
Blech Kat 2016 Kap 4 Techn D 93 114 141095 Kohler Kp4 d ...
22
93 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 2071111, Fax 044 2071110 © KOHLER 2016 Technische Informationen Korrosionsbeständige Edelstähle Inhalt Seite 1 Was ist korrosionsbeständiger Edelstahl? 94 2 Korrosion 94 2.1 Was ist Korrosion? 94 2.2 Korrosionsarten 94 2.3 Passivität oder «Was macht Edelstahl korrosionsbeständig?» 97 2.4 Korrosionsdaten 97 2.5 Für Abklärungen benötigte Informationen 97 3 Einteilung der korrosionsbeständigen Stähle 98 3.1 Allgemeines 98 3.2 Edelstahlgefüge 98 3.3 Legierungselemente und ihr Einfluss auf die Eigenschaften des Stahls 99 3.4 Eigenschaften der korrosionsbeständigen Stähle 100 4 Werkstoffprüfung 102 4.1 Mechanische (zerstörende) Prüfungen 102 4.2 Physikalische Prüfungen 105 4.3 Chemische Prüfungen 105 4.4 Strukturelle Prüfungen 106 5 Be- und Verarbeitung 106 5.1 Allgemeine Be- und Verarbeitungsgrundsätze 106 5.2 Spanlose Verarbeitung – Umformen 106 5.3 Spanabhebende Bearbeitung 107 5.4 Polieren 108 5.5 Schweissen 108 5.6 Löten 111 5.7 Kleben 111 5.8 Nieten, Schrauben 112 5.9 Probleme beim Fügen von Edelstahl mit anderen Werkstoffen 112 5.10 Wärmebehandlung 112 5.11 Reinigung und Pflege 112 6 Normen 113 6.1 EN 10088 113 6.2 Weitere Normen 114 7 Technische Tabellen und Informationen 115 4
Transcript of Blech Kat 2016 Kap 4 Techn D 93 114 141095 Kohler Kp4 d ...
93HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Technische InformationenKorrosionsbeständige Edelstähle
Inhalt Seite
1 Was ist korrosionsbeständiger Edelstahl? 94
2 Korrosion 94
2.1 Was ist Korrosion? 94
2.2 Korrosionsarten 94
2.3 Passivität oder «Was macht Edelstahl korrosionsbeständig?» 97
2.4 Korrosionsdaten 97
2.5 Für Abklärungen benötigte Informationen 97
3 Einteilung der korrosionsbeständigen Stähle 98
3.1 Allgemeines 98
3.2 Edelstahlgefüge 98
3.3 Legierungselemente und ihr Einfluss auf die Eigenschaften des Stahls 99
3.4 Eigenschaften der korrosionsbeständigen Stähle 100
4 Werkstoffprüfung 102
4.1 Mechanische (zerstörende) Prüfungen 102
4.2 Physikalische Prüfungen 105
4.3 Chemische Prüfungen 105
4.4 Strukturelle Prüfungen 106
5 Be- und Verarbeitung 106
5.1 Allgemeine Be- und Verarbeitungsgrundsätze 106
5.2 Spanlose Verarbeitung – Umformen 106
5.3 Spanabhebende Bearbeitung 107
5.4 Polieren 108
5.5 Schweissen 108
5.6 Löten 111
5.7 Kleben 111
5.8 Nieten, Schrauben 112
5.9 Probleme beim Fügen von Edelstahl mit anderen Werkstoffen 112
5.10 Wärmebehandlung 112
5.11 Reinigung und Pflege 112
6 Normen 113
6.1 EN 10088 113
6.2 Weitere Normen 114
7 Technische Tabellen und Informationen 115
4
94 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
1 WAS IST KORROSIONSBESTÄNDIGEREDELSTAHL?
Im Umfeld korrosionsbeständiger Edelstähle existieren ver-schiedene Begriffe wie «nichtrostend, rostfrei, rostbeständig,korrosionsbeständig, Edelstahl Rostfrei, Chromstahl, Chrom-Nickelstahl, V2A-Stahl, V4A-Stahl» etc., die beim Laien häufigfalsche und oft übertriebene Vorstellungen wecken. Alle diese Begriffe werden im folgenden unter dem Begriff«korrosionsbeständiger Edelstahl» zusammengefasst. Bei alldiesen Begriffen muss berücksichtigt werden, dass dieBeständigkeit eines Werkstoffes von seiner chemischenZusammensetzung, seiner Verarbeitung und von der Aggres-sivität der Umgebung abhängig ist. Eine falsche oder ungenü-gende Berücksichtigung dieser Zusammenhänge kann zukatastrophalen Schäden führen. Andererseits sind beim rich-tigen Einsatz von korrosionsbeständigen Edelstählen, trotzhöherer Investitionskosten, über die ganze Lebensdauergesehen, deutliche Einsparungen durch den Wegfall oder dieReduktion von Unterhaltsarbeiten möglich. Voraussetzung istallerdings eine sorgfältige Abklärung der möglichen Korro -sionsmechanismen bereits in der Planung.Bei den korrosionsbeständigen Edelstählen handelt es sichum Eisenbasis-Legierungen, d.h. sie bestehen mit Ausnahmeeiniger besonders hoch legierten und korrosionsbeständigenSorten, zu mindestens 50% aus Eisen.Ein Stahl wird dann als rost- oder korrosionsbeständigbezeichnet, wenn er mindestens an feuchter Luft oder insauerstoffhaltigem, reinem Wasser nicht korrodiert.
2 KORROSION
2.1 Was ist Korrosion?Im Zusammenhang mit korrosionsbeständigen Edelstählenist es unumgänglich, sich mit dem Begriff der «Korrosion» aus-einander zu setzen. Nach DIN 50900 wird «Korrosion» defi-niert als «Reaktion eines metallischen Werkstoffes mit seinerUmgebung, welche eine messbare Veränderung des Werk-stoffes bewirkt und zu einer Beeinträchtigung der Funktioneines metallischen Bauteils oder eines ganzen Systemsführen kann.» Vereinfacht kann man «Korrosion» bezeichnenals «Zerstörung eines metallischen Werkstoffes durch (elek-tro-) chemische Reaktion des Werkstoffes mit seiner Umge-bung (Metallauflösung)». Korrosion kann nur entstehen, wennder Stahl mit einer korrosiv wirkenden Umgebung (Medium)in Kontakt kommt. Bei unlegiertem Stahl wirkt bereits reinesWasser, das in den meisten Fällen eine gewisse Menge angelöstem Sauerstoff enthält, korrosiv. Der Stahl muss dazunicht unbedingt im Wasser eingetaucht sein, eine relativ hoheLuftfeuchtigkeit genügt schon.
Ob ein Stahl korrodiert, hängt stark von folgenden Faktorenab:
– Legierung (Werkstoff)– Konzentration der korrosiv wirkenden Stoffe in der
Umgebung (Medium)– Temperatur– allfällige Verunreinigungen im Medium
Bereits geringe Variationen von Temperatur, Konzentrationund Verunreinigungen können unter Umständen zu einerdeutlichen Veränderung der Korrosionsgeschwindigkeitführen!
2.2 Korrosionsarten2.2.1 KorrosionsartenKorrosion kennt verschiedene Mechanismen und Erschei-nungsbilder, die im folgenden kurz beschrieben werden. Manunterscheidet folgende Korrosionserscheinungen, die aberalle auf die gleiche Ursache zurückzuführen sind, nämlich«ungenügende Passivität» des Stahles unter gegebenenBedingungen:
– allgemeine oder gleichmässige Korrosion(englisch: uniform corrosion)
– Lochkorrosion / Lochfrass (englisch: pitting)– Spaltkorrosion (englisch: crevice corrosion)– galvanische oder Kontaktkorrosion
(englisch: calvanic corrosion)– interkristalline Korrosion / Korngrenzenkorrosion
(englisch: intergranular corrosion)– Spannungsrisskorrosion SRK
(englisch: stress corrosion cracking SCC)– Korrosionsermüdung (englisch: corrosion fatigue)– Erosionskorrosion (englisch: erosion corrosion)– Fremdrost
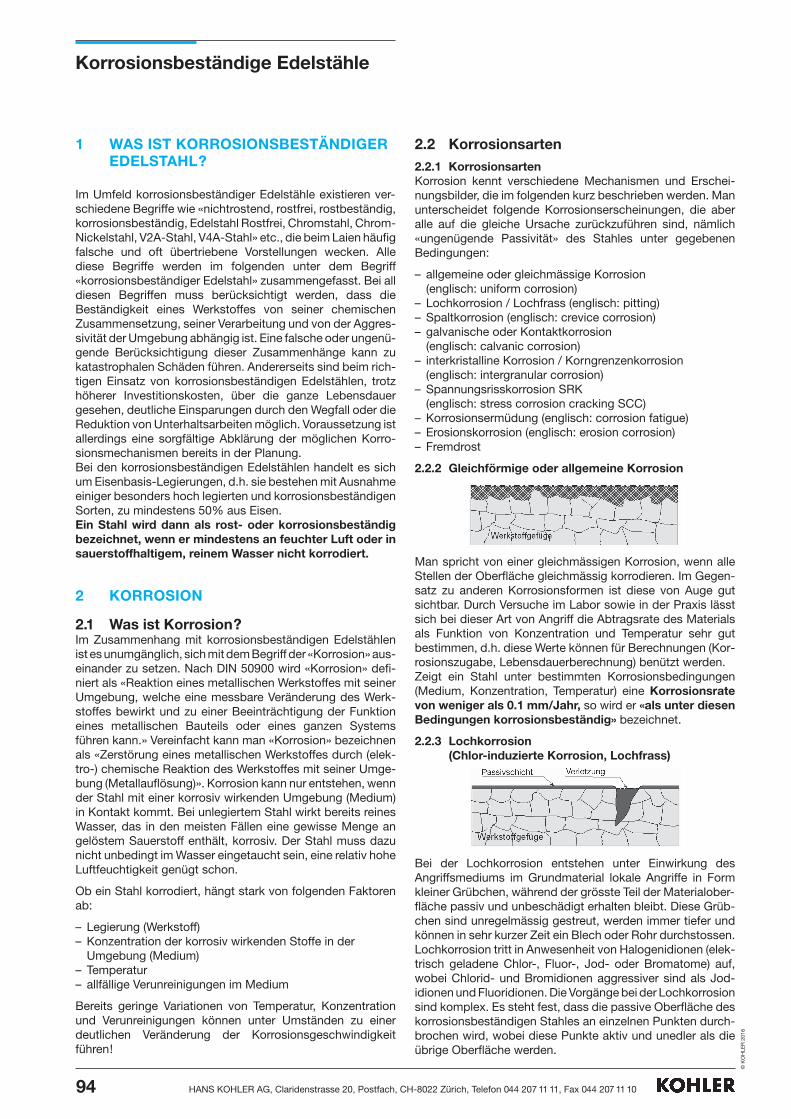
2.2.2 Gleichförmige oder allgemeine Korrosion
Man spricht von einer gleichmässigen Korrosion, wenn alleStellen der Oberfläche gleichmässig korrodieren. Im Gegen-satz zu anderen Korrosionsformen ist diese von Auge gutsichtbar. Durch Versuche im Labor sowie in der Praxis lässtsich bei dieser Art von Angriff die Abtragsrate des Materialsals Funktion von Konzentration und Temperatur sehr gutbestimmen, d.h. diese Werte können für Berechnungen (Kor-rosionszugabe, Lebensdauerberechnung) benützt werden. Zeigt ein Stahl unter bestimmten Korrosionsbedingungen(Medium, Konzentration, Temperatur) eine Korrosionsratevon weniger als 0.1 mm/Jahr, so wird er «als unter diesenBedingungen korrosionsbeständig» bezeichnet.
2.2.3 Lochkorrosion(Chlor-induzierte Korrosion, Lochfrass)
Bei der Lochkorrosion entstehen unter Einwirkung desAngriffsmediums im Grundmaterial lokale Angriffe in Formkleiner Grübchen, während der grösste Teil der Materialober-fläche passiv und unbeschädigt erhalten bleibt. Diese Grüb-chen sind unregelmässig gestreut, werden immer tiefer undkönnen in sehr kurzer Zeit ein Blech oder Rohr durchstossen.Lochkorrosion tritt in Anwesenheit von Halogenidionen (elek-trisch geladene Chlor-, Fluor-, Jod- oder Bromatome) auf,wobei Chlorid- und Bromidionen aggressiver sind als Jod-idionen und Fluoridionen. Die Vorgänge bei der Lochkorrosionsind komplex. Es steht fest, dass die passive Oberfläche deskorrosionsbeständigen Stahles an einzelnen Punkten durch-brochen wird, wobei diese Punkte aktiv und unedler als dieübrige Oberfläche werden.
Korrosionsbeständige Edelstähle
95HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Diese aktiven Stellen, an denen sich das Material auflöst, bil-den Anoden, während die übrige Oberfläche die Kathode dar-stellt. Auf diese Weise entstehen galvanische Elemente, dieelektrischen Strom erzeugen. Hierbei gilt, dass die Anodenund die Kathoden von der gleichen Strommenge durchflossenwerden. Da die Oberfläche der aktiven, unedlen Stellen sehrklein ist, ergibt sich eine hohe Stromdichte und somit einegrosse Auflösungsgeschwindigkeit. Damit sind die schnellen,punktartigen Durchbrüche zu erklären, die in der Praxis häufiganzutreffen sind.Neueste Untersuchungsmethoden zeigen, dass die Angriffeimmer an Inhomogenitäten des Werkstoffes (Verunreinigun-gen) erfolgen. Die Reinheit des Werkstoffes ist somit von grösster Bedeutung. Daneben kann die Lochfrassbeständig-keit auch durch die Legierungselemente beeinflusst werden:
Mo steigert die Beständigkeit in chloridhaltigen Lösungenerheblich. Die Wirkung nimmt mit steigendem Mo-Gehalt zuund ist am grössten nach einer chemischen Passivierung derOberfläche.Die Gefahr von Lochkorrosion kann auch konstruktiv reduziertwerden, indem darauf geachtet wird, dass die Apparatur keineSpalten und Säcke aufweist, in denen sich Halogenidionenaufkonzentrieren können. Auch die Oberflächenbeschaffen-heit hat häufig einen markanten Einfluss auf die Beständigkeit.Eine gebeizte, geschliffene oder fein polierte und passivierteOberfläche weist die beste Beständigkeit auf.Die Beständigkeit eines Werkstoffes gegen Lochkorrosionkann aus der Wirksumme (PRE-Wert) abgeleitet werden. Eshandelt sich bei diesen Angaben um empirische Werte, dieals Richtlinien zu verstehen sind. Die Werte geben einenAnhaltspunkt, ob der Werkstoff eine höhere oder geringereBeständigkeit aufweist als ein anderer.
Wirksumme PRE (Pitting Resistance Equivalent)
PRE16/30 = %Cr + 3.3 × %Mo + 16(30) × %N
Die ungefähren PRE16-Werte für eine mittlere Legierungs -zusammensetzung sind aus Tabelle 7.2 (s. S. 117) ersichtlich.
Am sichersten lässt sich Lochkorrosion durch kathodischenSchutz verhüten, wobei zwei Verfahren angewandt werden:
a) Prinzip der Opferanoden: Dabei tauchen Elektroden auseinem unedleren Metall, z.B. aus Magnesium (Mg) oder Zink(Zn), ins Medium. Diese Elektroden sind elektrisch mit demWerkstoff, der geschützt werden soll, verbunden. Dabei ent-steht ein galvanisches Element (Batterie) und das unedlereMetall geht in Lösung, d.h. die Opferanode löst sich mit derZeit auf und muss ersetzt werden.
b) Prinzip der Fremdstromquelle: Aufdrücken eines elektri-schen Stromes von einer fremden Gleichstromquelle, wobei
Korrosionsbeständige Edelstähle
der korrosionsbeständige Stahl an den negativen Pol derStromquelle anzuschliessen ist. Gleichzeitig wird eine insMedium getauchte, inerte Hilfselektrode aus Platin, Graphitoder dergleichen zugeschaltet. Diese Hilfselektroden dürfenselbstverständlich nicht mit dem zu schützenden Stahl inBerührung kommen.
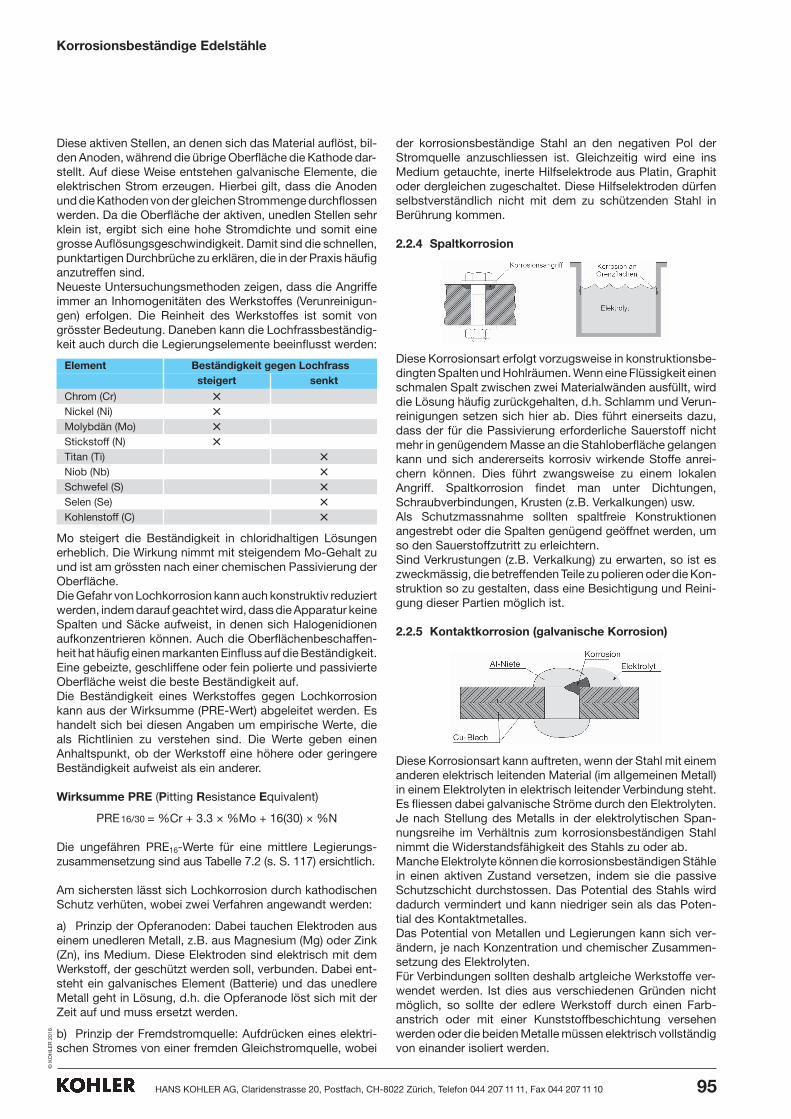
2.2.4 Spaltkorrosion
Diese Korrosionsart erfolgt vorzugsweise in konstruktionsbe-dingten Spalten und Hohlräumen. Wenn eine Flüssigkeit einenschmalen Spalt zwischen zwei Materialwänden ausfüllt, wirddie Lösung häufig zurückgehalten, d.h. Schlamm und Verun-reinigungen setzen sich hier ab. Dies führt einerseits dazu,dass der für die Passivierung erforderliche Sauerstoff nichtmehr in genügendem Masse an die Stahloberfläche gelangenkann und sich andererseits korrosiv wirkende Stoffe anrei-chern können. Dies führt zwangsweise zu einem lokalenAngriff. Spaltkorrosion findet man unter Dichtungen,Schraubverbindungen, Krusten (z.B. Verkalkungen) usw.Als Schutzmassnahme sollten spaltfreie Konstruktionenangestrebt oder die Spalten genügend geöffnet werden, umso den Sauerstoffzutritt zu erleichtern.Sind Verkrustungen (z.B. Verkalkung) zu erwarten, so ist eszweckmässig, die betreffenden Teile zu polieren oder die Kon-struktion so zu gestalten, dass eine Besichtigung und Reini-gung dieser Partien möglich ist.
