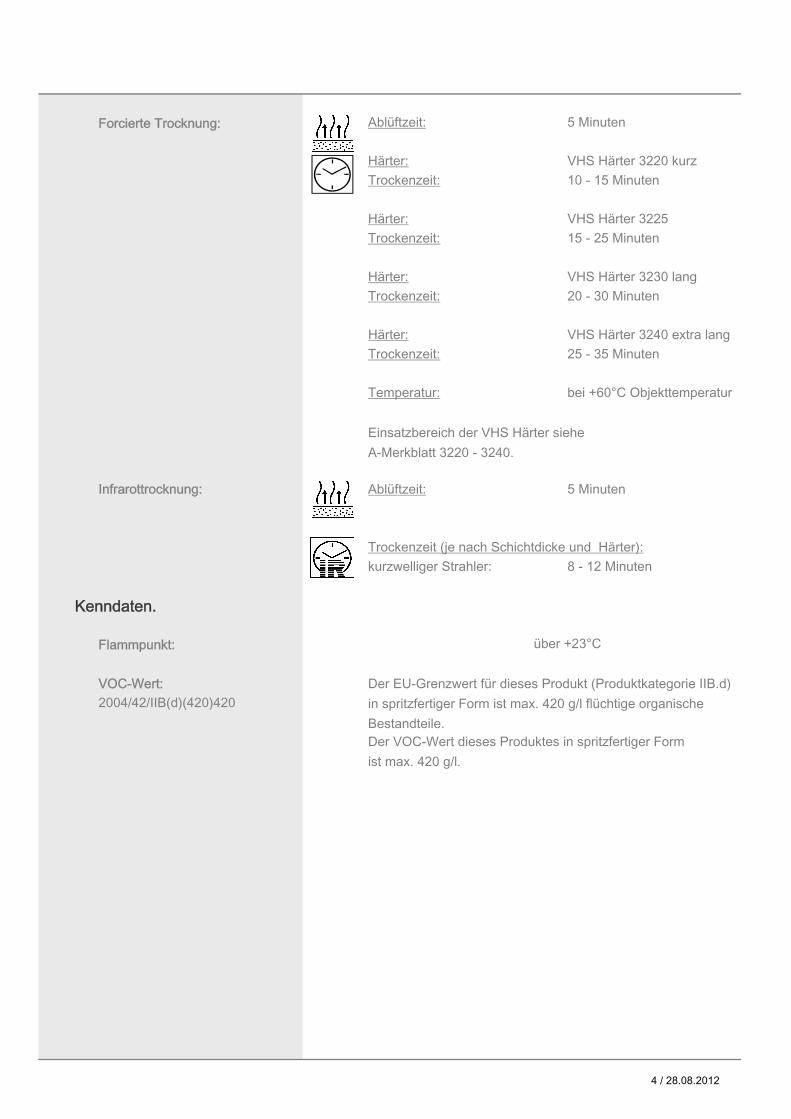
Forcierte Trocknung: Ablüftzeit: 5 Minuten
Härter: VHS Härter 3220 kurzTrockenzeit: 10 - 15 Minuten
Härter: VHS Härter 3225Trockenzeit: 15 - 25 Minuten
Härter: VHS Härter 3230 langTrockenzeit: 20 - 30 Minuten
Härter: VHS Härter 3240 extra langTrockenzeit: 25 - 35 Minuten
Temperatur: bei +60°C Objekttemperatur
Infrarottrocknung: Ablüftzeit: 5 Minuten
Trockenzeit (je nach Schichtdicke und Härter):kurzwelliger Strahler: 8 - 12 Minuten
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(d)(420)420
über +23°C
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 420 g/l.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.d) in spritzfertiger Form ist max. 420 g/l flüchtige organische Bestandteile.
Einsatzbereich der VHS Härter siehe A-Merkblatt 3220 - 3240.
4 / 28.08.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPontPerformance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
5 / 28.08.2012
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 3220_3240 / 00
Permasolid® VHS Härter.
Permasolid® VHS Härter sind die passenden Härter für unsere High-Solid Produkte.
3220 kurz32253230 lang
Ihr hoher Festkörperanteil ermöglicht eine wirtschaftliche und umweltschonende Verarbeitung.
3240 extra lang
Durch die Auswahl von vier Varianten passen sie sich allen Lackierbedingungen optimal an und gewährleisten so eine sehr hohe Verarbeitungssicherheit.
1 / 16.02.2011
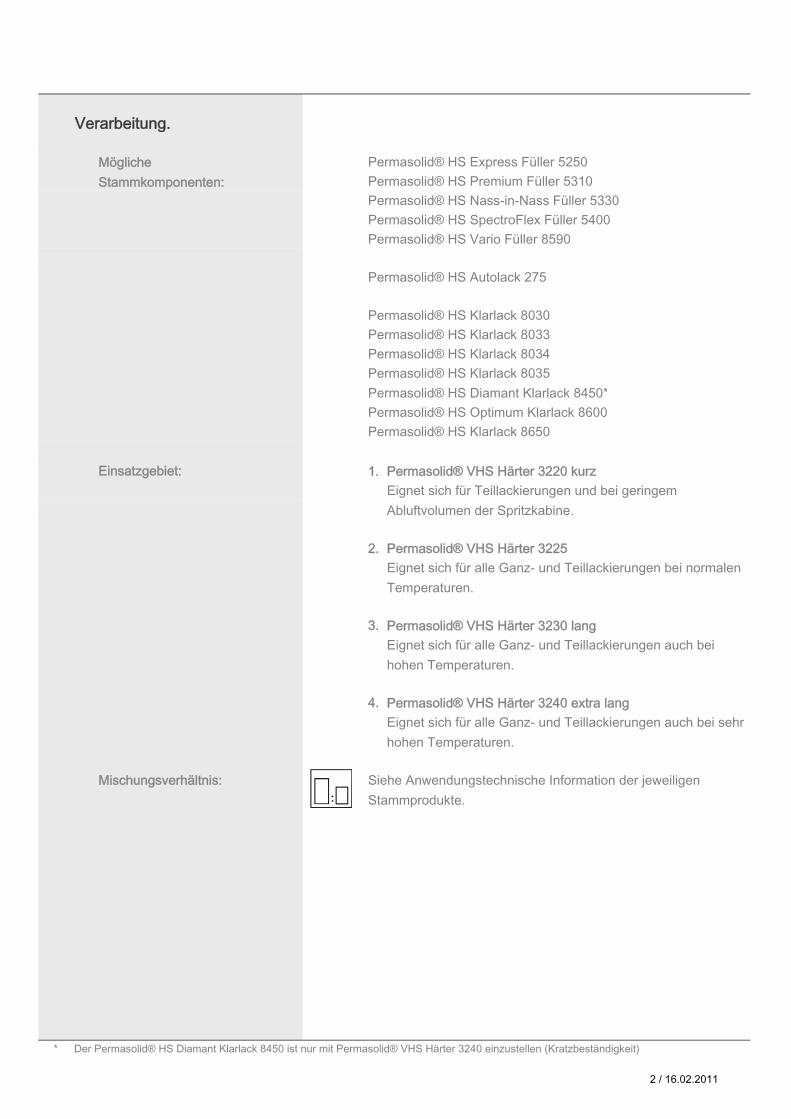
Verarbeitung.
