BRIDGEPORT - bmtmachines.nl · FRÄSEN . ... Siemens 840D SL ... Max. Werkstückabmessungen...
5
BRIDGEPORT XT630 5AX 5-Achs CNC Bearbeitungszentren FRÄSEN WWW.BPT.COM
Transcript of BRIDGEPORT - bmtmachines.nl · FRÄSEN . ... Siemens 840D SL ... Max. Werkstückabmessungen...
BRIDGEPORTXT630 5AX5-Achs CNC Bearbeitungszentren
FRÄSEN
WWW.BPT.COM

MASCHINENAUFBAU5-ACHS-TECHNOLOGIE
5-Achs CNC Bearbeitungszentren Die Bridgeport XT630 5AX 5-Achs CNC Bearbeitungs-zentren sind auf höchste Präzision, Geschwindigkeit und Produktivität ausgelegt. Bei Design und Konstruktion wurde der Fokus von Anfang an auf die zuverlässige Bearbeitung von Werkstücken mit gleichbleibend engen Toleranzen, aus schwer zerspanbaren Materialien oder mit feiner Oberflächenqualität gelegt. Die XT630 5AX baut solide auf einem robusten Verfahrständer und einer extrem starren Gusseisenkonstruktion auf.
Konzept und Bauweise der XT630 5AX zeigen sich allen anderen Maschinen in seiner Klasse deutlich überlegen. In Kombination mit einer weiten Palette an verfügbaren Optionen ist die XT630 5AX das Topmodell in der Klasse vergleichbarer 5-Achs Bearbeitungszentren weltweit. Die Maschinen der XT630 5AX Serie zeichnen sich durch design-integrierte High-End Funktionen und Eigenschaften aus, während gleichzeitig die Gesamtkosten optimiert wurden, so dass nun eine Hochleistungsmaschine zu äußerst konkurrenzfähigen Preisen im oberen Markt-segment zur Verfügung steht.
Standardeigenschaften
• 15.000 min-1 Direkt angetriebene Spindel mit Ölkühler & Ölnebelabsaugung
• BIG-PLUS CT 40 Spindelsystem
• Automatischer Werkzeugwechsel über Schwenkarmwechsler mit 40 Plätzen
• CNC Steuerung - Siemens 840 D SL• Kühlmittel-/Spänespülsystem• Kühlmittelspülpistole, automatisch• Automatische zentrale Fettschmierung• Drehgeber für A-Achse• Kühler für Kugelgewindemutter und Endlager• Nivellierfuß und -schraube• Anzugsbolzen• Arbeitsleuchte• 3-farbiger Signalturm• CTS Vorbereitung mit Deublin Drehdurchführung• Magazin mit Automatiktür• Ringspülung, Spindel• Kratzbandförderer• Automatische Stromabschaltung
Maschinenaufbau• Das radiale und periphere Design mit in Wabenstruktur angeordneten Versteifungsrippen garantiert ein optimales Leistungsgewicht bei minimalem Eigengewicht.
• Der Gusskopf ist symmetrisch um Y- und Z-Ebene herum angeordnet und sorgt so für eine optimale Gewichts- und Wärmeverteilung auf den Trucks der Z-Achse.
• Das Maschinendesign umfasst ein Doppeltantriebssystem an der A-Achse für eine insgesamt höhere Steifigkeit sowie bessere Verteilung der Schnittkräfte.
Maschinenbett• Das Bett wurde mittels FEA (Finite Elemente Analyse) konzipiert und konstruiert und dient so als solide Grundlage für eine exzellente Bearbeitungsleistung.
• Hochsteifes Maschinenbett für optimale dynamische Stabililtät
• Das Bett ist aus einem Stück gegossen und wiegt 4762 kg.
