BN 10 - Broetje-Automation...Kleinste Nahtdicke (DIN 18800; DIN 15018) Für t ≤ 30 mm Für t > 30...
28
0 © Broetje-Automation GmbH BN 10.060 31.08.2012 Grundlagen Stahlbaukonstruktion 1. Allgemeine Gestaltungsgrundsätze für die Erstellung von Schweißkonstruktionen 2. Tragwerke, Träger, usw. 3. Blechbau, Kastenträger Anhang 4. Zeichnungserstellung Anhang 2 Alternativen zum Schweißen im kaltgeformten Bereich Zwei Beispiele 5. Übliche Schweißnähte bei Brötje- Automation
Transcript of BN 10 - Broetje-Automation...Kleinste Nahtdicke (DIN 18800; DIN 15018) Für t ≤ 30 mm Für t > 30...
0 © Broetje-Automation GmbH
BN 10.060
31.08.2012
Grundlagen Stahlbaukonstruktion
1. Allgemeine Gestaltungsgrundsätze für die Erstellung von Schweißkonstruktionen
2. Tragwerke, Träger, usw.
3. Blechbau, Kastenträger
Anhang
4. Zeichnungserstellung
Anhang 2 Alternativen zum Schweißen im kaltgeformten Bereich Zwei Beispiele
5. Übliche Schweißnähte bei Brötje- Automation

1 © Broetje-Automation GmbH 31.08.2012
Änderungsstand und Freigabe
Änderungsstand:
04 Änderung Freigabemodul Sebasatian Otholt 25.11.2014
03 Logo geändert Lüder Wilken 31.08.2012
02 Kap. 1.6 Text geändert; Kap. 5 hinzu; Anhang 1 entfällt Lüder Wilken 29.06.09
01 Erstellung Version 1 Lüder Wilken 28.05.09
Index Benennung Name Datum
Freigabe:
Diese Werksnorm ist nur im Intranet der Broetje Automation gültig
und freigegeben. Ausdrucke und lokal gespeicherte Kopien sind zu
prüfen. Sie unterliegen nicht dem Änderungsdienst. Die
Internetseite www.broetje-automation.de dient als zusätzliche Quelle
für Werksnormen für Externe.

2 © Broetje-Automation GmbH 31.08.2012
1. Allgemeine Gestaltungsgrundsätze für die Erstellung von Schweißkonstruktionen
1.1 Möglichst wenig Schweißnähte anordnen! Walz- und Kaltprofile verwenden.
1 2 3 4
5 6
6 Teile
1 2 3
4
4 Teile

3 © Broetje-Automation GmbH 31.08.2012
1.2 Auf stetigen Kraftfluss achten!
Jede Richtungsänderung des Kraftflusses führt zum Entstehen von Spannungsspitzen (Kerbwirkung), die
umso höher sind, je stärker der Kraftfluss gestört ist. Bei ruhender Belastung können durch Kerben
entstandene Spannungsspitzen durch Plastisierbarkeit des Werkstoffes abgebaut werden. Bei dynamischer
Beanspruchung ist dies jedoch nicht möglich. Die Kerbe kann zum Ausgangspunkt eines Dauerbruchs führen.
Stumpfnähte sind vorzuziehen. Kehlnähte am T-Stoß als Doppelnaht ausführen. Krasse Querschnittssprünge
sind zu vermeiden.
Ungünstiger Kraftfluss besserer Kraftfluss ( 1:4 oder flacher)
1.3 Schweißnähte möglichst symmetrisch anordnen!
Einseitiger Verzug bzw. Verdrehung wird vermieden und damit notwendige Richtarbeiten minimiert.
4 © Broetje-Automation GmbH 31.08.2012
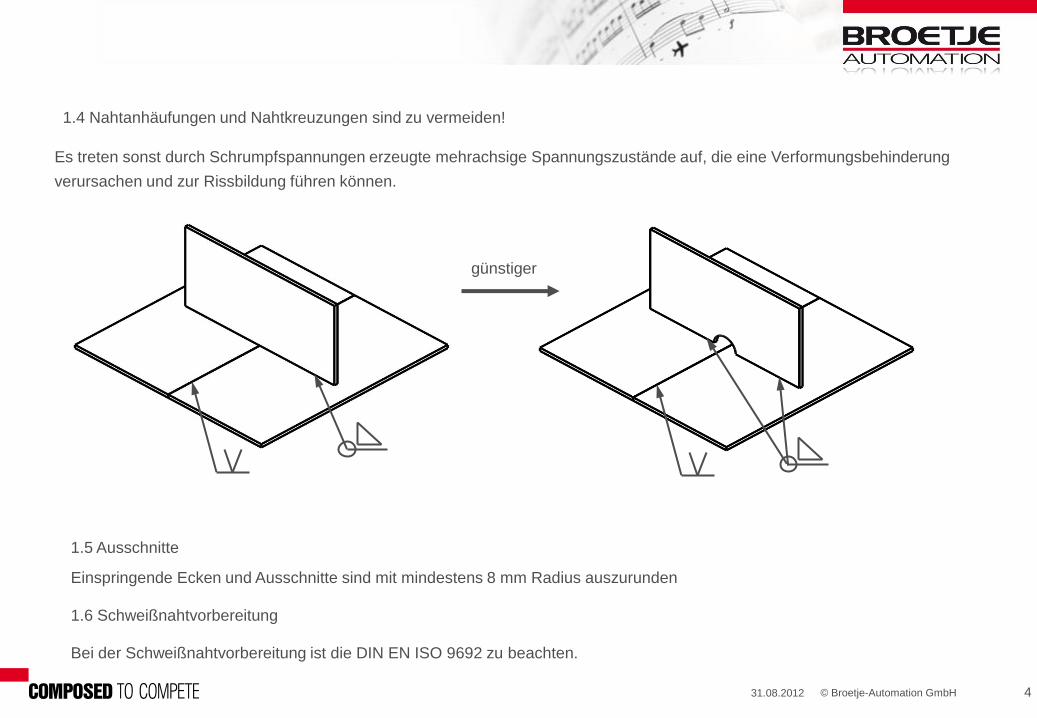
1.4 Nahtanhäufungen und Nahtkreuzungen sind zu vermeiden!
Es treten sonst durch Schrumpfspannungen erzeugte mehrachsige Spannungszustände auf, die eine Verformungsbehinderung
verursachen und zur Rissbildung führen können.
1.5 Ausschnitte
Einspringende Ecken und Ausschnitte sind mit mindestens 8 mm Radius auszurunden
1.6 Schweißnahtvorbereitung
Bei der Schweißnahtvorbereitung ist die DIN EN ISO 9692 zu beachten.
günstiger