Permasolid® HS Express Füller 5250Permasolid® HS Premium Füller 5310Permasolid® HS Nass-in-Nass Füller 5330Permasolid® HS SpectroFlex Füller 5400Permasolid® HS Vario Füller 8590
Einsatzgebiet: 1.
2.
3.
4.
Mischungsverhältnis:
*
Siehe Anwendungstechnische Information der jeweiligen Stammprodukte.
Der Permasolid® HS Diamant Klarlack 8450 ist nur mit Permasolid® VHS Härter 3240 einzustellen (Kratzbeständigkeit)
Permasolid® HS Diamant Klarlack 8450*Permasolid® HS Optimum Klarlack 8600
Eignet sich für alle Ganz- und Teillackierungen auch bei hohen Temperaturen.
Permasolid® VHS Härter 3240 extra langEignet sich für alle Ganz- und Teillackierungen auch bei sehr hohen Temperaturen.
Permasolid® HS Klarlack 8650
Permasolid® HS Autolack 275
Permasolid® HS Klarlack 8035
Eignet sich für alle Ganz- und Teillackierungen bei normalen Temperaturen.
Permasolid® VHS Härter 3230 lang
Mögliche Stammkomponenten:
Permasolid® VHS Härter 3220 kurz
Permasolid® VHS Härter 3225
Eignet sich für Teillackierungen und bei geringem Abluftvolumen der Spritzkabine.
Permasolid® HS Klarlack 8034Permasolid® HS Klarlack 8033Permasolid® HS Klarlack 8030
2 / 16.02.2011
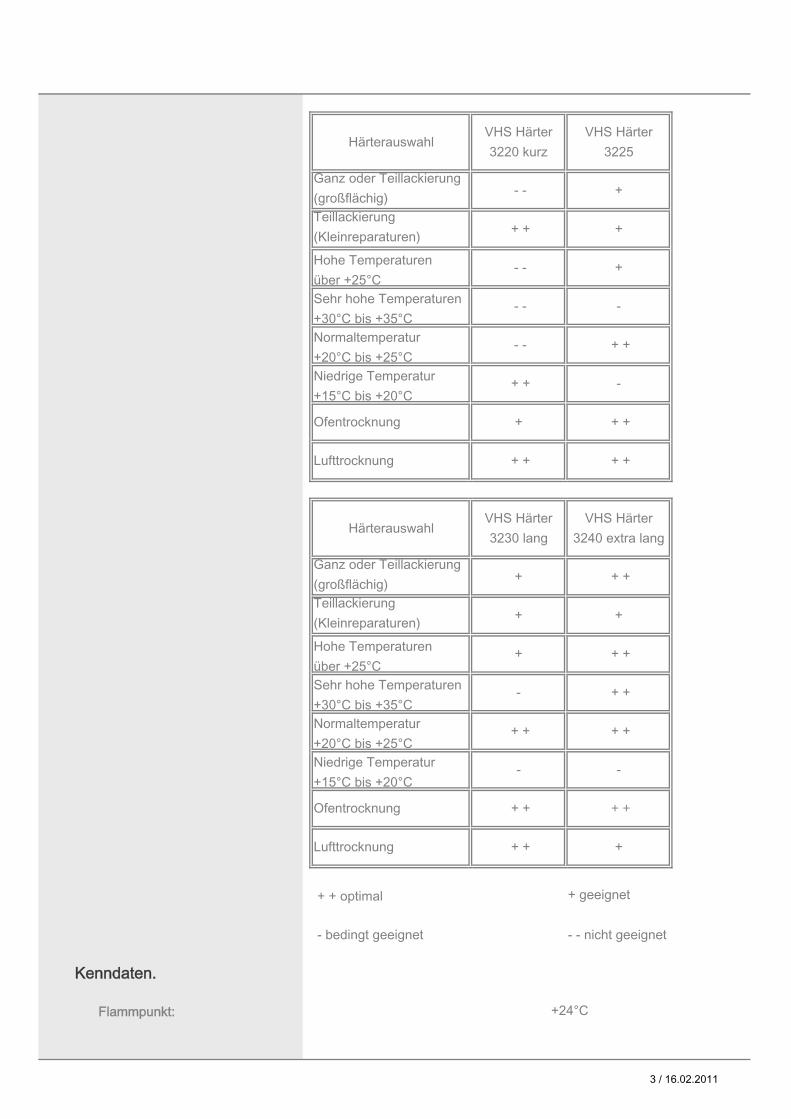
- bedingt geeignet
Kenndaten.
Flammpunkt: +24°C
+ + +
- - nicht geeignet
+ + optimal + geeignet
Lufttrocknung
Niedrige Temperatur+15°C bis +20°C
- -
+ +
Ganz oder Teillackierung(großflächig)
+ +
Ofentrocknung + +
Hohe Temperaturenüber +25°C
Sehr hohe Temperaturen+30°C bis +35°C
-
Ofentrocknung
Lufttrocknung
+ +
Sehr hohe Temperaturen+30°C bis +35°CNormaltemperatur+20°C bis +25°CNiedrige Temperatur+15°C bis +20°C
- -
VHS Härter3225
VHS Härter3220 kurz
Härterauswahl
Teillackierung(Kleinreparaturen)
- -
- -
+ + + +
Teillackierung(Kleinreparaturen) + +
Hohe Temperaturenüber +25°C
+
+ +
Normaltemperatur+20°C bis +25°C
+
+
+
-
+ +
Ganz oder Teillackierung(großflächig) + + +
+
- -
Härterauswahl
+ +
-
+ +
VHS Härter3230 lang
+ +
+ +
VHS Härter3240 extra lang
3 / 16.02.2011

Lagerung.
Lagerbedingungen:
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Nach Entnahme Gebinde sofort luftdicht verschließen!
A member of DuPont Performance Coatings.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Vor Feuchtigkeit schützen!
4 / 16.02.2011
Anwendungstechnische Information.Anwendungstechnische Information.Anwendungstechnische Information.Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. 3307_3315/03/2007 - D
Durch die Auswahl von fünf Varianten passen sie sich allen Lackierbedingungen optimal an und gewährleisten so eine sehr hohe Verarbeitungssicherheit.
Permasolid® Permasolid® Permasolid® Permasolid® HS Härter.HS Härter.HS Härter.HS Härter.
3307 extra kurz3307 extra kurz3307 extra kurz3307 extra kurz3309 kurz3309 kurz3309 kurz3309 kurz33103310331033103312 lang3312 lang3312 lang3312 lang3315 extra lang3315 extra lang3315 extra lang3315 extra lang
Permasolid® HS Härter sind die passenden Härter für unsere High-Solid Produkte.Ihr hoher Festkörperanteil ermöglicht eine wirtschaftliche und umweltschonende Verarbeitung.
1 / 29.10.2007
Verarbeitung. Verarbeitung. Verarbeitung. Verarbeitung.
Permasolid® HS Premium Füller 5310Permasolid® HS Express Füller 5250Permasolid® HS SpectroFlex 5400Permasolid® HS Vario Füller 8590Permasolid® HS Nass-in-Nass Füller 5330
Einsatzgebiet:Einsatzgebiet:Einsatzgebiet:Einsatzgebiet: 1.1.1.1.
