3689-41840 c german cvr - Costenoble€¦ · Friction-Coatings mithilfe eines Sprüh- oder...
16
Kontaktaufnahme Seit fast 60 Jahren verlassen sich OEM-Konstrukteure, Wartungstechniker und Materialingenieure auf der ganzen Welt auf die Marke Molykote ® , denn sie steht für Leistung und fachliche Kompetenz bei der Lösung und Vermeidung von Schmierstoffproblemen. Molykote Lösungen sind über ein weltweites Vertriebsnetz von mehr als 3.000 Vertriebspartnern erhältlich. Wenn Sie mehr über unser umfangreiches Produkt- und Serviceangebot erfahren wollen, besuchen Sie www.molykote.com bzw. www.molykote.de oder schreiben Sie eine E-Mail an [email protected]. HAFTUNGSBESCHRÄNKUNG – BITTE SORGFÄLTIG LESEN Die in diesem Dokument enthaltenen Angaben werden in gutem Glauben als wahrheitsgetreue Informationen übermittelt. Da Dow Corning keinen Einfluss auf die Verwendungsart der Produkte und auf die Bedingungen hat, unter denen sie eingeset- zt werden, ist trotz dieser Produktinformationen vor dem Einsatz der Produkte unbed- ingt die Durchführung von Tests erforderlich, um sicherzustellen, dass die Produkte von Dow Corning im Hinblick auf die Leistung, Wirkung und Sicherheit für die spezifische Verwendung durch den Kunden geeignet sind. Vorschläge zur Produktverwendung sind nicht als Verleitung zu Patentrechtsverletzungen zu verstehen. Dow Corning gewährleistet nur, dass die Produkte der zur Zeit der Lieferung aktuellen Produktbeschreibung von Dow Corning entsprechen. Gewährleistungsansprüche des Kunden und die entsprechenden Gewährleist- ungspflichten von Dow Corning bei einer Garantieverletzung beschränken sich auf die Lieferung von Ersatz oder die Rückerstattung des Kaufpreises für ein Produkt, das der Garantie nicht entspricht. JEDE WEITERE AUSDRÜCKLICHE ODER IMPLIZIERTE GEWÄHRLEISTUNG DURCH DOW CORNING, EINSCHLIESSLICH DER VERKÄUFLICHKEIT UND VER- WENDUNGSEIGNUNG, IST AUSGESCHLOSSEN. DOW CORNING ÜBERNIMMT KEINE HAFTUNG FÜR ZUFALLS- ODER FOLGESCHÄDEN. Dow Corning ist eine eingetragene Marke der Dow Corning Corporation. Molykote ist eine eingetragene Marke der Dow Corning Corporation. © 2004 Dow Corning Corporation. Alle Rechte vorbehalten Formular-Nr.: 71-0250B-03 Anti-Friction-Coatings Auswahlleitfaden AV05901
Transcript of 3689-41840 c german cvr - Costenoble€¦ · Friction-Coatings mithilfe eines Sprüh- oder...

Kontaktaufnahme
Seit fast 60 Jahren verlassen sich OEM-Konstrukteure,Wartungstechniker und Materialingenieure auf der ganzenWelt auf die Marke Molykote®, denn sie steht für Leistungund fachliche Kompetenz bei der Lösung und Vermeidungvon Schmierstoffproblemen. Molykote Lösungen sind über einweltweites Vertriebsnetz von mehr als 3.000 Vertriebspartnernerhältlich. Wenn Sie mehr über unser umfangreichesProdukt- und Serviceangebot erfahren wollen, besuchen Siewww.molykote.com bzw. www.molykote.de oderschreiben Sie eine E-Mail an [email protected].
HAFTUNGSBESCHRÄNKUNG – BITTE SORGFÄLTIG LESENDie in diesem Dokument enthaltenen Angaben werden in gutem Glauben alswahrheitsgetreue Informationen übermittelt. Da Dow Corning keinen Einfluss auf dieVerwendungsart der Produkte und auf die Bedingungen hat, unter denen sie eingeset-zt werden, ist trotz dieser Produktinformationen vor dem Einsatz der Produkte unbed-ingt die Durchführung von Tests erforderlich, um sicherzustellen, dass die Produkte vonDow Corning im Hinblick auf die Leistung, Wirkung und Sicherheit für die spezifischeVerwendung durch den Kunden geeignet sind. Vorschläge zur Produktverwendungsind nicht als Verleitung zu Patentrechtsverletzungen zu verstehen. Dow Corning gewährleistet nur, dass die Produkte der zur Zeit der Lieferung aktuellenProduktbeschreibung von Dow Corning entsprechen. Gewährleistungsansprüche des Kunden und die entsprechenden Gewährleist-ungspflichten von Dow Corning bei einer Garantieverletzung beschränken sich auf dieLieferung von Ersatz oder die Rückerstattung des Kaufpreises für ein Produkt, das derGarantie nicht entspricht. JEDE WEITERE AUSDRÜCKLICHE ODER IMPLIZIERTE GEWÄHRLEISTUNGDURCH DOW CORNING, EINSCHLIESSLICH DER VERKÄUFLICHKEIT UND VER-WENDUNGSEIGNUNG, IST AUSGESCHLOSSEN. DOW CORNING ÜBERNIMMT KEINE HAFTUNG FÜR ZUFALLS- ODERFOLGESCHÄDEN.Dow Corning ist eine eingetragene Marke der Dow Corning Corporation.Molykote ist eine eingetragene Marke der Dow Corning Corporation.© 2004 Dow Corning Corporation. Alle Rechte vorbehalten
Formular-Nr.: 71-0250B-03
Anti-Friction-Coatings Auswahlleitfaden
AV05901
Anti-Friction Coating-Produkt
D 321R ● ● ● � ● � � ● ● ● ● ● � � ● �3402-C � � � � � ● � ● � � � � � � � �D 3484 � � � ● � � � � � � � � � -- ● �3400ALeadfree � � � � � � � � � � � � � � � �106 � � � ● � � � � � � � � � � ● �7409 � � � � � � � � � � � � � � � �7620 � � � � � � � � � � � � � � � �7400 � � ● ● ● � � ● � ● � � � -- -- �D 106 � � � � � � � � � � � � � -- -- �PTFE-N UV � � � � ● � � ● � � � � � -- � ●
D 708 � � � � � � � � � � � � � -- � ●
D 96 � ● ● ● ● � � ● -- � � -- -- -- � ●
7405 � ● � ● � � � � � � � � � -- � ●
D 10 � � � � � � � � � � � � � -- � �D 88 � � � � � � � � � � � � � -- -- �
Kra
ftsto
ffe
Bre
msfl
üssig
keit
Säure
n
Alk
alische M
ed
ien
Aro
mate
n
Alk
ohole
Deio
nis
iert
es W
asser
Keto
n
Schneid
flüssig
keit
en
Min
era
löle
Synth
eti
sche Ö
le
Wasserv
erd
ränger
Rein
igungsm
itte
l
Str
ahlu
ng
Überl
ackie
rbark
eit
....
....
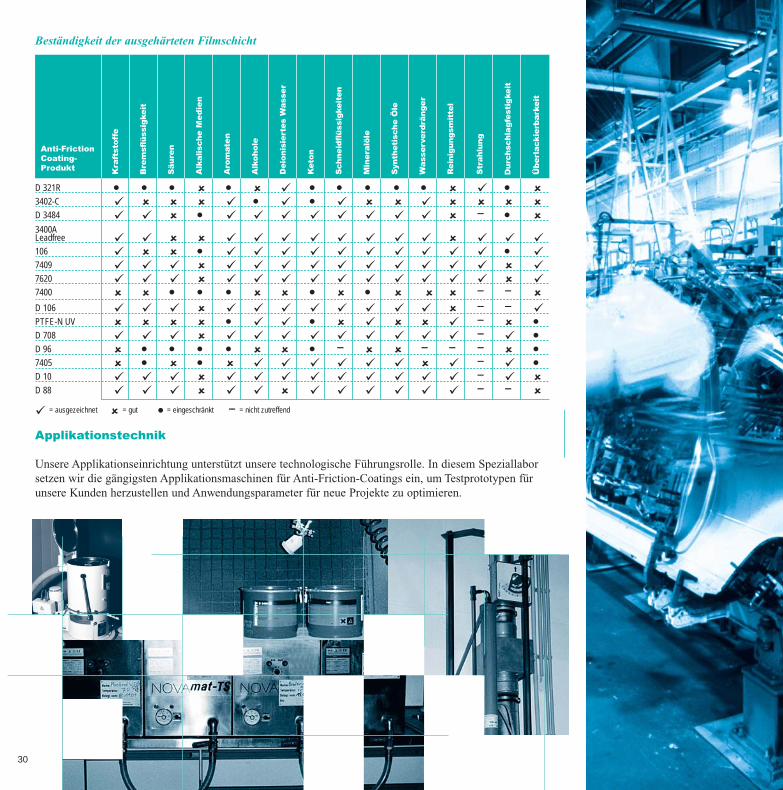
� = ausgezeichnet � = gut ● = eingeschränkt -- = nicht zutreffend
30
Beständigkeit der ausgehärteten Filmschicht
Applikationstechnik
Unsere Applikationseinrichtung unterstützt unsere technologische Führungsrolle. In diesem Speziallaborsetzen wir die gängigsten Applikationsmaschinen für Anti-Friction-Coatings ein, um Testprototypen fürunsere Kunden herzustellen und Anwendungsparameter für neue Projekte zu optimieren.