5 © Broetje-Automation GmbH 31.08.2012
1.7 Trägerausteifungen
Die wirtschaftliche Ausnutzung des Werkstoffes erfordert bei Biegeträgern die Verwendung dünner Stegbleche. Die damit
verbundene Gefahr des Beulens wird durch die Anordnung von Aussteifungen behoben.
An Aussteifungs- und Eckblechen ist ein genügend großer Freischnitt zu lassen. Ein kreisförmiger Freischnitt ist einem geraden
Eckabschnitt vorzuziehen, weil dieser leichter zu umschweißen und Spannungsgünstiger ist.
mmR 35

6 © Broetje-Automation GmbH 31.08.2012
1.8 Schweißen in kaltgeformten Bereichen
Wenn in kaltgeformten Bereichen einschließlich der angrenzenden Bereiche der Breite 5*t geschweißt wird, sind die
Grenzwerte min (r/t) nach unten stehender Tabelle einzuhalten. Zwischen den Werten der Zeilen 1 bis 5 darf linear interpoliert
werden.
Die Werte der Umformgrade nach unten stehender Tabelle brauchen nicht eingehalten werden, wenn kaltgeformte Teile vor
dem schweißen normalgeglüht werden.
1 2
max t mm min (r/t)
1 50 10
2 24 3
3 12 2
4 8 1,5
5 4 1
6 < 4 1
5 * t
5 *
t
r t
Siehe auch Anhang 2
7 © Broetje-Automation GmbH 31.08.2012
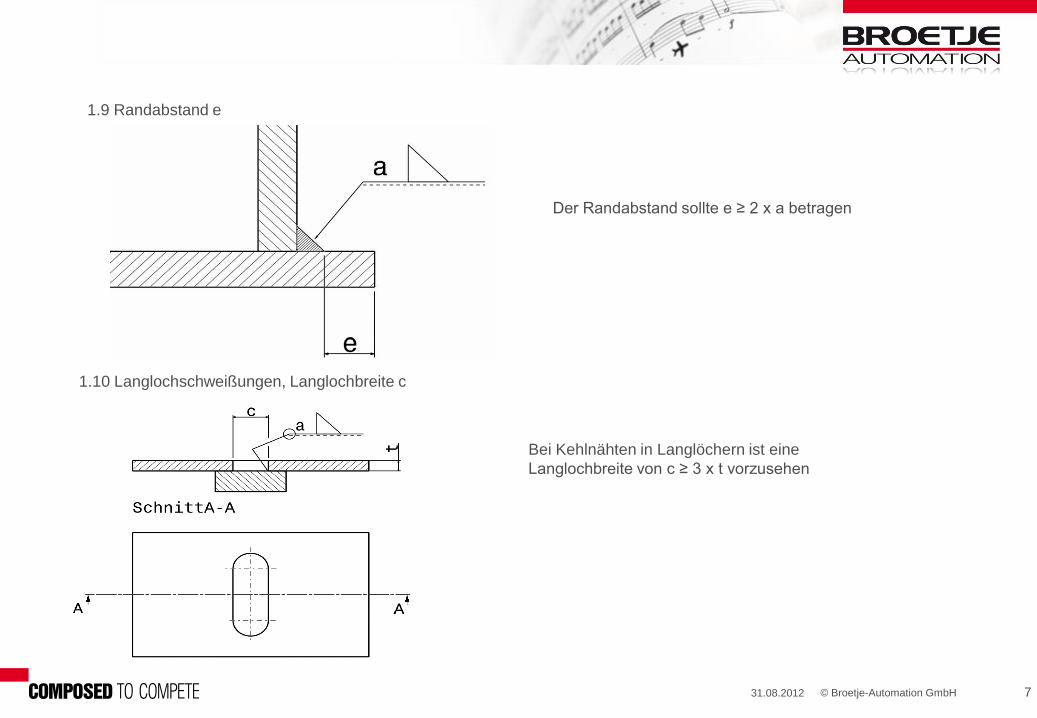
1.9 Randabstand e
Der Randabstand sollte e ≥ 2 x a betragen
1.10 Langlochschweißungen, Langlochbreite c
Bei Kehlnähten in Langlöchern ist eine
Langlochbreite von c ≥ 3 x t vorzusehen

8 © Broetje-Automation GmbH 31.08.2012
1.11 Kehlnahtdicke, Nahtdickenbegrenzung
Die Nahtdicke von Kehlnahtverbindungen sollte im Allgemeinen der statischen Berechnung entnommen werden und in der
technischen Dokumentation (Zeichnungen) angegeben sein.
Es sind bestimmte Grenzmaße zu beachten:
Mindestnahtdicken – a min mma 2min
5,0maxmin ta
mma 5min
mm
Kleinste Nahtdicke (DIN 18800; DIN 15018)
Für t ≤ 30 mm
Für t > 30 mm
Maximale Nahtdicke – a max
Bei der Ausführung von Kehlnähten ist zu beachten, dass diese Nähte nicht nach dem Grenzmaß a max ausgerichtet
werden, sondern nur die notwendige rechnerische Dicke aufweisen sollten.
Für a > 4,0 mm muss mehrlagig geschweißt werden. Auf Zugänglichkeit achten!
minmax *7,0 ta

