
Dem Material Beine machen: Kennzahlen für Pull und Flow · Poka Yoke Pull-Prinzip und...
13
Dem Material Beine machen: Kennzahlen für Pull und Flow Prof. Dr. Andreas Syska Webinar 02_03_2012
Transcript of Dem Material Beine machen: Kennzahlen für Pull und Flow · Poka Yoke Pull-Prinzip und...
Dem Material Beine machen: Kennzahlen für Pull und Flow
Prof. Dr. Andreas Syska
Webinar
02_03_2012
Prof. Dr. Andreas Syska - Vita
1978 – 1985 Studium des Maschinenbau, RWTH Aachen
1985 – 1990 Forschungsinstitut für Rationalisierung an der RWTH, Aachen, Wissenschaftlicher Mitarbeiter, Promotion zum Dr.-Ing.
1990 – 1994 Robert Bosch GmbH, Stuttgart,
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 2|
1990 – 1994 Robert Bosch GmbH, Stuttgart, Produktionsleiter
1994 – 1995 Arthur D. Little, Wiesbaden,Consultant
1995 Gründung der Unternehmensberatung Syska
Seit 1997 Professor für Produktionsmanagement an der Hochschule Niederrhein in Mönchengladbach
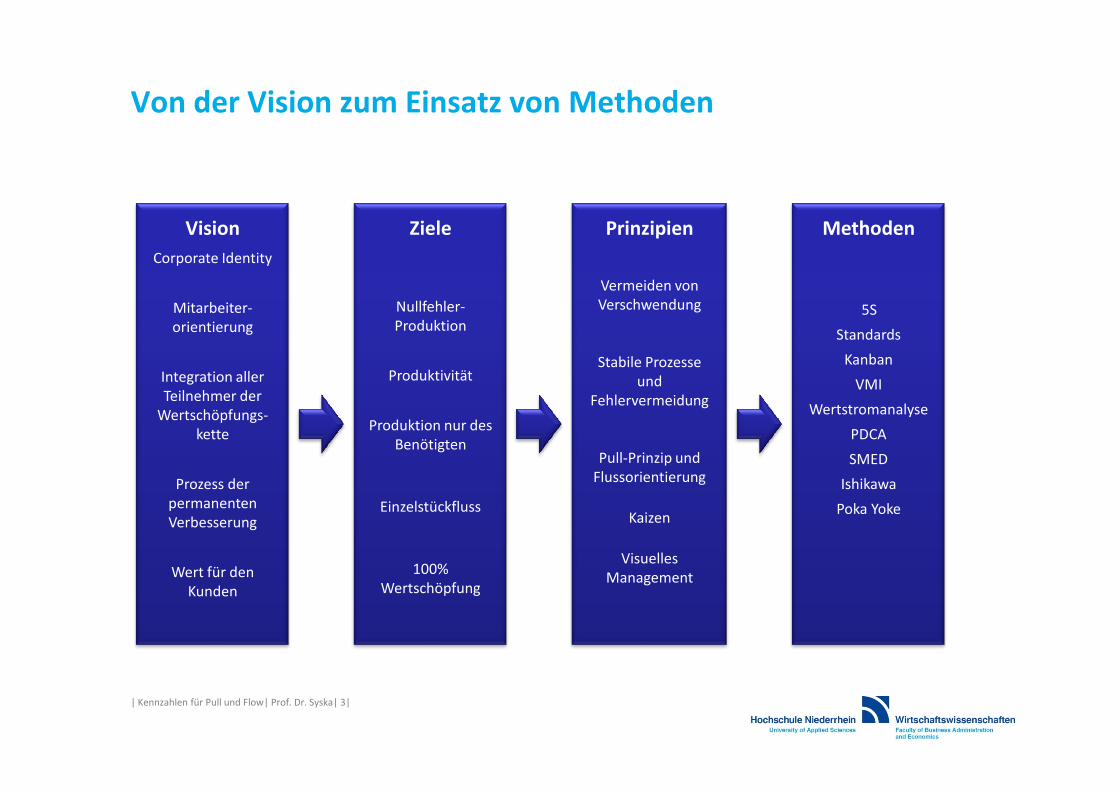
Von der Vision zum Einsatz von Methoden
Methoden
5S
Standards
Kanban
VMI
Prinzipien
Vermeiden von Verschwendung
