Beurteilung von Maschinenisolierungen - vde.com · Bulletin SEV/VSE 9/05 17 Isolationstechnik...
6
Bulletin SEV/VSE 9/05 15 Isolationstechnik articles spécialisés wachen, da Prüfungen nach der Standard- methode IEEE 1043 Std 1) einen sehr hohen Materialaufwand bedingen. Es existieren damit nur wenige Resultate von Lebensdauerversuchen, welche auf Grund der geringen Probenanzahl zudem noch eine hohe statistische Unsicherheit aufweisen. Aus Sicht der Kraftwerksbe- treiber, welche neue Generatoren kaufen oder alte Generatoren neu wickeln lassen, ist es praktisch unmöglich, die Güte der Isolierung über den Abnahmetest hinaus zu überprüfen. Oft müssen sie daher auf die Aussagen der Hersteller vertrauen. Aus diesen Gründen wurde an der ETH Zürich eine neue Prüfmethode ent- wickelt, die es erlaubt, Maschinenisolie- rungen mit wesentlich weniger Aufwand zu testen, als es Prüfungen nach Norm er- fordern. 2) Die Vorstellung der neuen Prüf- methode, deren Verifikation im Vergleich zu Normtests sowie deren Anwendung zur Beurteilung von Wicklungsisolierun- gen verschiedener Hersteller sind Gegen- stand dieses Beitrags. Aufbau einer Wicklungs isolierung für rotierende HSMaschinen Die Wicklungsisolierung einer rotie- renden HS-Maschine besteht aus Glim- mer, einem Trägermaterial (Polyethylen- folie oder Glasgewebe) und dem Bin- deharz. Diese Kombination wird in Bandform hergestellt und als Glimmer- band bezeichnet. Das Band wird um den elektrischen Leiter gewickelt und mit Harz imprägniert. Die Imprägnierung er- folgt durch das «Vakuum Pressure Im- pregnation (VPI)»-Verfahren oder durch das «Resin Rich (RR)»-Verfahren. Zu- sammen mit dem Aussen- und Enden- glimmschutz (AGS/EGS) ergibt dieser Verbund die fertige Wicklungsisolierung (Bild 1). Neue Prüfanordnung mit eingebetteter Elektrode Grundlagen Wird eine Hochspannungsisolierung durch die angelegte Spannung belastet, so wird die elektrische Festigkeit des Mate- rials geschwächt. Der endgültige Durch- schlag einer Isolierung ist Folge einer fortschreitenden Beschädigung des Iso- lierstoffes, der elektrischen Alterung. Die durch die Beschädigung im Isolierstoff entstehende baumartige Struktur wird als «Electrical Treeing» bezeichnet. Auf Grund der inhomogenen Struktur der Iso- lierung oder möglicher Beschädigungen des Aussen- und Endenglimmschutzes bzw. der inneren Leitschicht muss mit der Entstehung des Electrical Treeings 3) be- reits vom Beginn der Lebensdauer an ge- rechnet werden [4–9]. Im Gegensatz zur homogenen Isolierung von Kabeln, wird das Electrical Treeing in Wicklungsiso- lierungen durch die Barrieren der Glim- merbänder gehindert. Die Durchschlag- zeit T bd lässt sich gemäss Formel 1 aus der Entstehungszeit der Trees T ti und ihrer Ausbreitungszeit T tp bestimmen. T bd = T ti + T tp (1) bd: Breakdown; ti: Tree Inception; tp: Tree Propagation Beurteilung von Maschinenisolierungen Eingebettete Elektrode als Ergänzung in der Beurteilung von Maschinenisolierungen Im deregulierten und liberalisierten Energiemarkt gewinnt die Zuverlässigkeit von Hochspannungsmaschinen immer mehr an Bedeutung. Da Lebensdauerprüfungen für Isoliermaterialien sehr aufwändig sind, wurde an der ETH Zürich eine Methode entwickelt, die eine Beurteilung von Maschinenisolierungen mit stark reduziertem Aufwand erlaubt. Untersuchungen der wich tigsten Einflussfaktoren auf die Durchschlagzeit zeigen, dass die Herstellungsqualität die mikroskopische Struktur und damit die Durchschlagzeiten von Wicklungsisolierungen signifikant beein flusst. Die Unterschiede in den Durchschlagzeiten – und damit der potenziellen Lebensdauer – können dabei bis zu 4 Grössen ordnungen betragen. Etwa ein Viertel aller Ausfallzeiten von Kraftwerken sind auf Probleme in Wick- lungsisolierungen von rotierenden Hoch- spannungsmaschinen (HS-Maschinen) zurückzuführen [1–3]. Die Hersteller der Maschinen verlangen nach kostengünsti- geren Wicklungsisolierungen, die bei hö- heren Feldstärken als den heute üblichen 2–3 kV/mm arbeiten. Im Gegensatz dazu möchten die Energieversorger ihre Kos- ten durch längere Wartungsintervalle und eine höhere Lebensdauer der Maschinen reduzieren. Allerdings sind die Prozesse, welche zum Ausfall von Wicklungen in rotieren- den HS-Maschinen führen, noch nicht vollständig aufgezeigt. Bisherige For- schungen haben sich hauptsächlich dar- auf konzentriert, die Wirkungen von Be- triebsbelastungen auf die Lebensdauer der Wicklungsisolierungen zu beschrei- ben. Betrachtet man jedoch den gesamten Prozess vom Einsatz der Rohmaterialien bis hin zum Versagen der Isolierung, so fehlt eine Beschreibung des Einfluss der Herstellungsverfahren und -qualitäten auf die Durchschlagzeiten. Für die Hersteller ist es sehr aufwän- dig, die Isoliersysteme und deren Verar- beitungsqualität zu testen bzw. zu über- Ruben Vogelsang, Rudolf Brütsch, Klaus Fröhlich, Bernhard Fruth Bild 1 Struktur einer Wicklungsisolierung Halbüberlappende Glimmerbänder Quelle: R. Vogelsang
Transcript of Beurteilung von Maschinenisolierungen - vde.com · Bulletin SEV/VSE 9/05 17 Isolationstechnik...

