Die digitale Fabrik der Technikerschule München...
32
Die digitale Fabrik der Technikerschule München : Allgemeine Anlagenbeschreibung Pflichtenhefte für Module und Kommunikation Die digitale Fabrik der tsm ist ein funktionsfähiges Modell einer vertikal vernetzten Produktionsanlage mit den heute üblichen Steuerebenen : - ERP-Ebene (enterprise resource planing) Zentrale Betriebsdatenverarbeitung. ERP-Systeme wie z.b. SAP realisieren die betriebs- wirtschaftlich ausgerichteten Prozesse in einer Firma. Hier werden die Aufträge für die Produktionsstätten erzeugt und alle Resourcen verwaltet. - MES-Ebene (manufactoring execution system) Software setzt die Aufträge aus ERP in Fertigungsschritte für die Fertigungsanlagen um (Fertigungsmanagement) und meldet relevante Anlagendaten zurück in die ERP-Ebene (Betriebsdatenerfassung). - Prozess-Ebene Nimmt Aufträge für Fertigungsschritte entgegen und führt sie im modular aufgebauten Maschinenpark der Produktionsstätte aus. - Zulieferer („supply chain“) Liefert für die Produktion nötige Bauteile zeitgerecht (just-in-time) und in modernen Anlagen mit Variantenfertigung (Losgröße 1) in der für die Fertigung benötigten Reihenfolge („just-in- sequence“). Als vertikale Kommunikationssysteme zwischen den Automatisierungsebenen arbeiten : - Webservices (XML) zwischen ERP und MES und in der supply chain - TCP/IP (Ethernet) zwischen MES und Prozess - Profibus/net (Feldbus) innerhalb der Prozessebene auf SPS-Basis - S7-Protokoll auf Ethernet RFC1006 als Alternative zum Feldbus
Transcript of Die digitale Fabrik der Technikerschule München...
Die digitale Fabrik der Technikerschule München :
Allgemeine Anlagenbeschreibung
Pflichtenhefte für Module und Kommunikation
Die digitale Fabrik der tsm ist ein funktionsfähiges Modell einer vertikal vernetzten
Produktionsanlage mit den heute üblichen Steuerebenen :
- ERP-Ebene (enterprise resource planing)
Zentrale Betriebsdatenverarbeitung. ERP-Systeme wie z.b. SAP realisieren die betriebs-
wirtschaftlich ausgerichteten Prozesse in einer Firma. Hier werden die Aufträge für die
Produktionsstätten erzeugt und alle Resourcen verwaltet.
- MES-Ebene (manufactoring execution system)
Software setzt die Aufträge aus ERP in Fertigungsschritte für die Fertigungsanlagen um
(Fertigungsmanagement) und meldet relevante Anlagendaten zurück in die ERP-Ebene
(Betriebsdatenerfassung).
- Prozess-Ebene
Nimmt Aufträge für Fertigungsschritte entgegen und führt sie im modular aufgebauten
Maschinenpark der Produktionsstätte aus.
- Zulieferer („supply chain“)
Liefert für die Produktion nötige Bauteile zeitgerecht (just-in-time) und in modernen Anlagen
mit Variantenfertigung (Losgröße 1) in der für die Fertigung benötigten Reihenfolge („just-in-
sequence“).
Als vertikale Kommunikationssysteme zwischen den Automatisierungsebenen arbeiten :
- Webservices (XML) zwischen ERP und MES und in der supply chain
- TCP/IP (Ethernet) zwischen MES und Prozess
- Profibus/net (Feldbus) innerhalb der Prozessebene auf SPS-Basis
- S7-Protokoll auf Ethernet RFC1006 als Alternative zum Feldbus
2
Dokumentation :
Teil 1 : Überblick zur Laboranlage „digitale Fabrik“
1. Die Anlage als Praktikumsbasis
2. Automatisierungsstruktur
3. Aufbau des Stammwerks
4. Aufbau des Zulieferers
5. IT-Struktur
6. Produktionsablauf, Beschreibung der verschiedenen Betriebsarten
Teil 2 : Kommunikation und allgemeine Adresskonventionen
1. Allgemeines Kommunikationskonzept
1.1 SPS-Ebene
1.2 ERP-Ebene und Zuliefererkommunikation
1.3 ERP-Ebene und MES-Ebene
2. Realisierung der Anlagenkommunikation : Feldbus und Ethernet
2.1 Profibus DP
2.2 Ethernetbasierte Kommunikation
2.3 IP-Adressbelegung
3. Modulfunktionen und Konventionen für die SPS-Programmierung
3
Teil 3 : Pflichtenhefte der Modulfunktionen
Fertigungszellen (Module) im Stammwerk :
Transportband
Lineararm
Vertikalarm
Horizontalarm
Lager und QS-Einheit
Teil 4 : Hardwaredokumentation (Klemmenbelegung der SPS)
4.1 Stammwerk
4.1.1 Montageband
4.1.2 Lineararm
4.1.3 Vertikalarm
4.1.4 Horizontalarm
4.1.5 Lagereinheit
4.2 Zulieferwerk
Teil 5 : Hinweise zur Bedienung (auch über das Internet)
Reiner Doll, Technikerschule München ([email protected]), Februar 2013
4
Das Labor Digitale Fabrik am Standort Bergsonstraße der Technikerschule München
dient als Praktikumsbasis für die Fächer Steuerungstechnik (SPS), Automatisierungstechnik
(Industriekommunikation, Fertigungsautomatisierung) und Datenverabreitungstechnik.
Ziel des Gesamtprojektes ist, den teilnehmenden Schülern (und nicht zuletzt auch den
betreuenden Lehrern) praxisnahe Erfahrungen an einer realen Produktionsanlage zu
ermöglichen.
Es handelt sich hierbei aber nicht um eine 100% funktions- und leistungsfähige Fertigungs-
anlage, sondern vielmehr um ein Experimentalsystem, das Stück für Stück durch Projektarbeiten
von Schülern weiterentwickelt und am Stand der Technik gehalten wird.
Kerngedanke der gesamten Anlage ist, die technische und unternehmerische Praxis eines
modernen Fertigungsbetriebs, angefangen bei den betriebswirtschaftlichen Geschäftsabläufen
über die Produktionsautomatisierung bis hin zur Anlagenprogrammierung, realitätsnah und
funktionsfähig abzubilden.
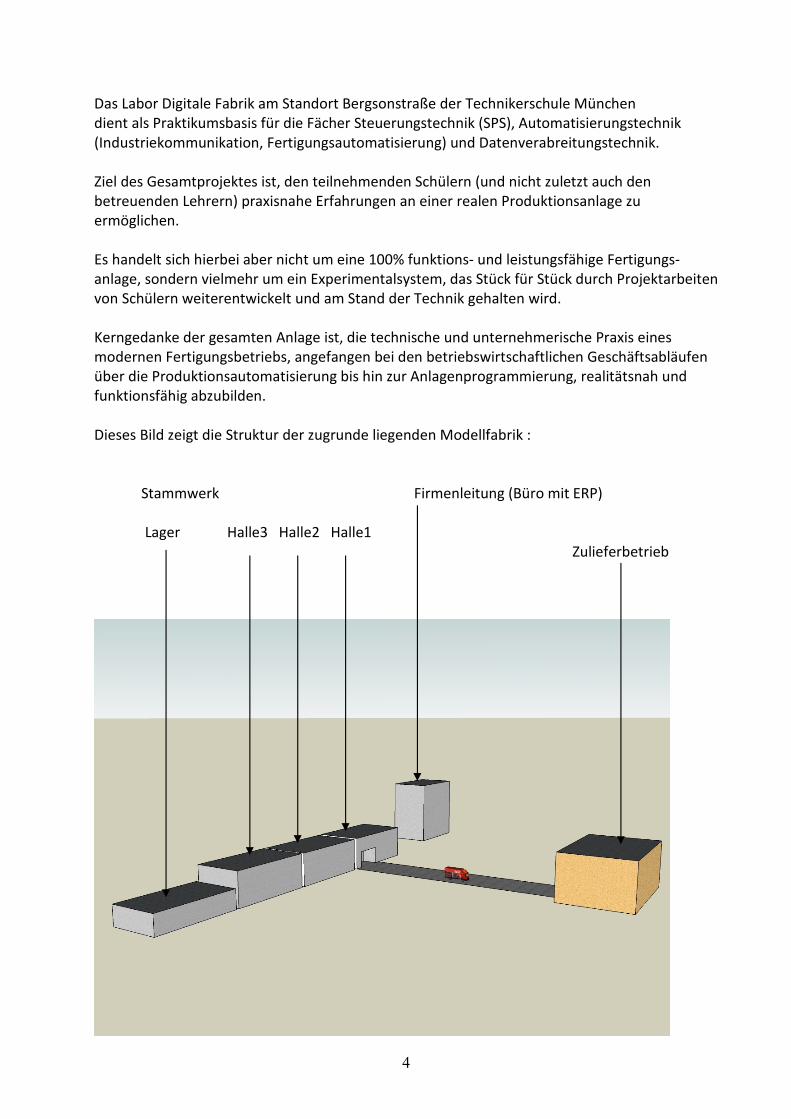
Dieses Bild zeigt die Struktur der zugrunde liegenden Modellfabrik :
Stammwerk Firmenleitung (Büro mit ERP)
Lager Halle3 Halle2 Halle1
Zulieferbetrieb
5
TEIL 1 : Beschreibung der Laboranlage
1. Die Anlage als Praktikumsbasis und im Internetbetrieb
Das Labor Digitale Fabrik ermöglicht Schülern und Lehrern der Technikerschule München,
praxisnahe Erfahrungen in den Fachbereichen Automatisierung, Datenverarbeitung,
Steuerungstechnik und Betriebswirtschaftslehre zu sammeln. Die praktische Arbeit an dieser
Anlage nimmt in den beteiligten Fächern breiten Raum ein. Die Anlage wird durch jährlich
stattfindende Projektarbeiten kontinuierlich weiterentwickelt und so auf dem Stand der
Technik gehalten.
Daneben ist es möglich, auch außerhalb der Unterrichtszeit über ein Webinterface an der
Anlage zu arbeiten und die ablaufenden Funktionen per WebCam zu betrachten. Dies soll in
Zukunft auch durch Onlinekurse und einbettende Webangebote (Wiki, Forum etc..) begleitet
werden.
