Diamant- und Bornitrid-Werkzeuge in galvanischer Bindung · Diamant- und Bornitridwerkzeuge. 2. Das...
12
Diamant- und Bornitridwerkzeuge PRäZISION | INNOVATION | FLEXIBILITäT Diamant- und Bornitrid-Werkzeuge in galvanischer Bindung Electroplated diamond and cubic boron nitride tools Outils diamant et nitrure de bore à liant électrolytique
-
Upload
dangnguyet -
Category
Documents
-
view
219 -
download
0
Transcript of Diamant- und Bornitrid-Werkzeuge in galvanischer Bindung · Diamant- und Bornitridwerkzeuge. 2. Das...

Diamant- und Bornitridwerkzeuge
Präzision | innovation | FlexiBilität
Diamant- und Bornitrid-Werkzeuge in galvanischer Bindungelectroplated diamond and cubic boron nitride toolsoutils diamant et nitrure de bore à liant électrolytique

Diamant- und Bornitridwerkzeuge
2
Das Unternehmen
Entstanden aus dem 1922 in Idar-Oberstein gegründeten Betrieb für die Edelsteinbearbeitung, präsentiert sich die Günter Effgen GmbH als moder-nes mittelständisches Familienunter- nehmen. Mit über 250 Mitarbeitern wer-den Diamant- und Bornitridwerkzeuge nach kundenspezifischen Vorgaben sowie nach dem FEPA-Standard gefertigt.
Über 7000 Kunden weltweit nutzen unsere Kompetenz in Entwicklung, Fertigung und Anwendung. Für die Optimierung von Schleifoperationen hin-sichtlich der Produktivität und Qualität steht unseren Kunden ein Team von qua-lifizierten Anwendungsingenieuren zur Verfügung. Selbstverständlich gehören auch intensive Beratungen und Schu-lungen zu den Systemen schleifmaschi-ne, Werkzeug, Kühlschmierstoff, Werk-stück, abrichten sowie die umfassende Betreuung bei neuen Anwendungen zu unserem Leistungsangebot.Die Günter Effgen GmbH erlangte be-reits 1994 die Zertifizierung nach DIN EN ISO 9001.Seit 1999 verfügt sie über ein umfas-sendes integriertes Management-System, das neben dem Qualitätsmanagement auch die Anforderungen des Arbeits-schutzes, des Umweltschutzes und der Automotive-Industrie enthält und erfüllt.
Kundenorientierung heißt für uns über das Produkt hinaus auch einen umfas-senden Service anzubieten getreu un-serer Philosophie
Präzision | innovation | Flexibilität
the factory
Issued from a family run gem stone machining company established in Idar Oberstein in 1922, the Guenter Eff-gen factory is a modern family compa-ny. With more than 250 employees the factory produces diamond and boron nitride tools following customer speci-fications or to the FEPA standard.
Over 7000 customers use our skills in development and application. We have a customer service team of high-ly trained engineers to optimise grind-ing techniques. Our service includes full technical assistance and training in grinding machine, tooling, cooling, liq-uide, work piece, dressing as well as comprehensive mentoring on new de-velopments.The Effgen GmbH company was cer-tified with the DIN EN ISO 9001 in 1994. Since 1999, the company has a complete management system with quality control systems to ensure safe practice on the job, environmental pro-tection and that standards meet the automobil industry requirements.
Our perception of customer-orientation is offering technical support to your needs, alongside the product, truthful according our philosophy
Precision | innovation | Flexibility
la société
Issue d’une société travaillant les pier-res précieuses crée en 1922 et sise a Idar Oberstein, la société Guenter Ef-fgen GmbH se présente comme une en-treprise familiale moderne. Avec plus de 250 employés elle fabrique des outils diamant et nitrure de bore sui-vant le standard FEPA et/ou les spéci-fications des clients.
Plus de 7000 clients de part le mon-de utilisent nos compétences en déve-loppement, fabrication et application. Pour une optimisation de l’opéra-tion de rectification en terme de qua-lité et productivité notre équipe d’in-génieurs hautement qualifiés se tient à votre disposition. Notre palette de ser-vices comprend également le conseil et la formation sur la rectifieuse, l’outil, le liquide de refroidissement, la pièce à usiner, le dressage ainsi qu’un suivi pour les nouvelles applications.La société Effgen GmbH a été certifié suivant la norme DIN EN ISO 9001 en 1994. Depuis 1999 la société dispose d’un système complet de management intégré complété par un contrôle quali-té intégrant la sécurité du travail, l’en-vironnement et les exigences des indus-tries automotives.
Pour nous le service client est de vous offrir une assistance technique appro-priée suivant notre philosophie
Précision | innovation | Flexibilité

Diamant- und Bornitridwerkzeuge
3
inhaltsverzeichnistable of contentssommaire
