1/13 Eine Publikation der WIN-Verlag GmbH & Co. KG 6,50 Euro · notwendigen...
24
1/13 Eine Publikation der WIN-Verlag GmbH & Co. KG 6,50 Euro www.digital-manufacturing-magazin.de ANZEIGE AUFBAU UND OPTIMIERUNG IT-GESTüTZTER PRODUKTIONSPROZESSE Flexibel arbeiten in Standardprozessen proALPHA bei Rauch Fertigungstechnik
Transcript of 1/13 Eine Publikation der WIN-Verlag GmbH & Co. KG 6,50 Euro · notwendigen...

113 Eine Publikation der WIN-Verlag GmbH amp Co KG 650 Euro
wwwdigital-manufacturing-magazinde
A N Z E I G E
Au f b Au u n d o p t i m i E r u n g i t - g E s t uuml t z t E r p r o d u k t i o n s p r o z E s s E
Flexibel arbeiten in Standardprozessen
p r o A L P H A b e i R a u c h Fe r t i g u n g s t e c h n i k
E d i t o r i a l
inhalt
03 Aktuell News aus der Branche
04 flexibel arbeiten in standardprozessen titelstory proalPHa ErP im Ein-satz bei rauch Fertigungstechnik
06 Weg von der software-insel Filtrationsanlagenbauer Boll amp Kirch setzt auf das ErP-System abas
08 uumlberall verfuumlgbar und vernetzt Erneuter Paradigmenwechsel bei den ErP-Systemen
10 der intelligente begleiter des Werkstuumlcks Nachverfolgbare Produktionspro-zesse durch die rFid-technologie
12 Lichtgitter uumlberwacht den produktionsbereich Sicherheit bei der druckpruumlfung
13 Aus einem guss optosensorik fuumlr Handling und Montage
14 nichtwertschoumlpfende taumltigkeiten vermeiden Produktionssimulation beim automobilzulieferer Hella
16 Erp samt mEs in acht Wochen PSipenta im Einsatz bei EiS aircraft
18 planungssicherheit MES beim Folien-Spezialisten daedler
20 schluumlssel zur industrie 40 Neue anforderungen an MES
22 Einfacheres Verpacken und Handling Neue Generation der roboter-Steuerungen
L i E b E L E s E r in ein paar Wochen oumlffnet wieder die Hannover Messe ihre Pforten Unter dem leitthema bdquointegrated industryldquo zeigen die aussteller in Hannover die neuesten technologien und loumlsungen fuumlr die intelligente Produktion der Zukunft Mit diesem leitthema greift die Hannover Messe den aktuellen trend der zunehmenden Vernetzung in allen Bereichen der industrie auf bdquointegrated industryldquo steht dabei fuumlr die intel-ligente und effiziente Weiterentwicklung der industriellen Produktion sowie fuumlr die uumlbergreifende Zusammenarbeit zwischen Branchen und Unternehmen der anteil der dafuumlr notwendigen informationstechnologien steigt in der Produk-tion stetig an waumlhrend zugleich die weltweite Vernetzung der Systeme zunimmt Standardtechnologien der it halten Einzug und eroumlffnen somit neue Moumlglichkeiten der Nutzung dies bringt fuumlr viele Produktionsbetriebe neue Chancen mit sich aber auch die zunehmenden risiken sollten dabei nicht auszliger acht gelassen werden Mit dem vermehrten Einzug der informationstechnologie in die Werkshallen ergeben sich naumlmlich ganz neue risikoszenarien deshalb bekommen an-saumltze aus der gewohnten it-Welt zum Beispiel die it-Security auch in der Produktionswelt einen wichtigen Stellenwert Sie sehen die Zukunft im Produktionsumfeld bleibt spannend
Rainer Trummer Chefredakteur
titelbildproALpHA software Ag
die ing rauch Fertigungstech-nik GesmbH aus Gmunden Oumlsterreich
versorgt weltweit namhafte Kunden vom automobilbauer bis zum Smartphone-Hersteller mit anlagen wie Schmelzoumlfen und Handlingsanlagen fuumlr fluumlssiges und festes Zink und Magnesium die Herstellung
von kundenspezifisch gefertig-ten Groszliganlagen kann mehrere Mannmonate in anspruch nehmen Hinzu kommen Vertriebs- sowie etwaige Garantieaufwaumlnde die bei sol-chen Projekten nicht zu unter-schaumltzen sind und eine exakte analyse saumlmtlicher Kosten und Erloumlse erfordern rauch setzt zur vollstaumlndigen abbildung saumlmtlicher Unternehmenspro-zesse die ErP-Komplettloumlsung proalPHa ein Besonders schaumltzt der anlagenbauer die Flexibilitaumlt des Systems Mit
dem integrierten dokumenten-managementsystem und dem proalPHa Workflow hat rauch verschiedenste Prozessschritte optimiert was zu effizienteren Prozessen und messbaren Einsparungen fuumlhrt
KontaktproalPHa Software aGauf dem immel 867685 Weilerbachtelefon +49 (0) 63 74 8 00-0Fax +49 (0) 63 74 8 00-199E-Mail infoproalphadeinternet wwwproalphade
impressum Herausgeber und geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
digitAL mAnufACturing im internet httpwwwdigital-manufacturing-magazinde
so erreichen sie die redaktionChefredaktion rainer trummer (viSdP) rtwin-verlagde tel 0 81 06 350-152 Fax 0 81 06 350-190 redaktion Jan Bihn (-161 jbiwin-verlagde)textchef armin Kraumlmer (-156 akwin-verlagde)mitarbeiter dieser Ausgabe Marco Bergmann andreas Biniasch tino M Boumlhler ludwig deimel Stefan diepenbrock andrea drescher Ulrike Fuchs Christoph Harzer Prof dr-ing Juumlrgen Kletti Norbert Matthes Volker Schnittler
so erreichen sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (0 81 06 30 61 64 mswin-verlagde)mediaberatung Maike Gundermann (0 72 72 7 70 95 10 mgswin-verlagde)Anzeigendisposition Chris Kerler (-220 ckewin-verlagde)
so erreichen sie den AbonnentenserviceaBo Verlagsservice GmbH Bildungscampus 3 74072 Heilbronn tel 0 71312707 283 Fax 0 71312707 78616 wincsjdeVertriebsleitung Ulrich abele (uawin-verlagde) tel 0 81 06 350-131 Fax 0 81 06 350-126
Artdirection und titelgestaltung Saskia Koumllliker Grafik Muumlnchenbildnachweisfotos falls nicht gekennzeichnet Werkfotos Photodisc aboutpixelde fotoliade titelbild proalPHa Software aGproduktion und Herstellung Jens Einloft (-172 jewin-verlagde)
Anschrift Anzeigen Vertrieb und alle VerantwortlichenWiN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Straszlige 5 85591 Vaterstettentel 0 81 06 350-0 Fax 0 81 06 350-190bezugspreiseEinzelverkaufspreis Euro 650 Jahresabonnement (4 ausgaben) im inland Euro 2600 frei Haus im ausland Euro 2800 zuzuumlglich Versand kosten Vorzugspreis Euro 1560 (inland) fuumlr Studenten Schuumller auszubildende und Wehrpflichtige ndash nur gegen Vorla-ge eines Nachweises im ausland zuzuumlglich Versandkosten
Verlagsleitung salesmarketing Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantw
objektleitung rainer trummer (-152 rtwin-verlagde)Erscheinungsweise viermal jaumlhrlichEine Haftung fuumlr die richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die redaktion vom Heraus geber nicht uumlbernommen werden Honorierte artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt einge-schickte Manuskripte Fotos und abbildungen keine Gewaumlhr
Copyright copy 2013 fuumlr alle beitraumlge bei der Win-Verlag gmbH amp Co kg Kein teil dieser Zeitschrift darf ohne schriftliche Genehmigung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die aufnahme in elektronische datenbanken und die Vervielfaumlltigung auf Cd-roM und allen anderen elektronischen datentraumlgerniSSN 1867-9781 dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedrucktAuszligerdem erscheinen bei der Win-Verlag gmbH amp Co kg magazine aUtoCad amp inventor Magazin digitalbusiness CloUd diGital ENGiNEEriNG Magazin e-commerce Magazin partnerkataloge autodesk Partnerloumlsungen diGital ENGiNEEriNG SolUtioNS iBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
1 2 0 1 3 3
N E W S
S I E m E N S
Prozessleitsystem uumlberarbeitet
E R P B u S I N E S S - I N t E L L I G E N c E - L ouml S u N G E N
cosmo consult uumlbernimmt cBS
Siemens division industry automation hat das Prozess-leitsystem Cemat fuumlr die Ze-ment- und Bergbauindustrie in der Version 80 vorgestellt Neben neuen Funktionen hat das Unternehmen unter an-derem das Wartungs- und in-standhaltungsmanagement im detail weiterentwickelt Besondere Neuerungen sind
die erweiterten Betriebsar-ten fuumlr anlage Geraumltegrup-pen und einzelne aggregate sowie die Uumlberwachung von Prozesswerten wie aufgebau-tem druck oder durchfluss
Neu zum Beispiel ist auch dass sich die bdquoQuick trendldquo-darstellung direkt aus dem Prozessbild konfigurieren laumlsst damit lassen sich Kur-vengruppen erheblich einfa-cher zu anzeige- und auswer-tezwecken aktivieren
die neue Version bietet dem operator auch mehr Moumlg-lichkeiten bei den Betriebs-arten Zusaumltzlich zu ganzen Gruppen kann er jetzt einzel-ne Verbraucher innerhalb ei-ner Gruppe abschalten ndash bei-spielsweise im rahmen des Energiemanagements
Cosmo Consult anbieter von Business-Softwareloumlsun-gen auf Basis von Microsoft dynamics hat durch eine Mehrheitsbeteiligung die CBS Consulting Business Solutions GmbH in Wuumlrzburg uumlbernom-men und steigt auf dieses Wei-se in das Business-intelligence-Geschaumlft mit QlikView ein
die CBS GmbH ist Micro-sof t - G old- Cer t i f ied-ErP-Partner und verfuumlgt uumlber Know-how im Bereich Micro-soft-SharePoint Mit der louml-sung Qlik4NaV liefert CBS vorkonfigurierte dashboards und reports fuumlr Microsoft dynamics NaV auf Basis der Business-intelligence-loumlsung QlikView Weiterhin wurden in Zusammenarbeit mit der Creditreform loumlsungen fuumlr die Beauskunftung von Ge-schaumlftspartnern und das Ein-
reichen von inkassofaumlllen ent-wickelt diese werden auch unter dem Namen Crefo-dynamics vermarktet
die Cosmo-Consult-Gruppe waumlchst durch diese akquisiti-on auf 210 Mitarbeiter an sie-ben Standorten an
A L P H A B u S I N E S S S o L u t I o N S c E B I t 2 0 1 3
Fertigung und Kundenmanage-ment im Griff
R o c K w E L L A u t o m A t I o N
Die Virtualisierung des Automatisierungssystems
alpha Business Solutions zeigt auf der CeBit (5 bis 9 Maumlrz) unter anderem ein neues auf einem in-Memo-ry-datenmodell basiertes Unternehmenscockpit das informationen aus allen Un-ternehmensbereichen und Quellen sammelt und dabei auch text- Excel- oder XMl-dateien schnell und multidi-mensional auswertet
daruumlber hinaus stellt das Unternehmen eine in Mi-crosoft outlook integrier-te mobile anwendung fuumlr das Kundenbeziehungsma-nagement (CrM) vor und zeigt wie sich Produktions-funktionen mittels einer Be-triebsdatenerfassung (BdE) um ruumlckmeldemoumlglichkei-ten ergaumlnzen lassen und
welche Prozesse uumlber eine in proalpha integrierte Per-sonalzeiterfassung (PZE) ab-bildbar sind
Was SaP Business Byde-sign betrifft praumlsentiert das Unternehmen zusaumltzliche Funktionen fuumlr Service Ver-trieb und Fertigung diese unterstuumltzen Unternehmen ebenso bei der Planung und Uumlberwachung von repara-turen wie beim Verkauf und der Bestellung von Materia-lien auch Materialplaumlne und auftraumlge mit projektbezoge-ner Montage lassen sich ab-bilden und uumlber eine bdquoover-the-Counter-Salesldquo-Funktion Kaumlufe am Schalter von la-dengeschaumlften abwickeln
die neue Version des Plant-Pax-Prozessautomatisie -rungssystems von rockwell automation bietet erweiter-te Funktionen bei der Bedie-nung sowie neue Werkzeuge zur Projekt-implementie-rung und Virtualisierung des Systems damit soll sich die Skalierbarkeit des Prozess-leitsystems verbessern und die Produktivitaumlt und Effizi-enz erhoumlhen
Eine Virtualisierung des automatisierungssystems soll die Sicherung und Wie-derherstellung des Systems vereinfachen risiken im Zu-sammenhang mit Patches und Upgrades reduzieren rechen-ressourcen opti-mieren und Management- und administrationskosten senken dazu hat rockwell
automation vor kurzem die industrieweit ersten pro-duktionstauglichen Virtu-al image templates vor-gestellt Mit ihnen koumlnnen anwender vorinstallierte System-Server Bediener-arbeitsplaumltze und Entwick-lungs-Workstations einfach in ihrer Virtualisierungsinf-rastruktur installieren die installation aktualisierung und aktivierung eines neu-en Systems soll nur wenige Minuten dauern
Alpha Business Solutions zeigt auf der diesjaumlhrigen CeBIT Erweiterungen und Ergaumln-zungen der ERP-Standard-Software proAlpha sowie neue Features der Cloud-Loumlsung SAP Business ByDesign
Einfache und flexible Auswertung von Unternehmensdaten spielen eine immer wichtigere Rolle ndash die Kombination von Microsoft Dynamics und QlikView bietet hier vorkonfigurierte Dashboard- und Report-Loumlsungen
Siemens stattet Prozessleitsys-tem fuumlr Zement- und Bergbauin-dustrie mit neuen und uumlberar-beiteten Funktionen aus
1 2 0 1 34
nACH EinEr bdquoBig-Bangldquo-Einfuumlhrung im Jahr 2006 hat das Unternehmen rauch den Einsatz von proalPHa konsequent ausgebaut und damit sukzessive fuumlr eine optimierung der ablaumlufe gesorgt Ein Ende dieses kontinuierlichen Verbesse-rungsprozesses und der Unterstuumltzung durch proalPHa ist aufgrund der er-reichten Erfolge nicht absehbar
Jede ErP-Einfuumlhrung wandert auf dem Grat zwischen Software-anpassung und organisatorischer Strukturierung auch bei rauch stand man vor der Frage wie die mit der Einfuumlhrung verbundenen Ziele effizient zu erreichen sind durch die vollstaumlndige integrierte abbildung aller Prozesse in proalPHa wollte man
antworten auf drei wesentliche Frage-stellungen moumlglichst per Knopfdruck erhalten Was wurde bei einem auftrag verdient Wie ist unsere derzeitige liqui-ditaumltssituation Wie entwickeln sich die Soll-ist-Werte im Bereich Gewinn und Verlust (GuV)
da eine weitestgehend automatische Beantwortung dieser Fragen auch struk-turelle Aumlnderungen im Unternehmen nach sich zieht plante rauch die Einfuumlh-rung von anfang an als mehrstufigen Prozess
Nach sieben Monaten waren bereits im September 2005 nahezu saumlmtliche Module von proalPHa in Betrieb ge-nommen da man aufgrund groszligen En-
gagements der Mitarbeiter schneller als erwartet fertig war bot das letzte Quar-tal die Moumlglichkeit fuumlr ausfuumlhrliche tests trotz erheblicher datenmigration und massiver Umschluumlsselungen bei den Stammdaten verlief der Produktivstart zum Jahreswechsel 20052006 somit problemlos
im Januar 2006 war die angestrebte integration der Waren- und Wertefluumlsse im Unternehmen erreicht Einkauf und logistik Bestandsfuumlhrung und rech-nungsabwicklung sowie die Finanzbuch-haltung ndash alle entscheidenden Prozesse waren zentral integriert in proalPHa ab-gebildet durch verschiedene individuel-le anpassungen hatte man erreicht dass die arbeitsgewohnheiten der Mitarbeiter im ersten Schritt nicht zu drastisch veraumln-dert werden mussten die weitere Pro-zessoptimierung durch automatisierung sowie durch Umstrukturierung interner ablaumlufe stand als naumlchstes auf dem Plan
Auftraumlge und risiken im blickWie heute bei vielen mittelstaumlndischen Unternehmen ist auch bei rauch die Er-schlieszligung neuer Maumlrkte in laumlndern wie russland indien oder China ein wichti-ges Standbein des Erfolgs dabei kann al-lein die inbetriebnahme der kundenspe-zifisch gefertigten Groszliganlagen mehrere Mannmonate in anspruch nehmen
auch die Vertriebsaufwaumlnde sind bei derartigen Projekten nicht zu unter-schaumltzen ebenso wie etwaige Garantie-aufwaumlnde die bei rauch zwar niedrig ausfallen bei Groszligprojekten aber doch nennenswerte Betraumlge ausmachen koumln-nen Konnten bis dato nicht saumlmtliche aufwaumlnde des Projekts erfasst und be-wertet werden war der wirkliche Ertrag eines auftrags nur schwer zu bemessen
Beim ausbau des proalPHa-Einsatzes lag ein besonderes augenmerk auf die-sem Bereich So werden nun bei der Erfas-sung der Vertriebsauftraumlge automatisch die Kostentraumlger fuumlr den auftrag und saumlmtliche Positionen erzeugt und in ver-schiedenen Kostentraumlgerverdichtungs-varianten zusammengefasst die auf-tragsart gibt nun auch das Geschaumlftsfeld
Flexibel arbeiten in StandardprozessenAuch sieben Jahre nach der Einfuumlhrung der Software proALPHA bei der
Firma Ing Rauch-Fertigungstechnik gibt es noch Anpassungen und Ver-
besserungen Die Effizienz-Gewinne durch Optimierung an System und
Organisation sind bis dato immens und schaffen trotz oder gerade wegen
der genutzten Standardprozesse eine hohe Flexibilitaumlt
V o N a N d r E a d r E S C H E r
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
Rauch versorgt weltweit namhafte Kunden vom Automobilbauer bis zum Smartphone-Hersteller mit Anlagen wie Schmelzoumlfen und Handlinganlagen fuumlr fluumlssiges und festes Zink und Magnesium Im Bild eine Gieszliganlage aus Schmelzoumlfen und Zufuumlhreinrichtungen fuumlr Magnesium-Blech
1 2 0 1 3 5
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
wieder diese klare Zuordnung erlaubt nachfolgende Geschaumlftsfeldbetrachtun-gen die Berechnung begann mit dem klassischen einstufigen deckungsbei-trag 1 (dB1) und wurde mehrstufig bis zum dB5 ausgebaut die rechnung be-ruumlcksichtigt auch die kalkulatorischen Zinsen die auftragsbezogen separat zu buchen sind Jeder auftrag erhaumllt ein ei-genes Konto uumlber das Finanzierung und abwicklung erfolgt dieses Vorgehen er-laubt eine exakte analyse saumlmtlicher Er-loumlse wie auch der Kosten
bdquoWaumlhrend eine typische recycling-an-lage eine durchschnittliche durchlaufzeit von zwei bis drei Monaten hat wurde nach einer Brandkatastrophe bei einem Kunden eine anlage in sechs Wochen fer-tiggestelltldquo erklaumlrt thomas Hotter leiter Controlling und organisationsentwick-lung bei rauch bdquoin diesem Projekt hat proalPHa bewiesen wie flexibel es istldquo
sukzessive optimierung in allen bereichenMit Hilfe des dokumentenmanagement-systems (dMS) und des Workflows in pro-alPHa hat rauch nach und nach die ver-schiedensten Prozessschritte optimiert was nicht nur zu effizienteren ablaumlufen sondern auch zu messbaren Einsparun-gen fuumlhrte wie Hotter berichtet bdquoManch-mal sind es scheinbare Kleinigkeiten durch die wir produktiver geworden sind
Uumlber die Zeit ergeben sich jedoch nen-nenswerte Summen typische Beispiele dafuumlr sind die Eingangsrechnungen die Provisionsabrechnungen die Bestellfrei-gaben und natuumlrlich die gesamte ablage unserer dokumenteldquo
Waumlhrend lieferantenrechnungen in der Vergangenheit in der Finanzbuchhal-tung verbucht und parallel mit entspre-chenden Stammdaten im elektronischen Banking-System (ElBa) fuumlr die Zahlung haumlndisch erfasst werden mussten er-folgt die abwicklung heute uumlber den Zahlungsverkehr von proalPHa Sobald
eine Eingangsrechnung angelegt ist wird sie gemaumlszlig der Zahlungsziele in eine Vorschlagsliste uumlbernommen doppel-te Eingaben sind also passeacute so dass die Bearbeitungszeit einer einzelnen rech-nung von rund vier auf eineinhalb Mi-nuten sinkt bdquodas hat bei der groszligen Zahl Eingangsrechnungen zu echten Einspa-rungen gefuumlhrt Nebenbei ist durch die Markierung von entsprechenden rech-nungen die Skonto-optimierung sicher-gestellt Es kann nichts mehr uumlbersehen werdenldquo freut sich Hotter
