216_VW_Lupo_3L_TDI
36
Karosserie – LUPO 3L Konstruktion und Funktion Selbststudienprogramm 216 Service.
description
vw manual
Transcript of 216_VW_Lupo_3L_TDI
-
Karosserie LUPO 3L
Konstruktion und Funktion
Selbststudienprogramm 216
Service.
-
2216_002
NEU AchtungHinweis
Das Selbststudienprogramm
ist kein Reparaturleitfaden!
Prf-, Einstell- und Reparaturanweisungen
entnehmen Sie bitte der dafr vorgesehenen
KD-Literatur.
Die Verwirklichung des 3-Liter-Autos auf der Basis des Lupo setzte vor allen Dingen Innovation und viele neue Fertigungswege und -techniken voraus. Die Weiter- bzw. Neu-entwicklung der Karosserie war ein Meilenstein von vielen, den es dabei zu meistern galt.
Die Karosserie mute in ihren Zielsetzungen mehreren verschiedenen Anforderungen standhalten. Auf der einen Seite standen die konsequente Gewichtsreduzierung und die Verbesserung der Aerodynamik, auf der anderen Seite spielten die Sicherheit, das Design und die Nutzbarkeit fr den Kunden eine groe Rolle.
Um allen Anforderungen gerecht zu werden, wurde bei der Realisierung auf mehrere Lsungsanstze gesetzt:
l Einsatz von Aluminium und Magnesiuml Verwendung von hochfesten Blechenl Materialstrkenoptimierung l Flchenbndigkeitl Einhaltung kleinster Spaltmae
Fr die Umsetzung muten neue Fertigungs- und Verbindungstechniken entwickelt und eingesetzt werden, die sich auch in Ihren Ttigkeiten wider-spiegeln werden.
-
3Auf einen Blick
Karosserie ein Leichtgewicht . . . . . . . . . . . . . . . . . . 4
Leichte Werkstoffe . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Kontaktkorrosion . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
Verbindungstechniken . . . . . . . . . . . . . . . . . . . . . . . . 17
Rohbau-Karosserie . . . . . . . . . . . . . . . . . . . . . . . . . . 20
Anbauteile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Die Tren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
Die Kotflgel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24
Die Stofnger . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Die Frontklappe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Die Heckklappe . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26
Verglasung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
Service . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
Prfen Sie Ihr Wissen . . . . . . . . . . . . . . . . . . . . . . . . . 34
-
4Karosserie ein Leichtgewicht
Eine wichtige Aufgabe der Karosserieentwicklung war die Gewichtsreduzierung. Um dieses zu erreichen, gibt es zwei Mglichkeiten:
- Verwendung von leichten Werkstoffen- Materialeinsparung
Bei der Entwicklung der Lupo 3L-Karosserie wurden beide Mglichkeiten eingesetzt, um eine leichte und bezahlbare Karosserie zur Produktionsreife zu bringen. Das heit, die beiden genannten Mglichkeiten der Gewichtsreduzierung wurden durch Materialstrkenreduzierung, -einsparung und Mischbauweise (verschiedene Werkstoffe innerhalb einer Karosserie) ausgeschpft.
Einsparung bedeutet aber in diesem Fall nicht, da in Sachen Sicherheit Einbuen hingenommen wurden. Die Sicherheit der Karosserie entspricht voll den hohen Sicherheitsstandards von Volkswagen.
Die wesentlichen Gewichtseinsparungen verteilen sich auf die einzelnen Karosserieelemente wie folgt:
Karosserieelemente nderungen Einsparungen
Tren Aluminium -16,0 kg
Heckklappe Aluminium/Magnesium -4,5 kg
Frontklappe Aluminium -4,2 kg
Kotflgel Aluminium -3,4 kg
Montageplatte Aluminium -1,2 kg
Sitzlehne Aluminium -7,0 kg
PVC-Unterbodenschutz nur gefhrdete Bereiche des Unterbodens mit PVC geschtzt
-6,9 kg
Scheibendicken Verringerung der Scheibendicken -3,1 kg
Seitenteil Materialstrken der Seitenteile optimiert -1,7 kg
Sitzquertrger vom Polo bernommen -1,3 kg
Trdichtungen/-dmpfungen gewichtsoptimierte Materialien -1,0 kg
Fensterheber Materialeinsparungen -0,6 kg
Flutwachs Optimierung der Flutwachsmengen -0,5 kg
Stofngerabdeckung Materialeinsparungen -0,5 kg
Einsparung (Karosserie) ca. -51,9 kg
Gesamteinsparung (gegenber Lupo SDI) ca. 154 kg
-
5Der Aufbau der Karosserie wurde vom Lupo-Basismodell bernommen und durch die beschriebene Leichtbauweise den Anforderungen angepat.
Die Basis der Karosserie bildet die selbsttragende Rohbau-Karosserie aus vollverzinktem Stahl. Somit entspricht sie den seit Jahren bewhrten Korrosionsschutzmanahmen.
Die Anbauteile sind alle in der Leichtbauweise ausgefhrt. Leichtbauweise heit in diesem Fall, da die meisten Teile aus Aluminium oder Magnesium sind. Neue Fertigungs- und Verbindungstechniken muten dafr entwickelt und eingesetzt werden, wobei Erfahrungen vom Audi A8 bernommen werden konnten.