Durc
hschla
gfe
sti
gkeit
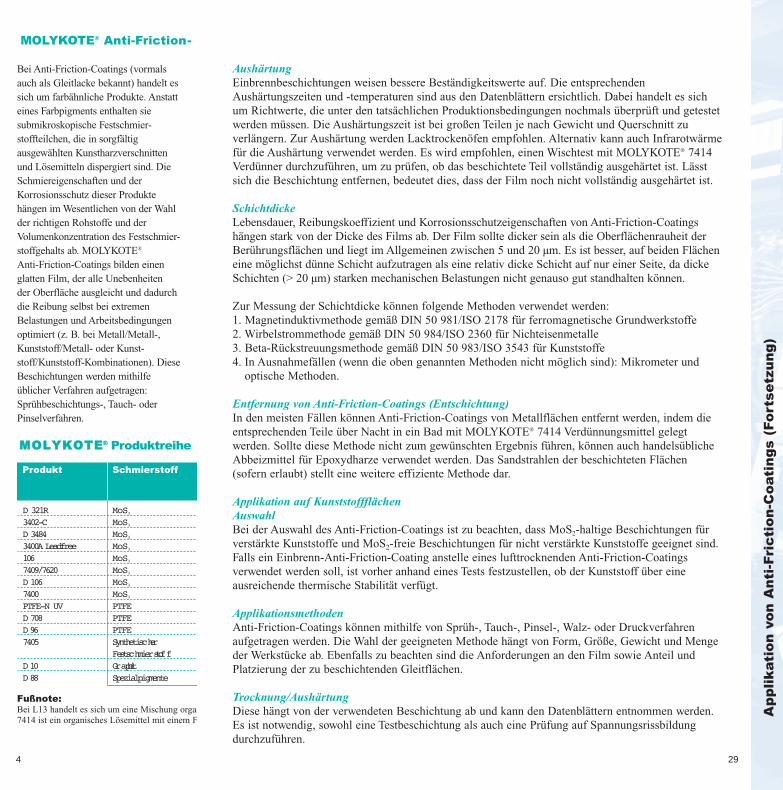
Produkt Schmierstoff
D 321R MoS2
3402-C MoS2
D 3484 MoS2
3400A Leadfree MoS2
106 MoS2
7409/7620 MoS2
D 106 MoS2
7400 MoS2
PTFE-N UV PTFED 708 PTFED 96 PTFE7405 Synthetischer
FestschmierstoffD 10 GraphitD 88 Spezialpigmente
Fußnote:Bei L13 handelt es sich um eine Mischung organ7414 ist ein organisches Lösemittel mit einem F
Bei Anti-Friction-Coatings (vormalsauch als Gleitlacke bekannt) handelt essich um farbähnliche Produkte. Anstatteines Farbpigments enthalten siesubmikroskopische Festschmier-stoffteilchen, die in sorgfältigausgewählten Kunstharzverschnittenund Lösemitteln dispergiert sind. DieSchmiereigenschaften und derKorrosionsschutz dieser Produktehängen im Wesentlichen von der Wahlder richtigen Rohstoffe und derVolumenkonzentration des Festschmier-stoffgehalts ab. MOLYKOTE®
Anti-Friction-Coatings bilden einenglatten Film, der alle Unebenheiten der Oberfläche ausgleicht und dadurchdie Reibung selbst bei extremenBelastungen und Arbeitsbedingungenoptimiert (z. B. bei Metall/Metall-,Kunststoff/Metall- oder Kunst-stoff/Kunststoff-Kombinationen). DieseBeschichtungen werden mithilfeüblicher Verfahren aufgetragen:Sprühbeschichtungs-, Tauch- oderPinselverfahren.
MMOOLLYYKKOOTTEE®® Produktreihe
MOLYKOTE® Anti-Friction-
4A
pp
lik
ati
on
vo
n A
nti
-Fri
cti
on
-Co
ati
ng
s (
Fo
rtse
tzu
ng
)
AushärtungEinbrennbeschichtungen weisen bessere Beständigkeitswerte auf. Die entsprechendenAushärtungszeiten und -temperaturen sind aus den Datenblättern ersichtlich. Dabei handelt es sichum Richtwerte, die unter den tatsächlichen Produktionsbedingungen nochmals überprüft und getestetwerden müssen. Die Aushärtungszeit ist bei großen Teilen je nach Gewicht und Querschnitt zuverlängern. Zur Aushärtung werden Lacktrockenöfen empfohlen. Alternativ kann auch Infrarotwärmefür die Aushärtung verwendet werden. Es wird empfohlen, einen Wischtest mit MOLYKOTE® 7414Verdünner durchzuführen, um zu prüfen, ob das beschichtete Teil vollständig ausgehärtet ist. Lässtsich die Beschichtung entfernen, bedeutet dies, dass der Film noch nicht vollständig ausgehärtet ist.
SchichtdickeLebensdauer, Reibungskoeffizient und Korrosionsschutzeigenschaften von Anti-Friction-Coatingshängen stark von der Dicke des Films ab. Der Film sollte dicker sein als die Oberflächenrauheit derBerührungsflächen und liegt im Allgemeinen zwischen 5 und 20 µm. Es ist besser, auf beiden Flächeneine möglichst dünne Schicht aufzutragen als eine relativ dicke Schicht auf nur einer Seite, da dickeSchichten (> 20 µm) starken mechanischen Belastungen nicht genauso gut standhalten können.
Zur Messung der Schichtdicke können folgende Methoden verwendet werden:1. Magnetinduktivmethode gemäß DIN 50 981/ISO 2178 für ferromagnetische Grundwerkstoffe2. Wirbelstrommethode gemäß DIN 50 984/ISO 2360 für Nichteisenmetalle3. Beta-Rückstreuungsmethode gemäß DIN 50 983/ISO 3543 für Kunststoffe4. In Ausnahmefällen (wenn die oben genannten Methoden nicht möglich sind): Mikrometer und
optische Methoden.
Entfernung von Anti-Friction-Coatings (Entschichtung)In den meisten Fällen können Anti-Friction-Coatings von Metallflächen entfernt werden, indem dieentsprechenden Teile über Nacht in ein Bad mit MOLYKOTE® 7414 Verdünnungsmittel gelegtwerden. Sollte diese Methode nicht zum gewünschten Ergebnis führen, können auch handelsüblicheAbbeizmittel für Epoxydharze verwendet werden. Das Sandstrahlen der beschichteten Flächen(sofern erlaubt) stellt eine weitere effiziente Methode dar.
Applikation auf KunststoffflächenAuswahlBei der Auswahl des Anti-Friction-Coatings ist zu beachten, dass MoS2-haltige Beschichtungen fürverstärkte Kunststoffe und MoS2-freie Beschichtungen für nicht verstärkte Kunststoffe geeignet sind.Falls ein Einbrenn-Anti-Friction-Coating anstelle eines lufttrocknenden Anti-Friction-Coatingsverwendet werden soll, ist vorher anhand eines Tests festzustellen, ob der Kunststoff über eineausreichende thermische Stabilität verfügt.
ApplikationsmethodenAnti-Friction-Coatings können mithilfe von Sprüh-, Tauch-, Pinsel-, Walz- oder Druckverfahrenaufgetragen werden. Die Wahl der geeigneten Methode hängt von Form, Größe, Gewicht und Mengeder Werkstücke ab. Ebenfalls zu beachten sind die Anforderungen an den Film sowie Anteil undPlatzierung der zu beschichtenden Gleitflächen.
Trocknung/AushärtungDiese hängt von der verwendeten Beschichtung ab und kann den Datenblättern entnommen werden.Es ist notwendig, sowohl eine Testbeschichtung als auch eine Prüfung auf Spannungsrissbildungdurchzuführen.
