15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg · 15.02.2011 von 09:00 Uhr – 17:00...
39
Leitprojekt CFK Rumpf NG 15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg Abschlussworkshop CFK-Rumpf NG Produktionsprozessbeschleunigung durch neue Technologien mit erhöhter Flexibilität und Genauigkeit Dr. M. Kleineberg, T. Ströhlein, M. Danilov, S. Niemann, M. Opitz
Transcript of 15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg · 15.02.2011 von 09:00 Uhr – 17:00...

Leitprojekt CFK Rumpf NG
15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg
Abschlussworkshop CFK-Rumpf NG
Produktionsprozessbeschleunigung durch neue Technologien mit erhöhter Flexibilität und Genauigkeit
Dr. M. Kleineberg, T. Ströhlein, M. Danilov, S. Niemann, M. Opitz

Leitprojekt CFK Rumpf NG 2
Einleitung
Forschungsperspektive für das Projekt CFK-Rumpf NG:Weitgehend konventionelle Kurz- und Mittelstreckenkonfiguration
Als besondere Herausforderung wurden folgende Aspekte identifiziert:
Darstellung einer Produktionsrate (PR) von 40 Flugzeugen pro Monat
Minimierung der Recurring (RC) und Non-Recurring Cost (NRC)
Sources: AIRBUS, BOEING, NASA
B737-300 B747-400
B787
A300 A310-200
A320 A340-300A340-600
A380
MD80B757 B767 MD90
B777
A400M
A350 XWB
0%
10%
20%
30%
40%
50%
60%
1970 1975 1980 1985 1990 1995 2000 2005 2010 2015Year of First Fight
Shar
e of
Com
posi
te C
ompo
nent
s
A350XWB
B787
Ersatz der „Single Aisle“Modellreihenab 2018 erwartet

Leitprojekt CFK Rumpf NG 3
Einleitung
Forschungsansatz: Analyse der Fertigungsprozesskette für typische CFK Rumpfbauteile
Rohmaterial
Faser
Faser+Matrix
Lagenaufbau
Preforming
HotformingOptimierungsspotential:
Schnelle BinderaktivierungVorteil: PR
Aktivierung dicker LagenaufbautenVorteil: PR, RC
Optimierungsspotential:
Schnelle Erwärmung und AbkühlungVorteil: PR, RC
MultifunktionaleFormwerkzeugeVorteil: NRC
LCM
PREPREG
Prozessierung
Harzinfusion + Härtung
Härtung
14%
40%20%
1%
25%
(26 Parts)
Prozessierung
Harzinfusion + Härtung
Härtung
14%
40%20%
1%
25%
(26 Parts)
Prozessierung
Harzinfusion + Härtung
Härtung

Leitprojekt CFK Rumpf NG 4
Einleitung
Ergebnis der Technologieanalyse:
Elektromagnetische Strahlung kann berührungslos, selektiv und verzögerungsfrei zur volumetrischen Erwärmung genutzt werden
Im Rahmen von CFK-Rumpf NG untersuchte Frequenzbereiche:
Induktion (8-30 kHz)Mikrowelle (2,4 GHz)
Durch formvariable Formwerkzeuge kann die Auslastung erhöht werden (Investitionsabschreibung), es können Anschlussmaße feinjustiert werden und es gibt Vorteile in der Fertigungslogistik
Im Rahmen CFK-Rumpf NG untersuchte Formwerkzeuge:
Einfach/zweifach gekrümmte und modulare Formwerkzeuge

Leitprojekt CFK Rumpf NG
15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg
Abschlussworkshop CFK-Rumpf NG
Forschungsthema – Induktionsgestütztes Preforming Steffen Niemann, Tobias Ströhlein
Leitprojekt CFK Rumpf NG 6
Einleitung
Problemstellung
Infusionsverfahren können bei geeigneten Anwendungen bedingt durch günstigere Halbzeuge wesentlich wirtschaftlicher sein
ABER: Verarbeitung der trockenen Halbzeuge zu reproduzierbaren Preforms mit Stand-der-Technik Binder und Nähtechnik ist zeitaufwändig bzw. technisch aufwändig für 3D Aufgaben
LÖSUNG: Kontrollierte Aktivierung schmelzbarer Binderkomponenten über starke elektromagnetische Felder