2.2.2.2.
3.3.3.3.
4.4.4.4.
5.5.5.5.
Mischungsverhältnis:Mischungsverhältnis:Mischungsverhältnis:Mischungsverhältnis:
Permasolid® HS Härter 3315 extra langPermasolid® HS Härter 3315 extra langPermasolid® HS Härter 3315 extra langPermasolid® HS Härter 3315 extra lang
Eignet sich für Teillackierungen bei niedrigen Temperaturen und geringem Ablüftvolumen der Spritzkabine.
Permasolid® HS Härter 3310Permasolid® HS Härter 3310Permasolid® HS Härter 3310Permasolid® HS Härter 3310Eignet sich für alle Ganz- und Teillackierungen bei normalen Temperaturen.
Permasolid® HS Härter 3312 langPermasolid® HS Härter 3312 langPermasolid® HS Härter 3312 langPermasolid® HS Härter 3312 langEignet sich für alle Ganz- und Teillackierungen auch bei hohen Temperaturen.
Eignet sich für Punktausbesserugen und Teillackierungen bei niedrigen Temperaturen.
Permasolid® HS Klarlack 8030Permasolid® HS Klarlack 8035
Eignet sich für alle Ganz- und Teillackierungen auch bei sehr hohen Temperaturen und zeichnet sich durch einen besonders guten Verlauf aus.
Siehe Anwendungstechnische Information der jeweiligen Stammprodukte.
Mögliche Mögliche Mögliche Mögliche Stammkomponenten:Stammkomponenten:Stammkomponenten:Stammkomponenten:
Permasolid® HS Härter 3307 extra kurzPermasolid® HS Härter 3307 extra kurzPermasolid® HS Härter 3307 extra kurzPermasolid® HS Härter 3307 extra kurz
Permasolid® HS Härter 3309 kurzPermasolid® HS Härter 3309 kurzPermasolid® HS Härter 3309 kurzPermasolid® HS Härter 3309 kurz
2 / 29.10.2007
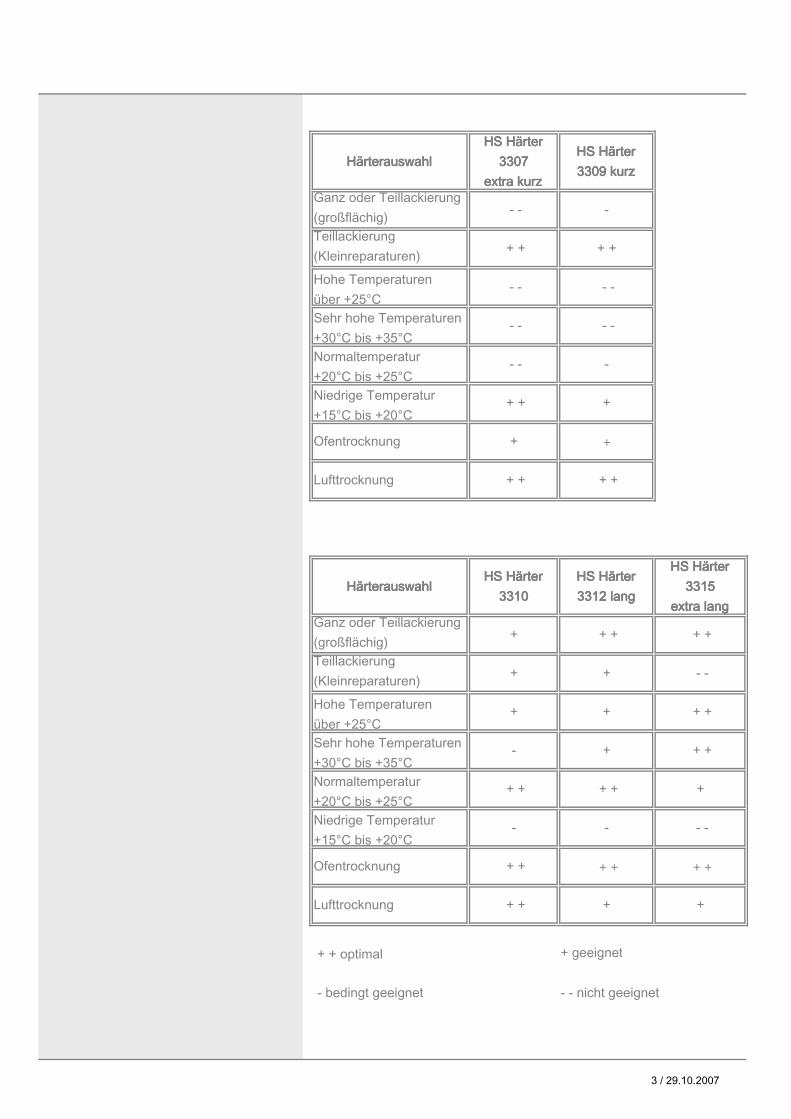
- bedingt geeignet
- -
- - nicht geeignet
- -
Lufttrocknung +
HS HärterHS HärterHS HärterHS Härter3315 3315 3315 3315
extra langextra langextra langextra lang
HS HärterHS HärterHS HärterHS Härter3312 lang3312 lang3312 lang3312 lang
HS HärterHS HärterHS HärterHS Härter3310331033103310
+ + + +
+ + optimal
+
- -
+ +
+ +
+ + + +
+ +
+
Niedrige Temperatur+15°C bis +20°C
Sehr hohe Temperaturen+30°C bis +35°C
HärterauswahlHärterauswahlHärterauswahlHärterauswahl
Hohe Temperaturenüber +25°C
+ geeignet
Teillackierung(Kleinreparaturen) + +
Hohe Temperaturenüber +25°C
+ +
+
+ +
+ +
+ +
+
+ +
- -
- -
-
HS HärterHS HärterHS HärterHS Härter3307 3307 3307 3307
extra kurzextra kurzextra kurzextra kurzHärterauswahlHärterauswahlHärterauswahlHärterauswahl
-
- -
Ganz oder Teillackierung(großflächig)
HS HärterHS HärterHS HärterHS Härter3309 kurz3309 kurz3309 kurz3309 kurz