29

Bindemittel Verdünner- verträglichesLösemittel
Titanat L 13Spezialprodukt L 13Phenolharz L 13Epoxydharz L 13Epoxydharz L 13Polyamidimid 7414Epoxydharz WasserAcrylat WasserAcrylat L 13Epoxydharz L 13PU WasserPolyamidimid 7414
Polyamidimid 7414Polyamidimid 7414
anischer Lösemittel.Flammpunkt von > 90 ºC.
Bei anderen herkömmlichenApplikationsmethoden werdenSpritztrommeln oder Zentrifugeneingesetzt oder elektrostatische bzw.automatische Sprühverfahren sowieDruck- oder Walzbeschich-tungsverfahren angewendet und imAnschluss mit bewährten Methodender Industrietrocknung undAushärtung kombiniert. Bei diesenTrocknungs- und Aushärtungs-methoden beträgt die Aushärtungszeitzwischen 3 Minuten beiLufttrocknung und 60 Minuten beiHeißluftaushärtung.
Anti-Friction-Coatings:ProduktangebotDie aktuelle Produktreihe kannanhand der verschiedenenFestschmierstoffe, der Bindemittelund der Lösemittelbasis in denFormulierungen unterschiedenwerden.
MO
LY
KO
TE
®A
nti
-Fri
cti
on
-Co
ati
ng
s
Coatings
5

1. Schmierstoffe
Art Stärken
MoS2 + Hohes Lasttragevermögen+ Weiter Temperaturbereich
Molybdän- + Überlackierbar
disulfid + Ausgezeichnete Haftung+ Niedriger Reibungskoeffizient bei
hoher Belastung+ Schutz vor Tribokorrosion+ Verlängert die Lebensdauer
(Synergismus mit Grafit)+ Elektrischer Isolator
Grafit + Hohe Temperaturbeständigkeit+ Trennwirkung (Metallumformung)+ Guter Schmierstoff bei Feuchtigkeit
PTFE + Farblos+ Trennwirkung+ Niedriger Reibungskoeffizient bei
geringer Belastung+ Elektrischer Isolator+ Gute chemische Beständigkeit
Synthetische + Farblos/einfärbbarFestschmier- + Extrem niedriger Reibungskoeffizienstoffe bei geringer Belastung
(Aushärtungstemperatur)+ Gute chemische Beständigkeit+ Guter Tribokorrosionsschutz+ Niedrige Aushärtungstemperatur+ Elektrischer Isolator
Stärken und potentielle SchwächenTechnologien
6
Applikation von Anti-Friction-Coatings
Je nach Art der zu behandelnden Teile und der erforderlichen Oberflächenbeschaffenheit werden Anti-Friction-Coatings mithilfe eines Sprüh- oder Tauchverfahrens oder unter Verwendung vonSpritztrommeln oder Zentrifugen aufgetragen. Diese Werkstücke sollten entsprechend vorbehandeltwerden. Bei partieller Beschichtung der Werkstücke wird empfohlen, Abdeckschablonen oder einenablösbaren Schutzfilm zu verwenden. Beides ist vor der Aushärtung zu entfernen. Anti-Friction-Coatings sind entsprechend dem empfohlenen Applikationsverfahren bereits einsatzbereit erhältlich(siehe technisches Datenblatt des jeweiligen Produkts). Vor der Anwendung müssen diese gründlichdurchgerührt werden, damit das Fluid homogen ist. Eine Verdünnung des Fluids (unter gründlichemRühren) ist nur notwendig, wenn die Dicke des Films weniger als 5 µm betragen soll. Bei nichtwasserbasierten Anti-Friction-Coatings sind ausschließlich elektrische Mischgeräte mitexplosionsgeschützten Motoren zu verwenden. Bei der Applikation solcher Beschichtungen sind stetsdie örtlichen Sicherheitsvorschriften für die Handhabung von Farben und Lacken zu beachten.
Applikation auf MetalloberflächenSprühverfahrenBeim Sprühverfahren erfolgt das Sprühen in Spritzkabinen. Sollte der Sprühvorgang anderswoerfolgen, muss für gute Entlüftung gesorgt werden. Flüchtige Lösemittel können gefährlich sein: Daherdarf in diesem Raum keine offene Flamme vorhanden sein. Bei kleinen Flächen wird eine Rundstrahl-Spritzpistole mit einer 0,8-mm-Düse empfohlen. Der Sprühdruck sollte sich zwischen 2 und 5 barbewegen. Der Abstand zwischen dem Werkstück und der Spritzpistole sollte so gewählt sein, dass dasProdukt noch feucht ist, wenn es auf die Oberfläche des zu beschichtenden Teils auftrifft. Es solltensich keine Risse oder Tröpfchen bilden. Ist der Abstand zwischen der Spritzpistole und dem Werkstückzu groß, trocknet das Produkt, bevor es die zu behandelnde Fläche erreicht. Dies verhindert dieBildung eines homogenen Anti-Friction-Coatings und der Film wirkt rau.
Im Vergleich zu Mal- und Lackierarbeiten ist es beim Auftragen von Anti-Friction-Coatings nochum vieles wichtiger, äußerst sorgfältig vorzugehen, da ein extrem dünner aber homogener Filmerzielt werden muss. Für einen dickeren Film kann das Anti-Friction-Coating in mehreren Schichtenaufgetragen werden. Jede Folgeschicht sollte jedoch erst aufgetragen werden, wenn die vorherigeSchicht fast trocken ist.
Beim Sprühverfahren muss wasser- und ölfreie Druckluft verwendet werden. Damit das Bindemittel undder Festschmierstoff homogen aufgetragen werden können, muss das Produkt vor allem nach längererNichtverwendung vorher durchgerührt werden. Zusätzlich zum Sprühen mit Druckluft kann auch einelektrostatisches Verfahren eingesetzt werden. Solange die Beschichtung nicht gehärtet ist, sind diebesprühten Teile mit großer Sorgfalt zu behandeln, um Beschädigungen zu vermeiden. Anti-Friction-Coatings sollten mindestens 10 Minuten lang an der Luft trocknen, bevor sie angefasst werden können.
Tauchverfahren und ZentrifugierenFalls Form und Größe des Teils es zulassen, kann auch ein Tauchverfahren verwendet werden.Tauchzentrifugieren ist eine sparsame Methode, um Anti-Friction-Coatings auf eine große Mengevon Schüttgut aufzutragen, wie Schrauben, Muttern oder anderen kleinen Teilen. DerTauchzentrifugiervorgang ist stets zweimal durchzuführen.1. Tauchen; zentrifugieren; auf ein Drahtgitter verteilen; trocknen2. Wiederholen der unter Punkt 1 genannten Schritte, um Defekte (Kontaktpunkte) abzudecken.
Die gewünschte Dicke des Films wird erreicht, indem die Drehzahl der Zentrifuge entsprechend dergegebenen Viskosität der Anti-Friction-Coatings angepasst wird.
27O
berf
lächenv
orb
ehandlu
ng b
ei A
nti
-Fri
cti
on-C
oati
ngs
(Fort
setz
ung)
+ A
pplik
ati
on v
on A
nti
-Fri
cti
on-C
oati
ngs
26
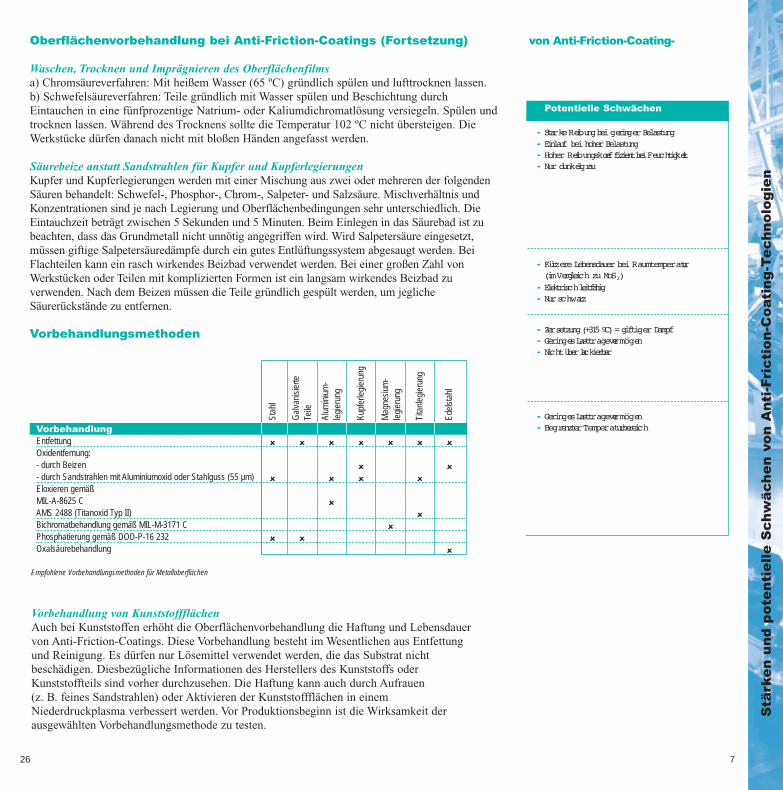
Oberflächenvorbehandlung bei Anti-Friction-Coatings (Fortsetzung)
Waschen, Trocknen und Imprägnieren des Oberflächenfilmsa) Chromsäureverfahren: Mit heißem Wasser (65 ºC) gründlich spülen und lufttrocknen lassen.b) Schwefelsäureverfahren: Teile gründlich mit Wasser spülen und Beschichtung durchEintauchen in eine fünfprozentige Natrium- oder Kaliumdichromatlösung versiegeln. Spülen undtrocknen lassen. Während des Trocknens sollte die Temperatur 102 ºC nicht übersteigen. DieWerkstücke dürfen danach nicht mit bloßen Händen angefasst werden.
