15-Pr fun von Schwei n hten-PRINT - hochschule … · Dr. Carolin Radscheit, Vorlesung...
71
1 Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010 Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1 bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1! 1 Vorlesungsübersicht 1. Allgemeine Einführung in die Schweißtechnik 8.4.2010 2. Gasschmelzschweißen und verwandte Verfahren 15.4.2010 3. Der Lichtbogen - Stromquellen für das Lichtbogenschweißen 22.4.2010 4. WIG- und Plasmaschweißen 22.4.2010 5. Lichtbogenhandschweißen 29.4.2010 6. Unterpulverschweißen 20.5.2010 7. MIG-/MAG-Schweißen und Fülldrahtschweißen 1.6.2010 8. Widerstandsschweißen 8.6.2010 9. Strahlschweißverfahren – Exkursion nach Recklinghausen 10.6.2010 10. Reibschweißen 15.6.2010 11. Schneiden und andere Nahtvorbereitungsverfahren 17.6.2010 12. Beschichtungsverfahren (Gastvortrag!) 24.6.2010 13. Hart- und Weichlöten 29.6.2010 14. Mechanische Fügeverfahren 1.7.2010 15. Prüfen von Schweißnähten 8.7.2010 16. Klausur 23.7.2010 Änderungen vorbehalten!
Transcript of 15-Pr fun von Schwei n hten-PRINT - hochschule … · Dr. Carolin Radscheit, Vorlesung...

1Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
1
Vorlesungsübersicht
1. Allgemeine Einführung in die Schweißtechnik 8.4.20102. Gasschmelzschweißen und verwandte Verfahren 15.4.20103. Der Lichtbogen - Stromquellen für das Lichtbogenschweißen 22.4.20104. WIG- und Plasmaschweißen 22.4.20105. Lichtbogenhandschweißen 29.4.20106. Unterpulverschweißen 20.5.20107. MIG-/MAG-Schweißen und Fülldrahtschweißen 1.6.20108. Widerstandsschweißen 8.6.20109. Strahlschweißverfahren – Exkursion nach Recklinghausen 10.6.201010. Reibschweißen 15.6.201011. Schneiden und andere Nahtvorbereitungsverfahren 17.6.201012. Beschichtungsverfahren (Gastvortrag!) 24.6.201013. Hart- und Weichlöten 29.6.201014. Mechanische Fügeverfahren 1.7.201015. Prüfen von Schweißnähten 8.7.201016. Klausur 23.7.2010
Änderungen vorbehalten!
2Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Heute:
Zerstörungsfreie – zerstörende Prüfung• Die Sichtprüfung
• Die Eindringprüfung
• Die Magnetpulverprüfung• Die Dichtigkeitsprüfung
• Die Durchstrahlungsprüfung
• Die Ultraschallprüfung• Die Wirbelstromprüfung
Die prüfgerechte Konstruktion
Einsatz der Prüfverfahren

3Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Die zerstörende SchweißnahtprüfungZu den Verfahren der zerstörenden Schweißnahtprüfung gehören:
•Zugversuch
•Biegeversuch
•Erichsentiefungstest
•Dauerschwingversuch
•Kerbschlagbiegetest
•Aufschweißbiegeversuch
•Härtemessung
•Metallographische Untersuchung
•Werkstoffanalysen
•Selbst- und fremdbeanspruchte Proben zur Ermittlung der Rißempfindlichkeit
• usw….
4Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Zerstörungsfreie Prüfung (ZfP) bedeutet:Das Bauteil ist nach erfolgter Prüfung noch voll ge brauchs- und
funktionsfähigZu unterscheiden sind:- Äußere Unregelmäßigkeiten- Innere (innen liegende) Unregelmäßigkeiten
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Definition und Verfahren der zerstörungsfreien Prüf ung

5Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere Unregelmä ßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung

6Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
• Ist das wichtigste Verfahren zur Schweißnahtprüfung
• die ständige Durchführung – möglichst doppelseitig - ist eine zentrale Aufgabe der Schweißaufsichtsperson
• Die Sichtprüfung wird in der Regel unmittelbar nach dem Schweißen durchgeführt.
• Obwohl innen liegende Fehler naturgemäß nicht festgestellt werden können, kann der Befund der Sichtprüfung bereits zum Verwerfen der Naht führen.
• Umgekehrt bietet eine gute Nahtoberfläche noch keine Gewähr für eine durchgehend hohe Nahtgüte
• Die Entscheidung, ob eine Unregelmäßigkeit noch akzeptabel ist oder nicht, sollte anhand eines vorher zu vereinbarenden Maßstabes gefällt werden (Grenzmuster !)
Die Sichtprüfung (VT - Visual Testing)
!

7Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Quelle: Fehlerkatalog Lasernähte Volkswagen Bratislava
Nahtmerkmal „Falsche Freunde“:

8Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Zur Tätigkeit der Schweißaufsichtsperson (DIN 6700-2, EN 719 und VDIN 27201-1) gehört u.a.:Die Sichtprüfung des äußeren Befundes
Zu prüfen ist:- Vollständigkeit der Schweißung- Maße der Schweißung- Form, Maße und Grenzabmaße der geschweißten Bauteile- Nahtaussehen
Zu den Merkmalen des äußeren Befundes gehören folgende Unregelmäßigkeiten:- Risse - sichtbare Poren- Bindefehler - Ungenügende Durchschweißung- Kerben - Endkrater- unzulässige Naht-/Wurzelüberhöhung - Kantenversatz- Nahtunterwölbung / Wurzelrückfall - Durchbrand- Schweißgutüberlauf - Angeschmolzene Spritzer- Anlaßfarben (CrNi-Stahl) - Zündstellen neben der Schweißnaht
Auflösbare Merkmalsgröße (Sichtprüfung): 0,05 – 0,1mm
Erkennbare Nahtmerkmale (EN ISO 6520-1)
CrNi-Stahlrohr, ungenügende Durchschweißung mit
Videoendoskopie
Ndt.net
9Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
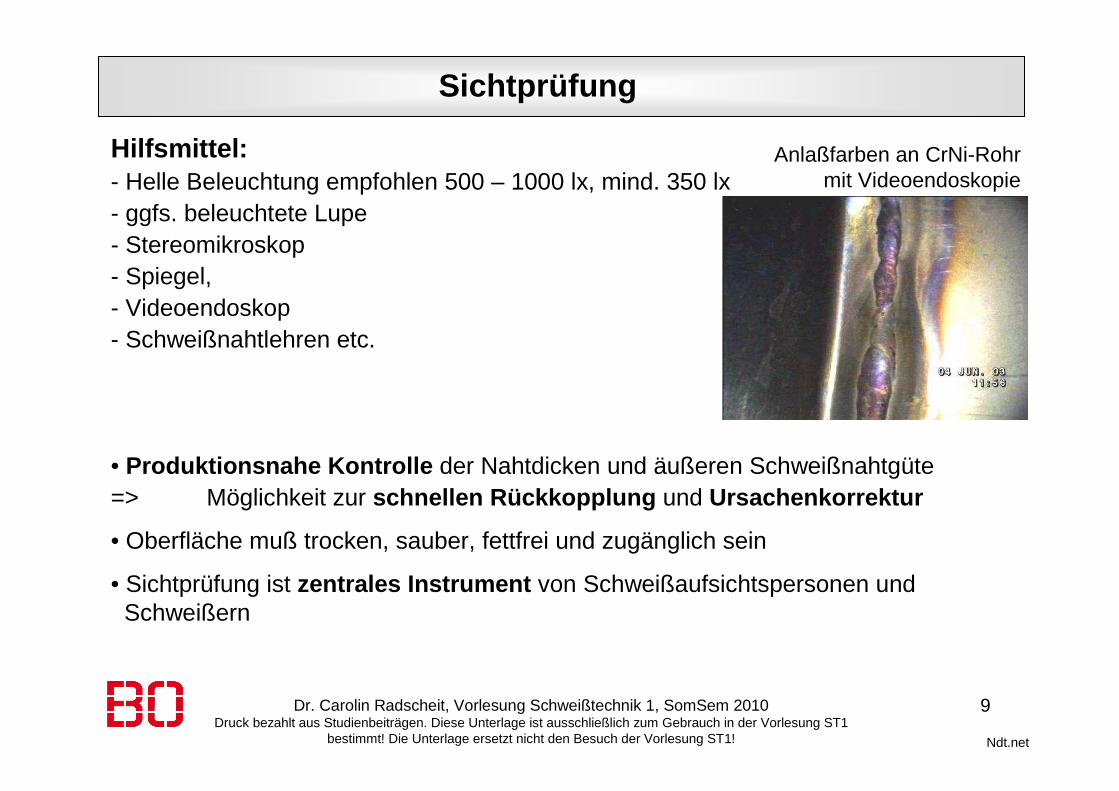
Hilfsmittel:- Helle Beleuchtung empfohlen 500 – 1000 lx, mind. 350 lx- ggfs. beleuchtete Lupe- Stereomikroskop- Spiegel, - Videoendoskop- Schweißnahtlehren etc.
• Produktionsnahe Kontrolle der Nahtdicken und äußeren Schweißnahtgüte=> Möglichkeit zur schnellen Rückkopplung und Ursachenkorrektur
• Oberfläche muß trocken, sauber, fettfrei und zugänglich sein
• Sichtprüfung ist zentrales Instrument von Schweißaufsichtspersonen und Schweißern
Sichtprüfung
Anlaßfarben an CrNi-Rohr mit Videoendoskopie
Ndt.net
10Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
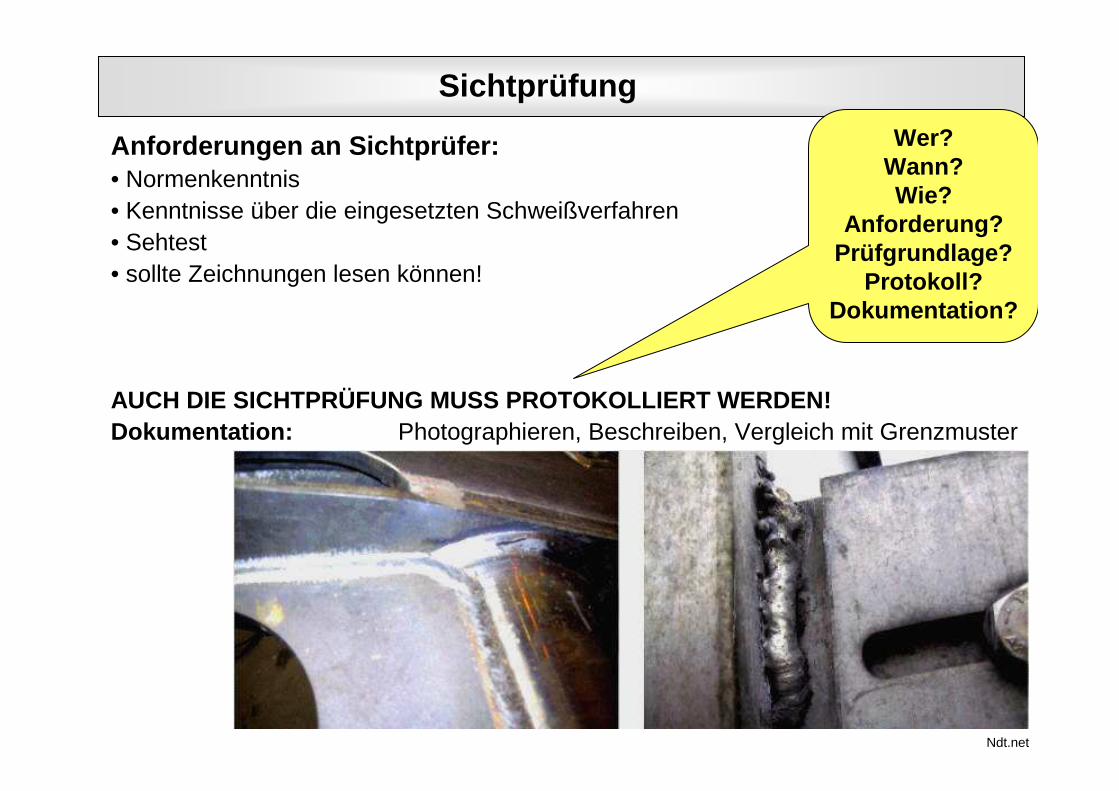
Anforderungen an Sichtprüfer:• Normenkenntnis• Kenntnisse über die eingesetzten Schweißverfahren• Sehtest• sollte Zeichnungen lesen können!
AUCH DIE SICHTPRÜFUNG MUSS PROTOKOLLIERT WERDEN!Dokumentation: Photographieren, Beschreiben, Vergleich mit Grenzmuster
Sichtprüfung
Wer?Wann?Wie?
Anforderung?Prüfgrundlage?
Protokoll?Dokumentation?
Ndt.net
11Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
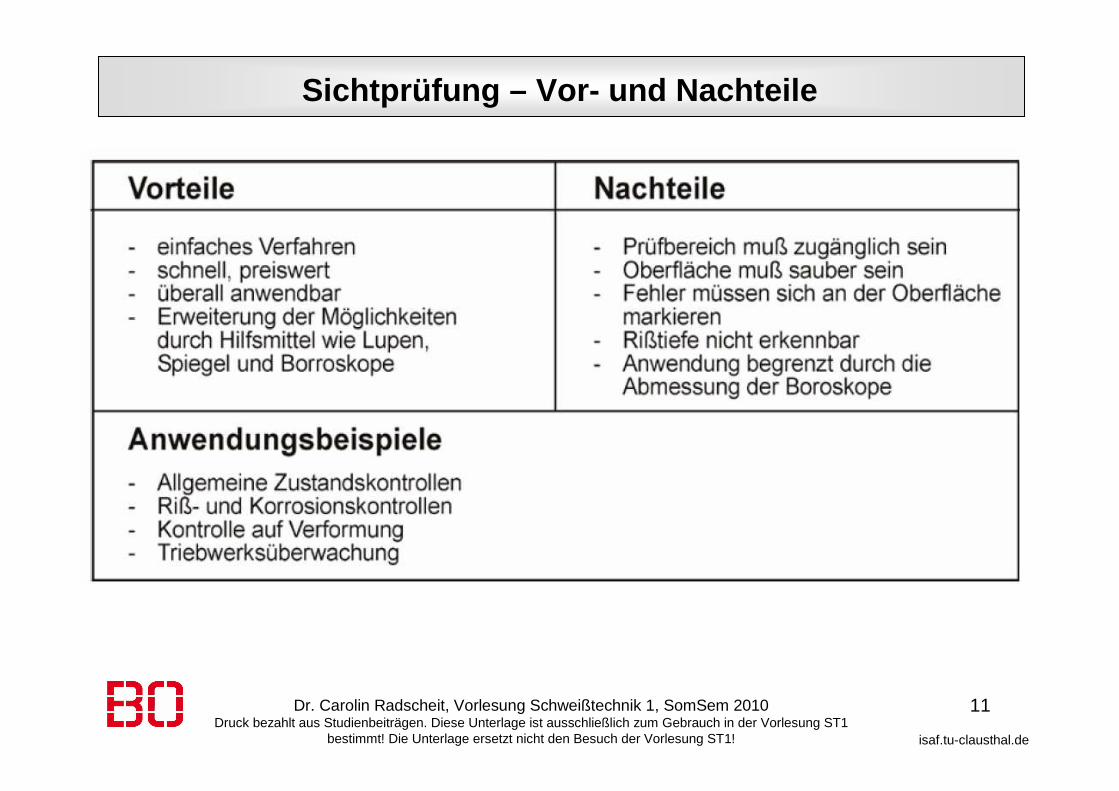
Sichtprüfung – Vor- und Nachteile
isaf.tu-clausthal.de
12Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung
13Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
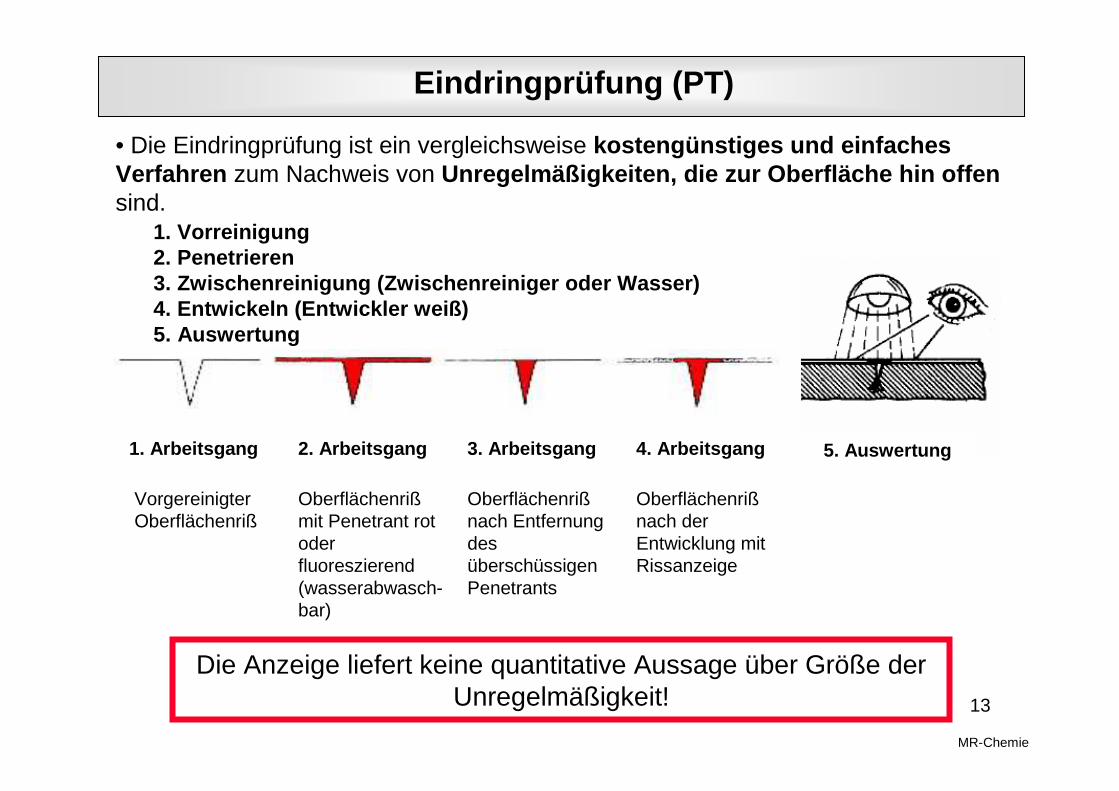
1. Vorreinigung 2. Penetrieren 3. Zwischenreinigung (Zwischenreiniger oder Wasser)4. Entwickeln (Entwickler weiß)5. Auswertung
Oberflächenrißnach der Entwicklung mit Rissanzeige
Oberflächenrißnach Entfernung des überschüssigen Penetrants
Oberflächenrißmit Penetrant rot oder fluoreszierend(wasserabwasch-bar)
VorgereinigterOberflächenriß
4. Arbeitsgang3. Arbeitsgang2. Arbeitsgang1. Arbeitsgang
MR-Chemie
• Die Eindringprüfung ist ein vergleichsweise kostengünstiges und einfaches Verfahren zum Nachweis von Unregelmäßigkeiten, die zur Oberfläche hin offen sind.
Eindringprüfung (PT)
Die Anzeige liefert keine quantitative Aussage über Größe der Unregelmäßigkeit!
5. Auswertung
14Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
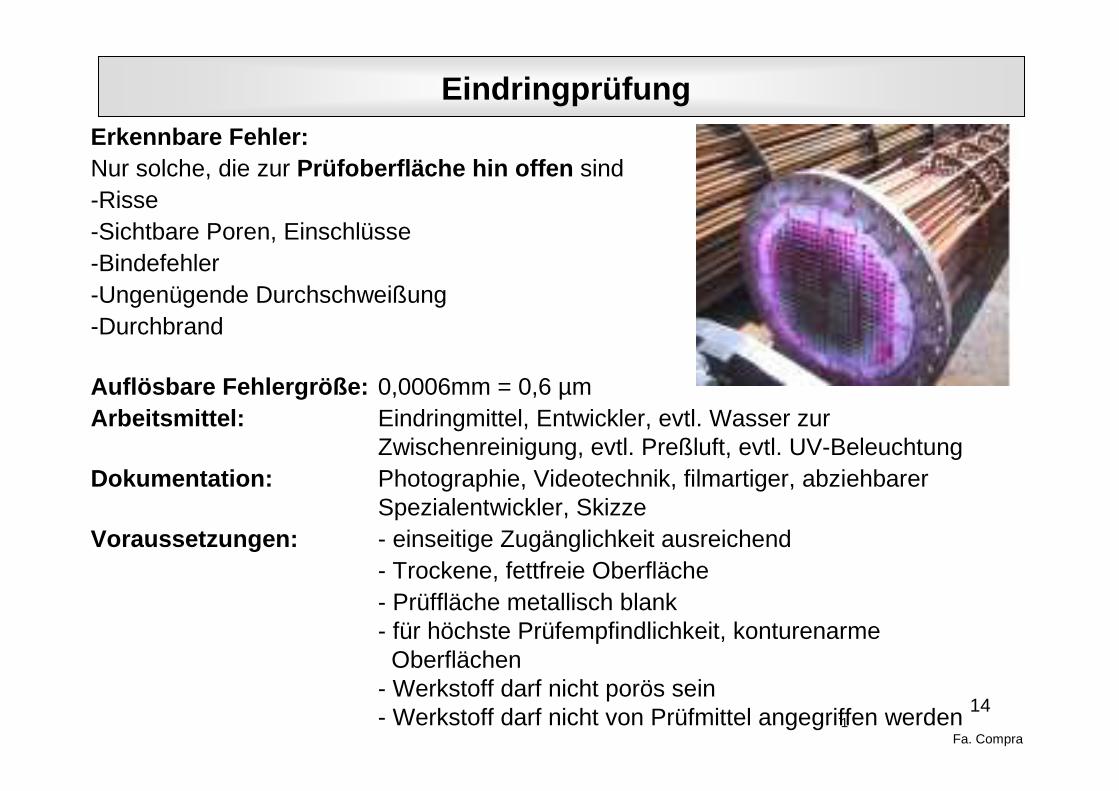
Erkennbare Fehler:Nur solche, die zur Prüfoberfläche hin offen sind-Risse-Sichtbare Poren, Einschlüsse-Bindefehler-Ungenügende Durchschweißung-Durchbrand
Auflösbare Fehlergröße: 0,0006mm = 0,6 µmArbeitsmittel: Eindringmittel, Entwickler, evtl. Wasser zur
Zwischenreinigung, evtl. Preßluft, evtl. UV-BeleuchtungDokumentation: Photographie, Videotechnik, filmartiger, abziehbarer
Spezialentwickler, SkizzeVoraussetzungen: - einseitige Zugänglichkeit ausreichend
- Trockene, fettfreie Oberfläche- Prüffläche metallisch blank- für höchste Prüfempfindlichkeit, konturenarme
Oberflächen- Werkstoff darf nicht porös sein- Werkstoff darf nicht von Prüfmittel angegriffen werden
Fa. Compra
Eindringprüfung

15Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Typische Anzeigen bei der Eindringprüfung
isaf.tu-clausthal.de/
16Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
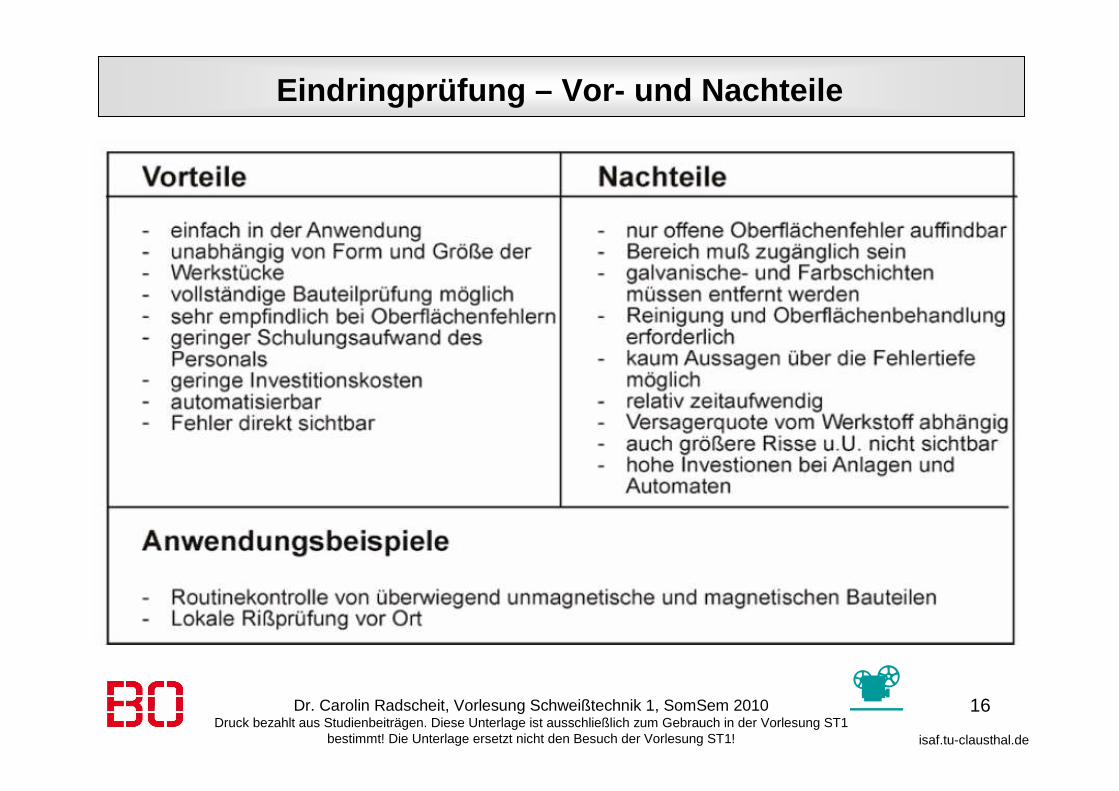
Eindringprüfung – Vor- und Nachteile
isaf.tu-clausthal.de
�
17Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung

18Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Das Magnetpulververfahren findet im Stahlbau breite Anwendung, weil es relativ einfach, schnell und kostengünstig durchzuführen ist.
Das Prinzip : •Das Prüfstück wird einem (äußeren) Magnetfeld ausgesetzt. Der Ausbreitung dieses Magnetfeldes setzen ferromagnetische Stoffe keinen Widerstand entgegen.•Bei diesem Verfahren werden ferromagnetische Partikel wie zum Beispiel Eisenoxid-Teilchen (Fe2O3 oder Fe3O4) auf die Oberfläche des Prüflings aufgebracht. •In der Nähe von Fehlstellen, d. h. bei Vorhandensein eines magnetischen Streufeldes, sammelt sich das Magnetpulver in Form von Pulverrau pen (die Pulverteilchen ordnen sich längs der magnetischen Feldlinien an) und zeichnet dadurch ein Bild des Fehlers.•Treten nun innerhalb des ferromagnetischen Querschnitts flächige Fehler (=Materialtrennungen) auf, so wird an diesen Stellen die Ausbreitung der Feldlinien behindert, sie werden umgelenkt . => Je größer die Störung, desto größer die Umlenkung.
E.A.W. Müller, Fa. MR-CHemie
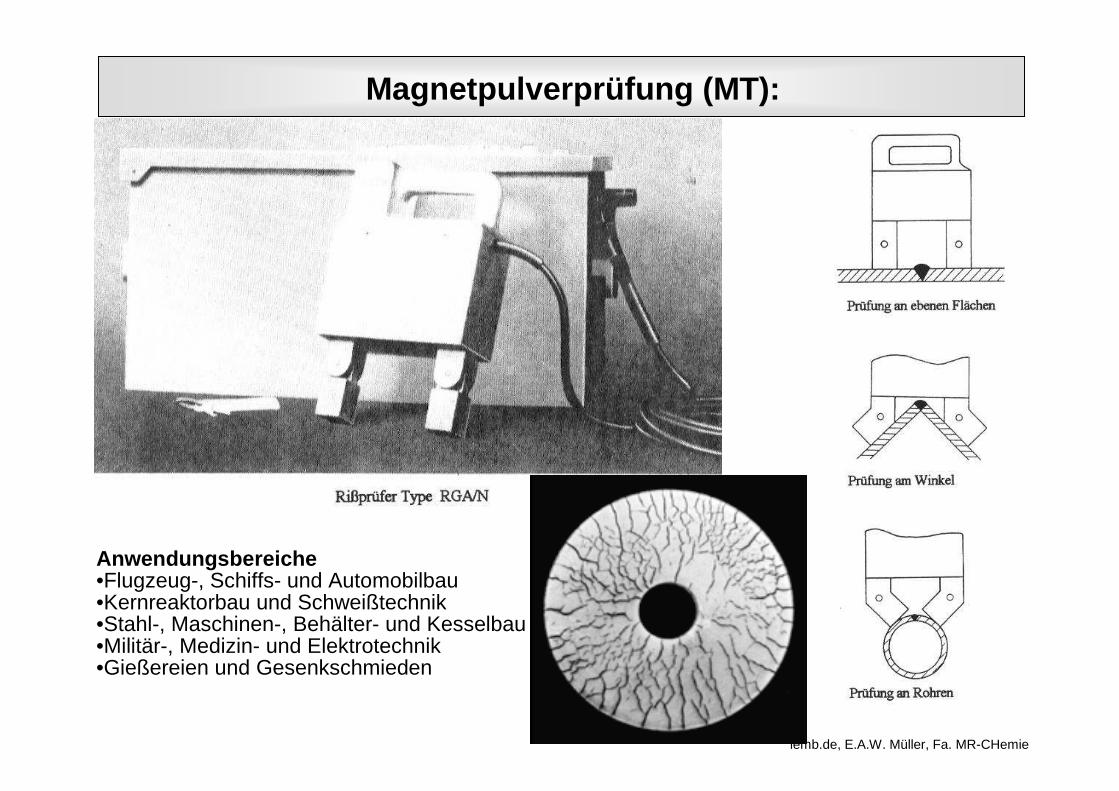
Magnetpulverprüfung (MT):
19Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1! iemb.de, E.A.W. Müller, Fa. MR-CHemie
Magnetpulverprüfung (MT):
Anwendungsbereiche•Flugzeug-, Schiffs- und Automobilbau •Kernreaktorbau und Schweißtechnik •Stahl-, Maschinen-, Behälter- und Kesselbau •Militär-, Medizin- und Elektrotechnik •Gießereien und Gesenkschmieden

20Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Drei Grundprinzipien zur Magnetisierung von Werkstücken:
Magnetpulverprüfung Vector
•Die magnetische Ausbreitungsrichtung sollte immer quer zur zu erwartenden Fehlerrichtung eingestellt werden.
•Existiert keine bevorzugte Fehlerrichtung (Längs-/Querrisse), so ist alternierend in einem Winkel von 45°zur Schweißnahtlängsrichtung zu prüfen
Magnetpulverprüfung (MT):

21Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Drei-Finger-Regel der rechten Hand
1. ausgestreckter Daumen zeigt in Stromflußrichtung
2. ausgestreckter Zeigefinger zeigt die Richtung der Magnetfeldlinien.3. Mittelfinger (90°zum Zeigefinger) zeigt in Wirku ngsrichtung der Lorentzkraft
wikipedia
22Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
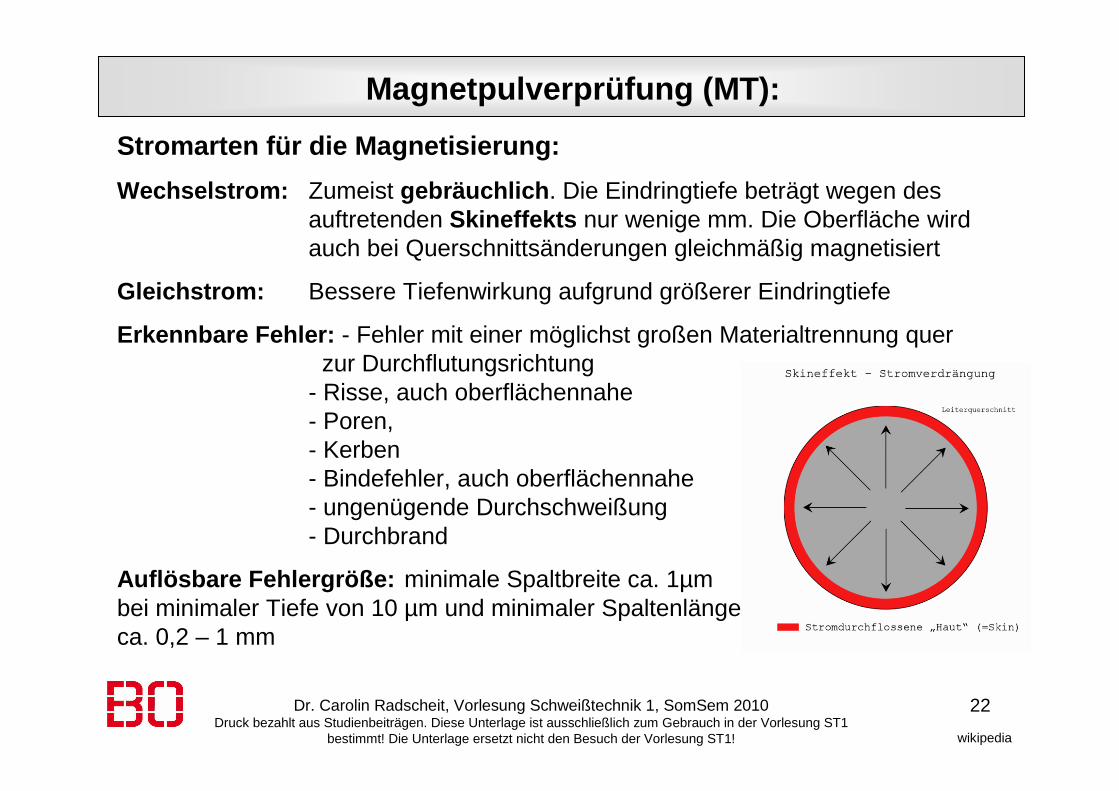
Stromarten für die Magnetisierung:
Wechselstrom: Zumeist gebräuchlich . Die Eindringtiefe beträgt wegen des auftretenden Skineffekts nur wenige mm. Die Oberfläche wird auch bei Querschnittsänderungen gleichmäßig magnetisiert
Gleichstrom: Bessere Tiefenwirkung aufgrund größerer Eindringtiefe
Erkennbare Fehler: - Fehler mit einer möglichst großen Materialtrennung quer zur Durchflutungsrichtung
- Risse, auch oberflächennahe- Poren,- Kerben- Bindefehler, auch oberflächennahe- ungenügende Durchschweißung- Durchbrand
Auflösbare Fehlergröße: minimale Spaltbreite ca. 1µm bei minimaler Tiefe von 10 µm und minimaler Spaltenlänge ca. 0,2 – 1 mm
wikipedia
Magnetpulverprüfung (MT):

23Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Arbeitsmittel: - Untergrundlack- Magnetpulversuspension, alternativ: fluoreszierende Suspension- Magnetisierungseinrichtung- Beleuchtungseinrichtung / Tageslicht, alternativ: UV-Licht +
Abdunkelung
Dokumentation: Photographie, Video, Kunstharz-Folienbeutel mit Eisenpulver (Zweikomponenten), spezielle selbstklebende Abziehfolie, Skizze
Voraussetzung: -Prüfstück muß ferromagnetische Eigenschaften besitzen, d.h. aus ferritischen Eisenwerkstoffen , aus Nickel oder aus Kobalt bestehen. Erf. Permeabilität > 100- einseitige Zugänglichkeit zur Prüfung einer Oberfläche ausreichend- Oberfläche trocken, frei von Schmutz, Zunder, Rost- fettfreie Oberfläche- Temperaturen bis 300°C- Magnetfeld muß im Prüfstück erzeugt werden können
(Zugänglichkeit)- Beschichtungsdicke < 50 µm
Die magnetische Permeabilität (lat.: permeare = durchgehen, passieren), gibt an, welche Durchlässigkeit Materie für magnetische Felder besitzt. Anders ausgedrückt: das Verhältnis der magn. Flußdichte Bzur magn. Feldstärke H ist die Permeabilität.
Magnetpulverprüfung (MT):
24Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1! Helling GmbH
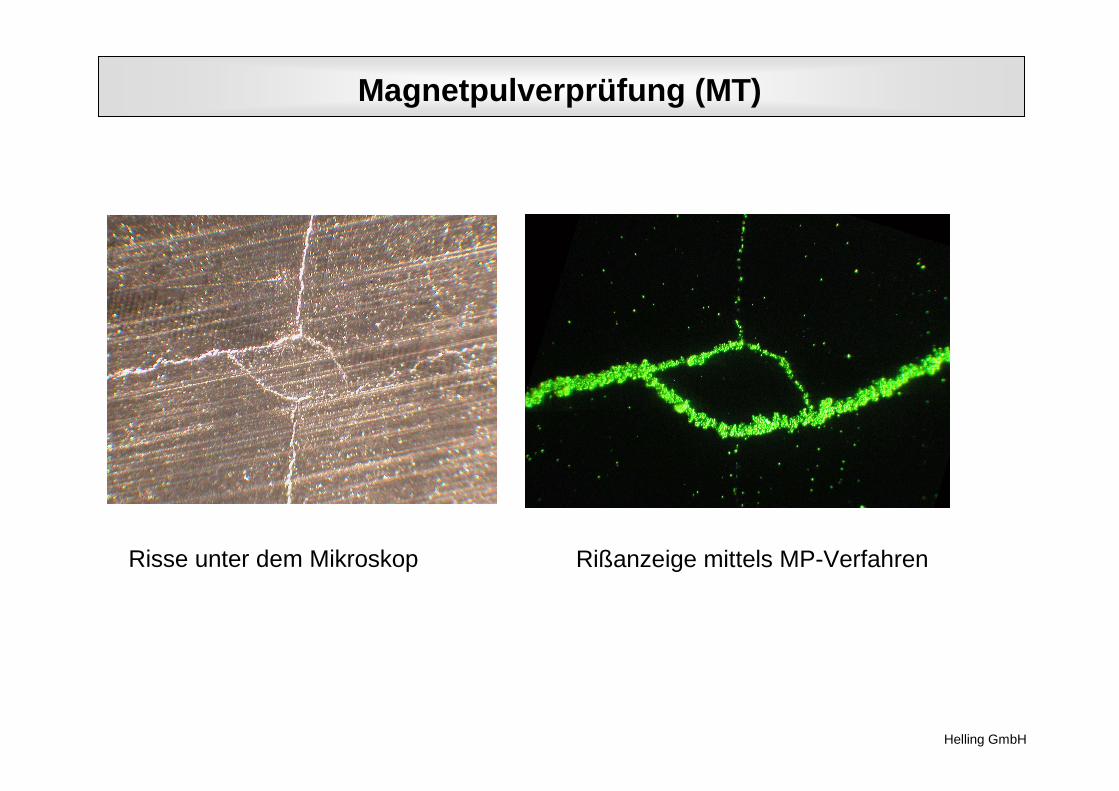
Magnetpulverprüfung (MT)
Risse unter dem Mikroskop Rißanzeige mittels MP-Verfahren

25Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Magnetpulververfahren mit floureszierendem Penetran t
Helling GmbH, Alpinemachine.com
Kettenprüfung
Eisenbahnräderprüfung
26Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
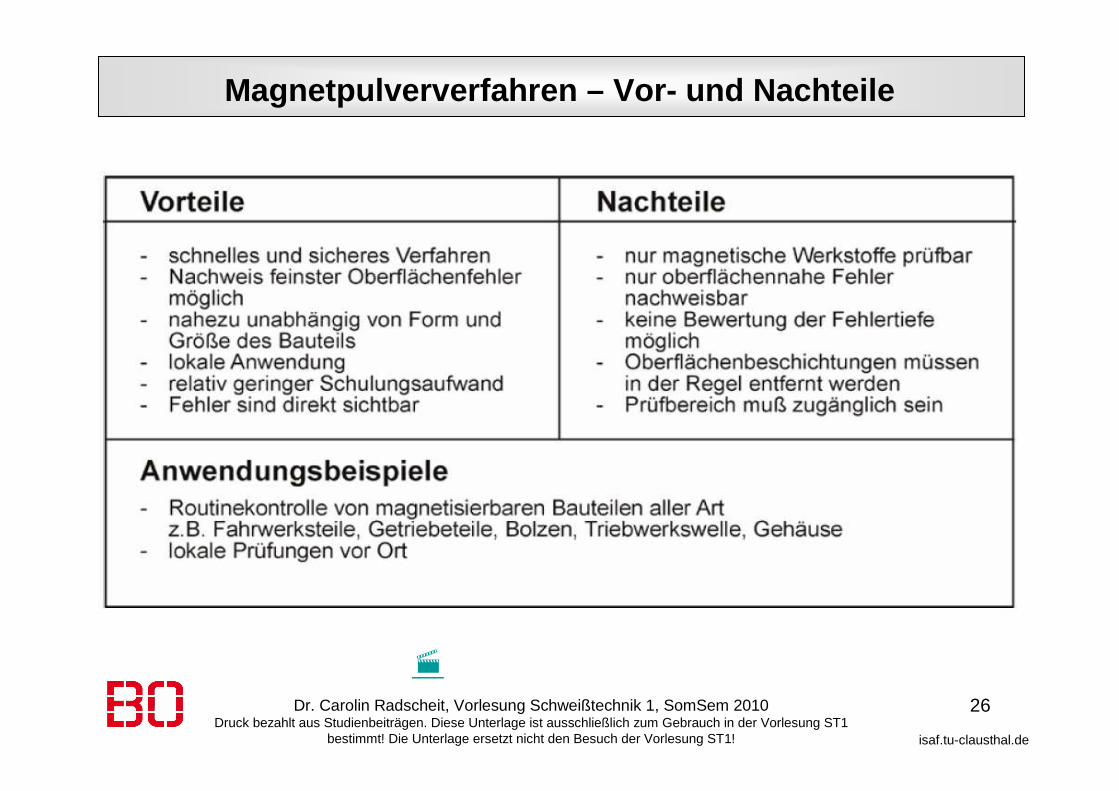
Magnetpulververfahren – Vor- und Nachteile
isaf.tu-clausthal.de
�
27Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung
28Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
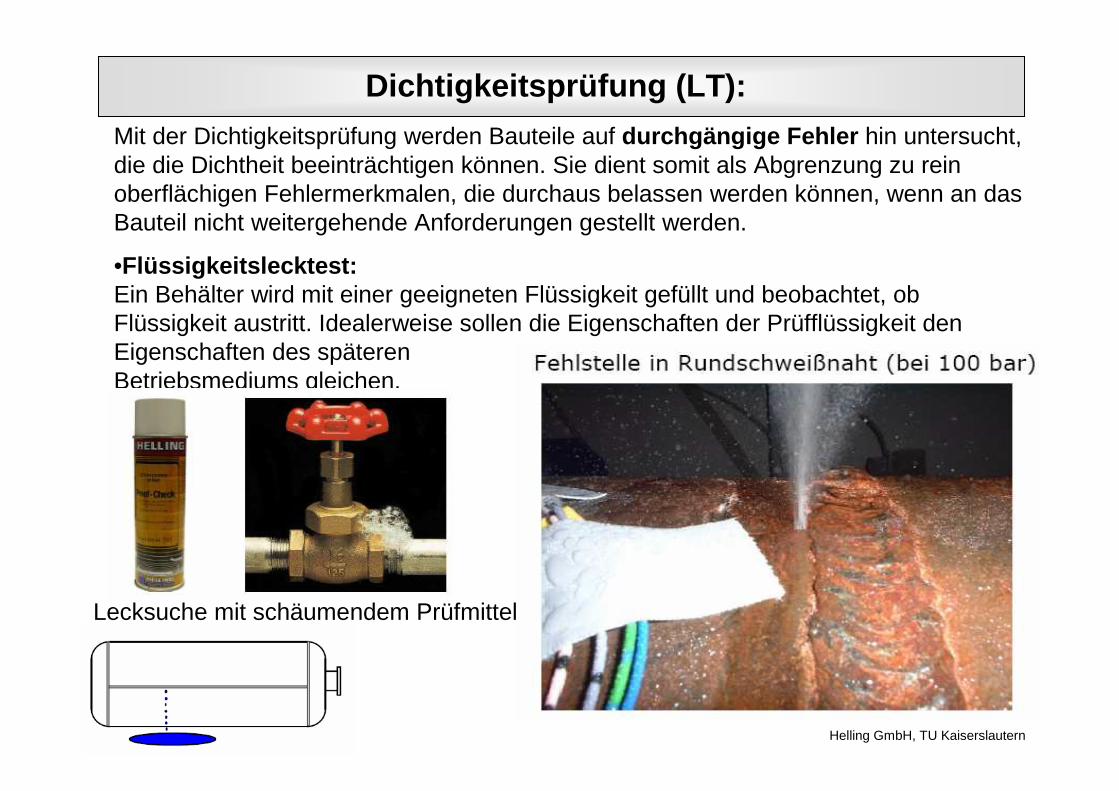
Mit der Dichtigkeitsprüfung werden Bauteile auf durchgängige Fehler hin untersucht, die die Dichtheit beeinträchtigen können. Sie dient somit als Abgrenzung zu rein oberflächigen Fehlermerkmalen, die durchaus belassen werden können, wenn an das Bauteil nicht weitergehende Anforderungen gestellt werden.
•Flüssigkeitslecktest:Ein Behälter wird mit einer geeigneten Flüssigkeit gefüllt und beobachtet, ob Flüssigkeit austritt. Idealerweise sollen die Eigenschaften der Prüfflüssigkeit den Eigenschaften des späteren Betriebsmediums gleichen.
Helling GmbH, TU Kaiserslautern
Dichtigkeitsprüfung (LT):
Lecksuche mit schäumendem Prüfmittel

29Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
• Das Ausströmen von Gasen erzeugt einen charakteristischen Schall , der neben dem bekannten Zischen vor allem im nicht hörbaren Frequenzbereich von 20 – 22 kHz angesiedelt ist. Unter Zuhilfenahme spezieller Mikrophone und Frequenzumwandler lassen sich damit schnell Lecks auch an kompliziert geformten Bauteilen auffinden.
• Auch zur Rißdetektion beim Innenhochdruckumformen
Dichtigkeitstest – Ultraschall-Lecksuche

30Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Allgemein: - Prüfbereich muß beidseitig metallisch blank sein- Reste früherer Betriebsmittel dürfen Prüfung nicht beeinträchtigen
Flüssigkeitslecktest: - Behälter darf keine unverschlossene Öffnungen besitzen- Zur Fehlerortung beidseitige Zugänglichkeit erforderlich
Ultraschall-Lecksuche: - Behälter darf keine unverschlossene Öffnungen besitzen
Blasenlecktest: - Behälter darf keine unverschlossene Öffnungen besitzen- einseitige Zugänglichkeit ausreichend- bei Saugglockenmethode muß Prüfstück weitgehend glatt sein
Druckänderungsmethode: - Behälter darf keine unverschlossene Öffnungen besitzen
Penetrierlecktest: - Prüfzone muß von beiden Seiten zugänglich sein- trocken, fettfrei, Temperaturen < 50°
Testgasmethode: - Behälter darf keine unverschlossene Öffnungen besitzen- Je nach Art des Testgases darf Behälter vor der Prüfung nicht mit
halogenhaltigen Lösemitteln (Trichlorethen (TRI) oder Tetrachlorethen (PER), etc.) gereinigt werden
Voraussetzungen zur Dichtigkeitsprüfung

31Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung
32Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Grundprinzip : • In einem Erregersystem werden zeitlich veränderliche Magnetfelder erzeugt, die in einem Randbereich eines elektrisch leitenden Prüfobjektes Wirbelströme erzeugen.• Diese Wirbelströme bewirken ihrerseits ein Magnetfeld, das sich dem Erregerfeld überlagert. Ist das Werkstück fehlerhaft, so ergibt sich eine andere Überlagerung als bei einem fehlerfreien Werkstück. Fehler können folglich erkannt werden, wenn das Gesamtsystem an einem fehlerfreien Werkstück geeicht wurde.
Anwendungsbereich: • Je nach Material und erwartetem Fehler können unterschiedliche Prüftechniken eingesetzt werden. Die gewöhnliche Wirbelstromprüfung (ECT = Eddy Current Technique) wird am Besten bei nicht-ferritschen Werkstoffen zur Detektion von Rissen, Wanddickenverlust und Löchern verwendet. • Verfahrgeschwindigkeiten von bis zu 2 m/s• Bei dickwandigeren, ferritischen Bauteilen kommt die Fernfeldprüfung (RFT = RemoteField Technique) zum Einsatz, die hauptsächlich zur Erkennung von Wanddickenverlusten verwendet werden kann. • Maximale Betriebsgeschwindigkeit ist hier ca. 0,25 m/s . •Die Wirbelstromprüfung findet großen Einsatz bei der Prüfung von Wärmetauscherrohren.
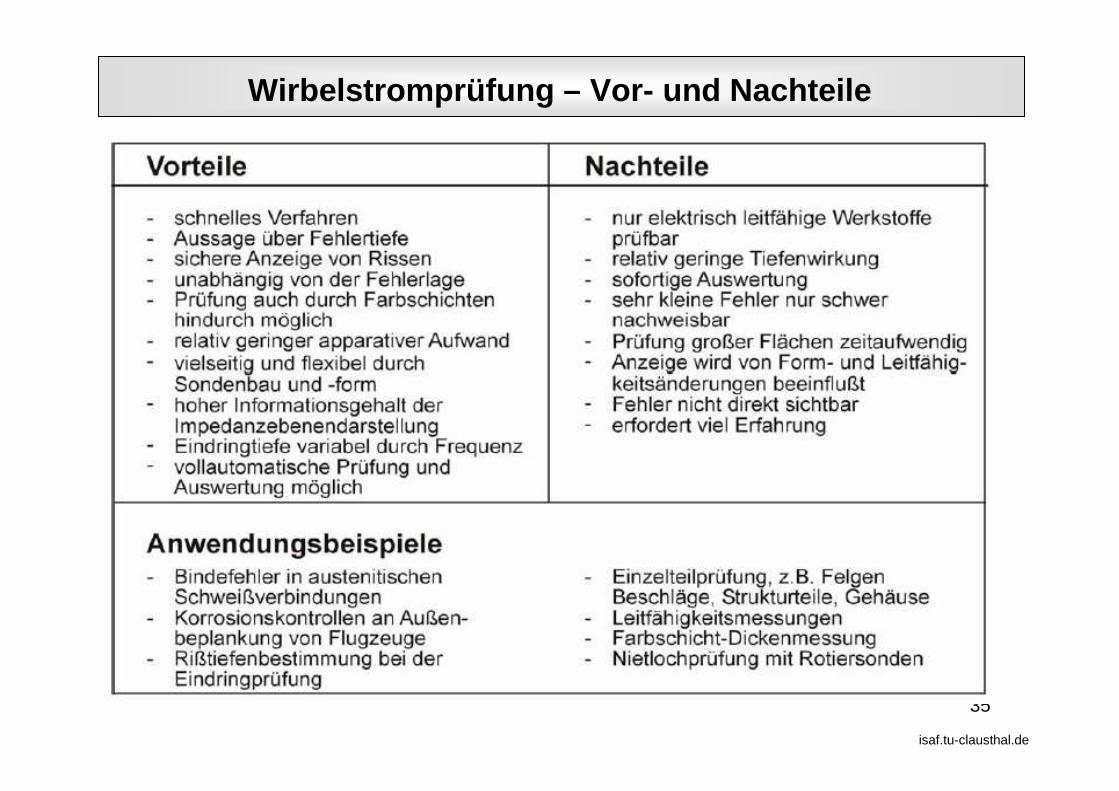
Wirbelstromprüfung (ET, engl. Eddy current method)
33Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Wirbelstromprüfung
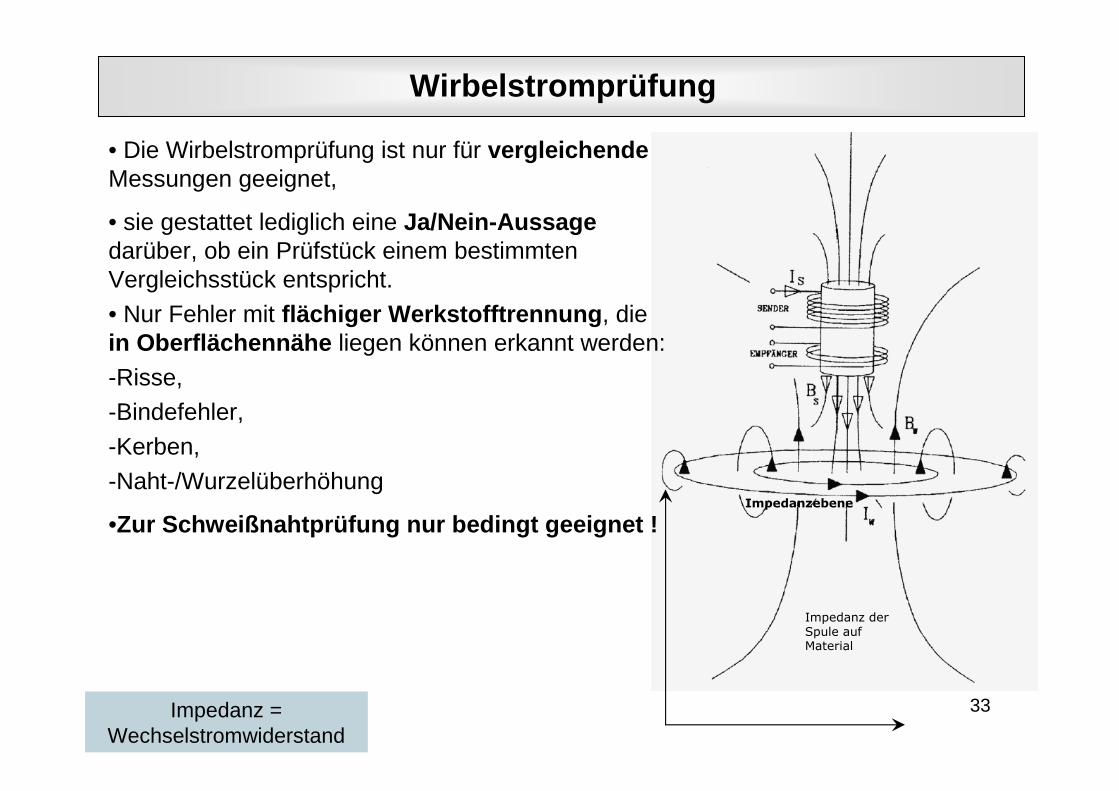
• Die Wirbelstromprüfung ist nur für vergleichende Messungen geeignet,
• sie gestattet lediglich eine Ja/Nein-Aussage darüber, ob ein Prüfstück einem bestimmten Vergleichsstück entspricht.
• Nur Fehler mit flächiger Werkstofftrennung , die in Oberflächennähe liegen können erkannt werden:
-Risse, -Bindefehler,
-Kerben,
-Naht-/Wurzelüberhöhung
•Zur Schweißnahtprüfung nur bedingt geeignet !Impedanzebene
Impedanz der Spule auf Material
Impedanz = Wechselstromwiderstand

34Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Wirbelstromprüfung
Die Wirbelströme bauen ein eigenes magnetisches Wechselfeld (Sekundärfeld) auf, das sich dem Primärfeld überlagert und dadurch die Impedanz der Spule verändert . Diese Impedanzänderung wird ausgewertet. Sie trägt Informationen über die elektromagnetischen Eigenschaften des Werkstoffes sowie einige geometrische Eigenschaften des Prüfsystems.
In einem leitfähigen Körper führt dieses elektrische Wechselfeld zu ringförmigen
Strömen, den so genannten Wirbelströmen .
Eine wechselstromgespeiste Spule erzeugt ein magnetisches Wechselfeld (Primärfeld). Dieses umgibt sich ringförmig mit einem elektrischen Feld (Induktionsgesetz).
Uni Magdeburg
35Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Wirbelstromprüfung – Vor- und Nachteile
isaf.tu-clausthal.de

36Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung
37Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
• Die Durchstrahlungsprüfung spielt bei der Sicherung der Güte von Schweißarbeiten eine ganz besondere Rolle:
• Erzeugung eines projizierten Abbildes etwaiger Einschlüsse etc. Die somit meßbaren Ausdehnungen der Unregelmäßigkeiten wie Länge und Breite lassen sich direkt mit den zulässigen Fehlergrößen einschlägiger Regelwerke vergleichen.
• Optimale Dokumentierbarkeit aller Prüfbefunde. Bei vielen Bauwerken (Brücken, Pipelines, etc.) werden die Röntgenfilme über die gesamte Lebensdauer des Objektes aufbewahrt.
• Die Auswertung kann getrennt vom Prüfvorgang erfolgen, d.h. der oder die Abnehmer müssen nicht bei der Prüfung dabei sein. Vorteilhaft für Expertendiskussionen.
• Die Güte der Prüfung , also die sachgerechte Durchführung kann in der Regel anhand des Röntgenfilms nachvollzogen werden..
Durchstrahlungsprüfung (RT):

38Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Radioaktive Strahlung (Gammastrahlung) aus einer kontrollierbaren Strahlquelle durchdringt das Prüfstück, wird dort geschwächt und gibt ihre dadurch erhaltene Bildinformation an einen hinter der Prüfzone angeordneten Empfänger weiter. Da sich Röntgenstrahlung geradlinig ausbreitet, wird auf dem Empfänger (z.B. Film, Leuchtschirm, Videokamera) ein Schattenbild aller Unregelmäßigkeiten erzeugt und festgehalten.
•Absorptionsgesetz:
J1= Intensität vor MaterialdurchgangJ2 = Intensität nach Materialdurchgangµ = Schwächungskoeffizient abh. von Materialeigenschaften
und Strahlerqualitätt = durchstrahlte Wanddicke
•Hohlraumerzeugende Unregelmäßigkeiten (Poren, Risse, Einschlüsse, etc.) bewirken eine lokal geringere Wanddicke und folglich eine entsprechend geringere Schwächung. Die Intensität J2 – sie entspricht der Helligkeit beim Photographieren – ist deshalb an diesen Stellen höher als in der Umgebung, d.h. der Röntgenfilm wird hier stärker geschwärzt.
teJJ µ−•= 12
Durchstrahlungsprüfung (RT):

39Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1! Lasermagazin
Röntgenprüfung von Laserstrahlschweißnähten an Alum inium

40Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
„Mechanische“ Porenbildung
ISF
Röntgenaufnahme Oberflächenschliff
Querschliff
41Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Vorteile: - Strahlenmenge und -qualität einstellbar- Möglichkeit zur Prüfung von Leichtmetallegierungen- höhere Bildgüte und Fehlererkennbarkeit- Strahlung verschwindet mit Abschalten des Gerätes- gut in Durchleuchtungsanlagen integrierbar, weil u.a. besser abzuschirmen- Auflösung mikroskopisch kleiner Fehler möglich (Mikrofokustechnik)
Nachteile: - vergleichsweise unhandlich- für Zentralaufnahmen sind spezielle Rundstrahler erforderlich- strom- und oft auch wasserabhängig
Zu beachtende Kriterien:- Werkstoff- Wanddicke in Durchstrahlungsrichtung < 40 mm - Zugänglichkeit- Strom-/Wasserversorgung- Anzahl der Prüfungen- erforderliche Prüfklasse, Bildgüteprüfkörper
Die Durchstrahlungsprüfung

42Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Die Größe der kleinsten noch darstellbaren Fehlers ist sehr stark von der Intensität der Strahlung abhängig.•Diese wiederum muss immer der Dicke des zu durchstrahlenden Werkstückes angepasst werden. Da der Film, auf dem die Fehler dokumentiert sind, keinen Rückschluss auf die Blechdicke erlaubt, muss zur Abschätzung der Fehlergröße ein Maßstabmit abgebildet werden.
⇒Kunststoffschablonen auf Werkstück legen, in die Metalldrähte unterschiedlicher Stärke sowie Kennzeichnungen aus Metall eingearbeitet sind.
•Aus der Stärke des dünnsten auf dem Foto noch sichtbaren Drahtes, kann auf die Größe des kleinsten erkennbaren Fehlers geschlossen werden.
•Die Durchstrahlungsprüfung liefert eine Aussage über die Lage des Fehlers in der Blechebene , aber nicht über die Lage in Dickenrichtung.
•Wesentlicher Vorteil: die gute Dokumentationsmöglichkeit der Fehler.
Die Durchstrahlungsprüfung – die Bildgütezahl
ISF
43Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
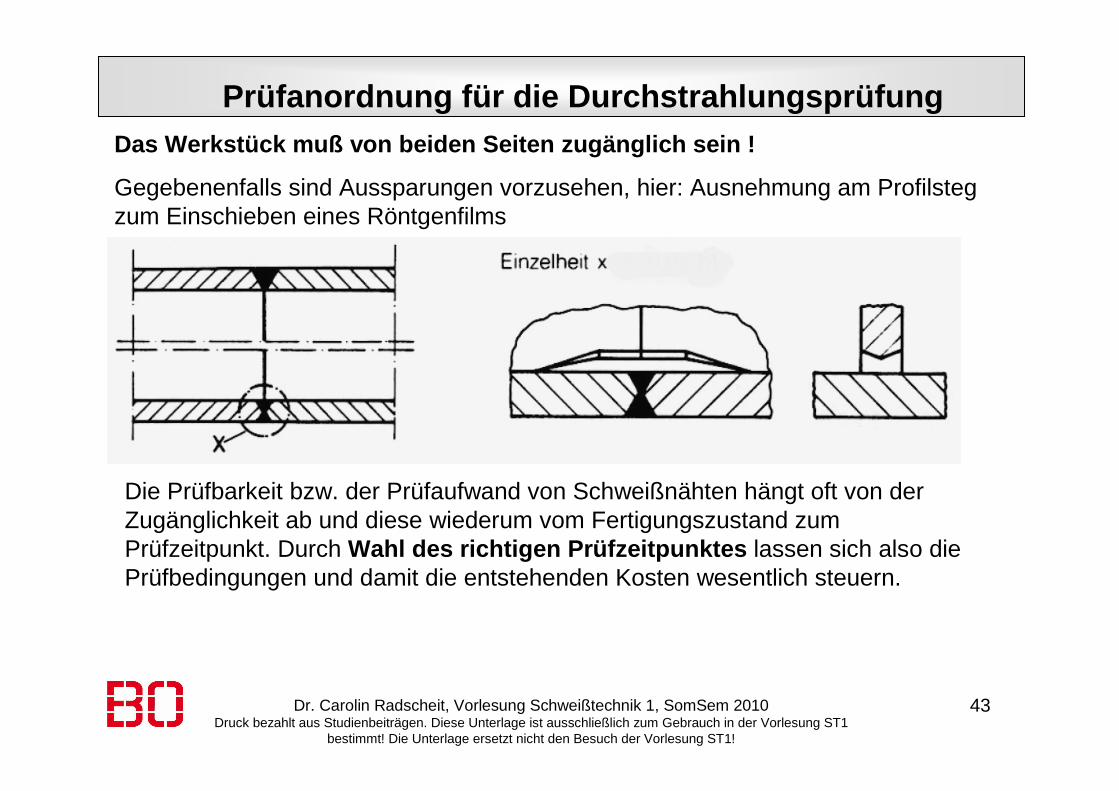
Das Werkstück muß von beiden Seiten zugänglich sein !
Gegebenenfalls sind Aussparungen vorzusehen, hier: Ausnehmung am Profilsteg zum Einschieben eines Röntgenfilms
Die Prüfbarkeit bzw. der Prüfaufwand von Schweißnähten hängt oft von der Zugänglichkeit ab und diese wiederum vom Fertigungszustand zum Prüfzeitpunkt. Durch Wahl des richtigen Prüfzeitpunktes lassen sich also die Prüfbedingungen und damit die entstehenden Kosten wesentlich steuern.
Prüfanordnung für die Durchstrahlungsprüfung

44Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Bleche : Aufnahmeanordnung für ebene Schweißnähte und einwandige Durchstrahlung
S = StrahlquelleF = Bildschicht (Film)f = Abstandt = Blechdickeb = Filmabstand zu Nahtoberseite
Rohranschlüsse: Aufnahmeanordnung für einwandige Durchstrahlung gekrümmter Prüfgegenstände
Prüfanordnungen für die Durchstrahlungsprüfung
45Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
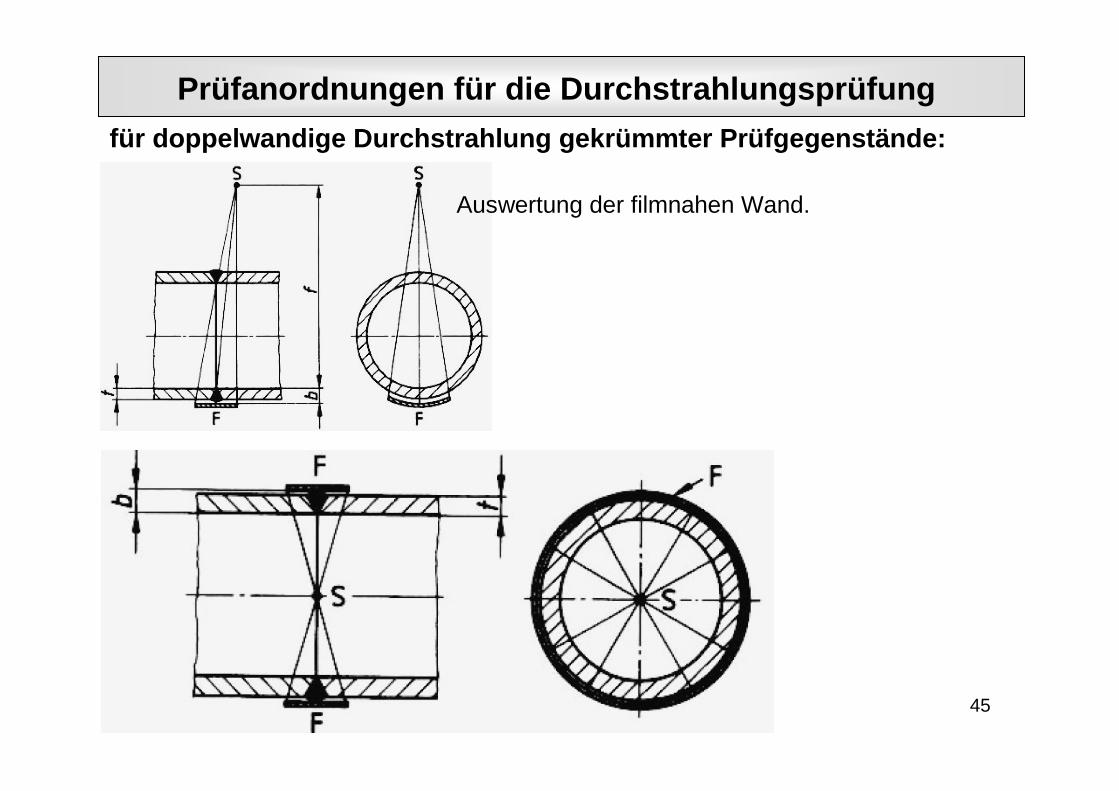
für doppelwandige Durchstrahlung gekrümmter Prüfgegens tände:
Auswertung der filmnahen Wand.
Prüfanordnungen für die Durchstrahlungsprüfung

46Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
für doppelwandige Durchstrahlung gekrümmter Prüfgegens tände -Doppelbildtechnik:
Ellipsentechnik; Aufnahmeanordnung für doppelwandige Durchstrahlung (Doppelbild) gekrümmter Prüfgegenstände zur Auswertung beider Wände (Strahlquelle und Film außerhalb des Prüfgegenstandes)Rohre Ø < 100 mm, t ≤ 8 mm
Senkrechttechnik; Aufnahmeanordnung für doppelwandige Durchstrahlung (Doppelbild) gekrümmter Prüfgegenstände zur Auswertung beider Wände (Strahlquelle und Film außerhalb des Prüfgegenstandes)Rohre Ø < 100 mm
Prüfanordnungen für die Durchstrahlungsprüfung

47Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Kehlnähte sind wegen der großen Wanddickenunterschiede innerhalb der Prüfzone für die Durchstrahlungsprüfung weniger gut geeignet .
•Dies gilt besonders dann, wenn die Bleche eine große Wanddicke (Stahlbau) besitzen.
•Kleine Fehler können dann nicht mehr aufgelöst werden.
•Bindefehler sind bei den hier gewählten Einstrahlrichtungen ohnehin nicht nachweisbar
•Diese Problematik trifft ebenso auf geschweißte T-Stöße zu.
• Prüfanordnung für Kehlnähte:
Prüfanordnungen für die Durchstrahlungsprüfung
48Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
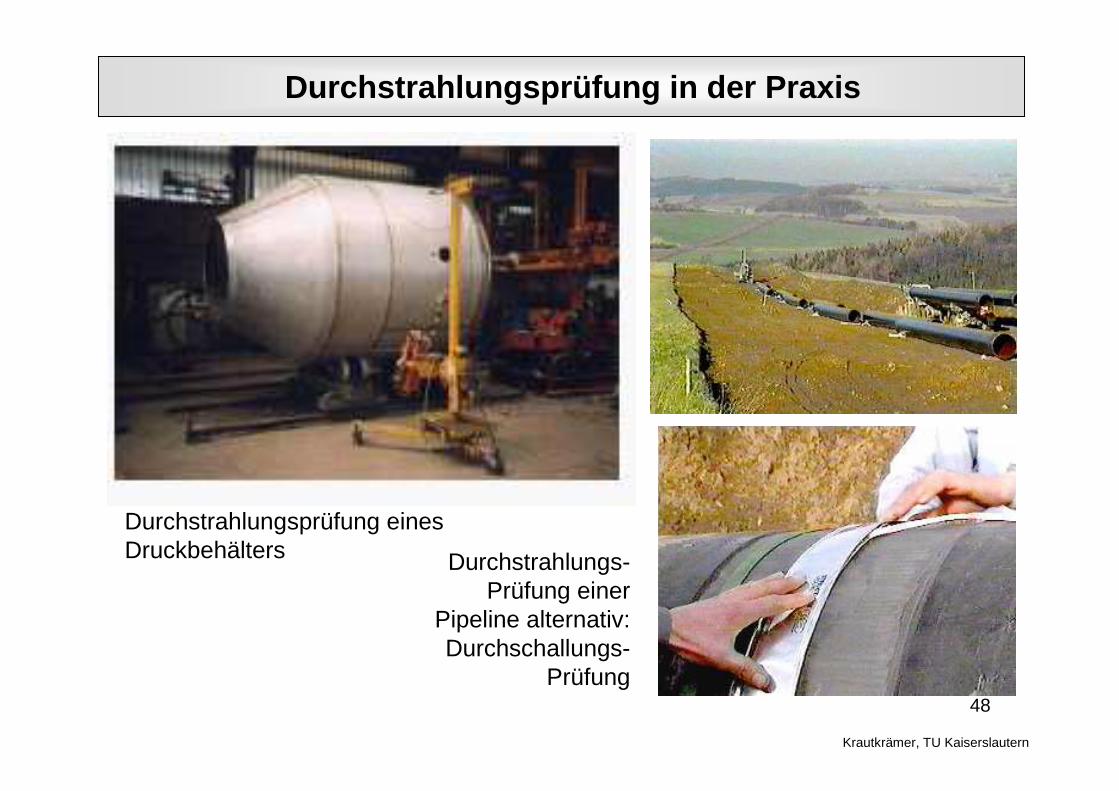
Durchstrahlungsprüfung eines Druckbehälters Durchstrahlungs-
Prüfung einer Pipeline alternativ: Durchschallungs-
Prüfung
Durchstrahlungsprüfung in der Praxis
Krautkrämer, TU Kaiserslautern
49Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
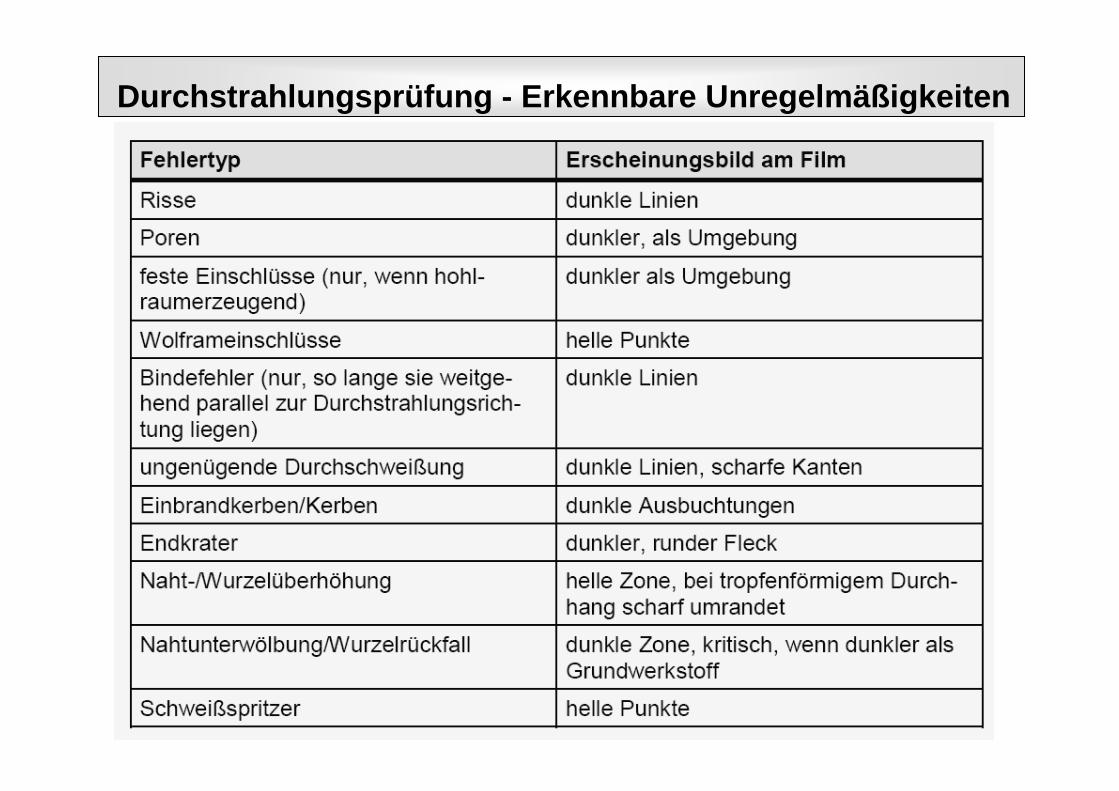
Durchstrahlungsprüfung - Erkennbare Unregelmäßigkeit en

50Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Durchstrahlungsprüfung – Vor- und Nachteile
isaf.tu-clausthal.de
51Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Zerstörungsfreie Prüfverfahren für äußere bzw. ober flächennahe Unregelmäßigkeiten:
* Sichtprüfung* Farbeindringprüfung* Magnetpulverprüfung* Dichtheitsprüfung* Wirbelstromprüfung
•Zerstörungsfreie Prüfverfahren für innere und äußer e Unregelmäßigkeiten:
* Durchstrahlungsprüfung* Ultraschallprüfung
Verfahren der zerstörungsfreien Prüfung
52Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
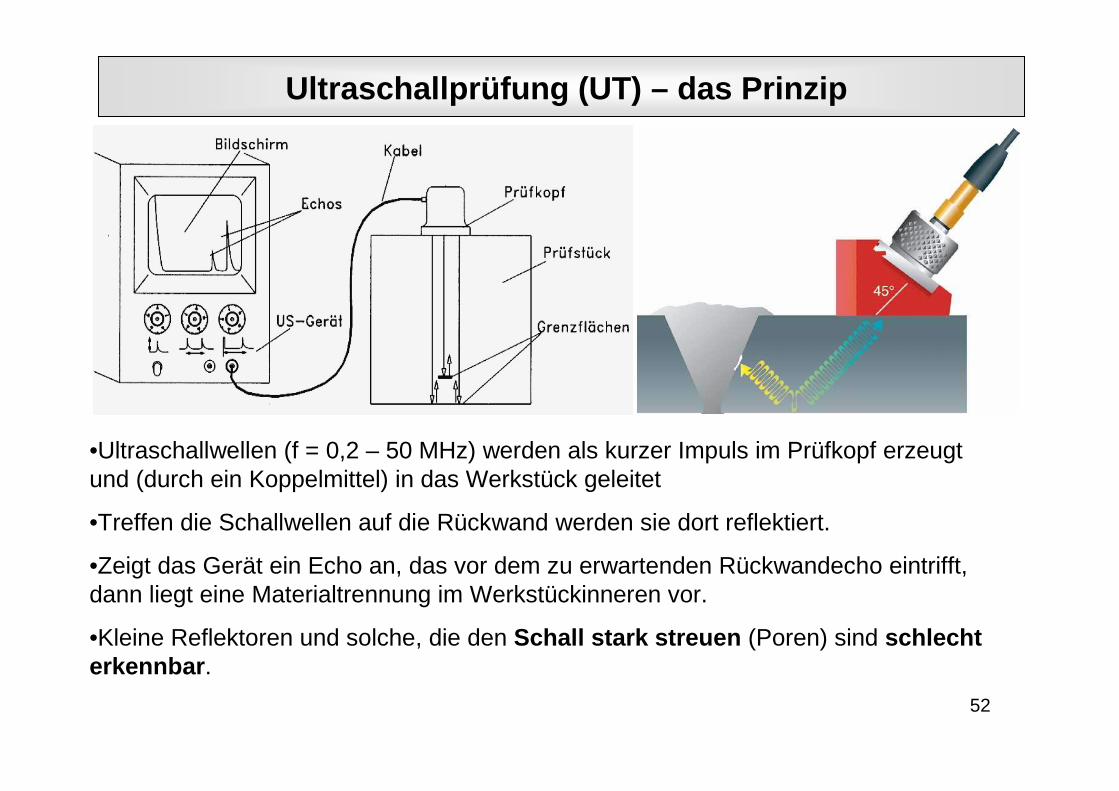
•Ultraschallwellen (f = 0,2 – 50 MHz) werden als kurzer Impuls im Prüfkopf erzeugt und (durch ein Koppelmittel) in das Werkstück geleitet
•Treffen die Schallwellen auf die Rückwand werden sie dort reflektiert.
•Zeigt das Gerät ein Echo an, das vor dem zu erwartenden Rückwandecho eintrifft, dann liegt eine Materialtrennung im Werkstückinneren vor.
•Kleine Reflektoren und solche, die den Schall stark streuen (Poren) sind schlecht erkennbar .
Ultraschallprüfung (UT) – das Prinzip
53Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1! ISF, Uni Stuttgart
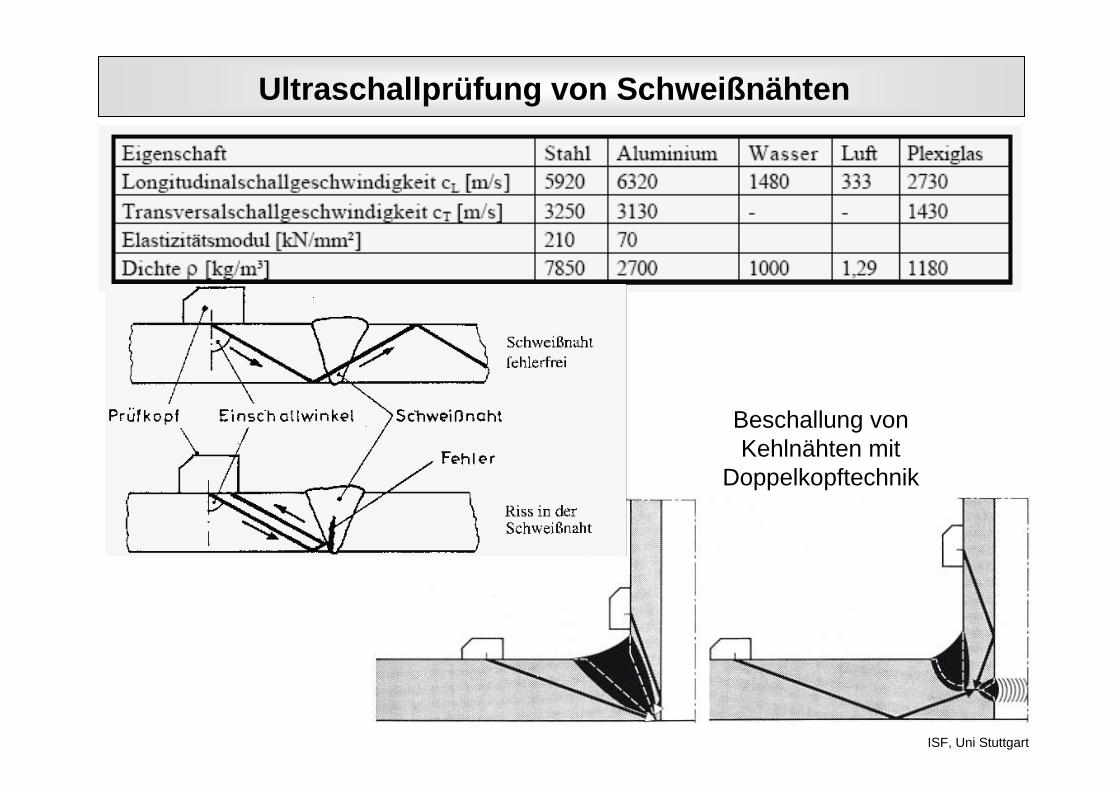
Ultraschallprüfung von Schweißnähten
Beschallung von Kehlnähten mit
Doppelkopftechnik

54Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
• Die Ultraschallprüfung erzeugt kein direktes Abbild des Fehlers, d.h. das Prüfergebnis muß interpretiert werden
•Prüfbare Schweißstöße: Stumpfstoß, Überlappstoß, durchgeschweißte T-Stöße und Rohrabzweigungen, Mindestwanddicke 8 mm (besser: 12 mm) !
• Bei Wanddicken < 10 mm und bei automatischer Prüfung:Verfahrensvariante Tauchtechnik
Ultraschallprüfung von Schweißnähten
55Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Nachweisbare Fehlerarten: - Risse, große Poren, Porenkonfigurationen- größere feste Einschlüsse,- Bindefehler- Ungenügende Durchschweißung- Kerben- Fehler im Grundwerkstoff (Doppelungen etc.) - Terrassenbrüche
Auflösbare Fehlergröße: > 0,2 mm, größer als maximale Korngröße, deshalb sind besonders grobkörnige Werkstoffe, wie Austeniten und Gußeisen nur bedingt prüfbar
Voraussetzungen: - glatte Oberfläche (keine Spritzer etc.)- Wanddicke > 8 mm- neben der Schweißnaht muß bei der Winkelprüfung ausreichend Platz zum Aufsetzen und Verfahren des Prüfkopfes sein (außer Tauchtechnik)
Die Ultraschallprüfung sollte nur von qualifizierte n Prüfern durchgeführt werden !
Ultraschallprüfung von Schweißnähten
56Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
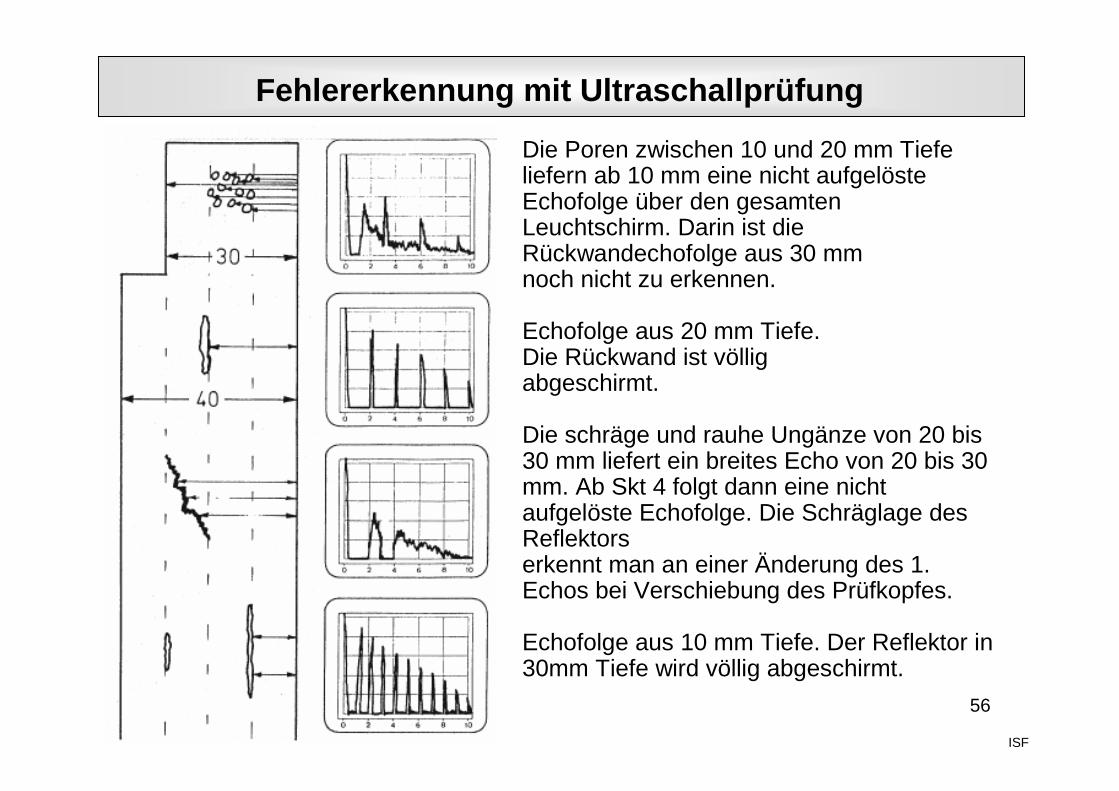
Fehlererkennung mit Ultraschallprüfung
Die Poren zwischen 10 und 20 mm Tiefe liefern ab 10 mm eine nicht aufgelöste Echofolge über den gesamtenLeuchtschirm. Darin ist die Rückwandechofolge aus 30 mmnoch nicht zu erkennen.
Echofolge aus 20 mm Tiefe.Die Rückwand ist völligabgeschirmt.
Die schräge und rauhe Ungänze von 20 bis 30 mm liefert ein breites Echo von 20 bis 30 mm. Ab Skt 4 folgt dann eine nicht aufgelöste Echofolge. Die Schräglage des Reflektorserkennt man an einer Änderung des 1. Echos bei Verschiebung des Prüfkopfes.
Echofolge aus 10 mm Tiefe. Der Reflektor in 30mm Tiefe wird völlig abgeschirmt.
ISF
57Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
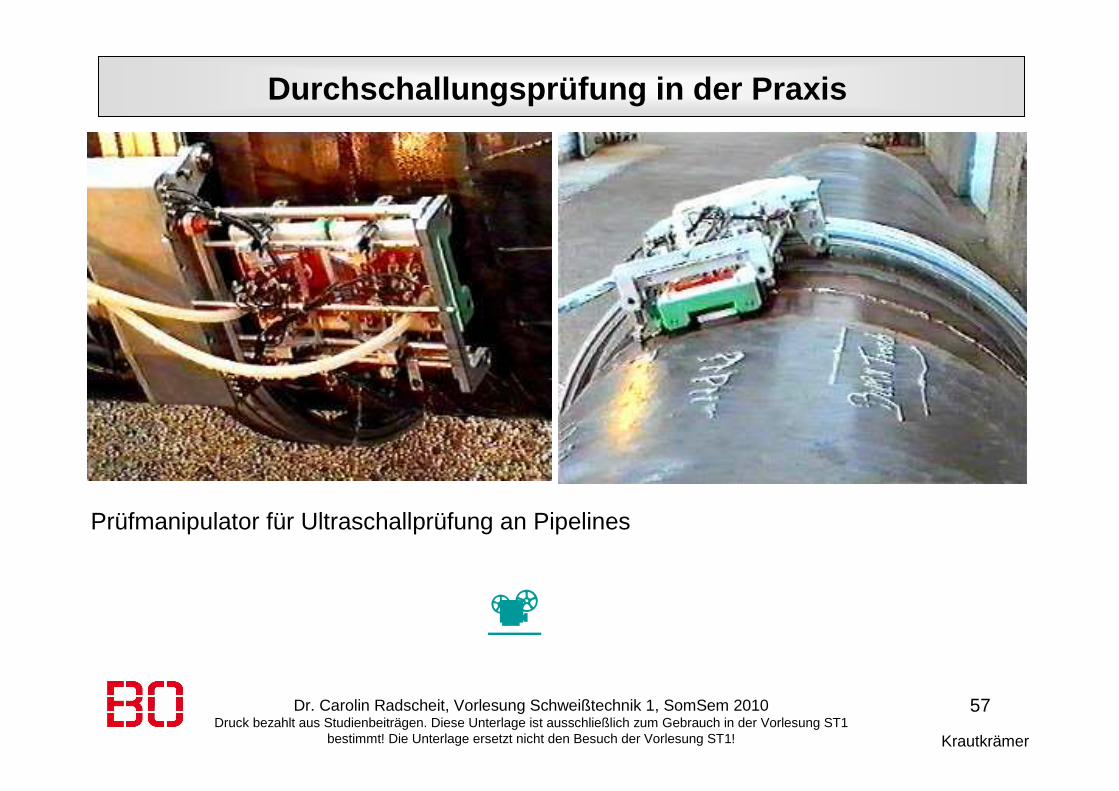
Prüfmanipulator für Ultraschallprüfung an Pipelines
Krautkrämer
Durchschallungsprüfung in der Praxis
�
58Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
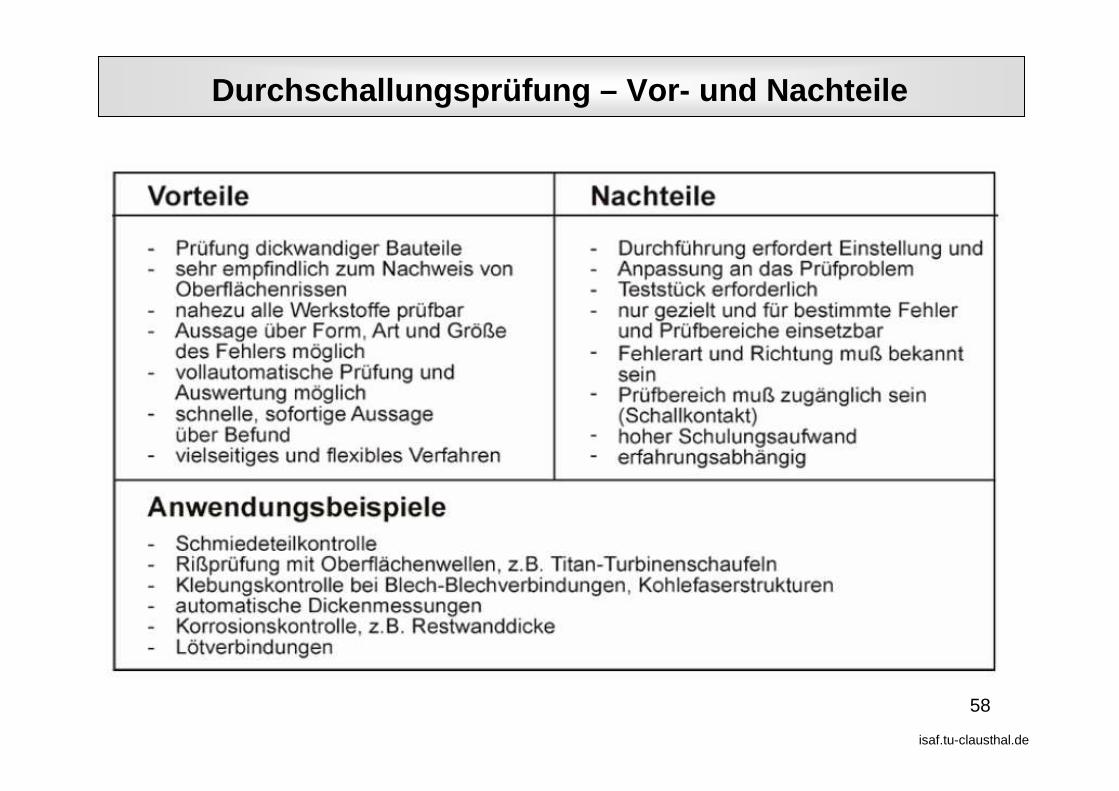
Durchschallungsprüfung – Vor- und Nachteile
isaf.tu-clausthal.de

59Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
⇒ Zugänglichkeit ermöglichen
⇒ Sichtkontrolle an riß- und korrosionsgefährdeter Stellen ermöglichen
⇒ besonders Schweißnähte müssen prüfbar sein (Röntgenprüfung,Farbeindringprüfung)
⇒ verdeckte Schweißnähte vermeiden
Forderungen an prüfgerechte Konstruktion
Keine verdeckten
Schweißnähte
Mindest-abstandca. 3 x s
Geschliffen für US-Prüfung
Prof. L. Dorn
Mindestprüf-abstand
beachten
60Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
•Beobachtungsschwelle: => Anzeige wird ausgewertet
•Registrierschwelle: => Anzeige wird aufgezeichnet
•Zulässigkeitsgrenze: => Anzeige / Bauteil wird verworfen
Prüfzeitpunkt : In der Regel gelten die Prüfungen für fertiggestellte SchweißkonstruktionenIm Regelfall nach der letzten Wärmebehandlung , bei Werkstoffen, die zu Wasserstoffrißbildung neigen ist die Gefährdungszeit (Tage bis Wochen!) zu beachten !
Prüfpersonal: Personal, das zerstörungsfreie Prüfungen durchführt und die Ergebnisse für eine Endabnahme bewertet, muß nach EN 473 (Gültigkeitsdauer = 5 Jahre) oder vergleichbarem qualifiziert sein.
Bewertung des Befundes der zerstörungsfreien Prüfve rfahren
61Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
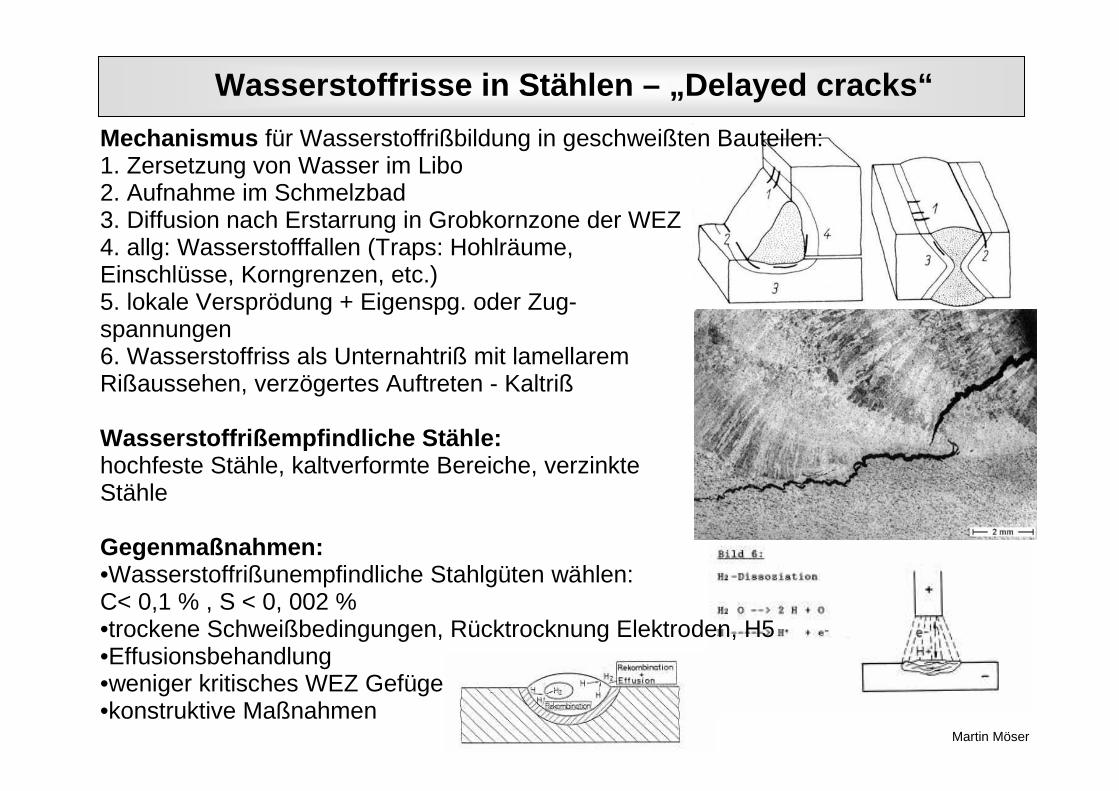
Wasserstoffrisse in Stählen – „Delayed cracks“
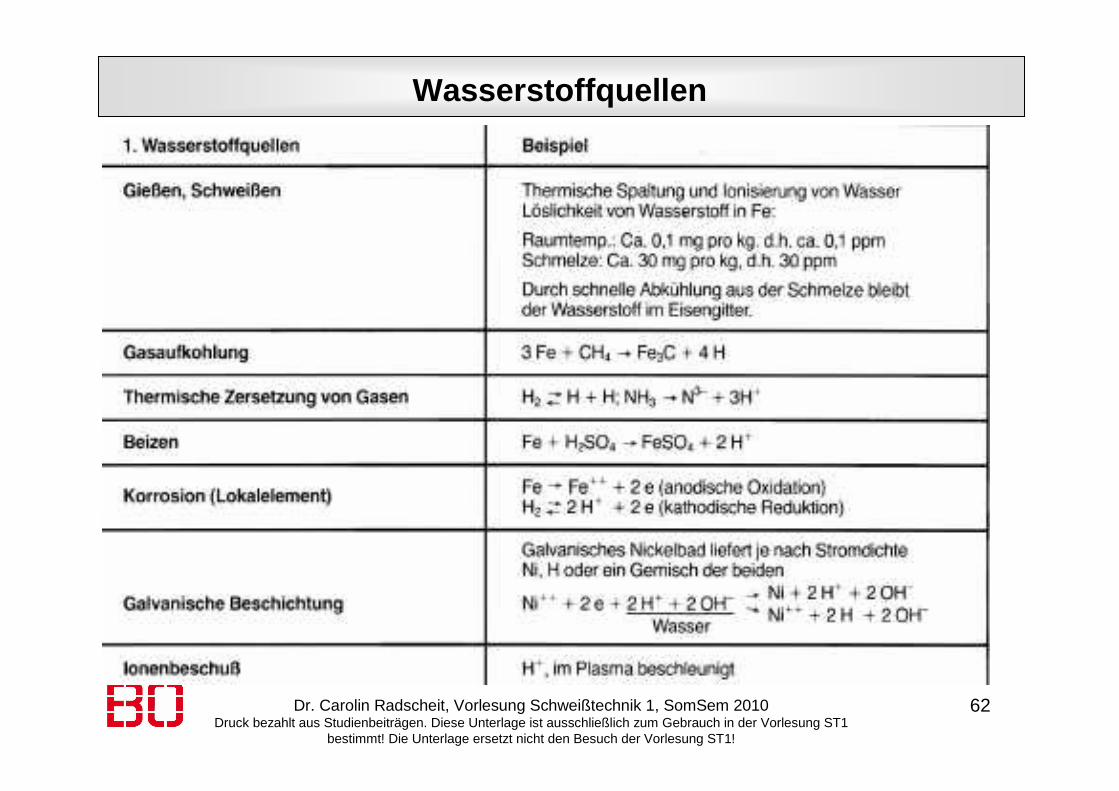
Mechanismus für Wasserstoffrißbildung in geschweißten Bauteilen:1. Zersetzung von Wasser im Libo2. Aufnahme im Schmelzbad3. Diffusion nach Erstarrung in Grobkornzone der WEZ4. allg: Wasserstofffallen (Traps: Hohlräume, Einschlüsse, Korngrenzen, etc.)5. lokale Versprödung + Eigenspg. oder Zug-spannungen6. Wasserstoffriss als Unternahtriß mit lamellarem Rißaussehen, verzögertes Auftreten - Kaltriß
Wasserstoffrißempfindliche Stähle:hochfeste Stähle, kaltverformte Bereiche, verzinkte Stähle
Gegenmaßnahmen:•Wasserstoffrißunempfindliche Stahlgüten wählen: C< 0,1 % , S < 0, 002 %•trockene Schweißbedingungen, Rücktrocknung Elektroden, H5•Effusionsbehandlung•weniger kritisches WEZ Gefüge•konstruktive Maßnahmen
Martin Möser
62Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Wasserstoffquellen

63Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Wasserstoffrißbildung – die Drucktheorie
In den Hohlräumen des Stahlgefüges reichert sich molekularer Wasserstoff an und entwickelt Druck und damit Spannungen
Fischauge
64Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
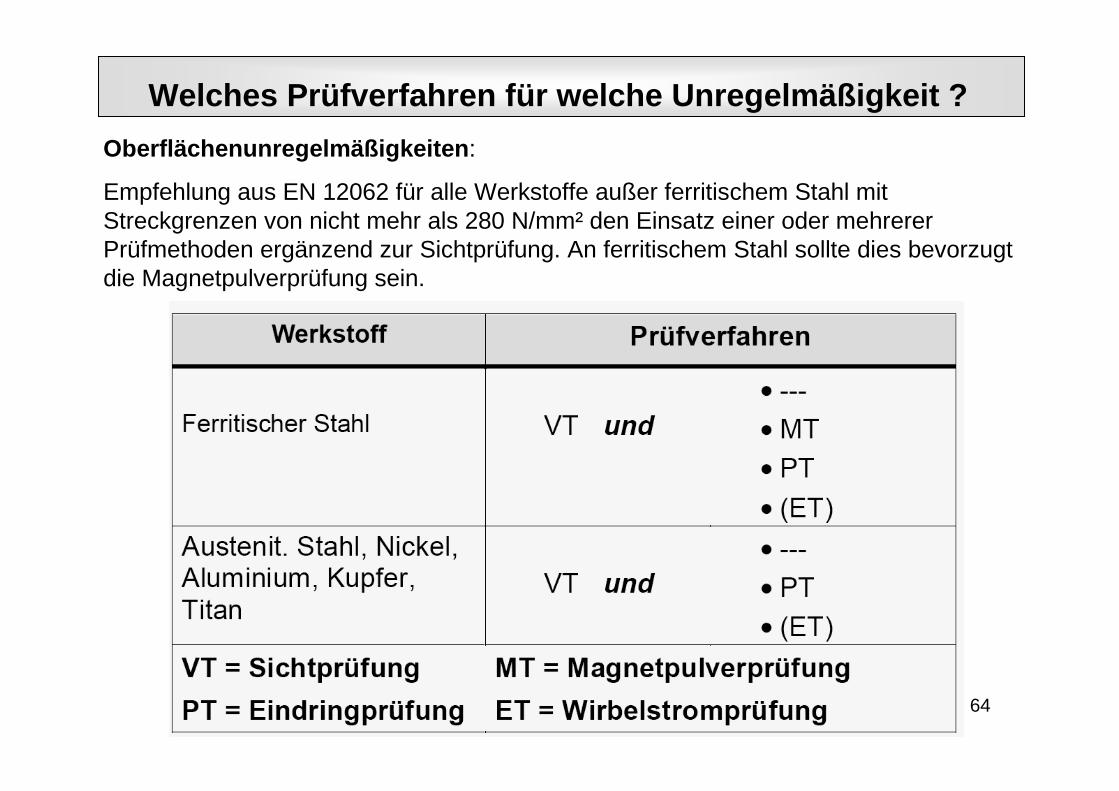
Oberflächenunregelmäßigkeiten :
Empfehlung aus EN 12062 für alle Werkstoffe außer ferritischem Stahl mit Streckgrenzen von nicht mehr als 280 N/mm² den Einsatz einer oder mehrerer Prüfmethoden ergänzend zur Sichtprüfung. An ferritischem Stahl sollte dies bevorzugt die Magnetpulverprüfung sein.
Welches Prüfverfahren für welche Unregelmäßigkeit ?
65Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
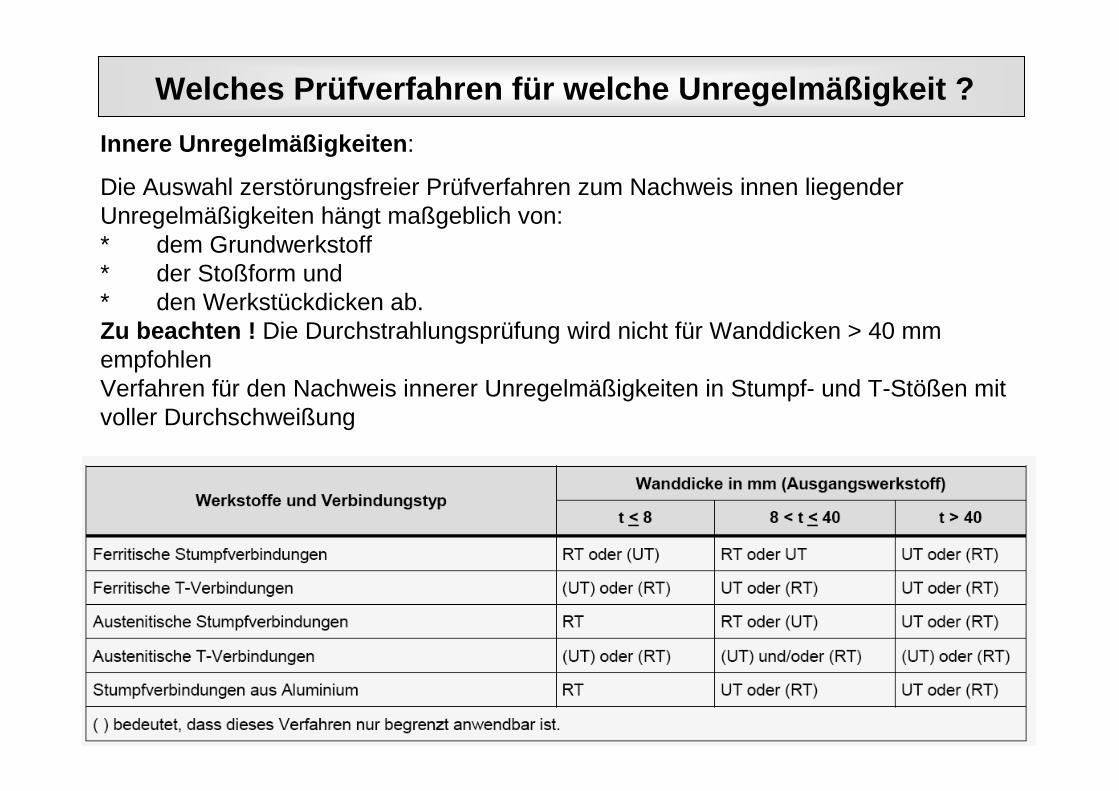
Innere Unregelmäßigkeiten :
Die Auswahl zerstörungsfreier Prüfverfahren zum Nachweis innen liegender Unregelmäßigkeiten hängt maßgeblich von:* dem Grundwerkstoff* der Stoßform und * den Werkstückdicken ab.Zu beachten ! Die Durchstrahlungsprüfung wird nicht für Wanddicken > 40 mm empfohlen Verfahren für den Nachweis innerer Unregelmäßigkeiten in Stumpf- und T-Stößen mit voller Durchschweißung
Welches Prüfverfahren für welche Unregelmäßigkeit ?

66Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Beispiele für prüfgerechte Konstruktion
• Bauteile sind hinsichtlich der Betriebssicherheit auf deren äußeren und inneren Fehlerbefund zu untersuchen.
• Der Fehlernachweis ist bereits während der Auslegungsphase zu berücksichtigen und die Konstruktion prüfgerecht herzustellen, um die erforderlichen zerstörungsfreien Prüfungen zu ermöglichen.
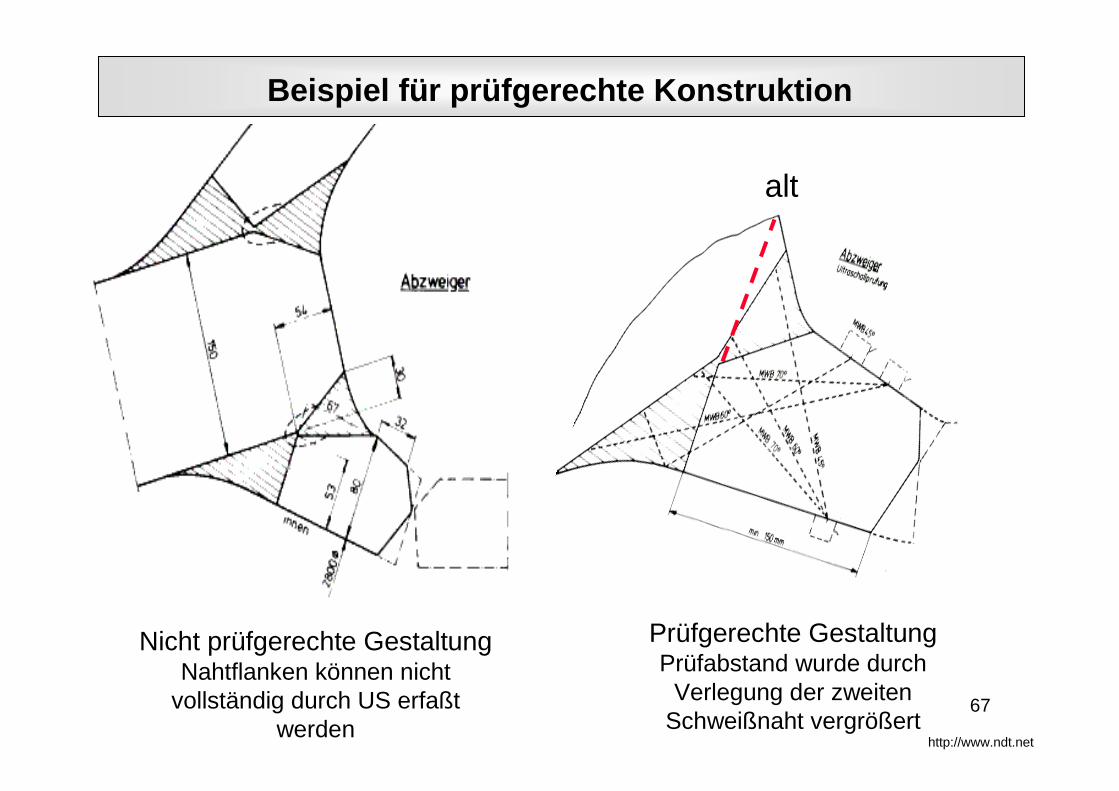
Als Beispiel einer prüfgerechten Konstruktion: Verbindungsschweißung einer Sichel einer Rohrverzweigung
• Zuerst: vollständige Erfassung des Schweißnahtvolumens bei der Ultraschallprüfung, insbesondere der Nahtflanken nicht möglich
• Maßnahme: Verlegung der Rundnaht=> schweißtechnisch günstiger => Vorraussetzung für einwandfreie Ultraschallprüfung
• Die verschiedenen Einschallpositionen und -winkel benötigen in diesem Fall einen Abstand der nächsten Naht ohne schroffen Übergang von mindestens 150 mm
67Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Beispiel für prüfgerechte Konstruktion
Nicht prüfgerechte GestaltungNahtflanken können nicht
vollständig durch US erfaßtwerden
Prüfgerechte GestaltungPrüfabstand wurde durch
Verlegung der zweiten Schweißnaht vergrößert
http://www.ndt.net
alt

68Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
EN 473, Teil 1 – 4: Qualifizierung und Zertifizierung von Personal für die zerstörungsfreie Prüfung
EN 970: Durchführung der Sichtprüfung an Schweißnähten
EN 25817: Bewertung der Sichtprüfung an Schweißnähten
EN 571-1 (künftig: EN ISO 3452-1): Durchführung der Farbeindringprüfung an Schweißnähten
DIN EN 1289: Bewertung der Eindringprüfung an Schweißnähten
DIN EN 1435: Durchführung der Durchstrahlungsprüfung von Schweißnähten
DIN EN 12517: Bewertung von Durchstrahlungsprüfungen von Schweißnähten
EN 12062: Zerstörungsfreie Prüfung von Schweißverbindungen; Allgemeine Regeln für metallische Werkstoffe
Vorschriften und Regeln für die zerstörungsfreie Prüfung - Auswahl
69Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
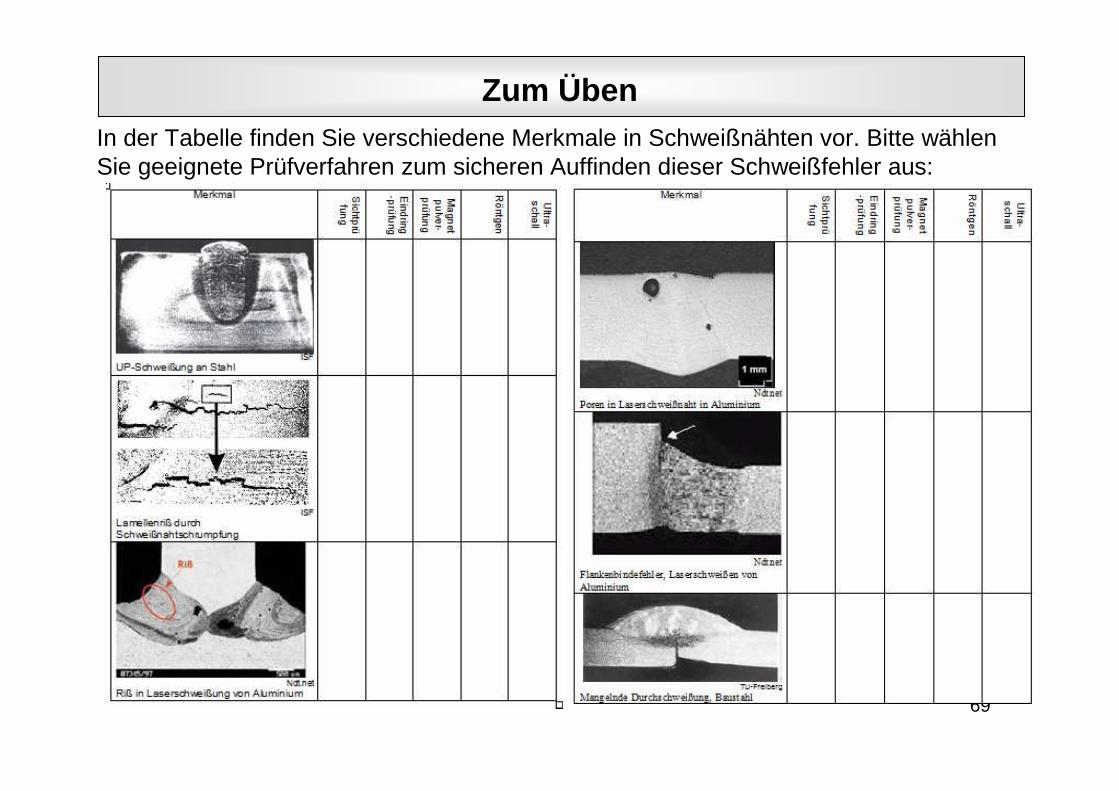
Zum ÜbenIn der Tabelle finden Sie verschiedene Merkmale in Schweißnähten vor. Bitte wählen Sie geeignete Prüfverfahren zum sicheren Auffinden dieser Schweißfehler aus:
70Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Heute war wichtig:
• Möglichkeiten und Grenzen der einzelnen Prüfverfahren- Werkstoff
- Merkmalsart
- Werkstückdicke- Dokumentation
- Randbedingungen
• Nicht nur schweißgerecht auch prüfgerecht konstruieren!!!
Interessante Links zum Selbststudium:http://www.isaf.tu-clausthal.de/fileadmin/homes/dat_skripte/ISAF_ZF_Schweissnahtpruefung.pdhttp://www.wissensfloater.def
Viel Erfolg bei Ihren Prüfungen!

71Dr. Carolin Radscheit, Vorlesung Schweißtechnik 1, SomSem 2010Druck bezahlt aus Studienbeiträgen. Diese Unterlage ist ausschließlich zum Gebrauch in der Vorlesung ST1
bestimmt! Die Unterlage ersetzt nicht den Besuch der Vorlesung ST1!
Der Freizeit-Tipp ☺☺☺☺
16.9.2010, 17:30 Uhr Vortrag: „Wirtschaftlicher Einsatz höherfester Feinkornstähl e mit praktischen Anwendungsfällen“BZ Gelsenkirchen, Uechtingstraße 70, 45881 GelsenkirchenVeranstalter DVS-Gelsenkirchen
18.11.2010, 17:30 UhrVortrag: „MSG-Löten in der Karosseriereparatur in Theorie un d Praxis“BZ Gelsenkirchen, Uechtingstraße 70, 45881 GelsenkirchenVeranstalter DVS-Gelsenkirchen