9 © Broetje-Automation GmbH 31.08.2012
1.12.1 Beanspruchung in Dickenrichtung, Terassenbruch
1.12 Beanspruchung in Dickenrichtung
Bei Beanspruchung in Dickenrichtung von Walzerzeugnissen ist häufig das Formänderungsvermögen gegenüber den Längs- oder
Querrichtung vermindert. Ursache hierfür sind beim Walzen entstehende schichtweise Anordnungen von nichtmetallischen
Einschlüssen parallel zur Oberfläche. Diese Einschlüsse nehmen bei Beanspruchung an der Formänderung nicht im gleichen Maß
wie die metallische Matrix teil. Daraus resultiert die Gefahr von Brüchen parallel zur Oberfläche von Walzerzeugnissen.
10 © Broetje-Automation GmbH 31.08.2012
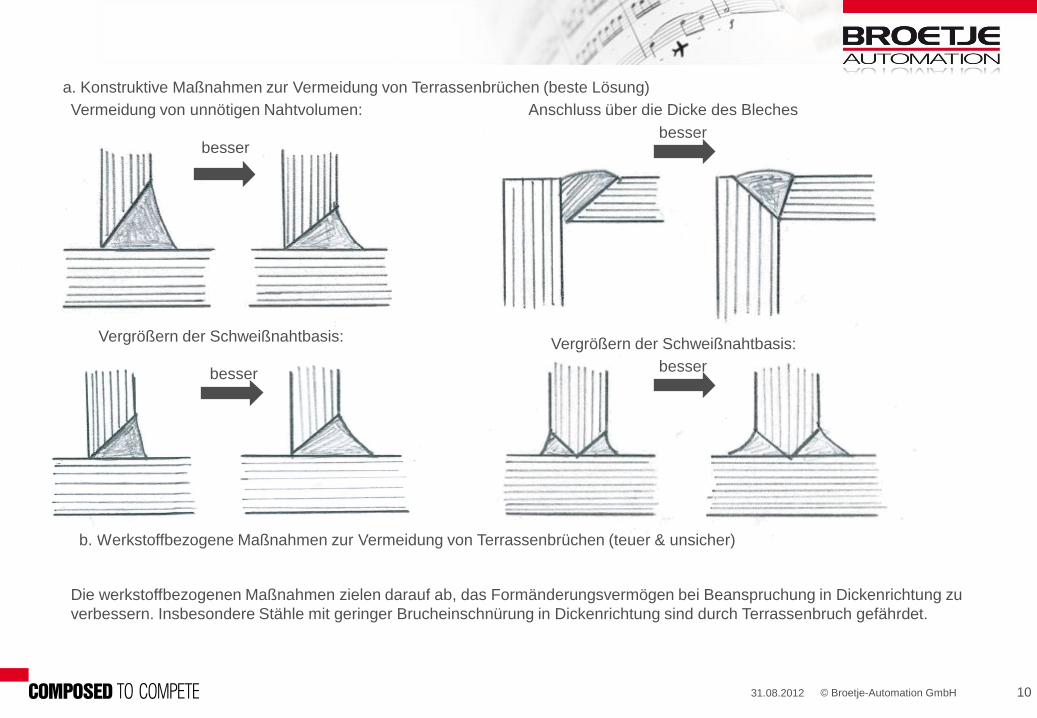
besser
a. Konstruktive Maßnahmen zur Vermeidung von Terrassenbrüchen (beste Lösung)
Vermeidung von unnötigen Nahtvolumen:
besser
Anschluss über die Dicke des Bleches
Vergrößern der Schweißnahtbasis:
besser
besser
b. Werkstoffbezogene Maßnahmen zur Vermeidung von Terrassenbrüchen (teuer & unsicher)
Die werkstoffbezogenen Maßnahmen zielen darauf ab, das Formänderungsvermögen bei Beanspruchung in Dickenrichtung zu
verbessern. Insbesondere Stähle mit geringer Brucheinschnürung in Dickenrichtung sind durch Terrassenbruch gefährdet.
Vergrößern der Schweißnahtbasis:
11 © Broetje-Automation GmbH Datum
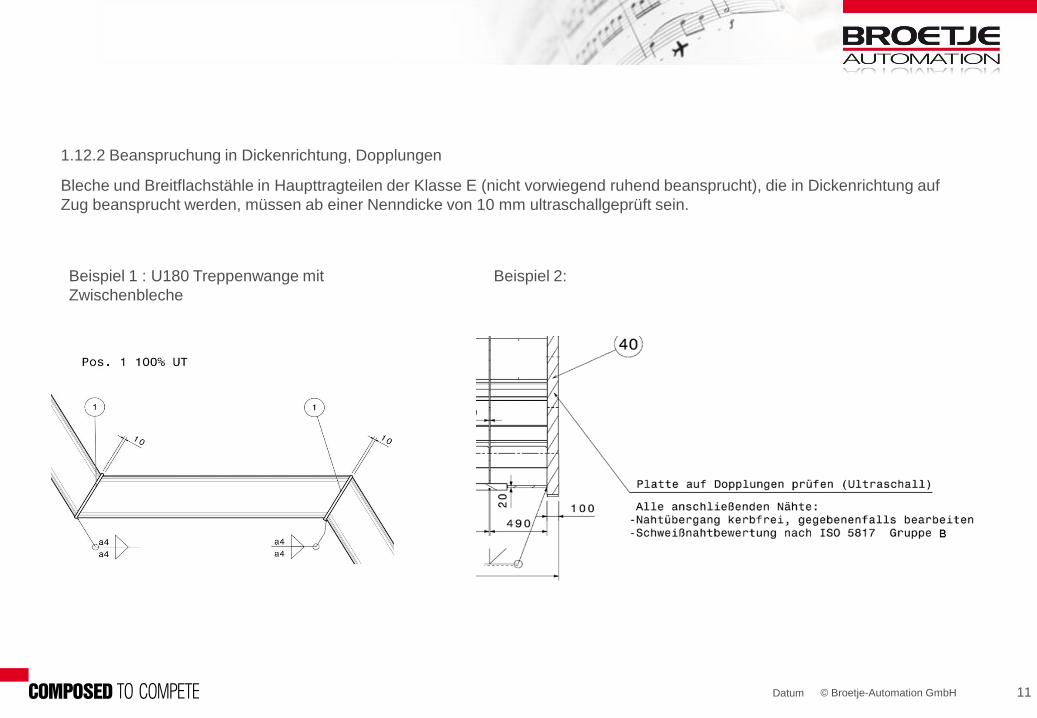
1.12.2 Beanspruchung in Dickenrichtung, Dopplungen
Bleche und Breitflachstähle in Haupttragteilen der Klasse E (nicht vorwiegend ruhend beansprucht), die in Dickenrichtung auf
Zug beansprucht werden, müssen ab einer Nenndicke von 10 mm ultraschallgeprüft sein.
