Abrichthobelmaschine BGI 5078 - Sichere Schule · Telefax (0 71 21) 142-260 Internet E-mail...
16
Abrichthobelmaschine Handhabung und sicheres Arbeiten BGI 5078 Ausgabe 1/2007
Transcript of Abrichthobelmaschine BGI 5078 - Sichere Schule · Telefax (0 71 21) 142-260 Internet E-mail...

AbrichthobelmaschineHandhabungund sicheres Arbeiten
BGI 5078Ausgabe 1/2007

AbrichthobelmaschineHandhabung und sicheres Arbeiten
Ausgabe 1/2007Bestellangabe:BGI 5078
ImpressumHerausgeber:Holz-BerufsgenossenschaftAm Knie 8, 81241 MünchenPost: 81236 MünchenTelefon (0 89) 8 20 03-0Telefax (0 89) 8 20 03-199www.holz-bg.de
Gestaltung:Kontor für GestaltungFranz Leander Neubauer82547 Beuerberg
Satz und Litho:LaySa Mediendienstleister86165 Augsburg
Druck:Rittel Offset82152 Planegg

Abrichthobelmaschine 1 Abrichthobelmaschine
Abrichthobelmaschine
Handhabungund sicheres Arbeiten
Bau und Ausrüstung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Messerwelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
Messerwellenverdeckungen vor dem Anschlag . . . . . . . . . . . . . . . . . . . 3
Messerwellenverdeckungen hinter dem Anschlag . . . . . . . . . . . . . . . . . . 4
Abrichten breiter Werkstücke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4
Fügen breiter Werkstücke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
Abrichten und Fügen schmaler Werkstücke . . . . . . . . . . . . . . . . . . . . . . 5
Abrichten kurzer Werkstücke . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Arbeiten mit dem Vorschubapparat . . . . . . . . . . . . . . . . . . . . . . . . . . . 6
Weitere wesentliche Anforderungen an Bau und Ausrüstung . . . . . . . . . . . 7
Lieferantenverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8