Optionen• Drehgeber für C-Achse• Linearmaßstäbe X/Y/Z Achsen• Scharnierband-Späneförderer (W=500)• Kühlung durch die Spindel (20 bar) • Ölnebelabsaugung (1.5kW, Luftstrom 33,3m3/min) • Renishaw Werkzeug- und Teile Vermessung (OMP40-+OTS) • Blum Werkzeug- und Teile-Vermessung (TC 52 + TC S4-20) • Dynamische Kollisions Überwachung• 48-fach Werkzeugmagazin Kegelgröße 40 • 60-fach Werkzeugmagazin Kegelgröße 40 • Siemens Kinematik-Kompensations Software
MASCHINENAUFBAU STEUERUNGEN
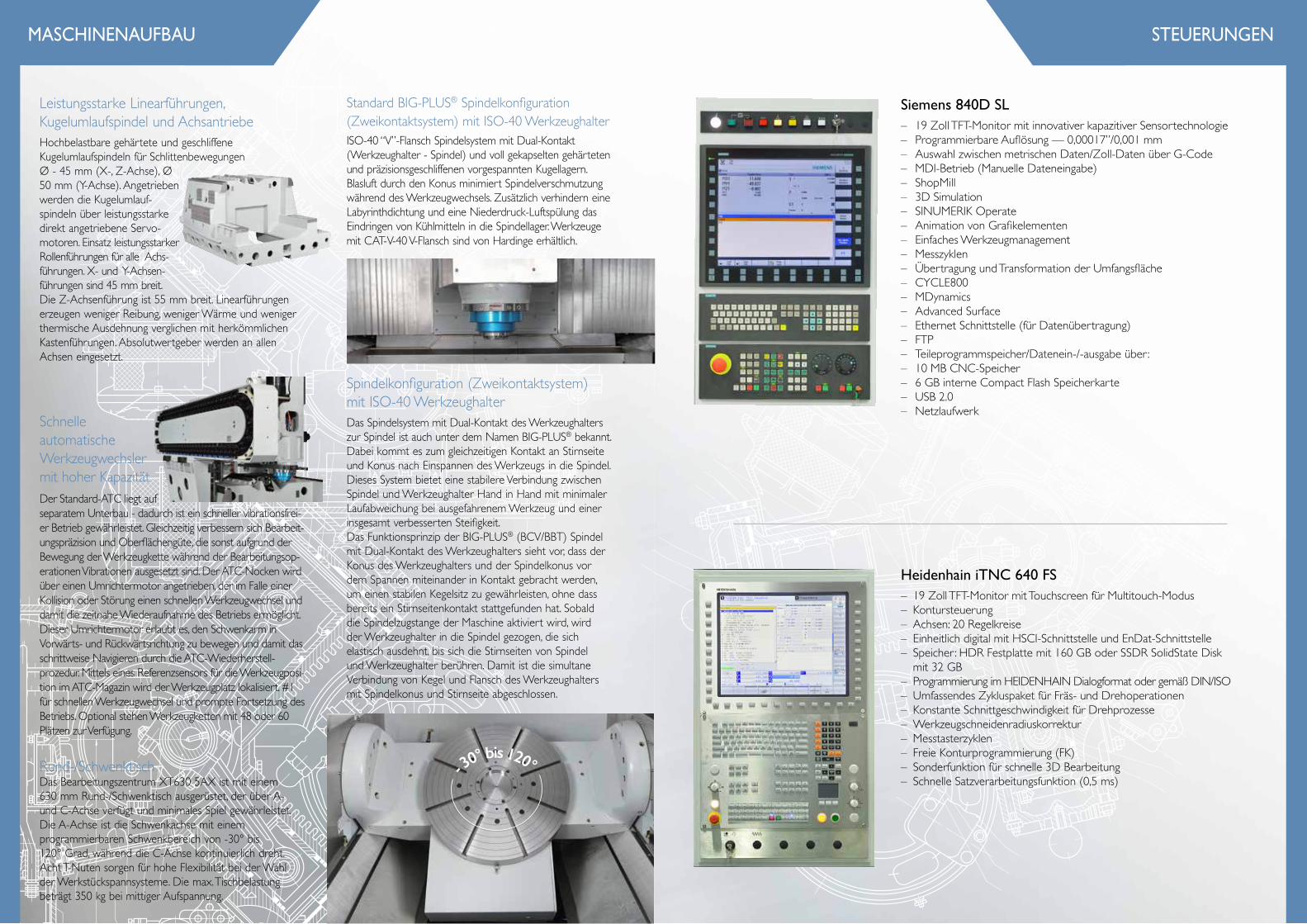
Leistungsstarke Linearführungen, Kugelumlaufspindel und AchsantriebeHochbelastbare gehärtete und geschliffene Kugelumlaufspindeln für Schlittenbewegungen Ø - 45 mm (X-, Z-Achse), Ø 50 mm (Y-Achse). Angetrieben werden die Kugelumlauf-spindeln über leistungsstarke direkt angetriebene Servo-motoren. Einsatz leistungsstarker Rollenführungen für alle Achs- führungen. X- und Y-Achsen-führungen sind 45 mm breit.Die Z-Achsenführung ist 55 mm breit. Linearführungen erzeugen weniger Reibung, weniger Wärme und weniger thermische Ausdehnung verglichen mit herkömmlichen Kastenführungen. Absolutwertgeber werden an allen Achsen eingesetzt.