Bulletin SEV/VSE 9/05 15
Isolationstechnik
art
icle
ssp
éc
iali
sés
wachen, da Prüfungen nach der Standard-methode IEEE 1043 Std1) einen sehrhohen Materialaufwand bedingen. Esexistieren damit nur wenige Resultatevon Lebensdauerversuchen, welche aufGrund der geringen Probenanzahl zudemnoch eine hohe statistische Unsicherheitaufweisen. Aus Sicht der Kraftwerksbe-treiber, welche neue Generatoren kaufenoder alte Generatoren neu wickeln lassen,ist es praktisch unmöglich, die Güte derIsolierung über den Abnahmetest hinauszu überprüfen. Oft müssen sie daher aufdie Aussagen der Hersteller vertrauen.
Aus diesen Gründen wurde an derETH Zürich eine neue Prüfmethode ent-wickelt, die es erlaubt, Maschinenisolie-rungen mit wesentlich weniger Aufwandzu testen, als es Prüfungen nach Norm er-fordern.2) Die Vorstellung der neuen Prüf-methode, deren Verifikation im Vergleichzu Normtests sowie deren Anwendungzur Beurteilung von Wicklungsisolierun-
gen verschiedener Hersteller sind Gegen-stand dieses Beitrags.
Aufbau einer Wicklungs�isolierung für rotierende HS�Maschinen
Die Wicklungsisolierung einer rotie-renden HS-Maschine besteht aus Glim-mer, einem Trägermaterial (Polyethylen-folie oder Glasgewebe) und dem Bin-deharz. Diese Kombination wird inBandform hergestellt und als Glimmer-band bezeichnet. Das Band wird um denelektrischen Leiter gewickelt und mitHarz imprägniert. Die Imprägnierung er-folgt durch das «Vakuum Pressure Im-pregnation (VPI)»-Verfahren oder durchdas «Resin Rich (RR)»-Verfahren. Zu-sammen mit dem Aussen- und Enden-glimmschutz (AGS/EGS) ergibt dieserVerbund die fertige Wicklungsisolierung(Bild 1).
Neue Prüfanordnung miteingebetteter ElektrodeGrundlagen
Wird eine Hochspannungsisolierungdurch die angelegte Spannung belastet, sowird die elektrische Festigkeit des Mate-rials geschwächt. Der endgültige Durch-schlag einer Isolierung ist Folge einerfortschreitenden Beschädigung des Iso-lierstoffes, der elektrischen Alterung. Diedurch die Beschädigung im Isolierstoffentstehende baumartige Struktur wird als«Electrical Treeing» bezeichnet. AufGrund der inhomogenen Struktur der Iso-lierung oder möglicher Beschädigungendes Aussen- und Endenglimmschutzesbzw. der inneren Leitschicht muss mit derEntstehung des Electrical Treeings3) be-reits vom Beginn der Lebensdauer an ge-rechnet werden [4–9]. Im Gegensatz zurhomogenen Isolierung von Kabeln, wirddas Electrical Treeing in Wicklungsiso-lierungen durch die Barrieren der Glim-merbänder gehindert. Die Durchschlag-zeit Tbd lässt sich gemäss Formel 1 ausder Entstehungszeit der Trees Tti undihrer Ausbreitungszeit Ttp bestimmen.
Tbd = Tti + Ttp (1)bd: Breakdown; ti: Tree Inception; tp:Tree Propagation
Beurteilung von MaschinenisolierungenEingebettete Elektrode als Ergänzung in der Beurteilung vonMaschinenisolierungen
Im deregulierten und liberalisierten Energiemarkt gewinnt dieZuverlässigkeit von Hochspannungsmaschinen immer mehr anBedeutung. Da Lebensdauerprüfungen für Isoliermaterialiensehr aufwändig sind, wurde an der ETH Zürich eine Methodeentwickelt, die eine Beurteilung von Maschinenisolierungen mitstark reduziertem Aufwand erlaubt. Untersuchungen der wich�tigsten Einflussfaktoren auf die Durchschlagzeit zeigen, dass dieHerstellungsqualität die mikroskopische Struktur und damit dieDurchschlagzeiten von Wicklungsisolierungen signifikant beein�flusst. Die Unterschiede in den Durchschlagzeiten – und damitder potenziellen Lebensdauer – können dabei bis zu 4 Grössen�ordnungen betragen.