Aumlhnliche Vorteile konnte rauch auch aus deutlich erleichterten Provisionsab-rechnungen und einer automatisierten Bestellfreigabe erzielen Hotter schaumltzt dass ohne den proalPHa-Workflow die durchschnittlichen Zeitaufwaumlnde uumlber alle Mitarbeiter im Schnitt um zehn bis fuumlnfzehn Prozent houmlher liegen wuumlrden bdquoWir haben nicht alle Prozessschritte ex-akt gemessen und koumlnnen daher nicht in jedem Fall bestimmen wie groszlig die Einsparungen genau sind aber es ist ersichtlich dass allein die Nutzung des dokumentenmanagements viele un-noumltige aktivitaumlten erspart Keiner muss mehr dokumente auf dem Schreibtisch von Kollegen suchen niemand braucht ins archiv gehen wenn ein Kunde anruft und Fragen stelltldquo der Einsatz des pro-alPHa dMS habe den durchlauf in vie-len Bereichen spuumlrbar beschleunigt
Laufende optimierung2011 wurden die Bereiche liquiditaumlts-steuerung und Soll-GuV mit proalPHa in angriff genommen da ein Groszligauftrag fuumlnfzehn bis zwanzig Prozent des Jahres-umsatzes ausmachen kann wobei allein auf die Materialkosten einer anlage rund vierzig Prozent des auftragsvolumens entfallen sind beide themen fuumlr das Un-ternehmen enorm kritisch Bis Ende 2012 wurden diese daher noch parallel mit Excel weitergefuumlhrt um dieses aumluszligerst wichtige instrumentarium auf Herz und Nieren zu validieren
in der liquiditaumltsprognose von pro-alPHa werden die Planvorgaumlnge heu-te automatisch aus der Finanzplanung uumlbernommen saumlmtliche Planwerte aus der GuV wie Personalkosten notwendige investitionen oder laufende betriebliche aufwendungen flieszligen ohne manuellen Eingriff ein die abbildung der Zahlungs-modalitaumlten jedes auftrags im System ist dabei eine wesentliche Grundlage der optimierung terminverschiebun-gen muumlssen nachgezogen werden um die liquiditaumltsprognosen immer auf dem aktuellen Stand zu halten im pro alPHa-Standard wurde daher eine spezielle Struktur fuumlr Vertriebsauftraumlge aufgebaut damit das ErP-System die verschiedenen Zahlungsziele erfasst und bei Verschie-bungen entsprechend automatisch ad-aptiert dies gewaumlhrleistet dass jederzeit ein exakter Uumlberblick uumlber die aktuelle Fi-nanzsituation bei rauch vorliegt
Nach sieben Jahren proalPHa-Einsatz resuumlmiert Controlling-leiter thomas Hot-ter bdquoUnser Unternehmen veraumlndert sich dynamisch passt sich jederzeit flexibel an die Entwicklungen am Markt an Eine ErP-Software darf uns auf keinen Fall durch ein zu enges Korsett behindern sondern muss diese anpassungen entsprechend mittragen Mit proalPHa verfuumlgen wir uumlber ein derartiges ErP-Systemldquo jbi
bdquounser unternehmen passt sich jederzeit an die Entwicklungen am markt an Eine Erp-software muss diese Anpassungen entsprechend mittragenldquo thomas Hotter Controlling-leiter bei der Firma rauch
Diese In-Cell-Recycling-Anlage schmilzt Anguumlsse und Material-Ruumlcklaumlufe direkt an der Gieszligzelle ein und fuumlhrt sie dem Prozess wieder zu
Dank proALPHA Dokumentenmanagementsystem bedeuten Kundenruumlckfragen nun deutlich weniger Aufwand Bilder Ing Rauch FertigungstechnikproALPHA
1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

E d i t o r i a l
inhalt
03 Aktuell News aus der Branche
04 flexibel arbeiten in standardprozessen titelstory proalPHa ErP im Ein-satz bei rauch Fertigungstechnik
06 Weg von der software-insel Filtrationsanlagenbauer Boll amp Kirch setzt auf das ErP-System abas
08 uumlberall verfuumlgbar und vernetzt Erneuter Paradigmenwechsel bei den ErP-Systemen
10 der intelligente begleiter des Werkstuumlcks Nachverfolgbare Produktionspro-zesse durch die rFid-technologie
12 Lichtgitter uumlberwacht den produktionsbereich Sicherheit bei der druckpruumlfung
13 Aus einem guss optosensorik fuumlr Handling und Montage
14 nichtwertschoumlpfende taumltigkeiten vermeiden Produktionssimulation beim automobilzulieferer Hella
16 Erp samt mEs in acht Wochen PSipenta im Einsatz bei EiS aircraft
18 planungssicherheit MES beim Folien-Spezialisten daedler
20 schluumlssel zur industrie 40 Neue anforderungen an MES
22 Einfacheres Verpacken und Handling Neue Generation der roboter-Steuerungen
L i E b E L E s E r in ein paar Wochen oumlffnet wieder die Hannover Messe ihre Pforten Unter dem leitthema bdquointegrated industryldquo zeigen die aussteller in Hannover die neuesten technologien und loumlsungen fuumlr die intelligente Produktion der Zukunft Mit diesem leitthema greift die Hannover Messe den aktuellen trend der zunehmenden Vernetzung in allen Bereichen der industrie auf bdquointegrated industryldquo steht dabei fuumlr die intel-ligente und effiziente Weiterentwicklung der industriellen Produktion sowie fuumlr die uumlbergreifende Zusammenarbeit zwischen Branchen und Unternehmen der anteil der dafuumlr notwendigen informationstechnologien steigt in der Produk-tion stetig an waumlhrend zugleich die weltweite Vernetzung der Systeme zunimmt Standardtechnologien der it halten Einzug und eroumlffnen somit neue Moumlglichkeiten der Nutzung dies bringt fuumlr viele Produktionsbetriebe neue Chancen mit sich aber auch die zunehmenden risiken sollten dabei nicht auszliger acht gelassen werden Mit dem vermehrten Einzug der informationstechnologie in die Werkshallen ergeben sich naumlmlich ganz neue risikoszenarien deshalb bekommen an-saumltze aus der gewohnten it-Welt zum Beispiel die it-Security auch in der Produktionswelt einen wichtigen Stellenwert Sie sehen die Zukunft im Produktionsumfeld bleibt spannend
Rainer Trummer Chefredakteur
titelbildproALpHA software Ag
die ing rauch Fertigungstech-nik GesmbH aus Gmunden Oumlsterreich
versorgt weltweit namhafte Kunden vom automobilbauer bis zum Smartphone-Hersteller mit anlagen wie Schmelzoumlfen und Handlingsanlagen fuumlr fluumlssiges und festes Zink und Magnesium die Herstellung
von kundenspezifisch gefertig-ten Groszliganlagen kann mehrere Mannmonate in anspruch nehmen Hinzu kommen Vertriebs- sowie etwaige Garantieaufwaumlnde die bei sol-chen Projekten nicht zu unter-schaumltzen sind und eine exakte analyse saumlmtlicher Kosten und Erloumlse erfordern rauch setzt zur vollstaumlndigen abbildung saumlmtlicher Unternehmenspro-zesse die ErP-Komplettloumlsung proalPHa ein Besonders schaumltzt der anlagenbauer die Flexibilitaumlt des Systems Mit
dem integrierten dokumenten-managementsystem und dem proalPHa Workflow hat rauch verschiedenste Prozessschritte optimiert was zu effizienteren Prozessen und messbaren Einsparungen fuumlhrt
KontaktproalPHa Software aGauf dem immel 867685 Weilerbachtelefon +49 (0) 63 74 8 00-0Fax +49 (0) 63 74 8 00-199E-Mail infoproalphadeinternet wwwproalphade
impressum Herausgeber und geschaumlftsfuumlhrer Hans-J Grohmann (hjgwin-verlagde)
digitAL mAnufACturing im internet httpwwwdigital-manufacturing-magazinde
so erreichen sie die redaktionChefredaktion rainer trummer (viSdP) rtwin-verlagde tel 0 81 06 350-152 Fax 0 81 06 350-190 redaktion Jan Bihn (-161 jbiwin-verlagde)textchef armin Kraumlmer (-156 akwin-verlagde)mitarbeiter dieser Ausgabe Marco Bergmann andreas Biniasch tino M Boumlhler ludwig deimel Stefan diepenbrock andrea drescher Ulrike Fuchs Christoph Harzer Prof dr-ing Juumlrgen Kletti Norbert Matthes Volker Schnittler
so erreichen sie die AnzeigenabteilungAnzeigenverkaufsleitung Martina Summer (0 81 06 30 61 64 mswin-verlagde)mediaberatung Maike Gundermann (0 72 72 7 70 95 10 mgswin-verlagde)Anzeigendisposition Chris Kerler (-220 ckewin-verlagde)
so erreichen sie den AbonnentenserviceaBo Verlagsservice GmbH Bildungscampus 3 74072 Heilbronn tel 0 71312707 283 Fax 0 71312707 78616 wincsjdeVertriebsleitung Ulrich abele (uawin-verlagde) tel 0 81 06 350-131 Fax 0 81 06 350-126
Artdirection und titelgestaltung Saskia Koumllliker Grafik Muumlnchenbildnachweisfotos falls nicht gekennzeichnet Werkfotos Photodisc aboutpixelde fotoliade titelbild proalPHa Software aGproduktion und Herstellung Jens Einloft (-172 jewin-verlagde)
Anschrift Anzeigen Vertrieb und alle VerantwortlichenWiN-Verlag GmbH amp Co KGJohann-Sebastian-Bach-Straszlige 5 85591 Vaterstettentel 0 81 06 350-0 Fax 0 81 06 350-190bezugspreiseEinzelverkaufspreis Euro 650 Jahresabonnement (4 ausgaben) im inland Euro 2600 frei Haus im ausland Euro 2800 zuzuumlglich Versand kosten Vorzugspreis Euro 1560 (inland) fuumlr Studenten Schuumller auszubildende und Wehrpflichtige ndash nur gegen Vorla-ge eines Nachweises im ausland zuzuumlglich Versandkosten
Verlagsleitung salesmarketing Bernd Heilmeier (-251 bhwin-verlagde) anzeigenverantw
objektleitung rainer trummer (-152 rtwin-verlagde)Erscheinungsweise viermal jaumlhrlichEine Haftung fuumlr die richtigkeit der Veroumlffentlichungen kann trotz Pruumlfung durch die redaktion vom Heraus geber nicht uumlbernommen werden Honorierte artikel gehen in das Verfuuml-gungsrecht des Verlags uumlber Mit Uumlbergabe der Manuskripte und abbildungen an den Verlag erteilt der Verfasser dem Verlag das Exklusivrecht zur Veroumlffentlichung Fuumlr unverlangt einge-schickte Manuskripte Fotos und abbildungen keine Gewaumlhr
Copyright copy 2013 fuumlr alle beitraumlge bei der Win-Verlag gmbH amp Co kg Kein teil dieser Zeitschrift darf ohne schriftliche Genehmigung des Verlages vervielfaumlltigt oder verbreitet werden Unter dieses Verbot fallen insbesondere der Nachdruck die gewerbliche Vervielfaumlltigung per Kopie die aufnahme in elektronische datenbanken und die Vervielfaumlltigung auf Cd-roM und allen anderen elektronischen datentraumlgerniSSN 1867-9781 dieses Magazin ist umweltfreundlich auf chlorfrei gebleichtem Papier gedrucktAuszligerdem erscheinen bei der Win-Verlag gmbH amp Co kg magazine aUtoCad amp inventor Magazin digitalbusiness CloUd diGital ENGiNEEriNG Magazin e-commerce Magazin partnerkataloge autodesk Partnerloumlsungen diGital ENGiNEEriNG SolUtioNS iBM Business Partner Katalog Partnerloumlsungen fuumlr HP Systeme
1 2 0 1 3 3
N E W S
S I E m E N S
Prozessleitsystem uumlberarbeitet
E R P B u S I N E S S - I N t E L L I G E N c E - L ouml S u N G E N
cosmo consult uumlbernimmt cBS
Siemens division industry automation hat das Prozess-leitsystem Cemat fuumlr die Ze-ment- und Bergbauindustrie in der Version 80 vorgestellt Neben neuen Funktionen hat das Unternehmen unter an-derem das Wartungs- und in-standhaltungsmanagement im detail weiterentwickelt Besondere Neuerungen sind
die erweiterten Betriebsar-ten fuumlr anlage Geraumltegrup-pen und einzelne aggregate sowie die Uumlberwachung von Prozesswerten wie aufgebau-tem druck oder durchfluss
Neu zum Beispiel ist auch dass sich die bdquoQuick trendldquo-darstellung direkt aus dem Prozessbild konfigurieren laumlsst damit lassen sich Kur-vengruppen erheblich einfa-cher zu anzeige- und auswer-tezwecken aktivieren
die neue Version bietet dem operator auch mehr Moumlg-lichkeiten bei den Betriebs-arten Zusaumltzlich zu ganzen Gruppen kann er jetzt einzel-ne Verbraucher innerhalb ei-ner Gruppe abschalten ndash bei-spielsweise im rahmen des Energiemanagements
Cosmo Consult anbieter von Business-Softwareloumlsun-gen auf Basis von Microsoft dynamics hat durch eine Mehrheitsbeteiligung die CBS Consulting Business Solutions GmbH in Wuumlrzburg uumlbernom-men und steigt auf dieses Wei-se in das Business-intelligence-Geschaumlft mit QlikView ein
die CBS GmbH ist Micro-sof t - G old- Cer t i f ied-ErP-Partner und verfuumlgt uumlber Know-how im Bereich Micro-soft-SharePoint Mit der louml-sung Qlik4NaV liefert CBS vorkonfigurierte dashboards und reports fuumlr Microsoft dynamics NaV auf Basis der Business-intelligence-loumlsung QlikView Weiterhin wurden in Zusammenarbeit mit der Creditreform loumlsungen fuumlr die Beauskunftung von Ge-schaumlftspartnern und das Ein-
reichen von inkassofaumlllen ent-wickelt diese werden auch unter dem Namen Crefo-dynamics vermarktet
die Cosmo-Consult-Gruppe waumlchst durch diese akquisiti-on auf 210 Mitarbeiter an sie-ben Standorten an
A L P H A B u S I N E S S S o L u t I o N S c E B I t 2 0 1 3
Fertigung und Kundenmanage-ment im Griff
R o c K w E L L A u t o m A t I o N
Die Virtualisierung des Automatisierungssystems
alpha Business Solutions zeigt auf der CeBit (5 bis 9 Maumlrz) unter anderem ein neues auf einem in-Memo-ry-datenmodell basiertes Unternehmenscockpit das informationen aus allen Un-ternehmensbereichen und Quellen sammelt und dabei auch text- Excel- oder XMl-dateien schnell und multidi-mensional auswertet
daruumlber hinaus stellt das Unternehmen eine in Mi-crosoft outlook integrier-te mobile anwendung fuumlr das Kundenbeziehungsma-nagement (CrM) vor und zeigt wie sich Produktions-funktionen mittels einer Be-triebsdatenerfassung (BdE) um ruumlckmeldemoumlglichkei-ten ergaumlnzen lassen und
welche Prozesse uumlber eine in proalpha integrierte Per-sonalzeiterfassung (PZE) ab-bildbar sind
Was SaP Business Byde-sign betrifft praumlsentiert das Unternehmen zusaumltzliche Funktionen fuumlr Service Ver-trieb und Fertigung diese unterstuumltzen Unternehmen ebenso bei der Planung und Uumlberwachung von repara-turen wie beim Verkauf und der Bestellung von Materia-lien auch Materialplaumlne und auftraumlge mit projektbezoge-ner Montage lassen sich ab-bilden und uumlber eine bdquoover-the-Counter-Salesldquo-Funktion Kaumlufe am Schalter von la-dengeschaumlften abwickeln
die neue Version des Plant-Pax-Prozessautomatisie -rungssystems von rockwell automation bietet erweiter-te Funktionen bei der Bedie-nung sowie neue Werkzeuge zur Projekt-implementie-rung und Virtualisierung des Systems damit soll sich die Skalierbarkeit des Prozess-leitsystems verbessern und die Produktivitaumlt und Effizi-enz erhoumlhen
Eine Virtualisierung des automatisierungssystems soll die Sicherung und Wie-derherstellung des Systems vereinfachen risiken im Zu-sammenhang mit Patches und Upgrades reduzieren rechen-ressourcen opti-mieren und Management- und administrationskosten senken dazu hat rockwell
automation vor kurzem die industrieweit ersten pro-duktionstauglichen Virtu-al image templates vor-gestellt Mit ihnen koumlnnen anwender vorinstallierte System-Server Bediener-arbeitsplaumltze und Entwick-lungs-Workstations einfach in ihrer Virtualisierungsinf-rastruktur installieren die installation aktualisierung und aktivierung eines neu-en Systems soll nur wenige Minuten dauern
Alpha Business Solutions zeigt auf der diesjaumlhrigen CeBIT Erweiterungen und Ergaumln-zungen der ERP-Standard-Software proAlpha sowie neue Features der Cloud-Loumlsung SAP Business ByDesign
Einfache und flexible Auswertung von Unternehmensdaten spielen eine immer wichtigere Rolle ndash die Kombination von Microsoft Dynamics und QlikView bietet hier vorkonfigurierte Dashboard- und Report-Loumlsungen
Siemens stattet Prozessleitsys-tem fuumlr Zement- und Bergbauin-dustrie mit neuen und uumlberar-beiteten Funktionen aus
1 2 0 1 34
nACH EinEr bdquoBig-Bangldquo-Einfuumlhrung im Jahr 2006 hat das Unternehmen rauch den Einsatz von proalPHa konsequent ausgebaut und damit sukzessive fuumlr eine optimierung der ablaumlufe gesorgt Ein Ende dieses kontinuierlichen Verbesse-rungsprozesses und der Unterstuumltzung durch proalPHa ist aufgrund der er-reichten Erfolge nicht absehbar
Jede ErP-Einfuumlhrung wandert auf dem Grat zwischen Software-anpassung und organisatorischer Strukturierung auch bei rauch stand man vor der Frage wie die mit der Einfuumlhrung verbundenen Ziele effizient zu erreichen sind durch die vollstaumlndige integrierte abbildung aller Prozesse in proalPHa wollte man
antworten auf drei wesentliche Frage-stellungen moumlglichst per Knopfdruck erhalten Was wurde bei einem auftrag verdient Wie ist unsere derzeitige liqui-ditaumltssituation Wie entwickeln sich die Soll-ist-Werte im Bereich Gewinn und Verlust (GuV)
da eine weitestgehend automatische Beantwortung dieser Fragen auch struk-turelle Aumlnderungen im Unternehmen nach sich zieht plante rauch die Einfuumlh-rung von anfang an als mehrstufigen Prozess
Nach sieben Monaten waren bereits im September 2005 nahezu saumlmtliche Module von proalPHa in Betrieb ge-nommen da man aufgrund groszligen En-
gagements der Mitarbeiter schneller als erwartet fertig war bot das letzte Quar-tal die Moumlglichkeit fuumlr ausfuumlhrliche tests trotz erheblicher datenmigration und massiver Umschluumlsselungen bei den Stammdaten verlief der Produktivstart zum Jahreswechsel 20052006 somit problemlos
im Januar 2006 war die angestrebte integration der Waren- und Wertefluumlsse im Unternehmen erreicht Einkauf und logistik Bestandsfuumlhrung und rech-nungsabwicklung sowie die Finanzbuch-haltung ndash alle entscheidenden Prozesse waren zentral integriert in proalPHa ab-gebildet durch verschiedene individuel-le anpassungen hatte man erreicht dass die arbeitsgewohnheiten der Mitarbeiter im ersten Schritt nicht zu drastisch veraumln-dert werden mussten die weitere Pro-zessoptimierung durch automatisierung sowie durch Umstrukturierung interner ablaumlufe stand als naumlchstes auf dem Plan
Auftraumlge und risiken im blickWie heute bei vielen mittelstaumlndischen Unternehmen ist auch bei rauch die Er-schlieszligung neuer Maumlrkte in laumlndern wie russland indien oder China ein wichti-ges Standbein des Erfolgs dabei kann al-lein die inbetriebnahme der kundenspe-zifisch gefertigten Groszliganlagen mehrere Mannmonate in anspruch nehmen
auch die Vertriebsaufwaumlnde sind bei derartigen Projekten nicht zu unter-schaumltzen ebenso wie etwaige Garantie-aufwaumlnde die bei rauch zwar niedrig ausfallen bei Groszligprojekten aber doch nennenswerte Betraumlge ausmachen koumln-nen Konnten bis dato nicht saumlmtliche aufwaumlnde des Projekts erfasst und be-wertet werden war der wirkliche Ertrag eines auftrags nur schwer zu bemessen
Beim ausbau des proalPHa-Einsatzes lag ein besonderes augenmerk auf die-sem Bereich So werden nun bei der Erfas-sung der Vertriebsauftraumlge automatisch die Kostentraumlger fuumlr den auftrag und saumlmtliche Positionen erzeugt und in ver-schiedenen Kostentraumlgerverdichtungs-varianten zusammengefasst die auf-tragsart gibt nun auch das Geschaumlftsfeld
Flexibel arbeiten in StandardprozessenAuch sieben Jahre nach der Einfuumlhrung der Software proALPHA bei der
Firma Ing Rauch-Fertigungstechnik gibt es noch Anpassungen und Ver-
besserungen Die Effizienz-Gewinne durch Optimierung an System und
Organisation sind bis dato immens und schaffen trotz oder gerade wegen
der genutzten Standardprozesse eine hohe Flexibilitaumlt
V o N a N d r E a d r E S C H E r
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
Rauch versorgt weltweit namhafte Kunden vom Automobilbauer bis zum Smartphone-Hersteller mit Anlagen wie Schmelzoumlfen und Handlinganlagen fuumlr fluumlssiges und festes Zink und Magnesium Im Bild eine Gieszliganlage aus Schmelzoumlfen und Zufuumlhreinrichtungen fuumlr Magnesium-Blech
1 2 0 1 3 5
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