Schnelle automatische Werkzeugwechsler mit hoher KapazitätDer Standard-ATC liegt auf separatem Unterbau - dadurch ist ein schneller vibrationsfrei-er Betrieb gewährleistet. Gleichzeitig verbessern sich Bearbeit-ungspräzision und Oberflächengüte, die sonst aufgrund der Bewegung der Werkzeugkette während der Bearbeitungsop-erationen Vibrationen ausgesetzt sind. Der ATC-Nocken wird über einen Umrichtermotor angetrieben, der im Falle einer Kollision oder Störung einen schnellen Werkzeugwechsel und damit die zeitnahe Wiederaufnahme des Betriebs ermöglicht. Dieser Umrichtermotor erlaubt es, den Schwenkarm in Vorwärts- und Rückwärtsrichtung zu bewegen und damit das schrittweise Navigieren durch die ATC-Wiederherstell-prozedur. Mittels eines Referenzsensors für die Werkzeugposi-tion im ATC-Magazin wird der Werkzeugplatz lokalisiert. #1 für schnellen Werkzeugwechsel und prompte Fortsetzung des Betriebs. Optional stehen Werkzeugketten mit 48 oder 60 Plätzen zur Verfügung.
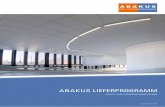
Rund-/SchwenktischDas Bearbeitungszentrum XT630 5AX ist mit einem 630 mm Rund-/Schwenktisch ausgerüstet, der über A- und C-Achse verfügt und minimales Spiel gewährleistet. Die A-Achse ist die Schwenkachse mit einem programmierbaren Schwenkbereich von -30° bis 120° Grad, während die C-Achse kontinuierlich dreht. Acht T-Nuten sorgen für hohe Flexibilität bei der Wahl der Werkstückspannsysteme. Die max. Tischbelastung beträgt 350 kg bei mittiger Aufspannung.
Siemens 840D SL– 19 Zoll TFT-Monitor mit innovativer kapazitiver Sensortechnologie– Programmierbare Auflösung — 0,00017”/0,001 mm– Auswahl zwischen metrischen Daten/Zoll-Daten über G-Code– MDI-Betrieb (Manuelle Dateneingabe)– ShopMill– 3D Simulation– SINUMERIK Operate– Animation von Grafikelementen– Einfaches Werkzeugmanagement– Messzyklen– Übertragung und Transformation der Umfangsfläche– CYCLE800– MDynamics– Advanced Surface– Ethernet Schnittstelle (für Datenübertragung)– FTP– Teileprogrammspeicher/Datenein-/-ausgabe über:– 10 MB CNC-Speicher– 6 GB interne Compact Flash Speicherkarte– USB 2.0– Netzlaufwerk
Heidenhain iTNC 640 FS– 19 Zoll TFT-Monitor mit Touchscreen für Multitouch-Modus– Kontursteuerung– Achsen: 20 Regelkreise– Einheitlich digital mit HSCI-Schnittstelle und EnDat-Schnittstelle– Speicher: HDR Festplatte mit 160 GB oder SSDR SolidState Disk mit 32 GB– Programmierung im HEIDENHAIN Dialogformat oder gemäß DIN/ISO– Umfassendes Zykluspaket für Fräs- und Drehoperationen– Konstante Schnittgeschwindigkeit für Drehprozesse– Werkzeugschneidenradiuskorrektur– Messtasterzyklen– Freie Konturprogrammierung (FK)– Sonderfunktion für schnelle 3D Bearbeitung– Schnelle Satzverarbeitungsfunktion (0,5 ms)
Standard BIG-PLUS® Spindelkonfiguration (Zweikontaktsystem) mit ISO-40 WerkzeughalterISO-40 “V”-Flansch Spindelsystem mit Dual-Kontakt (Werkzeughalter - Spindel) und voll gekapselten gehärteten und präzisionsgeschliffenen vorgespannten Kugellagern. Blasluft durch den Konus minimiert Spindelverschmutzung während des Werkzeugwechsels. Zusätzlich verhindern eine Labyrinthdichtung und eine Niederdruck-Luftspülung das Eindringen von Kühlmitteln in die Spindellager. Werkzeuge mit CAT-V-40 V-Flansch sind von Hardinge erhältlich.