Etwa ein Viertel aller Ausfallzeiten vonKraftwerken sind auf Probleme in Wick-lungsisolierungen von rotierenden Hoch-spannungsmaschinen (HS-Maschinen)zurückzuführen [1–3]. Die Hersteller derMaschinen verlangen nach kostengünsti-geren Wicklungsisolierungen, die bei hö-heren Feldstärken als den heute üblichen
2–3 kV/mm arbeiten. Im Gegensatz dazumöchten die Energieversorger ihre Kos-ten durch längere Wartungsintervalle undeine höhere Lebensdauer der Maschinenreduzieren.
Allerdings sind die Prozesse, welchezum Ausfall von Wicklungen in rotieren-den HS-Maschinen führen, noch nichtvollständig aufgezeigt. Bisherige For-schungen haben sich hauptsächlich dar-auf konzentriert, die Wirkungen von Be-triebsbelastungen auf die Lebensdauerder Wicklungsisolierungen zu beschrei-ben. Betrachtet man jedoch den gesamtenProzess vom Einsatz der Rohmaterialienbis hin zum Versagen der Isolierung, sofehlt eine Beschreibung des Einfluss derHerstellungsverfahren und -qualitäten aufdie Durchschlagzeiten.
Für die Hersteller ist es sehr aufwän-dig, die Isoliersysteme und deren Verar-beitungsqualität zu testen bzw. zu über-
Ruben Vogelsang, Rudolf Brütsch,Klaus Fröhlich, Bernhard Fruth
Bild 1 Struktur einer Wicklungsisolierung Halbüberlappende Glimmerbänder
Quelle: R. Vogelsang
Bulletin SEV/AES 9/0516
Isolationstechnik
fac
hb
eit
räg
e
Da der Tree meist an den Kanten desInnenleiters oder möglicher Beschädi-gungen des AGS/EGS entsteht [4, 6–9],kann man Tti als ein Mass für die Gütedes Innenleiters und des AGS/EGS be-trachten. Im Gegensatz dazu ist Ttp einMass für die Güte der Isolierung. Für einevereinfachte Beurteilung der Güte derIsolierung reicht damit die Bestimmungdes Zeitintervalls Ttp vollkommen aus.Dieser Effekt wurde in der neu entwickel-ten Prüfanordnung genutzt, indem dasElectrical Treeing künstlich erzeugt wirdund die Zeit des Einsetzens der Trees Tti
auf Tti = 0 gesetzt wurde. Mit der im Testerhaltenen Durchschlagzeit Tbd wirddamit also nur die Ausbreitungszeit Ttp
der Trees, also ein reiner Materialpara-meter bestimmt: die «Güte» des Materi-als.
Aufbau der neuen PrüfanordnungBei der neuen Prüfanordnung wird ein
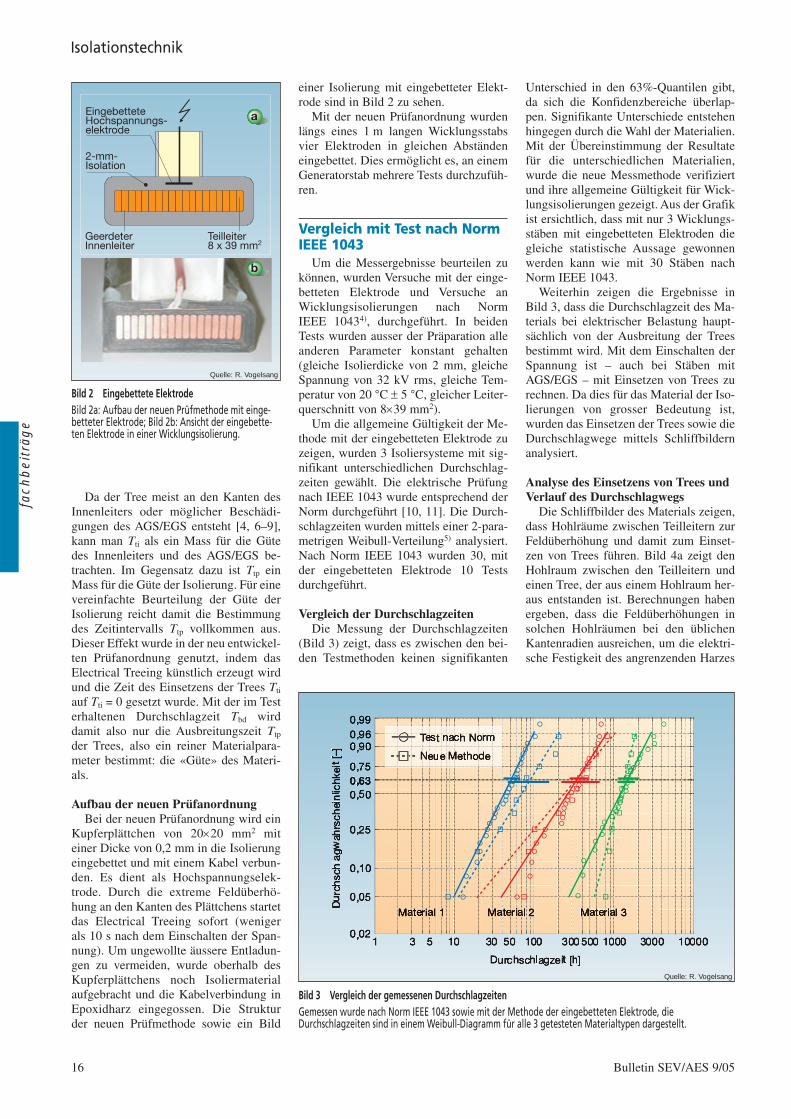
Kupferplättchen von 20×20 mm2 miteiner Dicke von 0,2 mm in die Isolierungeingebettet und mit einem Kabel verbun-den. Es dient als Hochspannungselek-trode. Durch die extreme Feldüberhö-hung an den Kanten des Plättchens startetdas Electrical Treeing sofort (wenigerals 10 s nach dem Einschalten der Span-nung). Um ungewollte äussere Entladun-gen zu vermeiden, wurde oberhalb desKupferplättchens noch Isoliermaterialaufgebracht und die Kabelverbindung inEpoxidharz eingegossen. Die Strukturder neuen Prüfmethode sowie ein Bild
einer Isolierung mit eingebetteter Elekt-rode sind in Bild 2 zu sehen.