wieder diese klare Zuordnung erlaubt nachfolgende Geschaumlftsfeldbetrachtun-gen die Berechnung begann mit dem klassischen einstufigen deckungsbei-trag 1 (dB1) und wurde mehrstufig bis zum dB5 ausgebaut die rechnung be-ruumlcksichtigt auch die kalkulatorischen Zinsen die auftragsbezogen separat zu buchen sind Jeder auftrag erhaumllt ein ei-genes Konto uumlber das Finanzierung und abwicklung erfolgt dieses Vorgehen er-laubt eine exakte analyse saumlmtlicher Er-loumlse wie auch der Kosten
bdquoWaumlhrend eine typische recycling-an-lage eine durchschnittliche durchlaufzeit von zwei bis drei Monaten hat wurde nach einer Brandkatastrophe bei einem Kunden eine anlage in sechs Wochen fer-tiggestelltldquo erklaumlrt thomas Hotter leiter Controlling und organisationsentwick-lung bei rauch bdquoin diesem Projekt hat proalPHa bewiesen wie flexibel es istldquo
sukzessive optimierung in allen bereichenMit Hilfe des dokumentenmanagement-systems (dMS) und des Workflows in pro-alPHa hat rauch nach und nach die ver-schiedensten Prozessschritte optimiert was nicht nur zu effizienteren ablaumlufen sondern auch zu messbaren Einsparun-gen fuumlhrte wie Hotter berichtet bdquoManch-mal sind es scheinbare Kleinigkeiten durch die wir produktiver geworden sind
Uumlber die Zeit ergeben sich jedoch nen-nenswerte Summen typische Beispiele dafuumlr sind die Eingangsrechnungen die Provisionsabrechnungen die Bestellfrei-gaben und natuumlrlich die gesamte ablage unserer dokumenteldquo
Waumlhrend lieferantenrechnungen in der Vergangenheit in der Finanzbuchhal-tung verbucht und parallel mit entspre-chenden Stammdaten im elektronischen Banking-System (ElBa) fuumlr die Zahlung haumlndisch erfasst werden mussten er-folgt die abwicklung heute uumlber den Zahlungsverkehr von proalPHa Sobald
eine Eingangsrechnung angelegt ist wird sie gemaumlszlig der Zahlungsziele in eine Vorschlagsliste uumlbernommen doppel-te Eingaben sind also passeacute so dass die Bearbeitungszeit einer einzelnen rech-nung von rund vier auf eineinhalb Mi-nuten sinkt bdquodas hat bei der groszligen Zahl Eingangsrechnungen zu echten Einspa-rungen gefuumlhrt Nebenbei ist durch die Markierung von entsprechenden rech-nungen die Skonto-optimierung sicher-gestellt Es kann nichts mehr uumlbersehen werdenldquo freut sich Hotter
Aumlhnliche Vorteile konnte rauch auch aus deutlich erleichterten Provisionsab-rechnungen und einer automatisierten Bestellfreigabe erzielen Hotter schaumltzt dass ohne den proalPHa-Workflow die durchschnittlichen Zeitaufwaumlnde uumlber alle Mitarbeiter im Schnitt um zehn bis fuumlnfzehn Prozent houmlher liegen wuumlrden bdquoWir haben nicht alle Prozessschritte ex-akt gemessen und koumlnnen daher nicht in jedem Fall bestimmen wie groszlig die Einsparungen genau sind aber es ist ersichtlich dass allein die Nutzung des dokumentenmanagements viele un-noumltige aktivitaumlten erspart Keiner muss mehr dokumente auf dem Schreibtisch von Kollegen suchen niemand braucht ins archiv gehen wenn ein Kunde anruft und Fragen stelltldquo der Einsatz des pro-alPHa dMS habe den durchlauf in vie-len Bereichen spuumlrbar beschleunigt
Laufende optimierung2011 wurden die Bereiche liquiditaumlts-steuerung und Soll-GuV mit proalPHa in angriff genommen da ein Groszligauftrag fuumlnfzehn bis zwanzig Prozent des Jahres-umsatzes ausmachen kann wobei allein auf die Materialkosten einer anlage rund vierzig Prozent des auftragsvolumens entfallen sind beide themen fuumlr das Un-ternehmen enorm kritisch Bis Ende 2012 wurden diese daher noch parallel mit Excel weitergefuumlhrt um dieses aumluszligerst wichtige instrumentarium auf Herz und Nieren zu validieren
in der liquiditaumltsprognose von pro-alPHa werden die Planvorgaumlnge heu-te automatisch aus der Finanzplanung uumlbernommen saumlmtliche Planwerte aus der GuV wie Personalkosten notwendige investitionen oder laufende betriebliche aufwendungen flieszligen ohne manuellen Eingriff ein die abbildung der Zahlungs-modalitaumlten jedes auftrags im System ist dabei eine wesentliche Grundlage der optimierung terminverschiebun-gen muumlssen nachgezogen werden um die liquiditaumltsprognosen immer auf dem aktuellen Stand zu halten im pro alPHa-Standard wurde daher eine spezielle Struktur fuumlr Vertriebsauftraumlge aufgebaut damit das ErP-System die verschiedenen Zahlungsziele erfasst und bei Verschie-bungen entsprechend automatisch ad-aptiert dies gewaumlhrleistet dass jederzeit ein exakter Uumlberblick uumlber die aktuelle Fi-nanzsituation bei rauch vorliegt
Nach sieben Jahren proalPHa-Einsatz resuumlmiert Controlling-leiter thomas Hot-ter bdquoUnser Unternehmen veraumlndert sich dynamisch passt sich jederzeit flexibel an die Entwicklungen am Markt an Eine ErP-Software darf uns auf keinen Fall durch ein zu enges Korsett behindern sondern muss diese anpassungen entsprechend mittragen Mit proalPHa verfuumlgen wir uumlber ein derartiges ErP-Systemldquo jbi
bdquounser unternehmen passt sich jederzeit an die Entwicklungen am markt an Eine Erp-software muss diese Anpassungen entsprechend mittragenldquo thomas Hotter Controlling-leiter bei der Firma rauch
Diese In-Cell-Recycling-Anlage schmilzt Anguumlsse und Material-Ruumlcklaumlufe direkt an der Gieszligzelle ein und fuumlhrt sie dem Prozess wieder zu
Dank proALPHA Dokumentenmanagementsystem bedeuten Kundenruumlckfragen nun deutlich weniger Aufwand Bilder Ing Rauch FertigungstechnikproALPHA
1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 3
N E W S
S I E m E N S
Prozessleitsystem uumlberarbeitet
E R P B u S I N E S S - I N t E L L I G E N c E - L ouml S u N G E N
cosmo consult uumlbernimmt cBS
Siemens division industry automation hat das Prozess-leitsystem Cemat fuumlr die Ze-ment- und Bergbauindustrie in der Version 80 vorgestellt Neben neuen Funktionen hat das Unternehmen unter an-derem das Wartungs- und in-standhaltungsmanagement im detail weiterentwickelt Besondere Neuerungen sind
die erweiterten Betriebsar-ten fuumlr anlage Geraumltegrup-pen und einzelne aggregate sowie die Uumlberwachung von Prozesswerten wie aufgebau-tem druck oder durchfluss
Neu zum Beispiel ist auch dass sich die bdquoQuick trendldquo-darstellung direkt aus dem Prozessbild konfigurieren laumlsst damit lassen sich Kur-vengruppen erheblich einfa-cher zu anzeige- und auswer-tezwecken aktivieren
die neue Version bietet dem operator auch mehr Moumlg-lichkeiten bei den Betriebs-arten Zusaumltzlich zu ganzen Gruppen kann er jetzt einzel-ne Verbraucher innerhalb ei-ner Gruppe abschalten ndash bei-spielsweise im rahmen des Energiemanagements
Cosmo Consult anbieter von Business-Softwareloumlsun-gen auf Basis von Microsoft dynamics hat durch eine Mehrheitsbeteiligung die CBS Consulting Business Solutions GmbH in Wuumlrzburg uumlbernom-men und steigt auf dieses Wei-se in das Business-intelligence-Geschaumlft mit QlikView ein
die CBS GmbH ist Micro-sof t - G old- Cer t i f ied-ErP-Partner und verfuumlgt uumlber Know-how im Bereich Micro-soft-SharePoint Mit der louml-sung Qlik4NaV liefert CBS vorkonfigurierte dashboards und reports fuumlr Microsoft dynamics NaV auf Basis der Business-intelligence-loumlsung QlikView Weiterhin wurden in Zusammenarbeit mit der Creditreform loumlsungen fuumlr die Beauskunftung von Ge-schaumlftspartnern und das Ein-
reichen von inkassofaumlllen ent-wickelt diese werden auch unter dem Namen Crefo-dynamics vermarktet
die Cosmo-Consult-Gruppe waumlchst durch diese akquisiti-on auf 210 Mitarbeiter an sie-ben Standorten an
A L P H A B u S I N E S S S o L u t I o N S c E B I t 2 0 1 3
Fertigung und Kundenmanage-ment im Griff
R o c K w E L L A u t o m A t I o N
Die Virtualisierung des Automatisierungssystems
alpha Business Solutions zeigt auf der CeBit (5 bis 9 Maumlrz) unter anderem ein neues auf einem in-Memo-ry-datenmodell basiertes Unternehmenscockpit das informationen aus allen Un-ternehmensbereichen und Quellen sammelt und dabei auch text- Excel- oder XMl-dateien schnell und multidi-mensional auswertet
daruumlber hinaus stellt das Unternehmen eine in Mi-crosoft outlook integrier-te mobile anwendung fuumlr das Kundenbeziehungsma-nagement (CrM) vor und zeigt wie sich Produktions-funktionen mittels einer Be-triebsdatenerfassung (BdE) um ruumlckmeldemoumlglichkei-ten ergaumlnzen lassen und
welche Prozesse uumlber eine in proalpha integrierte Per-sonalzeiterfassung (PZE) ab-bildbar sind
Was SaP Business Byde-sign betrifft praumlsentiert das Unternehmen zusaumltzliche Funktionen fuumlr Service Ver-trieb und Fertigung diese unterstuumltzen Unternehmen ebenso bei der Planung und Uumlberwachung von repara-turen wie beim Verkauf und der Bestellung von Materia-lien auch Materialplaumlne und auftraumlge mit projektbezoge-ner Montage lassen sich ab-bilden und uumlber eine bdquoover-the-Counter-Salesldquo-Funktion Kaumlufe am Schalter von la-dengeschaumlften abwickeln
die neue Version des Plant-Pax-Prozessautomatisie -rungssystems von rockwell automation bietet erweiter-te Funktionen bei der Bedie-nung sowie neue Werkzeuge zur Projekt-implementie-rung und Virtualisierung des Systems damit soll sich die Skalierbarkeit des Prozess-leitsystems verbessern und die Produktivitaumlt und Effizi-enz erhoumlhen
Eine Virtualisierung des automatisierungssystems soll die Sicherung und Wie-derherstellung des Systems vereinfachen risiken im Zu-sammenhang mit Patches und Upgrades reduzieren rechen-ressourcen opti-mieren und Management- und administrationskosten senken dazu hat rockwell
automation vor kurzem die industrieweit ersten pro-duktionstauglichen Virtu-al image templates vor-gestellt Mit ihnen koumlnnen anwender vorinstallierte System-Server Bediener-arbeitsplaumltze und Entwick-lungs-Workstations einfach in ihrer Virtualisierungsinf-rastruktur installieren die installation aktualisierung und aktivierung eines neu-en Systems soll nur wenige Minuten dauern
Alpha Business Solutions zeigt auf der diesjaumlhrigen CeBIT Erweiterungen und Ergaumln-zungen der ERP-Standard-Software proAlpha sowie neue Features der Cloud-Loumlsung SAP Business ByDesign
Einfache und flexible Auswertung von Unternehmensdaten spielen eine immer wichtigere Rolle ndash die Kombination von Microsoft Dynamics und QlikView bietet hier vorkonfigurierte Dashboard- und Report-Loumlsungen
Siemens stattet Prozessleitsys-tem fuumlr Zement- und Bergbauin-dustrie mit neuen und uumlberar-beiteten Funktionen aus
1 2 0 1 34
nACH EinEr bdquoBig-Bangldquo-Einfuumlhrung im Jahr 2006 hat das Unternehmen rauch den Einsatz von proalPHa konsequent ausgebaut und damit sukzessive fuumlr eine optimierung der ablaumlufe gesorgt Ein Ende dieses kontinuierlichen Verbesse-rungsprozesses und der Unterstuumltzung durch proalPHa ist aufgrund der er-reichten Erfolge nicht absehbar
Jede ErP-Einfuumlhrung wandert auf dem Grat zwischen Software-anpassung und organisatorischer Strukturierung auch bei rauch stand man vor der Frage wie die mit der Einfuumlhrung verbundenen Ziele effizient zu erreichen sind durch die vollstaumlndige integrierte abbildung aller Prozesse in proalPHa wollte man
antworten auf drei wesentliche Frage-stellungen moumlglichst per Knopfdruck erhalten Was wurde bei einem auftrag verdient Wie ist unsere derzeitige liqui-ditaumltssituation Wie entwickeln sich die Soll-ist-Werte im Bereich Gewinn und Verlust (GuV)
da eine weitestgehend automatische Beantwortung dieser Fragen auch struk-turelle Aumlnderungen im Unternehmen nach sich zieht plante rauch die Einfuumlh-rung von anfang an als mehrstufigen Prozess
Nach sieben Monaten waren bereits im September 2005 nahezu saumlmtliche Module von proalPHa in Betrieb ge-nommen da man aufgrund groszligen En-
gagements der Mitarbeiter schneller als erwartet fertig war bot das letzte Quar-tal die Moumlglichkeit fuumlr ausfuumlhrliche tests trotz erheblicher datenmigration und massiver Umschluumlsselungen bei den Stammdaten verlief der Produktivstart zum Jahreswechsel 20052006 somit problemlos
im Januar 2006 war die angestrebte integration der Waren- und Wertefluumlsse im Unternehmen erreicht Einkauf und logistik Bestandsfuumlhrung und rech-nungsabwicklung sowie die Finanzbuch-haltung ndash alle entscheidenden Prozesse waren zentral integriert in proalPHa ab-gebildet durch verschiedene individuel-le anpassungen hatte man erreicht dass die arbeitsgewohnheiten der Mitarbeiter im ersten Schritt nicht zu drastisch veraumln-dert werden mussten die weitere Pro-zessoptimierung durch automatisierung sowie durch Umstrukturierung interner ablaumlufe stand als naumlchstes auf dem Plan
Auftraumlge und risiken im blickWie heute bei vielen mittelstaumlndischen Unternehmen ist auch bei rauch die Er-schlieszligung neuer Maumlrkte in laumlndern wie russland indien oder China ein wichti-ges Standbein des Erfolgs dabei kann al-lein die inbetriebnahme der kundenspe-zifisch gefertigten Groszliganlagen mehrere Mannmonate in anspruch nehmen
auch die Vertriebsaufwaumlnde sind bei derartigen Projekten nicht zu unter-schaumltzen ebenso wie etwaige Garantie-aufwaumlnde die bei rauch zwar niedrig ausfallen bei Groszligprojekten aber doch nennenswerte Betraumlge ausmachen koumln-nen Konnten bis dato nicht saumlmtliche aufwaumlnde des Projekts erfasst und be-wertet werden war der wirkliche Ertrag eines auftrags nur schwer zu bemessen
Beim ausbau des proalPHa-Einsatzes lag ein besonderes augenmerk auf die-sem Bereich So werden nun bei der Erfas-sung der Vertriebsauftraumlge automatisch die Kostentraumlger fuumlr den auftrag und saumlmtliche Positionen erzeugt und in ver-schiedenen Kostentraumlgerverdichtungs-varianten zusammengefasst die auf-tragsart gibt nun auch das Geschaumlftsfeld
Flexibel arbeiten in StandardprozessenAuch sieben Jahre nach der Einfuumlhrung der Software proALPHA bei der
Firma Ing Rauch-Fertigungstechnik gibt es noch Anpassungen und Ver-
besserungen Die Effizienz-Gewinne durch Optimierung an System und
Organisation sind bis dato immens und schaffen trotz oder gerade wegen
der genutzten Standardprozesse eine hohe Flexibilitaumlt
V o N a N d r E a d r E S C H E r
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
Rauch versorgt weltweit namhafte Kunden vom Automobilbauer bis zum Smartphone-Hersteller mit Anlagen wie Schmelzoumlfen und Handlinganlagen fuumlr fluumlssiges und festes Zink und Magnesium Im Bild eine Gieszliganlage aus Schmelzoumlfen und Zufuumlhreinrichtungen fuumlr Magnesium-Blech
1 2 0 1 3 5
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
wieder diese klare Zuordnung erlaubt nachfolgende Geschaumlftsfeldbetrachtun-gen die Berechnung begann mit dem klassischen einstufigen deckungsbei-trag 1 (dB1) und wurde mehrstufig bis zum dB5 ausgebaut die rechnung be-ruumlcksichtigt auch die kalkulatorischen Zinsen die auftragsbezogen separat zu buchen sind Jeder auftrag erhaumllt ein ei-genes Konto uumlber das Finanzierung und abwicklung erfolgt dieses Vorgehen er-laubt eine exakte analyse saumlmtlicher Er-loumlse wie auch der Kosten
bdquoWaumlhrend eine typische recycling-an-lage eine durchschnittliche durchlaufzeit von zwei bis drei Monaten hat wurde nach einer Brandkatastrophe bei einem Kunden eine anlage in sechs Wochen fer-tiggestelltldquo erklaumlrt thomas Hotter leiter Controlling und organisationsentwick-lung bei rauch bdquoin diesem Projekt hat proalPHa bewiesen wie flexibel es istldquo
sukzessive optimierung in allen bereichenMit Hilfe des dokumentenmanagement-systems (dMS) und des Workflows in pro-alPHa hat rauch nach und nach die ver-schiedensten Prozessschritte optimiert was nicht nur zu effizienteren ablaumlufen sondern auch zu messbaren Einsparun-gen fuumlhrte wie Hotter berichtet bdquoManch-mal sind es scheinbare Kleinigkeiten durch die wir produktiver geworden sind
Uumlber die Zeit ergeben sich jedoch nen-nenswerte Summen typische Beispiele dafuumlr sind die Eingangsrechnungen die Provisionsabrechnungen die Bestellfrei-gaben und natuumlrlich die gesamte ablage unserer dokumenteldquo
Waumlhrend lieferantenrechnungen in der Vergangenheit in der Finanzbuchhal-tung verbucht und parallel mit entspre-chenden Stammdaten im elektronischen Banking-System (ElBa) fuumlr die Zahlung haumlndisch erfasst werden mussten er-folgt die abwicklung heute uumlber den Zahlungsverkehr von proalPHa Sobald
eine Eingangsrechnung angelegt ist wird sie gemaumlszlig der Zahlungsziele in eine Vorschlagsliste uumlbernommen doppel-te Eingaben sind also passeacute so dass die Bearbeitungszeit einer einzelnen rech-nung von rund vier auf eineinhalb Mi-nuten sinkt bdquodas hat bei der groszligen Zahl Eingangsrechnungen zu echten Einspa-rungen gefuumlhrt Nebenbei ist durch die Markierung von entsprechenden rech-nungen die Skonto-optimierung sicher-gestellt Es kann nichts mehr uumlbersehen werdenldquo freut sich Hotter
Aumlhnliche Vorteile konnte rauch auch aus deutlich erleichterten Provisionsab-rechnungen und einer automatisierten Bestellfreigabe erzielen Hotter schaumltzt dass ohne den proalPHa-Workflow die durchschnittlichen Zeitaufwaumlnde uumlber alle Mitarbeiter im Schnitt um zehn bis fuumlnfzehn Prozent houmlher liegen wuumlrden bdquoWir haben nicht alle Prozessschritte ex-akt gemessen und koumlnnen daher nicht in jedem Fall bestimmen wie groszlig die Einsparungen genau sind aber es ist ersichtlich dass allein die Nutzung des dokumentenmanagements viele un-noumltige aktivitaumlten erspart Keiner muss mehr dokumente auf dem Schreibtisch von Kollegen suchen niemand braucht ins archiv gehen wenn ein Kunde anruft und Fragen stelltldquo der Einsatz des pro-alPHa dMS habe den durchlauf in vie-len Bereichen spuumlrbar beschleunigt
Laufende optimierung2011 wurden die Bereiche liquiditaumlts-steuerung und Soll-GuV mit proalPHa in angriff genommen da ein Groszligauftrag fuumlnfzehn bis zwanzig Prozent des Jahres-umsatzes ausmachen kann wobei allein auf die Materialkosten einer anlage rund vierzig Prozent des auftragsvolumens entfallen sind beide themen fuumlr das Un-ternehmen enorm kritisch Bis Ende 2012 wurden diese daher noch parallel mit Excel weitergefuumlhrt um dieses aumluszligerst wichtige instrumentarium auf Herz und Nieren zu validieren
in der liquiditaumltsprognose von pro-alPHa werden die Planvorgaumlnge heu-te automatisch aus der Finanzplanung uumlbernommen saumlmtliche Planwerte aus der GuV wie Personalkosten notwendige investitionen oder laufende betriebliche aufwendungen flieszligen ohne manuellen Eingriff ein die abbildung der Zahlungs-modalitaumlten jedes auftrags im System ist dabei eine wesentliche Grundlage der optimierung terminverschiebun-gen muumlssen nachgezogen werden um die liquiditaumltsprognosen immer auf dem aktuellen Stand zu halten im pro alPHa-Standard wurde daher eine spezielle Struktur fuumlr Vertriebsauftraumlge aufgebaut damit das ErP-System die verschiedenen Zahlungsziele erfasst und bei Verschie-bungen entsprechend automatisch ad-aptiert dies gewaumlhrleistet dass jederzeit ein exakter Uumlberblick uumlber die aktuelle Fi-nanzsituation bei rauch vorliegt
