Mein Zimmer So sieht es von oben aus! Meine Möbel Meine Möbel F Die Möbel gefallen mir!!

CARBONB E T O NM Ö B E L


Technische Universität BerlinInstitut für Bauingenieure
Fachgebiet Entwerfen und Konstruieren – Massivbau

IMPRESSUM
Seminar Carbonbeton in der PraxisSoSe 2018Prof. Dr. Mike Schlaich
BetreuungArno RichterJuan Pablo Osman Letelier
Entwicklung BetonrezepturFalk Martin
Teilnehmer*innenJakob BauerEckhard BräuchlerStefanie BresenhuberMax DombrowskiLisa EisenSusanna HöngChristina JöttenMaria Serrano MesaJustus MuthmannCarolin PetersLeonie StädeleTom WitryHenrik Zimmermann

SPONSOREN
MEVA Schalungs-Systeme GmbHV. FRAAS Solutions in Textile GmbH
CEMEX Deutschland AGKrampeHarex GmbH & Co. KG
DBF GmbHSika Deutschland GmbH
Dyckerhoff GmbHFachgebiet Baustoffe und Bauchemie
Fachschaft BauInx


08
12
22
34
44
56
62
erster Entwurfzweiter EntwurfPrototyp
StuhlTisch / HockerBemessung
H I N T E R G R U N D
D E S I G N
V O R E N T W Ü R F E
M A T E R I A L I E N
U M S E T Z U N G
R É S U M É
Q U E L L E N
1
2
3
4
5
6
7
BewehrungAbstandshalterBetonSchalungsplatte alkus
Schnitte in SchalungsplatteCNC-FräsungNachbearbeitungAufbau der SchalungAusschalen
BelastungstestFazit
H I N T E R G R U N D
1


10
In dem nun angebotenen Ent-wurfsseminar sollten die Mög-lichkeiten des Möbelbaus aus Carbonbeton studiert, kritische Lastfälle (z.B. aufgrund von Schwingung) untersucht und auch der spätere Bau mit einbe-zogen werden. Es sollten unter Berücksichtigung der räumli-chen Gegebenheiten, der spä-teren Nutzung und den entspre-chenden Materialeigenschaften Entwürfe erarbeitet werden, die anschließend in der Peter-Beh-rens-Halle von den Studieren-den gebaut werden. Dafür wur-de im Vorwege die Besonderheit des Möbels als Tragwerk ein-gehend studiert und zudem die gestalterische Expertise der Studierenden durch theoreti-sche Ausarbeitungen und einem Besuch im Vitra Design Museum ausgebaut.
(siehe Foto rechts), kam nun im Wintersemester 2017/18 der Bedarf nach neuen, nicht bren-nenden Möbeln auf. Dadurch entstand die Idee, das Entwurfs-seminar dieses Jahr auf den Entwurf von Möbeln auszurich-ten. Da diese der Brandschutz-verordnung gerecht werden soll-ten, bot sich eine Beschränkung auf den Werkstoff Beton an.
Am Fachgebiet Entwerfen und Konstruieren – Massivbau wird seit Jahren auf dem Gebiet des Bauens mit Zuggliedern aus Carbon geforscht. Durch Pro-jekte im Forschungsverbund C³ - Carbon Concrete Composite wurde zusätzlich das Feld des Bauens mit carbonbewehrtem Beton erschlossen. Gerade mit diesem lässt es sich, aufgrund der nicht notwendigen Betonde-ckung zwecks Korrosionsschutz der Bewehrung, sehr schlank und elegant bauen.
Das Fachgebiet Entwerfen und Konstruieren – Massivbau der Technischen Universität Berlin richtet in regelmäßigen Zeitab-ständen das Entwurfsseminar für die Masterstudierenden aus. Der Entwurf ist die Geburts-stunde eines Bauwerkes und definiert seine Qualität. Das bisher im Studium erworbene Wissen wird hier ganzheitlich in einen Tragwerksentwurf um-gesetzt. Kreatives Arbeiten wird geschult. Damit wird dem kons-truktiven Ingenieur seine kultu-relle Verantwortung vor Augen geführt und er wird auch auf eine fruchtbare Zusammenar-beit mit Architekten vorbereitet. Inhalt ist in der Regel der Ent-wurf eines Brückentragwerks oder eines Hochbaus.
Durch die Brandschutzverord-nung und der damit einherge-henden Beseitigung des Mobi-liars im studentischen Bereich der Bauingenieure

11
Als Ergebnis standen vier ver-schiedene Entwürfe, von denen einer im Sommersemester 2018 von den Studierenden aus dem Bachelor- und Masterstudien-gang Bauingenieurwesen und Architektur gebaut wurde. Der Entwurf und Bau dieser Möbel wird in dem vorliegenden Buch vorgestellt. Ziel ist es, die erlangten Kennt-nisse für jedermann zugänglich zu machen, zum Nachbau zu motivieren oder die hier gezeig-ten Ergebnisse als Inspiration für eigene Projekte zur Verfü-gung zu stellen.
D E S I G N
2
StuhlTisch / Hocker
Bemessung

Darüber hinaus ergaben von uns durchgeführte Untersuchungen, dass man problemlos mehrere Stunden auf den Stühlen sitzen kann ohne Einschränkungen im Komfort zu erwarten.Funktional wurde das Design der Stühle auf eine flexible Nutzung zugeschnitten. Die Randflächen von Stuhl und Tisch sind so aus-gerichtet, dass sich die Möbel platzsparend zusammenschie-ben lassen. Da beide Elemente eine ähnliche Höhe haben, las-sen sie sich auch aneinander-reihen und zum Sofa umfunk-tionieren. [2] Um die Umnutzung der Möbel überhaupt zu ermög-lichen wurde das Gewicht der Elemente soweit reduziert, dass sie von zwei Personen einfach transportiert werden können (Stuhl ca. 50 kg, Tisch ca. 30 kg).
Es handelt sich um ein Ensem-ble von jeweils zwei Stühlen und einem Tisch, das in seiner von Leichtigkeit bestimmten Form-gebung durch Willy Guhls Guhl Stuhl [1] inspiriert wurde, zu Gunsten der Herstellung jedoch lediglich einfach anstatt doppelt gekrümmt ausgeführt ist. Dank der monolithischen Geometrie kann dabei auf jegliche Verbin-dungselemente verzichtet wer-den. Nach dem Leitmotiv „form follows function“ beeinflussten vor allem die Entwurfsparame-ter Ergonomie und Funktiona-lität das Design der Möbel. So wurden zur Einhaltung einer ergonomischen Geometrie die Anforderungen an Funktions-maße nach DIN 68878:2011-11, Prüfung 6.2, für Möbel im Wohn-bereich eingehalten [2].
Der umgesetzte Entwurf wurde im Rahmen des Entwurfsse-minars Betonmöbel im Winter-semester 2017/2018 von Jana Pfeiffer und Maria Serrano am Fachgebiet Entwerfen & Kons-truieren – Massivbau unter An-leitung von Prof. M. Schlaich, A. Richter und J. P. Osman Letelier erarbeitet.