Stabile Prozesse und
Fehlervermeidung
Ziele
Nullfehler-Produktion
Produktivität
Vision
Corporate Identity
Mitarbeiter-orientierung
Integration aller Teilnehmer der
Wertstromanalyse
PDCA
SMED
Ishikawa
Poka Yoke
Fehlervermeidung
Pull-Prinzip und Flussorientierung
Kaizen
Visuelles Management
Produktion nur des Benötigten
Einzelstückfluss
100% Wertschöpfung
Teilnehmer der Wertschöpfungs-
kette
Prozess der permanenten Verbesserung
Wert für den Kunden
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 3|
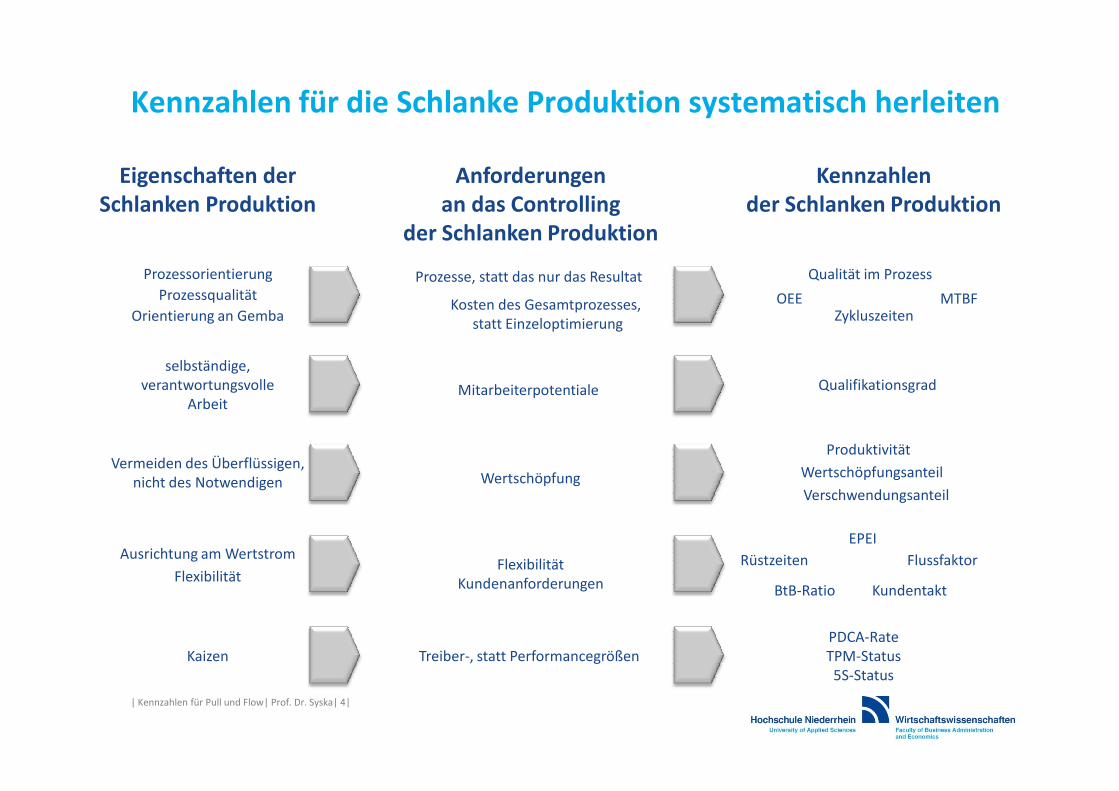
Kennzahlen für die Schlanke Produktion systematisch herleiten
Eigenschaften der
Schlanken Produktion
Anforderungen
an das Controlling
der Schlanken Produktion
Kennzahlen
der Schlanken Produktion
Orientierung an Gemba
Prozessorientierung
ProzessqualitätProzesse, statt das nur das Resultat
Kosten des Gesamtprozesses, statt Einzeloptimierung
Qualität im Prozess
ZykluszeitenOEE MTBF
selbständige,verantwortungsvolle
Arbeit Mitarbeiterpotentiale Qualifikationsgrad
Kaizen Treiber-, statt PerformancegrößenPDCA-RateTPM-Status5S-Status