Spindelkonfiguration (Zweikontaktsystem) mit ISO-40 WerkzeughalterDas Spindelsystem mit Dual-Kontakt des Werkzeughalters zur Spindel ist auch unter dem Namen BIG-PLUS® bekannt. Dabei kommt es zum gleichzeitigen Kontakt an Stirnseite und Konus nach Einspannen des Werkzeugs in die Spindel. Dieses System bietet eine stabilere Verbindung zwischen Spindel und Werkzeughalter Hand in Hand mit minimaler Laufabweichung bei ausgefahrenem Werkzeug und einer insgesamt verbesserten Steifigkeit.Das Funktionsprinzip der BIG-PLUS® (BCV/BBT) Spindel mit Dual-Kontakt des Werkzeughalters sieht vor, dass der Konus des Werkzeughalters und der Spindelkonus vor dem Spannen miteinander in Kontakt gebracht werden, um einen stabilen Kegelsitz zu gewährleisten, ohne dass bereits ein Stirnseitenkontakt stattgefunden hat. Sobald die Spindelzugstange der Maschine aktiviert wird, wird der Werkzeughalter in die Spindel gezogen, die sich elastisch ausdehnt, bis sich die Stirnseiten von Spindel und Werkzeughalter berühren. Damit ist die simultane Verbindung von Kegel und Flansch des Werkzeughalters mit Spindelkonus und Stirnseite abgeschlossen.
- 30° bis 120°
Heidenhain TNC 640 FS (19”)
Steuerung Siemens 840D (19”) SIEMENS 828D
Lineare X- / Y- / Z-Achse X:762 mm Y:630 mm Z:610 mm
Rotation A-Achse (Schwenken), C-Achse (Rotation) Schwenkbereich A: +30° …. 120° C Rotation 360°
Verfahrwege Max. Umlaufdurchmesser C-Achse Ø 930 mm auf der Planscheibenoberfläche
Abstand Spindelnase zu Tisch @ 0 Grad 150 mm - 760 mm
Abstand Spindelnase-Neigung @ 90 Grad 29 mm - 459 mm
Tischdurchmesser Ø 630 mm
Max. Werkstückabmessungen Durchmesser x Höhe Zylinder Ø 900 x 320 mm
Max. Werkstückabmessungen Durchmesser x Höhe Ø 800 mm x 480 mm (mit Fase)
Tischbelastung 350 kg
5-Achs-Drehtisch T-Nuten (Größe x Anzahl) 14 mm x 8
Tischbohrung Ø 140 H7
Abstand Mittelline A-Achse - Tisch 50 mm x 50 mm
Klemmdrehmoment Rotation C-Achse 3.200 Nm
Klemmdrehmoment Schwenken A-Achse 5.000 Nm
Schwenkachse Schwenkachse mit Doppelantrieb Einzelantrieb mit Gegengewicht
HEIDENHAIN + SIEMENS HEIDENHAIN SIEMENS SIEMENS
Kegel DIN 69893 (HSK-A63) Nr. 40 (BBT 40) Nr. 40 (BBT 40) Nr. 40 (BBT 40)
Max. Spindeldrehzahl 18.000 min-1 15.000 min-1 15.000 min-1 12.000 min-1
