
3 Zementherstellung - VDZ · Bleicherde Steinkohle Kunststoff, Gummi Reifenschredder Kiesabbrand...
77
3 Zementherstellung 3.1 Einsatzstoffe 3.1.1 Einsatzstoffe für den Klinkerbrennprozess Die Ausgangsstoffe zur Herstellung des Zementklinkers> müs- sen hauptsächlich Calciumoxid (CaO) und Siliciumdioxid (SiO 2 ) sowie in geringen Mengen Oxide des Aluminiums (Al 2 O 3 ) und des Eisens (Fe 2 O 3 ) enthalten. Gesteine, die diese Verbindungen liefern, sind Kalkstein oder Kreide und Ton oder deren natürlich vorkommendes Gemisch, der Kalksteinmergel. Kalkstein und Kreide bestehen aus Calciumcarbonat (CaCO 3 ). Wesentliche Bestandteile in Tonvor- kommen sind die sehr feinkörnigen Tonminerale sowie in geringen Mengen Quarz und Feldspäte. Die Tonminerale und der Feldspat sind Verbindungen, die sich im Wesentlichen aus Siliciumdioxid, Aluminiumoxid und den Alkalioxiden K 2 O und Na 2 O zusammensetzen. Der Quarz besteht ausschließ- lich aus Siliciumdioxid. Eisenoxid liegt im Ton als Bestandteil der Tonminerale oder als Eisenhydroxid (FeOOH) und z.T. auch als FeS 2 (Pyrit, Markasit) vor. In Abhängigkeit von der örtlichen Rohstoffsituation am Standort des Zementwerks kann es erforderlich sein, der Rohstoffmischung reinen Kalkstein, Eisenerz oder Sand als Korrekturstoffe zuzusetzen, um fehlende chemische Bestandteile auszugleichen. Einen Überblick über die geographische und geologische Her- kunft der Rohstoffe sowie die Lage der Zementwerke in Deutsch- land gibt Bild I.3.1-1. 3 Zementherstellung 31
-
Upload
truonglien -
Category
Documents
-
view
215 -
download
0
Transcript of 3 Zementherstellung - VDZ · Bleicherde Steinkohle Kunststoff, Gummi Reifenschredder Kiesabbrand...
3 Zementherstellung
3.1 Einsatzstoffe
3.1.1 Einsatzstoffe für den Klinkerbrennprozess
Die Ausgangsstoffe zur Herstellung des Zementklinkers> müs-sen hauptsächlich Calciumoxid (CaO) und Siliciumdioxid (SiO2)sowie in geringen Mengen Oxide des Aluminiums (Al2O3) unddes Eisens (Fe2O3) enthalten.
Gesteine, die diese Verbindungen liefern, sind Kalkstein oderKreide und Ton oder deren natürlich vorkommendes Gemisch,der Kalksteinmergel. Kalkstein und Kreide bestehen ausCalciumcarbonat (CaCO3). Wesentliche Bestandteile in Tonvor-kommen sind die sehr feinkörnigen Tonminerale sowie ingeringen Mengen Quarz und Feldspäte. Die Tonminerale undder Feldspat sind Verbindungen, die sich im Wesentlichen aus Siliciumdioxid, Aluminiumoxid und den Alkalioxiden K2O und Na2O zusammensetzen. Der Quarz besteht ausschließ-lich aus Siliciumdioxid. Eisenoxid liegt im Ton als Bestandteilder Tonminerale oder als Eisenhydroxid (FeOOH) und z. T. auch als FeS2 (Pyrit, Markasit) vor. In Abhängigkeit von derörtlichen Rohstoffsituation am Standort des Zementwerks kannes erforderlich sein, der Rohstoffmischung reinen Kalkstein,Eisenerz oder Sand als Korrekturstoffe zuzusetzen, um fehlendechemische Bestandteile auszugleichen.
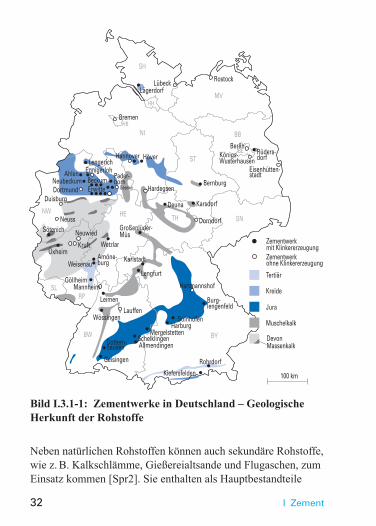
Einen Überblick über die geographische und geologische Her-kunft der Rohstoffe sowie die Lage der Zementwerke in Deutsch-land gibt Bild I.3.1-1.
3 Zementherstellung 31
32 I Zement
Neben natürlichen Rohstoffen können auch sekundäre Rohstoffe,wie z. B. Kalkschlämme, Gießereialtsande und Flugaschen, zumEinsatz kommen [Spr2]. Sie enthalten als Hauptbestandteile
SH
MV
NI
ST
SN
BB
HH
HB
BE
Geseke
THHENW
SLRP
BW BY
Zementwerkmit KlinkererzeugungZementwerkohne Klinkererzeugung
Jura
DevonMassenkalk
Muschelkalk
Tertiär
Kreide
100 kmKiefersfelden
Rohrdorf
Harburg
Burg-lengenfeld
Solnhofen
Hartmannshof
AllmendingenSchelklingen
Mergelstetten
LeimenLauffen
Üxheim
Göllheim
Wetzlar
Mannheim
Amöne-burg
Wössingen
Geisingen
Dottern-hausen
Lengfurt
Neuwied
Kruft
Großenlüder-Müs
WeisenauKarlstadt
Karsdorf
Bernburg
Deuna
Hardegsen
Dorndorf
ErwitteDortmund
Sötenich
Duisburg
Neuss
Höver
AhlenNeubeckum Beckum
HannoverLengerich
EnnigerlohPader-born
Lübeck Rostock
Bremen
stadt
Rüders-dorfKönigs-
Wusterhausen
Lägerdorf
Berlin
Eisenhütten-
Bild I.3.1-1: Zementwerke in Deutschland – GeologischeHerkunft der Rohstoffe
3 Zementherstellung 33
ebenfalls Siliciumdioxid, Aluminiumoxid, Eisenoxid und/oderCalciumoxid und werden mit den Rohstoffen mengenmäßig sokombiniert, dass bei homogener Aufbereitung die Anforde-rungen an die vorgegebene Klinkerzusammensetzung erfülltwerden. Die Anforderungen, die an die stoffliche Zusammenset-zung eines Sekundärrohstoffs gestellt werden, hängen in ersterLinie von der vorgegebenen Rohstoffsituation eines Zement-werks, d. h. der Zusammensetzung der vorliegenden Kalkstein-bzw. Mergelvorkommen ab.
Brennstoffenergie wird bei der Zementherstellung im Wesent-lichen für das Brennen des Zementklinkers aufgewendet. In geringem Umfang wird thermische Energie auch für dieTrocknung von Rohstoffen und weiteren Zementhauptbestand-teilen, wie z. B. Hüttensand, eingesetzt. Die traditionellen Brennstoffe in der Zementindustrie sind seit Mitte der 70er-JahreSteinkohle und Braunkohle, in geringem Umfang auch schweres Heizöl. Zum Anfahren des Ofens sowie für Trock-nungsprozesse wird darüber hinaus leichtes Heizöl und Gasverwendet. Seit den 90er Jahren wird ein nennenswerter Teil der Kohle durch Petrolkoks ersetzt. Petrolkoks ist eine kohle-ähnliche Fraktion des Mineralöls, die bei der Rohölaufbereitunganfällt.
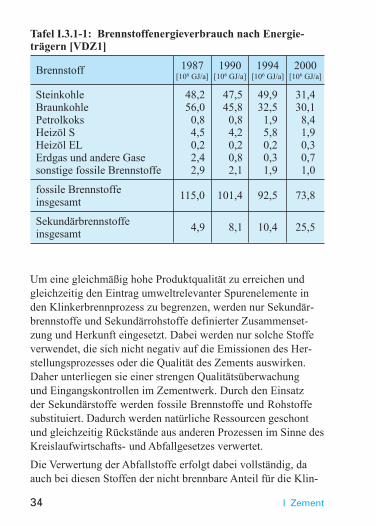
Die Entwicklung des Brennstoffenergieverbrauches nach Ener-gieträgern in der Zementindustrie ist in der Tafel I.3.1-1 dar-gestellt. Neben den fossilen Brennstoffen werden heutzutagevermehrt Sekundärbrennstoffe beim Klinkerbrennprozess einge-setzt. Ihr Anteil am gesamten Brennstoffenergieverbrauch derdeutschen Zementindustrie betrug 2000 etwa 26 %. Zum Einsatzkommen vor allem Altreifen und Altöl sowie in geringeremMaße Bleicherden, Altholz, Kunststoffabfälle und aufbereiteteFraktionen von Produktions- und Gewerbeabfällen sowie vonHausmüll [VDZ2].
34 I Zement
Um eine gleichmäßig hohe Produktqualität zu erreichen undgleichzeitig den Eintrag umweltrelevanter Spurenelemente inden Klinkerbrennprozess zu begrenzen, werden nur Sekundär-brennstoffe und Sekundärrohstoffe definierter Zusammenset-zung und Herkunft eingesetzt. Dabei werden nur solche Stoffeverwendet, die sich nicht negativ auf die Emissionen des Her-stellungsprozesses oder die Qualität des Zements auswirken.Daher unterliegen sie einer strengen Qualitätsüberwachung und Eingangskontrollen im Zementwerk. Durch den Einsatz der Sekundärstoffe werden fossile Brennstoffe und Rohstoffesubstituiert. Dadurch werden natürliche Ressourcen geschontund gleichzeitig Rückstände aus anderen Prozessen im Sinne desKreislaufwirtschafts- und Abfallgesetzes verwertet.
Die Verwertung der Abfallstoffe erfolgt dabei vollständig, daauch bei diesen Stoffen der nicht brennbare Anteil für die Klin-
Tafel I.3.1-1: Brennstoffenergieverbrauch nach Energie-trägern [VDZ1]
Brennstoff 1987 1990 1994 2000[106 GJ/a] [106 GJ/a] [106 GJ/a] [106 GJ/a]
Steinkohle 48,2 47,5 49,9 31,4Braunkohle 56,0 45,8 32,5 30,1Petrolkoks 0,8 0,8 1,9 8,4Heizöl S 4,5 4,2 5,8 1,9Heizöl EL 0,2 0,2 0,2 0,3Erdgas und andere Gase 2,4 0,8 0,3 0,7sonstige fossile Brennstoffe 2,9 2,1 1,9 1,0
fossile Brennstoffe 115,0 101,4 92,5 73,8insgesamt
Sekundärbrennstoffe 4,9 8,1 10,4 25,5insgesamt
3 Zementherstellung 35
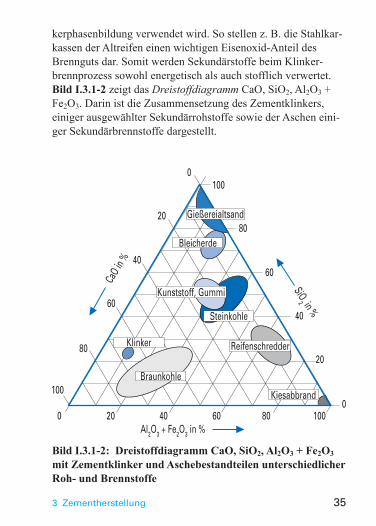
kerphasenbildung verwendet wird. So stellen z. B. die Stahlkar-kassen der Altreifen einen wichtigen Eisenoxid-Anteil desBrennguts dar. Somit werden Sekundärstoffe beim Klinker-brennprozess sowohl energetisch als auch stofflich verwertet.Bild I.3.1-2 zeigt das Dreistoffdiagramm CaO, SiO2, Al2O3 +Fe2O3. Darin ist die Zusammensetzung des Zementklinkers,einiger ausgewählter Sekundärrohstoffe sowie der Aschen eini-ger Sekundärbrennstoffe dargestellt.
0 20 40 60 80 1000
20
40
60
80
1000
20
40
60
80
100
Bleicherde
Steinkohle
Kunststoff, Gummi
Reifenschredder
Kiesabbrand
Braunkohle
Klinker
Al2O3 + Fe2O3 in %
CaO
in %
SiO2 in %
Gießereialtsand
Bild I.3.1-2: Dreistoffdiagramm CaO, SiO2, Al2O3 + Fe2O3
mit Zementklinker und Aschebestandteilen unterschiedlicherRoh- und Brennstoffe
36 I Zement
3.1.2 Hauptbestandteile des Zements
Zementklinker
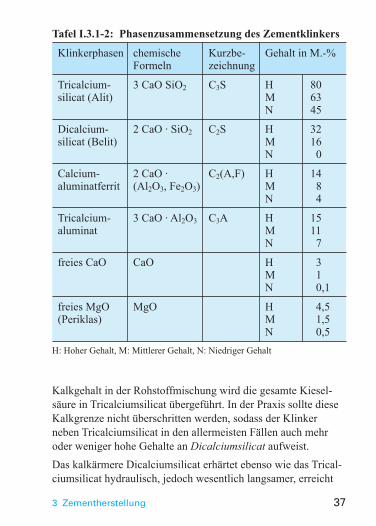
Zementklinker entsteht aus einem Rohstoffgemisch, das in einerOfenanlage bei einer Temperatur von über 1400 °C bis zumSintern erhitzt wird. Aus den Ausgangsstoffen bilden sich dabeiVerbindungen, die so genannten Klinkerphasen. Das sindbestimmte Calciumsilicate und Calciumaluminate, die demZement seine charakteristischen Eigenschaften bei der hydrau-lischen Erhärtung geben. Die Bezeichnungen für die Klinker-phasen Alit und Belit stammen von A. E. Törnebohm (1897), derdie mikroskopisch zu erkennenden Hauptphasen nach den erstenBuchstaben des Alphabets benannt hat, da er ihre Zusammen-setzung noch nicht kannte. Die Bezeichnungen werden auchheute noch verwendet, um die Silicate des Klinkers, die immergeringe Mengen Aluminium-, Eisen- und Magnesiumoxid ent-halten, von den reinen Silicaten zu unterscheiden. Eine Über-sicht über die Phasenzusammensetzung des Zementklinkers gibtTafel I.3.1-2.
Das Tricalciumsilicat ist die Verbindung, dem der Zement seinewesentlichen Eigenschaften verdankt. Fein gemahlen und mitWasser zu einer Paste angemacht, erhärtet es schnell underreicht sehr hohe Festigkeiten. Tricalciumsilicat bildet sichdurch chemische Reaktion von Calciumoxid (CaO) und Silicium-dioxid (SiO2) bei Temperaturen oberhalb von 1250 °C. GeringereAnteile von Fe, Al und Mg sind in das C3S-Gitter eingebaut.Allerdings läuft dieser Prozess erst in Gegenwart einer Schmelze,die vorwiegend aus Calciumoxid, Aluminiumoxid (Al2O3) undEisenoxid (Fe2O3) besteht, ausreichend schnell ab. Daherverwendet man zur Herstellung des Zementklinkers Rohstoff-gemische, die hauptsächlich CaO und SiO2 und in geringerenMengen Al2O3 und Fe2O3 enthalten. Bei einem ausreichenden
3 Zementherstellung 37
Kalkgehalt in der Rohstoffmischung wird die gesamte Kiesel-säure in Tricalciumsilicat übergeführt. In der Praxis sollte dieseKalkgrenze nicht überschritten werden, sodass der Klinkerneben Tricalciumsilicat in den allermeisten Fällen auch mehroder weniger hohe Gehalte an Dicalciumsilicat aufweist.
Das kalkärmere Dicalciumsilicat erhärtet ebenso wie das Trical-ciumsilicat hydraulisch, jedoch wesentlich langsamer, erreicht
Tafel I.3.1-2: Phasenzusammensetzung des Zementklinkers
Klinkerphasen chemische Kurzbe- Gehalt in M.-%Formeln zeichnung
Tricalcium- 3 CaO SiO2 C3S H 80silicat (Alit) M 63
N 45
Dicalcium- 2 CaO · SiO2 C2S H 32silicat (Belit) M 16
N 0
Calcium- 2 CaO · C2(A,F) H 14aluminatferrit (Al2O3, Fe2O3) M 8
N 4
Tricalcium- 3 CaO · Al2O3 C3A H 15aluminat M 11
N 7
freies CaO CaO H 3M 1N 0,1
freies MgO MgO H 4,5(Periklas) M 1,5
N 0,5
H: Hoher Gehalt, M: Mittlerer Gehalt, N: Niedriger Gehalt
38 I Zement
aber nach längerer Zeit die gleichen oder sogar noch höhereFestigkeiten.
Im Calciumaluminatferrit ist der größte Teil des im Klinker ent-haltenen Eisenoxids und ein Teil des Aluminiumoxids gebunden.Es ist eine Mischkristallverbindung, in der sich Al2O3 und Fe2O3
gegenseitig vertreten können. Im Zementklinker entspricht seineZusammensetzung etwa der Formel 4 CaO · Al2O3 · Fe2O3. DasCalciumaluminatferrit kann bis zu etwa 2 M.-% MgO in seinKristallgitter aufnehmen. Damit ist ein Farbwechsel von braunnach grau verbunden, dem der Portlandzement seine Farbe ver-dankt. Zur hydraulischen Erhärtung trägt das Calciumaluminat-ferrit wenig bei.
Der im Calciumaluminatferrit nicht gebundene Teil des Alumi-niumoxids bildet das Tricalciumaluminat. Es reagiert mit Wasserzwar sehr schnell und wirkt sich daher vor allem auf das Erstar-ren aus, seine hydraulischen Eigenschaften sind aber nichtbesonders ausgeprägt. In Verbindung mit den Silicaten erhöht esjedoch die Anfangsfestigkeit des Zements.
Nebenbestandteile des Zementklinkers sind das freie CaO(ungebundenes CaO, freier Kalk, Freikalk) und das freie MgO(Periklas). Bei der Reaktion mit Wasser bilden sich daraus dieHydroxide Ca(OH)2 und Mg(OH)2, die mehr Raum einnehmenals ursprünglich die Oxide. Freies CaO und freies MgO könnendaher Kalk- und Magnesiatreiben hervorrufen. Wenn sie in grobkristalliner Ausbildung in größeren Mengen vorliegen, läuft die Reaktion mit Wasser sehr langsam ab und ist dann nochnicht abgeschlossen, wenn die Erhärtung des Zements schonbegonnen hat. Normgerechte Zemente weisen kein Kalk- oderMagnesiatreiben auf. Das Magnesiatreiben wird in der Zement-norm DIN EN 197-1 durch Begrenzung des MgO-Gehalts imKlinker auf höchstens 5 M.-% verhindert.
3 Zementherstellung 39
Zu den Nebenbestandteilen des Klinkers gehört auch das Alkali-sulfat. Art und Menge des Alkalisulfats hängen vom Alkali- und Sulfatgehalt des Klinkers ab. Der Sulfatisierungsgrad (SG)gibt den prozentualen Anteil der Alkalien an, der als Alkalisulfatvorliegt. Er wird mit folgender Formel errechnet:
SG = · 100 [Gl I.3.1-1]
Durchschnittliche Sulfatisierungsgrade betragen 60 bis 80 %. Bei Sulfatisierungsgraden größer als 100 % kann nicht mehr dergesamte ins System eingetragene Schwefel an Alkalien gebun-den werden. In diesem Fall reagiert der überschüssige Schwefelmit Ca-Verbindungen zu Calciumsulfat.
