
Additive Fertigung - Leopoldina€¦ · en Überbegriff „Additive Manufacturing“ (dt. Additive...
64
Dezember 2016 Stellungnahme Addive Fergung Nationale Akademie der Wissenschaften Leopoldina | www.leopoldina.org acatech – Deutsche Akademie der Technikwissenschaften | www.acatech.de Union der deutschen Akademien der Wissenschaften | www.akademienunion.de
Transcript of Additive Fertigung - Leopoldina€¦ · en Überbegriff „Additive Manufacturing“ (dt. Additive...

Dezember 2016Stellungnahme
Additive Fertigung
Nationale Akademie der Wissenschaften Leopoldina | www.leopoldina.org
acatech – Deutsche Akademie der Technikwissenschaften | www.acatech.de
Union der deutschen Akademien der Wissenschaften | www.akademienunion.de
Impressum
Herausgeber acatech – Deutsche Akademie der Technikwissenschaften e. V. (Federführung)Geschäftsstelle: Karolinenplatz 4, 80333 München
Deutsche Akademie der Naturforscher Leopoldina e. V.– Nationale Akademie der Wissenschaften –Jägerberg 1, 06108 Halle (Saale)
Union der deutschen Akademien der Wissenschaften e. V.Geschwister-Scholl-Straße 2, 55131 Mainz
RedaktionDr. Martina Kohlhuber, acatechMartin Kage, Universität PaderbornMichael Karg, Friedrich-Alexander-Universität Erlangen-Nürnberg
Gestaltung und Satz unicommunication.de, Berlin
DruckKomplan Biechteler GmbH & Co KG
1. Auflage
ISBN: 978-3-8047-3676-4
Bibliografische Information der Deutschen NationalbibliothekDie deutsche Nationalbibliothek verzeichnet diese Publikation in der Deutschen Nationalbibliografie, detaillierte bibliografische Daten sind im Internet unter http://dnb.d-nb.de abrufbar.
Zitiervorschlag:acatech – Deutsche Akademie der Technikwissenschaften, Nationale Akademie der Wissenschaften Leopoldina, Union der deutschen Akademien der Wissenschaften (Hrsg.) (2016): Additive Fertigung.München, 64 Seiten.
Additive Fertigung

3Vorwort
Vorwort
Unter Additiver Fertigung versteht man die Produktion von Bauteilen durch den schichtweisen Auftrag von Material aus formlosem Rohstoff, zum Beispiel Metallpulver. Objekte mit sehr variablen Formen können so quasi „gedruckt“ werden. Die noch junge Branche der Herstellung und Nutzung entsprechender Geräte und Rohstoffe verzeich-net bereits hohe Wachstumsraten, auch wenn sich die Technologien immer noch in der Entwicklung befinden. Entsprechend sind die Erwartungen vor allem an die industrielle Anwendung der Additiven Fertigung groß und erscheinen mitunter überzogen.
Um einen Überblick über das sehr breite und vielfältige Forschungsfeld Additive Fertigung zu gewinnen und davon ausgehend Empfehlungen für dessen weitere Entwicklung zu formulieren, haben die Nationale Akademie der Wissenschaften Leopoldina, acatech – Deutsche Akademie der Technikwissenschaften und die Union der deutschen Akademien der Wissenschaften zwei Arbeitsgruppen gebildet. Unter dem gemeinsamen thematischen Dach „Additive Fertigung“ widmen sich die beiden Gruppen den Chancen und Herausforderungen dieser neuen Technologie unter ver-schiedenen Gesichtspunkten.
Die vorliegende, erste Stellungnahme „Additive Fertigung“ wurde unter Federfüh-rung von acatech erstellt und behandelt die Schwerpunkte industrielle Produktion, Wertschöpfungsnetze und Geschäftsmodelle. Sie geht sowohl auf den Status quo als auch auf die erwarteten Entwicklungen ein: Welche Rolle werden additive Ferti-gungsverfahren in der digitalen, vernetzten Industrieproduktion der Zukunft spielen? Revolutioniert die Technologie die industrielle Produktion? Wie wirkt sich Additive Fertigung auf die Wertschöpfung aus? Welche Handlungsoptionen lassen sich daraus für Politik Wirtschaft und Wissenschaft ableiten?
Die Arbeitsgruppe unter Federführung der Leopoldina konzentriert sich auf die besonderen Anforderungen, welche die Weiterentwicklung Additiver Fertigungs-verfahren an die Grundlagenforschung verschiedener Fachgebiete stellt. Darüber hinaus wird sie sich intensiv mit zukünftigen Anwendungsmöglichkeiten der Addi-tiven Fertigung im Feld von z.B. Medizin, Ernährung, Bauwesen befassen und dabei gesellschaftlich relevante Fragestellungen bezüglich Arbeitswelt, Sicherheit und Recht in den Fokus ihrer Stellungnahme nehmen.
Beide Arbeitsgruppen stehen in engem inhaltlichem Austausch miteinander und ver-stehen ihre Stellungnahmen als zwei Seiten ein und derselben Medaille. Allen Mitwir-kenden beider Gruppen sowie den Gutachtern möchten wir hiermit ganz herzlich für ihre Beiträge zur vorliegenden Stellungnahme danken.
Prof. Dr. Jörg HackerPräsident
Nationale Akademie der Wissenschaften Leopoldina
Prof. Dr. Dr. Hanns HattPräsident
Union der deutschen Akademien der Wissenschaften
Prof. Dr. Reinhard F. HüttlPräsident
acatech – Deutsche Akademie der Technikwissenschaften


5Inhaltsverzeichnis
Inhaltsverzeichnis
1 Zusammenfassung ................................................................................... 6
2 Einleitung ................................................................................................. 9
3 Ausgangssituation .................................................................................. 12
3.1 Fertigungstechnologien .......................................................................................... 12 3.2 Heutige Anwendungsfelder .................................................................................... 19 3.3 Rollen in Wertschöpfungsnetzen ........................................................................... 21 3.4 Geschäftsmodelle ................................................................................................... 23 3.5 Erfolgsfaktoren ....................................................................................................... 25
4 Erwartete Entwicklungen ....................................................................... 27
4.1 Fertigungstechnologien .......................................................................................... 27 4.2 Anwendungen und Märkte .................................................................................... 30 4.3 Entwicklungsoptionen in Wertschöpfungsnetzen .................................................. 34 4.4 Geschäftsmodelle ................................................................................................... 36 4.5 Prognostiziertes Marktwachstum und Förderinitiativen ........................................ 37
5 Thesen .................................................................................................... 40
5.1 Rahmenbedingungen ............................................................................................. 40 5.2 Technologie ............................................................................................................ 42 5.3 Wertschöpfungsnetze ............................................................................................ 43 5.4 Gesellschaftsrelevante Aspekte ............................................................................. 44
6 Handlungsempfehlungen ....................................................................... 47
Beteiligte Wissenschaftlerinnen und Wissenschaftler ....................................51
Literaturverzeichnis ......................................................................................... 53
Abkürzungsverzeichnis .................................................................................... 56
Abbildungsverzeichnis ..................................................................................... 57
6 Zusammenfassung
Ob Handprothesen, ganze Autos oder sogar Menschen-Klone – was der indus-trielle 3D-Druck zu fertigen in der Lage sei, bietet Stoff für Wirtschaftsprognosen, Medien und Science Fiction gleicherma-ßen. Die Grenzen zwischen Vision und Realität sind fließend, die Erwartungen häufig überzogen. Fakt ist: Die Techno-logien für die sogenannte Additive Ferti-gung, also den 3D-Druck in der Industrie, stecken zum Teil noch in den Kinderschu-hen, doch ihr Reifegrad nimmt stetig zu. Die Vielfalt an möglichen Anwendungen ist groß und die Branche verzeichnet seit Jahren Wachstumsraten von etwa 30 Pro-zent bei einem weltweiten Umsatz von 4,5 Milliarden Euro im Jahr 2015. In der di-gitalen, vernetzten Industrieproduktion der Zukunft werden additive Fertigungs-verfahren eine wichtige Rolle spielen. Re-volutionieren wird die Additive Fertigung die Produktion in absehbarer Zeit jedoch weder technologisch noch mit Blick auf die Wertschöpfung.
Additive Fertigung bezeichnet die Produktion von Bauteilen durch schicht-weisen Materialauftrag aus formlosem Rohstoff. So können Objekte mit variab-len Formen quasi „gedruckt“ werden. Die Additive Fertigung läuft automatisiert auf Basis von digitalen 3D-Modellen ab und zwar in drei Stufen: der Datenaufbe-reitung, dem schichtweisen Aufbau des Objekts und der Nachbereitung. Sowohl verschiedene Fügeprinzipien als auch Werkstoffe – Kunststoffe, Metalle oder Verbundwerkstoffe – können zum Ein-satz kommen. Denkbar sind viele Kom-binationen, je nachdem welche Produkt-eigenschaften erreicht werden sollen. Zu den kommerziell wichtigsten Verfahren
1 Zusammenfassung
zählen zum Beispiel das Strangablege-verfahren (Fused Deposition Modelling), das sich nach dem Auslaufen des Patents 2009 schnell verbreitete und das Interes-se am 3D-Druck beflügelte, oder das La-serstrahlschmelzen. Ob eine Technologie eher für die Heimanwendung, einfache Werkstätten oder die Fabrikhalle geeignet ist, hängt auch von den Anschaffungskos-ten für die Anlagen ab: Diese reichen von 500 Euro bis zu über 1 Million Euro.
Nachdem ab den 1990er Jahren zunächst Prototypen, vor allem in der Au-tomobilindustrie, und später Gussformen oder Werkzeuge additiv gefertigt wurden, werden inzwischen auch Endprodukte zum Beispiel kleine Bauteile, Kleinseri-en und Unikate in der Schmuckindustrie oder Medizin und Dentaltechnik herge-stellt.
Die additiven Verfahren unter-scheiden sich von konventionellen Ferti-gungstechnologien in vielfacher Hinsicht. Wenn ihre Besonderheiten konsequent genutzt werden, lassen sich enorme Po-tenziale erschließen. Ihr wichtigster Vor-teil ist die hohe Gestaltungsfreiheit: Da das Material Schicht für Schicht bis zum fertigen Objekt aufgetragen wird und keine Gussformen notwendig sind, die selbst zeit- und kostenintensiv herge-stellt werden müssen, kann theoretisch jede Form gefertigt werden. Wie groß die Gestaltungsfreiheit tatsächlich ist, hängt vom Verfahren und der Formgestal-tung ab. So benötigen manche Techno-logien zum Beispiel Stützstrukturen, die im Nachhinein wieder entfernt werden müssen. In der Medizin können so auf die individuelle Anatomie der Patienten

7Zusammenfassung
maßgeschneiderte Produkte hergestellt werden, beispielsweise Zahnimplantate, Im-Ohr-Hörgeräte oder Hilfsmittel für chirurgische Operationen. In der Produk-tion von geometrisch komplexen Model-len und Formen wäre die Alternative zur Additiven Fertigung oft die reine Hand-arbeit. Die höhere Maßgenauigkeit und die kürzere Herstellungsdauer sind auch beim Prototypenbau von Vorteil. Für die Massenproduktion von einfachen Bautei-len mit geringer Wertschöpfung sind ad-ditive Fertigungsverfahren jedoch nicht wirtschaftlich genug und daher ungeeig-net. Auch das einsatzbereite Produkt, das in einem einzigen Produktionsschritt her-gestellt wird, wird wohl noch lange eine Vision bleiben.
Ihr volles Potenzial kann die Addi-tive Fertigung im Kontext Mass Customi-zation ausspielen: Die Technologie erlaubt die vollständige Individualisierung von Produkten. Für die intelligente, vernetz-te Produktion in der Industrie 4.0 ist sie deshalb von großer Bedeutung. Der Kunde mit seinen individuellen Anforderungen rückt in den Mittelpunkt der Produktpla-nung. Mithilfe additiver Fertigungsver-fahren können dann Kleinstserien bis hin zur Losgröße 1 ohne größere Kostennach-teile hergestellt werden. Ein U.S.-ame-rikanischer Sportartikelhersteller stellt beispielsweise auf der Basis biomecha-nischer Messdaten Schuhsohlen her, die dem Laufstil des Läufers angepasst sind. Da der Aufwand für die Nachbereitung des Endprodukts noch relativ hoch ist, stellt die massenhafte Fertigung indivi-dualisierter Einzelstücke bisher noch eine Ausnahme dar.
Industrie 4.0 verlangt auch eine Flexibilisierung der Produktion. Additive Fertigung ermöglicht es, Bauteile nah am Ort der Verwendung herzustellen, trans-portiert werden müsste zunächst allein der Datensatz. Die dezentrale Fertigung ist beispielsweise im Ersatzteilwesen von Bedeutung: Die benötigten Teile können
dort gefertigt werden, wo sie ausgetauscht werden müssen. In der Raumfahrt könn-ten große Bauteile künftig direkt im All produziert werden, anstatt mit Trägerra-keten kostenintensiv „angeliefert“ zu wer-den. Häufig weisen aber die Bauteile noch unterschiedliche Eigenschaften auf, ob-wohl sie auf Basis derselben Daten gefer-tigt wurden. Es fehlen robuste Maschinen und Fertigungsprozesse, die reproduzier-baren Output liefern.
Eine wesentliche Entwicklung bei Additiver Fertigung ist die Digitalisie-rung der Prozesskette; sie fördert neue Geschäftsmodelle und Dienstleistun-gen. Online-Plattformen ermöglichen beispielsweise einen Marktplatz für 3D-CAD-Modelle, Werkstoffrezepturen so-wie Prozessparameter, welche über einen einmaligen Download bzw. Kauf oder über ein Streaming-Abonnement bezogen werden können, ähnlich wie bei digitalen Musikmedien oder Filmen. Hier gilt es Fragen hinsichtlich der Datensicherheit, Urheberrechten sowie Standardisierung zu klären. Auch die internationale Nor-mung hinkt der Realität hinterher. Die Vielfalt an additiven Fertigungstechnolo-gien ist groß, viele Begriffe sind nicht ein-deutig und es gibt unterschiedliche mar-kenrechtlich geschützte Bezeichnungen für teilweise identische Verfahren. Auch die Ressourceneffizienz in der Industrie-produktion der Zukunft kann die Additive Fertigung unterstützen, wenngleich eine ganzheitliche ökonomische, ökologische und soziale Bilanzierung von Additiver Fertigung noch aussteht.
Additive Fertigung wird die indus-trielle Produktion nicht revolutionieren. Doch vieles deutet darauf hin, dass sie die etablierten Verfahren flächendeckend er-gänzen wird. Um das ökonomische und ökologische Potenzial der Technologie für den Standort Deutschland voll ausschöp-fen zu können, bedarf es konzertierter Ak-tionen in den Bereichen Forschung, Um-setzung, Bildung und Förderpolitik:
8 Zusammenfassung
Forschung1) Um die Produktivität der Additiven
Fertigung zu steigern und die Defizi-te gegenüber konventionellen Ferti-gungsverfahren zu reduzieren, sollten Produktionsprozesse, Werkstoffe und Bauteileigenschaften erforscht werden und entsprechendes Wissen in die An-lagentechnik einfließen.
2) Konkrete, verfahrensübergreifende Gestaltungsrichtlinien sollten syste-matisch erforscht werden, um die neu-en Möglichkeiten der Gestaltungsfrei-heit auszunutzen.
3) Neue Datenformate für Additive Ferti-gung sollten kurzfristig entwickelt wer-den.
4) Das Veränderungspotenzial und die Auswirkungen Additiver Fertigungs-verfahren auf Wertschöpfungsnetze, Wirtschaft und Gesellschaft sollten analysiert werden.
Umsetzung5) Das Daten-Tripel aus digitalen 3D-Mo-
dellen, Werkstoffrezepturen und Pro-zessparametern ist zu standardisieren.
6) Additive Fertigung benötigt dedizierte Methoden und Verfahren zur Quali-tätssicherung.
7) Umsetzung von Grundlagenforschung in die industrielle Anwendung be-schleunigen.
8) Für Additive Fertigung werden Kon-zeptionen für die Integration in umfas-sende klassische Produktionssysteme benötigt.
9) Schaffung zukunftsorientierter Ent-scheidungsgrundlagen zur strategi-schen Planung im Kontext Additive Fertigung.
10) Belebung und Förderung einer dyna-mischen Start-up-Szene zur Ausschöp-fung der hohen Innovationspotenziale von Additiver Fertigung.
Bildung11) Klassische Berufsbilder von Fachar-
beiterinnen und Facharbeitern sollten durch neue Qualifikationen für Addi-tive Fertigungstechnologien erweitert werden.
12) Die Potenziale der Additiven Fertigung für die MINT-Ausbildung in den Schu-len ausschöpfen.
Förderpolitik13) Forschungsprogramm zur Verwirkli-
chung der Dualen Strategie: Deutsch-lands Position als Leitanbieter und Leitmarkt für Additive Fertigung festi-gen.

9Einleitung
2 Einleitung
sie sich ausgehend vom 3D-Datensatz sehr schnell produzieren lassen. Die kurze Durchlaufzeit ist möglich, da beim Rapid Prototyping zeitintensive Prozessschritte wegfallen, wie die Herstellung einer Form oder die Montage von Einzelteilen. Die Herstellung von Endprodukten war zu-nächst aber vor allem wegen unzureichen-der mechanischer Eigenschaften nicht wirtschaftlich möglich. Belastbarkeit und Langlebigkeit der Erzeugnisse wurden je-doch schrittweise verbessert, sodass das sogenannte Rapid Tooling möglich wurde: die Herstellung von Formen und Werk-zeugen. Nach dem Jahrtausendwechsel gelang es, die Endprodukte immer wirt-schaftlicher herzustellen, bevorzugt klei-ne Bauteile, Kleinserien und Unikate zum Beispiel in der Schmuckindustrie oder Medizin- bzw. Dentaltechnik. Ab diesem Meilenstein sprach man vom Rapid oder Direct Manufacturing. Das Verfahren er-öffnete völlig neue Konstruktionsmög-lichkeiten, etwa bei der Herstellung von Bauteilen mit komplexer geometrischer Struktur aus hochfesten Werkstoffen wie sie für den Leichtbau benötigt werden. 2010 einigten sich führende Unternehmen der Branche darauf, die anwendungsbezo-genen, uneindeutigen und irreführenden „Rapid“-Bezeichnungen durch den neu-en Überbegriff „Additive Manufacturing“ (dt. Additive Fertigung) zu ersetzen. Dies stellt Abbildung 1-1 dar.
Additive Fertigungsverfahren un-terscheiden sich von konventionellen Technologien in vielerlei Hinsicht. Wenn diese Besonderheiten durchgängig be-rücksichtigt und konsequent genutzt werden, lassen sich enorme Potenziale erschließen. Der Reifegrad und damit die
Additive oder synonym auch Generative Fertigung bezeichnet die Fertigung von Bauteilen durch schichtweisen Werk-stoffauftrag aus formlosem Rohstoff, die automatisiert auf Basis von digitalen 3D-Modellen abläuft. Bei Additiver Fertigung handelt es sich nicht um eine einzelne Technologie, sondern vielmehr um ein fa-cettenreiches Technologiefeld. In der Öf-fentlichkeit und den Medien macht dieses Technologiefeld häufig unter dem Namen 3D-Druck Schlagzeilen. Dabei kokettieren Medien gern mit dem Begriff „Revoluti-on“. Mit den mittlerweile auf dem Markt erhältlichen Druckern für die Anwendung zuhause haben industrielle additive Fer-tigungsanlagen allerdings nur wenig ge-mein. Ein Beispiel für die zum Teil über-steigerten Erwartungen der Bevölkerung war in der Sendung „Verstehen Sie Spaß“ vom 26. September 2015 zu sehen, in der vermeintlich Menschen per 3D-Druck dupliziert wurden. Da in dieser Stellung-nahme die industrielle Anwendung dieser Fertigungstechnologie im Mittelpunkt steht, wird im Folgenden der Begriff „Ad-ditive Fertigung“ verwendet.
Grundideen Additiver Fertigung wurden bereits im 20. Jahrhundert pa-tentiert, ab den 1970er Jahren wurden Pa-tente für erste Verfahren angemeldet, die damals noch nicht praktisch umsetzbar waren. Mit der Weiterentwicklung von Lasertechnik sowie der Informations- und Kommunikationstechnologie konnten ab den 1990er Jahren erste Erfolge im Rapid Prototyping erzielt werden: Bauteile mit eingeschränkter Funktionalität dienen dabei als Ansichtsobjekte zum Beispiel für Produktdesigner und Chirurgen. Das Besondere an diesen Prototypen ist, dass

10 Einleitung
Nutzung der Additiven Fertigung neh-men stetig zu, die Branche verzeichnet seit Jahren Wachstumsraten in der Grö-ßenordnung von etwa 30 Prozent pro Jahr [Woh16]. Vieles deutet darauf hin, dass sich Additive Fertigung als gängige Fertigungstechnologie neben den bislang etablierten flächendeckend durchsetzt. Es gibt derzeit keine belastbaren Indika-toren dafür, dass Additive Fertigung die industrielle Produktion in naher Zukunft revolutionieren wird. Bis es soweit ist, müsste noch ein weiter Weg zurückgelegt werden. Mit anderen Anwendungsgebie-ten (z.B. der Medizin, dem Bauwesen oder dem Heim-3D-Druck) in denen die Ad-ditive Fertigung allerdings langfristig ein revolutionäres Potenzial entfalten könnte, wird sich eine zweite gemeinsame Stel-lungnahme beschäftigen, die unter Feder-führung der Leopoldina herausgegeben wird.
Aus den vorgenannten Eigenschaf-ten der Technologie und den sich abzeich-nenden Nutzenpotenzialen ergeben sich einige Schlüsselfragen in Bezug auf Rahmenbedingungen, die Technologie und das Wertschöpfungsnetz, sowie ge-sellschaftliche Fragestellungen:
• Welche Chancen und Barrieren beste-hen in der Entwicklung und der An-wendung dieser Schlüsseltechnologie?
• Was ist nötig, um Additive Fertigung im industriellen Maßstab auch für
Großserien wirtschaftlich einsetzen zu können?
• Wie verändern sich Wertschöpfungs-netze und Geschäftsmodelle?
• Was ist zu tun, um dem Anspruch Leitmarkt und Leitanbieter gerecht zu werden?
• Wie verändern sich Qualifikationspro-file?
ZielsetzungDie vorliegende Stellungnahme soll Fragen dieser Art beantworten und insbesondere Handlungsempfehlungen zur Gestaltung des Technologiefelds und der Ausschöp-fung der Nutzenpotenziale geben. Die Stel-lungnahme ist in vier Kapitel strukturiert:
Das erste Kapitel „Ausgangssitu-ation“ beschreibt den Stand der Technik und die Felder, in denen Additive Ferti-gung bereits erfolgreich angewendet wird. Ferner wird auf die Akteure in Wert-schöpfungsnetzen, heute zu beobachten-de Geschäftsmodelle und Erfolgsfaktoren eingegangen.
Das zweite Kapitel „Erwartete Entwicklungen“ betrachtet die Zukunft der im ersten Kapitel beschriebenen Ver-fahren und Anwendungsfelder. Anschlie-ßend werden Entwicklungsoptionen in Wertschöpfungsnetzen und Geschäftsmo-dellen aufgezeigt. Am Ende werden künf-tige Marktentwicklungen und bestehende Fördermaßnahmen dargestellt.
Abbildung 1-1: Begriffsgebäude der Additiven Fertigung (Quelle: [GK16], [LL16])
Additive Fertigung
Anwendungsarten der Technologie
Rapid PrototypingHerstellung von
(Funktions-)Prototypen, deren Bauteileigenschaf
ten nicht denen des Endprodukts gleichen
DirectManufacturingHerstellung von
Endbauteilen, die nach einer Nachbehandlung verbaut werden können
Rapid RepairReparatur von
Verschleißteilen durch schichtweisen Auftrag von Material
Rapid ToolingHerstellung von
Werkzeugen, z. B. Gusskernen oder Formen mit konturnahen
Kühl kanälen

11Einleitung
– Deutsche Akademie der Technikwissen-schaften, der Nationalen Akademie der Wissenschaften Leopoldina und der Uni-on der deutschen Akademien der Wissen-schaften zu diesem Thema. Die vorliegen-de Stellungnahme mit den Schwerpunkten Technologien, Wertschöpfungsnetze und Geschäftsmodelle wurde unter Federfüh-rung von acatech erstellt.
Die Arbeitsgruppe unter Federfüh-rung der Leopoldina betrachtet zunächst systemtechnische Herausforderungen der Grundlagenforschung und sodann zu-kunftsgerichtete Anwendungen der Addi-tiven Fertigung im Feld von zum Beispiel Medizin, Ernährung, Bauwesen. Darüber hinaus vertieft sie die Wechselwirkungen mit der Gesellschaft vor allem im Hinblick auf, die Arbeitswelt, sicherheitsrelevan-te Aspekte sowie DIY (Heim-3D-Druck) und endet mit der Erörterung rechtlicher Fragen. Die Arbeitsgruppe der Leopol-dina hat die vorliegende Stellungnahme ausführlich kommentiert. Die vorgeschla-genen Text-Ergänzungen und Hinweise haben in der Stellungnahme Berücksich-tigung gefunden.
Das dritte Kapitel „Thesen“ ent-hält 21 Thesen, die das Untersuchungs-feld auf der Grundlage der beiden vor-angegangenen Kapitel charakterisieren. Dem schließen sich im vierten Kapitel die „Handlungsempfehlungen“ an.
Methodischer AnsatzAbbildung 1-2 stellt die Genese der Handlungsempfehlungen prinzipiell dar. Die Projektgruppe hat die fünf Betrach-tungsfelder Fertigungstechnologien, An-wendungsfelder, Wertschöpfungsnetze, Geschäftsmodelle und Erfolgsfaktoren analysiert und daraus Thesen formuliert. Für jedes Betrachtungsfeld wurden dabei die heutige Ausgangssituation sowie die erwarteten Entwicklungen ins Kalkül ge-zogen. Auf Basis der Thesen und der Ana-lyseergebnisse der Betrachtungsfelder wurden im Anschluss Handlungsempfeh-lungen abgeleitet. Das Vorgehen wurde durch zwei Workshops mit Experten der Additiven Fertigung begleitet.
ProjektorganisationDieses Papier ist die erste von zwei ge-meinsamen Stellungnahmen von acatech
Abbildung 1-2: Der Weg zu den Handlungsempfehlungen (Quelle: eigene Darstellung)
Gegenstände der Analyse Thesen Handlungsempfehlungen
Fertigungstechnologien
Anwendungsfelder
Wertschöpfungsnetze
Geschäftsmodelle
Erfolgsfaktoren
Zwei World-Café-Workshops mit Fachleuten aus Wissenschaft und Industrie(jeweils 30 Teilnehmerinnen und Teilnehmer)
T1 …
T2 …
T3 …
T4 …
T5 …
H1 …H2 …H3 …
3.1
3.2
3.3
3.4
4.1 5 6
4.2
4.3
4.4
3.5
Kapitel der Stellungnahme