Schmierung Öl / Luft
Spindel Kühlung Spindel-Ölkühler
Antrieb Motorspindel Direktantrieb Direktantrieb Direktantrieb
Leistung 30 kW/ 38 kW (S1 kont./S6 40% ED) 10 kW/ 14 kW (S1 kont./S6 40% ED ) 13 kW/ 19,5 kW (S1 kont./S6 40% ED) 13 kW/ 19,5 kW (S1 kont./S6 40% ED)
Max. Drehmoment bei Motorgrunddrehzahl 123,8 Nm / 2930 min-1 (S6 60% ED) 89,4 Nm / 1500 min-1 (S6 60% ED) 88,5 Nm / 453 min-1 (S6 60% ED) 88,5 Nm / 453 min-1 (S6 60% ED)
Max. Drehmoment bei Spindelgrunddrehzahl 123,8 Nm / 2930 min-1 (S6 60% ED) 89,4 Nm / 1500 min-1 (S6 60% ED) 88,5 Nm / 453 min-1 (S6 60% ED) 88,5 Nm / 453 min-1 (S6 60% ED)
Typ Doppelarm
Werkzeugtyp BT / CAT / ISO / HSK-A63
Werkzeuganwahl Bidirektional
Werkzeugkapazität 24 Werkzeuge / 40 Werkzeuge / 48 Werkzeuge / 60 Werkzeuge
Automatischer Max. Werkzeugdurchmesser (Magazin voll besetzt) 80 mm
Werkzeugwechsler Max. Werkzeugdurchmesser (Nachbarplätze leer) 125 mm
(ATC) Max. Werkzeuglänge 300 mm
Max. Werkzeuggewicht 8 kg
Werkzeugwechselzeit (Wkz-zu-Wkz) < 2 Sek.
Werkzeugwechselzeit (C-C) ISO10791-9 < 5 Sek.
Eilgang X, Y, Z-Achse 36 m/min.
Achsantriebe Max. Vorschub X, Y, Z-Achse 36 m/min.
Positionierung Eilgang C-Achse (Rotation) 25 min -1 25 min -1
Eingang A-Achse (Schwenken) 20 min -1 11 min -1
X-/Y-/Z-Achse Positionierung , voller Hub (ISO 230-2) (mit Maßstab) 0,006 mm
X-/Y-/Z-Achse Wiederholgenauigkeit (ISO 230-2) (mit Maßstab) 0,003 mm
X-/Y-/Z-Achse Positionierung, voller Hub (ISO 230-2) (ohne Maßstab) 0,01 mm
X-, Y-, Z-Achse Wiederholgenauigkeit (ISO 230-2) (ohne Maßstab) 0,004 mm
A-Achse Positionierung (Bogensekunden) mit Maßstab 10 20
Genauigkeit C-Achse Positionierung (Bogensekunden) mit Maßstab 10 10
A-Achse Wiederholgenauigkeit (Bogenskunden) mit Maßstab 4 4
C-Achse Wiederholgenauigkeit (Bogensekunden) mit Maßstab 4 4
C-Achse Positionierung (Bogensekunden) ohne Maßstab 15 15
C-Achse Wiederholgenauigkeit(Bogensekunden) ohne Maßstab 6 6
Maschinengewicht 14.600 kg
Gesamtlänge der Maschine 2.572 mm
Allgemeine Angaben Gesamtbreite der Maschine 4.623 mm
Gesamthöhe der Maschine 3.536 mm
Fassungsvermögen Kühlmitteltank 200 l Kühlmitteltank + 280 l Absetzbehälter
Durchflussmenge Kühlmittel 220 l/min.