Hüttensand
Bei der Produktion von Roheisen entsteht aus Gangart, Koks-asche und Zuschlägen als Nebenprodukt Hochofenschlacke.Durch Granulation, d. h. durch schnelle Kühlung der bis zu etwa 1500 °C heißen, flüssigen, basischen Schlacke mit Wasserauf Temperaturen unter 100 °C entsteht Hüttensand in einerKörnung von bis zu einigen mm. Dadurch wird erreicht, dass die Schlackenschmelze überwiegend glasig erstarrt. ModerneGranulationsanlagen bestehen aus einem Spritzkopf, in dem dieflüssige Schlacke mit etwa der 10fachen Wassermenge abge-schreckt und in ein feinkörniges Granulat zerteilt wird. Das Gra-nulat wird einem Entwässerungssystem zugeführt, in dem eineRestfeuchte von etwa 10 bis 15 % erreicht wird. Das erhitzte undggf. verdampfte Wasser wird einem Kühlsystem und anschlie-ßend über einen geschlossenen Kreislauf wieder dem Granulier-wasser zugeführt.
Hüttensand ist ein latent-hydraulischer Stoff, der mit einem An-reger (z. B. Ca(OH)2, CaSO4) in technisch nutzbarer Zeit hydrau-
l72,93 · M.-% SO3l
94,20 · M.-% Na2O + 61,98 · M.-% K2O
40 I Zement
lisch erhärtet. Die hydraulischen Eigenschaften des Hüttensandshängen im Wesentlichen von seinem Glasgehalt sowie von seinerchemischen Zusammensetzung ab. Die Zementnorm DIN EN197-1 fordert, dass der Glasanteil des Hüttensands mindestenszwei Drittel betragen muss. Darüber hinaus muss der Hüttensandzumindest zu zwei Dritteln aus CaO, MgO und SiO2 bei einemMassenverhältnis (CaO + MgO)/(SiO2) größer als 1,0 bestehen.
Portlandhüttenzemente (CEM II-S) mit Hüttensandgehalten bis35 M.-% bzw. Hochofenzemente (CEM III) mit Gehalten von 36–95 M.-% Hüttensand werden durch gemeinsames Mahlenvon Hüttensand, Portlandzementklinker und Sulfatträger her-gestellt. Die beiden Hauptbestandteile können auch getrenntgemahlen und anschließend homogenisiert werden. Von insge-samt 7,6 Mio. t Hochofenschlacke wurden in Deutschland imJahr 2000 5,2 Mio. t zu Hüttensand granuliert und nahezu voll-ständig der Zementherstellung zugeführt [VDE]. Rund 29 %aller in Deutschland hergestellten Zemente sind entweder Port-landhütten- oder Hochofenzemente. Damit ist Hüttensand nebenZementklinker einer der technisch wichtigsten Hauptbestand-teile in deutschen Zementen.
Die latent-hydraulische Reaktion des Hüttensands führt dazu,dass die Anfangserhärtung des Zements mit zunehmendemHüttensandgehalt langsamer abläuft. Da der Hüttensand jedochin höherem Hydratationsalter immer noch einen deutlichen Reak-tionsfortschritt zeigt, weisen die hüttensandreichen Zemente beientsprechend sorgfältiger Nachbehandlung eine höhere Nach-erhärtung nach 28 Tagen auf als z. B. Portlandzemente.
Nach DIN 1164 können hüttensandhaltige Zemente als NA-Zemente eingesetzt werden, sofern ihr Hüttensandanteil und dasNa2O-Äquivalent den in Tafel I.3.1-3 angegebenen Anforderun-gen entspricht. CEM III/B-Zemente gelten als HS-Zemente mithohem Sulfatwiderstand nach DIN 1164.
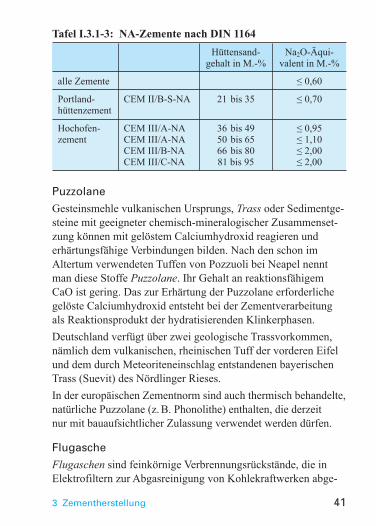
Tafel I.3.1-3: NA-Zemente nach DIN 1164
Hüttensand- Na2O-Äqui-gehalt in M.-% valent in M.-%
alle Zemente ≤ 0,60
Portland- CEM II/B-S-NA 21 bis 35 ≤ 0,70hüttenzement
Hochofen- CEM III/A-NA 36 bis 49 ≤ 0,95zement CEM III/A-NA 50 bis 65 ≤ 1,10
CEM III/B-NA 66 bis 80 ≤ 2,00CEM III/C-NA 81 bis 95 ≤ 2,00
3 Zementherstellung 41
PuzzolaneGesteinsmehle vulkanischen Ursprungs, Trass oder Sedimentge-steine mit geeigneter chemisch-mineralogischer Zusammenset-zung können mit gelöstem Calciumhydroxid reagieren underhärtungsfähige Verbindungen bilden. Nach den schon imAltertum verwendeten Tuffen von Pozzuoli bei Neapel nenntman diese Stoffe Puzzolane. Ihr Gehalt an reaktionsfähigemCaO ist gering. Das zur Erhärtung der Puzzolane erforderlichegelöste Calciumhydroxid entsteht bei der Zementverarbeitungals Reaktionsprodukt der hydratisierenden Klinkerphasen.
Deutschland verfügt über zwei geologische Trassvorkommen,nämlich dem vulkanischen, rheinischen Tuff der vorderen Eifelund dem durch Meteoriteneinschlag entstandenen bayerischenTrass (Suevit) des Nördlinger Rieses.
In der europäischen Zementnorm sind auch thermisch behandelte,natürliche Puzzolane (z. B. Phonolithe) enthalten, die derzeit nur mit bauaufsichtlicher Zulassung verwendet werden dürfen.
FlugascheFlugaschen sind feinkörnige Verbrennungsrückstände, die inElektrofiltern zur Abgasreinigung von Kohlekraftwerken abge-
42 I Zement
schieden werden. Sie können je nach Herkunft und chemisch-mineralogischer Beschaffenheit der Braun- bzw. Steinkohlealumo-silicatisch oder silicatisch-kalkhaltig zusammengesetztsein und besitzen puzzolanische Eigenschaften. Kalkreiche Flug-aschen können zudem hydraulische Eigenschaften aufweisen.
In Deutschland wird der überwiegende Teil der heute in derBaustoffindustrie eingesetzten Steinkohlenflugasche bei derBetonherstellung zugesetzt. Als Zementhauptbestandteil spieltSteinkohlenflugasche (SFA) derzeit keine Rolle. SFA fallenaufgrund ihres geringen Gehalts an reaktionsfähigem CaO vonunter 5 M.-% und ihres Anteils an reaktionsfähigem SiO2 vonmindestens 25 M.-% in die Kategorie der kieselsäurereichenFlugaschen. Ihr Glühverlust, bestimmt nach DIN EN 196-2, darfhöchstens 5 M.-% betragen. Mit diesem Kriterium wird derGehalt an porösen, unverbrannten Kokspartikeln in der Flug-asche kontrolliert.
Die Verbrennungstemperaturen von Steinkohle liegen je nachFeuerungsart zwischen etwa 800 und 1700 °C. Ein beträchtlicherTeil der Verbrennungsrückstände kann bei höheren Feuerraum-temperaturen aufgeschmolzen werden und glasig erstarren. Ge-schieht das Erstarren noch im Flug, so entstehen kugelförmigeGlaspartikel. Diesen glasigen Bestandteilen wird der wesentlicheAnteil an puzzolanischer Reaktionsfähigkeit zugeschrieben.
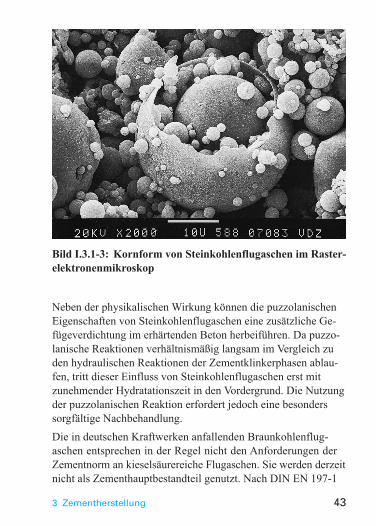
In der Regel liegen die Feinheiten von Steinkohlenflugaschen ausdeutschen Kraftwerken zwischen etwa 2 700 und 5 300 cm2/gnach Blaine. Durch die Ergänzung bzw. Verbesserung der Korn-verteilung von Gesteinskörnungen im Feinstbereich sowie durchdie überwiegend kugelige Kornform von Steinkohlenflugaschen(s. Bild I.3.1-3) wird die Verarbeitbarkeit von Betonen mit Portlandflugaschezement günstig beeinflusst [Ric1]. Von Nach-teil können poröse Bestandteile in der SFA sein, die zu einemAnstieg des Wasseranspruchs führen können.
3 Zementherstellung 43
Neben der physikalischen Wirkung können die puzzolanischenEigenschaften von Steinkohlenflugaschen eine zusätzliche Ge-fügeverdichtung im erhärtenden Beton herbeiführen. Da puzzo-lanische Reaktionen verhältnismäßig langsam im Vergleich zuden hydraulischen Reaktionen der Zementklinkerphasen ablau-fen, tritt dieser Einfluss von Steinkohlenflugaschen erst mitzunehmender Hydratationszeit in den Vordergrund. Die Nutzungder puzzolanischen Reaktion erfordert jedoch eine besonderssorgfältige Nachbehandlung.
Die in deutschen Kraftwerken anfallenden Braunkohlenflug-aschen entsprechen in der Regel nicht den Anforderungen derZementnorm an kieselsäurereiche Flugaschen. Sie werden derzeitnicht als Zementhauptbestandteil genutzt. Nach DIN EN 197-1
Bild I.3.1-3: Kornform von Steinkohlenflugaschen im Raster-elektronenmikroskop
44 I Zement
sind deutsche Braunkohlenaschen aufgrund ihrer chemischenZusammensetzung als kalkreiche Flugaschen einzustufen, sofern ihr Massenanteil an reaktionsfähigem CaO 10 M.-%übersteigt und die Aschen weitere Anforderungen an dieZusammensetzung und an ihren Festigkeitsbeitrag durch Puzzo-lanität erfüllen.
Gebrannter Schiefer
Die Verwendung von Ölschiefer zur Zementherstellung konzen-triert sich auf die Region um Dotternhausen (Baden-Württem-berg). Ölschiefer ist ein bituminöser Mergel mit einem durch-schnittlichen Gehalt an organischer Substanz von ca. 11 M.-%.Weitere Hauptbestandteile sind Calciumcarbonat (ca. 41 M.-%),Tonmineralien (ca. 21 M.-%) und Quarz (ca. 12 M.-%). Er wirdin Deutschland nur an der Nordwestflanke der SchwäbischenAlb abgebaut.
Ölschiefer kann beim Klinkerbrennprozess als fossiler Energie-träger wie als Tonkomponente eingesetzt werden. Durch Bren-nen des Ölschiefers bei rund 800 °C in der Wirbelschicht ent-steht daraus ein Bindemittel, das sowohl hydraulische als auchpuzzolanische Eigenschaften aufweist. Die dabei freigesetzteVerbrennungswärme wird zur Stromerzeugung genutzt.
Der gebrannte Ölschiefer enthält als hydraulische und puzzola-nische Bestandteile Dicalciumsilicat, verschiedene Calcium-aluminate und aktives Siliciumdioxid (Kieselsäure). Mit einerEigendruckfestigkeit gemäß DIN EN 196-1 von mindestens25 N/mm2 nach 28 Tagen wird der gebrannte Ölschiefer alsHauptbestandteil zur Herstellung von Portlandschieferzement(CEM II-T) aller Festigkeiten verwendet.
3 Zementherstellung 45
Kalkstein
Kalkstein, der als Hauptbestandteil im Zement verwendet wird,muss den in DIN EN 197-1 festgelegten Anforderungen genü-gen, um einen ausreichend hohen Frostwiderstand des Zementsim Beton sicherzustellen.
Der CaCO3-Gehalt des Kalksteins darf 75 M.-% nicht unter-schreiten. Der Gehalt an organischer Substanz (TOC) ist aufmaximal 0,2 M.-% begrenzt.
Der Einfluss des Kalksteinmehls auf die Zementeigenschaftenberuht im Wesentlichen auf einer Füllerwirkung. Die Korn-größenverteilung von Portlandkalksteinzement ist meist breiterals die von Portlandzement. Dementsprechend besitzen Port-landkalksteinzemente verbesserte Verarbeitungseigenschaften.Die gesteigerte Hohlraumfüllung durch den erhöhten Anteilfeiner Kalksteinpartikel führt außerdem zu einer hohen Dauer-haftigkeit von Beton.
Silicastaub
Die DIN EN 197-1 lässt auch den Einsatz von Silicastaub alsHauptbestandteil von Zementen (CEM II/A-D) zu. Derzeit wirdjedoch Silicastaub in Deutschland nur als Betonzusatzstoff ein-gesetzt (s. Abschnitt II.2.2).
3.2 Verfahrenstechnik
3.2.1 Klinkerherstellung
Die industrielle Herstellung des Massenbaustoffs Zement hatsich zu einem bedeutenden Gebiet der modernen Verfahrens-technik entwickelt, das vom Gewinnen der Rohstoffe bis zumVerladen des fertigen Produkts viele Grundverfahren umfasst.Wie auch in anderen Zweigen der Grundstoffindustrie war dietechnologische Entwicklung der letzten Jahre unter dem Druck
46 I Zement
ständig wachsender Anforderungen und Kosten vor allem durchdie Modernisierung bestehender Anlagen und den Neubau vonspezifisch kostengünstigeren Großanlagen gekennzeichnet.
Dabei standen sowohl prozessintegrierte Maßnahmen zur Ver-besserung des Umweltschutzes als auch die Einführung von Pro-zessleitsystemen sowie von Automatisierungsvorgängen im Vor-dergrund, um den Anforderungen an die Qualität des Zements,vor allem an die Gleichmäßigkeit der Zementeigenschaftengerecht zu werden.
Durch den im Vergleich zu anderen Industrien sehr hohen Anteilder Energiekosten an den gesamten Herstellkosten sowie der im Jahr 1995 eingegangenen Selbstverpflichtung der Zement-industrie, ihren thermischen Energieverbrauch von 1987 biszum Jahre 2005 um 20 % zu senken, stellt die Energieeinsparungnach wie vor eine bedeutende technische und gesellschaftspoli-tische Aufgabe dar.
Der nachfolgende Abriss beschränkt sich auf die Herstellung desZementklinkers, das gemeinsame Vermahlen mit Gips und/oderAnhydrit, ggf. mit anderen Hauptbestandteilen sowie dasgetrennte Mahlen und anschließende Mischen der Hauptbestand-teile. Schematisch ist der Verfahrensablauf in einem Zement-werk in Bild I.3.2-1 dargestellt.
Gewinnen der Rohstoffe
Die wichtigsten Zementrohstoffe Kalkstein, Ton und ihr natür-liches Gemisch, der Kalksteinmergel, werden in Steinbrüchenhauptsächlich durch Sprengen gewonnen. Bei einer Sprengungfallen je nach Werksgröße und Bedarf Gesteinsmengen bis50 000 t oder mehr an. Das Gestein wird mit Hochlöffelbaggernoder Rad-Schaufelladern auf Schwerlastwagen von 20 bis 80 tFassungsvermögen verladen. Die Fahrzeuge befördern das groß-
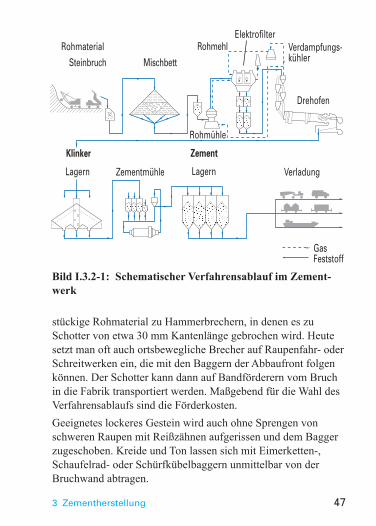
3 Zementherstellung 47
stückige Rohmaterial zu Hammerbrechern, in denen es zuSchotter von etwa 30 mm Kantenlänge gebrochen wird. Heutesetzt man oft auch ortsbewegliche Brecher auf Raupenfahr- oderSchreitwerken ein, die mit den Baggern der Abbaufront folgenkönnen. Der Schotter kann dann auf Bandförderern vom Bruchin die Fabrik transportiert werden. Maßgebend für die Wahl desVerfahrensablaufs sind die Förderkosten.
Geeignetes lockeres Gestein wird auch ohne Sprengen vonschweren Raupen mit Reißzähnen aufgerissen und dem Baggerzugeschoben. Kreide und Ton lassen sich mit Eimerketten-,Schaufelrad- oder Schürfkübelbaggern unmittelbar von derBruchwand abtragen.
Steinbruch Mischbett
Elektrofilter
Zementmühle
Zement
Lagern Verladung
RohmehlRohmaterial
Drehofen
Lagern
Klinker
Verdampfungs-kühler
Rohmühle
GasFeststoff
Bild I.3.2-1: Schematischer Verfahrensablauf im Zement-werk
48 I Zement
Als wesentliche Voraussetzung für die Güte und Gleichmäßig-keit des Zements muss die zur Klinkerherstellung erforderlicheZusammensetzung des ofenfertigen Rohguts genau und gleichbleibend eingehalten werden. Wenn die Lagerstätten größereSchwankungen in ihrer chemischen Zusammensetzung auf-weisen, wird vielfach schon der Rohschotter vorhomogenisiert.Hierfür werden nacheinander zwei oder mehrere rechteckigeoder kreisförmige Vorratslager („Mischbetten“) schichtweisenach unterschiedlichem Muster aufgeschüttet. Die Halden fassenin der Regel den Schottervorrat für eine Woche, das sind je nachWerksgröße zwischen 20 000 bis 80 000 t. Die jeweils fertigeHalde wird quer zu den Schichten wieder abgetragen. Mit die-sen „Mischbetten“ lassen sich Vergleichmäßigungsgrade von rd. 70 bis 90 % erzielen und demnach Schwankungen des Vor-kommens bereits weitgehend ausgleichen. Gleichzeitig kann mitHilfe einer laufenden Probenahme oder modernster kontinuier-licher Messtechnik beim Aufbau der Halde die durchschnittlichechemische Zusammensetzung dadurch gesteuert werden, dassRohmaterial von bestimmten Stellen des Steinbruchs oder vonvorbereiteten Korrekturmateriallagern gezielt auf das Mischbettgefahren wird.
Aufbereiten des Rohmaterials
Das Rohmaterial wird in Deutschland nahezu ausschließlichtrocken aufbereitet; an einem Standort werden die Einsatzstoffelagerstättenbedingt nass aufbereitet.
Bei der trockenen Aufbereitung werden die Rohmaterialkompo-nenten über genau geregelte Dosiereinrichtungen einer Mühle inbestimmten Mischungsverhältnissen aufgegeben und zu Roh-mehl feingemahlen. Mitunter werden Korrekturkomponentenwie Quarzsand oder Eisenerz zugesetzt, um die erforderlichechemische Zusammensetzung des Rohmehls einzustellen. Auch
3 Zementherstellung 49
Sekundärrohstoffe werden meist der Rohmühle zugegeben, um eine optimale Vermischung mit den anderen Rohstoffen zuerzielen.
Während des Zerkleinerns wird das Mahlgut mit Heißgasgetrocknet, das durch die Mahlanlage gesaugt wird. Im All-gemeinen wird hierfür der Wärmeinhalt der Abgase des Ofen-systems genutzt. Damit lässt sich je nach Bauweise der Mahl-anlage Rohmaterial mit 8 bis 12 M.-% Feuchte trocknen. Beihöheren Gutfeuchten wird ein Teil der Kühlerabluft mitverwen-det oder eine zusätzliche Feuerung zur Heißgaserzeugung einge-setzt. Sehr feuchtes Rohmaterial wird z. T. vor der Mahlung ineinem Trommeltrockner vorgetrocknet.