- -
- -
+
+ +
-
Ofentrocknung
Lufttrocknung + +
Ganz oder Teillackierung(großflächig) +
- -
Ofentrocknung + + + +
Normaltemperatur+20°C bis +25°C
Normaltemperatur+20°C bis +25°CNiedrige Temperatur+15°C bis +20°C
+
Teillackierung(Kleinreparaturen)
Sehr hohe Temperaturen+30°C bis +35°C
3 / 29.10.2007
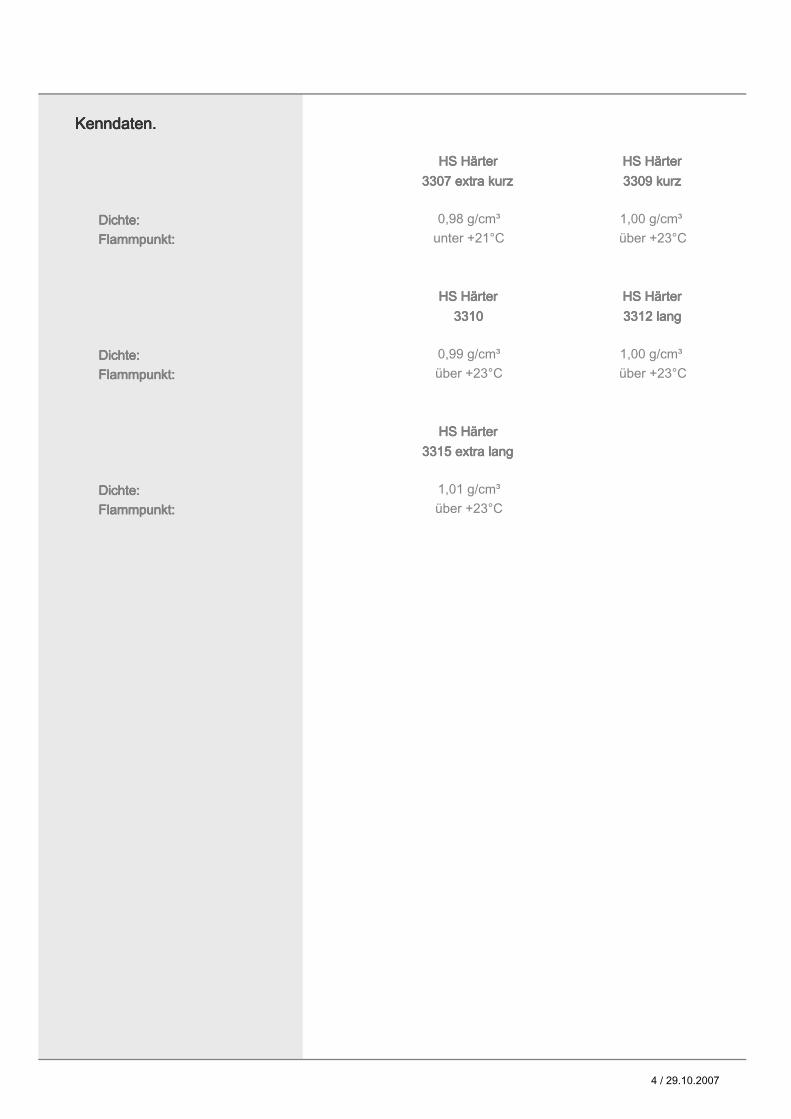
Kenndaten.Kenndaten.Kenndaten.Kenndaten.
Dichte:Dichte:Dichte:Dichte:Flammpunkt:Flammpunkt:Flammpunkt:Flammpunkt:
Dichte:Dichte:Dichte:Dichte:Flammpunkt:Flammpunkt:Flammpunkt:Flammpunkt:
Dichte:Dichte:Dichte:Dichte:Flammpunkt:Flammpunkt:Flammpunkt:Flammpunkt:
über +23°C über +23°C
unter +21°C
HS HärterHS HärterHS HärterHS Härter3307 extra kurz3307 extra kurz3307 extra kurz3307 extra kurz
HS HärterHS HärterHS HärterHS Härter3309 kurz3309 kurz3309 kurz3309 kurz
1,00 g/cm³
1,00 g/cm³
1,01 g/cm³ über +23°C
0,99 g/cm³
über +23°C
HS HärterHS HärterHS HärterHS Härter3310331033103310
HS HärterHS HärterHS HärterHS Härter3312 lang3312 lang3312 lang3312 lang
HS HärterHS HärterHS HärterHS Härter3315 extra lang3315 extra lang3315 extra lang3315 extra lang
0,98 g/cm³
4 / 29.10.2007

Lagerung.Lagerung.Lagerung.Lagerung.
6 Monate in verschlossenen Originalgebinden
Lagerbedingungen:Lagerbedingungen:Lagerbedingungen:Lagerbedingungen:
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
A member of DuPont Performance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Gewährleistete Gewährleistete Gewährleistete Gewährleistete Lagerstabilität:Lagerstabilität:Lagerstabilität:Lagerstabilität:
Vor Feuchtigkeit schützen
Nach Entnahme Gebinde sofort luftdicht verschließen.
5 / 29.10.2007
Anwendungstechnische Information.
Permacron® MS Dura plus 8580Permacron® Verdünnung 3364Permacron® Verdünnung 3380Permacron® Verdünnung 3365 langPermacron® Verdünnung 3385 langPermacron® Verdünnung 3366 extra lang
Nur für den professionellen Gebrauch! A–Merkblatt Nr. 3364_8580/02/2008 - D
Mit diesen Verdünnungen kann die Verarbeitungsviskosität der Stammprodukte so eingestellt werden, daß eine optimale Verarbeitung unter allen Bedingungen möglich ist.
Permacron® Verdünnungen für die PKW-Lackierung.
In der folgenden Übersicht werden die Permacron® Verdünnungen beschrieben, die für PKW-Reparaturlackierungen optimal einsetzbar sind.
1 /07.04.2008
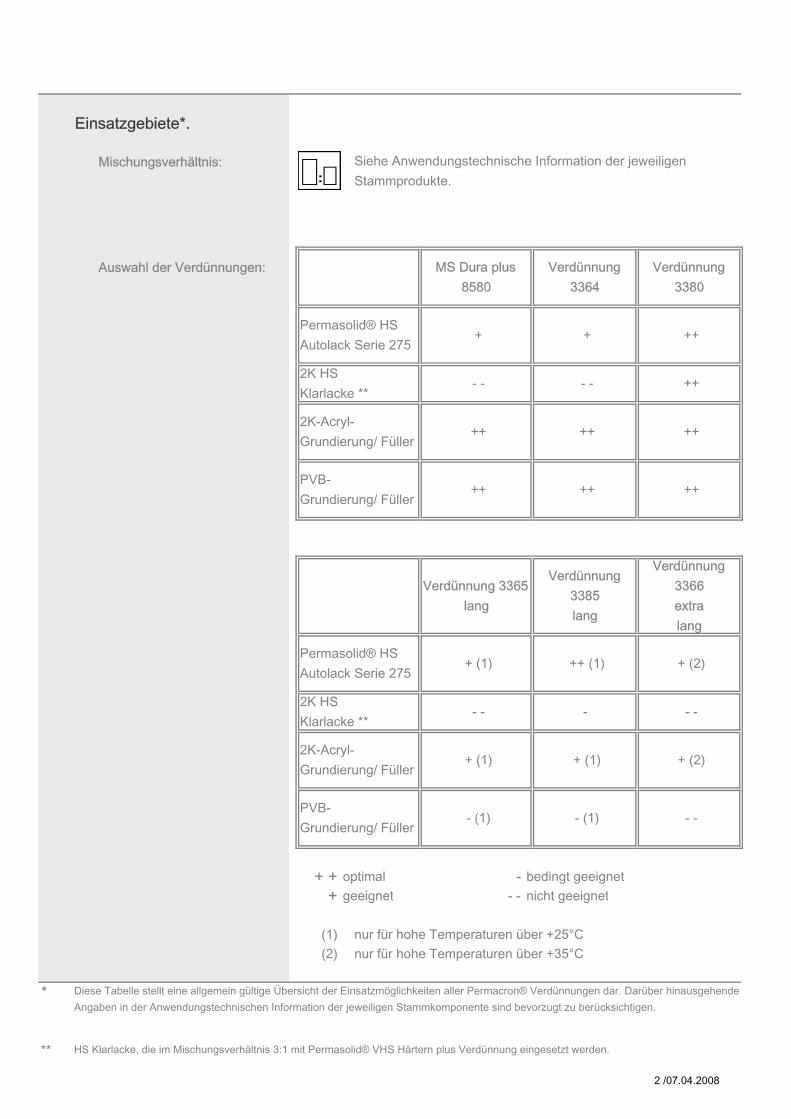
Einsatzgebiete*.