Unterweisungsblatt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Abrichthobelmaschine 2 Abrichthobelmaschine
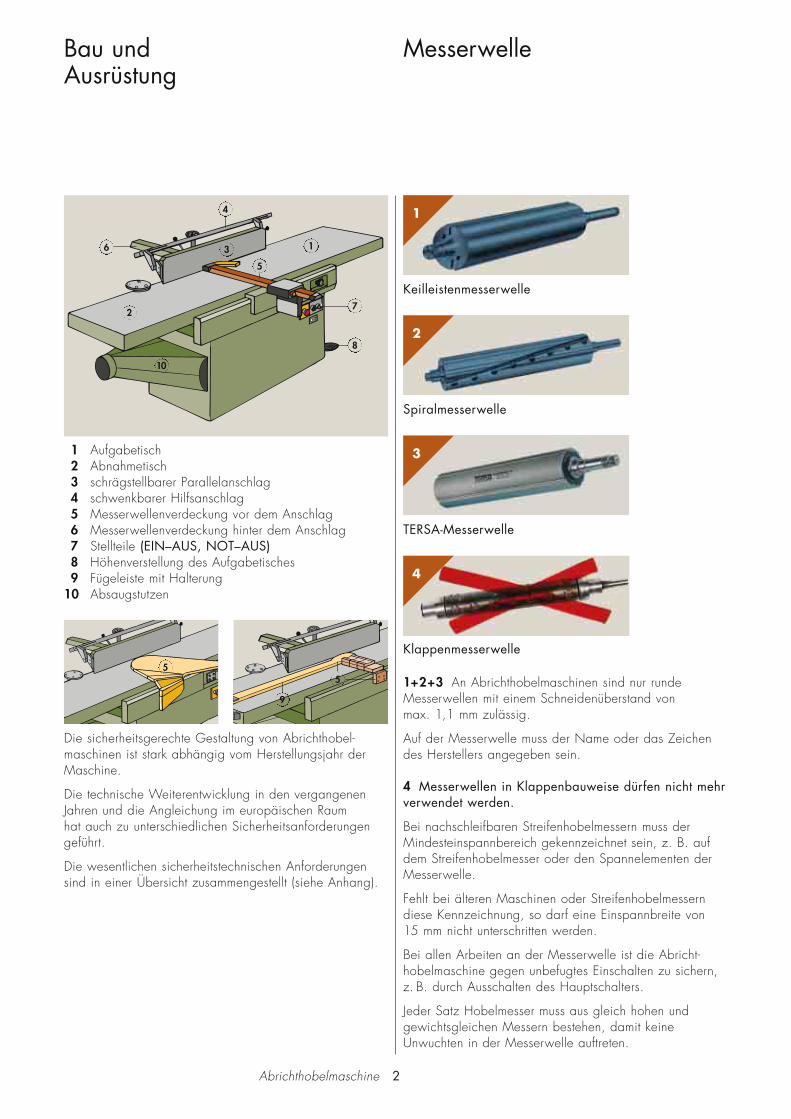
Bau undAusrüstung
1 Aufgabetisch2 Abnahmetisch3 schrägstellbarer Parallelanschlag4 schwenkbarer Hilfsanschlag5 Messerwellenverdeckung vor dem Anschlag6 Messerwellenverdeckung hinter dem Anschlag7 Stellteile (EIN–AUS, NOT–AUS)8 Höhenverstellung des Aufgabetisches9 Fügeleiste mit Halterung
10 Absaugstutzen
Die sicherheitsgerechte Gestaltung von Abrichthobel-maschinen ist stark abhängig vom Herstellungsjahr derMaschine.
Die technische Weiterentwicklung in den vergangenenJahren und die Angleichung im europäischen Raum hat auch zu unterschiedlichen Sicherheitsanforderungengeführt.
Die wesentlichen sicherheitstechnischen Anforderungensind in einer Übersicht zusammengestellt (siehe Anhang).
1
2
3
4
5
6
7
8
10
55
9
Messerwelle
Klappenmesserwelle
TERSA-Messerwelle
Spiralmesserwelle
Keilleistenmesserwelle
1
2
3
4
1+2+3 An Abrichthobelmaschinen sind nur rundeMesserwellen mit einem Schneidenüberstand von max. 1,1 mm zulässig.
Auf der Messerwelle muss der Name oder das Zeichendes Herstellers angegeben sein.
4 Messerwellen in Klappenbauweise dürfen nicht mehrverwendet werden.
Bei nachschleifbaren Streifenhobelmessern muss derMindesteinspannbereich gekennzeichnet sein, z. B. aufdem Streifenhobelmesser oder den Spannelementen derMesserwelle.
Fehlt bei älteren Maschinen oder Streifenhobelmesserndiese Kennzeichnung, so darf eine Einspannbreite von 15 mm nicht unterschritten werden.
Bei allen Arbeiten an der Messerwelle ist die Abricht-hobelmaschine gegen unbefugtes Einschalten zu sichern,z. B. durch Ausschalten des Hauptschalters.
Jeder Satz Hobelmesser muss aus gleich hohen undgewichtsgleichen Messern bestehen, damit keineUnwuchten in der Messerwelle auftreten.