Mit der neuen Prüfanordnung wurdenlängs eines 1 m langen Wicklungsstabsvier Elektroden in gleichen Abständeneingebettet. Dies ermöglicht es, an einemGeneratorstab mehrere Tests durchzufüh-ren.
Vergleich mit Test nach NormIEEE 1043
Um die Messergebnisse beurteilen zukönnen, wurden Versuche mit der einge-betteten Elektrode und Versuche anWicklungsisolierungen nach NormIEEE 10434), durchgeführt. In beidenTests wurden ausser der Präparation alleanderen Parameter konstant gehalten(gleiche Isolierdicke von 2 mm, gleicheSpannung von 32 kV rms, gleiche Tem-peratur von 20 °C ± 5 °C, gleicher Leiter-querschnitt von 8×39 mm2).
Um die allgemeine Gültigkeit der Me-thode mit der eingebetteten Elektrode zuzeigen, wurden 3 Isoliersysteme mit sig-nifikant unterschiedlichen Durchschlag-zeiten gewählt. Die elektrische Prüfungnach IEEE 1043 wurde entsprechend derNorm durchgeführt [10, 11]. Die Durch-schlagzeiten wurden mittels einer 2-para-metrigen Weibull-Verteilung5) analysiert.Nach Norm IEEE 1043 wurden 30, mitder eingebetteten Elektrode 10 Testsdurchgeführt.
Vergleich der DurchschlagzeitenDie Messung der Durchschlagzeiten
(Bild 3) zeigt, dass es zwischen den bei-den Testmethoden keinen signifikanten
Unterschied in den 63%-Quantilen gibt,da sich die Konfidenzbereiche überlap-pen. Signifikante Unterschiede entstehenhingegen durch die Wahl der Materialien.Mit der Übereinstimmung der Resultatefür die unterschiedlichen Materialien,wurde die neue Messmethode verifiziertund ihre allgemeine Gültigkeit für Wick-lungsisolierungen gezeigt. Aus der Grafikist ersichtlich, dass mit nur 3 Wicklungs-stäben mit eingebetteten Elektroden diegleiche statistische Aussage gewonnenwerden kann wie mit 30 Stäben nachNorm IEEE 1043.
Weiterhin zeigen die Ergebnisse inBild 3, dass die Durchschlagzeit des Ma-terials bei elektrischer Belastung haupt-sächlich von der Ausbreitung der Treesbestimmt wird. Mit dem Einschalten derSpannung ist – auch bei Stäben mitAGS/EGS – mit Einsetzen von Trees zurechnen. Da dies für das Material der Iso-lierungen von grosser Bedeutung ist,wurden das Einsetzen der Trees sowie dieDurchschlagwege mittels Schliffbildernanalysiert.
Analyse des Einsetzens von Trees undVerlauf des Durchschlagwegs
Die Schliffbilder des Materials zeigen,dass Hohlräume zwischen Teilleitern zurFeldüberhöhung und damit zum Einset-zen von Trees führen. Bild 4a zeigt denHohlraum zwischen den Teilleitern undeinen Tree, der aus einem Hohlraum her-aus entstanden ist. Berechnungen habenergeben, dass die Feldüberhöhungen insolchen Hohlräumen bei den üblichenKantenradien ausreichen, um die elektri-sche Festigkeit des angrenzenden Harzes
Bild 2 Eingebettete ElektrodeBild 2a: Aufbau der neuen Prüfmethode mit einge�betteter Elektrode; Bild 2b: Ansicht der eingebette�ten Elektrode in einer Wicklungsisolierung.
Quelle: R. Vogelsang
Bild 3 Vergleich der gemessenen Durchschlagzeiten Gemessen wurde nach Norm IEEE 1043 sowie mit der Methode der eingebetteten Elektrode, dieDurchschlagzeiten sind in einem Weibull�Diagramm für alle 3 getesteten Materialtypen dargestellt.
Quelle: R. Vogelsang

Bulletin SEV/VSE 9/05 17
Isolationstechnik
art
icle
ssp
éc
iali
sés
zu überschreiten und einen ElectricalTree selbst bei Nennspannung zu initiie-ren [9].
