1.1 - Seilbahnen
8
[ I r' ) t ( ( ) Wolf gan g Lehnen , Ng uye n Du c Cuon g, Ha rald Wchage Werkstoffgefüge beim Walzen von Draht und Stabstahl Die konseqlleillc Ori C Jlti enlllg der techni - sc hen E nt wicklung auf die kos tcngUnstigerc Geslr dhJll g ei es Fe rl igungs prozcsses, di e Steigenlll g det' PI'oduktiviHii bei glcichblc ib clld er oder erhöhter F lcxi- bi l it ti t und di e Ve rbesse run g der Produktqualiltit bei gleichzeiti ge" Ein spanlllg an M ate- rial und Energie hai im Ilel'eich der Wal 7. wCI'kstcc hnik zu !leuen An lage n, Tcc hnol ogicn lind Erze ug- ni ssen geHlIlI't. F(l r die Hel 's tellung von Dra ht und Sta bs tahl s ind im Bild I tec hno - l og i sche Konzepte Hil gertihrt , dlll'Ch die ge- hobcnen Qualitälsan sprü chcn Rec hnung getragen werden kann . Sie gcwiihrieislclI , daß Erzeug ni sse mit gleichmäßige n lind teil we ise rnit e rhöhte n. dclinie rt cn Ei gcn- sc hafl spa ramele rn prod uzie rt we rden kön- nCn, Dadurch wird erreicht , na chtriig liche Wä rmebehandlunge n zu umge hen, unter Urn stHncl cn den Lcgicrllngs aufwnnd l. U vC r- I' inge rn lind e in e höhere Qualit ät ss tu fe zu gcwüh rl eisten, Durch Einw irkung auf di e Rea lsll'ukllll' und eli e Gefli geall sbilclllng wä hre nd de r Umformung ist es mög lich, di e dur'ch eli e chemi sche Zllsammenselzung und di e Sc hmel l.- und Gi clJ bcdinglln gc n vo r 'ge prägte n Ei ge nsc haftske nn we l'te zu bccinnussen, Di e bei el en ein ze lnen TecilHologien erreichbaren Effekte l. ielge ri c hl et [lU Sl.ll- r HU ZCrl , bede ut et, sowohl di e Umfonn be- dingun ge n, al s au ch di e Anl age ntechnik den spezie ll en We l'kstoff be lan gen an zu- pa sscn, Zufl'i edenstell e nd kann das IlIU' ge lin - gc n, wenn Werk stoff und Ve rfahren al s Ein - he il betrac ht et und all e we l' ks toff-, ve rfahrens- und anlage nabhängi gc n Para- meter ' in ange messenei' Weise be l'Hcksich- ti gt we rd en, Di e mathcmati sc he ModelIie- run g ist hi e rfOl' ni c ht nur' e in e wi c hti ge, so nde rn notwe ndi gc Voraussctzun g, Dureh die mathemati sc he Sinll il oti on dei' Oefll ge- bildung könn en di c charaktc ri sti sc hen E in - nuHgröHen in ihrei' Wir' kllng quantitlziel't, das Ge fü ge vo rau sberec hnel und Anlage n- konzc pti onC Il bzw. Tec hn ol og ien bcwc l'tct we rdcn. Im vo rl iege nd en ßeitn1 g wir'(l e in Ge- fii ge be rcc hnlln gs lll ode ll vo rgestellt , das für dn s Walzcn vo n Dr' nht und Stn bstahl in Strcckkolibel'n bei hohen Oeschwincli gkei. ten c rstc llt wurdc [I], Beispielhaft wird auf- geze igt, be r 'e il s in dei' Pha se ei er ' An l a- ge nprojckti crung üb er di c rea li sierba ren wCI'kstoffbezoge nen Tec hn ol og ien unel da - mit übcr di c mög li che Produk tqu alitüt cnt- schi edcn wir'd . 1 Bestill1l11l1n gsgrößcn lind l.Ietrachtllngshii ll e ))je Pa lette der St ahlmarken, au s dC ll cn Drähte und St ab stH hl c 1. 1I wal l.e n s ind , ist se hl' vielse iti g und se hr groß . Sie reicht bci Hoc hl eislun gswal l.straßcn für Masse ll - lind Qualitätss Hihl e VOll Bau- und Betonstä hl en bis l. U Vcrgütungs-. Wiil l. lage r- und Wc rk - zeugstli hl c n. 13 nt spreche nd ve rsc hi edenar- ti g s ind di c Qualitütsanford e run gc n bez li g- lieh (l er ' mccha ni schen Ei ge nsc haft swel'te, wi e di es T abell c I fll r Drühle au s St ü hlen von 0, 12 bi s 1, 1 % C bel eg t. Am ehes ten, sinnvo ll stcn lind zwcck müßigs ten können die jeweili ge n QunliHitsni veaus (l urc h di e tempcratu rkontrollie rt c (normalisicrc nd e) lin d ali ste ni tk o rngeslelJ e rt e Wnlzun g CI '- reic ht we rden. In ausgewählten Fä ll cn er- sc heint auch di e th e nn omec hnlli sche Wal- zung al s vo rt c ilha ft . Bild I. V er!a hre ll sreclmiken de r Dr(lll l- I/I/ d S ra bS/(l" h v(l hl I I/ g \' v"0"'''009 oe, ."O"kI - _\ qualilal durch werk'SIorfbezoget\9 I 1 Umformung 1 Abkuhlung I -ttemperalur-!kon - beschleunigte lroltrert - ovsl eni tkQrn /Je- = stevert - slu?enweise • In 2-Phosengeb t - partiette -ny- o: -Umwandl. I Slobslohl und Droht Ol,l$ Qualltäts- u. Edelstählen W rme- r behOndl YtibHHrte EiQeMChOlien Draht und Stabstahl 1.1.01 All en drei rrcchnologien ist gc mein- sam , daIJ die Tenlpcrntllrfiihnlllg bei dcr Umformung ge nml vorge nommen und eine bes timmte we rk stoffabh i ingi ge End wnl z- temp eratur mi t hoh cr Kon stan z ein ge halten wcrdcn l1lulJ. We rk sto fft ee hni se he Ziclstcllung dcr kontro lli ertcn Umforlliung ist di c He mu s- bildung e in es vo ll ständig rekri stalli sie rt cn, le in körni gc n und glcichrn ii ßi ge n au ste niti - sc he n Gefü ges . Di escr We rksloffz ustand ist di c Vorausset l. lIll g, dan e in fe inkörni ges Se- kund är ge fü ge e nt stehtunel durch el cn Ko rn - feinungse ff e kt di e F cs tigke it s- und ZH hi g- ke it se i ge nsc ha ft en gleiche rmaßen an gc ho- ben werd en, Bei der austcnitko rngcstcucr- ten Wnl zling ist ebenfa ll s ein rek ri stalli si el' " t es Au ste nitgefü ge anwstrebcll , flur dan mr di e einze ln en Stah lmal 'ken di e Kmn größe b zw, Korngröß enklasse vorgegcben ist. Die VOI 'gab e el'weist sich al s gün sti g, weil das UmwandlungsverhalteIl der Stä hl e dire kt vo n dei' Au stcnitko l'll gl'öße abhän gig ist. Mit kleiner we rdender Ko rn größe des Au- stCl üt s wil'd dei' Beg inn der Umwandlung zu kürze ren Ze iten ve rsc hobcn und ei er Umwandlun gsvo l' ga ng besc hl euni gt. Durch St euc run g der Abkühlgesehwilldigkeit im Temperatur be reich zw i sc hen 800 und 500 oe, in el em di c di ffusiol1 sgesteuc rtc y- Q'- Umwiln(lhlilg S (!"Il1find et, kann di e M OI'- phologic des Sekundiirge fli ges l. icl gercc hl beeilillulit we rd cn L2 J. Durch e ine Walzung unlcr Rck ri stalli - sati oll stemp crntur, da s e in c!' th C l'lllOmec ha - ni sc hen Umformung e nt spr ic hi , ve rblcibt di c Re kri sta lli S il ti oll un vo ll stiindi g. DeI' te il ve rf es tigte Zustand kann zu e in cr zu- sHtzli chen Kornle inun g bci dei' diffu sions- gesteue rt cn Umwandlung gc nut zi b zw, au f das Seklll1 dii rge Hlge bci dei' difTu sionslosen Umwandlung vcre rbt we rd en, AlIf" g ru1id dicsc l' Gegebe nh e it en be- sc hränkt sich da s Gefü gebcrechnungs mo- deli auf die Bcschre ibun g dei' GefO getl nd e- run ge n sol ange der We rkstoff cind e utig e in - phasig fl lI ste niti sc h ist. ßetl '[ lc hltln gs hllll e des Mode ll s ist alllagc nt eclllli sc h die Strcckc ab E rwii rmungsofcn bi s zum Win - ellingsieger bzw. Küh lbetl. Al s charaktc ri - sti sc he GeW ge paril lJ1 cter wc rdcn die Korn - gl 'öße (0 ')') und der rek ri stalli sic rtc Ant cil ( X) an gesehen, Di e andcren Struktur- lin d Oefü geparallleter wie Leerstell cn- und Ver- DRAHT 44 (1993) 10 559