12 Ausgangssituation
dukt, das in einem einzigen Produktions-schritt hergestellt wird, wird wohl noch lange eine Vision bleiben.
Im vorliegenden Kapitel wird der Status quo der Additiven Fertigung be-schrieben. Da sich der Stand der Wissen-schaft und Technik in diesem Feld sehr dynamisch ändert, kann eine Beschrei-bung des Status quo nicht wirklich aktuell sein. Die für die Industrie interessantes-ten additiven Fertigungsverfahren und Anwendungsfelder werden hier vorge-stellt. In der zweiten Hälfte des Kapitels stehen Rollen im Wertschöpfungsnetz und Geschäftsmodelle im Mittelpunkt.
3.1 Fertigungstechnologien
Das folgende Kapitel legt die technolo-gischen Grundprinzipien der Additiven Fertigung dar. Dazu wird zunächst auf die Datenaufbereitung eingegangen – dieser Schritt ist für alle Verfahren im Wesentli-chen identisch. Danach wird das Prinzip der schichtweisen Fertigung veranschaulicht und im Anschluss die wesentlichen Verfah-ren der Additiven Fertigung erläutert.
DatenaufbereitungDie Datenaufbereitung besteht, wie in Ab-bildung 3-1 dargestellt, aus acht Schritten. Im ersten Schritt wird ein rechnerinter-nes, natives relational strukturiertes 3D-CAD-Modell erstellt. Analog können auch Geometrien aus 3D-Scannern1 aufbereitet werden. Bei diesem sogenannten Reverse Engineering liegen die Oberflächen eines
1 Zum Beispiel: Computertomographie oder Streifenlicht-projektion.
3 Ausgangssituation
Additive oder synonym auch Generative Fertigung bezeichnet die Produktion von Bauteilen durch schichtweisen Materi-alauftrag aus formlosem Werkstoff, die automatisiert auf Basis von digitalen 3D-Modellen abläuft. Dieser Grundsatz kann mit verschiedenen physikalischen und chemischen Prinzipien zum stoffschlüs-sigen Fügen kombiniert werden. Die Fü-geprinzipien bestimmen zusammen mit den Prozessbedingungen, die von der An-lagentechnik vorgegeben werden, welche Werkstoffe verarbeitet und welche Pro-dukteigenschaften erreicht werden kön-nen. Durch Fortschritte vor allem in der Lasertechnik können immer leistungsfä-higere Werkstoffe verarbeitet werden. Die erreichbaren Eigenschaftsprofile über-steigen in Einzelfällen diejenigen bei kon-ventioneller Verarbeitung.
In nahezu allen etablierten Anwen-dungsfällen ist die Additive Fertigung integraler Teil einer industriellen Wert-schöpfung. Die Additive Fertigung selbst gliedert sich in drei Stufen: 1) die Daten-aufbereitung, 2) der schichtweise Aufbau des Objekts und 3) die Nachbearbeitung. In der Regel sind derzeit Datenaufberei-tung und Nachbearbeitung nicht automa-tisiert, sondern erfordern Handarbeit und basieren zu einem erheblichen Teil auf Erfahrungswissen. Beispiele für die Nach-bearbeitung sind Entfernung von Stützen, Wärmebehandlung von Metallen sowie Entbindern und Sintern von keramischen Grünlingen. Viele Erzeugnisse Additiver Fertigung dienen nicht als eigenständiges fertiges Produkt oder Bestandteil davon, sondern als Vorrichtung, verlorenes Mo-dell (zum Beispiel Gussmodell aus Wachs) oder Gussform. Das einsatzbereite Pro-

13Ausgangssituation
prozessverzögernde Arbeiten, wie Da-tenanalyse und -reparatur nach sich. An-schließend werden die Bauteile im virtu-ellen Bauraum orientiert und positioniert. Für additive Fertigungstechnologien, die Stützen benötigen, werden solche an Überhängen des fertigen Bauteils konst-ruiert. Je nach additivem Fertigungsver-fahren kann dies automatisiert oder in Handarbeit geschehen, was großes Pro-zessverständnis und Erfahrungswissen erfordert. Die Konstruktion der Stütz-strukturen entscheidet zum Beispiel beim Metall-Laserstrahlschmelzen maßgeblich über die Herstellbarkeit eines Bauteils, die Prozessstabilität und den Aufwand bei der nachgelagerten Zerspanung. Im nächsten Schritt, dem sogenannten Sli-cing, werden horizontale Schnitte (Slices) der 3D-Geometrie erzeugt. Weil .STL-Dateien nur Oberflächen aus Dreiecken beschreiben, enthalten die Slices lediglich Konturen des zu fertigenden Bauteils. Um Vollkörper zu fertigen, werden die Kontu-ren im folgenden Schritt gefüllt. Für man-che additiven Fertigungsverfahren kann
realen Gegenstandes vorerst als Punkte-wolken aus Messungen vor. Anschließend werden die vorliegenden Punkte mit einem Dreiecksnetzwerk überzogen. Alternativ hierzu können durch eine Approximation von Punktefolgen Kurven höherer Ordnung und somit parametrische graphische Ele-mente erstellt werden [BER+13]. Ergebnis dieses Prozessschrittes ist das De-facto-Standardformat .STL (Standard Triangu-lation Language, Stereolithography oder Surface Tesselation Language). Bei der Verwendung von 3D-CAD-Daten findet im zweiten Prozessschritt eine Konvertierung in das .STL Format statt. Dieses weist je-doch erhebliche Schwachstellen auf. Von der ursprünglichen 3D-Geometrie wird im .STL-Format nur die Oberfläche abgebil-det. Dies geschieht näherungsweise durch zahlreiche Dreieckselemente. Andere Infor-mationen aus dem CAD-System wie Werk-stoffangaben, Krümmungsradien und To-leranzen für Abmessungen gehen verloren.
Das .STL-Format ist insbesonde-re für Inkonsistenzen anfällig. Sie ziehen
Abbildung 3-1: Prozesskette der Datenaufbereitung (Quelle: in Anlehnung an [Kar08])
1
5
2
6
3
7
4
8
3D-Geometrieerzeugen
Aus CAD oder3D-Scanner
StützstrukturenkonstruierenSicherstellungder Stabilität
im Bauprozess
zu .STL konvertierenOberfläche wird
durch Dreiecke angenähert (i. d. R. mit
Inkonsistenzen)
SlicingDurch Schneiden
in parallelen Ebenen entstehen Konturenaus Polygonzügen
ReparierenVolumen fehlerfrei
von Dreieckenumschlossen
HatchingKonturen werden gefüllt,
um massive Körper zu erzeugen
Im Bauraum platzierenAusrichtung relativ
zum Maschinen-Koordinatensystem
Bauauftrag erzeugenHinzufügen von Informa
tionen abhängig von• Maschinen• Prozessen• Geometrie• Material
14 Ausgangssituation
Entformungsschrägen, erübrigen sich. Wie groß die Gestaltungsfreiheit und Maßhal-tigkeit tatsächlich ausfällt, ist allerdings von verfahrensspezifischen Einschränkun-gen abhängig. Einige Technologien benöti-gen z. B. sogenannte Stützstrukturen, um auskragende Schichten und Überhänge ge-gen die Schwerkraft oder prozessbedingte Eigenspannungen zu stützen. Diese Struk-turen müssen zugänglich sein, damit sie nach abgeschlossenem Bauprozess wieder entfernt werden können.
Verfahren der Additiven FertigungAdditive Fertigungsverfahren korrespon-dieren mit unterschiedlichen Fügeverfah-ren wie dem Zweikomponenten-Kleben auf der einen und dem Laserstrahlschwei-ßen auf der anderen Seite. Je nach gewähl-tem Fügeprinzip lassen sich verschiedene Werkstoffe additiv verarbeiten – zum Bei-spiel duroplastische Kunststoffe oder Me-talle. Abhängig von den nutzbaren Werk-stoffen sind eine Reihe verschiedener Anwendungsgebiete und konkurrierende konventionelle Produktionstechnologien denkbar. Für Bauteile, die im Betrieb ho-hen Temperaturen ausgesetzt sind, eignen sich Kunststoffe beispielsweise weniger als Metalle. Während in der klassischen Fügetechnik vorgefertigte Werkstücke durch eine Nahtzone verbunden werden, erzeugt die Additive Fertigung Bauteile inkrementell ausschließlich aus mitein-ander verbundenen Nähten – meist ganz ohne vorgefertigte Elemente. Verfahren der Additiven Fertigung unterscheiden
dieser Schritt abweichen (z. B. LOM™, vgl. Abbildung 3-5). In der Regel werden die Konturen durch Schraffieren gefüllt (sog. Hatching). Jede einzelne Schraffur-linie wird später von der Fertigungsanlage erzeugt. Deshalb müssen beim Hatching Randbedingungen der Maschine, des Werkstoffs und des Fertigungsprozesses berücksichtigt werden. Darüber hinaus müssen weitere zwingend notwendige Pa-rameter spezifisch für Bauteilgeometrie, Werkstoff, Maschine und Prozess häu-fig von Hand definiert werden, bevor die Herstellung eines Bauteils beginnen kann.
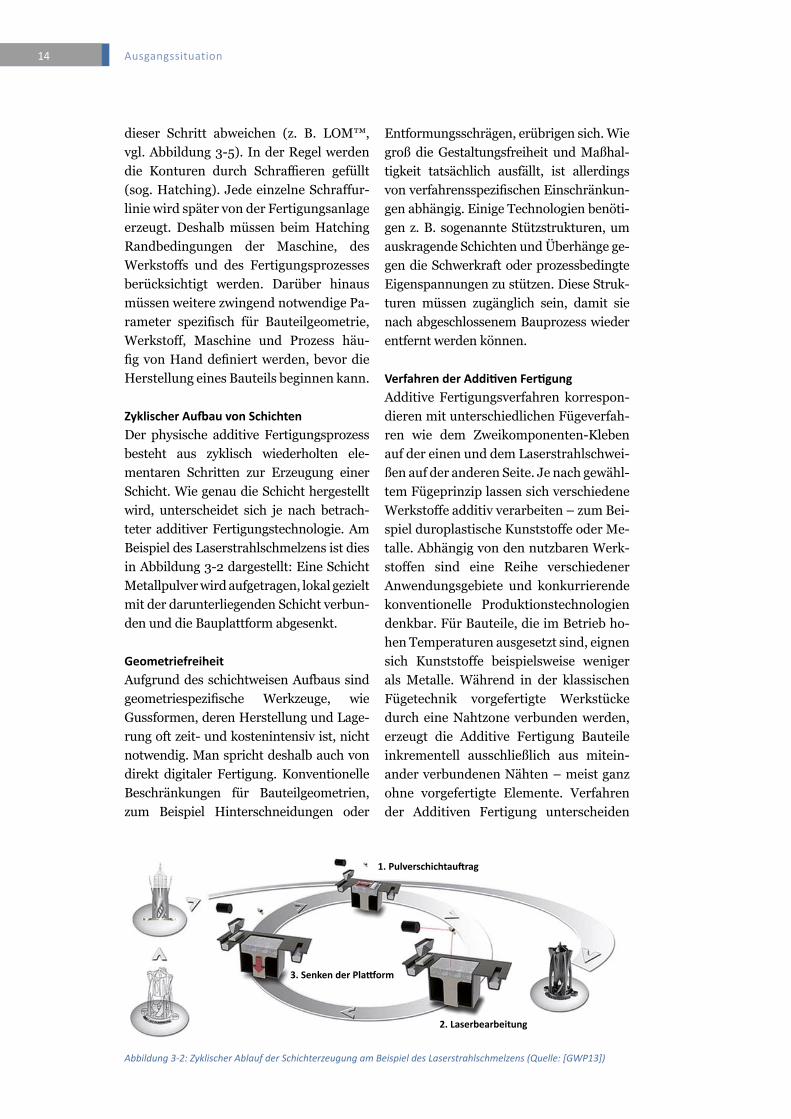
Zyklischer Aufbau von SchichtenDer physische additive Fertigungsprozess besteht aus zyklisch wiederholten ele-mentaren Schritten zur Erzeugung einer Schicht. Wie genau die Schicht hergestellt wird, unterscheidet sich je nach betrach-teter additiver Fertigungstechnologie. Am Beispiel des Laserstrahlschmelzens ist dies in Abbildung 3-2 dargestellt: Eine Schicht Metallpulver wird aufgetragen, lokal gezielt mit der darunterliegenden Schicht verbun-den und die Bauplattform abgesenkt.
GeometriefreiheitAufgrund des schichtweisen Aufbaus sind geometriespezifische Werkzeuge, wie Gussformen, deren Herstellung und Lage-rung oft zeit- und kostenintensiv ist, nicht notwendig. Man spricht deshalb auch von direkt digitaler Fertigung. Konventionelle Beschränkungen für Bauteilgeometrien, zum Beispiel Hinterschneidungen oder
Abbildung 3-2: Zyklischer Ablauf der Schichterzeugung am Beispiel des Laserstrahlschmelzens (Quelle: [GWP13])
1. Pulverschichtauftrag
3. Senken der Plattform
2. Laserbearbeitung

15Ausgangssituation
teilweise irreführende Terminologie hin-zu. Nahezu alle Hersteller von additiven Fertigungsanlagen und auch viele An-wender versuchen, ihre eigenen marken-rechtlich geschützten Bezeichnungen für teilweise identische Verfahren zu etablie-ren. Umgekehrt sind viele Begriffe nicht eindeutig. Die internationale Normung hinkt der sich schnell weiterentwickeln-den Realität zwangsweise hinterher, ist nicht frei von Lobbyeinflüssen und Wi-dersprüchen. Beispielweise legt die noch im Entwurfsstadium befindliche DIN EN ISO 17296-2 als Prozesskategorie „Pul-verbettbasiertes Schmelzen“ fest, das mehrere Verfahren mit Kunststoff- oder Metallpulver und Elektronen- oder Laser-strahlung umfasst. Diese Verfahren sind nicht nur physikalisch, chemisch, werk-stofflich, prozess- und anlagentechnisch sondern auch hinsichtlich ihrer indust-riellen Anwendungen grundverschieden. Gemeinsam ist ihnen die stark wachsen-de Relevanz, weshalb sie im Folgenden nicht zusammengefasst sondern diffe-renziert bezeichnet werden. In der VDI Richtlinie 3405 werden einige Verfahren mit Anglizismen bezeichnet. Die acatech-Arbeitsgruppe hat sich darauf geeinigt in dieser Publikation deutschsprachige Langbezeichnungen zu verwenden und industriell etablierten Abkürzungen im Interesse der Verständlichkeit Vorrang zu gewähren. In der folgenden Technologie-übersicht sind jeweils an erster Stelle die hier verwendete Langbezeichnung und Abkürzung genannt, anschließend unter Synonyme die gängigsten Markennamen, Prozessbezeichnungen aus VDI 3405 und Prozesskategorien aus DIN EN ISO 17296. Durch Schutzrechte auf Verfahren und Anlagen sind viele Technologien und deren Weiterentwicklung an einzelne Un-ternehmen gebunden. Ein Beispiel ist das Strangablegeverfahren, synonym auch Fused Deposition Modelling™ (FDM™), 1989 von Stratasys™ patentiert und in der industriellen Anwendung mit mehr verkauften Geräten als jede andere addi-tive Fertigungstechnologie etabliert. Erst
sich von Fügeverfahren meist durch die Größe der Fügezone und die Geschwin-digkeit, mit der sie erzeugt wird. Daraus ergeben sich u. a. Detailauflösung und Produktivität eines additiven Fertigungs-verfahrens.
Additive Verfahrensvarianten, die Werkstoff und Fügeprinzip gemeinsam haben, unterscheiden sich jedoch auch voneinander. Sie grenzen sich durch un-terschiedliche anlagentechnische Umset-zungen von Werkstoffzufuhr und Kontur-gebung der Schichten ab. Das formlose Rohmaterial kann zum Beispiel als Pulver, Draht, Flüssigkeit oder Folie vorliegen. Um die Kontur jeder einzelnen Schicht zu erzeugen, werden beispielsweise Dü-sen oder Klingen an Linearachsen entlang bewegt, Laserstrahlen mit beweglichen Spiegeln gezielt abgelenkt oder Elektro-nenstrahlen mit Magnetfeldern geführt.
So deckt die Additive Fertigung heute eine große Spannbreite verschiede-ner Technologien ab. Alter und Reifegrad der einzelnen Verfahren unterscheiden sich erheblich [Lev03]; dasselbe gilt für die bereits etablierten Anwendungen, die zukünftigen Potenziale, die Intensität sowie die Dynamik von Forschung und Weiterentwicklung. Ob eine bestimmte Technologie für Heimanwender, einfache Werkstätten, spezialisierte Produktions-labore oder andere Zielgruppen geeignet ist, hängt unter anderem von der Höhe der notwendigen Investitionen ab. Die An-schaffungskosten für die Anlagen reichen von 500 Euro (Strangablegeverfahren) bis zu über 1 Million Euro (Laserstrahl-schmelzen). Daneben setzen unterschied-liche Technologien auch unterschiedlich umfangreiche Vorkehrungen und Kennt-nisse für einen sicheren Betrieb der An-lagen voraus (zum Beispiel Handhabung brennbarer und lungengängiger Metall-stäube oder Laserschutz).
Die Vielfalt an additiven Techno-logien ist groß. Erschwerend kommt eine