Das Unternehmenthe factoryla société ……………………………………………………………………………………… 2
WerkstoffeMaterialsMatériaux ……………………………………………………………………………………… 4
Galvanische Bindungelectroplated bondingliant électrolytique ………………………………………………………………………… 5/6
Kühlung/ trägerwerkstoffCooling/ Carrier materialrefroidissement/ Matière de support ………………………………………………………… 7
standard-Könungsgrößen für Diamant- und Bornitridstandard grit sizes for diamond and boron nitride Grosseur standard des grains de diamant et nitrure de bore ……………………………… 8/9
Prüfprotokolltest protocolProcès-verbal de contrôle ………………………………………………………………………10
lieferprogrammProduct rangeProgramme de livraison ………………………………………………………………………11
Diamant- und Bornitridwerkzeuge
4
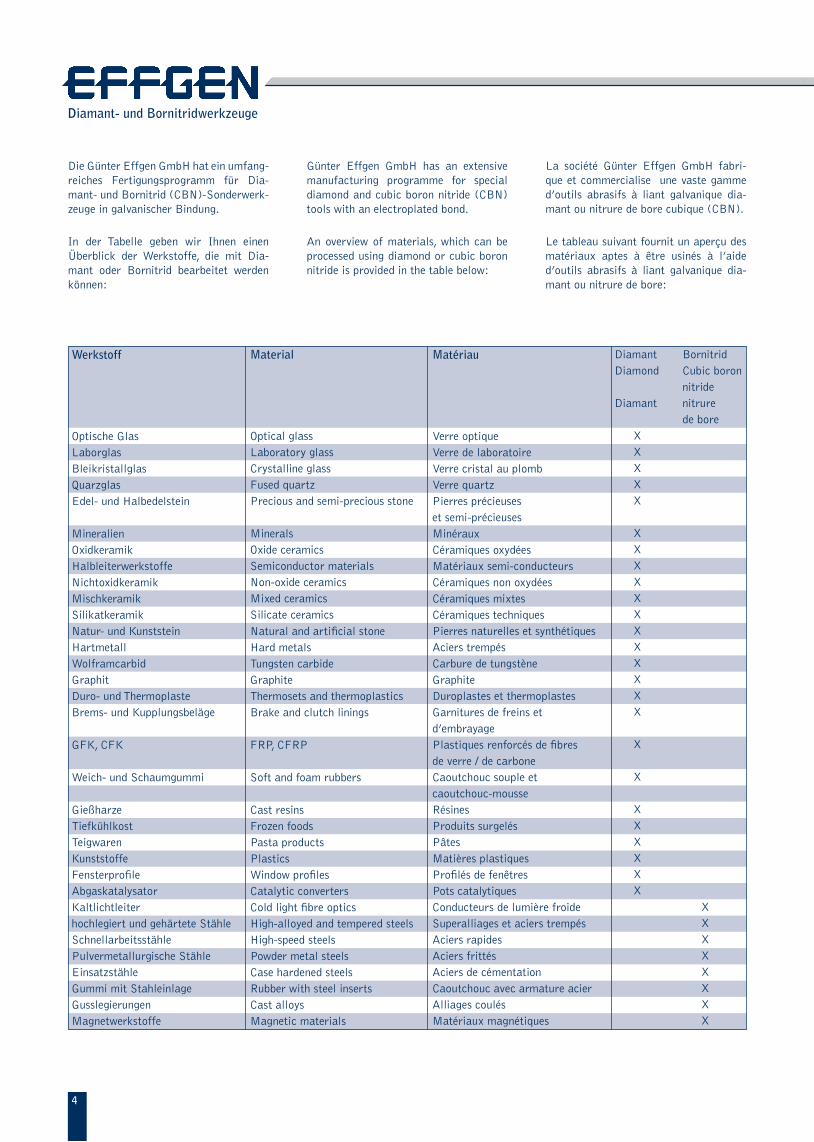
Die Günter Effgen GmbH hat ein umfang-reiches Fertigungsprogramm für Dia- mant- und Bornitrid (CBN)-Sonderwerk-zeuge in galvanischer Bindung.
In der Tabelle geben wir Ihnen einen Überblick der Werkstoffe, die mit Dia-mant oder Bornitrid bearbeitet werden können:
Günter Effgen GmbH has an extensive manufacturing programme for special diamond and cubic boron nitride (CBN) tools with an electroplated bond.
An overview of materials, which can be processed using diamond or cubic boron nitride is provided in the table below:
Diamant BornitridDiamond Cubic boron nitrideDiamant nitrure de bore
XXXXX
XXXXXXXXXXXX
X
X
XXXXXX X X X X X X X X
Werkstoff
Optische GlasLaborglasBleikristallglasQuarzglas Edel- und Halbedelstein
Mineralien Oxidkeramik Halbleiterwerkstoffe NichtoxidkeramikMischkeramikSilikatkeramikNatur- und KunststeinHartmetallWolframcarbidGraphit Duro- und ThermoplasteBrems- und Kupplungsbeläge
GFK, CFK
Weich- und Schaumgummi
GießharzeTiefkühlkostTeigwarenKunststoffeFensterprofileAbgaskatalysatorKaltlichtleiterhochlegiert und gehärtete StähleSchnellarbeitsstählePulvermetallurgische StähleEinsatzstähleGummi mit StahleinlageGusslegierungenMagnetwerkstoffe
Material
Optical glassLaboratory glassCrystalline glassFused quartzPrecious and semi-precious stone
MineralsOxide ceramicsSemiconductor materialsNon-oxide ceramicsMixed ceramicsSilicate ceramicsNatural and artificial stone Hard metalsTungsten carbideGraphiteThermosets and thermoplasticsBrake and clutch linings
FRP, CFRP
Soft and foam rubbers
Cast resinsFrozen foodsPasta productsPlasticsWindow profilesCatalytic convertersCold light fibre opticsHigh-alloyed and tempered steelsHigh-speed steelsPowder metal steelsCase hardened steelsRubber with steel insertsCast alloysMagnetic materials
La société Günter Effgen GmbH fabri-que et commercialise une vaste gamme d’outils abrasifs à liant galvanique dia-mant ou nitrure de bore cubique (CBN). Le tableau suivant fournit un aperçu des matériaux aptes à être usinés à l’aide d’outils abrasifs à liant galvanique dia-mant ou nitrure de bore:
Matériau
Verre optiqueVerre de laboratoireVerre cristal au plombVerre quartzPierres précieuseset semi-précieusesMinérauxCéramiques oxydéesMatériaux semi-conducteurs Céramiques non oxydéesCéramiques mixtesCéramiques techniquesPierres naturelles et synthétiquesAciers trempésCarbure de tungstèneGraphiteDuroplastes et thermoplastesGarnitures de freins etd’embrayagePlastiques renforcés de fibres de verre / de carboneCaoutchouc souple etcaoutchouc-mousseRésinesProduits surgelésPâtesMatières plastiquesProfilés de fenêtresPots catalytiquesConducteurs de lumière froideSuperalliages et aciers trempésAciers rapidesAciers frittésAciers de cémentationCaoutchouc avec armature acierAlliages coulésMatériaux magnétiques
Diamant- und Bornitridwerkzeuge
5
Seit über 50 Jahren haben sich diese Werkzeuge bei der industriellen Ferti-gung bewährt.
Die vorteile sind: • kostengünstigeAnfertigungderGrund-
körper.• hoheProfilgenauigkeit.• abgearbeiteteWerkzeugekönnenwie-
der mit einem neuen Schleifbelag be-schichtet werden.
• die Wiederbelegung ist günstiger alsdie Herstellung eines neuen Werkzeu-ges.
• die Trägerkörper können zur Redu-zierung der Kosten von dem Kunden selbst hergestellt werden. Es ist darauf zu achten, dass das Beschichtungsauf-mass bei der Trägerfertigung berück-sichtigt wird.
These tools have proved themselves reli-able in industrial manufacturing for over 50 years.
the advantages are: • low-costfabricationofthebasebody• highprecisionprofile.• wornouttoolscanberecoatedwitha
new abrasive layer.• recoatingcosts less thanmanufactur-
ing a new tool.• carrierbodiescanbemanufacturedby
the customer in order to reduce costs even further. Remark: The grinding al-lowance has to be taken in account when fabricating the carrier body.