14
R100
R100
A
A
B
B
920
430
780
420
820
530
12
400
500
380
42012
500
Seitenansicht [mm] Schnitt A-A
Stuhl

15
R100
R100
A
A
B
B
920
430
780
420
820
530
12
400
500
380
42012
500
Schnitt B-BSeitenansicht
Tisch / Hocker
16
Im maßgebenden Lastfall für den Hocker wird die Last auf die halbe Hockerfläche verteilt und durch einen kleinen Anteil von ca. 1/30 als Horizontallast er-gänzt. Dieser Lastfall stammt nicht aus [4], sondern wurde als realistischer Bemessungslast-fall mit einbezogen und erzeugte größere Spannungen als die an-deren Lastfälle (siehe Seite 15).
FiSTiK exportiert werden kann. Somit konnte in einem iterativen Prozess ein Spannungszustand im Bauteil erreicht werden, in dem die Zugfestigkeit des Be-tons überall optimal ausgenutzt wird.
Lastannahmen
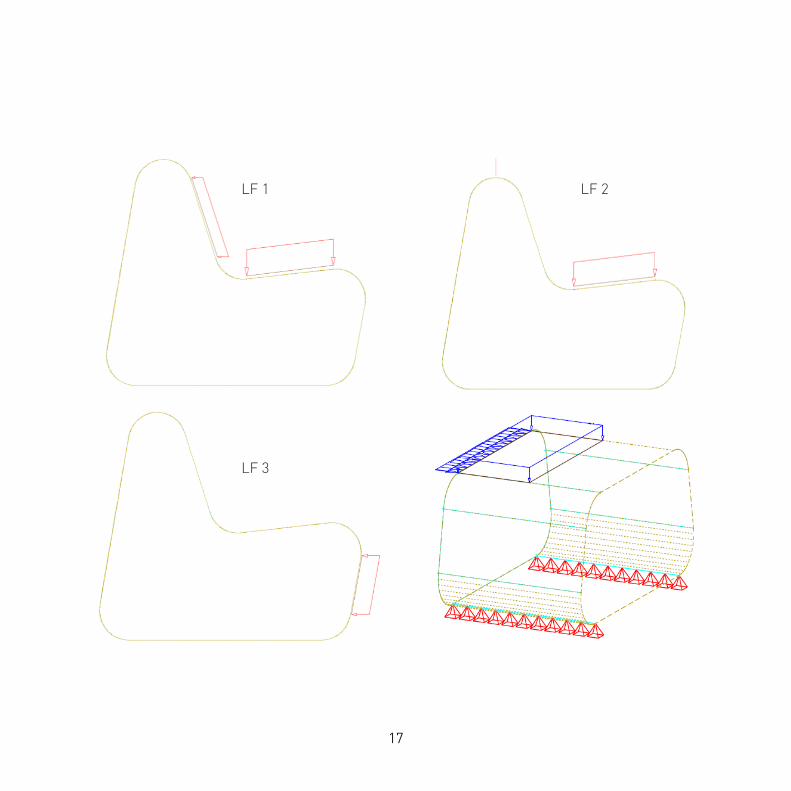
Die Bemessungslastfälle wur-den DIN EN 16139:2014-03 [4] entnommen und entsprechend auf Sitzfläche und Lehne ver-teilt, für den Tisch wurde die gesamte Last auf die Sitzfläche aufgebracht [2]. Dabei wurden die Lasten so abgemindert, dass sich insgesamt eine Last von 150 kg für jeden Lastfall ergibt. Als zusätzlicher Lastfall wurde der Transport modelliert, bei dem der Stuhl gestützt auf den vier Eckpunkten der Sitzfläche gelagert ist. Die maßgebenden Lastfälle für den Stuhl sind auf der folgenden Seite dargestellt.
Da zunächst keine Zertifizierung der Möbel angestrebt wurde, konnte die Bemessung auf Basis eines vereinfachten Nachweises auf Gebrauchslastniveau durch-geführt werden. Ziel des Nach-weises war es, dass die Möbel unter einer Gebrauchslast von 150 kg an jeder Stelle im Zu-stand I verbleiben, wodurch ein elastisches Tragverhalten ge-währleistet wird.Die Schnittgrößenermittlung wurde mit der FEM-Software SOFiSTiK unter Verwendung von 3D-Schalenelementen durch-geführt. Da die Bauteildicke stellenweise so angepasst wer-den sollte, dass die Möbel mög-lichst überall einen optimalen Ausnutzungsgrad besitzen war es nötig die Querschnittsdicken über Punkte zu steuern. Mög-lich war dies über das SOFiS-TiK Rhinoceros Interface [3], mit dessen Hilfe in Rhino definierten Punkten eine Querschnittsdicke zugewiesen und diese nach SO-
Bemessung
17
LF 1
LF 3
LF 2
18
Im Biegezugversuch wurde die Biegezugfestigkeit des faser-verstärkten Betons mit 2 Vol.-% Stahl- bzw. Basaltfasern jeweils zu f_(ct,fl)≈15 MPa bestimmt, woraus sich mit einer Quer-schnittshöhe von h_b=100 mm am Prisma nach [5] die Zugfes-tigkeit wie folgt ergibt:Nachfolgend werden beispiel-haft die Spannungsverläufe für die drei maßgebenden Lastfälle des Stuhls dargestellt.
Iterative Bestimmung der Querschnittsdicken
Zur stellenweisen Bestimmung der Querschnittsdicke wurden nun über die Querschnitte ver-teilt Punkte festgelegt an denen in SOFiSTiK die maximalen Zug-spannungen mit der Zugfestig-keit des Betons verglichen wur-den.
Der wesentliche Anteil der Spannungen resultierte da-bei aus Biegung. Iterativ wur-den die Querschnittsdicken an diesen Punkten angepasst bis schließlich an allen Punkten die Zugfestigkeit fast des Be-tons optimal ausgenutzt wurde.
Nachfolgend werden beispiel-haft die Spannungsverläufe für die drei maßgebenden Lastfälle des Stuhls dargestellt.

19
LF 1
LF 3
LF 2

20
Auch ästhetisch unterstützt der Verlauf der Querschnittsdicken die sehr schlanke Geometrie der Möbel, weil durch dickere Stellen im Querschnitt dünne-re Stellen noch stärker betont werden. Dieser Effekt zeigt sich besonders beim Stuhl, der mit Querschnittsdicken zwischen 10 – 16 mm eine größere Differenz aufweist als der Tisch.Auf detailliertere Berechnungs-modelle zur Berechnung der Versagenslast und des Versa-genszustands, z.B. unter Ein-bezug nichtlinearer Einflüsse wurde aus Zeitgründen verzich-tet, da im Modul die Erarbeitung eines Konzepts zur Herstellung der Betonmöbel im Vordergrund stand. In Kapitel 6 werden je-doch zwei Belastungstests bis zum Bruch mit faserbewehr-tem Beton ohne Carbonmatten vorgestellt. Damit ergeben sich für Stuhl und Tisch die Quer-schnittsdicken nach der neben-stehenden Abbildung.