Druckluft 6 bar
Elektrische Werte 50 A / 400 V / 3 Ø
Handrad (Fernbedienung); Drehgeber in der A-Achse; Nivellierfuß und -schraube; Anzugsbolzen; Arbeitsleuchte;
Standardausstattung Automatische Zentral-Fettschmierung; Spänespülung; Spülpistole; Werkzeug-Außenkühlung; Spindelkühler ;
Kugelmutter- und Endlager-Kühlung (Option bei Modell V630 5F); dreifarbiger Signalturm; Automatiktür am Werkzeugmagazin
Drehgeber in der C-Achse; Linearmaßstab in X-/Y-/Z-Achse; Späneförderer Breite 500 mm; Gelenk- & Kratzerförderer ;
Kühlmittelzufuhr durch die Spindel (19.3 bar); CTS Vorbereitung mit Deublin Drehdurchführung; Öl-/Emulsionsnebel-Absaugung
Optionen (1,5 kW, Durchsatz 33,3 m³/min); Lichtvorhang Fronttür ; Renishaw Werkzeug- & Werkstückmesstaster (OMP40-2+OTS);
Blum Werkzeug- & Werkstückmesstaster (TC52 + TC54-20); Heidenhain Werkzeug- & Werkstückmesstaster ;
Dynamische Kollisionsüberwachung; Kinematik Kompensation; Messtaster (TS460 + TT460)
Optionen in Vorbereitung Automatische Fronttür ; obere Abdeckung der Y-Achse; Werkstückklemmung
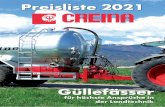
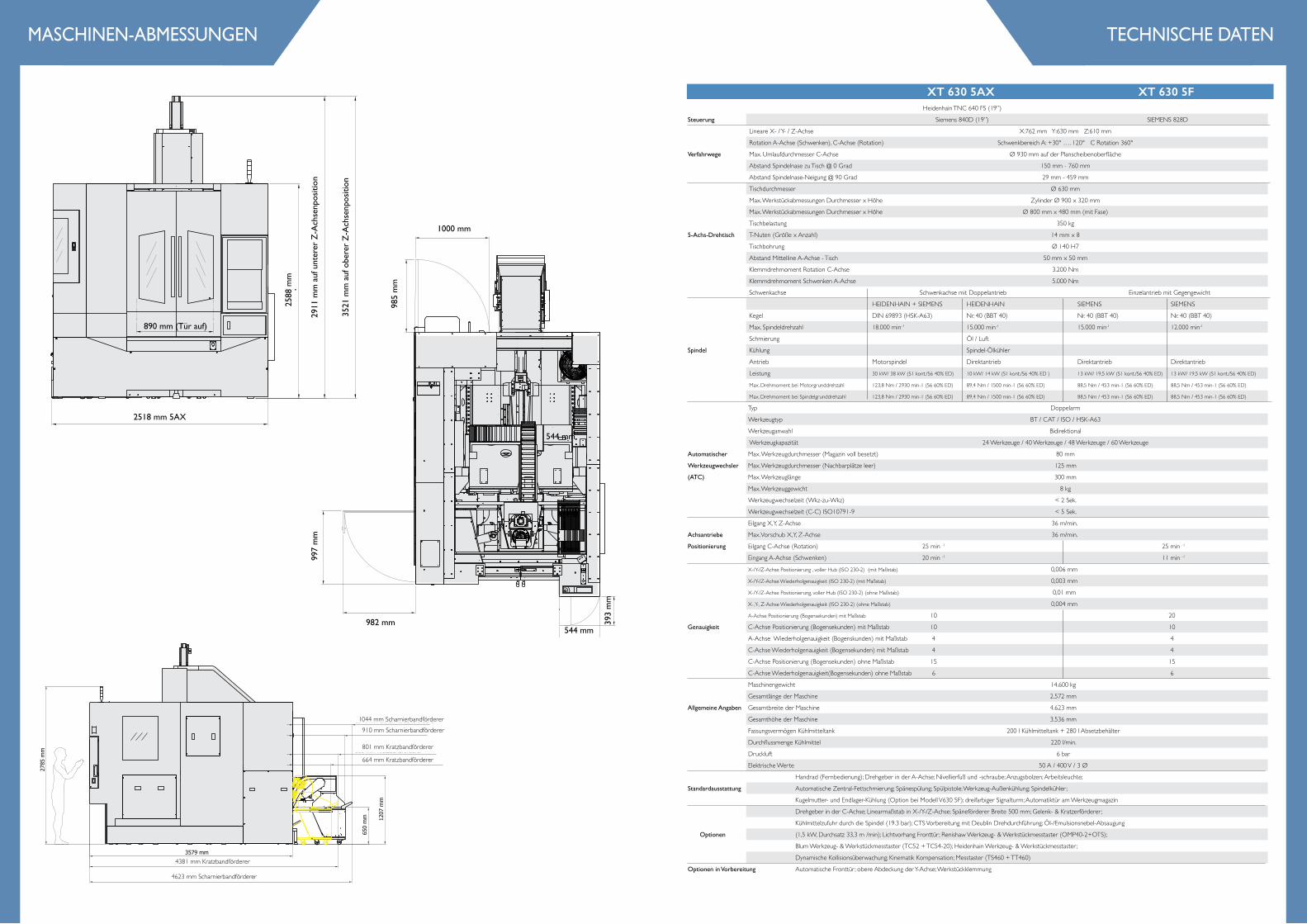
MASCHINEN-ABMESSUNGEN TECHNISCHE DATEN
4623 mm Scharnierbandförder
650
mm 12
07 m
m
910 mm Scharnierbandförderer
1044 mm Scharnierbandförderer
664 mm Kratzbandförderer
801 mm Kratzbandförderer
4381 mm Kratzbandförderer
2785
mm
3579 mm
