DIGITALE ZAHNTECHNIK ?raxistest: Laserschr^n elzen€¦ · DIGITALE ZAHNTECHNIK Brücken- und...
4
DIGITALE ZAHNTECHNIK Brücken- und Kronenoerüste sowie Modellqussbasen durch Laserschmelzen ?raxistest: Laserschr^n elzen In der Dentallechnik findet derzeit ein radikaler Technologiewandel statt.Dieser führtzu Veränderungen der Produkte, Kundenanforderungen und Geschäftsprozesse. Die digitale Vernelzung von Prozessen verbindet dabei Zahnärzte, Labors und Dentalindustrie immer intensiver und setzt alle Beteiligten unter einen massi- ven Informations- und Handlungsdruck. Auch die Prozesskette von der Abformung bis zur Eingliederung einer prothetischen Restauration unterliegt einem dynamischen Wandel. DieZeichen der Zeit lauten: weg vom Gießen, hin zur digitalen Fertigung. T-\ r! rcnerifrve i\lct:rll-l ,r'crs.hnrelz l-l t.rhnol.)qji- hit ri.h .rl' \ erfihr.n in rlcr L)cntaltcchnili bcrv.iht.Viclcnpo tenticllcn Anrvcndc|n fiillt dic llntschri clung, l.rscr{cschnrolzt'nc dcrrtalc Rcst;tr r.ltioncn in dcr^hn:ir rtlichcnPf.lri\ Llnd irr z:rhntcchnischcn Beh-icb cinzusct;/cn jcdoch schrvcr: Zu untclschicrllich sinrl rlic l'rozcss.rblir.rfc gcgcnübcr konrcntio nellen (lusstcchnikcn. l)r. Jüt gc l,itt:lig- trii, r\btcilunqslcitcf E t\r,icklung Pro thctikunrl N4ct.rlh.r|qic bci L)cntiufum in Isprinqcrr, rrnd Z1rrr. l\/crnm:rrr Lbtrt (l,e sch.ifisfiihrcr dcr L'\C ( 1.:rsct Ar-lcl Ccnter (imbH), cr-klLircr in dicscnr llcitris,wic clic gcncrirtivc Fcrtiqung von dentalen Ilest:rurltioncn ius clclCoCr Legier'unq lcnr.rriurrstlr (lL nit dcm LrscrCu' sing-Vcrfirhlcn lou Conccpt L.rser von strtten qeht und rltlchc Voltcilc sic blingt. Qualitätsmater al remanium starCL I)icscs l,.rscICusinq Vcr-l.rhrcrr cr-rlröq licht cs,l(roncn und llrilckcnqcrüstc, llorlcllqusstcilc sorvic l)rin.ir-rrnd Se kund:irtcilc .rus rlcr puhcltiilmiccn CoCl l.c{icr'r.rnq r'crrrlniurr strr (lL auf !rirtsch.rtilichc \'Vcisc inzr.rfcltigcn. Nc ben dcrrrlrschincllcn lcchnili ist tlclcin scsct/. tc llulvoNcrkstotl tilr cin hochr|cr- tiees plothetischcs Ccriist v()lr clcnlcnt.l rcr llcclcuturrq: chenrische Zus.rnrnren- setzunq, iruh,erförnr, Korngfölit sorlir' l(or-n{rölllenverteilunq bcstinrmcn Qrl- litiitund Prarririion dcr-so hcrgestellten Tcile. Anbictcrl'ic L)cntaulum r.cr'f üqen i11 der Fertiguntstcchnologic mit l)Lrl vcln übcl r.rurl.rnqr-t'iche Erlihrung und Iinol horv dulch lirnqjlhrigc T.rtigkeit irn OrthodoI]tie Sektor Dic sogcflftilitcn Ploduktccntsprcchcn clcn Anör.lerun gen nech(lem NlediziDproclLrl(tcqcsct7 unti clcnrclc'venter Normen DIN l-N ISO 969-l sorvic L)lN F.N ISO 2267.1. Entsprechcnde Zef tillkrte rvcrclcn clcn Anrvcnclcn rrit cler- LegierLurS rcmirnirnl stl (lLbcrcitgcstclJt. Struktur von raöu 9eö\, \{ie bei.rllen Nletallcn und l.egier.lngel hlt.ruch dieremlnium stir l,cgicf urlqiln lcstcn Zust.rnd cirre (;itterstruktur Ilciln Llserscfrmelzen n ird rvie euch Lreim (licllcn Nletell rul'geschrrolzcn. Inr iliissiscn Zustirncl vcrschwin.lct dic (lil tcrstruktui lleiln inschlielien(len nitür lichcn '\bliirh[rczcss, sol,ohl beilr (iic llt'r .rls ruch bcirr Lascfcusinq, erst.n ft clls Nlrtcr-i.rl r\'ieder: Die Ciitcrshuktur bilclct sichreu. fenl.nriLrm shl (lL hrt im lserqeschmolzenen Zust.lncl cirre l} uchclclrlung r,on I0 Prozcnt (lirs ist !en:ruso r,icl*,icinr (iussTustrnd. Atll qr-und des schr llinkörnigen (icfriecs dcr' hscr-qcschmolzcnen Teile sind l-cstickcit tund L[ärtc höhcr'.rls bcirll (irssrusLnrd, w.rs liir.rrdrr(lrrzilit.itbci (lcf (ler:ist{c st.rltung {erutzt l,crricn kann. lvlodellguss aus CoCr- Legierung remanium starCL Quelennachwes Tabellen: DeftaurLrmsprngerl Ce|1er GnrbH ConcepiLaser GmbH Af derze 8 96215 Lchtenicls Deltschand Fon +.19 9571 949'238 Fax+49 9571 949 249 dlllo6lconcepf aser.,:le wl,wv.cof ceol-as,or.d-o Dentaurum GmbH & Co. KG Tun$lralje 3l 75228lsprngen Fon+49 7231803 O Fax+,19 7231803 295 CenierGmbH Langenaler Sh l09 95100 Seb Fon+49 92U7 8009999 id!@la!c].ad!. cenlerconr \\/v\,lvasor:aqq: q9nleLoaltl lls ist sichcr-lich unbcstritten, ,.lirss tiil clic Herstellturg von N4oclc'llguss-Af beiterseit zirk:rl9l-5 nehezu ausschliclllich CoCi- l-cgicrun{cn lcrl'cndet rr'erden. CoCr- Legieruneen zeichncn sich, {egelilber Eclclmct:rllLeqierurgen und.ruchTi trn , dufchcincnch!;rcloppelt soholren E Nloclul.rus. L)irncben istcinc hoheFes tigkcitlürdieset-egierungenchar'.rktcr-is- !!lq@!c!tau!!r!€ tisch. llc idc Chi ralitcristik.i rüsr nl m e D wl'lrv denlarrum de er-hubendie Ilelstellungyon stilnen urrd LAc Laser Add clcnnoch gr':rzilen und frochbclrst['rrcn 'lbilen, rvicsic bci trloclcllqLrssirrbeiteIr t). pisch sirrcl. Scitctl,r l9S0 h.rben sichan' u'endungsbczoqcn lus clcrr Co(lr Nlo .lcllgrrssleqierulren :ruch CoCll.cgic rungcn für l(roncn und lh:ickcn enhvi ckclt. \'bn ihrer Cluntlzus;urmcnset zunqsirrcl sic rlenMo,:lcll{usslc{icnrnge n schr.ihnlich. l-lilr Vrrqlcich der- LeqicIun-
Transcript of DIGITALE ZAHNTECHNIK ?raxistest: Laserschr^n elzen€¦ · DIGITALE ZAHNTECHNIK Brücken- und...

D I G I T A L E Z A H N T E C H N I K
Brücken- und Kronenoerüste sowie Modellqussbasen durch Laserschmelzen
?raxistest:Laserschr^n elzen
In der Dentallechnik findet derzeit ein radikaler Technologiewandel statt. Dieser führt zu Veränderungen derProdukte, Kundenanforderungen und Geschäftsprozesse. Die digitale Vernelzung von Prozessen verbindetdabei Zahnärzte, Labors und Dentalindustrie immer intensiver und setzt alle Beteiligten unter einen massi-ven Informations- und Handlungsdruck. Auch die Prozesskette von der Abformung bis zur Eingliederungeiner prothetischen Restauration unterliegt einem dynamischen Wandel. Die Zeichen der Zeit lauten: wegvom Gießen, hin zur digitalen Fertigung.