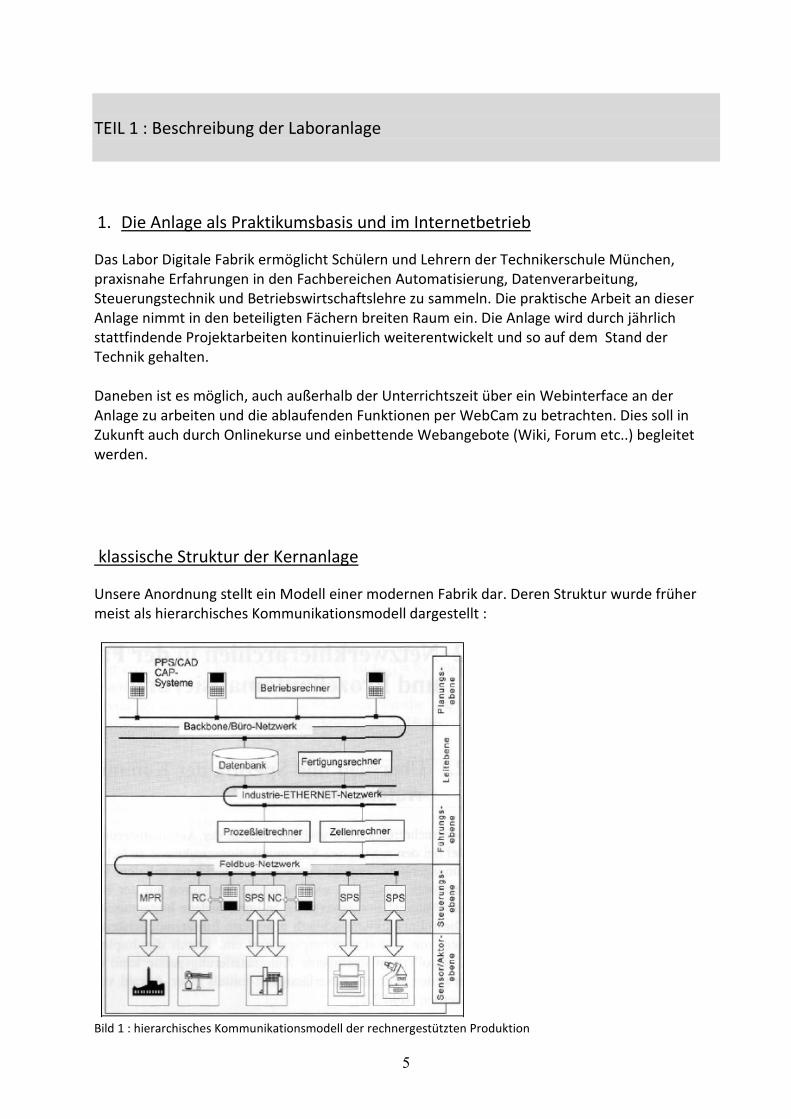
klassische Struktur der Kernanlage
Unsere Anordnung stellt ein Modell einer modernen Fabrik dar. Deren Struktur wurde früher
meist als hierarchisches Kommunikationsmodell dargestellt :
Bild 1 : hierarchisches Kommunikationsmodell der rechnergestützten Produktion
6
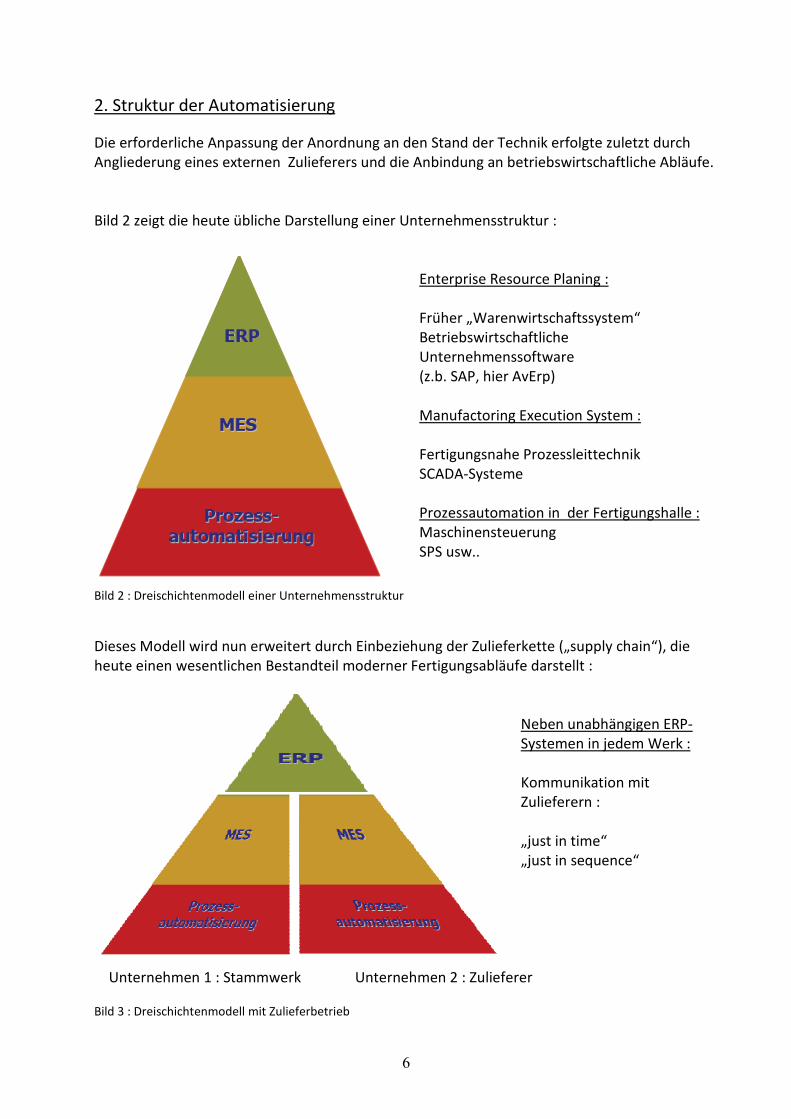
2. Struktur der Automatisierung
Die erforderliche Anpassung der Anordnung an den Stand der Technik erfolgte zuletzt durch
Angliederung eines externen Zulieferers und die Anbindung an betriebswirtschaftliche Abläufe.
Bild 2 zeigt die heute übliche Darstellung einer Unternehmensstruktur :
Enterprise Resource Planing :
Früher „Warenwirtschaftssystem“
Betriebswirtschaftliche
Unternehmenssoftware
(z.b. SAP, hier AvErp)
Manufactoring Execution System :
Fertigungsnahe Prozessleittechnik
SCADA-Systeme
Prozessautomation in der Fertigungshalle :
Maschinensteuerung
SPS usw..
Bild 2 : Dreischichtenmodell einer Unternehmensstruktur
Dieses Modell wird nun erweitert durch Einbeziehung der Zulieferkette („supply chain“), die
heute einen wesentlichen Bestandteil moderner Fertigungsabläufe darstellt :
Neben unabhängigen ERP-
Systemen in jedem Werk :
Kommunikation mit
Zulieferern :
„just in time“
„just in sequence“
Unternehmen 1 : Stammwerk Unternehmen 2 : Zulieferer
Bild 3 : Dreischichtenmodell mit Zulieferbetrieb
7
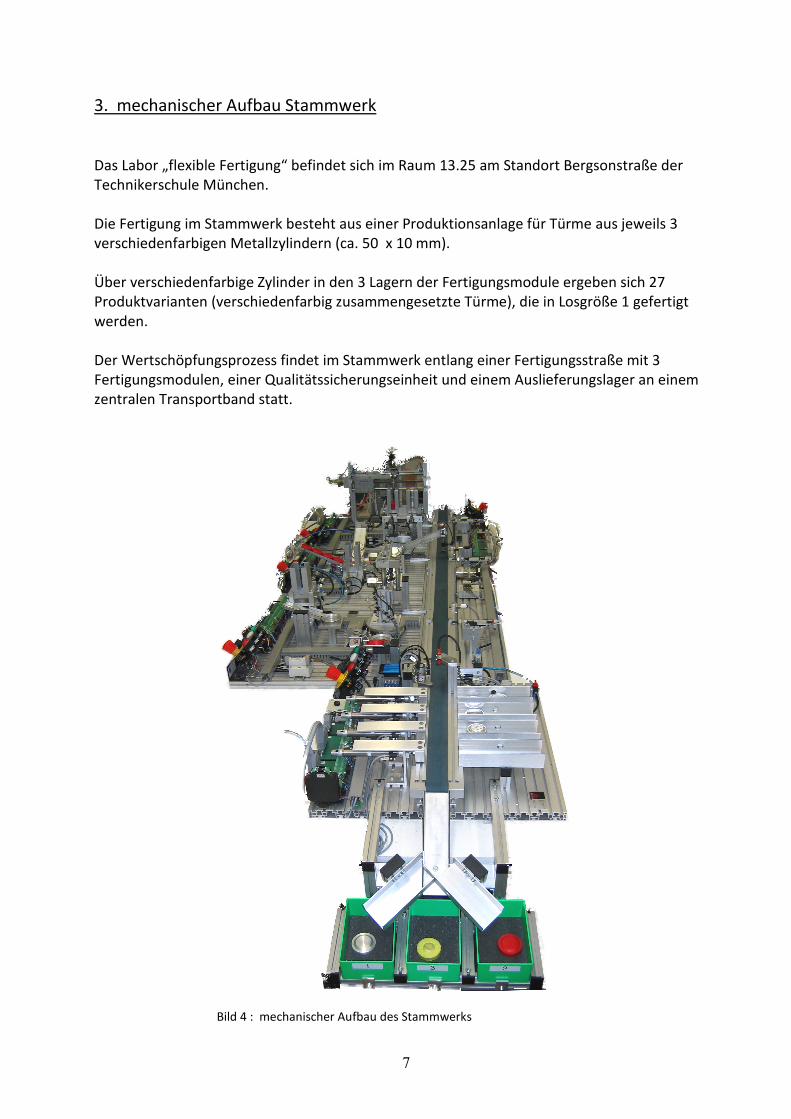
3. mechanischer Aufbau Stammwerk
Das Labor „flexible Fertigung“ befindet sich im Raum 13.25 am Standort Bergsonstraße der
Technikerschule München.
Die Fertigung im Stammwerk besteht aus einer Produktionsanlage für Türme aus jeweils 3
verschiedenfarbigen Metallzylindern (ca. 50 x 10 mm).
Über verschiedenfarbige Zylinder in den 3 Lagern der Fertigungsmodule ergeben sich 27
Produktvarianten (verschiedenfarbig zusammengesetzte Türme), die in Losgröße 1 gefertigt
werden.
Der Wertschöpfungsprozess findet im Stammwerk entlang einer Fertigungsstraße mit 3
Fertigungsmodulen, einer Qualitätssicherungseinheit und einem Auslieferungslager an einem
zentralen Transportband statt.
Bild 4 : mechanischer Aufbau des Stammwerks
8
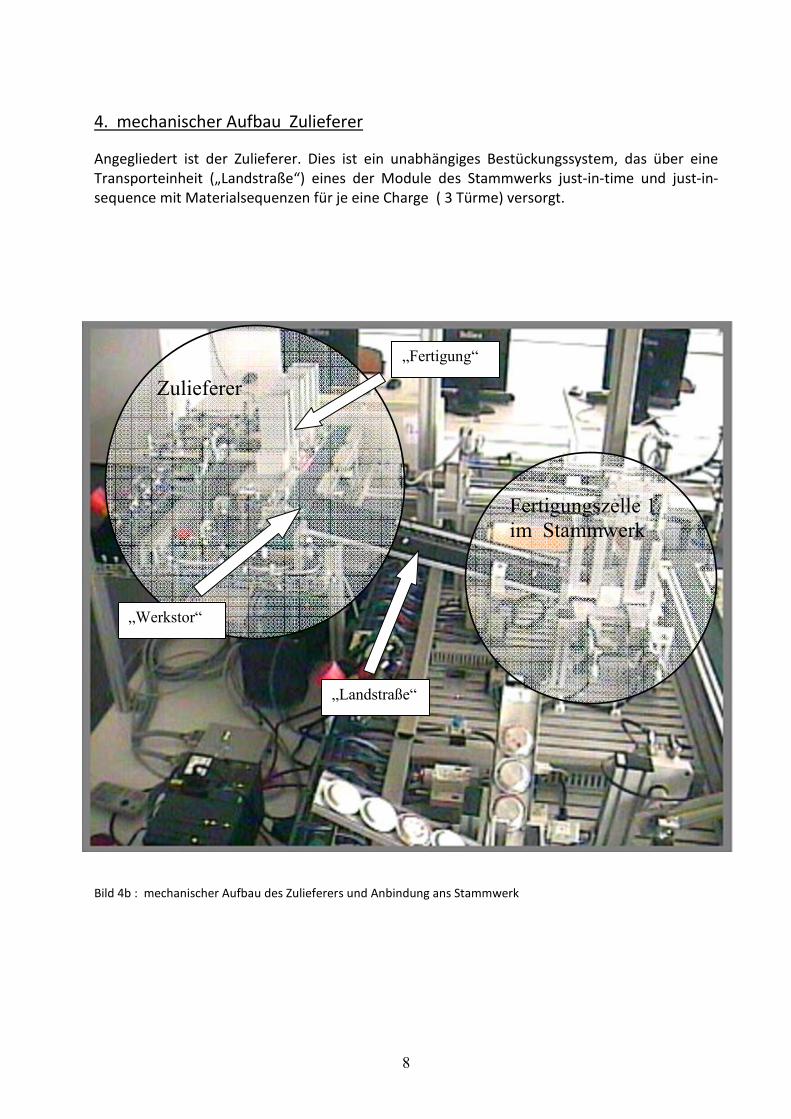
4. mechanischer Aufbau Zulieferer
Angegliedert ist der Zulieferer. Dies ist ein unabhängiges Bestückungssystem, das über eine
Transporteinheit („Landstraße“) eines der Module des Stammwerks just-in-time und just-in-
sequence mit Materialsequenzen für je eine Charge ( 3 Türme) versorgt.