XT 630 5AX XT 630 5F
4381 mm Kratzbandförderer
4623 mm Scharnierbandförderer
3521
mm
auf
obe
rer
Z-A
chse
npos
ition
2911
mm
auf
unt
erer
Z-A
chse
npos
ition
2588
mm
890 mm (Tür auf)
2518 mm 5AX
1000 mm
544 mm982 mm
997
mm
544 mm
393
mm
985
mm
1044 mm Scharnierbandförderer 910 mm Scharnierbandförderer
801 mm Kratzbandförderer
664 mm Kratzbandförderer
.
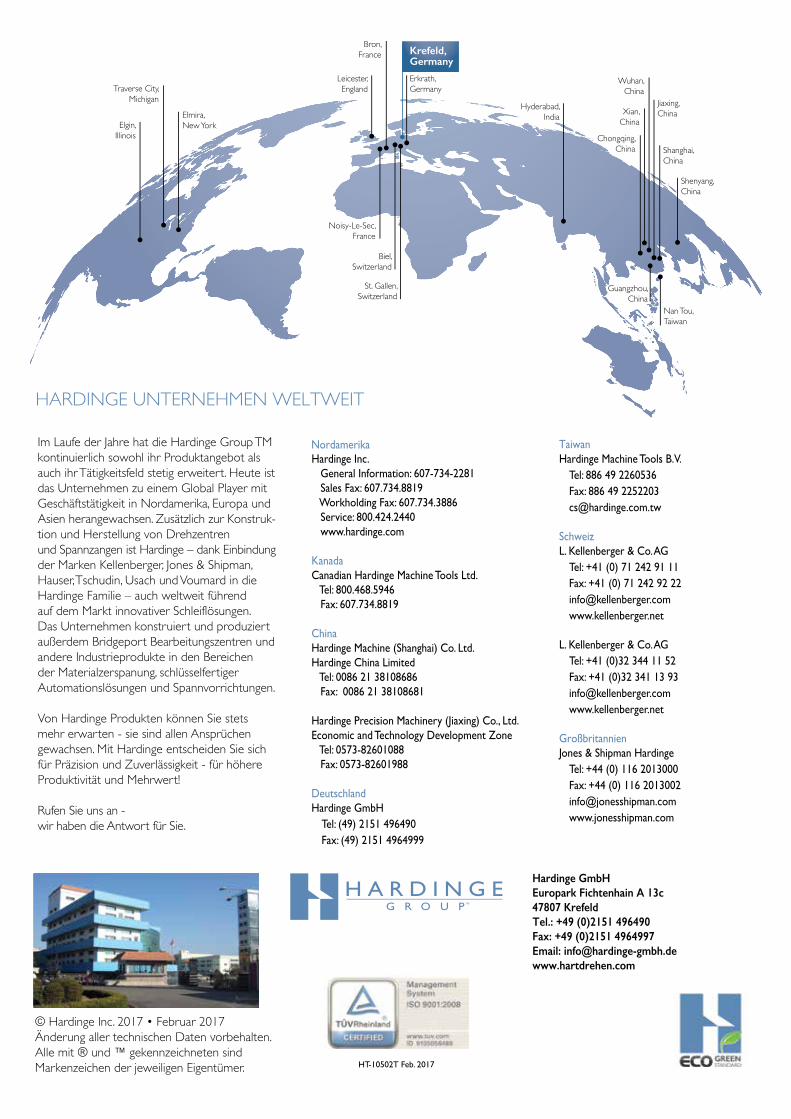
HARDINGE UNTERNEHMEN WELTWEIT
Hardinge Inc. General Information: 607-734-2281 Sales Fax: 607.734.8819 Workholding Fax: 607.734.3886 Service: 800.424.2440 www.hardinge.com
KanadaCanadian Hardinge Machine Tools Ltd. Tel: 800.468.5946 Fax: 607.734.8819
China Hardinge Machine (Shanghai) Co. Ltd.Hardinge China Limited Tel: 0086 21 38108686 Fax: 0086 21 38108681
Hardinge Precision Machinery (Jiaxing) Co., Ltd.Economic and Technology Development Zone Tel: 0573-82601088 Fax: 0573-82601988
DeutschlandHardinge GmbH Tel: (49) 2151 496490 Fax: (49) 2151 4964999
Taiwan Hardinge Machine Tools B.V. Tel: 886 49 2260536 Fax: 886 49 2252203 [email protected]
Schweiz L. Kellenberger & Co. AG Tel: +41 (0) 71 242 91 11 Fax: +41 (0) 71 242 92 22 [email protected] www.kellenberger.net
L. Kellenberger & Co. AG Tel: +41 (0)32 344 11 52 Fax: +41 (0)32 341 13 93 [email protected] www.kellenberger.net
GroßbritannienJones & Shipman Hardinge Tel: +44 (0) 116 2013000 Fax: +44 (0) 116 2013002 [email protected] www.jonesshipman.com
