BEAST 200 AC/DC - platec.deFlama+200+ACDC... · 200 AC/DC Charakteristik : ... Lift/WIG 2 Takt 4...
28
. 2014.10 BEAST 200 AC/DC Wichtig: Bitte lesen Sie das Benutzerhandbuch vollständig bevor Sie das Gerät in Betrieb nehmen! Bewahren Sie das Benutzerhandbuch gut auf. Bitte legen Sie erhöhte Aufmerksamkeit auf die Sicherheitshinweise! Bedienungsanleitung
Transcript of BEAST 200 AC/DC - platec.deFlama+200+ACDC... · 200 AC/DC Charakteristik : ... Lift/WIG 2 Takt 4...
.
2014.10
BEAST 200 AC/DC
Wichtig:
Bitte lesen Sie das Benutzerhandbuch vollständig bevor Sie das Gerät in Betrieb nehmen!
Bewahren Sie das Benutzerhandbuch gut auf.
Bitte legen Sie erhöhte Aufmerksamkeit auf die Sicherheitshinweise!
Bedienungsanleitung
II
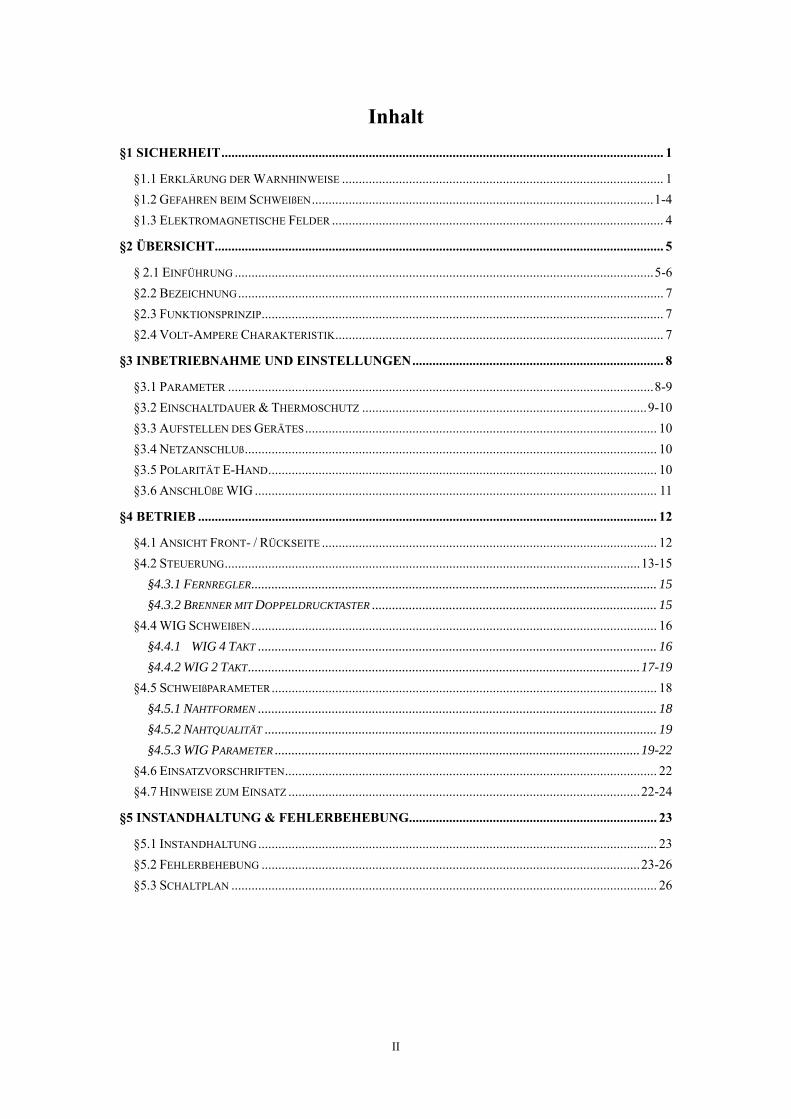
Inhalt
§1 SICHERHEIT .................................................................................................................................... 1
§1.1 ERKLÄRUNG DER WARNHINWEISE ................................................................................................ 1
§1.2 GEFAHREN BEIM SCHWEIßEN ...................................................................................................... 1-4
§1.3 ELEKTROMAGNETISCHE FELDER ................................................................................................... 4
§2 ÜBERSICHT...................................................................................................................................... 5
§ 2.1 EINFÜHRUNG ............................................................................................................................. 5-6
§2.2 BEZEICHNUNG ............................................................................................................................... 7
§2.3 FUNKTIONSPRINZIP........................................................................................................................ 7
§2.4 VOLT-AMPERE CHARAKTERISTIK .................................................................................................. 7
§3 INBETRIEBNAHME UND EINSTELLUNGEN ........................................................................... 8
§3.1 PARAMETER ............................................................................................................................... 8-9
§3.2 EINSCHALTDAUER & THERMOSCHUTZ ..................................................................................... 9-10
§3.3 AUFSTELLEN DES GERÄTES ......................................................................................................... 10
§3.4 NETZANSCHLUß ........................................................................................................................... 10
§3.5 POLARITÄT E-HAND .................................................................................................................... 10
§3.6 ANSCHLÜßE WIG ........................................................................................................................ 11
§4 BETRIEB ......................................................................................................................................... 12
§4.1 ANSICHT FRONT- / RÜCKSEITE .................................................................................................... 12
§4.2 STEUERUNG ............................................................................................................................ 13-15
§4.3.1 FERNREGLER ......................................................................................................................... 15
§4.3.2 BRENNER MIT DOPPELDRUCKTASTER ..................................................................................... 15
§4.4 WIG SCHWEIßEN ......................................................................................................................... 16
§4.4.1 WIG 4 TAKT ....................................................................................................................... 16
§4.4.2 WIG 2 TAKT ..................................................................................................................... 17-19
§4.5 SCHWEIßPARAMETER ................................................................................................................... 18
§4.5.1 NAHTFORMEN ....................................................................................................................... 18
§4.5.2 NAHTQUALITÄT ..................................................................................................................... 19
§4.5.3 WIG PARAMETER ............................................................................................................. 19-22
§4.6 EINSATZVORSCHRIFTEN ............................................................................................................... 22
§4.7 HINWEISE ZUM EINSATZ ......................................................................................................... 22-24
§5 INSTANDHALTUNG & FEHLERBEHEBUNG .......................................................................... 23
§5.1 INSTANDHALTUNG ....................................................................................................................... 23
§5.2 FEHLERBEHEBUNG ................................................................................................................. 23-26
§5.3 SCHALTPLAN ............................................................................................................................... 26
Sicherheit
1
§1 SICHERHEIT
§1.1 Erklärung der Warnhinweise
Die oben gezeigten Symbole sind Warnhinweise! Achtung! Bewegliche Teile,
stromführende Teile oder heiße Teile können zu schweren Verletzungen führen. Bitte
beachten Sie folgende Sicherheitshinweise. Zu Ihrer eigenen Sicherheit und der Sicherheit
anderer beachten Sie bitte folgende Hinweise:
§1.2 Gefahren beim Schweißen
Folgende Warnzeichen und Texte sollen die Gefahren die beim Schweißen entstehen
verdeutlichen. Verinnerlichen Sie sich diese wichtigen Hinweise!
Schweißgeräte dürfen nur von geschultem Personal bedient werden. Reparaturen dürfen
nur von einer ausgebildeten Elektrofachkraft durchgeführt werden.
Während des Schweißprozesses ist darauf zu achten, dass sich keine Personen im
Gefahrenbereich aufhalten.
Beachten Sie, dass verschiedene Maschinenteile auch nach dem Abschalten noch
spannungsführend sein können (siehe §5).
ELEKTRISCHER STROM KANN TÖDLICH SEIN!
Berühren Sie nie spannungsführende Teile.
Tragen Sie schwer entflammbare, trockene und isolierende Schutzkleidung.
Achten Sie immer auf eine Isolierung zwischen Ihrem Körper und dem Werkstück.
Besondere Vorsichtsmaßnahmen sind bei Arbeiten in beengten Räumen oder
feuchten Räumen zu treffen .
Sicherheit
2
Schalten Sie die Maschine immer erst dann an, wenn alle Kabel korrekt angeschlossen
sind.
Achten Sie darauf, dass alle Zubehörteile korrekt angeschlossen sind und achten Sie stets
auf einen korrekten Masseanschluss.
Werkstücke werden während des Schweißvorgangs sehr heiß, achten Sie auf geeignete
Schutzkleidung.
Beachten Sie, dass auch die Elektroden entsprechend heiß werden.
Stellen Sie immer sicher, dass der Masseanschluss korrekt am Bauteil befestigt ist.
Masseanschluss so nah wie möglich an die zu schweißende Stelle anbringen.
Achten Sie darauf, dass die Maschine, der Elektrodenhalter sowie das Massekabel in gutem
Zustand sind. Beschädigte Kabel sofort austauschen.
Elektroden nie mit Wasser abkühlen.
Schweißgeräte dürfen nicht zusammengeschaltet werden, die Leerlaufspannung könnte zu
tödlichen Verletzungen führen.
Bei Arbeiten in der Höhe ist eine Fallsicherung zu tragen.
Gefahren durch Staub und Gase.
Beim Schweißen entstehen gesundheitsgefährdende Dämpfe und Gase. Vermeiden Sie das
Einatmen der Schadstoffe. Während des Schweißvorgangs, den Kopf möglichst weit entfernt
halten. Sorgen Sie für ausreichende Belüftung, Absaugung oder falls erforderlich
Atemluftzuführung. Besondere Vorsicht ist geboten beim Verschweißen von
Edelstahlelektroden.
Hartauftragselektroden, sowie beim Überschweißen von Beschichtungen!
Schweißen Sie niemals in der Nähe von chlorierten Kohlenwasserstoffen. Sie bilden
zusammen mit dem Lichtbogen ein tödliches Giftgasgemisch.
Schutzgase könne die Atemluft verdrängen und zum Ersticken führen. Achten Sie deshalb
immer auf ausreichende Belüftung.
Lesen und verstehen Sie die Bedienungsanleitungen der Zusatzwerkstoff-Hersteller und
lesen Sie aufmerksam die Sicherheitsdatenblätter.
Sicherheit
3
Der Lichtbogen kann Brände verursachen.
Benutzen Sie stets einen geeigneten Schweißschutzfilter, um Ihre Augen vor Strahlen und
Spritzern zu schützen.
Schützen Sie Ihre Haut vor dem Lichtbogen mit geeigneter Schutzkleidung.
Diese Hinweise gelten für alle am Schweißprozess beteiligten Personen.
Sicherheitseinrichtungen
Achten Sie auf Funktionstüchtigkeit aller Sicherheitseinrichtungen. Halten Sie Abstand
von allen bewegten Teilen (Drahtvorschub/ Lüfter etc.).
Niemals neben brennbaren Stoffen schweißen.
Besondere Vorsicht ist geboten beim Befüllen des Stromgenerators!
Schweißspritzer können Feuer und Explosionen
auslösen.
Entfernen Sie alle entflammbaren Materialien vor dem Schweißbeginn. Ist dies nicht
möglich, müßen die Teile feuerfest abgedeckt werden. Schweißspritzer und Funken können
selbst durch kleinste Spalte dringen. Halten Sie stets geeignete Löschmittel bereit.
Für komprimierte Gase gelten besondere Sicherheitsvorschriften.
Achten Sie darauf, dass nach dem Schweißen keine heißen Teile Kontakt zu
entflammbaren Materialien haben.