Abrichthobelmaschine 3 Abrichthobelmaschine
Messerwelle
max.1,1 mm
1
2
1 Das Einsetzen von Hobelmessern in Messerwellen istentsprechend der Betriebsanleitung des Herstellers vorzu-nehmen. Zum Einstellen passende Einstelllehre benutzen.
Die Hobelmesser und Auflageflächen (Spannflächen) inder Messerwelle sind vor dem Einsetzen der Hobelmesserzu säubern. Hobelmesser ggf. entfetten, z. B. mit Kreide.Auch Harzansätze an der Spanbrecherkante sind zu entfernen.
Befestigungsschrauben dürfen nur mit den zugehörigenRüstwerkzeugen gelöst oder gespannt werden. DieBefestigungsschrauben sind in der Reihenfolge nach derHerstellerangabe anzuziehen, sonst von der Wellenmittenach außen. Schlüsselverlängerungen oder Schlägegegen den Schlüssel sind unzulässig.
2 Nach dem Einsetzen der Hobelmesser ist zu prüfen, ob der Abnahmetisch zum Schneidenflugkreis derMesserwelle richtig eingestellt ist.
Messerwellenverdeckungenvor dem Anschlag
1
2
3
1 Schutzbrücke
2 Glieder-Schwingschutz
3 Klappenschutz mit Fügeleiste

Abrichthobelmaschine 4 Abrichthobelmaschine
Messerwellenverdeckungenhinter dem Anschlag
1 Anschlagführung ist gleichzeitigMesserwellenverdeckung
2 Anschlagführung mit mitgeführter parallelerVerdeckung (z. B. als Blech oder Holzbrett) …
3 … oder am Anschlag befestigteKlappenverdeckung
3
2
1
Abrichtenbreiter Werkstücke
1Aufgabetisch auf vorgeseheneSpanabnahmeeinstellen.
Werkstück nicht über die freie Messerwellezurückführen.
2
3
4
2+3+4 Zum Vorschub die Hände mit geschlossenenFingern flach auf das Werkstück legen.
Druck auf das Werkstück nur auf dem Abnahmetischausüben.
1 Bei verzogenen Werkstücken hohle (linke) Seite auf den Aufgabetisch legen.

Abrichthobelmaschine 5 Abrichthobelmaschine
Werkstück nicht über die freie Messerwellezurückführen.
Fügenbreiter Werkstücke
1
2
3
Vor dem Fügen (Anhobeln von Winkelkanten anhochkant zugeführte Werkstücke) den Fügeanschlagauf den vorgesehenen Winkel einrichten.
Aufgabetisch auf vorgesehene Spanabnahme einstellen.
Wenn möglich, Schutzeinrichtungen vor demAnschlag so einrichten, dass ein Andruck desWerkstückes gegen den Fügeanschlag erzielt wird.
1+2+3 Das Werkstück mit der abgerichteten Flächeim Bereich des Aufgabetisches an den Anschlaganlegen. Dargestellte Handhaltung beachten.
Abrichten und Fügen schmaler Werkstücke
3
2
1
Flachen Hilfsanschlag in Arbeitsstellung schwenkenoder Winkelhilfsanschlag am Fügeanschlag sicher befestigen.
Vor dem Fügen (Anhobeln von Winkelkanten an hochkant zugeführte Werkstücke) den Fügeanschlag auf den vorgesehenen Winkel einrichten.
Aufgabetisch auf vorgesehene Spanabnahme einstellen.
1+2+3 Zum Vorschub die Hände mit geschlosse-nen Fingern flach auf das Werkstück und den Hilfs-anschlag legen.
Druck auf das Werkstück nur auf dem Abnahmetischausüben.
Dargestellte Handhaltung beachten.
Werkstück nicht über die freie Messerwellezurückführen.
*) Einstellung der Schutzbrückeund Handhaltung sind gleich,auch wenn ein Hilfsanschlagals ergonomisches Hilfsmittelnicht vorhanden ist.
*)