Transcript of 1.1 - Seilbahnen

[ I r' )
t ( (
)
Wolfgang Lehnen , Nguyen Duc Cuong, Harald Wchage
Werkstoffgefüge beim Walzen von Draht und Stab stahl
Die konseqlleillc OriCJltienlllg der technischen Entwicklung auf
die kostcngUnstigerc GeslrdhJllg eies Ferl igungsprozcsses, die Steigenlllg det' PI'odukti viHii bei glcichblc ibcllder oder e rhöhter Flcxibi lit ti t und die Verbesserung der Produktqualiltit bei gleichzeitige" Einspanlllg an Material und Energie
hai im Ilel'eich der Wal7.wCI'kstcchnik zu !leuen Anlagen, Tcchnologicn lind Erzeugnissen geHlIlI't. F(l r die Hel'stellung von Draht und Stabstahl sind im Bild I technologische Konzepte Hilgertihrt , dlll'Ch die gehobcnen Qualitälsansprüchcn Rechnung getragen werden kann . Sie gcwiihrieislclI , daß Erzeugnisse mit gleichmäßigen lind teilweise rnit erhöhten. dcliniertcn Eigcnschaflsparamelern produziert werden könnCn, Dadurch wird erreicht , nachtriig liche Wärmebehandlungen zu umgehen, unter UrnstHnclcn den Lcgicrllngsaufwnnd l.U vCrI'inge rn lind eine höhere Qualität sstu fe zu gcwüh rleisten, Durch Einwirkung auf die Realsll'ukllll' und elie Gefligeallsbilclllng während de r Umformung ist es möglich, die dur'ch elie chemische Zllsammenselzung und die Schmel l.- und GiclJbcdingllngcn vo r'geprägten Eigenschaftskennwel'te zu bccinnussen,
Die bei elen einze lnen TecilHologien erreichbaren Effekte l.ielgerichlet [lU Sl.ll
rHU ZCrl , bedeutet, sowohl die Umfonnbedingungen, als auch die Anlagentechnik den speziellen Wel'kstoffbelangen anzupasscn,
Zufl'i edenstellend kann das IlIU' gelingcn, wenn Werkstoff und Ve rfahren als Einheil betrachtet und alle wel'kstoff-, ve rfahrens- und anlagenabhängigcn Parameter' in angemessenei' Weise bel'Hcksichtigt werden, Die mathcmatische ModelIierung ist hierfOl' nicht nur' eine wichtige, sondern notwendigc Voraussctzung, Dureh die mathemati sche Sinllilotion dei' Oefllgebildung können dic charaktcristischen EinnuHgröHen in ihrei' Wir'kllng quantitlziel't, das Gefüge vo rausberechnel und AnlagenkonzcptionCIl bzw. Technologien bcwcl'tct werdcn.
Im vorl iegenden ßeitn1g wir'(l ein Gefiigebercchnllngslllodell vorgestellt , das für dns Walzcn von Dr'nht und Stnbstahl in
Strcckkolibel'n bei hohen Oeschwincligkei. ten crstcllt wurdc [I] , Beispielhaft wird aufgezeigt, d n r~ ber'eil s in dei' Phase eier' Anlagenprojckticrung über dic realisierbaren wCI'kstoffbezogenen Technologien unel damit übcr dic mögliche Produk tqualitüt cntschiedcn wir'd .
1 Bestill1l11l1ngsgrößcn lind l.Ietrachtllngshiille
))je Pa lette der Stahlmarken, aus dCllcn Drähte und StabstHhlc 1.1I wal l.en sind , ist sehl' vielseitig und sehr groß. Sie reicht bci Hochleislungswal l.straßcn für Masse ll- lind QualitätssHihle VOll Bau- und Betonstählen bis l.U Vcrgütungs-. Wiill.lage r- und Wcrkzeugstlihlcn. 13ntsprechend verschiedenartig sind dic Qualitütsanforderungcn bezliglieh (ler' mcchanischen Eigenschaftswel'te, wie dies Tabellc I fll r Drühle aus Stühlen von 0,12 bis 1, 1 % C belegt. Am ehesten, sinnvollstcn lind zwcckmüßigsten können die jeweiligen QunliHitsniveaus (lurch die tempcratu rkontrolliertc (normal isicrcnde) lind alisteni tkorngeslelJ erte Wnlzung CI'reicht werden. In ausgewählten Fällcn erscheint auch die thennomechnllische Walzung als vortcilhaft .
Bild I. Ver!ahrellsreclmiken der Dr(lll l- I/I/d Sra bS/(l" h v(l h l I I/g
\' v"0"'''009 oe, ."O"kI- _\ qualilal durch werk'SIorfbezoget\9
I 1 Umformung 1 Abkuhlung I
-ttemperalur-!kon - beschleunigte lroltrert
- ovsleni tkQrn /Je- = 19~z~g%~e stevert - slu?enweise -vnrcrRekr.Tem~
• In 2-Phosengeb t - partiette -ny-o:-Umwandl.
I Slobslohl und Droht Ol,l$ Qualltäts- u. Edelstählen
IW~lall:1 W rme- r behOndl
YtibHHrte I I~iMporu~1 EiQeMChOlien l~i\JlVt.t~
Draht und Stabstahl
1.1.01
Allen drei rrcchnologien ist gcmeinsam , daIJ die Tenlpcrntllrfiihnlllg bei dcr Umformung genml vorgenommen und eine bestimmte werkstoffabhiingige Endwnlztemperatur mi t hohcr Konstanz eingehalten wcrdcn l1lulJ.
Werkstoffteehnisehe Ziclstcllung dcr kontrolliertcn Umforlliung ist dic Hemusbildung eines voll ständig rekristallisiertcn, leinkörnigcn und glcichrnii ßigen austeniti schen Gefüges. Diescr Werksloffzustand ist dic Voraussetl.lIllg, dan ein feinkörniges Sekundärgefüge entstehtunel durch elcn Kornfeinungseffekt die Fcstigkeits- und ZH higkeitse igenschaften gleichermaßen angchoben werden, Bei der austcnitkorngcstcucrten Wnlzling ist ebenfa ll s ein rek ri stallisiel'" tes Austenitgefüge anwstrebcll , flur dan mr die einzelnen Stah lmal'ken die Kmngröße bzw, Korngrößenklasse vorgegcben ist. Die VOI'gabe el'weist sich al s günstig, weil das UmwandlungsverhalteIl der Stähle direkt von dei' Austcnitkol'llgl'öße abhängig ist. Mit kleiner werdender Korngröße des AustClüts wil'd dei' Beginn der Umwandlung zu kürze ren Zeiten verschobcn und eier Umwandlungsvol'gang beschleunigt. Durch Steucrung der Abkühlgesehwilldigkeit im Temperaturbereich zwischen 800 und 500 oe, in elem dic di ffusiol1sgesteucrtc yQ'-Umwiln(lhlilg S(!"Il1findet, kann die M OI'
phologic des Sekundiirgefliges l.iclgercchl beeilillulit werdcn L2J.
Durch eine Walzung unlcr Rckristalli satiollstempcrntur, das einc!' thCl'lllOmechanischen Umformung entsprichi , verblcibt dic RekristalliSil tioll unvollstiindig. DeI' te ilverfestigte Zustand kann zu eincr zusHtzlichen Kornle inung bci dei' diffu sionsgesteuertcn Umwandlung gcnutzi bzw, auf das Seklll1dii rgeHlge bci dei' difTusionslosen Umwandlung vcrerbt werden,
AlIf"gru1id dicscl' Gegebenheiten beschränkt sich das Gefügebcrechnungsmodeli auf die Bcschre ibung dei' GefOgetlnderungen solange der Werkstoff cindeutig einphasig fl lI steniti sch ist. ßetl'[lchltlngshlllle des Modells ist alllagcntecllllisch die Strcckc ab Erwii rmungsofcn bis zum Winellingsieger bzw. Küh lbetl. Als charaktcristische GeWgeparil lJ1cter wcrdcn die Korngl'öße (0 ')') und der rekristallisicrtc Antcil (X) angesehen, Die andcren Struktur- lind Oefügeparallleter wie Leerstellcn- und Ver-
DRAHT 44 (1993) 10 559

Draht und Stabstahl
7hbelle /. Eigellscha/tsafljordel'llllgell (/1/ Swhldrältw
Bezeichnung C-Gehalt Leg.-Elemente
[%1 [%1
Schweißstahl < 0 , 12 < 1, 1 Si; < 2 , 1 Mn
Aulomutenslahl < 0 , 12 < 0 ,3 S; < 1.3Mn
ßau ~lahl < 0 ,24 -
Betonstahl < 0 .22 < 1.2 Mn
Kll ltsl fl lIchswhl < 0, 15 -
0 .2 ... 0 ,45 < 1,2 Mn < 1.2 Cr
Scil -, Feder-Spannbeton-, Cord-. Gu rnmieinlegcslllhi < 0 ,65 < 1.5 Si;
Nadel- , Stige. , Wälzlagcl'sli1hl
sct7.lIngsdicillC, spez i fische PhnscngrenzOiichc lind Orientieru ng der Kristallite, GI'öße, VCl'lcilung und Anol'dnung der Ausscheidungen we rden in die Betrachtungen nichl ei nbezogen, obwohl auch hierzu viele gesiCherte Ergebnisse vorJicgc l1.