Schweißen Sie nie an Tanks oder Behältern, bevor eindeutig geklärt ist, was der Inhalt war
oder ist und geeignete Schutzmaßnahmen getroffen wurden.
Tragen Sie geeignete Schutzkleidung, um sich vor Spritzern und Funken zu schützen.
Schließen Sie das Massekabel immer möglichst nah an der Schweißstelle an.
Sicherheit
4
Rahmenkonstruktionen, Ketten, Kabel oder ähnliches können die Masse falsch ableiten
und Brände verursachen.
Gefahren durch bewegliche Teile
Verwenden Sie nur zugelassene Schutzgase in dafür vorgesehenen Flaschen. Achten Sie auf Unversehrtheit sämtlicher Gasleitungen und Schläuche.
Achten Sie darauf, dass Schutzgasflaschen ordnungsgemäß gesichert sind.
Flaschen sollten aufbewahrt werden:
- Wo sie ordnungsgemäß gesichert sind und keine mechanischen Gefahren bestehen.
- In sicherem Abstand zum Lichtbogen und heißen Teilen.
Berühren Sie niemals mit der Elektrode oder anderen stromführenden Teilen die
Gasflasche.
Beim Öffnen des Gasventils niemals das Ventil dem Gesicht zuwenden.
Ist die Gasflasche nicht in Gebrauch, ist sie mit der Schutzkappe zu verschließen.
§1.3 Elektromagnetische Felder
Stromdurchflossene Leiter erzeugen elektromagnetische Felder (EMF). Bis jetzt wurde
keinerlei negative Wirkung dieser magnetischen Felder auf die Gesundheit nachgewiesen.
Trotzdem kann eine Gefährdung nicht vollständig ausgeschlossen werden. Zu Ihrer eigenen
Sicherheit sollten Sie folgendes beachten:
Minimierung der elektromagnetischen Feldlinien:
Legen Sie die Kabel möglichst weit entfernt von Ihrem Körper.
Wickeln Sie Schweißkabel niemals um Ihren Körper.
Massekabel möglichst nahe an die Schweißstelle anschliessen.
Besondere Vorsicht ist bei Herzschrittmachern geboten!
200 AC/DC PFC
5
§2 Übersicht
§2.1 Einführung
Bei der 200 AC/DC handelt es sich um Schweißgeräte mit (PWM) Pulsweitenmodulation
und IGBT Schaltung. Diese Inverterstromquellen zeichnen sich durch geringes Gewicht,
sowie hervorragende Schweißeigenschaften aus. Weiter reduziert sich der Stromverbrauch
erheblich. Alle erforderlichen Parameter können auf dem Bediendisplay eingestellt werden.
(Gasvorströmen, Startstrom, Stromanstieg, Stromabsenkzeit, Endstrom,
Gasnachströmen, sowie die Pulsparameter.)
200 AC/DC Charakteristik:
Prozessor, reagiert sofort auf jede Änderung.
Die umgekehrte Polarität sorgt für eine gute Zündung im WIG AC Bereich.
Fernregelbar.
TIG/DC Betrieb, wenn die Elektrode das Werkstück berührt, sinkt der Strom ab
um die Elektrode zu schützen.
Automatische Schutzfunktion: Thermoschutz / Überspannung / Überstrom, wenn
die aufgelisteten Probleme auftreten, leuchtet die Alarmleuchte am Frontdisplay
auf und der Strom geht aus.
Schweissverfahren:
DC E-Hand
DC WIG
DC WIG Puls
AC E-Hand
AC WIG
AC WIG Puls
200 AC/DC PFC
6
1. E-Hand / MMA: Polung erfolgt anhand der Elektrodenumhüllung siehe auch§3.5;
2. WIG DC, der Brenner wird am Minuspol angeschlossen.
3. WIG AC (Rechteckwelle), stabiler Lichtbogen.
4. WIG Pulse Anwendung: 1) Gezielter Wärmeeintrag mit kurzen heißen Phasen und
abschließender Abkühlphase, 2) Fokussierter Lichtbogen zum Schweissen von dünnen
Blechen. 3) Metallurgisches Pulsen für porenanfällige Werkstoffe wie Stahl.
4) Pulsen zur Lichtbogen- Einschnürung für Dünnbleche.
Die WSME Serie eignet sich für alle Positionen und viele verschiedene Grundwerkstoffe
wie z.B.:
Stahl, Edelstahl, legierter Stahl, Titan, Alu, etc. Die Serie eignet sich für alle Bereiche
des Handwerks und der Industrie.
MMA——E-Hand;
PWM—— Puls Weiten Modulation;
IGBT——Insulation Gate Bipolar Transistor
TIG——WIG
200 AC/DC PFC
7
§2.2 Bezeichnung
Die Maschine ist nach folgender Norm bezeichnet: National Standard GB10249.
W S M E ---- 200
DC/AC
MMA
TIG welding machine
Max welding current: 200A
PULSE
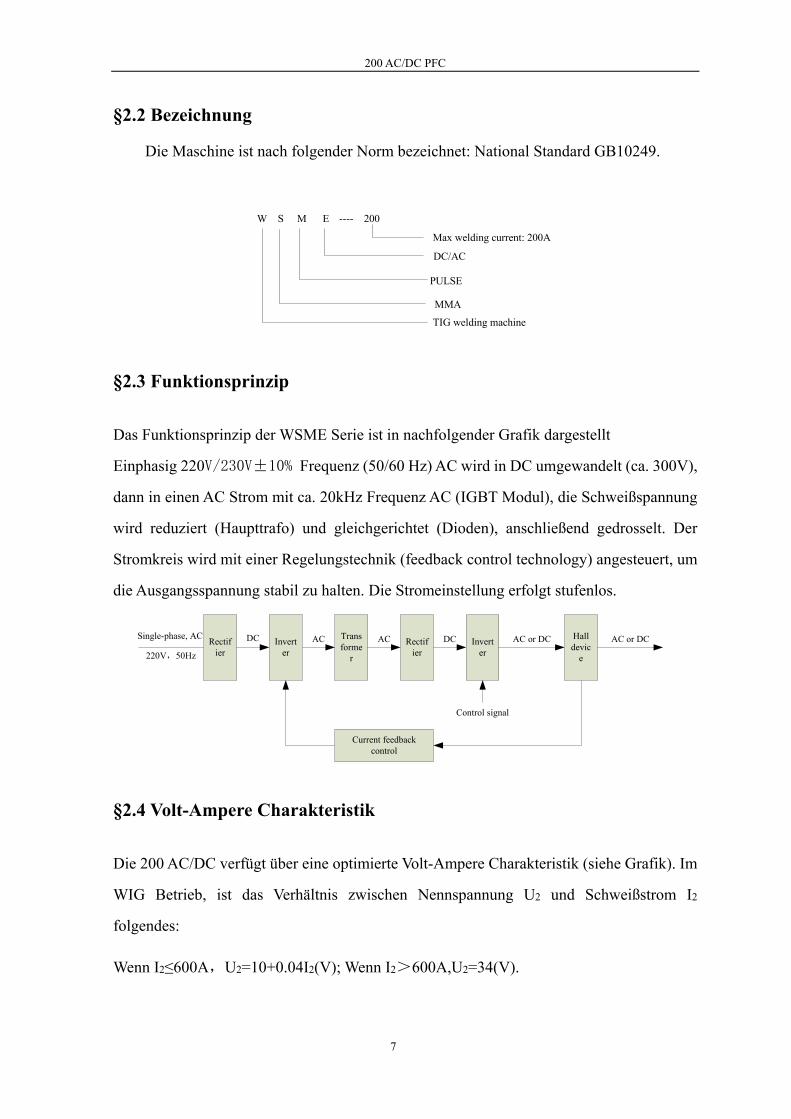
§2.3 Funktionsprinzip
Das Funktionsprinzip der WSME Serie ist in nachfolgender Grafik dargestellt
Einphasig 220V/230V±10% Frequenz (50/60 Hz) AC wird in DC umgewandelt (ca. 300V),
dann in einen AC Strom mit ca. 20kHz Frequenz AC (IGBT Modul), die Schweißspannung
wird reduziert (Haupttrafo) und gleichgerichtet (Dioden), anschließend gedrosselt. Der
Stromkreis wird mit einer Regelungstechnik (feedback control technology) angesteuert, um
die Ausgangsspannung stabil zu halten. Die Stromeinstellung erfolgt stufenlos.
Rectifier
Inverter
Transforme
r
Rectifier
Hall devic
e
Current feedback control
Single-phase, AC DC AC DC
220V,50Hz
AC Inverter
AC or DC
Control signal
AC or DC
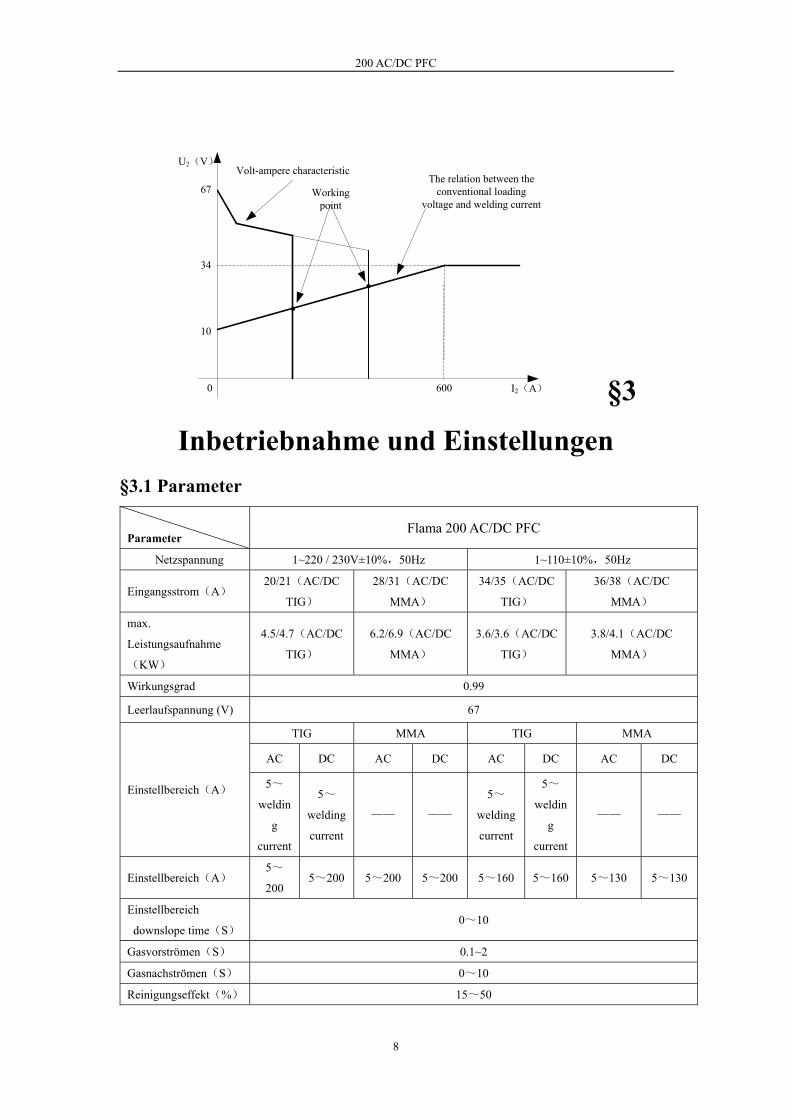
§2.4 Volt-Ampere Charakteristik
Die 200 AC/DC verfügt über eine optimierte Volt-Ampere Charakteristik (siehe Grafik). Im
WIG Betrieb, ist das Verhältnis zwischen Nennspannung U2 und Schweißstrom I2
folgendes:
Wenn I2≤600A,U2=10+0.04I2(V); Wenn I2>600A,U2=34(V).