Anstelle von Rohrmühlen, in denen das Gut durch eine umge-wälzte Stahlkugelfüllung gemahlen wird, werden heute zuneh-mend Wälzmühlen zur Rohmaterialmahlung verwendet. Hierinüberrollen feststehende Walzen das Gut auf einem sich drehen-den Mahlteller. Diese Mühlen haben im Vergleich zu Rohr-mühlen einen niedrigeren Energiebedarf, eine höhere Trock-nungsleistung, einen einfacheren Aufbau und können eingröberes Aufgabegut verarbeiten. Ferner emittieren sie wenigerLärm und – bei bestimmten Betriebszuständen – auch wenigerStaub. Bei stark schleißenden Materialien sind ihre Einsatzmög-lichkeiten aber begrenzt. Große Wälzmühlen ermahlen heutestündlich bis zu 500 t Rohmehl und haben einen Energiebedarfvon etwa 10 bis 16 kWh/t Rohmehl.
Die Kreide an der Unterelbe wird aufgrund ihres Feuchtegehaltsin Schlämmtrommeln aufgeschlämmt. Der Schlamm wird inRührwerke geleitet und dort mechanisch sowie mit Drucklufthomogenisiert. Der Rohschlamm wird in Kammerfilterpressenentwässert und in einem Steigrohrtrockner unter Verwendungder heißen Ofenabgase und der Kühlerabluft getrocknet. Durchdiese Art der Aufbereitung und Trocknung kann das Rohmaterial
50 I Zement
in einer Ofenanlage, die nach dem Trockenverfahren arbeitet,eingesetzt werden. Im vorliegenden Fall wird es dem Zyklon-vorwärmer einer modernen Drehofenanlage mit Vorcalcinierungaufgegeben.
Das fertige Rohmehl bzw. der Rohschlamm werden vom Werks-labor in kurzen Abständen analysiert. Mit Hilfe modernerAnalysegeräte (z. B. RFA) lassen sich Änderungen der Zusam-mensetzung schnell erkennen und durch Verstellen der Kompo-nentendosierung aussteuern. Verbleibende Schwankungen imRohmehl werden in Homogenisiersilos ausgeglichen. Homo-genisiersilos werden chargenweise oder im Durchlauf betrieben.Zum Homogenisieren wird das Rohmehl mit Luft fluidisiert undim Fließbett umgewälzt oder mechanisch über mehrere Silos imKreislauf gefördert. Aus Kostengründen werden jedoch häufigDurchlaufmischsilos bevorzugt, in denen das Rohmehl durch die Bildung von Materialtromben während des Entleerungs-prozesses homogenisiert wird. Unterstützt wird dieser Prozessdurch das gezielte Belüften verschiedener Bodensektionen desSilos und das Wechseln der Abzugsstelle. Rohschlamm wird mitRührwerken unter Einblasen von Luft homogenisiert.
Entwicklung der Ofentechnik
Zementklinker wird heute in der Bundesrepublik Deutschlandzum überwiegenden Teil (88,4 % der genehmigten Klinkerkapa-zität) nach dem Trockenverfahren in Drehrohröfen mit Zyklon-vorwärmern hergestellt. Darüber hinaus erfolgt die Klinkerpro-duktion nach dem so genannten Halbtrockenverfahren (10,7 %), bei dem das Rohmaterial in Form von Pellets in einem Rostvor-wärmer erhitzt wird, bevor es im Drehrohr zu Klinker gebranntwird (Lepolöfen). Das Nassverfahren, bei dem das Rohmaterialdem Ofen als Schlamm mit über 30 M.-% Wasseranteil aufge-geben wird, ist im Zuge von Modernisierungsmaßnahmen be-
3 Zementherstellung 51
reits während der 60er und 70er Jahre auf das kostengünstigereund energiesparendere Trockenverfahren mit Zyklonvorwärmerumgestellt worden.
0,9 % der genehmigten Klinkerleistung entfällt in der Bundes-republik auf Schachtöfen. Die Entwicklung der genehmigtenOfenkapazitäten in Deutschland nach Produktionsverfahrenzeigt Tafel I.3.2-1.
In Deutschland hat sich die Struktur des Brennverfahrens ineinem Zeitraum von mehr als 25 Jahren deutlich verändert. Sostieg in den alten Bundesländern der Anteil der energiesparen-den Anlagen, die nach dem Trockenverfahren arbeiten (Öfen mit Zyklonvorwärmer), von 1972 bis 1998 von 56 % auf 84 %(Anteil an der genehmigten Klinkerleistung). Der Anteil derRostvorwärmeranlagen ging von 30 % auf 14 % zurück. Öfen, dienach dem Nassverfahren arbeiten, wurden vollständig stillgelegt.
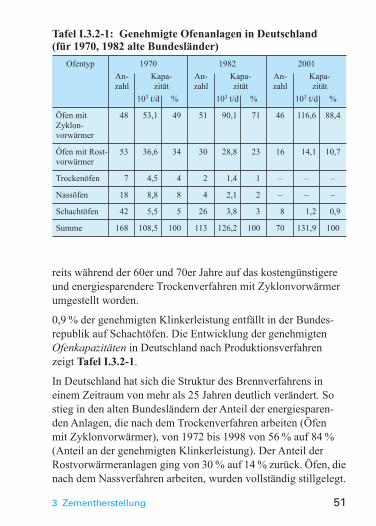
Tafel I.3.2-1: Genehmigte Ofenanlagen in Deutschland (für 1970, 1982 alte Bundesländer)
Ofentyp 1970 1982 2001
An- Kapa- An- Kapa- An- Kapa-zahl zität zahl zität zahl zität
103 t/d % 103 t/d % 103 t/d %
Öfen mit 48 53,1 49 51 90,1 71 46 116,6 88,4Zyklon-vorwärmer
Öfen mit Rost- 53 36,6 34 30 28,8 23 16 14,1 10,7vorwärmer
Trockenöfen 7 4,5 4 2 1,4 1 – – –
Nassöfen 18 8,8 8 4 2,1 2 – – –
Schachtöfen 42 5,5 5 26 3,8 3 8 1,2 0,9
Summe 168 108,5 100 113 126,2 100 70 131,9 100
52 I Zement
Eine ähnliche Entwicklung hat sich in den neuen Bundesländernallerdings in einem deutlich kürzeren Zeitraum von nur achtJahren (1990 bis 1998) vollzogen. Dort werden inzwischen 90 %des Zementklinkers in Ofenanlagen mit Zyklonvorwärmernhergestellt.
Neue Ofenanlagen werden heute ausschließlich als Zyklonvor-wärmeröfen mit Calcinator, Tertiärluftleitung und Rostkühlergebaut. Die Drehofenanlagen können im Vergleich zu Anlagengleicher Leistung ohne Calcinator kleiner dimensioniert unddadurch kostengünstiger errichtet und betrieben werden. Dieetwas geringeren Energieverluste, die sich bei diesem Verfahrenaufgrund der geringeren Wärmeabstrahlung des Drehofens er-geben, werden bei gleicher Zyklonstufenzahl durch erhöhteAbgasverluste aufgehoben. Allerdings besteht bei Neuanlagendie Möglichkeit, diese Verluste durch den Einbau zusätzlicherZyklonstufen auszugleichen. Durch die Vorcalcinierung desBrennguts wird ein gleichmäßiger Ofenbetrieb erreicht, der einewichtige Voraussetzung für einen niedrigen Brennstoffenergie-verbrauch ist und gleichzeitig prozessintegriert zur Emissions-minderung beiträgt. Aufgrund der höheren Ofenleistung dieserAnlagen führt der zunehmende Einsatz dieser Technologie darüber hinaus zu einer Energieeffizienzsteigerung.
Zyklonvorwärmer
Die Zyklonvorwärmer, die je nach Klinkerkapazität der Ofen-anlage in ein- oder zweisträngiger Ausführung gebaut werden,bestehen aus vier bis sechs Zyklon- oder Wirbelkammerstufen,die in 50 bis 120 m hohen Türmen übereinander angeordnet sindund vom Abgas im Gegenstrom von unten nach oben durch-strömt werden. Das Rohmehl wird im Steigschacht zur oberstenStufe aufgegeben und in der Strömung schwebend auf die örtliche Gastemperatur erhitzt. Im Zyklon wird es vom Gas
3 Zementherstellung 53
getrennt und in die darunter liegende Stufe abgeschieden. Durchdie intensive Vermischung kommt es zu einem sehr gutenWärmeaustausch zwischen Brenngut und Abgas. Der Vorgangwiederholt sich in jeder Stufe bei jeweils höheren Temperaturen,wobei der im Rohmehl enthaltene Kalkstein teilweise entsäuertwird. Die Restentsäuerung findet in einem Calcinator oder in der Calcinierzone des Drehofens statt. Das Abgas verlässt denVorwärmer mit einer Temperatur von 280 bis 350 °C.
Rostvorwärmer
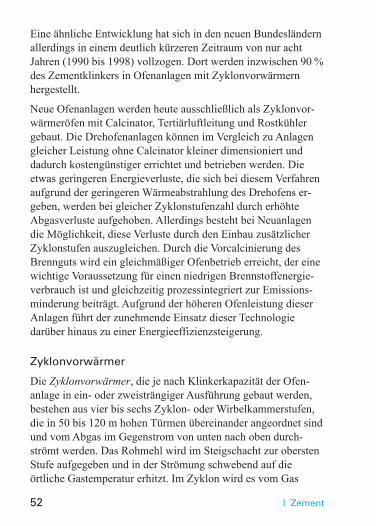
Ofenanlagen mit Rostvorwärmer („Lepol“-Öfen) werden mitGranalien oder Pellets beschickt. In Deutschland arbeiten dieseAnlagen nach dem Halbtrockenverfahren, bei dem Pellets ausRohmehl und Wasser auf Granuliertellern hergestellt werden.
Das Brenngut wird dem Drehrohr auf einem Wanderrost zuge-führt und dabei von den Abgasen im Querstrom in einerTrockenkammer und einer Heißkammer, die durch eine Trenn-wand voneinander getrennt sind, bis auf Calcinierungstempera-turen erhitzt (s. Bild I.3.2-2). Das aus dem Ofen kommende1100 bis 1200 °C heiße Abgas wird in der Heißkammer vonoben durch die Pelletschicht gesaugt. Anschließend wird das auf ca. 250 bis 300 °C abgekühlte Gas in Zyklonen vorentstaubt undvon oben in die Trockenkammer eingeleitet. Nach abschließen-der Trocknung der Pellets verlässt das Abgas mit einer Tempe-ratur zwischen 90 und 150 °C den Vorwärmer und wird nach der Entstaubung über einen Kamin abgeleitet. Rostvorwärmer-öfen wurden für Tagesleistungen von bis zu 3300 t Klinkergebaut.
Das Halbnassverfahren, für das Rohschlamm in mechanischenFilterpressen entwässert wird und mit Siebknetern zu strangför-migen Formlingen gepresst wird, findet in Deutschland keineAnwendung mehr.
54 I Zement
Verfahrensbedingt haben Öfen mit Rostvorwärmer zur Trock-nung des Brennguts einen höheren thermischen Energiebedarfals Öfen mit Zyklonvorwärmer. Zum Teil konnten Öfen mitRostvorwärmer allerdings betriebstechnisch und energetisch soweit optimiert werden, dass ihr spezifischer Energiebedarf demvon Zyklonvorwärmeröfen vergleichbar ist. Ein Umbau vonÖfen mit Rostvorwärmer auf Zyklonvorwärmeranlagen ist mitsehr hohen Investitionen verbunden und nicht wirtschaftlichdurchführbar. Die Abnahme der Zahl der Öfen mit Rostvorwär-mer in den vergangenen Jahren ist vor allem auf den Ersatzdurch neugebaute Zyklonvorwärmeröfen zurückzuführen.
Drehofenanlagen mit Vorcalcinator
Die Weiterentwicklung der Zyklonvorwärmeröfen konventio-neller Bauart führte seit 1966 zur Einführung der Vorcalcinier-
123
4
5
6
7 9 128
10 11
Bild I.3.2-2: Drehofenanlage mit Rostvorwärmer(Lepol-Ofen)
1 Abgas zur Entstaubung2 Aufgabegut3 Granulierteller4 Zwischengasentstaubung5 Heißkammer6 Trockenkammer
7 Wanderrost8 Drehofenrohr9 Brenner
10 Rostkühler11 Klinkerförderer12 Heißluftverwertung
3 Zementherstellung 55
technik. Die Vorcalciniertechnik veränderte die Verfahrens-technik der Klinkerherstellung maßgeblich. Die Vorteile liegenin den niedrigen spezifischen Investitions- und Betriebskosten,hoher Produktionskapazität, gleichmäßiger Prozessführung undzusätzlichen Möglichkeiten zur Emissionsminderung.
Die größten Ofenanlagen mit Vorcalciniertechnik leisten heutzu-tage 8 000 bis 10 000 t Klinker je Tag. Der größte Zyklonvor-wärmerofen in Deutschland verfügt derzeit über eine geneh-migte Klinkerkapazität von 6 000 t Klinker pro Tag.
Bei der Vorcalcinierung wird das aus der zweituntersten Zyklon-stufe austretende Heißmehl von aus dem Drehofen aufströmen-dem Heißgas mitgerissen und in den Calcinator geführt, der zwi-schen Zyklonvorwärmer und Drehofen angeordnet ist. Dabeihandelt es sich um einen Schacht, in dem Ofengas und Brenngutim Gleichstrom geführt werden und intensiv miteinander reagie-ren. Das Ofenabgas wird schlagartig von etwa 1100 bis 1200 °Cauf die Entsäuerungstemperatur von etwa 830 °C abgekühlt. Umdie endotherm ablaufene Entsäuerungsreaktion aufrecht zu erhal-ten, werden im Calcinator Brennstoffe zugegeben, deren Wärme-eintrag je nach Ofenanlage bis zu 60 % des gesamten Brennstoff-energiebedarfs betragen kann (s. Bild I.3.2-3). Im Vergleich zuherkömmlichen Anlagen erhöht sich durch den Calcinator derVorentsäuerungsgrad des Rohmehls auf über 90 %. Im Gegensatzdazu wird beim konventionellen Verfahren die gesamte Energiefür die Entsäuerung über die Primärfeuerung zugegeben und das Rohmaterial wird lediglich zu 40 bis 50 % im Vorwärmervorentsäuert. Durch die Erhöhung des Vorentsäuerungsgradskann der Drehofen kleiner ausgelegt bzw. bei gleichen Dimen-sionen mit höherer Leistung betrieben werden.
Aufgrund des für die Entsäuerung energetisch günstigen Tempe-raturbereiches von 830 bis 950 °C im Calcinator ermöglicht dieVorcalciniertechnik den flexiblen Einsatz von heizwertarmen,
56 I Zement
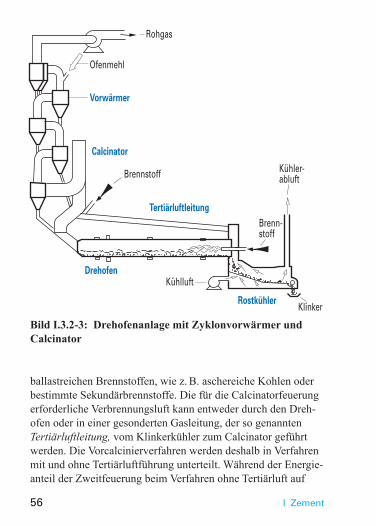
ballastreichen Brennstoffen, wie z. B. aschereiche Kohlen oderbestimmte Sekundärbrennstoffe. Die für die Calcinatorfeuerungerforderliche Verbrennungsluft kann entweder durch den Dreh-ofen oder in einer gesonderten Gasleitung, der so genanntenTertiärluftleitung, vom Klinkerkühler zum Calcinator geführtwerden. Die Vorcalcinierverfahren werden deshalb in Verfahrenmit und ohne Tertiärluftführung unterteilt. Während der Energie-anteil der Zweitfeuerung beim Verfahren ohne Tertiärluft auf
Vorwärmer
Tertiärluftleitung
Calcinator
Rohgas
Ofenmehl
Brennstoff
Brenn-stoff
Kühlluft
Klinker
Drehofen
Kühler-abluft
Rostkühler
Bild I.3.2-3: Drehofenanlage mit Zyklonvorwärmer undCalcinator
3 Zementherstellung 57
ca. 25 % beschränkt ist, werden neuere Vorcalcinieröfen nachdem Tertiärluft-Verfahren mit einem Zweitfeuerungsanteil vonbis zu 60 % ausgelegt.
Seit Ende der 80er Jahre werden Calcinatoren meist mit einergestuften Verbrennungsführung ausgestattet, durch die die NOx-Emissionen der Drehofenanlage vermindert werden können (s. Abschnitt I.3.3.2). Die Calcinatoren unterscheiden sich dabei in ihrer Bauart im Wesentlichen durch den Ort derBrennstoffzugabe, die Art der Aufteilung von Brennstoff,Brenngut und Tertiärluft sowie die geometrische Gestaltung.
Drehrohrofen
Das aus der unteren Zyklonstufe des Vorwärmers austretendeMaterial gelangt in das Drehrohr der Ofenanlage. Drehöfen sindunter 3 bis 4º geneigt liegende, feuerfest ausgemauerte Rohremit Durchmessern bis etwa 6 m, die sich mit 1,3 bis 3,5 Umdre-hungen in der Minute drehen. Durch die Drehbewegung und dieNeigung der Ofenachse wird das Brenngut vom Ofeneinlauf inRichtung des am Ofenauslauf installierten Brenners bewegt. Inder so genannten Sinterzone erreicht das Brenngut Temperaturenvon etwa 1450 °C, bei einer Gastemperatur bis zu 2 000 °C. DieGasverweilzeit beträgt je nach Ofenlänge 2 bis 4 s bei Tempera-turen von mehr als 1200 °C. Die Durchlaufzeit des Materialsdurch den Ofen beträgt je nach Vorentsäuerungsgrad und Ofen-dimensionierung 20 bis 40 Minuten.
Die heutigen Öfen mit Zyklon- bzw. Rostvorwärmer verfügenüber ein Länge/Durchmesser-Verhältnis von 10 bis 17 und wer-den heute mit einer Lagerung auf zwei Laufringstationen gebaut.Der Wegfall der bis vor wenigen Jahren üblichen drittenLaufringstation und die im Vergleich zu früheren Ofenanlagenreduzierten Ofenmaße erlauben eine deutliche Verringerung derInvestitionskosten. Ein weiterer Vorteil des zweifach gelagerten
58 I Zement
Drehofens ist seine statisch bestimmte Lagerung. Überlastungs-zustände, wie sie bei drei- oder vierfach gelagerten Öfen z. B.durch Fundamentsenkungen oder Ofenrohrverkrümmungen auf-treten können, treten bei diesen Drehöfen praktisch nicht auf.
In Deutschland werden heute keine langen Nass- oder Trocken-öfen mehr betrieben. Bei diesen drei- bis vierfach gelagertenlangen Öfen, die ohne Vorwärmer betrieben werden, beträgt dieLänge das 32- bis 35fache des Durchmessers; das sind bei dengrößten Einheiten über 200 m. Bei einer Klinkerleistung von bis3 000 t je Tag und darüber zeichnen sie sich durch Einfachheitund große Betriebssicherheit aus. In ihrem oberen Teil haben sieKettenvorhänge und feste Einbauten, die den Wärmeaustauschverbessern. Neben dem Trockenverfahren werden diese Öfen jenach Rohstoffsituation auch im Nassverfahren betrieben.