2 TechnologicparllJl1ctcr-Vcrfahrcnstcchnischcs Modcll
Die 1I1llfOrmlCchllischcIl Kenngrößen Vel'glcichsumformgrad <:v. Vergleichsulnformgeschwind igkc it € y ' UmForl1ucmperatur t?u. Umformzci t tu, Pnllsellzeil Ip ulld InbOI11ogenitütsgrml der Umformung <P unlel'scheiden sich beim DI'flh l- und Slfibslahl walzen gravierend von denen beim B'.II1dbzw, Ol'Obblechwalzen l5J, Oie Abnahmc
1200
'e 1100 Draht
Ao· 12S.12S d [o 5,5mm
,J 1000
Anzahl der Slit:he
560 DRAHT 44 (1993) 10
< 104 Mn
0.35 . . . 0 ,85 < 1, 1 Cr < 0.8 Mn
0 .85 ... 1, 1 < 0.8 Mn ; < 1.2 Cr
in den einzelncn Stichen ist dU I'eh die Ka li br icrung vorgegeben, so duß f y meist 0,2 < f , < 0,6 beträgt (Bild 2). Mit steigender St ichzahl erhÖht sich die mittlere Vergleichsumformgeschwindigkeit je nach Walzgeschw indigkeit von E' y ;:; 0,2 s_1 bis nuf E' = 0,2 s-1 bis auf ~ y ;:; 3500 S- I . Die Ä nderung betl'iigt etwa vier Zchnerpotcnzcn, wcnn in 25 Stichcn gewalzt wi l,(\. Dei' Vel'iauf der WalzgultclIlpCratur weist aur Grund dcr kinemat ischen Verhäl tni sse, der Tempel'a lurabhängigkcit dcr wärmctechnischcn Storfkennwcrte und des Anstieges der Umfol'lllfesti gkeit lIIit rallcndc r Temperatur ei n ausgcprügtes Tempcratmminimum im BCl'cich dcl' Mittclstmnc aur. Sic kann nur dureh eine intensive Kühlung der WalzgLllader reim iv gleichmiin ig gehaltcn bzw. wcite r abgesenkt werden.
,., . 11,00
1200
800 Bild 2. 600'''': UIII!Ol'mpartlllle/er
beim Hfllzen ' 00 1101/ 01'(111, 200 mit \I = 50 m:rJ
,,0 () I - geringe
20 Kiihlullg t?2 - i1llclIsivt] Kiihlimg
Ziele ReiRlll A5; Z 'i'K IMPaJ [%J H
< 650 > 55 >3
< 540 > 30 -
< 420 A, > 23 -
Re > 500 A, > 10 -
< 500 > 60 > 1.5
> 750 > 55 > 1,5
> 1000 > 40 > 1.2
> 800/ 1500 > 30 > 2,3
> 900 > 30 (> 1.6)
D ie Umfo fm- und Pauscnzeiten schwanken bei A Tllagcn dcr nClIcslcll OenerHtion mcist zwischen 10-4 < tu < 10° bzw. 10- 2 < tp < 10' s. ßci Stnbslllhl - lind Dmhtstrußc ll mit cntkoppclter VOI'straßc lind crhöhte!' AusJaufgeschwi ndigkc it sowie Thennorollgang vor der Mittc l s t l'af~e
ist der ' le tnpemtLl I'ab!:-ll1 bedeutend ger inger.
Die Berechnung dei' Ei llzc1wcrtc lind insbesondcrc dcr Temperatur-Ze it -Charakteristik erfolgt nach einem ve rffi hrcllslechnischen Modell , das sich grundsätzlich aus Teilmodcllen zur Bestimmung der wiin nctechnischcn StofTkcnnwcrte, der Um formfestigke it , dcr Umfonllarbeil lind der TCI11 -
pel'lHurvertcilung übcr dcn Querschnitt des Walzgutes zusammensetzt 16.7 1. Die Ermitthlng der Tcmpcraturfclder in ihrer Orts- und Zcitabhängigkeit basiert aur der numel'ischen Lösung der Fourier'schen Wii rmcJcitgleichul1g nach dei' Fin ite-Di ffeI'enz-Methodc (FDM) untcr Zugnmdelegung von Randbedingungen 3. Art f{\t' dCII WlI l'lnelluf} Hn elcr Obcrnüehe durch Wü rmcleitung in der Um fOl'lllzone b1.w. durch Strnh lullg und rrcic oder erzwungene Konvekt ion wührend der Pausenzeiten.
Die rOM wurde cbenfalls zur Berechnung der örtlichcn Umfol'lllpal'ametet' bcVOI'ZUgt, wobei die Inhomogcllitüt der Umformung durch visioplastisehe Untersuchungen in Abhtingigkcit vO ll der Ka liberfo rm, dem Walzspaltve rhältnis Id/h111 lind der Umfol'lHlempcrntur expcrimcntcll erraßt wurde [1 , 8].
STRECKER STUMPFSCHWEISSMASCHINEN
für Litzen und Seile 0,08-2.000 mm'
zum Kaltschweißen von NE-Metall-Drähten Cu 0,15- 9,5 mm 0 AI 0,15-15,0 mm (21
AUGUST STRECKER GmbH & Co. KG Jahnstrasse 5, Postfach 1337 D-65533 Limburg (Lahn) Deutschland Telefon: 6431 I 4621 -22 Telefax: 6431 144221
mit Doppelstauchverfahren und Entgratautomatik für Drähte für LeiterseIle Cu 3-26 mm 0 16-630 mm' AI 3-32 mm 0 25-630 mm'
im Drahtzug Cu 0,04-14 mm 0 AI 0,80-18 mm 0 St 0,04-20 mm 0 mit programmierbaren Steuerungen tor Stahldrahtschweißmaschinen mit Glühautomatik, fiJr konstant gute Schwelß- und Nachglühergebnisse bei hochgekohltem Stahldraht
als Batterie-Schwelßzange für Stahldraht fiJr Kupferdraht 0,3-1 ,4 mm 0 0,4-0,6 mm (21
als Batterie-Trennzange tar Stahllitzen und Stahlcord 0,3-2,0 mm 0
I STRECKER]
Draht und Stabstahl
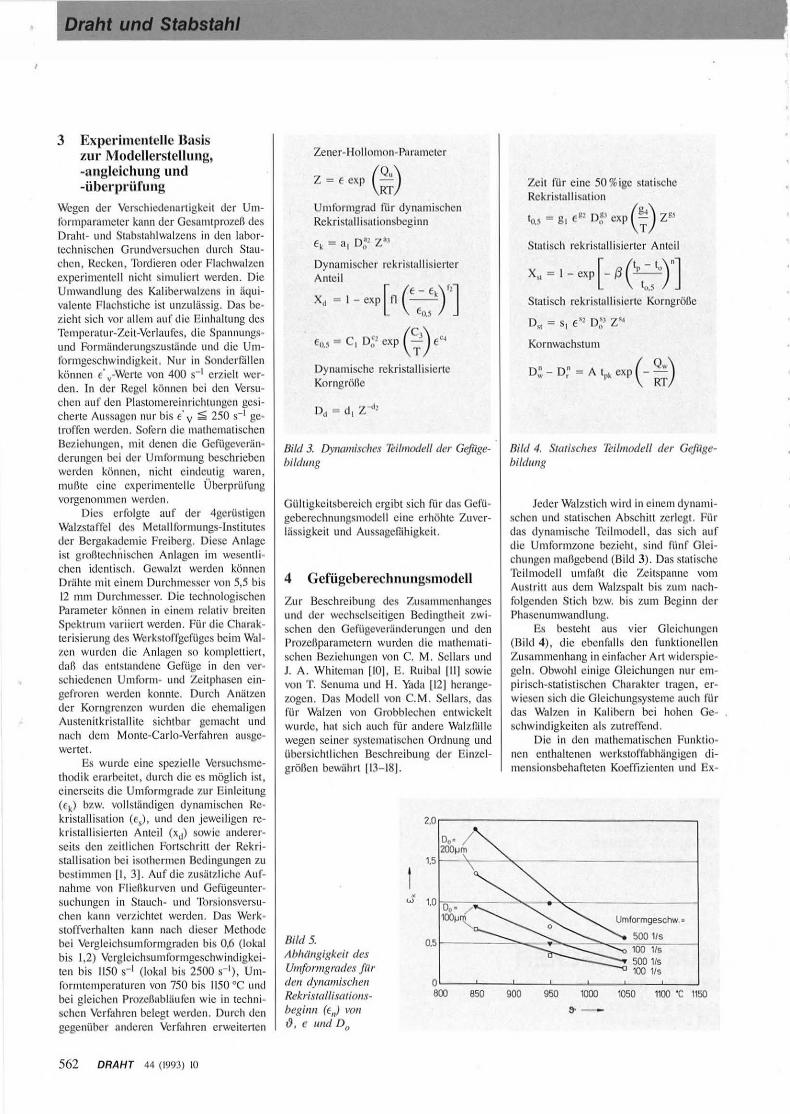
3 Experimcntelle Basis zur Modcllcrstcllung, -angieichullg und -ii beq)rii rillig
Wegen der Verschiedenal'ligkcit der Umlonnparumcter kanll der Gcsal1llprozeß des Draht- und Stabslahl walzcns in den labortechnischen Grundversuchen durch Stauchen, Recken, 'lbrdicrcn oder Plachwalzcll experimentell nicht silllll licrl werden. Die Umwandlung des Kalibcrwa lzcns in iiquiva lente Flochsti che ist ullzulüss ig. 'Das bezieht sich vo r nllem auf die Einhahullg des Tempel'flllll'-Zeil -Ycrlaufcs, die Spannungsund Fonnändel'l1ngszuslilnde lll \<I die UmfO I'mgeschwi lldigkCit . Nur in Sonderfä llen können f. ' ".Werte von 400 S- I erzielt we relen. In der Regel können be i den Versuchen auf den PlaSlomcl'cin l'ichlllngcn gcsiehel'te Aussagen nur bis f ' v :;; 250 s-l getroffen wcrden. Sofern die mathematischen Beziehungen, mit de llen die Oefügevertinderungcl1 bei der Umformung beschrieben wel'den können, nielli cindeutig wa ren, ll1ußtC eine experimentelle Übel'lwOrung vorgenommen werden,