Mischungsverhältnis:
+ + optimal - bedingt geeignet + geeignet - - nicht geeignet
(1) nur für hohe Temperaturen über +25°C(2) nur für hohe Temperaturen über +35°C
*
**
+ + ++Permasolid® HSAutolack Serie 275
Verdünnung3385lang
Verdünnung 3365lang
2K-Acryl-Grundierung/ Füller
++ ++
PVB-Grundierung/ Füller
++ ++ ++
Permasolid® HS Autolack Serie 275
+ (1)
+ (1)
++
2K HSKlarlacke **
Diese Tabelle stellt eine allgemein gültige Übersicht der Einsatzmöglichkeiten aller Permacron® Verdünnungen dar. Darüber hinausgehende Angaben in der Anwendungstechnischen Information der jeweiligen Stammkomponente sind bevorzugt zu berücksichtigen.
++ (1) + (2)
+ (1) + (2)
PVB-Grundierung/ Füller
- (1) - (1) - -
HS Klarlacke, die im Mischungsverhältnis 3:1 mit Permasolid® VHS Härtern plus Verdünnung eingesetzt werden.
2K HSKlarlacke **
- - - - ++
- -
Verdünnung3366 extralang
2K-Acryl-Grundierung/ Füller
- - -
Siehe Anwendungstechnische Information der jeweiligen Stammprodukte.
Auswahl der Verdünnungen: MS Dura plus 8580
Verdünnung3364
Verdünnung3380
2 /07.04.2008
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,88g/cm³Flammpunkt: über +23°C
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,88g/cm³Flammpunkt: über +23°C
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,82 g/cm³Flammpunkt: über +23°C
Die speziell abgestimmte Verdünnung mit viskositäts-reduzierenden Eigenschaften eignet sich besonders für Permasolid® HS Autolack Serie 275, Permasolid® 2K Acryl-Füller und Permasolid® HS Klarlacken, die im Mischungsverhältnis 3:1 mit Permasolid® VHS Härtern plus Verdünnung eingesetzt werden..
Für alle 2K-Acryl-Produkte universell einsetzbare Verdünnung
Permacron® Verdünnung 3364.
Zur Viskositätseinstellung von Grundmaterialien und Decklacken bei niedrigen und mittleren Temperaturen
Permacron® Verdünnung 3380.
Permacron® MS Dura plus 8580.
Für alle 2K-Acryl-Produkte einsetzbare Verdünnung mit Trocknungsbeschleuniger.
Zur Viskositätseinstellung von Grundmaterialien und Decklacken bei niedrigen und mittleren Temperaturen.
Zur Viskositätseinstellung von Grundmaterialien und Decklacken bei niedrigen und mittleren Temperaturen
3 /07.04.2008
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,92g/cm³Flammpunkt: über +23°C
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,90 g/cm³Flammpunkt: über +23°C
Haupteinsatzgebiet:
Verwendung:
Kenndaten: Dichte: 0,94g/cm³Flammpunkt: über +55°C
Die speziell abgestimmte Verdünnung mit viskositäts-reduzierenden Eigenschaften eignet sich besonders für Permasolid® HS Autolack Serie 275, Permasolid® 2K Acryl-Füller.
Permacron® Verdünnung 3366 extra lang.
Permacron® Verdünnung 3385 lang.
Sie kann den VOC-Wert diverser Produkte positiv beeinflussen.
Zur Verlaufsoptimierung und Verbesserung der Spritznebelaufnahme bei Spritzraumtemperaturen über +25°C und gleichzeitigem Vorliegen großflächiger Objekte.
Permacron® Verdünnung 3365 lang.
Für alle 2K-Acryl-Produkte einsetzbare Verdünnung
Für alle 2K-Acryl-Produkte einsetzbare Verdünnung
Zur Verlaufsoptimierung und Verbesserung der Spritznebelaufnahme bei Spritzraumtemperaturen über +35°C und gleichzeitigem Vorliegen großflächiger Objekte.
Zur Verlaufsoptimierung und Verbesserung der Spritznebelaufnahme bei Spritzraumtemperaturen über +25°C und gleichzeitigem Vorliegen großflächiger Objekte.
4 /07.04.2008

Lagerung.
6 Monate in verschlossenen Originalgebinden
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Gewährleistete Lagerstabilität:
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
5 /07.04.2008
Anwendungstechnische Information.
· Permasolid® HS Füller
· Permasolid® HS Klarlack
· Permacron® MS Klarlack
· Permasolid® HS Autolack
· Permacron® MS Autolack
· Permafleet® HS Füller
· Permafleet® HS Klarlack
· Permafleet® 2K Decklack
· Permaflex® 2K Decklack
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 9050 / 00
Permasolid® Elastic Additiv 9050 ist ein Zusatzmittel auf Basis spezieller Polyesterharze.
Permasolid® Elastic Additiv 9050.
Es wird eingesetzt bei der Lackierung von Kunststoffen zur notwendigen Einstellung der Elastizität von:
Permasolid® Elastic Additiv 9050 gibt dem Lackieraufbau eine hohe und dauerhafte Elastizität.
1 / 28.02.2012
Einsatzgebiet.
Elastifizierungsmittel für: Permasolid® HS FüllerPermasolid® HS KlarlackePermacron® MS KlarlackePermasolid® HS Autolack 275Permacron® Autolack 257Permafleet® HS Füller
Permafleet® HS Klarlacke
Permafleet® HS Decklack 670/675
Permafleet® MS Decklack 630
Permaflex® PUR Decklack 570
Permaflex® Acryl plus Decklack 575
Verarbeitung.
Mischungsverhältnis:
Keine Zugabe bei UP-GF.Zugabe von 30% für die Lackierung von PVC Planen.
Hinweis:
Besonderer Hinweis.
Kenndaten.
Flammpunkt:
Lagerung.
Lagerbedingungen: Nach Entnahme Gebinde sofort luftdicht verschließen.
Zugabe von 10 - 20% Permasolid® Elastic Additiv 9050 bei allen üblichen Kunststoffarten.
Das Stammaterial muss zuerst mit dem Permasolid® Elastic Additiv 9050 vermischt werden, danach muss dieser Mischung ein geeigneter Härter zugesetzt werden (siehe jeweiliges Merkblatt des Stammproduktes). Das Mischungsverhältnis für die Härter- und Verdünnungszugabe ist dem entsprechenden Merkblatt des Stammproduktes zu entnehmen.
Durch die Zugabe von Permasolid® Elastic Additiv 9050 verlängert sich die Trockenzeit.Hinweise hierzu können den jeweiligen ATI's entnommen werden.Aus diesem Grund sollten alle elastifizierten 2K Füller zur Optimierung der Schleifbarkeit mindestens 45 Minuten bei + 60°C getrocknet werden.