Die aufgenommenen Durchschlag-pfade zeigen, dass sich der Tree einenWeg durch die Isolierung um die Glim-merbänder herum bahnt. An Schwach-stellen – beispielsweise ein schlechtesInterface zwischen den Glimmerschich-ten, Delaminierungen oder geschädigteGlimmerbänder – kann der Tree schnellervorwachsen. Dabei breitet er sich je nachMaterial bis zu ± 10 cm um den eigent-lichen Durchschlagpfad aus. Er überwin-det verschiedene Barriereebenen meis-tens an Stellen der Bandüberlappungen,wie in Bild 4b zu sehen [9].
Vorteile der neuenTestmethode
Der grösste Vorteil des Messens mitder eingebetteten Elektrode ist vor allemdie enorme Einsparung an Material. Dieswird erreicht, da die Anzahl der Samplesbei gleich bleibender Aussagefähigkeit(Bild 3) stark reduziert werden kann. Soliefert beispielsweise ein Generatorstabvon 1 m Länge nach der herkömmlichenMethode 1, nach der neuen Prüfmethodeaber 4 Messergebnisse, was einer Materi-aleinsparung von 75% entspricht. DieMaterialeinsparung vergrössert sich mitzunehmender Länge der Generatorstäbe.
Des Weiteren können mit der eingebet-teten Elektrode auch kürzere Stabstückefür die Tests verwendet werden, da keinBereich für den EGS benötigt wird.Zudem wird das Messergebnis nichtdurch etwaige Einflüsse des EGS undAGS bestimmt.
Trotz der vielen Vorteile der neuenMethode gegenüber der Norm IEEE 1043
ist sie als ergänzende Prüfmethode anzu-sehen. Mit ihr sollen Tests in Forschungund Entwicklung mit weniger Material-aufwand sowie zur Beurteilung verschie-dener Materialien in der Produktiondurchgeführt werden. Abnahmetests fürStäbe von Wicklungsisolierungen solltenweiterhin nach Norm IEEE 1043 durch-geführt werden.
Beurteilung von Stäbenunterschiedlicher Fertigungs�qualitäten
Der Einfluss der Herstellungsverfah-ren und -qualitäten auf die Durchschlag-zeiten der Isolierungen ist bisher nochnicht beschrieben worden. Für dieseUntersuchungen wurde die neue Prüfme-thode angewendet, wodurch die Prüfkos-ten für die in der Produktion sehr teurenStäben erheblich reduziert werden konn-ten. Bei den Untersuchungen hat sichherausgestellt, dass die Verarbeitungs-qualität entscheidenden Einfluss auf dieLebensdauer der Materialien hat.
Nachfolgend wird an je einem Beispielfür VPI- und RR-Isolierungen gezeigt,wie die Güte der Materialien von fünfunterschiedlichen Lieferanten beurteiltwerden kann.
Bild 4 Electrical trees in einer IsolierungBild 4a: Entstehung eines Trees in einem Hohlraum;Bild 4b: Ausbreitung des Trees in einer Wicklungsiso�lierung
Quelle: R. Vogelsang
Bild 5 VPI�Wicklungsisolierung Bild 5a: bei Referenzfertigung; Bild 5b: bei Fertigungdurch Firma 2; Bild 5c: bei Fertigung durch Firma 1.
Quelle: R. Vogelsang

Bulletin SEV/AES 9/0518
Isolationstechnik
fac
hb
eit
räg
e
VPI-IsolierungenDie zu vergleichenden VPI-Isolierun-
gen wurden aus den gleichen Glimmer-bändern gefertigt. Sie unterscheiden sichin der Art der Wicklung, wie:
A: Industriell von Hand gewickelte VPI-Isolierung von Firma 1
B: Industriell von Maschine gewickelteVPI-Isolierung von Firma 2
C: VPI-Isolierung von Maschine gewi-ckelt aus Referenzfertigung
Bild 5 zeigt die Strukturen der Isolie-rung der drei Fertigungsarten.
Die Schliffbilder zeigen deutlich, dasssowohl das Referenzmaterial als auch das maschinengewickelte Material derFirma 2 eine sehr gute Qualität aufwei-sen. Im Gegensatz dazu zeigt die Strukturder handgewickelten Isolierung vonFirma 1 sowohl Hohlräume als auch De-laminierungen zwischen den Bandlagen.
Bild 6 zeigt den Vergleich der Durch-schlagzeiten gemessen mit der Methodeder eingebetteten Elektrode in einemWeibull-Diagramm für alle 3 getestetenHerstellungsarten. Die Resultate zeigenkeinen signifikanten Unterschied in denDurchschlagzeiten zwischen dem Refe-renzmaterial und jenem der Firma 2. Dieszeigt, dass die Herstellung durch Maschi-nenwicklung in Firma 2 eine sehr guteQualität liefert. Die schlechte Wickelqua-lität von Firma 1 hingegen führt zu sig-nifikant geringeren Durchschlagzeiten.Der Unterschied in den 63%-Quantilen(Bild 6) beträgt mehr als 2 Grössenord-nungen.
Die Ursache für diesen Unterschiedwird in der Art der Wicklung vermutet.Es ist anzunehmen, dass mit Handwick-lung kein konstanter Wickelzug aufrecht-erhalten werden kann. Dies führt dazu,dass die Bänder an den Kanten eng anlie-gen und im Bereich der Flachstücke desStabes Ablösungen des Bandes und damitHohlräume auftreten. Diese begünstigenwiederum die Ausbreitung der ElectricalTrees und führen zu reduzierten Durch-schlagzeiten.