2.2.5 Kontaktkorrosion (galvanische Korrosion)
Diese Korrosionsart kann auftreten, wenn der Stahl mit einemanderen elektrisch leitenden Material (im allgemeinen Metall)in einem Elektrolyten in elektrisch leitender Verbindung steht.Es fliessen dabei galvanische Ströme durch den Elektrolyten.Je nach Stellung des Metalls in der elektrolytischen Span-nungsreihe im Verhältnis zum korrosionsbeständigen Stahlnimmt die Widerstandsfähigkeit des Stahls zu oder ab.Manche Elektrolyte können die korrosionsbeständigen Stählein einen aktiven Zustand versetzen, indem sie die passiveSchutzschicht durchstossen. Das Potential des Stahls wirddadurch vermindert und kann niedriger sein als das Poten-tial des Kontaktmetalles. Das Potential von Metallen und Legierungen kann sich ver-ändern, je nach Konzentration und chemischer Zusammen-setzung des Elektrolyten. Für Verbindungen sollten deshalb artgleiche Werkstoffe ver-wendet werden. Ist dies aus verschiedenen Gründen nichtmöglich, so sollte der edlere Werkstoff durch einen Farb-anstrich oder mit einer Kunststoffbeschichtung versehen werden oder die beiden Metalle müssen elektrisch vollständigvon einander isoliert werden.
Element Beständigkeit gegen Lochfrasssteigert senkt
Chrom (Cr) ×Nickel (Ni) ×Molybdän (Mo) ×Stickstoff (N) ×Titan (Ti) ×Niob (Nb) ×Schwefel (S) ×Selen (Se) ×Kohlenstoff (C) ×
96 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Korrosionsbeständige Edelstähle
Die folgende Tabelle zeigt, welche Materialpaarungen (Ma-terialien in direktem elektrischem Kontakt) unter welchenBedingungen eingesetzt werden können:
✔ Paarung kann unter allen Umständen verwendet werden
✓ Paarung kann unter trockenen Bedingungen verwendetwerden
Paarung soll nicht verwendet werden
Austenitische, korrosionsbeständige Stähle können ohneGefahr miteinander verwendet werden (z.B. 1.4301 und1.4435).
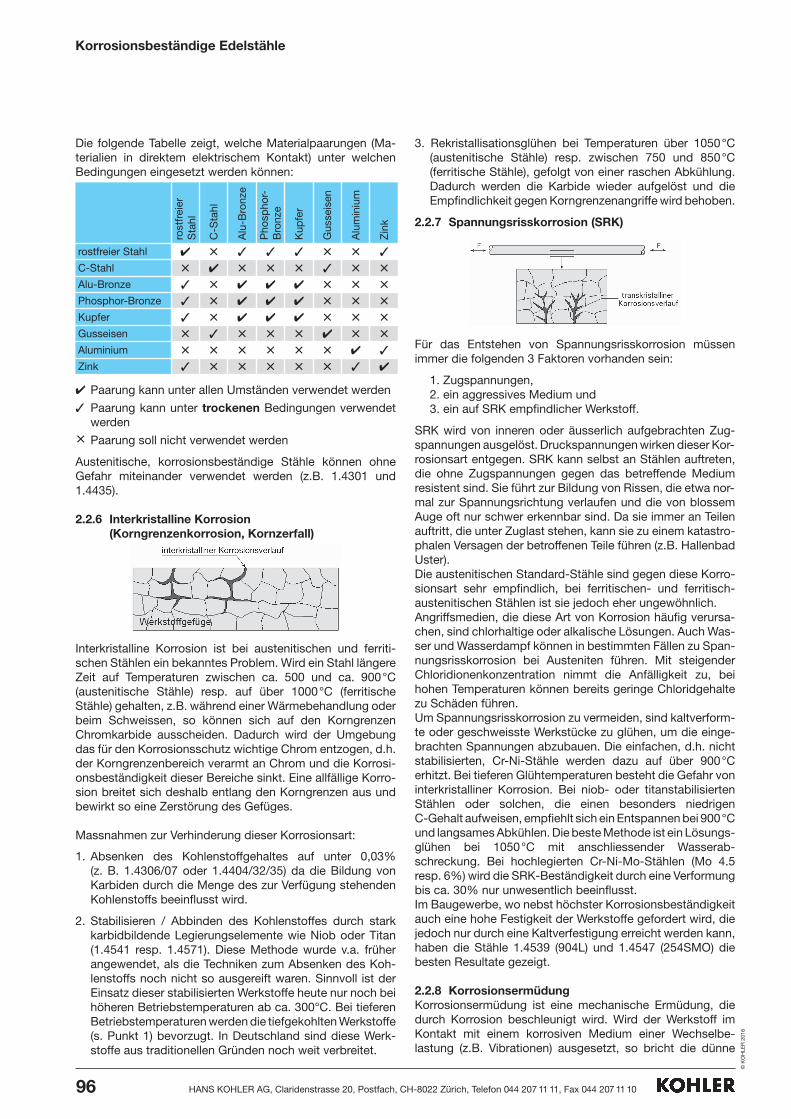
2.2.6 Interkristalline Korrosion(Korngrenzenkorrosion, Kornzerfall)
Interkristalline Korrosion ist bei austenitischen und ferriti-schen Stählen ein bekanntes Problem. Wird ein Stahl längereZeit auf Temperaturen zwischen ca. 500 und ca. 900°C (austenitische Stähle) resp. auf über 1000°C (ferritischeStähle) gehalten, z.B. während einer Wärmebehandlung oderbeim Schweissen, so können sich auf den KorngrenzenChromkarbide ausscheiden. Dadurch wird der Umgebungdas für den Korrosionsschutz wichtige Chrom entzogen, d.h.der Korngrenzenbereich verarmt an Chrom und die Korrosi-onsbeständigkeit dieser Bereiche sinkt. Eine allfällige Korro-sion breitet sich deshalb entlang den Korngrenzen aus undbewirkt so eine Zerstörung des Gefüges.
Massnahmen zur Verhinderung dieser Korrosionsart:
1. Absenken des Kohlenstoffgehaltes auf unter 0,03% (z. B. 1.4306/07 oder 1.4404/32/35) da die Bildung vonKarbiden durch die Menge des zur Verfügung stehendenKohlenstoffs beeinflusst wird.
2. Stabilisieren / Abbinden des Kohlenstoffes durch starkkarbidbildende Legierungselemente wie Niob oder Titan(1.4541 resp. 1.4571). Diese Methode wurde v.a. früherangewendet, als die Techniken zum Absenken des Koh-lenstoffs noch nicht so ausgereift waren. Sinnvoll ist derEinsatz dieser stabilisierten Werkstoffe heute nur noch beihöheren Betriebstemperaturen ab ca. 300°C. Bei tieferenBetriebstemperaturen werden die tiefgekohlten Werk stoffe(s. Punkt 1) bevorzugt. In Deutschland sind diese Werk-stoffe aus traditionellen Gründen noch weit verbreitet.
3. Rekristallisationsglühen bei Temperaturen über 1050°C(austenitische Stähle) resp. zwischen 750 und 850°C(ferritische Stähle), gefolgt von einer raschen Abkühlung.Dadurch werden die Karbide wieder aufgelöst und dieEmpfindlichkeit gegen Korngrenzenangriffe wird behoben.
2.2.7 Spannungsrisskorrosion (SRK)
Für das Entstehen von Spannungsrisskorrosion müssenimmer die folgenden 3 Faktoren vorhanden sein:
1. Zugspannungen, 2. ein aggressives Medium und 3. ein auf SRK empfindlicher Werkstoff.
SRK wird von inneren oder äusserlich aufgebrachten Zug -spannungen ausgelöst. Druckspannungen wirken dieser Kor-rosionsart entgegen. SRK kann selbst an Stählen auftreten,die ohne Zugspannungen gegen das betreffende Mediumresistent sind. Sie führt zur Bildung von Rissen, die etwa nor-mal zur Spannungsrichtung verlaufen und die von blossemAuge oft nur schwer erkennbar sind. Da sie immer an Teilenauftritt, die unter Zuglast stehen, kann sie zu einem katastro-phalen Versagen der betroffenen Teile führen (z.B. HallenbadUster).Die austenitischen Standard-Stähle sind gegen diese Korro-sionsart sehr empfindlich, bei ferritischen- und ferritisch-austenitischen Stählen ist sie jedoch eher ungewöhnlich.Angriffsmedien, die diese Art von Korrosion häufig verursa-chen, sind chlorhaltige oder alkalische Lösungen. Auch Was-ser und Wasserdampf können in bestimmten Fällen zu Span-nungsrisskorrosion bei Austeniten führen. Mit steigenderChloridionenkonzentration nimmt die Anfälligkeit zu, beihohen Temperaturen können bereits geringe Chloridgehaltezu Schäden führen.Um Spannungsrisskorrosion zu vermeiden, sind kaltverform-te oder geschweisste Werkstücke zu glühen, um die einge-brachten Spannungen abzubauen. Die einfachen, d.h. nichtstabilisierten, Cr-Ni-Stähle werden dazu auf über 900°Cerhitzt. Bei tieferen Glühtemperaturen besteht die Gefahr voninterkristalliner Korrosion. Bei niob- oder titanstabilisiertenStählen oder solchen, die einen besonders niedrigenC-Gehalt aufweisen, empfiehlt sich ein Entspannen bei 900°Cund langsames Abkühlen. Die beste Methode ist ein Lösungs-glühen bei 1050°C mit anschliessender Wasserab-schreckung. Bei hochlegierten Cr-Ni-Mo-Stählen (Mo 4.5resp. 6%) wird die SRK-Beständigkeit durch eine Verformungbis ca. 30% nur unwesentlich beeinflusst.Im Baugewerbe, wo nebst höchster Korrosionsbeständigkeitauch eine hohe Festigkeit der Werkstoffe gefordert wird, diejedoch nur durch eine Kaltverfestigung erreicht werden kann,haben die Stähle 1.4539 (904L) und 1.4547 (254SMO) diebesten Resultate gezeigt.
2.2.8 KorrosionsermüdungKorrosionsermüdung ist eine mechanische Ermüdung, diedurch Korrosion beschleunigt wird. Wird der Werkstoff imKontakt mit einem korrosiven Medium einer Wechselbe -lastung (z.B. Vibrationen) ausgesetzt, so bricht die dünne
×
rost
frei
erS
tahl
C-S
tahl
Alu
-Bro
nze
Pho
spho
r-B
ronz
e
Kup
fer
Gus
seis
en
Alu
min
ium
Zin
k
rostfreier Stahl ✔ × ✓ ✓ ✓ × × ✓
C-Stahl × ✔ × × × ✓ × ×Alu-Bronze ✓ × ✔ ✔ ✔ × × ×Phosphor-Bronze ✓ × ✔ ✔ ✔ × × ×Kupfer ✓ × ✔ ✔ ✔ × × ×Gusseisen × ✓ × × × ✔ × ×Aluminium × × × × × × ✔ ✓
Zink ✓ × × × × × ✓ ✔

97HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
die zuerst entstehenden Hydroxide zu Eisenoxiden weiter-reagieren. Auch die unter der Rostschicht liegende Stahlober-fläche kann weiter rosten, solange bis alles verfügbare ele-mentare Eisen in Eisenhydroxid oder -oxid umgewandelt ist.Rostschichten sind zudem spröde und schlecht haftend, d.h.sie blättern leicht ab.Die korrosionsbeständigen Stähle verdanken ihre Beständig-keit v.a. dem Legierungselement Chrom. Die Chromatome inder Stahloberfläche reagieren mit dem Luftsauerstoff zuChromoxid. Das Chromoxid bildet auf der Oberfläche eine ca.0.001 – 0.01 µm dicke Schicht (Dicke eines menschlichenHaars: ca. 0.05 mm!), die gegenüber einer Rostschicht fest-haftend, chemisch sehr beständig und dicht ist. Die Schichtist nicht nur sehr dehnbar, sondern beim Vorhandensein vonSauerstoff und sauberer Oberfläche selbstbildend und selbst-heilend. Unter geeigneten Bedingungen hat die Schicht nachca. 24 h etwa 80% ihrer Enddicke erreicht. In diesem Zustandwird der Stahl als passiv bezeichnet. Durch Passivieren (Tau-chen in Salpetersäure) kann die Passivschicht noch künstlichverstärkt werden, analog zu Eloxieren bei Aluminium. DieChromoxidschicht hat zudem die Funktion einer Trennwandzwischen Medium und Stahl. In sauerstofffreier Umgebung tritt keine (Neu-) Bildung derPassivschicht auf, d.h. der Stahl verharrt im aktiven Zustand;die Korrosionsrate ist von der Auflösungsgeschwindigkeit imentsprechenden Medium abhängig. Die Auflösungsge-schwindigkeit wird durch zulegierte Metalle (Nickel, Molyb-dän, Kupfer) herabgesetzt.
2.4 KorrosionsdatenBereits in Kap. 2.1 wurde darauf hingewiesen, dass die Kor-rosionsgeschwindigkeit unter Umständen stark von der Konzentration des Mediums, der Temperatur und allfälligenVerunreinigungen abhängen kann. Da punktweise Daten, z.B.bei Raum- und Siedetemperatur, zu einer krassen Fehlbeur-teilung führen können und vollständige Daten (Isokorrosions-kurven) sehr umfangreich sind, verzichten wir bewusst auf diePublikation von Korrosionsdaten.Unsere Materialspezialisten unterstützen Sie jedoch gerne,falls Sie bei der Planung, Beschaffung oder im Falle einesSchadens mit Korrosionsproblemen konfrontiert werden soll-ten. Eine sorgfältige, vorgängige Beschaffung der im folgen-den Kapitel aufgeführten Informationen ist für eine speditiveBeantwortung Ihrer Fragen jedoch unumgänglich.
2.5 Für Abklärungen benötigte Informationen2.5.1 Planung, Beschaffung– Mit welchen Medien kommt das Material in Kontakt?
(Betriebs-, Reinigungsmedien, Verunreinigungen)– In welchen Konzentrationen liegen diese Kontaktmedien
vor?– Welches ist die zu erwartende Betriebs- resp.
Maximaltemperatur?– Gibt es noch andere, die Korrosion beeinflussende
Faktoren?
2.5.2 SchadenfallLeider können trotz allen Vorkehrungen Schadenfälle nichtausgeschlossen werden. Zur Abklärung eines Schadenfallessind, zusätzlich zu den unter Kap. 2.5.1. aufgeführten Infor-mationen noch folgende Angaben wichtig:
Passivschicht immer wieder auf. Sie kann sich nicht erneu-ern oder stabilisieren, und dem Medium wird dadurch Zutrittzur ungeschützten Metallstruktur gewährt. Diese Art von Korrosion wird häufig beobachtet an Wär-meaustauschern, Rührwerkwellen, Pumpenwellen und inRohrleitungen, die in Verbindung mit einer Pumpe, die Vibra-tionen verursacht, stehen. Durch Einsetzen eines Rohrstücksaus Gummi zwischen Pumpe und Rohrsystem können dieVibration eliminiert und das Problem sicher gelöst werden.
2.2.9 ErosionskorrosionDiese Art von Korrosion entsteht durch einen gemeinsamenAngriff von Erosion und Korrosion. Flüssigkeiten oder Gase,die normalerweise einen Stahl nicht angreifen, können beihoher Strömungsgeschwindigkeit (Strömungswirbel) starkeAngriffe verursachen. Der Angriff wird verstärkt, wenn dasströmende Medium noch zusätzlich abrasive Feststoffe ent-hält. Dabei entstehen charakteristische, hufeisenförmige Ver-tiefungen, die in der Strömungsrichtung ausgekerbt sind undeine blanke Oberfläche ohne Korrosionspunkte aufweisen.Der Angriff kann stark von der Temperatur des durchfliessen-den Mediums abhängig sein.Diese Korrosionsart kann bekämpft oder vermieden werden,indem die gefährdeten Stellen so gestaltet werden, dass eineWirbelbildung oder Stosswirkung vermindert wird. Eine mäs-sige Strömungsgeschwindigkeit von 1 bis 2 m/s ist zweck-mässig. Kann man diesen Punkten nicht gerecht werden, soist anstelle eines austenitischen Werkstoffes ein Stahl mithöherer Abriebfestigkeit, z. B. ein ferritisch-austenitischerDuplexstahl, zu wählen.
2.2.10 FremdrostDiese Korrosionsart kann ihre Ursache in einer nicht voll-ständig entzunderten Oberfläche (Schweissnähte!) oder inEisenablagerungen auf der Edelstahl-Oberfläche haben. Aufdas Thema der fachgerechten Nachbearbeitung vonSchweissnähten wird im Kapitel 5.5.5 näher eingegangen.
Die Herkunft von Eisenablagerungen ist oft schwierig festzu-stellen. Mögliche Ursachen können sein:
– Kontakt mit normalem Stahl bei der Lagerung oder beimTransport (z.B. Stahlbänder)
– ungenügende «Schwarz/Weiss» Trennung bei der Verarbei-tung oder auf der Baustelle
– Umweltbelastung (z.B. Bremsstaub vom Schienenverkehr)
Je nach Stärke des Befalls muss der Edelstahl gereinigt wer-den. Dies kann geschehen mittels spezieller Reinigungsmittel(s. S. 126/7) oder in hartnäckigen Fällen durch Abschleifenoder Nachbeizen (Verfahrens- und Umweltvorschriftenbeachten!). Normalerweise wird der Edelstahl durch Fremd-rost nicht beeinträchtigt. Bei starkem oder lange nicht ent-ferntem Befall kann jedoch das Grundmaterial beeinträchtigtwerden.
2.3 Passivität oder «Was macht Edelstahlkorrosionsbeständig?»
An feuchter Luft oder in sauerstoffhaltigem Wasser reagierteine ungeschützte Oberfläche eines niedriglegierten Stahlessehr rasch, d.h. sie rostet. Rost besteht aus einer heteroge-nen Mischung von Eisenoxiden und -hydroxiden. Da dieseSchicht sauerstoff- und feuchtigkeitsdurchlässig ist, können
Korrosionsbeständige Edelstähle
98 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
– Werkstoffnummer, -bezeichnung– Wurde der Werkstoff einer Wärmebehandlung
unterworfen?– Auftrags-, Lieferschein-, Rechnungs- oder
Chargennummer– Besteht die Möglichkeit, dass kontaminierte Luft angeso-
gen wurde (z.B. Lösungsmittel, Streusalz-Aerosole im Win-ter, chloridhaltiger Abrieb von Holzzementböden, haloge-nidhaltige Dämpfe von Betriebsmitteln) oder dass dasMaterial mit Stoffen in Berührung kam, die bei der Planungnicht vorgesehen oder berücksichtigt wurden, z.B. Reini-gungs- oder Desinfektionsmittel?
3 EINTEILUNG DER KORROSIONS-BESTÄNDIGEN STÄHLE
3.1 AllgemeinesFür die Einteilung der korrosionsbeständigen Stähle gibt esverschiedene Kriterien, entsprechend vielfältig sind dieBezeichnungen:
a) mikroskopischer Aufbau (Gefüge) – ferritische Stähle – martensitische Stähle – austenitische Stähle – ferritisch-austenitische Stähle oder Duplex-Stähle – ausscheidungshärtbare oder dispersionshärtbare
Stähle
b) chemische Zusammensetzung (Legierung) – austenitische Chrom-Nickel-Stähle
(V2A-Stähle, Cr-Ni-Stähle, AISI 300er-Serie) – austenitische Chrom-Nickel-Molybdän-Stähle
(V4A-Stähle, Cr-Ni-Mo-Stähle, AISI 300er-Serie) – austenitische Chrom-Mangan(-Nickel)-Stähle
(AISI 200er-Serie) – ferritische und martensitische Chromstähle
(AISI 400er-Serie) – Stickstoff-legierte Stähle – Titan- oder Niob-stabilisierte Stähle
c) Verwendungszweck, Einsatzbereich, Eigenschaften – hitzebeständige Stähle – kaltzähe Stähle – kriechfeste Stähle – nicht magnetisierbare Stähle – härtbare Stähle – hochsäurebeständige Stähle – Stähle mit verbesserter Zerspanbarkeit
(Automatenstähle)
Da sich diese Einteilungen häufig überschneiden, wird in derPraxis meist die folgende Einteilung gemacht: – ferritische Stähle – martensitische Stähle – austenitische Stähle – austenitische Chrom-Nickel-Stähle (V2A) – austenitische Chrom-Nickel-Molybdän-Stähle (V4A) – Superaustenite oder hochsäurebeständige Stähle – ferritisch-austenitische Stähle oder Duplex-Stähle – hitzebeständige Stähle – warmfeste Stähle
Detaillierte Angaben wie chemische Zusammensetzung,mechanische und physikalische Eigenschaften sind in Kapitel7 zu finden.