T-\ r! rcnerifrve i \ lct:r l l - l ,r 'crs.hnrelz
l- l t .rhnol.)qj i- hit r i .h .r l ' \ e rf ihr.n
in rlcr L)cntaltcchnili bcrv.iht. Viclcn po
tenticl lcn Anrvcndc|n f i i l l t dic l lntschri
clung, l.rscr{cschnrolzt'nc dcrrtalc Rcst;tr
r.ltioncn in dcr^hn:ir rtlichcn Pf.lri\ Llnd
irr z:rhntcchnischcn Beh-icb cinzusct;/cnjcdoch schrvcr: Zu untclschicrl l ich sinrl
rlic l'rozcss.rblir.rfc gcgcnübcr konr cntio
nel len ( lusstcchnikcn. l)r . Jüt gc l , i t t : � l ig-
tr i i , r \btci lunqslcitcf E t\r , icklung Pro
thctikunrl N4ct.rlh.r|qic bci L)cntiufum in
Isprinqcrr, rrnd Z1rrr. l\/crnm:rrr Lbtrt (l,e
sch.ifisfiihrcr dcr L'\C ( 1.:rsct Ar-lcl Ccnter( imbH), cr-klLircr in dicscnr l lc i tr is, wic
cl ic gcncrirt ivc Fcrt iqung von dentalen
Ilest:rurltioncn ius clcl CoCr Legier'unq
lcnr.rr iurr st lr ( lL nit dcm LrscrCu'
sing-Vcrf irhlcn lou Conccpt L.rser von
strtten qeht u nd rltlchc Voltcilc sic blingt.
Qualitätsmater alremanium star CL
I) icscs l , .rscICusinq Vcr-l .rhrcrr cr-r lröq
l icht cs, l(roncn und l lr i lckcnqcrüstc,
l lor lcl lqusstci lc sorvic l)r in. ir- rrnd Se
kund:irtci lc .rus r lcr puhclt i i lmiccn
CoCl l .c{ icr 'r .rnq r 'crrr lniurr strr ( lL auf
!rirtsch.rtilichc \'Vcisc inzr.rfcltigcn. Nc
ben dcrrr lrschincl lcn lcchni l i ist t lc lcin
scsct/. tc llulvoNcrkstotl tilr cin hochr|cr-
tiees plothetischcs Ccriist v()lr clcnlcnt.l
rcr l lcclcuturrq: chenrische Zus.rnrnren-
setzunq, iruh,erförnr, Korngfölit sorlir'
l(or-n{rölllenverteilunq bcstinrmcn Qrl-l i t i i t und Prarr ir i ion dcr-so hcrgestel l ten
Tcile. Anbictcrl'ic L)cntaulum r.cr'f üqen
i11 der Fert iguntstcchnologic mit l )Lrl
vcln übcl r.rurl.rnqr-t'iche Erlihrung und
Iinol horv dulch lirnqjlhrigc T.rtigkeit irn
OrthodoI]t ie Sektor Dic so gcfl f t i l i tcn
Ploduktc cntsprcchcn clcn Anör.lerun
gen nech(lem NlediziDproclLrl( tcqcsct7
unti clcn rclc'venter Normen DIN l-N
ISO 969-l sorvic L)lN F.N ISO 2267.1.
Entsprechcnde Zef tillkrte rvcrclcn clcn
Anrvcnclcn rrit cler- LegierLurS rcmirnirnl
stl (lLbcrcitgcstclJt.
Struktur vonraöu 9eö\ ,
\{ie bei.rllen Nletallcn und l.egier.lngel
hlt.ruch die remlnium stir l,cgicf urlq iln
lcstcn Zust.rnd cirre (;itterstruktur Ilciln
Llserscfrmelzen n ird rvie euch Lreim(l icl lcn Nletel l rul 'geschrrolzcn. Inr
iliissiscn Zustirncl vcrschwin.lct dic (lil
tcrstruktui lleiln inschlielien(len nitür
lichcn '\bliirh[rczcss, sol,ohl beilr (iic
llt'r .rls ruch bcirr Lascfcusinq, erst.n ft
clls Nlrtcr-i.rl r\'ieder: Die Ciitcrshuktur
bi lclct sich reu. fenl.nriLrm shl ( lL hrt
im lserqeschmolzenen Zust. lncl cirre
l} uchclclrlung r,on I0 Prozcnt (lirs ist
!en:ruso r, icl*, ic inr ( iussTustrnd. Atl lqr-und des schr llinkörnigen (icfriecs dcr'
hscr-qcschmolzcnen Teile sind l-cstickcit
tund L[ärtc höhcr' .r ls bcir l l ( i rssrusLnrd,
w.rs liir.rrdrr(lrrzilit.itbci (lcf (ler:ist{c
st.rltung {erutzt l,crricn kann.