Depuis plus de 50 ans, ces produits font leurs preuves dans le domaine de la fabri-cation industrielle.
leurs atouts: • production des montures à coûts ré-
duits.• précisionélevéedesprofils.• possibilitéderegarnirlesmonturesde
meules.• larechargeestplusavantageuxquela
fabrication d’un outil neuf.• les montures peuvent être fabriquées
parleclientafinderéduirelescoûts.Dans ce cas, il convient de tenir comp-te de l’épaisseur de la couche abrasives lors de la fabrication de l’outil.
EFFGEN-Diamant- und Bornitrid-Werk-zeuge in galvanischer Bindung können sowohl im Trocken- aus auch im Nass-schliff eingesetzt werden. Die Einsatz-daten der Werkzeuge richten sich nach den zu bearbeitenden Werkstoffen und den gewünschten Oberflächengüten. Un-sere Außendienstmitarbeiter und An-wendungstechniker stehen Ihnen jeder-zeit gerne beratend bei der Lösung ihrer Bearbeitungsprobleme und beim Einsatz der Werkzeuge zur Verfügung. Galvanische Bindung
Bei der galvanischen Bindung werden die Schleifkörper durch eine galvanische Be-schichtung – vorzugsweise Nickel – auf dem Grundkörper befestigt. Durch die Höhe der galvanischen Beschichtung kön-nen Schleifbeläge mit einem hohen Korn-überstand hergestellt werden, die sich durch eine hohe Zerspanungsleistung und gute Schleiffreudigkeit auszeichnen.
EFFGEN diamond and cubic boron ni-tride tools with an electroplated bond can be used for both wet and dry grind-ing. The process parameters of the tools depend on the materials to be processed and the surface finish required. Our rep-resentatives and applications engineers will be happy to help you to find the cor-rect solution for your manufacturing problems and advise you on how to make best use of the tools.
electroplated bonding
In electroplated bonding, the abrasive grits are secured to the base body us-ing an electroplated coating – preferably nickel. Due to the height of the electro-plated coating, it is possible to produce abrasive layers with a high grain protru-sion. Coatings of this type are character-ised by high cutting efficiency and good stock removal rates.
Les outils à liant électrolytique diamant et nitrure de bore d’EFFGEN se desti-nent aux travaux de rectification à sec et sous arrosage. Les spécifications techni-ques des outils dépendent des matériaux à usiner et des qualités des états de surfa-ce souhaitées. Nos technico-commerciaux et nos ingénieurs processus se tiennent à votre entière disposition pour trouver une solution à vos problèmes d’usinage et à l’utilisation des outils.
liant électrolytique