Nach sieben Jahren proalPHa-Einsatz resuumlmiert Controlling-leiter thomas Hot-ter bdquoUnser Unternehmen veraumlndert sich dynamisch passt sich jederzeit flexibel an die Entwicklungen am Markt an Eine ErP-Software darf uns auf keinen Fall durch ein zu enges Korsett behindern sondern muss diese anpassungen entsprechend mittragen Mit proalPHa verfuumlgen wir uumlber ein derartiges ErP-Systemldquo jbi
bdquounser unternehmen passt sich jederzeit an die Entwicklungen am markt an Eine Erp-software muss diese Anpassungen entsprechend mittragenldquo thomas Hotter Controlling-leiter bei der Firma rauch
Diese In-Cell-Recycling-Anlage schmilzt Anguumlsse und Material-Ruumlcklaumlufe direkt an der Gieszligzelle ein und fuumlhrt sie dem Prozess wieder zu
Dank proALPHA Dokumentenmanagementsystem bedeuten Kundenruumlckfragen nun deutlich weniger Aufwand Bilder Ing Rauch FertigungstechnikproALPHA
1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 34
nACH EinEr bdquoBig-Bangldquo-Einfuumlhrung im Jahr 2006 hat das Unternehmen rauch den Einsatz von proalPHa konsequent ausgebaut und damit sukzessive fuumlr eine optimierung der ablaumlufe gesorgt Ein Ende dieses kontinuierlichen Verbesse-rungsprozesses und der Unterstuumltzung durch proalPHa ist aufgrund der er-reichten Erfolge nicht absehbar
Jede ErP-Einfuumlhrung wandert auf dem Grat zwischen Software-anpassung und organisatorischer Strukturierung auch bei rauch stand man vor der Frage wie die mit der Einfuumlhrung verbundenen Ziele effizient zu erreichen sind durch die vollstaumlndige integrierte abbildung aller Prozesse in proalPHa wollte man
antworten auf drei wesentliche Frage-stellungen moumlglichst per Knopfdruck erhalten Was wurde bei einem auftrag verdient Wie ist unsere derzeitige liqui-ditaumltssituation Wie entwickeln sich die Soll-ist-Werte im Bereich Gewinn und Verlust (GuV)
da eine weitestgehend automatische Beantwortung dieser Fragen auch struk-turelle Aumlnderungen im Unternehmen nach sich zieht plante rauch die Einfuumlh-rung von anfang an als mehrstufigen Prozess
Nach sieben Monaten waren bereits im September 2005 nahezu saumlmtliche Module von proalPHa in Betrieb ge-nommen da man aufgrund groszligen En-
gagements der Mitarbeiter schneller als erwartet fertig war bot das letzte Quar-tal die Moumlglichkeit fuumlr ausfuumlhrliche tests trotz erheblicher datenmigration und massiver Umschluumlsselungen bei den Stammdaten verlief der Produktivstart zum Jahreswechsel 20052006 somit problemlos
im Januar 2006 war die angestrebte integration der Waren- und Wertefluumlsse im Unternehmen erreicht Einkauf und logistik Bestandsfuumlhrung und rech-nungsabwicklung sowie die Finanzbuch-haltung ndash alle entscheidenden Prozesse waren zentral integriert in proalPHa ab-gebildet durch verschiedene individuel-le anpassungen hatte man erreicht dass die arbeitsgewohnheiten der Mitarbeiter im ersten Schritt nicht zu drastisch veraumln-dert werden mussten die weitere Pro-zessoptimierung durch automatisierung sowie durch Umstrukturierung interner ablaumlufe stand als naumlchstes auf dem Plan
Auftraumlge und risiken im blickWie heute bei vielen mittelstaumlndischen Unternehmen ist auch bei rauch die Er-schlieszligung neuer Maumlrkte in laumlndern wie russland indien oder China ein wichti-ges Standbein des Erfolgs dabei kann al-lein die inbetriebnahme der kundenspe-zifisch gefertigten Groszliganlagen mehrere Mannmonate in anspruch nehmen
auch die Vertriebsaufwaumlnde sind bei derartigen Projekten nicht zu unter-schaumltzen ebenso wie etwaige Garantie-aufwaumlnde die bei rauch zwar niedrig ausfallen bei Groszligprojekten aber doch nennenswerte Betraumlge ausmachen koumln-nen Konnten bis dato nicht saumlmtliche aufwaumlnde des Projekts erfasst und be-wertet werden war der wirkliche Ertrag eines auftrags nur schwer zu bemessen
Beim ausbau des proalPHa-Einsatzes lag ein besonderes augenmerk auf die-sem Bereich So werden nun bei der Erfas-sung der Vertriebsauftraumlge automatisch die Kostentraumlger fuumlr den auftrag und saumlmtliche Positionen erzeugt und in ver-schiedenen Kostentraumlgerverdichtungs-varianten zusammengefasst die auf-tragsart gibt nun auch das Geschaumlftsfeld
Flexibel arbeiten in StandardprozessenAuch sieben Jahre nach der Einfuumlhrung der Software proALPHA bei der
Firma Ing Rauch-Fertigungstechnik gibt es noch Anpassungen und Ver-
besserungen Die Effizienz-Gewinne durch Optimierung an System und
Organisation sind bis dato immens und schaffen trotz oder gerade wegen
der genutzten Standardprozesse eine hohe Flexibilitaumlt
V o N a N d r E a d r E S C H E r
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
Rauch versorgt weltweit namhafte Kunden vom Automobilbauer bis zum Smartphone-Hersteller mit Anlagen wie Schmelzoumlfen und Handlinganlagen fuumlr fluumlssiges und festes Zink und Magnesium Im Bild eine Gieszliganlage aus Schmelzoumlfen und Zufuumlhreinrichtungen fuumlr Magnesium-Blech
1 2 0 1 3 5
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
wieder diese klare Zuordnung erlaubt nachfolgende Geschaumlftsfeldbetrachtun-gen die Berechnung begann mit dem klassischen einstufigen deckungsbei-trag 1 (dB1) und wurde mehrstufig bis zum dB5 ausgebaut die rechnung be-ruumlcksichtigt auch die kalkulatorischen Zinsen die auftragsbezogen separat zu buchen sind Jeder auftrag erhaumllt ein ei-genes Konto uumlber das Finanzierung und abwicklung erfolgt dieses Vorgehen er-laubt eine exakte analyse saumlmtlicher Er-loumlse wie auch der Kosten
bdquoWaumlhrend eine typische recycling-an-lage eine durchschnittliche durchlaufzeit von zwei bis drei Monaten hat wurde nach einer Brandkatastrophe bei einem Kunden eine anlage in sechs Wochen fer-tiggestelltldquo erklaumlrt thomas Hotter leiter Controlling und organisationsentwick-lung bei rauch bdquoin diesem Projekt hat proalPHa bewiesen wie flexibel es istldquo
sukzessive optimierung in allen bereichenMit Hilfe des dokumentenmanagement-systems (dMS) und des Workflows in pro-alPHa hat rauch nach und nach die ver-schiedensten Prozessschritte optimiert was nicht nur zu effizienteren ablaumlufen sondern auch zu messbaren Einsparun-gen fuumlhrte wie Hotter berichtet bdquoManch-mal sind es scheinbare Kleinigkeiten durch die wir produktiver geworden sind
Uumlber die Zeit ergeben sich jedoch nen-nenswerte Summen typische Beispiele dafuumlr sind die Eingangsrechnungen die Provisionsabrechnungen die Bestellfrei-gaben und natuumlrlich die gesamte ablage unserer dokumenteldquo
Waumlhrend lieferantenrechnungen in der Vergangenheit in der Finanzbuchhal-tung verbucht und parallel mit entspre-chenden Stammdaten im elektronischen Banking-System (ElBa) fuumlr die Zahlung haumlndisch erfasst werden mussten er-folgt die abwicklung heute uumlber den Zahlungsverkehr von proalPHa Sobald
eine Eingangsrechnung angelegt ist wird sie gemaumlszlig der Zahlungsziele in eine Vorschlagsliste uumlbernommen doppel-te Eingaben sind also passeacute so dass die Bearbeitungszeit einer einzelnen rech-nung von rund vier auf eineinhalb Mi-nuten sinkt bdquodas hat bei der groszligen Zahl Eingangsrechnungen zu echten Einspa-rungen gefuumlhrt Nebenbei ist durch die Markierung von entsprechenden rech-nungen die Skonto-optimierung sicher-gestellt Es kann nichts mehr uumlbersehen werdenldquo freut sich Hotter
Aumlhnliche Vorteile konnte rauch auch aus deutlich erleichterten Provisionsab-rechnungen und einer automatisierten Bestellfreigabe erzielen Hotter schaumltzt dass ohne den proalPHa-Workflow die durchschnittlichen Zeitaufwaumlnde uumlber alle Mitarbeiter im Schnitt um zehn bis fuumlnfzehn Prozent houmlher liegen wuumlrden bdquoWir haben nicht alle Prozessschritte ex-akt gemessen und koumlnnen daher nicht in jedem Fall bestimmen wie groszlig die Einsparungen genau sind aber es ist ersichtlich dass allein die Nutzung des dokumentenmanagements viele un-noumltige aktivitaumlten erspart Keiner muss mehr dokumente auf dem Schreibtisch von Kollegen suchen niemand braucht ins archiv gehen wenn ein Kunde anruft und Fragen stelltldquo der Einsatz des pro-alPHa dMS habe den durchlauf in vie-len Bereichen spuumlrbar beschleunigt
Laufende optimierung2011 wurden die Bereiche liquiditaumlts-steuerung und Soll-GuV mit proalPHa in angriff genommen da ein Groszligauftrag fuumlnfzehn bis zwanzig Prozent des Jahres-umsatzes ausmachen kann wobei allein auf die Materialkosten einer anlage rund vierzig Prozent des auftragsvolumens entfallen sind beide themen fuumlr das Un-ternehmen enorm kritisch Bis Ende 2012 wurden diese daher noch parallel mit Excel weitergefuumlhrt um dieses aumluszligerst wichtige instrumentarium auf Herz und Nieren zu validieren
in der liquiditaumltsprognose von pro-alPHa werden die Planvorgaumlnge heu-te automatisch aus der Finanzplanung uumlbernommen saumlmtliche Planwerte aus der GuV wie Personalkosten notwendige investitionen oder laufende betriebliche aufwendungen flieszligen ohne manuellen Eingriff ein die abbildung der Zahlungs-modalitaumlten jedes auftrags im System ist dabei eine wesentliche Grundlage der optimierung terminverschiebun-gen muumlssen nachgezogen werden um die liquiditaumltsprognosen immer auf dem aktuellen Stand zu halten im pro alPHa-Standard wurde daher eine spezielle Struktur fuumlr Vertriebsauftraumlge aufgebaut damit das ErP-System die verschiedenen Zahlungsziele erfasst und bei Verschie-bungen entsprechend automatisch ad-aptiert dies gewaumlhrleistet dass jederzeit ein exakter Uumlberblick uumlber die aktuelle Fi-nanzsituation bei rauch vorliegt
Nach sieben Jahren proalPHa-Einsatz resuumlmiert Controlling-leiter thomas Hot-ter bdquoUnser Unternehmen veraumlndert sich dynamisch passt sich jederzeit flexibel an die Entwicklungen am Markt an Eine ErP-Software darf uns auf keinen Fall durch ein zu enges Korsett behindern sondern muss diese anpassungen entsprechend mittragen Mit proalPHa verfuumlgen wir uumlber ein derartiges ErP-Systemldquo jbi
bdquounser unternehmen passt sich jederzeit an die Entwicklungen am markt an Eine Erp-software muss diese Anpassungen entsprechend mittragenldquo thomas Hotter Controlling-leiter bei der Firma rauch
Diese In-Cell-Recycling-Anlage schmilzt Anguumlsse und Material-Ruumlcklaumlufe direkt an der Gieszligzelle ein und fuumlhrt sie dem Prozess wieder zu
Dank proALPHA Dokumentenmanagementsystem bedeuten Kundenruumlckfragen nun deutlich weniger Aufwand Bilder Ing Rauch FertigungstechnikproALPHA
1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 5
P U B l i r E P o r ta G E E r P - E r Fa H r U N G B E i M B a U V o N M a G N E S i U M - a N l a G E N
wieder diese klare Zuordnung erlaubt nachfolgende Geschaumlftsfeldbetrachtun-gen die Berechnung begann mit dem klassischen einstufigen deckungsbei-trag 1 (dB1) und wurde mehrstufig bis zum dB5 ausgebaut die rechnung be-ruumlcksichtigt auch die kalkulatorischen Zinsen die auftragsbezogen separat zu buchen sind Jeder auftrag erhaumllt ein ei-genes Konto uumlber das Finanzierung und abwicklung erfolgt dieses Vorgehen er-laubt eine exakte analyse saumlmtlicher Er-loumlse wie auch der Kosten
bdquoWaumlhrend eine typische recycling-an-lage eine durchschnittliche durchlaufzeit von zwei bis drei Monaten hat wurde nach einer Brandkatastrophe bei einem Kunden eine anlage in sechs Wochen fer-tiggestelltldquo erklaumlrt thomas Hotter leiter Controlling und organisationsentwick-lung bei rauch bdquoin diesem Projekt hat proalPHa bewiesen wie flexibel es istldquo
sukzessive optimierung in allen bereichenMit Hilfe des dokumentenmanagement-systems (dMS) und des Workflows in pro-alPHa hat rauch nach und nach die ver-schiedensten Prozessschritte optimiert was nicht nur zu effizienteren ablaumlufen sondern auch zu messbaren Einsparun-gen fuumlhrte wie Hotter berichtet bdquoManch-mal sind es scheinbare Kleinigkeiten durch die wir produktiver geworden sind
Uumlber die Zeit ergeben sich jedoch nen-nenswerte Summen typische Beispiele dafuumlr sind die Eingangsrechnungen die Provisionsabrechnungen die Bestellfrei-gaben und natuumlrlich die gesamte ablage unserer dokumenteldquo
Waumlhrend lieferantenrechnungen in der Vergangenheit in der Finanzbuchhal-tung verbucht und parallel mit entspre-chenden Stammdaten im elektronischen Banking-System (ElBa) fuumlr die Zahlung haumlndisch erfasst werden mussten er-folgt die abwicklung heute uumlber den Zahlungsverkehr von proalPHa Sobald
eine Eingangsrechnung angelegt ist wird sie gemaumlszlig der Zahlungsziele in eine Vorschlagsliste uumlbernommen doppel-te Eingaben sind also passeacute so dass die Bearbeitungszeit einer einzelnen rech-nung von rund vier auf eineinhalb Mi-nuten sinkt bdquodas hat bei der groszligen Zahl Eingangsrechnungen zu echten Einspa-rungen gefuumlhrt Nebenbei ist durch die Markierung von entsprechenden rech-nungen die Skonto-optimierung sicher-gestellt Es kann nichts mehr uumlbersehen werdenldquo freut sich Hotter
Aumlhnliche Vorteile konnte rauch auch aus deutlich erleichterten Provisionsab-rechnungen und einer automatisierten Bestellfreigabe erzielen Hotter schaumltzt dass ohne den proalPHa-Workflow die durchschnittlichen Zeitaufwaumlnde uumlber alle Mitarbeiter im Schnitt um zehn bis fuumlnfzehn Prozent houmlher liegen wuumlrden bdquoWir haben nicht alle Prozessschritte ex-akt gemessen und koumlnnen daher nicht in jedem Fall bestimmen wie groszlig die Einsparungen genau sind aber es ist ersichtlich dass allein die Nutzung des dokumentenmanagements viele un-noumltige aktivitaumlten erspart Keiner muss mehr dokumente auf dem Schreibtisch von Kollegen suchen niemand braucht ins archiv gehen wenn ein Kunde anruft und Fragen stelltldquo der Einsatz des pro-alPHa dMS habe den durchlauf in vie-len Bereichen spuumlrbar beschleunigt
Laufende optimierung2011 wurden die Bereiche liquiditaumlts-steuerung und Soll-GuV mit proalPHa in angriff genommen da ein Groszligauftrag fuumlnfzehn bis zwanzig Prozent des Jahres-umsatzes ausmachen kann wobei allein auf die Materialkosten einer anlage rund vierzig Prozent des auftragsvolumens entfallen sind beide themen fuumlr das Un-ternehmen enorm kritisch Bis Ende 2012 wurden diese daher noch parallel mit Excel weitergefuumlhrt um dieses aumluszligerst wichtige instrumentarium auf Herz und Nieren zu validieren
in der liquiditaumltsprognose von pro-alPHa werden die Planvorgaumlnge heu-te automatisch aus der Finanzplanung uumlbernommen saumlmtliche Planwerte aus der GuV wie Personalkosten notwendige investitionen oder laufende betriebliche aufwendungen flieszligen ohne manuellen Eingriff ein die abbildung der Zahlungs-modalitaumlten jedes auftrags im System ist dabei eine wesentliche Grundlage der optimierung terminverschiebun-gen muumlssen nachgezogen werden um die liquiditaumltsprognosen immer auf dem aktuellen Stand zu halten im pro alPHa-Standard wurde daher eine spezielle Struktur fuumlr Vertriebsauftraumlge aufgebaut damit das ErP-System die verschiedenen Zahlungsziele erfasst und bei Verschie-bungen entsprechend automatisch ad-aptiert dies gewaumlhrleistet dass jederzeit ein exakter Uumlberblick uumlber die aktuelle Fi-nanzsituation bei rauch vorliegt
Nach sieben Jahren proalPHa-Einsatz resuumlmiert Controlling-leiter thomas Hot-ter bdquoUnser Unternehmen veraumlndert sich dynamisch passt sich jederzeit flexibel an die Entwicklungen am Markt an Eine ErP-Software darf uns auf keinen Fall durch ein zu enges Korsett behindern sondern muss diese anpassungen entsprechend mittragen Mit proalPHa verfuumlgen wir uumlber ein derartiges ErP-Systemldquo jbi
bdquounser unternehmen passt sich jederzeit an die Entwicklungen am markt an Eine Erp-software muss diese Anpassungen entsprechend mittragenldquo thomas Hotter Controlling-leiter bei der Firma rauch
Diese In-Cell-Recycling-Anlage schmilzt Anguumlsse und Material-Ruumlcklaumlufe direkt an der Gieszligzelle ein und fuumlhrt sie dem Prozess wieder zu
Dank proALPHA Dokumentenmanagementsystem bedeuten Kundenruumlckfragen nun deutlich weniger Aufwand Bilder Ing Rauch FertigungstechnikproALPHA
1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 36
Au f d E m 110000 Quadratmeter gro-szligen Werksgelaumlnde von Boll amp Kirch in Kerpen produzieren und vertreiben rund 570 Mitarbeiter automatik- duplex- und Simplexfilter anlagenteile wie Ventile Pumpen und lager werden damit vor Verschmutzung und Verschlammung be-wahrt Bollfilter sind im in- und ausland gefragt und das Unternehmen waumlchst
Seit 2002 unterstuumltzt die Softwarebe-ratung SteinhilberSchwehr ndash heute mit dem Vorsatz ComputerKomplett ndash diese Expansion mit dem ErP-System von abas Zugrunde liegt ein Concurrent-lizenz-modell Bis zu 160 User arbeiten gleich-zeitig im System das sich dynamisch an neue anforderungen anpassen laumlsst und dabei upgradefaumlhig bleibt
Seit dem Go-live der ErP-loumlsung hat sich viel getan So konnten beispiels-weise durchlaufzeiten in der Produktion durch Umstellung von Werkbankmonta-ge auf Kanban-gestuumltzte Flieszligfertigung um rund ein drittel verkuumlrzt werden die transparenz und auskunftsfaumlhigkeit ist genauso gestiegen wie die Messbarkeit von leistungen alles zusammen hat die Produktivitaumlt des Unternehmens und die
Effizienz der Geschaumlftsprozesse kontinu-ierlich erhoumlht
Entscheidung gegen software-inselnVor der Einfuumlhrung einer integrierten ErP-Software gab es bei Boll amp Kirch viele voneinander unabhaumlngige anwendun-gen eine eigenstaumlndige rechnungswe-sensoftware oder ein PPS-System ohne Verknuumlpfung zu anderen Programmen beispielsweise die Stammdaten haben die zustaumlndigen abteilungen in jeder Software einzeln gepflegt Neben dem Zeitaufwand den Mehrfacheingaben verursachten kam es beim manuellen Uumlbertragen von daten immer wieder zu Fehlern im Jahr 2002 lief die Wartung fuumlr einige der bis dato eingesetzten Pro-gramme aus Boll amp Kirch nutzte diesen
rahmen um in ein integriertes ErP-Sys-tem zu investieren das die vielen vonei-nander unabhaumlngigen it-inseln in einer anwendung zusammenfuumlhrt
flexibilitaumlt gab den AusschlagNach einer intensiven auswahl entschied sich Boll amp Kirch fuumlr ComputerKomplett SteinhilberSchwehr und die ErP-Software von abas organisationsleiter axel von Wolff bdquoWas mich an unserem ErP-System fasziniert ist die Flexibilitaumlt So kann ich in einer Maske schon mal schnell ein Feld ein-bauen das dann auch gleich in der daten-bank vorhanden ist Zum ersten Mal hab ich das auf einer Presales-Veranstaltung gesehen da wir permanent neue Prozes-se in unserer Software abbilden muumlssen war es genau das wonach wir suchtenldquo Und von Wolff weiter bdquoUnser Systemhaus
Mit Flexibilitaumlt weg von der Software-InselWas haben Monte Carlo Schanghai und Kerpen gemeinsam Motorsportbegeisterte kennen diese Orte Auch