Für den praktischen Betrieb scheint eswichtig zu erwähnen, dass die Materia-lien den Eingangstest nach Norm bestan-den hätten. Dabei werden die Stäbe durcheinen 1-Minutentest nach IEC 60243-1Std [12] und IEC 1212.2 Std [13] geprüft.Wäre der Test an den schlechten Stäbendurchgeführt worden6), so hätten ihndiese bestanden, obwohl die Durch-schlagzeiten – und somit das Isolier- undLebensdauerpotenzial – wesentlich ge-ringer ist als bei guter Verarbeitung.
RR-IsolierungenDie zu vergleichenden RR-Isolierun-
gen wurden aus 2 unterschiedlichen Ma-terialien gefertigt. Sie unterscheiden sichin der Art der Wicklung, wie:D: Industriell von Hand gewickelte RR-
Isolierung II von Firma 3E: Industriell von Maschine gewickelte
RR-Isolierung I von Firma 4F: RR-Isolierung I von Maschine gewi-
ckelt aus ReferenzfertigungG: RR-Isolierung II von Maschine gewi-
ckelt aus Referenzfertigung
Die Schliffbilder von Bild 7a und bzeigen, dass die Strukturen der Referenz-fertigung und der maschinengewickeltenFertigung von Firma 3 gleich sind. BeideIsolierungen haben keine Einschlüsseoder Delaminierungen.
Die Struktur von Material II, welchesim Anwendungslabor gefertigt wurde, istvon einer hohen Qualität (Bild 7c). ImGegensatz dazu weist die Struktur derhandgewickelten Isolierung von Firma 4mit ihren vielen Hohlräumen und Dela-minierungen eine sehr schlechte Qualitätauf (Bilder 7d und 7e).
Bild 6 Durchschlagzeiten von VPI�Isolierungen unterschiedlicher FirmenA: Industriell von Hand gewickelte VPI�Isolierung von Firma 1; B: Industriell von Maschine gewickelte VPI�Isolie�rung von Firma 2; C: VPI�Isolierung von Maschine gewickelt aus Referenzfertigung
Quelle: R. Vogelsang
Quelle: R. Vogelsang
Bild 7 RR�WicklungsisolierungBild 7a: Material I bei Referenzfertigung; Bild 7b:Material I bei Fertigung durch Firma 3; Bild 7c: Mate�rial II bei Referenzfertigung; Bild 7d: Material II beiFertigung durch Firma 4; Bild 7e: Hohlräume in derRR�Wicklungsisolierung II bei Fertigung durchFirma 4

Bulletin SEV/VSE 9/05 19
Isolationstechnik
art
icle
ssp
éc
iali
sés
Das RR-Verfahren ist damit fehleruntole-ranter als das VPI-Verfahren.
Auch bei den RR-Isolierungen scheintes für den praktischen Betrieb wichtig zuerwähnen, dass die meisten Proben den1-Minutentest nach IEC 60243-1 Std [12]und IEC 1212.2 Std [13] bestanden hät-ten, obwohl die Durchschlagzeiten – undsomit das Isolier- und Lebensdauerpoten-zial – wesentlich unter jenen der Materi-alien aus guter Verarbeitung liegen.
Schlussfolgerungen undAusblickSchlussfolgerungen
Die Verwendung der Methode mit ein-gebetteter Elektrode empfiehlt sich ausverschiedenen Gründen.
Im Vergleich zur Messung nach NormIEEE 1043 können Tests bei gleicher sta-tistischer Aussage mit wesentlich gerin-gerem Aufwand und stark reduziertemEinsatz von Material durchgeführt wer-den.
Da die Qualität der Isolierung unddamit die potenzielle Lebensdauer auchvom Hersteller der Isolierungen abhän-gen, empfiehlt es sich, ausgewählte Iso-lierungen vor der Verwendung zu testenund mit Durchschlagzeiten der Referenz-materialien zu vergleichen. Hierbei weistdie neue Testmethode auf Grund des ge-ringeren Materialverbrauchs grosse Kos-tenvorteile auf, was es erlaubt, die Her-stellung regelmässig zu überprüfen undso Fehler in der Herstellung, welche zu
Bild 8 zeigt den Vergleich der Durch-schlagzeiten gemessen mit der Methodeder eingebetteten Elektrode in einemWeibull-Diagramm für alle 4 getestetenFertigungsarten. Die Resultate zeigenkeinen signifikanten Unterschied in denDurchschlagzeiten zwischen dem Refe-renzmaterial und demjenigen derFirma 3. Die Herstellung durch Maschi-nenwicklung in Firma 3 liefert also einesehr gute Qualität. Die schlechte Wickel-qualität von Firma 4 hingegen führt zuDurchschlagzeiten, die signifikant gerin-ger sind als die des Referenzmaterials.Der Unterschied in den 63%-Quantilenbeträgt dabei mehr als 4 Grössenordnun-gen.