Le dépôt électrolytique repose sue le principe de la fixation de grains d’abrasif sur la monture par l’intermédiaire d’un liant; généralement à base de nickel. Grâ-ce à la faible épaisseur de ce liant, les re-vêtements abrasifs présentent des grains en saillie solidement ancrés qui garantis-sent une performance d’usinage élevée et une bonne convivialité lors des travaux de rectification.
Diamant- und Bornitridwerkzeuge
6
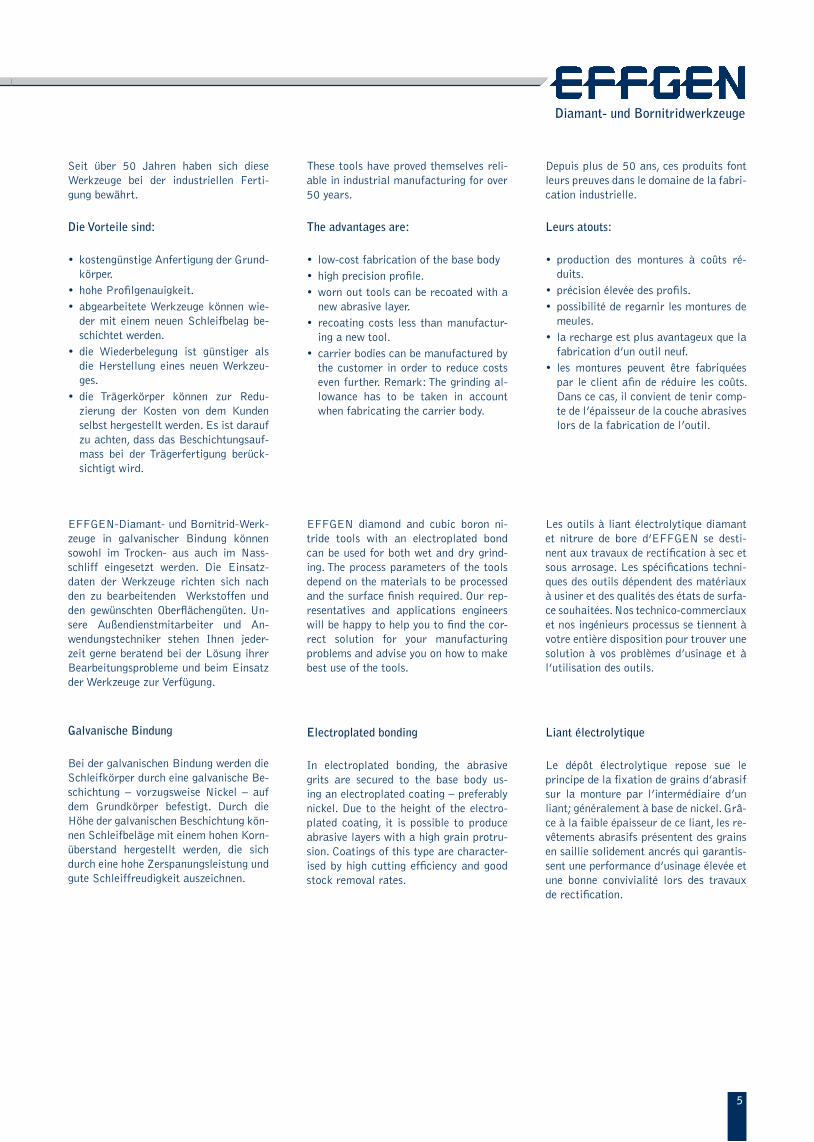
richtlinien für die auswahl von galvani-sche BindungenG 05 – einschichtiger Belag mit großem
Spanraum für Schleifkörnungen > D/B 91
G 10 – einschichtiger Belag (Standard) für Schleifkörnungen > D/B 91
G 20 – zweischichtiger Belag für Schleifkörnungen < D/B 76
G 30 – dreischichtiger Belag für Schleifkörnungen < D/B 25
Guidelines for selecting electroplated bondsG 05 – monolayer coating with ge-
nerous chip space for abrasive grits > D/B 91
G 10 – monolayer coating (standard) for abrasive grits > D/B 91
G 20 – dual layer coating for abrasive grits < D/B 76
G 30 – triple layer coating for abrasive grits < D/B 25
Directives pour la sélection de liants électrolytiquesG 05 – monocouche avec dégagement
de copeaux élevé pour granulomé-trie > D/B 91
G 10 – monocouche (standard) pour granulométrie > D/B 91
G 20 – bi-couche pour granulométrie < D/B 76
G 30 – tri-couche pour granulométrie < D/B 25
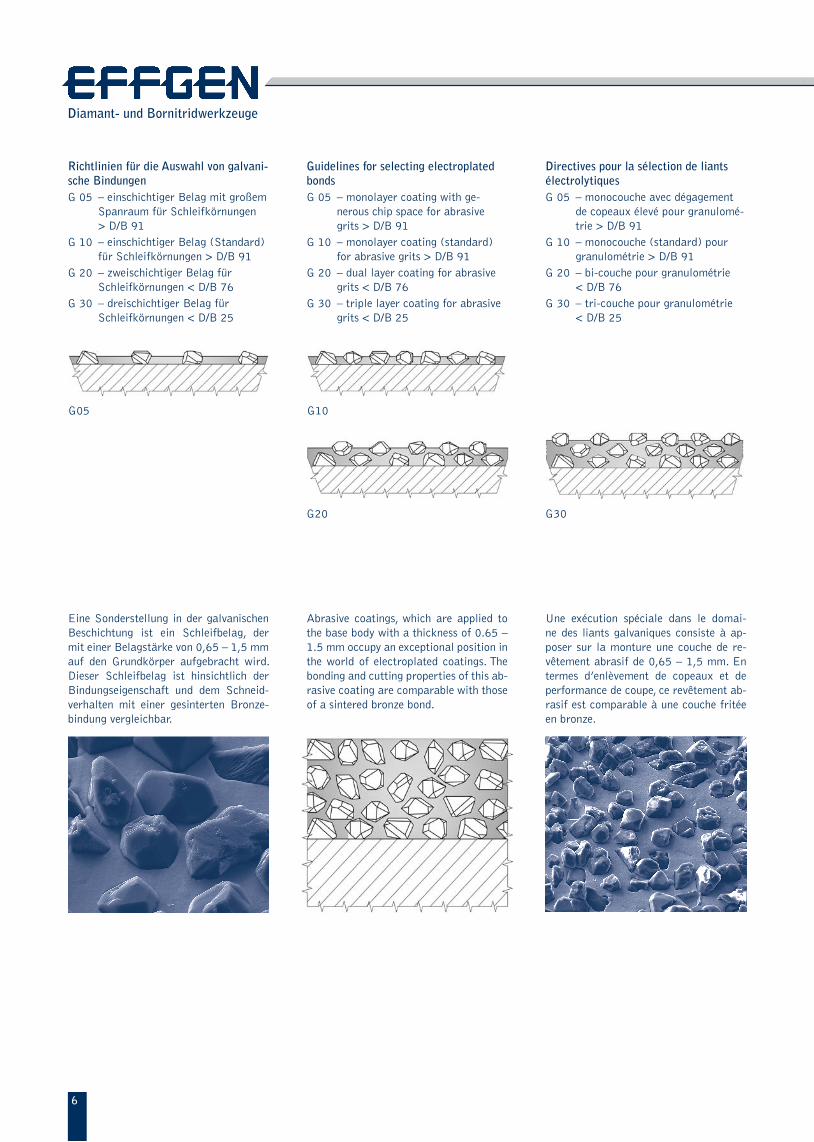
Eine Sonderstellung in der galvanischen Beschichtung ist ein Schleifbelag, der mit einer Belagstärke von 0,65 – 1,5 mm auf den Grundkörper aufgebracht wird. Dieser Schleifbelag ist hinsichtlich der Bindungseigenschaft und dem Schneid-verhalten mit einer gesinterten Bronze-bindung vergleichbar.
Abrasive coatings, which are applied to the base body with a thickness of 0.65 – 1.5 mm occupy an exceptional position in the world of electroplated coatings. The bonding and cutting properties of this ab-rasive coating are comparable with those of a sintered bronze bond.
Une exécution spéciale dans le domai-ne des liants galvaniques consiste à ap-poser sur la monture une couche de re-vêtement abrasif de 0,65 – 1,5 mm. En termes d’enlèvement de copeaux et de performance de coupe, ce revêtement ab-rasif est comparable à une couche fritée en bronze.
G05 G10
G20 G30
Diamant- und Bornitridwerkzeuge
7
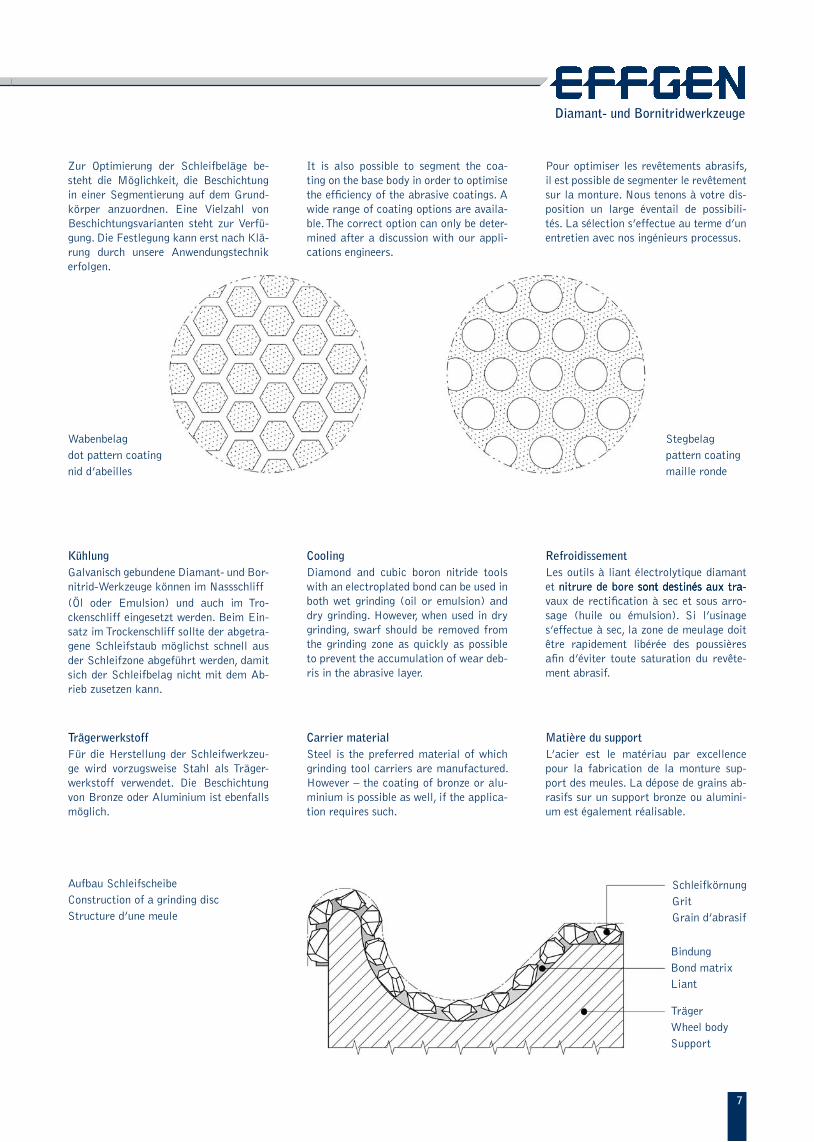
Zur Optimierung der Schleifbeläge be-steht die Möglichkeit, die Beschichtung in einer Segmentierung auf dem Grund-körper anzuordnen. Eine Vielzahl von Beschichtungsvarianten steht zur Verfü-gung. Die Festlegung kann erst nach Klä-rung durch unsere Anwendungstechnik erfolgen.