Flexibilität
Ausrichtung am WertstromFlexibilität
Kundenanforderungen
EPEI
FlussfaktorRüstzeiten
KundentaktBtB-Ratio
Vermeiden des Überflüssigen, nicht des Notwendigen Wertschöpfung
Arbeit Mitarbeiterpotentiale
Produktivität
Wertschöpfungsanteil
Verschwendungsanteil
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 4|
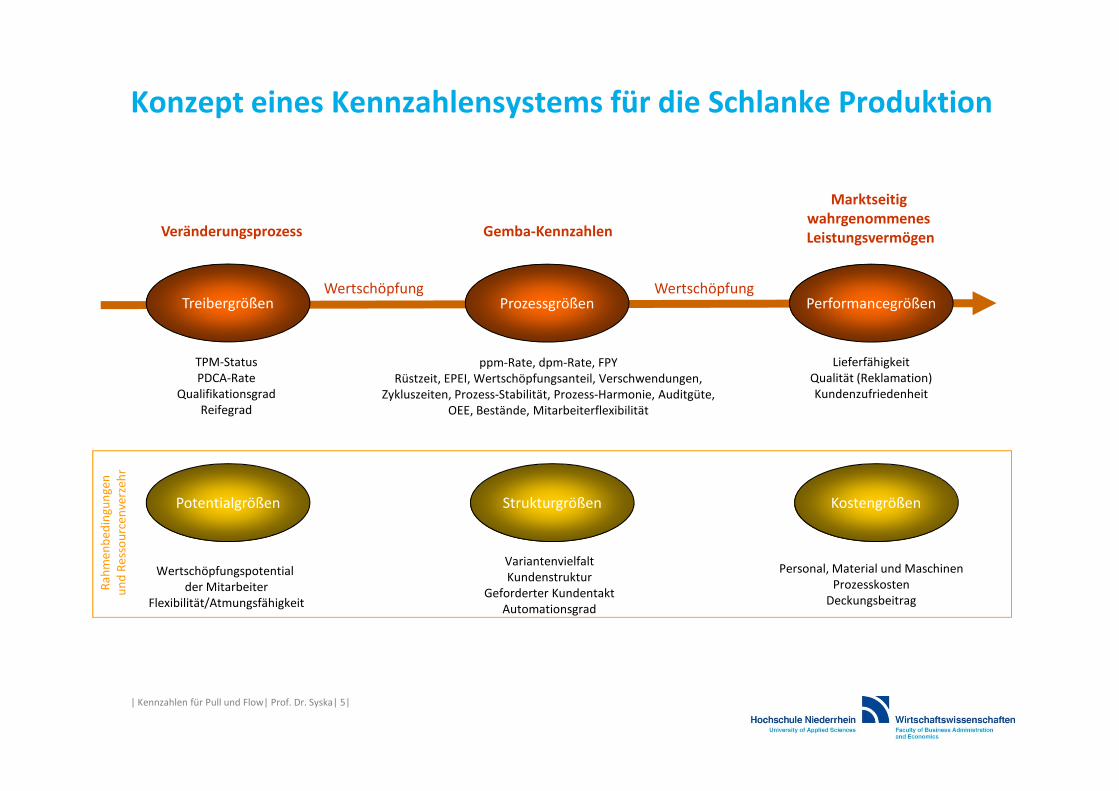
Konzept eines Kennzahlensystems für die Schlanke Produktion
Treibergrößen PerformancegrößenProzessgrößen
LieferfähigkeitQualität (Reklamation)Kundenzufriedenheit
Marktseitig
wahrgenommenes
LeistungsvermögenGemba-KennzahlenVeränderungsprozess
WertschöpfungWertschöpfung
ppm-Rate, dpm-Rate, FPYRüstzeit, EPEI, Wertschöpfungsanteil, Verschwendungen,
Zykluszeiten, Prozess-Stabilität, Prozess-Harmonie, Auditgüte,
TPM-StatusPDCA-Rate
Qualifikationsgrad
Potentialgrößen KostengrößenStrukturgrößen
VariantenvielfaltKundenstruktur
Geforderter KundentaktAutomationsgrad
Kundenzufriedenheit
Personal, Material und MaschinenProzesskosten
Deckungsbeitrag
Wertschöpfungspotential der Mitarbeiter
Flexibilität/Atmungsfähigkeit
Rah
me
nb
ed
ingu
nge