200 AC/DC PFC
8
§3
Inbetriebnahme und Einstellungen
§3.1 Parameter
Parameter Flama 200 AC/DC PFC
Netzspannung 1~220 / 230V±10%,50Hz 1~110±10%,50Hz
Eingangsstrom(A) 20/21(AC/DC
TIG)
28/31(AC/DC
MMA)
34/35(AC/DC
TIG)
36/38(AC/DC
MMA)
max.
Leistungsaufnahme
(KW)
4.5/4.7(AC/DC
TIG)
6.2/6.9(AC/DC
MMA)
3.6/3.6(AC/DC
TIG)
3.8/4.1(AC/DC
MMA)
Wirkungsgrad 0.99
Leerlaufspannung (V) 67
Einstellbereich(A)
TIG MMA TIG MMA
AC DC AC DC AC DC AC DC
5~
weldin
g
current
5~
welding
current
—— ——
5~
welding
current
5~
weldin
g
current
—— ——
Einstellbereich(A) 5~
200 5~200 5~200 5~200 5~160 5~160 5~130 5~130
Einstellbereich
downslope time(S) 0~10
Gasvorströmen(S) 0.1~2
Gasnachströmen(S) 0~10
Reinigungseffekt(%) 15~50
67
34
10
0 600 I2(A)
U2(V)
Working point
Volt-ampere characteristicThe relation between the
conventional loading voltage and welding current
INBETRIEBNAHME UND EINSTELLUNGEN
9
Einschaltdauer(40℃,
10 min.)
AC DC AC DC
35% 200A 40% 200A 35% 160A
60% 150A 60% 140A 60% 160A
100% 120A 100% 110A 100% 70A 100% 120A
Schutzklasse IP23
Isolationsklasse H
Maße
(L×W×H)(mm) 492×189×350
Gewicht(Kg) 15.0
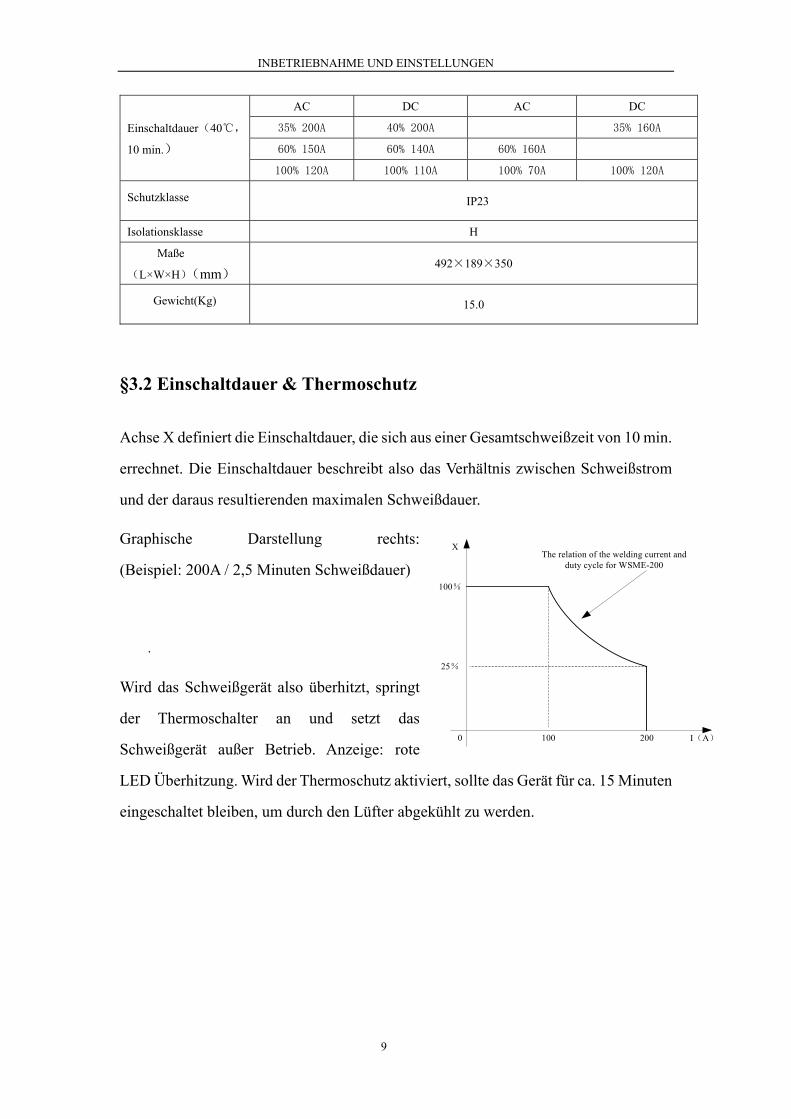
§3.2 Einschaltdauer & Thermoschutz
Achse X definiert die Einschaltdauer, die sich aus einer Gesamtschweißzeit von 10 min.
errechnet. Die Einschaltdauer beschreibt also das Verhältnis zwischen Schweißstrom
und der daraus resultierenden maximalen Schweißdauer.
Graphische Darstellung rechts:
(Beispiel: 200A / 2,5 Minuten Schweißdauer)
.
Wird das Schweißgerät also überhitzt, springt
der Thermoschalter an und setzt das
Schweißgerät außer Betrieb. Anzeige: rote
LED Überhitzung. Wird der Thermoschutz aktiviert, sollte das Gerät für ca. 15 Minuten
eingeschaltet bleiben, um durch den Lüfter abgekühlt zu werden.
I(A)0
100%
25%
100 200
XThe relation of the welding current and
duty cycle for WSME-200
INBETRIEBNAHME UND EINSTELLUNGEN
10
§3.3 Aufstellen des Gerätes
Beim Aufstellen des Schweißgerätes achten Sie bitte auf einen stabilen Stand.
§3.4 Netzanschluß
Achten Sie auf den richtigen Netzanschluß 230V
Achten Sie auf ein stabilisiertes Netz.
Verwenden Sie nicht mehrere Maschinen gleichzeitig auf der gleichen Netzleitung.
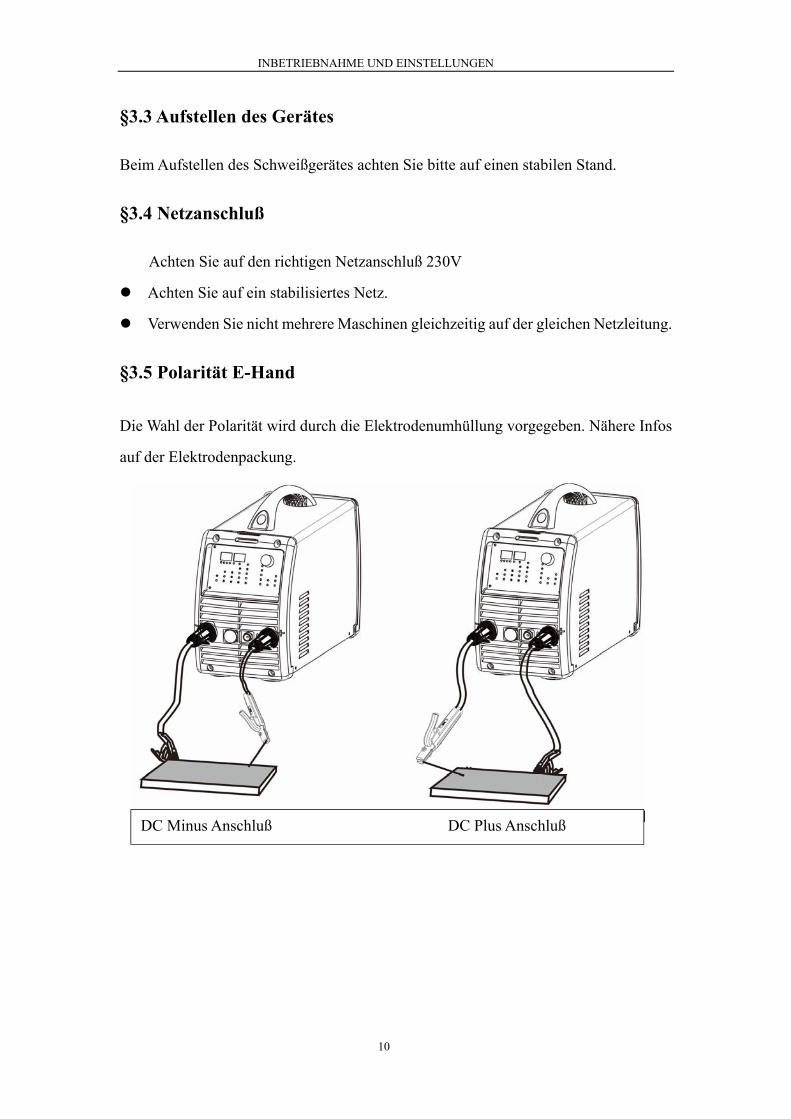
§3.5 Polarität E-Hand
Die Wahl der Polarität wird durch die Elektrodenumhüllung vorgegeben. Nähere Infos
auf der Elektrodenpackung.
DC Minus Anschluß DC Plus Anschluß
INBETRIEBNAHME UND EINSTELLUNGEN
11
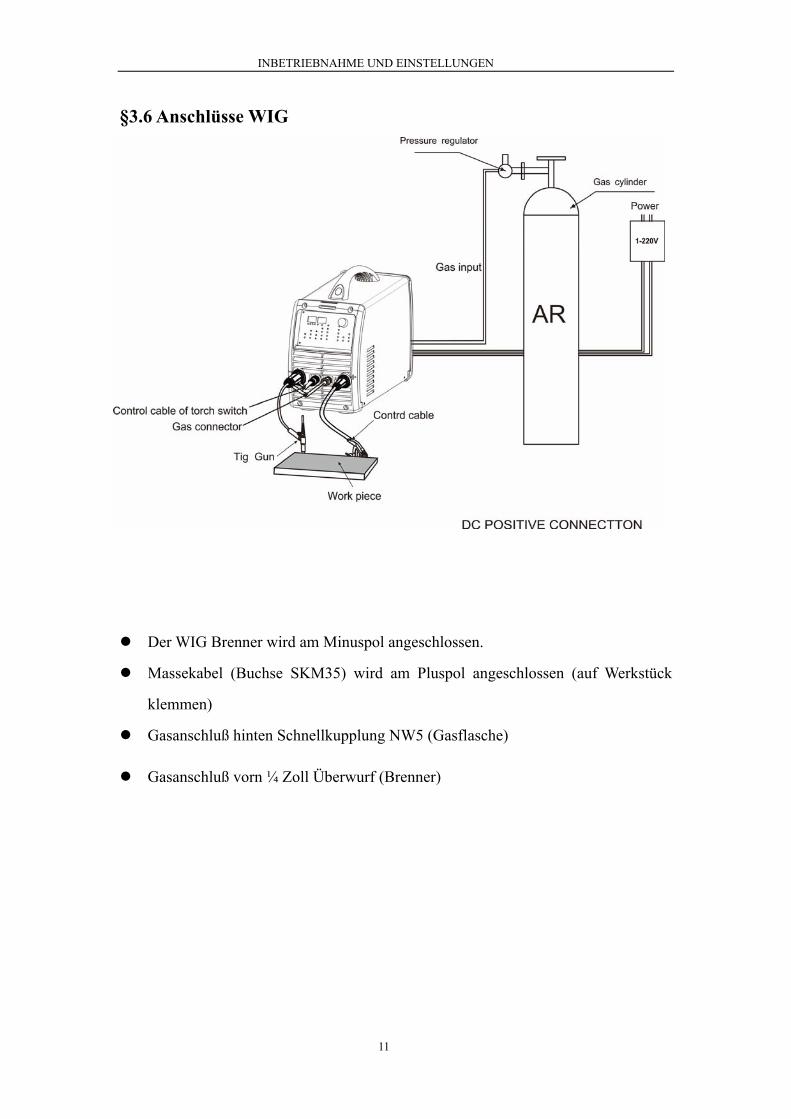
§3.6 Anschlüsse WIG
Der WIG Brenner wird am Minuspol angeschlossen.