16 Ausgangssituation
Supportmaterial
Support-material
Werkstoff
Werkstoff
BauteilBauplattform Support
HeizelementExtrusions-
düse
Bearbeitungs-kopf
Bindervorrat
Recoater
Vorrats-behälter
Bauteil
Bauraum
Pulver
Druckkopf/Binderauftrag
Abbildung 3-4: Binder-Druck (3DP) (Quelle: CustomPartNet LLC)
Abbildung 3-3: Strangablegeverfahren (FDM™) (Quelle: CustomPartNet LLC)
nach dem Auslaufen des grundlegen-den Patents 2009 eröffneten zahlreiche vereinfachte und um Größenordnungen preisgünstigere Nachahmerprodukte For-scherinnen und Forschern Zugang zum FDM™, aber auch Laien, die das Verfah-ren als Hobby anwenden wollen. Die da-durch enorm gestiegene Verbreitung des FDM™ ist maßgeblich für das aktuell gro-
ße Interesse an der gesamten Additiven Fertigung verantwortlich.
Die kommerziell wichtigsten Tech-nologien der Additiven Fertigung werden im Folgenden charakterisiert und zwar anhand des Fügeprinzips, der Art der Konturerzeugung in den Schichten und der Werkstoffe.
Strangablegeverfahren (FDM™)Synonyme: Fused Deposition Modelling™ (FDM™),Fused Layer Manufacturing/ Modelling (FLM)Kategorie: Material ExtrusionMarkteinführung: 1991Patentiert: 1989 Scott CrumpFügeprinzip: Schmelzkleben Konturerzeugung: Extrusion z. B. von Kunststoffdrahtaus verfahrbarer DüseWerkstoffe: Filamente aus Kunststoffen,z. B. amorphe Thermoplaste (ABS2, PC3, PLA4, PI5) Besonderheiten: Verfahren mit den meistenAnlagen im Markt.
Binder-Druck (3DP)Synonyme: 3D-Printing™ (3DP), Binder 3D printing, ZCorp™, VoxelJet™Kategorie: Binder JettingMarkteinführung: 1993Patentiert: 1993 Massachusetts Institute of TechnologyFügeprinzip: Verkleben von Pulver mit flüssigem BinderKonturerzeugung: lokal kontrolliertes Aufbringen des Binders durch einen Tintenstrahldruckkopf Werkstoffe: Gips, Stärke, PMMA6, SandBesonderheiten: Der Binder kann eingefärbt und und über verschiedene Düsen gemischt werden. So lassen sich bunte Objekte drucken. Werden keramische Pulver verarbeitet, können Grünlinge aufgebaut und in weiteren Prozessschritten gesintert werden. Benötigt keine Stützen.
23456
2 ABS: Acrylnitril-Butadien-Styrol.3 PC: Polycarbonat.4 PLA: Polymilchsäure.5 PI: Polyimid.6 PMMA: Polymethylmethacrylat.
17Ausgangssituation
UV-Laser
Formteil
Rakel für Harzauftrag
Linsensystem
Laserstrahl
Harzbehälterlichtaus-
härtender Kunststoff
Spiegel für Strahlenablenkung
Bauraummit Hubtisch
Optik
Laser
LaserstrahlX-Y-Positionier-
einrichtung
aktuelle SchichtBauteil
letzte Schicht
MaterialrestBauplattformBaublock
Material-vorrat
Folien-material
beheizbare Lamnierrolle
Druckkopf X-Achse
Y-Achse
UV-Lichtquelle
Z-AchseBauplattform
Support
Bauteil
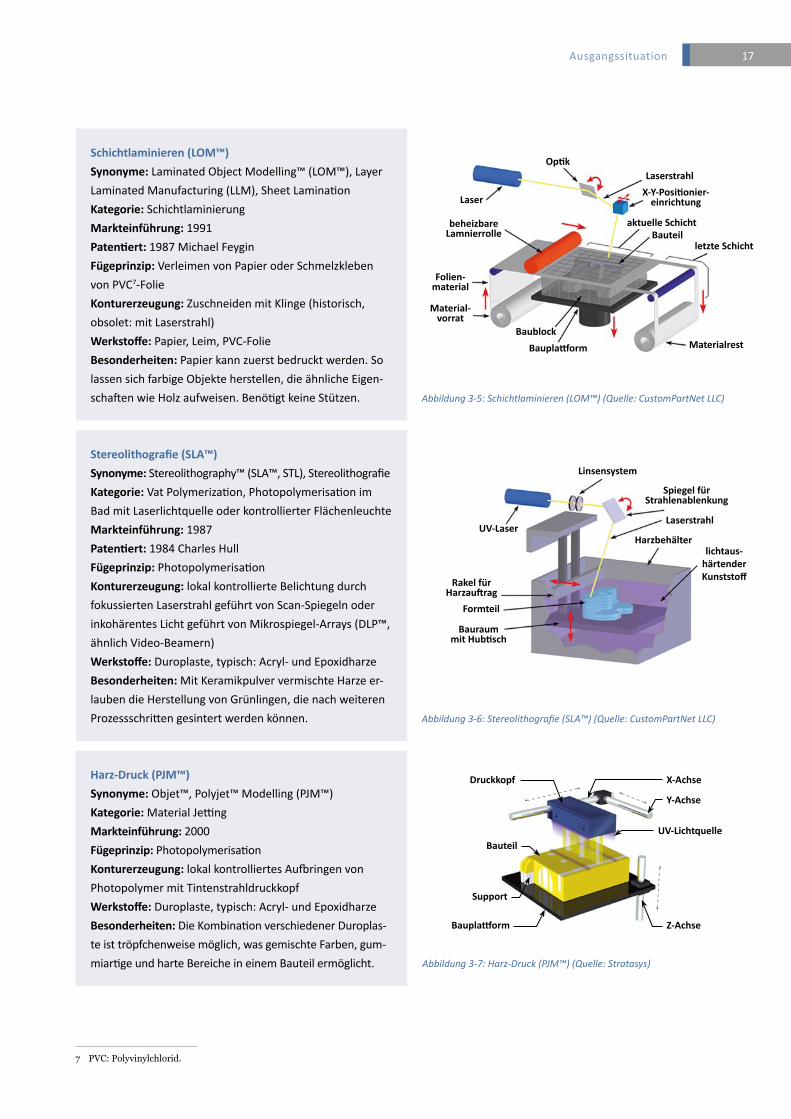
Abbildung 3-5: Schichtlaminieren (LOM™) (Quelle: CustomPartNet LLC)
Abbildung 3-6: Stereolithografie (SLA™) (Quelle: CustomPartNet LLC)
Abbildung 3-7: Harz-Druck (PJM™) (Quelle: Stratasys)
Schichtlaminieren (LOM™)Synonyme: Laminated Object Modelling™ (LOM™), Layer Laminated Manufacturing (LLM), Sheet LaminationKategorie: SchichtlaminierungMarkteinführung: 1991Patentiert: 1987 Michael FeyginFügeprinzip: Verleimen von Papier oder Schmelzkleben von PVC7-Folie Konturerzeugung: Zuschneiden mit Klinge (historisch, obsolet: mit Laserstrahl)Werkstoffe: Papier, Leim, PVC-FolieBesonderheiten: Papier kann zuerst bedruckt werden. So lassen sich farbige Objekte herstellen, die ähnliche Eigenschaften wie Holz aufweisen. Benötigt keine Stützen.
Stereolithografie (SLA™)Synonyme: Stereolithography™ (SLA™, STL), StereolithografieKategorie: Vat Polymerization, Photopolymerisation im Bad mit Laserlichtquelle oder kontrollierter FlächenleuchteMarkteinführung: 1987Patentiert: 1984 Charles HullFügeprinzip: PhotopolymerisationKonturerzeugung: lokal kontrollierte Belichtung durch fokussierten Laserstrahl geführt von Scan-Spiegeln oder inkohärentes Licht geführt von Mikrospiegel-Arrays (DLP™, ähnlich Video-Beamern)Werkstoffe: Duroplaste, typisch: Acryl- und EpoxidharzeBesonderheiten: Mit Keramikpulver vermischte Harze erlauben die Herstellung von Grünlingen, die nach weiteren Prozessschritten gesintert werden können.
Harz-Druck (PJM™)Synonyme: Objet™, Polyjet™ Modelling (PJM™)Kategorie: Material JettingMarkteinführung: 2000Fügeprinzip: PhotopolymerisationKonturerzeugung: lokal kontrolliertes Aufbringen von Photopolymer mit Tintenstrahldruckkopf Werkstoffe: Duroplaste, typisch: Acryl- und EpoxidharzeBesonderheiten: Die Kombination verschiedener Duroplaste ist tröpfchenweise möglich, was gemischte Farben, gummiartige und harte Bereiche in einem Bauteil ermöglicht.
7 PVC: Polyvinylchlorid.
18 Ausgangssituation
89
8 Polyamid.9 Polyaryletherketon.
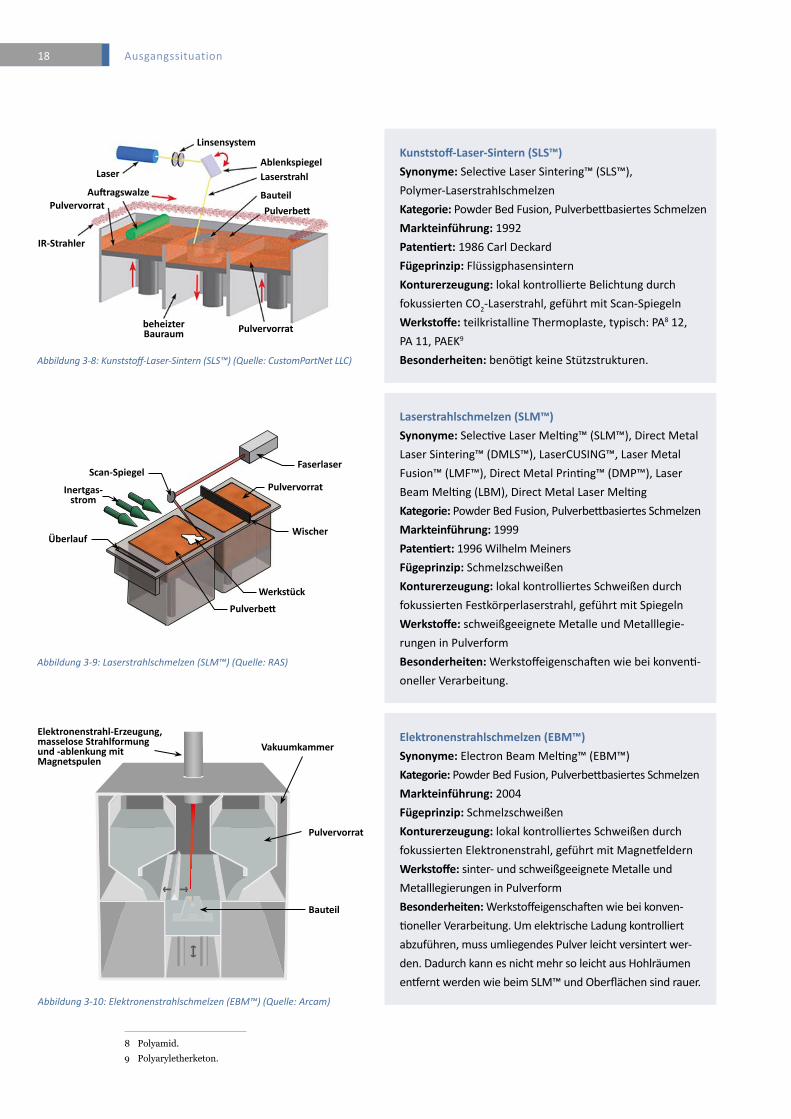
Abbildung 3-8: Kunststoff-Laser-Sintern (SLS™) (Quelle: CustomPartNet LLC)
Linsensystem
IR-Strahler
PulvervorratAuftragswalze
LaserAblenkspiegelLaserstrahl
BauteilPulverbett
Pulvervorratbeheizter Bauraum
Abbildung 3-9: Laserstrahlschmelzen (SLM™) (Quelle: RAS)
Scan-Spiegel
Überlauf
Pulverbett
Werkstück
Wischer
Pulvervorrat
Faserlaser
Inertgas-strom
Elektronenstrahl-Erzeugung,masselose Strahlformungund -ablenkung mitMagnetspulen
Pulvervorrat
Vakuumkammer
Bauteil
Kunststoff-Laser-Sintern (SLS™)Synonyme: Selective Laser Sintering™ (SLS™),Polymer-LaserstrahlschmelzenKategorie: Powder Bed Fusion, Pulverbettbasiertes SchmelzenMarkteinführung: 1992Patentiert: 1986 Carl DeckardFügeprinzip: FlüssigphasensinternKonturerzeugung: lokal kontrollierte Belichtung durch fokussierten CO2-Laserstrahl, geführt mit Scan-SpiegelnWerkstoffe: teilkristalline Thermoplaste, typisch: PA8 12, PA 11, PAEK9
Besonderheiten: benötigt keine Stützstrukturen.
Laserstrahlschmelzen (SLM™)Synonyme: Selective Laser Melting™ (SLM™), Direct Metal Laser Sintering™ (DMLS™), LaserCUSING™, Laser Metal Fusion™ (LMF™), Direct Metal Printing™ (DMP™), Laser Beam Melting (LBM), Direct Metal Laser MeltingKategorie: Powder Bed Fusion, Pulverbettbasiertes SchmelzenMarkteinführung: 1999Patentiert: 1996 Wilhelm MeinersFügeprinzip: SchmelzschweißenKonturerzeugung: lokal kontrolliertes Schweißen durch fokussierten Festkörperlaserstrahl, geführt mit SpiegelnWerkstoffe: schweißgeeignete Metalle und Metalllegierungen in PulverformBesonderheiten: Werkstoffeigenschaften wie bei konventioneller Verarbeitung.
Elektronenstrahlschmelzen (EBM™)Synonyme: Electron Beam Melting™ (EBM™)Kategorie: Powder Bed Fusion, Pulverbettbasiertes SchmelzenMarkteinführung: 2004 Fügeprinzip: SchmelzschweißenKonturerzeugung: lokal kontrolliertes Schweißen durch fokussierten Elektronenstrahl, geführt mit MagnetfeldernWerkstoffe: sinter- und schweißgeeignete Metalle und Metalllegierungen in PulverformBesonderheiten: Werkstoffeigenschaften wie bei konventioneller Verarbeitung. Um elektrische Ladung kontrolliert abzuführen, muss umliegendes Pulver leicht versintert werden. Dadurch kann es nicht mehr so leicht aus Hohlräumen entfernt werden wie beim SLM™ und Oberflächen sind rauer.
Abbildung 3-10: Elektronenstrahlschmelzen (EBM™) (Quelle: Arcam)
19Ausgangssituation
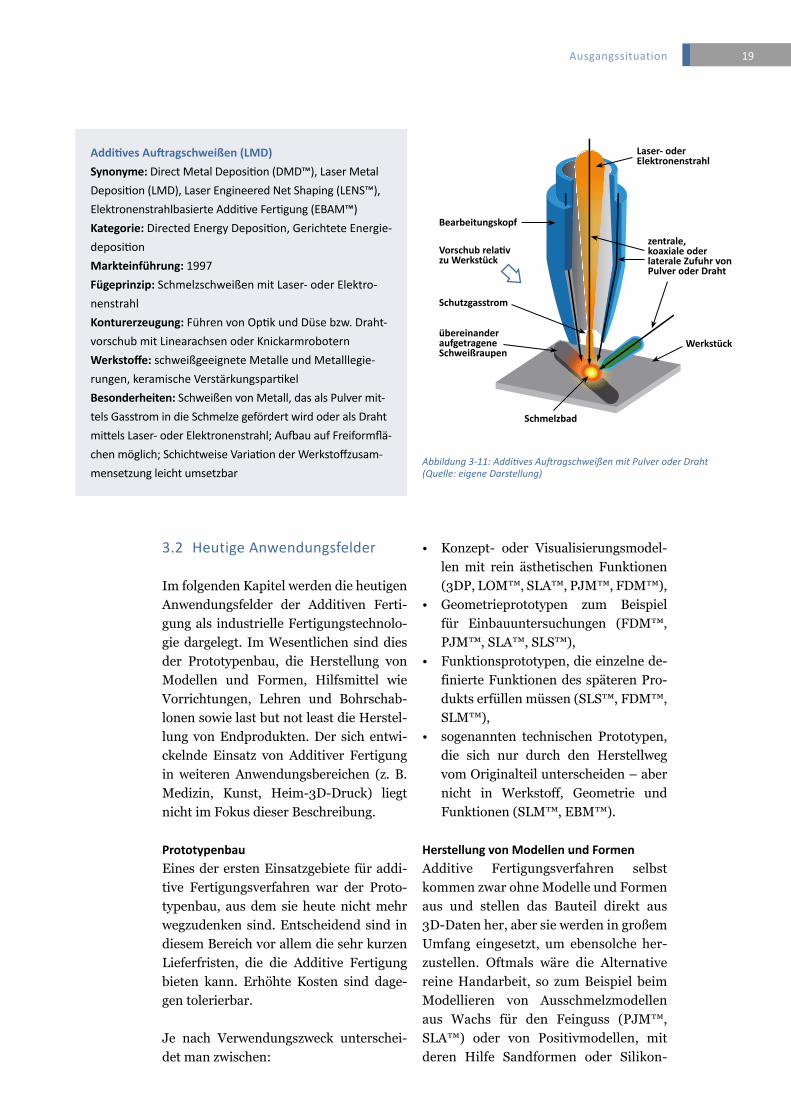
Abbildung 3-11: Additives Auftragschweißen mit Pulver oder Draht (Quelle: eigene Darstellung)
Laser- oderElektronenstrahl
Werkstückübereinander aufgetragene Schweißraupen
Schutzgasstrom
Bearbeitungskopf
Vorschub relativ zu Werkstück
Schmelzbad
zentrale,koaxiale oderlaterale Zufuhr von Pulver oder Draht
Additives Auftragschweißen (LMD)Synonyme: Direct Metal Deposition (DMD™), Laser Metal Deposition (LMD), Laser Engineered Net Shaping (LENS™), Elektronenstrahlbasierte Additive Fertigung (EBAM™) Kategorie: Directed Energy Deposition, Gerichtete EnergiedepositionMarkteinführung: 1997Fügeprinzip: Schmelzschweißen mit Laser- oder ElektronenstrahlKonturerzeugung: Führen von Optik und Düse bzw. Drahtvorschub mit Linearachsen oder KnickarmroboternWerkstoffe: schweißgeeignete Metalle und Metalllegierungen, keramische VerstärkungspartikelBesonderheiten: Schweißen von Metall, das als Pulver mittels Gasstrom in die Schmelze gefördert wird oder als Draht mittels Laser- oder Elektronenstrahl; Aufbau auf Freiformflächen möglich; Schichtweise Variation der Werkstoffzusammensetzung leicht umsetzbar
3.2 Heutige Anwendungsfelder
Im folgenden Kapitel werden die heutigen Anwendungsfelder der Additiven Ferti-gung als industrielle Fertigungstechnolo-gie dargelegt. Im Wesentlichen sind dies der Prototypenbau, die Herstellung von Modellen und Formen, Hilfsmittel wie Vorrichtungen, Lehren und Bohrschab-lonen sowie last but not least die Herstel-lung von Endprodukten. Der sich entwi-ckelnde Einsatz von Additiver Fertigung in weiteren Anwendungsbereichen (z. B. Medizin, Kunst, Heim-3D-Druck) liegt nicht im Fokus dieser Beschreibung.
PrototypenbauEines der ersten Einsatzgebiete für addi-tive Fertigungsverfahren war der Proto-typenbau, aus dem sie heute nicht mehr wegzudenken sind. Entscheidend sind in diesem Bereich vor allem die sehr kurzen Lieferfristen, die die Additive Fertigung bieten kann. Erhöhte Kosten sind dage-gen tolerierbar.
Je nach Verwendungszweck unterschei-det man zwischen:
• Konzept- oder Visualisierungsmodel-len mit rein ästhetischen Funktionen (3DP, LOM™, SLA™, PJM™, FDM™),
• Geometrieprototypen zum Beispiel für Einbauuntersuchungen (FDM™, PJM™, SLA™, SLS™),
• Funktionsprototypen, die einzelne de-finierte Funktionen des späteren Pro-dukts erfüllen müssen (SLS™, FDM™, SLM™),
• sogenannten technischen Prototypen, die sich nur durch den Herstellweg vom Originalteil unterscheiden – aber nicht in Werkstoff, Geometrie und Funktionen (SLM™, EBM™).
Herstellung von Modellen und FormenAdditive Fertigungsverfahren selbst kommen zwar ohne Modelle und Formen aus und stellen das Bauteil direkt aus 3D-Daten her, aber sie werden in großem Umfang eingesetzt, um ebensolche her-zustellen. Oftmals wäre die Alternative reine Handarbeit, so zum Beispiel beim Modellieren von Ausschmelzmodellen aus Wachs für den Feinguss (PJM™, SLA™) oder von Positivmodellen, mit deren Hilfe Sandformen oder Silikon-
20 Ausgangssituation
einigen Hunderttausenden deutliche Ein-sparungen ermöglicht.
Vorrichtungen, Lehren, BohrschablonenBei der Herstellung von Hilfsmitteln für Produktionsumgebungen und für chir-urgische Operationen, werden additive Fertigungsverfahren ebenfalls seit Jahren eingesetzt. Durch moderne Bildgebungs-verfahren lässt sich die patientenindivi-duelle Anatomie digital erfassen und zur Ableitung von anatomisch geformten Me-dizinprodukten verwenden. Dabei werden zum Beispiel Zahnimplantate anhand von computertomographischen Daten ge-plant. Anschließend wird eine Bohrscha-blone via SLA™ gefertigt, die den Bohrer gemäß der 3D-Planung führt und so den Operateur dabei unterstützt, schnell und präzise zu arbeiten. Ganz ähnliche Bohr-schablonen für Operationen am Kniege-lenk werden durch SLS™ hergestellt und klinisch angewandt.
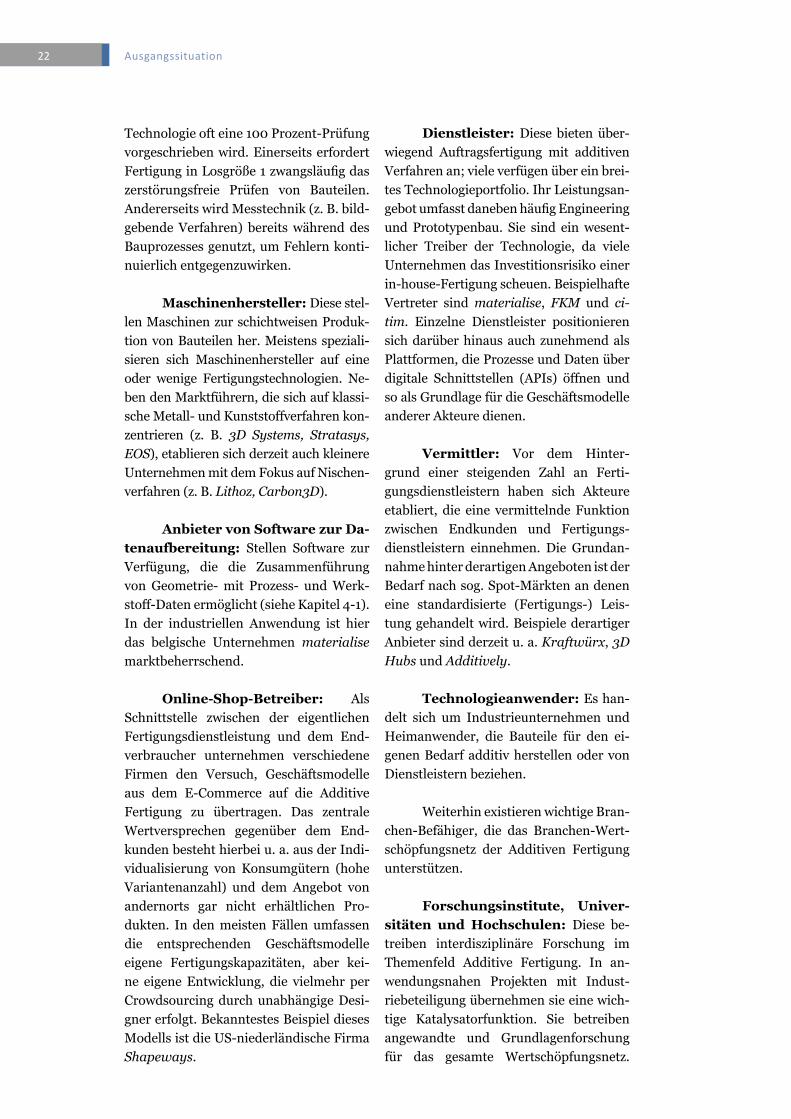
Herstellung von Endprodukten Zur individuellen Maßanfertigung von Im-Ohr-Hörgeräten oder hochwertigem Gehörschutz hat sich bis heute nahe-zu ausschließlich die SLA-Variante der Firma Envisiontec™ durchgesetzt. Eine im Vergleich dazu noch etwas geringere, aber stetig wachsende Marktdurchdrin-gung erreicht die Fertigung der Gerüs-te von Zahnkronen (Abbildung 3-14), aus Kobalt-Chrom oder Goldlegierun-gen durch SLM™, die anschließend mit Keramik verblendet werden. Weitere
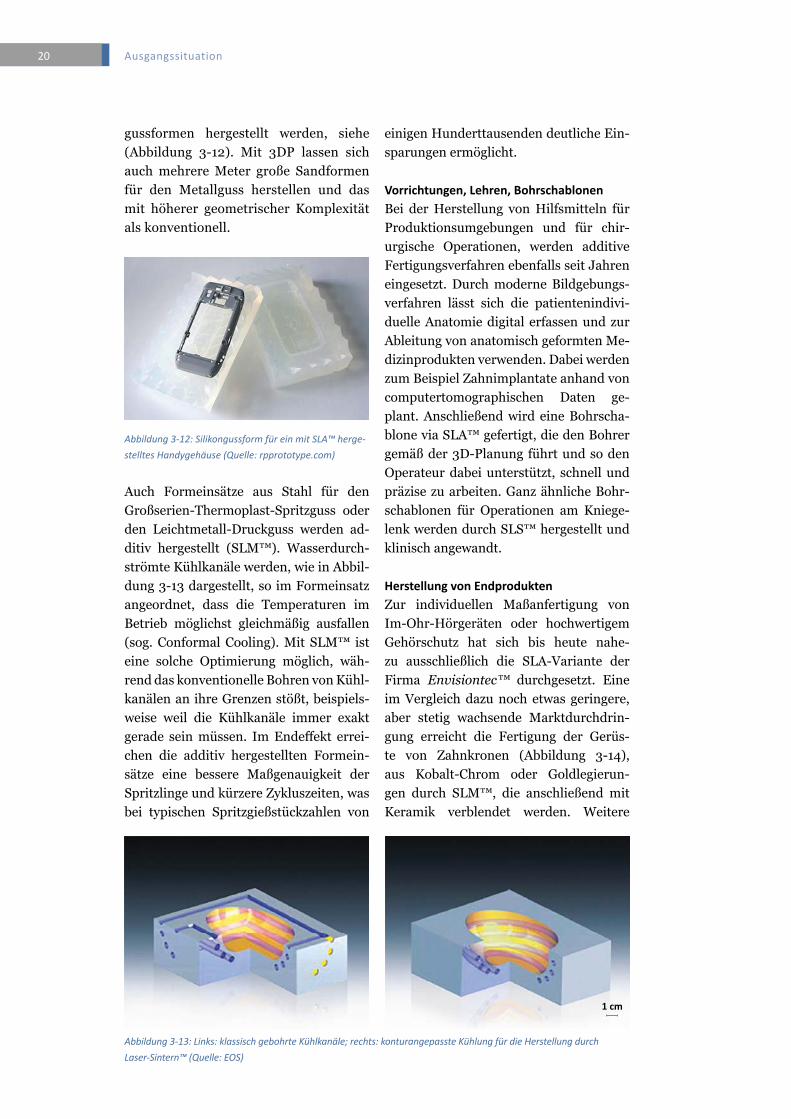
gussformen hergestellt werden, siehe (Abbildung 3-12). Mit 3DP lassen sich auch mehrere Meter große Sandformen für den Metallguss herstellen und das mit höherer geometrischer Komplexität als konventionell.
Abbildung 3-12: Silikongussform für ein mit SLA™ herge-stelltes Handygehäuse (Quelle: rpprototype.com)
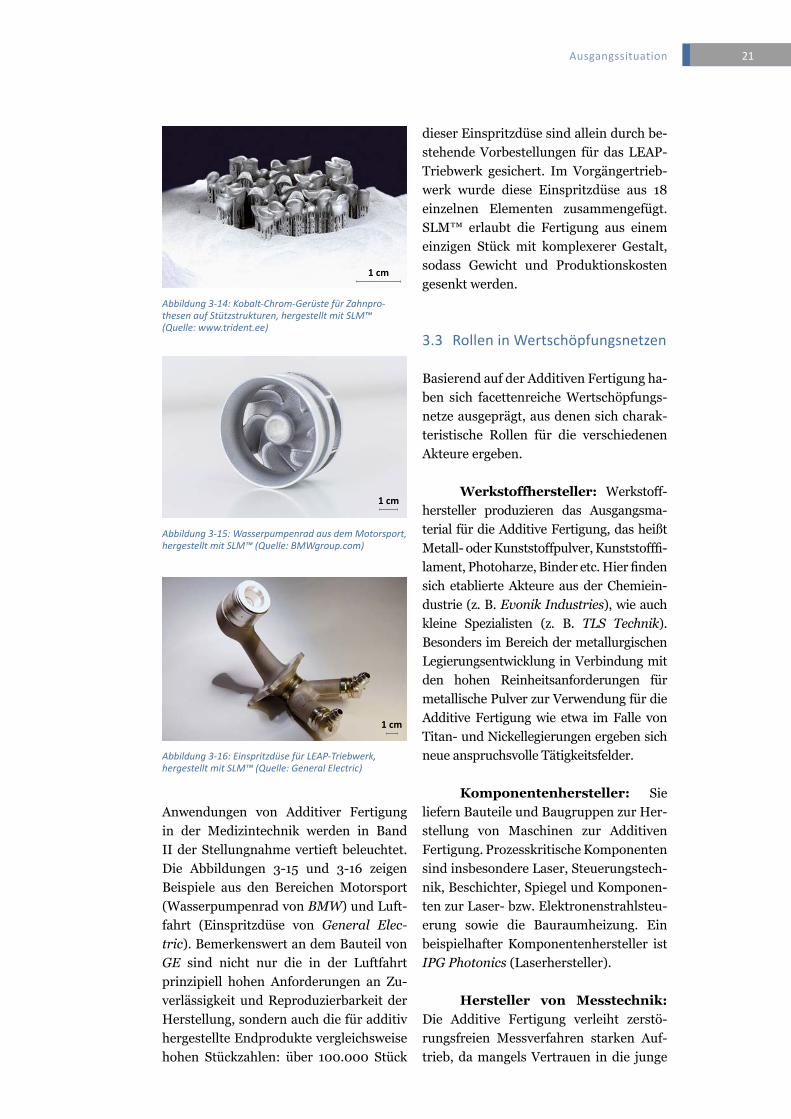
Auch Formeinsätze aus Stahl für den Großserien-Thermoplast-Spritzguss oder den Leichtmetall-Druckguss werden ad-ditiv hergestellt (SLM™). Wasserdurch-strömte Kühlkanäle werden, wie in Abbil-dung 3-13 dargestellt, so im Formeinsatz angeordnet, dass die Temperaturen im Betrieb möglichst gleichmäßig ausfallen (sog. Conformal Cooling). Mit SLM™ ist eine solche Optimierung möglich, wäh-rend das konventionelle Bohren von Kühl-kanälen an ihre Grenzen stößt, beispiels-weise weil die Kühlkanäle immer exakt gerade sein müssen. Im Endeffekt errei-chen die additiv hergestellten Formein-sätze eine bessere Maßgenauigkeit der Spritzlinge und kürzere Zykluszeiten, was bei typischen Spritzgießstückzahlen von
Abbildung 3-13: Links: klassisch gebohrte Kühlkanäle; rechts: konturangepasste Kühlung für die Herstellung durchLaser-Sintern™ (Quelle: EOS)
1 cm
21Ausgangssituation
Anwendungen von Additiver Fertigung in der Medizintechnik werden in Band II der Stellungnahme vertieft beleuchtet. Die Abbildungen 3-15 und 3-16 zeigen Beispiele aus den Bereichen Motorsport (Wasserpumpenrad von BMW) und Luft-fahrt (Einspritzdüse von General Elec-tric). Bemerkenswert an dem Bauteil von GE sind nicht nur die in der Luftfahrt prinzipiell hohen Anforderungen an Zu-verlässigkeit und Reproduzierbarkeit der Herstellung, sondern auch die für additiv hergestellte Endprodukte vergleichsweise hohen Stückzahlen: über 100.000 Stück
dieser Einspritzdüse sind allein durch be-stehende Vorbestellungen für das LEAP-Triebwerk gesichert. Im Vorgängertrieb-werk wurde diese Einspritzdüse aus 18 einzelnen Elementen zusammengefügt. SLM™ erlaubt die Fertigung aus einem einzigen Stück mit komplexerer Gestalt, sodass Gewicht und Produktionskosten gesenkt werden.
3.3 Rollen in Wertschöpfungsnetzen
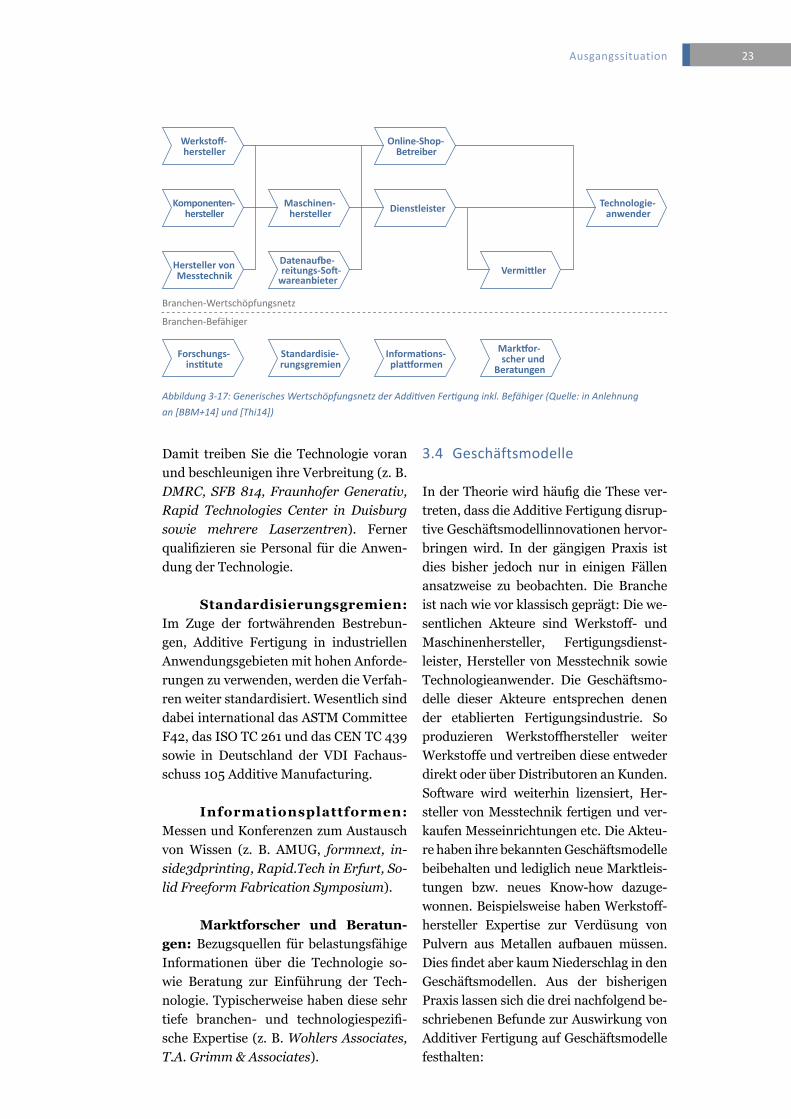
Basierend auf der Additiven Fertigung ha-ben sich facettenreiche Wertschöpfungs-netze ausgeprägt, aus denen sich charak-teristische Rollen für die verschiedenen Akteure ergeben.
Werkstoffhersteller: Werkstoff-hersteller produzieren das Ausgangsma-terial für die Additive Fertigung, das heißt Metall- oder Kunststoffpulver, Kunststofffi-lament, Photoharze, Binder etc. Hier finden sich etablierte Akteure aus der Chemiein-dustrie (z. B. Evonik Industries), wie auch kleine Spezialisten (z. B. TLS Technik). Besonders im Bereich der metallurgischen Legierungsentwicklung in Verbindung mit den hohen Reinheitsanforderungen für metallische Pulver zur Verwendung für die Additive Fertigung wie etwa im Falle von Titan- und Nickellegierungen ergeben sich neue anspruchsvolle Tätigkeitsfelder.
Komponentenhersteller: Sie liefern Bauteile und Baugruppen zur Her-stellung von Maschinen zur Additiven Fertigung. Prozesskritische Komponenten sind insbesondere Laser, Steuerungstech-nik, Beschichter, Spiegel und Komponen-ten zur Laser- bzw. Elektronenstrahlsteu-erung sowie die Bauraumheizung. Ein beispielhafter Komponentenhersteller ist IPG Photonics (Laserhersteller).
Hersteller von Messtechnik: Die Additive Fertigung verleiht zerstö-rungsfreien Messverfahren starken Auf-trieb, da mangels Vertrauen in die junge
Abbildung 3-14: Kobalt-Chrom-Gerüste für Zahnpro-thesen auf Stützstrukturen, hergestellt mit SLM™ (Quelle: www.trident.ee)
Abbildung 3-15: Wasserpumpenrad aus dem Motorsport, hergestellt mit SLM™ (Quelle: BMWgroup.com)
Abbildung 3-16: Einspritzdüse für LEAP-Triebwerk,hergestellt mit SLM™ (Quelle: General Electric)
1 cm
1 cm
1 cm
22 Ausgangssituation
Technologie oft eine 100 Prozent-Prüfung vorgeschrieben wird. Einerseits erfordert Fertigung in Losgröße 1 zwangsläufig das zerstörungsfreie Prüfen von Bauteilen. Andererseits wird Messtechnik (z. B. bild-gebende Verfahren) bereits während des Bauprozesses genutzt, um Fehlern konti-nuierlich entgegenzuwirken.
Maschinenhersteller: Diese stel-len Maschinen zur schichtweisen Produk-tion von Bauteilen her. Meistens speziali-sieren sich Maschinenhersteller auf eine oder wenige Fertigungstechnologien. Ne-ben den Marktführern, die sich auf klassi-sche Metall- und Kunststoffverfahren kon-zentrieren (z. B. 3D Systems, Stratasys, EOS), etablieren sich derzeit auch kleinere Unternehmen mit dem Fokus auf Nischen-verfahren (z. B. Lithoz, Carbon3D).
Anbieter von Software zur Da-tenaufbereitung: Stellen Software zur Verfügung, die die Zusammenführung von Geometrie- mit Prozess- und Werk-stoff-Daten ermöglicht (siehe Kapitel 4-1). In der industriellen Anwendung ist hier das belgische Unternehmen materialise marktbeherrschend.
Online-Shop-Betreiber: Als Schnittstelle zwischen der eigentlichen Fertigungsdienstleistung und dem End-verbraucher unternehmen verschiedene Firmen den Versuch, Geschäftsmodelle aus dem E-Commerce auf die Additive Fertigung zu übertragen. Das zentrale Wertversprechen gegenüber dem End-kunden besteht hierbei u. a. aus der Indi-vidualisierung von Konsumgütern (hohe Variantenanzahl) und dem Angebot von andernorts gar nicht erhältlichen Pro-dukten. In den meisten Fällen umfassen die entsprechenden Geschäftsmodelle eigene Fertigungskapazitäten, aber kei-ne eigene Entwicklung, die vielmehr per Crowdsourcing durch unabhängige Desi-gner erfolgt. Bekanntestes Beispiel dieses Modells ist die US-niederländische Firma Shapeways.
Dienstleister: Diese bieten über-wiegend Auftragsfertigung mit additiven Verfahren an; viele verfügen über ein brei-tes Technologieportfolio. Ihr Leistungsan-gebot umfasst daneben häufig Engineering und Prototypenbau. Sie sind ein wesent-licher Treiber der Technologie, da viele Unternehmen das Investitionsrisiko einer in-house-Fertigung scheuen. Beispielhafte Vertreter sind materialise, FKM und ci-tim. Einzelne Dienstleister positionieren sich darüber hinaus auch zunehmend als Plattformen, die Prozesse und Daten über digitale Schnittstellen (APIs) öffnen und so als Grundlage für die Geschäftsmodelle anderer Akteure dienen.
Vermittler: Vor dem Hinter-grund einer steigenden Zahl an Ferti-gungsdienstleistern haben sich Akteure etabliert, die eine vermittelnde Funktion zwischen Endkunden und Fertigungs-dienstleistern einnehmen. Die Grundan-nahme hinter derartigen Angeboten ist der Bedarf nach sog. Spot-Märkten an denen eine standardisierte (Fertigungs-) Leis-tung gehandelt wird. Beispiele derartiger Anbieter sind derzeit u. a. Kraftwürx, 3D Hubs und Additively.
Technologieanwender: Es han-delt sich um Industrieunternehmen und Heimanwender, die Bauteile für den ei-genen Bedarf additiv herstellen oder von Dienstleistern beziehen.
Weiterhin existieren wichtige Bran-chen-Befähiger, die das Branchen-Wert-schöpfungsnetz der Additiven Fertigung unterstützen.
Forschungsinstitute, Univer-sitäten und Hochschulen: Diese be-treiben interdisziplinäre Forschung im Themenfeld Additive Fertigung. In an-wendungsnahen Projekten mit Indust-riebeteiligung übernehmen sie eine wich-tige Katalysatorfunktion. Sie betreiben angewandte und Grundlagenforschung für das gesamte Wertschöpfungsnetz.
23Ausgangssituation
Damit treiben Sie die Technologie voran und beschleunigen ihre Verbreitung (z. B. DMRC, SFB 814, Fraunhofer Generativ, Rapid Technologies Center in Duisburg sowie mehrere Laserzentren). Ferner qualifizieren sie Personal für die Anwen-dung der Technologie.
Standardisierungsgremien: Im Zuge der fortwährenden Bestrebun-gen, Additive Fertigung in industriellen Anwendungsgebieten mit hohen Anforde-rungen zu verwenden, werden die Verfah-ren weiter standardisiert. Wesentlich sind dabei international das ASTM Committee F42, das ISO TC 261 und das CEN TC 439 sowie in Deutschland der VDI Fachaus-schuss 105 Additive Manufacturing.
Informationsplattformen: Messen und Konferenzen zum Austausch von Wissen (z. B. AMUG, formnext, in-side3dprinting, Rapid.Tech in Erfurt, So-lid Freeform Fabrication Symposium).
Marktforscher und Beratun-gen: Bezugsquellen für belastungsfähige Informationen über die Technologie so-wie Beratung zur Einführung der Tech-nologie. Typischerweise haben diese sehr tiefe branchen- und technologiespezifi-sche Expertise (z. B. Wohlers Associates, T.A. Grimm & Associates).
3.4 Geschäftsmodelle
In der Theorie wird häufig die These ver-treten, dass die Additive Fertigung disrup-tive Geschäftsmodellinnovationen hervor-bringen wird. In der gängigen Praxis ist dies bisher jedoch nur in einigen Fällen ansatzweise zu beobachten. Die Branche ist nach wie vor klassisch geprägt: Die we-sentlichen Akteure sind Werkstoff- und Maschinenhersteller, Fertigungsdienst-leister, Hersteller von Messtechnik sowie Technologieanwender. Die Geschäftsmo-delle dieser Akteure entsprechen denen der etablierten Fertigungsindustrie. So produzieren Werkstoffhersteller weiter Werkstoffe und vertreiben diese entweder direkt oder über Distributoren an Kunden. Software wird weiterhin lizensiert, Her-steller von Messtechnik fertigen und ver-kaufen Messeinrichtungen etc. Die Akteu-re haben ihre bekannten Geschäftsmodelle beibehalten und lediglich neue Marktleis-tungen bzw. neues Know-how dazuge-wonnen. Beispielsweise haben Werkstoff-hersteller Expertise zur Verdüsung von Pulvern aus Metallen aufbauen müssen. Dies findet aber kaum Niederschlag in den Geschäftsmodellen. Aus der bisherigen Praxis lassen sich die drei nachfolgend be-schriebenen Befunde zur Auswirkung von Additiver Fertigung auf Geschäftsmodelle festhalten:
Abbildung 3-17: Generisches Wertschöpfungsnetz der Additiven Fertigung inkl. Befähiger (Quelle: in Anlehnung an [BBM+14] und [Thi14])
Werkstoff-hersteller
Komponenten-hersteller
Hersteller von Messtechnik
Forschungs-institute
Maschinen-hersteller
Datenaufbe-reitungs-Soft-
wareanbieter
Standardisie-rungsgremien
Online-Shop-Betreiber
Dienstleister
Informations-plattformen
Vermittler
Marktfor-scher und
Beratungen
Technologie-anwender
Branchen-Wertschöpfungsnetz
Branchen-Befähiger