VORENTWÜRFE
erster Entwurfzweiter Entwurf
Prototyp
3


24
nicht ausreichend ist, wurden das Spritzverfahren und das Laminierverfahren als nicht ge-eignet eigestuft. Zudem genü-gen diese beiden Herstellungs-
varianten in der Regel nicht den hohen Anforderungen der Ober-flächenbeschaffenheit. Das Gie-ßen kristallisiert sich somit als geeignetstes Verfahren heraus.
Ein Betonmöbel stellt hohe An-forderungen an den Entwurf sei-ner Schalung. Die Schalung ist nicht nur formgebend, sondern definiert auch stark die Oberflä-chenbeschaffenheit des Möbels. Die Aufgabe der Planer*innen ist es somit, eine Schalung zu entwerfen, die sehr präzise ist, gleichzeitig aber eine schnelle Fertigung und eine gute Wieder-verwendbarkeit ermöglicht. Die verschiedenen Verfahren zur Herstellung von Beton sind prinzipiell Schleudern, Spritzen, Laminieren und Gießen. Durch die geschwungene, unregelmä-ßige Form des Stuhls eignet sich das Schleudern, als Variante für rotationssymmetrische Körper, hier wenig. Durch die Verwen-dung von Carbonmatten als Be-wehrung des Möbels, die eine hohe Lagegenauigkeit fordern, ist es Aufgabe der Schalung diese zu gewährleisten. Da bei unterschiedlich gekrümmten Matten eine einseitige Stützung
12.0
2.0
6.0
1.5
A A
erster Entwurf

25
Die Schalung selbst besteht aus verschiedenen Bauteilen und verfolgt grundsätzlich ein „Puz-zle“-Prinzip – ein Verfahren bei dem die verschiedenen Bauteile durch ein simples Zusammen-stecken die gesamte Konstruk-tion ergeben. Vorteil dieses Ver-fahrens ist die Umkehrbarkeit, wodurch ein schnelles und ein-faches Ausschalen möglich wird. Auf den nächsten beiden Seiten wird der erläuterte Aufbau der Schalung durch perspektivische Darstellungen anschaulich prä-sentiert.
Eine Grundplatte bildet das Fundament der Schalung. Sie enthält eine Fräsung in die die zweiseitige Schalhaut, wel-che biegsam ist, hineingestellt wird. Um ein Ausbeulen zu ver-meiden werden auf den gera-den Abschnitten der Schalhaut beidseitig Bretter angeordnet, die ebenfalls in Fräsungen der Grundplatte gesteckt werden.
Die Schalung muss, neben der glatten Oberfläche und der ho-hen Wiederverwendbarkeit, von den entwerfenden Studieren-den auch herstellbar sein. Somit muss das Herstellungsverfah-ren mit vergleichsweise einfa-chen Mitteln möglich sein. Das Gießen des Stuhls sollte auf der Seite liegend erfolgen. Nur so kann eine durchgehend gute Oberflächenbeschaffenheit und eine Herstellung ohne Luftein-schluss garantiert werden. Zur Lagesicherung der Bewehrung stehen somit zwei Verfahren zur Wahl: leichte Vorspannung oder Fixierung mit Abstandshaltern. Die leichte Vorspannung scheint den Autor*innen nur mit sehr hohem Aufwand möglich. Es wurden deshalb folgende Ab-standshalter entworfen (siehe Seite 20). Sie ermöglichen eine zweilagige Bewehrungsführung und eine schnelle Verwendung durch das „Clip-On“-Prinzip.
Die Fräsungen ermöglichen eine präzise und schnelle La-gesicherung der Bauteile, was insbesondere bei der geforder-ten Mehrfachverwendung von großem Vorteil ist. In den Kur-ven der Schalung kann durch die Krümmung eine erhöhte Steifig-keit gegenüber Ausbeulen ange-nommen werden. Dennoch wird eine Möglichkeit der Eckauss-teifung vorgestellt, sollte die Steifigkeit nicht ausreichen. Hierbei kommen Formen aus Styrodur zum Einsatz, die mit einem vertikalen Loch versehen sind. Diese Styrodur-Formen werden auf Stangen gesteckt, welche ebenfalls in Fräsungen der Grundplatte stehen. Um die Schalung zu sammenzuhalten kommt auf die Schalung ein De-ckel, der äquivalent zur Grund-platte gefertigt wird. Deckel und Grundplatte werden durch ver-schrauben der Stangen fest zu-sammengehalten.

26
Eine horizontale Steifigkeit wird durch die angeordneten Bret-ter ausreichend gewährleistet.Die Herstellung des Deckels und der Bodenplatte sollte mit einer CNC-Fräse erfolgen. Nur so kann die Präzision dem filig-ranen Entwurf gerecht werden. Die Bretter und Stangen werden händisch zugeschnitten. Zur Herstellung der Styrodur-For-men wird ein Heißdrahtschnei-der verwendet. Um auch hier präzise Ergebnisse zu erhalten wird vor dem Ausschneiden auf die Ober- und Unterseite der Styrodurblöcke eine Pappe mit der gewünschten Form geklebt. So ist ein ungenaues Einbren-nen ausgeschlossen.

27

28
Mit Erhitzen auf etwa 80 °C lässt sich das Plexiglas relativ gut verformen und es härtet rasch in gewünschter Form wieder aus. Vorteilhaft hierbei sind die glatte Schaloberfläche und die Flexibilität und Dauerhaftigkeit des Materials. Als problema-tisch jedoch stellte sich die Ver-arbeitung dar. Im deutlich grö-ßeren Maßstab der Möbel würde die Formbarkeit des Materials an seine Grenzen gelangen und erschien uns somit zunächst als nicht mehr praktikabel.
Im Folgenden soll der Vorent-wurf kurz beschrieben werden, aus welchem später auch der Bau der realisierten Schalung hervorgehen sollte. Grundlegend beschäftigten wir uns in diesem ersten Schritt zur Umsetzung der Carbon-beton-Möbel zunächst mit der Schalungstechnik. Hierbei stell-te sich die Frage, ob man mit dem Laminier-Verfahren arbei-ten möchte oder alternativ ver-sucht ein funktionsfähiges Gieß-verfahren zu entwickeln. Wir haben uns für das Gießverfah-ren entschieden, weil dadurch die Wiederverwendbarkeit der Schalung und eine zügige Her-stellung mehrerer Sitzgarnitu-ren erreicht werden kann. Zunächst wurden einige Vor-versuche mit Plexiglas und dann Rigips-Trockenbauplatten durchgeführt, um ein geeignetes Schalungsmaterial für die kom-plexe Formgebung der Möbel zu finden.
zweiter Entwurf

29
In einem zweiten Materialtest hingegen ergaben sich sehr vielversprechende Erkenntnis-se. Durch das regelmäßige Ein-schneiden der Rigips-Platte in gekrümmten Bereichen, lässt sich diese sehr gleichmäßg durch das Einbringen in eine passgenau gefräste Nut in Form bringen. Die Verbleibende Haut auf der Oberfläche der Platte stellt schließlich die Oberfläche der Schalung dar und könnte be-liebig modifizeirt werden. Dieses Verfahren funktioniert im Grun-de und ließe sich anwenden. Die Porösität des Materials würde jedoch wohl zu einer Zerstörung der Schalung während des Aus-schalens führen und wäre somit für jeden Betonierabschnitt zu erneuern.

30
wie sich das Material beim Aus-schalen verhalten würde – wir vermuteten dabei eher eine Zer-störung des Materials – brach-ten uns in der Besprechung im Kurs schließlich zu dem Schluss das Konzept weiterentwickeln zu wollen.
ist eine verhältnismäßig zügige Fertigung der Möbel möglich. Die Wiederverwendbarkeit der Schalung und die zeitlich effek-tive Fertigung gegenüber einem aufwendigeren Laminierverfah-ren standen im Fokus des Kon-zeptes.Mit der Erstellung dieses Pro-totyps gewannen wir vor allem einige Erkenntnisse betreffs der Machbarkeit der Herstellung der Möbel im Gießverfahren. Mit Herstellung einer Schalung nach diesem Design war die prinzipielle Fertigung der Möbel möglich, vorausgesetzt sie wür-de sehr sorgfältig und mit hoher Genauigkeit gebaut. Jedoch sei gesagt, dass das Biegesperrholz sich für diese Zwecke zwar als mögliches Schalungsmaterial erwies, allerdings auch sehr auf-wendig und mit großem hand-werklichen Aufwand passgenau verarbeitet werden musste. Die verhältnismäßig aufwendige Herstellung und auch die Frage,
Als dritte Möglichkeit sollte im nächsten Schritt die Verwen-dung einer hölzernen Schalung erörtert werden. Hierzu verwen-deten wir Biegesperrholz und bauten einen ersten Prototypen für die Schalung des Tisches.Hierbei wurden also für Innen und Außen jeweils Unterstüt-zungskonstruktionen gebaut, um das Biegesperrholz schließ-lich befestigen zu können und dem Material über die Höhe zu-sätzliche Abstützungen zu ge-ben. Die hölzernen Schalplatten selbst stehen schließlich unter-seitig in der Nut, welche pass-genau mit einer Oberfräse in die Bodenplatte gefräst wurden. So entsteht ein äußerst stabi-les Schalungssystem, welches modular zusammengesetzt und schließlich beim Ausscha-len wieder ausgebaut werden kann. So entsteht eine Scha-lung, mit welcher sich mehrere Betoniervorgänge nacheinan-der durchführen lassen. Zudem

31
Das Konzept des Schalungs-aufbaus wurde schließlich mit einem alternativen Schalungs-material erneut ausgeführt und brachte am Ende die gewünsch-te Funktionalität mit sich. Dazu im Folgenden mehr.