It is also possible to segment the coa-ting on the base body in order to optimise the efficiency of the abrasive coatings. A wide range of coating options are availa-ble. The correct option can only be deter-mined after a discussion with our appli-cations engineers.
Pour optimiser les revêtements abrasifs, il est possible de segmenter le revêtement sur la monture. Nous tenons à votre dis-position un large éventail de possibili-tés. La sélection s’effectue au terme d’un entretien avec nos ingénieurs processus.
Wabenbelagdot pattern coatingnid d’abeilles
Stegbelagpattern coatingmaille ronde
KühlungGalvanisch gebundene Diamant- und Bor-nitrid-Werkzeuge können im Nassschliff(Öl oder Emulsion) und auch im Tro-ckenschliff eingesetzt werden. Beim Ein-satz im Trockenschliff sollte der abgetra-gene Schleifstaub möglichst schnell aus der Schleifzone abgeführt werden, damit sich der Schleifbelag nicht mit dem Ab-rieb zusetzen kann. trägerwerkstoffFür die Herstellung der Schleifwerkzeu-ge wird vorzugsweise Stahl als Träger-werkstoff verwendet. Die Beschichtung von Bronze oder Aluminium ist ebenfalls möglich.
CoolingDiamond and cubic boron nitride tools with an electroplated bond can be used in both wet grinding (oil or emulsion) and dry grinding. However, when used in dry grinding, swarf should be removed from the grinding zone as quickly as possible to prevent the accumulation of wear deb-ris in the abrasive layer.
Carrier materialSteel is the preferred material of which grinding tool carriers are manufactured. However – the coating of bronze or alu-minium is possible as well, if the applica-tion requires such.
refroidissementLes outils à liant électrolytique diamant et nitrure de bore sont destinés aux tra-nitrure de bore sont destinés aux tra- sont destinés aux tra-vaux de rectification à sec et sous arro-sage (huile ou émulsion). Si l’usinage s’effectue à sec, la zone de meulage doit être rapidement libérée des poussières afin d’éviter toute saturation du revête-ment abrasif.
Matière du supportL’acier est le matériau par excellence pour la fabrication de la monture sup-port des meules. La dépose de grains ab-rasifs sur un support bronze ou alumini-um est également réalisable.
SchleifkörnungGritGrain d’abrasif
TrägerWheel bodySupport
BindungBond matrixLiant
Aufbau SchleifscheibeConstruction of a grinding discStructure d’une meule
Diamant- und Bornitridwerkzeuge
8
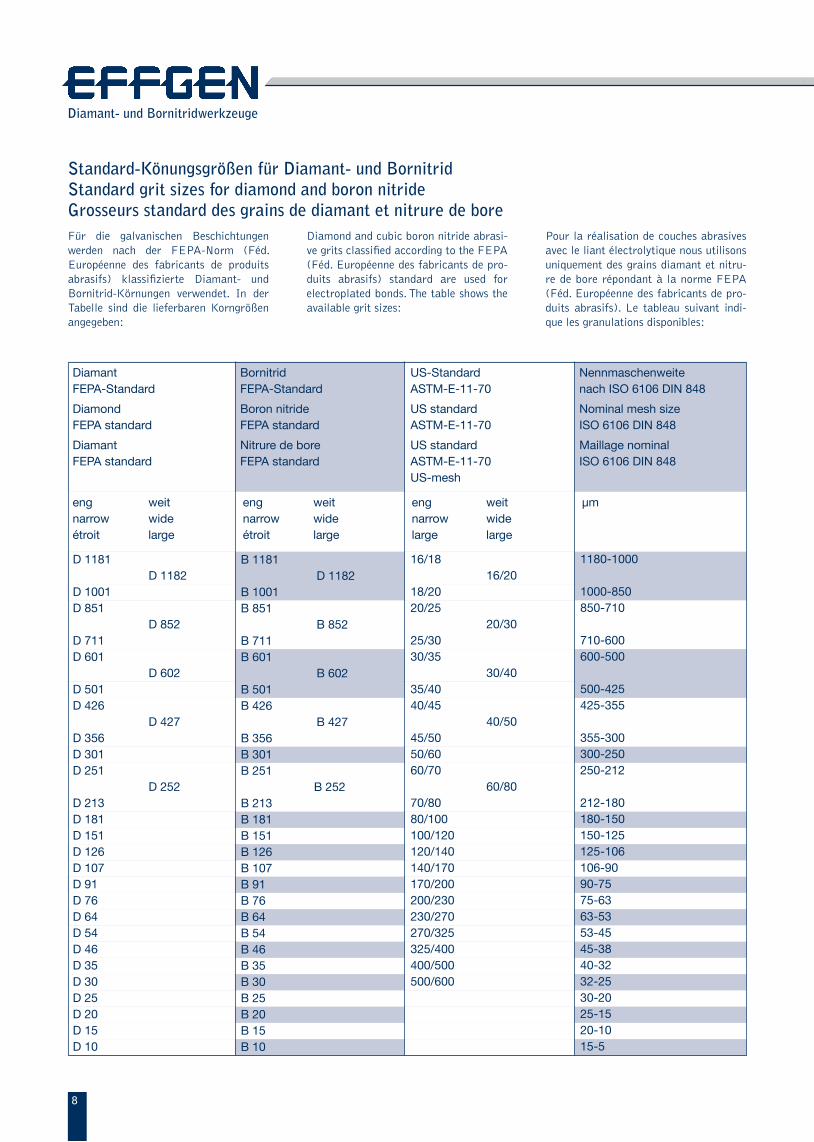
standard-Könungsgrößen für Diamant- und Bornitridstandard grit sizes for diamond and boron nitride Grosseurs standard des grains de diamant et nitrure de bore