24 Ausgangssituation
Anwendung etablierter Geschäftsmodellmuster
Anders als bei gängigen Fertigungsver-fahren hat es sich als Besonderheit der Branche der Additiven Fertigung heraus-gebildet, dass Maschinenhersteller ihre Marktleistung um Werkstoffe und Pro-zessparameter erweitert haben. Dabei verfolgen viele Anbieter das aus dem Kon-sumentenbereich bekannte Geschäftsmo-dellmuster „Razor and Blade“10 – das heißt komplementäre Marktleistungen, wie Werkstoffe und Prozessparameter müs-sen exklusiv bezogen werden. Die hohen Preise von Werkstoffen und Prozesspara-metern generieren einen erheblichen Teil des Umsatzes und eine hohe Marge. Ein weiteres Beispiel für ein Geschäftsmo-dellmuster ist das Muster Orchestrator, welches vom Unternehmen additively an-gewendet wird: Das Unternehmen selbst fertigt keine Bauteile mittels Additiver Fertigung, sondern vermittelt lediglich Produktionskapazitäten. Offenbar spielen in der Branche Additive Fertigung etab-lierte Geschäftsmodellmuster eine wichtige Rolle. Diese Beobachtung deckt sich mit der Erkenntnis von Gassmann et al., dass 90 Prozent aller Geschäftsmodel-le auf einige wenige Muster zurückzufüh-ren sind [GFC13].
Erweiterung von Schlüsselaktivitäten und Schlüsselpartnern
Geschäftsmodelle im Kontext Additive Fertigung erfordern oft eine Anpassung der nötigen Schlüsselaktivitäten oder Schlüsselpartner. Beispielsweise müs-sen Dienstleister ihre Auftraggeber häufig hinsichtlich der Gestaltung von Bauteilen beraten. Als Gründe hierfür lassen sich geänderte Konstruktive Freiheitsgrade, fehlende Standards und geringes Wissen über verfahrensabhängige Einschrän-kungen und die vorteilhafte Konstrukti-on von Bauteilen für additive Verfahren ausmachen. Diesen Herausforderungen
10 Auch „Lock-in“ oder „Bait and Hook“ genannt. Siehe Nespresso, Gillette oder HP [GFC13].
wird durch den Einbezug externer Schlüs-selpartner oder den Aufbau von tiefge-hendem Prozessverständnis begegnet. Infolgedessen kommt Dienstleistern im Wertschöpfungsnetz der Additiven Ferti-gung eine hohe Bedeutung zu. Es handelt sich bei ihnen keineswegs um austausch-bare Ausführer, sondern um wesentliche Befähiger für die industrielle Verbreitung der Technologie.
Geschäftsmodelle mit individuellem Nutzenversprechen
Anbieter digitaler Dienste zur Herstellung von individuellen Bauteilen sind nicht grundsätzlich neu. So wurde bereits im Jahr 2003 das Unternehmen eMachine-Shop gegründet, welches Kunden eine ein-fach zu bedienende CAD-Software anbie-tet. Nachdem der Kunde selbstständig die CAD-Daten erstellt hat, fertigt eMachine-Shop die Bauteile im eigenen Maschinen-park und liefert sie aus. Auch in der Additi-ven Fertigung haben sich derartige Dienste schnell etabliert (zum Beispiel Shapeways, i.materialise etc.). Das Besondere ist hier jedoch, dass sie eine sehr direkte Form der Kundeninteraktion in Kombination mit hohem Gestaltungsfreiraum er-möglichen. Kunden können aus einem be-stehenden Portfolio an CAD-Daten wählen und diese individualisieren. So bietet der Anbieter trinckle 3D einen cloud-basierten Marktplatz an, auf dem Anbieter von CAD-Daten exakt spezifizieren können, welche Freiheitsgrade Kunden haben, um Bauteile zu individualisieren (z. B. Abmessungen). In Verbindung mit intuitiven 3D-CAD Web-Applikationen können Produkte also bis auf Losgröße 1 maßgeschneidert wer-den, sodass sie den Kundenanforderungen bestmöglich gerecht werden. Eine weitere Entwicklung jüngeren Datums ist die Ent-stehung digitaler Schnittstellen, die sich nicht an Endanwender richten, sondern an Unternehmen, deren Geschäftsmodell auf einem automatisierten Outsourcing der Fertigung aufbaut. Ein Beispiel ist die ma-terialise API des gleichnamigen Anbieters, die eine White-Label-Funktionalität bietet,

25Ausgangssituation
bei der die Fertigung von Materialise in Geschäftsmodelle Dritter integriert wird, ohne dass dies für den Kunden ersichtlich wäre.
3.5 Erfolgsfaktoren
Für die vorliegende Stellungnahme be-werteten Wissenschaftlerinnen und Wis-senschaftler sowie Unternehmensvertre-terinnen und Unternehmensvertreter 14 Erfolgsfaktoren, die starken Einfluss auf das Technologiefeld Additive Ferti-gung haben. Die Befragten schätzten zum einen die Bedeutung des Erfolgsfaktors für die industrielle Anwendung (Ordina-te) ein und zum anderen die derzeitige Position Deutschlands in diesem Betrach-tungsbereich (Abszisse).11 Abbildung 3-18
11 Zeitraum der Befragung: 18. Januar 2016 – 29. Januar 2016. Anzahl der Befragten: 84 aus Wissenschaft und Industrie Die Erfolgsfaktoren wurden im Rahmen eines Workshops der Projektgruppe bestimmt [Wor14b].
stellt die Ergebnisse grafisch dar, danach ergeben sich drei charakteristische Berei-che im Erfolgsfaktorenportfolio:
• Kritische Erfolgsfaktoren: Hier handelt es sich um Faktoren, die eine hohe Bedeutung aufweisen, die Leis-tungsposition aber schwach bzw. nicht stark genug ist. Daraus ergibt sich für neun Faktoren ein Handlungsbedarf. Besonders bedeutend ist die Verfüg-barkeit von robusten Maschinen mit reproduzierbarem Output. Maschinen und Anlagen der Additiven Fertigung werden diesem Anspruch derzeit nicht gerecht. Bauteile weisen oft unter-schiedliche Bauteileigenschaften oder Geometrien auf, obwohl sie auf Basis der gleichen Daten gefertigt wurden. Ferner ist die Maschinenproduktivität
Bede
utun
g de
s Erf
olgs
fakt
ors
Derzeitige Position der Additiven Fertigung
KritischeErfolgsfaktoren
Maschinen-produktivität
Normen und Standards
Datensicherheit
Fachkräfte
Verfügbarkeit von Werkstoffen
Befähiger zurEinführung von AM (Forschungs-institute etc.)
Maschinen mitreproduzierbarem Output
Konstruktions- bzw. Gestaltungsrichtlinien
Automatisierung von Prozessketten
Qualitätssicherungs-Methoden
Position von Deutschland in derGrundlagenforschung
Rechtssicherheit Produkthaftung
Existenz einer Forschungs-Roadmap
Integration inbestehende Fertigungsprozesse
AusgeglicheneErfolgsfaktoren
ÜberbewerteteErfolgsfaktoren
4
3
2
1
0
sehrhoch
sehrniedrig
sehr schwach
sehrstark
1 2 3 4
Abbildung 3-18: Erfolgsfaktorenportfolio für das Technologiefeld Additive Fertigung (Quelle: eigene Darstellung)
26 Ausgangssituation
heit bei der Produkthaftung und Da-tensicherheit in digitalen Prozessket-ten kritisch. Eine eindeutige Stärke ist die Grundlagenforschung in Deutsch-land. Dies gilt es auch in Zukunft si-cherzustellen. Darüber hinaus exis-tieren derzeit genügend Befähiger für Additive Fertigung. Im Wesentlichen sind dies Dienstleister, Forschungs-institute und einschlägige Unterneh-mensberatungen.
• Überbewertete Erfolgsfaktoren: Dies wären Faktoren, die eine hohe Leistungsposition aufweisen aber we-niger relevant sind. Es ist für eine jun-ge Technologie typisch, dass in diesem Bereich zunächst keine Faktoren anzu-treffen sind.
Insgesamt existieren keine signifikanten Unterschiede in den Bewertungen aus der Wissenschaft und der Industrie.
und Automatisierung der Prozessket-ten zu verbessern, so ein Ergebnis der Befragung. Weiterhin muss die Ver-fügbarkeit geeigneter Werkstoffe ge-währleistet werden, um die industrielle Anwendung auszuweiten. Handlungs-bedarf ergibt sich auch im Bereich der verfahrensspezifischen Gestaltungs- und Konstruktionsrichtlinien (siehe auch [TDD+15]). Zur Verbreitung der Technologie im industriellen Maßstab mangelt es an automatisierten Pro-zessketten sowie Methoden zur Inte-gration in bestehende Fertigungspro-zesse. Die Existenz von Normen und Standards ist erfolgskritisch für die Additive Fertigung. Unter anderem, entwickeln der VDI und die interna-tionale Standardisierungsorganisati-on ASTM International derzeit Stan-dards12. Weiterhin müssen Methoden zur Qualitätssicherung entwickelt wer-den, um den Nachweis zu erbringen, dass additiv gefertigte Bauteile die an sie gestellten Anforderungen erfüllen. Um Additive Fertigung einsetzen zu können, bedarf es qualifizierter Fach-kräfte. Diese sind bereits heute nicht in ausreichender Anzahl verfügbar.
• Ausgeglichene Erfolgsfaktoren: Hier besteht eine Balance zwischen der Bedeutung im Wettbewerb und der Position der Branche. Dazu zäh-len die fünf Faktoren: Existenz einer Forschungsroadmap, Rechtssicherheit hinsichtlich der Produkthaftung, Da-tensicherheit, Existenz von Befähigern zur Einführung von Additiver Ferti-gung und die Position Deutschlands in der Grundlagenforschung. Wenn der Fertigungsprozess zuverlässiger und schneller wird, Additive Fertigung in der industriellen Anwendung weiter verbreitet ist und das Angebot additiv gefertigter Produkte hoch ist, werden Erfolgsfaktoren wie die Rechtssicher-
12 Weitere (internationale) Standardisierungsgremien finden sich in [VDI14].

27Erwartete Entwicklungen
4 Erwartete Entwicklungen
dungsfelder erschlossen werden können [TSE+15]. Treiber dieser Entwicklungen sind (staatlich) geförderte Forschungs-aktivitäten und Market-Pull-Effekte aus der Industrie [GE13]. Weitere relevante Fortschritte in der Fertigungstechnologie ergeben sich aus der Automatisierung, der Entwicklung hybrider Fertigungsanlagen, der Erweiterung des Werkstoffspektrums und Weiterentwicklungen der Software für Additive Fertigung.
Verbesserung der Anlagenleistungsfähigkeit in den bekannten Dimensionen
Die Leistungsfähigkeit der Fertigungs-anlagen wird in den kommenden Jahr-zehnten voraussichtlich beträchtlich zunehmen [PWC13], [RAE13]. Eine dif-ferenzierte Betrachtung der technischen Parameter ist nicht Gegenstand dieser Veröffentlichung. Verschiedene Quellen erwarten insbesondere in der metallverar-beitenden Additiven Fertigung Steigerun-gen der Aufbauraten zwischen Faktor 4 und Faktor 100 in den kommenden zehn Jahren [GEW13], [Sie14], [KTH+12]. In etablierten Fertigungstechnologien sind solche Produktivitätszuwächse um Grö-ßenordnungen nicht zu erwarten. Leis-tungssteigerungen in diesen Dimensio-nen sind voraussichtlich jedoch nur durch Grundlagenforschung und den Markt-eintritt neuer Akteure zu erreichen. Das gegenwärtige Marktwachstum lastet die Produktionskapazitäten der meist mittel-ständisch geprägten Maschinenhersteller voll aus – Verbesserungen der Maschi-nen geschehen vor diesem Hintergrund nur zögerlich. Neben der technologischen Komplexität werden Maschinenhersteller zukünftig stark mit der Skalierung ihrer Geschäftsmodelle kämpfen müssen.
Der Reifegrad der Technologie Additive Fertigung nimmt stetig zu, die Branche verzeichnet seit Jahren Wachstumsraten in der Größenordnung von etwa 30 Pro-zent [Woh16]. Vieles deutet darauf hin, dass sich Additive Fertigung als gängige Fertigungstechnologie neben den bislang etablierten flächendeckend durchsetzen wird, wenngleich es derzeit keine belast-baren Indikatoren gibt, dass Additive Fertigung die industrielle Produktion re-volutionieren wird. Dieses Kapitel stellt die technologische Entwicklung bis 2025 dar. Die entsprechenden Aussagen beru-hen auf einer Analyse der einschlägigen Literatur, Workshops und Befragungen von Expertinnen und Experten sowie auf Arbeiten der Mitglieder der Projektgrup-pe, in denen sie beispielsweise Zukunfts-szenarien der erwarteten technologischen Entwicklung sowie der Märkte und Ge-schäftsmodelle erarbeiteten [GEK+11], [GEK+12], [GEW13].
4.1 Fertigungstechnologien
Die Wechselwirkung von Technology Push und Market Pull hat zu einer hohen Vielfalt an Anwendungsfeldern geführt; diese Entwicklung dürfte sich fortsetzen. Im Folgenden wird beleuchtet, welche technologischen Entwicklungen bis 2025 zu erwarten sind. Die Entwicklung der Fertigungstechnologien fußt dabei auf zwei Innovationsrichtungen: Erstens wer-den die bestehenden Anlagen bis zu den physikalischen Grenzen weiterentwickelt. Zweitens zeichnen sich vor dem Hinter-grund der intensiven Forschungsarbeit in der Maschinenentwicklung bis 2025 wei-tere Verfahren ab, mit denen neue Anwen-

28 Erwartete Entwicklungen
gung derzeit sehr viele manuelle Prozess-schritte bedingt – sowohl im Kernprozess, wie auch in vor- und nachgelagerten Ope-rationen. Einhergehend mit der Automa-tisierung von Maschinen und Anlagen für Additive Fertigung wird auch die Menge der zu verarbeitenden Prozess- und Bau-teildaten exponentiell wachsen. Maschi-nenhersteller werden daher mittelfristig Lösungen für Big Data in ihr Marktleis-tungsportfolio aufnehmen müssen. Grund dafür ist die marktseitige Forderung nach stabilen und reproduzierbaren Prozessen.
Zunahme der TechnologievielfaltEin Charakteristikum der technologischen Entwicklung der Additiven Fertigung ist, dass die Verfahren weitestgehend auf unterschiedliche Anwendungsfelder ab-zielen – das heißt ein Unternehmen hat bisher nur in Ausnahmefällen die Wahl, welches Verfahren es verwenden kann. Zu spezifisch sind die Vor- und Nachtei-le der einzelnen Verfahren. Das wird sich wohl auch in naher Zukunft nicht ändern [Wor14b]. Von Zeit zu Zeit entstehen al-lerdings neue Verfahren, die das Grund-prinzip des schichtweisen Werkstoffauf-baus durch andere Lösungsprinzipien realisieren. Diese neuen Verfahren öffnen das Anwendungsspektrum. Als Beispiel dafür kann das kürzlich bekannt geworde-ne Clipping-Verfahren angeführt werden. Durch die Erweiterung des etablierten DLP™-Photopolymerisations-Verfahrens um ein sauerstoff- und lichtdurchlässiges Projektorfenster und angepasste Werk-stoffe konnte die Baugeschwindigkeit beträchtlich gesteigert werden [TSE+15]. Ein weiteres Charakteristikum vieler additiv hergestellter Bauteile ist die An-isotropie der Werkstoffkennwerte, d. h. dass z. B. die Festigkeit stark von der Be-lastungsrichtung eines Bauteils abhängt, diese Eigenschaft ist Folge der Orientie-rung eines Bauteils im Bauraum während der Herstellung [NLR+13]. Dies kann mitunter auch vorteilhaft genutzt wer-den, z. B. für Bauteile, die hauptsächlich in wenigen Vorzugsrichtungen belastet
Auch zukünftig werden die wesent-lichen Differenzierungsmerkmale von Ma-schinenherstellern schnellere Bauzeiten, höhere Qualität und größerer Bauraum sein. So wirbt der deutsche Maschinenher-steller ConceptLaser in seiner neusten Ma-schinengeneration mit einem um 27 Pro-zent vergrößerten Bauraum und versucht damit seine Marktposition als Anbieter von Metallmaschinen mit großen Baukammern weiter zu festigen [CL16a-ol]. In Südafrika entsteht durch starke staatliche Förderung derzeit sogar eine SLM™-Maschine mit ei-ner 2000 mm x 600 mm x 600 mm großen Baukammer [Wat15-ol]. Gegenüber dem heutigen Stand der Technik wäre dies eine Vergrößerung um etwa Faktor 20.
Technologieanwender bemängeln bisweilen auch die geringe Verfügbarkeit der Maschinen: Grund dafür sind mitun-ter unerwartete Wartungseingriffe und allgemein kurze Wartungsintervalle zum Wechsel von z. B. Filtern. Maschinenher-steller werden entsprechend reagieren und beispielsweise größere Filter verbau-en, um die Maschinenverfügbarkeit zu erhöhen [CL16b-ol]. Des Weiteren enthal-ten die neuesten Generationen von Me-tall-Laserschmelzanlagen bereits mehrere Laser und werden zukünftig um automa-tische Fördersysteme ergänzt [SLM15-ol].
Maschinen und Anlagen der Ad-ditiven Fertigung werden in Zukunft als gekapselte, autarke Systeme verfügbar sein – die Anwender stehen mit dem Pulver nicht in Kontakt, das Handling von Pulver und Bauteil geschieht vollau-tomatisch [EOS16-ol]. Auch sogenannte Online-Überwachungsfunktionen werden zunehmend in bestehende Maschinen eingebracht [Wor14b], [AI15-ol]. So ist zu erwarten, dass zukünftig bereits während des Bauprozesses die Qualität der Erzeug-nisse überprüft werden kann. Die Auto-matisierung der Maschinen und Anlagen der Additiven Fertigung wird eine der zentralen technologischen Entwicklungen sein. Hintergrund ist, dass Additive Ferti-

29Erwartete Entwicklungen
Arbeitsräumen bearbeitet [AI15-ol]. Dies kompensiert einen wesentlichen Nach-teil hybrider Fertigungsmaschinen mit nur einer Baukammer: Die deutlich un-terschiedlichen Bearbeitungszeiten von additiver und konventioneller Fertigung, welche zu langen Stillstandszeiten von z. B. Fräsköpfen führen. Ein wesentlicher Erfolgsfaktor für derartige Anlagen ist die Modularisierung der einzelnen Bear-beitungsschritte. Ein Anbieter, der solche Anlagen zukünftig zur Verfügung stellen möchte, ist Additive Industries.
Steigende WerkstoffvielfaltUm die Anforderungen neuer Anwen-dungsfelder (wie der Automobilindustrie) zu erfüllen, werden dedizierte Werkstof-fe entwickelt [Str15], [WEG15], [Yad09]. Da in der Additiven Fertigung vermehrt Endbauteile gefertigt werden, steigen die Anforderungen an Pulver, Filamen-te, Harze etc. Heute existieren bereits anspruchsvolle Werkstoffe für einzel-ne Anwendungsbereiche, wie die Luft-fahrt. Probleme bereiten bis heute jedoch Hochleistungswerkstoffe, die z. B. schwer schweißbar sind. Um Additive Fertigung auch für Hochtemperaturanwendungen einsetzen zu können, müssen neue Werk-stoffe oder andere Verfahren entwickelt werden.
Zukünftig werden Kombinationen von Werkstoffen gleicher Art (zweier Me-talle) oder unterschiedlicher Art (zum Beispiel Kunststoffe mit glasfaserver-stärkten Kunststoffen) erprobt und ange-wendet. So lassen sich neue Eigenschaften in Bauteilen durch die eingesetzten Werk-stoffe realisieren. Darüber hinaus werden maßgeschneiderte Werkstoffe entwickelt, die in Kombination mit standardisierten Prozessbedingungen vorteilhafte Bauteil-eigenschaften erzeugen [Wor14b]. Derzeit wird die Verarbeitung von Titanalumini-den [SK14], Formgedächtniswerkstoffen [HMF12] und metallischen Gläsern er-forscht [KAH+15]. Besonders bei diesen Werkstoffen ist, dass sie bei konventionel-
werden. Es bedarf zukünftig jedoch geeig-neter Software, um derartige Eigenschaf-ten bereits bei der Bauteilkonstruktion zu berücksichtigen.
Verbreitung hybrider Fertigungsmaschinen und -anlagen
Additive Fertigung zeigt ihre Vorzüge insbesondere dort, wo es gilt, komple-xe Geometrien zu erstellen. Allerdings erreicht die Technologie die Produktivi-tät konventioneller Fertigungsverfahren noch nicht: Etablierte Verfahren wie das Drehen und Fräsen zeichnen sich durch hohe Genauigkeit und Oberflächengü-ten sowie kurze Bearbeitungszeiten aus [MAV14-ol], [DMG15-ol]. Dies haben Ma-schinenhersteller erkannt und ergänzen Additive Fertigung mit konventionellen Fertigungstechniken. Dafür steht der Be-griff hybride Fertigungsmaschine bzw. -anlage. Diese Maschinen bieten hohe Genauigkeiten und Oberflächengüten, je-doch muss eine gewisse Einschränkung der Geometriefreiheit in Kauf genommen werden. Bei hybriden Fertigungsmaschi-nen zeichnen sich zwei Strömungen ab:
Bearbeitung in einer Bau-kammer: Dabei handelt es sich um Ma-schinen, welche die Bearbeitung in einer einzelnen, geschlossenen Baukammer ermöglichen. Ein wesentliches Alleinstel-lungsmerkmal dieser Maschinenart ist die Möglichkeit, Nachbearbeitungsoperatio-nen an Bereichen durchzuführen, die am Fertigteil nicht mehr erreichbar sind. Das heißt nach jeder Schicht können klassi-sche Bearbeitungsoperationen stattfin-den. Beispielhafte Anbieter solcher Ma-schinen sind DMG Mori oder Matsuura.
Bearbeitung in mehreren Bau-kammern: Hier sind Maschinen der Ad-ditiven Fertigung in einer automatisierten Anlage integriert. Darin lassen sich der Additiven Fertigung vor- und nachgela-gerte Prozessschritte nach Bedarf kon-figurieren. Die Bauteile werden also in unterschiedlichen Baukammern bzw.