Nicht unerheblich sind auch die Anforderungen an den Korrosionsschutz zwischen den verschiedenen Werkstoffen. Das entscheidende Stichwort in diesem Zusammenhang heit Kontaktkorrosion. Sie mu durch konsequentes Trennen der verschiedenen Werkstoffe vermieden werden. Neue Werkstoffe und neue Verbindungstechniken zur Vermeidung von Kontaktkorrosion bringen natrlich auch fr Sie vernderte Arbeitsvorgnge mit sich.
216_003
-
6Leichte Werkstoffe
Aluminium
chemisches Symbol: Al
Es ist das Metall, welches am hufigsten in der Erdkruste vorkommt. Es wird jedoch nicht als reines Metall gefunden, sondern mu aus seinen Verbindungen gewonnen werden. Grotechnisch genutzt wird hier vor allem das Bauxit.
Aus dem Bauxit wird durch ein Aufschlu-verfahren mit Natronlauge Aluminiumoxid gewonnen. Dieser chemische Proze wird Bayer-Verfahren genannt.
Aus dem Aluminiumoxid erhlt man dann durch eine Schmelzfluelektrolyse hochreines Aluminium. Mittlerweile findet auch ein immer strkerer Rcklauf an gebrauchtem Aluminium statt, so da durch den geschlossenen Recycling-kreis der Frderbedarf an Bauxit und der Energieverbrauch zur Aluminiumgewinnung gnstiger ausfllt als frher.
Aluminium ist ein silbriges Metall, das sich durch eine feste Oxidschicht vor weiterer Oxidation schtzt. Bei Eisen z. B. haftet die Oxidschicht, die Sie als Rost kennen, nicht fest an der Metallober-flche an, so da Eisen immer weiter rostet.Die Oxidschicht des Aluminiums kann durch ein Verfahren, das Eloxieren heit, zustzlich ver-strkt werden.
Bauxit-Abbau Bayer-Verfahren
NatronlaugeNaOH
Al2O3Aluminium-
Oxid
Schmelz-
flu-
elektrolyse
Aluminium
Oxidbildung auf
Aluminiumflchen
Oxidbildung auf
Eisenflchen
216_021
216_023
216_024
-
7Magnesium
chemisches Symbol: Mg
In den 60er und 70er Jahren wurde Magnesium bereits grotechnisch im Motorenbau bei Volkswagen eingesetzt.
Durch einen starken Preisanstieg gegenber Alu-minium in den achtziger Jahren und der Auf-gabe von luftgekhlten Motoren verlor die Magnesium-Technologie jedoch an Bedeutung.
Das extrem geringe Gewicht des Magnesiums fhrt unter dem Druck, den Kraftstoffverbrauch senken zu mssen, nun jedoch zu einer Renaissance des Magnesiums.
Auch Magnesium wird nicht als reines Metall gefunden, sondern mu aus seinen Verbindungen gewonnen werden. Gegenber Aluminium wird industriell jedoch nicht das Oxid sondern ein Salz des Magnesiums, das Magnesiumchlorid, benutzt. Das Verfahren besteht wie beim Aluminium aus einer Schmelzfluelektrolyse.
Durch die Entwicklung neuer Legierungen konn-ten die Gueigenschaften, die Wrmefestigkeit und die Korrosionsbestndigkeit von Magnesiumteilen verbessert werden.
Magnesiumchlorid-Abbau im Toten Meer Reinigung und
Trocknung
des MgCl2
Schmelz-
flu-
elektrolyse
Magnesium
FlumittelCaF2
Damit in Zukunft die Verfgbarkeit, das Preisniveau und die Qualitt des Magnesiums gesichert sind, wurde in Israel die Firma Dead Sea Magnesium gegrndet. Diese Firma ist ein Gemeinschaftsunter-nehmen der Volkswagen AG und der israelischen Firma Dead Sea Works, wobei Volkswagen eine Beteiligung von 35 Prozent besitzt. Der Sitz von Dead Sea Magnesium ist in Israel direkt am Toten Meer. Dort wird aus dem Magnesium-chlorid qualitativ hochwertiges Magnesium produziert und direkt an die verarbeitenden Standorte geliefert.
216_022
-
8Leichte Werkstoffe
Der gesamte Reaktionsablauf ist recht komplex und wrde bei ausfhrlicher Erklrung einen ausgiebigen Exkurs in die Welt der Atome erfordern. Daher stellen wir die ablaufende Reaktion in einem stark vereinfachten Modell dar.
Stellen Sie sich vor, da sich das Ausgangs-material (Aluminiumoxid oder Magnesium-chlorid) in einem hitzebestndigen Behlter befindet. Sie erwrmen den Behlter, bis der Inhalt geschmolzen ist.
Nun hngen Sie zwei Kohlenstoffelektroden in die Schmelze und legen eine Gleichspannung an.An der Kathode scheidet sich daraufhin das reine Metall ab. An der Anode wird Elektroden-kohlenstoff verbraucht und in Form von Kohlen-dioxid abgegeben.
Die Schmelzfluelektrolyse
Der Begriff lt sich in zwei Erklrungs-komponenten aufteilen.
Schmelzflu deutet an, da sich das Ausgangs-material in geschmolzenem also flssigem Zustand befindet. Das ist notwendig, damit der zweite Teil des Begriffes berhaupt stattfinden kann.