Massekabel (Buchse SKM35) wird am Pluspol angeschlossen (auf Werkstück
klemmen)
Gasanschluß hinten Schnellkupplung NW5 (Gasflasche)
Gasanschluß vorn ¼ Zoll Überwurf (Brenner)
200 AC/DC PFC
12
§4 Betrieb
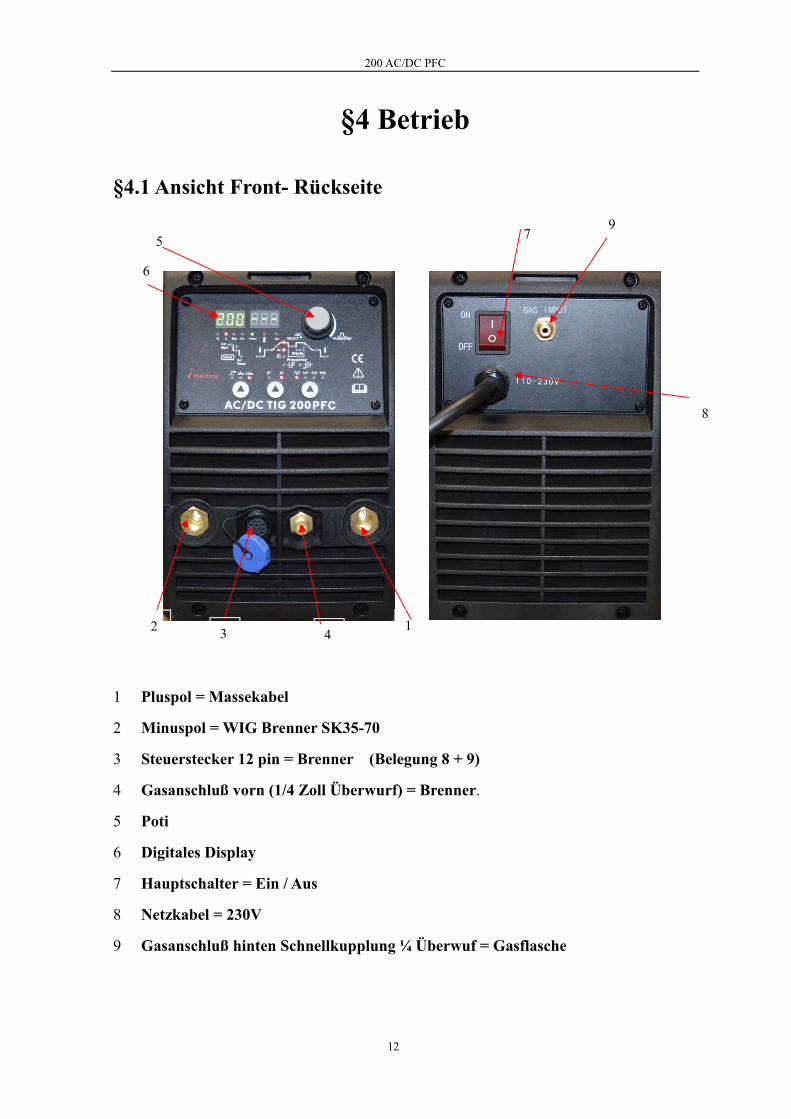
§4.1 Ansicht Front- Rückseite
1 Pluspol = Massekabel
2 Minuspol = WIG Brenner SK35-70
3 Steuerstecker 12 pin = Brenner (Belegung 8 + 9)
4 Gasanschluß vorn (1/4 Zoll Überwurf) = Brenner.
5 Poti
6 Digitales Display
7 Hauptschalter = Ein / Aus
8 Netzkabel = 230V
9 Gasanschluß hinten Schnellkupplung ¼ Überwuf = Gasflasche
1 4
2 3
5
6
7 9
8
200 AC/DC PFC
13
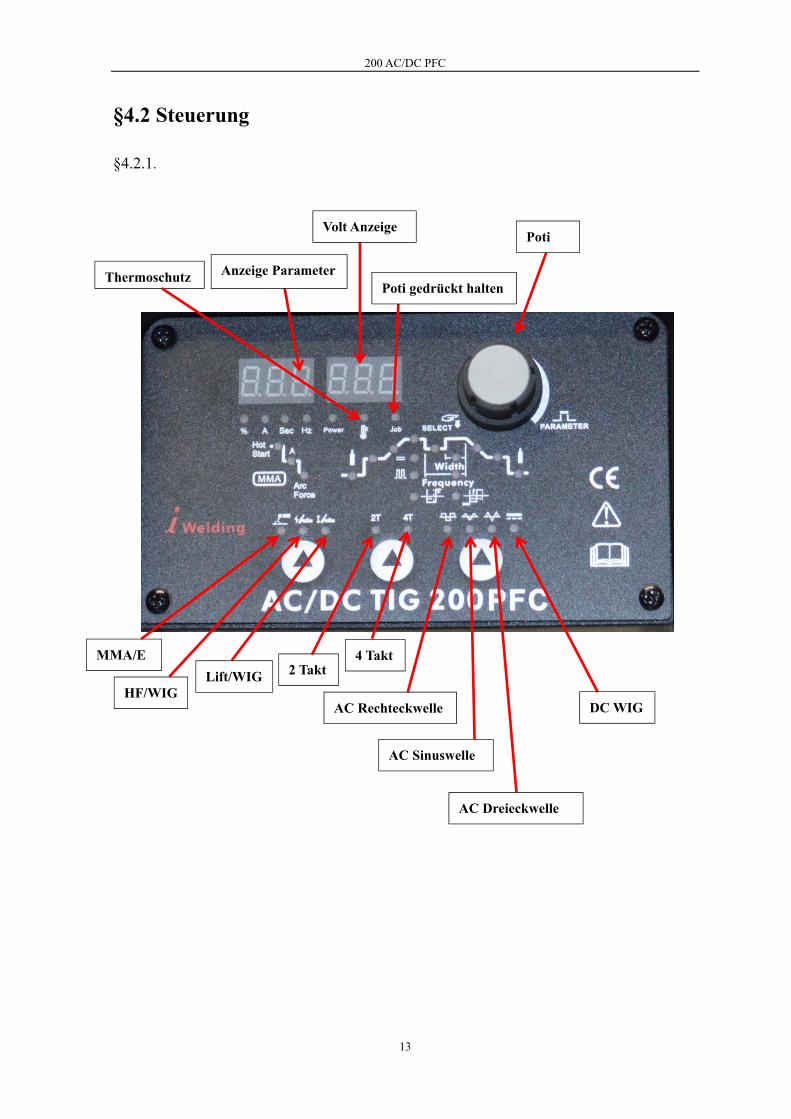
§4.2 Steuerung
§4.2.1.
Volt Anzeige
MMA/E
HF/WIG Lift/WIG 2 Takt
4 Takt
AC Rechteckwelle
AC Sinuswelle
AC Dreieckwelle
Poti
DC WIG
Poti gedrückt halten Thermoschutz Anzeige Parameter
200 AC/DC PFC
14
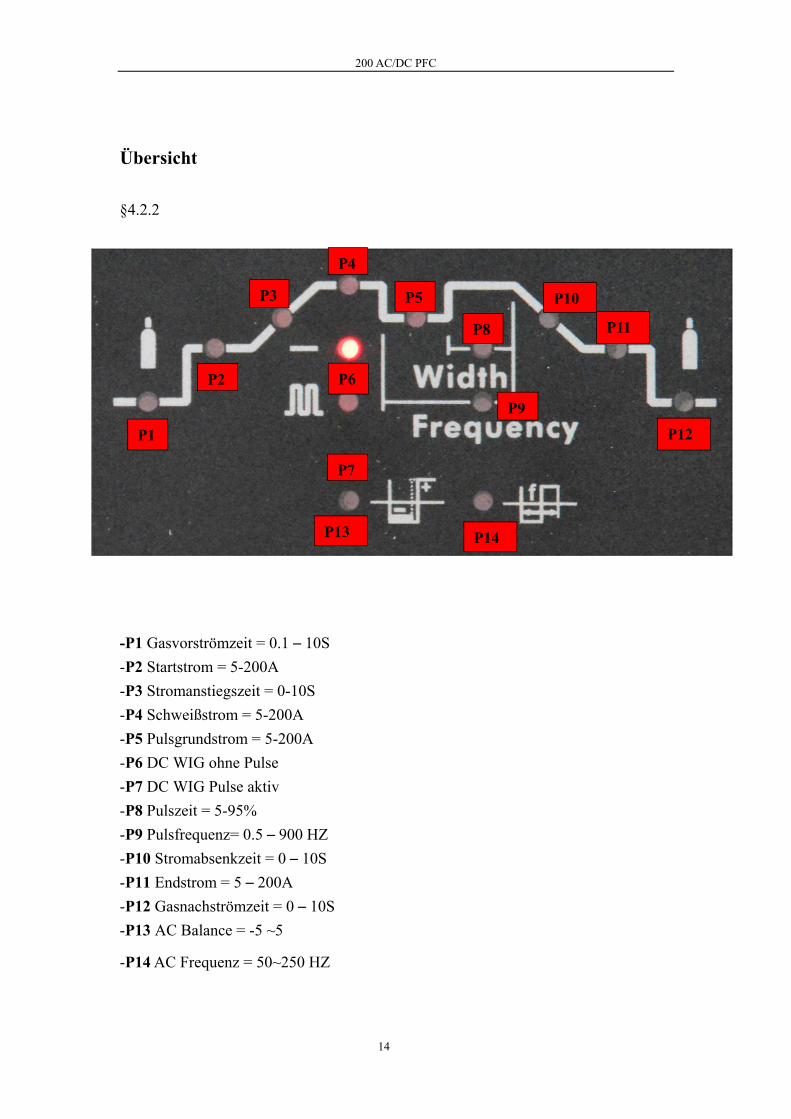
Übersicht
§4.2.2
-P1 Gasvorströmzeit = 0.1 – 10S
-P2 Startstrom = 5-200A
-P3 Stromanstiegszeit = 0-10S
-P4 Schweißstrom = 5-200A
-P5 Pulsgrundstrom = 5-200A
-P6 DC WIG ohne Pulse
-P7 DC WIG Pulse aktiv
-P8 Pulszeit = 5-95%
-P9 Pulsfrequenz= 0.5 – 900 HZ
-P10 Stromabsenkzeit = 0 – 10S
-P11 Endstrom = 5 – 200A
-P12 Gasnachströmzeit = 0 – 10S
-P13 AC Balance = -5 ~5
-P14 AC Frequenz = 50~250 HZ
P1
P2
P3
P4
P5
P7
P13 P14
P8
P9
P10
P11
P12
P6
200 AC/DC PFC
15
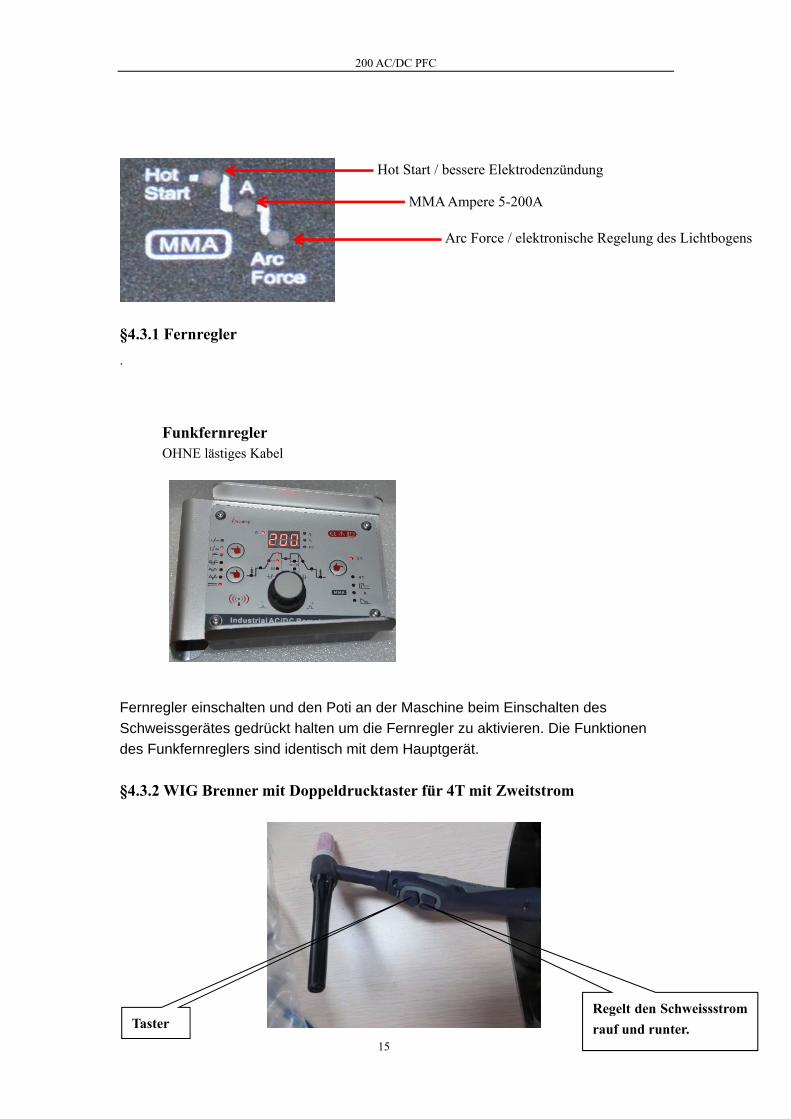
§4.3.1 Fernregler
.