30 Erwartete Entwicklungen
ler Fertigung Geometriebeschränkungen unterliegen und typischerweise sehr hohe Kosten in der Verarbeitung aufweisen.
Ein weiterführendes Beispiel liefer-ten Forscher des Massachusetts Institute of Technology Ende 2014: Sie entwickel-ten sog. programmable bzw. architec-tured materials“ (Metamaterialien), die sich ausschließlich additiv fertigen lassen. Diese sind in der Lage, ihre Geometrie durch Licht, Schall oder elektrische Im-pulse zu verändern [Thi15-ol].
Verbreitung von Software für technologiespezifisches CAD
Die Datenaufbereitung für Additive Fer-tigung ist derzeit noch ein aufwändiger, mehrschrittiger Prozess (siehe Kapitel 3.1 und 3.3). Zukünftig ist zu erwarten, dass CAD-Software verfügbar ist, die die spezifischen Randbedingungen der Technologien direkt bei der Erstellung des 3D-Modells berücksichtigt. Das be-deutet: Die Datenaufbereitung für Addi-tive Fertigung wird zukünftig teilweise in CAD-Software integriert. Erste Ansät-ze dazu finden sich bereits heute: So hat der CAD-Software-Hersteller Autodesk im Jahr 2015 den AM-Softwarehersteller netfabb aufgekauft, u. a. mit dem Ziel, die eigene CAD-Software für Additive Fertigung weiterzuentwickeln. Dies ist ein Indiz dafür, dass Additive Fertigung mittlerweile auch für große Akteure eine relevante Marktgröße erreicht hat. Über die reine CAD Anwendung hinaus wer-den auch neue Simulationswerkzeuge und Schnittstellen zu Managementsoft-waresystemen erforderlich und verfügbar sein. Aktuelle Entwicklungen im Bereich von Simulationswerkzeugen für die Ad-ditive Fertigung bestätigen diesen Trend. Das Unternehmen Altair Engineering bietet beispielsweise bereits Software zur optimierten Auslegung und Analyse von additiv zu fertigenden Bauteilen an. In Zukunft werden die CAD-Software-Hersteller ebenfalls diese Funktionali-täten zur zielorientierten additiven Fer-
tigung in ihre Software implementieren. Es wird eine Unterstützung für den An-wender vorliegen, welche ihn von Anfang der Konstruktion oder Aufnahme einer Punktewolke bis hin zur Generierung des Maschinencodes zur direkten Herstel-lung der Bauteile auf der Maschine tech-nologie- und wissensbasiert begleitet.
Im Zuge der Reifung von Software-Anwendungen für Additive Fertigung ist ferner zu erwarten, dass die Rahmenbe-dingungen von Additiver Fertigung in ein-schlägiger Software für Produktdatenma-nagement und unternehmensplanerische Aufgaben abgebildet werden können.
4.2 Anwendungen und Märkte
Im Folgenden wird dargestellt, wie sich Anwendungen und Märkte der Additiven Fertigung entwickeln werden. Zunächst werden die wesentlichen Treiber dieser Entwicklungen erläutert, danach wer-den die generellen Charakteristika eines wirtschaftlich sinnvollen Einsatzes von Additiver Fertigung zusammengefasst. Schließlich werden die sich daraus erge-benden Fortschritte in heutigen und das Entstehen von neuen Anwendungsfeldern dargelegt.
TreiberAuch zukünftig werden die flexiblen Gestaltungsmöglichkeiten von Bau-teilen der zentrale Treiber für die Ver-breitung der Additiven Fertigung sein. Wie in Kapitel 3.2 anhand zahlreicher Beispiele dargelegt, können Endbauteile mithilfe der Technologie in bisher kaum möglicher Gestalt gefertigt werden. Da-rüber hinaus beschleunigt die Additive Fertigung bestehende Prozesse. Bei-spielsweise kann der Vertrieb einem po-tenziellen Kunden schnell ein physisches Anschauungsobjekt zeigen. Weiterhin wird der Additiven Fertigung ein starkes öffentliches Interesse zuteil. Die Zunah-me von anwendungsnahen Konferenzen

31Erwartete Entwicklungen
erfüllen, Kleinserien können einfacher produziert werden. Allerdings werden vorerst Endprodukte nur in Ausnahmen individualisiert. Der hohe Aufwand für Nachbearbeitungsoperationen, z. B. für eine hohe Oberflächenqualität, steht die-ser Idee derzeit im Weg.
Ein weiterer Treiber wird die de-zentrale Fertigung sein: Die schnelle Distribution von digitalen Daten macht es theoretisch möglich, überall auf der Welt bedarfsgerecht zu produzieren, da in der Additiven Fertigung wie in keiner anderen Fertigungstechnologie zukünftig das gesamte Knowhow von der Konstruk-tion (3D-CAD-Daten) über die Werkstof-fe, Prozessparameter und Nachbehand-lungsverfahren digital vorliegt. In der Praxis sind dieser Vision allerdings Gren-zen gesetzt (siehe Kapitel 3.5). Nach wie vor müssen Maschinen, Werkstoffe und Personal dezentral vorgehalten werden. Prädestiniert für die Anwendung der de-zentralen Fertigung ist die Luftfahrt: Sie ist charakterisiert durch einen globalen Ersatzteilbedarf, lange Produktlebenszy-klen, hohe Lagerkosten und die Notwen-digkeit, die Zeit der Flugzeuge am Boden zu minimieren. Überall auf der Welt müs-sen Flugzeugersatzteile vorrätig gehalten werden, um im Bedarfsfall schnell aus-getauscht werden zu können. Zukünftig könnten einzelne Ersatzteile bei Bedarf lokal gefertigt und verbaut werden, wenn Verfahren und Bauteile Zulassungsbedin-gungen erfüllen können. Dies senkt La-ger- und Transportkosten und reduziert die Wartezeiten in der Instandsetzung. Gefördert wird diese Entwicklung durch unterentwickelte Transportinfrastruk-turen, was für viele Drittweltländer gilt. Hier kann sich selbst die Herstellung von einfachen Objekten mit Additiver Ferti-gung lohnen und neue Wertschöpfungs-strukturen schaffen. Durch 3D4D (3D for Development) können so dringend benö-tigte, einfache Gebrauchsgüter (z. B. La-borequipment) nah am Ort der Verwen-dung hergestellt werden [Hom16].
(z. B. inside3Dprinting) sowie auch die Vielzahl an Veröffentlichungen in diesem Themenfeld belegen dies. Grund für das starke öffentliche Interesse ist unter an-derem die Heimanwendung. Wie keine andere Technologie profitiert die Additive Fertigung von der Verfügbarkeit von „3D-Druckern“ für den Hausgebrauch. Durch ihre neuartige Gestalt erfahren Bauteile aus Hobbywerkstätten in einschlägigen Online-Communities große Aufmerksam-keit und fördern zudem das Interesse der Industrie. Für die weitere Verbreitung der Additiven Fertigung wird es wichtig sein, im industriellen Umfeld überzeugende Anwendungsfälle zu finden und diese öf-fentlichkeitswirksam zu kommunizieren (siehe hierzu auch Band II dieser Stel-lungnahme unter der Federführung der Leopoldina).
Als weiterer Treiber für die zukünf-tige Verbreitung der Additiven Fertigung zeichnet sich Mass Customization ab, was die Herstellung von kundenin-dividuellen Erzeugnissen zu Preisen der Massenproduktion bezeichnet [Pil06]. Ein Beispiel dafür sind kundenspezifi-scher Sohlen für Laufschuhe: Der US-amerikanische Sportartikelhersteller New Balance z. B. fertigt auf Basis bio-mechanischer Messdaten Schuhsohlen, die auf den Laufstil des Läufers ange-passt sind [WC13]. Durch das Angebot solcher kundenindividueller Lösungen differenzieren sich Unternehmen von Wettbewerbern und vermeiden die sog. Commodity-Falle – eine Situation, in der die Differenzierung hauptsächlich über den Preis stattfindet. Für solche kunde-nindividuellen Marktleistungen ist Ad-ditive Fertigung Schlüsseltechnologie [CMM+14]. Im Vergleich zu konventio-nellen Fertigungsverfahren ist die Addi-tive Fertigung insbesondere bei kleinen Stückzahlen profitabel. Grund dafür ist, dass die Technologie werkzeuglos funk-tioniert, Rüstzeiten entfallen weitgehend. So können Hersteller kundenindividu-elle Wünsche bei der Produktgestaltung

32 Erwartete Entwicklungen
Diese unterschiedlichen Faktoren wirken sich auch als starke Treiber auf die den Prozessen der Additiven Fertigung zugrunde liegenden Fügeprinzipien aus. Besonders bei sicherheitsrelevanten Bau-teilkomponenten werden sehr hohe An-forderungen an die Pulverform, chemische Zusammensetzung sowie Reinheit der zu-grundeliegenden Werkstoffe gestellt.
Charakteristika für den wirtschaftlichen Einsatz der Additiven Fertigung
• Geringe Stückzahlen (derzeit etwa <1000 Stück pro Jahr)
• Kleine Bauteilabmessungen• Einsatz teurer oder konventionell
schwer zu verarbeitender Werkstoffe• Bauteile oder Komponenten sind zu
schwer• Hohe Kosten durch (geplante und un-
geplante) Stillstandszeit von komple-xen Produktionsanlagen
• Hoher Zerspanungsgrad bei konventi-oneller Konstruktion
• Sehr lange Produktentwicklungszeiten durch z. B. Werkzeugbau
• Hohe Betriebskosten im Verhältnis zu den Anschaffungskosten (vgl. Flug-zeug)
• Dezentraler Ersatzteilbedarf• Einschränkungen der Konstruktion
durch konventionelle Fertigungstech-nologien (vgl. Wärmetauscher) – Geo-metrien, die anders nicht herzustellen sind
• Kundenindividuelle Sachleistungen (vgl. Hörgeräte)
• Konventionell aufwändige mehrstufi-ge Fertigungsprozesse (vgl. Hörgeräte)
• Mehrstufige Montageoperationen von Einzelteilen aus demselben Werkstoff (vgl. General Electric Einspritzdüse – Kapitel 3.2)
Entwicklung in heutigen Anwendungsfeldern
Die Additive Fertigung wird sich in den etablierten Anwendungsfeldern weiter durchsetzen, vorausgesetzt, die kritischen Erfolgsfaktoren der Technologie werden
erfüllt (siehe Kapitel 3.5). Der vorausge-sagte Verdrängungswettbewerb mit an-deren Technologien wird jedoch größten-teils ausbleiben; zu unterschiedlich sind die Leistungsprofile der Technologien. So wird die Additive Fertigung zum Bei-spiel in der Luftfahrt weiter an Raum gewinnen und dort im Wesentlichen für die sogenannte Sekundärstruktur ver-wendet werden (das heißt Anbauteile am tragenden Flugzeugrumpf) [Woh16]. Die wesentlichen Vorteile der Additiven Fer-tigung in der Luftfahrt werden auch in Zukunft der Leichtbau und die Reduktion der sog. buy-to-fly ratio sein: Das Verhält-nis aus beschaffter Werkstoffmenge und der Werkstoffmenge der Komponenten im Einsatz. Dabei gilt es auch die Ener-giebilanz zur Herstellung von Pulvern im Vergleich zu Massivmaterial ins Kalkül zu ziehen. Zukünftig könnte es möglich sein, Leiterbahnen und einfache Elektronik-komponenten bereits während des Her-stellungsprozesses in Bauteile zu integrie-ren. In der Raumfahrt werden zukünftig Bauteile direkt im All gebaut, so kann der begrenzte Raum von Trägerraketen bes-ser genutzt werden [Del14a].
In der Automobilindustrie wird die Additive Fertigung derzeit selten zur Herstellung von Endbauteilen verwendet, jedoch seit Langem zur Herstellung von Prototypen und Montagehilfen. Insbeson-dere die geringe Produktivität und hohe Investitionskosten verhindern hier derzeit die Anwendung der Technologie für Seri-enbauteile. Zukünftig könnten auch ausge-wählte Anbauteile additiv gefertigt werden, z. B. Instrumententafeln und eingebettete Elektronikbauteile [Del14b]. Wenn die von der Automobilindustrie geforderten Preis-senkungen für Maschinen und Werkstof-fe sowie die Steigerung der Aufbauraten tatsächlich von den Maschinenherstellern sukzessive erreicht werden können, dann wird in der Automobilindustrie, vom Pre-miummodellen startend bis hin zu Volu-menmodellen, bis 2035 Additive Fertigung in großem Maßstab eingesetzt.

33Erwartete Entwicklungen
Auch in der Medizin- und Den-taltechnik wird die Nutzung der Techno-logie weiter voranschreiten, insbesondere zur Herstellung von Prothesen, Orthesen, Zahnkronen, Implantaten und medizini-schen Geräten [EOS13], [Woh16].
Entstehen neuer AnwendungsfelderNeben den etablierten Anwendungsfeldern erwarten Experten, dass Additive Ferti-gung zukünftig auch neue Bereiche durch-dringt (mit diesen Themen wird sich Band II der Stellungnahme unter Federführung der Leopoldina detailliert befassen):
In naher Zukunft werden Maschi-nen der Additiven Fertigung genutzt, um mikroskopisch kleine Gegenstände her-zustellen – dies wird gemeinhin als Na-noprinting bezeichnet [RAE13]. Bereits heute ist es durch Additive Fertigung möglich, die Funktionalität kompletter Laboreinrichtungen auf Kreditkartengrö-ße zu skalieren (sog. lab-on-a-chip). Dies ermöglicht es zum Beispiel in entlegenen Gebieten schnell Diagnosen für Krankhei-ten zu stellen [Hom16]. In der Medizin werden Anwendungen von der Herstel-lung von menschlichem Gewebe bis hin zum vollständigen Organ erarbeitet (sog. Bioprinting).
In der Architektur wird die Ad-ditive Fertigung bereits seit Jahren zum schnellen Bau von Modellen verwendet. Auf diese Weise lassen sich komplexe Ar-chitekturmodelle von Gebäuden und ganze Städtebaumodelle anfertigen, was die ganz-heitliche Beurteilung architektonischer Entwürfe erleichtert [Sto13]. Es entstehen derzeit bereits die ersten schichtweise ge-bauten Häuser [Woh16], [RAE13]. Aktu-elles Beispiel ist ein in Dubai gefertigtes Bürohaus, mit 250 m2 Nutzfläche [Nic16].
Für das Bauingenieurwesen hat Kalifornien weltweit eine Vorreiterrolle übernommen: Dort wird bereits seit mehr als 10 Jahren der praktische Einsatz von Additiver Fertigung zum Häuserbau (sog.
Contour Crafting) erprobt und kontinuier-lich verbessert [Kho04], [Mol13-ol]. Beim Contour Crafting handelt es sich um eine Abwandlung des Strangablegeverfahrens, bei dem Betonstränge punktgenau abge-legt werden können. Forscher erhoffen sich davon, dass mit Hilfe dieses Verfah-rens zukünftig Zeit- und Kostenvorteile durch Material-, Gewichts- und Energie-einsparungen beim Häuserbau realisiert werden können.
Auch im Bereich der Kunst und Kultur etabliert sich Additive Fertigung zunehmend. Der Entwurf und die Model-lierung von Kunstobjekten am Computer unter Zuhilfenahme von CAD-Software sowie CAD-Scannern findet unter Künst-lern immer öfter Anhänger [Mon16], [Pan13-ol]. Ebenfalls wird Additiver Fer-tigung vielfach bei der Herstellung von Repliken verschollener, verwitterter, ab-sichtlich oder unabsichtlich zerstörter Ge-mälde oder Kunstgegenstände angewen-det, insbesondere in der Archäologie.
Daneben zeichnen sich auch für Spezialanwendungen mit geringen Stück-zahlen und hohen Lebenszykluskosten für den Endkunden (TCO: Total Cost of Ownership) erhebliche Nutzenpotenziale ab, die durch die erwartete technologi-sche Entwicklung ausgeschöpft werden könnten. So ist davon auszugehen, dass Additive Fertigung zum Beispiel auch im Sondermaschinenbau (niedrige Stückzahlen, geringer Zertifizierungsauf-wand von Bauteilen und Fertigungspro-zessen) zur Anwendung kommt. Ferner ist zu erwarten, dass auch Branchen mit Kataloggeschäft und traditionell hohen Stückzahlen, wie zum Beispiel die me-chanische Verbindungstechnik, Ad-ditive Fertigung für die Herstellung von Varianten mit geringen Stückzahlen (zum Beispiel Spezialverbinder) nutzen und so neue Marktsegmente erschließen [Wo-r14a]. Auch in der Kälte- und Klima-technik werden Anwendungen erprobt. So hängt z. B. die Effektivität von Wär-

34 Erwartete Entwicklungen
dardisierter Massenprodukte, da deren Fertigungsprozesse sehr ausgereift sind, sondern vielmehr Hersteller, die hand-werkliche Prozesse ausführen [FLT14]. Ein radikales Beispiel für den schnellen Wan-del stellt die Hörgeräteindustrie dar – in etwa 500 Tagen ist die ganze Branche in den USA auf Additive Fertigung umgestie-gen [Dav15]. Die Herstellung von Hörge-rätegehäusen war bis vor kurzem ein sehr aufwändiger, verketteter Prozess, bei dem verschiedene Verfahren zum Einsatz ka-men, wie zum Beispiel der Schleuderguss [Del14c]. Durch Additive Fertigung konnte dieser Prozess drastisch verkürzt werden: Zunächst wird ein Abdruck der Ohrmu-schel angefertigt; dieser wird im Anschluss von einem Laser abgetastet, digitalisiert und von einer additiven Fertigungsanlage hergestellt. Die Elektronik wird erst im An-schluss in den dafür vorgesehenen Hohl-raum eingebracht.
Die Beispiele zeigen, dass zum ge-genwärtigen Zeitpunkt Akteure aus vielen Branchen nach Anwendungen der Additi-ven Fertigung suchen. Es ist daher zu er-warten, dass die Technologie in Zukunft auch in sehr verschiedenen Anwendungs-feldern zum Einsatz kommt.
4.3 Entwicklungsoptionen in Wertschöpfungsnetzen
Wie in Kapitel 3.3 dargelegt, sind um den Kernprozess der Additiven Fertigung Wertschöpfungsnetze mit vielfältigen Rollen entstanden. Für die Veränderung von Wertschöpfungsnetzen lassen sich gemäß Abbildung 4-1 drei wesentliche Entwicklungsoptionen erkennen. Für die Entwicklungsoptionen Verdrängung und Erweiterung lassen sich gegenwärtig be-reits Beispiele anführen.
Verdrängung: Neue Akteure besetzen bekannte Rollen
Mit zunehmender Industrialisierung der Additiven Fertigung steigen etablierte
metauschern im Wesentlichen von ihrer Geometrie und dem genutzten Werkstoff ab. Der Gestaltung von Wärmetauschern sind jedoch durch klassische Fertigungs-verfahren Grenzen gesetzt. Durch Additi-ve Fertigung könnte es zukünftig möglich sein, den Wirkungsgrad von Wärmetau-schern deutlich zu erhöhen [MW15-ol].
In der Elektronikindustrie er-geben sich zukünftig viele Nischen, in denen Additive Fertigung wirtschaftlich genutzt werden kann. Es handelt sich um Anwendungen mit geringen Stückzahlen und hohem Potenzial für Funktionsin-tegration. So werden z. B. Tonabnehmer für Schallplatten mit Hilfe des SLM™ Verfahrens hergestellt. Durch geschickte Gestalt des Bauteils können ungewollte Vibrationen vermieden werden, ohne den Tonabnehmer unnötig schwer auszule-gen [Ort16-ol]. Seit einigen Jahren wird auch das Einbringen von Leiterbahnen in massive Bauteile durch Additive Ferti-gung erforscht – auf diese Weise könnten Sensoren an unzugänglichen Stellen plat-ziert werden [GWP13], [Woh16]. Derzeit steht dieser Vision die mangelnde Verfüg-barkeit von leitfähigen und isolierenden Werkstoffen, die auf derselben Maschine zu einem kombinierten Bauteil verarbei-tet werden können, entgegen.
Auch die Mineralölindustrie kann von Additiver Fertigung profitie-ren: Selbst kürzeste Ausfälle von Förder-prozessen verursachen hier hohe Kosten. Darüber hinaus müssen Ersatzteile (z. B. Rohrverbinder) weltweit vorrätig gehal-ten werden, um im Bedarfsfall schnell ver-baut werden zu können. Zukünftig wäre es denkbar, geeignete Ersatzteile direkt vor Ort herzustellen [Woh16].
In den meisten Anwendungsfeldern wird sich Additive Fertigung als ergänzen-de Fertigungstechnologie etablieren; nur in Ausnahmefällen substituiert sie beste-hende Technologien. Von der Substitution betroffen sind weniger die Hersteller stan-

35Erwartete Entwicklungen
Erweiterung: Bekannte Akteure erfinden ihr Geschäft neu
Im Wettbewerb von morgen werden die heutigen Akteure immer mehr Fertigungs-stufen im eigenen Unternehmen wahrneh-men (Vorwärts- und Rückwärtsintegrati-on). Obwohl es keinen allgemeingültigen Zusammenhang zwischen der Wertschöp-fungstiefe und dem Unternehmenserfolg gibt, kann davon ausgegangen werden, dass die durchschnittliche Wertschöpfung-stiefe je Unternehmen eher steigen wird. Grund für diese Annahme ist, dass die Fo-kussierung meist in den späten Phasen der technologischen Reife zunimmt, wenn es schwieriger wird, sich durch Produk-tinnovationen zu differenzieren [Deu14]. Als Beispiel für eine derartige Erhöhung der Wertschöpfungstiefe kann materialise angeführt werden. Ursprünglich handelt es sich bei dem Unternehmen um einen Fertigungsdienstleister, der seine Werte-schöpfungsaktivitäten über Softwareher-stellung, Betreiber eines Online-Shops sowie digitale Web-Services erweitert hat. Das Unternehmen agiert somit nicht mehr nur als klassischer Fertigungsdienstleis-ter, sondern als vollständiger Befähiger für Geschäftsmodelle von Partnern. Diese kön-nen sich dadurch auf Kundeninteraktion und das Produktdesign konzentrieren und erhalten Echtzeitzugriff auf additive Ferti-gungskapazitäten. Auch trinckle 3D wurde ursprünglich als Plattformbetreiber und Dienstleister gegründet. Mittlerweile bietet das Unternehmen eine cloudbasierte Soft-ware zur Individualisierung von CAD Daten an. Das Unternehmen hat also ebenfalls seine Wertschöpfungstiefe erhöht. Auch die geplante Übernahme der Maschinenher-steller Concept Laser und arcam durch Ge-neral Electric kann der Entwicklungsoption Erweiterung zugewiesen werden, war doch General Electric bisher Kunde für die Ma-schinen der genannten Anbieter [Reu16-ol].
Disruption: Neue Akteure besetzen neue Rollen
Im Wertschöpfungsnetz der Additiven Fer-tigung entstehen völlig neue Rollen, welche
Player aus dem Maschinen- und Anlagen-bau in die Branche ein. Sie nutzen Kom-petenzen aus anderen Branchen, um neue Maschinen zu entwickeln oder bestehen-de zu verbessern und zu automatisieren. Ein Beispiel dafür sind Unternehmen aus dem 2D-Druck: Sie bieten im gewerb-lichen Bereich Maschinen für Additive Fertigung an. Der Einstieg von Hewlett Packard in diesen Markt war nur der An-fang einer Reihe weiterer Markteintritte. Additive Fertigung zieht aber auch Ak-teure fernab des Maschinenbaus an. Un-ternehmen, die Schnittstellenkompetenz beweisen und die Logistik oder den (End-) Kundenzugang kontrollieren, nutzen ins-besondere im Konsumentengeschäft ihre Schlüsselposition aus. Vorstellbar wäre fol-gendes Szenario: Mit Auslösen der digitalen Bestellung verteilen Online-Versandhäuser Fertigungsaufträge an Logistikdienstleis-ter. Diese nutzen ihre dezentrale Ferti-gungsinfrastruktur und liefern das Produkt aus, soziale Netzwerke dienen als Plattform für den Austausch von Daten und Model-len. Wie in Kapitel 4.1 dargestellt, steigen auch Softwarehersteller, wie Autodesk in die Additive Fertigung ein. Da das wesent-liche Know-how bei der Technologie di-gital vorliegt, könnte Softwareherstellern zukünftig eine höhere Marktmacht zu-kommen, als dies bei vergleichbaren Ferti-gungstechnologien der Fall ist.
Abbildung 4-1: Entwicklungsoptionen in Wertschöpfungsnetzen (Quelle: eigene Darstellung)
Rolle im Wertschöpfungsnetz
Akte
urne
u
neu
alt
alt
VerdrängungNeue Akteure besetzen
bekannte Rollen
StillstandKeine Verdrängung imWertschöpfungsnetz
ErweiterungBekannte Akteure erfinden
ihr Geschäft neu
DisruptionNeue Akteure besetzen
neue Rollen

36 Erwartete Entwicklungen
von neuen Akteuren besetzt werden. Dabei können die neu geschaffenen Rollen in an-deren Branchen bereits etabliert sein. Eine visionäre Idee für eine solche Rolle wäre ein Crowdsourcing-Maschinenentwickler: In offenen Ideenwettbewerben lädt er Inter-essierte dazu ein, neue Maschinenkonzepte zu entwerfen oder bestehende Maschinen weiterzuentwickeln. Fertig entwickelte Ma-schinen werden vom Kunden unter Anlei-tung von Fachpersonal montiert. So könn-ten anspruchsvolle Maschinen geschaffen werden, welche den Anforderungen der gewünschten Anwendung uneingeschränkt gerecht werden. Theoretische Basis dafür ist das Konzept „Bottom-Up-Ökonomie“ [Red11]. Ein vielzitiertes Beispiel für die Anwendung dieses Konzepts ist der US-amerikanische Automobilhersteller Local Motors, der es Laien ermöglichen will, Au-tos zu entwickeln und diese in lokalen Fa-briken (sog. Micro-Factories) zu fertigen [LM16-ol]. Im Wertschöpfungsnetz der Ad-ditiven Fertigung widerstrebt diese Idee der dominanten Marktlogik: Maschinen und Anlagen für industrielle Additive Fertigung werden von einzelnen Akteuren oder in ge-schlossenen Entwicklungspartnerschaften entwickelt. Weiterhin ist nicht klar, ob die wesentlichen Erfolgsfaktoren, 1) heteroge-ne Kundenanforderungen an eine Maschi-ne und 2) Bewältigung der technologischen Komplexität, zukünftig erfüllt sind.
Disruptionen lassen sich nur schwer antizipieren. Sie werden von neu-artigen Technologien getrieben (Tech-nology Push), bzw. beruhen auf Ideen, welche als Cross-Industry-Innovationen Branchengrenzen überwinden [Ech14]. Innerhalb der nächsten fünf Jahre sind derartige Disruptionen eher unwahr-scheinlich. Grund dafür ist, dass die we-sentlichen Leistungsparameter der Tech-nologie (Produktivität, Zuverlässigkeit etc.) zunächst durch Akteure in bekannten Rollen (siehe Abbildung 3-17) weiterent-wickelt werden. Vorerst werden Verdrän-gung und Erweiterung die dominierenden Entwicklungsoptionen sein.
4.4 Geschäftsmodelle
Der Technologie Additive Fertigung wird oftmals attestiert, dass sich durch sie bestehende Geschäftsmodelle nachhal-tig verändern und sogar völlig neue Ge-schäftsmodelle entstehen (vgl. Kapitel 3.4) [RS14], [RB15], [BHB16], [KPM14]. Allerdings hat sich dies bisher noch nicht bestätigt. Zum Einfluss der Additiven Fer-tigung auf zukünftige Geschäftsmodellin-novationen lassen sich im Kern zwei Be-obachtungen festhalten [FLT14]:
Erprobte Geschäftsmodelle anderer Branchen werden weiter adaptiert
Die Wettbewerber differenzieren sich bis-lang primär über Produktinnovationen – das heißt Maschinen und Anlagen werden in ihrer Leistungsfähigkeit gesteigert. Der noch relativ niedrige Reifegrad der Tech-nologie begünstigt dies. Geschäftsmodel-linnovationen werden derzeit nur zögerlich vorangetrieben; eher scheinen Geschäfts-modelle zunächst anhand von bewährten Mustern aus anderen Branchen innoviert zu werden. Ein Beispiel dafür ist das Unter-nehmen Stratasys, das ein auf dem Muster „Razor and Blade“ basierendes Geschäfts-modell verfolgt; das Unternehmen erzielt einen beträchtlichen Umsatzanteil durch den Verkauf von teurem Filament. Ein wei-teres Beispiel für ein adaptiertes Geschäfts-modell ist der Aufbau eines Systemgeschäfts ausgehend von Maschinen der Additiven Fertigung: So bietet der Hersteller 3D Sys-tems neben Werkstoff und Maschine eine Konstruktionssoftware, einen Druckservice sowie einen Online-Shop für CAD-Modelle an. Ferner lassen sich sogenannte kom-plementäre Geschäftsmodelle beobachten. Dies sind Geschäftsmodelle, die für sich al-lein nicht tragfähig sind, jedoch ein anderes Geschäftsmodell verstärken. Ein Beispiel dafür ist die Online-Plattform thingiverse, die vom Maschinenhersteller Stratasys be-trieben wird. Auf dieser werden CAD-Mo-delle kostenlos zum Download angeboten, um so den Erwerb von Konsumentenma-schinen zu fördern [FLT14], [JKP16].