Leitprojekt CFK Rumpf NG 7
Das Prinzip der InduktionWechselstrom
Elektro- magnetisches
Feld
Preform
Induktor
Pyrometer
Prinzip des induktiven PreformingEine von Wechselstrom durchflossene Spule sendet ein elektro-magnetisches Wechselfeld aus (Induktor).Die Faserpreform wird diesem Wechselfeld ausgesetzt.Drei Effekte bewirken unterschiedlich stark die Erwärmung des elektrisch leitenden Fasermaterials.Indirekt wird über die Erwärmung der Fasern ein thermoplastartiger Binder aufgeschmolzen, der nach dem Abkühlen die Faserlagen miteinander verbindet.
Abb.: Wikipedia

Leitprojekt CFK Rumpf NG 8
Untersuchung/Methodik
StrategieUntersuchung der Erwärmungsmechanismen
Analyse der Energieeinkopplung in Standard-LaminataufbautenVariation von verschiedenen Preformparametern (Lagenorientierung, Lagenanzahl, Halbzeugart, Kompaktierungsart, etc.)Vergleich der induktiven Erwärmung mit Stand-der-Technik Technologien (Drapiereisen, Ofen)Nachweis der Nichtschädigung von Faser und Schlichte

Leitprojekt CFK Rumpf NG 9
Untersuchung/Methodik
Einsatz und Erprobung der Technologie inrepräsentativen Industrieanwendungen
Einsatz der induktiven Erwärmung über handgeführte Induktoren(zur lokalen Erwärmung, lagenweiser Aufbau einer Preform, etc.)
temperaturgesteuerte Erwärmung mittels Messung der Oberflächentemperatur
Einsatz eines anlagengesteuerten Induktors
Verfahren des Induktors und integrierte Induktionsregelung mittels Oberflächentemperaturmessung

Leitprojekt CFK Rumpf NG 10
Untersuchung/Methodik
Einsatz und Erprobung der Technologie anbeispielhaften Industrieanwendungen
Betrieb eines Induktors als Endeffekttor an einem Mehrachsroboter
Robotergeführt und temperaturgesteuert über Oberflächentemperatur-Messung
Integration der induktiven Erwärmung in eine kontinuierliche Preformanlage
kontinuierliche Herstellung von MAG- Faserpreforms inklusive Materialspeicherung, Zuführung, Umformung und Konsolidierung
Automatisierte Preform Prototypenanlage

Leitprojekt CFK Rumpf NG 11
Ergebnisse
Vergleich von konventioneller undinduktiver Erwärmung
Aufheizraten von 40 K/sec können erreicht werdenMehrere Faserlagen können in einem Schritt erwärmt werdenErhebliche Produktivitätssteigerungen möglich
Nachweis der Nichtschädigung der Schlichte und Fasern
mittels REM – erfolgtmittels mechanischer Kennwerte – erfolgt
V3.11 - dynamic - 15 plies24 kHz - 500‰ - 30 mm/sec
0
20
40
60
80
100
120
0 5 10 15 20
Time/sec
Tem
pera
ture
/°C
50 mm100 mm150 mm200 mm250 mm300 mm
Measurements in last ply
distance

Leitprojekt CFK Rumpf NG 12
Ergebnisse
Vergleich der Ergebnisse mit den Zielen
Induktive Erwärmung von Faserpreforms bis zu 10 mm Dicke und 2 m/min in einem Arbeitsgang
Induktion ist prädestiniert zur Erwärmung von trockenen Kohlenstofffaserhalbzeugen, da:
Hohe EnergieeffizienzEnorme Anpassbarkeit der Induktoren an AnwendungenExzellente Steuerbarkeit des Energieeintragshohe Arbeitssicherheit