lvlodellguss aus CoCr-Legierung remanium star CL
Quelennachwes
Tabellen:DeftaurLrm sprngerl
Ce|1er GnrbH
Concepi Laser GmbHAf derze 896215 Lchtenic lsDeltschandFon +.19 9571 949'238Fax +49 9571 949 249dlllo6lconcepf aser.,:lewl,wv.cof ceol-as,or.d-o
DentaurumGmbH & Co. KGTun$lralje 3l75228 lsprngenFon +49 7231 803 OFax +,19 7231 803 295
Cenier GmbHLangenaler Sh l0995100 SebFon +49 92U78009999id!@la!c].ad!.cenlerconr\\/v\,lv asor:aqq:q9nleLoaltl
lls ist sichcr-lich un bcstritten, ,.lirss tiil clic
Herstellturg von N4oclc'llguss-Af beiter seit
zirk:r l9l-5 nehezu ausschliclllich CoCi-
l-cgicrun{cn lcrl'cndet rr'erden. CoCr-
Legieruneen zeichncn sich, {egel i lberEclclmct:r l lLeqierurgen und.ruchTi
trn , dufch cincn ch!;r cloppelt so holren
E Nloclul.rus. L)irncben istcinc hohe Fes
tigkcitlürdieset-egierungenchar'.rktcr-is- !!lq@!c!tau!!r!€tisch. llc id c Chi ralitcristik.i rüs r nl m e D wl'lrv denlarrum de
er-hubendie I lelstel lungyon st i lnen urrd LAc Laser Addclcnnoch gr ' :rzi len und frochbclrst[ ' rrcn'lbilen,
rvic sic bci tr loclcllqLrssirrbeiteIr t).
pisch sirrcl. Scit ctl,r l9S0 h.rben sich an'
u'endungsbczoqcn lus clcrr Co(lr Nlo
. lcl lgrrssleqierulren :ruch CoCll.cgic
rungcn für l(roncn und lh:ickcn enhvi
ckclt . \ 'bn ihrer Cluntlzus;urmcnset
zunqsirrcl sic rlen Mo,:lcll{usslc{icnrnge n
schr.ihnlich. l-lilr Vrrqlcich der- LeqicIun-
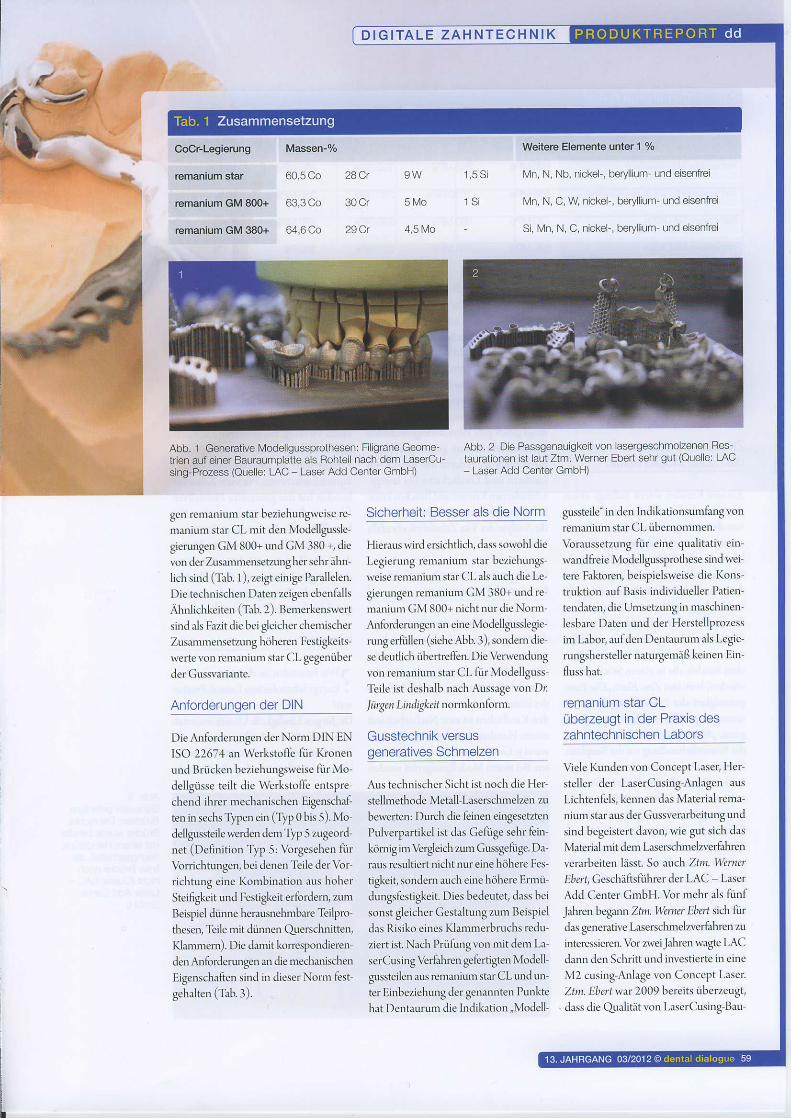
Cocr-Legierung Massen-yo
remanium star 60,5 Co
remanium GM 800+ 63,3 Co
remanium GM 380+ 64,6Co
Abb. 1 Generative Modellgussprothesen: Filigrane Geome-trien auf einer Bauraumplatte als Rohteil nach dem Lasercu-sing-Prozess (Ouelle: LAC Laser Add Center GmbH)
gen renanium star beziehungweise re-
manium star CL mit den Modellgussle
gierLrngen GM 800+ und GM 380 +, die
von der Zusammensetzulg her sehr ähn'
lich sind (Tab. l), zeigt einige Parallelen.