Korrosionsbeständige Edelstähle
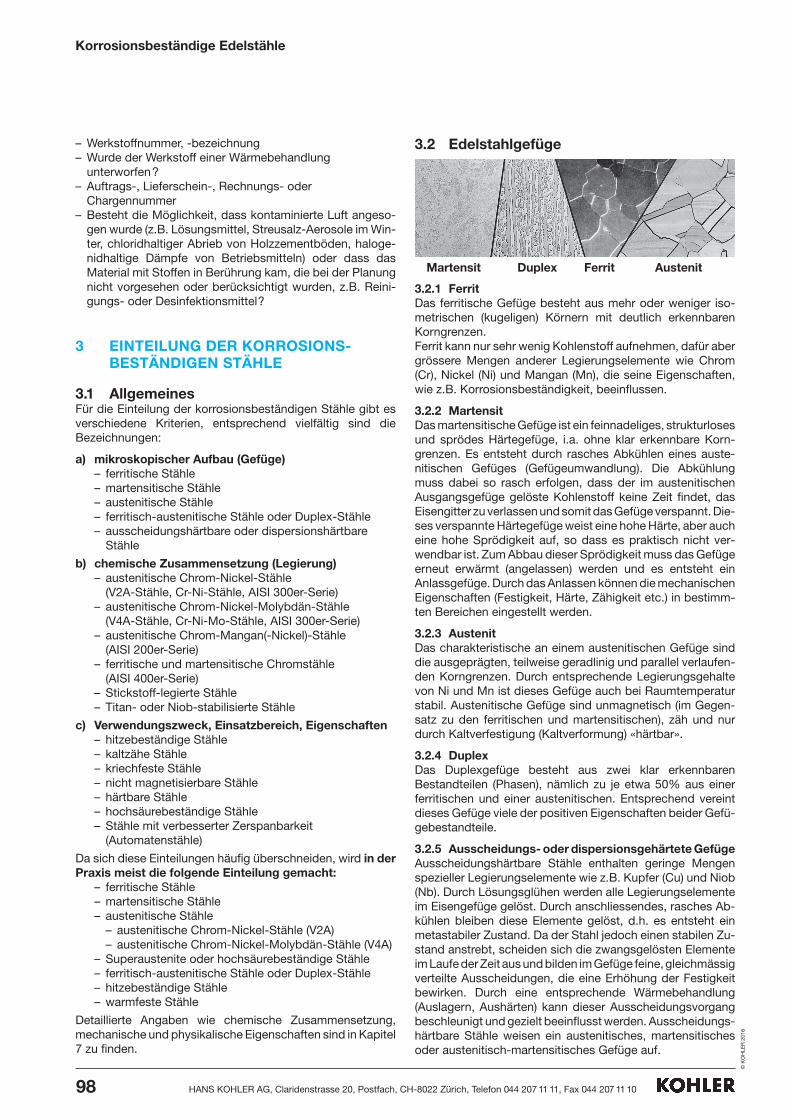
3.2 Edelstahlgefüge
3.2.1 FerritDas ferritische Gefüge besteht aus mehr oder weniger iso-metrischen (kugeligen) Körnern mit deutlich erkennbarenKorngrenzen.Ferrit kann nur sehr wenig Kohlenstoff aufnehmen, dafür abergrössere Mengen anderer Legierungselemente wie Chrom(Cr), Nickel (Ni) und Mangan (Mn), die seine Eigenschaften,wie z.B. Korrosionsbeständigkeit, beeinflussen.
3.2.2 MartensitDas martensitische Gefüge ist ein feinnadeliges, strukturlosesund sprödes Härtegefüge, i.a. ohne klar erkennbare Korn-grenzen. Es entsteht durch rasches Abkühlen eines auste-nitischen Gefüges (Gefügeumwandlung). Die Abkühlungmuss dabei so rasch erfolgen, dass der im austenitischenAusgangsgefüge gelöste Kohlenstoff keine Zeit findet, dasEisengitter zu verlassen und somit das Gefüge verspannt. Die-ses verspannte Härtegefüge weist eine hohe Härte, aber aucheine hohe Sprödigkeit auf, so dass es praktisch nicht ver-wendbar ist. Zum Abbau dieser Sprödigkeit muss das Gefügeerneut erwärmt (angelassen) werden und es entsteht einAnlassgefüge. Durch das Anlassen können die mechanischenEigenschaften (Festigkeit, Härte, Zähigkeit etc.) in bestimm-ten Bereichen eingestellt werden.
3.2.3 AustenitDas charakteristische an einem austenitischen Gefüge sinddie ausgeprägten, teilweise geradlinig und parallel verlaufen-den Korngrenzen. Durch entsprechende Legierungsgehaltevon Ni und Mn ist dieses Gefüge auch bei Raumtemperaturstabil. Austenitische Gefüge sind unmagnetisch (im Gegen-satz zu den ferritischen und martensitischen), zäh und nurdurch Kaltverfestigung (Kaltverformung) «härtbar».
3.2.4 DuplexDas Duplexgefüge besteht aus zwei klar erkennbarenBestandteilen (Phasen), nämlich zu je etwa 50% aus einerferritischen und einer austenitischen. Entsprechend vereintdieses Gefüge viele der positiven Eigenschaften beider Gefü-gebestandteile.
3.2.5 Ausscheidungs- oder dispersionsgehärtete GefügeAusscheidungshärtbare Stähle enthalten geringe Mengenspezieller Legierungselemente wie z.B. Kupfer (Cu) und Niob(Nb). Durch Lösungsglühen werden alle Legierungselementeim Eisengefüge gelöst. Durch anschliessendes, rasches Ab-kühlen bleiben diese Elemente gelöst, d.h. es entsteht einmetastabiler Zustand. Da der Stahl jedoch einen stabilen Zu-stand anstrebt, scheiden sich die zwangsgelösten Elementeim Laufe der Zeit aus und bilden im Gefüge feine, gleichmässigverteilte Ausscheidungen, die eine Erhöhung der Festigkeitbewirken. Durch eine entsprechende Wärmebehandlung(Auslagern, Aushärten) kann dieser Ausscheidungsvorgangbeschleunigt und gezielt beeinflusst werden. Ausscheidungs-härtbare Stähle weisen ein austenitisches, martensitischesoder austenitisch-martensitisches Gefüge auf.
Martensit Duplex Ferrit Austenit
99HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
3.3 Die wichtigsten Legierungselementeund ihr Einfluss auf die Eigenschaftendes Stahls
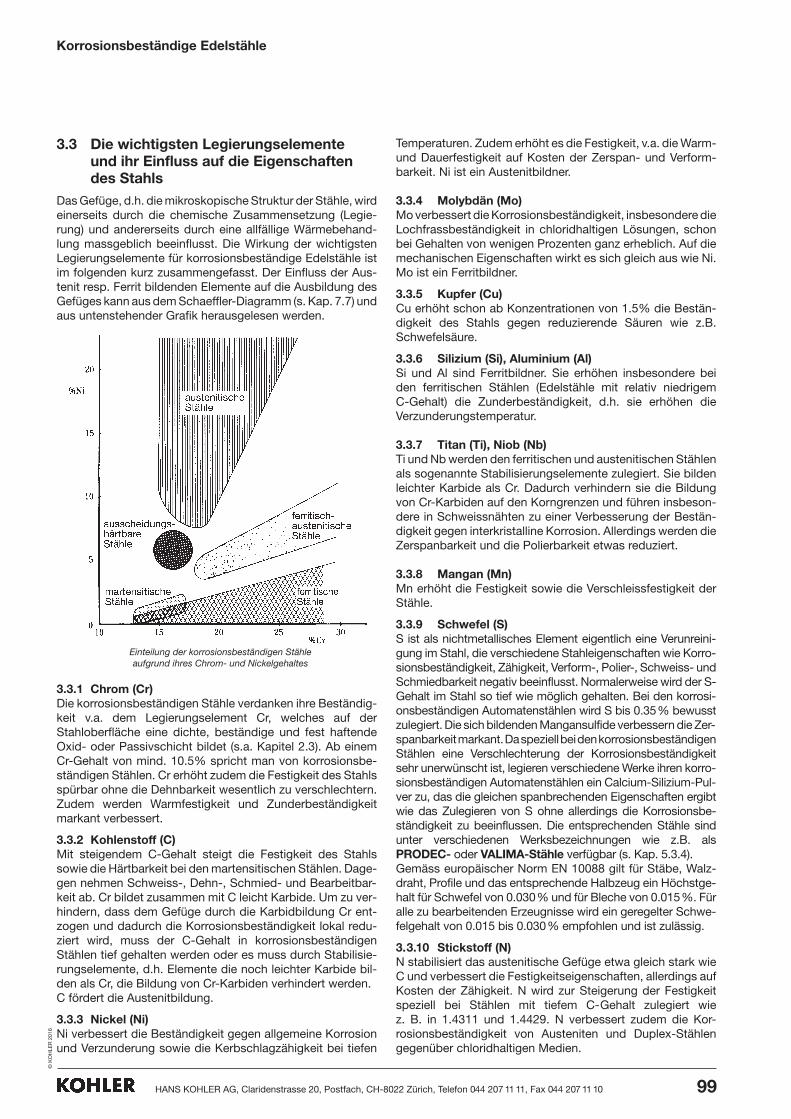
Das Gefüge, d.h. die mikroskopische Struktur der Stähle, wirdeinerseits durch die chemische Zusammensetzung (Legie-rung) und andererseits durch eine allfällige Wärmebehand-lung massgeblich beeinflusst. Die Wirkung der wichtigstenLegierungselemente für korrosionsbeständige Edelstähle istim folgenden kurz zusammengefasst. Der Einfluss der Aus-tenit resp. Ferrit bildenden Elemente auf die Ausbildung desGefüges kann aus dem Schaeffler-Diagramm (s. Kap. 7.7) undaus untenstehender Grafik herausgelesen werden.
3.3.1 Chrom (Cr)Die korrosionsbeständigen Stähle verdanken ihre Beständig-keit v.a. dem Legierungselement Cr, welches auf derStahloberfläche eine dichte, beständige und fest haftendeOxid- oder Passivschicht bildet (s.a. Kapitel 2.3). Ab einemCr-Gehalt von mind. 10.5% spricht man von korrosionsbe-ständigen Stählen. Cr erhöht zudem die Festigkeit des Stahlsspürbar ohne die Dehnbarkeit wesentlich zu verschlechtern.Zudem werden Warmfestigkeit und Zunderbeständigkeit markant verbessert.
3.3.2 Kohlenstoff (C)Mit steigendem C-Gehalt steigt die Festigkeit des Stahlssowie die Härtbarkeit bei den martensitischen Stählen. Dage-gen nehmen Schweiss-, Dehn-, Schmied- und Bearbeitbar-keit ab. Cr bildet zusammen mit C leicht Karbide. Um zu ver-hindern, dass dem Gefüge durch die Karbidbildung Cr ent-zogen und dadurch die Korrosionsbeständigkeit lokal redu-ziert wird, muss der C-Gehalt in korrosionsbeständigenStählen tief gehalten werden oder es muss durch Stabilisie-rungselemente, d.h. Elemente die noch leichter Karbide bil-den als Cr, die Bildung von Cr-Karbiden verhindert werden.C fördert die Austenitbildung.
3.3.3 Nickel (Ni)Ni verbessert die Beständigkeit gegen allgemeine Korrosionund Verzunderung sowie die Kerbschlagzähigkeit bei tiefen
Temperaturen. Zudem erhöht es die Festigkeit, v.a. die Warm-und Dauerfestigkeit auf Kosten der Zerspan- und Verform-barkeit. Ni ist ein Austenitbildner.
3.3.4 Molybdän (Mo)Mo verbessert die Korrosionsbeständigkeit, insbesondere dieLochfrassbeständigkeit in chloridhaltigen Lösungen, schonbei Gehalten von wenigen Prozenten ganz erheblich. Auf diemechanischen Eigenschaften wirkt es sich gleich aus wie Ni.Mo ist ein Ferritbildner.
3.3.5 Kupfer (Cu)Cu erhöht schon ab Konzentrationen von 1.5% die Bestän-digkeit des Stahls gegen reduzierende Säuren wie z.B.Schwefelsäure.
3.3.6 Silizium (Si), Aluminium (Al)Si und Al sind Ferritbildner. Sie erhöhen insbesondere beiden ferritischen Stählen (Edelstähle mit relativ niedrigemC-Gehalt) die Zunderbeständigkeit, d.h. sie erhöhen dieVerzunderungstemperatur.
3.3.7 Titan (Ti), Niob (Nb)Ti und Nb werden den ferritischen und austenitischen Stählenals sogenannte Stabilisierungselemente zulegiert. Sie bildenleichter Karbide als Cr. Dadurch verhindern sie die Bildungvon Cr-Karbiden auf den Korngrenzen und führen insbeson-dere in Schweissnähten zu einer Verbesserung der Bestän-digkeit gegen interkristalline Korrosion. Allerdings werden dieZerspanbarkeit und die Polierbarkeit etwas reduziert.
3.3.8 Mangan (Mn)Mn erhöht die Festigkeit sowie die Verschleissfestigkeit derStähle.
3.3.9 Schwefel (S)S ist als nichtmetallisches Element eigentlich eine Verunreini-gung im Stahl, die verschiedene Stahleigenschaften wie Korro-sionsbeständigkeit, Zähigkeit, Verform-, Polier-, Schweiss- undSchmiedbarkeit negativ beeinflusst. Normalerweise wird der S-Gehalt im Stahl so tief wie möglich gehalten. Bei den korrosi-onsbeständigen Automatenstählen wird S bis 0.35% bewusstzulegiert. Die sich bildenden Mangansulfide verbessern die Zer-spanbarkeit markant. Da speziell bei den korrosionsbeständigenStählen eine Verschlechterung der Korrosionsbeständigkeitsehr unerwünscht ist, legieren verschiedene Werke ihren korro-sionsbeständigen Automatenstählen ein Calcium-Silizium-Pul-ver zu, das die gleichen spanbrechenden Eigenschaften ergibtwie das Zulegieren von S ohne allerdings die Korrosionsbe-ständigkeit zu beeinflussen. Die entsprechenden Stähle sindunter verschiedenen Werksbezeichnungen wie z.B. als PRODEC- oder VALIMA-Stähle verfügbar (s. Kap. 5.3.4). Gemäss europäischer Norm EN 10088 gilt für Stäbe, Walz-draht, Profile und das entsprechende Halbzeug ein Höchstge-halt für Schwefel von 0.030% und für Bleche von 0.015%. Füralle zu bearbeitenden Erzeugnisse wird ein geregelter Schwe-felgehalt von 0.015 bis 0.030% empfohlen und ist zulässig.
3.3.10 Stickstoff (N)N stabilisiert das austenitische Gefüge etwa gleich stark wieC und verbessert die Festigkeitseigenschaften, allerdings aufKosten der Zähigkeit. N wird zur Steigerung der Festigkeitspeziell bei Stählen mit tiefem C-Gehalt zulegiert wiez. B. in 1.4311 und 1.4429. N verbessert zudem die Kor-rosionsbeständigkeit von Austeniten und Duplex-Stählengegenüber chloridhaltigen Medien.
Korrosionsbeständige Edelstähle
Einteilung der korrosionsbeständigen Stähleaufgrund ihres Chrom- und Nickelgehaltes

100 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
3.4 Eigenschaften der korrosions-beständigen Stähle
Detaillierte Angaben zu den einzelnen Legierungen und Stahl-gruppen finden Sie in Kapitel 7, ab Seite 115.
3.4.1 ferritische StähleEigenschaften:Diese Werkstoffe bleiben bei allen Temperaturen ferritisch.Dies wird durch einen geringen Anteil an austenitbildendenLegierungselementen wie Ni und einen hohen Anteil anFerritbildnern, vor allem Cr, erreicht. Ihre Eigenschaften sind:hohe Streckgrenze, hohe Dehnbarkeit, gute Tiefzieheigen-schaften und gute Schweissbarkeit. Ihre Festigkeit kanndurch Kaltverformen bis zu einem gewissen Grad erhöht wer-den. Im Vergleich mit austenitischen Stählen weisen sie einegeringere Festigkeit und Duktilität (Verformbarkeit) auf. Ver-glichen mit den austenitischen Stählen haben die ferritischeneine schlechtere Beständigkeit gegen Lochfrasskorrosiondafür sind sie beständiger gegen Spannungsrisskorrosion.Gebräuchliche ferritische Stähle sind vergleichsweise billig.
Anwendungen:Die einfacheren ferritischen Stähle (1.4016 u.ä.) werden vor-zugsweise für Haushaltsgeräte wie Kochtöpfe, Haushaltma-schinen und Spültische eingesetzt, bei denen keine hohenAnsprüche an die Korrosionsbeständigkeit gestellt werden.Weitere Anwendungen sind Abdeckungen für Innenanwen-dungen und Schutzbleche. Ferritische Stähle mit sehr niedri-gem Kohlen- und Stickstoffgehalt haben ihren grösstenAnwendungsbereich für Einsatzbedingungen, unter denenSpannungsrisskorrosion auftreten kann. Stähle mit sehrhohem Chromgehalt, z.B. 25% Cr, kommen auch bei hohenTemperaturen zum Einsatz, da sie eine ausgeprägte Bestän-digkeit gegen schwefelhaltige Rauchgase aufweisen.
3.4.2 martensitische StähleEigenschaften:Wegen ihres vergleichsweise hohen Kohlenstoffgehaltes kannihre Festigkeit und Härte durch eine entsprechende Wärme-behandlung in bestimmten Grenzen verändert, resp. denAnforderungen angepasst werden. Es sind Zugfestigkeitenbis über 1300 N/mm2 erreichbar. Der relativ hohe Kohlenstoff-gehalt reduziert jedoch die Korrosionsbeständigkeit, zudemsind diese Stähle schlecht verform- und schweissbar.Diese Stähle weisen einen C-Gehalt von 0.1 – 1.2% und einenCr-Gehalt von 12 – 18% auf. Ein Teil dieser Stähle ist zusätzlichnoch mit 0.5 – 2.5% Ni und bis zu 1.2% Mo legiert.Mit steigendem C-Gehalt steigt die erreichbare Härte(0.1% C ➞ ca. 40 HRC, 0.9% C ➞ ca. 58 HRC).
Anwendungen:Diese Stähle werden hauptsächlich für mechanisch hochbe-anspruchte Konstruktionsteile wie Verbindungselemente,Pumpenwellen, Turbinenschaufeln und Ventilspindeln sowiefür gehärtete Werkzeuge und Schneidwaren mit erhöhterBeständigkeit gegen oxidierende Säuren eingesetzt.
3.4.3 austenitische CrNi-Stähle («V2A»)Eigenschaften:CrNi-legierte austenitische Werkstoffe haben eine gute allge-meine Korrosionsbeständigkeit, eine gute Zähigkeit bei nied-riger Dehngrenze und eine gute Sprödbruchsicherheit auchbei tiefen Temperaturen. Ihre Festigkeit kann durch Kaltver-
Korrosionsbeständige Edelstähle
formen in gewissen Grenzen erhöht werden, allerdingswerden sie dadurch leicht magnetisch und ihre Korrosions-beständigkeit sinkt. Zudem sind sie gut schweissbar. Langsa-mes Abkühlen nach einer Wärmebehandlung oder nach demSchweissen führt jedoch im kritischen Temperaturbereich von500–900°C zur Ausscheidung von Chromkarbiden auf denKorngrenzen (s.a. Kapitel 2.2.6 «Interkristalline Korrosion»).
Anwendungen:Diese Werkstoffe werden vorwiegend bei geschweisstenApplikationen im Bereich von säure- und chloridfreien Medieneingesetzt wie z.B. in der Nahrungsmittelindustrie, für Haus-haltgeräte und für Waschmaschinen. Daneben findensie in zunehmendem Masse Verwendung in der Innen- undAussenarchitektur.
3.4.4 austenitische CrNiMo-Stähle («V4A»)Eigenschaften:Mit zunehmendem Molybdängehalt wird die Korrosionsbe-ständigkeit der Werkstoffe stark verbessert. Damit das Gefügejedoch austenitisch bleibt (Mo ist ein Ferritbildner), muss derNi-Gehalt auf mindestens 10.5% erhöht werden. Durch dasZulegieren von Molybdän wird die Beständigkeit wesentlichverbessert, insbesondere gegen Lochkorrosion in chlorid-haltiger Umgebung sowie in reduzierenden Säuren. In Salpetersäure und nitrosen Gasen sind Mo-Zusätze eherungünstig.Diese Stähle weisen eine sehr hohe Dehnbarkeit und Zähig-keit auf bei eher niedrigen Festigkeitswerten. Sie sind auch bei tiefen Temperaturen sprödbruchsicher und gut schweiss-bar.