Leitprojekt CFK Rumpf NG 13
Zusammenfassung
Ergebnisse in Stichworten
Preformqualitätssteigerung durch hohe Reproduzierbarkeit
Kostenreduktion durch kurze Belegzeiten und niedrige Anlagenkosten
Produktivitätssteigerung durch verzögerungsfreie Einkopplung
Sicherheitssteigerung durch unkritische Anlagentechnik

Leitprojekt CFK Rumpf NG 14
Ausblick
Technologische Erweiterungsmöglichkeiten
Spezialisierte Spulen mit angepasster Kühlung vergrößern das AnwendungsspektrumUntersuchung von höherfrequenten Wechselfeldern ermöglicht eine gezielt selektive Einkopplung z.B. in PartikelPartielle Preformfixierungen lassen sich effizient mit sequentiellen Preformanlagen kombinieren
Anwendungsbezogene Erweiterungsmöglichkeiten
Die Induktion lässt sich zur kontrollierten Heizung von Formen, Formkernen oder gezielt von ferromagnetischen Oberflächen einsetzen

Leitprojekt CFK Rumpf NG 15
ForschungsteamExperte für InduktionstechnikTobias StröhleinTel.: 0531/[email protected]
Experte für AutomatisierungstechnikSteffen NiemannTel.: 0531/[email protected]
2. Platz JEC Award 2008

Leitprojekt CFK Rumpf NG
15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg
Abschlussworkshop CFK-Rumpf NG
Forschungsthema – Mikrowellenprozessierung Maksim Danilov, Philipp Hilmer

Leitprojekt CFK Rumpf NG 17
Einleitung
Problemstellung
Mehr als 90% der Energie geht in die Heizung der Vorrichtungen und nicht wie eigentlich beabsichtigt in die Vernetzungsreaktion. Aufgrund der Möglichkeit zur selektiven, volumetrischen Erwärmung sollte der Einsatz der Mikrowellentechnik eine erhebliche Verbesserung der Energieeffizienz ermöglichen
Luftfahrttypische Polymerisationsprozesse basieren auf der konvek- tiven Erwärmung (Luftzirkulation) in einem Autoklaven oder Ofen. Die Vermeidung eines Mediums zur Energieübertragung sollte eine Verkürzung der Zykluszeiten durch weitgehend trägheitsfreie Wärmeübertragungsmechanismen ermöglichen

Leitprojekt CFK Rumpf NG 18
Das Prinzip der Mikrowelle
Prinzip des MikrowellenprozessierungEin von einem Magnetron erzeugtes,
hochfrequentes Wechselfeld interagiert selektiv mit verschiedenen Werkstoffen
Flächige Metalle und Werkstoffe mit hoher Leitfähigkeit reflektieren Mikrowellenstrahlung
Amorphe Werkstoffe wie Glass und Keramik sind zumeist durchlässig für Mikrowellenstrahlung
Dipolare Materialien wie Wasser und Epoxidharze werden im Wechselfeld angeregt und somit erwärmt
Mikrowellenenergie kann in Strukturen einkoppeln, die als Antenne wirken.
Transparenz:z.B. Glass, Keramik, diverse Kunststoffe
Reflektion:z.B. Metallbleche, Metallgitter
Absorption:z.B. Wasser, Epoxidharz
Antennenwirkungz.B.Metallgabel,Thermoelemente,Leitfähige Fasern
Leitprojekt CFK Rumpf NG 19
Untersuchung/Methodik
Die Arbeiten sind unterteilt in 3 Arbeitspakete:
Schale versteift/unversteift PrepregEine schwach gekrümmte und ggf. stringerversteifte Schale aus vorimprägniertem Material (Prepreg) sollte mittels Mikrowellentechnik dielektrisch bis zur vollständigen Polymerisation erwärmt werden. Die Herausforderung dabei war der Bau von geeigneten FormwerkzeugenSchale versteift/unversteift LCMNeben der Aushärtung war die Werkzeugauslegung unter Berücksichtigung des Infiltrationsprozesses eine besondere Herausforderung MikrowellenautoklavUm eine zusätzliche Kompaktierung der Lamiante zu ermöglichen, wurde der Mikrowellenautoklav genutzt und auf seine Effizienz hin untersucht

