
Analyse des Fluiddrucks, der Trag- kraft und der Reibung ... · Quelle: F. Klocke, D. Trauth, F....
24
© WZL/Fraunhofer IPT Analyse des Fluiddrucks, der Trag- kraft und der Reibung von maschinell gehämmerten Oberflächenstrukturen unter hydrodynamischer Schmierung 4. Workshop Machine Hammer Peening Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. Fritz Klocke Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth Lehrstuhl für Technologie der Fertigungsverfahren Werkzeugmaschinenlabor WZL der RWTH Aachen Karlsruhe, 24.11.2015
Transcript of Analyse des Fluiddrucks, der Trag- kraft und der Reibung ... · Quelle: F. Klocke, D. Trauth, F....

© WZL/Fraunhofer IPT
Analyse des Fluiddrucks, der Trag-
kraft und der Reibung von maschinell
gehämmerten Oberflächenstrukturen
unter hydrodynamischer Schmierung
4. Workshop Machine Hammer Peening
Prof. Dr.-Ing. Dr.-Ing. E.h. Dr. h.c. Dr. h.c. Fritz Klocke
Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth
Lehrstuhl für Technologie der Fertigungsverfahren
Werkzeugmaschinenlabor WZL der RWTH Aachen
Karlsruhe, 24.11.2015
Seite 5 © WZL/Fraunhofer IPT
(a) Strip drawing test
Niederhalter
Stempel
FN
Achsen v
FN
FR FR
Blech
Streifenziehversuch
Ref.
Re
ibw
ert
µ [
-]
Reibwertanalyse (13 g/m²)
S90 T S45
0,01
0,03
0,05
0,02
0,04
0 Ref.
- 58 %
Reibwertanalyse (4 g/m²)
Ref.
Re
ibw
ert
µ [
-]
S90 T S45
0,01
0,03
0,05
0,02
0,04
0
- 57 %
Rückblick und Motivation
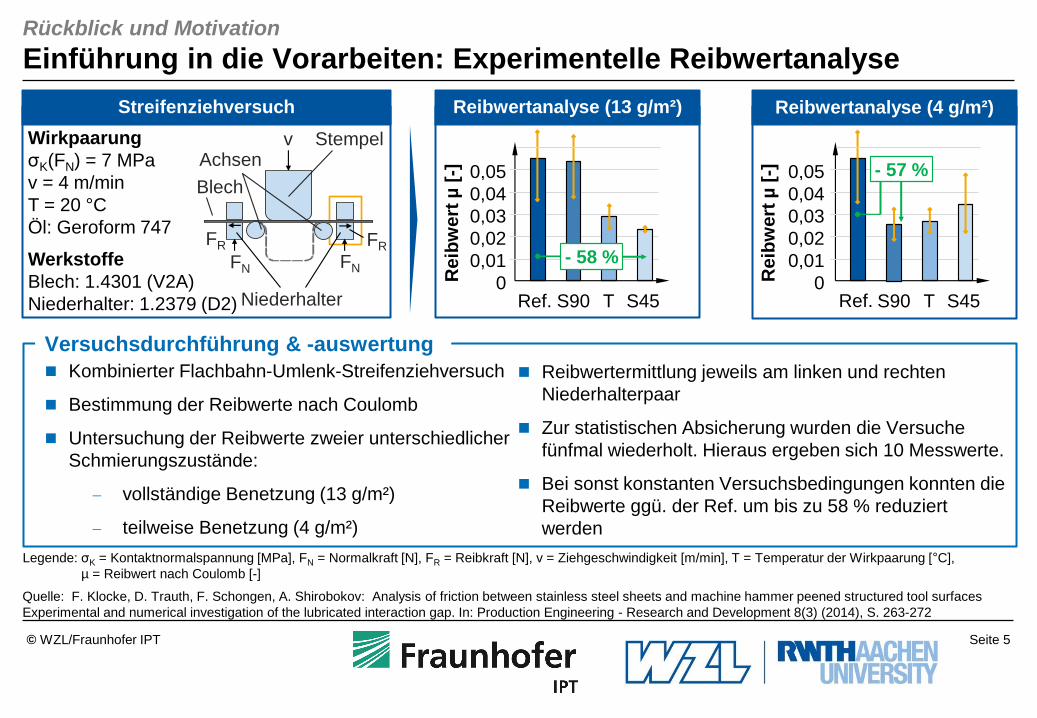
Einführung in die Vorarbeiten: Experimentelle Reibwertanalyse
Versuchsdurchführung & -auswertung
Kombinierter Flachbahn-Umlenk-Streifenziehversuch
Bestimmung der Reibwerte nach Coulomb
Untersuchung der Reibwerte zweier unterschiedlicher
Schmierungszustände:
vollständige Benetzung (13 g/m²)
teilweise Benetzung (4 g/m²)
Reibwertermittlung jeweils am linken und rechten
Niederhalterpaar
Zur statistischen Absicherung wurden die Versuche
fünfmal wiederholt. Hieraus ergeben sich 10 Messwerte.
Bei sonst konstanten Versuchsbedingungen konnten die
Reibwerte ggü. der Ref. um bis zu 58 % reduziert
werden