Elektrolyse bezeichnet ein Verfahren, bei dem mit Hilfe von elektrischem Strom eine chemische Verbindung aufgespalten wird.
Kathode
Anode
Schmelze aus
Aluminiumoxid
Spannungsquelle
Aluminium
CO2
216_014
-
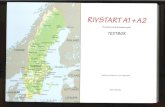
9Die Schmelzelektrolyse des Aluminiums wird industriell in groen Eisenwannen durchgefhrt. Seitenwnde und Boden sind mit Kohle beschichtet und dienen als Kathode. Als Anode werden Kohleblcke in die Schmelze gehngt. Das Aluminium scheidet sich am Boden ab, da der Abstand der Anoden zum Boden geringer ist als zu den Wnden. So bildet sich unter der Schmelze eine Schicht aus flssigem Aluminium, die alle 2-4 Tage abgestochen und in Barren gegossen werden kann.
Kathode
Kohleblcke
als Anode
Schmelze aus
Aluminiumoxid
KohlebeschichtungAluminium
Legierungen
Aluminium und Magnesium sind zwar sehr leicht, haben aber in reinem Zustand eine geringe Festigkeit und Zhigkeit.
Durch das Beimengen von anderen Metallen oder geeigneten Elementen zu einer Schmelze des reinen Metalles lassen sich dessen Eigen-schaften verndern. Man spricht von einer Metall-Legierung. Dabei lagern sich die fremden Metallatome in das Atomgitter des betreffenden Metalls ein und verndern dadurch dessen Eigenschaften.
Diesen Proze kennen Sie sicherlich vom Eisen, dem man durch Beimengung von Chrom, Titan, Molybdn, Vanadium oder anderen Metallen eine besondere Hrte, Zhigkeit, Verformbarkeit oder Widerstandsfhigkeit gegen Korrosion geben will.
Durch das Legieren erhhen sich bei Aluminium und Magnesium die Festigkeit und die Korrosionsbestndigkeit. Speziell beim Magnesium werden auch die Gieeigenschaften verbessert, wodurch sehr dnne Wandstrken bei Druckguteilen mglich werden.
Neben dem Legieren kann die Festigkeit auch durch Schmieden oder Aushrten erhht werden. Durch beide Verfahren wird das Gefge des Metalls verndert.Es wird hrter und fester.
Metallgitter eines reinen
Metalls z.B. Eisen
Metallgitter einer
Eisen-Legierung
216_015
216_025 216_026
-
10
Die Verarbeitung
Nachdem das Aluminium mit Hilfe der beschrie-benen Verfahren gewonnen und mit Legierungs-bestandteilen versetzt wurde, mu es natrlich noch in seine endgltige Form erhalten.
Die Formgebung wird in zwei Schritten vollzogen. Als erstes mu das Rohmaterial zu Blechen gewalzt werden. Das geschieht in mehreren Stufen, bis die ntige Blechdicke erreicht ist. Danach werden die Bleche durch Schneiden und Tiefziehen in die vorgegebene Form gebracht.
Leichte Werkstoffe
Je nach Verformungsgrad des zu produzieren-den Karosserieteils kann das Tiefziehen auch in mehreren Stufen erfolgen.
Nach dem Umformen sind die Aluminiumteile noch zu weich, deshalb mu durch ein anschlie-endes Aushrten (Wrmebehandlung) die Festigkeit erhht werden. Beim Aushrten gehen bestimmte Legierungselemente mit dem Alu-minium eine Bindung ein, die das Metallgitter verspannen und dadurch eine hhere Festigkeit hervorrufen.
Formen von Aluminiumblechteilen
Aluminium Walzen
Schneiden und
Tiefziehen
Tiefziehen Aushrten
216_032
-
11
Im Automobilbau werden die meisten Magnesiumteile im Druckguverfahren hergestellt. Es eignet sich besonders fr die Her-stellung von filigranen Formen. Hufige Kfz-Teile aus Magnesium sind zum Beispiel Getriebe-gehuse, Lenkrder, Gehuse fr Zndanla-schlsser, Blenden, Abdeckungen, Karosserie-Innenteile usw.
Das gewonnene Magnesium wird wie das Alu-minium mit Legierungsbestandteilen versehen, womit die Gieeigenschaften erheblich verbessert werden.
Danach wird die geschmolzene Magnesium-legierung mit hohem Druck und groer Geschwindigkeit in eine Dauerform gedrckt. Das Guteil erkaltet in der Form und wird nach dem ffnen ausgestoen. Dabei wird die Form nicht zerstrt und kann damit fr weitere Gu-teile benutzt werden.
Nach dem Gieen mssen die Teile vom Angu und Grat befreit werden, sind aber ansonsten sehr pagenau.
Formen von Magnesiumteilen
Magnesium Druckguverfahren
Angu entfernen
und Entgraten
216_033
-
12
Kontaktkorrosion
Spannungsreihe und Korrosion
Die relativ hohe Korrosionsanflligkeit von Alu-minium und Magnesium in Verbindung mit Eisen spiegelt sich in der sogenannten Spannungs-reihe der Metalle wider.