Die Verbrennungsluft wird dem Drehofen vor allem als vorge-wärmte Luft (Sekundärluft) aus dem Klinkerkühler mit Tempe-raturen von 600 bis 1000 °C zugeführt. Nur ein Anteil von 6 bis13 % wird direkt über den Brenner eingeblasen (Primärluft).Dabei erfordern moderne Brenner einen Brennerluftanteil an derVerbrennungsluft von 6 bis 8 % gegenüber herkömmlichen Bren-nern mit 12 bis 13 %. Durch die Verringerung dieses nicht vorge-wärmten Verbrennungsluftanteils kann eine Energieeinsparungvon 50 bis 80 kJ/kg Klinker erreicht werden.
Die neben den Drehöfen früher weit verbreiteten und bewährtenSchachtöfen bestehen aus feuerfest ausgemauerten, senkrechtenZylindern von 2 bis 3 m Durchmesser und 8 bis 10 m Höhe. Siewerden von oben mit Pellets aus Rohmehl und feinkörnigerKohle oder Koks beschickt. Das Brenngut durchwandert im obe-ren, etwas erweiterten Teil des Ofens eine kurze Sinterzone,wird dann von der von unter eingeblasenen Verbrennungsluftgekühlt und verlässt den Ofen am unteren Ende über einen Aus-gangsrost als Klinker.
3 Zementherstellung 59
Die Tagesproduktion von Schachtöfen liegt unter 300 t Klinker,der Wärmebedarf liegt zwischen 3100 bis 4 200 kJ/kg Kl. Sie sind nur für sehr kleine Werke wirtschaftlich. Der Anteil der Schachtöfen an der genehmigten Ofenkapazität beträgt inDeutschland heute nur noch 0,9 %.
Kühler
An den Ofenauslauf schließt sich ein Klinkerkühler an. ZurKlinkerkühlung werden Rostkühler, Satelliten- oder Plane-tenkühler und Rohrkühler eingesetzt.
Im Rostkühler wird das auf einem Transportrost bewegte Klin-kerbett mit Luft im Querstrom gekühlt. Durch die Verwendungvon mehreren Gebläsen unterhalb des Rostes lassen sich in ver-schiedenen Temperaturzonen des Kühlers unterschiedliche Luft-durchsätze einstellen, wodurch die Kühlung des Klinkers opti-miert werden kann. Der größte Teil der aufgeheizten Kühlluftwird als Verbrennungsluft im Ofen (Sekundärluft) und ggf. imCalcinator (Tertiärluft) genutzt. Die überschüssige Luftmengewird als Kühlerabluft oder als Mittenabluft abgeleitet. Sie kannzusätzlich zur Trocknung genutzt werden.
Aufgrund der gestiegenen Ofenleistungen und der Verbreitungder Vorcalciniertechnik, die die Entnahme von Tertiärluft am Ofenkopf oder aus dem Kühler erfordert, werden moderneAnlagen heute fast ausschließlich mit Rostkühlern ausge-stattet.
Die Fortschritte in der Rostkühlertechnik haben in den vergan-genen zehn bis fünfzehn Jahren zu einer deutlichen Verbesse-rung der thermischen Effizienz und der Verfügbarkeit der Ofen-anlagen geführt. In dieser Zeit wurden viele Klinkerkühler inDeutschland mit dem Ziel modernisiert, höhere Verbrennungs-lufttemperaturen und gleichzeitig kältere Klinkertemperaturen
60 I Zement
mit niedrigeren Kühlluftvolumenströmen zu erreichen, ohnedass die Verfügbarkeit der Ofenanlage beeinträchtigt wird.
Mit Rostkühlern lassen sich heute Kühlerwirkungsgrade von biszu 75 % erreichen. Eine weitere Verbesserung könnte erreichtwerden, wenn sich prozess- und werkstofftechnische Problemelösen lassen, die bei Sekundärlufttemperaturen von über 1000 bis 1100 °C auftreten können. Nach der Kühlung hat derKlinker eine Temperatur von 80 bis 200 °C.
Satellitenkühler spielen nur bei Ofendurchsätzen bis 3 000 t/deine Rolle; Rohrkühler wurden in den letzten Jahren kaum nochgebaut. Im Rohrkühler sowie im Satellitenkühler, der aus zehnoder elf am Umfang des Drehrohrs befestigten Kühlrohrenbesteht, gibt der Klinker seine Wärme im Gegenstrom an dieKühlluft ab. Da nur so viel Luft zur Kühlung des Klinkers ver-wendet werden kann, wie als Verbrennungsluft benötigt wird,liegen die Klinkerendtemperaturen bei Satelliten- und Rohr-kühlern höher als bei Rostkühlern. Andererseits entsteht keineKühlerabluft, entsprechende Entstaubungsanlagen sind dahernicht erforderlich. Die Abstrahlverluste von Satelliten- undRohrkühler sind höher als von Rostkühlern.
Abwärmenutzung
Moderne Drehofenanlagen zeichnen sich durch eine effizienteNutzung der eingesetzten Energie aus. Verbleibende Energie-verluste sind z. B. durch Nutzung von Kühlerabluft und ggf.Bypassgas weitgehend minimiert. Damit erreichen Ofenanlagender Zementindustrie Anlagenwirkungsgrade von über 70 %. Dergrößte Teil der in den Abgasen enthaltenen Energie wird zurTrocknung der Rohstoffe und der Kohle sowie gegebenenfallsvon anderen Stoffen wie z. B. Hüttensand verwertet. Auf dieseArt wird die Abwärme am wirtschaftlichsten und effizientestengenutzt.
3 Zementherstellung 61
Falls darüber hinausgehende Abwärme zur Verfügung steht,kann es im Einzelfall wirtschaftlich sinnvoll sein, diese zurErzeugung von Heißwasser oder Prozessdampf zu nutzen. Da ineinem Zementwerk kein Dampf oder nur in geringem UmfangHeizleistung benötigt wird, lohnt sich deren Erzeugung nur,wenn eine gesicherte Abgabe, beispielsweise in Form vonFernwärme oder Prozessdampf an einen benachbarten Ort oderBetrieb, möglich ist. Problematisch ist in diesem Fall dieKopplung verschiedener Prozesse, die eine Redundanz derEnergieerzeugungsanlagen erfordert. Gerade im Winter, wennFernwärme in besonderem Maße benötigt wird, ist die Klin-kerproduktion und damit der Zementabsatz jedoch gering.Dementsprechend werden Drehofenanlagen in der Regel über mehrere Wochen oder Monate zur Wartung stillgesetzt.Abgaswärme kann im Einzelfall in elektrische Energie umge-wandelt werden, allerdings werden hierdurch im Vergleich zur direkten thermischen Nutzung geringere Wirkungsgradeerzielt.
3.2.2 Reaktionen beim Brennen und Kühlen desKlinkers
Während des Brennvorgangs laufen im Brenngut verschiedenechemische Reaktionen – teils nacheinander, teils parallel zuein-ander – ab. Der zum Brennen des Zementklinkers benötigte „theoretische Energiebedarf“ wird dabei durch die Reaktions-enthalpien der einzelnen Teilreaktionen bestimmt. Dabei über-lagern sich wämeverbrauchende (endotherme) und -freisetzende(exotherme) Teilreaktionen.
Beim Erhitzen des Brennguts entweicht zunächst bei Temperatu-ren bis 200 °C das flüssige Wasser. Zwischen 100 und 400 °Cgeben die Tonminerale ihr adsorptiv gebundenes Wasser ab. Beihöheren Temperaturen zwischen etwa 400 bis 750 °C werden die
62 I Zement
Tonminerale zersetzt und auch das chemisch gebundene Wasserausgetrieben (Dehydratation).
Die Zersetzung des im Rohmehl enthaltenen Calciumcarbonatsin CaO und CO2, die “Entsäuerung“ des Kalksteins, beginnt inGegenwart von SiO2, Al2O3 und Fe2O3 schon bei 550 bis 600 °Cund verläuft oberhalb von 900 °C sehr schnell. Dieser endother-men Reaktion stehen Neubildungsreaktionen gegenüber, diezum Teil exotherm und parallel zu den Dissoziationsvorgängenverlaufen. Dabei entstehen Dicalciumsilicat (C2S) aus Calcium-oxid und Siliciumdioxid sowie verschiedene Al2O3- und Fe2O3-haltige Zwischenverbindungen, die jedoch mit Beginn derSchmelzbildung bei ca. 1280 °C wieder zerfallen. In Gegenwartder Schmelze, deren Anteil im Brenngut bei der Sintertempera-tur von 1450 °C etwa 20 bis 30 M.-% beträgt und in der derüberwiegende Anteil des ursprünglich in den Rohstoffen enthal-tenen Aluminium- und Eisenoxids vorliegt, reagiert das vorhan-dene Calciumoxid mit dem Dicalciumsilicat unter Bildung vonTricalciumsilicat (C3S).
Die für den Klinkerbrennprozess benötigte Energie wird zumehr als 50 % für die Dissoziation des Calciumcarbonats, fürdie Trocknung und Aufheizung des Rohmaterials und zurDeckung der Wärmeverluste benötigt.
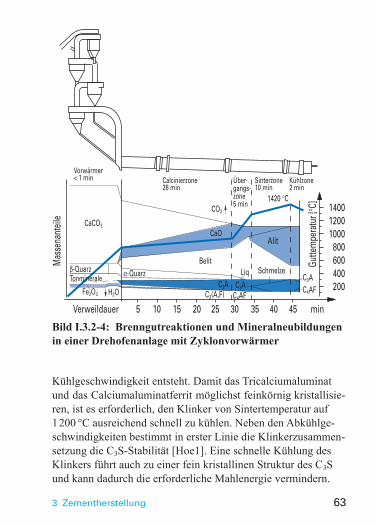
Bild I.3.2-4 zeigt schematisch, nach welcher Verweilzeit und inwelchem Bereich des Klinkerbrennprozesses die Brenngutreak-tionen und Mineralneubildungen stattfinden [Wol1].
Beim anschließenden Kühlen des Klinkers entstehen durch Kris-tallisation der Schmelze das Tricalciumaluminat (C3A) und dasCalciumaluminatferrit C2(A,F). Die Kühlgeschwindigkeit beein-flusst dabei maßgeblich die Eigenschaften des Klinkers. Fein-körniges und mit C2(A,F) verwachsendes C3A reagiert lang-samer mit Wasser als grob kristallines C3A, welches bei geringer
3 Zementherstellung 63
Kühlgeschwindigkeit entsteht. Damit das Tricalciumaluminatund das Calciumaluminatferrit möglichst feinkörnig kristallisie-ren, ist es erforderlich, den Klinker von Sintertemperatur auf1200 °C ausreichend schnell zu kühlen. Neben den Abkühlge-schwindigkeiten bestimmt in erster Linie die Klinkerzusammen-setzung die C3S-Stabilität [Hoe1]. Eine schnelle Kühlung desKlinkers führt auch zu einer fein kristallinen Struktur des C3Sund kann dadurch die erforderliche Mahlenergie vermindern.
Vorwärmer< 1 min
140012001000800600400200
Mas
sena
nteil
e
5 10 15 20 25 30 35 40 45
Calcinierzone28 min
Über-gangs-zone5 min
Sinterzone10 min
Kühlzone2 min
CaCO3
Fe2O3 H2O
β -QuarzTonminerale
CaOAlit
BelitLiq
C2A C3AC2(A,F) C4AF
Schmelze
min
C3AC4AF
CO2
1420 ° C
Verweildauer
α -Quarz
Gutte
mpe
ratu
r [°C
]Bild I.3.2-4: Brenngutreaktionen und Mineralneubildungenin einer Drehofenanlage mit Zyklonvorwärmer
64 I Zement
Generell vermindert eine schnelle Kühlung des Klinkers im Hoch-temperaturbereich den Wasseranspruch des Zements. Bei sulfat-optimiertem Zement ist die schnelle Kühlung umso vorteilhafterfür das Erstarrungsverhalten und die Festigkeitsentwicklung desZements, je höher der C3S- und C3A-Gehalt des Klinkers ist.
Beurteilung des Zementklinkers
Aufschluss über Art, Ausbildung und Verteilung der Phasen imZementklinker gibt die mikroskopische Untersuchung, die meis-tens an polierten und mit Wasser oder anderen Flüssigkeitengeätzten Anschliffen im senkrecht auffallenden Licht (Auflicht)ausgeführt wird. Die Phasenzusammensetzung des Klinkers lässtsich aus den Werten der chemischen Analyse unter der Annahmeerrechnen, dass die Klinkerphasen die durch ihre Formeln ange-gebene Zusammensetzung haben und dass die Klinkerschmelzebeim Kühlen des Klinkers im Gleichgewicht mit den festen Pha-sen kristallisiert. Das ist jedoch beim technischen Brennprozessnicht der Fall. Die Berechnung der potentiellen Klinkerzusam-mensetzung liefert daher für den Tricalciumsilicatgehalt etwas zuniedrige und für den Dicalciumsilicatgehalt etwas zu hohe Werte.
Die Rohstoff- und Klinkerzusammensetzung wird in der Praxisim Allgemeinen durch den Kalkstandard (KSt), den Silicatmo-dul (SM) und den Tonerdemodul (TM) gekennzeichnet:
KSt = [Gl 3.2-1]
SM = [Gl 3.2-2]
TM = [Gl 3.2-3]lAl2O3l
lFe2O3l
lSiO2l
lAl2O3 + Fe2O3l
l100 · CaOl
l2,80 SiO2 + 1,18 Al2O3 + 0,65 Fe2O3l
3 Zementherstellung 65
Der Kalkstandard gibt den im Rohstoff oder Klinker tatsächlichvorhandenen CaO-Gehalt in Prozentanteilen desjenigen CaO-Gehalts an, der unter technischen Brenn- und Kühlbedingungenim Höchstfall an SiO2, Al2O3 und Fe2O3 gebunden werden kann.Der Silicatmodul ist ein Anhaltswert für das Mengenverhältnisder bei Sintertemperatur überwiegend in den festen Silicatengebundenen Kieselsäure und dem in der Schmelze vorliegen-den Al2O3- und Fe2O3-Anteil. Er kennzeichnet demnach das Verhältnis fest/flüssig in der Sinterzone des Drehofens und istein Maß für die „Brennbarkeit“ des Rohstoffgemisches. DerTonerdemodul gibt Aufschluss über das MengenverhältnisAluminat/Aluminatferrit und demnach über die Zusammen-setzung der Klinkerschmelze. Bei einem Tonerdemodul von0,638 wird rechnerisch das gesamte im Klinker enthalteneAluminumoxid in Form von Aluminatferrit mit der Zusammen-setzung 4 CaO · Al2O3 · Fe2O3 gebunden.
3.2.3 Zementherstellung durch Mahlen und Mischen
Nach dem Brennen und Kühlen wird der Klinker in Silos odergeschlossenen Hallen gelagert, um Emissionen von Klinker-staub möglichst zu vermeiden. Die Klinkerkörner haben einefein- bis grobstückige Form, im Korngrößenbereich unter etwa50 mm. Zur Herstellung von Zement kann der Klinker alleinoder mit weiteren Hauptbestandteilen gemeinsam feingemah-len werden. Zur Regelung des Erstarrens wird dem MahlgutGipsstein oder ein Gips-Anhydrit-Gemisch zugesetzt. Bei dergemeinsamen Feinmahlung lassen sich die Korngrößenver-teilungen der einzelnen Komponenten nicht getrennt beein-flussen.
Da die verschiedenen Einsatzstoffe unterschiedliche Feuchtenund Mahlbarkeiten aufweisen können, kann für eine optimaleZementherstellung auch eine getrennte Stoffstromverarbeitung
66 I Zement
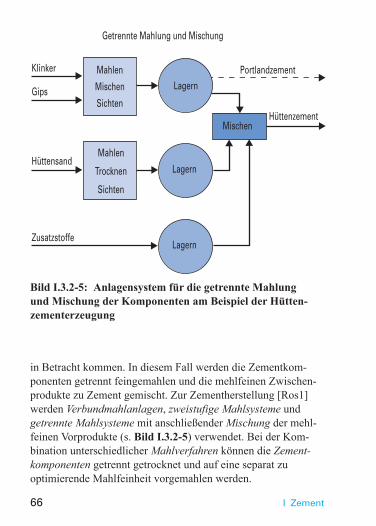
in Betracht kommen. In diesem Fall werden die Zementkom-ponenten getrennt feingemahlen und die mehlfeinen Zwischen-produkte zu Zement gemischt. Zur Zementherstellung [Ros1]werden Verbundmahlanlagen, zweistufige Mahlsysteme undgetrennte Mahlsysteme mit anschließender Mischung der mehl-feinen Vorprodukte (s. Bild I.3.2-5) verwendet. Bei der Kom-bination unterschiedlicher Mahlverfahren können die Zement-komponenten getrennt getrocknet und auf eine separat zuoptimierende Mahlfeinheit vorgemahlen werden.
Getrennte Mahlung und Mischung
Klinker
Gips Lagern
Lagern
Mischen
Portlandzement
Hüttenzement
Mahlen
Mischen
Sichten
Mahlen
Trocknen
Sichten
Hüttensand
LagernZusatzstoffe
Bild I.3.2-5: Anlagensystem für die getrennte Mahlung und Mischung der Komponenten am Beispiel der Hütten-zementerzeugung
3 Zementherstellung 67
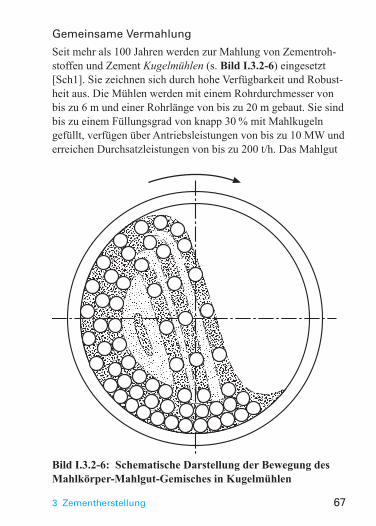
Gemeinsame Vermahlung
Seit mehr als 100 Jahren werden zur Mahlung von Zementroh-stoffen und Zement Kugelmühlen (s. Bild I.3.2-6) eingesetzt[Sch1]. Sie zeichnen sich durch hohe Verfügbarkeit und Robust-heit aus. Die Mühlen werden mit einem Rohrdurchmesser vonbis zu 6 m und einer Rohrlänge von bis zu 20 m gebaut. Sie sindbis zu einem Füllungsgrad von knapp 30 % mit Mahlkugelngefüllt, verfügen über Antriebsleistungen von bis zu 10 MW underreichen Durchsatzleistungen von bis zu 200 t/h. Das Mahlgut
Bild I.3.2-6: Schematische Darstellung der Bewegung desMahlkörper-Mahlgut-Gemisches in Kugelmühlen
68 I Zement
wird durch die Drehbewegung des Rohrs und die dadurch her-vorgerufene Roll- und Fallbewegung der Mahlkugeln zerklei-nert. Die meisten Kugelmühlen arbeiten im Kreislauf mit ein-stellbaren Windsichtern, in denen das Mahlgut mit dergeforderten Feinheit abgeschieden wird. Das Sichtergrobgutgelangt wieder in die Mühle zurück. Der Zement wird laufendauf Mahlfeinheit und Zusammensetzung kontrolliert. Anhandder Ergebnisse werden die Massenströme der in die Mühle ein-laufenden Zementbestandteile geregelt.
Im Vergleich mit anderen Mühlentypen haben Kugelmühlen dengeringsten mahltechnischen Wirkungsgrad bzw. die niedrigsteEnergieausnutzung und deshalb den größten spezifischen Ener-gieverbrauch [Ell1]. Aus diesem Grund werden heute zurZementmahlung auch Gutbett-Walzenmühlen und Vertikal-Wälzmühlen eingesetzt. Diese Mühlen ermöglichen eine deut-lich bessere Energieausnutzung, sodass der Energieaufwand zurZerkleinerung im Vergleich mit Kugelmühlen wesentlich verrin-gert werden kann.