bei der Filtration von Fluumlssigkeiten und Gasen ist der Standort Kerpen ein Begriff wenn es um Houmlchstleistung
geht Denn der weltweite Branchenfuumlhrer fuumlr Filtrationstechnologie im Schiffs- und Motorenbau Boll amp Kirch
hat dort seinen Firmensitz Mit an Bord ist seit 2002 die ERP-Software abas
V o N C H r i S t o P H H a r Z E r
bdquoWas mich fasziniert ist die flexibilitaumlt ndash ich kann in einer maske schnell ein feld einbauen das auch gleich in der datenbank vorhanden istldquoaxel von Wolff leiter Kalkulation und Stammdaten bei Boll und Kirch
E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

E r P - S y S t E M E B E i M B a U V o N F i lt r at i o N S a N l a G E N
hat neben ErP-Know-how auch Kompe-tenz in anderen it-Bereichen das hilft bei der ganzheitlichen Weiterentwicklung un-serer it-Strategieldquo
mal individuell mal standardBoll amp Kirch hat einige Prozesse individu-ell in seinem ErP-System abgebildet bei anderen orientiert sich das Unternehmen am Software-Standard Von Wolff erklaumlrt bdquoWir haben unsere ablaumlufe im Verkauf so in der Software abgebildet dass sich lie-ferschein und rechnung nahezu automa-tisch aus dem auftrag generieren lassen das spart viel Zeit die Moumlglichkeit tech-nische informationen wie datenblaumltter oder Konstruktionszeichnungen zu je-dem artikel zu hinterlegen ist ebenfalls eine groszlige Hilfe in der Fertigung arbei-ten wir nahezu mit den im System hinter-legten Standardprozessen im lager gibt es eine individuelle Entnahmeoptimie-rung das houmlrt sich jetzt vielleicht trivial an ist es aber nicht lieferzeit ist ein wich-tiges thema fuumlr uns die reaktionszeiten werden immer kuumlrzer man braucht eine breite Wissensbasis um fristgerecht zu liefern auch bei den Pruumlfbescheinigun-gen die sind ebenfalls im ErP hinterlegt und werden auf Knopfdruck geliefertldquo
schneller mit kanbanSeit der Einfuumlhrung hat sich auch in der intralogistik einiges getan Helmut Schrempf abteilungsleitung informati-onssysteme erinnert sich bdquodas ErP-Sys-tem ist vom ersten tag an mitgewachsen Seit der implementierung hat es sich hef-tig geaumlndert und wurde immer wieder auf unsere Beduumlrfnisse zugeschnitten Es gab eine Waumlhrungsumstellung die Um-saumltze sind gestiegen wir haben ein auto-matiklager angebunden die Produktion mehrmals veraumlndert und ein Kanban-Be-haumlltermanagement installiertldquo Von Wolff ergaumlnzt bdquoFruumlher hatten wir Werkbank-montagen da wurde das Material zum stehenden Filter gebracht Jetzt haben wir eine Flieszligmontage nach Kanban-lo-gistik und Synchro-Fertigung der Mon-tageauftrag flieszligt dabei durch die Mon-tagelinie mit den Warenhaumlusern und
Kanbanbehaumlltern alles ist natuumlrlich auch in unserem ErP-System abgebildet allei-ne durch diese Maszlignahme konnten wir Zeiteinsparungen von 25 bis 40 Prozent bei der Filterherstellung generierenldquo
Leistung besser messbarWas hat sich mit dem ErP-Einsatz noch veraumlndert organisationsleiter von Wolff zieht eine Zwischenbilanz bdquodie transpa-renz ist gestiegen beispielsweise in der Kalkulation ich weiszlig heute ganz genau was etwas gekostet hat oder die schnel-le auffindbarkeit von informationen abas verwaltet unsere Pruumlfbescheini-gungen fuumlr Filter damit sind auch Pruumlf-ergebnisse hinterlegt Fruumlher hatten wir hierfuumlr ein eigenes System da gestaltete es sich mitunter sehr zeitaufwaumlndig sich die benoumltigten informationen zusam-menzusuchen Nehmen Sie den Bereich legierungspruumlfung Nach Pruumlfung einer Werkstoffcharge kann das Pruumlfergebnis heute per Knopfdruck an den Kunden ausgegeben werdenldquo
im Bereich auswertungen habe sich eben-falls viel veraumlndert erklaumlrt Wolff bdquodas ErP generiert Umsatzzahlen oder gibt aus-kunft uumlber den aktuellen auftragseingang Wir koumlnnen jetzt fuumlr die abteilungen Ziele definieren beispielsweise Wie viele Pakete und welcher durchsatz sollen im Versand erzielt werden durch diese Zielvereinba-rung ist die liefertreue gestiegen Generell sind leistungen jetzt besser messbar Es gibt belastbare Produktionskennzahlen das wirkt sich auch wieder positiv auf die auslastung aus und vieles mehrldquo
upgrade schweiszligperlen unnoumltigbdquoVorteil unseres Systems ist dass wir fast alles damit machen koumlnnen Uumlber in der Software enthaltene Zusatzdatenban-
ken und infosysteme haben wir maszligge-schneiderte ablaumlufe und Prozesse ab-gebildetldquo erklaumlrt it leiter Schrempf Er schaumltze die Flexibilitaumlt seiner Software bdquoVon Upgrade zu Upgrade treibt es mir Schweiszligperlen auf die Stirn Bisher aber voumlllig unbegruumlndetldquo Er betont das so ein Upgrade Neuerungen uumlber den gesam-ten Funktionsbereich der Software be-deutet ndash mit allen anpassungen die nach dem Einspielen sofort wieder funktionie-ren bdquoich kenne kein anderes System bei dem so etwas moumlglich istldquo
blick in die zukunftBoll amp Kirch will in naumlchster Zeit in den ausbau der Kanban-Fertigung investie-ren und lieferanten uumlber einen elektroni-schen datenaustausch (Edi ndash Electronic data interchange) anbinden Helmut Schrempf bdquoWir erarbeiten gerade mit ComputerKomplett eine lieferantenbe-wertung uumlber Edi oder E-Business Wir wollen wissen was wann und wie viel geliefert wurde in Zukunft werden wir unseren lieferanten den Einblick in die Plankarte ermoumlglichen Eine Bestellvor-schlagliste uumlber ihre Produkte werden sie ebenfalls erhalten und sich so fruumlher auf unsere Bedarfe einstellen letztlich er-hoffen wir uns eine weitere reduktion der durchlaufzeitenldquo jbi
lt Boll amp Kirch Filterbau in Kerpen Auf 110000 Quadratme-tern Werksgelaumlnde produzieren und vertreiben rund 570 Mitarbeiter Automatik- Duplex- und Simplexfilter
bdquotrotz einer hochangepassten software ist ein upgrade normalerweise innerhalb von einem Wochenende einge-spielt Wir starten freitagmittag samstags ist es durch ndash schweiszligperlen kommen mir nur noch aus gewohnheitldquoHelmut Schrempf abteilungsleiter informationssysteme bei Boll und Kirch
Behaumlltermanagement in abas-ERP erlaubt die Umset-zung eines integrierten Kanban-Systems Bilder abas
Tuning fuumlr Ihre Produktion
Produktivitaumlt erhoumlhen Termintreue verbessern Wettbewerbsfaumlhigkeit steigern
MES-Software Leitstand Feinplanung MDE BDE PZE CAQMES-Monitoring KPIweb OEE
Internet wwwproxiacom E-Mail infoproxiacom Telefon +49 8092 23 23 0
Anzeige-210x37-PROXIA-IT-Productionindd 1 28062011 105859
1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 38
dEr VEr aumlndErungsdruCk wirkt auf bestehende ErP-loumlsungen gleich von mehreren Seiten Einerseits kommt eine neue Generation it-Benutzer in die Un-ternehmen die digital-Natives sind voumlllig andere Kommunikationstechniken und -formen gewohnt als ihre Vorgaumlnger an-dererseits forciert die zunehmende Ver-netzung von Wertschoumlpfungsketten und der demographische Wandel einen zuneh-menden anspruch an die Mobilitaumlt der an-
wendungen Hinzu kommt dass durch die moderne Gestaltung von Unternehmens-prozessen eine immer houmlhere integration von it-loumlsungen gefordert ist um ratio-nalisierungserfolge nicht zu gefaumlhrden so-bald man zwischen unterschiedlichen Un-ternehmenssoftwareloumlsungen wechselt
neue bedienkonzepteErP-Systeme haben aktuell einen sehr hohen Grad an reife und Funktionali-
taumlt erreicht in den vergangenen zwan-zig Jahren wurden die Systeme mit ei-ner Fuumllle an Funktionalitaumlt ausstaffiert mit der das Wachstum der Bildschirme nicht annaumlhernd mitkam damit sind sie inzwischen derart komplex dass den Benutzern der Uumlberblick uumlber das leis-tungsportfolio verloren geht und sie nur noch von Fachleuten bedient wer-den koumlnnen die Ursache liegt ndash neben dem hohen angebot an Funktionali-
Uumlberall verfuumlgbar und umfassend vernetztSeit vielen Jahren bilden ERP-Systeme das Ruumlckgrat fuumlr die Abwicklung kaufmaumlnnischer Unternehmensprozes-
se Nach dem Wechsel von ASCII-Oberflaumlchen und Mainframe- oder Midrange-Systemen vor zehn bis 15 Jahren
zu Windows- und Client-Server-Technologie zeichnet sich nun ein erneuter Paradigmenwechsel ab
V o N V o l K E r S C H N i t t l E r
d i E E r P - W E lt d r E H t S i C H W E i t E r
Bild
fot
olia
com
d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

d i E E r P - W E lt d r E H t S i C H W E i t E r
taumlt ndash darin dass bei der Entwicklung der Bedienoberflaumlchen in der regel alle Grundsaumltze fuumlr Ergonomie verletzt wur-den die Folge ist ein hoher Schulungs-aufwand und selbst nach einer Woche training koumlnnen neue Benutzer in der regel nur das allernotwendigste im neuen System verrichten
Hinzu kommt dass die in aller regel an Windows-technologien orientierten Be-nutzeroberflaumlchen fuumlr junge Nutzer alles andere als attraktiv sind Vielmehr haben sich mittlerweile in vielen alltaumlglichen Bereichen touchscreen-loumlsungen durch-gesetzt die den Benutzer durch das leis-tungsangebot der loumlsungen navigieren und bei der Erledigung seiner aufgaben unterstuumltzen diese Form von Frontends ist sicherlich auch fuumlr ErP das in abseh-barer Zeit zu erreichende Ziel Ergono-mische gefuumlhrte oberflaumlchen koumlnnten in Zukunft nicht nur den Schulungsauf-wand auf nahe null senken sondern da-ruumlber hinaus dafuumlr sorgen dass endlich eine organisation von verbindlichen Workflows ermoumlglicht wuumlrde in den ak-tuellen Systemen ist es immer moumlglich am vorgegebenen Prozess links oder rechts vorbei zu navigieren im Sinne von Komplexitaumltsverminderung wuumlrde auf einer gefuumlhrten oberflaumlche nur noch das gezeigt was im Workflow zulaumlssig ist und so der Nutzer automatisch auf den richti-gen Weg gebracht
Vernetzungin den Unternehmen ist die Verfuumlgbar-keit der Systeme haumlufig zum erfolgskri-tischen Faktor geworden daneben hat sich aber durch die zunehmende Ver-netzung von leistungs- und Wertschoumlp-fungsnetzwerken die Notwendigkeit uumlberbetrieblicher informationsfluumlsse in Echtzeit und ohne Medienbruumlche ent-wickelt Zudem sind die anforderungen an die Mobilitaumlt der Mitarbeiter und da-mit an die staumlndige und ortsunabhaumln-gige Verfuumlgbarkeit der Unternehmens-softwaresysteme drastisch gestiegen Nicht nur Vertriebsauszligendienst und Kundenservice benoumltigen derart mobi-le loumlsungen durch den demographi-schen Wandel kann es sich eine indus-triegesellschaft nicht laumlnger erlauben den in der regel gut ausgebildeten jungen und weiblichen teil der Beleg-schaft der sich fuumlr die Gruumlndung einer Familie entscheidet einfach ziehen zu lassen Vielmehr sind auch hier flexible
und leistungsfaumlhige Konzepte gefragt die es ermoumlglichen wertvolle Personal-ressourcen fuumlr die Unternehmen zu er-halten damit steht die sichere und um-fangreiche Verfuumlgbarkeit von ErP auch auszligerhalb der Unternehmen auf der ta-gesordnung
kollaborationaktuelle ErP-Systeme sind in der regel in sich hoch integriert in die Welt an-derer Unternehmenssoftwareloumlsungen allerdings sind sie oft nur mit recht ho-hem aufwand einzubinden Schnittstel-len bereiten den Verantwortlichen nach wie vor groszliges Unbehagen Gleichzeitig erfordert jedoch eine prozessorientierte leistungserbringung in Unternehmen dass Unternehmenssoftwareloumlsungen ihre informationen aktuell und digital austauschen dabei ist noch viel mehr denkbar als zum Beispiel im rahmen einer klassischen Cad-ErP-Schnittstelle abgebildet wird
Warum sollten nicht in Zukunft auch Condition-Monitoring-Systeme den Kontakt mit dem ErP aufnehmen wenn zum Beispiel eine Maschine aufgrund ei-ner Stoumlrung abgeschaltet werden muss auf der vom ErP ein Fertigungsauftrag geplant ist Uumlber eine virtuelle arbeits-gruppe aus Fertigungssteuerung Ein-kauf und instandhaltung koumlnnte nun in Verbindung zu elektronischen Beschaf-fungsplattformen geklaumlrt werden ob ein Ersatzteil lieferbar ist wann der Spediti-onsdienstleister es anliefern kann und wann die instandhaltung die reparatur vornimmt der erledigte Serviceauftrag wuumlrde dann zuruumlck an das ErP-System gemeldet und der Fertigungsauftrag neu geplant auf diese Weise ist eine Be-schleunigung des ablaufs sowie eine do-kumentation des Prozesses denkbar Zu-dem waumlre sowohl die synchrone als auch eine zeitlich und oumlrtlich versetzte Zusam-menarbeit im team moumlglich was das je-weilige Problem loumlst
fazitErP-loumlsungen werden wohl noch fuumlr viele Jahre die fuumlhrenden Systeme in Fer-tigungsunternehmen sein allerdings werden sie anwenderfreundlicher und weit mehr vernetzt sein als wir es heute kennen jbi
Volker Schnittler ist Fachreferent fuumlr kaufmaumln-nische Unternehmenssoftware beim VDMA in Frankfurt
Trends rechtzeitig erkennen mit einem persoumlnlichen
Abonnement
Innovative Loumlsungen fuumlr KonstrukteureEntwickler und Ingenieure
wwwdigital-engineering-magazindeabo
Innovative Loumlsungen Innovative Loumlsungen fuumlr Konstrukteure
2 Ausgaben gratis
ABO_Anzeige_DEindd 3 19022013 161124 Uhr
1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 310
diE HEinriCH fisCHEr GmbH amp Co KG mit Sitz in Winterlingen auf der Schwaumlbischen alb gehoumlrt zur Schnee-Gruppe und produziert unter anderem Werkstuumlcktraumlger fuumlr das teile-Handling in der Fertigungsindustrie Ein Beispiel sind modulare Werkstuumlcktraumlgersysteme ho-her Flexibilitaumlt diese bestehen aus einem Grundkorb und einem inlay die beiden teile sind durch eine speziell entwickelte Multifunktionsklammer loumlsbar miteinan-der verbunden wodurch das System in-dividuell an die Produktionsprozesse an-gepasst werden kann das reduziert die Gesamtzahl der Grundkoumlrbe mitunter si-gnifikant
Neu im Produktportfolio sind Werk-stuumlcktraumlger mit integriertem aber ab-nehmbaren rFid-datentraumlgerhalter Entwickelt wurde dieser Halter fuumlr den Contrinex-datentraumlger rtP 501 mit 50 Millimetern durchmesser da dieser mit einem arbeitsabstand von bis zu 43 Mil-limetern ideal fuumlr die metallische Umge-
bung in der automotive-Bauteileferti-gung geeignet ist bdquoEs koumlnnen aber auch andere datentraumlger von Contrinex ange-clipt werdenldquo betont Fischer-Geschaumlfts-fuumlhrer Peter Borst beispielsweise auch solche aus Ganzmetall fuumlr besonders raue Umgebungen
identifikationssysteme spielen in je-dem automatisierten Fertigungspro-zess eine entscheidende rolle fuumlr die informationsverwaltung Wegen ihrer mechanischen und chemischen Wider-standsfaumlhigkeit finden hier die auf elek-tromagnetischen Wellen basierenden rFid-Systeme zahlreiche Einsatzmoumlg-lichkeiten da sie die integritaumlt und dau-erhaftigkeit der gespeicherten informati-onen gewaumlhrleisten Sie bestehen in der regel aus passiven elektronischen Etiket-ten (datentraumlger transponder oder tags genannt) sowie Schreib-lesekoumlpfen und auswertegeraumlten mit integrierter Feldbus-anbindung
fertigungsautomatisierung mit rfidEin typischer Einsatz eines rFid-Systems in der Bauteilefertigung gestaltet sich in etwa so auf einer Fertigungsstraszlige durchlaufen die Werkstuumlcke vollauto-matisch saumlmtliche Bearbeitungsschritte bis zum fertigen Bauteil transportiert werden die Werkstuumlcke dabei von Werk-stuumlcktraumlgern die mit einem rFid-trans-ponder ausgeruumlstet sind die tags jeder mit einer eindeutigen identifikations-
nummer versehen sind schreib- und les-bar und enthalten neben informationen uumlber Bauteilart und -nummer auch den momentanen Fertigungsstand des trans-portierten Werkstuumlcks dieser wird nach jedem einzelnen Bearbeitungsschritt von den vor ort installierten Schreib-lese-koumlpfen aktualisiert und vor der naumlchsten Weiche oder arbeitsstation ausgelesen
die Schreib-lesekoumlpfe und auslesege-raumlte sind per Feldbus miteinander vernetzt und bilden zusammen mit den transpon-dern ein rFid-System mit dem die gesam-te Wege- und Weichensteuerung geregelt und zudem die Fertigung jedes einzel-nen Bauteils Schritt fuumlr Schritt protokol-liert wird Von der Bestuumlckung am anfang der Fertigungslinie bis zu den finalen Pro-duktionsschritten wie dichtigkeits- und druckpruumlfungen begleiten die staumlndig ak-tualisierten rFid-transponder das Werk-stuumlck bis dieses am Ende des Produkti-onsprozesses in vielen Faumlllen mit einem Matrixcode versehen wird dabei werden rFid- und Matrixcode-daten miteinander verglichen Erst wenn diese uumlbereinstim-men werden die rFid-daten geloumlscht und der traumlger faumlhrt mit zuruumlckgesetztem transponder zuruumlck zur Bestuumlckung
individueller Waschgangauch bei der reinigung der fertigen Bau-teile von Oumllen oder Kuumlhlmittel-Span-Ge-mischen in industriellen Waschmaschinen ruumlcken rFid-Systeme zunehmend in den Fokus da wegen der steigenden Komple-
IntelligenterBegleiter des WerkstuumlcksDie Firma Heinrich Fischer hat Werkstuumlcktraumlger fuumlr das Teile-Handling mit
abnehmbaren Clips fuumlr RFID-Transponder von Contrinex ausgeruumlstet
(RFID ndash Radio Frequency Identification) Bei verschiedenen Automobilher-
stellern und -zulieferern im Einsatz sorgen die RFID-Chips fuumlr in jedem
Fertigungsschritt nachverfolgbare Produktionsprozesse
V o N N o r B E r t M a t t H E S
r F i d i N d E r B a U t E i l F E r t i G U N G
RFID-Transponder und -Schreib-Lesekoumlpfe sorgen fuumlr automatisierte in jedem Fertigungsschritt nachver-folgbare Produktionsprozesse
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr
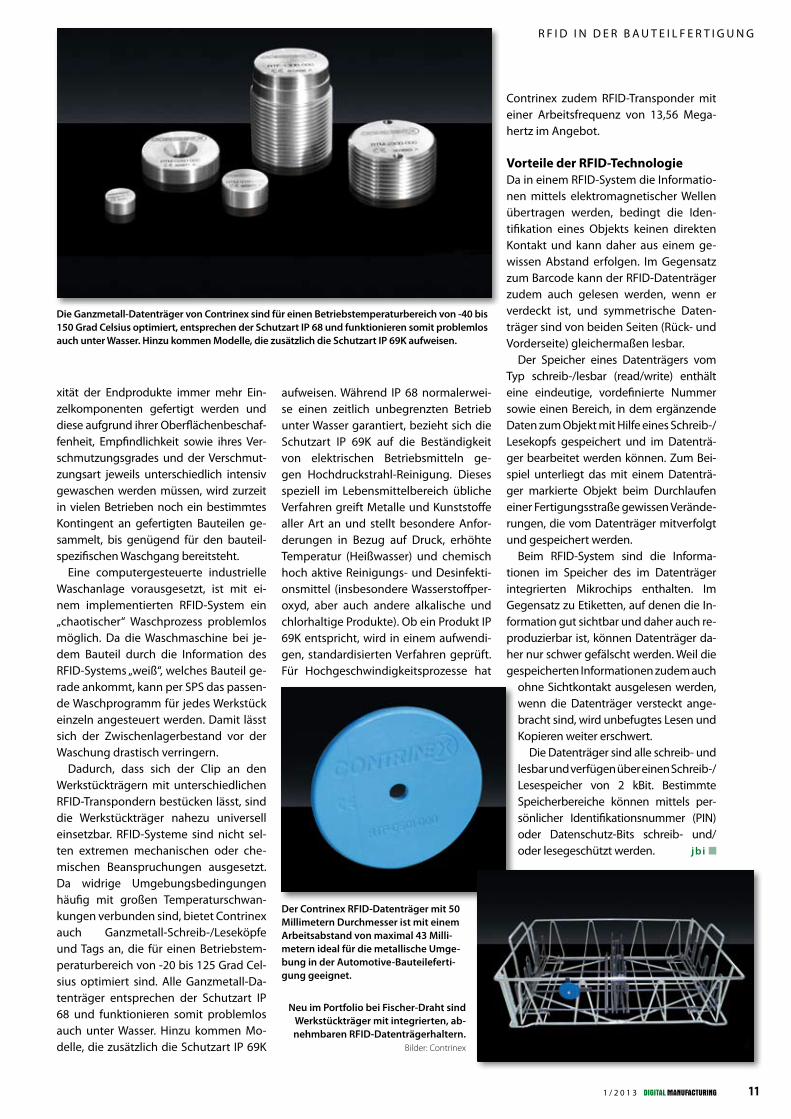
1 2 0 1 3 11
r F i d i N d E r B a U t E i l F E r t i G U N G
xitaumlt der Endprodukte immer mehr Ein-zelkomponenten gefertigt werden und diese aufgrund ihrer oberflaumlchenbeschaf-fenheit Empfindlichkeit sowie ihres Ver-schmutzungsgrades und der Verschmut-zungsart jeweils unterschiedlich intensiv gewaschen werden muumlssen wird zurzeit in vielen Betrieben noch ein bestimmtes Kontingent an gefertigten Bauteilen ge-sammelt bis genuumlgend fuumlr den bauteil-spezifischen Waschgang bereitsteht
Eine computergesteuerte industrielle Waschanlage vorausgesetzt ist mit ei-nem implementierten rFid-System ein bdquochaotischerldquo Waschprozess problemlos moumlglich da die Waschmaschine bei je-dem Bauteil durch die information des rFid-Systems bdquoweiszligldquo welches Bauteil ge-rade ankommt kann per SPS das passen-de Waschprogramm fuumlr jedes Werkstuumlck einzeln angesteuert werden damit laumlsst sich der Zwischenlagerbestand vor der Waschung drastisch verringern
dadurch dass sich der Clip an den Werkstuumlcktraumlgern mit unterschiedlichen rFid-transpondern bestuumlcken laumlsst sind die Werkstuumlcktraumlger nahezu universell einsetzbar rFid-Systeme sind nicht sel-ten extremen mechanischen oder che-mischen Beanspruchungen ausgesetzt da widrige Umgebungsbedingungen haumlufig mit groszligen temperaturschwan-kungen verbunden sind bietet Contrinex auch Ganzmetall-Schreib-lesekoumlpfe und tags an die fuumlr einen Betriebstem-peraturbereich von -20 bis 125 Grad Cel-sius optimiert sind alle Ganzmetall-da-tentraumlger entsprechen der Schutzart iP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Mo-delle die zusaumltzlich die Schutzart iP 69K