Bild 4b : mechanischer Aufbau des Zulieferers und Anbindung ans Stammwerk
„Landstraße“
Fertigungszelle 1
im Stammwerk
Zulieferer
„Werkstor“
„Fertigung“
9
5. IT-Struktur
ERP-Ebene : Win2003-Enterprise Server (Hardware : HP-Netserver LH4r)
Open source ERP-System ADEMPIERE
Datenbanken ORACLE und mySQL
Firewall
Apache Webserver (Webservices)
MES-Ebene : Je ein Win2008- Server in Stammwerk und Zulieferwerk
Visual Studio Express 2010 mit VB .net
MES-Funktion mit eigenentwickelter Software (VB .net)
Graphische Bedienschnittstelle, Prozessvisualisierung.
Prozess-Ebene : Win2003 Server zur SPS-Programmierung aus dem Web
und 25 Labor-PC im Raum 13.25
- Stammwerk :
Zellebene : (DP-Master) S7 315pn/dp (koordiniert (verkettet) die
Fertigungsmodule
Feldebene : (DP-Slaves) 5x S7 315pn/dp (Mechaniksteuerung)
Kommunikation über Profibus DP, Profinet CBA oder ISO-on-TCP
- Zulieferer :
Soft-SPS (PC-basiert) und Prozesskoplung „Easyport“
Kommunikation über OPC
Alternativ : Soft-SPS in Codesys (objektorientiert)
Kommunikation über EtherCAT
- virtuelle Fertigungszellen :
In der Versuchsphase existieren 2 virtuelle Fertigungszellen, die
funktions- und belegungsidentisch mit 2 realen Zellen aus dem
Stammwerk arbeiten. (Simulation Wildlife).
Diese werden objektorientiert aus je einer UML-basierten Codesys-
Soft-SPS gesteuert.
10
6. Produktionsablauf
Produktionsablauf im Überblick :
Der Kunde bestellt am ERP-System Produkte aus der vorgegebenen Produktpalette.
„Losgröße 1“ : jedes Produkt kann individuell anders aufgebaut sein.
Das ERP-System erstellt Stücklisten, Vorkalkulation, Fertigungsaufträge usw…
Die Disposition erstellt Aufträge zur Befüllung von Lagern im Hauptwerk und Forecasts an den
Zulieferer. Fertigungszeitpläne werden erstellt (Zulieferer, Lagerbestand usw..). Die Fertigung
wird schließlich freigegeben. Hierzu werden Fertigungsaufträge mit fortlaufenden
Auftragsnummern (ID) am Webportal für Stammwerk und Zulieferer bereitgestellt
Nach Ablauf der Fertigung werden die nötigen betriebswirtschaftlichen Schritte
(Rechnungstellung, Disposition, Lieferscheine, Nachkalkulation, Fakturierung usw..)
durchgeführt.
Der Zulieferer muß die Materialien für eine Charge (3 Bauteile) zum richtigen Zeitpunkt („just in
time“) und in der für die Fertigung benötigten Reihenfolge („just in sequence“) bereitstellen. Er
holt die Information (Forecast) vom Webportal des ERP-Systems und fertigt die Sequenz. Dann
wird gewartet bis die Lieferfreigabe (Sequence-Call) erfolgt. Daraufhin wird ausgeliefert.
Die MES-Systeme im Stammwerk und beim Zulieferer koordinieren den Ablauf der Fertigung,
indem Sie die Prozessebene mit Fertigungsschritten beauftragen, die sich aus den
Fertigungsaufträgen aus ERP ergeben. Das MES-System im Stammwerk führt die zeitliche
Koordinierung der einzelnen Fertigungsmodule in der Feldebene durch (Verkettung). Die Anlage
kann mit einem festen Anlagentakt gefahren werden (starre Kopplung) oder mit frei laufenden
Fertigungsmodulen (lose Kopplung). Aufträge werden entweder von MES vorgegeben (Push-
Prinzip) oder mttels der RFID-gestützten Produktidentifizierung direkt aus der ERP-Datenbank
gelesen (siehe Pull-Prinzip, e-Kanban)
Die Fertigungsmodule führen SPS-gesteuert die nötigen mechanischen Tätigkeiten aus.
11
Produktionsablauf im Detail (Betriebsarten)
Betriebsart 1 : Prozessablauf bei starrer Kopplung der Prozessmodule
In dieser Betriebsart wird die gesamte Fertigung auf Prozessebene von einem gemeinsamen
Anlagentakt gesteuert. Alle Fertigungsschritte werden im Stammwerk ausgeführt
(Fertigungstiefe 100%, kein Zulieferer). Die Fertigung ist in Chargen zu 3 Produkten organisiert,
jede Charge hat einen Serienanlauf und –auslauf.
Betriebsart 2 : starre Kopplung mit Anbindung eines Zulieferers
In dieser Betriebsart wird die gesamte Fertigung von einem gemeinsamen Anlagentakt wie
oben gesteuert. Die Fertigungstiefe beträgt aber nicht 100%, ein Teil der nötigen
Fertigungsabläufe wird an einen Zulieferbetrieb ausgelagert (supply chain). Dieser liefert just-
in-time und just-in-sequence.
Betriebsart 3 : lose Kopplung mit Zulieferer, RFID-geführt mit Produkt-ID Keine Steuerung durch einen gemeinsamen Anlagentakt. Die Module laufen unabhängig
voneinander. Ein Teil der nötigen Fertigungsabläufe ist an einen Zulieferer ausgelagert (supply
chain). An den Modulen wird aus einem RFID-Tag am zu bearbeitenden Werkstück eine
Produkt-ID ausgelesen, mit deren Hilfe aus der zentralen Datenbank der Anlage der benötigte
Auftrag für das Modul eingeholt werden kann.
12
TEIL 2 : Kommunikationsprotokolle und allgemeine Adresskonventionen
1. Kommunikationskonzept
1.1 Handshakeprinzip
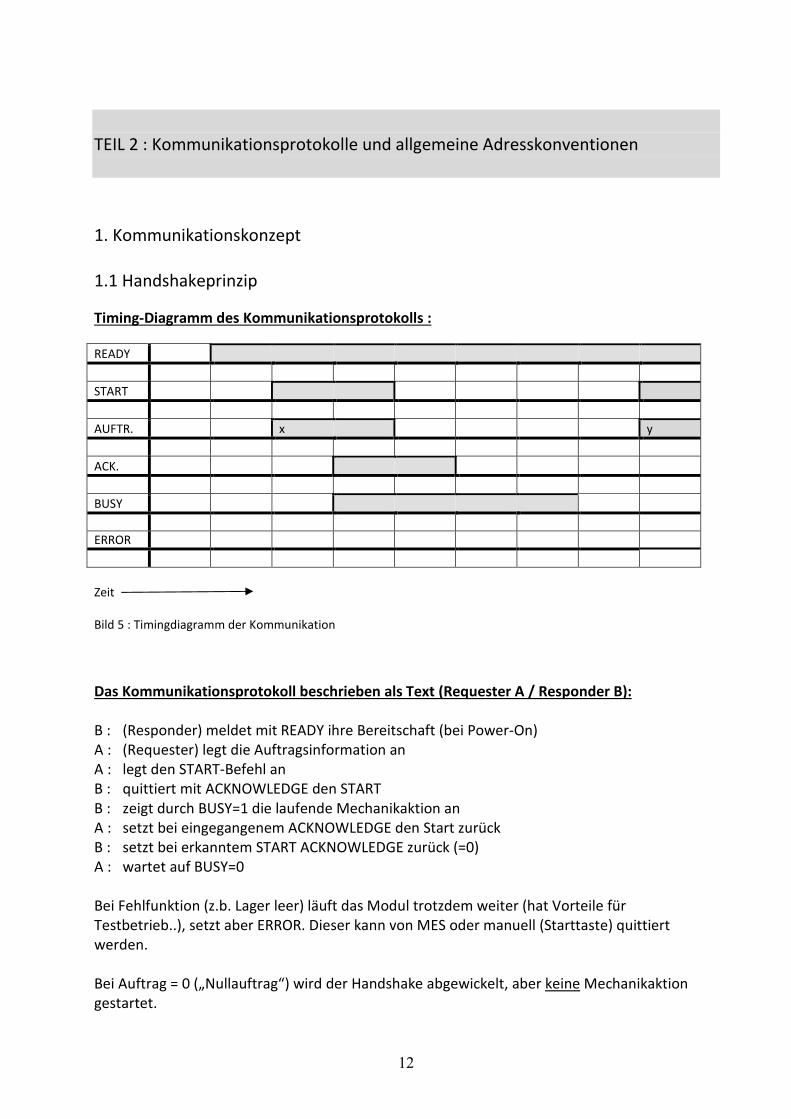
Timing-Diagramm des Kommunikationsprotokolls :
READY
START
AUFTR. x y
ACK.
BUSY
ERROR
Zeit
Bild 5 : Timingdiagramm der Kommunikation
Das Kommunikationsprotokoll beschrieben als Text (Requester A / Responder B):
B : (Responder) meldet mit READY ihre Bereitschaft (bei Power-On)
A : (Requester) legt die Auftragsinformation an
A : legt den START-Befehl an
B : quittiert mit ACKNOWLEDGE den START
B : zeigt durch BUSY=1 die laufende Mechanikaktion an
A : setzt bei eingegangenem ACKNOWLEDGE den Start zurück
B : setzt bei erkanntem START ACKNOWLEDGE zurück (=0)
A : wartet auf BUSY=0
Bei Fehlfunktion (z.b. Lager leer) läuft das Modul trotzdem weiter (hat Vorteile für
Testbetrieb..), setzt aber ERROR. Dieser kann von MES oder manuell (Starttaste) quittiert
werden.
Bei Auftrag = 0 („Nullauftrag“) wird der Handshake abgewickelt, aber keine Mechanikaktion
gestartet.