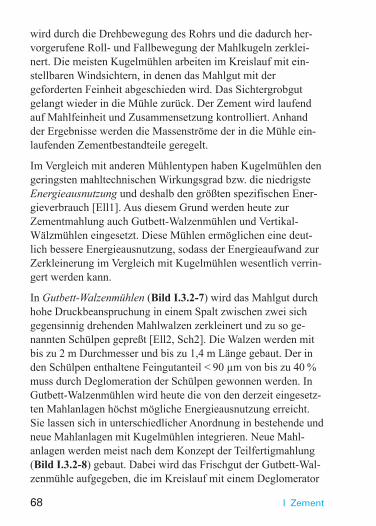
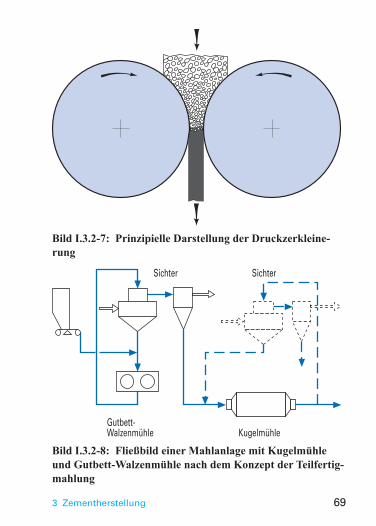
In Gutbett-Walzenmühlen (Bild I.3.2-7) wird das Mahlgut durchhohe Druckbeanspruchung in einem Spalt zwischen zwei sichgegensinnig drehenden Mahlwalzen zerkleinert und zu so ge-nannten Schülpen gepreßt [Ell2, Sch2]. Die Walzen werden mitbis zu 2 m Durchmesser und bis zu 1,4 m Länge gebaut. Der inden Schülpen enthaltene Feingutanteil < 90 µm von bis zu 40 %muss durch Deglomeration der Schülpen gewonnen werden. InGutbett-Walzenmühlen wird heute die von den derzeit eingesetz-ten Mahlanlagen höchst mögliche Energieausnutzung erreicht.Sie lassen sich in unterschiedlicher Anordnung in bestehende undneue Mahlanlagen mit Kugelmühlen integrieren. Neue Mahl-anlagen werden meist nach dem Konzept der Teilfertigmahlung (Bild I.3.2-8) gebaut. Dabei wird das Frischgut der Gutbett-Wal-zenmühle aufgegeben, die im Kreislauf mit einem Deglomerator
3 Zementherstellung 69
Bild I.3.2-7: Prinzipielle Darstellung der Druckzerkleine-rung
Sichter Sichter
Gutbett-Walzenmühle Kugelmühle
Bild I.3.2-8: Fließbild einer Mahlanlage mit Kugelmühleund Gutbett-Walzenmühle nach dem Konzept der Teilfertig-mahlung
70 I Zement
und Sichter arbeitet. Das Sichterfeingut mit etwa 50 bis 80 %Fertiggut wird dem zweiten Mahlvorgang mit einer Kugelmühlezugeführt, die mit oder ohne Sichter ausgerüstet sein kann.
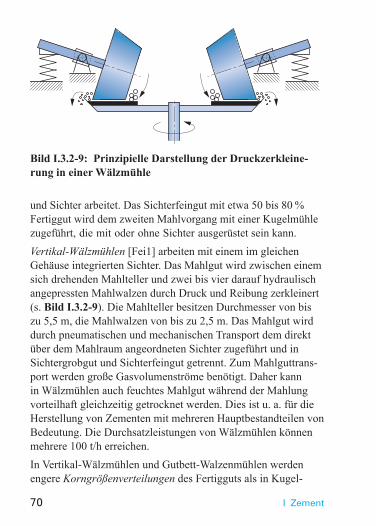
Vertikal-Wälzmühlen [Fei1] arbeiten mit einem im gleichenGehäuse integrierten Sichter. Das Mahlgut wird zwischen einemsich drehenden Mahlteller und zwei bis vier darauf hydraulischangepressten Mahlwalzen durch Druck und Reibung zerkleinert(s. Bild I.3.2-9). Die Mahlteller besitzen Durchmesser von biszu 5,5 m, die Mahlwalzen von bis zu 2,5 m. Das Mahlgut wirddurch pneumatischen und mechanischen Transport dem direktüber dem Mahlraum angeordneten Sichter zugeführt und inSichtergrobgut und Sichterfeingut getrennt. Zum Mahlguttrans-port werden große Gasvolumenströme benötigt. Daher kann in Wälzmühlen auch feuchtes Mahlgut während der Mahlungvorteilhaft gleichzeitig getrocknet werden. Dies ist u. a. für dieHerstellung von Zementen mit mehreren Hauptbestandteilen vonBedeutung. Die Durchsatzleistungen von Wälzmühlen könnenmehrere 100 t/h erreichen.
In Vertikal-Wälzmühlen und Gutbett-Walzenmühlen werdenengere Korngrößenverteilungen des Fertigguts als in Kugel-
Bild I.3.2-9: Prinzipielle Darstellung der Druckzerkleine-rung in einer Wälzmühle
3 Zementherstellung 71
mühlen erzeugt. Außerdem muss für die zielsichere Einstellungder Zementeigenschaften berücksichtigt werden, dass in Wälz-mühlen und Gutbett-Walzenmühlen niedrigere Mahlguttempera-turen als in Kugelmühlen vorliegen.
Der fertige Zement wird meist in Silos gelagert, aus denen derZement als Sack- oder als Siloware zum Versand kommt.
Getrenntes Mahlen und anschließendes Mischen
Die gestiegene Marktbedeutung von Portlandkompositzementenhat in der Zementindustrie zu einer Zunahme der Zementherstel-lung durch Mischen getrennt feingemahlener Zementbestand-teile geführt. Für den verfahrenstechnischen Ablauf gibt es zweiMöglichkeiten:
– Getrenntes Vormahlen von Vorprodukten auf eine bestimmteFeinheit und anschließendes gemeinsames Feinmahlen derVorprodukte auf Fertiggutfeinheit,
– Getrenntes Feinmahlen der Komponenten auf Fertiggutfein-heit und anschließendes Mischen der mehlfeinen Stoffe.
Auch hierbei müssen, wie beim gemeinsamen Feinmahlen derZementbestandteile, folgende Vorgänge ablaufen:
– Zerkleinerung der grobkörnigen Ausgangsstoffe,– Einstellung der gewünschten Feinheit,– Einstellung der Korngrößenverteilung,– Homogenisierung der Mahlgutkomponenten,– Vergleichmäßigung des Mahlgutstroms.
Schon aus wirtschaftlichen Gründen kann es bei größerenMahlbarkeitsunterschieden der Zementbestandteile und ange-strebter hoher Mahlfeinheit des Zements vorteilhaft sein, dieKomponenten oder geeignet zusammengesetzten Vorgemischegetrennt auf eine bestimmte Mahlfeinheit oder Korngrößen-
72 I Zement
verteilung vorzumahlen und den Zement im letzten Schrittdurch gemeinsames, werkmäßiges Feinmahlen herzustellen.Dabei tritt gleichzeitig die erforderliche Homogenisierung undVergleichmäßigung der Komponenten ein. Außerdem bestehtdurch eine nachgeschaltete Feinmahlung die Möglichkeit,ungünstige Kornverteilungen der Vorprodukte, die dieGebrauchseigenschaften des Zements beeinträchtigen würden,durch die Nachmahlung zu verbreitern. Dadurch kann derWasseranspruch gesenkt und gleichzeitig auch eine für denErstarrungsablauf erforderliche homogene Verteilung desSulfatträgers erzielt werden. Bei diesem Verfahren kann dieArbeitsweise der Vor-Mühlen und der Fein-Mühlen besser alsbeim gemeinsamen Mahlen auf das jeweilige Mahlgut ein-gestellt und damit meist eine höhere Energieausnutzung erzieltwerden als beim gemeinsamen Vermahlen. Die erreichte Mahl-feinheit und Korngrößenverteilung des Produkts hängen vonder Mahlbarkeit der Komponenten und dem eingesetztenMühlentyp ab. Die Korngrößenverteilungen der Zementkompo-nenten können demgegenüber bei der gemeinsamen Feinmah-lung nicht getrennt beeinflusst werden.
Eine Verfahrensvariante besteht darin, eine bereits getrennt fein-gemahlene Komponente dem Mahlkreislauf einer Umlaufmahl-anlage zuzuführen und gemeinsam mit dem Mühlenaustragsgutzunächst einem Sichter aufzugeben. Dabei tritt die gewünschteHomogenisierung und Vergleichmäßigung ein.
Bei getrennter Vermahlung der Zementbestandteile oder Vorge-mische ist es möglich, diese sowohl auf unterschiedliche Mahl-feinheiten als auch auf verschiedene bestimmte Korngrößenver-teilungen einzustellen. Dadurch ergibt sich die Möglichkeit, diemassebezogenen Oberflächen und – in bestimmten Grenzen –auch die Korngrößenverteilungen der Komponenten aufeinanderabzustimmen, um damit die Leistungsfähigkeit der Ausgangs-
3 Zementherstellung 73
stoffe möglichst gut auszunutzen und die Zementeigenschaftenzu optimieren. Die mehlfeinen Vorprodukte werden getrenntgelagert. Daher treten bei Sortenwechsel keine sogenannten„Übergangsqualitäten“ auf.
Bei geeigneter Wahl der Vorprodukte besteht außerdem dieMöglichkeit, durch unterschiedliche Dosierung beim Mischenmehrere Zementsorten herzustellen. Damit ergibt sich ein hohesMaß an betrieblicher Flexibilität.
Zum Mischen mehlfeiner Stoffe können sowohl mechanischarbeitende Chargenmischer als auch Durchlaufmischer einge-setzt werden. Dabei versteht man unter einem mechanischarbeitenden Chargenmischer z. B. einen mit Schaufeln ausge-rüsteten Doppelwellen-Zwangsmischer mit etwa 3,0 bis 5,0 mLänge, 2,5 bis 4,0 m Breite und 2,0 bis 3,0 m Höhe. Das Volu-men des Mischertrogs liegt zwischen etwa 4 und 8 m3. Diemehlfeinen Stoffe werden dem Mischer über mehrere Dosier-einrichtungen getrennt aufgegeben. Das gemischte Gut wird aus dem Mischer z. B. in eine Druckgefäßförderanlage entleertund in Silos gefördert. Mit etwa 20 bis 35 Mischspielen proStunde erreichen die Mischer eine Durchsatzleistung von bis zu 200 t/h.
Mechanische Durchlaufmischer sind Pflugscharmischer mitetwa 1,0 m Durchmesser und 2,5 m Länge und einem Trommel-inhalt von rd. 1,0 bis 2,5 m3. Die mehlfeinen Einsatzstoffewerden getrennt dosiert dem Mischer zugeführt. Durch einenStellschieber am Mischerausgang kann der Mischgutfüllungs-grad im Mischer zwischen etwa 25 und 75 % eingestellt wer-den. Im kontinuierlichen Betrieb kann der Durchsatzmassen-strom in der Größenordnung von 50 bis 100 t/h liegen. Das im einmaligen Durchlauf fertig gemischte Gut wird in Silosgefördert.
74 I Zement
3.2.4 QM-Systeme bei der Zementherstellung
Die Sicherung der Qualität der hergestellten Zwischen- undEndprodukte durchzieht den gesamten Prozess der Zement-herstellung. Die jeweiligen Steuerungsmechanismen für dieTeilprozesse der Rohmaterialgewinnung und -aufbereitung, desKlinkerbrennprozesses sowie der Zementmahlung sind in denjeweiligen Abschnitten angesprochen. Wesentliches Ziel dieserSteuerungsmechanismen ist, Produkte mit gleich bleibendhoher Qualität mit einem möglichst niedrigen Energieaufwandunter ökologischen und wirtschaftlichen Bedingungen her-zustellen.
Die Qualitätssicherung im Zementwerk beginnt daher bereitsvor dem Aufschluss eines neuen Steinbruchs. Durch einegezielte Untersuchung der abbauwürdigen Vorkommen lässt sichein dreidimensionales – heute häufig computerunterstütztes –chemisch-mineralogisches Modell des Abbauvorkommens abbil-den. Durch eine gezielte Abbauplanung und erste Mischung derRohstoffe im Brecher des Steinbruchs erfolgt die Einstellung der Zusammensetzung der Rohstoffe. Der gebrochene Schotterwird – so weit erforderlich – in Mischbetten vorhomogenisiert.Die Feinmahlung der Rohstoffe in der Rohmühle erfolgt heutevollständig computergesteuert, wobei die Zusammensetzung desermahlenen Rohmehls sowie dessen Feinheit als Zielgrößen die-nen. So weit erforderlich wird das ermahlene Rohmehl dann inHomogenisiersilos weiter vergleichmäßigt, bevor es dem Klin-kerbrennprozess aufgegeben wird. Der Klinkerbrennprozessselbst erfolgt heute weitgehend automatisiert, zum Teil unterVerwendung so genannter Ofenführungssysteme. Bei entspre-chender Einrichtung ermöglichen diese Ofenführungssystemeeine deutliche Vergleichmäßigung des Klinkerbrennprozessesund damit der Zusammensetzung und Eigenschaften deserbrannten Klinkers. In so genannten Expertensystemen werden
3 Zementherstellung 75
die Kenntnisse erfahrener Leitstandsfahrer verwertet und inRegelalgorithmen umgesetzt. Die Verwendung computergestütz-ter Regelalgorithmen ermöglicht dabei deutlich kürzere Stell-zeiten und kleinere Stellschritte, als dies bei einer menschen-geführten Steuerung möglich ist. Gelegentlich auftretendeinstationäre Betriebszustände können allerdings nicht von sol-chen Systemen abgedeckt werden. Als Führungsgrößen dienenzum Beispiel der Freikalkgehalt des Klinkers, die Sinterzonen-temperatur sowie der Sauerstoffgehalt und die NOx-Konzen-tration im Ofenabgas.
Der fertiggebrannte Klinker wird im Klinkersilo durch eine entsprechende Lagertechnik weiter homogenisiert. DieZementmahlung bzw. die Mahlung einzelner Hauptkompo-nenten sowie der folgende Mischprozess sind heute ebenfallsweitgehend automatisiert und elektronisch gesteuert. Da die in der Norm vorgegebene Sollgröße für die Zementqualität, die 28-Tage-Festigkeit, nicht als direkte Führungsgröße für die Regelprozesse einsetzbar ist, werden Ersatzgrößen, wie z. B. die Mahlfeinheit, sowie Ergebnisse verschiedenerSchnelltests verwendet. Die Ergebnisse dieser Analysenwiederum dienen als Regelgrößen für die Mühlensteuerungs-systeme.
Die Maßnahmen zur Sicherung der Zementqualität sind heute inallen Zementwerken in Qualitätssicherungssystemen organi-siert, die sich an der DIN EN 197-2 bzw. der Normenreihe DIN EN ISO 9000 orientieren. Neben den konkreten Vorgaben zurProzesssteuerung sowie zur Überwachung der Zwischen- undEndprodukte umfassen QM-Systeme nach DIN EN ISO 9000auch Maßnahmen zur Verbesserung der Organisationsstrukturund der Produktionsabläufe insgesamt. Damit sind sie auchFührungsinstrumente, die über die reine Qualitätssicherunghinausgehen.
76 I Zement
3.3 Umweltvorsorge
3.3.1 Emissionen
Zementwerke sind genehmigungsbedürftige Anlagen im Sinneder Umweltgesetzgebung und unterliegen dem Bundes-Immis-sionsschutzgesetz. Vor 40 bis 50 Jahren war die Umgebung vonZementwerken geprägt durch die Staubemissionen des Produk-tionsprozesses. Durch hohe Investitionen in Abgasreinigungs-anlagen sowie in den produktionsintegrierten Umweltschutz hat die Zementindustrie die Emissionssituation ihrer Werke und damit auch die Immissionssituation in deren Umgebungdrastisch verbessert.
Bei der Zementherstellung können luftgetragene Emissionensowie Lärm und Erschütterungen auftreten. Gas- und staub-förmige Emissionen entstehen vor allem beim Klinkerbrenn-prozess, während Staubemissionen auch von den Mahl- undTrocknungsprozessen sowie von einer Anzahl kleiner Quellen,wie z. B. Siloabsaugungen, herrühren. Lärmemissionen ent-stehen bei Brenn- und Mahlprozessen sowie durch Verkehr,während Erschütterungen vor allem durch Sprengungen imSteinbruch ausgelöst werden können. Alle genannten Emissio-nen sind in entsprechenden Verordnungen geregelt und be-grenzt.
Staubemissionen
Die wesentlichen gefassten Staubquellen in Zementwerken sinddas Ofen- bzw. Rohmühlenabgas sowie die Abluft von Klinker-kühlern, Zementmühlen und Trocknungsanlagen. Daneben gibt es in Zementwerken eine Vielzahl kleinerer Quellen, wie z. B.Absaugeeinrichtungen für Silos, Transportbänder und Material-übergabestellen. Diffuse Staubemissionen können z. B. bei deroffenen Lagerung von Stoffen beim Rohstoffabbau im Steinbruch
3 Zementherstellung 77
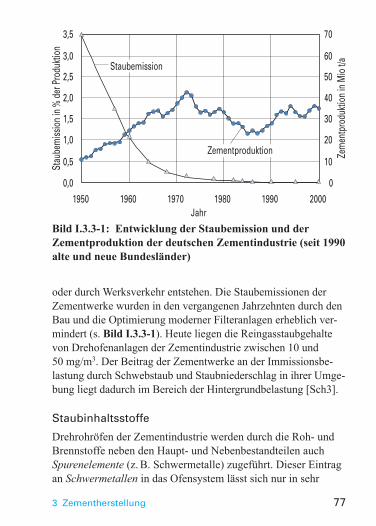
oder durch Werksverkehr entstehen. Die Staubemissionen derZementwerke wurden in den vergangenen Jahrzehnten durch denBau und die Optimierung moderner Filteranlagen erheblich ver-mindert (s. Bild I.3.3-1). Heute liegen die Reingasstaubgehaltevon Drehofenanlagen der Zementindustrie zwischen 10 und 50 mg/m3. Der Beitrag der Zementwerke an der Immissionsbe-lastung durch Schwebstaub und Staubniederschlag in ihrer Umge-bung liegt dadurch im Bereich der Hintergrundbelastung [Sch3].
Staubinhaltsstoffe
Drehrohröfen der Zementindustrie werden durch die Roh- undBrennstoffe neben den Haupt- und Nebenbestandteilen auchSpurenelemente (z. B. Schwermetalle) zugeführt. Dieser Eintragan Schwermetallen in das Ofensystem lässt sich nur in sehr
Jahr
StaubemissionSt
aube
miss
ion
in %
der
Pro
dukti
on
Zementproduktion Zem
entp
rodu
ktion
in M
io t/
a
19500,0 0
0,5 10
1,0 20
1,5 30
2,5 50
3,5 70
2,0 40
3,0 60
1960 1970 1980 1990 2000
Bild I.3.3-1: Entwicklung der Staubemission und derZementproduktion der deutschen Zementindustrie (seit 1990alte und neue Bundesländer)
78 I Zement
engen Grenzen beeinflussen. Die Spurenelementgehalte in denRohstoffen können abhängig von der Lagerstätte und demAbbauort schwanken. Ein gezielter Abbau der Rohstoffe nachihren Spurenelementgehalten ist jedoch nicht möglich. BeimEinsatz von Korrektur- oder Sekundärstoffen kann durch die Auswahl der eingesetzten Stoffe ein zusätzlicher Eintrag einzelner Schwermetalle in das Ofensystem begrenzt werden[Kir1, Kir2, Kir3].