Fernregler einschalten und den Poti an der Maschine beim Einschalten des
Schweissgerätes gedrückt halten um die Fernregler zu aktivieren. Die Funktionen
des Funkfernreglers sind identisch mit dem Hauptgerät.
§4.3.2 WIG Brenner mit Doppeldrucktaster für 4T mit Zweitstrom
Funkfernregler OHNE lästiges Kabel
Regelt den Schweissstrom
rauf und runter. Taster
Hot Start / bessere Elektrodenzündung
MMA Ampere 5-200A
Arc Force / elektronische Regelung des Lichtbogens
200 AC/DC PFC
16
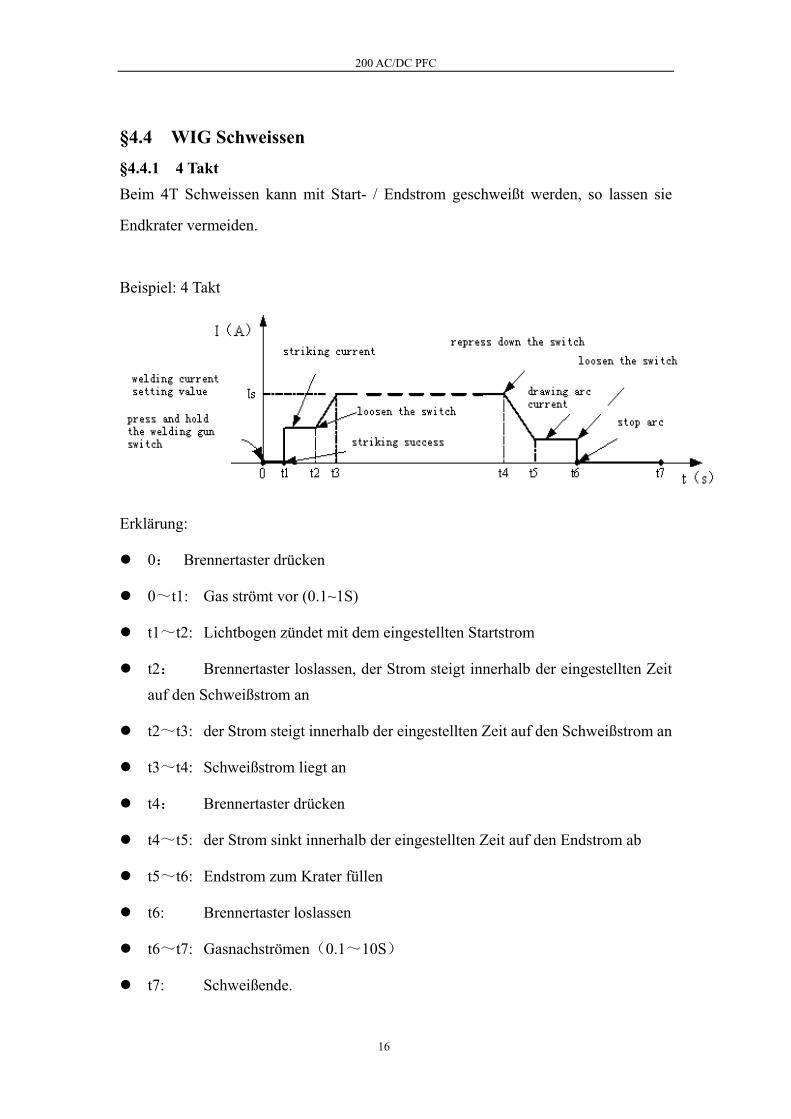
§4.4 WIG Schweissen
§4.4.1 4 Takt
Beim 4T Schweissen kann mit Start- / Endstrom geschweißt werden, so lassen sie
Endkrater vermeiden.
Beispiel: 4 Takt
Erklärung:
0: Brennertaster drücken
0~t1: Gas strömt vor (0.1~1S)
t1~t2: Lichtbogen zündet mit dem eingestellten Startstrom
t2: Brennertaster loslassen, der Strom steigt innerhalb der eingestellten Zeit
auf den Schweißstrom an
t2~t3: der Strom steigt innerhalb der eingestellten Zeit auf den Schweißstrom an
t3~t4: Schweißstrom liegt an
t4: Brennertaster drücken
t4~t5: der Strom sinkt innerhalb der eingestellten Zeit auf den Endstrom ab
t5~t6: Endstrom zum Krater füllen
t6: Brennertaster loslassen
t6~t7: Gasnachströmen(0.1~10S)
t7: Schweißende.
200 AC/DC PFC
17
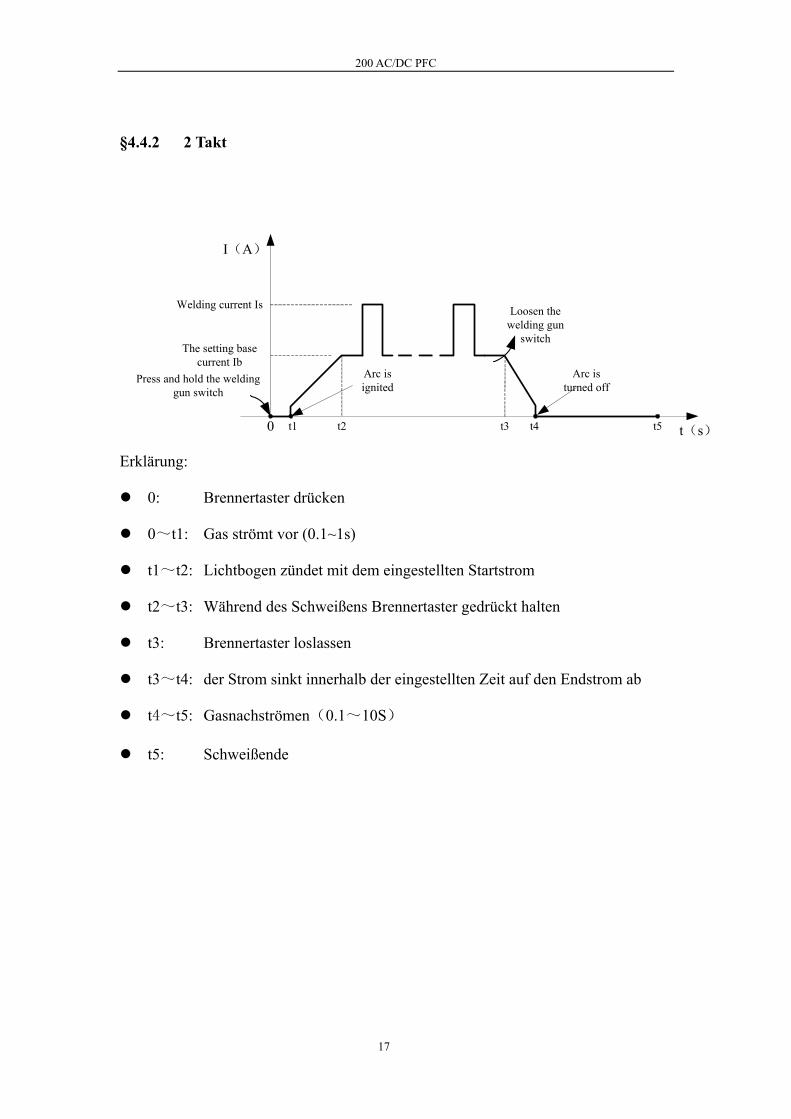
§4.4.2 2 Takt
t(s)0
I(A)
Loosen the welding gun
switch
Press and hold the welding gun switch
t1 t4 t5
Arc is ignited
Arc is turned off
t2 t3
Welding current Is
The setting base current Ib
Erklärung:
0: Brennertaster drücken
0~t1: Gas strömt vor (0.1~1s)
t1~t2: Lichtbogen zündet mit dem eingestellten Startstrom
t2~t3: Während des Schweißens Brennertaster gedrückt halten
t3: Brennertaster loslassen
t3~t4: der Strom sinkt innerhalb der eingestellten Zeit auf den Endstrom ab
t4~t5: Gasnachströmen(0.1~10S)
t5: Schweißende
200 AC/DC PFC
18
Kurzschlußüberwachung:
1. WIG /DC/LIFT:Wird während des Schweißens die Schmelze mit der Elektrode
berührt, begrenzt die Kurzschlußüberwachung den Schweißstrom, um Wolfram -
Einschlüße zu vermeiden.
2. WIG /DC/HF:Wird während des Schweißens die Schmelze mit der Elektrode berührt,
begrenzt die Kurzschlußüberwachung den Schweißstrom um Wolfram-Einschlüße zu
vermeiden.