Die technischen DateD zeigen ebenfalls
lihnlichkeiten (Täh 2). Benefkenslvert
sind als Fazit die beigleicher chemischer
Zr.rammenserzuug höheren Festigkeits'
werte voD remanium star CL gegenüber
der Gussvarialte.
Anforderungen der DIN
Die -A'nforderungen derNonn DIN ENISO 22674 an Werkstofle für Kronenund Brücken beziehungsweise für Mo-dellgüsse teilt die Werkstoffe entsprechend ihrer mechanischen EigenschaFten ln secnc l)?en eln ( 1)? u ors ) I. Lvto-
dellgusteile werden dem T1p 5 zugeord-
net (Definition Typ 5: Vorgesehen für
Vorrichtungen, bei denen Teile derVor-
richtung eine Kombination aus hoher
Steifigkeit und Festigkeit erfordenl zurn
Beispiel dünne herausnehmbare Teilpro
thesen, Teile mit dünnen Q.qerschnitter!Klammem). Die damitkorrespondieren
den Anforderungen an die mechanischen
EigeDschaften sind in dieserNorm fest-
gehalten (Täh 3).
D I G I T A L E Z A H N T E C H N I K
Weitere Elements unterI 7o
28Cl
30Cr
29Cl
9 W
5 M o
4,5 Mo
1 ,5 S i
1 S i
Mn, N, Nb, nickel-, beryllium und ejsenfrei
Mn, \, C, W. nickel-. beryliun- und eise^f ei
Si. vl. N. C, ric!^er . beryllun - urd eisen're
Sicherheit: Besser als die Norm
Hieraus wird ersichtlich, dass sowohldie
Legierung remanium star beziehulgs-
weise remanium slar CL als auch die Le-
gierungen renraniun, GM 380+ und re
manium GM 800+ nicht nurdieNorn'
Anforderungen an eine Modellgusslegie-
rung erftillen (siehe Abb.3), sondem die-
se deutlich übertreffen. Die Verwendung
von remanium star CL fürModellguss-
Teile ist deshalb nach Aussage von Dr
./ürgen Lirdrgtef normkonform.
Gusstechnik versusgeneratives schmelzen
Aus technischer Sicht ist noch die Her-
stellmethode Metall Laserschmelzen zu
bewerten, Durch die feinen eingesetzten
Pulverpartikel ist das Gefüge sehr fein-
kör nig im Vergleich zum Gussgeliige Da-
laus resultiert nicht nur eine höhere Fes-
tigkeit, sondern auch eine höhere Ermü'
dungsfestigkeit. Dies bedeutet, dass bei
sonst gleicher Gestaltung zum Beispiel
das fusiko eines Klammerbruchs redu
ziert ist. Nach Prüfung von mit dem La-
serCusing Verfahren geferti$en Modell-
gussteilen aus remanium star CL und un'
ter Einbeziehung der genannten Punkte
hat Dentaurüm die Indikation,,Modell-
Abb. 2 Die Passgenauigkeit von lasergeschmolzenen Bes-taurationen ist laut Ztm. Werner Ebert sehr gut (Quellel LAC
Laser Add Center GmbH)
gussteile" in den Indikationsumfangvolt
remanium star CL übernommen.