Leitprojekt CFK Rumpf NG 20
Ergebnisse
Arbeitspaket Schale versteift/unversteift Prepreg
Stringer und Schale wurden getrennt voneinander gefertigt, wobei die Fertigungsversuche zufriedenstellend verlaufen sindStringerfertigung:
Es existieren Einschränkungen hinsichtlich des Stringer-Profils. Es wurde keine zufriedenstellende Möglichkeit gefunden T-förmige Stringer herzustellenOmega-Stringer (mit verlorenem Kern aus Rohacell oder mehrfach verwendbarem Kern aus Silikon) lassen sich problemlos fertigen
Folgende Erkenntnisse wurden gewonnen:Herkömmliche metallische Formwerkzeuge sind für die Fertigung im Mikrowellenfeld nach geringfügiger Anpassung geeignet Abb.: Omega-
Stringer

Leitprojekt CFK Rumpf NG 21
Ergebnisse
Arbeitspaket Schale versteift/unversteift LCM
Ein Omega-Stringer wurde auf der ebenen Platte drapiert und fixiert. Beide Komponenten wurden infiltriert und ausgehärtetFolgende Erkenntnisse wurden gewonnen:
Werkzeugintegrierte Harz- und Vakuumleitungen sind am besten geeignetExterne Leitungen, die mit einem Vakuumteller direkt über dem Laminat enden, neigen zur Übertemperierung und setzen die Prozesssicherheit herab
Abb.: Omega-Stringer versteifte Platte, hergestellt mittels LCM-Verfahren
Leitprojekt CFK Rumpf NG 22
Ergebnisse
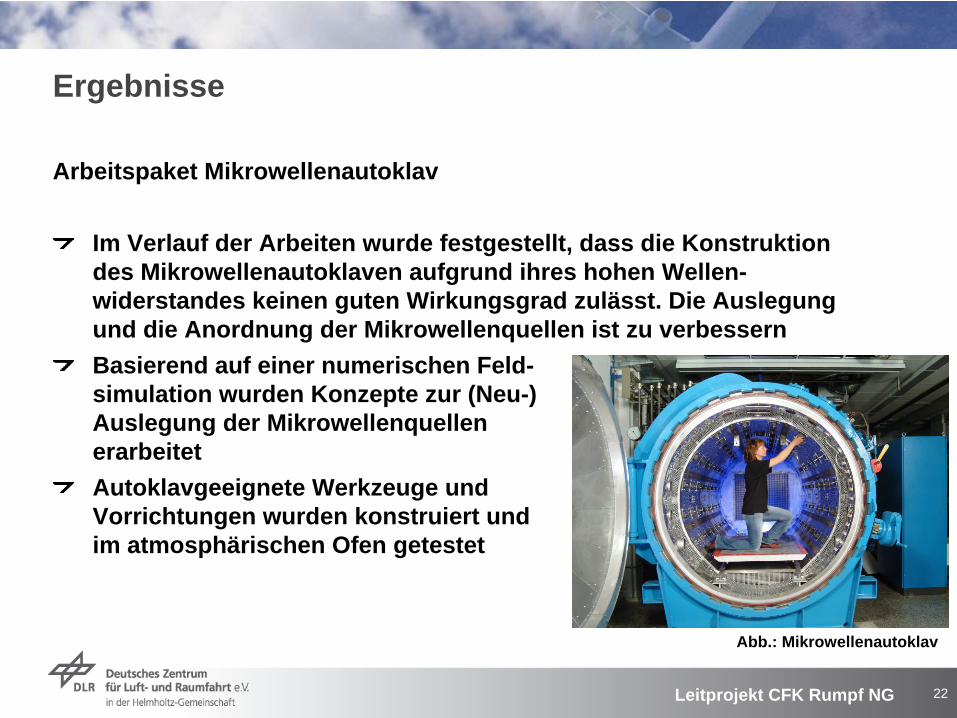
Arbeitspaket Mikrowellenautoklav
Im Verlauf der Arbeiten wurde festgestellt, dass die Konstruktion des Mikrowellenautoklaven aufgrund ihres hohen Wellen- widerstandes keinen guten Wirkungsgrad zulässt. Die Auslegung und die Anordnung der Mikrowellenquellen ist zu verbessernBasierend auf einer numerischen Feld- simulation wurden Konzepte zur (Neu-) Auslegung der Mikrowellenquellen erarbeitetAutoklavgeeignete Werkzeuge und Vorrichtungen wurden konstruiert und im atmosphärischen Ofen getestet
Abb.: Mikrowellenautoklav
Leitprojekt CFK Rumpf NG 23
Zusammenfassung
Prozessierung von repräsentativen CFK Bauteilen nachgewiesen
Richtlinien für metallische und nichtmetallische Formwerkzeuge erarbeitet
Metall und Nichtmetallformwerkzeuge erfolgreich erprobt
Richtlinien für Vakuum- und Harzkanäle erarbeitet
Temperaturüberwachungskonzepte erfolgreich erprobt
Maßnahmen zur Steigerung der energetischen Effizienz erarbeitet