Abrichthobelmaschine 6 Abrichthobelmaschine
Abrichtenkurzer Werkstücke
Aufgabetisch auf geringe Spanabnahme einstellen.
1 Beim Abrichten kurzerWerkstücke eine Zuführ-lade oder ein Schiebe-holz verwenden.
2+3+4 Messerwelle nur so weit unverdeckt lassen, wie es die Werkstückbreite erfordert.
Zuführlade auf das Werkstück auflegen.
Die Zuführlade mit beiden Händen am Griff, etwa 20°gegen die Vorschubrichtung gedreht, vorschieben.
1
2
3
4
Werkstück und Zuführlade nicht überdie freie Messerwelle zurückführen.
Arbeiten mit dem Vorschubapparat
1
2
3
Messerwellenverdeckung vor dem Anschlag benutzen.
1+2 Zum Abrichten den Vorschubapparat über denAbnahmetisch so einschwenken, dass sich die ersteVorschubrolle auf den Tischlippen befindet und die anderen sich außerhalb der Tischlippen befinden.
Vorschubapparat leicht schräg zum Anschlag hin auf Werkstückdicke einstellen.
Zum Andruck ca. 3 bis 5 mm absenken (ca. eine Handradumdrehung).
3 Zum Fügen von Werkstücken den Vorschubapparatzum Anschlag hinschwenken und leicht schräg zumAbnahmetisch einstellen.

Abrichthobelmaschine 7 Abrichthobelmaschine
Weitere wesentliche Anforderungenan Bau und Ausrüstung
WerkzeugAbstandSchneidenflugkreis –TischlippenMindest-Tischlänge
Parallelanschlag
flacher Hilfsanschlag
SpanabnahmeSchutz gegen Berühren vor dem Anschlag
Schutz gegen Berühren hinter dem Anschlag
Schutz unter dem TischAuslaufzeit
Einrichtbetrieb
nach Maschinenrichtlinie mit CE-Kennzeichnung am Beispiel der EN 859*
runde Messerwelle nach EN 847-13 � 2 mm
bei Arbeitsbreite< = 600 mm Länge = 4 x Arbeitsbr.
> 600 mm Länge = 2400 mm
bei Arbeitsbreite< = 260 mm Länge = 2.3 x Arbeitsbr.
Höhe min. 120 mm> 260 mm Länge = 1100 mm
Höhe min. 150 mm20-25 mm hoch, min. 60 mm breitSonderausstattung (nicht im Liefer-umfang enthalten!)maximal 8 mmbei Arbeitsbreite< = 100 mm: Schutzbrücke oderSchwingschutz> 100 mm: Schutzbrücke
Schutz über der Messerwelle,der bei Anschlagverstellung selbsttätigmitgeführt wird
Verkleidung, Stellungsüberwachungund Zuhaltung von TürenMax. 10 Sekunden; Ausnahme bei sehr großen Maschinen(Hochlaufzeit > 10 s) gebremste Auslaufzeit max. 30 s und Hochlaufzeit < AuslaufzeitFreigabeschaltung für Bremse beiBremsblockierung im Stillstand
nach Betriebssicherheitsverordnung in Verbindung mit VBG 7 jab Baujahr 1980 bis 1994
runde Messerwellemaximal 5 mm
bei Arbeitsbreite> = 250 mm Länge = 1000 mm> = 315 mm Länge = 1800 mm> = 400 mm Länge = 2500 mmbei Arbeitsbreite> = 250 mm Länge = 700 mm> = 315 mm Länge = 850 mm> = 400 mm Länge = 1100 mm> = 315 mm Höhe min. 140 mm20-25 mm hoch, min. 60 mm breit
in der Höhe verstellbare oder seitlichverschiebbare Verdeckung, Glieder-Schwingschutz, Schwingschutz, Klappenverdeckung mit Fügeleiste
Schutz über der Messerwelle,der bei Anschlagverstellung selbsttätigmitgeführt wird
Verkleidung
Begrenzung auf max. 10 Sekunden(ab Bauj. 1982), z. B. durch Bremsmotor oder elektrische Bremseinrichtung
Freigabeschaltung für Bremse beiBremsblockierung im Stillstand
nach Betriebssicherheitsver-ordnung in Verbindung mitVBG 7 j bis Baujahr 1979
runde Messerwellesollte maximal 5 mmbetragen
ausreichend lang
muss vorhanden sein,ausreichend lang und hoch
20-25 mm hoch, min. 60 mm breit
in der Höhe verstellbareoder seitlich verschiebbareVerdeckung, Glieder-Schwingschutz, Schwing-schutz, Klappenverdeckungmit FügeleisteSchutz über der Messer-welle, der bei Anschlag-verstellung möglichst selbst-tätig mitgeführt wirdVerkleidung
keine Forderung (Nachrüstung ist anzustreben)
* Für Maschinen, die nach der EN ausgeführt werden, entfällt die Prüfpflicht durch eine unabhängige Prüfstelle.Weicht die Ausführung von der EN ab, muss in der EG-Konformitätserklärung die Prüfnummer der unabhängigen Prüfstelleeingetragen sein.