Vorrussetzung für eine qualitativ ein-
wandfreie Modellgussprothese sind wei-
tere Faktoren, beispielsweise die Kons-
truktiorT auf Basis individueller Patien-
tendatel, die Umsetzung in maschinen-
lesbare Daten und der HerstellProzess
im Labor, aufden Dentaurum als Legie-
rungshersteller nalurgemäß keinen Ein-
fluss hat.
remanium star CLüberzeugt in der Praxis deszahntechnischen Labors
Mele Kundenvon Concept Laser) Her-
steller der LaserCusing-Anlagen aus
Lichtenfels, kennen das Material rcma-
nium star aus der Gussverarbeitung und
sind begeistert davon, wie gut sich das
Materialmit demLaserschmelzverfahren
verarbeiten fässt. So aluch Ztm. Wernet
Eüerf, Ceschäftsführer der LAC Laser
Add Center GrnbH. Vor mehr als fünf
Jahren begann Zfia. l4ze mer Ebert sich fl:Lr
das generative Laserschmelzverfahren zu
interessieren. Vor zweijahren wa$e LAC
dal1n den Schritt und investierte iD eine
M2 cusing'Anlage voD Concept Laset
Ztm. Ebert tvar 2009 bereits überzeugt,. dass die Qralität von LaserCusing-Bau
D I G I T A L E Z A H N T E C H N I K
Material
remanium star (Gießen)
remanium star cL (Lasercusing)
remanium GM 800+
römanium GM 380+
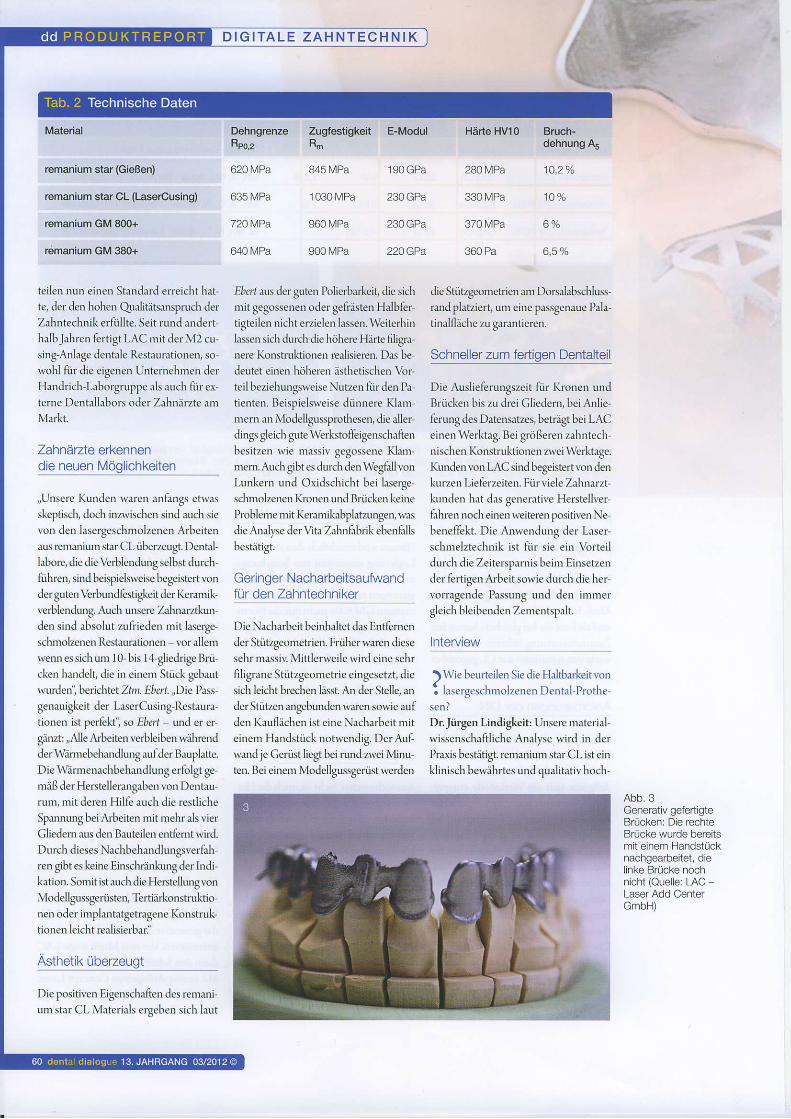
teilen nun einen Standard erreicht hat-te, der den hohen Qualit'jtsanspruch derZahntechlik erfüllte. Seit rund anderthalbJahren fertigt LAC mit derM2 cu-sing Anlage dentale Restaurationenr so-wohl ftir die eigenen Unternehmen derHandrich Laborgruppe als auch für ex-terne Dentallabors oder Zahnärzte amMark.