32
Damit bei dem knapp bemes-senen Zeitplan für den Bau der Schalung nichts schief geht, wurde die etwas einfachere Tischschalung aus Holz herge-stellt. Das System der Schalung ist dasselbe das auch mit den alkus-Schalungsplatten verwen-det wird, die über Nut-Fräsun-gen in der Bodenplatte und seitlichen Stützen (OSB) in der gleichen Form gestützt werden.Zur händischen Fräsung war eine Schablone nötig, die über Nägelchen bei der Fräsung in Position gehalten wurde (sie-he Zeichnung auf Seite 29). Schließlich wurde um die Stüt-zungsplatten das angefeuchtete Biegesperrholz gelegt, für den äußeren Teil, sowohl als auch um den inneren Teil der Scha-lung. Mit viel Gefühl lässt sich die Schalhaut aus Biegesperr-holz sogar in die Nut in der Bo-denplatte hineinstellen.
Die Schalung soll vorwiegend aus Holz oder gesponsorten Ma-terialien hergestellt werden. Die Schalungsplatten (Schalhaut) steht vertikal in einem Abstand, der den Querschnitt des Möbel-stücks bildet. Die Nutfräsung in einer massiven Bodenplatte gibt der Schalhaut die Position, weiter oben wird sie durch die identische Form nochmal ge-stützt, wobei der Zwischenraum von oben zugänglich bleibt um Bewehrung und Beton einzu-bringen.Der in nebenstehender Abbil-dung dargestellte prinzipielle Aufbau der Schalhaut soll hin-sichtlich seiner Herstell-/ Hand-habbarkeit getestet werden. Die Verwendung von Gipskarton als sehr brüchiges Material ist nicht mit der geforderten Widerver-wendbarkeit der Schalung zu vereinbaren, daher wurde statt-dessen für die Testschalung Biegesperrholz der Stärke 5 mm gewählt.
Prototyp

33
Im Ganzen hat der Test gezeigt, dass die Variante im Prinzip sehr vielversprechend und praktika-bel ist. Maschinelle Fräsung und die Verwendung der professio-nellen Schalungsplatten lassen auf einen erfolgreichen Scha-lungsbau hoffen.

M A T E R I A L I E N
BewehrungAbstandshalter
BetonSchalungsplatte alkus
4


36
einer handelsüblichen Sche-re durchgeführt wurde. Zu be-achten war hier die Längs- und Querrichtung der tragenden Struktur. Da bei Bearbeiten der Rolle Carbonfasern in die Luft gelangen, ist das Tragen von Handschuhen und Atemschutz-maske zu empfehlen.
VORTEILE
hohe Tragfähigkeit
keine Mindestbetondeckung erforderlich, da Fasern korro-sionsbeständig sind
geringes Eigengewicht
flexibel in der Formgebung
NACHTEILE
hohe Anschaffungskosten
Fehlende Langzeiterfahrung
Für die Herstellung der Möbel wurden verschiedene Beweh-rungsmaterialien getestet. Der ursprüngliche Entwurf sah als Bewehrung Carbonmatten vor. Da sich diese jedoch als proble-matisch im Hinblick auf die er-forderliche Position erwiesen, wurden zusätzlich noch Stühle bzw. Tische mit Stahl- bzw. Al-kali Basalt Fasern betoniert.
Carbonmatten
Als Carbonmatte wurde das Ge-lege mit der Bezeichnung TU-DALIT-BZT2-V.FRAAS von der Firma Tudalit e.V. gewählt. Die Matte wurde, wie das neben-stehende Foto zeigt, als Rolle mit einer Breite von 2,5 m und einer Länge von 25 m geliefert. Weitere Materialkennwerte sind dem Datenblatt im Anhang zu entnehmen. Daher musste die-se auf die erforderlichen Maße zugeschnitten werden, was mit
BewehrungBewehrung

37
VORTEILE
Wegfall von Material für Beweh-rungsanbringung
Wegfall von Bewehrungshilfs-mitteln
leichte Verarbeitbarkeit
verbessertes Rissverhalten
gute Wirksamkeit bis in die Randbereiche
Betondeckung muss nicht be-achtet werden
NACHTEILE
Entmischungsgefahr
Hoher Nachbehandlungsauf-wand, bzw. richtige Nachbe-handlung nach Einbau in die Schalung
abtragen können. Diese Stahl-fasern übernehmen die Aufga-be der Bewehrung, welche zu-vor durch die Einbringung einer Carbonmatte erfolgte.
Die Anwendung von Stahl-faserbeton findet aktuell im Bereich Bodenplatten und Tunnelbau Anwendung. Als Be-messungsgrundlage dient die DAfStb-Richtlinie „Stahlfaser-beton“.
Stahlfasern
Nachdem die Bewehrung der Stühle mit einer Carbonmatte als Bewehrungslage nicht zum erhofften Mehrwert (siehe As-tandshalter) geführt hat, wurde eine Betonage mit Stahlfasern angemischt. Die Stahlfasern werden in den Frischbeton bei-gemischt und zu einer homoge-nen Mischung verarbeitet. Der Anteil der Fasern in der ver-wendeten Betonmischung be-trägt 6 Vol.-%. Die verwendeten Fasern sind Drahtfasern von Krampe Harex in den Dimensi-nonen l=6 mm, ø 0,175 mm. Die Faserform wird hier als Mikrofa-ser bezeichnet. Die Fasern sind aus rundem, vermessingtem Strahldraht gefertigt. Stahlfaserbeton ist ein annä-hernd isotroper Werkstoff, da sich die Bestandteile Beton und Stahlfasern gleichmäßig über das Volumen verteilen und somit Kräfte in alle Richtungen