Die Ursache für diesen Unterschied istwie beim VPI-Material in der Art derWicklung zu suchen. Auch hier kann an-genommen werden, dass mit Handwick-lung kein so konstanter Wickelzug auf-rechterhalten werden kann wie bei Ma-schinenwicklung. Dies führt auch hierdazu, dass die Bänder an den Kanten enganliegen und im Bereich der Flachstückedes Stabes Ablösungen des Bandes bzw.Hohlräume auftreten, welche die Aus-breitung des Trees begünstigen und zu re-duzierten Durchschlagzeiten führen.Dass der Unterschied in den RR-Materia-lien grösser ist als bei den VPI-Materia-lien liegt an der Art der Imprägnierung.Im Gegensatz zu VPI reicht im RR-Pro-zess die begrenzte Menge Harz in denBändern nicht aus, um sehr vieleund/oder grosse Hohlräume auszufüllen.
einer starken Reduktion der Durchschlag-zeiten führen können, zu vermeiden.
Da Proben mit sehr schlechter Qualitäteines Materials bei den 3 ·Un-Tests be-reits nach wenigen Minuten versagen, dieGesamtdurchschlagzeiten des Materialsbei guter Qualität jedoch einige zehn biszu tausend Stunden betragen, wird emp-fohlen, die vorgeschriebene Testdauervon 1 Minute auf etwa 10 Minuten auszu-dehnen. Sehr schlechte Materialien kön-nen damit erkannt werden, ohne dass in-takte Strukturen der Isolierungen signifi-kant geschädigt würden.
AusblickEine Testmethode zu haben, die mit
wesentlich weniger Aufwand mehr Er-gebnisse bei gleicher Aussagekraft er-laubt, ist gerade für Forschungsinstituteein grosser Vorteil. Daher sind weitereUntersuchungen geplant, und es soll derEinfluss der Verarbeitungsqualität auf dieLebensdauer von Wicklungsisolierungenbreiter abgestützt beschrieben werden.Weiterhin soll geprüft werden, ob dieneue Methode mit eingebetteterElektrode dazu geeignet ist, Tests an be-triebsgealterten Stäben für Restfestig-keitsbestimmungen durchzuführen.
Referenzen[1] O. V. Thorsen, M. Dalva: A survey of faults on in�
duction motors in offshore oil industry, petroche�mical industry, gas terminals and oil refineries.IEE Trans. on Ind. Appl., vol. 31, no. 5, Seiten1186–1196, 1995.
[2] N. Srb: Erfahrungen mit Stossspannungsprüfun�gen an elektrischen Maschinen. Allianz Report70, Heft 2, Seiten 58–62, 1997.
[3] IEEE Motor Reliability Working Group: Report oflarge motor reliability survey of Industrial andcommercial installations, Part I and Part II. Com�mittee report. IEEE Transactions on Industry Ap�plications, vol. IA�21, no.4, Seiten 853–872, 1985.
[4] K. Hee�Gon, K. Hee�Soo, P. Yong�Kwan: A studyon the analysis of degradation mechanism for ge�nerator stator windings. 5th International Con�ference on Properties and Applications of Dielec�tric Materials, Conference Proceedings, Seoul,Korea, Seiten 985–989, 1997.
[5] T. Tsukui, T. Isogai, G. Takahashi, K. Kaneko: Elec�trical breakdown stress of mica�insulated highvoltage coils. J. Electrical Engineering in Japan,vol. 96, no. 6 (translated version in vol. 96A, no.11, Seiten 519–526), 1976.
[6] R. Vogelsang, R. Brütsch, K. Fröhlich: Effect ofelectrical tree propagation on breakdown in micainsulations. 13th International Symposium onHigh Voltage Engineering, ISH, Delft, Nieder�lande, Konferenzband, Seiten 1–4, 2003.
[7] K. Engel: Bewertung von Teilentladungen inspaltförmigen Isolierstoffdefekten. DoktorarbeitUniversität Dortmund, Deutschland, Shaker Ver�lag Aachen, Deutschland 1998.
[8] K. Kimura, Y. Kaneda: The Role of MicroscopicDefects in Multistress Aging of Micaceous Insula�tion. IEEE Transactions on Dielectrics and Electri�cal Insulation, vol. 2, no. 3, Seiten 426–432, 1995.
[9] R. Vogelsang: Time to breakdown of high voltagewinding insulations with respect to microscopic
Bild 8 Durchschlagzeiten von RR�Isolierungen unterschiedlicher FirmenD: Industriell von Hand gewickelte RR�Isolierung II von Firma 4; E: Industriell von Hand gewickelte RR�Isolierung Ivon Firma 3; F: RR�Isolierung I von Maschine gewickelt aus Referenzfertigung; G: RR�Isolierung II von Maschinegewickelt aus Referenzfertigung.
Quelle: R. Vogelsang

Bulletin SEV/AES 9/0520
Isolationstechnik
fac
hb
eit
räg
e
properties and manufacturing qualities. Doktor�arbeit Eidgenössisch Technische Hochschule Zü�rich, Verlag Hartung�Gorre, Konstanz, Deutsch�land, ISBN: 3�89649�965�3, 2004.
[10] IEEE Std 1043–1996: IEEE Recommended Practicefor Voltage�Endurance Testing of Form�WoundBars and Coils. Voltage Endurance Committee ofthe Dielectrics and Electrical Insulation Society,1996.
[11] IEEE Std 1553–2002: IEEE Trial�Use Standard forVoltage�Endurance Testing of Form�Wound Coilsand Bars for Hydrogenerators. IEEE Power Engi�neering Society, 2002
[12] IEC 60243–1: Electrical strength of insulating ma�terials – Test methods – Part 1: Tests at power fre�quencies. Second Edition 1998.