Dies crfolgte auf der 4gerOst igcn WaI7_,>taf'fel des Melflilformungs-Institutes de r Bergakademie Frcibel'g. Diese Anl nge iSI gl'Or}teclH; ischen Anlagen im wesent li chen identisch. Gewalzt werden können Drähte mit einem Durchmesscr von 5,5 bis 12 11'1111 DurclullesseI'. Die technologischen Parameter könnell in einem relativ breiten Spektrum variiert werden. FÜI' die Charakteri sierung eies Wel'kstorTgcfiiges beim WalZen wurden die Anlagen so komplettiert, daß das ents\i1ndelle Gefüge in den verschiedenen Umform- und Zeit phasen eingefroren wel'den konnte, Durch Anätzen der Korngrenzcn wurden die ehemaligen Austeni tkl'istall ite sichtbar gemacht und nach dem Monte~C:lrlo-Verfa l ll'e Tl ausgewertet.
Es wurdc eine spezielle Yersuchslllethod ik erarbeitet, durch die cs möglich ist, einerse its dic Umformgmde ?ur Einleitung ( c~) h1.w. vO ll st!indigen dYIHunischen Rekristalli sation (c;s)' und elen jeweiligen rekri stalli sierten All tcil (Xii) sowie andererse its den ze itlichen F'ol'tschl'iu der Rekri stalli sation bei isothermen Bedingungen zu bestimlllcn [I, 3] . Auf die zusttlzl ichc Aufnahme von FlieUkurvell und Ocfügeuntersuchungcn in Stauch- lind Torsiollsversll ehen ka nn verz ichtct werden. Das WerkslOffverhulten kann nach dieser Mcthode bei Vergleichsumlo rmgrudcn bis 0,6 (lokal bis 1,2) Vcrgleichsumformgeschwill(ligkeilen bis 1150 S- I (lokal bis 2500 , - I), Umlo rmtcmpcraturen von 750 bis J 150 °C und bei gleichen ProzcUnbUiufcn wie in technischen Yerf'lhl'c ll belegt werden. Durch den gegenüber olidcrcn Verfahrcn erweiterten
562 DRAHT 44 (1993) 10
Zener-Hollolllon-Parflllletcr
Z ~ e exl' (~) Umformgrad f'til' dynamischen Rekristall is!ttionsbeginn
Dynamisc llcr rckrisUl llisicrter
:~I:II - exl' [11 ( E :fi:'Y'J , _ CD" cxp (Cl) e"
0., 1 0 T
Dymulli schc rekristall is ierte Korngröße
Bi/d 3. Dynamisches Teillllodell der Gejligebildung
Gültigkeitsbcl'ciCh ergibt sich für das Oefügebereehnllngsmodell e ine erhöhte Zuverläss igkeit und Alissagemhigkcit.
4 Gefiigebel'cchnulIgsl11odcll
Zur Beschreibung des ZUSfl llllllcnhangcs und der wechselse itigcn Bedingtheit zwischen den Gefügevel'findenlJlgen lind den PI'o?cHpnrametcrn wurden die mathematischen Beziehungen von C. M. ScHars und J. A. WhilCII!!1I1 [10] . E. Ru i".1 1111 sowie VOll T. Senlllll<l und H . Yi)da 1I2] herangezogen. Das Modcll von C.M. SeHal's. <Ins fll r Walzen von Grobblechen entwickelt wurde, hat sich auch fü r anelere WalzHi lle wegen se iner systemati schen Ordnung und übersichtlichen Beschreibung deI' Ei nzeigrößen bewälll't [13-18].
Bild 5. Abhängigk.eit des UI1{formgrades für den dYl/(lIl1ischell Rekl'isral/iso/iollsbeginl/ (f,,) VOll
() . E /ll/riDo
• w
2.0
00 , /
200"" ' ,5
1.0 00 • /
100"~
0.5
0 600 650
Zeit rur ei ne 50% ige statische Rekri stallisation
I = g e" D" eXI' (~) Z" 0.51 I) T
Stati sch I'ekl'istn ll isiertcr An teil
X" ~ I -exp [- ß (\:,lo)"J Swtisch rekl'i stll ilisiertc Korngrößc
D~, = SI e ~l D~' Z5.1
Kornwachstulll
( Q .. ) 0: - D; = A tvl.; exp - RT
ai/tl 4, Statisches TeilmodeJl der Geftigebildung
Jeder Walzstich wird in einem dynamischen und stat ischen Absch ill ze rlegt. Für das dynamischc Tcilmodell , das sich auf die UmfOl'lllzone bezicht , sind fü nf Gleichungen maßgcbcnd (Bi ld 3). Das statische Tcilmodell umfaIJt die Zeitspannc vom Austritt aus dcm Wnlzspalt bis ZUI11 nachfolgenden Stich bzw. bis Zum Beginn der PhllSclllllllwandlung.
Es besteht fl US vier Gleichungen (ni ld 4) , die ebcnfn ll s den funktionellen Zusammenhang in einfacher Art widcrspiegehL Obwohl ein ige Gleichungen nur eln pirisch-stati sti schen Charaktcr tragen, erwiesen sich die Gleiehu ngsysteme auch rur das Walzen in KnJibern bei hohen Geschwindigkeitcn als zutl'effend .
Die in den Ill ftlhcmat isehen Funkt ionCIl enthaltenen wel'kstoffabh:tngigcn di mcnsionsbehaftetcll Koeffizienten lind Ex-
900
Umlocmgeschw ...
500 1/5
"''''''::-'''''--'';::'-'00''''''115::---1 500 1fs 100 1/s
950 '(10() 1050 1100 -e 1150
".
,
1,0 60
0,8 "m 50
Umformgroo z -" D • 0,6
0 40 x
0,1 - / 1CX4>m 0.4 • c 30 0,2
0,2 Q OQ..!.... , ? 501Jrn 0,1 0-
20 0
0,2
0 0,2 0,4 Q6 0,6 10 E:-tK -
- °0 . 49 &,,1050 ~Do· .t.9 ~ ·950 --<;- ° 0.1,9 9-.850 o 6DO 850 900 950
g.