Anwendungen:Die Werkstoffe 1.4404, 1.4432 und 1.4435 sind im Kontaktmit weichem Wasser, reduzierenden Säuren und mit Medien,deren Zusammensetzung und Aggressivität nur geschätzt,aber nicht mit Sicherheit festgestellt werden können, die amhäufigsten eingesetzten Stähle. In stark chloridhaltigen Medi-en müssen jedoch vielfach höher legierte Werkstoffe (Super-austenite) eingesetzt werden.Die hauptsächliche Anwendung dieser Stähle liegt in der chemischen und pharmazeutischen Industrie, bei der Wasseraufbereitung, in der Zellstoff- und Gummiindustriesowie im Schwimmbadbau.
3.4.5 SuperausteniteEigenschaften:Superaustenite sind hochlegiert mit Cr, Ni, N und insbeson-dere Mo. Der PRE-Wert ist > 40. Ihre hohe Beständigkeitgegen allgemeine Korrosion, besonders in Säuren die Halo-genide (Chloride, Bromide, Jodide oder Fluoride) enthalten,übertrifft herkömmliche korrosionsbeständige Stähle. Unterdiesen Betriebsbedingungen sind den normalen korrosions-beständigen Stählen enge Grenzen gesetzt. In solchen Fällen musste bisher oft auf teure Nickelbasislegierungenoder Titan ausgewichen werden. Superaustenite sind jedochkostengünstige Alternativen und können in vielen Fällen den beständigsten Nickelbasislegierungen und Titan gleich-gestellt werden.
Anwendungen:Diese Werkstoffe wurden für höchste Anforderungen an dieKorrosionsbeständigkeit entwickelt. Sie werden daher unterschwierigsten Korrosionsbedingungen in der Chemie, Phar-mazie und in Kontakt mit Meerwasser (Meerwasserentsal-zung, Offshore) eingesetzt, wo sie sich seit Jahren bewähren.
101HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6Korrosionsbeständige Edelstähle
3.4.6 DuplexstähleEigenschaften:Duplexstähle haben viele der positiven Eigenschaften ferriti-scher und austenitischer Stähle in sich vereint. Durch denhohen Cr- und Mo-Gehalt weisen diese Stähle eine hoheBeständigkeit gegen Loch- und Spaltkorrosion in Schwefel-wasserstoffhaltigen Medien (z.B. Luftraum in Jauchebehäl-tern) auf. Zudem weisen sie eine hohe mechanische Festig-keit sowie eine hohe Beständigkeit gegen Korrosionsermü-dung, Erosion und Verschleiss auf. Im Vergleich mit austeni-tischen Stählen weisen Duplexstähle eine gute Beständigkeitgegen Spannungsrisskorrosion auf.Duplexstähle sind anfällig für intermetallische Ausscheidun-gen. Im Bereich von 350–525°C muss mit der 475°C-Ver-sprödung gerechnet werden, während sich die Sigmaphaseim Bereich von 700–975°C bilden kann. Bei normalenSchweiss- und Wärmebehandlungsvorgängen bestehtjedoch keine Versprödungsgefahr. Diese Stähle dürfen nichtüber längere Zeit Temperaturen oberhalb 250°C ausgesetztwerden.
Anwendungen:Diese Stähle werden eingesetzt, wenn gute mechanischeEigenschaften in Kombination mit guten Korrosionseigen-schaften gefordert werden, wie z.B. für Pumpenwellen,Maschinenteile, Offshore-Technik, Bauindustrie und Meer-wasser-Entsalzung.
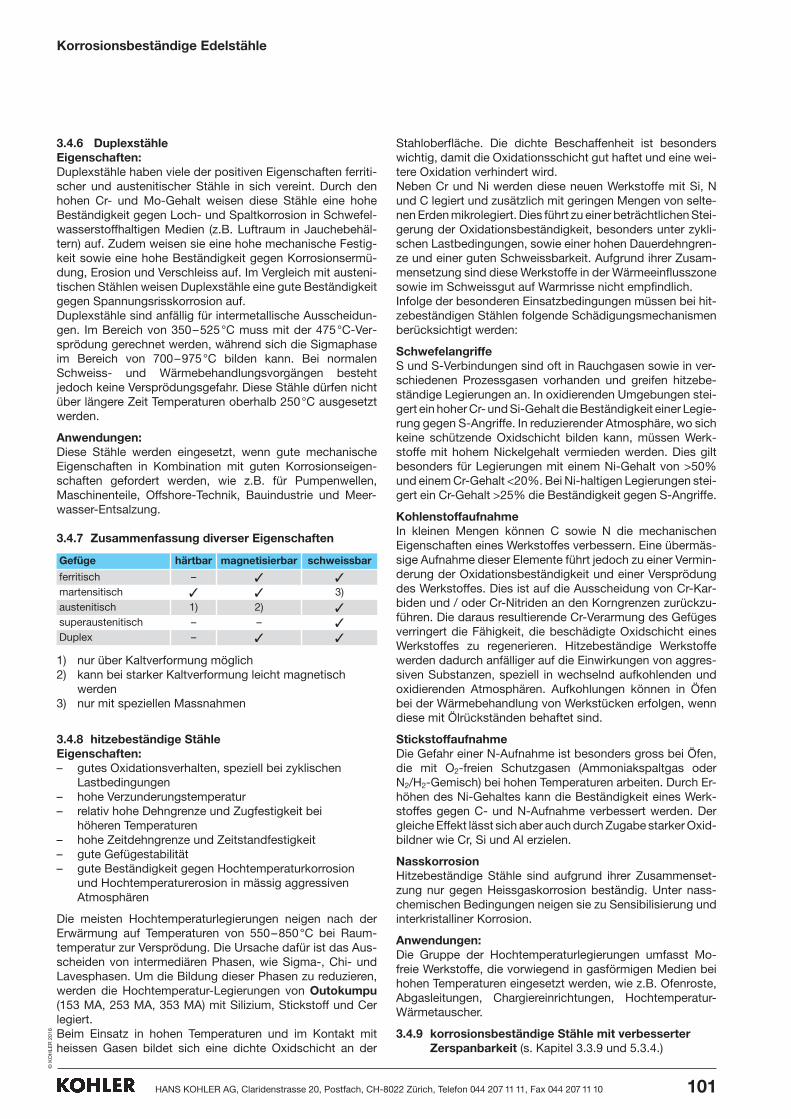
3.4.7 Zusammenfassung diverser Eigenschaften
1) nur über Kaltverformung möglich2) kann bei starker Kaltverformung leicht magnetisch
werden3) nur mit speziellen Massnahmen
3.4.8 hitzebeständige StähleEigenschaften:– gutes Oxidationsverhalten, speziell bei zyklischen
Lastbedingungen– hohe Verzunderungstemperatur– relativ hohe Dehngrenze und Zugfestigkeit bei
höheren Temperaturen– hohe Zeitdehngrenze und Zeitstandfestigkeit– gute Gefügestabilität– gute Beständigkeit gegen Hochtemperaturkorrosion
und Hochtemperaturerosion in mässig aggressivenAtmosphären
Die meisten Hochtemperaturlegierungen neigen nach derErwärmung auf Temperaturen von 550–850°C bei Raum-temperatur zur Versprödung. Die Ursache dafür ist das Aus-scheiden von intermediären Phasen, wie Sigma-, Chi- undLavesphasen. Um die Bildung dieser Phasen zu reduzieren,werden die Hochtemperatur-Legierungen von Outokumpu(153 MA, 253 MA, 353 MA) mit Silizium, Stickstoff und Cerlegiert. Beim Einsatz in hohen Temperaturen und im Kontakt mitheissen Gasen bildet sich eine dichte Oxidschicht an der
Stahloberfläche. Die dichte Beschaffenheit ist besonderswichtig, damit die Oxidationsschicht gut haftet und eine wei-tere Oxidation verhindert wird.Neben Cr und Ni werden diese neuen Werkstoffe mit Si, Nund C legiert und zusätzlich mit geringen Mengen von selte-nen Erden mikrolegiert. Dies führt zu einer beträchtlichen Stei-gerung der Oxidationsbeständigkeit, besonders unter zykli-schen Lastbedingungen, sowie einer hohen Dauerdehngren-ze und einer guten Schweissbarkeit. Aufgrund ihrer Zusam-mensetzung sind diese Werkstoffe in der Wärmeeinflusszonesowie im Schweissgut auf Warmrisse nicht empfindlich.Infolge der besonderen Einsatzbedingungen müssen bei hit-zebeständigen Stählen folgende Schädigungsmechanismenberücksichtigt werden:
SchwefelangriffeS und S-Verbindungen sind oft in Rauchgasen sowie in ver-schiedenen Prozessgasen vorhanden und greifen hitzebe-ständige Legierungen an. In oxidierenden Umgebungen stei-gert ein hoher Cr- und Si-Gehalt die Beständigkeit einer Legie-rung gegen S-Angriffe. In reduzierender Atmosphäre, wo sichkeine schützende Oxidschicht bilden kann, müssen Werk-stoffe mit hohem Nickelgehalt vermieden werden. Dies giltbesonders für Legierungen mit einem Ni-Gehalt von >50%und einem Cr-Gehalt <20%. Bei Ni-haltigen Legierungen stei-gert ein Cr-Gehalt >25% die Beständigkeit gegen S-Angriffe.
KohlenstoffaufnahmeIn kleinen Mengen können C sowie N die mechanischenEigenschaften eines Werkstoffes verbessern. Eine übermäs-sige Aufnahme dieser Elemente führt jedoch zu einer Vermin-derung der Oxidationsbeständigkeit und einer Versprödungdes Werkstoffes. Dies ist auf die Ausscheidung von Cr-Kar-biden und / oder Cr-Nitriden an den Korngrenzen zurückzu-führen. Die daraus resultierende Cr-Verarmung des Gefügesverringert die Fähigkeit, die beschädigte Oxidschicht einesWerkstoffes zu regenerieren. Hitzebeständige Werkstoffewerden dadurch anfälliger auf die Einwirkungen von aggres-siven Substanzen, speziell in wechselnd aufkohlenden undoxidierenden Atmosphären. Aufkohlungen können in Öfen bei der Wärmebehandlung von Werkstücken erfolgen, wenndiese mit Ölrückständen behaftet sind.
StickstoffaufnahmeDie Gefahr einer N-Aufnahme ist besonders gross bei Öfen,die mit O2-freien Schutzgasen (Ammoniakspaltgas oderN2/H2-Gemisch) bei hohen Temperaturen arbeiten. Durch Er-höhen des Ni-Gehaltes kann die Beständigkeit eines Werk-stoffes gegen C- und N-Aufnahme verbessert werden. Dergleiche Effekt lässt sich aber auch durch Zugabe starker Oxid-bildner wie Cr, Si und Al erzielen.
NasskorrosionHitzebeständige Stähle sind aufgrund ihrer Zusammenset-zung nur gegen Heissgaskorrosion beständig. Unter nass-chemischen Bedingungen neigen sie zu Sensibilisierung undinterkristalliner Korrosion.
Anwendungen:Die Gruppe der Hochtemperaturlegierungen umfasst Mo-freie Werkstoffe, die vorwiegend in gasförmigen Medien beihohen Temperaturen eingesetzt werden, wie z.B. Ofenroste,Abgasleitungen, Chargiereinrichtungen, Hochtemperatur-Wärmetauscher.
3.4.9 korrosionsbeständige Stähle mit verbesserterZerspanbarkeit (s. Kapitel 3.3.9 und 5.3.4.)
Gefüge härtbar magnetisierbar schweissbar
ferritisch – ✓ ✓martensitisch ✓ ✓ 3)austenitisch 1) 2) ✓superaustenitisch – – ✓Duplex – ✓ ✓

102 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Korrosionsbeständige Edelstähle
4 WERKSTOFFPRÜFUNG(mechanische Werte und Berechnungshilfen zu den lieferba-ren Werkstoffen s. Kapitel 7)
4.1 Mechanische (zerstörende) PrüfungenMit diesen Prüfungen werden Materialkennwerte ermittelt, dieeinerseits für die Konstruktion benötigt werden und anderer-seits den Vergleich verschiedener Materialien untereinanderbzgl. bestimmter Eigenschaften oder ihrer Eignung für einebestimmte Anwendung ermöglicht. Die mit diesen Prüfungenermittelten Werte sind in den meisten Fällen von der Tempe-ratur, dem Wärmebehandlungszustand und den Prüfbedin-gungen abhängig. Für eine korrekte Angabe und die Ver-gleichbarkeit mit andern Werten ist deshalb die Angabe derPrüftemperatur, des Wärmebehandlungszustandes und derPrüfbedingungen, falls diese von den Standardbedingungenin den Normen abweichen, unerlässlich.
4.1.1 Zugversuch (EN ISO 6892, Teile 1 bis 3)Der Zugversuch ermittelt das Verhalten des Werkstoffes beieiner einachsigen Zugbeanspruchung. Dabei wird einegenormte Zugprobe auf einer Prüfmaschine langsam bis zumBruch gedehnt und das Spannungs-Dehnungsdiagramm(auch s-e-Diagramm genannt) aufgezeichnet. Dieses weistbei praktisch allen Stählen einen linearen Teil (elastische,reversible Verformung) und einen nichtlinearen Teil (plasti-sche, nichtreversible Verformung) auf. Die folgende Grafikzeigt die für die verschiedenen Edelstahlarten typischenSpannungs-Dehnungskurven.
Spannungen [N/mm2]Im technischen Bereich werden die aus der Zugkraft berech-neten Spannungen (= angelegte Kraft dividiert durch Quer-schnittsfläche) immer auf den Ausgangsquerschnitt der Probebezogen. Die heute gebräuchlichen Masseinheiten für Span-nungen sind N/mm2 oder MPa, (1 N/mm2 = 1 MPa). Die wich-tigsten mit diesem Versuch bestimmten Materialkennwertesind:
103HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Streckgrenze Re / Dehngrenze Rp [N/mm2]Beide Werte geben die beim Übergang von der elastischenzur plastischen Verformung gemessene Spannung an, d.h.beim Überschreiten dieser Spannung setzt eine bleibendeVerformung ein. Diese Spannung wird auch Fliessgrenzegenannt. Bei Druckspannungen ist auch der Begriff «Quetsch-spannung» gebräuchlich. Zum bleibenden Verformen einesMetalls (Biegen, Tiefziehen, Stauchen etc.) muss immer seineFliessgrenze überschritten werden. Das Fliessen ist immervon einer Kaltverfestigung des Materials begleitet.Die Streckgrenze Re wird bei nicht- oder niedriglegiertenStählen an der Stelle im Spannungs-Dehnungsdiagrammbestimmt, an der bei zunehmender Dehnung die Zug-spannung zum ersten Mal gleich bleibt oder abfällt(s. S. 102, rechtes Diagramm).
Bei höher legierten Stählen wie den korrosionsbeständigenStählen ist dieser Übergang nicht so deutlich ausgeprägt. DieDehngrenze Rp wird deshalb bei einer bestimmten, nichtpro-portionalen Dehnung festgelegt, die vermerkt werden muss(s. S. 102, linkes Diagramm).
Rp0.2 plastische Dehnung 0.2%übliche Berechnungsgrundlage
Rp0.01 plastische Dehnung 0.01%technische Elastizitätsgrenze
Rp1.0 plastische Dehnung 1.0%wird häufig für austenitische Stähle verwendet
Zugfestigkeit Rm [N/mm2]Die Zugfestigkeit ist die Spannung, die sich aus der auf denAnfangsquerschnitt bezogenen Höchstzugkraft ergibt.
Bruchdehnung A [%]Die Bruchdehnung ist ein Mass für die Dehnfähigkeit (Dukti-lität) eines Werkstoffes. Die Zugprobe wird hierbei bis zumBruch gezogen. Die Bruchdehnung ist definiert als Quotientaus der bleibenden Verlängerung beim Bruch bezogen auf dieAusgangslänge. Je nach Produktform und Prüfnorm kommen unterschied-liche Zugproben zum Einsatz. In Europa werden im Regelfall Proportionalproben mit einer Messlänge L0 = 5,65 √S0
(S0 = Probenquerschnitt) verwendet. Bei dünnen Blechen(Dicke t < 3 mm) sind nichtproportionale Proben mit einer Messlänge von 80 mm (A80 mm) zu verwenden. US-Amerika-nische Normen wie ASTM A370 schreiben eine Messlängevon 2 inch (50 mm) vor (A50 mm).
Elastische Konstanten E, G, K, µIm elastischen (linearen) Bereich des Spannungs-Dehnungs-diagrammes gilt das Hook'sche Gesetz s = E × e. Diesesbesagt, dass im elastischen Bereich die Dehnung e propor-tional zur angelegten Spannung s ist. Die entsprechende Pro-portionalitätskonstante heisst Elastizitätsmodul E oder kurzE-Modul. Der E-Modul ist ein Mass für den Widerstand, denein Werkstoff seiner elastischen Verlängerung entgegensetzt.Bei korrosionsbeständigen austenitischen Stählen liegt derWert für den E-Modul bei ca. 200 kN/mm2.Das Hook'sche Gesetz gilt auch bei Schub- und Druckbelas-tung innerhalb des elastischen Bereiches. Die entsprechen-den Proportionalitätsfaktoren sind der Schubmodul G und derKompressionsmodul K. G und K sind ein Mass für den Wider-stand, den ein Werkstoff einer elastischen Abgleitung odereiner elastischen hydrostatischen Volumenänderung entge-gensetzt.
Die 3 elastischen Konstanten sind über folgende Beziehungenmiteinander verknüpft:
E = 2G (1+µ) E = 3K (1– 2µ)
µ wird als Querkontraktionszahl oder Poisson-Konstantebezeichnet. Für Edelstähle liegt µ im Bereich von 0.3.Die im Zugversuch ermittelten Materialkennwerte könnendirekt zur Berechnung von Konstruktionen verwendet werden,während die im folgenden aufgeführten Kennwerte v.a. für denVergleich verschiedener Werkstoffe dienen.
Brucheinschnürung Z [%]Der gebrochene Zugstab zeigt in der Bruchebene eine mehroder weniger starke Einschnürung (Querschnittsverringe-rung), je nach dem ob die Probe eher zäh oder spröde gebro-chen ist. Die Brucheinschnürung Z ist gleich der Differenz ausAnfangs- und Bruchquerschnitt dividiert durch den Anfangs-querschnitt. Sie ist ein Mass für die Formänderungsfähigkeitdes Materials.
Bruchzähigkeit K1c [MNm-3/2]Die Bruchzähigkeit gibt Aufschluss über den Widerstandeines Werkstoffes gegen die Ausbreitung eines im Werkstoffvorhandenen Risses oder dem Einfluss von sogenanntenUngänzen (Kerben, Nuten, Bohrungen, Materialinhomoge-nitäten) auf das Bruchverhalten. Je niedriger die Bruchzähig-keit, desto leichter kann sich ein vorhandener Riss vergrös-sern. Die Bruchzähigkeit wird an speziellen, angerissenenProben in einem speziellen, computergesteuerten Zugver-such ermittelt. Da der Versuch aufwendig ist, sind Bruchzähig-keitswerte nur in beschränktem Umfang erhältlich.
4.1.2 Abschätzung der verschiedenen FestigkeitenFür die grobe Abschätzung der verschiedenen Festigkeits-werte können folgende Gleichungen verwendet werden:
Zugfestigkeit Rm [N/mm2] = 3.4 × Brinellhärte HBStreckgrenze Re [N/mm2] = 0.8 × Zugfestigkeit Rm
Ermüdungsfestigkeit [N/mm2] = 0.6 × Zugfestigkeit Rm
Torsionsfestigkeit [N/mm2] = 0.3 × Zugfestigkeit Rm
4.1.3 HärteprüfungHärte bezeichnet den Widerstand eines Materials gegen dasEindringen eines noch härteren Körpers. Zur Bestimmung derHärte wird ein harter Prüfkörper mit einer definierten Kraft indie Probenoberfläche gedrückt und der resultierende Ein-druck ausgemessen. Mit Hilfe entsprechender Tabellen kannaus der Grösse des Eindrucks die Härte der Probe bestimmtwerden. Bei modernen Geräten erfolgt diese Umrechnungmittels Computer. Im Stahlbereich sind folgende vier genorm-ten Härtemessverfahren gebräuchlich:
Bei der Härteangabe ist auf die korrekte Angabe von Be-lastung und Prüfkörperabmessungen gemäss der entspre-chenden Norm zu achten, da die Werte sonst nicht mitanderen vergleichbar sind. Eine Vergleichs- oder Umrech-nungstabelle für die verschiedenen Härtewerte findet sich inKapitel 7.