aufweisen Waumlhrend iP 68 normalerwei-se einen zeitlich unbegrenzten Betrieb unter Wasser garantiert bezieht sich die Schutzart iP 69K auf die Bestaumlndigkeit von elektrischen Betriebsmitteln ge-gen Hochdruckstrahl-reinigung dieses speziell im lebensmittelbereich uumlbliche Verfahren greift Metalle und Kunststoffe aller art an und stellt besondere anfor-derungen in Bezug auf druck erhoumlhte temperatur (Heiszligwasser) und chemisch hoch aktive reinigungs- und desinfekti-onsmittel (insbesondere Wasserstoffper-oxyd aber auch andere alkalische und chlorhaltige Produkte) ob ein Produkt iP 69K entspricht wird in einem aufwendi-gen standardisierten Verfahren gepruumlft Fuumlr Hochgeschwindigkeitsprozesse hat
Contrinex zudem rFid-transponder mit einer arbeitsfrequenz von 1356 Mega-hertz im angebot
Vorteile der rfid-technologieda in einem rFid-System die informatio-nen mittels elektromagnetischer Wellen uumlbertragen werden bedingt die iden-tifikation eines objekts keinen direkten Kontakt und kann daher aus einem ge-wissen abstand erfolgen im Gegensatz zum Barcode kann der rFid-datentraumlger zudem auch gelesen werden wenn er verdeckt ist und symmetrische daten-traumlger sind von beiden Seiten (ruumlck- und Vorderseite) gleichermaszligen lesbar
der Speicher eines datentraumlgers vom typ schreib-lesbar (readwrite) enthaumllt eine eindeutige vordefinierte Nummer sowie einen Bereich in dem ergaumlnzende daten zum objekt mit Hilfe eines Schreib-lesekopfs gespeichert und im datentrauml-ger bearbeitet werden koumlnnen Zum Bei-spiel unterliegt das mit einem datentrauml-ger markierte objekt beim durchlaufen einer Fertigungsstraszlige gewissen Veraumlnde-rungen die vom datentraumlger mitverfolgt und gespeichert werden
Beim rFid-System sind die informa-tionen im Speicher des im datentraumlger integrierten Mikrochips enthalten im Gegensatz zu Etiketten auf denen die in-formation gut sichtbar und daher auch re-produzierbar ist koumlnnen datentraumlger da-her nur schwer gefaumllscht werden Weil die gespeicherten informationen zudem auch
ohne Sichtkontakt ausgelesen werden wenn die datentraumlger versteckt ange-bracht sind wird unbefugtes lesen und Kopieren weiter erschwert
die datentraumlger sind alle schreib- und lesbar und verfuumlgen uumlber einen Schreib-lesespeicher von 2 kBit Bestimmte Speicherbereiche koumlnnen mittels per-soumlnlicher identifikationsnummer (PiN) oder datenschutz-Bits schreib- undoder lesegeschuumltzt werden jbi
Neu im Portfolio bei Fischer-Draht sind Werkstuumlcktraumlger mit integrierten ab-nehmbaren RFID-Datentraumlgerhaltern
Bilder Contrinex
Die Ganzmetall-Datentraumlger von Contrinex sind fuumlr einen Betriebstemperaturbereich von -40 bis 150 Grad Celsius optimiert entsprechen der Schutzart IP 68 und funktionieren somit problemlos auch unter Wasser Hinzu kommen Modelle die zusaumltzlich die Schutzart IP 69K aufweisen
Der Contrinex RFID-Datentraumlger mit 50 Millimetern Durchmesser ist mit einem Arbeitsabstand von maximal 43 Milli-metern ideal fuumlr die metallische Umge-bung in der Automotive-Bauteileferti-gung geeignet
1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 312
S i C H E r H E i t B E i d E r d r U C K P r Uuml F U N G
d i E n AC H f r Ag E nach regenerativen und neuen Formen der Energiegewin-nung steigt das Geschaumlft mit Sonnen-kollektoren boomt Fuumlr die Waumlrmegewin-nung aus Sonnenenergie bietet Bosch thermotechnik passende Komponenten an Ein elementares Bauteil ist der Waumlr-metauscher dieser besitzt im Kern einen Kegelspeicher im rahmen der Qualitaumlts-kontrolle wird dieser innere Behaumllter auf dichtigkeit gepruumlft ehe er mit dem Boi-ler bdquoverheiratetldquo wird
dazu verwendet Bosch thermotech-nik einen eigens dafuumlr entwickelten au-tomatischen Pruumlfstand Per Kran wird der 170 Meter lange und zwischen 450 und 570 Millimeter breite Kegelspeicher waa-gerecht auf die rollen des so genannten abdruumlckstands gelegt Fuumlr die vollauto-matische druckpruumlfung wird der Spei-
cher mit einem Buumlgel gehalten hydrau-lisch um 90 Grad gekippt und damit in eine senkrechte Position gebracht dann wird er mit Wasser befuumlllt die senkrech-te Position stellt sicher dass alle luftpols-ter aus dem Boiler entwichen sind Nach dem Befuumlllen wird ein druck von 16 bar auf den Speicher gegeben und er wird wieder in die waagerechte Position ge-bracht Nun beginnt die abdruumlckzeit von drei Minuten in dieser Zeit kann der Wer-ker die Schweiszlignaumlhte des Boilers visuell auf Undichtigkeiten pruumlfen Zusaumltzlich wird der druck praumlzise mittels drucksen-sor uumlberwacht im Falle einer leckage wuumlrde der druckabfall dem Bediener so-fort per Signal angezeigt Zum druckluft-unterstuumltzten schnellen Entleeren wird der Kegelspeicher wieder in senkrechte Position gefahren damit das Wasser uumlber die untere Ventiloumlffnung abflieszligen kann
sicherheit gewaumlhrleistenWaumlhrend des gesamten abdruumlckvor-gangs steht die Sicherheit des Bedienper-sonals an erster Stelle deshalb sorgt rund um den abdruumlckstand in 110 Metern ab-stand ein dreistrahliges lichtgitter des Herstellers ifm fuumlr Zutrittsschutz Uumlber Umlenkspiegel wird der infrarot-licht-strahl vom Sender um die anlage herum zum Empfaumlnger gefuumlhrt (Einweg-licht-schranke) Mit einer ansprechzeit von ge-rade einmal drei Millisekunden werden alle Bewegungen des Kipptischs ge-stoppt falls der geschuumltzte Bereich waumlh-rend des Kippvorgangs betreten wird Zu-dem sind am Schaltschrank und am
Bedienpult Not-aus-Schalter platziert die schmalen lichtgitter messen 26 mal 30 Millimeter und ermoumlglichen eine platzsparende Montage an den Ecken der anlage Montagefreundlich sind die Geraumlte durch eine t-Nut auf der ruumlcksei-te Passende Befestigungswinkel gestat-ten eine lageunabhaumlngige und einseitig totraumfreie installation Zur Konfigura-tion werden weder PC noch Software benoumltigt Sie erfolgt einfach uumlber die Be-legung der 5- beziehungsweise 8-poli-gen Standard-M12-Steckverbindung Bis zu12 Metern reichweite ermoumlglichen auch die absicherung groumlszligerer Gefah-renbereiche Nach aktuellen Normen entwickelt sind die lichtgitter vom tUumlV Suumld zertifiziert Sie entsprechen den an-forderungen typ 2 mit Safety integrity level Silcl 2 und Pl d sowie typ 4 mit Silcl 3 und Ple jbi
Lichtgitter uumlberwacht den ProduktionsbereichUumlberall dort wo sich Maschinenteile automatisch bewegen gewaumlhrleis-
ten Sicherheitseinrichtungen den Personenschutz Haumlufig sichern Licht-
gitter ganze Anlagenbereiche ab So auch bei der Bosch Thermotechnik
GmbH einem Tochterunternehmen der Bosch-Gruppe
V o N d i P l - i N G a N d r E a S B i N i a S C H
Eine schmale Bauform zeichnet die Lichtgitter der Firma ifm electronic aus Bilder ifm
Lichtspiegel an den Ecken leiten den Licht-strahl vom Sender zum Empfaumlnger
Ringsum ist die Anlage mittels Lichtgitter gesichert Ein Durchschreiten stoppt den Prozess sofort
1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 13
b E i d E r Entwicklung der neuen op-tosensoren der Serie o500 fokussierte der Hersteller insbesondere auf die op-timierung der Gesamtbetriebskosten bei gleichzeitiger maximaler leistung Si-cherheit und Komfort Grundgedanke ist eine wirtschaftliche Unterstuumltzung uumlber die gesamte Phase von der Planung bis zur Wartung einer anlage
dafuumlr sorgt unter anderem das one-box-design der Serie innerhalb der Se-rie besitzen saumlmtliche Sensorprinzipien und -technologien die gleichen abmes-sungen durchgangsbohrungen und Bedienelemente das erleichtert die Pla-nung und bedeutet zusaumltzliche Flexibi-litaumlt fuumlr anlagenbauer- und -betreiber denn Sensorprinzip und lichtquelle muumlssen nicht bereits in der Planungs-phase sondern erst zu einem spaumlteren Zeitpunkt festgelegt werden
auch bei der lichtquelle gibt es mehre-re loumlsungen Ein lichtfleck per Standard-lEd eignet sich fuumlr die objekterkennung in der teilzufuumlhrung Fuumlr die Erkennung kleiner teile deutlich besser eignet sich hingegen der kleine homogene und scharfe lichtfleck der Pin-Point-lEd die auch fuumlr die Positionierung eingesetzt werden kann
auch bei Montage und Justierung bie-ten die neuen Sensoren mehr Komfort Um den zeitlichen aufwand auf ein Mini-mum zu reduzieren hat Baumer bdquoqtargetldquo entwickelt dadurch ist der lichtstrahl des Sensors per design auf die Befestigungs-loumlcher ausgerichtet dies stellt sicher dass die einzelnen Bauteiltoleranzen aufgeho-ben werden und der lichtstrahl uumlber die gesamte Sensorserie mit gleichbleiben-der Genauigkeit ausgerichtet ist
Fuumlr die inbetriebnahme der Sensoren ist die Serie mit bdquoqteachldquo ausgestattet ndash ein komfortables und verschleiszligfreies teach-Verfahren anstelle der bisherigen Me-thode per Knopfdruck genuumlgt zum Ein-lernen der Sensoren eine Beruumlhrung des geschlossenen Gehaumluses mit einem be-liebigen ferromagnetischen Werkzeug beispielsweise einem Schraubenzieher Eine blaue lEd fuumlhrt durch den teach-ablauf und gibt optisches Feedback Um Fehleinstellungen zu vermeiden verrie-gelt sich der qteach nach fuumlnf Minuten selbststaumlndig
auch den mittlerweile mehrfach aus-gezeichneten Smartreflect ndash die licht-schranke ohne reflektor ndash gibt es jetzt im Gewand der neuen Serie Er vereint die Vorteile beider Sensortypen die physi-sche Unterbrechung des lichtstrahls ei-ner lichtschranke durch ein objekt ist die sicherste art der objekt-detektion im Be-reich der optoelektronischen Sensoren Mit dem Smartreflect ist dieses Prinzip nun noch weiterentwickelt so dass die lichtschranke keinen zusaumltzlichen re-flektor benoumltigt der lichtstrahl wird zwi-schen dem Sensor und beispielsweise ei-
nem Maschinenteil aufgebaut Ein objekt unterbricht den lichtstrahl und laumlsst den Sensor schalten Somit wird der separa-te reflektor uumlberfluumlssig und eine haumlufige Schwachstelle behoben Es entfaumlllt nicht nur der reflektor und damit Platzbedarf sondern auch der uumlbliche aufwand etwa fuumlr die reinigung des reflektors die Feh-lerursache verschmutzter oder zerstoumlr-ter reflektor ist damit passeacute
der lichttaster mit Hintergrundaus-blendung ist extrem farbunabhaumlngig Er wurde mit der neu entwickelten aline-technologie ausgestattet einem leis-tungsstarken CMoS-opto-asic der fuumlr schnelle temperaturstabile Sensoren ho-her Fremdlichtsicherheit sorgt
die reflexionslichtschranke rundet die Serie ab und laumlsst sich beispielswei-se auch fuumlr spiegelnde oberflaumlchen ein-setzen Mit gleichbleibend hohen Funkti-onsreserven ist sie in einem Bereich von bis zu zwei Metern einsetzbar
durch ihren einfachen Gebrauch bei gleichzeitiger maximaler Sicherheit und leistung bietet Baumer mit der neuen Serie eine sehr wirtschaftliche loumlsung fuumlr optische Sensorapplikationen jbi
Alle aus einem GussEnde letzten Jahres hat Baumer die ersten drei Optosensoren der
neuen Serie O500 vorgestellt Zum Einsatz kommen sie beispielsweise
bei der Objekterkennung und Positionierung in der Verpackungs -
industrie sowie in Handling- und Montageautomaten
V o N S t E F a N d i E P E N B r o C K
o P t o S E N S o r i K F Uuml r H a N d l i N G U N d M o N ta G E
Ein moumlgliches Einsatzgebiet der Serie O500 Objekter-kennung und Positionierung in Handling und Auto-matisierung
Zahlreiche Innova-tionen bei der Serie O500 vereinfachen den Gebrauch des Sensors bei gestie-gener Sicherheit und Leistung
1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 314
d i E f i r m A Hella KGaa Hueck amp Co mit Stammsitz in lippstadt gehoumlrt weltweit zu den fuumlhrenden Zulieferern der auto-mobilindustrie und deckt mit ihren Pro-dukten einen groszligen teil der lichttech-nischen und elektronischen Produkte im Fahrzeug ab
Wie jeder Zulieferer der automobilin-dustrie ist auch Hella einem zunehmen-den Zeit- und Kostendruck ausgesetzt Zum einen konkurrieren die Unterneh-men mit einer Vielzahl von anderen Wett-bewerbern um die automobilhersteller zum anderen verstaumlrken deren wachsen-de anforderungen den druck auf die Zu-lieferer Steigende Produkt- und Prozess-komplexitaumlt sowie die ausweitung des Produktsortiments sind die Herausforde-rungen auf dem Markt
flexibilitaumlt in der produktionProduzierende Unternehmen muumlssen heute uumlber eine staumlrkere Flexibilitaumlt im Produktionssystem verfuumlgen dies ist so-wohl einer Kostenminimierung in der Pro-duktion als auch der Erfuumlllung sich schnell aumlndernder Kundenbeduumlrfnisse geschul-det das erklaumlrte Ziel besteht darin robus-te Produktionsprozesse bereitzustellen
Um dieses Ziel zu erreichen setzt Hella in der Vorfertigung auf ein Buumlndel von Maszlignahmen das einzelne Fertigungs-stufen voneinander entkoppelt den automatisierungsgrad innerhalb aller Fertigungsstufen erhoumlht und die Produk-tionsplanung bedarfsgerecht gestaltet Beispielhaft dafuumlr ist die Produktion von Heckleuchten und deren thermoplas-tischen Bauteilen Urgeformt im Spritz-gussverfahren werden diese in einem anschlieszligenden Bedampfungsverfah-ren beschichtet Beide Fertigungsstufen sind automatisiert jedoch werden die Bauteile zwischen den arbeitsschritten verpackt diese Entkopplung ermoumlglicht eine Kommissionierung der erzeugten Bauteile fuumlr den Bedampfungsprozess
AblaufsimulationBevor jedoch solche Maszlignahmen in der realitaumlt umgesetzt werden erfolgt zu-vor eine sorgfaumlltige Pruumlfung dazu ver-wendet Hella eine ablaufsimulation Mit diesem instrument ist es moumlglich Sys-temelemente deren Verhaltensweisen und die Beziehungen untereinander ab-zubilden durch den fruumlhen Einsatz die-ses instruments bereits waumlhrend der
Planungsphase koumlnnen Entscheidungen abgesi-chert werden und tech-nisch oder wirtschaftlich ungeeignete Varianten lassen sich verwerfen Gleichzeitig flieszligen die in der Simulation er-mittelten Erkenntnisse
wieder zuruumlck in den Planungsprozess und wirken korrigierend darauf ein der modulare aufbau dieser Simulationen ermoumlglicht eine Modellierung mit auf-gabengerechtem detaillierungsgrad Stehen am anfang der Planungspha-se nur wenige daten zur Verfuumlgung so laumlsst sich auch damit ein Modell aufbau-en um essenzielle Fragen zum globalen Systemverhalten mittels bdquosimulierten Ex-perimentenldquo zu beantworten im Projekt-verlauf kontinuierlich detailliert koumlnnen mittels des Modells zunehmend auch lo-kale Vorgaumlnge analysiert werden
im Fall der Heckleuchtenfertigung wurden moumlgliche Fertigungslayouts mit-tels der ablaufsimulation bewertet Ziel-setzung war ein flexibles Produktions-system zu planen das die vorhandenen Betriebsmittel optimal auslastet die Be-staumlnde zwischen den Fertigungsstufen gering haumllt und nichtwertschoumlpfende tauml-tigkeiten minimiert
auf Basis des vorhandenen Fertigungs-layouts wurde der Nutzen der automati-sierung innerhalb der Fertigungsstufen und die Entkopplung der beiden Ferti-gungsstufen durch Variation der trans-port- und Handlingssysteme dargestellt die Erkenntnisse aus der virtuellen abbil-dung lieszligen sich 11 in die realitaumlt uumlbertragen Heute dient dieses Produkti-onssystem als Best-Practise-Standard wodurch sich der Nutzen fuumlr Hella multi-pliziert jbi
Marco Bergmann ist Industrial Engineer bei Hella in Lippstadt
P r o d U K t i o N S S i M U l at i o N B E i M a U t o M o B i l Z U l i E F E r E r
Flexibel und effizient ndash die entkoppelte FertigungAutomobilzulieferer stehen unter einem extremen Druck der dazu an-
spornt Fertigungsprozesse besonders effizient zu gestalten Ein Mittel
dazu ist die Ablaufsimulation die auch der Hersteller von Scheinwerfern
und Leuchten Hella einsetzt Der Artikel gibt Einblick in diesen Einsatz
V o N M a r C o B E r G M a N N
Die Hella-Ruumlckleuch-ten entstehen in einem Spritzgussverfahren und einem anschlie-szligenden Bedampfungs-prozess Die beiden Schritte sind durch eine Kommissionie-rung entkoppeltBilder Hella
1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3
M a r K E t P l a C E
15
firma Adresse schwerpunkte
Cosmo ConsuLt gmbHSchoumlneberger Str 15 10963 Berlintel 030 343815-192E-Mail infocosmoconsultcomStandorteBerlin | dresden | Hamburg Muumlnster | Nuumlrnberg | Stuttgart
als Branchenspezialist fuumlr die Fertigungsindustrie und projektorientierte dienstleis-ter sowie fuumlr die Zulieferindustrie verfuumlgt die Cosmo Consult uumlber ein umfangreiches angebot an zertifizierten Branchen- und Spezialloumlsungen auf Basis von Microsoft dynamics NaV und aX daruumlber hinaus ergaumlnzen wir unser leistungsspektrum mit dem Customer relationship Management-System Microsoft dynamics CrM dem dokumentenmanagement- und Portalsystem Microsoft office SharePoint sowie dem Bi-System die sich nahtlos in die Systemwelt des ErP-Systems einfuumlgen
infor (deutschland) gmbHBaldhamer Strasse 39d-85591 Vaterstettenihr Kontakt fuumlr alle Produktedeutschland 0800 6646344Kontaktinforcomwwwinforde
infor ist ein fuumlhrender anbieter von Geschaumlftssoftware und Services in mehr als 164 laumlndern und mit 70000 Kunden versteht es infor bei den Kunden die Prozesse zu verbessern und Wachstum in einer Vielzahl von industriezweigen voranzutreiben infor bietet branchenspezifische anwendungen und Suiten und eine schnelle flexi-ble und benutzerfreundliche Software die bahnbrechende innovationen bereithaumllt ndash vom ausschlieszliglich Cloud-basierten Einsatz bis hin zu hybriden Umgebungen
inQu informatics gmbHSudhausweg 301099 dresdentel 0351 2131 400Fax 0351 2131 444E-Mail officeinqudewwwinqude
inQu informatics schafft transparenz in der Fertigung und Montage produzieren-der Unternehmen durch die Betrachtung der kritischen ressourcen Mit 20 Jahren Erfahrung in der Entwicklung von innovativen und mehrsprachigen MES-loumlsungen (Manufacturing Execution System) besitzen wir das Know-how und die Werkzeuge zur optimierung von Produktionsablaumlufen Vom Konzept uumlber die implementierung bis zum Einsatz begleiten wir unsere Kunden bei der Umsetzung ihrer MES-Strategi-en Wir betreuen heute Kunden in 25 laumlndern auf 4 Kontinenten
mpdV mikrolab gmbHroumlmerring 174821 MosbachFon +49 6261 9209-0Fax +49 6261 18139E-Mail infompdvdeWebsite wwwmpdvde
Mit uumlber 35 Jahren Erfahrung im Fertigungsumfeld zaumlhlt mpdV zu den fuumlhrenden anbietern von Manufacturing Execution Systemen (MES) MES-loumlsungen helfen industrieunternehmen aller Groumlszligen und Branchen effizient zu produzieren ndash indem sie transparenz im Unternehmen schaffen und Verbesserungspotenziale aufspuumlren so dass die Wirtschaftlichkeit nachhaltig gesteigert werden kann auszligerdem bietet MPdV dienstleistungen rund um MES und hilft mit der Unternehmensberatung MPdV Campus bei der Verbesserung von Prozessen durch lean-Methoden und it