Beispiel 1 : U180 Treppenwange mit
Zwischenbleche
Beispiel 2:
12 © Broetje-Automation GmbH 31.08.2012
2. Rahmen und Rahmentragwerke
Rahmen bestehen aus folgenden Bauteilen:
- horizontale oder geneigte Träger = Riegel oder Binder.
- vertikale Träger, deren Fußpunkte gelenkig gelagert werden = Stiel oder Stütze.
-Verbindung zwischen Riegel und Stütze = Rahmenecke.
Stütze und Riegel sind Biegeträger und werden durch Normal-, Querkraft und Biegemoment beansprucht. Rahmenecken
sind biegesteife Verbindungen, die keine Verdrehung der Enden von Stütze und Riegel zulassen. Rahmenecken werden als
vollständig geschweißte oder als teilweise geschweißte und geschraubte Verbindung ausgeführt.
Rahmen und deren Bauteile bedürfen einer statischen Auslegung (Dimensionierung) auf die hier nicht weiter eingegangen
wird.
2.1 gestalterische Ausführungen von Rahmen und Rahmenecken
2.1.1 Konstruktion aus offenen Querschnitten (für vorwiegend ruhende Beanspruchung).
Vorteile:
- Anschlüsse können einfach konstruiert und gefertigt werden.
- leere Kammern können für Installationen genutzt werden.
-Standartwalzprofile können oftmals genutzt werden. (z.B. DIN 1025-1 bis 4)
Nachteile:
-geringes Flächen- bzw. Widerstandsmoment in einer Richtung.
-Konservierung aufwendiger.
-
13 © Broetje-Automation GmbH 31.08.2012
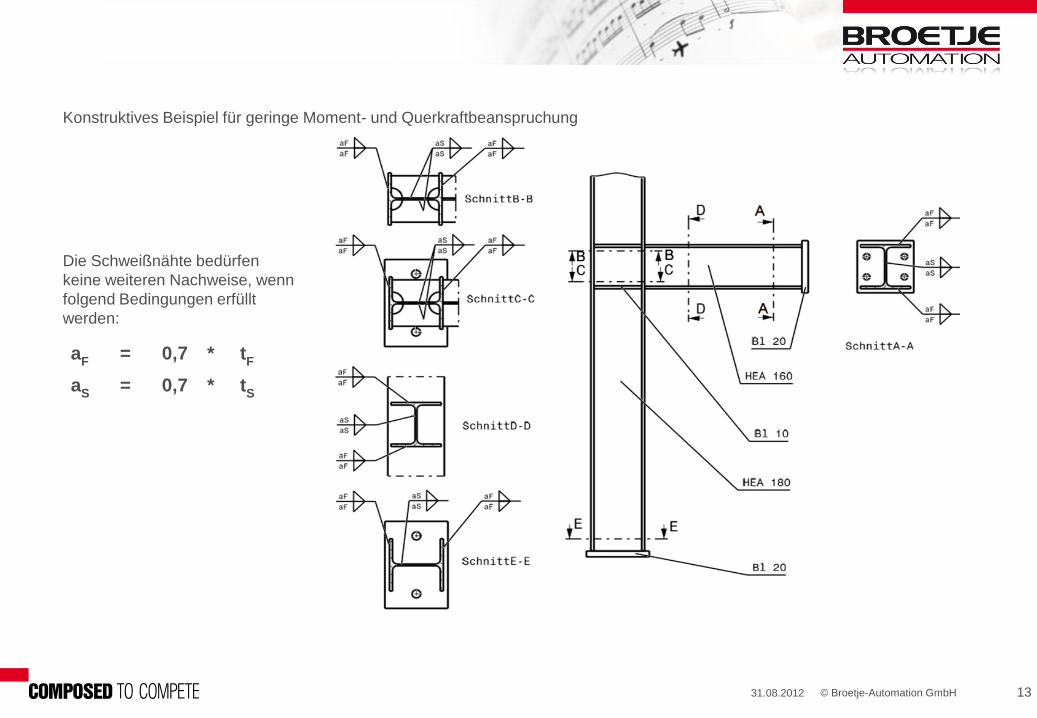
aF = 0,7 * t
F
aS = 0,7 * t
S
Konstruktives Beispiel für geringe Moment- und Querkraftbeanspruchung
Die Schweißnähte bedürfen
keine weiteren Nachweise, wenn
folgend Bedingungen erfüllt
werden:

14 © Broetje-Automation GmbH Datum
Anordnung von Aussteifungen (siehe auch 1.7).
Quersteifen sind im Bereich großer Querkräfte und an Stellen großer Krafteinleitungen anzuordnen.
Längssteifen sind bei Trägern mit großen Steghöhen im Bereich großer Biegemomente anzuordnen.
z.B. Flächenlast
Querkraftverlauf
Biegemomentenverlauf
Beispiel eines verstärkten Biegeträgers mit Flächenlast
Quersteifen Längssteifen
15 © Broetje-Automation GmbH 31.08.2012
2.1.2 Geschlossener Querschnitt, Rohrkonstruktionen
Für Schweißkonstruktionen müssen grundsätzlich warmgefertigte Hohlprofile (DIN EN 10210) verwendet werden.
Vorteile:
- nahezu gleiches Flächenträgheits- und Widerstandsmoment in beide Richtung.
- Konservierung einfacher.
-
Nachteile:
- Anschlüsse sind aufwendig zu Konstruieren und zu fertigen.
- Hohe Materialkosten (um Faktor 2 höher als bei Walzprofilen)
Konstruktive Einzelheiten
Anschlüsse sollten über den gesamten Umfang als Stumpfnaht, als Kehlnaht oder als eine Kombination aus diesen
Nahtarten hergestellt werden.
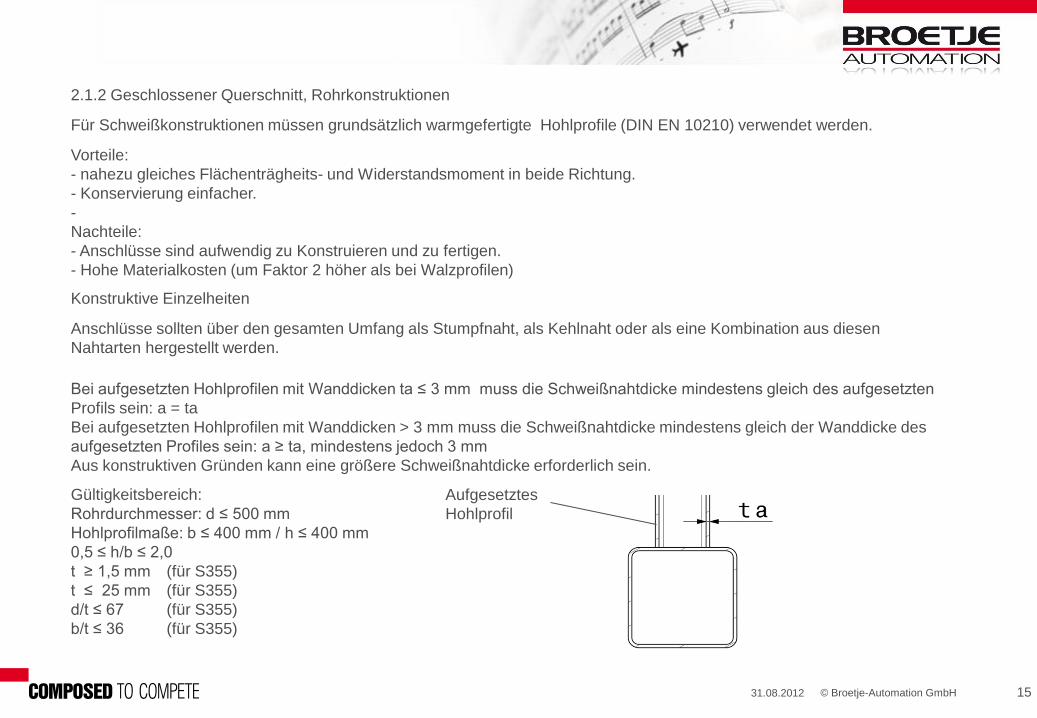
Bei aufgesetzten Hohlprofilen mit Wanddicken ta ≤ 3 mm muss die Schweißnahtdicke mindestens gleich des aufgesetzten
Profils sein: a = ta
Bei aufgesetzten Hohlprofilen mit Wanddicken > 3 mm muss die Schweißnahtdicke mindestens gleich der Wanddicke des
aufgesetzten Profiles sein: a ≥ ta, mindestens jedoch 3 mm
Aus konstruktiven Gründen kann eine größere Schweißnahtdicke erforderlich sein.
Gültigkeitsbereich:
Rohrdurchmesser: d ≤ 500 mm
Hohlprofilmaße: b ≤ 400 mm / h ≤ 400 mm
0,5 ≤ h/b ≤ 2,0
t ≥ 1,5 mm (für S355)
t ≤ 25 mm (für S355)
d/t ≤ 67 (für S355)
b/t ≤ 36 (für S355)
Aufgesetztes
Hohlprofil
16 © Broetje-Automation GmbH
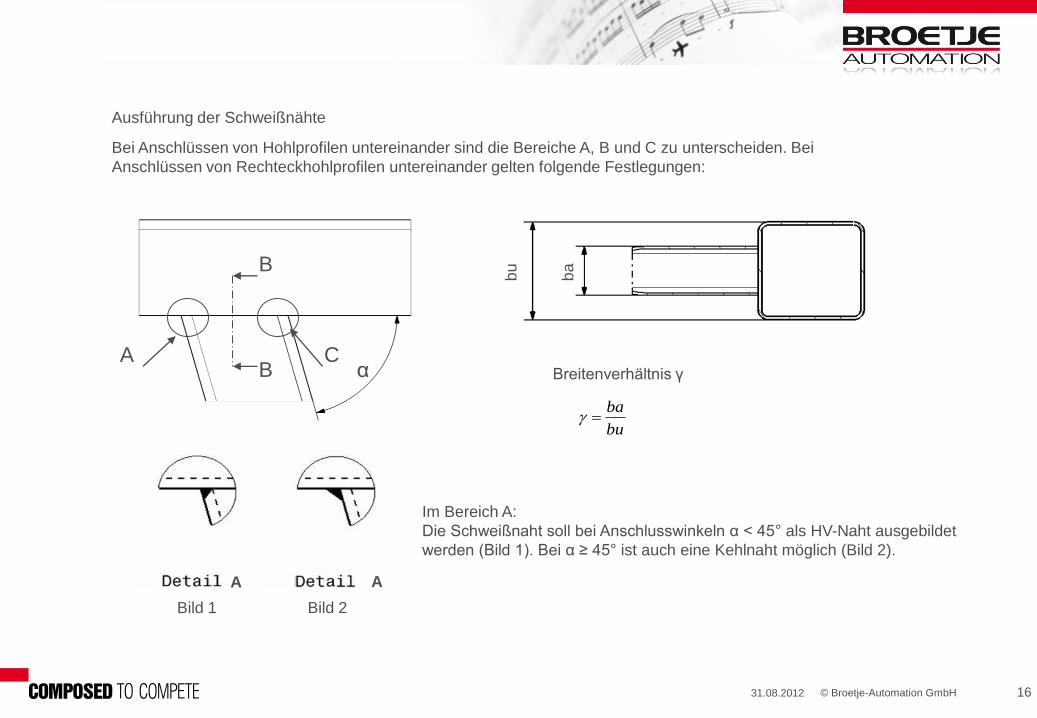
Ausführung der Schweißnähte
Bei Anschlüssen von Hohlprofilen untereinander sind die Bereiche A, B und C zu unterscheiden. Bei
Anschlüssen von Rechteckhohlprofilen untereinander gelten folgende Festlegungen:
A C B
B
α
Im Bereich A:
Die Schweißnaht soll bei Anschlusswinkeln α < 45° als HV-Naht ausgebildet
werden (Bild 1). Bei α ≥ 45° ist auch eine Kehlnaht möglich (Bild 2).
bu
ba
Breitenverhältnis γ
bu
ba
A A
Bild 1 Bild 2
31.08.2012