Abrichthobelmaschine 8 Abrichthobelmaschine
Lieferantenverzeichnis
Aigner •
Andreas Maier GmbH & Co. • • •
August Mink KG •
Bär Technische Federn GmbH •
Beloh Ingenieurbüro GmbH • • •
Blomberger Holzindustrie •
DE-STA-CO Metallerzeugnisse GmbH • • • •
Ferdinand Gross GmbH & Co. • • •
FESTOOL Festo Tooltechnic •
Gutekunst Federn •
Haki •
HEDÜ •
Heinrich Kipp • • • • • • • • •
J. Schmalz GmbH •
Kullen GmbH & Co KG •
Münchner Federnzentrale •
norelem Normelemente OHG • • • • • • • •
Normteilewerk Robert Blohm • • • • • •
OBO-Werk GmbH & Co. KG •
Otto Ganter GmbH & Co. KG • • • • • • • • •
Rampa •
Robert Bosch GmbH •
Rohde & Sohn GmbH + Co. KG •
Roth GmbH & Co. KG • • • •
Steinel Normalien GmbH • •
Wefapres • •
Vorr
icht
unge
n
Wer
ksto
ffe fü
r G
rund
plat
te
Bohr
buch
sen
Kuge
lrolle
n
Wer
kstü
ckan
lage
lem
ente
Belä
ge m
it ho
hem
Rei
bwid
ersta
nd
Belä
ge m
it ni
edrig
em R
eibw
ider
stand
Hal
tegr
iffe
Fede
rnde
Dru
ckstü
cke
Knie
hebe
lspan
ner
Exze
nter
span
ner
Sons
tige
Span
nele
men
te
Fede
rn
Pneu
mat
isch
e Sp
anne
lem
ente
Verb
indu
ngsm
ittel
Abs
treifb
ürste
n
Pneu
mat
ikzu
behö
r
(Das Verzeichnis ist nicht vollständig)