38
Für den ursprünglichen Entwurf mit Carbonmatten als Beweh-rung wurden Abstandshalter entwickelt. Als Form wurde eine Raute gewählt, um minimale Kontaktfläche zwischen Scha-lung und Abstandshalter zu er-möglichen. Beispielhaft ist ein Abstandshalter für eine Quer-schnittsdicke von 12 mm in den nebenstehenden Zeichnungen gezeigt. Zur Herstellung dieser wurde ein 3D-Drucker einge-setzt, der als Material Polylactid acid (Polymilchsäure) verwen-det.
Alkali Basalt Fasern
Da sich die Nachbehandlung der betonierten Stühle mit Stahl-faserbewehrung als sehr auf-wendig erwies, wurde ein Möbel Set mit Alkali Basalt Fasern als Bewehrung betoniert. Der An-teil der Fasern in der Beton-mischung beträgt 2 Vol.%. Der Hersteller ist die Deutsche Ba-salt Faser GmbH. Die genaue Bezeichnung der Faser lautet Turbobuild Integral und die ein-zelnen Fasern weisen eine Län-ge von 1 cm auf.
VORTEILE
Rostbeständig
Bedarf weniger Menge pro Ku-bikmeter Beton als Stahlfaser
Gute Vermischeigenschaften
Recyclebar (Naturprodukt)
Abstandshalter
39
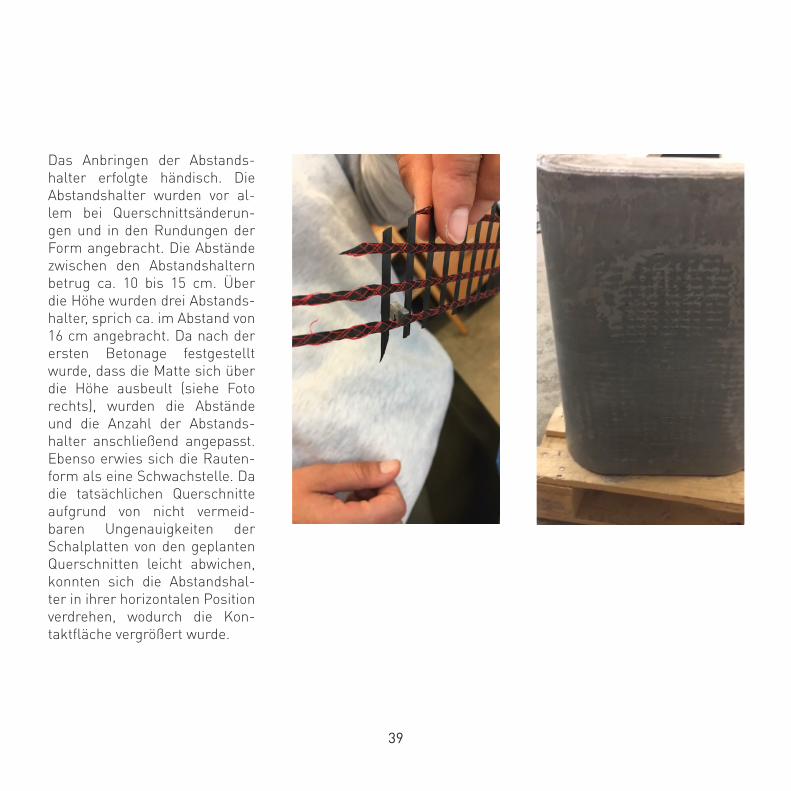
Das Anbringen der Abstands-halter erfolgte händisch. Die Abstandshalter wurden vor al-lem bei Querschnittsänderun-gen und in den Rundungen der Form angebracht. Die Abstände zwischen den Abstandshaltern betrug ca. 10 bis 15 cm. Über die Höhe wurden drei Abstands-halter, sprich ca. im Abstand von 16 cm angebracht. Da nach der ersten Betonage festgestellt wurde, dass die Matte sich über die Höhe ausbeult (siehe Foto rechts), wurden die Abstände und die Anzahl der Abstands-halter anschließend angepasst. Ebenso erwies sich die Rauten-form als eine Schwachstelle. Da die tatsächlichen Querschnitte aufgrund von nicht vermeid-baren Ungenauigkeiten der Schalplatten von den geplanten Querschnitten leicht abwichen, konnten sich die Abstandshal-ter in ihrer horizontalen Position verdrehen, wodurch die Kon-taktfläche vergrößert wurde.

40
Masse [g]
900
850
200
56
50
30
8
210
(20)
(<72)
Kürzel
ZE
GK
QM
ST
FA
FM
EN
WA
(SF)
(OF)
Art
Zement
Gesteinskörnung
Zusatzstoff Typ I
Zusatzstoff Typ II
Zusatzstoff Typ II
Zusatzmittel
Zusatzmittel
Wasser *
(Stahlfasern)
(Oxidfarbe)
Produkt/Stoff
CEM II/B-S 52,5 R (CEMEX)
Quarzsand, feuergetrocknet, 0,2-1,2 mm
Quarzmehl
Silikastaub
Flugasche
Fließmittel (Sika Viscocrete 300)
Entlüfter (Sika Perfin 300)
(L = 6 mm, d = 0,75 mm)
(Eisenoxid Farbpigmente für Betonprodukte)
Rezeptur
Für die Betonage kommt ein Ult-rahochfester Beton (UHPC = Ul-tra High Performance Concrete) zum Einsatz, um möglichst hohe Festigkeiten zu erhalten. Eine Optimierung des Betongefüges wird durch eine Minimierung des Wasser-Zement-Wertes sowie die bestmögliche Abstimmung von Gesteinskörnungs- und Ze-menteigenschaften erreicht. Dabei ist auch der Einsatz von einem leistungsfähigen Fließ-mittel zur Gewährleistung der Verarbeitbarkeit unabdingbar.Die endgültige UHPC-Mischung wurde in mehreren Tests er-mittelt und setzt sich wie folgt zusammen (bezogen auf 1 L Grundmischung)
Wasser-Zement-Wert:
Beton
* zzgl. 65% Wasseranteil im Fließmittel = 0,65 * 30 g = 19,5 gW = WA + 19,5 g = 229,5 g (Wasser im Beton)
41
7 Mischvorgang für ca. 30 Se- kunden unterbrechen und das Material, was sich seit lich am Rand des Mischers befindet, abkratzen und in die Mitte dieses geben. Anschlie ßend weitere 60 Sekunden mischen
8 FM zugeben
9 vier Minuten auf niedriger Geschwindigkeitsstufe mi- schen, bis das Gemisch fließ- fähig geworden ist; anschlie- ßend weitere zwei Minuten mischen
optional: die SF zugeben und erneut 30 Sekunden mischen
Betonherstellung
1 GK, QM und ST (und ggf. OF) abwiegen und vermischen
2 ZE und FA abwiegen und ver- mischen
3 beide Gemische in einen geeigneten mechanischen Mischer geben und min- destens drei Minuten trocken mischen
4 WA und EN abwiegen und vermischen, bis eine milchige Flüssigkeit entstanden ist
5 FM abwiegen und bereitstel- len
6 das WA-EN-Gemisch der Trockenmischung in den mechanischen Mischer zu geben und 90 Sekunden mischen
Farbgebung
Zur Einfärbung der Möbel kann beim Mischen des Betons Oxid-farbe hinzugegeben werden. Die genaue Menge ist je nach Wunsch individuell zu ermitteln und der trockenen Gesteinskör-nungsmischung (siehe folgende Angaben) sind aber zu beachten:
Die Dosierung sollte max. 8 % der Zementmasse betragen.Die Farbe sollte zementbestän-dig sein.Es ist eine Trockenmischzeit von mindestens einer Minute einzu-halten.Es wird empfohlen, vor der Be-tonage einen Probekörper zu er-stellen, um die Farbgebung zu überprüfen.