37Erwartete Entwicklungen
tizierte Marktwachstum der Additiven Fertigung und stellt dar, welche Förder-initiativen zur Etablierung der Additiven Fertigung existieren.
Prognostiziertes MarktvolumenDer Markt der Additiven Fertigung ist seit dem Jahr 2000 mit durchschnittlich 15,6 Prozent im Vergleich zum Vorjahr gewachsen – von 2013 auf 2014 sogar mit 35,2 Prozent. Im Jahr 2015 wurden welt-weit 4,5 Milliarden Euro mit Produkten und Dienstleistungen im Kontext der Ad-ditiven Fertigung umgesetzt. Dies umfasst Maschinen, Werkstoffe sowie Umsätze aus Dienstleistungen im Industrie- wie im Konsumentenbereich [Woh16]. Einzelne Maschinenhersteller konnten so im Ge-schäftsjahr 2015 die Anzahl der Auftrags-eingänge für Maschinen um bis zu 65 Pro-zent steigern [SLM16-ol].
Diese Wachstumszahlen beflügeln Prognosen hinsichtlich des zukünftigen Marktvolumens der Additiven Fertigung. Einer Studie der Unternehmensberatung Roland Berger zufolge wird sich das glo-bale Marktvolumen der Technologie im Jahr 2020 auf etwa 6 Milliarden Euro belaufen [RB15]. Die Unternehmensbera-tung Wohlers Associates hingegen schätzt das Marktvolumen im Jahr 2020 sogar auf 19,1 Milliarden Euro [Woh15]. Offensicht-lich existieren noch erhebliche Unsicher-heiten in den Prognosen. Noch 2011 ging Wohlers Associates von einem globalen Marktvolumen von 4,6 Milliarden Euro für das Jahr 2020 aus [Woh11]. Einer Schät-zung des McKinsey Global Institutes zufol-ge beträgt der gesamtvolkswirtschaftliche Einfluss durch Additive Fertigung bis zu 480 Milliarden Euro bis 2025 [CSS14-ol].
Obwohl sich die Schätzungen des Marktvolumens in den Veröffentlichun-gen um Additive Fertigung stark unter-scheiden, besteht jedoch Einigkeit darin, dass das globale Marktvolumen der Ad-ditiven Fertigung auch zukünftig weiter stark wachsen wird.
Additive Fertigung als Katalysator für Geschäftsmodellinnovationen
Auch wenn es sich aktuell nicht abzeich-net, könnten durch die Additive Fertigung durchaus völlig neue Geschäftsmodelle entstehen und zukünftig auch in ande-ren Branchen adaptiert werden. Grund dafür ist, dass durch Additive Fertigung prinzipbedingt Rüstzeiten weitgehend entfallen. In Folge kann Mass Customi-zation auch in Märkten realisiert werden, in denen dies aufgrund traditioneller Ver-fahren nicht möglich war; ebenso können sich Produktlebenszyklen verkürzen, da der Wechsel von einer Produktvariante zur nächsten kostengünstiger möglich wird. Des Weiteren können Anwender der Technologie theoretisch sehr vie-le Märkte bedienen und in ihnen jeweils unterschiedliche Geschäftsmodelle er-proben: Geschäftsmodelle zur Additiven Fertigung könnten im Sinne von Trial and Error schnell auf Tauglichkeit überprüft werden und bei Erfolg in andere Märkte übertragen werden [RS14], [PS13]. Der Begriff „Cross Industry Business Model Innovation“ bringt das zum Ausdruck. Im Folgenden ein einfaches Beispiel: Im Sin-ne einer Marktentwicklung bietet ein Her-steller von Halterungen und Zahnrädern seine Produkte zukünftig auch für kleine Sondermaschinenbauer an. Dabei nutzt er unterschiedliche Geschäftsmodelle: Zur Herstellung individueller Halterungen bindet er den Kunden in den Entwick-lungsprozess mit ein, beispielsweise über eine Online-Plattform. Zahnräder hinge-gen werden mittels klassischer Auftrags-fertigung hergestellt.
4.5 Prognostiziertes Marktwachstum und Förderinitiativen
Wie in den zurückliegenden Kapiteln dar-gestellt, sind für die Additive Fertigung in Zukunft eine deutliche technologische Leistungssteigerung sowie neue Märkte und Anwendungsfelder zu erwarten. Das folgende Kapitel beziffert das prognos-

38 Erwartete Entwicklungen
ol]. Der Sonderforschungsbereich 814 – Additive Fertigung startete im Jahr 2011 und ist 2015 mit rund 10 Millionen Euro Förderung durch die DFG in die zwei-te Förderphase eingetreten [SFB16-ol]. Auch in DFG-Schwerpunktprogrammen (z. B. SPP 1542: Leicht Bauen mit Beton) ist Additive Fertigung in Teilprojekten enthalten.
In den BMBF-Rahmenprogram-men „Vom Material zur Innovation“ und „Innovationen für die Produktion, Dienstleistung und Arbeit von morgen“ werden im „M-era.Net II“ Call 2016 im Themenschwerpunkt „Materialien für die Additive Fertigung“ transnationale For-schungsprojekte in länderübergreifenden Kooperationen europäischer Forscher-gruppen aus Wirtschaft und Wissenschaft gefördert. Europaweit stehen für den Call ca. 40 Millionen Euro zur Verfügung.
EU Nach Ansicht der EU-Kommission ist Ad-ditive Fertigung ein Treiber des digitalen Wandels in Europa und bietet die Chance, den produzierenden Sektor in Europa zu stärken [EFI15]. 2012 wurde die Additive Fertigung in der „Industrial Policy Com-munication“ der Europäischen Kommis-sion als einer der wichtigsten Bestandteile der „Industrial Landscape Vision 2025“ hervorgehoben [EK12-ol]. Im Europäi-schen Rahmenprogramm FP7 förderte die
Förderinitiativen in Deutschland und im internationalen Vergleich
Mehrere Länder sehen in der Additiven Fertigung ein wichtiges Innovationsfeld zur Sicherung ihres Wohlstandes und unterstützen deshalb die einheimische Industrie mit erheblichen Fördermitteln [Ens14], [EFI15]. Gerade Länder, die in den letzten Jahrzehnten die Zukunft im Dienstleistungssektor gesehen haben, be-trachten mittlerweile die Additive Ferti-gung als einen zentralen Baustein für die Re-Industrialisierung [Ens14].
DeutschlandIn Deutschland wurden in den letzten Jahren mehrere Ausschreibungen zur Ad-ditiven Fertigung, sowohl im Fachbereich Materialwissenschaft und Werkstofftech-nik, als auch in der Produktionsforschung veröffentlicht. So fördert die Ausschrei-bung „Additive Fertigung – Individuali-sierte Produkte, komplexe Massenproduk-te, innovative Materialien (ProMat_3D)“ Forschungs- und Entwicklungsprojekte in beiden Fachbereichen. Im Rahmen des Regionalförderprogramms „Zwanzig20 – Partnerschaft für Innovation“ fördert das Bundesministerium für Bildung und Forschung ferner im Projekt „Additiv-Ge-nerative Fertigung – Die 3D-Revolution zur Produktherstellung im Digitalzeitalter (Agent 3D)“ Kooperationen zwischen Un-ternehmen und Forschungsinstitutionen in Ostdeutschland [Bmb13-ol], [Bmb15-
Abbildung 4-2: Globales Marktvolumen der Additiven Fertigung (Quelle: [Woh16])
1,2
2010 2011 2012 2013 2014 2015 2018 2020
1,62,1 2,8 3,8
4,5
11,7*
19,5*
* Prognostizierte Werte
20
15
10
5
Glo
bale
s Mar
ktvo
lum
en in
Mrd
. €

39Erwartete Entwicklungen
EU mehr als 60 Projekte mit 160 Millionen Euro. Im EU-Rahmenprogramm für For-schung und Innovation „Horizon 2020“ zählt die Additive Fertigung zu den Key Enabling Technologies (KETs) [Tor14].
USA Die USA fördern neben der industriellen Anwendung Additiver Fertigung auch das sogenannte Maker Movement. Das 2012 gestartete „National Network of Manu-facturing Innovation“ (NNMI) beinhaltet America Makes, eine öffentlich-private Partnerschaft, die mit etwa 50 Millionen Dollar ausgestattet ist. Im Februar 2014 wurde ein zweites nationales Forschungs-labor „Digital Lab for Manufacturing“ gegründet, das eine staatliche Startfinan-zierung von 70 Millionen US-Dollar er-hält [Ens14]. Mit weiterer Förderung aus Industrie, Hochschulen und öffentlichen Geldern soll das Institut insgesamt mit 320 Millionen Dollar ausgestattet wer-den. Ein Schwerpunkt ist auch die Addi-tive Fertigung [MH14-ol]. Einen Einblick in die US-amerikanische Förderung liefert der Bericht des Institutes for Defense Ana-lyses, der die Rolle der National Science Foundation (NSF) bei der Entwicklung der Additiven Fertigung in den USA beschreibt [IDA13-ol]. Förderung erfahren ebenfalls Projekte im Bereich Contour Crafting von Gebäudestrukturen an der Southern University of California [Kho04], nicht zuletzt deshalb, weil die dort entwickelte Fertigungstechnologie langfristig für die Raumfahrt nutzbar gemacht werden soll.
ChinaChina befürchtet, dass es durch die Re-In-dustrialisierung in den USA und Europa als Produktionsstandort an Attraktivität verlieren könnte [EFI15]. Daher versucht die Regierung eine starke heimische In-dustrie aufzubauen. Für drei Jahre inves-tiert die Regierung insgesamt 245 Milli-onen US-Dollar in Institute der staatlich geförderten Asian Manufacturing Associ-ation und in mehrere chinesische Univer-sitäten [Ens14].

40 Thesen
Im folgenden Kapitel werden 21 Thesen zur Additiven Fertigung dargelegt und erläutert. Bei den Thesen handelt es sich um Befunde, die sich im Wesentlichen aus der Analyse der Ausgangssituation und den erwarteten Entwicklungen er-geben. Sie stellen die Ergebnisse der Ka-pitel 3 und 4 prägnant dar. Die Thesen bilden die Grundlage zur Formulierung von Handlungsempfehlungen (Kapitel 6). Zunächst werden Thesen zu den in-dustriellen Rahmenbedingungen darge-legt (Kapitel 5.1). Es folgen Thesen zu den Bereichen Technologie (Kapitel 5.2), Wertschöpfungsnetze (Kapitel 5.3) und gesellschaftsrelevanten Aspekten (Kapi-tel 5.4).
5.1 Rahmenbedingungen
These 1: Additive Fertigung und Indus trie 4.0 verstärken sich gegenseitig.
Unter Industrie 4.0 wird die Ad-hoc-Vernetzung von intelligenten Maschinen, Betriebsmitteln, Produkten/Werkstücken sowie Lager- und Transportsystemen via Internet zu leistungsfähigen Wertschöp-fungsnetzen verstanden. Mithilfe der in-telligenten, digital vernetzten Systeme wird eine weitestgehend selbstorganisier-te Produktion möglich. So sollen individu-elle Produkte in geringen Stückzahlen bis hin zu Losgröße 1 zu Kosten der Massen-produktion in kürzester Zeit hergestellt werden können.
Additive Fertigung und Industrie 4.0 haben eine Schnittmenge an gemein-samen Fähigkeiten, wie zum Beispiel ein hoher Individualisierungs- und Ver-netzungsgrad sowie hohe Energie- und
Ressourceneffizienz. Die Integration von Verfahren der Additiven Fertigung un-terstützt wesentliche Charakteristika von Industrie 4.0, wie Ad-hoc-Konfigurieren von Wertschöpfungsnetzen, Mass-Cus-tomization sowie Logistik- und Materi-alflussinnovationen. Dementsprechend wird die Kombination von Additiver Fer-tigung und Industrie 4.0 die Individuali-sierung und Flexibilisierung der industri-ellen Produktion im weiteren Sinne stark befeuern.
These 2: Additive Fertigungsverfahren sind heute sehr Know-how-intensiv; die wesent-liche Herausforderung liegt in der Beherr-schung des Daten-Tripels:
· Digitale 3D-Modelle · Werkstoffrezepturen und · Prozessparameter
Wesentliche Eingangsgrößen der Addi-tiven Fertigung sind 3D-Modelle, Werk-stoffrezepturen und Prozessparameter. 3D-Modelle beschreiben die Gestalt des herzustellenden Bauteils; Werkstoffre-zepturen und Prozessparameter, wie La-serintensität und Scangeschwindigkeit, beeinflussen die Bauteileigenschaften. Im Hinblick auf die geforderten Bauteil-eigenschaften und die Reproduzierbarkeit kommt es auf richtige Kombinationen der drei Eingangsgrößen an, die sich gegen-seitig beeinflussen; dazu ist erhebliches Erfahrungswissen notwendig. Eine we-sentliche Voraussetzung für den erfolgrei-chen Einsatz von Additiver Fertigung ist es, Wissensmanagement als Lernprozess zu etablieren und den entsprechenden Zy-klus aus Externalisierung, Kombination, Internalisierung und Sozialisation auch in der Unternehmenskultur zu verankern [NT97].
5 Thesen

41Thesen
These 3: Bauteile können nah am Ort der Verwendung hergestellt werden; transpor-tiert wird das Daten-Tripel.
Für produzierende deutsche Unterneh-men kann zukünftig ein strategischer Vor-teil in der Wettbewerbsfähigkeit erzielt werden, wenn durch additive Fertigungs-technologien die Produktion flexibel und effizient gestaltet werden kann. Anstatt Bauteile zu lagern, können diese im Be-darfsfall am Ort der Verwendung herge-stellt werden unter der Voraussetzung, dass Maschinen und Werkstoffe verfügbar sind. So können beispielsweise Lagerhal-tungskosten, Wiederbeschaffungszeiten und Lieferwege reduziert werden. Die be-nötigten Daten liegen in der Regel zentral in Clouds oder auf Unternehmensservern ab und werden an den Ort der Verwen-dung gesendet oder gestreamt.
These 4: Additive Fertigung setzt sich nur dann durch, wenn die Bauteile definierte Qualität stets erreichen und die Qualität reproduzierbar ist.
Die Technologie ist noch relativ jung und in hohem Maße von individuellem Erfah-rungswissen geprägt. Additive Fertigung wird sich nur dann durchsetzen, wenn es gelingt, Qualität zu definieren und diese stets und wiederholbar zu erzeugen. Das erfordert ein tiefes Verständnis des Wirk-gefüges der Fertigungssysteme auf der Basis von mathematischen Modellen bzw. auf verhaltensbasierten Modellen der künstlichen Intelligenz.
These 5: Produktpiraten konzentrieren sich vermehrt auf das Daten-Tripel.
Die Kopie eines physischen Produkts ist aufwändig und im Resultat häufig minder-wertig. Daten hingegen sind ohne Quali-tätsverlust unbegrenzt kopierbar. Besitzen Produktpiraten das gesamte Daten-Tripel, ist die Erstellung eines qualitativ hochwer-tigen Imitats deutlich aufwandsärmer; vo-rausgesetzt, die Fälscher sind im Umgang mit den Fertigungstechnologien ausgebil-det. Daher rückt das Daten-Tripel in den Fokus von Produktpiraten und Wettbe-
werbern. Obwohl dieses Problem prinzipi-ell auch auf andere Produktionsmethoden zutreffen könnte ist es in der Praxis vor al-lem bei der Additiven Fertigung relevant, da hier zukünftig das gesamte Knowhow der Prozesskette im Datentripel vollstän-dig digitalisiert vorliegt.
These 6: Die neuen Möglichkeiten der Gestaltungsfreiheit erfordern Gestaltungs-richtlinien.
Die Gestaltungsmöglichkeiten gehen weit über die der klassischen Fertigungsver-fahren hinaus, gleichwohl gibt es bei der Additiven Fertigung verfahrensspezi-fische Grenzen. Gestaltungsrichtlinien helfen Konstrukteuren, Produkte so aus-zulegen, dass die Vorteile der Additiven Fertigung im vollen Umfang ausgeschöpft und nachteilige Strukturen vermieden werden. Entsprechende Ansätze finden sich bereits in den VDI Richtlinien 3404 und 3405; sie geben einen guten Über-blick über die derzeitigen Möglichkeiten der Additiven Fertigung. Bestehende Ge-staltungsrichtlinien haben jedoch oft nur einen begrenzten Gültigkeitsbereich und sind nicht ohne weiteres auf individuelle Bauteilgestalten übertragbar [Ada15].
These 7: Innovations-Lethargie und unlau-terer internationaler Wettbewerb bedrohen Deutschlands Spitzenposition als Leitanbie-ter von Additiver Fertigung.
Besonders im Zusammenhang mit der Additiven Fertigung nehmen mittelstän-dische deutsche Maschinenhersteller international eine technologische Spit-zenposition ein. Die hohe industrielle Nachfrage können sie derzeit kaum be-dienen. Weiterentwicklungen der Ver-fahren sowie die engere und abgestimmte Kopplung zwischen Werkstoff und Pro-zessfortschritten scheinen vor diesem Hintergrund eine untergeordnete Rolle zu spielen. Es reicht einigen Akteuren am Markt, die bestehenden Anlagen lediglich inkrementell zu verbessern. Durch tech-nologische Schlüsselpatente sind die eta-blierten Maschinenhersteller vor neuen

42 Thesen
These 9: Die Prozessketten in der Additiven Fertigung unterscheiden sich von denen anderer Fertigungsverfahren.
Die Prozessketten der Additiven Fer-tigung werden besonders stark durch Daten geprägt. Physisch vorhandene formgebende Werkzeuge als Träger von Gestalt und Prozess-Know-how, wie bei-spielsweise im Kunststoff-Spritzgießen, existieren in der Additiven Fertigung nicht. Für die speziellen Gegebenheiten der digitalisierten Schritte in der Addi-tiven Fertigung existieren bisher keine Standards bzw. Instrumente, die mit Lösungen für andere Fertigungstechno-logien vergleichbar wären. Das gilt im Wesentlichen für Datenschutz für alle Beteiligten, Ausfallsicherheit, Sicherheit gegen Manipulationen Dritter, Nachver-folgbarkeit, Datenkonsistenz und Intero-perabilität bei heterogenem Maschinen-park.
These 10: Additive Fertigung hat sich in Spezialfeldern durchgesetzt; Defizite gegen-über Konkurrenztechnologien stehen der weiteren Verbreitung entgegen.
In Nischen hat sich die Additive Ferti-gung bereits etabliert. Gleichwohl be-stehen erhebliche Wachstumschancen. Je nach Anwendungsfall muss sich die Additive Fertigung mit konventionellen Produktionstechnologien hinsichtlich der Zielgrößen Kosten, Qualität und Zeit-aufwand messen lassen. Ein wichtiges Kriterium ist die effiziente Fertigung hoher Stückzahlen, bei dem traditionel-le Fertigungsverfahren noch überlegen sind. Darüber hinaus ist das Einhalten von Qualitätsmerkmalen eine entschei-dende Zielgröße, die gerade bei höheren Stückzahlen ausschlaggebend ist. Auch hier sind weitere Potenziale der Additi-ven Fertigung zur erschließen, wie etwa durch geschlossene Regelkreise für den Additiven Fertigungsprozess und der Of-fenheit der gesamten Prozesskette vom CAD-System zum numerischen Steue-rungscode für die Additive Fertigungs-maschine.
Wettbewerbern geschützt, Markteintritte sind oft nur durch Kreuzlizensierung von Patenten möglich. International entste-hen derzeit jedoch neue Konkurrenten, u. a. durch massive staatliche Förderun-gen. Diese sind eng verknüpft mit eige-nen Forschungsinstituten und ignorieren dabei mitunter wesentliche Patente der etablierten Akteure. Gelingt es deutschen Maschinenherstellern und Werkstoff-entwicklern nicht, gleichzeitig mit dem Marktwachstum Schritt zu halten und die Verfahren signifikant weiter zu verbes-sern sowie zu einer intensiveren Integrati-on von Werkstoffentwicklung, Reinheits-verbesserung und Prozessen zu gelangen, drohen ihnen internationale Wettbewer-ber langfristig den Rang abzulaufen.
5.2 Technologie
These 8: Additive Fertigung eröffnet neue Gestaltungsmöglichkeiten.
Der schichtweise Aufbau eliminiert prin-zipiell Einschränkungen konventioneller Verfahren, wie zum Beispiel die Zugäng-lichkeit für abtragende Werkzeuge oder die Entnehmbarkeit aus einer Form. Da-durch können komplexe Geometrien und Hohlstrukturen in einem Schritt herge-stellt werden, die konventionell aus vie-len Einzelteilen zusammengefügt werden müssen. Unvermeidlich ist jedoch der Treppenstufeneffekt, analog zu Pixelstu-fen in 2D. Je nach Technologie stößt die Additive Fertigung an weitere Grenzen: Überhänge benötigen beispielsweise oft Stützstrukturen, um entweder die Gra-vitation oder Eigenspannungen, die von Temperaturgradienten herrühren, zu kompensieren; Stützen müssen nach dem Aufbau wieder entfernt werden und dafür zugänglich sein. Design to Additive Manu-facture ist also nur verfahrensspezifisch und unter Berücksichtigung der gesamten Prozesskette sinnvoll möglich. Zur pro-zessgerechten Konstruktion sind bisher nur wenige grundlegende Faustregeln veröffentlicht.

43Thesen
These 11: Die Variation von Werkstoff-rezepturen und Prozessparametern ermög-licht spezifische Bauteileigenschaften.
Charakteristisch für alle additiven Fer-tigungsverfahren ist ein definiertes Zu-sammenspiel von Werkstoff und Pro-zessbedingungen, die maßgeblich von der Anlagentechnik, der prozessgerechten Werkstoffentwicklung und der Reinheit der zugeführten Werkstoffe sowie der Verfahrensumgebung bestimmt werden. Daraus resultierende Produkteigenschaf-ten entscheiden über die möglichen Ein-satzgebiete und die Konkurrenzfähigkeit gegenüber der konventionellen Fertigung. Die publizierten Erkenntnisse über die ausschlaggebenden Zusammenhänge liegen bei vielen additiven Technologi-en weit hinter dem Erfahrungswissen der einschlägigen Unternehmen zurück. Teils sind auch Ansätze von Monopolen zu beobachten, die die Verbreitung des Wissens nicht fördern. Des Weiteren ist es noch nicht möglich, sog. Multimateri-albauteile aus wichtigen Konstruktions- und Funktionswerkstoffen simultan ad-ditiv herzustellen. Eine vielversprechende Vision ist die Herstellung von Objekten mit gradierten Eigenschaften, wonach für jedes Raumelement nicht mehr nur binär zwischen Material oder keinem Material gewählt werden kann, sondern auch Ab-stufungen nahezu beliebiger Werkstoff-eigenschaften (zum Beispiel elektrische, optische, mechanische oder chemische) angegeben werden können.
5.3 Wertschöpfungsnetze
These 12: Additive Fertigung sorgt für eine starke Veränderungsdynamik in Wertschöp-fungsnetzen. Charakteristika wie Markt-leistungen (Sach- und Dienstleistungen), Angebot und Nachfrage, Ziele und Macht der Akteure sowie das Auftauchen neuer Akteure in der Wettbewerbsarena werden sich erst noch herausbilden. Additive Fertigungsverfahren entwickeln sich ständig weiter. Dadurch ergeben sich neue Wertschöpfungsimpulse für Unter-
nehmen und Kooperationsnetzwerke. Die Unternehmensprozesse Beschaf-fung, Produktion, Distribution und Ent-sorgung sind künftig enger vernetzt. Die entsprechenden starken Abhängigkeiten der Wertschöpfungsbereiche verändern die Strukturen der Wertschöpfungsnetze zur Additiven Fertigung. Auf diese Wei-se können Lagerkapazitäten reduziert und Durchlaufzeiten verkürzt werden. Darüber hinaus ergeben sich möglicher-weise neue Geschäftsmodelle wie „AM as a service“ durch Dienstleister in der Er-satzteillogistik. Dies wird das Ringen um Wertschöpfungsanteile verstärken. Die neuen industriellen Endanwender sind über die Chancen dieser Entwicklung noch nicht voll im Bilde. Des Weiteren wird die starke Veränderungsdynamik auf der Ebene additiv gefertigter Bauteile und Produkte zu neuen Akteuren in der Wettbewerbsarena führen. Neuartige Produkte sowie die Möglichkeiten Bau-teile individuell und in Losgröße 1 wirt-schaftlich zu fertigen, lassen eine relativ zuverlässige Produktionsprogrammpla-nung kaum zu.
These 13: Additive Fertigung revolutioniert in bestimmten Bereichen das Ersatzteilwe-sen, insbesondere die Ersatzteillogistik.
Ein Vorteil der Additiven Fertigung liegt in der örtlichen Unabhängigkeit der Pro-duktion. Hieraus entstehen Vorteile in der Ersatzteilfertigung. Heute werden Ersatz-teile oft über weite Distanzen beschafft, falls sie für ältere Modelle überhaupt noch verfügbar sind. Die Additive Fertigung er-möglicht eine Produktion der Ersatzteile in Kundennähe oder im Falle von einzel-nen und nicht zu großen Ersatzteilen eine Produktion beim Kunden selbst. So lassen sich Ausfallzeiten und -kosten verringern. Es müssen lediglich die 3D-CAD-Modelle sowie die Datensätze für Werkstoffrezep-turen und Maschinenparameter digital transferiert werden, um dann an einem beliebigen Ort weltweit mittels einer ad-ditiven Fertigungsanlage hergestellt zu werden.