In ihr sind die Metalle wie folgt angeordnet:
... Na, Ce, Mg, Al, Ti, Mn, Zn, Cr, Fe, Cd, ...
Auch zur Erklrung dieses Themas mten wir uns weit in das Gebiet der Physik und Chemie begeben. So mte zunchst erklrt werden, was eine Normal-Wasserstoff-Zelle ist und wie die Metalle gegen diese Zelle gemessen werden, um ihre elektrochemischen Eigenschaften zu erfas-sen. Das wrde den Rahmen dieser Abhandlung aber bei weitem sprengen und so wollen wir uns auch hier mit einer Modellvorstellung begngen.
Gehen Sie von einem Versuchsaufbau aus, bei dem Sie einen Eisenzylinder und eine Platte aus z. B. Aluminium zusammen in ein Gef stellen, so da sie sich berhren. Zu den beiden Metall-teilen geben Sie etwas Wasser, in dem ein wenig Kochsalz gelst ist und beobachten was passiert. Sie werden feststellen, da die Oberflche des Aluminiums zerfressen wird und massives Alu-minium scheinbar verschwindet.
Wenn Sie den gleichen Versuch nun mit einer Platte aus Magnesium anstelle von Aluminium durchfhren, werden Sie feststellen, da die Korrosion am Magnesium viel strker ist.
Eisen
Aluminium
Salzwasser
Korrosion
Eisen
Magnesium
Salzwasser
strkere
Korrosion
216_016
216_017
216_018
216_019
-
13
Das unterschiedliche Verhalten basiert darauf, wie weit die Metalle in der Spannungsreihe von-einander entfernt stehen. Stehen sie dichter zusammen und hneln sich daher in ihren elektrochemischen Eigenschaften, ist die Korrosion nicht so stark, stehen sie weit vonein-ander entfernt und haben damit sehr unter-schiedliche Eigenschaften, kommt es zu starker Korrosion.
Deshalb mssen die Grenzflchen zwischen unterschiedlichen Metallen durch eine Beschich-tung voneinander getrennt werden.
Das betrifft alle Verbindungselemente und Karosserieteile, die eine Verbindung mit unter-schiedlichen Metallen eingehen.
Magnesium KupferAluminium Eisen Gold
+0,34 +1,5-0,44-1,66-2,36
-1,22
-1,92
0
Die Zahlenwerte spiegeln die Stellung des
Elementes innerhalb der Spannungsreihe wider
und werden Normalreduktionspotentiale genannt.
216_020
-
14
Zu den nichtmetallischen Verbindungselementen gehren:
- Gummiteile, - Kunststoffteile,- Klebstoffe und - Karosserie-Dichtmittel
Die Werkstoffe dieser Verbindungselemente knnen eine Kontaktkorrosion hervorrufen, wenn sie zwei verschiedene Metalle verbinden und elektrisch leitfhig sind. Die Verbindungs-elemente werden dabei wie eine Brcke benutzt. Das bedeutet, wenn z. B. zwei verschie-dene Metalle ber eine elektrisch leitende Gummidichtung verbunden werden, wird dadurch das Metall mit dem niedrigeren Wert in der Spannungsreihe durch Korrosion zerstrt.
Die elektrische Leitfhigkeit wird bei konven-tionellen Kleb- und Kunststoffen durch Ru als Fllstoff hervorgerufen. Bei den Werkstoffen fr den Lupo 3L wurde die Beimengung von Ru oder hnlichen Fllstoffen vermieden.
Als Faustregel gilt:
Alle nichtmetallischen Verbindungselemente mssen einen spezifischen Durchgangswider-stand aufweisen und drfen nicht elektrisch leitfhig sein.
Kontaktkorrosion
Im Reparaturfall drfen nur die im Reparaturleitfaden benannten Originalteile und Werkstoffe verwendet werden.
Nichtmetallische Verbindungselemente
-
15
Windschutzscheiben-VerklebungGummidichtungen (gilt auch fr die Tren und die Frontklappe)
Verglasung
Verklebung
Karosserie
216_050
216_053
216_052 216_051
Karosserie-Feinabdichtung Karosserie-Verklebung
216_049
Das Bild zeigt die Dmpfungsmanahmen im Lupo 3L.
-
16
Kontaktkorrosion
Zu den metallischen Verbindungselementen gehren:
- Schrauben,- Klammern, - Scharniere, Gelenke usw.
Diese Verbindungselemente werden in der Regel aus Eisenwerkstoffen gefertigt und vertragen sich deshalb nicht mit Aluminium und Magnesium. Um eine Kontaktkorrosion zu vermeiden, mssen also die verschiedenen Metalle voneinander getrennt werden. Das wird durch verschiedene berzge erreicht.
Die nachfolgend genannten berzge werden nicht ausschlielich fr die oben genannten Verbindungselemente verwendet, sondern auch die Verbindungsstellen von verschiedenen Anbauteilen (wie z. B. Schlsser) werden damit geschtzt.
Folgende berzge werden verwendet:
l zink- und aluminiumstaubhaltige berzge(Dacromet, Delta Tone)Verwendung: Schrauben, Scharniere, Gelenke u. a.
l Spezielle ZinklegierungsberzgeVerwendung: Verbindungsstellen von Anbauteilen (z. B. Radhausschale)
l Zinnberzge (fr Buntmetalle, z. B. Kupfer, Messing)Verwendung: Schrauben
l Duplex-Systeme (Zink und Lack) Verwendung: Schrauben, Schlsser, u. a.