eng weit eng weit eng weit µmnarrow wide narrow wide narrow wideétroit large étroit large large large
B 1181 D 1182B 1001B 851 B 852B 711B 601 B 602B 501B 426 B 427B 356 B 301B 251 B 252B 213 B 181B 151B 126B 107B 91B 76B 64B 54B 46B 35B 30B 25B 20B 15B 10
D 1181 D 1182D 1001D 851 D 852D 711D 601 D 602D 501D 426 D 427D 356D 301D 251 D 252D 213D 181D 151D 126D 107D 91D 76D 64D 54D 46D 35D 30D 25D 20D 15D 10
16/18 16/2018/2020/25 20/3025/3030/35 30/4035/4040/45 40/5045/5050/6060/70 60/8070/8080/100100/120120/140140/170170/200200/230230/270270/325325/400400/500500/600
1180-1000
1000-850850-710
710-600600-500
500-425425-355
355-300300-250250-212 212-180180-150150-125125-106106-9090-7575-6363-5353-4545-3840-3232-2530-2025-1520-1015-5
Diamant Bornitrid US-Standard NennmaschenweiteFEPA-Standard FEPA-Standard ASTM-E-11-70 nach ISO 6106 DIN 848
Diamond Boron nitride US standard Nominal mesh size FEPA standard FEPA standard ASTM-E-11-70 ISO 6106 DIN 848
Diamant Nitrure de bore US standard Maillage nominalFEPA standard FEPA standard ASTM-E-11-70 ISO 6106 DIN 848 US-mesh
Für die galvanischen Beschichtungen werden nach der FEPA-Norm (Féd. Européenne des fabricants de produits abrasifs) klassifizierte Diamant- und Bornitrid-Körnungen verwendet. In der Tabelle sind die lieferbaren Korngrößen angegeben:
Diamond and cubic boron nitride abrasi-ve grits classified according to the FEPA (Féd. Européenne des fabricants de pro-duits abrasifs) standard are used for electroplated bonds. The table shows the available grit sizes:
Pour la réalisation de couches abrasives avec le liant électrolytique nous utilisons uniquement des grains diamant et nitru-re de bore répondant à la norme FEPA (Féd. Européenne des fabricants de pro-duits abrasifs). Le tableau suivant indi-que les granulations disponibles:
Diamant- und Bornitridwerkzeuge
9
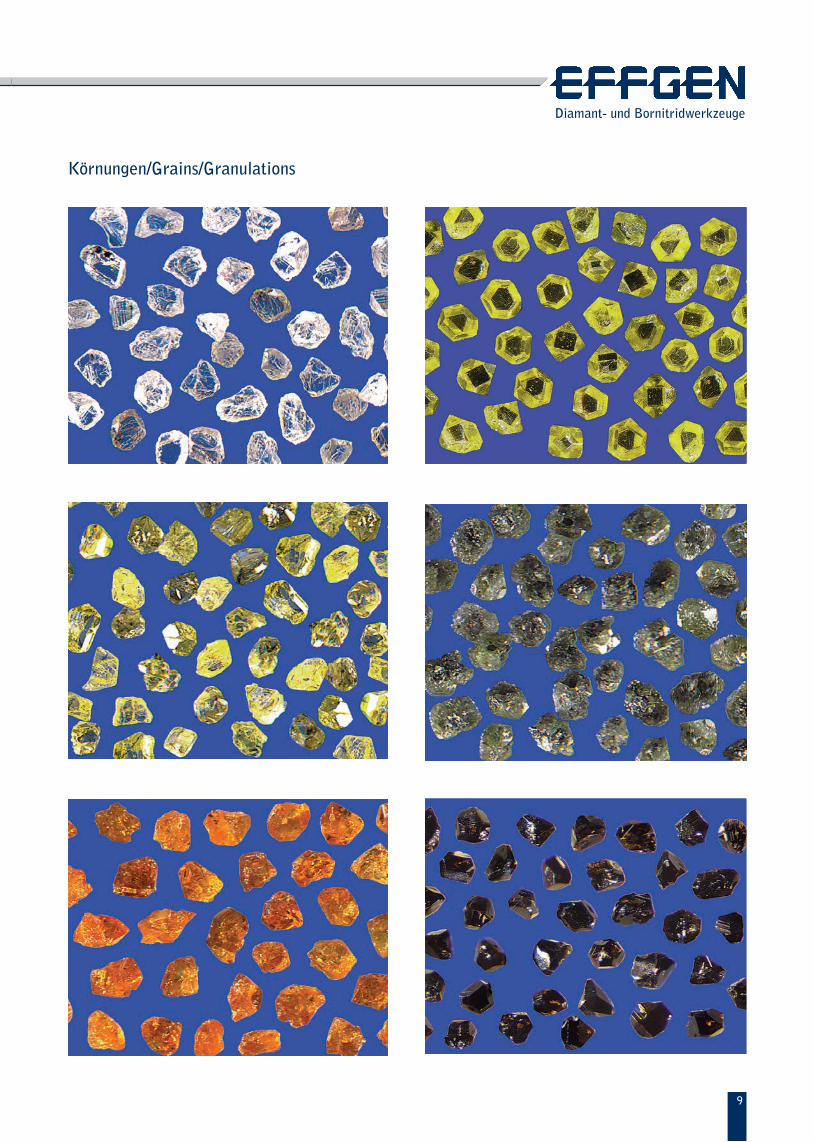
Körnungen/Grains/Granulations
Diamant- und Bornitridwerkzeuge
10
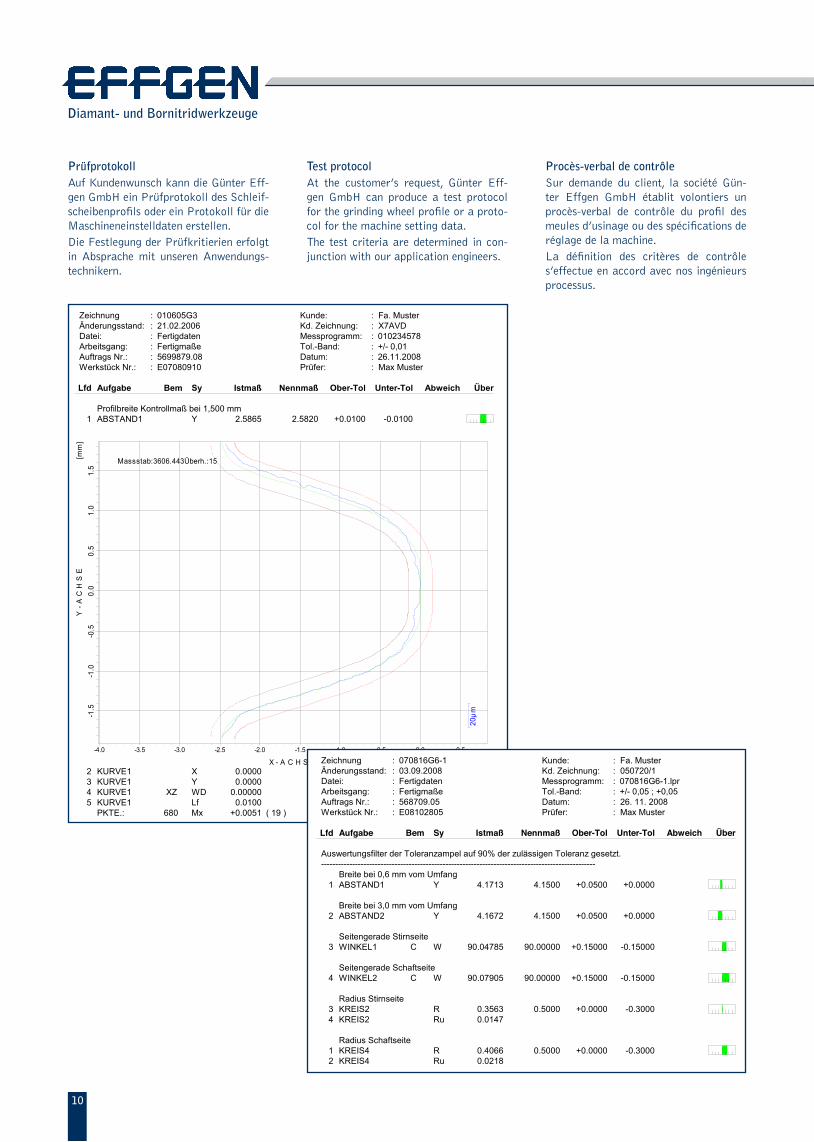
PrüfprotokollAuf Kundenwunsch kann die Günter Eff-gen GmbH ein Prüfprotokoll des Schleif-scheibenprofils oder ein Protokoll für die Maschineneinstelldaten erstellen.Die Festlegung der Prüfkritierien erfolgt in Absprache mit unseren Anwendungs-technikern.
test protocolAt the customer’s request, Günter Eff-gen GmbH can produce a test protocol for the grinding wheel profile or a proto-col for the machine setting data.The test criteria are determined in con-junction with our application engineers.