42
Nachbehandlung
Als geeignete und sinnvolle Methode der Nachbehandlung hat sich das Lagern der ausge-schalten Möbelstücke in der So-larklimakammer erwiesen. Da-bei sind folgende Bedingungen einzuhalten:
Dauer Nachbehandlung: 48 hTemperatur: 90 °C
Nach der Behandlung in der So-larklimakammer sind die Mö-belstücke im Wasserbad zu la-gern. Falls das nicht möglich ist, ist auch die Lagerung bei feuch-tem Raumklima ausreichend. Der Beton sollte dabei mit ei-nem wasserdampfundurchläs-sigem Material gut eingewickelt werden, um das Frühschwin-den zu minimieren. Damit eine Vergleichbarkeit zwischen den Mischungen und der Norm ge-währleistet werden kann, sollte die Lagerung nicht weniger als 7 bzw. 28 Tage betragen.
ANMERKUNGEN
Die jeweiligen Mischzeiten sind ggf. dem verwendeten Mischer anzupassen.
Die relative Luftfeuchte und -temperatur beeinflussen den Mischvorgang.
Die Angaben beziehen sich auf die Mischung im Betonlabor unter normalen Raumbedingun-gen.
Die optimale Temperatur des Anmachwassers beträgt 8 °C.
Jede neue oder veränderte Grundmischung ist grundsätz-lich vor Anwendung zu überprü-fen. Dafür wird empfohlen, 5 % der Mischung für Festigkeits-proben mit Prüfprisma bzw. –würfel aufzuheben.

43
Der Schichtaufbau sowie die Kombination der Materialien stellt eine gewisse Herausforde-rung dar, wenn es darum geht, 700 mal parallel und mit kons-tanter Tiefe alle paar Millimeter die Alu-verstärkte Plastikplatte einzuschneiden. Die Radien-Be-reiche der Schalhaut erfordern große Präzision in der Herstel-lung um einen regelmäßigen Kurvenverlauf im Betonmöbel zu ermöglichen.
Die Platten kommen in den Ab-messungen 2,0 x 1,2 m, werden in zwei 2 m lange Streifen der Breite 53 cm und 55,5 cm ge-schnitten und in den über die Stoßposition festgelegten Berei-chen ca. alle 8 mm mit limitier-ter Tiefe (14 mm) eingeschnitten (Schnittbreite ca. 2,5 mm), so-dass in Kurvenbereichen ma-ximal ¾ des Materials stehen bleibt. Die genaue Festlegung der Stellen, wo die Schalhaut gestoßen wird ist noch zu treffen und somit auch das Schnittmus-ter (Lage der Biegebereiche).
Schalungsplatte alkus

U M S E T Z U N G
Schnitte in Schalungs-platte
CNC-FräsungNachbearbeitung
Aufbau der SchalungAusschalen
5


46
1 Führrungsschiene der Hand- kreissäge (fix)
2 Führungsschiene des Platen- streifens (fix)
3 Handkreissäge
4 Bewegungsrichtung Platten- streifen
5 Anschlagssystem montierbar für Führungsschiene mit herausziehbaren Nägeln
So schmilzt das Material nicht und die verbleibenden Schnitt-kanten lassen sich relativ leicht säubern.
Es wurde insgesamt eine Scha-lung für Tisch mit innerer und äußerer Schalhaut sowie zwei Stuhlschalungen mit innerer und äußerer Schalhaut angefer-tigt.
angefertigte Anschlagsystem ermöglichte es uns durch das einfache Herausziehen eines Nagels den Plattenstreifen ge-nau um den Schnittweitenab-stand weiterzuschieben, um so direkt zum nächsten Schnitt an der Handkreissäge anzusetzen. Es bot sich an am Boden zu arbeiten, da so genügend lan-ge Druck auf die Säge ausge-übt werden kann, dass trotz „Multi-Material“-Sägeblatt die Drehzahl etwas heruntergeht.
Da sich alle anderen Versuche nach exakt festgelegtem Schnitt-muster in dieses schwierige Material zu schneiden als nicht unbedingt zielführend erwiesen haben bauten wir eine Schnei-devorrichtung extra für unsere Platten (siehe Foto unten). Sie bestand aus Führungsschiene für Plattenstreifen oben / unten sowie darauf fest verbundener Querläufer als Führung für die Handkreissäge. Das speziell für das vorliegende Schnittmuster
Schnitte in Schalungsplatte
12
2
3
4
5
47
(Fräspläne siehe folgende Seite). Die MEVA-Platte ist ausreichend steif, sodass eine Stützung am oberen Plattenrand für die Sta-bilität der Form ausreichen wird.Die Holzplatten werden aus 21 mm Multiplex passgenau zu-geschnitten und als Distanzlat-ten, deren Position durch 3 mm tiefe Taschen mit Bohrungen für Verschraubung in beiden Platten fest vorgegeben ist, werden vom Auftraggeber bereitgestellte BSH-Latten mit Abmessungen 24 x 48 mm auf Maß abgelängt und durch Klebe – und/oder Schraubverbindung mit den Multiplexplatten verbunden.Die Schalungsplatten werden direkt nach Lieferung nach dem festgelegten Muster 14 mm tief eingeschnitten, sodass sie sich en Biegungen und Querschnitts-dickenänderungen der Möbel-form anschmiegen kann.
Erstellen der Fräsdatei
Viele Erkenntnisse die während des Baus des Prototypen er-langt wurden, flossen in den Entwurf mit ein. Genaue Posi-tionierung der Distanzlatten, die die Stützung über der Boden-platte in identischer Position mit der Nut-Fräsung halten, ist ganz wichtig. Ebenso wie exakte Fräsungen und die Verwendung hochqualitativer Materialien um die Schalung für einige Beton-agen verwenden zu können. Das Plattenmaterial sollte möglichst wirtschaftlich genutzt werden. Die optimierte Anordnung der Frästeile auf möglichst kleiner Fläche ist vorteilhaft und wurde dahingehend optimiert.
Plattenmaße des Stuhls sind bei Anordnung von 2 Stück pro Platte 1,15 x 1,65 m. Der Tisch kommt mit 2 Platten à 0,6 x 1,0 m aus. Jeweils eine Bodenplatte und eine Stützung pro Schalung
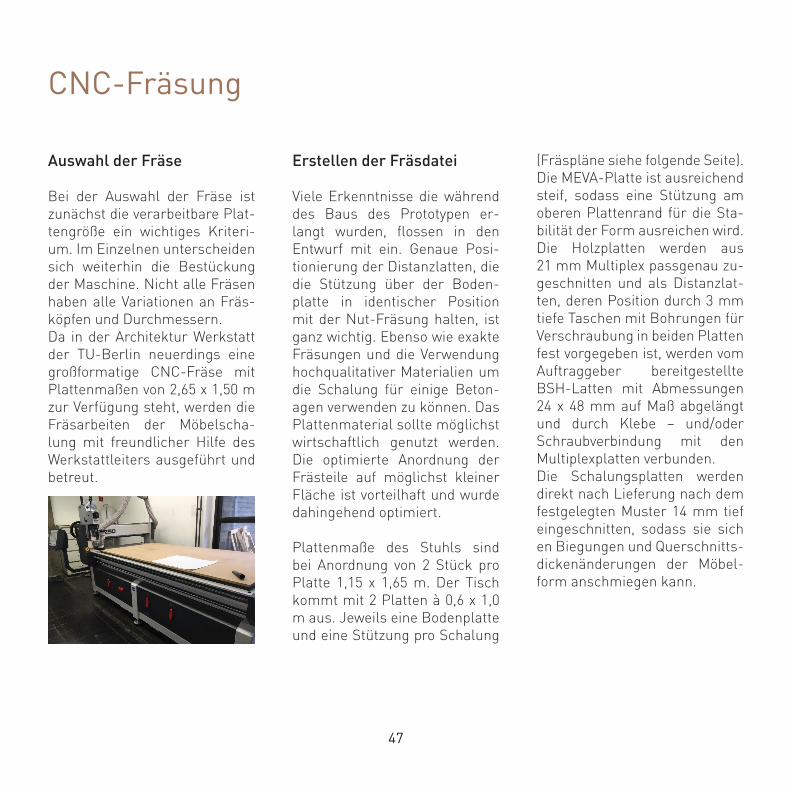
Auswahl der Fräse
Bei der Auswahl der Fräse ist zunächst die verarbeitbare Plat-tengröße ein wichtiges Kriteri-um. Im Einzelnen unterscheiden sich weiterhin die Bestückung der Maschine. Nicht alle Fräsen haben alle Variationen an Fräs-köpfen und Durchmessern. Da in der Architektur Werkstatt der TU-Berlin neuerdings eine großformatige CNC-Fräse mit Plattenmaßen von 2,65 x 1,50 m zur Verfügung steht, werden die Fräsarbeiten der Möbelscha-lung mit freundlicher Hilfe des Werkstattleiters ausgeführt und betreut.
CNC-Fräsung
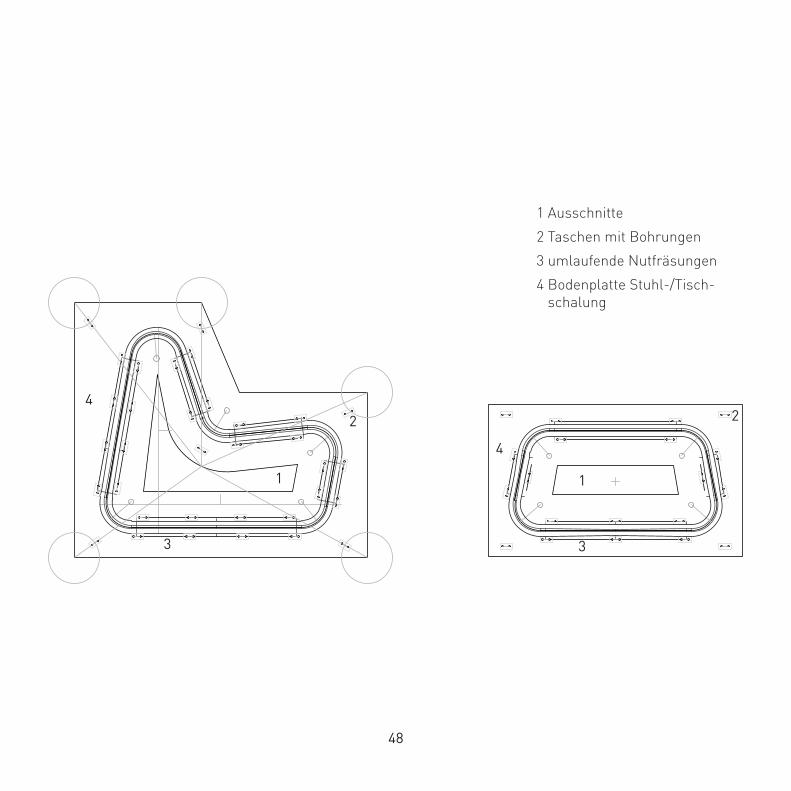
48
1 Ausschnitte
2 Taschen mit Bohrungen
3 umlaufende Nutfräsungen
4 Bodenplatte Stuhl-/Tisch- schalung
1.1543
1.1543
1
22
3
4
4
3
1