Legende: σK = Kontaktnormalspannung [MPa], FN = Normalkraft [N], FR = Reibkraft [N], v = Ziehgeschwindigkeit [m/min], T = Temperatur der Wirkpaarung [°C],
µ = Reibwert nach Coulomb [-]
Wirkpaarung
σK(FN) = 7 MPa
v = 4 m/min
T = 20 °C
Öl: Geroform 747
Werkstoffe
Blech: 1.4301 (V2A)
Niederhalter: 1.2379 (D2)
Quelle: F. Klocke, D. Trauth, F. Schongen, A. Shirobokov: Analysis of friction between stainless steel sheets and machine hammer peened structured tool surfaces
Experimental and numerical investigation of the lubricated interaction gap. In: Production Engineering - Research and Development 8(3) (2014), S. 263-272

Seite 7 © WZL/Fraunhofer IPT
Vereinfachung der NAVIER-STOKES-Gleichungen Geneigter Gleitschuh
𝑥
𝑝 𝑝𝑚𝑎𝑥
𝑝 𝑥
𝑥
𝑦
𝑈1 𝑈1 𝑈1
ℎ2
ℎ1 ℎ 𝑥
𝑣(𝑥1, ℎ2) 𝑣 𝑥2, 𝑦
𝑣 𝑥3, ℎ1
Gleitplatte
Schmierspalt-
geometrie
Geschwindig-
keitsprofil
Hydrodynamisches
Druckprofil
𝛼
𝑈2 = 0
Referenzmodell nach REYNOLDS
Inkompressibles Fluid (𝜌 = konst)
Konstante dynamische Viskosität (𝜂 = konst)
Laminare, schleichende Strömung
Gradienten der Geschwindigkeitskomponenten sind
in y- wesentlich größer als in x- und z-Richtung
Änderung des Drucks in y-Richtung ist gleich null
Strömungsgeschwindigkeit in y-Richtung ist gleich null
𝜕
𝜕𝑥
ℎ3
𝜂
𝜕𝑝
𝜕𝑥= 12
𝜕ℎ
𝜕𝑡+ 6𝑈
𝜕ℎ
𝜕𝑥
𝑝 𝑥 =6𝑈𝜂
𝛼
(ℎ1−ℎ(𝑥))(ℎ2 − ℎ(𝑥))
(ℎ1+ℎ2)ℎ 𝑥 2
𝜕
𝜕𝑥
ℎ3
12𝜂
𝜕𝑝
𝜕𝑥+
𝜕
𝜕𝑧
ℎ3
12𝜂
𝜕𝑝
𝜕𝑧=
𝜕ℎ
𝜕𝑡+
𝜕ℎ
𝜕𝑥
𝑈1 + 𝑈2
2
+𝜕ℎ
𝜕𝑧(𝑊1 + 𝑊2
2)
NAVIER-STOKES-Gleichung
Fluiddruck nach REYNOLDS
REYNOLDS-Gleichung
Rückblick und Motivation
Motivation: Fluiddruck nach REYNOLDS
Seite 8 © WZL/Fraunhofer IPT
Zusammenfassung, Fazit und Ausblick 6
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung 5
Ergebnisse mit und ohne Kavitation 4
Analytische Lösung der 1D-Reynoldsgleichung und deren Validierung 3
Vorgehensweise 2
Rückblick und Motivation 1
Gliederung
Seite 9 © WZL/Fraunhofer IPT
h0
x,u y,v
z,w
U2
W2
Werkzeugoberfläche
mit einer elliptischen
Schmierstofftasche
Werkstückstreifen W1
hp
Fokus auf
diesem Teil der
Struktur
𝑙𝑖
𝐹 ∅𝑅𝑎
𝑓
𝑙𝑝
𝑟 𝜎
𝜎𝑧′
𝜎𝑣′ = 2𝜏𝑚𝑎𝑥
𝑑 Einzug
Aufwurf
𝑣
0 Sz [µ
m] 10
Oberflächenstruktur
Exp
erim
en
t
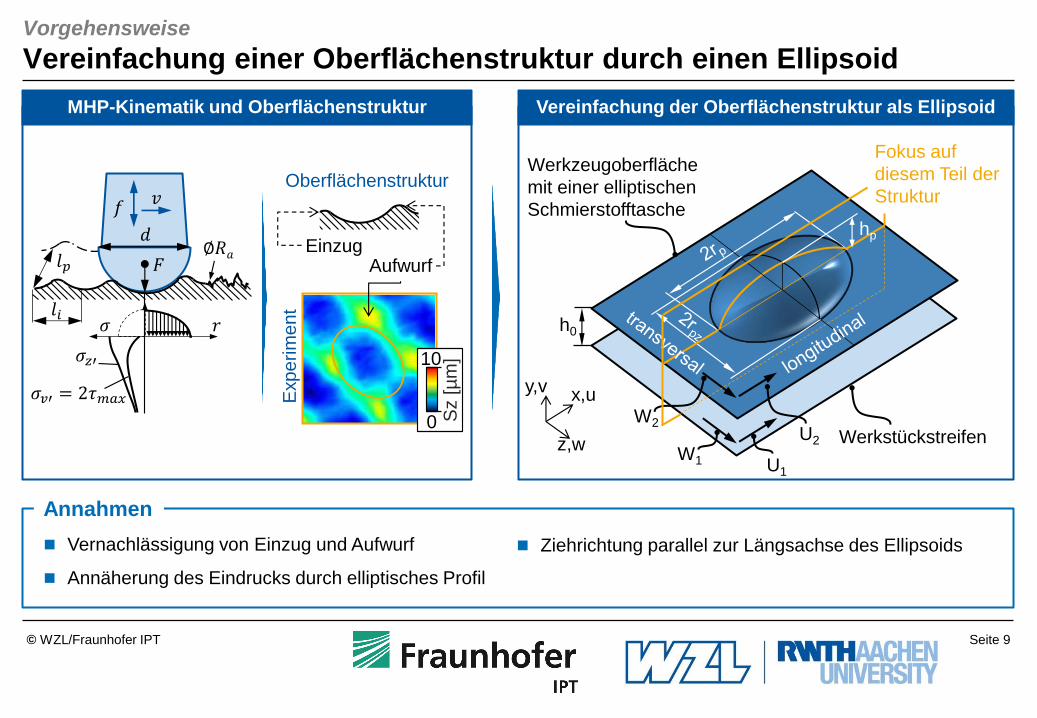