Leitprojekt CFK Rumpf NG 24
Ausblick
Technologische Erweiterungsmöglichkeiten
Verbesserung der energetischen Effizienz durch:Verlustoptimierte Weiterleitung der MikrowellenstrahlungReflexionsarme dielektrische Erwärmung von el. leitfähigen Laminaten
Anwendungsbezogene Erweiterungsmöglichkeiten
Durch die Zugrundelegung einer konkreten Anwendung lassen sich die geometrischen Randbedingungen des Bauteiles mit den mikrowellenspezifischen Anforderungen harmonisieren

Leitprojekt CFK Rumpf NG 25
ForschungsteamExperte für MikrowellentechnikMaksim DanilovTel.: 0531/[email protected]
Experte für MikrowellentechnikPhilipp HilmerTel.: 0531/[email protected]
Abb.: dielektrisch ausgehärtete Schale, Forschungsteam
Leitprojekt CFK Rumpf NG
15.02.2011 von 09:00 Uhr – 17:00 Uhr Golden Tulip Hamburg
Abschlussworkshop CFK-Rumpf NG
Forschungsthema – Flexible Formwerkzeuge Mark Opitz, Markus Kleineberg

Leitprojekt CFK Rumpf NG 27
Einleitung
Problemstellung:
Formwerkzeuge binden einen Großteil der Investitionen zu einer Zeit, wo die finale Geometrie der herzustellenden Bauteile noch Änderungen unterworfen sein kann
Laminat- bzw. prozessabhängige Deformationen werden zum Teil nur unzureichend bei der Formwerkzeugkonstruktion berücksichtigt und können nicht immer nachträglich korrigiert werden.
Der Logistik- und Investitionsaufwand bei der Herstellung und Ver- waltung von Formwerkzeugen für Komponenten mit großer Stückzahl und geringen geometrischen Abweichungen ist enorm hoch.
Durch die ständige Zyklierung können sich Formwerkzeuge geometrisch verändern

Leitprojekt CFK Rumpf NG 28
Das Prinzip flexibler Formwerkzeuge
Flexibilität von FormwerkzeugenGlobale Flexibilität kann durch
Verformung mithilfe von Aktuatoren im elastischen Bereich erreicht werden. Es ist sinnvoll eindimensionale und zweidimensionale Verformungen zu unterscheiden
Lokale Flexibilität kann durch eine Variation von Formkernen erreicht werden
Durch modulare Basiswerkzeuge können sowohl globale als auch lokale Formwerkzeugvarianten gebildet werden
Foto: Airbus Family Day
Typ. Bauteile:Stringerversteifte Schalen undSpantsegmente