Die berzge basieren darauf, da die verschie-denen Metalle durch eine elektrisch isolierende Schicht voneinander getrennt werden und da die berzge unedlere Metalle enthalten, die durch auftretende Rest-Korrosion langsam geopfert werden.
Diese Verbindungselemente drfen nur einmal eingesetzt werden, weil die berzge mechanisch beschdigt sein knnen und dadurch Kontaktkorrosion hervorrufen.
Metallische Verbindungselemente
Damit keine Verwechselungen mit normalen Verbindungselementen auftreten, sind die ber-zge grn eingefrbt.
216_054
-
17
Verbindungstechniken
Stanznieten
Die Technik des Stanznietens wird bereits in hnlicher Form beim Audi A8 verwendet. Beim Lupo 3L werden mit dieser Technik verschiedene Bleche der Frontklappe und der Tr miteinander verbunden.
Die Vorteile sind:
- Das Vorlochen der Bleche entfllt. - Das untere Blech wird nicht vollstndig
durchtrennt. - hhere Festigkeit und geringerer
Energiebedarf gegenber dem Punktschweien
Verfahren
Beim Stanznieten wird ein Halbhohlniet mittels der Nietwerkzeuge durch die erste Blechlage gedrckt. Die zweite Blechlage wird durch den Niet ledig-lich verformt und der Fu des Halbhohlnietes wird gespreizt. Dadurch formt sich ein Schlie-kopf, der der formschlssigen Nietverbindung den notwendigen Halt gibt.
Korrosionsschutz
Grundwerkstoff der Stanzniete ist Stahl. Damit in Verbindung mit den Aluminiumblechen keine Kontaktkorrosion auftritt, sind die Stanzniete mit einer Zink-Nickel-Beschichtung berzogen.
Das Nieten von Aluminium beschrnkt sich nur auf die Frontklappe und die Tren (Anbauteile). Somit ist es fr die Reparatur ohne Bedeutung, weil die Nietverbindungen in diesem Fall nicht repariert werden.
216_006
216_005
216_004
-
18
Verbindungstechniken
Durchsetzfgen
Das Durchsetzfgen, oder auch Clinchen genannt, wird bereits bei der Fertigung des Audi A8 eingesetzt. Es dient nur zur Verbindung von nichttragenden, einfachen Bauteilen, weil die Verbindungsstellen eine geringe statische Festigkeit aufweisen. Beim Lupo 3L wird das Durchsetzfgen zustzlich zum Stanznieten bei der Trfertigung eingesetzt.
Die Vorteile sind:
- schnelle und saubere Verbindungstechnik- kostengnstig, weil in der Produktion keine
Versorgungsleitungen bentigt werden
Verfahren
Beim Durchsetzfgen entfllt die Verwendung eines Nietes. An der Fgestelle pret der Stempel die beiden Bleche in eine Matritze. Durch Einsenken und Stauchen des oberen in das untere Blech wird eine kraft- und formschlssige Verbindung geschaffen.
Korrosionsschutz
Bei der Trfertigung des Lupo 3L besteht durch das Durchsetzfgen nicht die Gefahr der Kontaktkorrosion, weil beide Bleche aus Aluminium sind.
Grundstzlich knnen aber auch unterschied-liche Werkstoffe durch Durchsetzfgen verbun-den werden, sofern sie durch eine Beschichtung gegeneinander isoliert sind.
216_007
216_008
216_009
-
19
Laserschweien
Das Laserschweien ist eine vollautomatisierte Schweitechnik fr hochwertige Verbindungen. Besonders im Auenbereich der Karosserie bietet dieses Verfahren durch saubere Schwei-nhte, hohe Festigkeit und geringe berlappung der zu verbindenen Karosserieteile groe Vorteile. Die Nacharbeiten werden dadurch im Gegensatz zu anderen Schweitechniken minimiert. Mit Hilfe dieser Schweitechnik werden bei der Lupo 3L-Karosserie die Seitenteile mit den Schwellern, der Dach-Auenhaut und den oberen A- und B-Sulen verbunden.
Die Vorteile sind:
- wenig Verzug- wenig Nacharbeit durch saubere Naht- einfach abzudichten- gute Decklackbeschichtung- hohe Festigkeit- durch geringe berlappung keine Korrosion
Verfahren
Beim Laserschweien wird das Material mit Hilfe eines Laserstrahles aufgeschmolzen. Die Bleche verschmelzen dabei entweder direkt miteinander oder es wird ein zustzlicher Schweidraht zugefhrt. Beim Laserschweien mit Schwei-draht-Zufhrung wird die Schweistelle mit einem Schutzgas gegen eine Reaktion mit der Atmosphre geschtzt.
Korrosionsschutz
Mit dieser Verbindungstechnik werden nur Stahl-bleche miteinander verbunden. Auf einen Schutz gegen Kontaktkorrosion brauch deshalb nicht geachtet werden. Ansonsten werden die fr Schweistellen blichen Korrosionsschutzmanahmen angewendet.
Schutzgas
Laserstrahl Stahlbleche
Schweidraht
216_011
216_012
-
20
Wie bereits in der Rohbau-Karosserie des Basis-Lupo werden hochfeste Bleche auch im Lupo 3L verwendet.