Vereinfachung der Oberflächenstruktur als Ellipsoid MHP-Kinematik und Oberflächenstruktur
U1
Annahmen
Vernachlässigung von Einzug und Aufwurf
Annäherung des Eindrucks durch elliptisches Profil
Ziehrichtung parallel zur Längsachse des Ellipsoids
Vorgehensweise
Vereinfachung einer Oberflächenstruktur durch einen Ellipsoid
Seite 10 © WZL/Fraunhofer IPT
y
x z 𝑈1
𝜕ℎ
𝜕𝑡
Fallunterscheidung
x, u
y
x,
rp
y*
2a
2b h0
0
h(x)
Elliptische Approximation der
Struktur
hp
y
x z 𝑈1
𝜕ℎ
𝜕𝑡
y
x z
y
z x 𝑊1
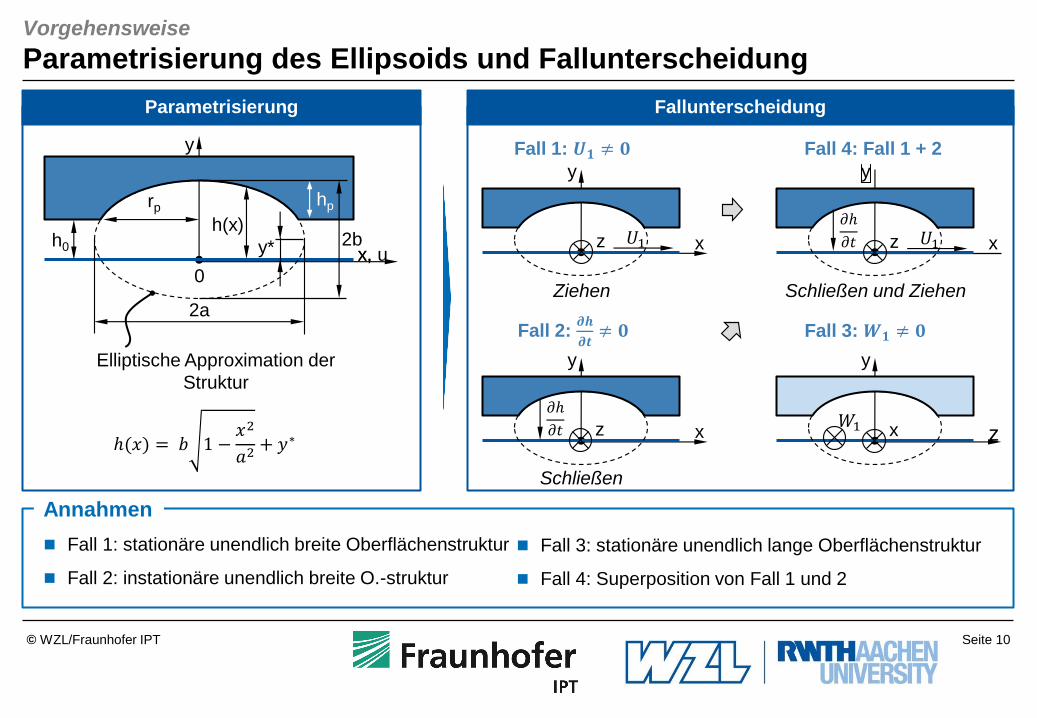
Parametrisierung
Fall 1: 𝑼𝟏 ≠ 𝟎
Fall 2: 𝝏𝒉
𝝏𝒕≠ 𝟎 Fall 3: 𝑾𝟏 ≠ 𝟎
Fall 4: Fall 1 + 2
Annahmen
Fall 1: stationäre unendlich breite Oberflächenstruktur
Fall 2: instationäre unendlich breite O.-struktur
Fall 3: stationäre unendlich lange Oberflächenstruktur
Fall 4: Superposition von Fall 1 und 2
Schließen und Ziehen
Schließen
Ziehen
Vorgehensweise
Parametrisierung des Ellipsoids und Fallunterscheidung
ℎ(𝑥) = 𝑏 1 −𝑥2
𝑎2+ 𝑦∗

Seite 11 © WZL/Fraunhofer IPT
Zusammenfassung, Fazit und Ausblick 6
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung 5
Ergebnisse mit und ohne Kavitation 4
Analytische Lösung der 1D-Reynoldsgleichung und deren Validierung 3
Vorgehensweise 2
Rückblick und Motivation 1
Gliederung
Seite 12 © WZL/Fraunhofer IPT
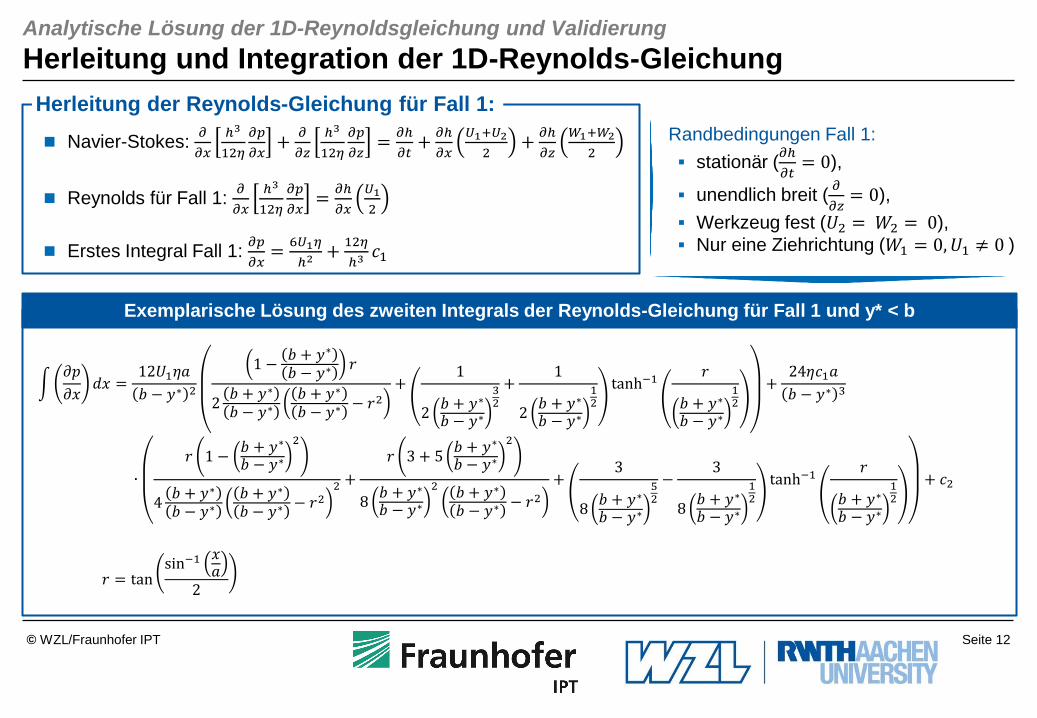
Exemplarische Lösung des zweiten Integrals der Reynolds-Gleichung für Fall 1 und y* < b
𝜕𝑝
𝜕𝑥𝑑𝑥 =
12𝑈1𝜂𝑎
𝑏 − 𝑦∗ 2
1 −𝑏 + 𝑦∗
𝑏 − 𝑦∗ 𝑟
2𝑏 + 𝑦∗
𝑏 − 𝑦∗𝑏 + 𝑦∗
𝑏 − 𝑦∗ − 𝑟2
+1
2𝑏 + 𝑦∗
𝑏 − 𝑦∗
32
+1
2𝑏 + 𝑦∗
𝑏 − 𝑦∗
12
tanh−1𝑟
𝑏 + 𝑦∗
𝑏 − 𝑦∗
12
+24𝜂𝑐1𝑎
𝑏 − 𝑦∗ 3
∙
𝑟 1 −𝑏 + 𝑦∗
𝑏 − 𝑦∗
2
4𝑏 + 𝑦∗
𝑏 − 𝑦∗𝑏 + 𝑦∗
𝑏 − 𝑦∗ − 𝑟22 +
𝑟 3 + 5𝑏 + 𝑦∗
𝑏 − 𝑦∗
2
8𝑏 + 𝑦∗
𝑏 − 𝑦∗
2 𝑏 + 𝑦∗
𝑏 − 𝑦∗ − 𝑟2
+3
8𝑏 + 𝑦∗
𝑏 − 𝑦∗
52
−3
8𝑏 + 𝑦∗
𝑏 − 𝑦∗
12
tanh−1𝑟
𝑏 + 𝑦∗
𝑏 − 𝑦∗
12
+ 𝑐2
𝑟 = tansin−1 𝑥
𝑎2
Herleitung der Reynolds-Gleichung für Fall 1:
Navier-Stokes: 𝜕
𝜕𝑥
ℎ3
12𝜂
𝜕𝑝
𝜕𝑥+
𝜕
𝜕𝑧
ℎ3
12𝜂
𝜕𝑝
𝜕𝑧=
𝜕ℎ
𝜕𝑡+
𝜕ℎ
𝜕𝑥
𝑈1+𝑈2
2+
𝜕ℎ
𝜕𝑧
𝑊1+𝑊2
2
Reynolds für Fall 1: 𝜕
𝜕𝑥
ℎ3
12𝜂
𝜕𝑝
𝜕𝑥=
𝜕ℎ
𝜕𝑥
𝑈1
2
Erstes Integral Fall 1: 𝜕𝑝
𝜕𝑥=
6𝑈1𝜂
ℎ2 +12𝜂
ℎ3 𝑐1
Randbedingungen Fall 1:
stationär (𝜕ℎ
𝜕𝑡= 0),
unendlich breit (𝜕
𝜕𝑧= 0),