Zahnärzte erkennendie neuen lvlöglichkeiten
,,Unsele Kundcn waren inhngs et\{as
skeptiscll doch inzwischen sind auch sievon deo lasergeschmolzenen Ätbeiten
aus remanium star CL überzeugt. Dental
labore, die die Verblendung selbst durch,führen, sind beispiclswcise begeistert von
der guteu Verbundlestigkeit der Kenmik
verblendung. Auch unsere Zahnarztkun,den sind absolut zufrieden mit lascrge-
schmolzeneD Restaurationen vor allem
wennessichum 10 bis l4-gliedrige Brü-
cken handclt, die in einem Stück gelxutwurden] berichtet Zfia. Eberf. ,,Die Pass-
genauigkeit der LascrCusing-Restaura-
tionen ist perfekl', so Elerf und er er
gänzt: ,,Alle Arbeiten verbleiben während
der W?irmebehandlung auf dcr Bauplatte
Die Wärmenachbehandlung erfolgt gemäß der Herstellerangaben von Dcntau-
rum, mit deren Hilfe auch die restliche
Spannung bei Arbeiten mit mehr alsvier
Gliedern aus den ßauteilcn entfemt wird.
Durch dieses Nachbehandlungsverfah-
ren gibt es keine Einschränkung der Indi-
kation. Somit ist a|'lch die Herstellung von
Modcllgussgerüsten, Tertiärkonstruktio
nen oder implantatgehagene Konstruk-
tioncl lcicht realisierbar."
Asthetik überzeugt
Die positiven Eigenschaften des rernani-
um star CL Materials crgcben sich laut
Dehngrenze Zugfestigkeit E-ModulRpo,z Rm
Härte HV10 Bruch-dehnung A5
620 MPa
635 NlPa
720 MPa
640 t\,4Pa
280 t\,4Pa
330 L4Pa
370 MPa
360 Pa
10,2 a/a
10 a/a
6 a/o
6 , 5 %
B45I\,4PA 190GPa
1030lvlPa 230GPa
960MPa 230GPa
900lVPa 22OGPa
Eüerf aus der guten Polierbarkeit, die sich
mit gegossenen oder gefrästen Halbfer-
tigteilen nicht erzielen lassen. Weiterhin
lassen sich durch die höhere Härte 6ligra-
nere Konsruktionen realisieren. Drs be-
deutet einen höheren ästhetischen Vor-
teil beziehungsweise Nutzen für den Pa-
tienten. Beispielsweise dünnere Klam-
mern an Modellgussprothesel, die aller-
dings gleich guteWerkstoffeigenschaftenbesitzen wie massiv gegossene Klam-
mem. Auch gibt es durch den Wegfall von
Lulkern und Oxidschicht bei laserge
schmolzenen Kronen und Brücken keineProblerne mit Keramikabplatzungen, was
die Analyse der Vita Zahnlabrik ebenlalls
bestätigt.
Geringer Nacharbeitsaufwandfür den Zahntechniker
Die Nacharbeit beinhaltet das Entfernen
der Stüt?-geon'retden. Früher waren diese
sehr massiv Mittlerweile wird eine sehr
filigrane Stützgeometrie eingesetzt, die
sich leicht brechen lässt. An der Stelle, an
der Stützen angebunden waren sowie auf
den Katlllächen ist cine Nacharbeit mit
ciuem Handstück notwendig. DerAuF
wand je Gerüst liegt bei rund zwei Minu-
ten. ßei einem Modellgussgcrüst wcrden
die Stürzgeometrien am Dorsalabschluss'randplatziert, um eine passgenaue Pala-tinalf'läche zu garantieren.
Schneller zum fedigen Dentalteil
Die Auslieferungszeit für Kronen undBrücken bis zu drei Gliederl, beiAnlie-ferung des Datensatzes, beträgt bei LACeinen Werktag. Bei größeren zahntech-nischen Konstruktionen zwei Werktage.Kunden von LAC sind begeistert von denkurzen Lie[erzeiten. Für vielc Zahnarzt-kundcn hat das generative Herstellver-fahren noch einen weiteren positiven Ne-beneffekt. Die Anwendung dcr Lascr-schmelztechnik ist für sie ein Vorteildurch die Zeitersparnis beim Einsetzendel fertigenA-rbeit sowic durch die her-vorragende Passung und den immergleich bleibenden Zementspalt.