Procès-verbal de contrôleSur demande du client, la société Gün-ter Effgen GmbH établit volontiers un procès-verbal de contrôle du profil des meules d’usinage ou des spécifications de réglage de la machine.La définition des critères de contrôle s’effectue en accord avec nos ingénieurs processus.
Datum: 25.11.2008Seite: 1 / 1 Zeit: 07:55 Uhr
EFFGEN GmbH
Am Teich 3-5D-55756 HerrsteinDeutschland
Messgerät: Schneider SKM 1000Durchwahl: +49-(0)-6785-18-955
Fax: +49-(0)-6785-18-56Internet: www.effgen.de
eMail: [email protected]
Zeichnung : 010605G3Änderungsstand: : 21.02.2006Datei: : FertigdatenArbeitsgang: : FertigmaßeAuftrags Nr.: : 5699879.08Werkstück Nr.: : E07080910
Kunde: : Fa. MusterKd. Zeichnung: : X7AVDMessprogramm: : 010234578Tol.-Band: : +/- 0,01Datum: : 26.11.2008Prüfer: : Max Muster
Lfd Aufgabe Bem Sy Istmaß Nennmaß Ober-Tol Unter-Tol Abweich Über
Profilbreite Kontrollmaß bei 1,500 mm1 ABSTAND1 Y 2.5865 2.5820 +0.0100 -0.0100
-4.0 -3.5 -3.0 -2.5 -2.0 -1.5 -1.0 -0.5 0.0 0.5
-1.5
-1.0
-0.5
0.0
0.5
1.0
1.5
X - A C H S E [mm]
Y -
A C
H S
E[m
m]
20µm
Massstab:3606.443Überh.:15
2 KURVE1 X 0.00003 KURVE1 Y 0.00004 KURVE1 XZ WD 0.000005 KURVE1 Lf 0.0100
PKTE.: 680 Mx ( 19 ) ( 380 )+0.0051 Mn -0.0049
Datum: 01.12.2008Seite: 1 / 1 Zeit: 16:04 Uhr
EFFGEN GmbH
Am Teich 3-5D-55756 HerrsteinDeutschland
Messgerät: Schneider SKM 1000Durchwahl: +49-(0)-6785-18-955
Fax: +49-(0)-6785-18-56Internet: www.effgen.de
eMail: [email protected]
Zeichnung : 070816G6-1Änderungsstand: : 03.09.2008Datei: : FertigdatenArbeitsgang: : FertigmaßeAuftrags Nr.: : 568709.05Werkstück Nr.: : E08102805
Kunde: : Fa. MusterKd. Zeichnung: : 050720/1Messprogramm: : 070816G6-1.lprTol.-Band: : +/- 0,05 ; +0,05Datum: : 26. 11. 2008Prüfer: : Max Muster
Lfd Aufgabe Bem Sy Istmaß Nennmaß Ober-Tol Unter-Tol Abweich Über
Auswertungsfilter der Toleranzampel auf 90% der zulässigen Toleranz gesetzt.-------------------------------------------------------------------------------------------------
Breite bei 0,6 mm vom Umfang1 ABSTAND1 Y 4.1713 4.1500 +0.0500 +0.0000
Breite bei 3,0 mm vom Umfang2 ABSTAND2 Y 4.1672 4.1500 +0.0500 +0.0000
Seitengerade Stirnseite3 WINKEL1 C W 90.04785 90.00000 +0.15000 -0.15000
Seitengerade Schaftseite4 WINKEL2 C W 90.07905 90.00000 +0.15000 -0.15000
Radius Stirnseite3 KREIS2 R 0.3563 0.5000 +0.0000 -0.30004 KREIS2 Ru 0.0147
Radius Schaftseite1 KREIS4 R 0.4066 0.5000 +0.0000 -0.30002 KREIS4 Ru 0.0218
Diamant- und Bornitridwerkzeuge
11
D E Flieferprogramm
schleifen• Schleifscheiben• Innenschleifwerkzeuge• Schleifzylinder• Sonderwerkzeuge
nach Zeichnung
trennen• Trennscheiben,
geschlossener Schneidrand• Trennscheiben,
segmentierter Schneidrand• Bandsägen• Sägedrähte