3. E-Hand: Wird während des Elektrodenschweißens ein Kurzschluß erzeugt, schaltet
die Maschine nach 2 Sek. den Schweißstrom ab, um ein Ausglühen der Elektrode zu
verhindern.
§4.5 Schweißparameter
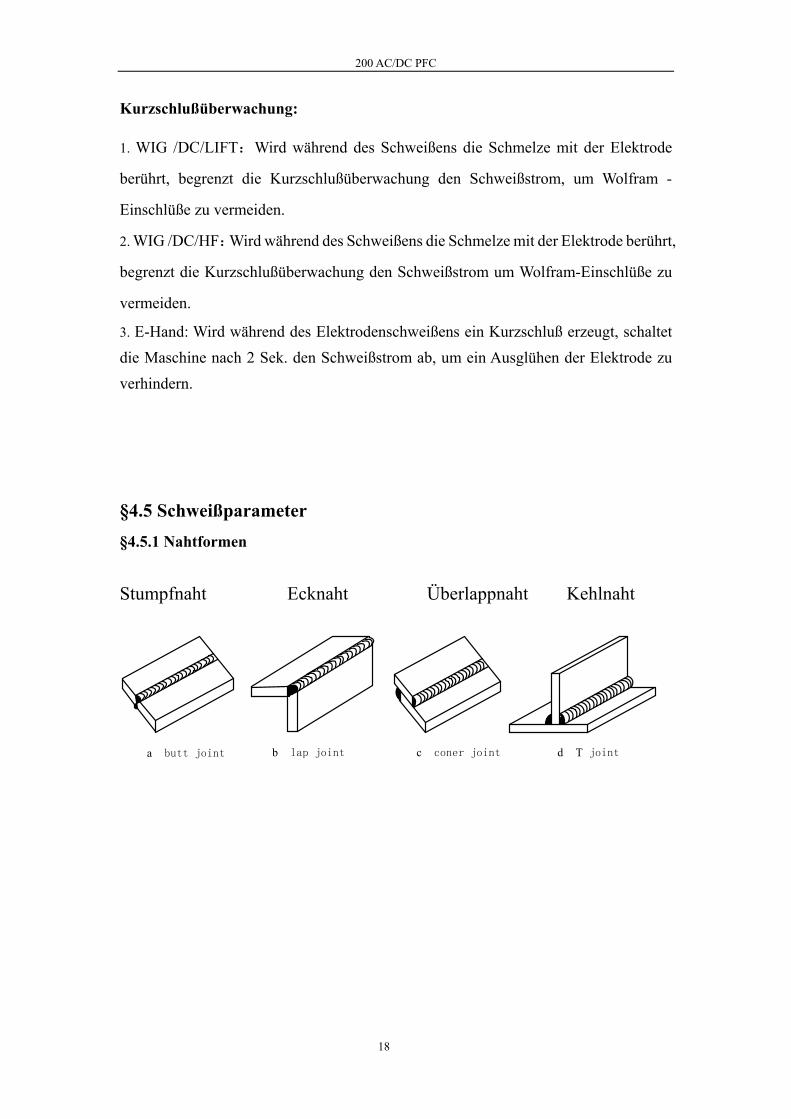
§4.5.1 Nahtformen
Stumpfnaht Ecknaht Überlappnaht Kehlnaht
a butt joint b lap joint c coner joint d T joint
200 AC/DC PFC
19
§4.5.2 Nahtqualität
Anlauffarben Edelstahl
Anlauffarbe hell / golden blau rot / grau grau schwarz
Qualität hervorragend sehr gut gut schlecht sehr schlecht
Anlauffarben Titan
Anlauffarbe weiss orange / gelb blau / lila dunkel
blau
weisses
titanoxid
Qualität hervorragend sehr gut gut schlecht sehr schlecht
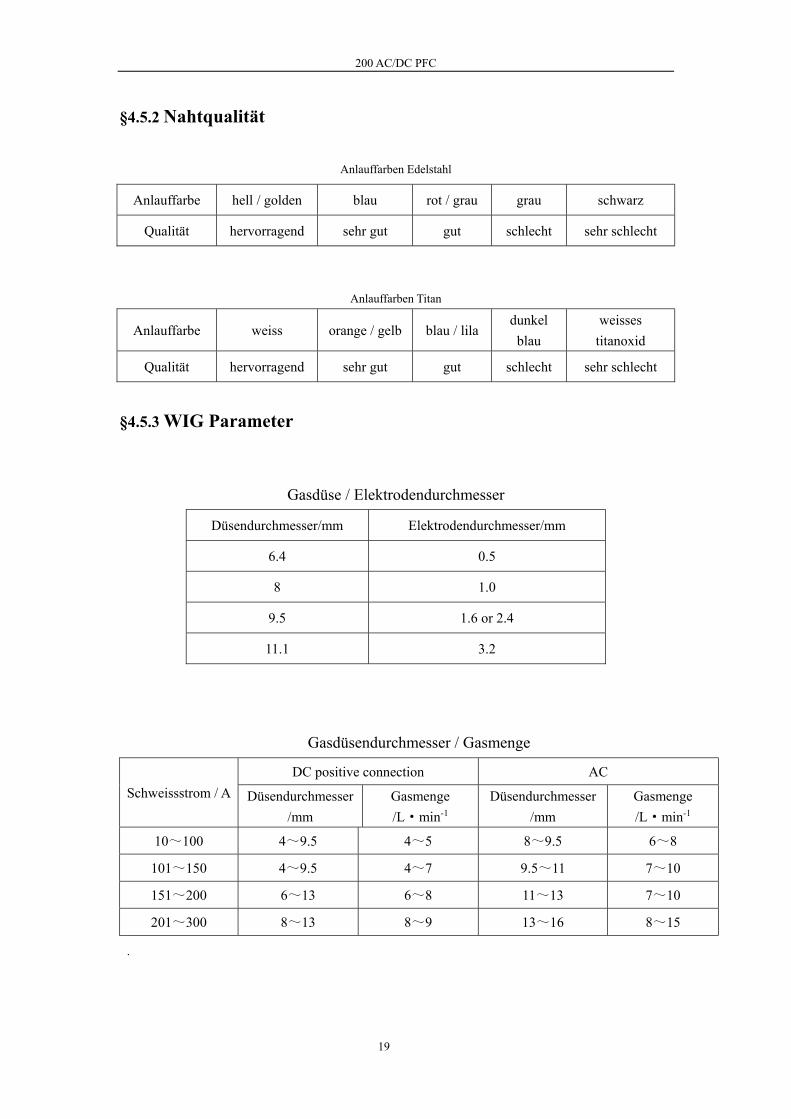
§4.5.3 WIG Parameter
Gasdüse / Elektrodendurchmesser
Düsendurchmesser/mm Elektrodendurchmesser/mm
6.4 0.5
8 1.0
9.5 1.6 or 2.4
11.1 3.2
Gasdüsendurchmesser / Gasmenge
Schweissstrom / A
DC positive connection AC
Düsendurchmesser
/mm
Gasmenge
/L·min-1
Düsendurchmesser
/mm
Gasmenge
/L·min-1
10~100 4~9.5 4~5 8~9.5 6~8
101~150 4~9.5 4~7 9.5~11 7~10
151~200 6~13 6~8 11~13 7~10
201~300 8~13 8~9 13~16 8~15
.
200 AC/DC PFC
20
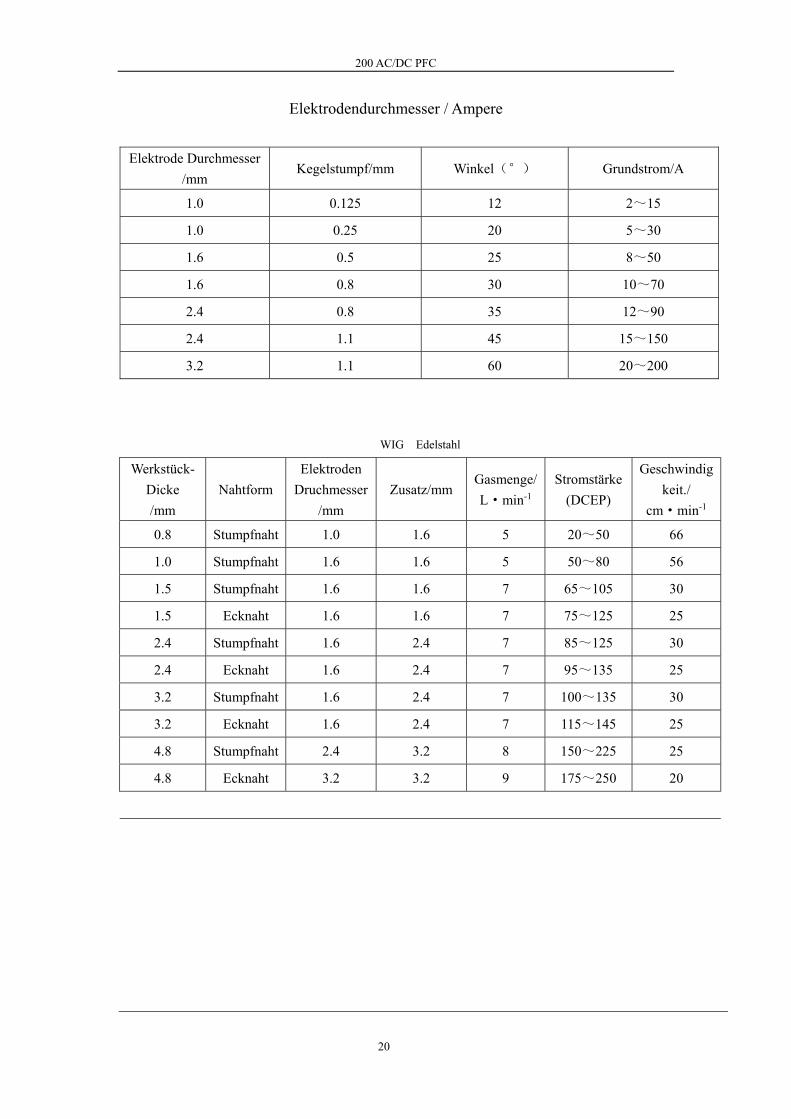
Elektrodendurchmesser / Ampere
Elektrode Durchmesser
/mm Kegelstumpf/mm Winkel(°) Grundstrom/A
1.0 0.125 12 2~15
1.0 0.25 20 5~30
1.6 0.5 25 8~50
1.6 0.8 30 10~70
2.4 0.8 35 12~90
2.4 1.1 45 15~150
3.2 1.1 60 20~200
WIG Edelstahl
Werkstück-
Dicke
/mm
Nahtform
Elektroden
Druchmesser
/mm
Zusatz/mm Gasmenge/
L·min-1
Stromstärke
(DCEP)
Geschwindig
keit./
cm·min-1
0.8 Stumpfnaht 1.0 1.6 5 20~50 66
1.0 Stumpfnaht 1.6 1.6 5 50~80 56
1.5 Stumpfnaht 1.6 1.6 7 65~105 30
1.5 Ecknaht 1.6 1.6 7 75~125 25
2.4 Stumpfnaht 1.6 2.4 7 85~125 30
2.4 Ecknaht 1.6 2.4 7 95~135 25
3.2 Stumpfnaht 1.6 2.4 7 100~135 30
3.2 Ecknaht 1.6 2.4 7 115~145 25
4.8 Stumpfnaht 2.4 3.2 8 150~225 25
4.8 Ecknaht 3.2 3.2 9 175~250 20

200 AC/DC PFC
21
Parameter AC WIG (E-Hand) für Aluminium und Legierung
Blechdic
ke Φ
/mm
Zusatz
/mm
Elektrod
e Φ
/mm
Vorwär
men
/℃
Strom
/A
Gas
/
L·min-1
Gasdüse
Φ
/mm
Bemerkung
1 1.6 2 - 45~60 7~9 8 Flansch
1.5 1.6~2.0 2 - 50~80 7~9 8
Flansch oder
Stumpf von
einer Seite
2 2~2.5 2~3 - 90~120 8~12 8~12 Stumpfnaht
3 2~3 3 - 150~
180 8~12 8~12
V-Naht Stumpf
4 3 4 - 180~
200 10~15 8~12
5 3~4 4 - 180~
240 10~15 10~12
6 4 5 - 240~
280 16~20 14~16
8 4~5 5 100 260~
320 16~20 14~16
10 4~5 5 100~
150
280~
340 16~20 14~16
Rohrleitung Stahl (DCEP)
RohrΦ
/mm
Elektrode
Φ /mm
Gasdüse
Φ /mm
Zusatz Φ
/mm Strom/A
Spannun
g/V
Gas
/
L·min-1
Geschw.