Zur Vereinfachung der Elastifizierung sind die Messstäbe K2 für die Permasolid® HS Füller und HS Klarlacke sowie K3 für Permasolid® HS Autolack 275 verfügbar.
über +23°C
2 / 28.02.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
A member of DuPont Performance Coatings.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
3 / 28.02.2012
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 0110 / 03
Permasolid® Matt Komponente MA 110.
Permasolid® Matt Komponente MA 110 erzeugt mit Permasolid®HS Klarlacken und Permasolid® HS Autolack 275 eine mattierteDecklack-Beschichtung für Metall- und Kunststoff-Lackierungen.
1 / 24.10.2011
Geeignete Untergründe: 1.
2. Grundierte und gefüllerte Metall- und Kunststoffteile
Einsetzbare Produkte: Permasolid® Matt Komponente MA 110
Permasolid® HS Klarlack 8030Permasolid® HS Klarlack 8033Permasolid® HS Klarlack 8034Permasolid® HS Klarlack 8035Permasolid® HS Klarlack 8055Permasolid® HS Optimum Klarlack 8600Permasolid® HS Optimum Plus Klarlack 8650Permasolid® HS Autolack 275
Permasolid® HS Härter 3312Permasolid® HS Härter 3315 lang
Permasolid® VHS Härter 3230 langPermasolid® VHS Härter 3240 extra lang
Permacron® Verdünnung 3364Permacron® Verdünnung 3380Permacron® Verdünnung 3365 langPermacron® Verdünnung 3385 langPermasolid® HS Additiv 9034
Bitte Besondere Hinweise beachten.
Forcierte Trocknung: Ablüftzeit: 15 - 20 Minuten
Siehe System Information SYS 901.9 (Glanzgradeinstellung von Permasolid® HS Klarlacken und Permasolid® HS Autolack 275) und System Information SYS 910.0(Reparatur-Lackiersystem für mattlackierte Fahrzeuge von Mercedes-Benz)
Glanzgradeinstellung / Mattierung und Verarbeitungshinweise
Bei Kunststoffteilen siehe System-Information das "Lackiersystem für Kunststoffteile" (A-Merkblatt 903.1).
Vorbehandlung der Untergründe:
Ausgehärtete, gut erhaltene und angeschliffene Werks- oder Altlackierungen.
Untergrund.
Verarbeitung.
Trocknung.
Verarbeitungshinweise.
2 / 24.10.2011
Trockenzeit bei +60 - 65°C Objekttemperatur: 45 Minuten
Besondere Hinweise. 1.
2.
3.
4.
5.
6.
höhere Verarbeitungsviskositätniedrigere
Verarbeitungsviskosität
höhere Trockenschichtdicke niedrigere Trockenschichtdicke
Es entfällt die Zugabe von Permasolid® Elastic Additiv 9050.Permasolid® Matt Komponente MA 110 in der Dosegut aufrühren bzw. aufrüttelnPermasolid® Matt Komponente MA 110 mitPermasolid® HS Klarlack oder Permasolid® HS Autolack 275 nach Vorgabe mischen und erst unmittelbar vor Verarbeitung mit Härter und Verdünnung ansetzen. Die Verarbeitung der spritzfertigen Mischung sollte umgehend erfolgen. Steht die Mischung längere Zeit (15min.) im Mischbecher bzw. Pistolenbecher, sollte diese vor weiterer Benutzung unbedingt erneut aufgerührt werden. (Absetzverhalten)
Der tatsächlich erreichte Glanzgrad wird außer von farbtonabhängigen Unterschieden durch verschiedene Faktoren beeinflusst.
Die Zugabe von Permasolid® Matt Komponente MA 110 kann das Deckvermögen beeinflussen.
Der Einsatz unterschiedlicher Härter, Verdünnungen, Auftragsarten, Trocknungsbedingungen und Schichtdicken führt zu unterschiedlichen Glanzgraden (bis zu 20%).
kürzere Verdünnung längere Verdünnung
höherer Glanzgrad niedriger Glanzgrad
Es ist dringend erforderlich Musterbleche für die jeweilige Mischung zu erstellen,um den dem Fahrzeug entsprechenden Glanzgrad zu treffen.Auch Glanzgradmessungen (60° Messwinkel) an angrenzenden Teilen können hierbei hilfreich sein.
kürzere Ablüftzeit längere Ablüftzeit
forcierte Trocknung Lufttrocknung
kürzere Härter längere Härter
3 / 24.10.2011
7.
8.
Pflege.
Lackpflege:
Kenndaten.
Flammpunkt:
VOC - Wert:2004/42/IIB(e)(840)600
Staubeinschlüsse können nicht auspoliert werden, daher ist auf äußerste Sauberkeit während des gesamten Lackierprozesses zu achten.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.e) in spritzfertiger Form ist max. 840 g/l flüchtige organische Bestandteile.Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 600 g/l.
über +23 °C
Eine Beilackierung / Reparatur des mattierten Klarlackes innerhalb der Fläche, z.B. Seitenteil oder Speed Repair ist nicht möglich.
Teerspritzer oder -flecken auf der Lackoberfläche können Sie mit einem handelsüblichen Teerentferner beseitigen.
Befestigen Sie auf lackierten Flächen keinesfalls Aufkleber, Folien, Magnetschilder oder Ähnliches. Sie können sonst den Lack beschädigen.
Verwenden Sie zur Lackpflege keinen Lackreiniger, Schleif- und Polierprodukte sowie Glanzkonservierer (Wachs). Diese können die Lackoberfläche beschädigen.
Ist versehentlich Wachs auf die Lackoberfläche gelangt, entfernen Sie dieses umgehend mit einem handelsüblichen Silikonentferner. Gehen Sie hierbei vorsichtig vor und üben Sie keinen zu großen Druck auf die Lackoberfläche aus.
Achten Sie darauf, dass keine harzigen, fettigen oder öligen Substanzen auf den Lack gelangen, da diese Rückstände hinterlassen können, eventuelle Verunreinigungen sind umgehend mit einem in Reinigungsbenzin getränkten Tuch, ohne Druck und starkes Reiben zu entfernen.
Beseitigen Sie anhaftende Insekten und Vogelkot möglichst sofort durch Einweichen mit Wasser und Einsprühen mit Insektenentferner vor der Wagenwäsche. Rückstände dürfen nicht durch intensives Reiben entfernt werden.
4 / 24.10.2011

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
A member of DuPont Performance Coatings.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt. Alle Rechte vorbehalten.
5 / 24.10.2011
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 9005 / 00
Permahyd® Beispritzadditiv 9005.
Permahyd® Beispritzadditiv 9005 eignet sich speziell für das Einlackieren von Permahyd® Basislack 280/285/286.
Es dient zur Vereinfachung des Beilackierprozesses.
1 / 20.01.2012
Untergrund.
Geeignete Untergründe: 1.
2. Grundierte bzw. gefüllerte Flächen.
Geeignete Vormaterialien:
Ausgehärtete, lösemittelfeste, gut erhaltene und angeschliffene Werks- oder Altlackierung.
Objekt- und untergrundabhängig gemäß unserer Aufbauempfehlung.