pickert amp partner gmbHHaumlndelstr 1076327 PfinztalFon +49 721 6652-0Mail infopickertdeWeb wwwpickertdeFB facebookcompickertgmbh
Pickert entwickelt und pflegt eine modulare durchgaumlngige umfassende Standard-software fuumlr Fertigungsplanung Produktionssteuerung und die zentralen produk-tionsbegleitenden informationsprozesse real-time Manufacturing Manufacturing operations Management Manufacturing Execution (MES) Quality Management (CaQ) traceability fuumlr Konsolidierung und reengineering der produktionsnahen Prozesslandschaft und aufbau oder Modernisierung globaler Produktionsnetzwerke Mehr als 1500 Projekte in 20 laumlndern auf 4 Kontinenten
psipEntA software systems gmbHdircksenstraszlige 42-4410178 Berlintel +49 800 3774968 (KoStENFrEi)Fax +49 30 2801-1042E-Mail vertriebpsipentadewwwpsipentade
psipEntA bietet modular aufgebaute loumlsungen fuumlr den gesamten Produktions- prozess das loumlsungsportfolio eines ErP-Systems sowie eines MES liefert PSiPENta aus einer Hand und folglich in einer ganzheitlichen Projektabwicklung das Portfolio wird durch weitere loumlsungen wie zB lieferkettenmanagement (SCM) adaptive Fertigungsplanung reihenfolgeoptimierung oder Just-in-Sequence ergaumlnzt alle Bestandteile koumlnnen tief in eine bereits bestehende Softwarelandschaft integriert werden
Digital Manufacturing marketplace
SToPP hungerpate werden ndash leben rett en
wwwworldvisionde Zukunft fuumlr Kinder
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr
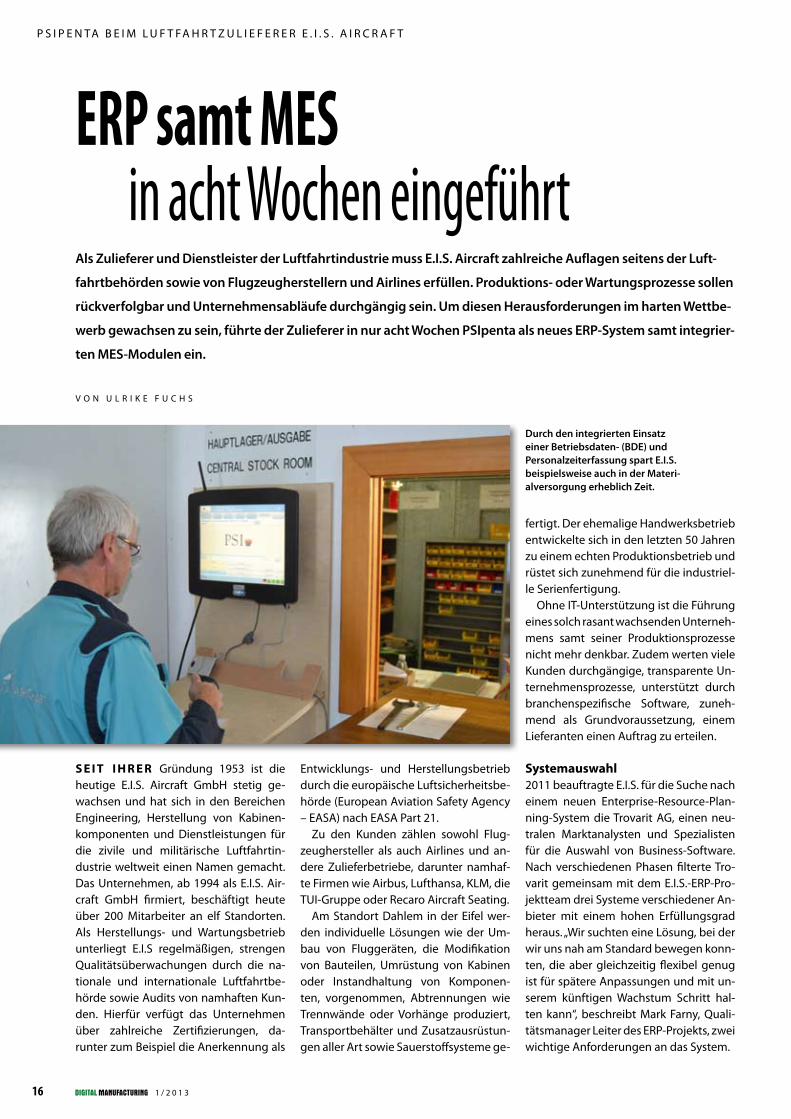
1 2 0 1 316
s E i t i H r E r Gruumlndung 1953 ist die heutige EiS aircraft GmbH stetig ge-wachsen und hat sich in den Bereichen Engineering Herstellung von Kabinen-komponenten und dienstleistungen fuumlr die zivile und militaumlrische luftfahrtin-dustrie weltweit einen Namen gemacht das Unternehmen ab 1994 als EiS air-craft GmbH firmiert beschaumlftigt heute uumlber 200 Mitarbeiter an elf Standorten als Herstellungs- und Wartungsbetrieb unterliegt EiS regelmaumlszligigen strengen Qualitaumltsuumlberwachungen durch die na-tionale und internationale luftfahrtbe-houmlrde sowie audits von namhaften Kun-den Hierfuumlr verfuumlgt das Unternehmen uumlber zahlreiche Zertifizierungen da-runter zum Beispiel die anerkennung als
Entwicklungs- und Herstellungsbetrieb durch die europaumlische luftsicherheitsbe-houmlrde (European aviation Safety agency ndash EaSa) nach EaSa Part 21
Zu den Kunden zaumlhlen sowohl Flug-zeughersteller als auch airlines und an-dere Zulieferbetriebe darunter namhaf-te Firmen wie airbus lufthansa KlM die tUi-Gruppe oder recaro aircraft Seating
am Standort dahlem in der Eifel wer-den individuelle loumlsungen wie der Um-bau von Fluggeraumlten die Modifikation von Bauteilen Umruumlstung von Kabinen oder instandhaltung von Komponen-ten vorgenommen abtrennungen wie trennwaumlnde oder Vorhaumlnge produziert transportbehaumllter und Zusatzausruumlstun-gen aller art sowie Sauerstoffsysteme ge-
fertigt der ehemalige Handwerksbetrieb entwickelte sich in den letzten 50 Jahren zu einem echten Produktionsbetrieb und ruumlstet sich zunehmend fuumlr die industriel-le Serienfertigung
ohne it-Unterstuumltzung ist die Fuumlhrung eines solch rasant wachsenden Unterneh-mens samt seiner Produktionsprozesse nicht mehr denkbar Zudem werten viele Kunden durchgaumlngige transparente Un-ternehmensprozesse unterstuumltzt durch branchenspezifische Software zuneh-mend als Grundvoraussetzung einem lieferanten einen auftrag zu erteilen
systemauswahl2011 beauftragte EiS fuumlr die Suche nach einem neuen Enterprise-resource-Plan-ning-System die trovarit aG einen neu-tralen Marktanalysten und Spezialisten fuumlr die auswahl von Business-Software Nach verschiedenen Phasen filterte tro-varit gemeinsam mit dem EiS-ErP-Pro-jektteam drei Systeme verschiedener an-bieter mit einem hohen Erfuumlllungsgrad heraus bdquoWir suchten eine loumlsung bei der wir uns nah am Standard bewegen konn-ten die aber gleichzeitig flexibel genug ist fuumlr spaumltere anpassungen und mit un-serem kuumlnftigen Wachstum Schritt hal-ten kannldquo beschreibt Mark Farny Quali-taumltsmanager leiter des ErP-Projekts zwei wichtige anforderungen an das System
ERP samt mES in acht Wochen eingefuumlhrtAls Zulieferer und Dienstleister der Luftfahrtindustrie muss EIS Aircraft zahlreiche Auflagen seitens der Luft-
fahrtbehoumlrden sowie von Flugzeugherstellern und Airlines erfuumlllen Produktions- oder Wartungsprozesse sollen
ruumlckverfolgbar und Unternehmensablaumlufe durchgaumlngig sein Um diesen Herausforderungen im harten Wettbe-
werb gewachsen zu sein fuumlhrte der Zulieferer in nur acht Wochen PSIpenta als neues ERP-System samt integrier-
ten MES-Modulen ein
V o N U l r i K E F U C H S
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
Durch den integrierten Einsatz einer Betriebsdaten- (BDE) und Personalzeiterfassung spart EIS beispielsweise auch in der Materi-alversorgung erheblich Zeit
1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 17
P S i P E N ta B E i M l U F t Fa H r t Z U l i E F E r E r E i S a i r C r a F t
die Wahl fiel schlieszliglich auf den Berli-ner ErP- und MES-Spezialisten PSipen-ta Software Systems GmbH bdquoPSipenta erhielt eigentlich aus drei Gruumlnden den Zuschlag Erstens erfuumlllt das System alle anforderungen im Standard und bietet im Gegensatz zu den anderen Herstel-lern eine integrierte Betriebsdaten- und Personalzeiterfassung die wir urspruumlng-lich gar nicht geplant hatten schlieszlig-lich aber gleich mit eingefuumlhrt haben damit war der fuumlr uns so wichtige Her-stellungsprozess durchgaumlngig in einem System abbildbar Zweitens uumlberzeugte das System mit namhaften referenzen der Branche wie Sr technics Groth luft-fahrt und Systemtechnik oder Schempp-Hirth Flugzeugbau auch das integrier-te Produktdatenmanagement (PdM) der Partnerfirma Contact Software kann ebenfalls referenzen in der luftfahrt-branche nachweisenldquo erklaumlrt Farny die Beweggruumlnde fuumlr die Entscheidung Und fuumlgt hinzu bdquodrittens stimmte es einfach menschlichldquo
Einfuumlhrungim ersten Schritt wurden der Standard des PSipenta ErP die MES-Komponenten Betriebsdatenerfassung (BdE) und Perso-nalzeiterfassung sowie bereits die doku-mentenarchivierung eingefuumlhrt damit sind alle Prozesse vom Einkauf bis zum Versand eingebunden und Prozesse der Planungs- mit der durchsetzungsebene verbunden die bei der Vielzahl an klei-neren Projekten so wichtige Kapazitaumlts-planung ist nun genauso exakt und auto-matisiert moumlglich wie etwa verlaumlssliche und nachvollziehbare lieferterminaussa-gen zu treffen Gleichzeitig koumlnnen dank des Fokus der PSipenta-Produkte auf die Fertigung auch auftraumlge mit sehr hohen Stuumlckzahlen abgebildet und unterstuumltzt werden
Wo fruumlher haumlndisch Excel-listen erstellt wurden und datenbanken Einzelberei-che unterstuumltzten ist heute ein zentrales System mit dem Zugriff jeder abteilung moumlglich und laumlsst sich aus der jeweiligen spezifischen Sicht optimal nutzen Heute arbeitet man auf einer gemeinsamen da-tenbasis Und auch die Moumlglichkeit wei-tere Unternehmensteile im System ab-zubilden ist dank der Multisite-Struktur und deren abbildung in der Software be-reits vorgedacht
im zweiten Schritt ist die ausweitung der dokumentenarchivierung auf alle Un-
ternehmensbereiche durch den PSipenta-Partner intex informations Systeme sowie die Einfuumlhrung des Projektmanagements und des Produktdatenmanagements ge-plant
straffer zeitplander straffe Einfuumlhrungszeitplan erschien so manch Beteiligtem als nahezu un-moumlglich Nur acht Wochen nach dem Projekt-Kick-off ndash am 3 September 2012 ndash war bereits der Produktivbetrieb des Systems geplant bdquoWir gingen puumlnktlich live und sind mit dem Stand der dinge wirklich sehr zufriedenldquo bestaumltigt andreacute Kasper EdV- und Einkaufsleiter bei EiS Kasper ist auch einer der Key-User die bei EiS fuumlr bdquoden Weg nach vorneldquo ste-hen Er bestaumltigt nicht nur die Zufrieden-heit auf anwenderseite sondern lobt vor allem auch den Service von PSipenta bdquoich bin von der Professionalitaumlt sowohl des PSipenta-Projektteams als auch von der Berliner Hotline wirklich begeistert Von allen ansprechpartnern bekommen wir immer schnell eine antwort mit der wir unser Problem dann auch loumlsen koumln-nen Gerade wenn man wie wir noch so schlechte Erfahrungen im Hinterkopf hat und eine Software sehr schnell einfuumlhrt hat man doch haumlufiger mal eine Frage da kann man einen zuverlaumlssigen Sup-port der keinen it-Kauderwelsch spricht gar nicht oft genug hervorhebenldquo
Ergebnislangfristig will EiS das Komplettsystem nutzen um Unternehmenskennzahlen zu entwickeln und zu erheben doch auch schon nach der kurzen Zeit lassen sich einige konkrete aussagen zu den Ef-fekten treffen So zaumlhlt Kasper auf bdquoSchon jetzt sparen wir 15 Prozent Prozesskos-ten ein durch das Wegfallen manueller aufwaumlnde beziehungsweise der be-ruumlhmten Zettelwirtschaft beispielsweise in der Materialversorgung sparen wir enorm Zeit Gleichzeitig werden Fehler-risiken minimiert Unsere Kunden erhal-ten professionelle Bestellungen Und nicht zu vergessen der it-arbeitsauf-wand macht nur 20 Prozent der arbeit aus das war uns wichtig Wir wollten uns nicht totadministrieren sondern nach wie vor produzieren das ist uns gelun-gen Unsere Kunden schaumltzen diesen Schritt ebenfalls sehr und vertrauen uns damit auch in Zukunft das ist fuumlr uns das allerwichtigsteldquo jbi
Die integrierte ERPMES-Loumlsung PSIpenta sorgt fuumlr eine luumlckenlose Einbindung aller Unternehmensab-laumlufe und koppelt Prozesse der Planungs- mit der Durchsetzungsebene Bilder EIS Aircraft
Am Standort Dahlem in der Eifel produziert EIS unter anderem verschiedene Abtrennungen fuumlr Ver-kehrsflugzeuge
Der ehemalige Handwerksbetrieb entwickelte sich in den letzten Jahren zu einem echten Produktionsbe-trieb und wappnet sich zunehmend fuumlr die industriel-le Serienfertigung
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr
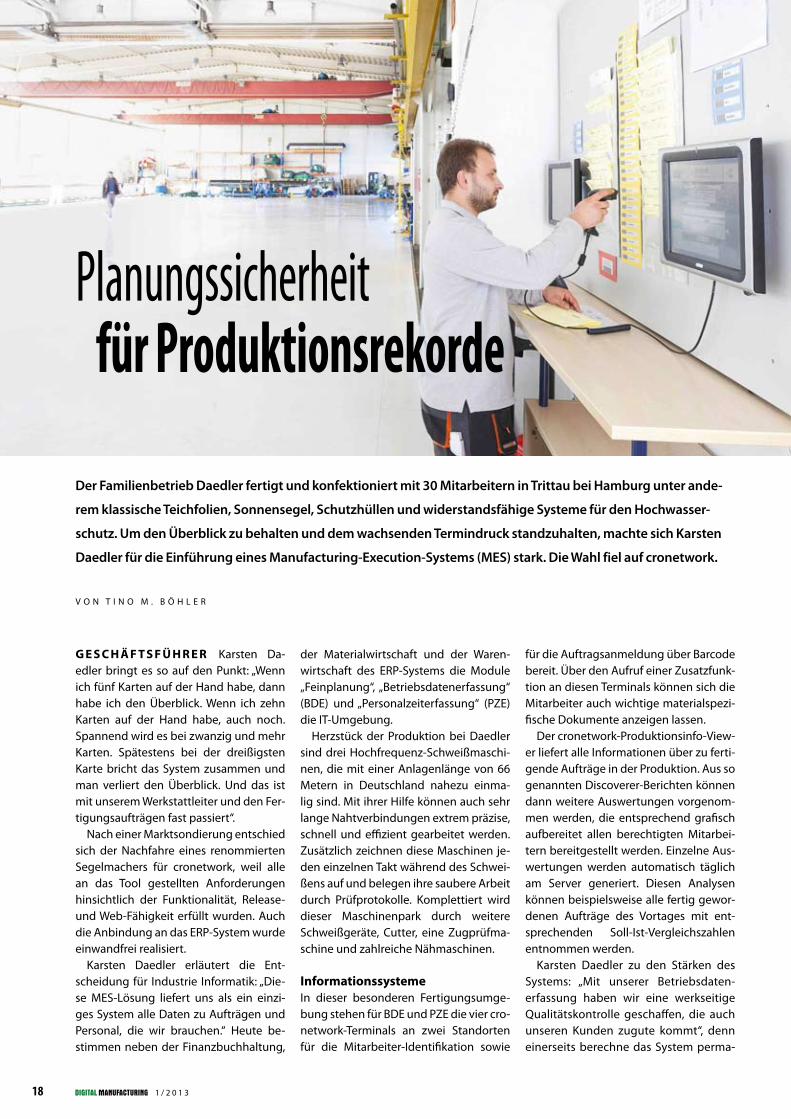
1 2 0 1 318
g E s C H auml f t s f uuml H r E r Karsten da-edler bringt es so auf den Punkt bdquoWenn ich fuumlnf Karten auf der Hand habe dann habe ich den Uumlberblick Wenn ich zehn Karten auf der Hand habe auch noch Spannend wird es bei zwanzig und mehr Karten Spaumltestens bei der dreiszligigsten Karte bricht das System zusammen und man verliert den Uumlberblick Und das ist mit unserem Werkstattleiter und den Fer-tigungsauftraumlgen fast passiertldquo
Nach einer Marktsondierung entschied sich der Nachfahre eines renommierten Segelmachers fuumlr cronetwork weil alle an das tool gestellten anforderungen hinsichtlich der Funktionalitaumlt release- und Web-Faumlhigkeit erfuumlllt wurden auch die anbindung an das ErP-System wurde einwandfrei realisiert
Karsten daedler erlaumlutert die Ent-scheidung fuumlr industrie informatik bdquodie-se MES-loumlsung liefert uns als ein einzi-ges System alle daten zu auftraumlgen und Personal die wir brauchenldquo Heute be-stimmen neben der Finanzbuchhaltung
der Materialwirtschaft und der Waren-wirtschaft des ErP-Systems die Module bdquoFeinplanungldquo bdquoBetriebsdatenerfassungldquo (BdE) und bdquoPersonalzeiterfassungldquo (PZE) die it-Umgebung
Herzstuumlck der Produktion bei daedler sind drei Hochfrequenz-Schweiszligmaschi-nen die mit einer anlagenlaumlnge von 66 Metern in deutschland nahezu einma-lig sind Mit ihrer Hilfe koumlnnen auch sehr lange Nahtverbindungen extrem praumlzise schnell und effizient gearbeitet werden Zusaumltzlich zeichnen diese Maschinen je-den einzelnen takt waumlhrend des Schwei-szligens auf und belegen ihre saubere arbeit durch Pruumlfprotokolle Komplettiert wird dieser Maschinenpark durch weitere Schweiszliggeraumlte Cutter eine Zugpruumlfma-schine und zahlreiche Naumlhmaschinen
informationssystemein dieser besonderen Fertigungsumge-bung stehen fuumlr BdE und PZE die vier cro-network-terminals an zwei Standorten fuumlr die Mitarbeiter-identifikation sowie
fuumlr die auftragsanmeldung uumlber Barcode bereit Uumlber den aufruf einer Zusatzfunk-tion an diesen terminals koumlnnen sich die Mitarbeiter auch wichtige materialspezi-fische dokumente anzeigen lassen
der cronetwork-Produktionsinfo-View-er liefert alle informationen uumlber zu ferti-gende auftraumlge in der Produktion aus so genannten discoverer-Berichten koumlnnen dann weitere auswertungen vorgenom-men werden die entsprechend grafisch aufbereitet allen berechtigten Mitarbei-tern bereitgestellt werden Einzelne aus-wertungen werden automatisch taumlglich am Server generiert diesen analysen koumlnnen beispielsweise alle fertig gewor-denen auftraumlge des Vortages mit ent-sprechenden Soll-ist-Vergleichszahlen entnommen werden
Karsten daedler zu den Staumlrken des Systems bdquoMit unserer Betriebsdaten-erfassung haben wir eine werkseitige Qualitaumltskontrolle geschaffen die auch unseren Kunden zugute kommtldquo denn einerseits berechne das System perma-
Planungssicherheit fuumlr Produktionsrekorde
Der Familienbetrieb Daedler fertigt und konfektioniert mit 30 Mitarbeitern in Trittau bei Hamburg unter ande-
rem klassische Teichfolien Sonnensegel Schutzhuumlllen und widerstandsfaumlhige Systeme fuumlr den Hochwasser-
schutz Um den Uumlberblick zu behalten und dem wachsenden Termindruck standzuhalten machte sich Karsten
Daedler fuumlr die Einfuumlhrung eines Manufacturing-Execution-Systems (MES) stark Die Wahl fiel auf cronetwork
V o N t i N o M B Ouml H l E r
1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 19
M E S i M E i N S at Z B E i M F o l i E N - S P E Z i a l i S t E N d a E d l E r
nent wie ein Navigationsgeraumlt selbst-taumltig Produktions- Personal- und Ma-schinendaten wie Bearbeitungszeiten Stuumlckzahlen auftragsstatus und lauf-zeiten andererseits dokumentiert die BdE-loumlsung bis zur kleinsten Oumlse jeden arbeitsschritt und gibt automatisch Zwi-schenmeldungen aus dadurch sei man in der lage Kunden auf anfrage jeder-zeit den aktuellen Status ihres auftrags zu nennen
cronetwork virtualisiert heute alle auf-gaben und unterteilt jeden auftrag in einzelne arbeitsgaumlnge Ein neuer auftrag wird sofort automatisch und optimal in die ablaumlufe integriert ndash vom Start- bis zum Fertigstellungstermin und von der Formfindung bis zum Versand bdquoauch die Wahl des qualifiziertesten Mitarbeiters fuumlr einen bestimmten auftrag sowie die bestmoumlgliche auslastung unserer Ma-schinen und Kollegen werden ebenso beruumlcksichtigtldquo erlaumlutert daedler die in-tegration der auftraumlge in die ablaumlufe be-trifft sowohl die Vorwaumlrtsplanung ndash aus-gehend vom Start des auftrags als auch die ruumlckwaumlrtsplanung ndash ausgehend vom Fertigstellungstermin
die Situation davor war dadurch ge-kennzeichnet dass das ErP-System die auftraumlge in einer art lieferte die es der Plantafel schwer ermoumlglichte den ar-beitsfortschritt zu visualisieren Mitte des Jahres 2011 wurde die auftragsstruktur im ErP-System geaumlndert und die Schnitt-stelle zum MES entsprechend angepasst dazu erlaumlutert daedler bdquodas ErP-System liefert seitdem auch die arbeitsgangbe-ziehungen zwischen den auftraumlgen mit sodass in der Plantafel abhaumlngigkeiten zwischen den auftraumlgen dargestellt und beruumlcksichtigt werden koumlnnen der Fort-schritt eines Kundenauftrags ist fuumlr uns dadurch in der Plantafel wesentlich bes-ser erkennbarldquo So wie etwa der auftrag der blowUP media project GmbH
rekord fuumlr dubais World trade CenterBei diesem auftrag stellte daedler als Partner des Hamburger druck- und Me-diendienstleisters Kleinhempel einen Fertigungsrekord auf aufgabe war es in nur 14 tagen ndash statt der in einer ersten Kalkulation hochgerechneten zehn Wo-chen ndash ein 17300 Quadratmeter groszliges riesenplakat ein so genanntes Blow Up fuumlr das World trade Center in dubai zu konfektionieren
daedler uumlbertraf die-ses enge timing so-gar noch und fertigte mit seinem team das riesige textile Wer-bemittel in nur zehn tagen aus insgesamt 164 Bahnen mit 130 Metern laumlnge und 8 Metern Breite das gigantische Plakat wurde eigens fuumlr den sich erstmalig jaumlhren-den amtsantritt von Scheich Mohammed Bin rashid al Mak-toum produziert und stellt eine riesige Sonderbriefmarke mit dem Konterfei des arabischen Staatsmannes dar bdquodas gan-ze Projekt war eine menschliche riesen-leistung einschlieszliglich der Just-in-time-lieferungldquo bilanziert daedler bdquoaber ohne das MES mit seiner Planungsstaumlrke waumlre es nicht zu schaffen gewesenldquo
denn Planung ist fast alles oder ndash wie es daedler formuliert bdquodie elektronische Plantafel und PZE sind fuumlr uns eine Hals-schlagaderldquo denn die Entscheidungen wann wird Schicht gearbeitet welches Schichtmodell kommt in Frage oder wie viele Schichten werden gefahren sind fuumlr den Einzelfertiger elementar Und ex-akt diese extrem wichtigen informatio-nen kommen aus dem MES so dass auch die stark risikobehafteten und personen-abhaumlngigen bdquoBauchentscheidungenldquo der Vergangenheit angehoumlren die positive Folge fuumlr daedler und seine Belegschaft bdquodank der genauen daten aus cronet-work haben wir neben einen deutlichen Zeitersparnis auch eine immense redu-zierung der Kosten denn es kam immer mal wieder auch zu uumlblen Fehlentschei-dungen die dann richtig Geld gekostet haben das haben wir mit dem MES jetzt im Griffldquo
personalzeiterfassungim Bereich PZE werden also an den on-line-terminals die Zeiten erfasst die auch fuumlr die BdE verwendet werden das aktu-elle Planungsbild ndash wer arbeitet in wel-chem Schichtmodell wer hat Urlaub und wer ist krank ndash ist an zentraler Stelle auf einem tFt-Monitor fuumlr alle Mitarbeiter sichtbar
Neben den einzelnen Zeitkonten und der Urlaubsplanung sind im System auch die komplexe Uumlberstundenregelung mit den einzelnen Uumlberstundenzuschlaumlgen sowie acht arbeitszeitmodelle abgebil-det so dass jeder Mitarbeiter heute ohne groszligen aufwand bdquopuumlnktlich und fehler-frei den korrekten lohn fuumlr das bekommt was er gearbeitet hatldquo
bdquoals wesentliche Nutzenaspekte von cronetwork ndash das wir nahezu im Standard nutzen ndash sind die komfortable Unterstuumlt-zung der arbeitsvorbereitung bei der Planung eine optimale Planungssicher-heit eine markante reduktion der durch-laufzeiten eine hohe transparenz in der Fertigung sowie eine fuumlr uns lebenswich-tige optimierung der liefertreue hervor-zuhebenldquo fasst Karsten daedler die gro-szligen Pluspunkte der MES-loumlsung zusammen jbi