105O'e 1100 -0- 00 .92 !h10SO ....... Do "92 S- s950 -- ° 0.92 !h650
(tJln Grad C . Doin }.Im)
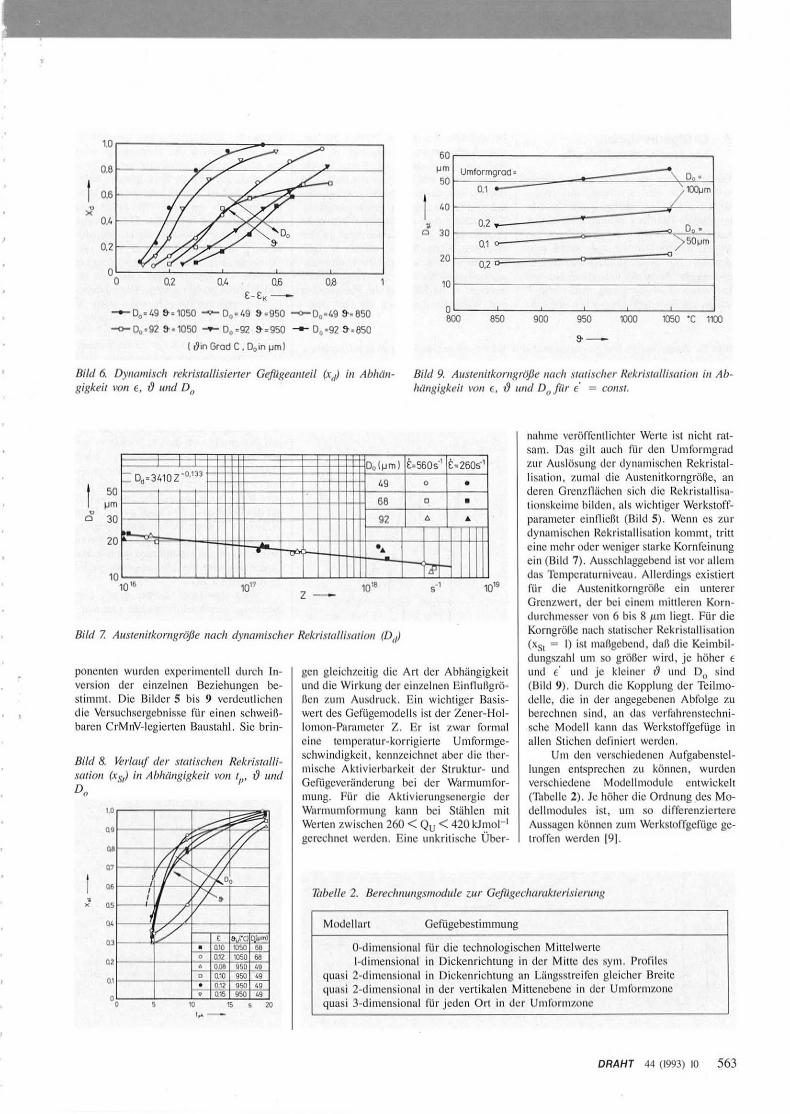
Bild 6. Dynamisch rekrütallisierrel' GeftJgeomeil (r r/) in Abhtln· gigkeit 110" €, " untl Do
Bild 9. AlIsfellirkol"llRröße IIl1ch s/(uischer Rekl'iswJ/islIIioll in Abhiillgigkeit \11)11 t!, () /ll/d Do fill' (;' == eOllst,
50
"m ~ 30
20
f: D,-3410Z ·" '"
...
Z - -
O, I"m l 49
68
92
",
t . 560s·1 t ,, 2605"1
0 • 0 • • ,
Id'
" 10~
Bild 7. AusfCllirkomgröße nach dynamischer Rekriswllismioll (Dd)
nahmc veröffentlichte!' WCI'te ist nicht I'fl t
sam, Das gilt auch für den Umformgrad zur Auslösung der dynurni schen Rekriswl li sfl tion, ZlJInal eHe AUslenitkorngrößc, an deren Grcn:G niiehcl1 sich dic Rekriswll isfllior\skeime bi lden, al.'O w ichtiger Werkstoffparameter einfließt (Bild 5). Welln es Zur dyn;unisehen Rekri.'Olallisation komlllt , tritt eine mehr oder wcniger starke KOl'l1feinung ein (Di ld 7). Au.'Osclllaggebend ist vor allem das Tcmperatllrllivcllll . A llerdings ex istiert Hlr die Austenitkorngröße ein unterer Grenzwert , der bei ei nem mitt1cl'cn Korn durchmesser' VOll 6 bis 8 P.1ll liegt. Fü r die Korngröße nach sUi ti schel' Rckr iswi l isfi ti oil (xs t = I) i .'Ol maßgebend , daß die Keimbildungszahl UI11 so gröner wird. je höher €
ul\(l { lind j e kleiner 1? lind Do sind (Bild 9). Durch die Kopplung der Tcihnodelle, die in eier' angegebenen Abfo lge Zl1
berechnen sind , 11 11 dns vel'lah l'cnstechnisehe Modell kann das Werkstoffgefüge in allen Stichcn dcfiniert werdcn.
poncntCIi wurden experilllcntcli dun:h Inve rsion der einzelnen Beziehungen bestimmt. Die Bi lder 5 bis 9 ve rdeut lichen die YcrslIchscrgebnisse fü r e inen schweißburen CrMnV-lcgic rlcll Saustahl. Sie brin-
Bifd 8. Verlauf der statischen Rekl'isf{/I/isatiOIl (.ts,) ill Abhiillgigkeil 1101/ If}' .,J und Do
0
o • ..... A ~ ~
7 /11<.. /
, jI -"""" 'Yf.o. : I '}"-.
!l --J-
.. o
o , • 0
, / 3 '/' , &: rtl ", • 010 ~50 "
o
o
2 • ." 1050 .. • ~ -fi~ ~ , 0 0.10 950 " • 0,1l "0 "
o
o
0 • . 15 950 " o 10
~cn ~] e ic h :Ge itig die An der AbhHngigkeil und die Wirkung der einzelnen Einflußgrößen :G1I1Il Ausdruck. Ei n wichtiger Bas iswe l'! des Gefügemodells ist der Zencr-Hol ]0I11ÜI1-PHrHlneICr Z, Er iSI :Gwa!" formal eine lempel'alll r-ko l'l' igiel'le Ulll fol'lllgeschwimligkcit . kcnl1:Gcichnel aber die thermi .'Oche Akti vierbal'keit der Stl'llklUl'- und Gefllgeveriindel'ung bei der Wannumformung. FÜI' die Aktiv iel'lillgsenergic der WllfIIllHlIforlllullg kmlll be i Stiihicil mit Werten zwischen 260 < Qu < 420 kJmol- 1
gerechnet werden , Eine unkritische Über-
Um den vet'.'Ochiedellcll Aufgabcnstc llungen entsprechen :GU können, wurden vcf'sehiedelle Moclellmodu le entwickelt (11tbelle 2). Je höhcr die Ordnung .des ModelllHodules ist , tim so differenzierte re Aussagen können zum WcrkstoffgeHlge geI rolTcl\ wef'den 191,
1fIbelle 2. Bel'echllllllgsmodufe zur Gejligeclwrakierisierlll/g
Modellal'l Gefügebestimmllng
Q-dimcnsional fO r die technologischen Mit telwerte I-dimensionnl in I)ickenr ichtllng in der Mitte des synl. Protiles
quasi 2~dimens iona l in DickenrichlUng un l .. iingssl l'Ci fen gleicher Breite qUflsi 2-dilllensionnl in deI' vertika len Mittenebene in der UmfOl'llll'.one quasi 3~dil11e n s ional für jcdon Ort in der Ulll fol'nl'7.one
DRAHT 44 (19931 10 563
Draht und Stabstahl
5 Gefügesimulation fiir eine Stabstablstraße