Werkzeug fest (𝑈2 = 𝑊2 = 0),
Nur eine Ziehrichtung (𝑊1 = 0,𝑈1 ≠ 0 )
Analytische Lösung der 1D-Reynoldsgleichung und Validierung
Herleitung und Integration der 1D-Reynolds-Gleichung
Seite 13 © WZL/Fraunhofer IPT
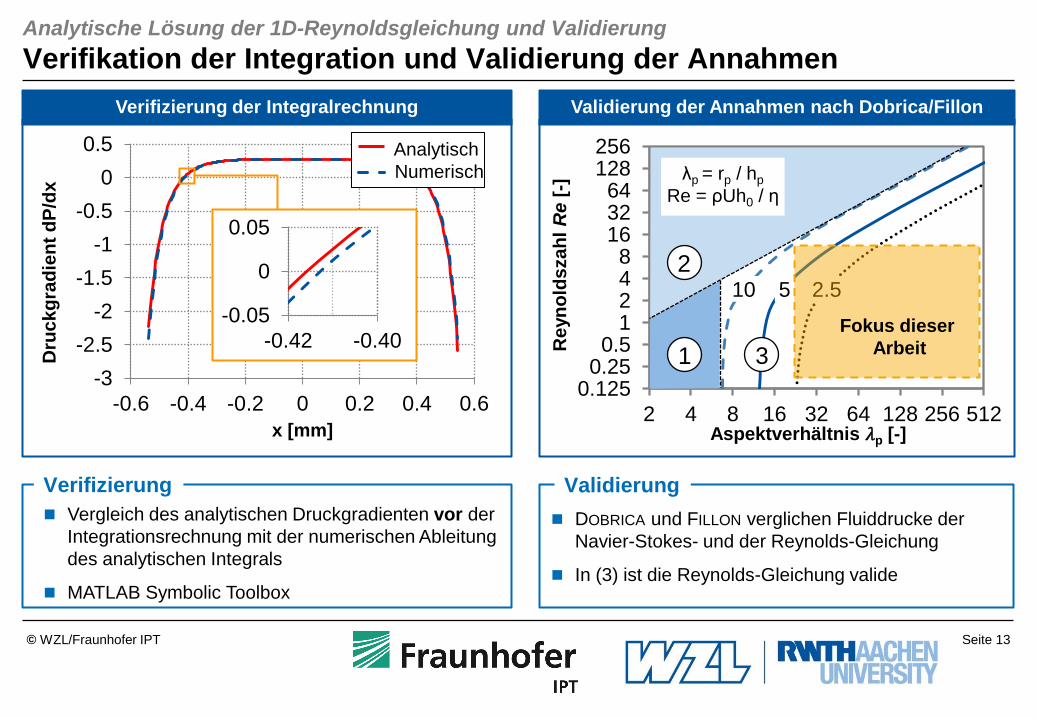
Verifizierung der Integralrechnung
-3
-2.5
-2
-1.5
-1
-0.5
0
0.5
-0.6 -0.4 -0.2 0 0.2 0.4 0.6
Dru
ck
gra
die
nt
dP
/dx
x [mm]
-0.05
0
0.05
-0.42 -0.40
Analytisch
Numerisch
Verifizierung
Vergleich des analytischen Druckgradienten vor der
Integrationsrechnung mit der numerischen Ableitung
des analytischen Integrals
MATLAB Symbolic Toolbox
Validierung der Annahmen nach Dobrica/Fillon
0.1250.25
0.51248
163264
128256
2 4 8 16 32 64 128 256 512
Re
yn
old
sza
hl
Re
[-]
Aspektverhältnis 𝜆p [-]
10 5 2.5
1
2
3
λp = rp / hp
Re = ρUh0 / η
Fokus dieser
Arbeit
Validierung
DOBRICA und FILLON verglichen Fluiddrucke der
Navier-Stokes- und der Reynolds-Gleichung
In (3) ist die Reynolds-Gleichung valide
Analytische Lösung der 1D-Reynoldsgleichung und Validierung
Verifikation der Integration und Validierung der Annahmen
Seite 14 © WZL/Fraunhofer IPT
Zusammenfassung, Fazit und Ausblick 6
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung 5
Ergebnisse mit und ohne Kavitation 4
Analytische Lösung der 1D-Reynoldsgleichung und deren Validierung 3
Vorgehensweise 2
Rückblick und Motivation 1
Gliederung

Seite 15 © WZL/Fraunhofer IPT
Fluiddruck nach Full-SOMMERFELD Fluiddruck nach SWIFT-STIEBER
-0.4
-0.3
-0.2
-0.1
0
0.1
0.2
0.3
0.4
-0.3 -0.2 -0.1 0 0.1 0.2 0.3Flu
idd
ruck p
[M
Pa m
m]
x [mm]
-0.1
0
0.1
0.2
0.3
0.4
0.5
0.6
-0.3 -0.2 -0.1 0 0.1 0.2 0.3Flu
idd
ruck p
[M
Pa m
m]
x [mm]
η = 1e-6 η = 5e-7 η = 3.7e-7 η = 2.3e-7 η = 1e-7 Legende [Ns/mm2]: η = 5e-8
Kavitation Die Sommerfeld‘sche Randbedingung berücksichtigt
keine Kavitationseffekte und resultiert in einem
symmetrischen Profil ohne Tragpotenzial
Widerspruch zur experimentellen Beobachtungen
Die Swift-Stieber-Randbedingungen berücksichtigt
Kavitationseffekte, in dem negative Drücke iterativ
zu Null gesetzt werden bis Tragprofil erreicht wird
Semi-Analytische Methode