nu
nd
Re
sso
urc
en
verz
eh
r
Zykluszeiten, Prozess-Stabilität, Prozess-Harmonie, Auditgüte,OEE, Bestände, Mitarbeiterflexibilität
QualifikationsgradReifegrad
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 5|
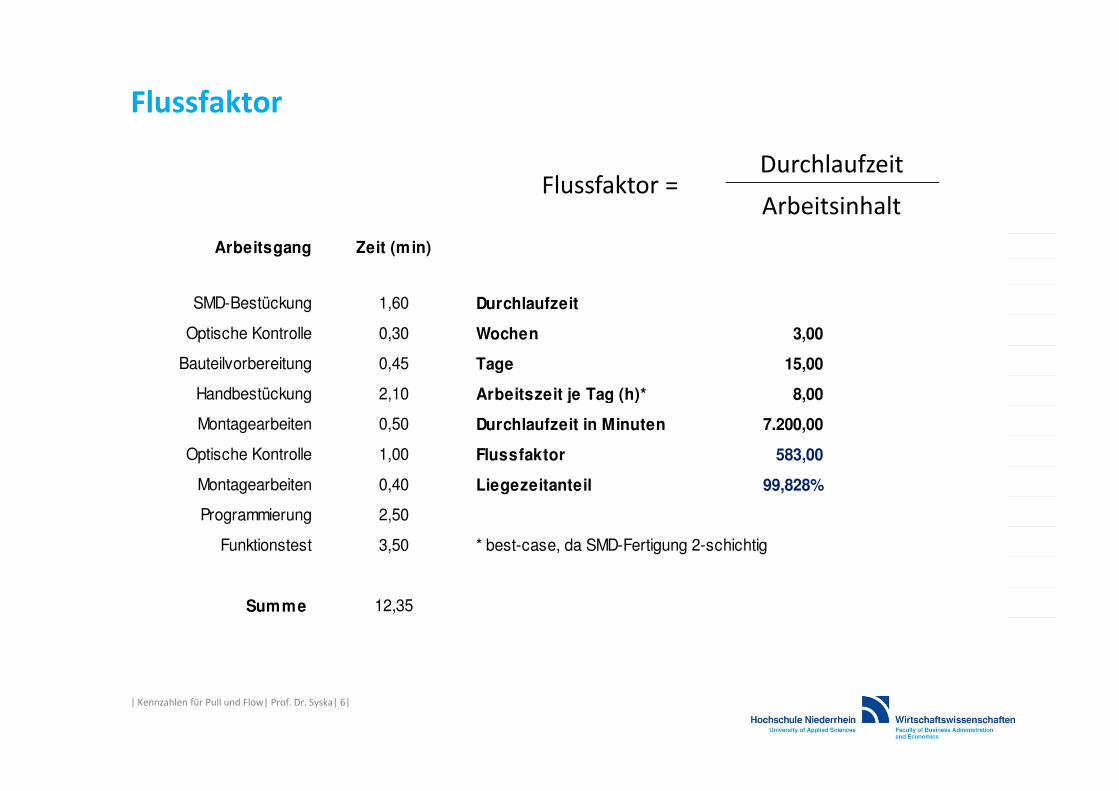
Flussfaktor
Arbeitsgang Zeit (min)
SMD-Bestückung 1,60 Durchlaufzeit
Optische Kontrolle 0,30 Wochen 3,00
Bauteilvorbereitung 0,45 Tage 15,00
Handbestückung 2,10 Arbeitszeit je Tag (h)* 8,00
Flussfaktor =Durchlaufzeit
Arbeitsinhalt
Handbestückung 2,10 Arbeitszeit je Tag (h)* 8,00
Montagearbeiten 0,50 Durchlaufzeit in Minuten 7.200,00
Optische Kontrolle 1,00 Flussfaktor 583,00
Montagearbeiten 0,40 Liegezeitanteil 99,828%
Programmierung 2,50
Funktionstest 3,50 * best-case, da SMD-Fertigung 2-schichtig
Summe 12,35
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 6|
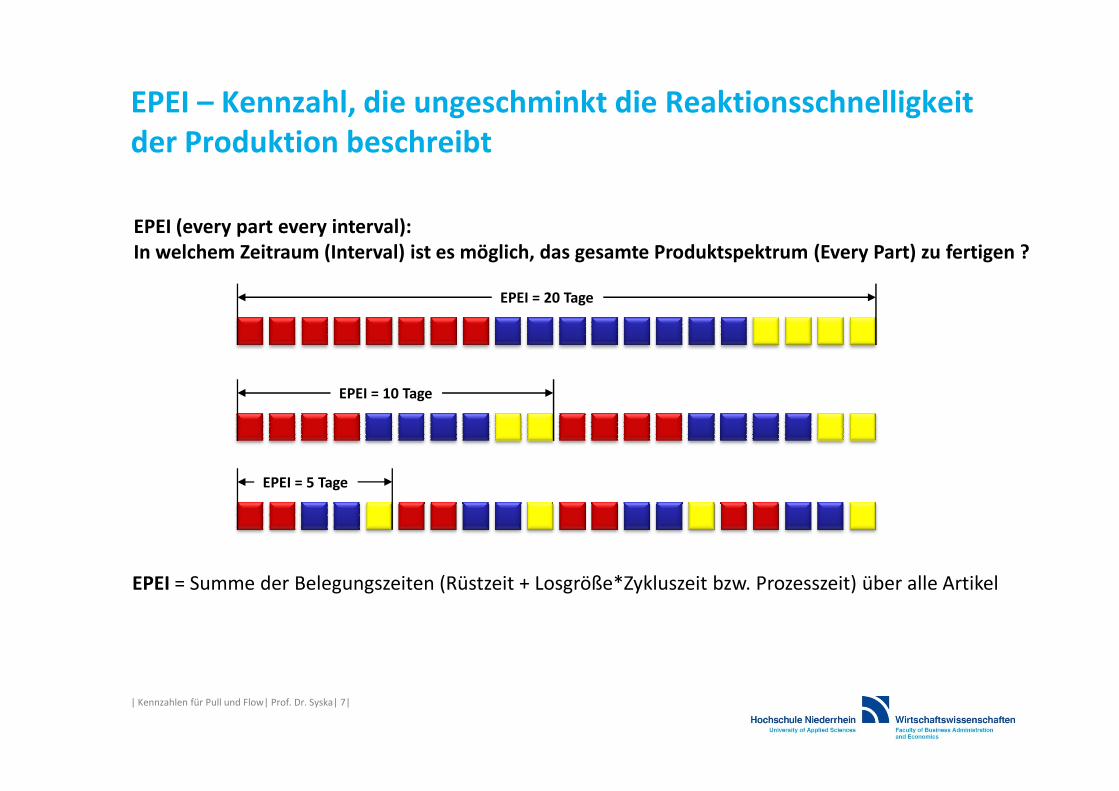
EPEI – Kennzahl, die ungeschminkt die Reaktionsschnelligkeit
der Produktion beschreibt
EPEI (every part every interval):
In welchem Zeitraum (Interval) ist es möglich, das gesamte Produktspektrum (Every Part) zu fertigen ?