Die VorausbercchTluIlg des Austcnitgcfügcs erfolgte für eine kontinuierliche Wal7.sImile, auf eier' aus Hnlbzeug mit den Abmessungen 150 Illlll x 150 mm x 13200 mm Stabstahl im Durchmesserbereich zwischcn 16 und 70 n Ull Du rchmesser gewalzt wel'· elen soll. Das Stra/Scnkollzept enthtilt einc cntkoppelte Vorst raße mit freiem Auslauf auf einen Thel'llloroligo llg, eine Mittelstrilße mit Zwischenklihlstrecken und eine
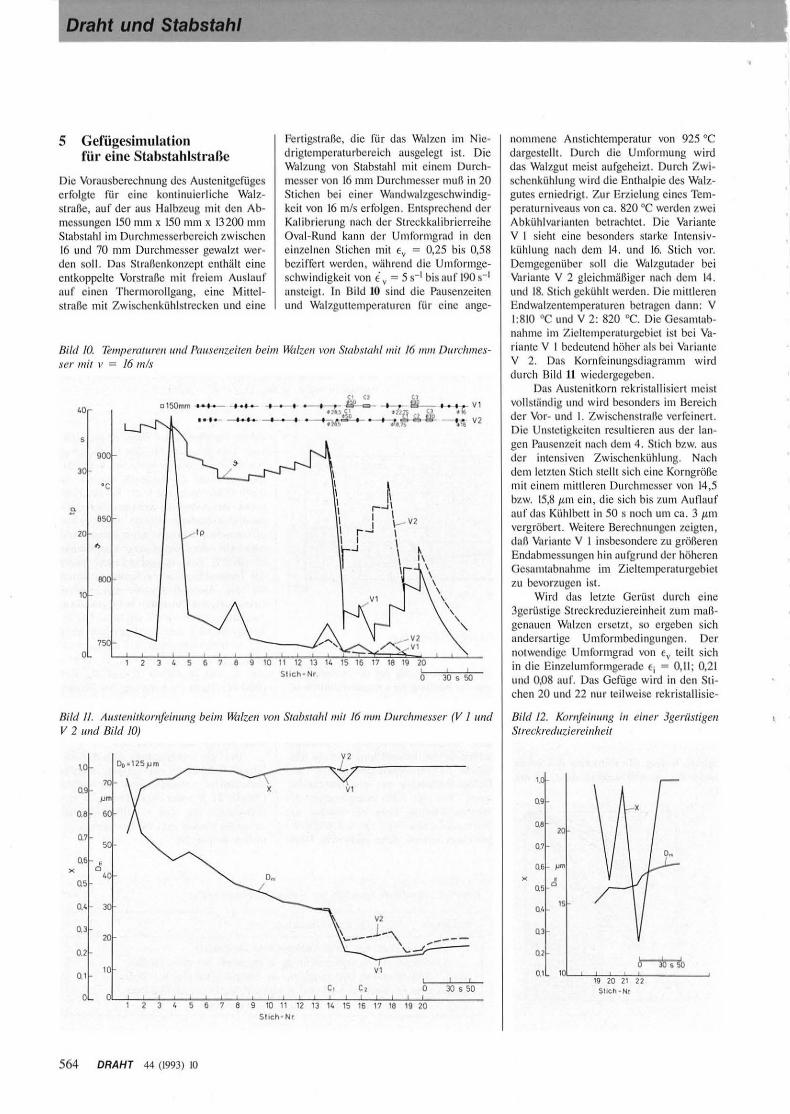
Fel'tigstrnlle, die Hir d:-ls Walzen im Niedriglemperaturbereich ausgelegt ist, Die Walzung vOn Stnbsl::lhl mit ei nem Durchmesser von 16 mm Durchmesser THuO in 20 Sl ichell bei einer Wand wll lzgcschwindigkcit von 16 m/s erfolgen. Entsprechend der Kalib l'ierung nach der St rcckkalibricrreihe Oval-Rund kann der Umfonngrad il1 den einzelnen Stichen ,ni l c:v ;;;; 0,25 bis 0,58 bezirfert werden, wiihrencl die Urnfünngcschw indigkeit von i. v = 5 s- l bis auf 190 s-1 ansteigt. In Bild 10 si nd die Pausenze iten lind Walzgu ttemperfltufcn für eine ange-
HUt! 10. '/elllj)ermlll'ell /llId PWlselll eifel/ beim Hftfzell VOll Stabs/all/mi/ /6 1/111/ Durchll/es!J'er mir v = /6/11 /s
40
, 900
30
'C
!} eso
20
~
2
\
\ j \ I \ v,
I I---\ r- - \
tJ \
10
~ 11
\ \
VI
) 4 5 6 7 e 9 10 11 12 1) 11, lS 1& 17 16 19 10
Sllen- Nr
\ \
\ ,
VI
"
Bi/d 11. AIISfellitkomj'eillllllX beim J#lfzell VOll Stabstalt! mir /6 111111 IJllrc;hmesser (V 1 fllld V 2 I/I/d Bild /0)
1,0 Oo a1251-lm L' 70
~ - x VI
"M 0,8
0,7
O. x
Q'
0.< V2
0,3 (.,~ ___ l -\ 20 ... ----0.2 - \.. -'
I
0,1 '0 VI I I I
C, C, 0 30 s 50 0 0
2 3 4 , • 7 8 , 10 11 I, " H, IS " 17 18 " '0 Slieh - Nr
564 DRAHT 44 (1993) 10
nOllllllene Anstichtemperfltur von 925 oe dargestellt. Durch die Umforlllul)g wird das Wnlzgut meist lIufgehcizt. Durch Zwi· schenkühlung wird die Enthalpie des Walzgutes erniedrigt. Zur Erzielung eines 'Ibmperaturniveaus von ca . 820 oe wel'den zwei Abkühl va l'ian tell betrnchtet. Die Variante V 1 sicht eine besonders starke Intensivkühlung nach dem 14 , lind 16, Stich vor. Demgegenüber so ll die Walzgulader bei Variante V 2 gleichli1HHiger flach dem 14. lInd 18, Stich gekühl t werden. Die mittleren Endwalzentemperntu rcn betragen dann: V 1; 810 oe lind V 2: 820 oe. Die Oesamtabnah me im ZieliemperaWr'gcbict ist bei Variante V I bedeutend höher als bei Val'iante V 2, Das KOl'nleinungsding rillll1ll wird du rch Bild 11 wiedergegeben.
Das Auslenitko!'l\ rekr isUl lli sierl meist vO li stiindig und wird besonders im Bel'eich der Vor~ lind I. ZwischenstralJe ve rreinert. Die Unstctigkeitcn resultieren mls der langen Pausenzeit naeh dem 4. Stich bzw, aus der intensivcn Zwischenkühlllng. Nach dem let7.lell Sti ch stellt sich eine KOl'l1größe mit einem mitt lercn Durchmesser VOll 14 ,5 bzw. 15,8 Jlm ein, die sich bis zum Alinauf mll' eins Klihlbcll in 50 s noch um ea. 3 JlIH vergröbert. Weitel'e ßel'echnungen ze igten, dal} Variante V 1 insbesondere Zli größeren Endabmessungen hin aufgrllnd der höheren Gesflllihlbnllhmc im Zieltempemturgebiet zu bevorzugen ist.
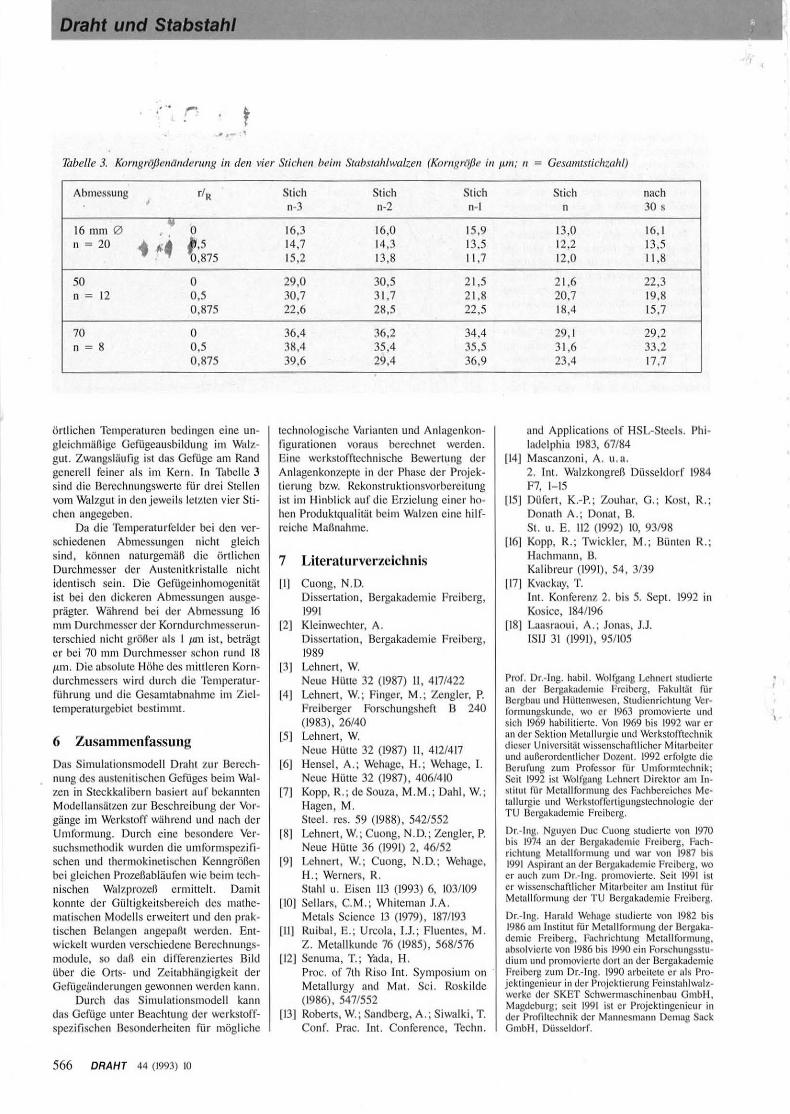
Wird das letzte Gerüst durch eine 3gerüstige Stl'eckl'ecl llziel'einheit zum maßgenauen Walzen ersetzt, so ergeben sich andersart ige UmfOl'lllbcd inglillgen, Der notwcndige Umformgrad von f v tei lt sich in die Einze lumfo rmgerade (;i = O,lIj 0,21 lind 0.08 1I11r. Das Gefüge wird in den Stichen 20 une! 22 nUT' teilweise rekristallis ie~
Bild 12. KOl'llfeilll ll/g in eil/er 3gerlistigel1 SI reck reduziereil1heif
I,
Q' .