Abrichthobelmaschine 9 Abrichthobelmaschine
AignerThannenmaisD-94419 ReisbachTelefon (0 87 34) 92 17-11Telefax (0 87 34) 92 [email protected]
Andreas Maier GmbH & Co.Schloß- und WerkzeugfabrikPostfach 17 60D-70707 FellbachWaiblinger Straße 116D-70734 FellbachTelefon (07 11) 57 66-0Telefax (07 11) 57 57 25Internet www.amf.deE-mail [email protected]
August Mink KGFabrikation technischer BürstenPostfach 949D-73009 GöppingenAutenbachstraße 24–30D-73035 GöppingenTelefon (0 71 61) 40 31-0Telefax (0 71 61) 40 31-50Internet www.mink-buersten.de
Bär Technische Federn GmbHFaistenhaar Dorfstraße 1D-85649 BrunnthalTelefon (0 81 04) 548Telefax (0 81 04) 92 70
Beloh Ingenieurbüro GmbHGeorg-Wessel-Straße 5D-31789 HamelnTelefon (0 51 51) 40 00-0Telefax (0 51 51) 40 00-20Internet www.beloh.comE-mail [email protected]
Blomberger HolzindustrieB. Hausmann GmbH & Co. KGPostfach 11 53Königswinkel 2D-32817 BlombergTelefon (0 52 35) 966-0Telefax (0 52 35) 68 51www.ais-online.de
DE-STA-COMetallerzeugnisse GmbHHiroshimastraße 2D-61440 OberurselTelefon (0 61 71) 705-222Telefax (0 61 71) 705-185E-mail [email protected]
Ferdinand Gross GmbH & Co.Postfach 10 01 5970745 Leinfelden-EchterdingenDaimlerstraße 870771 Leinfelden-EchterdingenTelefon (0 71 11) 16 04-0Telefax (0 71 11) 16 04-253Internet www.Schrauben-gross.deE-mail [email protected]
FESTOOLFesto TooltechnicFestool GmbHWertstraße 20D-73240 Wendlingen a. N.Telefon (0 70 24) 804-0Telefax (0 70 24) 804-778E-mail: [email protected]
Gutekunst FedernCarl-Zeiss-Straße 15D-72555 MetzingenTelefon (0 71 23) 096-0Telefax (0 71 23) [email protected]
HakiIndustriebedarf Techn. GroßhandelPostfach 214596410 CoburgVorderer Floßanger 2a96450 CoburgTelefon (0 95 61) 7 40 16Telefax (0 95 61) 9 49 [email protected]
HEDÜ GmbHKarstraße 19aD-41068 MönchengladbachTelefon (0 21 61) 3 54 33-0Telefax (0 21 61) 3 54 33 -9E-mail: [email protected]
Heinrich KippPostfach 11 60D-72168 Sulz (Neckar)Telefon (0 74 54) 793-0Telefax (0 74 54) 793-33Internet [email protected]@kippwerk.de
Kullen GmbH & Co. KGAm Heilbrunnen 83D-72766 ReutlingenTelefon (0 71 21) 142-0Telefax (0 71 21) 142-260Internet www.kullen.deE-mail [email protected]
Münchner FedernzentraleWestendstraße 125D-80339 MünchenTelefon (089) 50 72 61Telefax (089) 50 38 02
norelem Normelemente OHGPostfach 11 63D-71702 MarkgröningenVolmarstraße 2D-71706 MarkgröningenTelefon (0 71 45) 206-41 bis 43Telefax (0 71 45) 206-66Internet www.norelem.deE-mail [email protected]
NormteilewerkRobert Blohm GmbH & Co. KGBahnhofstraße 20D-21514 BüchenTelefon (0 41 55) 80 08-0Telefax (0 41 55) 81 11 [email protected]
OBO-Werk GmbH & Co. KGAm Bahnhof 5D-31655 StadthagenTelefon (0 57 21) 78 01-0Telefax (0 57 21) 778-55Internet www.obo-werke.de
Otto Ganter GmbH & Co. KGNormteilefabrikTriberger Straße 3D-78120 FurtwangenTelefon (0 77 23) 65 07-0Telefax (0 77 23) 46 59
RampaHans Brügmann GmbH & Co.Auf der Heide 8D-21514 BüchenTelefon (0 41 55) 81 41-0Telefax (0 41 55) 81 41-80Internet www.rampa.deE-mail [email protected]
Robert Bosch GmbHGeschäftsbereichAutomationstechnik PneumatikPostfach 30 02 40D-70442 StuttgartTelefon (07 11) 811-0Telefax (07 11) 811-2 45 30
Rohde & Sohn GmbH + Co. KGIndustriestraße 9D-37176 Nörten-HardenbergTelefon (0 55 03) 98 60-0Telefax (0 55 03) 98 60-11Internet www.rohde-technics.comE-mail [email protected]
Roth GmbH & Co. KGPostfach91 01 08/0990259 NürnbergAndernacher Straße 4090411 NürnbergTelefon (09 11) 9 95 21-0Telefax (09 11) 5 21 66 95www.roth-ing.de
J. Schmalz GmbHAacherstraße 29D-72293 GlattenTelefon (0 74 43) 24 03-101Telefax (0 74 43) 14 03-259E-mail [email protected]
Steinel Normalien GmbHPostfach 35 69D-78024 Villingen-SchwenningenWinkelstraße 7D-78056 Villingen-SchwenningenTelefon (0 77 20) 69 28-0Telefax (0 77 20) 69 28-70Internet www.steinel-normalien.de
WefapressBeck + Co. GmbHPostfach 13 54D-48686 VredenUp de Hacke 21-31D-48691 VredenTelefon (0 25 64) 93 29-0Telefax (0 25 64) 93 29-45Internet www.wefapress.comE-mail [email protected]
Lieferantenverzeichnis(Das Verzeichnis ist nicht vollständig)