13
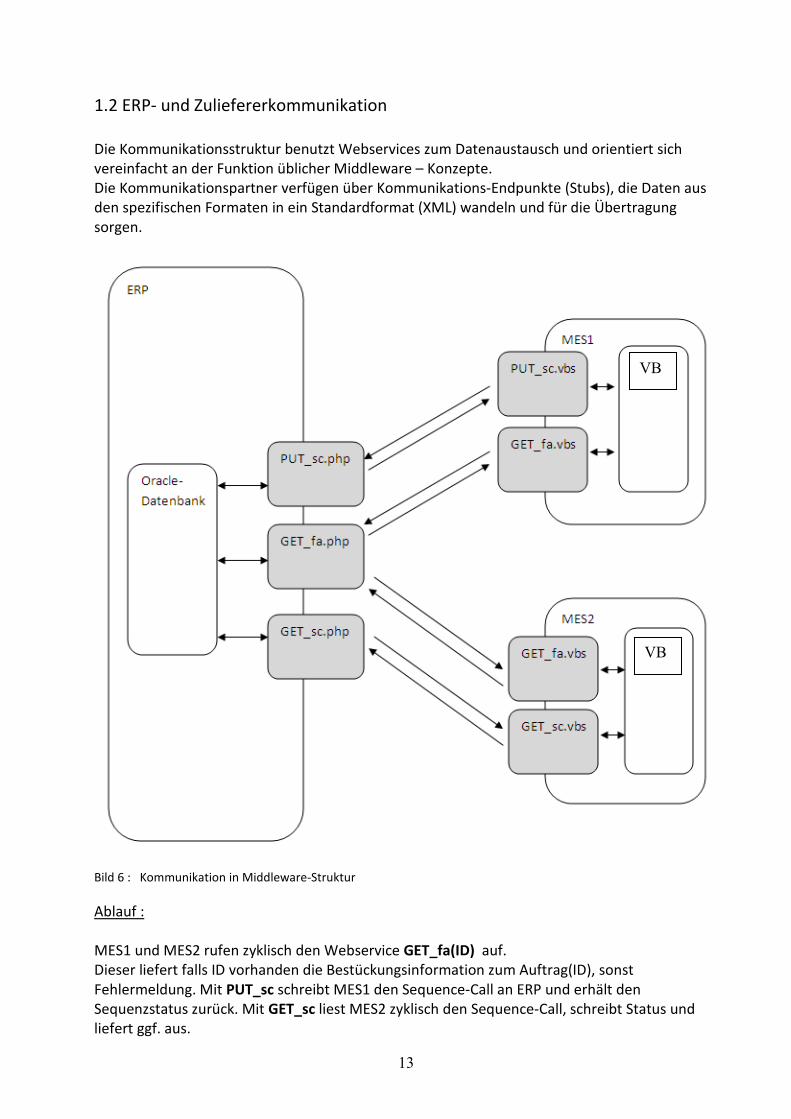
1.2 ERP- und Zuliefererkommunikation
Die Kommunikationsstruktur benutzt Webservices zum Datenaustausch und orientiert sich
vereinfacht an der Funktion üblicher Middleware – Konzepte.
Die Kommunikationspartner verfügen über Kommunikations-Endpunkte (Stubs), die Daten aus
den spezifischen Formaten in ein Standardformat (XML) wandeln und für die Übertragung
sorgen.
Bild 6 : Kommunikation in Middleware-Struktur
Ablauf :
MES1 und MES2 rufen zyklisch den Webservice GET_fa(ID) auf.
Dieser liefert falls ID vorhanden die Bestückungsinformation zum Auftrag(ID), sonst
Fehlermeldung. Mit PUT_sc schreibt MES1 den Sequence-Call an ERP und erhält den
Sequenzstatus zurück. Mit GET_sc liest MES2 zyklisch den Sequence-Call, schreibt Status und
liefert ggf. aus.
VB
VB
14
1.3 Fertigungsinformation von ERP zu MES :
Fertigungsaufträge : Liste mit anstehenden Aufträgen am Webportal von ERP, wird von
Stammwerk und Zulieferer (MES1 und MES2) zyklisch gelesen (polling) :
<Produkt-ID> (Zahl, 6-stellig)
<Teil 1> (Zahl, 0..3)
<Teil 2> (Zahl, 0..3)
<Teil 3> (Zahl, 0..3)
< Lagerplatz> (Zahl, 0..4)
<Error> (0 : Auftrag vorhanden 1: Auftrag nicht vorhanden)
Zulieferersteuerung von ERP zu MES in Betriebsart 2 und 3 :
Sequence-Call : Lieferfreigabe für Zulieferer, wird von MES1 an ERP geschrieben, und von
MES2 an ERP zyklisch gelesen (polling).
Nach Herstellen einer Sequenz wird von MES2 der Status für die
bereitstehende Sequenz auf „wait“ gesetzt. Nach Auslieferung bis zur
Fertigstellung der nächsten Sequenz wird der Status „Impossible“ gesetzt.
Die Sequenz-ID ist stets die Produkt-ID des dritten Produkts einer Sequenz
<Sequenz-ID> (Zahl, 6-stellig)
<Status> (String : „wait“ oder „impossible“)
15
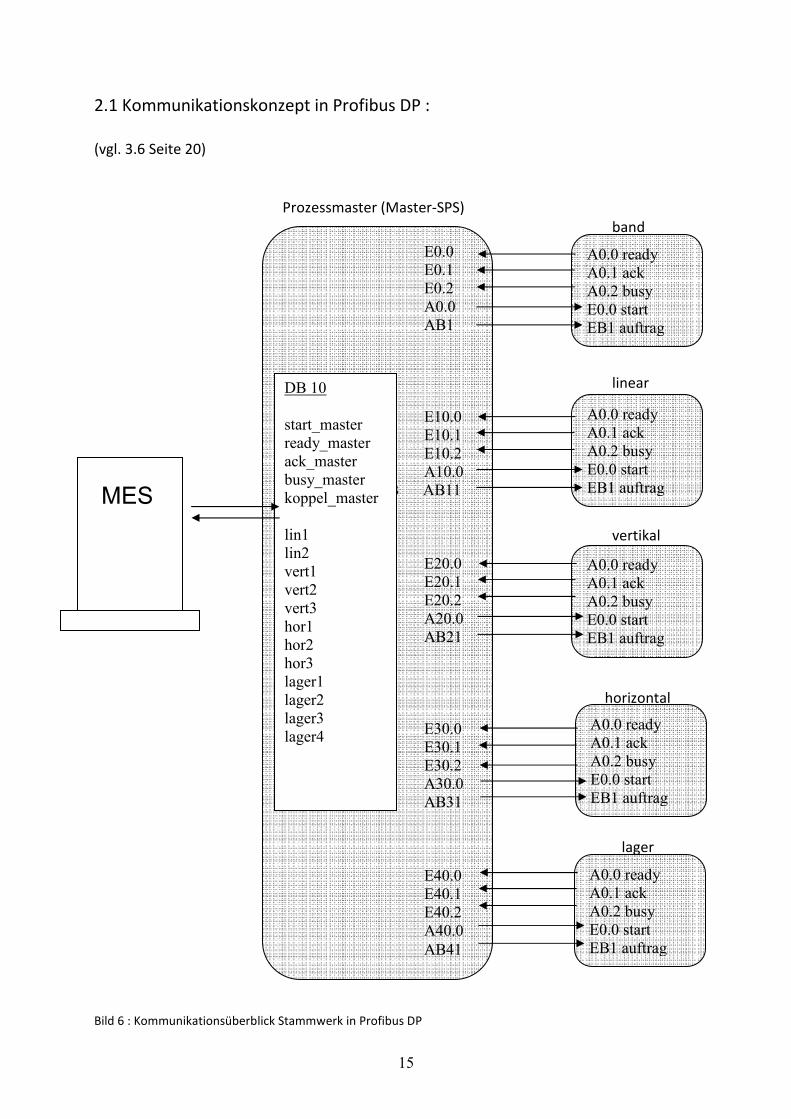
2.1 Kommunikationskonzept in Profibus DP :
(vgl. 3.6 Seite 20)
Prozessmaster (Master-SPS)
band
linear
vertikal
MES
horizontal
lager
Bild 6 : Kommunikationsüberblick Stammwerk in Profibus DP
A0.0 ready
A0.1 ack
A0.2 busy
E0.0 start
EB1 auftrag
A0.0 ready
A0.1 ack
A0.2 busy
E0.0 start
EB1 auftrag
A0.0 ready
A0.1 ack
A0.2 busy
E0.0 start
EB1 auftrag
A0.0 ready
A0.1 ack
A0.2 busy
E0.0 start
EB1 auftrag
A0.0 ready
A0.1 ack
A0.2 busy
E0.0 start
EB1 auftrag
E0.0
E0.1
E0.2
A0.0
AB1
E10.0
E10.1
E10.2
A10.0
AB AB11
E20.0
E20.1
E20.2
A20.0
AB21
E30.0
E30.1
E30.2
A30.0
AB31
E40.0
E40.1
E40.2
A40.0
AB41
DB 10
start_master
ready_master
ack_master
busy_master
koppel_master
lin1
lin2
vert1
vert2
vert3
hor1
hor2
hor3
lager1
lager2
lager3
lager4
MES
16
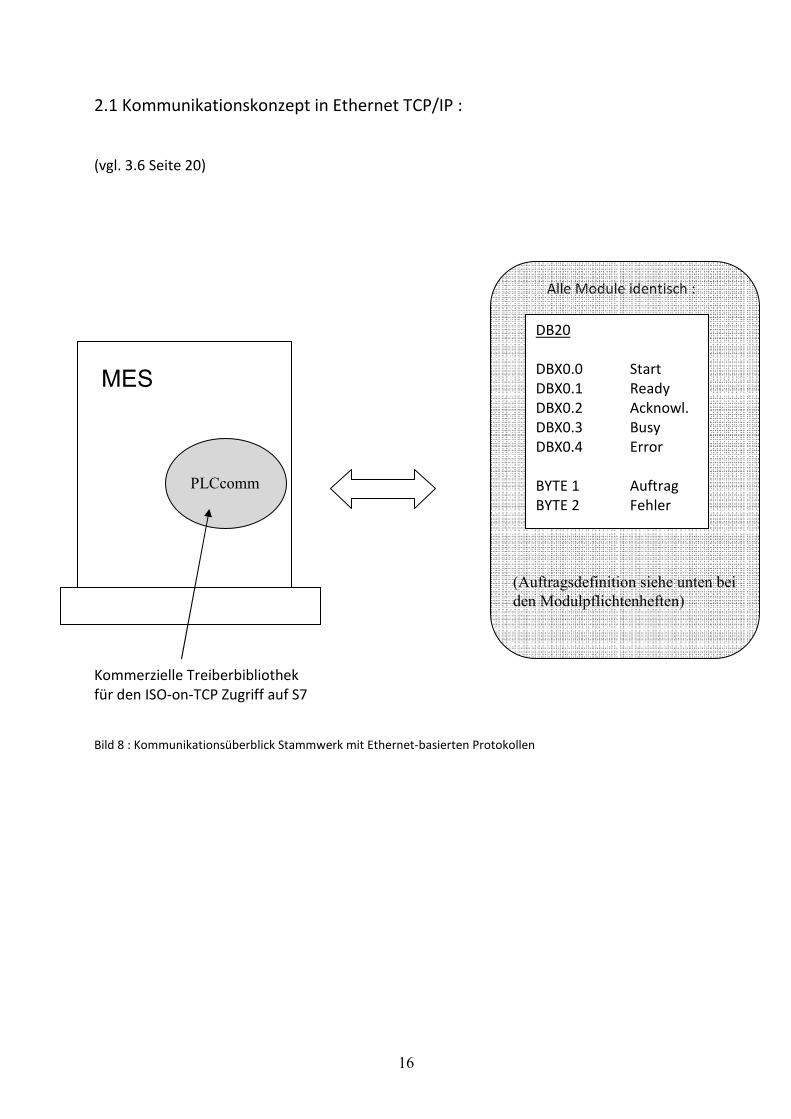
2.1 Kommunikationskonzept in Ethernet TCP/IP :
(vgl. 3.6 Seite 20)
Alle Module identisch :
MES
Kommerzielle Treiberbibliothek
für den ISO-on-TCP Zugriff auf S7
Bild 8 : Kommunikationsüberblick Stammwerk mit Ethernet-basierten Protokollen
(Auftragsdefinition siehe unten bei
den Modulpflichtenheften)
MES
DB20
DBX0.0 Start
DBX0.1 Ready
DBX0.2 Acknowl.