abrichten• Einzelabrichter• Vielkornabrichter• Mehrsteinabrichter• Handabrichter• Profilabrichter• Abrichtplatten• Abrichträdchen• Abrichtblöcke• Abrichtrollen• Schärfsteine
Feilen• Nadelfeilen• Werkstattfeilen• Riffelfeilen• Maschinenfeilen
Bohren• Hohlbohrer• Doppelhohlbohrer• Sacklochbohrer• Senker
Polieren• Polierscheiben• Polierpellets• Polierpasten• Polierpulver• Polierfolien
Product range
Grinding• grindingwheels• internalgrindingtools• grindingcylinders• specialtools
according drawings
Cutting• sawblades
with continious rim• sawblades
with segmented rim• bandsaws• sawwires
Dressing• singlepointdiamonddresser• diamondimpregnateddresser• multipointdiamonddresser• hand-helddiamonddresser• polisheddiamondprofilers• dressingplates• rollerdressers• dressingblocks• dressingrolls• dressingsticks
Filing• needleshapedfiles• workshopfiles• flutedfiles• machinefiles
Drilling• coredrills• doublecoredrills• blindholedrills• countersinksandcounterbores
Polishing• polishingwheels• polishingpellets• polishingpastes• polishingpowder• polishingfoils
Programme de livraison
rectification et affûtage• meules• outilspourlarectification
intérieure• cylindres• outilsspéciauxd’aprèsdessin
tronçonnage• disquesàtronçonner
à jante continue• disquesàtronçonner
à jante segmentée• sciesàruban• lamesdescie
Dressage• diamantdedressage
à pointe unique • dresseuràconcrétiondiamantée• dresseursdiamantàpointesmultip-
les• dresseursdiamantmanuel• diamantprofilés• plaquesdedressagediamant• roulettesdedressagediamant• blocsdedressage• dresseursrotatifsdiamant• pierred’avivage
limes• limesaiguille• limesd’atelier• limesrifloirs• limespourmachines
Perçage• foretscouronne• foretscouronnedouble• foretsàtrousborgnes• outilsàchanfreineretàlamer
Polissage• meulesdepolissage• Segmentsdepolissage• pâtesdepolissage• poudredepolissage• filmdepolissage
02/0
9
Diamant- und Bornitridwerkzeuge
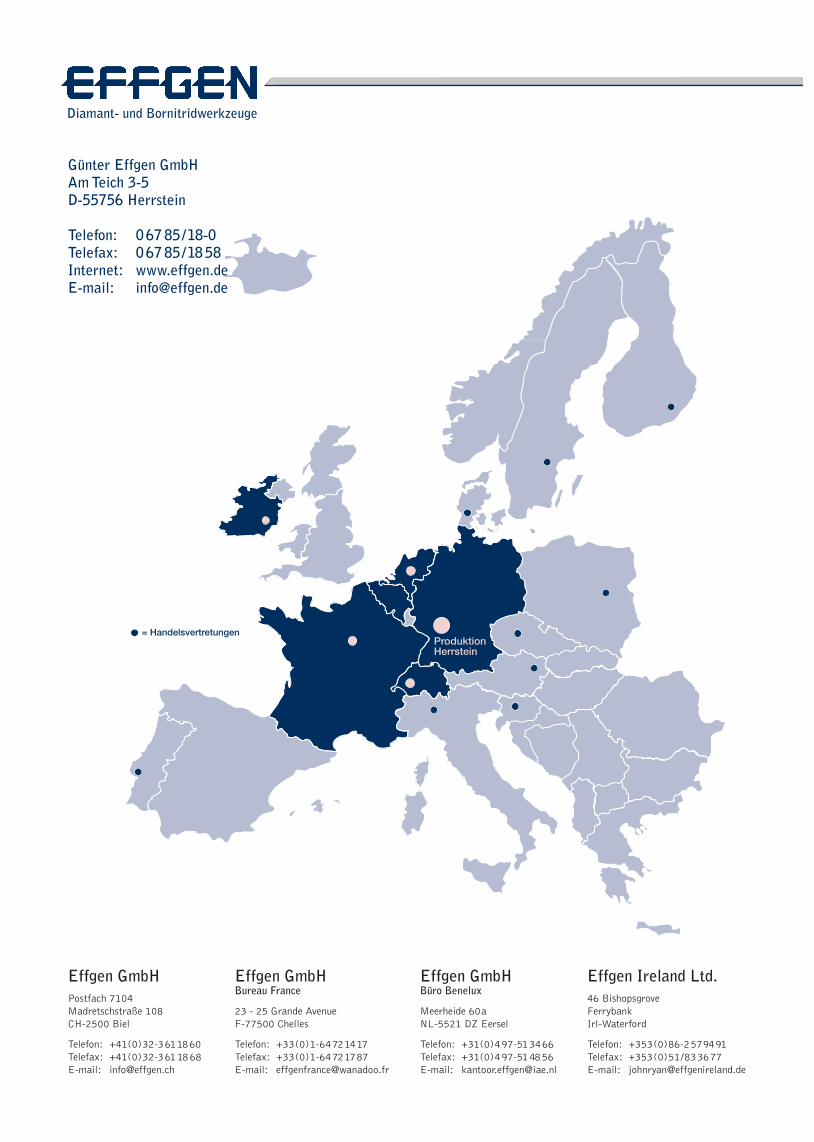
ProduktionHerrstein
= Handelsvertretungen
Günter effgen GmbHam teich 3-5D-55756 Herrstein
telefon: 0 67 85/18-0telefax: 0 67 85/18 58 internet: www.effgen.dee-mail: [email protected]
effgen GmbHPostfach 7104Madretschstraße 108CH-2500 Biel
Telefon: +41(0)32-3611860Telefax: +41(0)32-3611868E-mail: [email protected]
effgen GmbHBureau France
23 - 25 Grande AvenueF-77500 Chelles
Telefon: +33(0)1-64721417Telefax: +33(0)1-64721787E-mail: [email protected]
effgen GmbHBüro Benelux
Meerheide 60aNL-5521 DZ Eersel
Telefon: +31(0)497-513466Telefax: +31(0)497-514856E-mail: [email protected]
effgen ireland ltd.46 BishopsgroveFerrybankIrl-Waterford
Telefon: +353(0)86-2579491Telefax: +353(0)51/833677E-mail: [email protected]