49
Da die Fräse über eine Vaku-um-Ansaugung des Werkstücks verfügt, ist es nicht möglich die Schichtstärke einer Platte kom-plett durch zu fräsen oder zu bohren.
Es muss ein Sicherheitsabstand zum Fräs-Tisch von 0,3 mm be-stehen, daher wird bei Schnitten und Bohrungen Nachbearbei-tung nötig.
Fräsung
Bei der Fräsung selber ist zu beachten, dass Fräsköpfe bei hartem Material nicht abgenutzt sein dürfen, sonst franzt im Falle von Multiplexplatten die oberste Schicht bei Fräsungen quer zur Faserrichtung unschön aus. Da vor allem die Kantenbereiche der Fräsungen für die Scha-lung eine entscheidende Rolle spielen ist es trotz Auswechs-lung des Fräskopfes nötig, den verbleibenden Zwischenraum zwischen beiden Nuten um ge-nau die Schichtstärke der ers-ten (ausgefranzten) Lage nach Fräsung der Nut „abzusenken“. Hierbei erhält man sehr schö-ne Ergebnisse und kann auf die händische Nachbearbeitung der Nut verzichten.
50
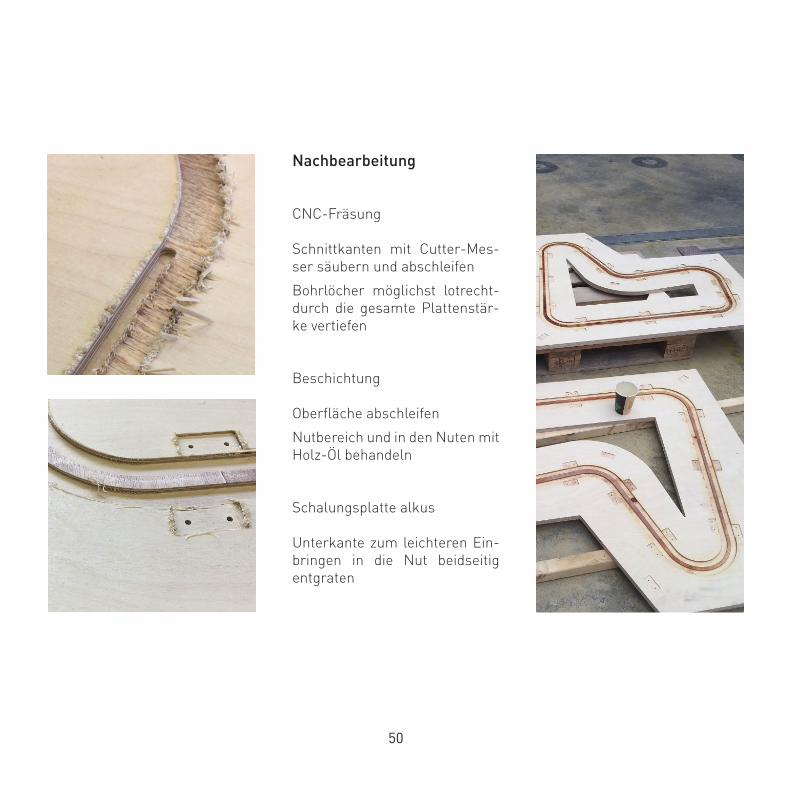
Nachbearbeitung
CNC-Fräsung
Schnittkanten mit Cutter-Mes-ser säubern und abschleifen
Bohrlöcher möglichst lotrecht-durch die gesamte Plattenstär-ke vertiefen
Beschichtung
Oberfläche abschleifen
Nutbereich und in den Nuten mit Holz-Öl behandeln
Schalungsplatte alkus
Unterkante zum leichteren Ein-bringen in die Nut beidseitig entgraten

51
Grundgerüst
Alle Distanzlatten sind 48,4 cm lang. Sie werden in die dafür vorgesehenen Taschen geklopft und von der anderen Seite der Platte verschraubt. Vorteilhaft für den Aufbau der Schalung wären exakt geschnittene Lat-ten und eine beidseitige leichte Entgratung des Schnittes damit sie sich leicht in die 3 mm tiefe Vertiefung klopfen lassen und so den Schalungsaufbau gegen verrutschen zu sichern.
Die nebenstehenden Zeichnun-gen zeigen die einzelnen Bau-teile.
Aufbau der Schalung