DBX0.3 Busy
DBX0.4 Error
BYTE 1 Auftrag
BYTE 2 Fehler
PLCcomm
17
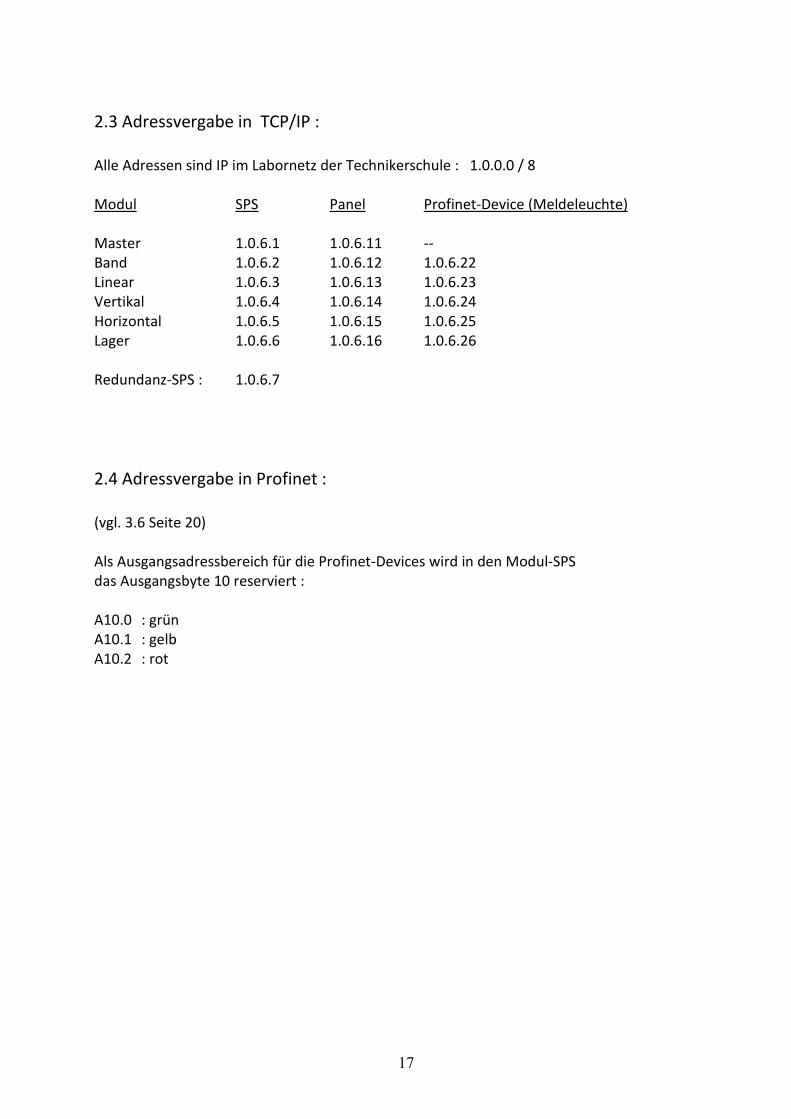
2.3 Adressvergabe in TCP/IP :
Alle Adressen sind IP im Labornetz der Technikerschule : 1.0.0.0 / 8
Modul SPS Panel Profinet-Device (Meldeleuchte)
Master 1.0.6.1 1.0.6.11 --
Band 1.0.6.2 1.0.6.12 1.0.6.22
Linear 1.0.6.3 1.0.6.13 1.0.6.23
Vertikal 1.0.6.4 1.0.6.14 1.0.6.24
Horizontal 1.0.6.5 1.0.6.15 1.0.6.25
Lager 1.0.6.6 1.0.6.16 1.0.6.26
Redundanz-SPS : 1.0.6.7
2.4 Adressvergabe in Profinet :
(vgl. 3.6 Seite 20)
Als Ausgangsadressbereich für die Profinet-Devices wird in den Modul-SPS
das Ausgangsbyte 10 reserviert :
A10.0 : grün
A10.1 : gelb
A10.2 : rot
18
3. Gerätefunktionen und Programmierkonventionen für SPS und PC :
3.1 ERP
Das ERP-System dient als zentraler Informationsknoten auf IT-Ebene.
Aufträge werden manuell an einer Bedienschnittstelle (Webshop oder Eingabemaske)
eingegeben und für die Anlage zentral redundanzfrei (kein zweiter Speicherort !) in der
Systemdatenbank abgelegt. Die Kommunikation mit MES1 und MES2 erfolgt über Webservices.
Später hinzukommende betriebswirtschaftliche Funktionen (das eigentliche ERP..) sind noch
nicht zu überblicken. Hier werden noch keine Konventionen festgelegt.
3.2 MES1 (Stammwerk)
starre Kopplung (Unterrichtsbetrieb):
MES1 holt sich am ERP-System Aufträge für Chargen von je 3 Produkten (Türmen).
Hierzu wird vom ein VBScript (Stub) getriggert, das die Kommunikation ausführt.
Ist die gelesene Auftragsnummer größer als die des zuletzt bearbeiteten Auftrags, wird der
Auftrag übernommen. Der Produktauftrag wird im MES-Programm in Fertigungsschritte
zerlegt. Für jeden Fertigungsschritt werden die SPS einmal mit einem Timinghandshake
gestartet, dazu werden die Fertigungsinfos für alle Module (Slaves) übergeben. Wenn alle SPS
das Ende eines Fertigungsschritts melden, beginnt der nächste.
lose Kopplung (Projektbetrieb) :
Das Band läuft dauernd, MES scannt die RFID-Reader an den Modulen.
Bei neuer gelesener ID wird der dazugehörige Auftrag aus ERP gelesen, dann die SPS des
Moduls unabhängig von der Restanlage sofort mit Handshake gestartet.
Die Füllmenge der Pufferlager muß programmtechnisch oder mit Sensorik überwacht werden,
bei vollem Puffer muß das Vorgängermodul warten.
3.3 MES2 (Zulieferer)
MES2 holt sich am ERP-System Sequenzaufträge (siehe MES1)
Die Zuliefersequenz aus 3 Bauteilen wird in 3 Fertigungsschritten auf das Transportband
bestückt. Zu jedem Fertigungsschritt wird die Soft-SPS einmal mit einem Timinghandshake
initiiert. Nach Beendigung der 3 Fertigungsschritte (Charge liegt am Werkstor bereit) wird der
Sequenzstatus auf wait gesetzt und auf die Lieferfreigabe von MES des Stammwerks gewartet
(Polling am Webportal des ERP).
19
3.4 SPS im Zulieferwerk :
Jeder Fertigungsschritt (je ein Teil) wird durch einen Handshake von MES 2 gestartet.
Ein Fertigungsschritt beinhaltet die Bestückung eines Teils aufs Transportband und Transport
zum Werkstor.
Ist der Teileauftrag = 0, wird die bisher gefertigte Sequenz entsorgt (Transport nach links).
Ein leeres Lager wird MES2 als Fehler gemeldet der Fertigungsvorgang bricht ab (Busy=0).
Der Auftrag „Auslieferung“ bewirkt das Öffnen des Werkstors und die Auslieferung der
gesamten Sequenz. Danach schließt das Tor wieder.
3.5 SPS im Stammwerk :
Starre Kopplung :
Jeder Fertigungsschritt wird durch einen Handshake von MES 1 gestartet.
Ein Fertigungsschritt beinhaltet die Bestückung eines Teils an jeder Station oder bei Nullauftrag
keine Aktion an der jeweilgen Station und einem nachfolgenden Schritt des Transportbands.
Lose Kopplung :
Die Module werden genau wie bei starrer Kopplung durch Handshake gesteuert, nur die
Steuerlogik ändert sich. Das Band läuft ständig durch.
20
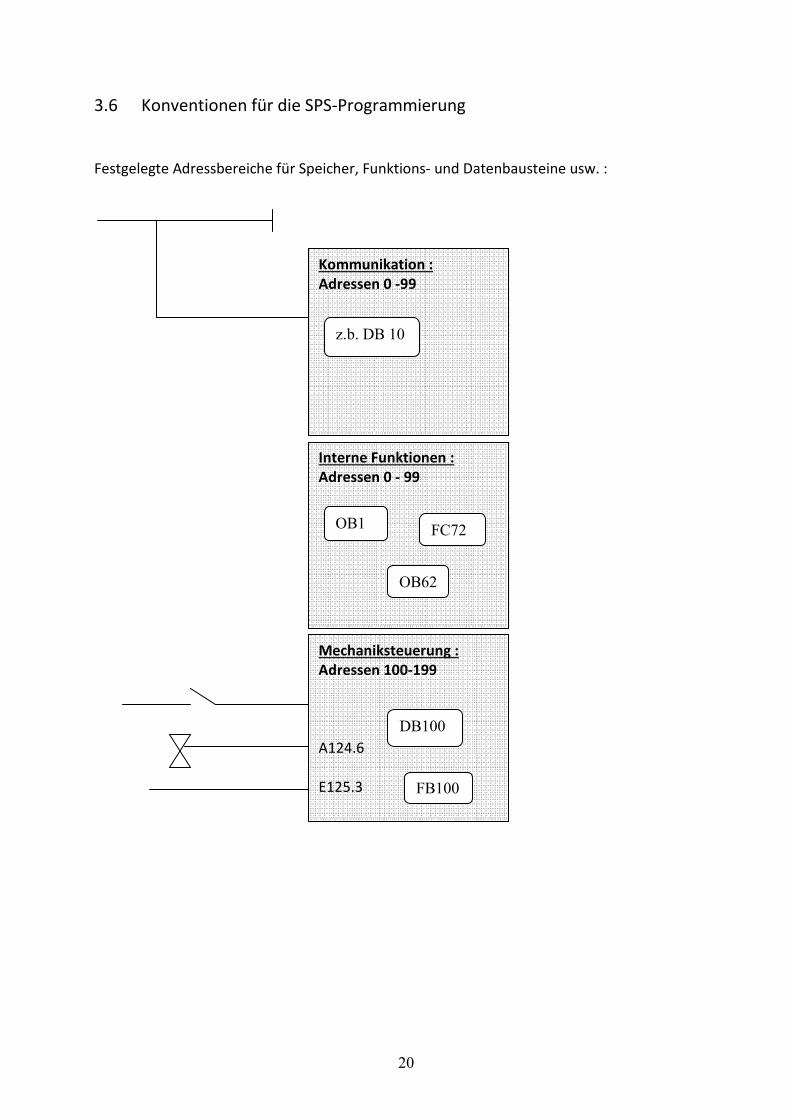
3.6 Konventionen für die SPS-Programmierung
Festgelegte Adressbereiche für Speicher, Funktions- und Datenbausteine usw. :
Kommunikation :
Adressen 0 -99
Mechaniksteuerung :
Adressen 100-199
A124.6
E125.3
Interne Funktionen :
Adressen 0 - 99
OB1
OB62
FC72
DB100
FB100
z.b. DB 10
21
Allgemeine Konventionen für die SPS- Programmierung:
- Programme in Funktionsblöcken als bibliotheksfähige FB mit Variablendefinition.
- Arbeitsdaten in DB mit symbolischen Adressen, keine Merker !