17 © Broetje-Automation GmbH
Im Bereich B
Für γ ≤ 0,8: Die Schweißverbindungen dürfen als Kehlnähte ausgeführt werden (Bild 3).
Für γ > 0,8: Schweißen ist aufgrund der Eck-Radien nicht immer möglich (Bild 4) und sollte
vermieden werden. Bei kleinen Eckradien kann ein sicheres Durchschweißen nicht
sichergestellt werden. Die Schweißnähte müssen als V-Naht ausgebildet werden (Bild 5).
B B B
Bild 3 Bild 4 Bild 5
Bereich C
Die Schweißnähte im spitzen Winkel dürfen nur als Kehlnähte ausgeführt werden (Bild 6).
31.08.2012

18 © Broetje-Automation GmbH
Biegesteife Rahmenecken aus Rechteckhohlprofilen
Gültigkeitsbereich:
b ≤ 300 mm
h ≤ 300 mm
0,33 ≤ h/b ≤ 3,5
t ≥ 2,5 mm
t ≤ 25 mm (für S355)
d/t ≤ 67 (für S355)
b/t ≤ 36 (für S355)
Auf den Schweißnahtnachweis kann verzichtet
werden, wenn folgende Tabellen gilt:
h/b b/t
1 ≥15
1,2 ≥15,5
1,4 ≥16,5
1,6 ≥17,5
1,8 ≥19
2 ≥21,5
für hochkant stehende Rechteck- Hohlprofile
für flachliegende Rechteck-Hohlprofile
h/b b/t
1 ≥15
1,2 ≥14,5
1,4 ≥14
1,6 ≥14,5
1,8 ≥15
2 ≥15,5
Die Gestaltfestigkeit bzw. Tragfähigkeit wird
nach DIN 18808 bestimmt
31.08.2012

19 © Broetje-Automation GmbH
3. Blechbau, Kastenträger
Wenn große Bauteildicken notwendig sind, empfiehlt sich eine Ausführung in Kasten- oder Zellenbauweise, bei der die
Querschnitte der einzelnen Bleche verkleinert werden können.
Vorteile:
- kleinere Schweißnahtdicken d.h. Einsparung von Schweißgut
- dem Werkstück wird weniger Wärme beim Schweißen zugeführt d.h. weniger Verzug
- Kostensenkung durch Wegfall von Dickenaufpreise bei Verwendung von Blechstärken bis t = 25 mm
- die Gefahr des Sprödbruches infolge mehrachsiger Spannungszustände in großen
Blechquerschnitten wird entgegengewirkt
- Gewichtsersparnis
Ungünstige
Querschnittsgestaltung bei
Zugbeanspruchung
Günstigere
Querschnittsgestaltung bei
Zugbeanspruchung
31.08.2012

20 © Broetje-Automation GmbH
Ungünstige
Querschnittsgestaltung bei
Biegebeanspruchung
Günstigere
Querschnittsgestaltung bei
Biegebeanspruchung
Hinweis:
Bei Brötje Automation wird in vielen Fällen nicht nach dem Grundsatz der der zulässigen Spannung, d.h. der
zulässigen Beanspruchung, entworfen, sondern nach dem Grundsatz der zulässigen Verformung. Es muss also
eine möglichst große Formsteifigkeit gegeben sein. Dies wird durch große Querschnittsflächen bzw. große
Flächenträgheitsmomente erreicht.
31.08.2012