Säurebeize anstatt Sandstrahlen für Kupfer und KupferlegierungenKupfer und Kupferlegierungen werden mit einer Mischung aus zwei oder mehreren der folgendenSäuren behandelt: Schwefel-, Phosphor-, Chrom-, Salpeter- und Salzsäure. Mischverhältnis undKonzentrationen sind je nach Legierung und Oberflächenbedingungen sehr unterschiedlich. DieEintauchzeit beträgt zwischen 5 Sekunden und 5 Minuten. Beim Einlegen in das Säurebad ist zubeachten, dass das Grundmetall nicht unnötig angegriffen wird. Wird Salpetersäure eingesetzt,müssen giftige Salpetersäuredämpfe durch ein gutes Entlüftungssystem abgesaugt werden. BeiFlachteilen kann ein rasch wirkendes Beizbad verwendet werden. Bei einer großen Zahl vonWerkstücken oder Teilen mit komplizierten Formen ist ein langsam wirkendes Beizbad zuverwenden. Nach dem Beizen müssen die Teile gründlich gespült werden, um jeglicheSäurerückstände zu entfernen.
Vorbehandlungsmethoden
Vorbehandlung von KunststoffflächenAuch bei Kunststoffen erhöht die Oberflächenvorbehandlung die Haftung und Lebensdauervon Anti-Friction-Coatings. Diese Vorbehandlung besteht im Wesentlichen aus Entfettungund Reinigung. Es dürfen nur Lösemittel verwendet werden, die das Substrat nichtbeschädigen. Diesbezügliche Informationen des Herstellers des Kunststoffs oderKunststoffteils sind vorher durchzusehen. Die Haftung kann auch durch Aufrauen (z. B. feines Sandstrahlen) oder Aktivieren der Kunststoffflächen in einemNiederdruckplasma verbessert werden. Vor Produktionsbeginn ist die Wirksamkeit derausgewählten Vorbehandlungsmethode zu testen.
VorbehandlungEntfettung � � � � � � �Oxidentfernung:- durch Beizen � �- durch Sandstrahlen mit Aluminiumoxid oder Stahlguss (55 µm) � � � �Eloxieren gemäßMIL-A-8625 C �AMS 2488 (Titanoxid Typ II) �Bichromatbehandlung gemäß MIL-M-3171 C �Phosphatierung gemäß DOD-P-16 232 � �Oxalsäurebehandlung �
Stah
l
Gal
vani
sier
teTe
ile
Alum
iniu
m-
legi
erun
g
Kupf
erle
gier
ung
Mag
nesi
um-
legi
erun
g
Tita
nleg
ieru
ng
Edel
stah
l
Empfohlene Vorbehandlungsmethoden für Metalloberflächen
Potentielle Schwächen
- Starke Reibung bei geringer Belastung- Einlauf bei hoher Belastung- Hoher Reibungskoeffizient bei Feuchtigkeit- Nur dunkelgrau
- Kürzere Lebensdauer bei Raumtemperatur (im Vergleich zu MoS2)
- Elektrisch leitfähig- Nur schwarz
- Zersetzung (+315 ºC) = giftiger Dampf- Geringes Lasttragevermögen- Nicht überlackierbar
- Geringes Lasttragevermögen- Begrenzter Temperaturbereich
Stä
rke
n u
nd
po
ten
tie
lle
Sch
wä
ch
en
vo
n A
nti
-Fri
cti
on
-Co
ati
ng
-Te
ch
no
log
ien
von Anti-Friction-Coating-
7

Im Vergleich zu Fetten und Pasten bietenAnti-Friction-Coatings im Allgemeinenfolgende Vorteile:• Trockene und saubere Schmierung, die
von Staub, Schmutz und Feuchtigkeitnicht beeinträchtigt wird.
• Zumeist Lebensdauerschmierung• Punktgenaue Schmierung• Keine Alterung, Verdunstung oder
Oxidation• Nichtbrennbarer trockener Film• Kann als Film mit kontrollierter Dicke
aufgetragen werden.• Kann häufig ein Brünieren, Verchromen,
Verzinken bzw. eine Blei- oderKadmiumbeschichtung ersetzen.
• Volle Wirkung selbst nach längererStillstandszeit
• Vakuum- und strahlenbeständig
Stärken und potentielle Schwächen vonTechnologien (Fortsetzung)
Art Chemische Temperatur- Luft- Beständigkeit beständigkeit härtung
Epoxydharz +++ +++ -
Polyamidimid +++ +++ -
Phenolharz ++ +++ -
Acrylat ++ ++ +++
Titanat - ++++ +++
Wasser -
7414 + 93 °C
L13 + 27 °C
Art Flammpunkt
Allgemeine Unterschiede zu anderen(im Hinblick auf einen möglichen Wechsel des
8
2. Bindemittel
3. Lösemittel
Ob
erf
läch
envo
rbe
ha
nd
lun
g b
ei
An
ti-F
ric
tio
n-C
oati
ng
s
Mindestgewicht des BeschichtungsdickeOberflächenfilms
Chromsäureverfahren 2,15 g/m2 2,5 µmSchwefelsäureverfahren 6,50 g/m2 5,0 µm
25
PhosphatierungDie Phosphatierung eignet sich zur Vorbehandlung von Eisen und Stahl (jedoch nicht vonrostfreiem Stahl) sowie für galvanisierte Eisenteile. Die Manganphosphatierung erhöht dasLasttragevermögen der Beschichtung. Die Zinkphosphatierung verbessert denKorrosionsschutz. Nur Phosphatierbäder verwenden, die sehr feine kristalline Schichten bilden.Bei diesem Vorgang sollte die dimensionale Ablagerung an der Oberfläche maximal eineDicke von 3 bis 8 µm erreichen. Dies entspricht einer Gewichtszunahme von 5 bis 15 g/m2.
Die Struktur der Phosphatschicht sollte gleichmäßig und homogen und ihre Farbe grau bisschwarz sein. Die Werkstücke sollten keine Flecken, vor allem keine Spuren voneingetrockneter Phosphatierlösung oder Korrosionsspuren aufweisen. Nach der Behandlungsollten die Teile nicht mit bloßen Händen angefasst werden.
Teile mit einer etwas unregelmäßigen Farbe können verwendet werden. In den meistenFällen müssen Anti-Friction-Coatings innerhalb von 24 Stunden auf die phosphatiertenMetallflächen aufgetragen werden, da sonst Korrosion entstehen kann.
Oxalsäurebehandlung von rostfreiem StahlBei rostfreiem Stahl sind aufgrund seiner Korrosionsbeständigkeit spezielle Oxalsäurebädererforderlich. Hierbei sind die Arbeitsanleitungen des entsprechenden Herstellers zubeachten.
Sandstrahlen (nach der Entfettung)Sandstrahlen wird für Teile aus Stahl, Titan, Aluminium, Kupfer, Magnesium und derenLegierungen empfohlen. Aluminiumoxid oder Stahlguss (Korngröße: 55 µm) sind fürdiesen Zweck am besten geeignet. Damit wird eine Oberflächenrauheit Ra von 0,5 bis 1,0 µm erzielt. Bei den meisten Anwendungen ist die dimensionale Veränderung durch dasSandstrahlen von geringer Bedeutung, da sie unter 1,3 µm liegt.
Mit trockener, ölfreier Druckluft können anhaftende Sandpartikel entfernt werden. ZurVermeidung von Korrosion dürfen behandelte Oberflächen nicht mit bloßen Händenangefasst und müssen schnellstmöglich beschichtet werden.