Hochfeste Bleche zeichnen sich durch geringere Blechstrken bei gleichzeitiger hherer Festigkeit aus. Dies hat auch eine Gewichtseinsparung gegenber herkmmlichen Karosserieblechen zur Folge.
Die Aufgaben dieser qualitativ hochwertigen Bleche sind:
- die Energie bei einem Crash gezielter aufzufangen und zu verteilen und
- die Schwingungen der Hinterachse durch die hintere Achsaufnahme zu absorbieren.
Rohbau-Karosserie
Hochfeste Bleche in der Rohbau-Karosserie
216_010
1 Verstrkung Wasserkasten2 Deckblech Lngstrger3 Aggregate Aufnahme4 Verstrkung Lngstrger5 Radhaus oben (Kotflgelbefestigung)6 hintere Achsaufnahme
1
2
3
45
6
-
21
Unterschiede zum Basis-Lupo
Die Seitenteile
wurden durch optimierte Blechstrken leichter. Die Blechstrke betrgt in der Lupo 3L-Ausfh-rung nur noch 0,66 mm.
Die Schweller
wurden fr eine bessere Umstrmung der Hinter-rder etwas herausgezogen. Sie werden mit Hilfe des Laserschwei-Verfahren an die Seitenteile angebracht. Dadurch wird eine Materialaufdopplung im Schwellerbereich vermieden.
216_042
216_043Laserschweinaht
Dach-Auenhaut
SeitenteilLaserschweinaht
216_044
-
22
216_039
Rohbau-Karosserie
Der hintere Lngstrger
ist in seiner Blechstrke ebenfalls dnner geworden (von 1,5mm auf 1,25mm). Er wird aber nicht aus hochfestem Blech gefertigt.
Die Sitzquertrger und -schienen
wurden vom Polo bernommen.
Die Montageplatte
mit den Durchbrchen fr Lenkung und Leitungen und fr die Befestigung des Fuhebel-werkes wird fr den Lupo 3L aus Aluminium gefertigt.
216_045
216_062
-
23
Anbauteile
Die Tren
werden komplett aus Aluminiumblechen gefertigt und sind dadurch um etwa 30% leichter gegen-ber der konventionellen Stahlbauweise.
Das Design der Aluminiumtr unterscheidet sich nicht von dem des Basis-Lupo mit Stahltr. Das einteilige Trinnenblech entspricht der Qualitt des Auenblechs.
Die Anforderungen hinsichtlich Crash-Sicherheit, Trsteifigkeit, Akustik wurden im Vergleich zur Stahltr erreicht und teilweise bertroffen. Fr die Offset-Crashsicherheit wurde zum Beispiel ein Sonderprofil fr die Trschacht-verstrkung entwickelt, da durch seine Aluminiumeigenschaften fr eine geringe Deformation der Fahrgastzelle sorgt. Die Seitenaufpralltrger sind ebenfalls aus Aluminium.
Die Innen- und Auenbleche der Tren sind durch Falzen und Durchsetzfgen miteinander verbunden, wobei die Falze mit Epoxidharz-kleber verklebt und einem PVC-Kantenschutz (Karosserie-Feinabdichtung) versehen sind. In Bereichen mit hohen Festigkeitsanforderungen wird zustzlich das Stanznieten eingesetzt.
216_013
Epoxidharzkleber
PVC-Kantenschutz
Bleche
216_048
Trschachtverstrkung
Seitenaufpralltrger
-
24
Anbauteile
Die Kotflgel
werden auch in Leichtbauweise gefertigt und sind aus Aluminium.
Aufgrund der vielen Verbindungsstellen zur Rohbau-Karosserie hat der Korrosionsschutz fr die Montage einen hohen Stellenwert. Mehrere Isolierungsverfahren mssen eingesetzt und sorgfltig kontrolliert werden, damit an keiner Stelle ein Kontakt zwischen Stahl und Aluminium entsteht.
Isolierungen zwischen Aluminium-Kotflgel und Rohbau-Karosserie:
- Folien - Abstandswarzen - Brdelung im oberen A-Sulenbereich
Die Schrauben und Scheiben fr die Befestigung sind zustzlich mit einer Dacromet-Beschichtung versehen.
216_046
Kotflgel
A-Sule
Brdelung
Luftspalt
216_047
Blechschraube
ScheibeAbstandswarzen
Kotflgel
Folie
Karosserie
216_035
-
25
Die Frontklappe
ist durch den Einsatz von Aluminium um 40% leichter geworden.
Die Teile des Innenblechs werden durch Stanznieten zusammengefgt, mit dem Auen-blech konventionell gefalzt und mit Epoxidharzkleber verklebt. Die Falze erhalten eine PVC-Nahtabdichtung.
Alle Frontklappen-Anbauteile aus Stahl (z. B. Gasfeder-Lagerung) sind an den Verbindungs-stellen mit einer Dacromet-Beschichtung versehen.
Die Stofnger
wurden zugunsten ihres Gewichts und ihrer Aerodynamik verndert. Die Vernderungen umfassen die eingefhrte Leichtbauweise und die optimierte Luftfhrung der Stofngerabdeckungen.