Korrosionsbeständige Edelstähle
Verfahren Bezeichnung Eindringkörper NormBrinell HB gehärtete Stahlkugel EN ISO 6506-1Vickers HV Diamantpyramide EN ISO 6507-1Rockwell B HRB gehärtete Stahlkugel EN ISO 6508-1Rockwell C HRC Diamantkegel EN ISO 6508-1
104 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Brinell-VerfahrenDieses Verfahren ist wegen der begrenzten Härte der Stahl-kugel nur für mittlere Härten bis ca. 500 HB geeignet. Aus derBrinell-Härte kann mit folgender Formel die Zugfestigkeitabgeschätzt werden:
Zugfestigkeit Rm ' a × Härte HB
Der Umrechnungsfaktor a ist werkstoffabhängig und beträgtfür Kohlenstoffstähle 3.6 und für Edelstähle 3.4.
Vickers-VerfahrenDieses Verfahren ist wegen der extrem hohen Härte der Dia-mantpyramide (ca. 10000 HV) für alle Härtebereiche geeignet.Durch Reduzieren der Last eignet sich dieses Verfahren aus-gezeichnet zur Härtebestimmung an dünnen Folien, hartenRandschichten und Gefügebestandteilen (Kleinlast- resp.Mikrohärte). Für Härten bis ca. 300 HB/HV sind die Messwertebeider Verfahren etwa gleich, d.h. HB' HV.
Rockwell-VerfahrenIm Gegensatz zu den anderen beiden Verfahren wird bei denRockwell-Verfahren die Last in zwei Stufen (Vor- und Haupt-last) aufgebracht, dies zur Kompensation von Oberflächen-effekten und der elastischen Rückfederung des Probenma-terials. Die Härte wird aus der Differenz der Eindringtiefenunter Vor- und Hauptlast bestimmt und kann direkt auf einerMessuhr abgelesen werden. Dadurch entfällt das Ausmessendes Eindrucks, was zu kurzen Messzeiten führt und es er-möglicht, die Härteprüfung zu automatisieren. Da Rockwell-Eindrücke relativ tief sind, können dünne Materialien oderRandschichten nicht geprüft werden.
– Rockwell B (B = ball = Kugel)empfohlener Messbereich: 35–100 HRB, nur für mittelharteWerkstoffe geeignet
– Rockwell C (C = cone = Kegel)empfohlener Messbereich: 20 – 67 HRC, nur für harte Werk-stoffe. Für die Prüfung dünner Oberflächenschichten kanndas Super-Rockwell C Verfahren angewendet werden, dasmit reduzierten Lasten arbeitet und entsprechend wenigertiefe Eindrücke erzeugt.
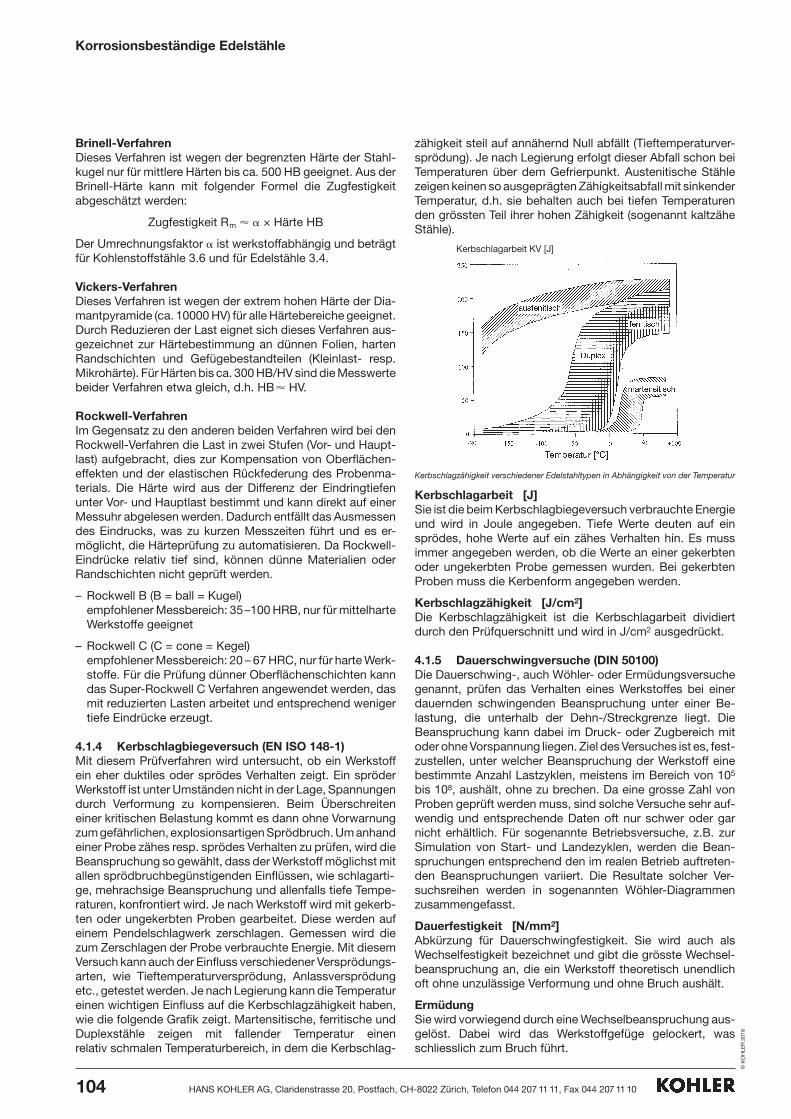
4.1.4 Kerbschlagbiegeversuch (EN ISO 148-1)Mit diesem Prüfverfahren wird untersucht, ob ein Werkstoffein eher duktiles oder sprödes Verhalten zeigt. Ein spröderWerkstoff ist unter Umständen nicht in der Lage, Spannungendurch Verformung zu kompensieren. Beim Überschreiteneiner kritischen Belastung kommt es dann ohne Vorwarnungzum gefährlichen, explosionsartigen Sprödbruch. Um anhandeiner Probe zähes resp. sprödes Verhalten zu prüfen, wird dieBeanspruchung so gewählt, dass der Werkstoff möglichst mitallen sprödbruchbegünstigenden Einflüssen, wie schlagarti-ge, mehrachsige Beanspruchung und allenfalls tiefe Tempe-raturen, konfrontiert wird. Je nach Werkstoff wird mit gekerb-ten oder ungekerbten Proben gearbeitet. Diese werden aufeinem Pendelschlagwerk zerschlagen. Gemessen wird diezum Zerschlagen der Probe verbrauchte Energie. Mit diesemVersuch kann auch der Einfluss verschiedener Versprödungs-arten, wie Tieftemperaturversprödung, Anlassversprödungetc., getestet werden. Je nach Legierung kann die Temperatureinen wichtigen Einfluss auf die Kerbschlagzähigkeit haben,wie die folgende Grafik zeigt. Martensitische, ferritische undDuplexstähle zeigen mit fallender Temperatur einen relativ schmalen Temperaturbereich, in dem die Kerbschlag-
Korrosionsbeständige Edelstähle
Kerbschlagzähigkeit verschiedener Edelstahltypen in Abhängigkeit von der Temperatur
zähigkeit steil auf annähernd Null abfällt (Tieftemperaturver-sprödung). Je nach Legierung erfolgt dieser Abfall schon beiTemperaturen über dem Gefrierpunkt. Austenitische Stählezeigen keinen so ausgeprägten Zähigkeitsabfall mit sinkenderTemperatur, d.h. sie behalten auch bei tiefen Temperaturenden grössten Teil ihrer hohen Zähigkeit (sogenannt kaltzäheStähle).
Kerbschlagarbeit [J]Sie ist die beim Kerbschlagbiegeversuch verbrauchte Energieund wird in Joule angegeben. Tiefe Werte deuten auf ein sprödes, hohe Werte auf ein zähes Verhalten hin. Es mussimmer angegeben werden, ob die Werte an einer gekerbtenoder ungekerbten Probe gemessen wurden. Bei gekerbtenProben muss die Kerbenform angegeben werden.
Kerbschlagzähigkeit [J/cm2]Die Kerbschlagzähigkeit ist die Kerbschlagarbeit dividiertdurch den Prüfquerschnitt und wird in J/cm2 ausgedrückt.
4.1.5 Dauerschwingversuche (DIN 50100)Die Dauerschwing-, auch Wöhler- oder Ermüdungsversuchegenannt, prüfen das Verhalten eines Werkstoffes bei einerdauernden schwingenden Beanspruchung unter einer Be-lastung, die unterhalb der Dehn-/Streckgrenze liegt. DieBeanspruchung kann dabei im Druck- oder Zugbereich mitoder ohne Vorspannung liegen. Ziel des Versuches ist es, fest-zustellen, unter welcher Beanspruchung der Werkstoff einebestimmte Anzahl Lastzyklen, meistens im Bereich von 105
bis 108, aushält, ohne zu brechen. Da eine grosse Zahl vonProben geprüft werden muss, sind solche Versuche sehr auf-wendig und entsprechende Daten oft nur schwer oder garnicht erhältlich. Für sogenannte Betriebsversuche, z.B. zurSimulation von Start- und Landezyklen, werden die Bean-spruchungen entsprechend den im realen Betrieb auftreten-den Beanspruchungen variiert. Die Resultate solcher Ver-suchsreihen werden in sogenannten Wöhler-Diagrammenzusammengefasst.
Dauerfestigkeit [N/mm2]Abkürzung für Dauerschwingfestigkeit. Sie wird auch alsWechselfestigkeit bezeichnet und gibt die grösste Wechsel-beanspruchung an, die ein Werkstoff theoretisch unendlichoft ohne unzulässige Verformung und ohne Bruch aushält.
ErmüdungSie wird vorwiegend durch eine Wechselbeanspruchung aus-gelöst. Dabei wird das Werkstoffgefüge gelockert, wasschliesslich zum Bruch führt.
Kerbschlagarbeit KV [J]

105HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
TiefziehversuchBei diesem Versuch wird eine Kugel mit einem Durchmesservon ca. 2 cm in ein Blech gedrückt bis der aufgewölbte Teildes Bleches Fliessmarken oder Risse aufweist.
4.1.8 BearbeitungsversucheIn diesen Versuchen werden die optimalen Bearbeitungspa-rameter (Schnittgeschwindigkeit, Vorschub, Schnittwinkeletc.) für die verschiedenen Bearbeitungsmethoden (Fräsen,Bohren, Drehen, Schleifen, Erodieren, Schweissen etc.)bestimmt. Detailliertere Informationen für die verschiedenenWerkstoffe sind auf Anfrage oder bei Ihrem Werkzeugliefe-ranten erhältlich.
4.2 Physikalische PrüfungenDie physikalischen Eigenschaften (elektrische Leitfähigkeit,Wärmeausdehnung, magnetische Permeabilität etc.) werdenmit den entsprechenden physikalischen Verfahren geprüft,auf die hier nicht näher eingegangen wird.
4.3 Chemische PrüfungenDie chemischen Prüfungen dienen zur Feststellung derchemischen Zusammensetzung eines Stahls und allfälligerVerunreinigungen sowie zur Prüfung der Beständigkeit gegenaggressive Medien.
4.3.1 SpektralanalyseDie Spektralanalyse ist heute das schnellste und rationellsteVerfahren zur Bestimmung der chemischen Zusammenset-zung einer Legierung.Bei diesem Verfahren wird zwischen dem Prüfobjekt und einerElektrode ein kurzer Lichtbogen gezündet. Die verdampfen-den Legierungsbestandteile beeinflussen die Strahlung desLichtbogens, da jedes Element eine besondere Lichtfarbeerzeugt. Die Intensität ist von deren Gehalt abhängig. Das ent-stehende Licht wird über einen Lichtleiter auf einen optischenAnalysator geleitet und so das Spektrum (Farbverteilung)bestimmt. Aus der Spektralverteilung kann auf die im Prüf-objekt enthaltenen Legierungselemente geschlossen werden.Mit hochmodernen Laborgeräten können bis zu 64 Elementegleichzeitig bestimmt werden. Durch Vergleich mit den imKontrollcomputer gespeicherten Normspektren kann auchdie Werkstoffbezeichnung bestimmt werden.
4.3.2 chemische AnalysenChemische Analysen werden heute nur noch in Ausnahme-fällen gemacht, da sie jeweils nur ein Element umfassen undaufwendig sind. Am häufigsten werden sie noch angewen-det für Elemente, die mit der Spektralanalyse nicht erfasstwerden können wie z.B. C, Si, Mn, P, S sowie für die Gase O2,H2 und N2. Moderne Spektralanalysengeräte sind jedochimmer mehr in der Lage, auch diese Elemente zu erfassen.Spezielle chemische Schnelltests dienen häufig dazu, dasVorhanden- oder Nichtvorhandensein eines bestimmten Ele-mentes festzustellen, z.B. Molybdän zur schnellen Unter-scheidung von V2A und V4A-Stählen.
4.3.3 KorrosionstestsZu den Korrosionstests gehören die Kochtests nach Hueyoder Strauss, Salzsprüh-, Wassernebel-, Spaltkorrosions-und Spannungsrisskorrosionstests sowie evtl. Prüfung derinterkristallinen Korrosion. Diese Labortests dienen dazu, dieKorrosionsbeständigkeit eines bestimmten Materials unter
Korrosionsbeständige Edelstähle
4.1.6 Kriech- oder Zeitstandversuche (EN 10291)Das Kriechen ist ein thermisch aktivierter Vorgang, der zumBruch führen kann. Man versteht darunter ein Fliessen, d.h.eine plastische Verformung des Materials, bei Spannungenunterhalb der Streck-/Dehngrenze. Die Kriechgeschwindig-keit ist von der äusseren Spannung, der Temperatur und derZeit abhängig, d.h. die Kriechgeschwindigkeit ist zeitlich nichtkonstant. Der Standzeitversuch dient der Ermittlung des Werkstoffver-haltens bei einer ruhenden Beanspruchung unterhalb derFliessgrenze und bei einer Temperatur, bei der die Beanspru-chungsdauer einen wesentlichen Einfluss auf die Festigkeithat. Das Ziel des Versuchs ist die Ermittlung der Dauer-standfestigkeit.Da Kriechversuche zeitlich sehr aufwendig sind, werden sienur in Spezialfällen, z.B. für Hochtemperatur-Werkstoffe fürTurbinenschaufeln durchgeführt.
Dauerstandfestigkeit [N/mm2]Die Dauerstandfestigkeit ist die grösste Spannung bei einerbestimmten Temperatur, unter der ein anfängliches Kriechenzum Stillstand kommt und bei deren Überschreitung die Probebricht. Da dieser Wert leider nicht festzustellen ist, ermitteltman die Zeitstandfestigkeit.
Zeitstandfestigkeit [N/mm2]Darunter wird die Spannung verstanden, die bei einerbestimmten Temperatur nach einer bestimmten Belastungs-zeit (103 ... 106 h) zum Bruch führt. Dieser Versuch dient haupt-sächlich der Ermittlung des Werkstoffverhaltens bei ruhender(statischer) Beanspruchung bei hohen Temperaturen. DieAngaben von Zeit und Temperatur sind unerlässlich.
Zeitbruchdehnung Au [%]Sie gibt die bleibende Dehnung nach dem Bruch der Probean und wird in % ausgedrückt.
Zeitbrucheinschnürung Zu [%]Quotient aus der Querschnittabnahme an der Bruchstelle unddem Anfangsquerschnitt. Die Angabe erfolgt in %.
Zeit(stand)kriechgrenze [N/mm2]Die Zeitkriechgrenze oder Zeitdehngrenze ist die ruhendeSpannung, die bei einer bestimmten Temperatur nach einerbestimmten Belastungszeit zu einem bestimmten Kriechbe-trag führt. Die Angaben von Zeit und Temperatur sind uner-lässlich.
4.1.7 spezielle VersucheNeben diesen generellen mechanischen Prüfverfahren exis-tieren noch eine Menge weiterer mechanischer Prüfmetho-den, die oft stark mit der beabsichtigten Verarbeitung desMaterials gekoppelt und in den entsprechenden Normen imDetail aufgeführt sind. Als Beispiele seien hier noch folgendePrüfverfahren genannt:
AufweitversuchIn diesem Test wird das Rohrende mit einem konischen Dornaufgeweitet und geprüft, wie stark sich das Rohr aufweitenlässt ohne einzureissen.
AufschweissbiegeversuchIn diesem Verfahren wird die Verformbarkeit (Duktilität) einerSchweissnaht geprüft. Dabei wird ein Blech mit einer aufge-brachten Schweissnaht so weit gebogen, bis die Schweiss-naht anzureissen beginnt.
106 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
4.4.2 Fein- und MikrostrukturZur Untersuchung der Fein- und Mikrostruktur werden metal-lografische in Verbindung mit licht- oder elektronenmikros-kopischen Methoden beigezogen. Diese Verfahren werdeneinerseits in der Grundlagenforschung und Entwicklungeingesetzt, andererseits dienen sie auch der Abklärung vonFehlern (z.B. Wärmebehandlungs- oder Gefügefehler) undSchäden und deren Ursache.
5 BE- UND VERARBEITUNG5.1 Allgemeine Be- und Verarbeitungs-
grundsätzeKorrosionsbeständige Edelstähle weisen aufgrund ihrerhohen Legierungsanteile von Chrom, Nickel und MolybdänBe- und Verarbeitungseigenschaften auf, die sich von denender niedriglegierten Stähle deutlich unterscheiden und die esfür einen erfolgreichen Einsatz dieser Werkstoffe zu berück-sichtigen gilt. Korrosionsbeständige Stähle werden meist imAnlieferungszustand verarbeitet. Die Verarbeitung von Edelstahl muss unbedingt von der Ver-arbeitung von unlegiertem Stahl getrennt werden, soge-nannte Schwarz/Weiss-Trennung. Andernfalls besteht eingrosses Risiko, dass die Edelstahloberfläche mit Eisenparti-keln verunreinigt wird, was unweigerlich zu Fremdrostbefallführt. Diese Trennung gilt nicht nur räumlich sondern auch fürdie verwendeten Werkzeuge. Auch bei der Lagerung und beimTransport von Edelstahl sollte ein Kontakt mit unlegiertemStahl (Stahlbänder zum Fixieren, ungeschützte Eisenträgeretc.) vermieden werden.
5.2 Spanlose Verarbeitung – Umformen5.2.1 WarmumformungEine Warmumformung ist bei allen korrosionsbeständigenStählen möglich. Wegen der schlechten Wärmeleitfähigkeitsoll die Erwärmung bis ca. 800–850°C langsam erfolgen,darüber kann sie rasch durchgeführt werden. Ferritische Stähle werden bei den üblichen Formgebungs-temperaturen sehr weich und neigen zur «Faltenbildung»sowie zu rasch einsetzendem Kornwachstum, was nur durchstarke Verformung verhindert werden kann. Teile aus ferriti-schem Stahl werden nach der Warmumformung meist anfreier Luft abgekühlt. Die Warmformgebung bei martensitischen Stählen ist im all-gemeinen unproblematisch, wenn beim Erwärmen undAbkühlen das Gefügeumwandlungsverhalten berücksichtigtwird. Um die Rissgefahr bei martensitischen Stählen herab-zusetzen, ist ein zu rasches Erkalten zu vermeiden.Austenitische Werkstoffe sollten gleichmässig erwärmt wer-den. Die Atmosphäre darf weder schwefelhaltig sein nocheine aufkohlende Wirkung haben. Besonders wichtig ist diesbei hochnickelhaltigen Sorten. Werkstücke mit einem Quer-schnitt über 3 mm werden in Wasser abgeschreckt. Für optimale Materialeigenschaften sollten warmgeformteWerkstücke einer thermischen Nachbehandlung unterzogenwerden. Die entsprechenden Verarbeitungstemperaturensind aus der Tabelle 7.6 auf Seite 121 ersichtlich.