Einstellen derHobelmesser mit
Einstelllehre
Abrichten breiterWerkstücke mitSchutzbrücke
Fügen breiterWerkstücke mit
Schutzbrücke
Abrichten undFügen schmaler Werkstücke mitGliederschwing-schutz und Hilfsanschlag
Abrichten undFügen schmalerWerkstücke mitFügeleiste undHilfsanschlag
Abrichten kurzer Werkstücke mit Zuführlade
Abrichten kurzerWerkstücke mit
Schiebeholz undSchutzbrücke
Abrichten vonWerkstücken mit dem Vor-schubapparat
max.1,1 mm
Sicheres Arbeiten anAbrichthobelmaschinenAllgemeines� Vor Reinigungs- und Wartungsarbei-ten Maschine gegen unbeabsichtigtesEinschalten sichern.� Schutzalterbestimmungen beachten.� Eng anliegende Kleidung tragen.� Sicherheitsschuhe und Gehörschutzbenutzen.� Beim Verlassen des ArbeitsplatzesMaschine ausschalten.
Werkzeuge� Vor jedem Messerwechsel Maschinegegen unbefugtes Einschalten sichern.� Nur Hobelmesser mit gleichenAbmessungen und gleichem Gewichteinsetzen.
� Vor dem Einsetzen Spannflächensäubern und Messer entfetten.� Messerüberstand mit Lehre ein-stellen (max. 1,1 mm).� Befestigungsschrauben nur mitzugehörigem Werkzeug lösen undspannen.� Schrauben nach Herstellerangabeanziehen.
Einstellen� Spanabnahme einstellen, Tisch- und Anschlageinstellungen gegen Verstellen sichern.� Messerwellenverdeckung vor dem Anschlag für den Arbeitsgangeinrichten.
Betreiben� Beim Werkstückvorschub Hände mitgeschlossenen Fingern flach auf dasWerkstück legen.� Bei kurzen Werkstücken Zuführladeverwenden.� Splitter und Späne nicht mit derHand entfernen.� Maschine nur mit wirksamer Absaugung betreiben.
Holz-Berufsgenossenschaft
Stan
d 12
/200
6

Inhalte der UnterweisungDatum (hier Bildnummern eintragen) Unterweisung bestätigt
* nichtzutreffendes bitte streichen
Unterweisung über sicheres Arbeiten anAbrichthobelmaschinen
Frau/Herr* , geb.
wurde anhand der umseitigen Ausführungen über die Abschnitte� Allgemeines,� Werkzeuge,� Einstellen und� Betreibenunterrichtet, sowie anhand der Bilder über das sichere Arbeiten bei den nachfolgend genannten Arbeitsgängen unterwiesen.
Gleichzeitig wurde sie/er* auf die Beachtung der im Bereich der Maschinen angebrachtenMaschinenplakate hingewiesen.
Ferner wurde sie/er* in Kenntnis gesetzt, daß weitere Informationen in der Sicherheitsanleitung Abrichthobelmaschinen – Handhabung und sicheres Arbeiten enthalten sind. Dieses Heft wurde ihr/ihm* nicht* ausgehändigt.



BGI 5078