Anodische Oxidation (Eloxierung) von Aluminium und AluminiumlegierungenAluminium und Aluminiumlegierungen sollten mithilfe elektrolytischer Oxidationvorbehandelt werden. Legierungen mit einem Kupfergehalt von 0,5 % oder mehr bzw.einem Gesamtgehalt von Legierungszusätzen von über 7,5 % müssen im Schwefelsäurebadbehandelt werden.
Aluminium und alle anderen Aluminiumlegierungen können im Chromsäurebad behandeltwerden. Durch das Chromsäurebad bildet sich ein dünner Oberflächenfilm, der einen gutenKorrosionsschutz gewährleistet. Für einen qualitativ guten Oberflächenfilm ist bei allenBädern hochreines Wasser (geringer Chorid- und Sulfatanteil) zu verwenden.

24
Oberflächenvorbehandlung bei Anti-Friction-Coatings
Vorbehandlung von MetallflächenHaftung und Lebensdauer von Anti-Friction-Coatings hängen stark von derOberflächenvorbehandlung der Werkstücke ab.
Lebensdauer von Anti-Friction-Coatings
Auswirkung der Oberflächenvorbehandlung und -rauheit auf die Lebensdauer von Anti-Friction-Coatings
EntfettungUm eine homogene Oberflächenvorbehandlung und zufrieden stellende Applikation von Anti-Friction-Coatings zu gewährleisten, müssen die Werkstücke zuvor sorgfältig entfettet werden.Selbst wenn Korrosionsspuren mithilfe von Säure entfernt wurden, ist eine gründlicheEntfettung erforderlich, damit die Werkstücke im Bad gleichmäßig benetzt werden.
Die Entfettung gelingt mit organischen Lösemitteln oder Ultraschallreinigern und einerWaschanlage mit alkalischen wässrigen Mitteln am besten. Aus toxikologischen undSicherheitsgründen sollte man jedoch den Einsatz organischer Lösemittel mit sehr geringenaromatischen Anteilen erwägen.
Falls Dampf-Entfettungsanlagen nicht verfügbar sind, können Öl- und Fettrückstände durchWaschen mit einem geeigneten Lösemittel entfernt werden. Das Lösemittel, z. B. Acetonoder Testbenzin, sollte nach dem Verdunsten keine Rückstände hinterlassen. Man sollte denWaschvorgang mehrmals wiederholen und jedes Mal frisches Lösemittel verwenden.
Vorbehandlung von korrodierten FlächenKorrodierte Flächen sind mit mechanischen oder chemischen Methoden vorzubehandeln.Als mechanische Methode wird Sandstrahlen mit Aluminiumoxid oder Stahlguss(Korngröße: 55 µm) empfohlen. Auf diese Weise wird die Oberfläche zusätzlich aufgerautund die Haftung von Anti-Friction-Coatings erhöht. Die beim Galvanisieren typischenSäure- und Laugenbehandlungen sind im Allgemeinen ausreichend. Durch das Bad solltedie Korrosion entfernt, das Grundmetall jedoch nicht unnötig angegriffen werden. AlleSpuren von bei der Reinigung verwendeten Chemikalien oder Lösungen müssen entferntwerden. Teile nicht mit bloßen Händen anfassen. Fingerabdrücke sind zu vermeiden.
Anti-Friction-Coating-
Korrosions- Anmerkungenbeständigkeit
+++ Hohe Härte, Wasserbasis
möglich
++ Selbstschmierend, schwierige Applikation
+ Wasserbasis möglich
- Wasserbasis möglich
- Begrenzte Filmbildung
8 Ungiftig/Korrosion
7 Hautreizend
4 Geruch
Verdunstung, AnmerkungenTrocknungs-einstufung
SchmierstoffartenSchmierstoffs)
Allg
em
ein
e U
nte
rsch
ied
e z
u a
nd
ere
n S
ch
mie
rsto
ffa
rte
n
Potentielle Einschränkungen:- Wird nicht für
Hochgeschwindigkeitsanwendungenempfohlen.
- Unter hydrodynamischen Bedingungennur in Kombination mit einem Fett, Öl oder einer Paste (die Anti-Friction-Coatings dienen als Einlaufhilfe und zurNotschmierung) verwenden.
- Umfassender Applikationsprozess
9

1. Hydrodynamische Schmierung
2. Grenz- und Mischreibungszustände
3. Mischreibungszustand und Anti-Friction-Coatings
Wie aus dem Stribeck-Diagramm (siehe unten)hervorgeht, erweisen sich Anti-Friction-Coatings inGrenz- und Mischreibungszuständen als besonderswirksam. In beiden Zuständen ist eine hydrodynamischeFluidschmierung nicht möglich; es kommt zum direktenKontakt der Metallteile und damit zu Verschleiß. Dankder Bindungskraft des Bindemittels bleiben die Fest-schmierstoffe an die Oberfläche gebunden. So sind dieFlächen immer durch einen trockenen Film voneinandergetrennt, und das selbst bei sehr niedriger Geschwindig-keit, oszillierenden Bewegungen und hoher Belastung.
Anti-Friction-Coatings können außerdem diehydrodynamische Schmierung im Fall eines Einlaufswirksam unterstützen und die Notlaufschmierunggewährleisten, sollte sich der hydrodynamische Filmauflösen.
Wirkungsweise und Einsatzbedingungen von Anti-Friction-Coatings
10
Stribeck-Diagramm
Modell eines Schmiersystems für ein hydrodynamisches
LagerT
yp
isch
e T
estm
eth
od
en
fü
r A
nti
-Fri
cti
on
-Co
ati
ng
s
All diese Prüfmaschinen sind derzeit in unseren technischen Zentren im Einsatz. Darüberhinaus sind unsere Testfelder mit speziellen Prüfmaschinen auf Basis vonOriginalautomobil- oder Industriemaschinenelementen ausgestattet, damit wir dastribologische Verhalten unter unterschiedlichen Umgebungsbedingungen bewerten können.
Auch dank dieser Kapazitäten sind wir zuversichtlich, dass wir unseren Kunden die besteLösung für ihre Trockenschmierungsprobleme bieten können.
Salzsprühnebeltest- DIN 50021-ASTM B 117- Beschichtete Prüfkörper oder Originalteile werden in
einer Kammer mit Salzwasser besprüht.- Testkriterien: Rostbildung- Messgröße: Korrosionsbeständigkeit
Erichsen-Prüfmaschine - Prüfmaschine zur Messung des
Reibungskoeffizienten von Schraubverbindungen beiRaumtemperatur
- Kontaktart: Fläche (Gewinde und Kopfauflagefläche)- Reibungsart: Gleitreibung- Testkriterien: Vorspannkraft, Anzugsdrehmoment- Messgröße: Reibungskoeffizient bei Gewinde und
Kopfauflagefläche
23

Typische Testmethoden für Anti-Friction-Coatings
Die Leistungseigenschaften von Anti-Friction-Coatings können mithilfe vonStandard-Prüfmaschinen bewertet werden, welche die unterschiedlichentribologischen Kontakte simulieren. Durch Veränderung der verschiedenenTestparameter kann die Schmierstoffleistung für mehrere Maschinenelementesimuliert werden. Nachfolgend finden Sie Skizzen, Beschreibungen undErklärungen des Testprinzips der Maschinen.
Falex LFW1 (Block auf Ring-Prüfmaschine)- ASTM D 2714- Ein feststehender Block wird gegen einen rotierenden oder
oszillierenden Ring gepresst.- Kontaktart: Linie oder Fläche- Reibungsart: Gleitreibung- Testkriterien: Reibungskraft, Gleitweg, Anzahl der
Umdrehungen/Oszillationen- Messgröße: Lebensdauer, Reibwert, Lasttragevermögen
Falex Pin and Vee Prüfmaschine- ASTM D 2625- Zwei V-förmig feststehende Blöcke werden gegen eine
rotierende Welle (Prüfkörper) gepresst.- Kontaktart: 4 Linien- Reibungsart: Gleitreibung- Testkriterien: Schweißlast, Reibungsdrehmoment- Messgröße: Extreme pressure Eigenschaften, Lebensdauer,
Lasttragevermögen
SRV-Prüfmaschine- DIN 51834- Eine translatorisch oszillierende Kugel bzw. ein Zylinder wird
gegen eine feststehende Flachscheibe (Prüfkörper)gepresst.
- Kontaktart: Punkt (Kugel) oder Linie (Zylinder)- Reibungsart: Gleitreibung- Testkriterien: Schweißlast, Reibungskraft, Anzahl der
Oszillationen- Messgröße: Lasttragevermögen, Lebensdauer, Reibwert
22
REM-Foto mit 1000facher Vergrößerung: MoS2-Anti-Friction-
Coating vor (links) und nach (rechts) der Lastaufbringung
Aufgetragene Anti-Friction-Coatings enthalten biszu 70 % Festschmierstoffe. Festschmierstoffe miteiner Lamellenstruktur wie z. B. MoS2 schwimmenin einem nassen Film, richten sich aber währendder Filmtrocknung waagerecht aus und lagern sichin einzelnen Schichten ab. Bei Belastung wird dieFilmstruktur weiter komprimiert und bildet so eineäußerst glatte Filmoberfläche, welche dieUnebenheiten des Trägermaterials ausgleicht.