Leitprojekt CFK Rumpf NG 29
Untersuchung/Methodik
Die Arbeiten sind in 3 Bereiche unterteilt:
Formvariable einfach und zweifach gekrümmte FormwerkzeugeFEM Untersuchung unterschiedlicher AktuatorkonfigurationenErarbeitung von Aktuatorkonzepten zur kontrollierten VerformungErprobung der Konzepte an flexiblen Prototypenformwerkzeugen
Elastische FormkerneFür die flexiblen Prototypenformwerkzeugen wurden geeignete Kernkonzepte mit angepasster Flexibilität entwickelt
Modulare BasisformwerkzeugeAls größte Herausforderung bei den modularen Basisformwerk- zeugen wurden prozesssichere Dichtungskonzepte identifiziert

Leitprojekt CFK Rumpf NG 30
Ergebnisse
Untersuchungen zur Konfiguration von Aktuatoren
Die eindimensionale Verformung eines ebenen Formwerkzeug ist problemlos möglich
Die Analyse der Bauteilelastizität von Omega- Stringern ergab, das die Geometrieabweichungen (im mm Bereich), aus der diskreten Anzahl von Aktuatoren, unerheblich sindDie ermittelten Kräfte sind gering und bei typischen Wandstärken sind keine Verstärkungen im Krafteinleitungsbereich erforderlich
Aktuatorkräfte im Bereich von 0,1-2,5kN
7 x 2 Aktuatoren

Leitprojekt CFK Rumpf NG 31
Ergebnisse
Untersuchungen zur Konfiguration von Aktuatoren
Die zweidimensionale Verformung eines ebenen Formwerkzeug ist äußerst komplex da sich die Krümmungen gegenseitig massiv behindern
Bei flächigen Strukturen ist bei größeren Verformungen mit deutlichen Konturabweichungen außerhalb der elastischer Korrekturmöglichkeiten zu rechnen Die ermittelten Kräfte sind hoch und bedingen gesonderte Maßnahmen im Krafteinleitungsbereich Ansätze mit elastisch gekoppelten Flächenelementen und verteilter Aktuatorik sind möglicherweise zielführend
Aktuatorkräfte im Bereich von 3-11kN
7 x 4 Aktuatoren
Verteilte, exzentrische „In Plane“ Aktuatorik

Leitprojekt CFK Rumpf NG 32
Ergebnisse
Erprobung flexibler Formwerkzeuge für Omega-Stringer
Flexibles Stringer-FormwerkzeugDie Simulationsergebnisse ließen sich bei den untersuchten Verformungen bestätigenDie prozesstaugliche Aktuatorik war manuell mit entsprechendem Zeitaufwand justierbarDie Temperierung über ein Heizzelt wies zum Teil erhebliche Temperaturabweichungen auf

Leitprojekt CFK Rumpf NG 33
Ergebnisse
Erprobung flexibler Formwerkzeuge für Omega-Stringer/Spante
Elastischer FormkernDie geraden Formkerne aus Hochtemperaturkunststoff konnten der gekrümmten Kontur problemlos folgenDie Kerne haben sich als Prozessstabil erwiesen und zeigten in den Versuchen keine Anzeichen von VerschleißAngusskanäle lassen sich in die Formkerne integrieren

Leitprojekt CFK Rumpf NG 34
Ergebnisse
Untersuchung modularer Basisformwerkzeuge für die Fertigung von Spantfamilien (LCF-Integralspanten)
DichtungskonzepteGeeignete Dichtungsmaterialien für 180°C Prozesse sind verfügbarDerzeit ist der Einsatz von Einwegdichtungen im direkten Infusionsbereich sicherer als der Mehrfacheinsatz von harzkontaminierten Dichtungen. Ein Mehrfacheinsatz scheint aber möglich zu sein.Eine prozesssichere Dichtigkeitsanalyse über das Messen eines Prüfvakuums ist über die gesamte Prozesszeit möglichWenn nicht vermeidbar sind auch T-Stöße von Dichtungen möglich