Die Bedingungen des Klinkerbrennprozesses, es handelt sich im Gegensatz zu reinen Feuerungsanlagen um einen Stoff-umwandlungsprozess, führen zu geringen Konzentrationen vonSpurenelementen im Reingas. Die mit den Einsatzstoffen in das Ofensystem eingebrachten nichtflüchtigen Spurenelemente(z. B. Arsen, Vanadium, Nickel) werden vollständig in denKlinker eingebunden und mit diesem aus dem Ofensystem aus-getragen.
Schwerflüchtige Elemente (wie z. B. Blei und Cadmium) reagie-ren im Bereich zwischen Drehofen und Vorwärmer bevorzugtmit den im Überschuss zur Verfügung stehenden Chloriden undSulfaten zu schwerflüchtigen Verbindungen. Aufgrund deshohen Oberflächenangebots kondensieren diese Verbindungenbei Temperaturen zwischen 700 und 900 °C an den Brenngut-partikeln. Die im Ofen-Vorwärmersystem gespeichertenschwerflüchtigen Elemente werden so im Zyklonvorwärmerwieder abgeschieden und verbleiben praktisch vollständig imKlinker.
Das Element Thallium und seine Verbindungen kondensieren imoberen Bereich des Zyklonvorwärmers bei Temperaturen zwi-schen 450 und 500 °C, sodass sie zwischen Vorwärmer, Roh-materialtrocknung und Abgasreinigungsanlage einen Kreislaufausbilden können.
3 Zementherstellung 79
Das Element Quecksilber reagiert zu Verbindungen, die imBereich von Ofen und Vorwärmer nicht abgeschieden werden.Auf dem Abgasweg findet dagegen infolge der Abkühlung desGases eine teilweise Kondensation bzw. Adsorption der Queck-silberverbindungen auf den Rohmaterialpartikeln statt. Diesewerden teilweise im Ofenabgasfilter abgeschieden und dem Pro-zess mit dem Rohmehl wieder zugeführt.
Aufgrund des Verhaltens der Spurenelemente beim Klinker-brennprozess sowie der hohen Abscheideleistung der Entstau-bungseinrichtungen liegen die Emissionskonzentrationen aufniedrigem Niveau. Grenzwerte werden im Allgemeinen deutlichunterschritten. Bei den nichtflüchtigen und schwerflüchtigenElementen ist zu beachten, dass Einträge in das System generellnur geringe Auswirkungen auf die Emissionen haben. Für Thal-lium wird das Kreislaufniveau und damit die Emissionskonzen-tration durch eine Beschränkung der Einträge, aber auch z. B.durch eine gezielte Ausschleusung von Staub aus dem äußerenKreislauf begrenzt. Gleiches gilt für Quecksilber, das an dieStaubpartikel gebunden ist. Zur Verminderung der gasförmigenEmissionen an Quecksilber kann es erforderlich sein, die Ein-träge in die Ofenanlage über die Roh- und Brennstoffe zubegrenzen.
Stickstoffoxide
Der Klinkerbrennprozess ist ein Hochtemperaturprozess, beidem Stickstoffoxide entstehen. Im Abgas von Drehofenanlagenliegen Stickstoffoxide (NOx) zu einem Anteil von etwa 95 % inForm von Stickstoffmonoxid (NO) und zu etwa 5 % als Stick-stoffdioxid (NO2) vor. Da NO in der Atmosphäre weitgehend zuNO2 umgewandelt wird, werden die Emissionen als NO2 pro m3
Abgas angegeben.
80 I Zement
In der Sinterzone des Drehofens betragen die Brennguttempera-turen etwa 1450 °C; darüber hinaus liegen oxidierende Bedin-gungen vor. Um diese Brenntemperaturen zu erreichen, sindFlammentemperaturen von bis zu 2 000 °C erforderlich. DerLuftüberschuss wird aus Gründen der Klinkerqualität benötigt.Unter diesen Bedingungen überwiegt die teilweise Oxidationdes molekularen Stickstoffs der Verbrennungsluft zu Stickstoff-monoxid (thermische NO-Bildung). Die brennstoffbedingte NO-Bildung durch Oxidation der organischen Stickstoffver-bindungen des Brennstoffs ist in der Hauptfeuerung nur vonuntergeordneter Bedeutung.
Hingegen ist die thermische NO-Bildung bei den Verbrennungs-bedingungen in einem Vorcalcinator kaum von Bedeutung, hierkann vielmehr der Einfluss des Brennstoff-NO eine Rolle spielen.
Schwefeldioxid
Schwefel wird dem Klinkerbrennprozess über die Roh- undBrennstoffe zugeführt. In den Rohstoffen kann der Schwefellagerstättenbedingt als Sufid und als Sulfat gebunden vorliegen.Sulfate sind vergleichsweise stabile Verbindungen, die mit demBrenngut in den Ofen gelangen und erst in der Sinterzone teil-weise zersetzt werden. Das dabei entstehende SO2 wird durchdie ebenfalls mit Rohstoffen eingetragenen Alkalien gebundenund nahezu vollständig mit dem Klinker aus dem Ofen ausge-tragen.
Der mit den Brennstoffen eingetragene Schwefel wird bei derVerbrennung vollständig zu SO2 umgewandelt. Dieses SO2
reagiert ebenso wie das SO2 aus dem sulfatisch gebundenenSchwefel der Rohstoffe mit den Alkalien zu verhältnismäßig sta-bilen Alkalisulfaten. Überschüssiges SO2 wird im Calcinations-bereich der Ofenanlage durch das bei der Entsäuerung desKalksteins entstandene CaO als CaSO4 gebunden. Diese Sulfate
3 Zementherstellung 81
werden mit dem Brenngut wieder in den Ofen geführt und bil-den einen Schwefelkreislauf aus, der je nach Höhe des Alkali-überschusses im Gleichgewicht mit dem Austrag des Schwefelsüber den Klinker steht.
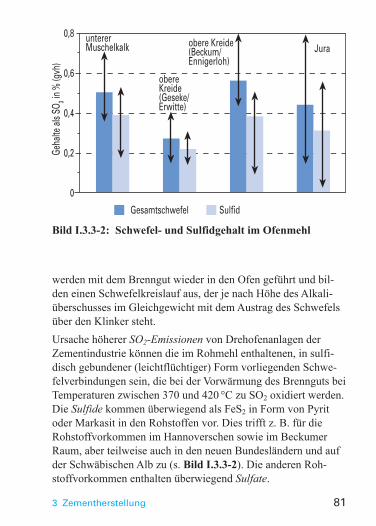
Ursache höherer SO2-Emissionen von Drehofenanlagen derZementindustrie können die im Rohmehl enthaltenen, in sulfi-disch gebundener (leichtflüchtiger) Form vorliegenden Schwe-felverbindungen sein, die bei der Vorwärmung des Brennguts beiTemperaturen zwischen 370 und 420 °C zu SO2 oxidiert werden.Die Sulfide kommen überwiegend als FeS2 in Form von Pyritoder Markasit in den Rohstoffen vor. Dies trifft z. B. für dieRohstoffvorkommen im Hannoverschen sowie im BeckumerRaum, aber teilweise auch in den neuen Bundesländern und aufder Schwäbischen Alb zu (s. Bild I.3.3-2). Die anderen Roh-stoffvorkommen enthalten überwiegend Sulfate.
0,8
0,6
0,4
0,2
0
Geha
lte al
s SO 3 in
% (g
vh)
untererMuschelkalk
Sulfid
obereKreide(Geseke/Erwitte)
obere Kreide(Beckum/Ennigerloh)
Jura
Gesamtschwefel
Bild I.3.3-2: Schwefel- und Sulfidgehalt im Ofenmehl
82 I Zement
Das aus den Sulfiden in den oberen Zyklonstufen aus demRohmaterial freigesetzte SO2 wird bei der Mahltrocknung teil-weise wieder eingebunden und als Sulfit oder Sulfat mit demOfenmehl in das System zurückgeführt. Erhöhte SO2-Emissio-nen treten deshalb nur bei Ofenanlagen auf, die sulfidhaltigeRohstoffe verarbeiten und insbesondere dann, wenn die Ofen-anlage ohne Abgasverwertung betrieben wird.
Chlorid
Die Rohmaterialien und die Brennstoffe des Klinkerbrennpro-zesses enthalten als Nebenbestandteile Chloride. Sie werdenbeim Verbrennen der Brennstoffe oder dem Erhitzen des Brenn-guts freigesetzt und reagieren überwiegend mit den Alkalien ausdem Brenngut unter Bildung von Alkalichloriden. Diesezunächst dampfförmig vorliegenden Verbindungen kondensierenbei Temperaturen zwischen 700 und 900 °C am Brenngut bzw.am Ofengasstaub, gelangen anschließend erneut in den Dreh-rohrofen und werden wieder verdampft. Dieses ausgeprägteKreislaufverhalten im Bereich zwischen Drehofen und Vorwär-mer kann zu Ansatzbildung führen. Über einen Bypass am Ofen-einlauf können Alkalichlorid-Kreisläufe wirkungsvoll reduziertund damit Betriebsstörungen vermindert werden.
Gasförmige anorganische Chlorverbindungen werden beimKlinkerbrennprozess nicht oder nur in sehr geringen Mengenemittiert. Das Auftreten von Chlorwasserstoff (HCl) kann imAbgas aufgrund der basischen Ofengasatmosphäre praktischausgeschlossen werden.
Kohlenmonoxid und organische Emissionen
Kohlenmonoxid- (CO) und organische Emissionen sind bei Ener-gieumwandlungsanlagen, wie z. B. Kraftwerken, ein Maß für den
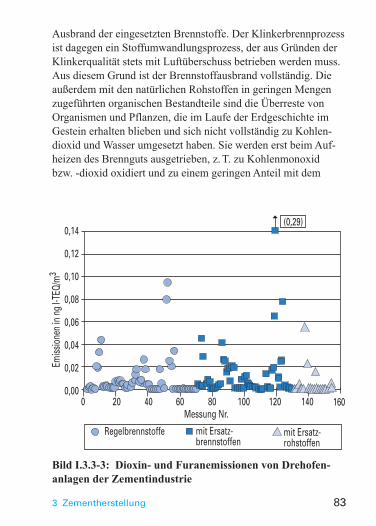
3 Zementherstellung 83
Ausbrand der eingesetzten Brennstoffe. Der Klinkerbrennprozessist dagegen ein Stoffumwandlungsprozess, der aus Gründen derKlinkerqualität stets mit Luftüberschuss betrieben werden muss.Aus diesem Grund ist der Brennstoffausbrand vollständig. Dieaußerdem mit den natürlichen Rohstoffen in geringen Mengenzugeführten organischen Bestandteile sind die Überreste vonOrganismen und Pflanzen, die im Laufe der Erdgeschichte imGestein erhalten blieben und sich nicht vollständig zu Kohlen-dioxid und Wasser umgesetzt haben. Sie werden erst beim Auf-heizen des Brennguts ausgetrieben, z. T. zu Kohlenmonoxid bzw. -dioxid oxidiert und zu einem geringen Anteil mit dem
0,14
0,12
0,10
0,08
0,06
0,04
0,02
0,00
(0,29)
0 20 40 60 80 100 120 140 160
Emiss
ione
n in
ng
I-TEQ
/m3
Messung Nr.
mit Ersatz-rohstoffen
mit Ersatz-brennstoffen
Regelbrennstoffe
Bild I.3.3-3: Dioxin- und Furanemissionen von Drehofen-anlagen der Zementindustrie
84 I Zement
Ofenabgas emittiert [Sad1, Zun1]. Der im Reingas vorliegendeGehalt an Kohlenmonoxid lässt beim Klinkerbrennprozess somitkeinen Rückschluss auf die Verbrennungsbedingungen zu.
Die Emissionen hochtoxischer organischer Verbindungen, u. a.Dioxine und Furane, werden oft zusammen mit dem Einsatz vonSekundärbrennstoffen diskutiert. Alle vom Forschungsinstitutder Zementindustrie und anderen zugelassenen Messstellendurchgeführten Messungen zeigen jedoch, dass die Emissions-konzentrationen dieser Verbindungen sehr gering sind, und zwarunabhängig von der Wahl des eingesetzten Brennstoffs oder derOfenfahrweise (s. Bild I.3.3-3). Die organischen Bestandteile im Brennstoff werden in der Drehofenfeuerung bei sehr hohenTemperaturen vollständig zerstört [Kuh1]. Darüber hinaus wer-den im Abgas von Drehofenanlagen – anders als z. B. bei Müll-verbrennungsanlagen – so gut wie keine Dioxine und Furaneneu gebildet.
Lärm
Zementwerke können je nach Standort in unterschiedlichemAusmaß zur Lärmimmission in ihrer Umgebung beitragen. Aus-schlaggebend sind die abgestrahlte Schallleistung sowie der Ab-stand der Werksanlagen zur benachbarten Wohnbebauung. Auf-grund des ganztägigen Betriebs von Zementwerken werden dieLärmschutzmaßnahmen so ausgelegt, dass die strengeren Immis-sionsrichtwerte für die Nachtzeit jederzeit eingehalten werden.
Wesentliche Geräuschquellen im Bereich eines Zementwerkssind Mühlengebäude, Kamine und Ausblasöffnungen, Filter-ventilatoren, Ofenantriebe, Gebläse oder Transportbänder sowieder werksinterne Fahrzeugverkehr. Insbesondere über Kamin-mündungen können – ohne entsprechende Minderungsmaß-nahmen – relevante Schallleistungen aufgrund der hohen Quell-höhe ungehindert, d. h. ohne Abschirmung durch umliegende
3 Zementherstellung 85
Gebäude abgestrahlt werden. Mit Hilfe geeigneter Lärmschutz-maßnahmen lassen sich heute die Geräuschemissionen einesZementwerks wirkungsvoll vermindern.
Erschütterungen
Die Anregung von Bodenschwingungen durch Gewinnungs-sprengungen und die Ausbreitung der Erschütterungswelle durchdas Erdreich können in der Nachbarschaft von Steinbrüchen zuBeeinträchtigungen führen. Erschütterungen von Maschinenoder Anlagen sind hingegen in der Regel nicht relevant. DieAusbreitung der Erschütterungswelle hängt stark von den geo-logischen Gegebenheiten ab; darüber hinaus sind die spreng-technischen Parameter, wie die Art des verwendeten Spreng-stoffs, die Lademenge pro Zündzeitstufe, die Vorgaben und derSprenglochabstand oder die Sprengrichtung für die Stärke derErschütterungseinwirkung von Bedeutung. Durch geeigneteSprengverfahren lassen sich Erschütterungen durch Gewinnungs-sprengungen sehr weitgehend vermindern.
3.3.2 Emissionsminderung
Minderung staubförmiger Emissionen
In Deutschland hat sich zur Minderung von Staubemissionen im Ofenabgas der Einsatz von Elektrofiltern, in Einzelfällenauch der von Gewebefiltern, bewährt. Beide Filterbauartenzeichnen sich durch eine sehr hohe betriebliche Zuverlässigkeitaus. Mit diesen Technologien hat die Zementindustrie in denvergangenen Jahrzehnten ihre staubförmigen Emissionen erheb-lich verringert. Für alle Staubminderungsverfahren gilt, dass derelektrische Energieaufwand mit abnehmendem Reingasstaub-gehalt überproportional ansteigt. Eine weitere Absenkung desheutigen Emissionsniveaus würde deshalb zu einer entsprechen-den Erhöhung der energiebedingten CO2-Emissionen führen.
86 I Zement
Der Vorteil der Elektrofilter liegt in ihrem niedrigen Druckver-lust. Bei üblichen Reingasstaubgehalten erfordern sie einenniedrigeren elektrischen Energieverbrauch und damit auch nied-rigere Betriebskosten als Gewebefilter. Eine sorgfältige Abgas-konditionierung stellt eine hohe Abscheideeffizienz auch beiBetriebsumstellungen, wie z. B. von Direkt- auf Verbundbetrieb,sicher. Elektrofilter müssen bei betriebsbedingten erhöhten CO-Konzentrationen kurzzeitig abgeschaltet werden, was zueinem vorübergehenden Emissionsanstieg führt. Allerdings istdie Zahl der Elektrofilterabschaltungen in den meisten deut-schen Zementwerken heute durch betriebliche Optimierungenweitgehend reduziert worden.
Gewebefilter werden in Zementwerken heute vor allem hinterZementmühlen, Kohlemahlanlagen und vielen kleineren Abgas-quellen, in Einzelfällen auch im Ofenabgas, eingesetzt. DieStandzeit und Betriebssicherheit von Gewebefiltern wird durchden Verschleiß der Filterschläuche sowie die Empfindlichkeitgegenüber kurzfristigen Temperaturspitzen begrenzt. Taupunkt-unterschreitungen können zu einer Kompaktierung der Staub-schicht auf dem Filtergewebe führen, wodurch die Gefahr derVerstopfung des Filters erhöht wird. Aus diesen Gründen erfor-dern Gewebefilter eine größere Aufmerksamkeit im Betriebsowie einen höheren Aufwand für die Wartung. Dadurch könnensich insgesamt höhere Betriebskosten im Vergleich zu Elektro-filtern ergeben.
Zur Begrenzung diffuser Staubemissionen werden partikelför-mige Einsatzstoffe und Produkte weitgehend in geschlossenenLagerhallen oder Silos gelagert.
Alle Schwermetalle, mit Ausnahme von Quecksilber, liegenunter üblichen Reingasbedingungen weitgehend in kondensierterForm vor, sodass deren Emissionen vom Staubabscheidegrad derFilteranlage bestimmt werden. Die leichter flüchtigen Elemente
3 Zementherstellung 87
Thallium und Quecksilber können sich in Anlagenbereichen mit niedrigeren Temperaturen anreichern. Aufgrund dessen wirdihr Eintrag über die Rohstoffe und Brennstoffe begrenzt. ZurEmissionsbegrenzung kann es darüber hinaus notwendig sein,voraus bestimmbare Staubmengen aus dem Prozess auszu-schleusen. Sinnvoll ist i. d. R. die Ausschleusung von aus derFilteranlage abgeschiedenem Rohmehl während des Direkt-betriebs, da unter diesen Betriebsbedingungen höhere Konzen-trationen im abgeschiedenen Staub vorliegen.
Minderung der NOx-Emissionen
Zu den primären, prozessintegrierten Maßnahmen zur NOx-Min-derung zählt in erster Linie eine Vergleichmäßigung und Opti-mierung des Ofenbetriebs, die darauf abzielt, die in die Ofen-anlage eingetragenen Energieströme zu vergleichmäßigen.Durch eine Homogenisierung der Einsatzstoffe, eine gleich-mäßige Dosierung von Roh- und Brennstoffen sowie durch eineentsprechende Regelung des Brennprozesses, z. T. unter Einsatzmoderner Ofenführungssysteme, können Prozessschwankungenund damit zeitliche Temperaturspitzen, die eine NO-Bildungbegünstigen, vermindert werden. Mit Hilfe der NOx-armenFeuerungstechnik (so genannte Low-NOx- oder primärluftarmeBrenner) werden die Verbrennungsbedingungen in der Flammegünstig beeinflusst und das Temperaturprofil der Drehofen-flamme gestreckt, was zu einer verringerten Spitzentemperaturin der Sinterzone führt. Eine große Zahl von Ofenanlagen wur-den in den vergangenen Jahren mit dieser neuen Brennertechnikausgerüstet. Allerdings hat sich gezeigt, dass das Minderungs-potential durch den Einsatz dieser Brenner geringer ist, wennandere Primärmaßnahmen an der Ofenanlage bereits erfolgreichumgesetzt wurden. Minderungsraten von 0 bis 30 % wurdenerreicht [Gaj1].