Allgemeine Vorschriften für die Funktionen der Module :
- Das Handshakesignal READY ist mit der grünen Meldeleuchte zu visualisieren
- Das Handshakesignal BUSY ist mit der gelben Meldeleuchte zu visualisieren
- Das Signal ERROR (z.b. Lager leer) ist mit der roten Meldeleuchte durch Blinken zu
visualisieren, die Mechanik läuft wenn möglich weiter. Der Fehler wird durch Drücken
der Starttaste zurückgesetzt.
- Die Mechanikfunktion ist durch den Baustein FB 100 zu realisieren
- Die Handshakefunktion am Bussystem ist durch den Baustein FB 10 zu realisieren
- Die Kommunikation zwischen FB100 und FB10 wird durch ein Signal ACTION
realisiert, das vom Handshakebaustein bei eintreffendem Startsignal auf 1 und vom
Mechanikbaustein nach Beenden der Mechanikfunktion wieder auf 0 gesetzt wird.
- ACTION und der Fertigungsauftrag werden im Datenbaustein DB20 gespeichert, dieser
dient bei Betrieb über Ethernet TCPIP oder Profinet CBA auch als Kommunikations-
schnittstelle.
22
Dokumentation der Fertigungsmodule im Stammwerk
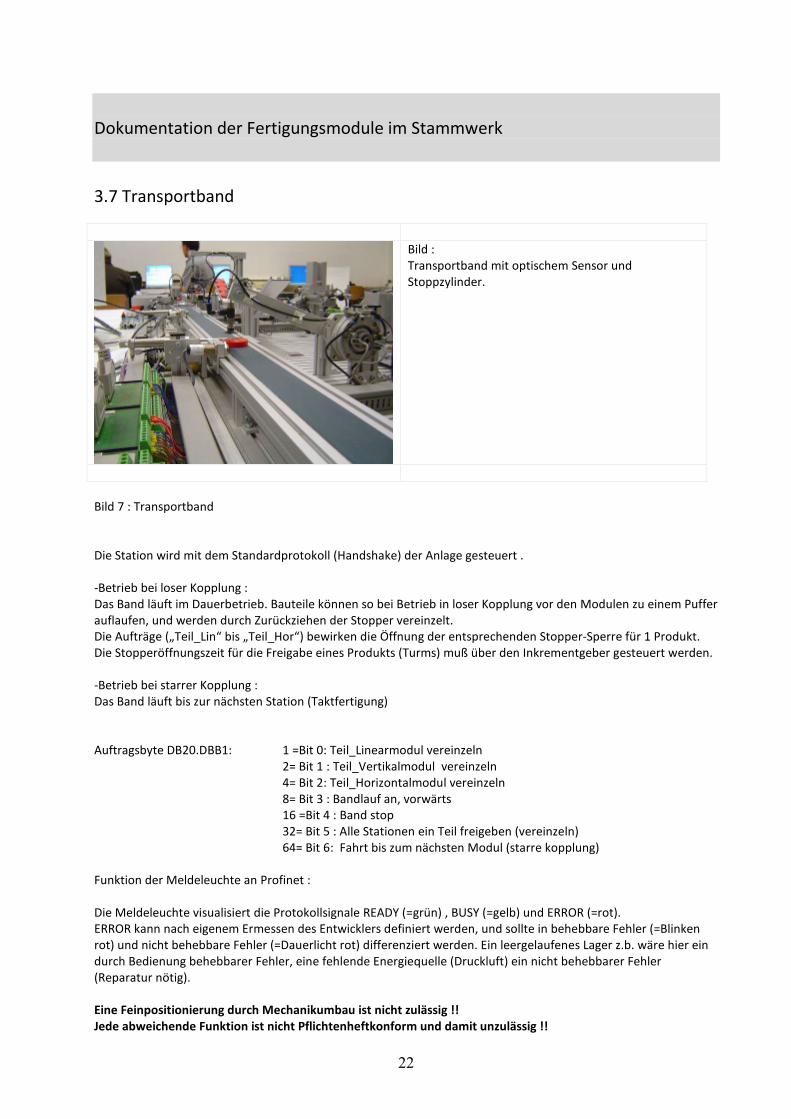
3.7 Transportband
Bild :
Transportband mit optischem Sensor und
Stoppzylinder.
Bild 7 : Transportband
Die Station wird mit dem Standardprotokoll (Handshake) der Anlage gesteuert .
-Betrieb bei loser Kopplung :
Das Band läuft im Dauerbetrieb. Bauteile können so bei Betrieb in loser Kopplung vor den Modulen zu einem Puffer
auflaufen, und werden durch Zurückziehen der Stopper vereinzelt.
Die Aufträge („Teil_Lin“ bis „Teil_Hor“) bewirken die Öffnung der entsprechenden Stopper-Sperre für 1 Produkt.
Die Stopperöffnungszeit für die Freigabe eines Produkts (Turms) muß über den Inkrementgeber gesteuert werden.
-Betrieb bei starrer Kopplung :
Das Band läuft bis zur nächsten Station (Taktfertigung)
Auftragsbyte DB20.DBB1: 1 =Bit 0: Teil_Linearmodul vereinzeln
2= Bit 1 : Teil_Vertikalmodul vereinzeln
4= Bit 2: Teil_Horizontalmodul vereinzeln
8= Bit 3 : Bandlauf an, vorwärts
16 =Bit 4 : Band stop
32= Bit 5 : Alle Stationen ein Teil freigeben (vereinzeln)
64= Bit 6: Fahrt bis zum nächsten Modul (starre kopplung)
Funktion der Meldeleuchte an Profinet :
Die Meldeleuchte visualisiert die Protokollsignale READY (=grün) , BUSY (=gelb) und ERROR (=rot).
ERROR kann nach eigenem Ermessen des Entwicklers definiert werden, und sollte in behebbare Fehler (=Blinken
rot) und nicht behebbare Fehler (=Dauerlicht rot) differenziert werden. Ein leergelaufenes Lager z.b. wäre hier ein
durch Bedienung behebbarer Fehler, eine fehlende Energiequelle (Druckluft) ein nicht behebbarer Fehler
(Reparatur nötig).
Eine Feinpositionierung durch Mechanikumbau ist nicht zulässig !!
Jede abweichende Funktion ist nicht Pflichtenheftkonform und damit unzulässig !!

23
3.8 Lineararm
Bild : Station „Lineararm“
Bild 8 : Lineararm
Die Station wird mit dem Standardprotokoll (Handshake). der Anlage gesteuert .
Ausgehend vom Referenzpunkt (frei wählbar) wird das angeforderte Bauteil auf das Transportband abgelegt.
Unmittelbar nach Ablegen kann BUSY rückgesetzt werden.
Auftragsbyte DB20.DBB1: Bit 0: Teil 1
Bit 1: Teil 2
Bit 2: Teil 3
Fehlersignale (bei Zulieferbetrieb wichtig) : DB20.DBX2.1 : Lager 1 leer
DB20.DBX2.1 : Lager 2 leer
Funktion der Meldeleuchte an Profinet :
Die Meldeleuchte visualisiert die Protokollsignale READY (=grün) , BUSY (=gelb) und ERROR (=rot).
ERROR kann nach eigenem Ermessen des Entwicklers definiert werden, und sollte in behebbare Fehler (=Blinken
rot) und nicht behebbare Fehler (=Dauerlicht rot) differenziert werden. Ein leergelaufenes Lager z.b. wäre hier ein
durch Bedienung behebbarer Fehler, eine fehlende Energiequelle (Druckluft) ein nicht behebbarer Fehler
(Reparatur nötig).
Es darf nur jeweils ein Bauteil auf das Band gelegt werden !
Jede abweichende Funktion ist nicht Pflichtenheftkonform und damit unzulässig !

24
3.9 Vertikalarm
Bild : Der Vertikalarm-Roboter
Bild 9 : Vertikalarm
Wird von MES1 durch Standard-Handshake (Bild 5) gesteuert.
Auftragsbyte DB20.DBB1: Bit 0: Teil 1
Bit 1: Teil 2
Bit 2: Teil 3
Ausgehend vom Referenzpunkt (frei wählbar) wird das angeforderte Bauteil auf das Transportband abgelegt.
Unmittelbar nach Ablegen kann BUSY rückgesetzt werden.
Wenn die Ablegeposition vom Dreharm oder der Referenzpunkt nicht in vorgegebener Zeit erreicht werden kann
(z.b. Turm fehlerhaft zu hoch !), muß der Drehzylinder sofort kraftlos geschalten werden
Funktion der Meldeleuchte an Profinet :
Die Meldeleuchte visualisiert die Protokollsignale READY (=grün) , BUSY (=gelb) und ERROR (=rot).
ERROR kann nach eigenem Ermessen des Entwicklers definiert werden, und sollte in behebbare Fehler (=Blinken
rot) und nicht behebbare Fehler (=Dauerlicht rot) differenziert werden. Ein leergelaufenes Lager z.b. wäre hier ein
durch Bedienung behebbarer Fehler, eine fehlende Energiequelle (Druckluft) ein nicht behebbarer Fehler
(Reparatur nötig).
Es darf nur jeweils ein Bauteil auf das Band gelegt werden !
Jede abweichende Funktion ist nicht Pflichtenheftkonform und damit unzulässig !
25
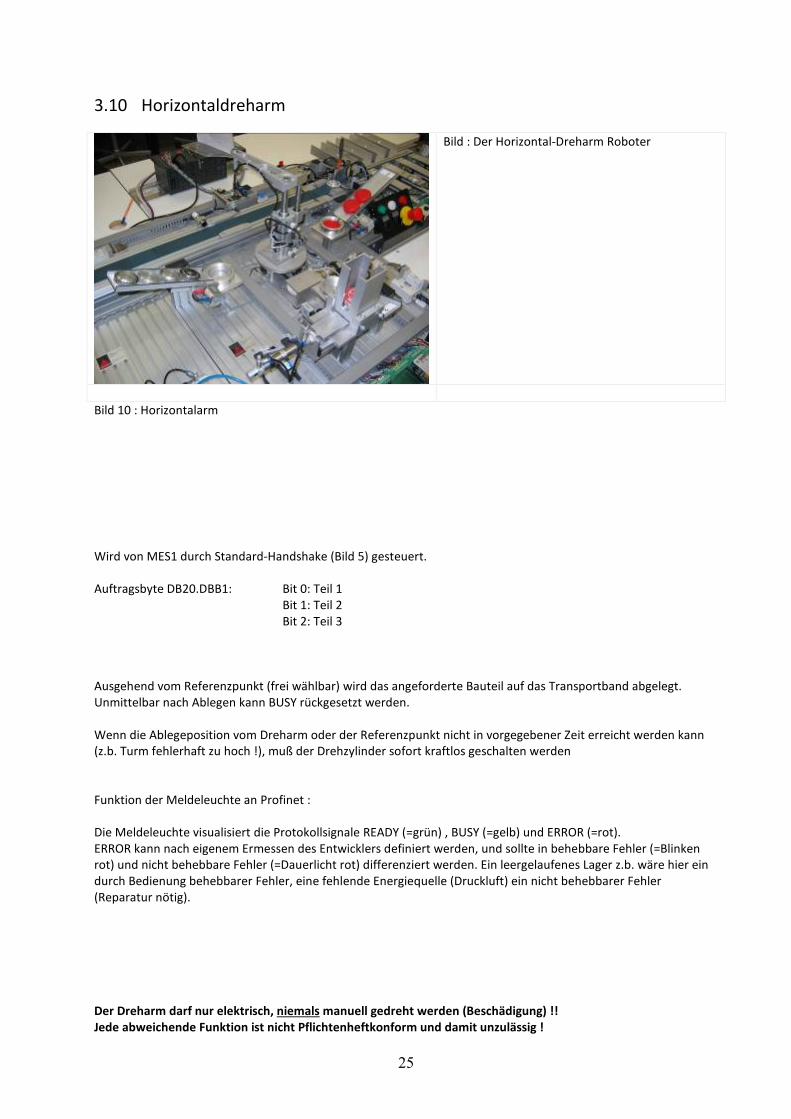
3.10 Horizontaldreharm
Bild : Der Horizontal-Dreharm Roboter
Bild 10 : Horizontalarm
Wird von MES1 durch Standard-Handshake (Bild 5) gesteuert.