5.2.2 KaltumformungDie gebräuchlichsten Kaltumformungsverfahren sindDrücken, Pressen, Biegen und Tiefziehen. Grundsätzlich eig-nen sich alle korrosionsbeständigen Stähle zur Kaltumfor-mung. Der jeweils zulässige Verformungsgrad ist jedoch
Korrosionsbeständige Edelstähle
bestimmten Korrosionsbedingungen (Medium, Konzentra-tion, Temperatur, Spannung etc.) zu prüfen.Seit kurzem sind auch Geräte erhältlich, mit denen die rela-tive Korrosionsbeständigkeit zerstörungsfrei am fertigen Bau-teil geprüft werden kann, z.B. zur Schweissnahtprüfung.
4.4 Strukturelle PrüfungenMit diesen Verfahren kann die Grob- und Feinstruktur einesMaterials untersucht werden.
4.4.1 Grobstruktur (zerstörungsfreie Prüfung ZfP)Diese Verfahren dienen der Prüfung von Werkstücken aufinnere und äussere Fehler, ohne diese zu beschädigen oderzu zerstören.
OberflächenfehlerDiese Verfahren werden meist bei fertigen oder fast fertigenWerkstücken eingesetzt zur Feststellung von Fehlern, die bisan die Oberfläche reichen wie z.B. Risse. Die dabei zur Anwen-dung kommenden Verfahren sind:
– Magnetpulverprüfverfahren (eignet sich nur für magneti-sierbare Materialien): Dabei wird das Werkstück mit einerfluoreszierenden, magnetisierbaren Flüssigkeit eingespritztund dann magnetisiert. Fehler im Oberflächenbereichführen zur Störung der magnetischen Feldlinien und zu einerAnreicherung der Flüssigkeit an diesen Stellen. Bei derBetrachtung im UV-Licht werden diese Fehlstellen sichtbar.
– Farbeindringverfahren (eignet sich für alle Materialien): DasWerkstück wird mit einer roten Flüssigkeit eingesprayt, dieaufgrund ihrer sehr hohen Penetrierfähigkeit in die Fehl-stellen eindringt. Nach einer Weile wird die Farbe abge-wischt und die Oberfläche mit einem weissen «Entwickler»eingesprayt, der die in den Fehlstellen verbliebene Farbewieder heraussaugt und damit die Fehlstellen sichtbarmacht.
Innere FehlerZur Feststellung von Fehlern, die nicht bis an die Oberflächereichen (Lunker, grobe Einschlüsse, Schweissfehler, grösserePoren) werden folgende Methoden angewandt:
– Ultraschallverfahren (anwendbar für alle Werkstoffe mitrelativ glatter Oberfläche): Dabei wird das Werkstück mitUltraschall in der Grössenordnung von einigen 100 kHz biseinigen MHz durchstrahlt. An Fehlstellen wird der Schallreflektiert. Das Echo wird auf einem Bildschirm angezeigt.Das Verfahren ist gut geeignet für den mobilen Einsatz, dierichtige Interpretation der Anzeige erfordert jedoch einigeErfahrung.
– Durchleuchten mit Röntgen-, Isotopen- oder Gamma-strahlen: Da die Anzeige auf Filmen erfolgt, werden dieseVerfahren dann angewandt, wenn das Resultat dauerhaftdokumentiert werden muss. Es ist allerdings auf Material-dicken bis ca. 150 mm limitiert. Wegen der notwendigenStrahlenschutzeinrichtungen sind diese Verfahren aufwen-dig und benötigen entsprechende Spezialisten. MobileAnwendungen sind möglich.
– Computertomographie: Dieses aus der Medizin bekannteVerfahren erlaubt die 3-dimensionale Darstellung von Feh-lern. Die Nachteile sind ein hoher apparativer Aufwandsowie die Notwendigkeit von entsprechenden Schutzvor-richtungen und Spezialisten.

107HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
höheren Leistung als für die Bearbeitung von C-Stahl nötigwäre.– Werkzeuge und Werkstück müssen fest eingespannt sein. – Werkzeuge sollen möglichst kurz eingespannt und frühzei-
tig geschärft oder ersetzt werden.– Da korrosionsbeständige Stähle eine geringere Wärmeleit-
fähigkeit aufweisen als C-Stähle, muss für eine genügendeKühlung mit einem geeigneten Kühlmittel gesorgt werden.Andernfalls sind Überhitzungsschäden sowohl am Werk-zeug wie auch am Werkstück unvermeidlich.
– Korrosionsbeständige Stähle neigen beim Bearbeiten zumAufhärten. Die Schnitttiefe ist deshalb so zu wählen, dassdie aufgehärtete Schicht des vorangehenden Schnittessicher entfernt wird.
– Unterbrochene Schnitte sollten soweit möglich vermiedenwerden, da sie zu einer zusätzlichen Kaltverfestigungführen.
– Für optimale Schneid- und Kühlmittel können Lieferantenoder Hersteller Auskunft geben.
5.3.3 ZerspanbarkeitFerritische StähleDiese neigen bisweilen zum Schmieren und es kann deshalbvorteilhaft sein, ihre Festigkeit auf etwa 200 HB zu erhöhen.
Martensitische StähleSie weisen ähnliche Verarbeitungsdaten auf wie normale Bau-stähle gleicher Festigkeit. Die spanabhebende Bearbeitungerfolgt meistens in ungehärtetem Zustand.
Konventionell hergestellte austenitische StähleSie weisen als Folge ihrer hohen Zähigkeit und ihrem hohenNi-Gehalt eine ausgeprägte Neigung zu Kaltverschweissun-gen und zur Kaltverfestigung auf. Da sie zudem zur Bildungvon langen, lockenartigen Spänen neigen, ist ihre spanabhe-bende Bearbeitung deutlich schwieriger als bei niedriglegier-ten Stählen. Zur Verhinderung von Aufbauschneiden und zurReduktion der Kaltverfestigung wird mit geringeren Schnitt-geschwindigkeiten und höherem Vorschub gearbeitet. Eineausreichende Kühlung ist dabei sehr wichtig.
AutomatenstähleWie bereits erwähnt, sind austenitische korrosionsbeständigeStähle wegen ihres hohen Legierungsgehaltes, v.a. an Ni,schwieriger zu zerspanen als normale C-Stähle. Analog zuden niedrig legierten Automatenstählen wird deshalb den kor-rosionsbeständigen Automatenstählen S (bis zu 0.35%) zule-giert. Dieser bildet harte und spröde Mangansulfide, die alsSpanbrecher wirken, so dass nur kurze Späne entstehen, wiedies bei Bearbeitungsautomaten gewünscht wird. DieseStähle werden deshalb vorwiegend im Décolletagebereicheingesetzt. Durch den Schwefel werden jedoch andereEigenschaften negativ beeinflusst, wie:
– Automatenstähle sind nicht schweissbar– Sprödbruchgefahr bei der Kaltumformung– Verminderung der Korrosionsbeständigkeit– Automatenstähle (auch ohne erhöhten Schwefelgehalt
s. Kapitel 5.3.4.) sind schwierig zu polieren und können nichtelektropoliert werden.
Korrosionsbeständige Edelstähle
werkstoffspezifisch, ebenso die resultierende Kaltverfesti-gung.Diese ist bei austenitischen Stählen sehr ausgeprägt. Bei sehrstarker Verformung muss daher zwischen den einzelnen Ver-formungsstufen ein Zwischenglühen bei ca. 1000°C einge-schaltet werden. Nach abgeschlossener Umformung sollteein Glühen bei 1050°C und ein Abschrecken in Wasser erfol-gen. Dadurch werden die durch die Kaltverformung erzeug-ten Eigenschaftsänderungen abgebaut und die normalenWerkstoffeigenschaften wieder hergestellt. In vielen Fällen istjedoch eine Kaltverfestigung erwünscht, z.B. bei federhartenDrähten und Bändern. Eine extreme Erhöhung der Festigkeitkann jedoch die Korrosionsbeständigkeit beeinträchtigen undden Stahl schwach magnetisch machen. Falls nötig könnendiese Effekte durch ein Lösungsglühen rückgängig gemachtwerden. Beim Biegen von Edelstählen muss berücksichtigtwerden, dass diese stärker zurückfedern als C-Stähle.Bei ferritischen Edelstählen wird das Kaltumformen durchihre Kerbempfindlichkeit erschwert. Ein Erwärmen auf ca.100–200°C verbessert die Verformbarkeit wesentlich.Bei martensitischen Stählen hat eine Kaltumformung vor demHärten zu erfolgen.
5.3 Spanabhebende Bearbeitung5.3.1 Zerspanungseigenschaften korrosionsbeständi-
ger StähleAufgrund ihrer unterschiedlichen Materialeigenschaften wei-sen die korrosionsbeständigen Edelstähle andere Bearbei-tungseigenschaften auf als normale C-Stähle. Generell kanngesagt werden, dass die Bearbeitung mit zunehmendemLegierungsgehalt schwieriger wird, d.h. für jede Legierungs-gruppe müssen deshalb unterschiedliche Bearbeitungsdatengewählt werden. Die speziellen Eigenschaften der Edel-stähle beeinflussen alle vier Bearbeitungsfaktoren wieSchnittkraft, Werkzeugverschleiss, Spanform und Ober-flächenfinish.Folgende spezielle Eigenschaften der korrosionsbeständigenStähle, v.a. der austenitischen, müssen bei ihrer Bearbeitungberücksichtig werden:– ausgeprägte Tendenz zur Kaltverfestigung: Bei Folge-
schnitten trifft das Werkzeug eine deutlich härtere Ober-fläche als beim ersten Schnitt, was zu einer Erhöhung derSchnittkraft führt. Dies kann bei der Feinbearbeitung wegender geringen Schnitttiefe zu Problemen führen.
– niedrige Wärmeleitfähigkeit: Dieser Umstand führt zu einerhöheren Wärmebelastung der Werkzeugschneide.
– hohe Zähigkeit: Die erforderlichen höheren Schnittkräfteführen zu einer zusätzlichen Wärmebelastung der Werk-zeuge.
– Schmieren, Fressen: Hochlegierte Stähle neigen zur Bil-dung von Aufbauschneiden, die zu einer schlechten Ober-flächenqualität sowie zu einer zusätzlichen Beanspruchungder Schneidkante führen.
– schlechte Spanbrucheigenschaften führen zur Bildung vonlangen, lockenartigen Spänen, die sich nur schwer vomWerkzeug entfernen lassen und ein unbeaufsichtigtes Lau-fenlassen der Maschine verunmöglichen (s. a. Kap. 5.3.3).
5.3.2 allgemeine BearbeitungsgrundsätzeBei der Bearbeitung von korrosionsbeständigen Stählen sindfolgende Grundsätze zu beachten:
– Zur Vermeidung von Vibrationen (Rattern) dürfen nur starrgebaute Maschinen eingesetzt werden mit einer bis zu 50%

108 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
5.4.3 elektrochemisches PolierenUnter elektrochemischem Polieren versteht man eine elektro-chemische Behandlung, die zur Einebnung und zum Glänzeneiner ursprünglich matten und rauhen Oberfläche führt. ImPrinzip handelt es sich um die Umkehrung des galvanischenProzesses, wobei das zu behandelnde Werkstück am Pluspol(Anode) einer Gleichstromquelle liegt. Entscheiden-des Merk-mal des Verfahrens ist ein bevorzugter Abtrag der Rauhig-keitsspitzen, die zunächst zu einer Verringerung der Mikro-Rauhigkeit und bei einer Verlängerung der Behandlungszeitauch zu einem Abbau der Makro-Rauhigkeit führt.Das Elektropolieren korrosionsbeständiger Edelstähle führtzusätzlich zu einer Passivierung der Oberfläche, was sichpositiv auf das Korrosionsverhalten auswirkt.Grundsätzlich lassen sich alle korrosionsbeständigen Edel-stähle elektropolieren, unabhängig von ihrer Legierungszu-sammensetzung und ihren mechanischen Eigenschaften. Fürein befriedigendes Resultat müssen allerdings folgende Vor-aussetzungen erfüllt sein:
– möglichst feines, gleichmässiges und homogenes Gefügemit möglichst wenig nichtmetallischen Einschlüssen undanderen Fehlstellen
– gute elektrische Leitfähigkeit– gleiches anodisches Auflösungsverhalten der verschiede-
nen Legierungsbestandteile– keine elektrochemisch resistenten Legierungsbestandteile– gleichartige Gefügestruktur bei gefügten Teilen, z.B.
Schweissstellen– ausreichende Schichtdicke bei plattierten Werkstoffen
In der Praxis bedeutet dies, dass sich Nb- oder Ti-stabilisierteStähle (z.B. 1.4541, 1.4571) oder sogenannte Automatenstäh-le (z.B. 1.4305) nur sehr bedingt oder gar nicht für das Elek-tropolieren eignen. Nichtmetallische Einschlüsse, mit denenbei grosstechnisch erzeugten Stählen immer gerechnet wer-den muss, werden je nach dem stärker oder schwächerangeätzt als die Matrix und sind daher nach dem Elektropo-lieren sichtbar. In Automatenlegierungen werden jedoch,unabhängig von ihrer Herstellungsart, absichtlich Einschlüsseals Spanbrecher erzeugt. Automatenlegierungen sind dahernicht befriedigend elektropolierbar.Ein Stahl, der beim Elektropolieren einwandfreie Resultateliefern soll, muss sehr rein, d.h. in einem speziell reinenVerfahren aus speziell reinem Schrott hergestellt sein: [S] < 0.005% (EN 10088-3: [S] < 0.030%) [P] < 0.010% (EN 10088-3: [P] < 0.045%)Stähle mit so tiefen Schwefel und Phosphorgehalten müssenin einem Sonderverfahren in einer Sondercharge hergestelltwerden.
5.5 Schweissen5.5.1 GenerellesBeim Schweissen von Edelstahl ist es wichtig, dass die Wär-mezufuhr begrenzt wird, um die wärmebeeinflusste Zone(WEZ) so klein wie möglich zu halten. Automatische Verfah-ren wie MIG- und WIG-Schweissen sind in diesem Fall vor-teilhaft.Verschweissungen von Edelstählen mit unlegierten Stählensind durchaus möglich, allerdings muss dabei unbedingt demProblem einer möglichen Kontaktkorrosion die nötige Beach-tung geschenkt werden.Angaben zur Berechnung der Ferritzahlen sowie einSchaeffler-Diagramm finden sich in Kapitel 7, Tabelle 7.7.
Korrosionsbeständige Edelstähle
5.3.4 korrosionsbeständige Stähle mit verbesserterZerspanbarkeit ohne erhöhten Schwefelgehalt
Die oben erwähnten Nachteile schwefellegierter Automaten-stähle führten zur Entwicklung von korrosionsbeständigenStählen ohne erhöhten Schwefelgehalt (z.B. PRODEC- oderVALIMA-Qualitäten). Bei diesen werden durch Zulegieren vonCalcium-Silicium-Pulver und durch eine spezielle Schmelz-metallurgie feine und gleichmässig verteilte, weiche, rund-liche CaSiAl-Oxide und CaMn-Sulfide erzeugt.
Die Vorteile dieser Stähle sind:
– verbesserte Zerspanungseigenschaften– Wahl höherer Schnittparameter– höhere Standzeit der Werkzeuge infolge Schmierwirkung
und geringerer Härte der spanbrechenden Einschlüsse– dadurch weniger Unterbrüche in der Produktion und
kürzere Produktionszeiten– Senkung der Produktionskosten– keine Einbussen an Korrosionsbeständigkeit und
Schweissbarkeit– gesteigerte Wettbewerbsfähigkeit
5.4 Polieren5.4.1 Polieren unterschiedlicher StahlgruppenEine hochglanzpolierte Oberfläche lässt sich bei Werkstückenaus korrosionsbeständigem Stahl nur dann erzielen, wennunstabilisierte Legierungen eingesetzt werden. Mit Ti resp.Ta/Nb stabilisierte Stähle (z.B. 1.4541 und 1.4571) bilden harte Karbide, die in einer weicheren ferritischen oder aus-tenitischen Matrix eingelagert sind. Beim Hochglanzpolierenwerden diese harten Teile entweder weniger stark abgetra-gen und stehen dann heraus oder sie werden herausgerissenund hinterlassen kometenschweifartige Abdrücke in derpolierten Oberfläche, sogenannte «Polierschwänze». Mar-tensitische Sorten (z.B. 1.4034) lassen sich nur in gehärtetemZustand einwandfrei polieren. Sowohl beim Schleifen wie auch beim Polieren von austeni-tischen Stählen muss die geringere Wärmeleitfähigkeit undder höhere Wärmeausdehnungskoeffizient berücksichtigtwerden. Bei zu hohen Schleifgeschwindigkeiten oder zuhohem Anpressdruck kann es zu einem Hitzestau und zuVerwerfungen und Verfärbungen kommen.
5.4.2 mechanisches PolierenVoraussetzung für einwandfreie Polierresultate ist eine Ober-fläche, die frei ist von Kratzern, mechanischen Beschädigun-gen und Fehlstellen, d.h. dass die Oberfläche einwandfreifeingeschliffen wurde bis mindestens Korn 400. Ein zu groberSchliff wird durch das Polieren nicht beseitigt. Kleine Furchen,Riefen und Unebenheiten werden aber ausgeglichen undzugeschmiert. Für die verschiedenen Stufen des Polierenskommen Polierscheiben aus unterschiedlichen Materialienzum Einsatz wie Fiberbürste, Sisalkordelscheibe, impräg-nierte Sisalscheibe, harte und weiche Baumwollscheiben.Zum Polieren korrosionsbeständiger Stähle werden verschie-dene Polierpasten eingesetzt wie geschmolzene Ton-erde («Wiener Kalk», weich) oder Chromoxid («Chromgrün»,hart).
109HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
5.5.2 SchweissverfahrenDie gebräuchlichsten Schweissverfahren für korrosionsbe-ständige Stähle sind:
– Lichtbogen-Handschweissverfahren– WIG/TIG-Schweissen– MIG/MAG-Schweissen
Weitere Verfahren für spezielle Anwendungen, auf die nichtim Detail eingegangen werden soll, sind u.a.:
– Unterpulverschweissen– Elektroschlackeschweissen– Plasmaschweissen– Laserschweissen– Elektronenstrahlschweissen (unter Vakuum)– Hochleistungsschweissen
LichtbogenschweissungLichtbogenschweissen mit einer ummantelten Elektrode istdas einfachste und verbreitetste Verfahren. Die effiziente Wär-mequelle (Lichtbogentemperatur ca. 6000°C), die Einfachheitder Methode und die Anwendbarkeit in jeder Lage befürwor-ten dieses Verfahren. Diese Methode wird bei Materialstärkenüber 1 mm angewendet.
WIG/TIG-Schweissung(Wolfram/Tungsten Inert Gas)Bei diesem Verfahren wird die erforderliche Wärme durcheinen Lichtbogen erzeugt, der zwischen einer nichtab-schmelzenden Wolfram-Elektrode und dem Werkstückgezündet wird. Als Schutzgas verwendet man vorwiegend rei-nes Argon oder Argon mit einem Zusatz von einigen ProzentWasserstoff. Bleche bis zu einer Materialdicke von 2 mm kannman ohne Zusatzwerkstoff schweissen. Bei grösseren Blech-dicken benötigt man einen Schweisszusatzdraht.
MIG/MAG-Schweissung(Metal Inert /Aktiv Gas)Der Lichtbogen wird hier zwischen dem Zusatzwerkstoff(Draht) und dem Werkstück gezündet. Beim MIG-Verfahrenarbeitet man mit inerten Helium-Argon-Gemischen, währendbeim MAG-Verfahren mit reaktiven Helium-Argon-Kohlen-dioxid-Gasgemischen gearbeitet wird. Diese Verfahrenempfehlen sich für Materialdicken über 5 mm.
5.5.3 Schweissbarkeit der verschiedenen EdelstähleFerritische StähleFerritische Stähle zeigen keine Gefügeumwandlungen. Siesind daher nicht oder nur bedingt härtbar. Dies erleichtert dasSchweissen im Vergleich zu den martensitischen Stählen. Dieferritischen Stähle neigen jedoch zu Kornwachstum. Diesführt zu einer Versprödung, d.h. einer verminderten Zähigkeitnach dem Schweissen.Es empfiehlt sich daher, die Werkstücke vor dem Schweissenauf ca. 200°C vorzuwärmen und nachher bei 750°C nach-zuglühen. Als Schweisszusatz verwendet man ferritische, fer-ritisch-austenitische oder austenitische Materialien. Fehlendie Möglichkeiten, das Werkstück vorzuwärmen oder nach-zuglühen, muss ein austenitisches Schweissgut verwendetwerden.