Stofnger vorn
Der verbesserte Spoiler und der in den Spoiler verlagerte Khllufteinla erreichen im vorderen Bereich einen geringeren Luftwiderstand.
Stofnger hinten
Mit dem integrierten Heckdiffusor wird eine bessere Umstrmung der Hinterrder erreicht.
216_034
216_037
216_036
Heckdiffusor
-
26
Anbauteile
wird in einer neuen Verbundbauweise aus zwei Werkstoffen gefertigt:
l Das Innenteil besteht aus Magnesium-Druckgu.
l Das Auenblech wird aus Aluminiumblech gefertigt.
Durch die Verwendung dieser Leichtmetalle konnte das Gewicht der Heckklappe um 45% reduziert werden.
Auenblech und Innenteil werden durch Falzen und einer Epoxidharzverklebung miteinander verbunden.
Auenblech
Das Aluminium-Auenblech ist umlaufend gefalzt und mit einem seitlichen Flansch fr die Aufnahme der Karosserie-Feinabdichtung versehen.
Auch die Aerodynamik wurde wesentlich verbessert. Dafr wurde die obere Kante der Heckklappe herausgezogen, so da sich eine gnstigere Abreikante ergibt.
Die Heckklappe
216_040
216_038
-
27
Das Innenteil wird gegen Korrosion und mecha-nische Beschdigungen mit einer Epoxidharz-Polyester-Pulverbeschichtung versehen. Diese Pulverbeschichtung wird eingesetzt, weil sie sich leichter auftragen lt als eine Lack-schicht und durch einen gezielten Pulverauftrag sich unterschiedliche Beschichtungsstrken erzeugen lassen.
Innenteil
Aufgrund der guten Gieeigenschaften von Magnesium ist es mglich, das Innenteil und die Verstrkungen fr Scharnier-, Gasfeder- und Wischermotorbefestigungen in einem Teil zu vereinen. Diese Teile werden in einem Stck gegossen, und fr die Befestigung der Anbau-teile werden Gewindeeinstzen aus hochfestem Aluminium eingesetzt.
Eine Ausnahme bildet die Schloverstrkung, die aus gietechnischen Grnden ein Einzelteil geblieben ist. Sie besteht aus Aluminium und wird an das Innenteil angeschraubt. Damit keine Kontaktkorrosion entsteht, wird eine Isolierschicht aus Klebstoff aufgebracht.
216_058
-
28
Eine Gewichtsreduzierung von 3 kg wurde gegenber dem Basis-Lupo durch die Verwen-dung von Dnnglas erzielt.
Frontscheibe
- Verbund-Sicherheitsglas - Scheibenstrken: 2 x 1,6 mm- Gesamtstrke (inkl. Scheibenantenne): 3,9 mm
Verglasung
Damit der Einsatz von Dnnglas beim Lupo 3L keine Verringerung der Sicherheit bedeutet, wurden die Scheibenausfhrungen und -strken unter Bercksichtigung der unterschiedlichen Beanspruchungen und Sicherheitsanforderungen optimiert.
Auch bezglich der Aerodynamik und Akustik wurden keine Kompromisse gemacht. Das heit, die verklebten Scheiben werden flchenbndig eingesetzt.
Die gewichtsreduzierten Scheiben drfen nur in den Lupo 3L gebaut werden. Der Basis-Lupo erhlt aus konstruktiven Grnden die normalen Scheiben.
216_028
216_027
-
29
Trscheibe
- Einscheiben-Sicherheitsglas - Scheibenstrke: 3,0 mm
Seitenscheibe
- Einscheiben-Sicherheitsglas - Scheibenstrke: 2,85 mm
Heckscheibe
- Einscheiben-Sicherheitsglas - Scheibenstrke: 2,85 mm
216_029
216_030
216_031
-
30
Blechbearbeitung
Fr die Bearbeitung von Stahl- und Aluminium-blech mssen separate Werkzeugstze verwendet werden. Darber hinaus wird die Lagerung und Reinigung dieser Werkzeugstze getrennt vorgenommen. Das sind die wichtigsten Voraussetzungen, um eine Kontaktkorrosion zu vermeiden.
Um diese Trennung zu gewhrleisten, wurde der Werkzeugsatz V.A.G 2010/2 fr die Aluminium-bearbeitung eingefhrt. Er ist an die spezifischen Anforderungen der Aluminiumbearbeitung angepat und wird in einem Werkzeugwagen mit Schubladen oder im Werkzeugtrger (Modularer Arbeitsplatz VAS 5220) untergebracht.Damit eine Verwechselung der Aluminiumwerk-zeuge mit den herkmmlichen Stahlwerkzeugen ausgeschlossen wird, sind sie rot eingefrbt.
Service
Werkzeuge und Gerte
Fr die Reparatur der Karosserie mu die Bearbeitung von Stahl- und Aluminium-Karosserieteilen konsequent voneinander getrennt werden, denn bereits der Kontakt mit nicht geeignetem Werkzeug oder Schleifstaub kann eine unerwnschte Korrosion auslsen. Beachten Sie deshalb unbedingt die nachfolgenden Arbeitshinweise.
216_064
216_063
Oberflchenbearbeitung
Zur mechanischen Lackbearbeitung mssen ebenfalls fr Stahl- und Aluminium-Karosserie-teile separate Werkzeuge, Gerte und Schleif-mittel eingesetzt werden.