Ergebnisse mit und ohne Kavitation
Vergleich des Fluiddrucks am Beispiel der dynamischen Viskosität
Seite 16 © WZL/Fraunhofer IPT
0
0.02
0.04
0.06
0.08
0.1
0
0.02
0.04
0.06
0.08
0.1
0 0.005 0.01 0.015 0.02
Tra
gk
raft
FL [
N]
x [mm]
0
0.05
0.1
0.15
0.2
-0.6 -0.4 -0.2 0 0.2 0.4 0.6
Flu
idd
ruc
k p
[M
Pa
mm
]
x [mm]
hp = 0.02 hp = 0.01 hp = 0.005 hp = 0.002 hp = 0.001 Legende [mm]:
Re
ibk
oe
ffiz
ien
t μ
[-]
FL μ
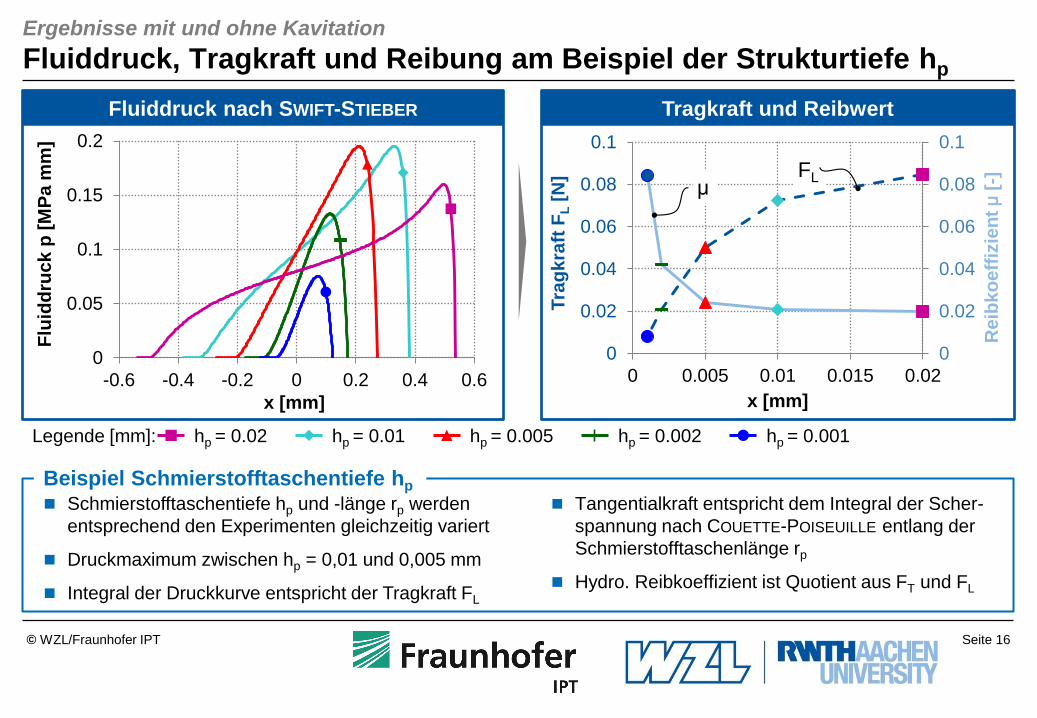
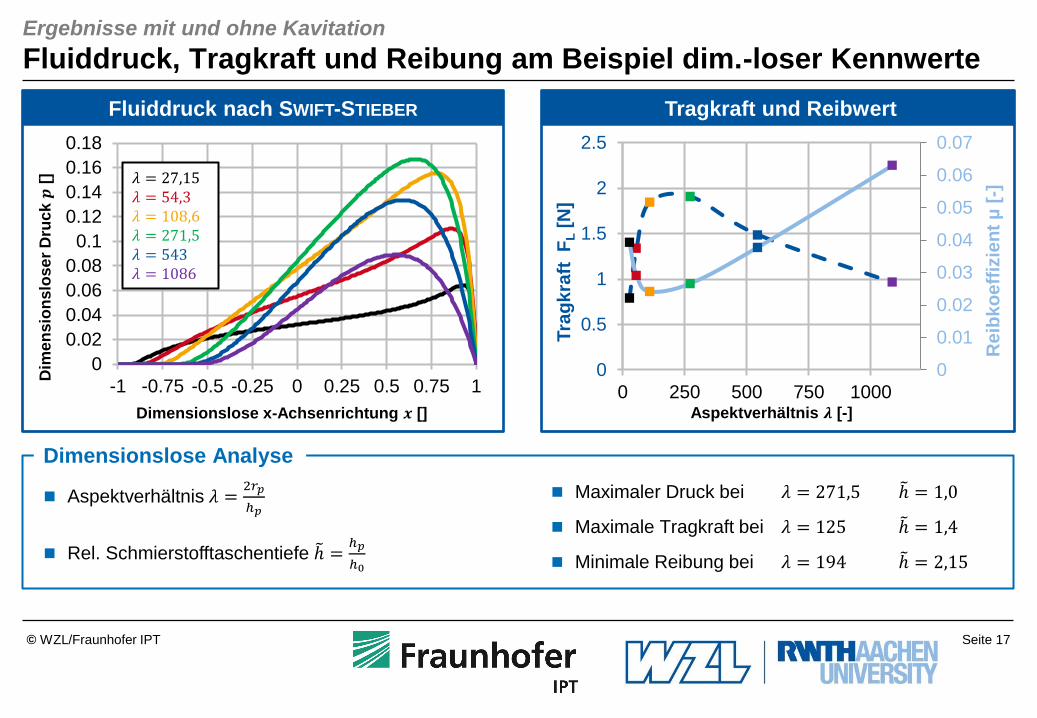
Fluiddruck nach SWIFT-STIEBER Tragkraft und Reibwert
Beispiel Schmierstofftaschentiefe hp
Schmierstofftaschentiefe hp und -länge rp werden
entsprechend den Experimenten gleichzeitig variert
Druckmaximum zwischen hp = 0,01 und 0,005 mm
Integral der Druckkurve entspricht der Tragkraft FL
Tangentialkraft entspricht dem Integral der Scher-
spannung nach COUETTE-POISEUILLE entlang der
Schmierstofftaschenlänge rp
Hydro. Reibkoeffizient ist Quotient aus FT und FL
Ergebnisse mit und ohne Kavitation
Fluiddruck, Tragkraft und Reibung am Beispiel der Strukturtiefe hp
Seite 17 © WZL/Fraunhofer IPT
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
-1 -0.75 -0.5 -0.25 0 0.25 0.5 0.75 1
𝜆 = 27,15
𝜆 = 54,3 𝜆 = 108,6
𝜆 = 271,5 𝜆 = 543 𝜆 = 1086
Dimensionslose x-Achsenrichtung 𝒙 []
Dim
en
sio
nslo
se
r D
ruck
𝒑 [
]
0
0.01
0.02
0.03
0.04
0.05
0.06
0.07
0
0.5
1
1.5
2
2.5
0 250 500 750 1000Aspektverhältnis 𝝀 [-]
Tra
gk
raft
F
L [
N]
Re
ibk
oe
ffiz
ien
t μ
[-]
Fluiddruck nach SWIFT-STIEBER Tragkraft und Reibwert
Dimensionslose Analyse
Aspektverhältnis 𝜆 =2𝑟𝑝
ℎ𝑝
Rel. Schmierstofftaschentiefe ℎ =ℎ𝑝
ℎ0
Maximaler Druck bei 𝜆 = 271,5 ℎ = 1,0
Maximale Tragkraft bei 𝜆 = 125 ℎ = 1,4
Minimale Reibung bei 𝜆 = 194 ℎ = 2,15
Ergebnisse mit und ohne Kavitation
Fluiddruck, Tragkraft und Reibung am Beispiel dim.-loser Kennwerte
Seite 18 © WZL/Fraunhofer IPT
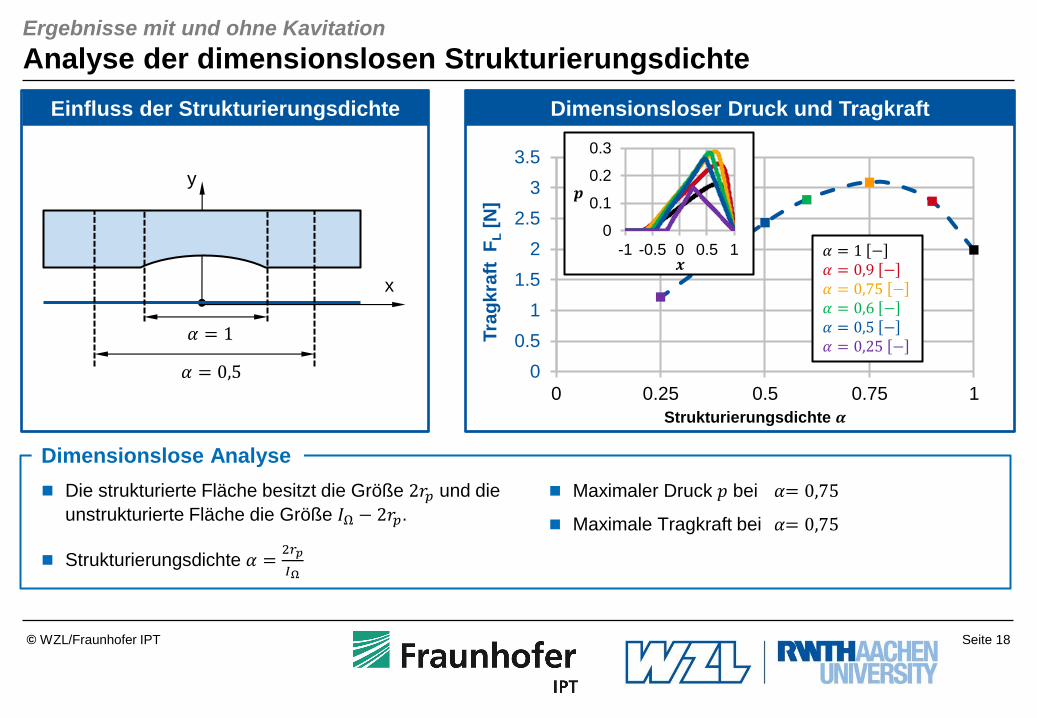
Einfluss der Strukturierungsdichte Dimensionsloser Druck und Tragkraft
Dimensionslose Analyse
Die strukturierte Fläche besitzt die Größe 2𝑟𝑝 und die
unstrukturierte Fläche die Größe 𝐼Ω − 2𝑟𝑝.