EPEI = 20 Tage
EPEI = 10 Tage
EPEI = Summe der Belegungszeiten (Rüstzeit + Losgröße*Zykluszeit bzw. Prozesszeit) über alle Artikel
EPEI = 10 Tage
EPEI = 5 Tage
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 7|
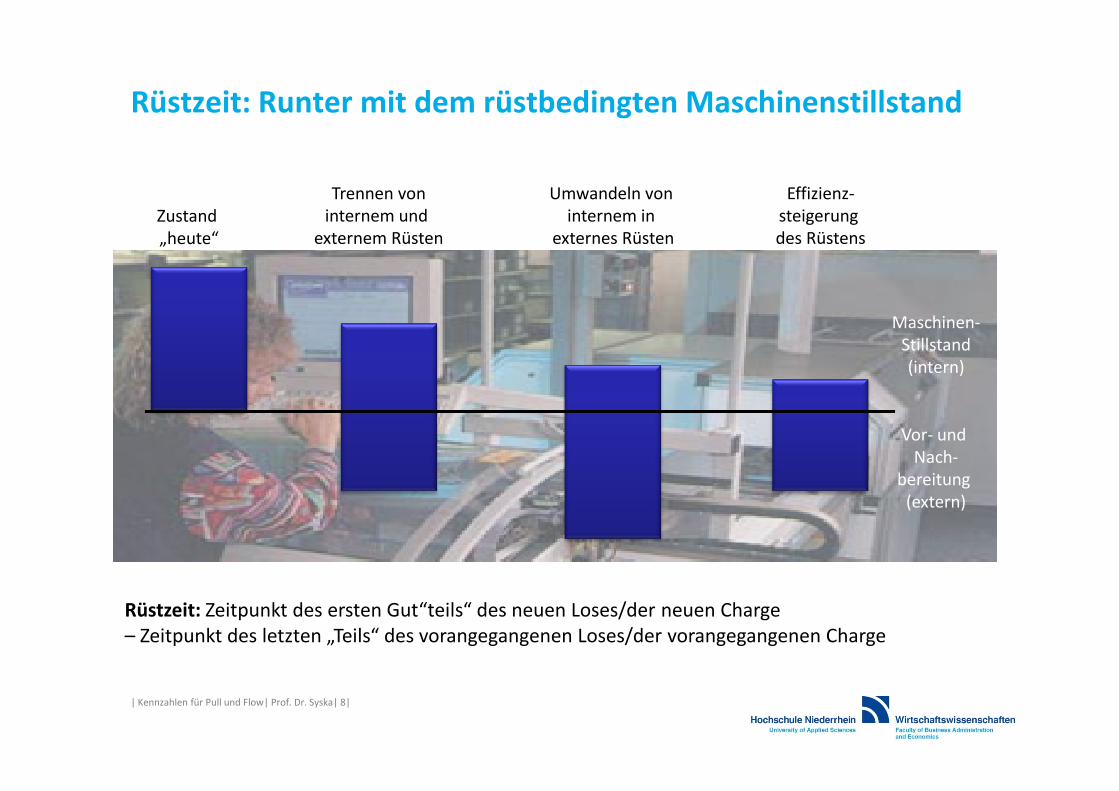
Zustand „heute“
Trennen voninternem und
externem Rüsten
Maschinen-Stillstand(intern)
Umwandeln von internem in
externes Rüsten
Effizienz-steigerung des Rüstens
Rüstzeit: Runter mit dem rüstbedingten Maschinenstillstand
Vor- und Nach-
bereitung(extern)
Rüstzeit: Zeitpunkt des ersten Gut“teils“ des neuen Loses/der neuen Charge– Zeitpunkt des letzten „Teils“ des vorangegangenen Loses/der vorangegangenen Charge
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 8|