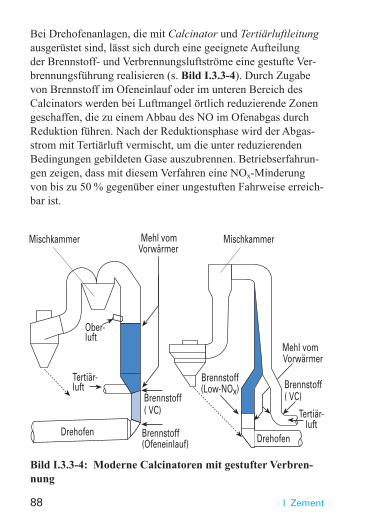
88 I Zement
Bei Drehofenanlagen, die mit Calcinator und Tertiärluftleitungausgerüstet sind, lässt sich durch eine geeignete Aufteilung der Brennstoff- und Verbrennungsluftströme eine gestufte Ver-brennungsführung realisieren (s. Bild I.3.3-4). Durch Zugabevon Brennstoff im Ofeneinlauf oder im unteren Bereich desCalcinators werden bei Luftmangel örtlich reduzierende Zonengeschaffen, die zu einem Abbau des NO im Ofenabgas durchReduktion führen. Nach der Reduktionsphase wird der Abgas-strom mit Tertiärluft vermischt, um die unter reduzierendenBedingungen gebildeten Gase auszubrennen. Betriebserfahrun-gen zeigen, dass mit diesem Verfahren eine NOx-Minderungvon bis zu 50 % gegenüber einer ungestuften Fahrweise erreich-bar ist.
Mehl vomVorwärmer
Brennstoff( VC)
Drehofen Brennstoff(Ofeneinlauf)
Tertiär-luft
Ober-luft
Mischkammer
Mehl vomVorwärmer
Brennstoff( VC)
Brennstoff(Low-NOx)
Tertiär-luft
Drehofen
Mischkammer
Bild I.3.3-4: Moderne Calcinatoren mit gestufter Verbren-nung
3 Zementherstellung 89
Sollten primäre Maßnahmen zur NOx-Reduktion nicht ausrei-chen, ist der Einsatz sekundärer Minderungsmaßnahmen erfor-derlich. Hier bietet sich das SNCR-Verfahren an, bei dem durchZugabe eines Reduktionsmittels (meist Ammoniakwasser) imTemperaturbereich zwischen 900 und 1000 °C eine NO-Reduk-tion erreicht wird. Bei Drehofenanlagen mit Zyklonvorwärmerbefindet sich dieses Temperaturfenster im Steigschacht zwi-schen Drehofen und Wärmetauscher. Die Minderungsraten sindabhängig von der Temperatur am Zugabeort, der Verteilung desReduktionsmittels über den Kanalquerschnitt sowie der Zugabe-menge des Reduktionsmittels [Xel1].
Bei der Anwendung des SNCR-Verfahrens kann es zu einemAnstieg von Ammonium- und Ammoniakemissionen durch nichtumgesetztes Ammoniak (NH3) kommen (NH3-Schlupf), wenndas Reduktionsmittel bei zu niedriger Temperatur zugegebenwird oder ein zu hohes Molverhältnis NH3/NO eingestellt wird[Sch4, Hoe2]. SNCR-Anlagen werden so betrieben, dass einmöglichst geringer NH3-Schlupf entsteht.
Minderung der SO2-Emissionen
Die Verminderung rohmaterialbedingter SO2-Emissionen alleindurch verfahrenstechnische bzw. betriebliche Maßnahmen reichtbei vielen Ofenanlagen, die Rohstoffe mit erhöhten Pyritgehal-ten verarbeiten, nicht aus. Der Betrieb der Ofenanlage im Ver-bund mit der Mahltrocknung stellt die wirksamste Primärmaß-nahme zur SO2-Minderung dar.
Als sekundäre Minderungsmaßnahme wird in Deutschlandausschließlich das so genannte Trockenadditiv-Verfahren ver-wendet. Dabei wird ein Additiv, meist Kalkhydrat (Calcium-hydroxid, Ca(OH)2) entweder mit dem Ofenmehl der oberstenZyklonstufe aufgegeben oder direkt in die Rohgasleitung
90 I Zement
eingeblasen. Das aus dem Rohmaterial freigesetzte SO2 wirddabei überwiegend als Sulfit und Sulfat eingebunden. DieseSchwefelmengen erhöhen den Schwefelkreislauf in der Ofen-anlage, was in einigen Fällen zu Störungen des Anlagenbetriebsinfolge verstärkter Ansatzbildung im Ofen oder Steigschachtgeführt hat. Diesem Problem kann durch eine Anpassung desBypassbetriebs entgegengewirkt werden. Bei Ofenanlagen mitRostvorwärmern kann die Zugabe des Additivs in die Trocken-kammer und die Rohgasleitung erfolgen.
Liegen besonders hohe Pyritgehalte in den Rohstoffen vor, diezu einem SO2-Niveau von deutlich höher als 1200 mg/m3 füh-ren, können andere sekundäre Verfahren, wie die Nasswäscheoder das Trockenadditiv-Verfahren mit einer nachgeschaltetenzirkulierenden Wirbelschicht zweckmäßig sein. Bisher wurdensolche Beispiele nur aus dem europäischen Ausland bekannt.
Lärmminderungsmaßnahmen
Zur Ermittlung der relevanten Lärmquellen eines Zementwerkswerden üblicherweise so genannte Werkslärmkarten erstellt, ausdenen die effektivsten Lärmschutzmaßnahmen abgeleitet werdenkönnen.
Um die Nachbarschaft vor Lärm abzuschirmen, werden lärm-intensive Anlagenteile (z. B. Mühlen) in schalldämmendenGebäuden untergebracht oder mit Schallschutzkapseln bzw. -wänden versehen. Die Außenwände von schalldämmendenGebäuden bestehen aus Bauelementen, die ein hohes Flächenge-wicht haben, um die Schallübertragung über die Außenhautmöglichst gering zu halten. Undichtigkeiten der Gebäudeaußen-flächen lassen sich vermeiden, wenn Tore und Türen geschlos-sen gehalten werden. Störende Geräusche von Ventilatorenwerden durch den Einbau von Schalldämpfern in den Ansaug-und Ausblasöffnungen bekämpft.
3 Zementherstellung 91
Austrittsöffnungen von Kaminen können nicht lärmgedämmtwerden. Deshalb werden in den Rohrleitungen zwischen Abgas-gebläse und Kamin entsprechende Schalldämpfer eingebaut,wenn die Lärmabstrahlung des Kamins das erfordert. Darüberhinaus gibt es eine Vielzahl von Lärmschutzmaßnahmen, mit denen die Emissionen kleinerer Quellen vermindert werdenkönnen.
Verminderung von Sprengerschütterungen
Erschütterungen durch Gewinnungssprengungen lassen sichdurch geeignete Sprengverfahren weitgehend vermindern, indemz. B. mehrere Bohrlöcher nicht gleichzeitig, sondern nacheinan-der in Abständen von Millisekunden gezündet werden. Außer-dem besteht die Möglichkeit der Ladungsteilung je Bohrloch.Die Wahl des Verzögerungsintervalls zwischen der Zündung dereinzelnen Teilladungen bestimmt die Wechselwirkungen derTeilladungen einer Reihensprengung untereinander und damitdie freigesetzte seismische Energie.
3.3.3 Klimaaspekte
Beim Klinkerbrennprozess werden klimarelevante Gase emit-tiert. Die bei der Zementherstellung auftretenden CO2-Emissio-nen sind zum einen energiebedingt; sie werden bei der Ver-brennung der Brennstoffe sowie indirekt durch den Einsatz anelektrischer Energie freigesetzt. Rohstoffbedingte CO2-Emissio-nen entstehen bei der Entsäuerung des Kalksteins. Andere klima-relevante Gase, wie z. B. Distickstoffoxid (N2O) oder Methan(CH4) werden nicht oder nur in sehr geringem Maße emittiert.
Im Jahr 1995 hat sich die deutsche Zementindustrie gemeinsammit anderen energieintensiven Industriebranchen verpflichtet,ihren Beitrag zum Klimaschutz zu leisten und ihren spezifischenBrennstoffenergieverbrauch von 1987 bis 2005 um 20 % zu sen-
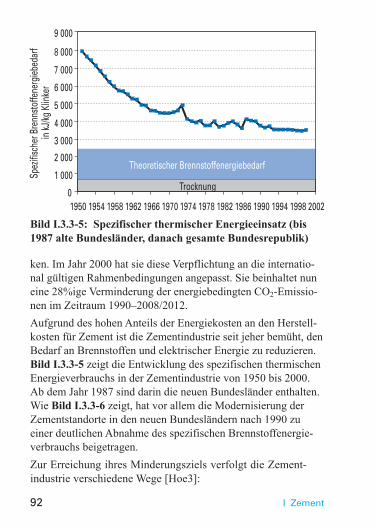
92 I Zement
ken. Im Jahr 2000 hat sie diese Verpflichtung an die internatio-nal gültigen Rahmenbedingungen angepasst. Sie beinhaltet nuneine 28%ige Verminderung der energiebedingten CO2-Emissio-nen im Zeitraum 1990–2008/2012.
Aufgrund des hohen Anteils der Energiekosten an den Herstell-kosten für Zement ist die Zementindustrie seit jeher bemüht, denBedarf an Brennstoffen und elektrischer Energie zu reduzieren.Bild I.3.3-5 zeigt die Entwicklung des spezifischen thermischenEnergieverbrauchs in der Zementindustrie von 1950 bis 2000.Ab dem Jahr 1987 sind darin die neuen Bundesländer enthalten.Wie Bild I.3.3-6 zeigt, hat vor allem die Modernisierung derZementstandorte in den neuen Bundesländern nach 1990 zueiner deutlichen Abnahme des spezifischen Brennstoffenergie-verbrauchs beigetragen.
Zur Erreichung ihres Minderungsziels verfolgt die Zement-industrie verschiedene Wege [Hoe3]:
9 000
8 000
7 000
6 000
5 000
4 000
3 000
2 000
1 000
01950 1954 1958 1962 1966 1970 1974 1978 1982 1986 1990 1994 1998 2002
Spez
ifisc
her B
renn
stoffe
nerg
iebed
arf
in kJ
/kg K
linke
r
Trocknung
Theoretischer Brennstoffenergiebedarf
Bild I.3.3-5: Spezifischer thermischer Energieeinsatz (bis1987 alte Bundesländer, danach gesamte Bundesrepublik)
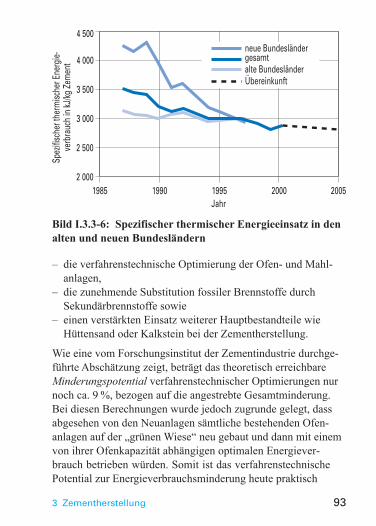
3 Zementherstellung 93
– die verfahrenstechnische Optimierung der Ofen- und Mahl-anlagen,
– die zunehmende Substitution fossiler Brennstoffe durchSekundärbrennstoffe sowie
– einen verstärkten Einsatz weiterer Hauptbestandteile wieHüttensand oder Kalkstein bei der Zementherstellung.
Wie eine vom Forschungsinstitut der Zementindustrie durchge-führte Abschätzung zeigt, beträgt das theoretisch erreichbareMinderungspotential verfahrenstechnischer Optimierungen nurnoch ca. 9 %, bezogen auf die angestrebte Gesamtminderung.Bei diesen Berechnungen wurde jedoch zugrunde gelegt, dassabgesehen von den Neuanlagen sämtliche bestehenden Ofen-anlagen auf der „grünen Wiese“ neu gebaut und dann mit einemvon ihrer Ofenkapazität abhängigen optimalen Energiever-brauch betrieben würden. Somit ist das verfahrenstechnischePotential zur Energieverbrauchsminderung heute praktisch
4 500
4 000
3 500
3 000
2 500
2 000
Spez
ifisc
her t
herm
ische
r Ene
rgie-
verb
rauc
h in
kJ/kg
Zem
ent
neue Bundesländergesamtalte BundesländerÜbereinkunft
1985 1990 1995 2000 2005Jahr
Bild I.3.3-6: Spezifischer thermischer Energieeinsatz in denalten und neuen Bundesländern
94 I Zement
erschöpft. Die zukünftigen Anstrengungen konzentrieren sichdaher auf die Substitution fossiler Brennstoffe sowie die ver-stärkte Herstellung von Zementen mit mehreren Hauptbestand-teilen.
Die aus dem Brennstoffverbrauch resultierenden CO2-Emissio-nen betrugen im Jahr 2000 bundesweit 0,195 t CO2/t Zementoder 6,83 Mio. t/a [VDZ1]. Hierin sind die CO2-Emissionen ausdem Einsatz von Sekundärbrennstoffen nicht berücksichtigt.Solche Abfälle substituieren beim Klinkerbrennprozess heiz-wertäquivalent fossile Brennstoffe und führen daher aufgrundihres Kohlenstoffgehalts nicht an anderer Stelle zu CO2-Emis-sionen. Entsprechend werden die CO2-Emissionen durch denEinsatz der Sekundärbrennstoffe im Zementwerk insgesamtreduziert.
Der elektrische Energiebedarf macht etwa 10 % des gesamtenEnergieverbrauchs der Zementwerke aus. Als Primärenergiegerechnet ist der Anteil des elektrischen Energieverbrauchs und damit der CO2-Emissionen, die sich aus dem Einsatzergeben, größer. Die durch den Stromverbrauch bedingte CO2-Emission betrug im Jahr 2000 0,07 t CO2/t Zement oder2,38 Mio. t/a.
Die je Tonne produzierten Klinkers erzeugte rohstoffbedingteCO2-Emission hängt von der Rohstoffrezeptur ab, variiert abernur in geringem Maße. Sie beträgt ca. 0,53 t CO2/t Klinker oderderzeit ca. 0,431 t CO2/t Zement. Für 2000 ergab sich für diedeutschen Zementwerke eine rohstoffbedingte CO2-Emissionvon ca. 15,1 Mio. t/a.
3.4 ArbeitssicherheitDie Verbesserung der Arbeitssicherheit in den Werken derZementindustrie gehört zu den satzungsgemäßen Aufgaben des
3 Zementherstellung 95
VDZ. Die Entwicklung und Einleitung von Maßnahmen zur Ver-besserung der Arbeitssicherheit werden vom VDZ-Ausschuss„Verfahrenstechnik“ wahrgenommen, der in seiner Arbeit durchden Arbeitskreis „Arbeitssicherheit“ und das Forschungsinstitutunterstützt wird. Darüber hinaus befasst sich der VDZ mit demSchutz des Menschen vor arbeitsbedingten Gesundheitsgefahrenbeim Umgang mit Zement, z. B. der durch Chromat ausgelöstenallergischen Hautkrankheit. In einem Sicherheitsdatenblatt wer-den die dafür relevanten Daten zusammengefasst.
3.4.1 Herstellung von Zement
Jährlich werden drei Sicherheits-Merkblätter mit den Beschrei-bungen besonders bemerkenswerter Betriebsunfälle sowie dreiSicherheits-Prüflisten für die Überprüfung von Sicherheitsein-richtungen und -maßnahmen in verschiedenen Arbeitsbereichenherausgegeben. Seit mehr als 25 Jahren werden jährlich dieWerke mit den niedrigsten Unfallhäufigkeitsraten im Rahmeneines Arbeitssicherheits-Wettbewerbs ausgezeichnet. Die Aus-zeichnung soll das Sicherheitsbewusstsein in den Werken för-dern. Entscheidend für die Verbesserung der Arbeitssicherheit ist die Motivation der Mitarbeiter, die Sicherheits-Vorschriftenim Betrieb richtig anzuwenden und vor allem durchzusetzen.Hierfür sind die Führungskräfte im Betrieb, die Werksleiter,Betriebsleiter und insbesondere die Meister und Vorarbeiter ver-antwortlich. Daher werden seit mehreren Jahren Intensiv-Schu-lungen für Meister und Vorarbeiter durchgeführt, die gemeinsamvom VDZ und der Steinbruchs-Berufsgenossenschaft getragenwerden.
Neben den Betriebsunfällen im Bereich der Instandhaltung sinddiejenigen im Betriebsbereich der Klinkerproduktion die zahl-reichsten und schwersten. Eine häufige Gefahrenquelle stellen z. B. Anbackungen und Verstopfungen im Zyklonvorwärmer dar.
96 I Zement
Bei Reinigungsarbeiten und bei der Beseitigung von Störungenkann heißes Mehl plötzlich aus Stocheröffnungen austreten. DieUnfälle sind vor allem auf ein Fehlverhalten der mit der Abreini-gung von Ansätzen und mit der Beseitigung von Zyklonverstop-fungen beauftragten Mitarbeiter und weniger auf das Fehlen von sicherheitstechnischen Einrichtungen zurückzuführen. DieVerfahren zur routinemäßigen Beseitigung von Anbackungen im Zyklonvorwärmer, die Möglichkeiten zum Erkennen von Zyklonverstopfungen sowie die Maßnahmen zu deren sicherenBeseitigung sind in einem VDZ-Merkblatt [Me1] beschrieben.Neben der Beschreibung von Hilfs- und Sicherheitseinrichtun-gen werden u. a. ausführlich die Schutzkleidung als unverzicht-bare Maßnahme bei der Abreinigung von Anbackungen und diebesondere persönliche Schutzausrüstung (s. Bild I.3.4-1) wegender besonderen Gefährdung der Mitarbeiter bei der Beseitigungvon Zyklonverstopfungen dargestellt.
Das Arbeitsschutz-Gesetz aus dem Jahr 1996 verlangt, dieArbeitsbedingungen aller Arbeitsplätze hinsichtlich der Gefähr-dung der Beschäftigten zu beurteilen und das Ergebnis derGefährdungsbeurteilungen zu dokumentieren. Das gilt vor allemfür Alleinarbeitsplätze. Daher wurden vom Arbeitskreis„Arbeitssicherheit“ für verschiedene Anlagenbereiche einesZementwerks Muster-Gefährdungsbeurteilungen erarbeitet. DieMitarbeiter sind über die bei ihrer Tätigkeit auftretenden Gefah-ren und die erforderlichen Sicherheitsmaßnahmen vor Beginnder Tätigkeit und danach in angemessenen Zeitabständen zuunterweisen. Für Arbeitsplätze mit besonderer oder erhöhterGefährdung sind Betriebsanweisungen zu erstellen, die alle fürden sicheren Betrieb erforderlichen Angaben, insbesondere überdie Gefahren entsprechend der Gefährdungsanalyse, die erfor-derlichen Arbeitssicherheits-Maßnahmen und das Verhalten beiStörungen enthalten.

3 Zementherstellung 97
Bild I.3.4-1: Frontalschutz mit aluminierter Oberflächesowie Kopfschutzhaube mit geschlossenem Visier
98 I Zement
Wenn voneinander unabhängige Personen oder Arbeitsgruppengleichzeitig nahe zusammenarbeiten – z. B. während der Winter-reparatur an einer Ofenanlage –, kann es trotz sicherheitsge-rechten Verhaltens zu gegenseitigen Gefährdungen kommen. In diesen Fällen muss dafür gesorgt werden, dass jeweils einezuverlässige und mit der Arbeit vertraute Person die Aufsichtführt und die Arbeiten koordiniert, damit gegenseitige Gefähr-dungen ausgeschlossen werden. Vor allem bei dem Bau vonGroßanlagen muss vom Unternehmer ein Aufsichtsführender als Koordinator benannt werden, der berechtigt ist, den Ver-antwortlichen jeder Arbeitsgruppe und jedem BeschäftigtenWeisung zu erteilen.