21 © Broetje-Automation GmbH
4. Zeichnungserstellung
Es sind alle Schweißnähte darzustellen. Hierbei ist die Symbolik nach DIN EN 22553 zu verwenden. Die Zeichnungen sind
fertigungsgerecht aufzubauen und zu vermaßen. Das Gewicht des Schweißteiles ist auf der Schweißteilzeichnung zu
vermerken. Bei Einzelteilzeichnungen ist die Schweißnahtvorbereitung darzustellen.
Maßzahlen sind möglichst auf ganze Millimeter zu runden. Um Symmetrien u.ä. auszunutzen 1/10 Millimeter.
Im Unterschied zum Maschinenbau ist es üblich (geschlossene) Maßketten einzutragen. Bezugsbemaßung ist im Stahlbau oftmals
wenig fertigungsgerecht.
31.08.2012
22 © Broetje-Automation GmbH
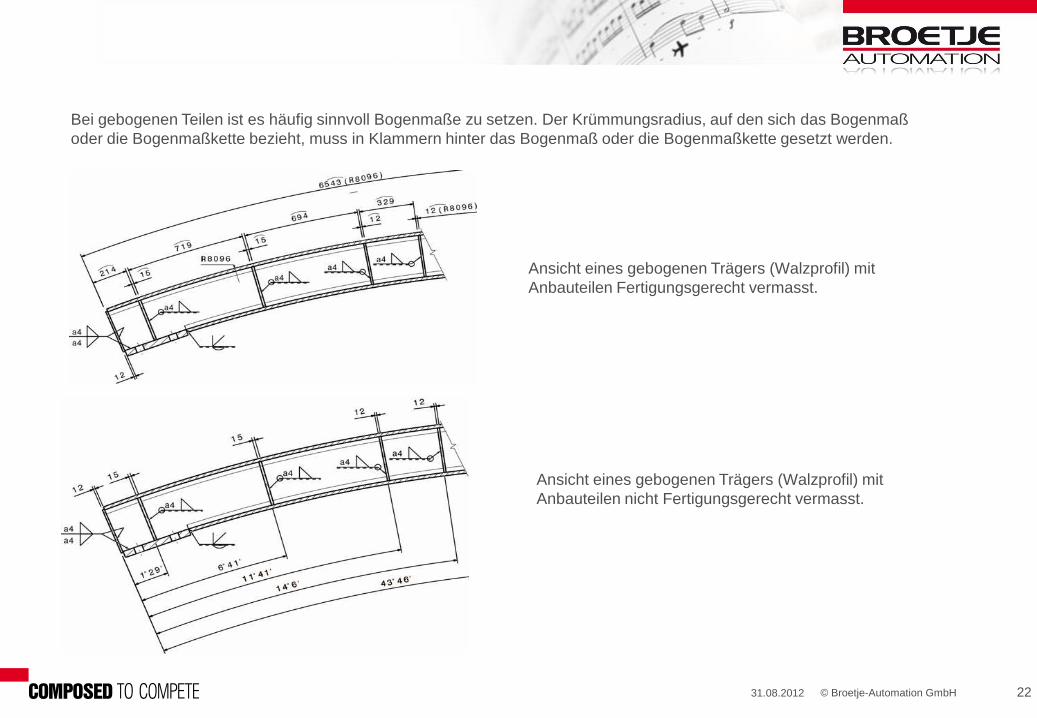
Bei gebogenen Teilen ist es häufig sinnvoll Bogenmaße zu setzen. Der Krümmungsradius, auf den sich das Bogenmaß
oder die Bogenmaßkette bezieht, muss in Klammern hinter das Bogenmaß oder die Bogenmaßkette gesetzt werden.
Ansicht eines gebogenen Trägers (Walzprofil) mit
Anbauteilen Fertigungsgerecht vermasst.
Ansicht eines gebogenen Trägers (Walzprofil) mit
Anbauteilen nicht Fertigungsgerecht vermasst.
31.08.2012