[13] IEC 1212–2: Industrial rigid round laminatedtubes and rods based on thermosetting resins forelectrical purposes – Part 2: Methods of test. FirstEdition 1995.
Angaben zu den AutorenDr. Ruben Vogelsang studierte Elektrotechnik an
der Technischen Universität Dresden (TUD, D) und derUniversity of Sheffield (UK). Von 1999 bis 2000 arbei�tete er an der TUD im Bereich polymerisolierterGleichspannungskabel. Danach begann er an der Eid�genössisch Technischen Hochschule (ETH) Zürich alsDoktorand und schloss im August 2004 mit demThema «Time to breakdown of high voltage windinginsulations with respect to microscopic properties andmanufacturing qualities» ab. Parallel zum Doktoratstudierte er Betriebswirtschaft an der ETH Zürich, waser 2004 als Master of Business Administration (MBA)abschloss. Seit Januar 2005 arbeitet er bei der ABBSchweiz AG in Zürich [email protected]
Dr. Rudolf Brütsch studierte Chemie an der Uni�versität Bern und erhielt sein Doktorat 1972 von dergleichen Universität. Von 1972 bis 1986 arbeitete erim Bereich F&E von metallischen, keramischen undpolymeren Werkstoffen. 1986 wechselte er zur VonRoll Isola AG und ist heute Manager für TechnischesMarketing der Geschäftseinheit Elektrik der Von RollIsola, Breitenbach, SO. rudolf.bruetsch@vonroll�isola.com
Prof. Dr. Klaus Fröhlich erhielt Diplom und Dok�torat in Elektrotechnik von der Technischen Univer�sität (TU) Wien. Nach 11 Jahren Tätigkeit in den Berei�chen Leistungsschalter und Hochspannungstechnik
Evaluation des isolements demachinesUne électrode incorporée permet de compléterl’évaluation des isolements de machines
Dans le marché dérégularisé et libéralisé de l’énergie, la fiabilité des machinesà haute tension revêt une importance toujours croissante. Etant donné que les es-sais de durée de vie utile pour matériaux isolants exigent un travail très considé-rable, il a été développé à l’EPF de Zurich une méthode permettant une évaluationdes isolants de machines à bien moindre frais. L’analyse des principaux facteursinfluençant le temps de claquage montre que la qualité de fabrication a une in-fluence considérable sur la structure microscopique et, partant, sur le temps de cla-quage des isolants d’enroulements. Les différences de temps de claquage – etdonc de la durée de vie potentielle – peuvent atteindre 4 ordres de grandeur.
bei BBC (später ABB) Schweiz wurde er 1990 als or�dentlicher Professor an die TU�Wien berufen. Seit1997 arbeitet er als ordentlicher Professor für Hoch�spannungstechnologie an der Eidgenössisch Techni�schen Hochschule Zürich. Prof. Fröhlich ist Fellow IEEE,Vorstandsmitglied von Electrosuisse, Mitglied desCigré�Nationalkomitees und Chairman von Cigré�Stu�dien�Komitee A3 (High Voltage Equipment)[email protected]
Dr. Bernhard Fruth studierte Elektrotechnik ander Rheinisch�Westfälischen Technischen Hochschulein Aachen, Deutschland, und schloss sein Doktorat1986 an der gleichen Hochschule ab. Von 1987 bis1992 arbeitete er als Manager für die Hochspan�nungsgruppe der ABB Corporate Research in Baden.Seit 1992 betreibt Dr. Fruth seine eigene Firma mitSchwerpunkt Diagnostik und Teilentladungsmonito�ring rotierender Maschinen. Er ist Geschäftsführerund Technischer Direktor der Firma PD Tech Power En�gineering AG in Neuenhof, AG. [email protected]
1 «IEEE Recommended Practice for Voltage-EnduranceTesting of Form-Wound Bars and Coils» nach [10]2 Die Arbeit entstand im Rahmen eines KTI-Projektesund Doktorats an der ETH Zürich. Fachliche und mate-rielle Unterstützung erhielten die Autoren von der Ecoled’ingénieurs et d’architectes de Fribourg (FR), derOfima/Ofible Kraftwerke AG (TI), der Gebrüder MeierAG (ZH), der Astom AG (AG) sowie der Allianz Versi-cherungen (D). Die Arbeiten werden an der ETH Zürichfortgesetzt. 3 Gelegentlich werden die Trees nur als Entladungen be-zeichnet.4 Bei diesem Test nach [10] werden die Stäbe mitAussen- und Endenglimmschutz getestet.5 Die Weibull-Verteilung ist eine statistische Verteilung,die in der Praxis häufig bei Untersuchungen von Lebens-dauern oder Ausfallraten verwendet wird. Ihr grosserVorteil liegt darin, dass einzelne Ausfälle (oder Durch-schlagzeiten) entsprechend berücksichtigt werden undgesamte Ausfallraten (oder Lebensdauern) vergleichendbewertet werden können. Sie ist benannt nach demSchweden Waloddi Weibull (1887-1979).6 Die verwendete Spannung entspricht etwa dem der An-forderung aus der Norm für die Isolierdicke von 2 mm.