216_065
Werkzeugtrger und rote Kennzeichnung der Aluminiumwerkzeuge
-
31
Absauganlage
Die Zentralabsauganlage des Karosserie-Arbeitsplatzes bekommt aus zweierlei Hinsicht eine neue, wichtige Bedeutung:
- Durch die Absaugung von Schleifstuben wird Kontaktkorrosion vermieden.
- Die Absaugung verhindert die Bildung von brennfhigen Staubkonzentrationen.
Setzen Sie deshalb die Absauganlage gezielt ein, denn sie schtzt nicht nur die Qualitt Ihrer Arbeit, sondern auch Ihre Gesundheit.
Richtbank
Der Richtwinkel-Stecksatz VAS 5042 fr den Basis-Lupo und den Seat Arosa ist uneinge-schrnkt fr den Lupo 3L einsetzbar.
Beachten Sie unbedingt die Bearbeitungstrennung und Verwendung der richtigen Materialien fr Aluminium- und Stahl-Karosserieteile.
Absauganlage fr Stahl (blau) und fr Aluminium (grau)
216_066
-
32
Die bereits erwhnte Bearbeitungstrennung von Stahl- und Aluminiumteilen stellt neue Anfor-derungen an Ihr Fachwissen und auch an den Arbeitsplatz bzw. das Werkstatt-Equipment. Um diesen Anforderungen gerecht zu werden, wurde auf den bereits bestehenden Karosserie-Arbeitspltzen aufbauend das Werkstatt-konzept weiterentwickelt.
Das Konzept Modularer Arbeitsplatz VAS 5220 verbindet die konstruktiven Vorgaben des Herstellers mit den werkstatt-blichen Mglichkeiten.
Service
Ausgehend von den bereits bekannten Karosserie-Arbeitspltzen V.A.G 1647 (Stahl) und V.A.G. 2010 (Aluminium) stellt der Modulare Arbeitsplatz VAS 5220 eine technische Weiter-entwicklung dar.
Die Auswahl der Module ist abhngig von den Werkstattvoraussetzungen, auerdem kann der Modulare Arbeitsplatz VAS 5220 zuknftig an die technischen Entwicklungen mit weiteren Modulen angepat werden.
Modularer Arbeitsplatz VAS 5220
3
Werkzeuge fr
Scheibenverklebung/
Scheibenreparatur
2
Grundausstattung
fr Montagearbeiten
Alu-Teile
1
Grundausstattung
fr Montagearbeiten
6
Werkzeuge fr
Sattler- und
Verdeckarbeiten
5
Werkzeuge fr
Stofngerreparatur
4
Werkzeuge zum
Nieten und Kleben von
Alu-Teilen
Grundmodul
Ausstattung mit
Vorhngen u. Schienen-
system
Erweiterung
Werkzeugschrnke
zur Werkzeug-
aufbewahrung
Die verschiedenen Werkzeugmodule
216_061
-
33
Lackarbeiten auf Aluminiumteilen
Fr Lackarbeiten und die dazugehrigen Vor-arbeiten sind bestimmte Materialien vorgesehen. Diese drfen auch nur mit den dazugehrigen Komponenten (Hrter, Verdnner) verarbeitet werden.
216_055
216_056 216_057
Benutzen Sie bitte folgende Materialien:
- Zum Spachteln nehmen Sie den 2K IR-Spachtel LSP 010 000 A3.
- Auf blankem Aluminium wird der 1K Grundfller LGF 008 001 A2 eingesetzt.
- Zum Fllern setzen Sie den Vario-Fller ALN 786 003 13 ein.
-
34
Prfen Sie Ihr Wissen
1. Aus welchen Rohstoffen werden industriell die Leichtmetalle Aluminium und Magnesium gewonnen?
a) Aluminium- und Magnesiumchloride
b) Magnesiumchlorid (Magnesium), Bauxit (Aluminium)
c) Magnesium- und Aluminiumoxide
2. Durch welche Formgebungsverfahren erhalten Aluminium- und Magnesiumkarosserieteile ihre endgltige Form?
Aluminium:
Magnesium:
3. Bei welchen beiden Metallen wre die Kontaktkorrosion am strksten?
KupferZink Blei
+0,34 +1,5-0,13-0,76
0
216_060
Gold
Spannungsreihe
Lsung:
4. Welche neuen Verbindungstechniken werden beim Lupo 3L gegenber dem Basis-Lupo eingesetzt?
5. Welche(s) Karosserieteil(e) wird (werden) aus Magnesium gefertigt?
a) Innenteil der Tr
b) Innenteil der Heckklappe
c) Frontklappe
d) alle Anbauteile, inklusive Schlsser und Scharniere
-
35
NotizenLsungen:
1.)b
2.)Aluminium: Tiefziehen
Magnesium: Druckgieen
3.)Zink und Gold
4.)Stanznieten, Durchsetzfgen, Laserschweien
5.)Innenteil der Heckklappe
-
216
Nur fr den internen Gebrauch VOLKSWAGEN AG, Wolfsburg
Alle Rechte sowie technische nderungen vorbehalten
940.2810.35.00 Technischer Stand 03/99
` Dieses Papier wurde aus chlorfreigebleichtem Zellstoff hergestellt.