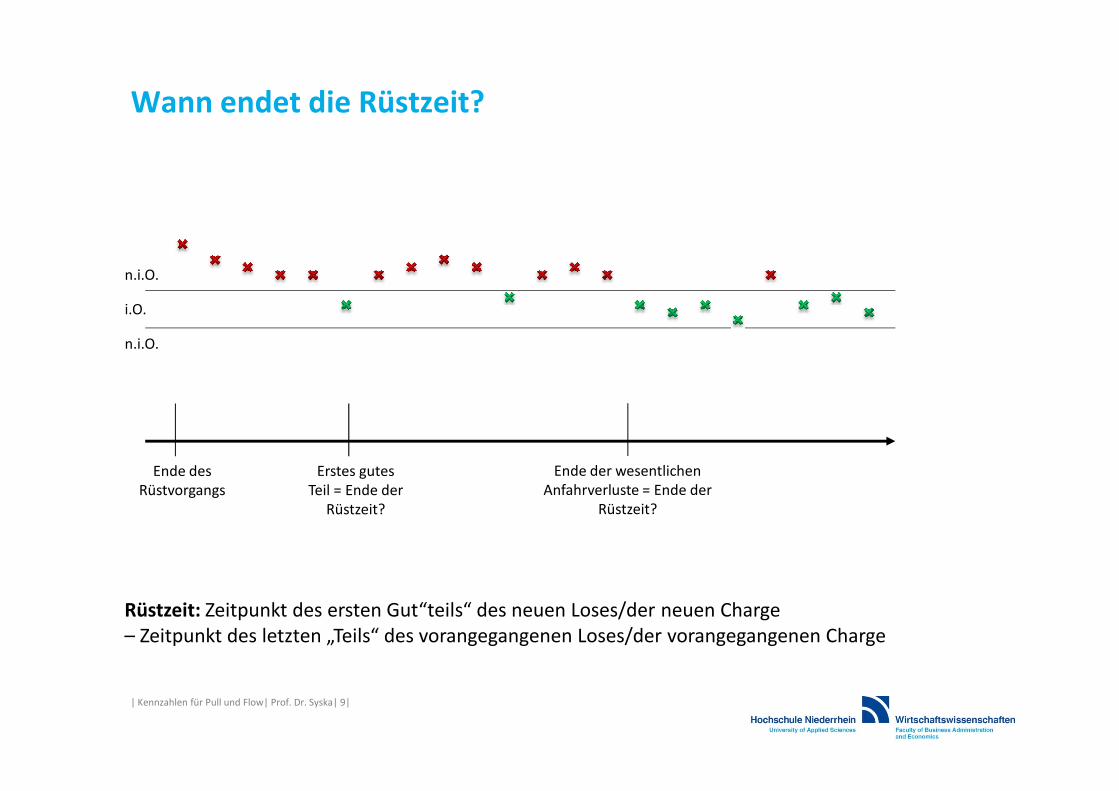
Wann endet die Rüstzeit?
i.O.
n.i.O.
n.i.O.
Ende des Rüstvorgangs
Rüstzeit: Zeitpunkt des ersten Gut“teils“ des neuen Loses/der neuen Charge– Zeitpunkt des letzten „Teils“ des vorangegangenen Loses/der vorangegangenen Charge
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 9|
Erstes gutes Teil = Ende der
Rüstzeit?
Ende der wesentlichen Anfahrverluste = Ende der
Rüstzeit?
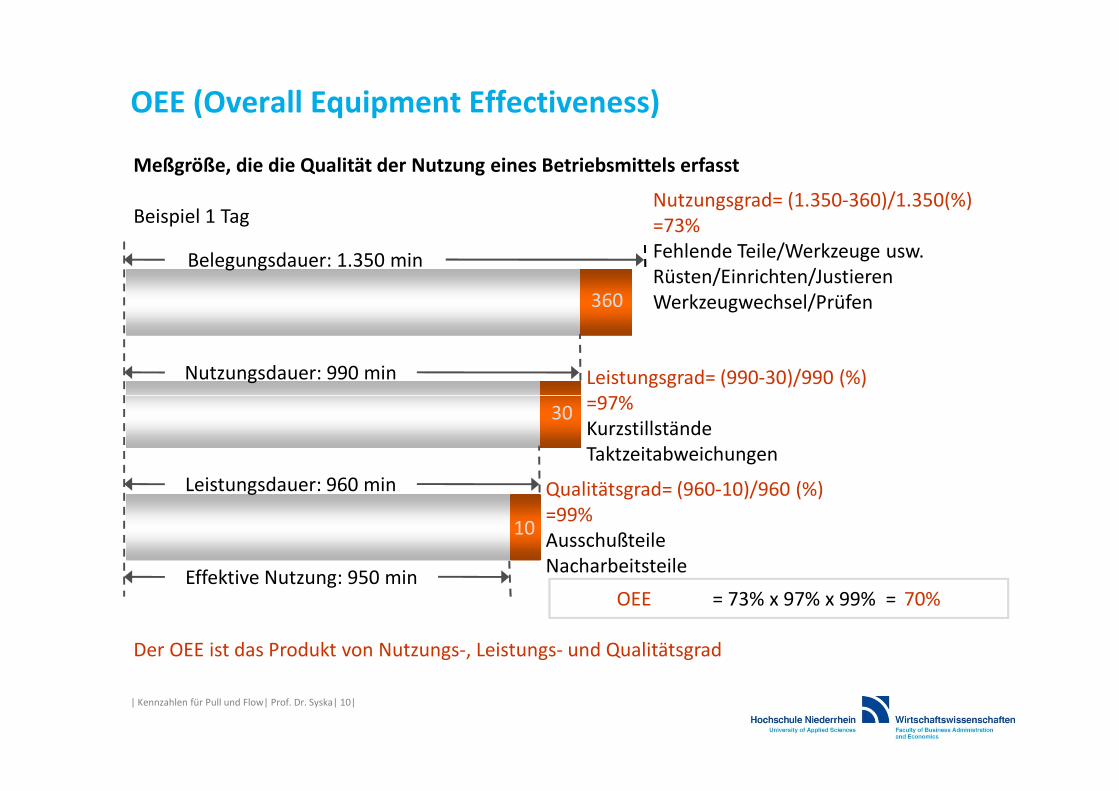
OEE (Overall Equipment Effectiveness)
Meßgröße, die die Qualität der Nutzung eines Betriebsmittels erfasst
Beispiel 1 Tag
360
Belegungsdauer: 1.350 min
Nutzungsdauer: 990 min
Nutzungsgrad= (1.350-360)/1.350(%)=73%Fehlende Teile/Werkzeuge usw.Rüsten/Einrichten/JustierenWerkzeugwechsel/Prüfen