Auftragsbyte DB20.DBB1: Bit 0: Teil 1
Bit 1: Teil 2
Bit 2: Teil 3
Ausgehend vom Referenzpunkt (frei wählbar) wird das angeforderte Bauteil auf das Transportband abgelegt.
Unmittelbar nach Ablegen kann BUSY rückgesetzt werden.
Wenn die Ablegeposition vom Dreharm oder der Referenzpunkt nicht in vorgegebener Zeit erreicht werden kann
(z.b. Turm fehlerhaft zu hoch !), muß der Drehzylinder sofort kraftlos geschalten werden
Funktion der Meldeleuchte an Profinet :
Die Meldeleuchte visualisiert die Protokollsignale READY (=grün) , BUSY (=gelb) und ERROR (=rot).
ERROR kann nach eigenem Ermessen des Entwicklers definiert werden, und sollte in behebbare Fehler (=Blinken
rot) und nicht behebbare Fehler (=Dauerlicht rot) differenziert werden. Ein leergelaufenes Lager z.b. wäre hier ein
durch Bedienung behebbarer Fehler, eine fehlende Energiequelle (Druckluft) ein nicht behebbarer Fehler
(Reparatur nötig).
Der Dreharm darf nur elektrisch, niemals manuell gedreht werden (Beschädigung) !!
Jede abweichende Funktion ist nicht Pflichtenheftkonform und damit unzulässig !

26
3.11 Lager, Qualitätssicherung und Recycling
Bild : Die Lagereinheit mit 4 Lagern
Bild : mechanisches Recycling
Bild 11 : Lager und QS
In der Sortieranlage werden die zuvor aufgebauten Türme in Material und Höhe auf Norm geprüft
und von pneumatischen Schiebern in die gewählten Lager eingebracht oder ins Recycling ausgeschoben.
Betrieb A : Standard
Wird von MES1 anlagensynchron gesteuert und läuft ohne Qualitätskontrolle
In dieser Betriebsart wird mit dem Standardkommunikationsprotokoll das anzufahrende
Lager übergeben. Eine Qualitätskontrolle findet nicht statt. Wird von MES1 durch Standard-Handshake (Bild 5)
gesteuert.
Auftragsbyte DB20.DBB1: Bit 0: Lager 1
Bit 1: Lager 2
Bit 2: Lager 3
Bit 3: Lager 4
Funktion der Meldeleuchte an Profinet :
Die Meldeleuchte visualisiert die Protokollsignale READY (=grün) , BUSY (=gelb) und ERROR (=rot).
ERROR kann nach eigenem Ermessen des Entwicklers definiert werden, und sollte in behebbare Fehler (=Blinken
rot) und nicht behebbare Fehler (=Dauerlicht rot) differenziert werden. Ein leergelaufenes Lager z.b. wäre hier ein
durch Bedienung behebbarer Fehler, eine fehlende Energiequelle (Druckluft) ein nicht behebbarer Fehler
(Reparatur nötig).
WICHTIG : Jede abweichende Funktion ist nicht Pflichtenheftkonform und damit unzulässig !
27
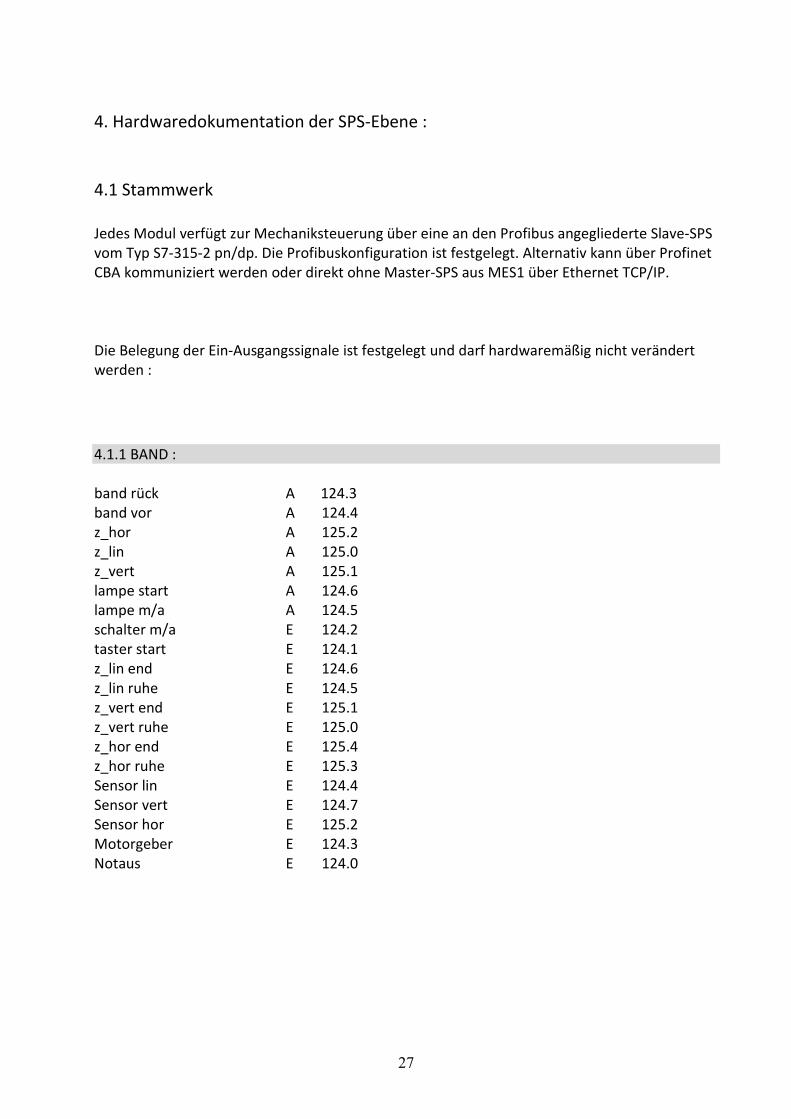
4. Hardwaredokumentation der SPS-Ebene :
4.1 Stammwerk
Jedes Modul verfügt zur Mechaniksteuerung über eine an den Profibus angegliederte Slave-SPS
vom Typ S7-315-2 pn/dp. Die Profibuskonfiguration ist festgelegt. Alternativ kann über Profinet
CBA kommuniziert werden oder direkt ohne Master-SPS aus MES1 über Ethernet TCP/IP.
Die Belegung der Ein-Ausgangssignale ist festgelegt und darf hardwaremäßig nicht verändert
werden :
4.1.1 BAND :
band rück A 124.3
band vor A 124.4
z_hor A 125.2
z_lin A 125.0
z_vert A 125.1
lampe start A 124.6
lampe m/a A 124.5
schalter m/a E 124.2
taster start E 124.1
z_lin end E 124.6
z_lin ruhe E 124.5
z_vert end E 125.1
z_vert ruhe E 125.0
z_hor end E 125.4
z_hor ruhe E 125.3
Sensor lin E 124.4
Sensor vert E 124.7
Sensor hor E 125.2
Motorgeber E 124.3
Notaus E 124.0
28
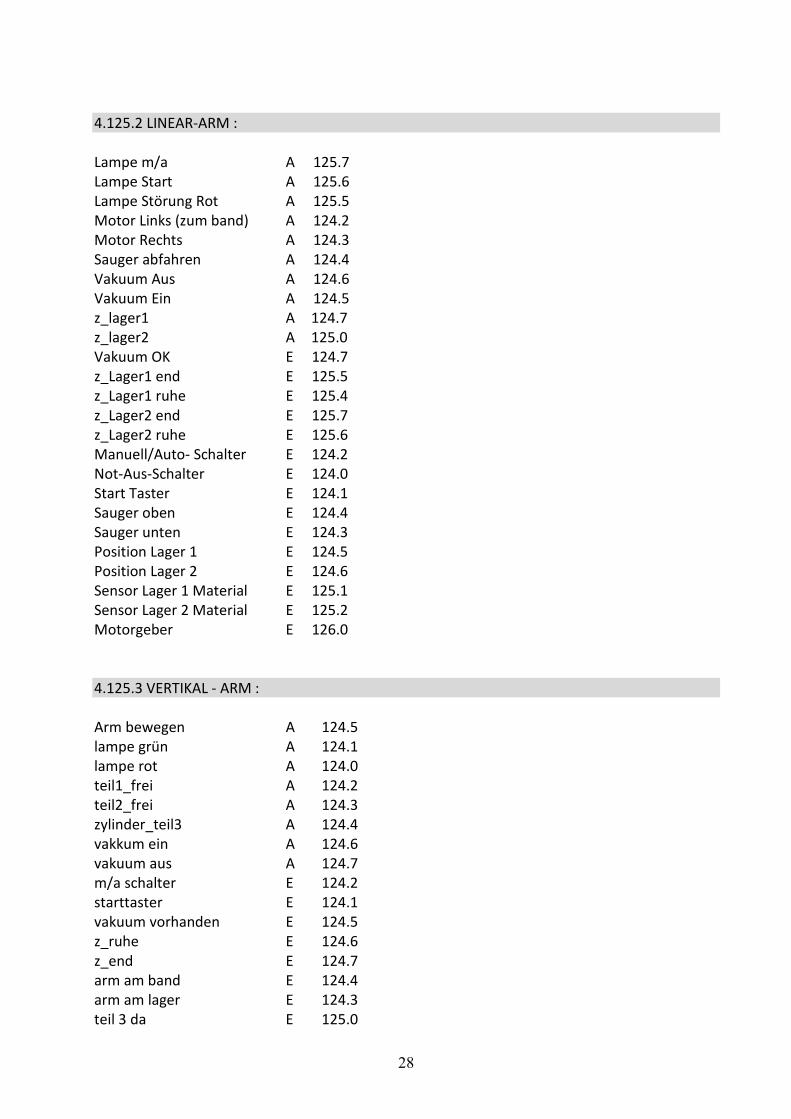
4.125.2 LINEAR-ARM :
Lampe m/a A 125.7
Lampe Start A 125.6
Lampe Störung Rot A 125.5
Motor Links (zum band) A 124.2
Motor Rechts A 124.3
Sauger abfahren A 124.4
Vakuum Aus A 124.6
Vakuum Ein A 124.5
z_lager1 A 124.7
z_lager2 A 125.0
Vakuum OK E 124.7
z_Lager1 end E 125.5
z_Lager1 ruhe E 125.4
z_Lager2 end E 125.7
z_Lager2 ruhe E 125.6
Manuell/Auto- Schalter E 124.2
Not-Aus-Schalter E 124.0
Start Taster E 124.1
Sauger oben E 124.4
Sauger unten E 124.3
Position Lager 1 E 124.5
Position Lager 2 E 124.6
Sensor Lager 1 Material E 125.1
Sensor Lager 2 Material E 125.2
Motorgeber E 126.0
4.125.3 VERTIKAL - ARM :
Arm bewegen A 124.5
lampe grün A 124.1
lampe rot A 124.0
teil1_frei A 124.2
teil2_frei A 124.3
zylinder_teil3 A 124.4
vakkum ein A 124.6
vakuum aus A 124.7
m/a schalter E 124.2
starttaster E 124.1
vakuum vorhanden E 124.5
z_ruhe E 124.6
z_end E 124.7
arm am band E 124.4
arm am lager E 124.3
teil 3 da E 125.0