44 Thesen
These 14: Die Digitalisierung der Prozess-ketten fördert neue Geschäftsmodelle.
Die Prozessketten zur additiven Fertigung erlauben den Vergleich mit den Mechanis-men und dem Vorgehen aus anderen di-gital geprägten Industrien, beispielsweise der digitalen Musik- oder Filmindustrie. Die Erschaffung neuer Online-Plattformen für industrielle Zwecke und den Privat-gebrauch stellt hohe Anforderungen an die gesamte Daten- und Informations-verarbeitung. Diese Online-Plattformen ermöglichen einen Marktplatz für 3D-CAD-Modelle, Werkstoffrezepturen sowie Prozessparameter, welche über einen ein-maligen Download bzw. Kauf oder über ein Streaming-Abonnement bezogen werden können, ähnlich wie bei digitalen Musik-medien oder Filmen. Hier gilt es Fragen hinsichtlich der Sicherheit, Urheberrech-ten sowie Standardisierung zu klären. In der digitalen Musikindustrie wurden diese Aspekte beispielsweise bereits bei der Ein-führung und dem Handling mit dem MP3-Datenformat beantwortet und Standards gebildet. Um den Herausforderungen auch bei der Additiven Fertigung zu begegnen, werden Hersteller von Fertigungsanlagen, Entwickler und Anwender eng zusammen-arbeiten müssen, um so eine durchgängige, standardisierte Informationslogistik des Daten-Tripels zu gewährleisten. Hierdurch wird ein Kompetenznetzwerk entstehen, welches Expertise hinsichtlich Sicherheit, Datenschnittstellen, Flexibilität und Inter-operabilität über die gesamte Wertschöp-fungskette aufweisen wird.
These 15: Lieferanten von Bauteilen, die nicht maßgeblich an deren Entwicklung beteiligt sind, sind leicht austauschbar.
Die Basis für Additive Fertigung bilden digitale 3D-CAD-Modelle, Werkstoffre-zepturen sowie die Fertigungsanlage mit den relevanten Parameterwerten. Durch die Digitalisierung dieses Datensets, die in der Additiven Fertigung deutlich wei-ter automatisiert ist als in traditionellen Fertigungsmethoden, können Fertigungs-dienstleistern Differenzierungsmöglich-
keiten verloren gehen. Die Folge ist, dass Fertigungsdienstleister zunehmend aus-tauschbar sind. Dem kann durch ein En-gagement in der fertigungsgerechten, auf Additive Fertigung fokussierten Bauteil-entwicklung und –konstruktion entge-gengewirkt werden, weil diese Know-how-intensiv ist, fertigungsbezogenes Wissen enthält und hier das Datenset kreiert wird.
These 16: Additive Fertigung birgt in Kombination mit Industrie 4.0 ein großes Geschäftspotenzial für neuartige Markt-leistungen.
Um additive Fertigungsverfahren am Markt einzuführen und zu etablieren, muss das Vertrauen der Anwender in die Verfahren gewonnen werden. Hier können neue Dienstleistungen der Anlagenherstel-ler und -anbieter helfen. So könnte z. B. ein Maschinenhersteller additiver Fertigungs-anlagen einem Unternehmen, das Struk-turbauteile fertigt, Bauteile in einem ersten Schritt additiv fertigen. Hierdurch erfährt das belieferte Unternehmen neue Möglich-keiten und Wege für seine Produktion. Auf diese Weise werden die Eintrittsbarrieren in die neue Fertigungstechnologie erheb-lich reduziert und eine Vertrauensbasis für die Vereinbarung innovativer Leistungen auf Basis neuer Geschäftsmodelle geschaf-fen. Beispielsweise kann durch die Verbin-dung von Industrie 4.0-Lösungsansätzen und Additiver Fertigung ein hybrides Leis-tungsbündel gebildet werden, mit dem auf der Basis von intelligenten Fertigungsma-schinen eine vorausschauende Wartung angeboten wird. In der Folge würden sich eine Steigerung der Verfügbarkeit und eine hohe Kundenbindung ergeben.
5.4 Gesellschaftsrelevante Aspekte
These 17: Die ganzheitliche ökonomische, ökologische und soziale Bilanzierung von Additiver Fertigung wird noch nicht durchgeführt.
Additive Fertigungsverfahren versprechen gegenüber konventionellen Verfahren

45Thesen
vielfältige Effizienzsteigerungen, bezüg-lich der Kosten sowie des Werkstoff- und Energieeinsatzes. Additive Fertigung er-möglicht aufgrund größerer Freiräume bei der Wahl der Produktgestalt und der ein-fachen Herstellung von Leichtbaustruk-turen eine Materialeinsparung von bis zu 60 Prozent im Gegensatz zu subtraktiven Fertigungstechnologien. Was die Nutzung der Erzeugnisse angeht, reduzieren leich-tere Bauteile die bewegten Massen, was im Falle von Verkehrsmitteln zu einem gerin-geren Energiebedarf führt. Ferner ergeben sich auch Möglichkeiten zur Verbesserung der Arbeitsbedingungen. Um die Nut-zenpotenziale der Additiven Fertigung zu erschließen, benötigen die Unternehmen ein Instrumentarium zur ganzheitlichen Bilanzierung der positiven und negativen Effekte der Additiven Fertigung.
These 18: Konzertierte, strategiegeleitete Forschungsaktivitäten erhalten die Position Deutschlands in der Weltspitze.
Die Forschung zur Additiven Fertigung hat in den letzten Jahren weltweit stark zugenommen. In Deutschland existieren eine Vielzahl von Forschungsprogram-men, Ausschreibungen, Schwerpunktpro-jekten, Gremien und Konsortien, die die Additive Fertigung adressieren. Vorhan-dene Kompetenzen relevanter Fachgebie-te sollten gebündelt und weiße Flecken in der Forschungslandschaft sollten identifi-ziert werden. Es sollte deshalb eine Stra-tegie entwickelt werden die darlegt, wie durch eine Bündelung der F&E-Kräfte des Landes eine führende Stellung in weltwei-tem Wettbewerb erhalten und ausgebaut werden kann.
These 19: Additive Fertigung erfordert eine konzertierte Aktion in schulischer, beruflicher und akademischer Aus- und Weiterbildung.
Für neue Technologiefelder ist die Gewin-nung von Arbeitskräften naturgemäß be-sonders schwierig, da sich die Berufsbilder erst abzeichnen und die neuen Technologi-en in den Bildungsinstitutionen nicht voll
etabliert sind. Der Mangel an Fachkräften betrifft das gesamte Wertschöpfungsnetz und behindert die breite Anwendung von Additiver Fertigung. Auf dem Weg zur Überwindung dieser Situation sollten auch Visionen wie „Jeder wird zum Designer“ Beachtung finden. Ferner ist auch mehr denn je der Produktlebenszyklus bereits in der Produktplanung und -entwicklung zu antizipieren, um die Anforderungen und Randbedingungen des Wettbewerbs von morgen zu erkennen. Die Digitalisierung und der schnelle Wissenszuwachs stel-len weitere Anforderungen an zukünftige Berufsbilder. Vor diesem Hintergrund ist ein Masterplan von den wesentlichen Sta-keholdern zu erarbeiten und umzusetzen, der die gesamte Bandbreite schulischer, beruflicher und akademischer Aus- und Weiterbildung auf dem Gebiet Additive Fertigung umfasst.
These 20: Additive Fertigung verändert Qua-lifizierungsprofile von Fachkräften.
Das Qualifizierungsprofil von Fachkräften in der industriellen Produktion, insbeson-dere von Facharbeitern erweitert sich in Richtung des Einsatzes und der Bewertung von Additiver Fertigung. Diese Entwick-lung wird durch die zwei Treiber Kundeno-rientierung und Lebenszyklusbetrachtung bestimmt. Für die Kundenorientierung ergeben sich neue Gestaltungsfelder aus der Digitalisierung der industriellen Wert-schöpfung und der zunehmenden Ver-netzung von Unternehmen mit Kunden. Eine Lebenszyklusbetrachtung in den Dimensionen Ökonomie, Ökologie und sozio-technische Gestaltung eröffnet neue Perspektiven und Erfolgspotenziale für die industrielle Wertschöpfung von morgen.
These 21: Trotz hoher Popularität kommt Additive Fertigung im privaten Sektor aus einem Schattendasein nicht heraus.
Den Entwicklungen der Kundenseite, wie „Mass Customization“, zunehmende Vari-antenvielfalt und Nachfrage nach indivi-duellen Produkten kann mit Additiver Fer-tigung begegnet werden und führt zu einer
46 Thesen
hohen Popularität der Technologie. Ad-ditive Fertigung bietet den Menschen auf dem ersten Blick neue faszinierende Mög-lichkeiten an Produktionsprozessen selbst mitzuwirken. Harte Anforderungen an die „privaten Produzenten“, wie Gewährleis-tung, Produkthaftung, Zertifizierung etc. dämpfen deren Euphorie. Derzeit muss davon ausgegangen werden, dass private Produktion im Vergleich zu industrieller Produktion vernachlässigbar ist.

47Handlungsempfehlungen
6 Handlungsempfehlungen
Forschung
Um die Produktivität der Additiven Fertigung zu steigern und die Defizite gegenüber konventionellen Fertigungs-verfahren zu reduzieren, sollten Pro-duktionsprozesse, Werkstoffe und Bau-teileigenschaften erforscht werden und entsprechendes Wissen in die Anlagen-technik einfließen.
Der Maschinenstundensatz industrieller additiver Fertigungsanlagen ist im Ver-gleich zu konventionellen Verfahren sehr hoch. Weiterhin reichen Bauteilfestigkeit und -qualität additiv gefertigter Pro-dukte nur in Ausnahmen an konventio-nell gefertigte Bauteile heran. Auch das Werkstoffverhalten variiert und ist noch nicht in der Tiefe erforscht. Das sind Haupthindernisse auf dem Weg zur wirt-schaftlichen industriellen Anwendung mit größeren Stückzahlen und qualitativ hochwertigen Bauteilen. Andererseits sind die Technologien noch längst nicht ausgereizt. Die Anwender der Technolo-gie insbesondere in der Automotive- und Luftfahrtbranche haben bereits Pläne für die Produktion in großen Serien ausgear-beitet.
Konkrete, verfahrensübergreifende Ge-staltungsrichtlinien sollten systematisch erforscht werden, um die neuen Möglichkei-ten der Gestaltungsfreiheit auszunutzen.
Auch wenn die Gestaltungsfreiheit der Additiven Fertigung groß ist, stößt sie an gewisse Grenzen, zum Beispiel durch eventuell nötige Stützstrukturen und die Notwendigkeit von Nacharbeiten am Bauteil. Gezieltes Design für Additive Fertigung hängt vom Verfahren ab und muss die gesamte Prozesskette berück-sichtigen. Neben wenigen grundlegenden
Um die Entwicklung der Technologien zur Additiven Fertigung voranzutreiben, neue Einsatzfelder zu erschließen und die in-dustriellen Anwendungen zu optimieren, lassen sich eine Reihe von Handlungs-empfehlungen formulieren. Sie zielen darauf, durch gezielte Forschungsförde-rung derzeit noch bestehende praktische Hindernisse der Produktionsverfahren zu überwinden, durch eine Etablierung von Normen und Standards Entwicklungspro-zesse zu vereinfachen und den Austausch zwischen den verschiedenen Akteuren zu fördern.
Adressaten der Handlungsempfeh-lungen sind damit neben den staatlichen Institutionen der Forschungsförderung in erster Linie die führenden Unterneh-men, in denen Additive Fertigung pers-pektivisch zunehmend eine Rolle spielen wird. Diese können nicht nur mit eigener Forschung zur Entwicklung von Werk-stoffen und Verfahren beitragen, ihnen kommt vor allem die Aufgabe zu, bereits frühzeitig notwendige Infrastrukturen zu schaffen, um die neuen Verfahren mög-lichst effizient in ihre Produktionsprozes-se einzubinden. Die Politik kann durch die Schaffung von geeigneten Bedingun-gen für junge Start-Up Unternehmen und durch die Anpassung von Schul- und Ausbildungscurricula, ein geeignetes Um-feld für zukünftige Entwicklungsprozes-se etablieren. Insgesamt wäre es förder-lich, wenn sich Forschung und Industrie in diesem Bereich stärker miteinander vernetzen würden. Hierzu können auch normgebende Institutionen wie DIN/ISO beitragen.

48 Handlungsempfehlungen
Faustregeln gibt es zur prozessgerechten Konstruktion bisher keine Richtlinien. Diese müssen geschaffen werden und zu-sammen mit dem zugrunde liegenden Er-fahrungswissen in die einschlägige Aus- und Weiterbildung übernommen werden.
Neue Datenformate für Additive Fertigung sollten kurzfristig entwickelt werden.
Das derzeitige Standard-Dateiformat .STL weist Mängel auf, da bei der Konvertierung von 3D-CAD Daten wichtige Informatio-nen verloren gehen und Inkonsistenzen auftreten können. Dies bedingt oft um-fangreiche Nacharbeiten am Datensatz. Ferner existieren viele proprietäre Daten-formate, um Informationen zu transportie-ren, die in .STL nicht speicherbar sind. Im Vorfeld der Standardisierung von Daten-formaten sind konzertierte Forschungs- und Entwicklungsaktivitäten erforderlich. Neue Datenformate müssen Interoperabi-lität zwischen Geräten unterschiedlicher Hersteller gewährleisten und Zugänglich-keit von Informationen für den Anwender sicherstellen. Ferner muss eine Anbindung an bestehende IT-Systeme (PDM, ERP) möglich sein. Nur wenn diese Anforde-rungen erfüllt sind, kann breite Akzeptanz auf industrieller Ebene und in der Maker-Community geschaffen werden. Mit neuen, offenen Datenformaten, z. B. .3MF, gibt es bereits Bemühungen in dieser Richtung.
Das Veränderungspotenzial und die Aus-wirkungen Additiver Fertigungsverfahren auf Wertschöpfungsnetze, Wirtschaft und Gesellschaft sollten analysiert werden.
Die Analysen sollten vor- und nachgela-gerte Fertigungsprozesse, die Produkt-nutzung und das Recycling umfassen. Aufgrund veränderter Wertschöpfungs-strukturen sind soziale, ökonomische und ökologische Nachhaltigkeitspoten-ziale hinsichtlich einer dezentralen und bedarfsorientierten Herstellung von Pro-dukten zu bewerten. Ein Beispiel ist die Reduktion von kostenintensiver Lager-haltung und Logistik bei der Ersatzteil-versorgung.
Umsetzung
Das Daten-Tripel aus digitalen 3D-Modellen, Werkstoffrezepturen und Prozessparame-tern ist zu standardisieren.
Die von industriellen Anwendern ge-forderten Verbesserungen von Produk-tivität und Bauteilqualität erfordern langfristig ein standardisiertes und allgemein akzeptiertes Datenformat, das 3D-Modelle, Werkstoffrezepturen und Prozessparameter vereint. Ferner müssen treffende Qualitätsmerkmale (z. B. Kennzahlensysteme) für Additive Fertigung erarbeitet werden. Nur so ist u.a. die Qualifizierung von Daten, Werk-stoffen, Prozessen und Bauteilen möglich. Teilweise fehlt auch heute noch das tech-nisch-physikalische Verständnis von Ad-ditiven Fertigungsverfahren, so dass ein erheblicher Forschungsbedarf zur Erzeu-gung des Daten-Tripels besteht. Gelingt die Verbreitung des angestrebten Daten-Tripels, ist die Erstellung eines hochwer-tigen Imitats durch Produktpiraten deut-lich aufwandsärmer. Für den Schutz des Daten-Tripels sind daher die Identifizie-rung des individuellen Bedrohungspoten-zials und die Realisierung ganzheitlicher Schutzkonzeptionen essenziell.
Additive Fertigung benötigt dedizierte Me-thoden und Verfahren zur Qualitätssicherung.
Zum Nachweis der Qualität von Bautei-len müssen Methoden und Verfahren zum Messen, Testen und Prüfen entwi-ckelt werden. In diesem Zuge müssen relevante Prozessbedingungen zunächst identifiziert und dann überwacht und in laufenden Prozessen auf der Basis eines Prozessmodells geregelt werden.
Umsetzung von Grundlagenforschung in die industrielle Anwendung beschleunigen.
Ein Ansatz ist die Intensivierung der vorwettbewerblichen Gemeinschaftsfor-schung durch den Bund und die Industrie. Ferner kann der Aufbau von Demonstra-tionszentren und Technologieclustern in den Bundesländern den Transfer in die

49Handlungsempfehlungen
gische Positionierung der Akteure in der industriellen Wertschöpfung.
Belebung und Förderung einer dynami-schen Start-up-Szene zur Ausschöpfung der hohen Innovationspotenziale von Additiver Fertigung.
Da Deutschland viel Know-How in den Bereichen Produktionsforschung und Industrieautomatisierung besitzt, ist die Ausgangssituation zur Verbesserung be-stehender Maschinen und Anlagen gut. Völlig neue Technologien und Geschäfts-modelle der Additiven Fertigung werden aber auf dieser gewachsenen Basis kaum entstehen. Das Potenzial dazu haben sowohl etablierte Akteure aus anderen Branchen als auch Start-ups. Insbesonde-re im Start-up-Bereich sind stimulierende Maßnahmen und Förderangebote sei-tens der öffentlichen Fördermittelgeber notwendig, um das Innovationspotenzial auszuschöpfen und eine neue, vitale Un-ternehmensszene entstehen zu lassen.
Bildung
Klassische Berufsbilder von Facharbeiterin-nen und Facharbeitern sollten durch neue Qualifikationen für Additive Fertigungstech-nologien erweitert werden.
Additive Fertigung wird zukünftig gleich-berechtigt mit anderen Fertigungsver-fahren in vielen Branchen zur Anwen-dung kommen. In Folge muss Additive Fertigung in der beruflichen Aus- und Weiterbildung verankert werden, wozu zunächst Lehrpersonal für die berufli-chen Schulen auszubilden ist. Eine be-sondere Herausforderung stellt dabei der schnelle technologische Wandel dar: Digitale Plattformen für Lehre und Ler-nen sowie neue Ansätze zur Wissens-vermittlung wie Massive Open Online Courses (MOOC) sind zu verwirklichen. Ferner ist zu prüfen, ob Zertifikate der Weiterbildung zeitlich zu befristen sind, um der Innovationsdynamik des Techno-logiefelds Additive Fertigung gerecht zu werden.
Praxis stark fördern. So können durch erfolgreiche Pilot-Implementierungen und branchenspezifische Anwendungen die Chancen und Risiken sowie die heute schon mögliche Breite der Anwendungen aufgezeigt werden. Ein weiterer konkre-ter Ansatzpunkt ist die Umsetzung großer Verbundprojekte im Rahmen von Public-private-Partnerships. Last but not least ist zu überprüfen, ob es in der in Deutsch-land relativ schwach ausgeprägten Grün-derszene Potenziale für die Verbesserung von Additiver Fertigung gibt.
Für Additive Fertigung werden Konzeptionen für die Integration in umfassende klassische Produktionssysteme benötigt.
Die Integration von Additiven Fertigungs-verfahren in bestehende Fertigungs-prozesse muss auf der Entwicklung von Standardroutinen, prozessorientiertem Qualitätsmanagement und neuen Ma-schinensystemen für eine robuste Ferti-gung basieren. Ein zentraler Aspekt ist die Anhebung des Automatisierungsgrads der Maschinen und Anlagen der Additiven Fertigung auf das heute und in Zukunft erwartete Niveau der klassischen Ferti-gungssysteme. Dabei spielt sicher auch die sich abzeichnende Entwicklung der industriellen Wertschöpfung im Kontext Industrie 4.0 eine wesentliche Rolle.
Schaffung zukunftsorientierter Entschei-dungsgrundlagen zur strategischen Planung im Kontext Additive Fertigung.
Sollten Visionen wie die dezentrale Fer-tigung und das Paradigma „Prosumer“ Wirklichkeit werden, werden sich Wert-schöpfungsnetze von Grund auf verän-dern. Um darauf vorbereitet zu sein, müs-sen Szenarien für die beteiligten Akteure in veränderten Wertschöpfungsnetzen entwickelt werden. Ferner muss ein In-strumentarium geschaffen werden, das die ökonomische, ökologische und sozi-ale Bilanzierung von Additiver Fertigung ermöglicht. Szenarien und Bilanzierungs-Instrumentarium sind dringend benötigte Entscheidungsgrundlagen für die strate-

50 Handlungsempfehlungen
Die Potenziale der Additiven Fertigung für die MINT-Ausbildung in den Schulen aus-schöpfen.
Additiven Fertigungstechnologien weisen für die schulische Ausbildung erhebliche Potenziale auf. Sie können als anschauli-ches Vehikel zur Gestaltung und Herstel-lung von Artefakten eingesetzt werden. Sogenannte living labs, in denen Schü-lerinnen und Schüler mit 3D-CAD-Sys-temen und 3D-Druckern für den Home-Anwenderbereich selbst arbeiten können, bieten die Chance, Technik greifbar zu machen und junge Menschen für MINT-Fächer zu begeistern.
Förderpolitik
Forschungsprogramm zur Verwirklichung der Dualen Strategie: Deutschlands Position als Leitanbieter und Leitmarkt für Additive Fertigung festigen.
Bereits heute nehmen Maschinen- und Anlagenhersteller sowie Werkstoffent-wickler aus Deutschland international eine Spitzenposition als Anbieter von Additiver Fertigung und der zugrunde-liegenden Werkstoffe ein. Zugleich ver-suchen deutsche Anwenderunterneh-men mit Hilfe Additiver Fertigung ihre Wettbewerbsposition zu verbessern. Zukünftig gilt es, Deutschlands Position einerseits als Leitanbieter für Additive Fertigung zu festigen und andererseits die notwendigen Voraussetzungen zu schaffen, um die Wettbewerbsfähigkeit deutscher Unternehmen durch Additive Fertigung zu erhöhen. Die Herausfor-derungen auf dem Weg dazu wurden in dieser Stellungnahme dargelegt. Die Be-wältigung dieser Herausforderungen er-fordert erhebliche und gut abgestimmte Forschungsanstrengungen. Das entspre-chende Programm sollte folgende The-menbereiche adressieren:
1) Automatisierung der Prozessketten2) Grundlagenforschung auf dem Gebiet
der Werkstoff- und Prozesswissen-schaften
3) Neue, auf diese Prozesse ausgerichtete Legierungen und thermomechanische Behandlungen
4) Produktivitätssteigerung5) Standardisierte Ausgangswerkstoffe
hoher Reinheit und angepasster Mor-phologie
6) Qualitätsregelung7) Reproduzierbarkeit der Bauteileigen-
schaften8) Gezielte Beeinflussung und Variation
der Bauteileigenschaften (gradierte Bauteileigenschaften)
9) Multimaterialverarbeitung10) Datenintegrität (Datenschutz, Daten-
sicherheit und Datenkonsistenz) 11) Safety und Security in Cyber-Physi-
schen Produktionssystemen12) Prävention von Produktpiraterie13) Auswirkungen einer dezentralen Fer-
tigung auf Wertschöpfungsnetze und ganzheitliche Bilanzierung
51Beteiligte Wissenschaftlerinnen und Wissenschaftler
Beteiligte Wissenschaftlerinnen und Wissenschaftler
Mitglieder der Projektgruppe
Prof. Dr.-Ing. Jürgen Gausemeier Heinz Nixdorf Institut, Universität Paderborn (Projektleitung)
Prof. Dr.-Ing. Michael Schmidt Lehrstuhl für Photonische Technologien,Friedrich-Alexander-Universität Erlangen-Nürnberg undBayerisches Laserzentrum (Projektleitung)
Prof. Dr.-Ing. Reiner Anderl Fachgebiet Datenverarbeitung in der Konstruktion,Technische Universität Darmstadt
Prof. Dr.-Ing. Christoph Leyens Institut für Werkstoffwissenschaft, Technische Universität Dresden
Prof. Dr.-Ing. Hans-Joachim Schmid
Lehrstuhl für Partikelverfahrenstechnik, Universität Paderborn
Prof. Dr.-Ing. Günther Seliger Fachgebiet Montagetechnik und Fabrikbetrieb,Technische Universität Berlin
Prof. Dr.-Ing. Petra Winzer Fachgebiet Produktsicherheit und Qualitätswesen,Bergische Universität Wuppertal
Des Weiteren wurde die Projektgruppe in zwei World-Café-Workshops durch folgendeFachleute unterstützt:
André Batz Schmersal
Dr.-Ing. Ursula Beller Technologie-Transfer-Ring Handwerk NRW
Andreas Berkau citim
Andreas Brumby Umicore
Dr. Stefan Doch International Transfer Center for Logistics
Christian Dülme Heinz Nixdorf Institut, Universität Paderborn
Prof. Dr. Dr. Jürgen Ensthaler Technische Universität Berlin
Inga Fischer Brose Fahrzeugteile
Dr. Dr. Albrecht Fritzsche Friedrich-Alexander-Universität Erlangen-Nürnberg
Prof. Dr. Peter Hoffmann Erlas Erlanger Lasertechnik
Dr. Klaus Glasmacher Bundesministerium für Wirtschaft und Energie
Dr.-Ing. Ingomar Kelbassa Rheinisch-Westfälische Technische Hochschule Aachen
Dr.-Ing. Eric Klemp voestalpine
Martin Kolbe Kühne + Nagel
Matthias Kuom Projektträger Deutsches Zentrum für Luft- und Raumfahrt
Mischa Leistner Karlsruher Institut für Technologie
Roland Leitermann Krallmann
Dr. Blanka Lenczowski EADS
Dr. Felix Loske Harting
Dr. Bernhard Mais ECKA Granules Germany
52 Beteiligte Wissenschaftlerinnen und Wissenschaftler
Stefan Marchlewitz Bergische Universität Wuppertal
Dr.-Ing. Erik Marquardt Verein Deutscher Ingenieure
Carsten Merklein Schaeffler Technologies
Piotr Pacholak Krallmann
Martin Schäfer Siemens
Heinz Schmersal Schmersal
Dr. Dieter Schwarze SLM Solutions
Prof. Dr.-Ing. Frank Straube Fachgebiet Logistik, Technische Universität Berlin
Dr. Alexander Tettenborn Bundesministerium für Wirtschaft und Technologie
Prof. Dr. h.c. Dr.-Ing. Eckart Uhlmann
Institut für Werkzeugmaschinen und Fabrikbetrieb,Technische Universität Berlin
Prof. Dr.-Ing. Franz-Josef Villmer Hochschule Ostwestfalen-Lippe
Dr.-Ing. Marina Wall Heinz Nixdorf Institut, Universität Paderborn
Prof. Gerd Witt Universität Duisburg-Essen
Ferner unterstützte Herr Prof. Axel Thallemer der National University of Singaporedie Projektgruppe. Die Vor- und Nachbereitung der Projektgruppensitzungen und derWorkshops oblag dem Projektteam bestehend aus folgenden wissenschaftlichenMitarbeiterinnen und Mitarbeitern:
Alexander Arndt Fachgebiet Datenverarbeitung in der Konstruktion,Technische Universität Darmstadt
André Bergmann Fraunhofer-Institut für Produktionsanlagen und Kon struktionstechnik
Daniel Eckelt Heinz Nixdorf Institut, Universität Paderborn
Dr.-Ing. Anna Figiel Fachgebiet Logistik, Technische Universität Berlin
Anna Lisa Junge Fachgebiet Logistik, Technische Universität Berlin
Martin Kage Heinz Nixdorf Institut, Universität Paderborn
Michael Karg Lehrstuhl für Photonische Technologien,Friedrich-Alexander-Universität Erlangen-Nürnberg
Dr. Martina Kohlhuber acatech – Deutsche Akademie der Technikwissenschaften
Bernd Muschard Institut für Werkzeugmaschinen und Fabrikbetrieb,Technische Universität Berlin
Stefan Peter Heinz Nixdorf Institut, Universität Paderborn
Die Arbeitsgruppe "Additive Fertigung und 3D-Druck" unter Federführung der Leopol-dina hat die vorliegende Stellungnahme ausführlich kommentiert. Besonderer Dank gilt dem Projektleiter Herrn Prof. Dr.-Ing. Dierk Raabe (MPI für Eisenforschung), Herrn Dr. Eric Jägle (MPI für Eisenforschung) und Frau Dr. Elke Witt (Leopoldina, Abteilung Wissenschaft – Politik – Gesellschaft).