Typische Reibwerte von MoS2- und PTFE-basierten
Anti-Friction-Coatings bei unterschiedlicher Belastung
(die Werte wurden mithilfe der LFW1-Prüfmaschine unter
Verwendung der ASTM-D-2714-Methode gemessen).
Der typische Einlaufeffekt von einem MoS2-basierten
Anti-Friction-Coating ist aus dem Diagramm ersichtlich.
2
2
2
2
2
Typische Reibwerte von Anti-Friction-Coatings
Wir
ku
ng
sw
eis
e u
nd
Ein
satz
be
din
gu
ng
en
vo
n A
nti
-Fri
cti
on
-Co
ati
ng
-Te
ch
no
log
ien
11

Stärken und potentielle Schwächen im Vergleich
Schmierstoff AFC-MoS2 AFC-PTFE
Mineralölfett Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungLasttragevermögen EinsatztemperaturbereichEinsatztemperaturbereich HaftungHaftung TribokorrosionTribokorrosion FestkörperreibungFestkörperreibung Chemische BeständigkeitChemische Beständigkeit TrennwirkungKorrosionsschutz Farblos
Korrosionsschutz
Synthetisches Fett Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungKunststoffverträglichkeitLasttragevermögen (Einsatztemperaturbereich)Einsatztemperaturbereich HaftungHaftung TribokorrosionTribokorrosion FestkörperreibungFestkörperreibung (Chemische Beständigkeit)(Chemische Beständigkeit) TrennwirkungKorrosionsschutz Farblos
Korrosionsschutz
Siliconfett Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungKunststoffverträglichkeitLasttragevermögen LasttragevermögenEinsatztemperaturbereich (Einsatztemperaturbereich)Haftung HaftungTribokorrosion TribokorrosionFestkörperreibung Festkörperreibung Niedriger Reibungskoeffizient Niedriger Reibungskoeffizient
(Farblos)Korrosionsschutz
MoS2-Paste Korrosionsschutz KorrosionsschutzHaftung Haftung
TrennwirkungFarbe
Fettpaste Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungLasttragevermögen KorrosionsschutzKorrosionsschutz HaftungHaftung Trennwirkung
Farblos
Gewindepaste Dichtungswirkung DichtungswirkungEinfache Applikation Einfache ApplikationHaftung HaftungKorrosionsschutz Korrosionsschutz
TrennwirkungFarblos
= Stärken von Anti-Friction-Coatings = Stärken anderer Schmierstoffe
12M
OLY
KO
TE
®A
nti
-Fri
cti
on
-Co
ati
ng
-Lö
su
ng
en
fü
r M
asch
ine
ne
lem
en
te
WechselnderReibungs-koeffizient
KurzeSchmier-intervalle
Verun-reinigung,Kreidung
Unbefriedi-gende Ober-flächen-qualität
KurzeLebensdaueraufgrundextremerTemperaturen
Versagen derSchmierungdurch denaggressivenEinfluss vonChemikalien
Umweltbezo-geneApplikations-probleme
Korrosion
7405PTFE-N UV
D 34843400ALeadfree
74057409D 708
D 321RD 34843400ALeadfree
D 321R74093400ALeadfree
74093400ALeadfreeD 708D 10
7400D 106
3400ALeadfree7409D 708
7405 106 74057409D 708
D 321R106
3400ALeadfreeD 321R7409
7400D 106
74093400ALeadfreeD 708
7405 106 74057409
D 321R106
3400ALeadfreeD 321R7409
3400ALeadfree7409
7400D 106
74093400ALeadfreeD 708
D 321R1067405
3400ALeadfree106D 3484
7409 D 321RD 106
D 321R74093400ALeadfree
74093400ALeadfree
7400D 106
74093400ALeadfreeD 708
7409 D 321R 7409 D 321R D 321R D 321R 7409
7409
7409D 708
74093400ALeadfree
7409 3402-C 74093400ALeadfree
7409D 708
3400ALeadfree7409D 708
7409 7409 7409 3400ALeadfree
7409 7409 7409 7409
7405D 708
7405D 708
7405 D 321R 7405D 708
74007405
7405D 708
PTFE-N UV D 96
D 96 D 96 D 96
3402-C7409
3402-C3400ALeadfree
7409 D 321R3402-C
D 321R3400ALeadfree7409
74093400ALeadfree
D 321R 74093400ALeadfree
7409 7409D 10D 88
3400ALeadfree
7409 7409D 10D 88
74007409D 10
D 107409D 88
21

Scharniere, Federn, Schlösser, Schalter, Schrauben, Bolzen, Sicherheitsgurte, Schibindungen
Bremsteile, Kupplungen, Magnetspulen
Gleitlager, Kettenelemente, Pendellager, Sintermetallbuchsen, Lagerschalen
Linearführungen, Spindeln, Wellen, Gleitbahnen, Justierkeile, Zahnstangen
Schmierung von Reaktorteilen
Waffen, Munition
Ventile, Vergaser, Pumpen
Muttern, Schrauben und Bolzen
Elastomerdichtungen/-profile, Kunststoffteile
Flugzeuge, Raketen, Helikopter, Weltraumstationen
Kolben, hydraulische Teile, Nockenwellen, Getriebe
Einlauf-schäden
Ver-schweißen,Riefen-bildung,Fressen
HoherVerschleiß,Lochfraß
KurzeLebensdaueraufgrundhoherBelastung
Tribo-korrosion
RuckgleitenLösungen für
D 321R 3400A LeadfreeD 348474093402-CD 106
3400A Leadfree7409106
D 34843400A Leadfree D 106
1067409
3400A Leadfree D 34847409D 106
D 321R7400
D 10674093400ALeadfree
D 1067409
3400A LeadfreeD 1067409
106 D 10674057409
D 321R 1063400ALeadfree
1067409
3400A LeadfreeD 1067409
106 D 321R7409
D 321R D 321R106D 106
3400A Leadfree1067409D 106
D 321R106D 106
106 D 321R106D 106
D 321R D 321R D 321R7409
D 321R 7409 D 321R
3402-C 3402-C74093400A Leadfree
3402-C3400A Leadfree
3402-C3400A Leadfree
3400A Leadfree3402-C7409
3402-C3400A Leadfree D 708
7409 7409 7409 7409 7409 7409
D 7087405
3402-C 3402-C D 7087405
D 96 D 96 D 96
D 321R 74093402-C
74093400A Leadfree3402-C
3400A Leadfree3402-C7409
1067409
3400A Leadfree3402-CD 321 R
D 10D 8874097400
D 107409D 88
7409D 10D 88
7409 7409 7409
MOLYKOTE® Anti-Friction-Coating-Lösungen für Maschinenelemente
20
Maschinenelemente
Stä
rke
n u
nd
po
ten
tie
lle
Sch
wä
ch
en
im
Ve
rgle
ich
zu
an
de
ren
Sch
mie
rsto
ffa
rte
n
zu anderen Schmierstoffarten
AFC-Grafit AFC-synthetische Festschmierstoffe
Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungLasttragevermögen LasttragevermögenEinsatztemperaturbereich EinsatztemperaturbereichHaftung HaftungTribokorrosion TribokorrosionFestkörperreibung FestkörperreibungChemische Beständigkeit Chemische BeständigkeitÖlbeständigkeit TrennwirkungLösemittelbeständigkeit Farbe
Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungKunststoffverträglichkeitLasttragevermögen LasttragevermögenEinsatztemperaturbereich (Einsatztemperaturbereich)Haftung HaftungTribokorrosion TribokorrosionFestkörperreibung Festkörperreibung(Chemische Beständigkeit) (Chemische Beständigkeit)(Ölbeständigkeit) Trennwirkung(Lösemittelbeständigkeit) Farbe
Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungKunststoffverträglichkeit KunststoffverträglichkeitLasttragevermögen LasttragevermögenEinsatztemperaturbereich HaftungHaftung TribokorrosionTribokorrosion FestkörperreibungFestkörperreibung Niedriger ReibungskoeffizientNiedriger Reibungskoeffizient Korrosionsschutz(Ölbeständigkeit) Farbe(Lösemittelbeständigkeit)
Korrosionsschutz KorrosionsschutzHaftung Haftung
TrennwirkungFarbe
Dichtungswirkung DichtungswirkungGeräuschminderung GeräuschminderungLasttragevermögen LasttragevermögenKorrosionsschutz KorrosionsschutzHaftung HaftungTrennwirkung TrennwirkungÖlbeständigkeit FarbeLösemittelbeständigkeit
Dichtungswirkung DichtungswirkungEinfache Applikation Einfache ApplikationHaftung HaftungKorrosionsschutz KorrosionsschutzTrennwirkung FarblosÖlbeständigkeit Sehr niedriger ReibungskoeffizientLösemittelbeständigkeit
13
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
Farblos
Lufttrocknung
Aerosol
Wasserbasis
Niedrige Reibung
Temperaturbeständigkeit
Haftung
Aerosol
Lasttragevermögen
Niedrige Reibung
Chemische Beständigkeit
Korrosionsschutz
Farblos
Lufttrocknung
Aerosol
Farblos
Lufttrocknung
Aerosol
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
Farblos
Lufttrocknung
Wasserbasis
Temperaturbeständigkeit
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
Niedrige Reibung
Höherer Flammpunkt
Chemische Beständigkeit
Korrosionsschutz
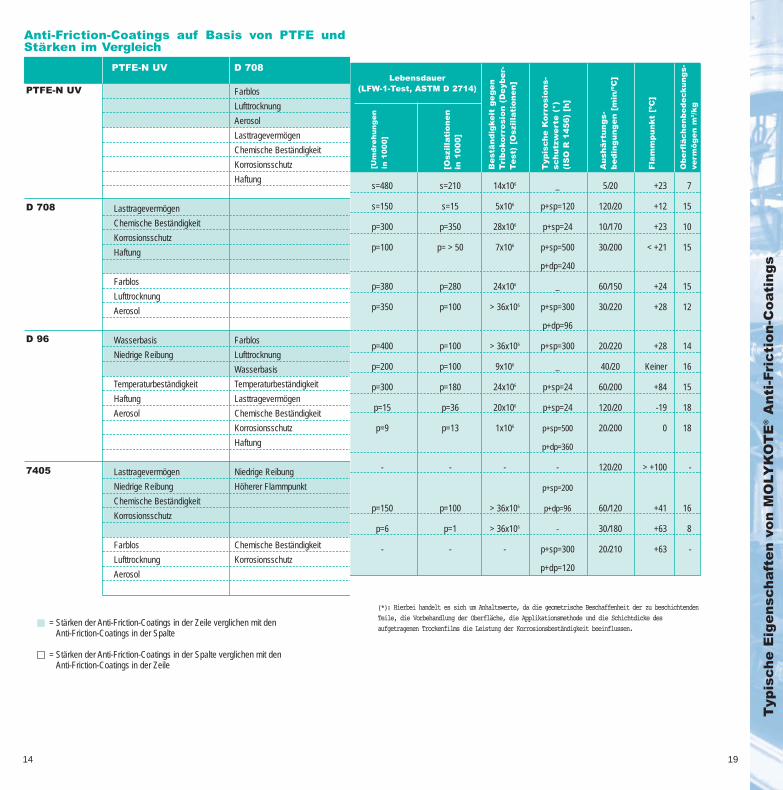
Anti-Friction-Coatings auf Basis von PTFE und Stärken im Vergleich
PTFE-N UV D 708
PTFE-N UV
D 708
D 96
7405
= Stärken der Anti-Friction-Coatings in der Zeile verglichen mit den Anti-Friction-Coatings in der Spalte
= Stärken der Anti-Friction-Coatings in der Spalte verglichen mit den Anti-Friction-Coatings in der Zeile
14T
yp
isch
e E
ige
nsch
aft
en
vo
n M
OLY
KO
TE
®A
nti
-Fri
cti
on
-Co
ati
ng
s
s=480 s=210 14x106 _ 5/20 +23 7
s=150 s=15 5x106 p+sp=120 120/20 +12 15
p=300 p=350 28x106 p+sp=24 10/170 +23 10
p=100 p= > 50 7x106 p+sp=500 30/200 < +21 15
p+dp=240
p=380 p=280 24x106 _ 60/150 +24 15
p=350 p=100 > 36x106 p+sp=300 30/220 +28 12
p+dp=96
p=400 p=100 > 36x106 p+sp=300 20/220 +28 14
p=200 p=100 9x106 _ 40/20 Keiner 16
p=300 p=180 24x106 p+sp=24 60/200 +84 15
p=15 p=36 20x106 p+sp=24 120/20 -19 18
p=9 p=13 1x106 p+sp=500 20/200 0 18
p+dp=360
- - - - 120/20 > +100 -
p+sp=200
p=150 p=100 > 36x106 p+dp=96 60/120 +41 16
p=6 p=1 > 36x106 - 30/180 +63 8
- - - p+sp=300 20/210 +63 -
p+dp=120
[Um
dre
hu
ng
en
in 1
00
0]
[Oszi
llati
on
en
in
10
00
]
Be
stä
nd
igke
it g
eg
en
Tri
bo
ko
rro
sio
n (
De
yb
er-
Te
st)
[O
szi
llati
on
en
]
Typ
isch
e K
orr
osio
ns-
sch
utz
we
rte
(*)
(I
SO
R 1
45
6)
[h]
Au
sh
ärt
un
gs-
be
din
gu
ng
en
[m
in/º
C]
Fla
mm
pu
nk
t [º
C]
Ob
erf
läch
en
be
de
ck
un
gs-
ve
rmö
ge
n m
2/k
g
(*): Hierbei handelt es sich um Anhaltswerte, da die geometrische Beschaffenheit der zu beschichtenden
Teile, die Vorbehandlung der Oberfläche, die Applikationsmethode und die Schichtdicke des
aufgetragenen Trockenfilms die Leistung der Korrosionsbeständigkeit beeinflussen.
Lebensdauer (LFW-1-Test, ASTM D 2714)
19

D 321R MoS2 L 13 Grau -180/+450 15.000
3402-C MoS2 L 13 Grau -200/+315 15.500
D 3484 MoS2 L 13 Grau -70/+250 15.500
3400A Leadfree MoS2 L 13 Grau -200/+430 20.000
106 MoS2 L 13 Grau -70/+250 15.500
7409 MoS2 7414 Grau -70/+380 15.800
7620 MoS2 7414 Grau -70/+380 15.800
7400 MoS2 Wasser Grau -70/+200 13.000
D 106 MoS2 Wasser Grau -70/+250 13.500
PTFE-N UV PTFE L 13 Transparent -180/+240 4.000
D 708 PTFE L 13 Schwarz -180/+240 1.220
D 96 PTFE Wasser Transparent -40/80 -
7405 Synthetischer 7414 Gelblich
Festschmierstoff Transparent -70/+200 15.000
D 10 Grafit 7414 Schwarz -70/+380 13.600
D 88 Spezial 7414 Silbergrau -70/380 -
dp = Applikation durch Tauchzentrifugieren – sp = Applikation durch Spritzen
p = phosphatierte Oberfläche – s = sandgestrahlte Oberfläche
Fe
sts
ch
mie
rsto
ff
Ve
rdü
nn
er-
ve
rträ
glich
es
Lö
se
mit
tel
Fa
rbe
Ein
satz
tem
pe
ratu
r-b
ere
ich
[ºC
]
Lastt
rageve
rmögen
(Fale
x-T
est,
AS
TM
D 2
625)
[N]
MOLYKOTE®
Produkt
Typische Eigenschaften von MOLYKOTE® Anti-Friction-Coatings
18A
nti
-Fri
cti
on-C
oati
ngs
auf
Basi
s vo
n P
TFE
und s
ynth
eti
schen F
est
schm
iers
toff
en –
Stä
rken im
Verg
leic
h
Temperaturbeständigkeit
Haftung
Aerosol
Wasserbasis
Niedrige Reibung
Temperaturbeständigkeit
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
Farblos
Lufttrocknung
Wasserbasis
Temperaturbeständigkeit
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
Farblos
Lufttrocknung
Wasserbasis
Farblos
Lufttrocknung
Aerosol
Lasttragevermögen
Niedrige Reibung
Chemische Beständigkeit
Korrosionsschutz
Chemische Beständigkeit
Korrosionsschutz
Niedrige Reibung
Höherer Flammpunkt
Farblos
Lufttrocknung
Wasserbasis
Temperaturbeständigkeit
Lasttragevermögen
Chemische Beständigkeit
Korrosionsschutz
Haftung
synthetischen Festschmierstoffen –
D 96 7405
15

D 321R
D 3484
3400A Leadfree
3402-C
106
7409 / 7620
D 106
7400
Keine KreidungChem. Beständigk.KorrosionsschutzTemperaturbeständigk.Extreme BelastungAerosolLufthärtungKorrosionsschutzChem. Beständigk.Keine KreidungNiedrige ReibungLufttrocknungAerosolHöherer Flammpkt.Keine KreidungKorrosionsschutzMil. Spez.