23 © Broetje-Automation GmbH
5. Übliche Schweißnähte bei Brötje Automation
Beispiel Doppelkehlnaht Beispiel Umlaufende Kehlnaht
Keine Schweißnahtvorbereitung. a-Maße zwischen 2 und 15 mm möglich. Bevorzugte Auswahl zwischen 3 und 8 mm. Auswahl ist
abhängig von der Blechstärke und der statischen Betrachtung. Umlaufende Kehlnähte sind zu bevorzugen. Siehe Kap. 1.11.
Achtung: Kehlnähte mit einem a-Maß über 4 mm werden durch einen
mehrlagigen Aufbau erzeugt (Aufwand).
Beispiel mehrlagige Kehlnaht a = 10 mm, Anzahl der Lagen ca. 4 bis 5
a-min a-max
zulässige
Kehlnahtstärken
bei BA
2 mm
15 mm
(Rückspr.
SFI)
zu
bevorzugender
Bereich BA
3 mm 8 mm
5.1 Kehlnaht / Kehlnahtdarstellung
Erklärende Darstellung
31.08.2012
1 2
3
4
5
24 © Broetje-Automation GmbH
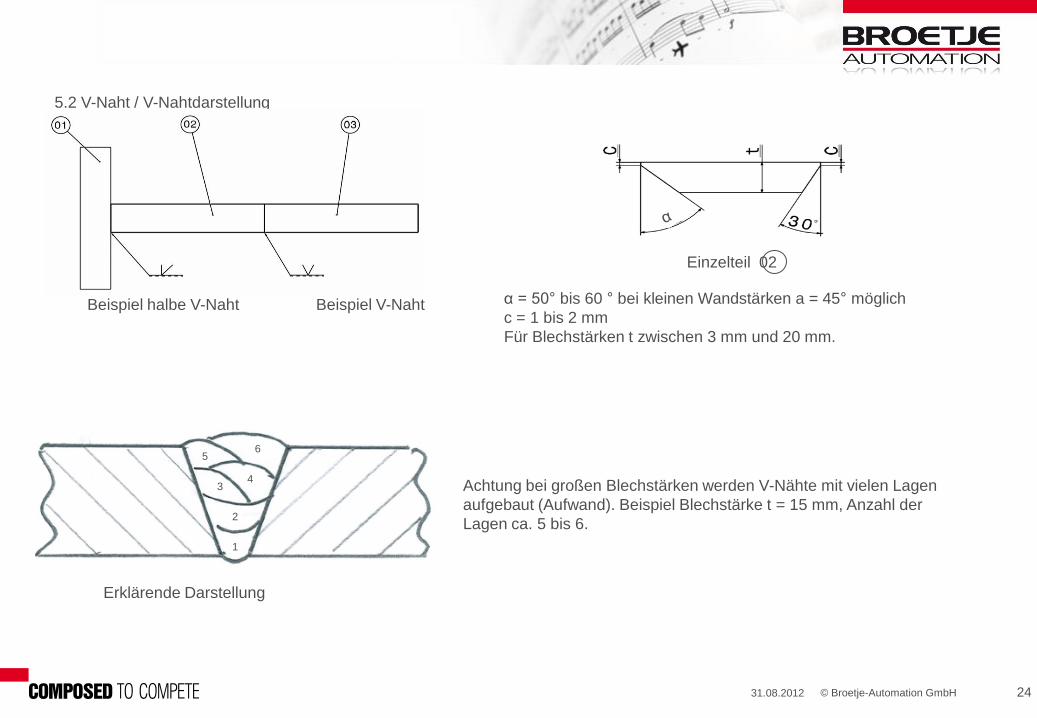
5.2 V-Naht / V-Nahtdarstellung
Beispiel halbe V-Naht Beispiel V-Naht
Einzelteil 02
α = 50° bis 60 ° bei kleinen Wandstärken a = 45° möglich
c = 1 bis 2 mm
Für Blechstärken t zwischen 3 mm und 20 mm.
Achtung bei großen Blechstärken werden V-Nähte mit vielen Lagen
aufgebaut (Aufwand). Beispiel Blechstärke t = 15 mm, Anzahl der
Lagen ca. 5 bis 6.
Erklärende Darstellung
31.08.2012
1
2
3 4
5 6
25 © Broetje-Automation GmbH
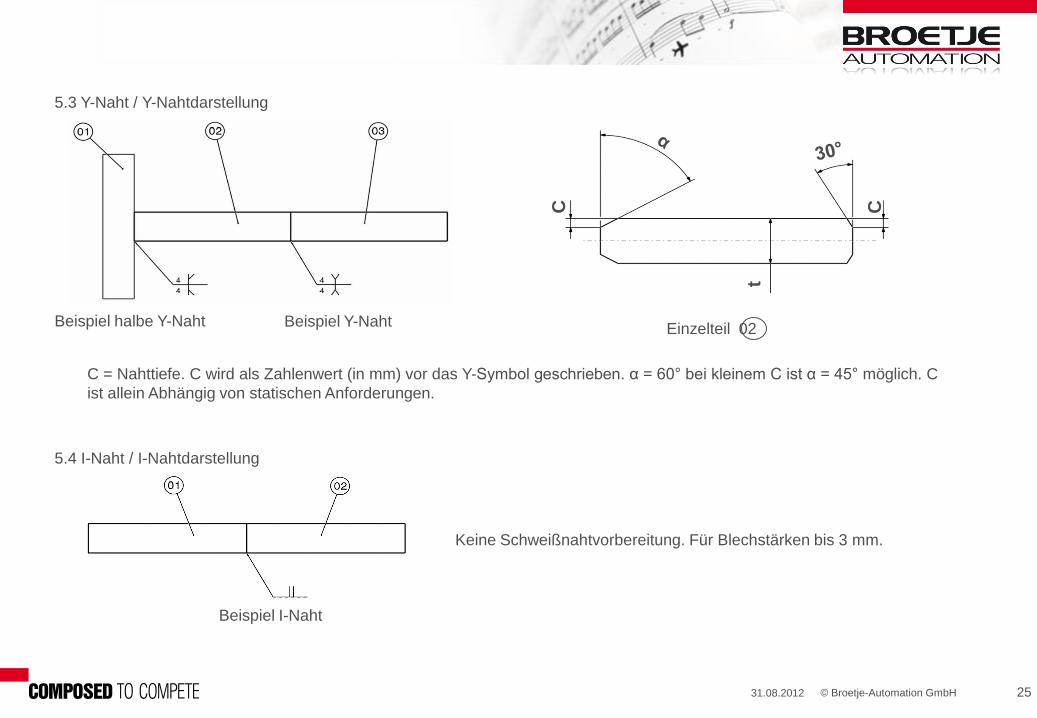
5.3 Y-Naht / Y-Nahtdarstellung
Beispiel halbe Y-Naht Beispiel Y-Naht
C = Nahttiefe. C wird als Zahlenwert (in mm) vor das Y-Symbol geschrieben. α = 60° bei kleinem C ist α = 45° möglich. C
ist allein Abhängig von statischen Anforderungen.
C
t
C
Einzelteil 02
5.4 I-Naht / I-Nahtdarstellung
Keine Schweißnahtvorbereitung. Für Blechstärken bis 3 mm.
Beispiel I-Naht
31.08.2012

26 © Broetje-Automation GmbH
5.5 Versetzte, unterbrochene Schweißnaht
Erklärende Darstellung
Symbol
Beispiel
Die zu verschweißende Naht muss aufgeteilt
(siehe erklärende Darstellung) und das Symbol
entsprechend ausgefüllt werden. Die Enden sind
zu umschweißen.
Am Beispiel von Kehlnähten
31.08.2012

27 © Broetje-Automation GmbH
Übliche Schottblechkonstruktion bei BA. Hier wird
im kaltgeformten Bereich geschweißt. Es gilt die
Tabelle Kap. 1.8
d12
(4)
2 Anhang Alternativen zum Schweißen im kaltgeformten Bereich
5,1min
t
R
5,18
12
mm
mmzulässig
31.08.2012