Leitprojekt CFK Rumpf NG 35
Zusammenfassung
Ebene, lineare flexible Formwerkzeuge sind für die Produktion nutzbar
Doppelt gekrümmte flexible Formwerkzeuge sind problematisch
Multifunktionale flexible Formkernkonzepte wurden erfolgreich erprobt
Prozesssichere Dichtungen für Basisformwerkzeuge wurden entwickelt
Das Prinzip der Prüfvakuummessung minimiert Formwerkzeugrisiken

Leitprojekt CFK Rumpf NG 36
Ausblick
Technologische Erweiterungsmöglichkeiten
Flexible, zweidimensional gekrümmte Formwerkzeuge mit akzeptablen Formabweichungen werden weiterhin untersucht
Dichtungsmaterialien und flexible Kernwerkstoffe, die eine größere Anzahl von Prozesszyklen sicher überstehen sind absehbar
Anwendungsbezogene Erweiterungsmöglichkeiten
Modulare Basisformwerkzeuge für Bauteilfamilien können zu einer Reduktion des Investitionsrisikos beitragen, da eventuell nur noch einzelne Module an neue konstruktive Randbedingungen oder prozessbedingte Deformationen angepasst werden müssen

Leitprojekt CFK Rumpf NG 37
ForschungsteamExperte für FormwerkzeugkonzepteMark OpitzTel.: 0531/[email protected]
Experte für FaserverbundtechnologieMarkus KleinebergTel.: 0531/[email protected]

Leitprojekt CFK Rumpf NG 38
Resümee
Forschungsperspektive für CFK-Rumpf NG:Durch industriestrategische Neuausrichtungen wurde die Priorität der mittelfristigen Entwicklung eines neuen Single Aisle Rumpfes verringert.
Die Forschungsergebnisse aus dem Projekt CFK-Rumpf NG lassen sich allerdings in hohem Maße auf andere Forschungsperspektiven übertragen
Forschungsansatz:Die Entwicklungen zu den aus der Analyse der Prozesskette identifizierten Themen wurden mit unterschiedlichen Reifegraden abgeschlossen.
Die Entwicklungen zum Thema „Induktionsgestütztes Preforming“ und zum Thema „Flexible Formwerkzeuge“ konnten auf ein hohes Niveau der technologischen Reife gebracht werden und stehen für Anwendungen bereit
Die Entwicklungen zum Thema „Mikrowellenprozessierung“ sind sehr viel stärker an eng gefasste Spezifikationen gebunden und daher nicht vergleichbar einfach in eine Anwendung überführbar

Leitprojekt CFK Rumpf NG 39
Resümee
Verwertung der ErgebnisseDie vorgestellten Projekte sind in hohem Maße mit anderen Internationalen (z.B. EU-FP6 und EU-FP7) und nationalen Förderprojekten (z.B. LUFO IV) verlinkt, in denen die jeweiligen Verwertungsperspektiven ausgewiesen wurden.
Weiterführung der AktivitätenDas DLR als Großforschungseinrichtung ist in der Lage, Innovationen bis zu einem TRL von 6 zu begleiten, sofern geeignete Anwendungen und Entwicklungspartner vorhanden sind.
Vielen Dank für Ihre Aufmerksamkeit!






![[1] - ABUS...Mar 21, 2018 · Aktion Medium Legende: 24:00 2:00 4:00 6:00 L 8:00 10:00 12:00 14:00 16:00 18:00 20:00 22:00 24:00 2:00 22:00 Uhr System gekoppelt inaktiv Aktion Medium](https://static.fdokument.com/doc/165x107/6047e18b2ae04d667032c26f/1-abus-mar-21-2018-aktion-medium-legende-2400-200-400-600-l-800.jpg)