29
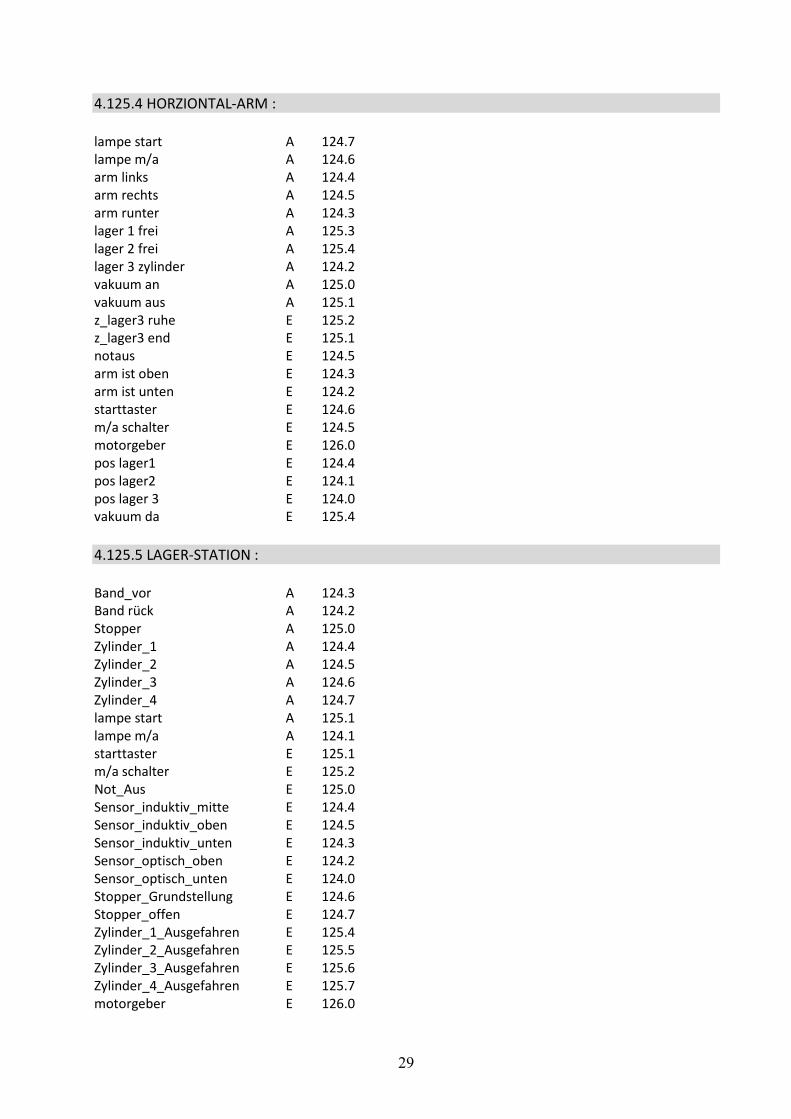
4.125.4 HORZIONTAL-ARM :
lampe start A 124.7 lampe m/a A 124.6
arm links A 124.4
arm rechts A 124.5
arm runter A 124.3
lager 1 frei A 125.3
lager 2 frei A 125.4
lager 3 zylinder A 124.2
vakuum an A 125.0
vakuum aus A 125.1
z_lager3 ruhe E 125.2 z_lager3 end E 125.1
notaus E 124.5
arm ist oben E 124.3
arm ist unten E 124.2
starttaster E 124.6
m/a schalter E 124.5
motorgeber E 126.0
pos lager1 E 124.4
pos lager2 E 124.1
pos lager 3 E 124.0 vakuum da E 125.4
4.125.5 LAGER-STATION :
Band_vor A 124.3 Band rück A 124.2
Stopper A 125.0
Zylinder_1 A 124.4
Zylinder_2 A 124.5
Zylinder_3 A 124.6
Zylinder_4 A 124.7
lampe start A 125.1
lampe m/a A 124.1
starttaster E 125.1 m/a schalter E 125.2
Not_Aus E 125.0
Sensor_induktiv_mitte E 124.4
Sensor_induktiv_oben E 124.5
Sensor_induktiv_unten E 124.3
Sensor_optisch_oben E 124.2
Sensor_optisch_unten E 124.0
Stopper_Grundstellung E 124.6
Stopper_offen E 124.7
Zylinder_1_Ausgefahren E 125.4 Zylinder_2_Ausgefahren E 125.5
Zylinder_3_Ausgefahren E 125.6
Zylinder_4_Ausgefahren E 125.7
motorgeber E 126.0

30
Dokumentation der Zuliefereinheit
Bild : Das Zulieferwerk
Fertigung
“Werkstor“
„“Landstraße“
Das Modul verfügt zur Mechaniksteuerung über eine im MES2 - Server installierte Soft-SPS.
Die Programmlogik wird in Simatic S7 oder CODESYS (objektorientiert) entwickelt.
Das Projekt wird dann in einen Simulator geladen und ausgeführt.
Über einen OPC-Server werden die I/O–Daten (RS232-Verbindung) zur Hardwareschnittstelle
„Easyport“ kommuniziert. Easyport steuert die Prozessperipherie an.
(Aufruf und Konfiguration des OPC-Servers : „EZOPC“ starten, Kanal von Easyport nach PLCsim
legen.)
Kommunikationsschnittstelle zu MES2 :
Standardhandshake wie auf Seite 12 beschrieben.
Handshakesignale siehe Seite 16.
Aufträge :
DB20.DBX1.0 Anlage Leerfahren
DB20.DBX1.1 Teil 1 fertigen
DB20.DBX1.2 Teil 2 fertigen
DB20.DBX1.3 Teil 3 fertigen
DB20.DBX1.4 Sequenz ausliefern
31
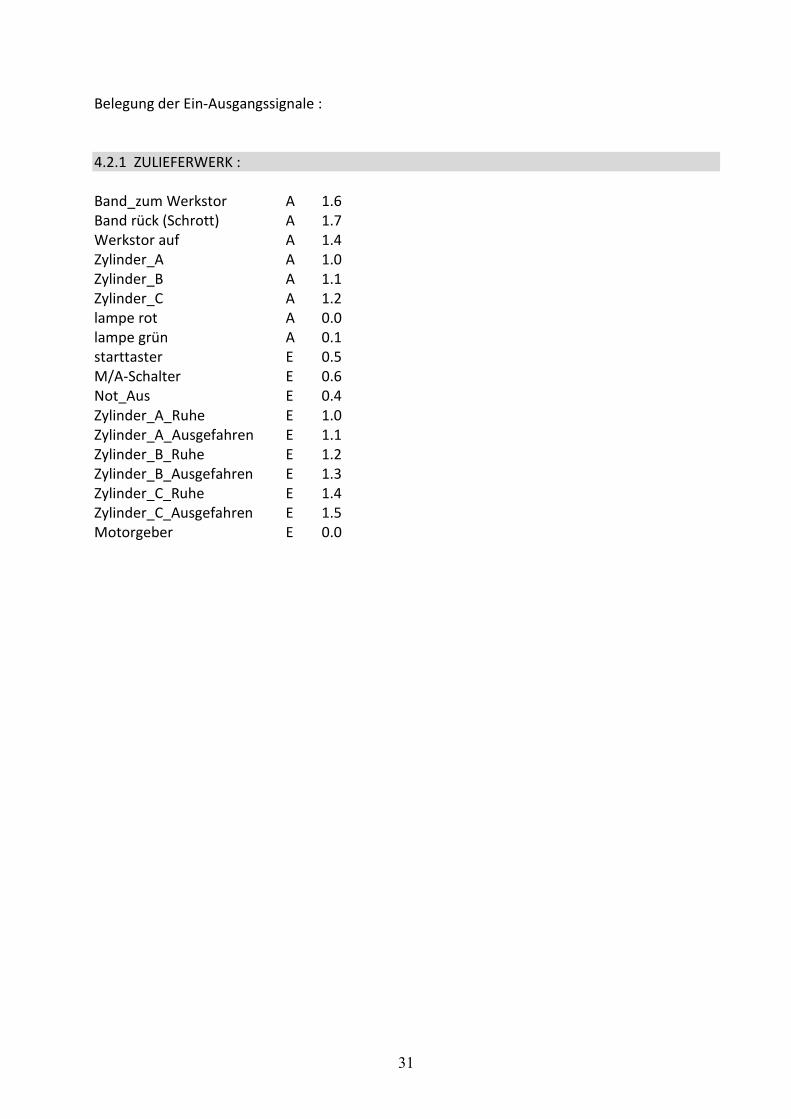
Belegung der Ein-Ausgangssignale :
4.2.1 ZULIEFERWERK :
Band_zum Werkstor A 1.6
Band rück (Schrott) A 1.7
Werkstor auf A 1.4
Zylinder_A A 1.0
Zylinder_B A 1.1
Zylinder_C A 1.2
lampe rot A 0.0
lampe grün A 0.1
starttaster E 0.5
M/A-Schalter E 0.6
Not_Aus E 0.4
Zylinder_A_Ruhe E 1.0
Zylinder_A_Ausgefahren E 1.1
Zylinder_B_Ruhe E 1.2
Zylinder_B_Ausgefahren E 1.3
Zylinder_C_Ruhe E 1.4
Zylinder_C_Ausgefahren E 1.5
Motorgeber E 0.0

32
5. Programmieren an der Anlage und Bedienung (auch aus dem Internet)
Legen Sie bitte keine neuen Projekte mit eigener Hardwarekonfiguration an, sondern
dearchivieren Sie stets das von uns fertig konfigurierte Basisprojekt :
Netzwerkumgebung –> Windows-Netzwerk -> labornetz :
\\r2d2\filer\stt\musterprojekt\muster.zip
Dieses Projekt speichern sie unter anderem Namen auf ihrer lokalen Festplatte (c:) und
bearbeiten es dann. Von Zeit zu Zeit sollten sie eine Sicherungskopie auf ihr Homedirectory h:
machen.
Sie können die Anlage über die lenkbare WebCam beobachten :
http://portal.ts-muenchen.de
Zugriff auf die Serverfarm von Zuhause über das Internet :
- Server stammwerk.labornetz.local (S7-Programmierung Stammwerk)):
Im Remotedesktop (Zubehör/Kommunikation) ihres WinXP: Server = 62.245.200.166:1
- Server mes1_v2.labornetz.local (MES Stammwerk) :
Im Remotedesktop (Zubehör/Kommunikation) ihres WinXP : Server = 62.245.200.166:2
- Server mes2v2.labornetz.local (MES Zulieferer incl. SPS-Programmierung) :
Im Remotedesktop (Zubehör/Kommunikation) ihres WinXP : Server = 62.245.200.166:3
- Server erp.labornetz.local (ERP-Server) :
Im Remotedesktop (Zubehör/Kommunikation) ihres WinXP : Server = 62.245.200.166:4
Wenn die Verbindung nicht zustandekommt oder die Programme eine Lizenzverletzung melden,
arbeiten bereits zu viele Teilnehmer aus dem Internet. Probieren Sie’s später nochmal …
Vermeiden Sie Versuche, die bei Fehlern dazu führen könnten, daß Anlagenteile nicht mehr
abgeschaltet werden können : Motoren sollten nicht weiterlaufen, die Vakuumdüsen sollten
nicht unnötig Druckluft verbrauchen, der Anlagenscheinwerfer sollte immer abgeschaltet
werden.
Anlagenprobleme bitte sofort melden : [email protected]