Hardinge GmbHEuropark Fichtenhain A 13c47807 KrefeldTel.: +49 (0)2151 496490Fax: +49 (0)2151 4964997Email: [email protected]
HT-10502T Feb. 2017
Im Laufe der Jahre hat die Hardinge Group TM kontinuierlich sowohl ihr Produktangebot als auch ihr Tätigkeitsfeld stetig erweitert. Heute ist das Unternehmen zu einem Global Player mitGeschäftstätigkeit in Nordamerika, Europa undAsien herangewachsen. Zusätzlich zur Konstruk-tion und Herstellung von Drehzentrenund Spannzangen ist Hardinge – dank Einbindung der Marken Kellenberger, Jones & Shipman, Hauser, Tschudin, Usach und Voumard in die Hardinge Familie – auch weltweit führend auf dem Markt innovativer Schleiflösungen. Das Unternehmen konstruiert und produziert außerdem Bridgeport Bearbeitungszentren und andere Industrieprodukte in den Bereichen der Materialzerspanung, schlüsselfertiger Automationslösungen und Spannvorrichtungen.
Von Hardinge Produkten können Sie stets mehr erwarten - sie sind allen Ansprüchen gewachsen. Mit Hardinge entscheiden Sie sich für Präzision und Zuverlässigkeit - für höhere Produktivität und Mehrwert!
Rufen Sie uns an - wir haben die Antwort für Sie.
© Hardinge Inc. 2017 • Februar 2017Änderung aller technischen Daten vorbehalten.Alle mit ® und ™ gekennzeichneten sind Markenzeichen der jeweiligen Eigentümer.
Nordamerika
Krefeld,Germany