52
3 Stützlatten außen / innen
4 Bodenplatte
1 obere Stützringe außen / innen
2 Schalhaut
Zusammenbau
Die innere Schalhaut wird mit etwas Gefühl in die gefräste Nut der Bodenplatte gestellt während die Distanzlatten be-reits mit dieser verschraubt sind.Der innere Stützring wird an der oberen Kante mit der Schalhaut verschraubt so-bald alle Distanzlatten in ihre Taschen geklopft sind. Dann werden auch die Distanzlat-ten mit dem Stützring ver-schraubt, damit die Schalhaut nicht aus der Nut herausrut-schen kann.Nun kann die Schalfläche ge-ölt werden und die vorberei-tete Bewehrung angedrückt werden. Analog wird anschließend mit der äußeren Schalhaut ver-fahren.
11
23
4

53

54
Beim Ausschalen müssen die Schraubverbindungen vom äu-ßeren Stützring gelöst werden um ihn zu entfernen.
Im zweiten Schritt kann die Schalhaut abgenommen wer-den, evtl. mit vorsichtigem He-beln an der Bodenplatte.
Nun können die tiefer liegenden Schrauben des inneren Stütz-ring gelöst werden, um ihn zu lösen.
Das Möbel ist nun ausgeschalt und kann zur weiteren Nachbe-handlung von der Bodenplatte genommen werden.
Ausschalen

55

R É S U M É
6
BelastungstestFazit
R É S U M É
6


58
last genau zu treffen und somit den Versagensmechanismus gut beobachten zu können. War der auf dem Stuhl platzierte Wassertank voll und somit 50 kg schwer, wurde er entfernt, durch zwei Zementsäcke á 25 kg ersetzt und wieder neu befüllt (siehe Fotos unten).
Zur Abschätzung von Versa-genslast und -zustand wurden zwei Stühle aus faserbewehrtem Beton bis zum Bruch belastet. Da die Herstellung der Stühle mit Carbonmattenbewehrung mehr Zeit in Anspruch genom-men hat, konnte zum Zeitpunkt der Fertigstellung des Berichts noch keiner von ihnen getestet werden.Die Betonmischungen beider Stühle wiesen sehr ähnliche Eigenschaften und einen identi-schen Fasergehalt auf, während in Stuhl 1 allerdings Stahlfasern verwendet wurden, war Stuhl 2 mit Basaltfasern bewehrt, die korrosionsbeständig und somit auch für die Anwendung im Au-ßenbereich geeignet sind. Im Versuchsaufbau wurden die Stühle auf eine ausgleichende Holzplatte gestellt, damit kei-ne Lastspitzen durch die Lage-rung erzeugt werden. Die Last wurde stufenlos mit Wasser aufgebracht um die Versagens-
Belastungstest

59
gesicht dieses Verhaltens ist der Einbau von Carbonmatten oder ähnlicher Bewehrung un-bedingt notwendig, um ein An-kündigungsverhalten der Möbel zu garantieren und die Sicher-heit der Nutzer gewährleisten zu können.
Der Versagensmechanismus war bei beiden Versuchskörpern sehr spröde und stellt sich als kompletter Kollaps dar, so ver-sagten die Stühle nach anfäng-lichem Bruch an einer Stelle sofort an allen gekrümmten Stellen (siehe Fotos unten). An-
Beide Versuche ergaben eine Versagenslast von 300 kg, die gegenüber der Bemessungslast für den linear elastischen Zu-stand I von 150 kg sehr hoch, an Hand der hohen Betonqualität und fließfähigen Faserbeweh-rung jedoch möglich erscheint.

60
sehr spröde und u.U. für die Nutzenden gefährlich. Eine Al-ternative ist die Anwendung von durchgehenden Carbonfaser-gelegen, die im Versagen durch die Bildung von Bruchgelenken gefahrlos sind. Weiterentwick-lungsbedarf besteht hier jedoch darin, die Gelege während der Herstellung in Ihrer Position zu halten. Lösungen bei denen die Gelege leicht „vorgespannt“ werden sind vielversprechend.
Die in der Projektarbeit herge-stellten schlanken Stühle und Hocker setzen hohe Maßstäbe in Bezug auf Ästhetik und Komfort, wobei durch Beimischung von Pigmenten verschiedene Farb-töne möglich sind. Die eigens für die Möbel erarbeitete Be-tonmischung weist neben sehr hohen Festigkeiten und einem guten Verbundverhalten eine sehr gute Oberflächenqualität auf, die durch Nachbearbeitung noch verbessert werden kann.Zur Herstellung wurde ein Pro-zess entwickelt, in dem die Mö-belstücke schnell und präzise in eine wiederverwendbare Scha-lung gegossen werden.Als Bewehrung wurden ver-schiedene Fasermaterialien so-wie Gelegematten aus Carbon-fasern angewendet. Während die mit Fasern bewehrten Varianten sehr einfach herzustellen sind und unter Gebrauchstlasten ein gutes Tragverhalten aufweisen, ist der Versagenszustand hier
Fazit

61

7
Q U E L L E N
[1] EtErnit ÖstErrEich Gmbh (Hrsg.): Guhl Stuhl, URL: https://www.eternit.at/produkte/gar-ten-design/moebel-und-acces-soires/guhl-stuhl/, letzter Zu-griff 21.11.18
[2] PfEiffEr, Jana; sErrano, maria: Abschlussbericht Entwurfsse-minar Betonmöbel, Technische Universität Berlin, 2018
[3] sofistiK aG (Hrsg.): the so-fistik interface for rhinoceros, URL:https://www.sofistik.de/documentation/2018/en/rhi-no_interface/introduction.html, letzter Zugriff 21.11.18
[4] DEutschEs institut für nor-munG: DIN EN 16139: Möbel-Fes-tigkeit, Dauerhaltbarkeit und Sicherheit - Anforderungen an Sitzmöbel für den Nicht-Wohn-bereich, Beuth Verlag GmbH, 2014
[8] KramPEharEx Gmbh & co. KG (Hrsg.): Datenblatt Fasern, URL: https://www.krampeharex.com/typo3temp/pdf/PDB_Krampe-Harex-Drahtfaser-DM_6_0_175.pdf?1539939153, letzter Zugriff: 21.11.18
[9] rm hanDElsmEDiEn Gmbh & co. KG (Hrsg.): Aus der Forschung: Entwicklung Carbonbeton, URL: http://www.baustoffwissen.de/wissen-baustoffe/baustoff-knowhow/grundstoffe/beton/aus-der-forschung-entwick-lung-von-carbonbeton-zugfes-tigkeit-kohlenstofffasern-tex-ti lbeton-carbon-beton-ver-bund-tu-dresden/, letzter Zugriff: 21.11.18
[10] DEutschE basaltasEr Gmbh (Hrsg.): Deutsche Basalt Faser, URL: https://www.deutsche-ba-salt-faser.de/, letzter Zugriff: 21.11.18
[5] Zilch, KonraD; ZEhEtmaiEr, GEr-harD: Bemessung im konstrukti-ven Betonbau nach DIN 1045 - 1 (Fassung 2008) und EN 1992 - 1 -1 (Eurocode 2), Springer - Ver-lag, Berlin Heidelberg, 2010
[6] DycKErhoff Gmbh (Hrsg.): Dy-ckerhoff Ferrodur, Stahlfaser-beton nach Eigenschaften und Leistungsklassen, URL: www.dyckerhoff.com/online/down-load.jsp?idDocument=162&in-stance=1, letzter Zugriff: 21.11.18
[7] VErbanD DEutschEr stahlfa-sErhErstEllEr E.V. (Hrsg.): Stahl-faserbeton - Stahlfasertypen, URL: http://www.ribalith.de/sites/default/files/downloads/SFTypen.pdf, letzter Zugriff: 21.11.18
64
65
66