Strukturierungsdichte 𝛼 =2𝑟𝑝
𝐼Ω
Maximaler Druck 𝑝 bei 𝛼= 0,75
Maximale Tragkraft bei 𝛼= 0,75
y
x
𝛼 = 1
𝛼 = 0,5 0
0.5
1
1.5
2
2.5
3
3.5
0 0.25 0.5 0.75 1
Strukturierungsdichte 𝜶
Tra
gk
raft
F
L [
N]
0
0.1
0.2
0.3
-1 -0.5 0 0.5 1𝒙
𝒑
𝛼 = 1 −
𝛼 = 0,9 −
𝛼 = 0,75 −
𝛼 = 0,6 −
𝛼 = 0,5 −
𝛼 = 0,25 −
Ergebnisse mit und ohne Kavitation
Analyse der dimensionslosen Strukturierungsdichte
Seite 19 © WZL/Fraunhofer IPT
0
20
40
60
80
100
-0.3 -0.2 -0.1 0 0.1 0.2 0.3
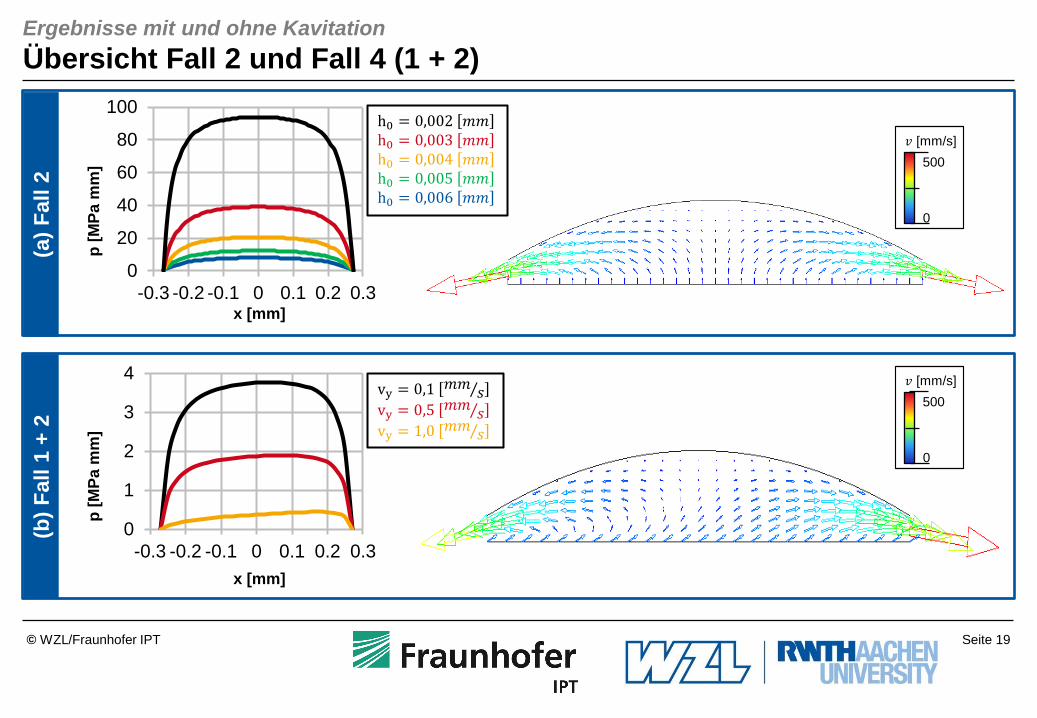
h0 = 0,002 𝑚𝑚
h0 = 0,003 𝑚𝑚
h0 = 0,004 𝑚𝑚
h0 = 0,005 𝑚𝑚
h0 = 0,006 𝑚𝑚
x [mm]
p [
MP
a m
m]
𝑣 [mm/s]
500
0
(b)
Fall 1
+ 2
(a
) F
all 2
𝑣 [mm/s]
500
0
0
1
2
3
4
-0.3 -0.2 -0.1 0 0.1 0.2 0.3
x [mm]
p [
MP
a m
m]
vy = 0,1 𝑚𝑚𝑠
vy = 0,5 𝑚𝑚𝑠
vy = 1,0 𝑚𝑚𝑠
Ergebnisse mit und ohne Kavitation
Übersicht Fall 2 und Fall 4 (1 + 2)
Seite 20 © WZL/Fraunhofer IPT
Zusammenfassung, Fazit und Ausblick 6
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung 5
Ergebnisse mit und ohne Kavitation 4
Analytische Lösung der 1D-Reynoldsgleichung und deren Validierung 3
Vorgehensweise 2
Rückblick und Motivation 1
Gliederung
Seite 21 © WZL/Fraunhofer IPT
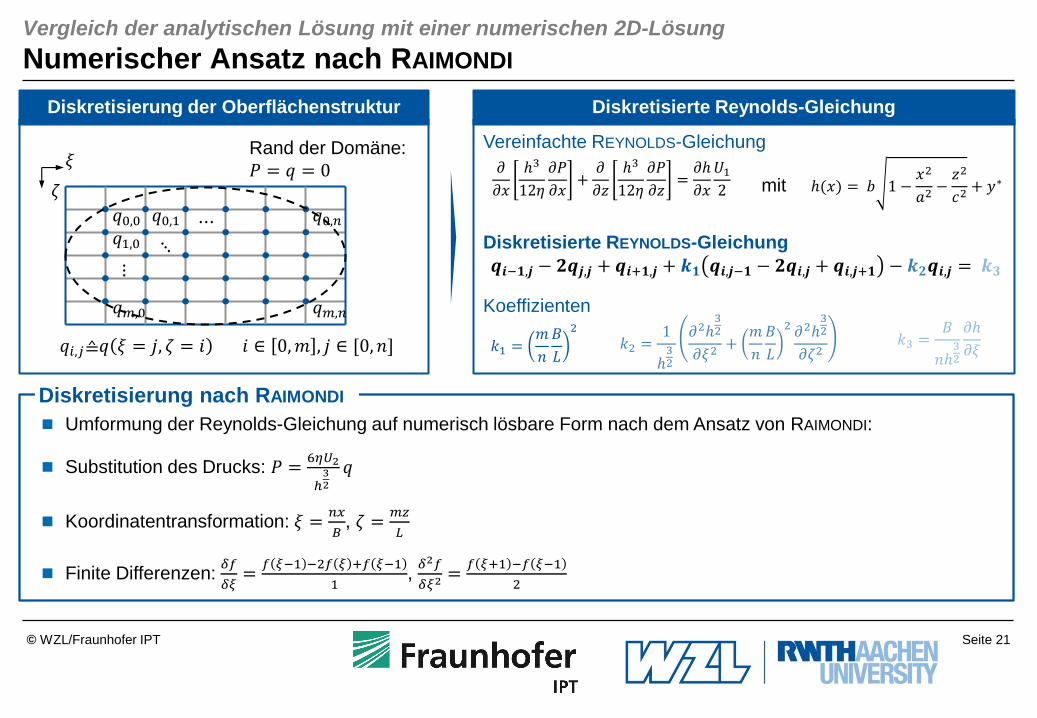
Diskretisierte Reynolds-Gleichung Diskretisierung der Oberflächenstruktur
𝑞0,0
𝜉
𝜁
𝑞0,1
𝑞1,0 ⋯
⋮ ⋱
𝑞𝑖,𝑗≙𝑞 𝜉 = 𝑗, 𝜁 = 𝑖 𝑖 ∈ 0,𝑚 , 𝑗 ∈ [0, 𝑛]
Rand der Domäne:
𝑃 = 𝑞 = 0
𝑞𝑚,0
𝑞0,𝑛
𝑞𝑚,𝑛
𝒒𝒊−𝟏,𝒋 − 𝟐𝒒𝒋,𝒋 + 𝒒𝒊+𝟏,𝒋 + 𝒌𝟏 𝒒𝒊,𝒋−𝟏 − 𝟐𝒒𝒊,𝒋 + 𝒒𝒊,𝒋+𝟏 − 𝒌𝟐𝒒𝒊,𝒋 = 𝒌𝟑
𝑘1 =𝑚
𝑛
𝐵
𝐿
2
𝑘2 =1
ℎ32
𝜕2ℎ32
𝜕𝜉2+
𝑚
𝑛
𝐵
𝐿
2 𝜕2ℎ32
𝜕𝜁2 𝑘3 =
𝐵
𝑛ℎ32
𝜕ℎ
𝜕𝜉
Diskretisierte REYNOLDS-Gleichung
Koeffizienten
𝜕
𝜕𝑥
ℎ3
12𝜂
𝜕𝑃
𝜕𝑥+
𝜕
𝜕𝑧
ℎ3
12𝜂
𝜕𝑃
𝜕𝑧=
𝜕ℎ
𝜕𝑥
𝑈1
2
Vereinfachte REYNOLDS-Gleichung
ℎ(𝑥) = 𝑏 1 −𝑥2
𝑎2−
𝑧2
𝑐2+ 𝑦∗ mit
Diskretisierung nach RAIMONDI
Umformung der Reynolds-Gleichung auf numerisch lösbare Form nach dem Ansatz von RAIMONDI:
Substitution des Drucks: 𝑃 =6𝜂𝑈2
ℎ32
𝑞
Koordinatentransformation: 𝜉 =𝑛𝑥
𝐵, 𝜁 =
𝑚𝑧
𝐿
Finite Differenzen: 𝛿𝑓
𝛿𝜉=
𝑓 𝜉−1 −2𝑓 𝜉 +𝑓 𝜉−1
1, 𝛿2𝑓
𝛿𝜉2 =𝑓 𝜉+1 −𝑓 𝜉−1
2
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung
Numerischer Ansatz nach RAIMONDI
Seite 22 © WZL/Fraunhofer IPT
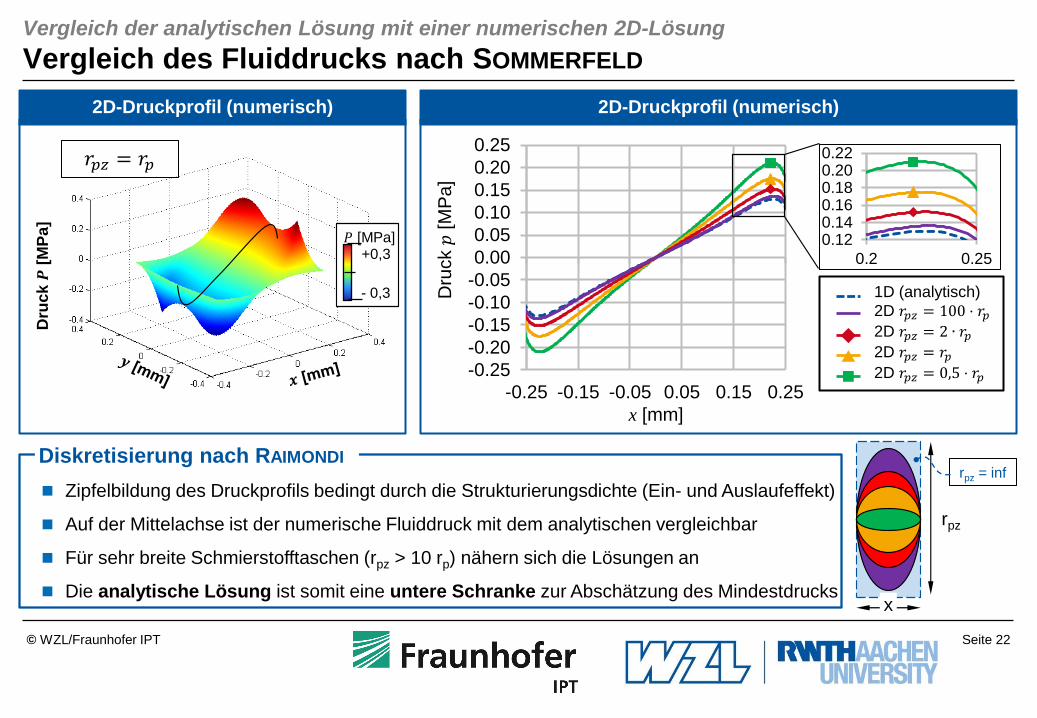
2D-Druckprofil (numerisch) 2D-Druckprofil (numerisch)
-0.25
-0.20
-0.15
-0.10
-0.05
0.00
0.05
0.10
0.15
0.20
0.25
-0.25 -0.15 -0.05 0.05 0.15 0.25
x [mm]
Dru
ck 𝑝
[M
Pa
]
1D (analytisch)
2D 𝑟𝑝𝑧 = 100 ⋅ 𝑟𝑝
2D 𝑟𝑝𝑧 = 2 ∙ 𝑟𝑝
2D 𝑟𝑝𝑧 = 𝑟𝑝
2D 𝑟𝑝𝑧 = 0,5 ⋅ 𝑟𝑝
0.120.140.160.180.200.22
0.2 0.25
Dru
ck
𝑷 [
MP
a]
𝑃 [MPa] +0,3
- 0,3
𝑟𝑝𝑧 = 𝑟𝑝
rpz
rpz = inf
x
Diskretisierung nach RAIMONDI
Zipfelbildung des Druckprofils bedingt durch die Strukturierungsdichte (Ein- und Auslaufeffekt)
Auf der Mittelachse ist der numerische Fluiddruck mit dem analytischen vergleichbar
Für sehr breite Schmierstofftaschen (rpz > 10 rp) nähern sich die Lösungen an
Die analytische Lösung ist somit eine untere Schranke zur Abschätzung des Mindestdrucks
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung
Vergleich des Fluiddrucks nach SOMMERFELD
Seite 23 © WZL/Fraunhofer IPT
Zusammenfassung, Fazit und Ausblick 6
Vergleich der analytischen Lösung mit einer numerischen 2D-Lösung 5
Ergebnisse mit und ohne Kavitation 4
Analytische Lösung der 1D-Reynoldsgleichung und deren Validierung 3
Vorgehensweise 2
Rückblick und Motivation 1
Gliederung
Seite 24 © WZL/Fraunhofer IPT
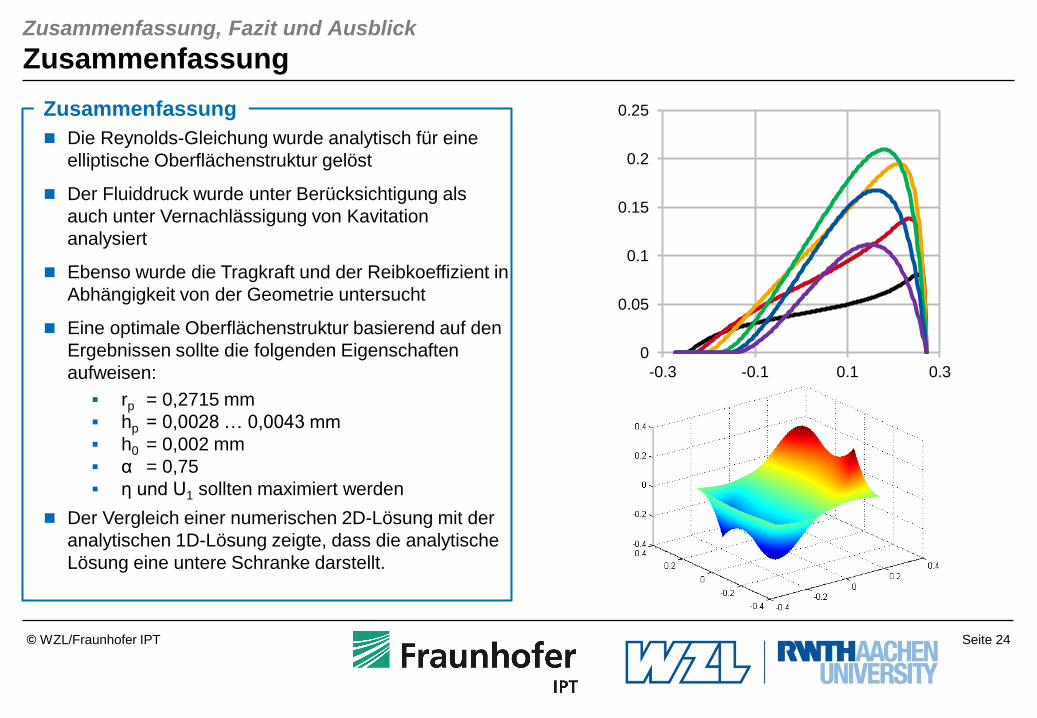
Zusammenfassung
Die Reynolds-Gleichung wurde analytisch für eine
elliptische Oberflächenstruktur gelöst
Der Fluiddruck wurde unter Berücksichtigung als
auch unter Vernachlässigung von Kavitation
analysiert
Ebenso wurde die Tragkraft und der Reibkoeffizient in
Abhängigkeit von der Geometrie untersucht
Eine optimale Oberflächenstruktur basierend auf den
Ergebnissen sollte die folgenden Eigenschaften
aufweisen:
rp = 0,2715 mm
hp = 0,0028 … 0,0043 mm
h0 = 0,002 mm
α = 0,75
η und U1 sollten maximiert werden
Der Vergleich einer numerischen 2D-Lösung mit der
analytischen 1D-Lösung zeigte, dass die analytische
Lösung eine untere Schranke darstellt.