Die angeschliffenen Untergründe vor der Überarbeitung nochmals sorgfältig mit Permahyd® Silikon Entferner 7080 von Staub, Schleifrückständen und anderen Verunreinigungen reinigen.
Vorbehandlung der Untergründe:
Trocken mit Excenter und Staubabsaugung P400 – 500 oder nass mit Schleifpapier P800 - 1000 schleifen.
Einlackierbereich der unbeschädigten Originallackierung mit P1000 - 1200 oder z.B. 3M Scotch Brite ultra fine anschleifen.
Werks- oder Altlackierung bzw. Permasolid® Füller gründlich mit Permahyd® Silikon Entferner 7080 oder bei starken Verunreinigungen vorher mit Permaloid® Silikon Entferner 7010 reinigen.
2 / 20.01.2012
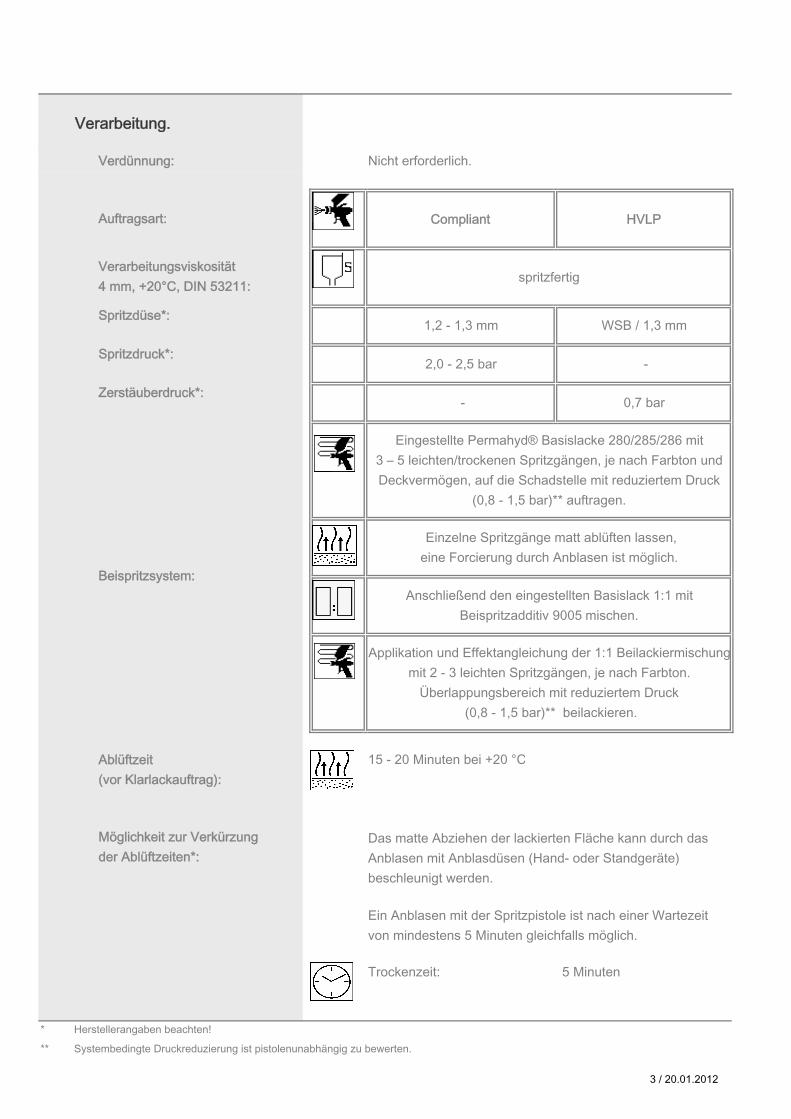
Verarbeitung.
Verdünnung: Nicht erforderlich.
Spritzdüse*:
Spritzdruck*:
Zerstäuberdruck*:
15 - 20 Minuten bei +20 °C
Trockenzeit: 5 Minuten
* Herstellerangaben beachten!
** Systembedingte Druckreduzierung ist pistolenunabhängig zu bewerten.
Ablüftzeit (vor Klarlackauftrag):
Einzelne Spritzgänge matt ablüften lassen, eine Forcierung durch Anblasen ist möglich.
Ein Anblasen mit der Spritzpistole ist nach einer Wartezeit von mindestens 5 Minuten gleichfalls möglich.
Anschließend den eingestellten Basislack 1:1 mit Beispritzadditiv 9005 mischen.
Eingestellte Permahyd® Basislacke 280/285/286 mit3 – 5 leichten/trockenen Spritzgängen, je nach Farbton und Deckvermögen, auf die Schadstelle mit reduziertem Druck
(0,8 - 1,5 bar)** auftragen.
Möglichkeit zur Verkürzung der Ablüftzeiten*:
spritzfertig
Applikation und Effektangleichung der 1:1 Beilackiermischungmit 2 - 3 leichten Spritzgängen, je nach Farbton.
Überlappungsbereich mit reduziertem Druck (0,8 - 1,5 bar)** beilackieren.
Auftragsart:
Verarbeitungsviskosität 4 mm, +20°C, DIN 53211:
Beispritzsystem:
Compliant HVLP
Das matte Abziehen der lackierten Fläche kann durch das Anblasen mit Anblasdüsen (Hand- oder Standgeräte) beschleunigt werden.
1,2 - 1,3 mm
2,0 - 2,5 bar
-
WSB / 1,3 mm
-
0,7 bar
3 / 20.01.2012

Überarbeitung.
Überlackierbar mit: Permasolid® 2K Klarlack
Besondere Hinweise. Das Produkt ist pur nicht einzusetzen.
Kenndaten.
Flammpunkt:
Lagerung.
Lagerbedingungen: Vor Frost schützen!Lagertemperatur 5 - 35 °C
SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
über +23 °C
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
A member of DuPontPerformance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
4 / 20.01.2012
Anwendungstechnische Information.
· Einfache Anwendung (pur)
· Gute Benetzung auf allen Untergründen
· Sehr feiner Übergangsbereich zur Altlackierung
Nur für den professionellen Gebrauch! A–Merkblatt Nr. 1036/09/2009 - D
Permacron® Speed Blender 1036.
Das Permacron® Speed Blender 1036 wurde für das problemlose Beilackierverfahren von 2K Klar- und Decklacken entwickelt.
1 / 09.09.2009
Vorbereitung.
Basislackapplikation: Die Füllerfläche ist so klein wie möglich zu halten.
Mischungsverhältnis: Permasolid® 2K Klarlack
Lackierung:
Beispritzverfahren:
Mischungsverhältnis: Permasolid® HS Autolack Serie 275
Lackierung:
Beispritzverfahren:
Lufttrocknung:über Nacht
Forcierte Trocknung: Ablüftzeit: 5 - 10 Minuten
Trockenzeit bei 60°C Objekttemperatur: 30 Minuten
nach 1 Stunde
Einstellung gemäß der Anwendungstechnischen Information des Klarlackes.
Einstellung gemäß der Anwendungstechnischen Information des Decklackes.
Füllerfleck deckend überlackieren.(Spritzgänge überlappend)
Permacron® Speed Blender 1036 pur auf den Beilackierbereich innerhalb der geschliffenen Fläche applizieren.
Polieren der Beispritzzonen.