Daedler hat 2011 sage und schreibe eineinhalb Millio-nen Quadratmeter Material verarbeitet
bdquodie Anschaffung des mEs war fuumlr uns als kleineres unternehmen eine sehr groszlige investition die aber unsere zukunft sichert und sich zudem in kurzer zeit mehr als rentiert hatldquo so Geschaumlftsfuumlhrer Karsten daedler
Schweiszligmaschine in der Planenproduktion bei Daedler in Trittau bei Hamburg
lt cronetwork-Betriebsdatenerfassung im Einsatz bei Daedler Bilder DaedlerIndustrie Informatik
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr
1 2 0 1 320
i n d u s t r i E 40 beschreibt wie intel-ligente Werkstuumlcke mit Maschinen kom-munizieren selbststaumlndig den optima-len Weg durch die Fertigung finden und damit ohne zentrale Steuerung zum fer-tigen Endprodukt werden in diesem Zu-sammenhang kommt immer wieder der Begriff der cyberphysikalischen Systeme (Cyber Physical Systems ndash CPS) auf der Mensch unterstuumltzt und greift nur bei Be-darf regulierend in dieses System ein
dabei entstehen unweigerlich groszlige datenmengen die auskunft uumlber den ak-tuellen Zustand des Gesamtsystems und der einzelnen Werkstuumlcke geben Zur Ver-arbeitung dieser daten sieht industrie 40 dezentrale it-loumlsungen aus der Cloud vor Zurzeit beschaumlftigen sich viele For-schungseinrichtungen aber auch Ferti-gungsunternehmen mit industrie 40 und erproben unterschiedliche ansaumltze zur Verwirklichung der visionaumlren ideen
Ansatzpunkte fuumlr mEsBei aller dezentralitaumlt hat die Erfahrung gezeigt dass eine zentrale instanz zur Koordinierung und Synchronisation foumlr-derlich ist Schon heute profitieren MES von einer hohen Erfassungsdichte und einer Vielzahl von Sensoren in der Ferti-gung diese daten werden in einer zent-ralen Produktionsdatenbank zusammen-gefuumlhrt und ergeben ein Gesamtbild der Fertigung das die Grundlage fuumlr gesi-cherte Entscheidungen und die optimie-rung der Fertigungsprozesse bietet
auch industrie 40 braucht transparenz auf Basis von Echtzeitdaten und kann da-bei durch die Faumlhigkeiten eines MES wir-kungsvoll unterstuumltzt werden durch die ressourcenuumlbergreifende zentrale da-tenhaltung ist ein MES in der lage sehr schnell mit den vorhandenen informati-onen zu arbeiten da nicht erst mehrere
datenquellen angefragt werden muumlssen die Koppelung der autonomen CPS an die MES-datenbank macht deren Kom-munikation effizienter ndash und dadurch auch das Gesamtsystem
zukunftskonzept mEs 40 damit ein MES-System den anforderun-gen von industrie 40 gerecht wird muss es eine Vielzahl an neuen Funktionen und Faumlhigkeiten mitbringen MES 40 fasst die-se Bedarfe zu einem schluumlssigen Konzept zusammen dieser artikel erlaumlutert aus-gewaumlhlte themen aus MES 40 und zeigt praktische anwendungsfaumllle auf Vornan steht die horizontale integration sprich die Verknuumlpfung von daten uumlber alle res-
sourcen hinweg die am Fertigungspro-zess beteiligt sind
die Vdi-richtlinie 5600 spricht hierbei von drei groszligen Bereichen Fertigung Qualitaumlt und Personal das integrierte MES stellt anders als inselloumlsungen mit seinem uumlbergreifenden ansatz sicher dass alle ressourcen wie Maschinen Werkzeuge Personal NC-Programme oder Einstell-parameter Fertigungshilfsmittel Pruumlfplauml-ne sowie Pruumlfmittel rechtzeitig verfuumlgbar sind und in Summe optimal ausgelastet werden dies foumlrdert die Uumlberlegenheit einer autonomen Fertigung gemaumlszlig in-dustrie 40 durch hohe Variantenvielfalt und flexible lieferfaumlhigkeit die online-Faumlhigkeit eines MES-Systems wird abso-
Schluumlssel zu Industrie 40 Zukunftsweisende Strategien wie Industrie 40 generieren durch ihren Fokus auf eine dezentrale gesteuerte Ferti-
gung neue Anforderungen an die Fertigungs-IT insgesamt und an die Manufacturing-Execution-Systeme (MES) im
Besonderen Mit dem Konzept MES 40 zeigt MPDV Mikrolab wie das MES der Zukunft aussehen koumlnnte
V o N P r o F d r - i N G J Uuml r G E N K l E t t i
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
Industrie 40 gewichtet Themen und Begriffe fuumlr MES neu die bis dato nicht ganz oben auf der Liste standen Bilder MPDV Mikrolab
1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 21
M E S 4 0 ndash E i N Z U K U N F t S K o N Z E P t
lutes Muss damit erfasste daten als Ba-sis fuumlr zeitkritische Entscheidungen zur Verfuumlgung stehen im Zuge der dezen-tralisierung von Fertigungssystemen wird aber nicht nur die Erfassung und Verarbeitung in Echtzeit wichtiger son-dern auch die offline-Faumlhigkeit der MES-Bestandteile Sollte die Verbindung einer Maschine oder eines Sensors zur zentra-len datenbank einmal gestoumlrt sein muumls-sen intelligente Komponenten diese Zeit uumlberbruumlcken koumlnnen dies ist im Blick auf luumlckenlose dokumentation und optima-len Fertigungsdurchlauf von groszliger Be-deutung ndash insbesondere in einer autono-men industrie-40-Umgebung
kommunikation management und mobilitaumltindustrie 40 fordert aufgrund der Vielzahl unterschiedlicher Systeme den Einsatz einer standardisierten Kommunikation wie UMCM (Universal Machine Connec-tivity for MES) zwischen den Maschinen und dem MES-System Mit UMCM koumln-nen die Maschinen auf einfache art und Weise angebunden und notwendige da-ten wie Zeitstempel Zaumlhlerstaumlnde der Maschinenstatus Mengen und Prozess-werte uumlbernommen werden
das Management eines Fertigungsun-ternehmens wird immer intensiver in die produktionsrelevanten Entscheidungs-prozesse einbezogen Gesicherte Ent-scheidungen lassen sich jedoch nur tref-fen wenn den Verantwortlichen die dazu erforderlichen informationen in geeig-neter Form vorliegen in diesem Kontext nimmt das MES der Zukunft eine bedeu-tende rolle ein indem es zum Beispiel Kennzahlen oder andere auswertungen zu wichtigen Produktionsparametern zeitnah zur Verfuumlgung stellt
durch die dezentralisierung von Pro-zessen in der Fertigung muumlssen auch die Mitarbeiter flexibler agieren koumlnnen Mo-bile Endgeraumlte und die dazu passenden MES-anwendungen stellen alle daten genau dort zur Verfuumlgung wo sie benouml-tigt werden Einige praxisnahe Szenarien sollen dies verdeutlichen
smarte instandhaltung und traceabilityUumlber sein Smartphone wird der Mitarbei-ter der instandhaltung uumlber eine Maschi-nenstoumlrung informiert das gleiche Geraumlt zeigt die notwendigen informationen zur betroffenen Maschine an kann online ei-
nen instandhaltungsauftrag generieren und die Problempunkte vor ort mit der integrierten Kamera dokumentieren die Bilder werden automatisch dem instand-haltungsauftrag und der Maschinenhis-torie zugeordnet Genauso kann sich der Mitarbeiter gespeicherte informationen zu fruumlheren ausfaumlllen ansehen Basierend auf den historischen daten und dem ak-tuellem Zustand kann er entscheiden welche Maszlignahmen ergriffen werden muumlssen und diese sofort in die Wege lei-ten ndash und das alles ohne Wegezeiten und Handaufschreibungen direkt an der Ma-schine
Mit der ins Smartphone integrierten Kamera lassen sich Halb- oder Fertigpro-dukte im Umlaufbestand (Work in Pro-cess ndash WiP) uumlber identtraumlger auf einfache art und Weise uumlber Scannen identifizie-ren Mit einer mobilen MES-loumlsung kann somit ein Meister bei seinem Fertigungs-rundgang Material identifizieren sowie weitere informationen dazu abrufen die Verbindung der realen Welt mit dem vir-tuellen abbild im MES wird durch solche Funktionen auf eine nahezu triviale und unmittelbare Weise hergestellt
informationsmanagementEin automobilhersteller moumlchte bei ei-nem Zulieferer die Serienauftraumlge die damit belegten Maschinen und die ver-wendeten Werkzeuge uumlberwachen der hierfuumlr notwendige unternehmensuumlber-greifende Zugriff auf fertigungsrelevante informationen beim Zulieferer kann ent-
weder uumlber mobile Endgeraumlte wie tab-let-PC des MES-Betreibers oder uumlber ein gesichertes Kundenportal im internet re-alisiert werden
Zu den eher trivialen Moumlglichkeiten mobiler Clients zaumlhlt die ortsunabhaumlngi-ge Verfuumlgbarkeit von informationen uumlber den aktuellen Zustand der Fertigung be-ziehungsweise einzelner ressourcen So kann sich beispielsweise ein Schicht-fuumlhrer uumlber den Status der auftraumlge in seinem Verantwortungsbereich infor-mieren auch wenn er gerade in der Pro-duktionsbesprechung oder bei seinem Vorgesetzten im Buumlro sitzt dies vermei-det unnoumltige anrufe und reduziert War-tezeiten
fazitEinige der genannten themen sind be-reits heute in MES-Systemen umsetzbar oder in ansaumltzen realisiert allerdings ist der aufwand der betrieben werden muss um den geschilderten ganzheitli-chen anspruch zu erfuumlllen bei vielen MES-lieferanten noch sehr hoch Kuumlnfti-ge technologien und Konzepte wie MES 40 werden die heutigen loumlsungen smar-ter und flexibler machen Sie werden da-mit zum Schluumlssel zu industrie 40 auf der Hannover Messe zeigt MPdV Mikro-lab in Halle 7 an Stand 12 konkrete an-wendungen zu den im artikel angespro-chenen themen jbi
Prof Dr-Ing Juumlrgen Kletti ist Geschaumlftsfuumlhrer der MPDV Mikrolab GmbH in Mosbach
Um die Anforderungen kuumlnftiger Fertigungsprozesse abdecken zu koumlnnen sind neue Funktio-nen und Standards fuumlr MES-Anwendungen noumltig die das Zukunftskonzept MES 40 definiert
1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 322
t r ot z i H r E r kompakten abmaszlige ist die neue FS100 eine vollwertige Mo-toman-robotersteuerung hochgenaue Bahnbewegungen sehr schnelle inter-polationszeiten und das patentierte ad-vanced-robot-Motion-System (arM) be-rechnen dynamisch das drehmoment und die Belastung der roboterachsen Unterstuumltzt durch die Vibrationskontrolle und eine hochsensible Kollisionserken-nung sind extrem wiederholgenaue und schnelle roboterbewegungen moumlglich
die Kompaktsteuerung verarbeitet Sen-sor-Signale in Echtzeit wertet Kamera-informationen aus und deckt neben der robotersteuerung auch andere Hoch-geschwindigkeitsanwendungen ab als offene Steuerung ermoumlglicht sie zudem den Fernzugriff auf Schnittstellen und die Bewegung des roboters per PC oder SPS Uumlber Ethernet- oder Web-Server-optio-nen und uumlber alle gaumlngigen Feldbus-Sys-teme kommuniziert die Steuerung prob-lemlos mit bestehenden Netzwerken
in die praxisWie das in der Praxis aussieht zeigt eine Zelle mit insgesamt fuumlnf verschiedenen Motoman-robotern auf einer laumlnge von uumlber elf Metern loumlsen die roboter zusam-men mit Foumlrderbaumlndern und Sensoren eine komplexe Verpackungsaufgabe die roboterzelle deckt das komplette line-up vom Picking uumlber das Packing bis zum Palletizing ndash sprich das PPP ndash ab
Bei einer extrem hohen Geschwindig-keit von 250 takten pro Minute sortiert die PPP-Zelle automatisiert Kunststoff-taler und verpackt diese in Papp-trays um sie schlieszliglich auf eine Palette zu verladen
Exakt abgestimmt greifen die einzel-nen anlagenmodule nahtlos ineinander den Picking-Vorgang uumlbernehmen zwei delta-roboter (Bild 1) die die ungeord-neten Kunststoff-taler von einem Foumlrder-band aufnehmen diese per Kamera-Er-kennung ausrichten und auf ein zweites Band umsetzen dieser vierachsige ro-boter-typ mit Parallelkinematik verbin-det die Schnelligkeit der delta-Bauform mit einer hohen traglast und einem gro-szligen arbeitsbereich
im zweiten Schritt kommt dann ein fuumlnfachsiger roboter zum Einsatz Er setzt jeweils zwoumllf der sortiert angeordneten taler mit seiner schlanken Greifhand und einer 400-Millimeter-langen Z-achse in ein Papp-tray Beim Palletizing verlaumldt ein High-Speed-Verpackungsroboter des typs MPK50 die vollen trays auf eine Pa-lette die ruumlckgefuumlhrten trays werden mit einem Handling-roboter des typs MH5lS auf das Foumlrderband entleert
frequenzumrichterVier Frequenzumrichter der Serie V1000 ergaumlnzen die anlage Sie stammen eben-falls von yaskawa wodurch eine hohe technische durchgaumlngigkeit und Einheit-lichkeit zwischen robotik und antriebs-technik gewaumlhrleistet ist
der V1000 ist fuumlr allgemeine antriebs-aufgaben mit Permanent-Magnetmo-toren im leistungsbereich 100 Watt bis 15 Kilowatt konzipiert Eingefuumlhrt als kleinster Kompaktfrequenzumrichter der Welt zeichnen sich die Geraumlte ins-besondere durch einen sehr geringen Platzbedarf aus
Uumlber seine kompakten abmessungen hinaus erlaubt der V1000 eine so genann-te Side-by-Side-Montage also die instal-lation mehrerer Geraumlte direkt nebenein-
Verpacken und Handling leicht gemacht
Mit einer neuen Kompaktsteuerung fuumlr Industrieroboter stellt Yaskawa ei-
ne effiziente Alternative zu bestehenden Systemen vor Wie das Beispiel ei-
ner kompletten Verpackungslinie zeigt laumlsst sie sich durch ihre handlichen
Abmessungen und offene Programmier- und IO-Schnittstellen einfach in
uumlbergeordnete Anlagensteuerungen integrieren ohne dass dafuumlr eine zu-
saumltzliche speicherprogrammierbare Steuerung (SPS) notwendig waumlre
V o N l U d W i G d E i M E l
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

1 2 0 1 3 23
N E U E G E N E r at i o N d E r r o B o t E r - S t E U E r U N G E N
ander damit benoumltigen die Umrichter im Schaltschrank noch weniger raum Ein patentierter Hybridkuumlhlkoumlrper aus einer Speziallegierung gleicht dabei den redu-zierten Beluumlftungseffekt aus und verhin-dert so eine Uumlberhitzung der Umrichter
neue steuerungsgenerationdas uumlbergreifende Steuerungskonzept fuumlr die PPP-Zelle realisiert yaskawa mit der neuen Steuerungsgeneration FS100 (Bild 3) das Besondere dabei Eine zu-saumltzliche speicherprogrammierbare Steu-erung (SPS) ist nicht notwendig
die leistungsfaumlhige FS100 wurde spezi-ell fuumlr PPP- und Handling-applikationen entwickelt insbesondere fuumlr line Builder die komplette Fertigungslinien bauen bietet die FS100 wesentliche Vorteile So ist sie als open Controller also als offene Steuerung konzipiert
das bedeutet der anwender kann von auszligen per PC oder SPS auf Schnittstellen und Bewegungen des roboters zugrei-fen und auch eigene applikationen ent-wickeln
Seine besondere leistungsfaumlhigkeit entwickelt dieses Konzept bei applikati-onen die eine hohe Flexibilitaumlt erfordern Variable Verpackungsaufgaben bei de-nen das Verpackungsgut ungeordnet die linie erreicht sind ein Beispiel Sicherheit und Schnelligkeit sind weitere Vorteile der neuen Steuerung So ermoumlglicht sie beispielsweise eine Echtzeit-Verarbei-tung von Sensor-Signalen und von Hoch-geschwindigkeitsanwendungen
Wie auch andere Steuerungen von yas-kawa unterstuumltzt die Motoman FS100 das bewaumlhrte teach-in-Programmieren mit dem Motoman-Handbediengeraumlt damit koumlnnen roboter-Bewegungsablaumlufe ein-fach und intuitiv programmiert werden Zudem laumlsst sich mit Hilfe der Program-mierschnittstelle Motosync das Program-mieren und Bedienen des roboters auch auf eine externe anlagensteuerung (HMi PC oder SPS) verlagern dies erlaubt das Bedienen und Parametrieren ganzer Pro-duktionslinien von einer einzigen Stelle aus mit dem einheitlichen look amp Feel des anlagenherstellers auszligerdem ist eine labview-Programmierschnittstelle fuumlr die Motoman FS100 erhaumlltlich die im Messtechnik- und laborbereich haumlufig eingesetzt wird
die neue Steuerung ist fuumlr viele Mo-toman-robotermodelle erhaumlltlich Zum Beispiel laumlsst sich der vielfach bewaumlhrte sechsachsige Hochgeschwindigkeitsro-boter Motoman HP20F damit ausruumlsten Mit zwanzig Kilogramm traglast ist er fuumlr eine Vielzahl von applikationen wie etwa Handling Maschinenbeschicken Verpa-cken Schneiden und Montieren geeignet
Ebenso ist die Steuerung zusammen mit dem delta-roboter MPP3 einsetzbar dem mit 230 Picks pro Minute schnells-ten delta-Picker im Markt Und nicht zu-letzt stellt sie fuumlr die Zweiarmroboter der Sda-Serie mit je 15 achsen und einer tragkraft von fuumlnf zehn oder zwanzig Ki-logramm pro arm eine preislich attrakti-ve Steuerungsalternative dar
die software motopickdie Steuerung ist uumlber offene Schnittstel-len in die Kommissionier-Software Moto-pick eingebunden diese verwaltet den komplexen schnell ablaufenden Picking-
Prozess Sie stellt sicher dass selbst bei ho-hen Geschwindigkeiten und auch beim anlaufen des Prozesses saumlmtliche Kom-ponenten reibungslos ineinandergrei-fen dabei kontrolliert sie zum einen das Nachfuumlhren der Foumlrderbaumlnder (Conveyor tracking) fuumlr leistungen bis zu 60 Meter pro Minute Zum anderen verarbeitet Mo-topick die Signale der integrierten Bild-verarbeitung dadurch kann das System automatisch Farben und Formen unter-scheiden auch eine anbindung von kom-plexen Bilderkennungsmethoden wie Pat-max und Blob unterstuumltzt die Software
aufgrund dieser informationen gibt Motopick dem roboter jeweils die opti-male Bahn vor und weist ihm das richtige Produkt zu ndash sinnvoll verteilt auf die im Projekt vorhandene anzahl roboter So ist jederzeit automatisch sichergestellt dass die unsortierten Produkte immer am richtigen ort platziert und dass Kar-tons sinnvoll befuumlllt werden dies verhin-dert Produktverluste und Verschmutzun-gen des arbeitsbereichs daruumlber hinaus bietet die Software dem anlagenbedie-ner eine einfach zu bedienende oberflauml-che mit der sich neue Formate schnell und unkompliziert einrichten lassen
zusammenfassungdas Beispiel einer kompletten Verpa-ckungslinie mit fuumlnf robotern zeigt die Potenziale der neuen Kompaktsteue-rung Einerseits erlaubt sie die effiziente Steuerung der roboter andererseits laumlsst sie sich problemlos in uumlbergeordnete Systeme integrieren dabei benoumltigt sie nur wenig Platz insgesamt stellt die neue Steuerung speziell fuumlr Verpackungs- und Handling-applikationen eine ideale louml-sung dar jbi
Ludwig Deimel ist Anwendungstechniker Ro-botik bei Yaskawa Europe in Allershausen
Bild 3 Das uumlbergreifende Steuerungskonzept fuumlr die Picking-Packing-Palletizing-Zelle realisiert Yaskawa mit einer neuen Steuerungsgeneration Bilder Yaskawa
Bild 1 Der Delta-Roboter Motoman MPP3 verbindet die Schnelligkeit der Delta-Bau-form mit einer hohen Traglast und einem gro-szligen Arbeitsbereich
Bild 2 Der Motoman MPK50 im Einsatz ein High-Speed-Verpackungsroboter
Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr

Immer die Nase vorne mit einem persoumlnlichen Abonnement
wwwdigital-manufacturing-magazindeabo
Aufbau und Optimierung IT-gestuumltzter Produktionsprozesse
wwwdigital-manufacturing-magazinde
Aufbau und Optimierung Aufbau und Optimierung
2 Ausgaben gratis
ABO_DM_3indd 1 08102012 85016 Uhr


![Nicht für die Schule, für das Leben lernen wir! [Geschichts-] Unterricht und moderne Informationstechnologien.](https://static.fdokument.com/doc/165x107/570491c41a28ab14218d9f11/nicht-fuer-die-schule-fuer-das-leben-lernen-wir-geschichts-unterricht.jpg)