/
cm·min-1
38 2.0 8 2 75~90 11~13 6~8 4~5
42 2.0 8 2 75~95 11~13 6~8 4~5
60 2.0 8 2 75~100 11~13 7~9 4~5
76 2.5 8~10 2.5 80~105 14~16 8~10 4~5
108 2.5 8~10 2.5 90~110 14~16 9~11 5~6
133 2.5 8~10 2.5 90~115 14~16 10~12 5~6
159 2.5 8~10 2.5 95~120 14~16 11~13 5~6
219 2.5 8~10 2.5 100~
120 14~16 12~14 5~6
273 2.5 8~10 2.5 110~
125 14~16 12~14 5~6
325 2.5 8~10 2.5 120~
140 14~16 12~14 5~6
200 AC/DC PFC
22
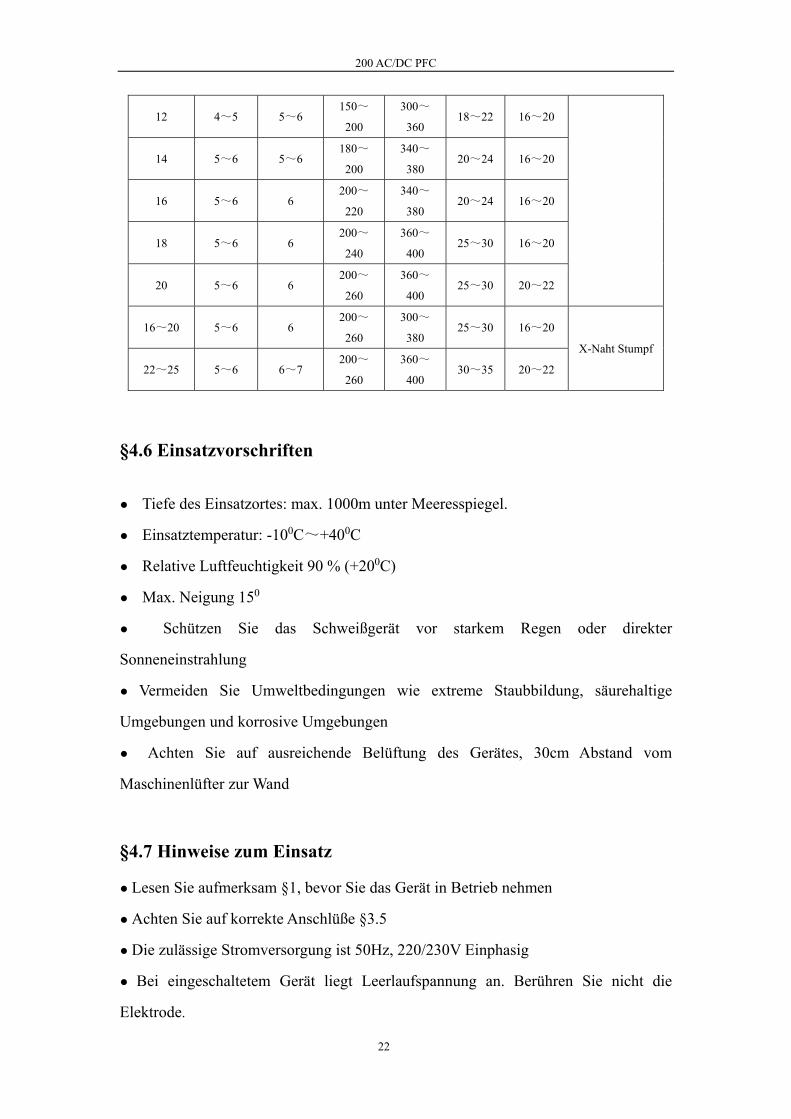
12 4~5 5~6 150~
200
300~
360 18~22 16~20
14 5~6 5~6 180~
200
340~
380 20~24 16~20
16 5~6 6 200~
220
340~
380 20~24 16~20
18 5~6 6 200~
240
360~
400 25~30 16~20
20 5~6 6 200~
260
360~
400 25~30 20~22
16~20 5~6 6 200~
260
300~
380 25~30 16~20
X-Naht Stumpf
22~25 5~6 6~7 200~
260
360~
400 30~35 20~22
§4.6 Einsatzvorschriften
● Tiefe des Einsatzortes: max. 1000m unter Meeresspiegel.
● Einsatztemperatur: -100C~+400C
● Relative Luftfeuchtigkeit 90 % (+200C)
● Max. Neigung 150
● Schützen Sie das Schweißgerät vor starkem Regen oder direkter
Sonneneinstrahlung
● Vermeiden Sie Umweltbedingungen wie extreme Staubbildung, säurehaltige
Umgebungen und korrosive Umgebungen
● Achten Sie auf ausreichende Belüftung des Gerätes, 30cm Abstand vom
Maschinenlüfter zur Wand
§4.7 Hinweise zum Einsatz
● Lesen Sie aufmerksam §1, bevor Sie das Gerät in Betrieb nehmen
● Achten Sie auf korrekte Anschlüße §3.5
● Die zulässige Stromversorgung ist 50Hz, 220/230V Einphasig
● Bei eingeschaltetem Gerät liegt Leerlaufspannung an. Berühren Sie nicht die
Elektrode.
200 AC/DC PFC
23
● Schützen Sie Ihren Körper und Ihre Augen vor der Lichtbogenstrahlung
● Sorgen Sie für ausreichende Belüftung der Maschine
● Schalten Sie das Gerät aus, wenn nicht geschweißt wird. (Energieverbrauch)
§5 Instandhaltung & Fehlerbehebung §5.1 Instandhaltung
Das Schweißgerät sollte in regelmäßigen Abständen einer VDE (BGV A3) Prüfung
unterzogen werden. Nur so kann eine zuverlässige und sichere Funktion gewährleistet
werden.
● Achtung: Vor Durchführung jeglicher Wartungstätigkeiten muss die Maschine
abgeschaltet werden und mindestens 5 Minuten gewartet werden, bis sich das
kapazitäts Potential auf 36V gesenkt hat!
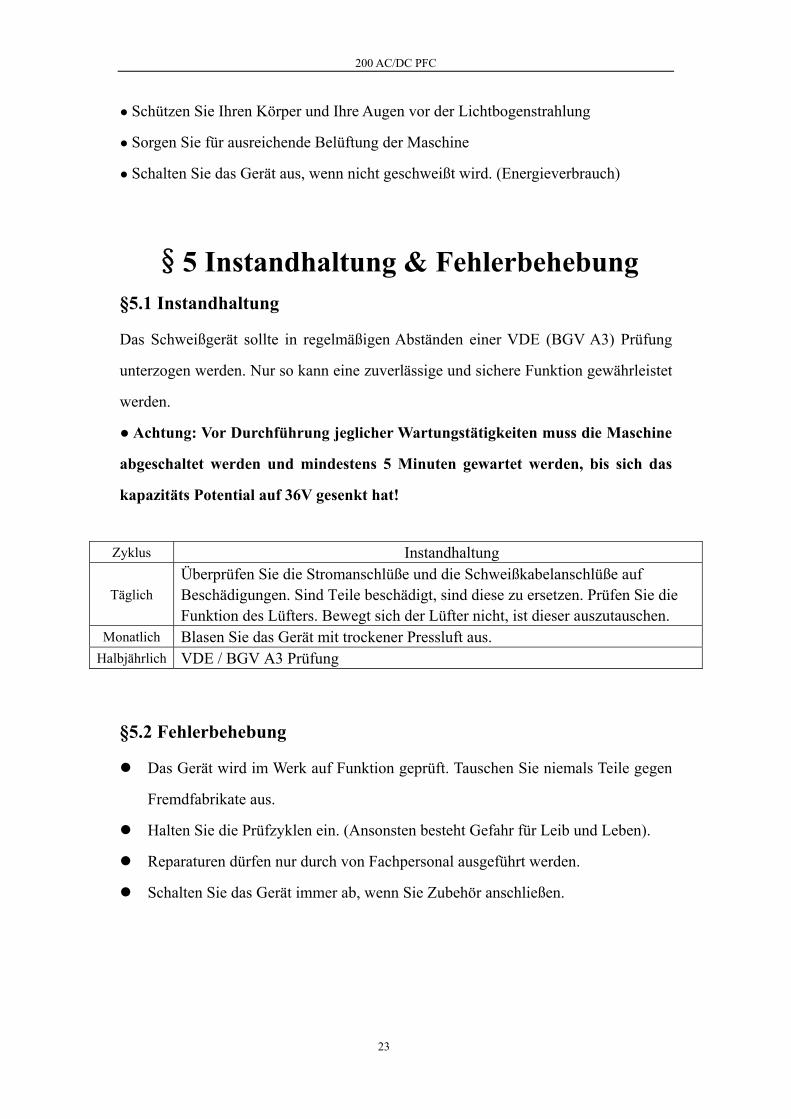
Zyklus Instandhaltung
Täglich
Überprüfen Sie die Stromanschlüße und die Schweißkabelanschlüße auf Beschädigungen. Sind Teile beschädigt, sind diese zu ersetzen. Prüfen Sie die Funktion des Lüfters. Bewegt sich der Lüfter nicht, ist dieser auszutauschen.
Monatlich Blasen Sie das Gerät mit trockener Pressluft aus. Halbjährlich VDE / BGV A3 Prüfung
§5.2 Fehlerbehebung
Das Gerät wird im Werk auf Funktion geprüft. Tauschen Sie niemals Teile gegen
Fremdfabrikate aus.
Halten Sie die Prüfzyklen ein. (Ansonsten besteht Gefahr für Leib und Leben).
Reparaturen dürfen nur durch von Fachpersonal ausgeführt werden.
Schalten Sie das Gerät immer ab, wenn Sie Zubehör anschließen.