Füllerfleck deckend mit Basislack überlackieren.(Spritzgänge überlappend)
Beispritzsystem für 2K Klarlacke.
Polieren der Beispritzzonen bei +20°C Raumtemperatur:
Permahyd® Basislack Serie 280/285 mit eingestelltem Klarlack überlackieren.(Spritzgänge überlappend)
Permacron® Speed Blender 1036 pur auf den Beilackierbereich innerhalb der geschliffenen Fläche applizieren.
Beispritzsystem für 2K Decklacke.
Polieren der Beispritzzonen bei +20°C Raumtemperatur:
2 / 09.09.2009
Infrarottrocknung: Ablüftzeit: 5 - 10 Minuten
Kurzwelliger Strahler: 10 Minuten
nach 1 Stunde
Kenndaten.
Lieferviskosität:
Flammpunkt:
Festkörperanteil:(ohne Verdünnungszugabe)
Dichte:
Lagerung.
6 Monate in verschlossenen Originalgebinden
20 °C
4,7 Gew. %3,75 Vol %
0,926 g/cm³
Polieren der Beispritzzonen bei +20°C Raumtemperatur:
Zum Schluss die Fläche mit Hochglanzversiegelung (z.B. 3M) behandeln.
Die Beispritzzonen mit Feinpolierpaste (z.B. Perfect-it™III Extra Fine Schleifpaste 80349) von Hand oder mit Poliermaschine (z.B. Perfect-it™III Polierschaum 09550) beipolieren.
11 Sekunden (DIN 4 mm)
Gewährleistete Lagerstabilität:
3 / 09.09.2009

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
A member of DuPont Performance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
4 / 09.09.2009

Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. 7010_7799/02/2010 - D
Permaloid®Silikon Entferner7010 / 7799.
Permaloid® Silikon Entferner 7010 ist ein Gemisch aus langsam verdunstenden organischen Lösemitteln und Permaloid® Silikon Entferner 7799 ist ein schnell verdunstendes Gemisch. Beide werden hauptsächlich zum Entfernen von Öl- und Fettrückständen eingesetzt.
1 / 21.02.2010
Verwendung.
Verarbeitung:
Besondere Hinweise: 1)
2)
3)
4)
5)
Kenndaten.
Dichte:
Flammpunkt:
VOC-Wert:
Bei starken Verschmutzungen muss der Reinigungsvorgang wiederholt werden.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.a) in spritzfertiger Form
ist max. 850 g/l flüchtige organische Bestandteile.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 750 g/l.
Der VOC-Wert dieses Produktes in spritzfertiger Form ist max.770 g/l.
+26°C +4°C
0,76 g/cm³ 0,74 g/cm³
Permaloid® Silikon Entferner 7010
Permaloid® Silikon Entferner 7799
Gereingte Fläche vor der Überarbeitung vollständig trocknen lassen.
Silikon Entferner nicht auf der Oberfläche auftrocknen lassen.
Das Produkt ist nicht zum Reinigen von Spritzpistolen und Arbeitsgerät geeignet.
Immer sauberes Vlies verwenden.
Permaloid® Silikon Entferner 7010 oderPermaloid® Silikon Entferner 7799 mit einer Sprühflasche oder einem sauberen Vlies auftragen.
Oberfläche mit einem trockenen Vlies trockenreiben bevor der Silikon Entferner verdunstet.
2 / 21.02.2010

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
A member of DuPont Performance Coatings.
3 / 21.02.2010
Anwendungstechnische Information.
Nur für den professionellen Gebrauch! A–Merkblatt Nr. DE / 7080 / 00
Permahyd® Silikon Entferner 7080.
Permahyd® Silikon Entferner 7080 ist ein kennzeichnungsfreies, wässriges Reinigungsmittel mit geringem Anteil an organischen Lösemitteln und speziellen Reinigungszusätzen.
Das Einsatzgebiet von Permahyd® Silikon Entferner 7080 ist die Reinigung von geschliffenen Alt- bzw. Werkslackierungen, grundierten sowie gefüllerten und geschliffenen Flächen.
1 / 14.02.2012
Verwendung.
Als Silikonentferner:
Verarbeitung:
Besondere Hinweise:
Kenndaten.
Flammpunkt:
VOC-Wert:2004/42/IIB(a)(200)200
Vornehmlich für die Reinigung bereits grundierter oder lackierter Flächen vor der weiteren Überarbeitung.
Mit einer Sprühflasche auf Teile bzw. Teilflächen der Karosserie auftragen und mit einem sauberen, trockenen Vlies wieder aufnehmen.
Der EU-Grenzwert für dieses Produkt (Produktkategorie IIB.a) in spritzfertiger Form ist max. 200 g/l flüchtige organische Bestandteile.Der VOC-Wert dieses Produktes in spritzfertiger Form ist max. 200 g/l.
über +23 °C
Gereinigte Flächen vor der Überarbeitung gut ausdunsten lassen oder trocken blasen.
Verbrauchtes oder verunreinigtes Vlies rechtzeitig wechseln.
Das Produkt ist nicht zum Reinigen von Spritzpistolen und Arbeitsgeräten geeignet.
Aufgesprühten Silikonentferner nicht auf der Oberfläche auftrocknen lassen.
Bei starken Verschmutzungen muss der Reinigungsvorgang wiederholt werden.
Das Produkt ist nicht zum Entfernen von Trennmittelrückständen auf UP-GF oder sonstigen Kunststoffoberflächen geeignet.
2 / 14.02.2012

SPIES HECKER GMBH Horbeller Straße 17D-50858 KölnPhone ++49 (0) 2234-6019-06Fax ++49 (0) 2234-6019-4100www.spieshecker.com
Spies Hecker.
Die vorstehenden Informationen sind von uns sorgfältig ausgewählt und zusammengestellt worden und entsprechen dem derzeitigen Stand der Technik. Die Informationen sind unverbindlich und wir übernehmen keine Haftung für ihre Richtigkeit, Genauigkeit und Vollständigkeit. Die Überprüfung der Informationen auf Aktualität und Geeignetheit für die vom Verwender beabsichtigte Anwendung obliegt dem Verwender selbst.
A member of DuPontPerformance Coatings.
Sicherheitsdatenblätter sowie Warnhinweise auf der Verpackung sind zu beachten.
Das in diesen Informationen enthaltene geistige Eigentum wie Patente, Marken und Urheberrechte ist geschützt.Alle Rechte vorbehalten.
Wir behalten uns vor, zu jeder Zeit den Inhalt der Informationen ohne vorherige Ankündigung und ohne Verpflichtung zur Aktualisierung zu ändern und zu ergänzen. Diese Bestimmungen gelten für die Änderungen und Ergänzungen uneingeschränkt fort.
3 / 14.02.2012








![PKW + LKW Auswuchtmaschinen, Zubehör · Occasions Liste Seite [1] Occasions-Liste aktualisiert 15.01.2019 Kapitel 1 PKW Pneumaschinen + Radwaschmaschine + Zubehör Kapitel 2 LKW](https://static.fdokument.com/doc/165x107/5c414d7793f3c338c80c22b5/pkw-lkw-auswuchtmaschinen-zubehoer-occasions-liste-seite-1-occasions-liste.jpg)