Martensitische StähleInfolge des hohen C-Gehaltes unterliegen diese Stähle bei derAbkühlung aus der Schweisstemperatur einer Gefügeum-wandlung und neigen zu Härterissen. Nur unter Beachtungbesonderer Massnahmen kann die Rissbildung vermieden
werden. Empfehlenswert ist ein Vorwärmen des Werkstückesvor dem Schweissen auf 200–300°C und ein nachfolgendesGlühen bei 700–750°C. Bei Stählen, die einen Kohlenstoff-gehalt über 0.30% aufweisen, sollte vom Schweissen abge-sehen werden.
Austenitische StähleDie austenitischen Stähle sind sehr gut schweissbar. Wiejedoch bereits im Kapitel «Korrosion» erwähnt, muss dieGefahr der Bildung von Karbidausscheidung auf den Korn-grenzen und der interkristallinen Korrosion berücksichtigtwerden. Austenitische Stähle haben einen hohen Ausdeh-nungs- oder besser gesagt Schrumpfungskoeffizienten. Die-ses Phänomen muss beim Vorschweissen (Heften) von grös-seren Edelstahlkonstruktionen berücksichtigt werden;andernfalls muss damit gerechnet werden, dass sich die Kon-struktion massiv verziehen kann.
Ferritisch - austenitische Stähle (Duplex)Diese Stähle liegen bezüglich der Schweissbarkeit zwischenden ferritischen und austenitischen Werkstoffen. Werden die-se Stähle beim Schweissen einer längeren Erwärmung imBereich von 650–850°C ausgesetzt, so bildet sich eine inter-metallische Ausscheidung, die so genannte «Sigmaphase»,die eine Verminderung der Zähigkeit bewirkt. Durch ein Re-kristallisationsglühen bei 950–1000°C kann die Sigmaphasewieder aufgelöst und das Material auf die normale Zähigkeitregeneriert werden. Zum Schweissen verwendet man aus-tenitische und ferritisch-austenitische Zusatzwerkstoffe.
5.5.4 Anlauffarben und SchweissfehlerWie bereits im Kapitel 2.3 erwähnt wurde, schützen sich diekorrosionsbeständigen Stähle durch die Bildung einer sehrbeständigen, stabilen Chromoxidschicht (Passivschicht).Anlauffarben entstehen bei Wärmebehandlungen oder beimSchweissen ohne ausreichenden Oxidationsschutz durchReaktion des Stahls mit dem oberflächlich anhaftendenRestsauerstoff. Dabei wird die Passivschicht zerstört unddurch eine neue Schicht mit grundsätzlich anderem Aufbauund v.a. ohne schützende Wirkung ersetzt. Der Aufbau dieserneuen Schicht und damit auch ihre Korrosionsbeständigkeitist in erster Linie von der eingebrachten Maximaltemperatursowie vom Temperatur-Zeitverlauf abhängig. Aus entsprechenden Korrosionsversuchen geht hervor, dassAnlauffarben keine Passivschichten sind und daher die Kor-rosionsbeständigkeit lokal deutlich herabsetzen. Anlauffar-ben müssen daher entweder durch geeignete Massnahmen(z.B. im Innern von geschweissten Rohren durch Formieren)vermieden oder nachträglich vollständig entfernt werden,damit sich auch im Bereich der Schweissnaht wieder dieursprüngliche Passivschicht mit der ursprünglichen Korro-sionsbeständigkeit bilden kann.Auch Schweissfehler können die Korrosionsbeständigkeitlokal herabsetzen und müssen daher vollständig entferntwerden. Als Schweissfehler gelten z.B.:
– unvollständige Aufschmelzung – Einbrandkerben – Poren – Schlackeneinschlüsse – Spritzer – Zündkerben
Schweissfehler müssen durch Schleifen und/oder Repara-turschweissen entfernt werden.
Korrosionsbeständige Edelstähle
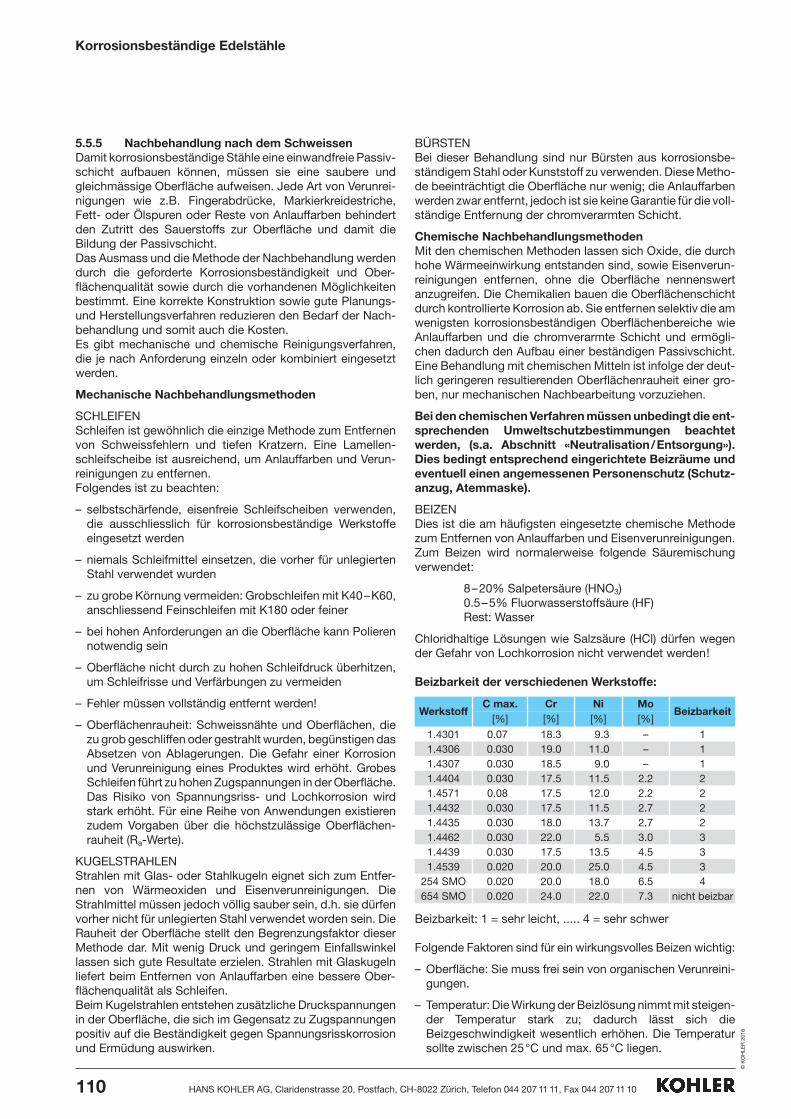
110 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
5.5.5 Nachbehandlung nach dem SchweissenDamit korrosionsbeständige Stähle eine einwandfreie Passiv-schicht aufbauen können, müssen sie eine saubere undgleichmässige Oberfläche aufweisen. Jede Art von Verunrei-nigungen wie z.B. Fingerabdrücke, Markierkreidestriche,Fett- oder Ölspuren oder Reste von Anlauffarben behindertden Zutritt des Sauerstoffs zur Oberfläche und damit dieBildung der Passivschicht.Das Ausmass und die Methode der Nachbehandlung werdendurch die geforderte Korrosionsbeständigkeit und Ober-flächenqualität sowie durch die vorhandenen Möglichkeitenbestimmt. Eine korrekte Konstruktion sowie gute Planungs-und Herstellungsverfahren reduzieren den Bedarf der Nach-behandlung und somit auch die Kosten.Es gibt mechanische und chemische Reinigungsverfahren,die je nach Anforderung einzeln oder kombiniert eingesetztwerden.
Mechanische Nachbehandlungsmethoden
SCHLEIFENSchleifen ist gewöhnlich die einzige Methode zum Entfernenvon Schweissfehlern und tiefen Kratzern. Eine Lamellen-schleifscheibe ist ausreichend, um Anlauffarben und Verun-reinigungen zu entfernen. Folgendes ist zu beachten:
– selbstschärfende, eisenfreie Schleifscheiben verwenden,die ausschliesslich für korrosionsbeständige Werkstoffeeingesetzt werden
– niemals Schleifmittel einsetzen, die vorher für unlegiertenStahl verwendet wurden
– zu grobe Körnung vermeiden: Grobschleifen mit K40–K60,anschliessend Feinschleifen mit K180 oder feiner
– bei hohen Anforderungen an die Oberfläche kann Polierennotwendig sein
– Oberfläche nicht durch zu hohen Schleifdruck überhitzen,um Schleifrisse und Verfärbungen zu vermeiden
– Fehler müssen vollständig entfernt werden!
– Oberflächenrauheit: Schweissnähte und Oberflächen, diezu grob geschliffen oder gestrahlt wurden, begünstigen dasAbsetzen von Ablagerungen. Die Gefahr einer Korrosionund Verunreinigung eines Produktes wird erhöht. GrobesSchleifen führt zu hohen Zugspannungen in der Oberfläche.Das Risiko von Spannungsriss- und Lochkorrosion wirdstark erhöht. Für eine Reihe von Anwendungen existierenzudem Vorgaben über die höchstzulässige Oberflächen-rauheit (Ra-Werte).
KUGELSTRAHLENStrahlen mit Glas- oder Stahlkugeln eignet sich zum Entfer-nen von Wärmeoxiden und Eisenverunreinigungen. DieStrahlmittel müssen jedoch völlig sauber sein, d.h. sie dürfenvorher nicht für unlegierten Stahl verwendet worden sein. DieRauheit der Oberfläche stellt den Begrenzungsfaktor dieserMethode dar. Mit wenig Druck und geringem Einfallswinkellassen sich gute Resultate erzielen. Strahlen mit Glaskugelnliefert beim Entfernen von Anlauffarben eine bessere Ober-flächenqualität als Schleifen.Beim Kugelstrahlen entstehen zusätzliche Druckspannungenin der Oberfläche, die sich im Gegensatz zu Zugspannungenpositiv auf die Beständigkeit gegen Spannungsrisskorrosionund Ermüdung auswirken.
BÜRSTENBei dieser Behandlung sind nur Bürsten aus korrosionsbe-ständigem Stahl oder Kunststoff zu verwenden. Diese Metho-de beeinträchtigt die Oberfläche nur wenig; die Anlauffarbenwerden zwar entfernt, jedoch ist sie keine Garantie für die voll-ständige Entfernung der chromverarmten Schicht.
Chemische Nachbehandlungsmethoden Mit den chemischen Methoden lassen sich Oxide, die durchhohe Wärmeeinwirkung entstanden sind, sowie Eisenverun-reinigungen entfernen, ohne die Oberfläche nennenswertanzugreifen. Die Chemikalien bauen die Oberflächenschichtdurch kontrollierte Korrosion ab. Sie entfernen selektiv die amwenigsten korrosionsbeständigen Oberflächenbereiche wieAnlauffarben und die chromverarmte Schicht und ermögli-chen dadurch den Aufbau einer beständigen Passivschicht.Eine Behandlung mit chemischen Mitteln ist infolge der deut-lich geringeren resultierenden Oberflächenrauheit einer gro-ben, nur mechanischen Nachbearbeitung vorzuziehen.
Bei den chemischen Verfahren müssen unbedingt die ent-sprechenden Umweltschutzbestimmungen beachtetwerden, (s.a. Abschnitt «Neutralisation/Entsorgung»).Dies bedingt entsprechend eingerichtete Beizräume undeventuell einen angemessenen Personenschutz (Schutz-anzug, Atemmaske).
BEIZENDies ist die am häufigsten eingesetzte chemische Methodezum Entfernen von Anlauffarben und Eisenverunreinigungen.Zum Beizen wird normalerweise folgende Säuremischungverwendet:
8–20% Salpetersäure (HNO3) 0.5–5% Fluorwasserstoffsäure (HF) Rest: Wasser
Chloridhaltige Lösungen wie Salzsäure (HCl) dürfen wegender Gefahr von Lochkorrosion nicht verwendet werden!
Beizbarkeit der verschiedenen Werkstoffe:
Beizbarkeit: 1 = sehr leicht, ..... 4 = sehr schwer
Folgende Faktoren sind für ein wirkungsvolles Beizen wichtig:
– Oberfläche: Sie muss frei sein von organischen Verunreini-gungen.
– Temperatur: Die Wirkung der Beizlösung nimmt mit steigen-der Temperatur stark zu; dadurch lässt sich dieBeizgeschwindigkeit wesentlich erhöhen. Die Temperatursollte zwischen 25°C und max. 65°C liegen.
Korrosionsbeständige Edelstähle
WerkstoffC max. Cr Ni Mo
Beizbarkeit[%] [%] [%] [%]
1.4301 0.07 18.3 9.3 – 11.4306 0.030 19.0 11.0 – 11.4307 0.030 18.5 9.0 – 11.4404 0.030 17.5 11.5 2.2 21.4571 0.08 17.5 12.0 2.2 21.4432 0.030 17.5 11.5 2.7 21.4435 0.030 18.0 13.7 2.7 21.4462 0.030 22.0 5.5 3.0 31.4439 0.030 17.5 13.5 4.5 31.4539 0.020 20.0 25.0 4.5 3
254 SMO 0.020 20.0 18.0 6.5 4654 SMO 0.020 24.0 22.0 7.3 nicht beizbar

111HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
– Säuremischung: Zusammensetzung, Konzentration undGehalt an freien Metallionen.
– Stahlsorten: Hochlegierte, korrosionsbeständige Werkstof-fe erfordern eine aggressivere Säuremischung und /odereine höhere Badtemperatur.
– Art und Dicke der Oxidschicht: Diese hängt in hohemMasse von der Schweissmethode ab. Je nach Wärmezu-fuhr bilden sich unterschiedliche Schweissoxide. Bei Ver-wendung von Schutzgas ist die Oxidbildung am geringsten.
– Oberflächenbeschaffenheit: Eine grobe, warmgewalzteOberfläche kann schwieriger zum Beizen sein, als eine glat-te, kaltgewalzte oder geschliffene Oberfläche.
BEIZMETHODEN– Beizbad:Beizen im Bad ist eine bequeme Methode, soweit dies vonder Stückgrösse her durchführbar ist. Bei zu hohen Tempe-raturen kann bei niedrig- und hochlegierten Stählen ein Über-beizen auftreten, was eine rauhe Oberfläche zur Folge hat.Der Beizeffekt hängt nicht nur von der Säurekonzentrationund Temperatur ab, sondern auch vom Gehalt freier Metall-ionen (meist Fe) in der Beizlösung.Folgendes Verhältnis kann als Richtwert angesehen werden:Der Gehalt an freiem Fe in mg/l sollte die Badtemperatur in°C nicht überschreiten.Ist der Metallionengehalt zu hoch, so sollte die Beizflüssigkeitganz oder teilweise durch frische Säure ersetzt werden.
– SprühbeizeSie besteht normalerweise aus Salpetersäure (HNO3) undFluorwasserstoffsäure (HF), die mit einem Bindemittel undoberflächenaktiven Substanzen gemischt werden damit sienicht so schnell vom Werkstück abfliessen. Sie wird gross-flächig aufgesprüht. Für mildere Beizeigenschaften kann auchPhosphorsäure verwendet werden. Diese Methode ist fürgrosse Werkstücke geeignet, die in einem Bad nicht mehrPlatz haben. Zum Sprühbeizen sind i.a. spezielle Räume miteinsprechenden Einrichtungen (Abwasser, Belüftung, Schutz-anzüge für die Beizer) notwenig.
– BeizpasteDie Paste besteht gewöhnlich aus einer Säuremischung vonHNO3 und HF mit einem Bindemittelzusatz. Sie eignet sichzum Beizen begrenzter Bereiche, vorwiegend in Schweiss-zonen. Bei Temperaturen unter +5°C ist die Wirkung sehrgering. Bei Materialtemperaturen über 40°C besteht dieGefahr, dass die Paste verdunstet. Die Beizwirkung wirddadurch stark vermindert und das Abspülen erschwert.
– Passivierung/DekontaminierungDiese Prozedur erfolgt auf die gleiche Art und Weise wie dasBeizen. Die aktive Substanz ist bei diesem Verfahren jedochnur 18–20%ige Salpetersäure bei ca. 20°C. Diese Behand-lung stärkt die Passivschicht. Sie ist besonders wichtig, wenndie Gefahr einer Eisenverunreinigung besteht, da die Säuredie Oberfläche von diesen Verunreinigungen befreit. Aus die-sem Grunde spricht man auch von einer Dekontaminierung.Wie nach dem Beizen ist ein gründliches Nachspülen mit Was-ser erforderlich.
– Elektrolytisches PolierenDieses elektrochemische Verfahren sichert eine optimaleKorrosionsbeständigkeit. Die Oberfläche erhält einen hohenGlanz und ein ausgeglichenes Mikroprofil, das hohen hygie-nischen Ansprüchen gerecht wird. (s. a. Kapitel 5.4.3.)
Nach jeder chemischen Behandlung muss das Werkstückmit einem Hochdruckreiniger gründlich abgespritztwerden. Das Spülwasser muss gesondert aufgefangen,neutralisiert und entsorgt werden.
– Neutralisation / EntsorgungSpülflüssigkeiten sind säurehaltig und mit Schwermetallen,vorwiegend mit Chrom und Nickel, verunreinigt und müssendeshalb neutralisiert werden. Die Neutralisation erfolgt miteinem alkalischen Mittel, am besten mit gelöschtem techni-schem Kalk oder mit einem handelsüblichen Neutralisations-mittel. Der zurückbleibende Schlamm ist als schwerme-tallhaltiger Sondermüll zu behandeln und den örtlichenVorschriften entsprechend zu entsorgen.
– Organische VerunreinigungenVerunreinigungen dieser Art sind Fette, Öle, Klebstoffreste,Fingerabdrücke, Farbe und Ablagerungen verschiedensterArt. Solche Verunreinigungen können in aggressiver Um-gebung Spaltkorrosion verursachen und ein sachgemässesBeizen verhindern, da Beizsäuren nur auf anorganische Ver-unreinigungen einwirken! Organische Verunreinigungen sindvor dem Beizen mit geeigneten, chloridfreien Reinigungs-und Entfettungsmitteln zu entfernen.
5.6 LötenMit speziellen Silberhartloten und Flussmitteln ist das Lötenvon hochlegierten Edelstählen technisch einwandfrei möglich.Es ist jedoch zu berücksichtigen, dass sich Edelstähle undSilberlote in ihren Grundeigenschaften stark unterscheiden.Es darf deshalb nicht erwartet werden, dass sich hartgelöteteEdelstahlteile gleich verhalten wie ungelötete. Kommen Hartlotverbindungen in Kontakt mit feuchter Luftoder Flüssigkeiten wie Trinkwasser, so müssen die Verhält-nisse genauestens abgeklärt werden. Zinkhaltige Lote wiez.B. das herkömmliche Silberlot L-Ag40Cd dürfen für solcheAnwendungen keinesfalls eingesetzt werden, da eine rascheZerstörung der Verbindung durch eine Grenzflächenkorro-sion – auch Messerschnittkorrosion genannt – die Folge wäre.Für bestimmte Anwendungen, z.B. Lebensmittelverarbei-tung, Chemie, Pharmazie und Trinkwasserleitungen, musszudem berücksichtigt werden, dass die Lote keine giftigenSubstanzen (Cadmium, Blei u.a.) enthalten dürfen.Bei länger dauernden Lötungen mit Temperaturen zwischen600 und 800°C muss zudem der bereits erwähnte Kornzer-fall bei unstabilisierten Stählen beachtet werden. Die allge-mein gültigen Konstruktionsrichtlinien für gelötete Konstruk-tionen gelten auch für Edelstähle. Sofern Konstruktion, Löt-verfahren und Arbeitstechnik stimmen, sind auch extremeLötverbindungen möglich, wie dies z.B. der auf Edelstahl auf-gelötete Boden aus Aluminium oder Kupfer bei Kochtöpfenzeigt.
5.7 KlebenEdelstähle können problemlos geklebt werden, vorausgesetztman verwendet geeignete Klebmittel und -verfahren. ZurAbklärung der im entsprechenden Anwendungsfall geeig-neten Mittel und Verfahren wende man sich an die entspre-chenden Hersteller und Lieferanten.