Die Bemühungen des VDZ und seines Forschungsinstituts habendazu beigetragen, dass die Unfallhäufigkeit in den deutschenZementwerken in den letzten 30 Jahren auf nahezu 1/3 abgenom-men hat. Seit 1984 lag die Unfallhäufigkeit aller Mitarbeiter auf einem sehr niedrigen Niveau von rund 20 Unfällen je 1 Mio. geleisteter Arbeitsstunden. Sie lag damit in 2000 etwa 65 % unter der Unfallhäufigkeit aller Mitgliedsunternehmen derSteinbruchs-Berufsgenossenschaft und rund 35 % unter derdurchschnittlichen Unfallhäufigkeit der gesamten gewerblichenWirtschaft. Während vor 30 Jahren durch meldepflichtigeBetriebsunfälle eine mittlere relative Ausfallzeit von etwa 0,81 %entstand, liegt dieser Wert heute nur noch bei 0,36 %. Darunterversteht man die unfallbedingt ausgefallenen Arbeitsstunden,bezogen auf die Gesamtarbeitszeit der Mitarbeiter. Die wich-tigsten Ergebnisse und Kennzahlen der Unfallstatistiken aus denJahren 1998 bis 2001 sind in der Tafel I.3.4-1 zusammenge-stellt. Grundlage für die Berechnung der Unfallstatistik bildetdie Belegschaft im Betrieb. Danach lag die mittlere Unfallhäu-figkeitsrate aller Werke für die Mitarbeiter im Betrieb im Jahr2001 mit 12,81 Unfällen je 1 Mio. geleisteter Arbeitsstunden
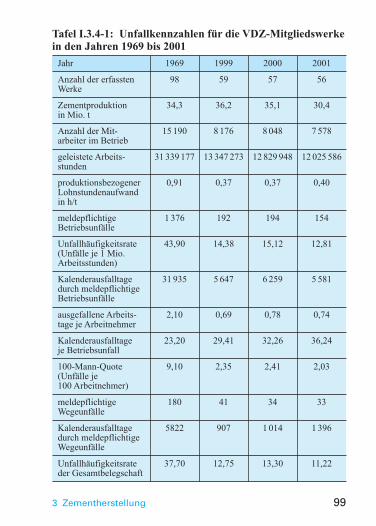
3 Zementherstellung 99
Tafel I.3.4-1: Unfallkennzahlen für die VDZ-Mitgliedswerkein den Jahren 1969 bis 2001
Jahr 1969 1999 2000 2001
Anzahl der erfassten 98 59 57 56Werke
Zementproduktion 34,3 36,2 35,1 30,4in Mio. t
Anzahl der Mit- 15 190 8 176 8 048 7 578arbeiter im Betrieb
geleistete Arbeits- 31 339 177 13 347 273 12 829 948 12 025 586stunden
produktionsbezogener 0,91 0,37 0,37 0,40Lohnstundenaufwand in h/t
meldepflichtige 1 376 192 194 154Betriebsunfälle
Unfallhäufigkeitsrate 43,90 14,38 15,12 12,81(Unfälle je 1 Mio. Arbeitsstunden)
Kalenderausfalltage 31 935 5 647 6 259 5 581durch meldepflichtige Betriebsunfälle
ausgefallene Arbeits- 2,10 0,69 0,78 0,74tage je Arbeitnehmer
Kalenderausfalltage 23,20 29,41 32,26 36,24je Betriebsunfall
100-Mann-Quote 9,10 2,35 2,41 2,03(Unfälle je 100 Arbeitnehmer)
meldepflichtige 180 41 34 33Wegeunfälle
Kalenderausfalltage 5822 907 1 014 1 396durch meldepflichtige Wegeunfälle
Unfallhäufigkeitsrate 37,70 12,75 13,30 11,22der Gesamtbelegschaft
100 I Zement
wieder auf einem sehr niedrigen Niveau. Für die gewerblichenArbeitnehmer und die Gesamtzahl der Angestellten gemeinsamergab die Rechnung für das Jahr 2001 eine Unfallhäufigkeitsratevon 11,22.
3.4.2 Umgang mit Zement
Nach dem Chemikaliengesetz und der Gefahrstoffverordnunghandelt es sich bei Zement im rechtlichen Sinne um eine„gefährliche Zubereitung“. Zweck der Gefahrstoffverordnung ist es, sowohl den Menschen vor arbeitsbedingten und sonstigenGesundheitsgefahren als auch die Umwelt vor stoffbedingtenSchädigungen zu schützen. Dazu ist es erforderlich, potenzielleGefahren für jeden erkennbar zu machen sowie Möglichkeitenaufzuzeigen, diese abzuwenden bzw. ihrer Entstehung vorzubeu-gen. Die Gefahrstoffverordnung beinhaltet somit Regelungen zurEinstufung, Kennzeichnung und Verpackung von gefährlichenStoffen und Zubereitungen sowie zum Umgang mit ihnen.
Nach § 14 der GefStoffV hat der Hersteller oder Verkäufer ge-fährlicher Stoffe oder Zubereitungen, gemäß Artikel 3 der euro-päischen Richtlinie 91/155/EWG [Ri28] sowie Artikel 10 dereuropäischen Richtlinie 88/379/EWG [Ri27], den Käufern desStoffs oder der Zubereitung ein Sicherheitsdatenblatt (SDB) zuübermitteln. Bei Zubereitungen, die im Einzelhandel für jeder-mann erhältlich sind (beispielsweise Sackware), ist ein SDBnicht notwendig. Es müssen dann aber alle für den Gesund-heitsschutz und einen sicheren Umgang erforderlichen Maßnah-men auf der Verpackung (Kennzeichnung) ersichtlich sein.
Sicherheitsdatenblatt
Das Sicherheitsdatenblatt nach Gefahrstoffverordnung fasst dierelevanten Angaben für den Umgang mit gefährlichen Stoffen
3 Zementherstellung 101
und Zubereitungen zusammen. Es muss folgende Angaben innachstehender Reihenfolge enthalten:
1. Stoff-/Zubereitung- und Firmenbezeichnung2. Zusammensetzung / Angaben zu Bestandteilen3. Mögliche Gefahren4. Erste-Hilfe-Maßnahmen5. Maßnahmen zur Brandbekämpfung6. Maßnahmen bei unbeabsichtigter Freisetzung7. Handhabung und Lagerung8. Expositionsbegrenzung und persönliche Schutzausrüstung9. Physikalische und chemische Eigenschaften
10. Stabilität und Reaktivität11. Angaben zur Toxikologie12. Angaben zur Ökologie13. Hinweise zur Entsorgung14. Angaben zum Transport15. Vorschriften16. Sonstige Angaben
Im Sinne des Chemikaliengesetzes und der Gefahrstoffverord-nung sind alle Normzemente Zubereitungen, da sie als Zuberei-tungsbestandteil Zementklinker (bzw. gebrannten Ölschiefer)enthalten. Damit sind auch für alle Normzemente Sicherheits-datenblätter erforderlich.
Mögliche Gefahren für den Menschen und Kennzeichnung
Zement ist als „reizend (Xi)“ eingestuft. Zur Kennzeichnungsind die Gefahrensätze sowie die Sicherheitsratschläge erforder-lich. Bild I.3.4-2 zeigt die notwendige Kennzeichnung vonSackzement auf seiner Verpackung.
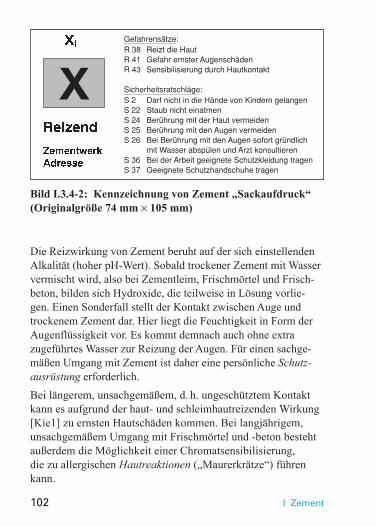
102 I Zement
Die Reizwirkung von Zement beruht auf der sich einstellendenAlkalität (hoher pH-Wert). Sobald trockener Zement mit Wasservermischt wird, also bei Zementleim, Frischmörtel und Frisch-beton, bilden sich Hydroxide, die teilweise in Lösung vorlie-gen. Einen Sonderfall stellt der Kontakt zwischen Auge undtrockenem Zement dar. Hier liegt die Feuchtigkeit in Form derAugenflüssigkeit vor. Es kommt demnach auch ohne extrazugeführtes Wasser zur Reizung der Augen. Für einen sachge-mäßen Umgang mit Zement ist daher eine persönliche Schutz-ausrüstung erforderlich.
Bei längerem, unsachgemäßem, d. h. ungeschütztem Kontaktkann es aufgrund der haut- und schleimhautreizenden Wirkung[Kie1] zu ernsten Hautschäden kommen. Bei langjährigem,unsachgemäßem Umgang mit Frischmörtel und -beton bestehtaußerdem die Möglichkeit einer Chromatsensibilisierung, die zu allergischen Hautreaktionen („Maurerkrätze“) führenkann.
Bild I.3.4-2: Kennzeichnung von Zement „Sackaufdruck“(Originalgröße 74 mm × 105 mm)
Gefahrensätze:R 38 Reizt die HautR 41 Gefahr ernster AugenschädenR 43 Sensibilisierung durch Hautkontakt
Sicherheitsratschläge:S 2 Darf nicht in die Hände von Kindern gelangenS 22 Staub nicht einatmenS 24 Berührung mit der Haut vermeidenS 25 Berührung mit den Augen vermeidenS 26 Bei Berührung mit den Augen sofort gründlich
mit Wasser abspülen und Arzt konsultierenS 36 Bei der Arbeit geeignete Schutzkleidung tragenS 37 Geeignete Schutzhandschuhe tragen
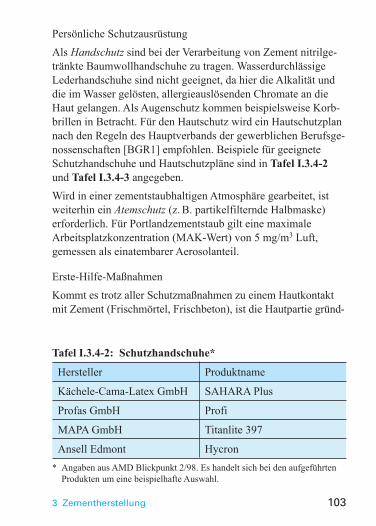
3 Zementherstellung 103
Persönliche Schutzausrüstung
Als Handschutz sind bei der Verarbeitung von Zement nitrilge-tränkte Baumwollhandschuhe zu tragen. WasserdurchlässigeLederhandschuhe sind nicht geeignet, da hier die Alkalität unddie im Wasser gelösten, allergieauslösenden Chromate an dieHaut gelangen. Als Augenschutz kommen beispielsweise Korb-brillen in Betracht. Für den Hautschutz wird ein Hautschutzplannach den Regeln des Hauptverbands der gewerblichen Berufsge-nossenschaften [BGR1] empfohlen. Beispiele für geeigneteSchutzhandschuhe und Hautschutzpläne sind in Tafel I.3.4-2und Tafel I.3.4-3 angegeben.
Wird in einer zementstaubhaltigen Atmosphäre gearbeitet, istweiterhin ein Atemschutz (z. B. partikelfilternde Halbmaske)erforderlich. Für Portlandzementstaub gilt eine maximaleArbeitsplatzkonzentration (MAK-Wert) von 5 mg/m3 Luft,gemessen als einatembarer Aerosolanteil.
Erste-Hilfe-Maßnahmen
Kommt es trotz aller Schutzmaßnahmen zu einem Hautkontaktmit Zement (Frischmörtel, Frischbeton), ist die Hautpartie gründ-
Tafel I.3.4-2: Schutzhandschuhe*
Hersteller Produktname
Kächele-Cama-Latex GmbH SAHARA Plus
Profas GmbH Profi
MAPA GmbH Titanlite 397
Ansell Edmont Hycron
* Angaben aus AMD Blickpunkt 2/98. Es handelt sich bei den aufgeführtenProdukten um eine beispielhafte Auswahl.
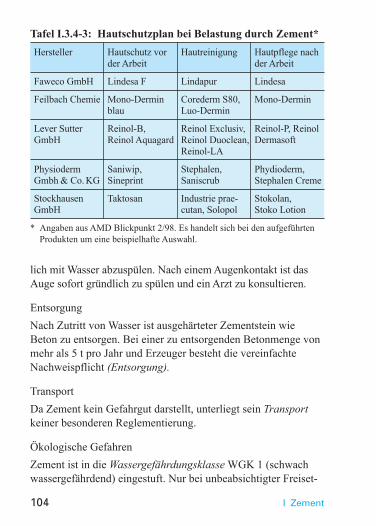
104 I Zement
lich mit Wasser abzuspülen. Nach einem Augenkontakt ist dasAuge sofort gründlich zu spülen und ein Arzt zu konsultieren.
Entsorgung
Nach Zutritt von Wasser ist ausgehärteter Zementstein wieBeton zu entsorgen. Bei einer zu entsorgenden Betonmenge vonmehr als 5 t pro Jahr und Erzeuger besteht die vereinfachteNachweispflicht (Entsorgung).
Transport
Da Zement kein Gefahrgut darstellt, unterliegt sein Transportkeiner besonderen Reglementierung.
Ökologische Gefahren
Zement ist in die Wassergefährdungsklasse WGK 1 (schwachwassergefährdend) eingestuft. Nur bei unbeabsichtigter Freiset-
Tafel I.3.4-3: Hautschutzplan bei Belastung durch Zement*
Hersteller Hautschutz vor Hautreinigung Hautpflege nach der Arbeit der Arbeit
Faweco GmbH Lindesa F Lindapur Lindesa
Feilbach Chemie Mono-Dermin Corederm S80, Mono-Derminblau Luo-Dermin
Lever Sutter Reinol-B, Reinol Exclusiv, Reinol-P, ReinolGmbH Reinol Aquagard Reinol Duoclean, Dermasoft
Reinol-LA
Physioderm Saniwip, Stephalen, Phydioderm, Gmbh & Co. KG Sineprint Saniscrub Stephalen Creme
Stockhausen Taktosan Industrie prae- Stokolan, GmbH cutan, Solopol Stoko Lotion
* Angaben aus AMD Blickpunkt 2/98. Es handelt sich bei den aufgeführtenProdukten um eine beispielhafte Auswahl.
3 Zementherstellung 105
zung größerer Mengen in Gewässern besteht eine ökotoxischeWirkung durch einen erhöhten pH-Wert.
Chromat
Hauterkrankungen in unterschiedlichen Ausprägungen sind seitvielen Jahrzehnten in der Bauwirtschaft bekannt. Eine schwereForm von Hautekzemen ist die allergische Chromatdermatitis,im Volksmund auch „Maurerkrätze“ genannt. In den letztenJahren wurden in Deutschland über 300 Neuerkrankungen proJahr aufgrund einer allergischen „Chromatdermatitis“ anerkannt.Auslöser dieser Hautkrankheit ist Chromat (Chrom(VI)), das ingeringen Konzentrationen im Zement und in zementhaltigenBaustoffen enthalten ist. Bei der Verarbeitung zu Frischmörtelund Frischbeton löst sich ein Teil des Chromats im Wasser. Indieser Phase besteht bei Hautkontakt die Gefahr einer sensibili-sierenden Wirkung von Zement. In Abhängigkeit von der Inten-sität und Dauer der Kontakte sowie der Konzentration des Chro-mats kann es zu einer Sensibilisierung und zum Ausbruch derallergischen Krankheitssymptome kommen [VDZ3]. In derRegel dauert dieser Prozess Jahre. Bei atopisch veranlagtenMenschen kann der Zeitraum unter Umständen nur wenigeMonate betragen.
In Deutschland sind im Mittel 9 ppm wasserlösliches Chromatim Zement enthalten. Diese Menge entspricht etwa 20 % des imMittel im Zement enthaltenen Gesamtchromgehalts. Das Spu-renelement Chrom stammt überwiegend aus den zur Zement-herstellung verwendeten Ausgangsstoffen Kalkstein und Ton, indenen es wiederum in den der Erdkruste entsprechenden gerin-gen Konzentrationen enthalten ist.
Zemente und zementhaltige Produkte gelten als chromatarm,wenn sie weniger als 2 ppm wasserlösliches Chromat enthalten.Untersuchungen haben gezeigt, dass bei der Verwendung der-
106 I Zement
artiger Produkte das Auftreten allergischer Hautreaktionen, dieauf Chromat zurückzuführen sind, verhindert werden kann.
Zur Verbesserung des Arbeitsschutzes wurden 1993 die Tech-nischen Regeln für Gefahrstoffe TRGS 613 [TRG1] veröffent-licht, die den Einsatz chromatarmer Zemente und zementhaltigerZubereitungen beschreiben. Chromatarme Produkte können mitdem Aufdruck „Chromatarm gemäß TRGS 613“ gekennzeichnetwerden.
Im Dezember 1998 wurde gemeinsam von Vertretern derZementindustrie, den Herstellern zementhaltiger Zubereitungen,des Baustoff-Fachhandels, des Baugewerbes, der Bauindustrieund der Bau-Berufsgenossenschaften, der Gewerkschaften sowieder Staatlichen Arbeitsschutzbehörden eine Branchenregelungvereinbart [VDZ4]. In ihr sind effiziente sowie technisch undwirtschaftlich sinnvolle Maßnahmen aufgeführt, mit denen dieauftretende Maurerkrätze wirkungsvoll bekämpft werden soll.Zwei Maßnahmen sind dabei von besonderer Bedeutung:
a) Herstellung und Einsatz chromatarmer Produkte für dieBereiche der überwiegend händischen Verarbeitung: Sack-zement, Werktrocken- und Werkfrischmörtel, bauchemischeProdukte sowie Zweikammersilomörtel.
Liegt der Gehalt des wasserlöslichen Chromats im Zement über2 ppm, sind geeignete Reduktionsmittel einzusetzen. Diese stel-len sicher, dass das im Wasser gelöste Chromat in eine nichtsensibilisierende Form überführt wird. Chemisch bedeutet dieseine Reduzierung des sechswertigen Chroms in die dreiwertigeForm. Ein bewährtes Reduktionsmittel ist Eisen(II)sulfat (alsHeptahydrat). Für eine stabile und ausreichende Reduzierung isteine überstöchiometrische Zugabe an Eisen(II)sulfat erforder-lich. Typischerweise beträgt die Dosierung 0,3 bis 0,4 M.-%,bezogen auf die Zementmenge. Die normengerechten anwen-
3 Zementherstellung 107
dungstechnischen Eigenschaften werden durch die Reduktions-mittelzugabe nicht beeinträchtigt. Eisen(II)sulfat wird alsgesundheitsschädlich mit dem Gefahrensymbol xn eingestuft.Für den Umgang mit Eisen(II)sulfat sind die Angaben imSicherheitsdatenblatt zu beachten.
b) Vermeidung bzw. Verhinderung von direktem Hautkontakt zufeuchten zementhaltigen Baustoffen. Hierzu ist beim Umgangmit Frischmörtel und -beton das Tragen von geeigneten Schutz-handschuhen (s. Tafel I.3.4-2) erforderlich. Dabei ist es wichtig,dass die Handschuhe wasserundurchlässig sind. Geeignet sind z. B. Handschuhe aus nitrilgetränkter Baumwolle. Zusätzlichmuss die natürliche Schutzbarriere der Haut durch Hautpflege(Hautschutzplan (s. Tafel I.3.4-3)) verstärkt werden. Nichtgeeignet sind hingegen die üblicherweise auf den Baustellenanzutreffenden Lederhandschuhe, die wasserdurchlässig sindund die Haut weder vor einem Kontakt mit gelöstem Chromatnoch vor der reizenden Wirkung (hoher pH-Wert) schützen.
In Deutschland wird bislang zur Chromatreduzierung von Sack-zement überwiegend Eisen(II)sulfat in Granulatform verwendet.Das Eisen(II)sulfat wird vor der Packmaschine dem Zementgravimetrisch zudosiert und durch den Einfüllvorgang ausrei-chend homogenisiert.


