Temperaturbeständigk.Niedrige ReibungAerosolHöherer Flammpkt.Ungiftig
Chem. Beständigk.Keine Kreidung
Temperaturbeständigk.Gute HaftungLufttrocknungAerosol
Chem. Beständigk.KorrosionsschutzKeine Kreidung
LufttrocknungAerosol
KorrosionsschutzKeine KreidungWasserbasisTemperaturbeständigk.LufttrocknungAerosol
WasserbasisKein Flammpunkt
Temperaturbeständigk.Gute HaftungAerosol
Temperaturbeständigk.Extreme BelastungAerosolLufthärtung
Keine KreidungChem. Beständigk.Korrosionsschutz
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungRasche AushärtungHöherer Flammpkt.
Temperaturbeständigk.LufttrocknungMil. Spez.
Niedrige ReibungHöherer Flammpkt.Ungiftig
Mil. Spez.
Niedrige ReibungKorrosionsschutzRasche Aushärtung
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Rasche Aushärtung
Wasserbasis
Niedrige ReibungRasche Aushärtung
LufttrocknungWasserbasisKein Flammpunkt
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungLufttrocknungAerosolHöherer Flammpkt.
Keine KreidungKorrosionsschutzChem. Beständigk.Niedrige ReibungRasche AushärtungHöherer Flammpkt.Temperaturbeständigk.Korrosionsschutz
Lufttrocknung
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungNiedrigere Aush.-Temp.Höherer Flammpkt.Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungChem. Beständigk.Höherer Flammpkt.
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungWasserbasis
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Niedrige ReibungLufttrocknung WasserbasisKein FlammpunktTemperaturbeständigk.Chem. Beständigk.Korrosionsschutz
= Stärken der Anti-Friction-Coatings in der Zeile verglichen mit den Anti-Friction-Coatings in der Spalte
D 321R D 3484 3400A Leadfree
Anti-Friction-Coatings auf MoS2-Basis – Stärken im Vergleich
16A
nti
-Fri
cti
on
-Co
ati
ng
s a
uf
Mo
S2-B
asis
– S
tärk
en
im
Ve
rgle
ich
Temperaturbeständigk.Niedrige ReibungAerosolHöherer Flammpkt.UngiftigKorrosionsschutzKeine KreidungMil. Spez.Niedrige ReibungHöherer Flammpkt.UngiftigTemperaturbeständigk.LufttrocknungMil. Spez.
Temperaturbeständigk.Korrosionsschutz
Lufttrocknung
Niedrige ReibungHöherer Flammpkt.UngiftigTemperaturbeständigk.KorrosionsschutzLufttrocknungMil. Spez.
Temperaturbeständigk.Niedrige ReibungChem. Beständigk.KorrosionsschutzHöherer Flammpkt.UngiftigLufttrocknungMil. Spez.
Niedrige ReibungWasserbasisUngiftig Temperaturbeständigk.LufttrocknungMil. Spez.
Niedrige ReibungWasserbasisKein FlammpunktUngiftigTemperaturbeständigk.Chem. Beständigk.KorrosionsschutzMil. Spez.
Temperaturbeständigk.Gute HaftungLufttrocknungAerosol
Chem. Beständigk.Keine Kreidung
Niedrige ReibungKorrosionsschutzRasche AushärtungMil. Spez.
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungNiedrigere Aush.-Temp.Höherer Flammpkt.
Temperaturbeständigk.KorrosionsschutzLufttrocknungMil. Spez.Niedrige ReibungHöherer Flammpkt.Ungiftig
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Niedrigere Aush.-Temp.Mil. Spez.
KorrosionsschutzWasserbasis
Lagerstabilität Niedrigere Aush.-Temp.Mil. Spez.
LufttrocknungWasserbasisKein Flammpunkt
Temperaturbeständigk.Chem. Beständigk.Mil. Spez.
LufttrocknungAerosol
Chem. Beständigk.KorrosionsschutzKeine KreidungRasche Aushärtung
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Temperaturbeständigk.Korrosionsschutz
Niedrige ReibungChem. Beständigk.Höherer Flammpkt.
LufttrocknungMil. Spez.
Temperaturbeständigk.Niedrige ReibungChem. Beständigk.KorrosionsschutzHöherer Flammpkt.UngiftigNiedrigere Aush.-Temp.Mil. Spez.
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Wasserbasis
Temperaturbeständigk.Chem. Beständigk.KorrosionsschutzLagerstabilität LufttrocknungWasserbasisKein Flammpunkt
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
Temperaturbeständigk.Gute HaftungAerosol
WasserbasisKein Flammpunkt
Temperaturbeständigk.Korrosionsschutz
LufttrocknungWasserbasisKein Flammpunkt
Temperaturbeständigk.Chem. Beständigk.KorrosionsschutzNiedrige ReibungLufttrocknung WasserbasisKein FlammpunktTemperaturbeständigk.Chem. Beständigk.KorrosionsschutzMil. Spez.Niedrige ReibungWasserbasisKein FlammpunktUngiftig
Temperaturbeständigk.Chem. Beständigk.Mil. Spez.LufttrocknungWasserbasisKein Flammpunkt
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz
LufttrocknungWasserbasisKein FlammpunktTemperaturbeständigk.KorrosionsschutzChem. Beständigk.LufttrocknungKein Flammpunkt
Temperaturbeständigk.LufttrocknungAerosol
KorrosionsschutzKeine KreidungWasserbasisNiedrige ReibungRasche Aushärtung
Wasserbasis
Temperaturbeständigk.Chem. Beständigk.Korrosionsschutz Niedrige ReibungWasserbasis
Temperaturbeständigk.LufttrocknungMil. Spez.
Niedrige ReibungWasserbasisUngiftig
Lagerstabilität Niedrigere Aush.-Temp.Mil. Spez.KorrosionsschutzWasserbasis
Temperaturbeständigk.Chem. Beständigk.KorrosionsschutzLagerstabilität
Wasserbasis
LufttrocknungKein Flammpunkt
Temperaturbeständigk.KorrosionsschutzChem. Beständigk.
= Stärken der Anti-Friction-Coatings in der Spalte verglichen mit den Anti-Friction-Coatings in der Zeile
3402-C 106 7409/7620 D 106 7400
17

Ap
pli
kati
on
ste
ch
nik
un
d A
nw
en
du
ng
sb
eis
pie
le f
ür
An
ti-F
ric
tio
n-C
oati
ng
s
2
Anwendungsbeispiele
AV
0164
3
AV
5898
AV
0599
9
AV
0599
8
AV
0599
1
Willkommen beim
Auswahlleitfaden für
MOLYKOTE®
Anti-Friction-Coatings
von Dow Corning.
Auf den folgenden Seiten
finden Sie einen komplet-
ten Überblick
über die Produktpalette
von Molykote
Anti-Friction-Coatings.
Dieser Überblick umfasst
zahlreiche technische
Informationen, die Sie bei
der Auswahl des richtigen
Produkts für Ihre spezifis-
che Anwendung unter-
stützen werden.
Falls Sie keine
Informationen zu Ihren
speziellen Anforderungen
finden sollten, wenden Sie
sich bitte an Ihre
Molykote Vertretung.
4 MOLYKOTE® Anti-Friction-Coatings
6 Stärken und potentielle Schwächen von Anti-Friction-Coating-Technologien
8 Stärken und potentielle Schwächen von Anti-Friction-Coating-Technologien (Fortsetzung)
8 Allgemeine Unterschiede zu anderen Schmierstoffarten
10 Wirkungsweise und Einsatzbedingungen von Anti-Friction-Coating-Technologien
12 Stärken und potentielle Schwächen im Vergleich zuanderen Schmierstoffarten
14 Anti-Friction-Coatings auf Basis von PTFE und synthetischen Festschmierstoffen –Stärken im Vergleich
16 Anti-Friction-Coatings auf MoS2-Basis – Stärken im Vergleich
18 Typische Eigenschaften von MOLYKOTE®
Anti-Friction-Coatings
20 MOLYKOTE® Anti-Friction-Coating-Lösungen fürMaschinenelemente
22 Typische Testmethoden für Anti-Friction-Coatings
24 Oberflächenvorbehandlung bei Anti-Friction-Coatings
26 Oberflächenvorbehandlung bei Anti-Friction-Coatings(Fortsetzung)
27 Applikation von Anti-Friction-Coatings
28 Applikation von Anti-Friction-Coatings (Fortsetzung)
30 Applikationstechnik und Anwendungsbeispiele fürAnti-Friction-Coatings
Seite