Leistungsgrad= (990-30)/990 (%)=97%30
10
Leistungsdauer: 960 min
Effektive Nutzung: 950 min
=97%KurzstillständeTaktzeitabweichungen
Qualitätsgrad= (960-10)/960 (%)=99%AusschußteileNacharbeitsteile
OEE = 73% x 97% x 99% = 70%
Der OEE ist das Produkt von Nutzungs-, Leistungs- und Qualitätsgrad
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 10|
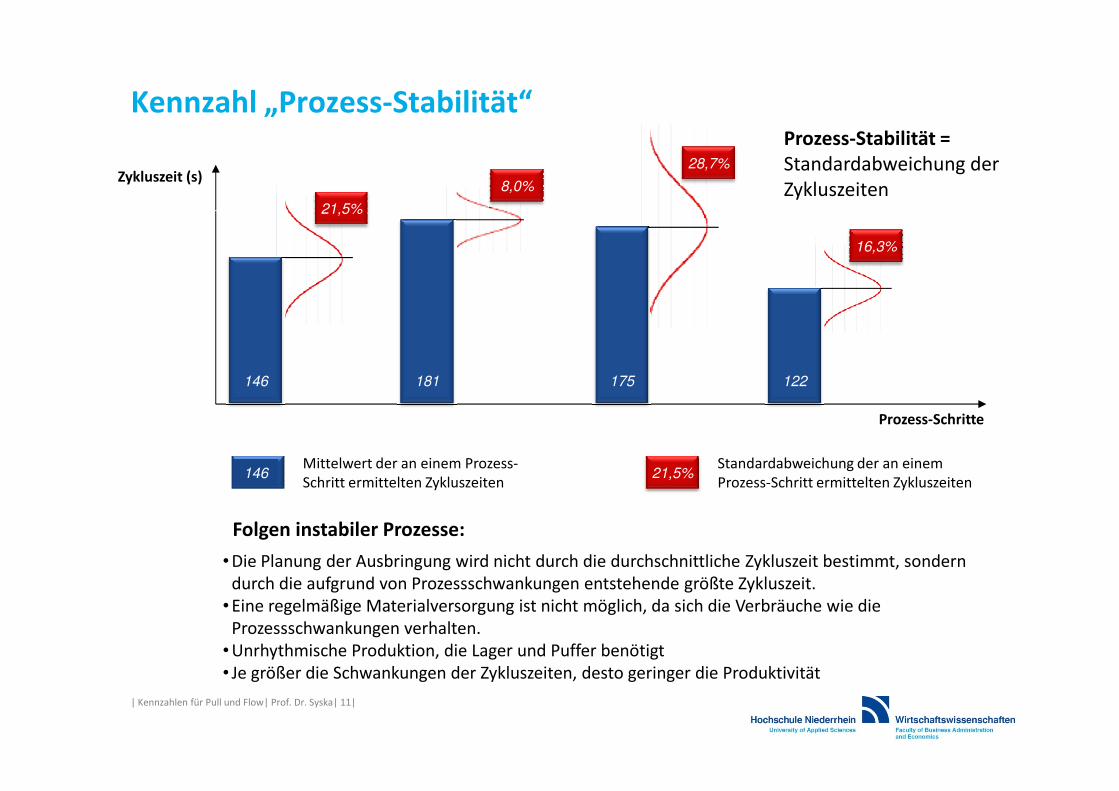
Kennzahl „Prozess-Stabilität“ Prozess-Stabilität =
Standardabweichung der Zykluszeiten
Zykluszeit (s)
14672122
16,3%
175
28,7%
181
8,0%
146
21,5%
• Die Planung der Ausbringung wird nicht durch die durchschnittliche Zykluszeit bestimmt, sondern durch die aufgrund von Prozessschwankungen entstehende größte Zykluszeit.