0
0.05
0.1
0.15
0.2
0.25
-0.3 -0.1 0.1 0.3
Zusammenfassung, Fazit und Ausblick
Zusammenfassung
Seite 25 © WZL/Fraunhofer IPT
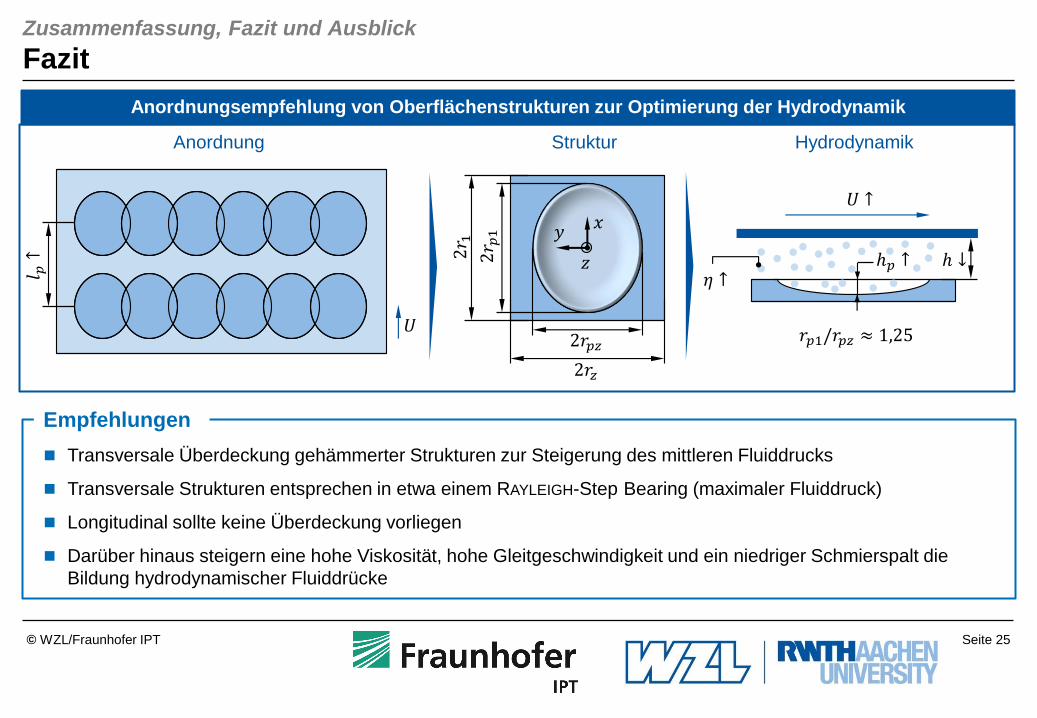
Anordnungsempfehlung von Oberflächenstrukturen zur Optimierung der Hydrodynamik
Struktur Hydrodynamik Anordnung
𝑈
𝑥 𝑦
𝑧 2𝑟 𝑝
1
2𝑟𝑝𝑧
2𝑟 1
2𝑟𝑧
𝜂 ↑
𝑈 ↑
ℎ ↓ ℎ𝑝 ↑
𝑟𝑝1/𝑟𝑝𝑧 ≈ 1,25
𝑙 𝑝↑
Empfehlungen
Transversale Überdeckung gehämmerter Strukturen zur Steigerung des mittleren Fluiddrucks
Transversale Strukturen entsprechen in etwa einem RAYLEIGH-Step Bearing (maximaler Fluiddruck)
Longitudinal sollte keine Überdeckung vorliegen
Darüber hinaus steigern eine hohe Viskosität, hohe Gleitgeschwindigkeit und ein niedriger Schmierspalt die
Bildung hydrodynamischer Fluiddrücke
Zusammenfassung, Fazit und Ausblick
Fazit

Seite 26 © WZL/Fraunhofer IPT
Vergleich des longitudinalen Fluiddrucks Vergleich der Strukturgeometrie
0
1
2
3
4
5
6
7
0 0.25 0.5 0.75 1
Hö
he h
p(x
) [µ
m]
Normalisierte Länge L [-]
ℎ𝑝(𝑥)
2𝑟𝑝1
Annäherung
Experiment
𝑈 -0.1
-0.05
0
0.05
0.1
0.15
0 0.2 0.4 0.6 0.8 1
Dru
ck
p [
MP
a]
Normalisierte Länge L [-]
Experiment (Keine Kavitation)
𝑈
ℎ𝑝
Annäherung (Swift-Stieber-Kavitation)
Annäherung (Keine Kavitation)
Diskussion des realen Fluiddrucks mithilfe einer 2D-CFD-Analyse
Reale Strukturgeometrie weicht von elliptischer Annäherung insbesondere am Einlauf ab
Dies führt zu einer Überschätzung der absoluten Druckwerte und einer Verlagerung der Positionen
Kavitation wurde bislang vernachlässigt. Das Modell nach Swift-Stieber führt zu positiven Druckanstiegen
Zusammenfassung, Fazit und Ausblick
Ausblick und Diskussion

Seite 27 © WZL/Fraunhofer IPT
Vielen Dank für Ihre Aufmerksamkeit
Dipl.-Ing. Dipl.-Wirt.Ing. Daniel Trauth
Gruppenleiter Umformende Fertigungsverfahren
Werkzeugmaschinenlabor WZL der RWTH Aachen
( +49 241/ 80 27999

Seite 28 © WZL/Fraunhofer IPT
Backup: Gliederung


