o.a
Q7
0.6 - I,m x &
Q'
Q' "
.3 Q,
0,1
x
19 20 21 22 StiC h. Nr
o.
ren. Gnmdsützlich entsteht bei kleinen Umfor'Tllgraden aus einem feinkömigell GeCligc immcr cin groberes i\ustenitgeflige. Der mitllere Korl1dllrchrnesser des Austel1its ist demzufo lgc am Austri tt aus dem Mar~wa l zwe l'k gl'ößel' ols bei den VtlrioTl ten V I li nd V 2, Dureh dic Kornstreckung im 22. Sti ch ist die spezifi sche Korngrenzcll nüehc größcr und damit aueh die Zahl der Keimstellen ftl T' die stati sche Rekristnllisation. Schon naeh wcnigcr als 30 s wi rd das Gefüge vo ll s t ~ n(l ig rek ri slflllisieren, dann aus relativ fci nen Körnern bestehen und homogen sein.
Die getroffcncn Feststellungen geltcn nUT' fO T' das Walzen bei Temperaturetl um 815 oe, Die thermodynamischen Bedingungen fü T' die dynam ische lInd Stfl tische Rekristallisation ündern sich, wenn die Telllpel'a(llT' ansteigt. PlI!' den Poil , dlln (lIlS Walzgut mit eincr um 200 K höhcren Temperatul', das he j(\ t, mit einer' Austenit kOI'ngröße vOn etwa 42 pm , in dcn Maßwalzblock einläuft , wil'cI die min iere KOT'ngr'öße um 2 ASTM-Klasscn größer sein. Die
x
J,O - JCK;I \
U9 \
,..m \ ua \
0,7 200
0.6
QS -J
0,4
I I
~OQ: 350
00 . 150 I I
\ / I I I I
1\
) ,
1 \ 0 0=350
/ ~ 0, ."o ) D. 0,3
0,2 -L
0.1
ol-f-c<-~-7~c-f-~~c~,~~~~~c;,~~;:;:~C:':;~C;'=t;;;:::~~ 3 I, S 6 7 6: 9 10 11 12 13 14 15 16 17 16 19 20
o
o
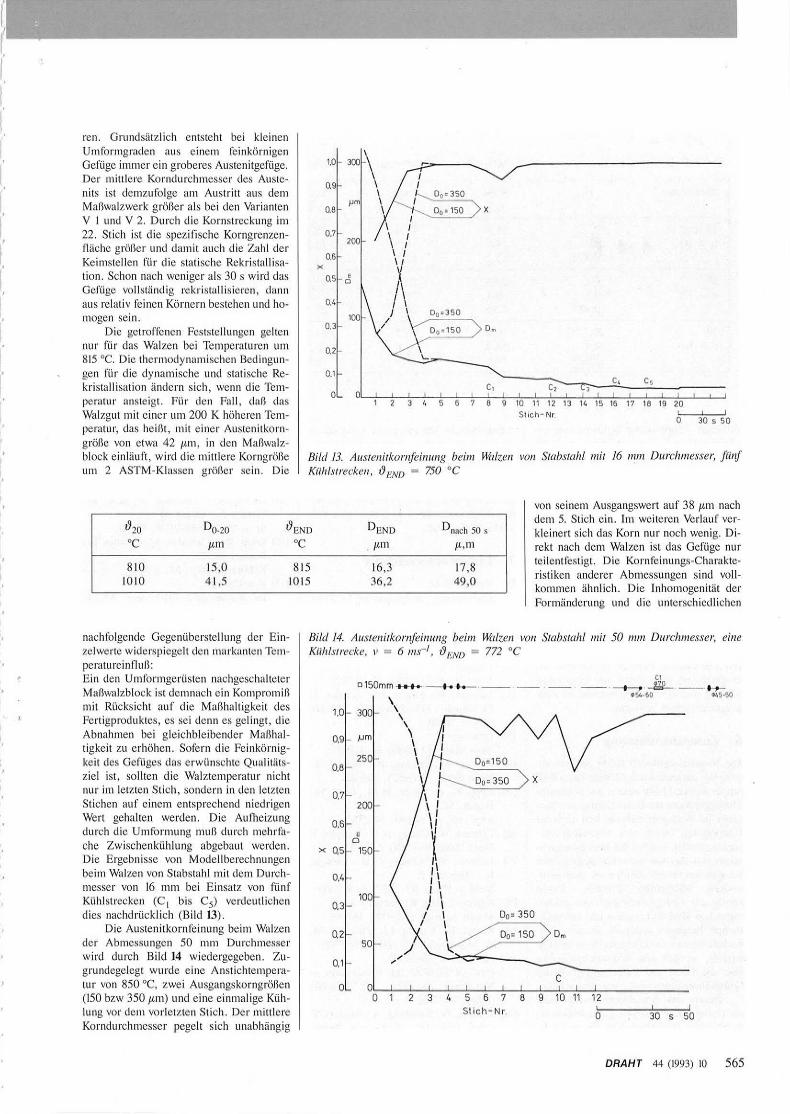
Bild /3. Allsre//irkomfeill/IIIK beim I#d(;C!1/ VOll SralJsrahi mir 16 1/111/ Durchmesser, fiJllj
Kiihlslreckel1 , iJEND = 750 <>C
von seinem Ausgangswcrt auf 38 J.tm nach
~20 0 0•20 OEND I)END Dnnch SO s dem 5, Stich ein , hn weiteren Verlauf ver-kleiner'! sich das Korn nur noch wenig. Di-
oe J.un oe jtm jt , llI rekt nllch dem Walzen ist das Geflige Ilu r
810 15 ,0 8 15 16,3 17,S teilenl festigt . Die Kornfei llungswCharakte-
10 10 4 1.5 101 5 36,2 49 ,0 ristiken anderer AblBessungen sind voll -ko mmen ähnlich. Die Inhomogenität der
nachfolgcnde Gcgcnü berstellung der Ei llzelweT'le widel'spiegelt den mnrknntel) Telilperatu rcinOl1ß : Ein den Um fOl'lnger(\sten IifTchgeschfi lteter Maßwalzblock ist dcmnach ein Kompromiß mit ROcksicht au f die Mllnhalt igkeit des Fertigprodl1ktcs j cs sei dcnn cs gelingt, dic Abnllhmen bei gleichbleibe"der Mrlnhnl tigkeit zu erhöhcn. Sofern die Feinkörnigkeit des Gefüges das erw(lnsclHe QUfl liliitsziel ist , solltcn die Walztemperatur nicht nUT' im letzten Stich, sondern i'l den letzten Stichen auf eincm entsprechend niedrigen Wert gehalten werden. Die Auflieizullg durch dic Umformung muß dureh 11lehr fa~
che Zwischenldlhlung flbgebaut werdelI, Die Ergcbnisse von Modell berechnungen beim Walzen von Slllbswhl mit dern Durchmesser von 16 mlll bei Einsatz von fün f KOh lstT'ecken (C I bis es) verdeutlichen dies nachdrücklich (Bild 13).
Die AustenitkOl'nfeinulig beim Wolzen de r Abmcssungen 50 llllll Durchmesser wii'd du rch Bi ld 14 wiedergegeben. Zugrundegelegt wurde eine i\nstieh tcmperaw tUI' von 850 oe, zwei A\lsgflTlgskorlig röf~en (150 bzw 350 jt11l) und eine einmalige Kühw I\mg VOT' dem voT'l etzten Stich. ,Der mittlere Ko rndurchmcsser pegelt sieh unabhängig
Formändel"llng lind die untcrschicdlichen
lJiltl /4. AII$ItJni /komjeimmg beim I#tfWIl VOll SW/).Hfthl mir 50 11/111 DllrcJllnes.'u!1~ eille Ktihlstrecke, )I .= 6 11ls- I , {)/jNO ~ 772 oe
01S0mm · ......... - h '
1,0 - 3()() -
0,9 _ ,um
250 -0,8 -
0.7 200
0,6
~ x 0.5 150 ~
0.4
100 -0,) -
Q2 50
0,1
0 0 0
/)
2 3 4
" - ._ ,. -U2-. __ . , ,,,_ o,)~-M Q45~0
Do· 350
00 11 150 D.
c 5 6 7 8 9 10 11 12 Sl ich - Nr.