53Literaturverzeichnis
Literaturverzeichnis
[Ada15] Adam, G.: Systematische Erarbeitung von Kons-truktionsregeln für die additive Fertigungsverfahren Lasersintern, Laserschmelzen und Fused Deposition Modeling. Dissertation, Fakultät für Maschinenbau, Universität Paderborn, Forschungsberichte des Direct Manufacturing Research Centers, Band 1, Paderborn, 2015
[AI15-ol] Additive Industries: Metal Fab 1 Industrial Additive Manufacturing System. Unter: http://addi-tiveindustries.com/Industrial-am-systems/Metalfab1, letzter Zugriff: 30. November 2015
[BBM+14] Bauer, W.; Schlund, S.; Marrenbach, D.; Ganschar, O.: Industrie 4.0 – Volkswirtschaftliches Potenzial für Deutschland, Studie, Fraunhofer IAO und Bundesverband Informationswirtschaft, Telekom-munikation und neue Medien e.V., 2014
[BER+12] Berger, U.; Hartmann, A.; Schmid, D.: Additive Fertigungsverfahren – Rapid Prototyping, Rapid Too-ling, Rapid Manufcaturing. Europa Lehrmittel Verlag, 1. Auflage, 2013
[BHB16] Bogers, M.; Hadar, R.; Bilberg, A.: Additive Manufacturing for Consumer-centric Business Models: Implications for Supply Chains in Consumer Goods Manufacturing. In: Technological Forecasting & Social Change, Vol. 102, S. 225-239
[Bmb13-ol] Bundesministerium für Bildung und Forschung: Additiv-Generative Fertigung – Die 3D-Revolution zur Produktherstellung im Digitalzeitalter. Unter: http://www.unternehmen-region.de/de/7649.php, letzter Zugriff: 3. März 2016
[Bmb15-ol] Bundesministerium für Bildung und For-schung: Bekanntmachung „Additive Fertigung – In-dividualisierte Produkte, komplexe Massenprodukte, innovative Materialien (ProMat_3D)“. Unter: https://www.bmbf.de/foerderungen/bekanntmachung.php?B=1037 , letzter Zugriff: 3. März 2016
[BLW03] Burschel, C., Losen D. Wiendl, A.: Nachhaltige Entwicklung und ökonomische Theorie – Eine Skizze der Anschlussmöglichkeiten und Grenzen; In: Um-weltwirtschaftsforum; 11; 2003/3
[CMM+14] Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.M Jordan, D.C.; Limperos, J.W.: Making Sense of 3-d Printing: Crea-ting a Map of Additive Manufacturing Products and Services. In: Additive Manufacturing, Vol. 1, 2014
[CL16a-ol] Concept Laser: X line 2000® is Impressing the Market. Unter: http://newsroom.concept-laser.com/news/cl/article/detail/x-line-2000rR-is-impressing-the-market.html, letzter Zugriff: 6. Januar 2016
[CL16b-ol] Concept Laser: New M2 Cusing. Unter: http://newsroom.concept-laser.com/news/cl/article/detail/new-m2-cusing.html, letzter Zugriff: 5. Januar 2016
[CSS14-ol] Cohen, D.; Sargeant, M.; Somers, K.: 3-D Printing Takes Shape. Unter: http://www.mckinsey.com/business-functions/operations/our-insights/3-d-printing-takes-shape, 2014, letzter Zugriff: 25. August 2016
[Dav15] D’Aveni: The 3-D Printing Revolution. In: Harvard Business Manager, Mai 2015
[Del14a] Deloitte: 3D Opportunity in Aerospace and Defense – Additive Manufacturing Takes Flight, 2014
[Del14b] Deloitte: 3D Opportunity in the Automotive Industry, 2014
[Del14c] Deloitte: 3D Opportunity in Medical Technology – Additive Manufacturing Comes to Life, 2014
[Deu14] Deutskens, C.: Konfiguration der Wertschöpfung bei disruptiven Innovationen am Beispiel der Elektro-mobilität, Dissertation, RWTH Aachen, Apprimus Verlag, 2014
[DMG15-ol] DMG Mori: Intelligent kombiniert: Laserauf-tragsschweißen & Fräsen – Generative Fertigung in Fertigteilqualität. Unter: http://de.dmgmori.com/produkte/lasertec/lasertec-additivemanufacturing/lasertec-65-3d, letzter Zugriff: 30. November 2015
[DYK2003] Dylliick, T.: Konzeptionelle Grundlagen unternehmerischer Nachhaltigkeit. In: Linne, G. und Schwarz, M.: Handbuch Nachhaltige Entwicklung Wie ist eine nachhaltiges Wirtschaften machbar?; Verlag Leske-Budrich; Oplanden 2003
[EK12-ol] Europäische Kommission: Stellungnahme zum Thema „Eine stärkere europäische Industrie bringt Wachstum und wirtschaftliche Erholung, Aktualisie-rung der Mitteilung zur Industriepolitik. Unter: http://toad.eesc.europa.eu/viewdoc.aspx?doc=ces/ccmi/ccmi108/de/ces1094-2013_00_00_tra_ac_de.doc, letzter Zugriff: 31. März 2016
[Ech14] Echterhoff, N.: Systematik zur Entwicklung von Cross-Industry-Innovationen. Dissertation, Fakultät für Maschinenbau, Universität Paderborn, HNI-Ver-lagsschriftenreihe, Band 332, Paderborn, 2014
[EFI15] Expertenkommission Forschung und Innovation (Hrsg.): Gutachten 2015. Berlin 2015
[Ens14] Ensthaler, J.; Grimm, T.; Günther, B.; et al.: Statusreport Additive Fertigungsverfahren September 2014. VDI Verein Deutscher Ingenieure. 2014. S 1-19
[EOS13] EOS Electro Optical Systems: Additive Manufactu-ring in the Medical Field, 2013
[EOS16-ol] EOS Electro Optical Systems: Werkstoffma-nagement für EOS Metallsysteme. Unter: http://www.eos.info/werkstoffmanagement-metall, letzter Zugriff: 6. Januar 2016
[FLT14] Fleisch, E.; Legner, C.; Thiesse, F.: Informations-technologie-basierte Geschäftsmodelle – Stand und Ausblick, In: Brenner, W.; Hess, T. (Hrsg.): Wirt-schaftsinformatik in Wissenschaft und Praxis, Springer Verlag, Berlin, Heidelberg, 2014
54 Literaturverzeichnis
[GE13] GE Capital: Additive Manufacturing – Redefining What’s Possible, Industry Research Monitor, 2013
[GFC13] Gassmann, O.; Frankenberger, K.; Csik, M.: Geschäftsmodelle entwickeln – 55 innovative Konzepte mit dem St. Galler Busines Model Navigator. Hanser Verlag, München, 2013
[GEK+11] Gausemeier, J.; Echterhoff, N.; Kokoschka, M.; Wall, M.: Thinking Ahead the Future of Additive Manufacturing – Analysis of Promising Industries. Study for the Direct Manufacturing Research Center, Paderborn, 2011
[GEK+12] Gausemeier, J.; Echterhoff, N.; Kokoschka, M.; Wall, M.: Thinking Ahead the Future of Additive Manufacturing – Future Applications. Study for the Direct Manufacturing Research Center, Paderborn, 2012
[GEW13] Gausemeier, J.; Echterhoff, N.; Wall, M.: Thin-king Ahead the Future of Additive Manufacturing – Innovation Roadmapping of Required Advancements. Study for the Direct Manufacturing Research Center, Paderborn, 2013
[GK16] Gausemeier, J.; Kage, M.: Innovationsroadmapping am Beispiel der Additiven Fertigung. In: Moehrle, M.; Isenmann, R. (Hrsg.): Technologie-Roadmapping: Zukunftsstrategien für Technologieunternehmen. Springer Verlag, Berlin, Heidelberg, 2016
[GWP13] Gausemeier, J.: Wall, M.; Peter, S.: Thinking Ahead the Future of Additive Manufacturing – Ex-ploring the Research Landscape. Study for the Direct Manufacturing Research Center, Paderborn, 2013
[Hom16] Hommel, E.-M.: Fortschritt Marke Eigenbau. In: Technology Review, April 2016
[HMF12] Haberland, C.; Meier, H.; Frenzel, J.: On the Properties of Ni-Rich NiTi Shape Memory Parts Produced by Selective Laser Melting. Conference on Smart Materials, Adaptive Structures and Intelligent Systems, USA, September 2012
[IDA13-ol] IDA Paper P-5091, The Role of the National Science Foundation in the Origin and Evolution of Additive Manufacturing in the United States, Institute for Defense Analyses, 4850 Mark Center Drive, Alex-andria, Virginia, U.S.A. Unter: https://www.ida.org/idamedia/Corporate/Files/Publications/STPIPubs/ida-p-5091.ashx, letzter Zugriff: 24. Juni 2016
[JKP16] Jiang, R.; Kleer, R.; Piller, F.T.: The Future of Additive Manufacturing: A Delphi-based Analysis for 2030. ISPIM Innovation Forum, Boston, 2016
[KAH+15] Karg, M.; Ahuja, B.; Hentschel, O.; Schmidt, M.: Local Hardness Variation of Ti50Cu32Ni15Sn3 Pro-cessed by Laser Beam Melting (LBM). In: Internatio-nal Journal of Recent Contributions from Engineering, Science & IT. Vol. 3, Nr. 1, 2015
[Kar08] Karg, M.: Direktes Metall-Laser-Sintern von strukturoptimierten Implantaten aus 3D-Gittern, Diplomarbeit, TU München, Lehrstuhl für Medizin-technik, 2008
[Kor10] Koren, Y.: The Global Manufacturing Revolution, John Wiley & Sons, 2010
[Kho04] Khoshnevis, B.: Automated Construction by Contour Crafting – Related Robotics and Information Technologies. In: Journal of Automation in Construc-tion – Special Issue: The best of ISARC 2002, Vol 13, Issue 1, January 2004, pp 5-19
[KPM14] KPMG: Global Manufacturing Outlook – Perfor-mance in the Crosshairs, 2014
[KTH+12] Kempen, K.; Thijs, L.; Van Humbeeck, J.; Kruth, J.-P.: Mechanical Properties of ALSi10Mg Produced by Selective Laser Melting. In: Physics Procedia, Nr. 39, S. 439 – 446, 2012
[Levy03] Levy, G. N.; Schindel, R.; Kruth, J.-P.: Rapid Ma-nufacturing and Rapid Tooling with Layer Manufac-turing (LM) Technologies, State of the Art and Future Perspectives. In: Annals of the CIRP
[LL16] Lachmayer, R.; Lippert, R.B.: Chancen und Heraus-forderungen für die Produktentwicklung. In: Lachmay-er, R.; Lippert, R.B., Fahlbusch, T. (Hrsg.): 3D-Druck beleuchtet, Springer-Verlag, Berlin, Heidelberg, 2016
[LM16-ol] Local Motors – A World Of Vehicle Innova-tions. Unter: https://localmotors.com/about/, letzter Zugriff: 4. Januar 2016
[MAV14-ol] Onlinemagazin MAV – Innovation in der spanenden Fertigung: Auftragen und Spanen in einer Aufspannung. Unter: http://www.mav-online.de/inter-view/-/article/32571331/38941447/Auftragen-und-Spa-nen-in-einer-Aufspannung/art_co_INSTANCE_0000/maximized/, letzter Zugriff: 6. Januar 2015
[MH14-ol] Molitch-Hou, M.: President Obama Announces Two New Advanced Manufacturing Hubs. Unter: http://3dprintingindustry.com/2014/03/03/presi-dent-obama-advanced-manufacturing-hubs, letzter Zugriff am 3. März 2016
[Mol13-ol] Molitch-Hou; M.: 3d Printing Industry, The Realization of 3D Printed Houses, September 30, 2013. Unter: http://3dprintingindustry.com/news/university-south-california-realization-3d-printed-houses-17632/, letzter Zugriff: 20. September 2016
[Mon16] Mongeon, B.: 3D Technology in Fine Art and Craft, Exploring 3D Printing, Scanning, and Milling, Focal Press, Burlington, MA 01803, USA, 2016
[MW15-ol] Million-Weaver, S.: 3D-printed Parts Could be Hot New Technology for Keeping Power Plants Cool. Unter: http://phys.org/news/2015-09-3d-printed-hot-technology-power-cool.html, letzter Zugriff: 30. März 2016
[Nic16-ol] Nickel, K.: Unter drei Wochen Bauzeit – In Dubai steht das erste 3D-gedruckte Bürohaus WIRED.de, Condé Nast Verlag GmbH, München, 26.05.2016. Unter: https://www.wired.de/collection/life/unter-drei-wochen-bauzeit-dubai-steht-das-erste-3d-ge-druckte-buerohaus, letzter Zugriff: 24. Juni 2016
[NLR+13] Niendorf, T.; Leuders, S.; Riemer, A.; Richard, H.-A.; Tröster, T.; Schwarze, D.: Highly Anisotropic Steel Processed by Selective Laser Melting. In: Metall-urgical and Materials Transactions B, Vol. 44, Nr. 4, S. 794-796, 2013
[Ort16-ol] Ortofon: A95 Moving Coil Cartridge. Unter: http://www.ortofon.com/mc-a95-p-155, letzter Zu-griff: 30. März 2016
[Pan13-ol] Pander, J.: Ford-Torino-Skultptur, SpiegelOn-line Auto. Unter: http://www.spiegel.de/auto/aktuell/kunst-aus-dem-3d-drucker-die-auto-skulptur-des-kuenstlers-ioan-florea-a-928309.html, letzter Zugriff: 24. Juni 2016
[Pil06] Piller, F. T.: Mass Customization – Ein wettbewerbs-strategisches Konzept im Informationszeitalter. 4. Auf-lage, Deutscher Universitäts-Verlag, Wiesbaden, 2006
[PS13] Petrick, I.; Simpson, T.W.: 3D Printing Disrupts Manufacturing – How Economies of One Create New Rules of Competition. In: Research-Technology- Ma-nagement, November-Dezember 2013
55Literaturverzeichnis
[PWC13] PricewaterhouseCoopers: 3D Printing: A Poten-tial Game Changer for Aerospace and Defense. In: GainingAltitute, Issue 7, 2013
[RAE13] Royal Academy of Engineering: Additive Manu-facturing: Opportunities and Constraints. Zusammen-fassung der Ergebnisse des Roundtable Forums, 23. Mai 2013
[RAS] Rasch, M.: Konstruktive Gestaltung einer For-schungsanlage für das Laserstrahlschmelzen von Metallen aus dem Pulverbett. Masterarbeit, Lehrstuhl für Photonische Technologien, Friedrich-Alexander-Universität Erlangen-Nürnberg
[RB15] Roland Berger: Additive Manufacturing – Oppor-tunities in a Digitalized Production, Präsentation bei der Additive Manufacturing European Conference, Brüssel, 23. Juni 2015
[Red11] Redlich, T.: Wertschöpfung in der Bottom-Up-Ökonomie. Springer-Verlag, Berlin, Heidelberg, 2011
[Reu16-ol] Reuters: GE Buy Germany’s Concept Laser After SLM Bid Fails. Unter: http://www.reuters.com/article/us-ge-3dprinting-germany-idUSKCN12R0JT, letzter Zugriff: 9. November 2016
[RS14] Rayna, T.; Striukova, L.: The Impact of 3D Printing Technologies on Business Model Innovation. In: Digital Enterprise Design & Management, Vol. 261, S. 119-132
[SFB16-ol] Sonderforschungsbereich 814 – Additive Fertigung: Fertigungstechnologien der Zukunft. Unter: http://www.sfb814.forschung.uni-erlangen.de/, letzter Zugriff: 27. April 2016
[Sie14] Siemens AG: 3D Printing: Facts & Forecasts. Unter: http://www.siemens.com/content/dam/internet/siemens-com/innovation/pictures-of-the-future/industry-and-automation/other-assets/140708_SAG-POF_RelaunchInfographic.jpg.adapt.916.high.jpg/1433337247320.jpg, letzter Zugriff: 7. Januar 2015
[SLM15-ol] SLM Solutions: SLM 500 HL, Produktbeschrei-bung. Unter: http://stage.slm-solutions.com/index.php?slm-500_de, letzter Zugriff: am 25. November 2015
[SLM16-ol] SLM Solutions: Annual Report 2015. Unter: http://www.stage.slm-solutions.com/download.php?f=f5978358638f20ee88714034879cdd52, letzter Zugriff: 28. April 2016
[SK14] Schwerdtfeger, J.; Körner, C.: Selective Electron Beam Melting of Ti-48Al-2Nb-2Cr: Microstructure and Aluminium Loss. In: Intermetallics, Nr. 49, S. 29-35, 2014
[Sto13] Stokes, M.B.: 3D Printing for Architects with Ma-kerBot, Pakt Publishing Ltd., ISBN 978-1-78355-075-3, Birmingham B3 2PK, UK
[Str15] Stratasys Direct, Inc.: Trend Forecast – 3D Printing’s Imminen Impact on Manufacturing.
[TDD+15] Thallemer, A.; Danzer, M.; Diensthuber, D.; Kostadinov, A.; Rogler, B.: Absolute Designfreiheit durch additiv-generative Fertigung? Vergleich anhand bionischer vs. technischer Pneumatik-Greifer. In: Gausemeier, J.(Hrsg.): Vorausschau und Techno-logieplanung. 11. Symposium für Vorausschau und Technologieplanung, 29. und 30. Oktober 2015, HNI-Verlagsschriftenreihe, Band 347, Paderborn 2015
[Thi14] Thiesse, F.: Die Zukunft des 3D-Drucks. Präsenta-tion beim Alphaform-Investorentag, Feldkirchen, 5. Februar 2014
[Tor14] Torre, C.: Additive Manufacturing in FP7 and Horizon 2020. Report from the EC Workshop on Ad-ditive Manufacturing held on 18 June 2014. European Commission. Brüssel. 2014. S. 7
[TSE+15] Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; Samulski, E.T.; DeSimone, J.;M.: Continuous Liquid Interface Production of 3D objects. In: Science Magazi-ne, Vol 347, Issue 6228, 2015
[Thi15-ol] Thimmesch, D.: MIT Develops a Method for 4D Printing Programmed Carbon Fiber & Wood. Unter: http://3dprint.com/19092/mit-self-assembly-4d-print/, letzter Zugriff: 4. Dezember 2015
[VDI14] Verein Deutscher Ingenieure: Statusreport “Addi-tive Fertigung”, September 2014
[Wat15-ol] Waterman, P.J.: 3D Printing Thinks Really Big. Unter: http://www.deskeng.com/de/3d-printing-thinks-really-big/, letzter Zugriff: 27. April 2016
[WC13] Wohlers, T.; Caffrey, T.: Additive Manufacturing: Going Mainstream. In: Manufacturing Engineering, Vol. 150, No. 6
[Web16] Weber, L.: Schicht für Schicht. In: Frankfurter Allgemeine Zeitung, Nr 45, 23. Februar 2016, S. T1
[WEG15] Wegner, A.; Harder, R.; Witt, G.; Drummer, D.: Determination of Optimal Processing Conditions for the Production of Polyamide 11 Parts using the Laser Sintering Process. In: International Journal of Recent Contributions from Engineering, Science & IT
[Woh11] Terry Wohlers: Wohlers Report 2011 – Additive Manufacturing and 3D Printing State of the Industry – Annual Worldwide Progress Report. Wohlers Asso-ciates Inc. 2011
[Woh16] Terry Wohlers: Wohlers Report 2016 – 3D Printing and Additive Manufacturing State of the Industry Annual Worldwide Progress Report. Wohlers Associates Inc. 2016
[Wor14a] 1. Workshop der acatech Projektgruppe additive Fertigung, 3. März 2014
[Wor14b] 2. Workshop der acatech Projektgruppe additive Fertigung, 14. Juli 2014
[Yad09] Yadroitsev, I.: Selective Laser Melting: Direct Ma-nufacturing of 3D-Objects by Selective Laser Melting of Metal Powders. Dissertation, Ecole Nationale d’ Ingénieurs de Saint Etienne
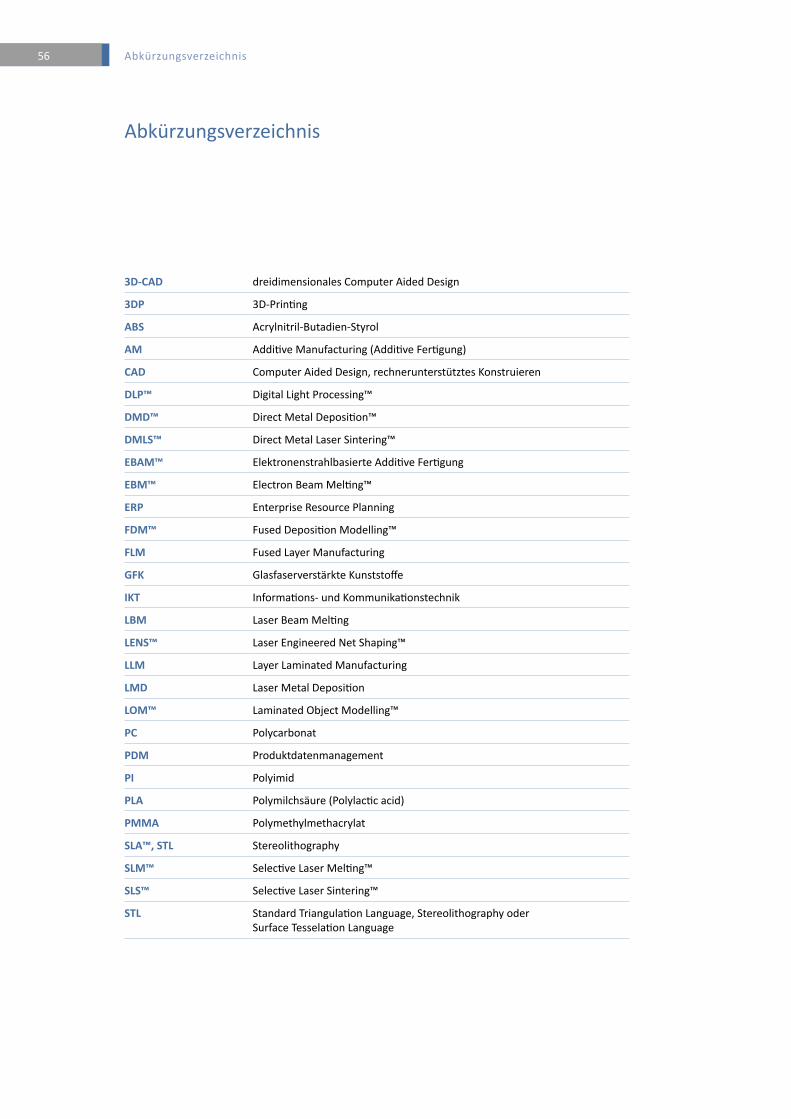
56 Abkürzungsverzeichnis
3D-CAD dreidimensionales Computer Aided Design
3DP 3D-Printing
ABS Acrylnitril-Butadien-Styrol
AM Additive Manufacturing (Additive Fertigung)
CAD Computer Aided Design, rechnerunterstütztes Konstruieren
DLP™ Digital Light Processing™
DMD™ Direct Metal Deposition™
DMLS™ Direct Metal Laser Sintering™
EBAM™ Elektronenstrahlbasierte Additive Fertigung
EBM™ Electron Beam Melting™
ERP Enterprise Resource Planning
FDM™ Fused Deposition Modelling™
FLM Fused Layer Manufacturing
GFK Glasfaserverstärkte Kunststoffe
IKT Informations- und Kommunikationstechnik
LBM Laser Beam Melting
LENS™ Laser Engineered Net Shaping™
LLM Layer Laminated Manufacturing
LMD Laser Metal Deposition
LOM™ Laminated Object Modelling™
PC Polycarbonat
PDM Produktdatenmanagement
PI Polyimid
PLA Polymilchsäure (Polylactic acid)
PMMA Polymethylmethacrylat
SLA™, STL Stereolithography
SLM™ Selective Laser Melting™
SLS™ Selective Laser Sintering™
STL Standard Triangulation Language, Stereolithography oderSurface Tesselation Language
Abkürzungsverzeichnis

57Abbildungsverzeichnis
Abbildung 1-1 Begriffsgebäude der Additiven Fertigung 10
Abbildung 1-2 Der Weg zu den Handlungsempfehlungen 11
Abbildung 3-1 Prozesskette der Datenaufbereitung 13
Abbildung 3-2 Zyklischer Ablauf der Schichterzeugung am Beispiel des Laserstrahlschmelzens
14
Abbildung 3-3 Strangablegeverfahren 16
Abbildung 3-4 Binder-Druck 16
Abbildung 3-5 Schichtlaminieren 17
Abbildung 3-6 Stereolithografie 17
Abbildung 3-7 Harz-Druck 17
Abbildung 3-8 Kunststoff-Laser-Sintern 18
Abbildung 3-9 Laserstrahlschmelzen 18
Abbildung 3-10 Elektronenstrahlschmelzen 18
Abbildung 3-11 Additives Auftragschweißen 19
Abbildung 3-12 Silikongussform für ein Handygehäuse 20
Abbildung 3-13 Links: klassisch gebohrte Kühlkanäle;rechts: konturangepasste Kühlung
20
Abbildung 3-14 Kobalt-Chrom-Gerüste für Zahnprothesen auf Stützstrukturen,hergestellt mit SLM™
21
Abbildung 3-15 Wasserpumpenrad aus dem Motorsport, hergestellt mit SLM™ 21
Abbildung 3-16 Einspritzdüse für LEAP-Triebwerk, hergestellt mit SLM™ 21
Abbildung 3-17 Generisches Wertschöpfungsnetz der Additiven Fertigunginkl. Befähiger
23
Abbildung 3-18 Erfolgsfaktorenportfolio für das Technologiefeld Additive Fertigung 25
Abbildung 4-1 Entwicklungsoptionen in Wertschöpfungsnetzen 35
Abbildung 4-2 Globales Marktvolumen der Additiven Fertigung 38
Abbildungsverzeichnis



Wissenschaftliche und gesellschaftspolitische Bedeutung bevölkerungsweiter Längsschnittstudien (2016)
Staatsschulden: Ursachen, Wirkungen und Grenzen (2015)
Mit Energieszenarien gut beraten – Anforderungen an wissenschaftliche Politikberatung (2015)
Flexibilitätskonzepte für die Stromversorgung 2050 (2015)
Zur Gesundheitsversorgung von Asylsuchenden (2015)
Chancen und Grenzen des genome editing (2015)
Medizinische Versorgung im Alter – Welche Evidenz brauchen wir? (2015)
Public Health in Deutschland: Strukturen, Entwicklungen und globale Herausforderungen (2015)
Perspektiven der Quantentechnologien (2015)
Akademien nehmen Stellung zu Fortschritten der molekularen Züchtung und zum erwogenen nationalen Anbauverbot gentechnisch veränderter Pflanzen (2015)
Die Energiewende europäisch integrieren – Neue Gestaltungsmöglichkeiten für die gemeinsame Energie- und Klimapolitik (2015)
Palliativversorgung in Deutschland – Perspektiven für Praxis und Forschung (2015)
Individualisierte Medizin – Voraussetzungen und Konsequenzen (2014)
Akademien fordern Konsequenzen aus der Ebolavirus-Epidemie (2014)
Frühkindliche Sozialisation – Biologische, psychologische, linguistische, soziologische und ökonomische Perspektiven (2014)
Zur Gestaltung der Kommunikation zwischen Wissenschaft, Öffentlichkeit und den Medien – Empfehlungen vor dem Hintergrund aktueller Entwicklungen (2014)
Klinische Prüfungen mit Arzneimitteln am Menschen – Ad-hoc-Stellungnahme zum „Vorschlag für eine Verordnung des Europäischen Parlaments und des Rates über klinische Prüfungen mit Humanarzneimitteln und zur Aufhebung der Richtlinie 2001/20/EG“ (2014)
Tierversuche in der Forschung – Empfehlungen zur Umsetzung der EU-Richtlinie 2010/63/EU in deutsches Recht (2012)
Präimplantationsdiagnostik (PID) – Auswirkungen einer begrenzten Zulassung in Deutschland (2011)
Alle Publikationen der Schriftenreihe sind auf den Internetseiten der Akademien als kostenfreies pdf-Dokument verfügbar.
Ausgewählte Publikationen der Schriftenreihe zurwissenschaftsbasierten Politikberatung
Schriftenreihe zur wissenschaftsbasierten Politikberatung
ISBN: 978-3-8047-3676-4
Die Nationale Akademie der Wissenschaften Leopoldina, acatech – Deutsche Akademie der Technikwissenschaften und die Union der deutschen Akademien der Wissenschaften unterstützen Politik und Gesellschaft unabhängig und wissenschaftsbasiert bei der Beantwortung von Zukunftsfragen zu aktuellen Themen.Die Akademiemitglieder und weitere Experten sind hervorragende Wissenschaftlerinnen und Wissenschaftler aus dem In- und Ausland. In interdisziplinären Arbeitsgruppen erarbeiten sie Stellungnahmen, die nach externer Begutachtung vom Ständigen Ausschuss der Nationalen Akademie der Wissenschaften Leopoldina verabschiedet und anschließend in der Schriftenreihe zur wissenschaftsbasierten Politikberatung veröffentlicht werden.
Union der deutschen Akademien der Wissenschaften e.V.
Geschwister-Scholl-Straße 255131 MainzTel.: (06131) 218528-10Fax: (06131) 218528-11E-Mail: [email protected]
Berliner Büro:Jägerstraße 22/2310117 Berlin
acatech – Deutsche Akademie der Technikwissenschaften e.V.
Karolinenplatz 480333 MünchenTel.: (089) 52 03 09-0Fax: (089) 52 03 09-900E-Mail: [email protected]
Hauptstadtbüro:Pariser Platz 4a10117 Berlin
Deutsche Akademie der Naturforscher Leopoldina e.V.Nationale Akademie der Wissenschaften
Jägerberg 106108 Halle (Saale)Tel.: (0345) 472 39-867Fax: (0345) 472 39-839E-Mail: [email protected]
Berliner Büro:Reinhardtstraße 1410117 Berlin









![Einführung in den 3D-Druck...DIN EN ISO 17296-2 Additive Fertigung – ... 2015. [VDI2016] VDI Handlungsfelder Additive Fertigungssysteme, 2016 [VDI2221] Richtlinie VDI 2221 Mai 1993:](https://static.fdokument.com/doc/165x107/612a1ffc8a6809780209ea4b/einfhrung-in-den-3d-din-en-iso-17296-2-additive-fertigung-a-2015-vdi2016.jpg)