Korrosionsbeständige Edelstähle
112 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
5.8 Nieten, SchraubenBeim Vernieten oder Verschrauben von Edelstählen muss dar-auf geachtet werden, dass Nieten, Schrauben und Unterleg-scheiben möglichst aus einem gleichedlen oder edleren Mate-rial sind. Werden Schrauben oder Nieten aus unedlerem Mate-rial, z.B. verzinkte Schrauben oder Aluminiumnieten, ver-wendet, so besteht das Risiko von Kontaktkorrosion, falls dieFügstelle mit einer elektrisch leitenden Flüssigkeit in Kontaktkommt. Durch die unterschiedlichen Flächenverhältnisse(grosse Edelstahloberfläche – kleine unedle Schrauben-/Nietenoberfläche) wird die Korrosion der unedlen Schraube/Niete noch verstärkt.Bei Edelstahlverschraubungen, ist zu beachten, dass Edel-stahl eine deutliche Neigung zum Anfressen (Kaltver-schweissen) aufweist. Dies kann dazu führen, dass eine Ver-schraubung entweder nicht genügend angezogen werdenkann, oder dass sie sich später nicht mehr lösen lässt. DasProblem lässt sich umgehen, indem man die Gewinde vordem Anziehen genügend schmiert. Unter Umständen mussdas Schmiermittel auf die entsprechende Anwendung (z.B.Lebensmittelbereich) abgestimmt werden.
5.9 Probleme beim Fügen von Edelstahl mitanderen Werkstoffen
Das Risiko von Kontaktkorrosion muss auch beim Fügen vonunedleren Materialien mit Edelstahl (z.B. Verschraubungenvon Edelstahlrohren mit verzinkten Rohren oder Rotguss-armaturen, Verschraubungen von Profilen aus Edelstahl mitverzinkten Profilen) berücksichtigt werden. Dabei spielen v.a.folgende Faktoren eine Rolle:
– allfälliges elektrisch leitendes Korrosionsmedium– Korrosionspotentiale der beteiligten Materialien im betref-
fenden Medium– Oberflächenverhältnis: Je grösser das Verhältnis der Ober-
flächen von edlerem zu unedleren Material ist, desto grös-ser ist die Korrosionsgeschwindigkeit des unedleren Part-ners.
Je nach Korrosionsrisiko kann es erforderlich sein, die ent-sprechenden Teile elektrisch voneinander zu isolieren, z.B.durch Unterlegscheiben, Hülsen und Dichtungen aus Kunst-stoff. (s.a. Tabelle Kapitel 2.2.5)
5.10 WärmebehandlungDurch eine Wärmebehandlung können die Eigenschafteneines Stahls verändert werden. Bei den korrosionsbeständi-gen Stählen sind folgende Änderungen möglich:
– teilweises oder vollständiges Rückgängigmachen derdurch eine Kaltverformung erzeugten Veränderungen (Kalt-verfestigung, physikalische Eigenschaften wie Magnetis-mus etc.)
– Abbau von Eigenspannungen– Homogenisieren des Gefüges und Auflösen von Karbiden
und anderen intermetallischen Ausscheidungen– Anpassen der mechanischen Eigenschaften bei härtbaren
Legierungen
Bei nicht titanstabilisierten Stählen muss unbedingt daraufgeachtet werden, dass sie nicht länger als unbedingt nötigauf Temperaturen im Bereich von 480–760°C gehalten wer-
den, da sich sonst auf den Korngrenzen Chromkarbide bildenkönnen, die zu einer reduzierten Korrosionsbeständigkeit imBereich der Korngrenzen führen (Korngrenzenkorrosion).
5.10.1 Ferritische StähleFerritischen Stähle werden im Bereich von 750–850°C weich-geglüht bei einer Haltezeit von 1 h pro 25 mm Materialdicke.Danach werden sie an freier Luft abgekühlt. Ferritische Stählesind aufgrund ihres niedrigen Kohlenstoffgehaltes nicht härt-bar.
5.10.2 Martensitische StähleNormalerweise werden diese Stähle in vergütetem Zustandeingesetzt. Dadurch erhält man eine gute Kombination ausFestigkeit (Härte), Zähigkeit und Korrosionsbeständigkeit.Beim Vergüten durchläuft der Stahl zwei verschiedene Wär-mebehandlungen:
1. Härten 2. Anlassen
Beim Härten wird der Stahl auf ca. 1000°C erwärmt undanschliessend in Öl oder Luft abgeschreckt. Durch die Gefü-geumwandlung von Austenit zu Martensit wird der Stahl hartaber tendenziell auch spröde. Um eine gute Zähigkeit sicher-zustellen, müssen die Härtespannungen im Gefüge durch einezusätzliche Wärmebehandlung abgebaut werden. Diesgeschieht durch ein Anlassen bei einer bestimmten Tempe-ratur. Durch die Wahl der Anlasstemperatur kann die Härte inbestimmten Grenzen variiert werden. Sie wird aus demAnlassdiagramm in den Produktebroschüren bestimmt. Imallgemeinen nehmen mit höheren Anlasstemperaturen Härteund Korrosionsbeständigkeit ab, die Zähigkeit dafür zu. Nachdem Anlassen lässt man das Material an der Luft abkühlen.
5.10.3 Austenitische und DuplexstähleDie Glühtemperatur für austenitische Stähle liegt bei 1070–1170°C, für ferritisch-austenitische bei 1000–1100°C.Die austenitischen und ferritisch-austenitischen Stähle wer-den nach dem Glühen in Wasser abgeschreckt. Dünne Quer-schnitte können frei an der Luft erkalten. Diese Stähle lassensich nicht härten, jedoch kann durch ein spezielles Verfahren(Kolsterisieren®) eine dünne, harte Oberfläche (zwischen1000 und 1200 HV0.05, entsprechend ca. 74 HRC) erzeugtwerden, die zudem das Anfressverhalten und teilweise auchdie Korrosionsbeständigkeit dieser Werkstoffe deutlich ver-bessert.
5.10.4 Ausscheidungshärtbare StähleBei den ausscheidungshärtbaren Stählen werden durch einespezielle Wärmebehandlung sehr feine, im Gefüge fein ver-teilte Ausscheidungen erzeugt, die eine entsprechende Här-te- und Festigkeitssteigerung bewirken.
5.11 Reinigung und PflegeEine einfache und effiziente Methode um die Lebensdauervon Edelstahlprodukten zu verlängern, ist das Verhindern vonAufkonzentrationen (Ablagerungen) von schädlichen Stoffen(z.B. Chloriden) durch regelmässiges, gründliches Spülen mitsauberem Wasser. Wie schon bei der Verarbeitung so ist auch bei der Reinigungvon Edelstahl darauf zu achten, dass der Edelstahl nicht mitunlegiertem Stahl in Kontakt kommt (z.B. Stahlbürsten,Schleifmittel etc.). Entsprechend sind Stahlbürsten aus rost-freiem Material oder Kunststoff oder Schleifmittel (z.B.ScotchBrite), die zuvor nicht mit unlegiertem Stahl in Kontakt
Korrosionsbeständige Edelstähle
113HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
– Klebemittelrückstände von Kleberbändern oder Etiketten
können am fertigen Objekt Korrosionsprobleme verursachen.In solchen Fällen ist es oft ausserordentlich schwierig undmeist mit hohen Kosten und viel Ärger verbunden, wennnachträglich die tatsächliche Ursache der Korrosion eruiertwerden soll.
Generell haftet der Materiallieferant nur für nachgewie-sene Materialfehler und das nur im Umfange des Wertesdes gelieferten Materials und nicht für Folgeschäden!
Daraus folgt, dass eine einwandfreie Reinigung nach der Fer-tigstellung viel Ärger und hohe Kosten ersparen kann. Je nachdem Ausmass der Verunreinigungen kann mit folgenden Mit-teln, evtl. kombiniert, gereinigt werden:
– Bürsten aus Edelstahl oder Kunststoff– Schleifen mit Schleifmitteln, die ausschliesslich für Edel-
stahl verwendet wurden– Strahlen mit eisenoxidfreien Strahlmitteln, z.B. Glasperlen– abrasive Schwämme wie ScotchBrite– Beizen mit Paste oder im Bad
Für die Reinigung nach der Montage aber auch während desBetriebes eignen sich je nach Reinigungsproblem auch die inTabelle 7.12 zusammengestellten Reinigungsmittel. Für ein-wandfreie Resultate sind einerseits die Gebrauchsanleitunggenau zu beachten und andererseits müssen die gereinigtenFlächen gründlich mit sauberem Wasser, möglichst mit einemHochdruckreiniger, nachgespült werden. Nicht entfernte oderneutralisierte Reinigungsmittelreste können auch zu Korro-sion führen. Die entsprechenden Lieferfirmen beraten Siegerne.
6 NORMEN6.1 EN 10088 Die Normenreihe EN 10088 wurde 1995 auf europäischer Ebene (CEN-Mitgliedländer) für Erzeugnisse aus nichtrosten-den Stählen für allgemeine Verwendung eingeführt und damitdie verschiedenen nationalen Normen schrittweise abgelöst.Eine erste umfangreiche Überarbeitung und Erweiterungerfolgte im Herbst 2005. 2009 wurden die Teile 4 und 5 ein-geführt und Ende 2014 wurden die Teile 1 bis 3 ein zweitesMal vollständig revidiert.
EN 10088 besteht aktuell aus folgenden Teilen:
Teil 1Verzeichnis der nichtrostenden Stähle Darin aufgeführt sind 132 korrosionsbeständige, 21 hitze-beständige und 29 warmfeste Stähle mit ihrer chemischenZusammensetzung und Angaben zu den physikalischenEigenschaften. Zudem sind weitere Tabellen enthalten, die eine Zuordnung der nichtrostenden Stähle zu den Europäischen Produktnormen und einen Vergleich mit anderen Bezeichnungssystemen (ISO, UNS, JIS, ISC) ermög-lichen.
Teil 2Technische Lieferbedingungen für Blech und Band aus korrosionsbeständigen Stählen für allgemeine Anwen-dungen.
Korrosionsbeständige Edelstähle
waren, zu verwenden. Wird die Oberfläche abrasiv gereinigt,so soll das Abrasivmittel härter sein als der Schmutz, aberweicher als die Stahloberfläche, da sonst die Passivschichtverletzt wird. Bei einer Verletzung der Passivschicht mussberücksichtigt werden, dass für eine einwandfreie Neubildungeine einwandfreie (fettfreie) Oberfläche notwendig ist. Für die chemische Reinigung von Edelstahloberflächen sindin Tabelle 7.12 eine Reihe von Reinigungsmitteln aufgeführt.Auf dem Markt sind auch spezielle Reinigungsmittel zum Ent-fernen von Fremdrost sowie Pflegemittel mit schützendenEigenschaften erhältlich. Als Reinigungsmittel ungeeignet sind Salzsäure (HCl) undFlusssäure (HF), da sie schon in geringer Konzentration zueinem deutlichen Angriff der Oberfläche führen. Ebenfalls zubeachten ist, dass Desinfektionsmittel und Reinigungsmittel,wie sie in der Lebensmittelbranche und in Schwimmbädernverwendet werden, oft Natriumhypochlorit enthalten, dasebenfalls Korrosion verursachen kann.
Baureinigung für Anlagen aus EdelstahlKorrosionsbeständige Edelstähle können ihre hohe Korro-sionsbeständigkeit nur bei einer wirklich sauberen Oberflächevoll entfalten. Es ist deshalb ausserordentlich wichtig, dassnicht nur bei der Verarbeitung, sondern schon beim Transportund der Lagerung darauf geachtet wird, dass der Edelstahlnicht mit unlegiertem Stahl in Kontakt kommt. Konstruktionsteile, die auf Baustellen montiert werden, wer-den oft durch die Verarbeitung selbst oder durch Fremdein-flüsse verunreinigt, wie z.B.:
– Verarbeitung und Montage anderer Teile und Werkstoffe– Kontakt mit Hebezeug aus unlegiertem Stahl ➞ Hebegurten
verwenden!– Auflagen aus unlegiertem Stahl (Gestellträger, Lade-
brückenkanten)– Lagerung zusammen mit unlegierten Stahlteilen ➞ gut
getrennt lagern und abdecken!– Verarbeitung mit Werkzeugen, die schon für unlegierten
Stahl verwendet wurden ➞ für Edelstähle immer separateWerkzeuge verwenden
– Gebrauch von gewöhnlichen Stahlbürsten oder Stahlwolle➞ Edelstahl- oder Kunststoffbürsten resp. sauberesScotchBrite verwenden
– Gebrauch von Strahlmitteln (Sand), die mit unlegiertemStahl verunreinigt sind
– Gebrauch von Schleifpapier resp. Schleif- oder Trenn-scheiben die Eisenoxid enthalten
Auf der Oberfläche von Edelstahl haftende Eisenteilchen kor-rodieren unter dem Einfluss der Luftfeuchtigkeit nach kurzerZeit und verursachen sogenannter Fremdrost und u.U. sogarLochfrass.
Aber auch Verunreinigungen durch
– organische Stoffe wie Öle, Fette, Farben, Lösungsmittel,Markierungen, Fuss- und Handabdrücke
– aggressive oder Chlor /Brom enthaltende Entkalkungs-,Reinigungs- und Desinfektionsmittel, die nicht vollständigweggewaschen oder neutralisiert wurden
– Bindedrähte und –bänder aus gewöhnlichem Stahl ➞Kunststoffbänder verwenden
– Anlauffarben infolge Erhitzung durch Schweissen, Trennen,Schleifen, Erhitzen ➞ Beizen, Schleifen
– Schweissrückstände wie Schlacke oder Schweissperlen
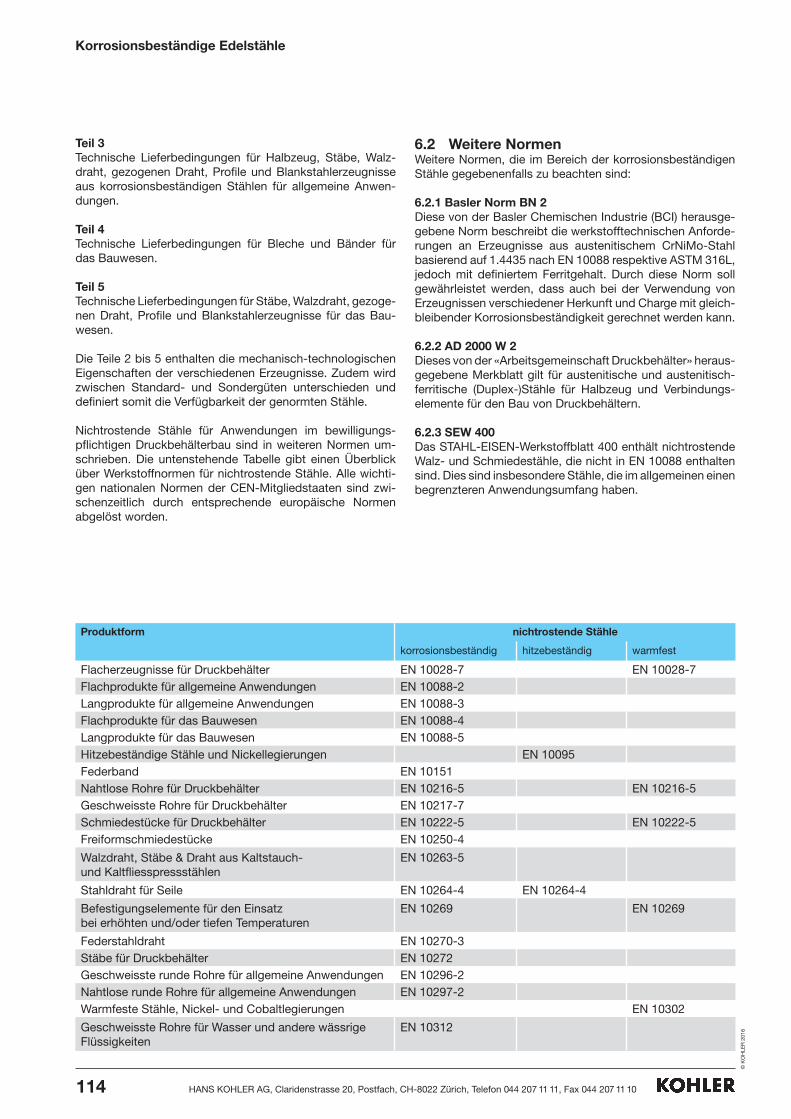
114 HANS KOHLER AG, Claridenstrasse 20, Postfach, CH-8022 Zürich, Telefon 044 207 11 11, Fax 044 207 11 10
© K
OH
LER
201
6
Teil 3Technische Lieferbedingungen für Halbzeug, Stäbe, Walz-draht, gezogenen Draht, Profile und Blankstahlerzeugnisseaus korrosionsbeständigen Stählen für allgemeine Anwen-dungen.
Teil 4Technische Lieferbedingungen für Bleche und Bänder für das Bauwesen.
Teil 5Technische Lieferbedingungen für Stäbe, Walzdraht, gezoge-nen Draht, Profile und Blankstahlerzeugnisse für das Bau-wesen.
Die Teile 2 bis 5 enthalten die mechanisch-technologischenEigenschaften der verschiedenen Erzeugnisse. Zudem wirdzwischen Standard- und Sondergüten unterschieden unddefiniert somit die Verfügbarkeit der genormten Stähle.
Nichtrostende Stähle für Anwendungen im bewilligungs-pflichtigen Druckbehälterbau sind in weiteren Normen um-schrieben. Die untenstehende Tabelle gibt einen Überblicküber Werkstoffnormen für nichtrostende Stähle. Alle wichti-gen nationalen Normen der CEN-Mitgliedstaaten sind zwi-schenzeitlich durch entsprechende europäische Normenabgelöst worden.
Korrosionsbeständige Edelstähle
6.2 Weitere NormenWeitere Normen, die im Bereich der korrosionsbeständigenStähle gegebenenfalls zu beachten sind:
6.2.1 Basler Norm BN 2Diese von der Basler Chemischen Industrie (BCI) herausge-gebene Norm beschreibt die werkstofftechnischen Anforde-rungen an Erzeugnisse aus austenitischem CrNiMo-Stahlbasierend auf 1.4435 nach EN 10088 respektive ASTM 316L,jedoch mit definiertem Ferritgehalt. Durch diese Norm sollgewährleistet werden, dass auch bei der Verwendung vonErzeugnissen verschiedener Herkunft und Charge mit gleich-bleibender Korrosionsbeständigkeit gerechnet werden kann.
6.2.2 AD 2000 W 2Dieses von der «Arbeitsgemeinschaft Druckbehälter» heraus-gegebene Merkblatt gilt für austenitische und austenitisch-ferritische (Duplex-)Stähle für Halbzeug und Verbindungs-elemente für den Bau von Druckbehältern.
6.2.3 SEW 400Das STAHL-EISEN-Werkstoffblatt 400 enthält nichtrostendeWalz- und Schmiedestähle, die nicht in EN 10088 enthaltensind. Dies sind insbesondere Stähle, die im allgemeinen einenbegrenzteren Anwendungsumfang haben.
Produktform nichtrostende Stähle
korrosionsbeständig hitzebeständig warmfest
Flacherzeugnisse für Druckbehälter EN 10028-7 EN 10028-7Flachprodukte für allgemeine Anwendungen EN 10088-2Langprodukte für allgemeine Anwendungen EN 10088-3Flachprodukte für das Bauwesen EN 10088-4Langprodukte für das Bauwesen EN 10088-5Hitzebeständige Stähle und Nickellegierungen EN 10095Federband EN 10151Nahtlose Rohre für Druckbehälter EN 10216-5 EN 10216-5Geschweisste Rohre für Druckbehälter EN 10217-7Schmiedestücke für Druckbehälter EN 10222-5 EN 10222-5Freiformschmiedestücke EN 10250-4
Walzdraht, Stäbe & Draht aus Kaltstauch- und Kaltfliesspressstählen
EN 10263-5
Stahldraht für Seile EN 10264-4 EN 10264-4
Befestigungselemente für den Einsatz bei erhöhten und/oder tiefen Temperaturen
EN 10269 EN 10269
Federstahldraht EN 10270-3Stäbe für Druckbehälter EN 10272Geschweisste runde Rohre für allgemeine Anwendungen EN 10296-2Nahtlose runde Rohre für allgemeine Anwendungen EN 10297-2Warmfeste Stähle, Nickel- und Cobaltlegierungen EN 10302
Geschweisste Rohre für Wasser und andere wässrigeFlüssigkeiten
EN 10312









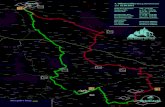

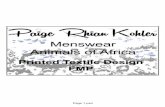

![!!!Faszination blech kapitel2[1]](https://static.fdokument.com/doc/165x107/58ceb5c31a28abb2218b5b41/faszination-blech-kapitel21.jpg)