200 AC/DC PFC
24
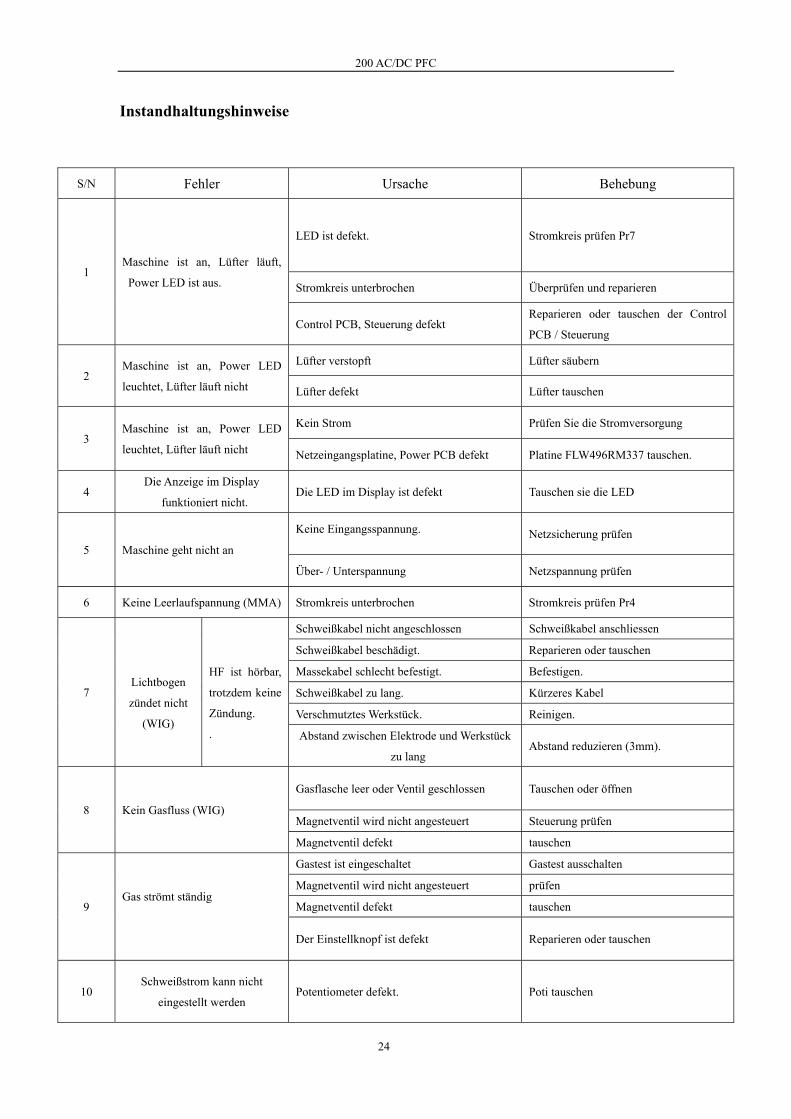
Instandhaltungshinweise
S/N Fehler Ursache Behebung
1 Maschine ist an, Lüfter läuft,
Power LED ist aus.
LED ist defekt. Stromkreis prüfen Pr7
Stromkreis unterbrochen Überprüfen und reparieren
Control PCB, Steuerung defekt Reparieren oder tauschen der Control
PCB / Steuerung
2 Maschine ist an, Power LED
leuchtet, Lüfter läuft nicht
Lüfter verstopft Lüfter säubern
Lüfter defekt Lüfter tauschen
3 Maschine ist an, Power LED
leuchtet, Lüfter läuft nicht
Kein Strom Prüfen Sie die Stromversorgung
Netzeingangsplatine, Power PCB defekt Platine FLW496RM337 tauschen.
4 Die Anzeige im Display
funktioniert nicht. Die LED im Display ist defekt Tauschen sie die LED
5 Maschine geht nicht an
Keine Eingangsspannung. Netzsicherung prüfen
Über- / Unterspannung Netzspannung prüfen
6 Keine Leerlaufspannung (MMA) Stromkreis unterbrochen Stromkreis prüfen Pr4
7
Lichtbogen
zündet nicht
(WIG)
HF ist hörbar,
trotzdem keine
Zündung.
.
Schweißkabel nicht angeschlossen Schweißkabel anschliessen
Schweißkabel beschädigt. Reparieren oder tauschen
Massekabel schlecht befestigt. Befestigen.
Schweißkabel zu lang. Kürzeres Kabel
Verschmutztes Werkstück. Reinigen.
Abstand zwischen Elektrode und Werkstück
zu lang Abstand reduzieren (3mm).
8 Kein Gasfluss (WIG)
Gasflasche leer oder Ventil geschlossen Tauschen oder öffnen
Magnetventil wird nicht angesteuert Steuerung prüfen
Magnetventil defekt tauschen
9
Gas strömt ständig
Gastest ist eingeschaltet Gastest ausschalten
Magnetventil wird nicht angesteuert prüfen
Magnetventil defekt tauschen
Der Einstellknopf ist defekt Reparieren oder tauschen
10 Schweißstrom kann nicht
eingestellt werden Potentiometer defekt. Poti tauschen
200 AC/DC PFC
25
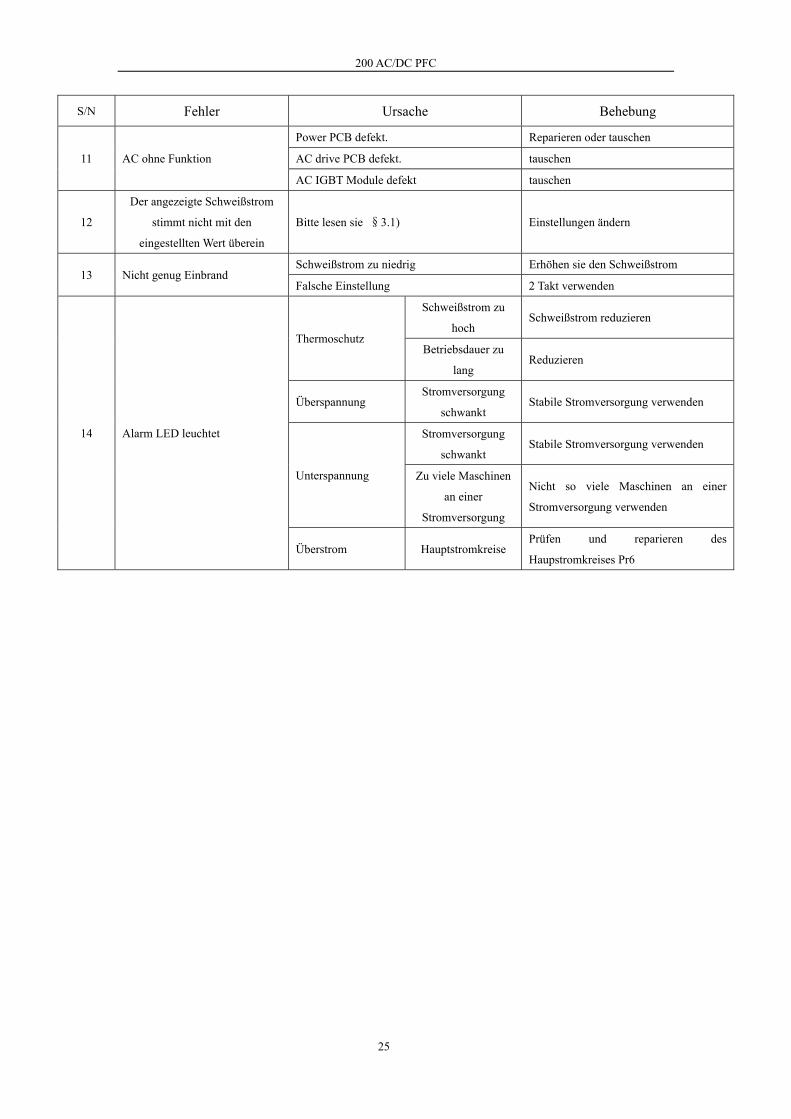
S/N Fehler Ursache Behebung
11 AC ohne Funktion
Power PCB defekt. Reparieren oder tauschen
AC drive PCB defekt. tauschen
AC IGBT Module defekt tauschen
12
Der angezeigte Schweißstrom
stimmt nicht mit den
eingestellten Wert überein
Bitte lesen sie §3.1) Einstellungen ändern
13 Nicht genug Einbrand Schweißstrom zu niedrig Erhöhen sie den Schweißstrom
Falsche Einstellung 2 Takt verwenden
14 Alarm LED leuchtet
Thermoschutz
Schweißstrom zu
hoch Schweißstrom reduzieren
Betriebsdauer zu
lang Reduzieren
Überspannung Stromversorgung
schwankt Stabile Stromversorgung verwenden
Unterspannung
Stromversorgung
schwankt Stabile Stromversorgung verwenden
Zu viele Maschinen
an einer
Stromversorgung
Nicht so viele Maschinen an einer
Stromversorgung verwenden
Überstrom Hauptstromkreise Prüfen und reparieren des
Haupstromkreises Pr6
200 AC/DC PFC
26
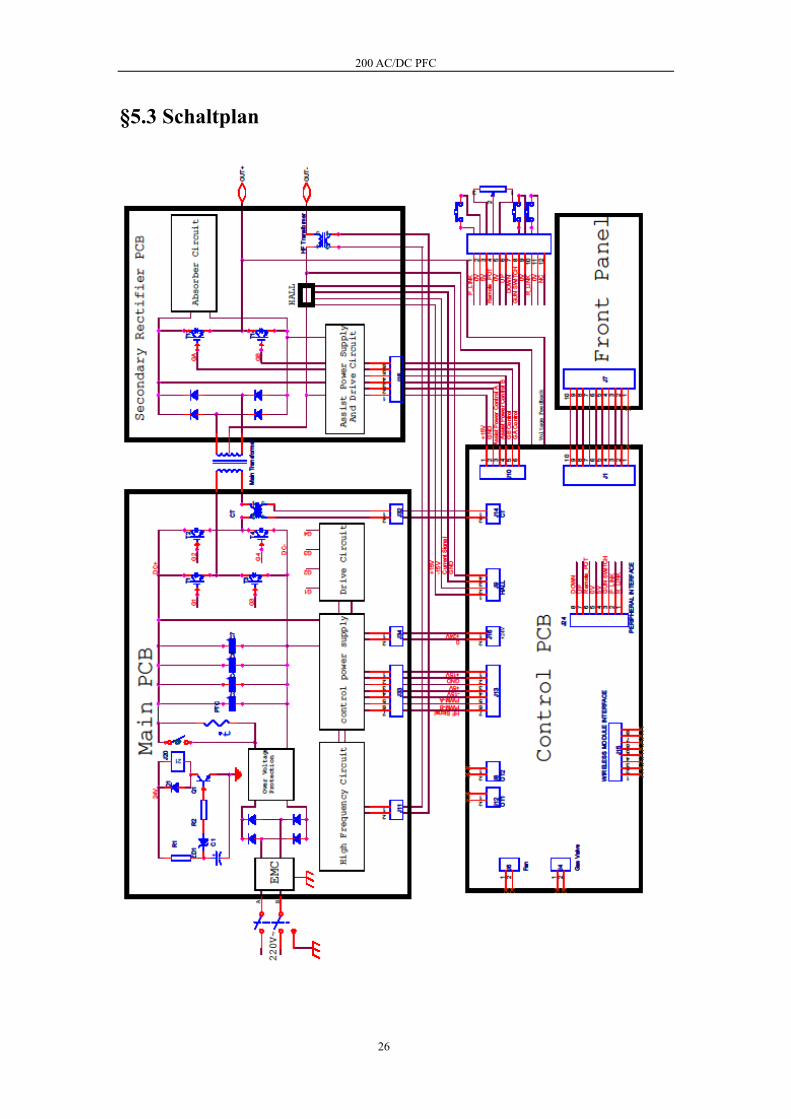
§5.3 Schaltplan