• Eine regelmäßige Materialversorgung ist nicht möglich, da sich die Verbräuche wie die Prozessschwankungen verhalten.
• Unrhythmische Produktion, die Lager und Puffer benötigt• Je größer die Schwankungen der Zykluszeiten, desto geringer die Produktivität
21,5%Mittelwert der an einem Prozess-Schritt ermittelten Zykluszeiten
146
Folgen instabiler Prozesse:
Standardabweichung der an einem Prozess-Schritt ermittelten Zykluszeiten
Prozess-Schritte
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 11|
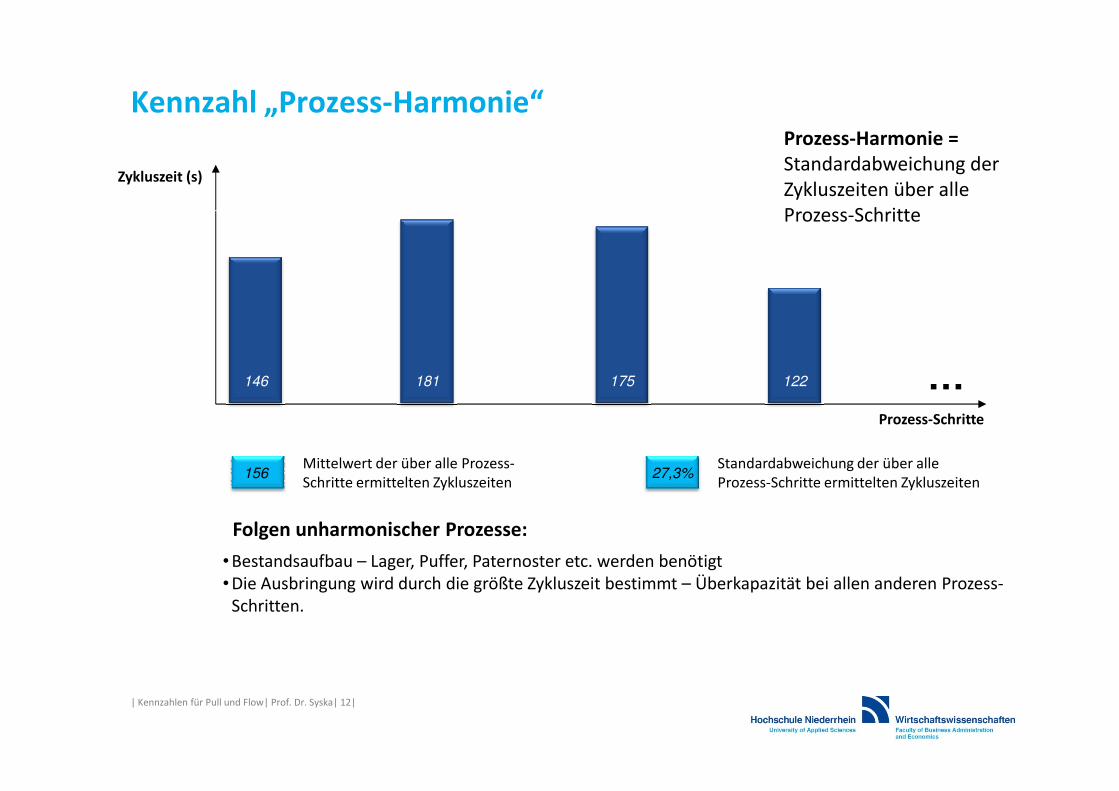
Kennzahl „Prozess-Harmonie“ Prozess-Harmonie =
Standardabweichung der Zykluszeiten über alleProzess-Schritte
Zykluszeit (s)
14672122175181146 …
• Bestandsaufbau – Lager, Puffer, Paternoster etc. werden benötigt• Die Ausbringung wird durch die größte Zykluszeit bestimmt – Überkapazität bei allen anderen Prozess-
Schritten.
Folgen unharmonischer Prozesse:
…Prozess-Schritte
27,3%Mittelwert der über alle Prozess-Schritte ermittelten Zykluszeiten
156Standardabweichung der über alle Prozess-Schritte ermittelten Zykluszeiten
| Kennzahlen für Pull und Flow| Prof. Dr. Syska| 12|
Dem Material Beine machen: Kennzahlen für Pull und Flow
Prof. Dr. Andreas Syska
Webinar
02_03_2012

