, 0
! !
30 s SO
DRAHT 44 (1993) 10 565
Draht und Stabstahl
,' . r · -.-
7libelle 3. Komgrößelliil/denmg in deli viel' Stichen beim Slobstahlwaf'l.c lI (Komgröß e in p.m; 1/ := GesamlstichzallJ)
Abmessung •
riO
16 mm 0 ...
0 , ,
n - 20 •. "'. 1:. 5 0 ,875
50 ° 11 = 12 0 ,5 0 ,875
70 ° n = 8 0,5 0 ,875
örtlichen Temperaturen bedingen eine ungleichmäßige Gefügeausbildullg im Walzgut. ZwangsHi ufig ist das Gefüge am Rand generell feiner al!'> im Kern . In Tabelle 3 sind die ßerechllllllgswcrtc mr drei Stell en vom Walzgut in den jeweils letzten vier Stichen nngegeben.
Da die Te mperalul'le lder be i den verschiedenen Abmessungen nicht gleich sind , können n<lulI'gemiiU die örtlichen Durchmesser der Austcnitkristalle nichl identisch sein . Die GcfUge inhomögcnitül ist bei den dickeren Abmessungen ausgeprägter. Während bei der Abmessung 16 IHm Durchmesscr der Korndurehmessenlntersehied nicht gl'öllel' als I 1»11 ist, beträgt er bei 70 111111 Durchmesser schon I'lilld 18 J.1.I11. Die absolute Höhe des mittlcren Korn ~
durchmessers wird durch die Te mperaturführung und die Gesal1ltHbnuhme im Zieltempcrfllurgebiet bestimmt .
6 ZusmumcnfasS\lng
Das Simulationsmodell Draht zur Berechnung des fl \lsieniti sehcn Gefüges beim Walzen in Steekkali be rn basie!'1 nur bekll lll1tcl1 ModellanslIt zen Zur Beschreibung der Vorgänge im Werkstoff wälll'cnd lind nllch der UmlOrmllng. Durch eine besondere Vel'suehsmcthodik wurden die 1I lnfo rrnspezifi sehen und thermokinctischen Kenngrör\en bei gleichen Prozeßabläufen wie beim technischen Walzproze/J ermittelt . Damit konnte der Gliltigkeitsbel'eich des mathemati schen Modells erweitert und den praktischen Belangen angepaß t werden. Entwickelt wurden verschicdene Bcreehnungs~
mOdulc, so daß ein differenziertes Bi ld übel' die OrIS- und Zeitabhängigkeit der Gcfiigetinderungen gewonnen werden kann .
I)urch das Simulationsmodell kann das Gefüge unter BeaChtung der werkstoffspezifischen Besonderhciten fü r mögliche
566 DRAHT 44 (1993) 10
Stich Stich Stich n-3 1l-2 n-I
16.3 16 ,0 15,9 14,7 14.3 13,5 15 .2 13,8 11.7
29,0 30,5 2 1.5 30.7 3 1,7 21.8 22,6 28 ,5 22,5
36 .4 36,2 34 ,4 38.4 35,4 35.5 39,6 29.4 36,9
techllologischc Varianten und Anlagerlkonfigurationen voraus berechnet werden. ß ine werkstofftcchn ische Bewertung der Anlagenkonzepte in der Phase der Projektiel'ung bzw. Rekonstruktionsvorbereitung ist im Hinblick nur die Erzielung ei ner hohen Prodllktqualitiit be im Walzen eine hi lfreiche Maßnahme.
7 Literalul'vcrzcichnis
[I[ Cuong. N.D. Dissertation, Bergakademie Freiberg, 1991
[21 Kleinwechter, A. Dissenmiun, Bergakademie Freiberg, 1989
l3J Lehncrl , W. Neue Hütte 32 (1987) 11 , 417/422
L4] Lehncrt , W.; Finger, M.; Zel~g l er, P. Freibel'gel' Forschungsheft B 240 (1983). 26/40
[5] Lehne!'t . W. Neue Hütte 32 (1987) 11 . 41 2/417
[6] Hense l. A.; Wehage, H .; Wehage, I. Neue Hütte 32 (1987), 406/410
[7] Kopp, R.; deSouZll, M .M .; Dahl , w. ; Hagen, M, Stee!. !'es . 59 (1988), 542/552
L8] Lehncrt , W.; Cuong, N.D. ; Zengier, P. Neue Hütte 36 (1991) 2. 46/52
[9J Lehne rt. W.; Cuong, N. D.; Wehnge, H. ; WCl'ners, R. Stahl u. Eisen 11 3 (1993) 6, 103/109
[10] Se lla!'" C. M.; Wh it. n",n J.A. Metal , Seiencc 13 (1979), 1871193
(11) Ru ibal, E. ; Urcol!l , I.J.; Flucntcs. M. Z. Metall kunde 76 (1985) , 568/576
[12J Senuma, '1'. ; Ynd •• H . Proc. of 7th Riso fnt. Symposium on Metallurgy and Mm. Sei. Roskildc (1986). 547/552
[13] Roberts, w.; Snndberg. A .; Siwalk i, T. Conf. Prnc. lnt. Conference, Techn .
Stich nuch n 30 ,
13,0 16, 1 12.2 13.5 12.0 11 ,8
2 1.6 22.3 20.7 19 ,8 18,4 15 .7
29. 1 29,2 3 1,6 33.2 23 .4 17,7
und Applications 01' HSL-Stccls. Ph i~
Indcl phia 1983, 67/84 fl4] Mascanzoni , A. lI . H.
2. Int. Walzkong!'eß Düssel,lo!'f 1984 F7, 1- 15
LI 5J Dli lert . K.-P.; Zouhar, G.; Kost. R.: Donath A.; Donnt, B. SI. u. E . 112 (1992) 10, 93/98
{l61 Kopp, R. ; 1\vickler, M .j Bünten R.; Hachmann , ß. Ka l;bt'elll' (199 1). 54 , 3/39
LI7J K v"ekay, T. Int. Konferenz 2. bis 5. Sept. 1992 in Kus ; •• , 184/196
[1 81 Laasraoui , A.; Jonas. J.J . ISIJ 31 (1991 ), 95/105
Pror. DrA llS. hubi\. Wolfg:lI\g Lehnel·t studierte im dei' Bergakildelllie Preibcrg, Fil !.;U l!iit flir Befgbllll und HHncn\\lCsell. Stm.lien richtung Vcrform ung..'ikunde, wo er 1963 proillovierte und sich 1969 habil itierte. Von 1969 bis 1992 wftr er ,111 det' Sekt ion Metallu rgie und Wcrkstofftechni k dicllcr Universitiit wissens(:haftlicher Mililrbeiter und uußcrordcnllicher Dozen!. 1992 erfulgte die Berufung zum Professor fiir Umfol'llllcchnik; Seit 1992 ist Wol fgitnS Lehnen Direktor alll 111-sti tul fü r Meta ll formullg des Pilchberciehcs Metitllu rgie lind Werkstoffc rligungstechnolugic der TU Dergukudell1 ie Prcibe rg.
I) r.-Illg. Nguyell Duc Cuong studierte von 1970 bis 1914 an der Bcrgil kademie Freiberg, Fuchrichtu ng Metailformullg IIn<! war von 1987 bis 1991 Aspirant an der ßergukudcmic Freiberg , wo er !luch 7.\1 111 Or.- ll1g . pl'omoviertc. Stit 1991 ist CI' wissellschuft1icher Mitarbeitei' alll IIlstitut für MelitllforlllullS der 'l'U Berga kademie Frcibers.
I)r.- ln8. Harald Wchage studierte von t982 bis 1986 alll Institut fiir Melll ilforlllung der Derguku
{lemie Freiberg. Fachrichtllng Mewl lfol'lllu lIg, absolviertc VOll 1986 bis 1990 ein F"orsehungssill diu lII und promovierte dort all der Dergftkademie Frclbcrg zum 1) r.-1118. 1990 a['beitete er als Projcktingenieur In der Pmjckt ierung r"'c instahl wlllzwerke der SKET Schwerl11l1!ichinenbau GmbH, MlIgdcburg; seit 1991 ist er Projckt illgcnicur in der Pröli ltcchnik der Mannesmailli DCIIIIIg. Suck GmbH, Düsseldorf.