tniervtew
)Wie beurteilen Sie die Haltb:rkeit vona ,. l JSe rgeschmo lzene r l l , cn t i l - l r o thc -
scnl
Dr.Jürgen Lindigkeit: Unsere material
wissenschaftliche Analyse wird in derPraxis bestäti$. femanium star CL ist cin
klinisch bewährtes und qualitativ hoch-
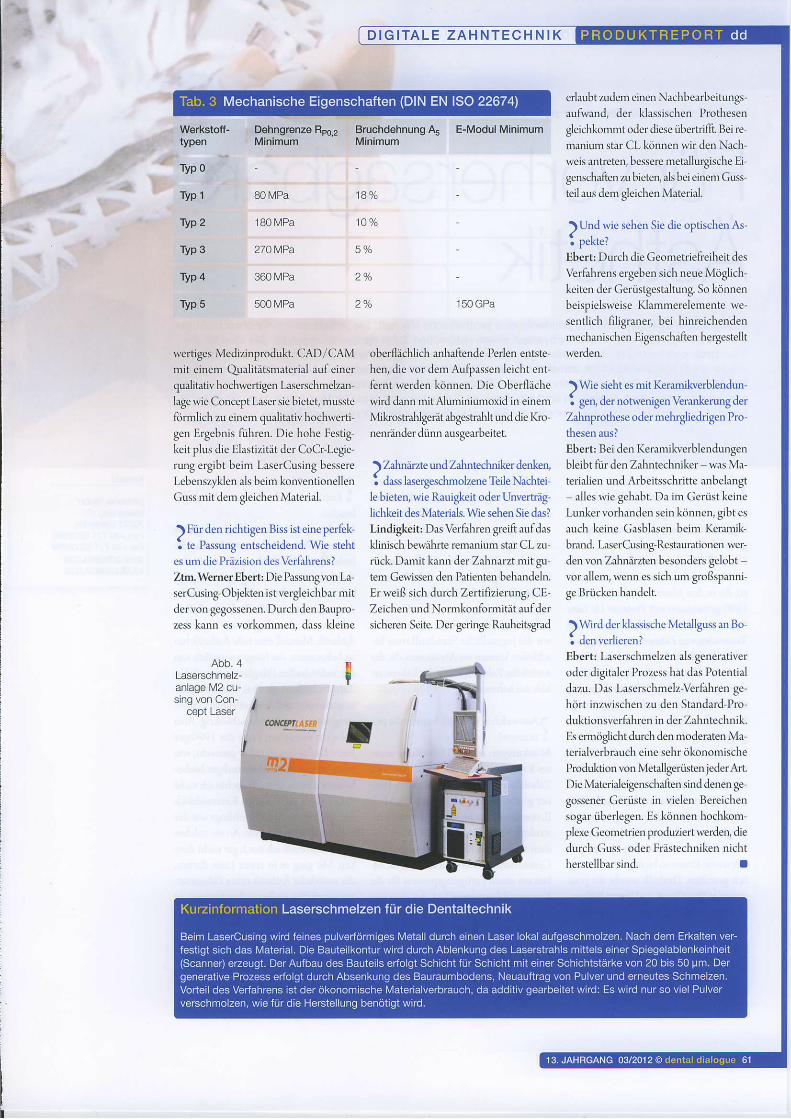
Abb. 3Generatv gefertigteBrücken: Die rechteBrücke wurde bereitsmit einem Handstücknachgearbeitet, dielinke Brücke nochnicht (Quelle: LAC -Laser Add CenterGmbH)
I
Werkstofi-typen
Tvp o
Typ t
lyp 2
Tvp 3
Typ +
Tvp 5
Dehngrenze Rpo,aMinimum
80 MPa
180 MPa
27O MPa
360 MPa
500 MPa
wertiges Medizinprodukt. CAD/CAM
mit einem Qlalitätsmaterial auf einer
qualitativ hochwertigen Laserscl]melzan-
lage wie Concept Laser sie bietet, musste
6rn' ich zu einem qualitativ hochwerti-
gen Ergebnis führen. Die hohe Festig'
keit plrls die Elastizität der CoCr-Legie-
rung ergibt beim LaserCusing bessere
Lebenszyklen als beim konveDtionellen
Guss mit dem gleichel Material.
)Fürden richtigen Biss ist eine perfek-
I t" P"rrong entschcidend. Wie steht
es unr die Präzision desVerfahrensl
Ztm. Werner Ebert: f)ie Passung von La-
serCusing Objekten ist vergleichbar nT it
dervon gegosscncn. l)urch der Bauplo-
zess kann es vorkommcn, dass klcinc
Bruchdehnung As E-Modul MinimumMinimum
1ao/.
10 o/o
5 "/c
150 GPa
oberflächlich anhaftende Perlen entste-
hen, die vor dem Aufpassen leicht cnt-
fernt werden können. Die Oberfläche
rvird danl rnit Aluminiunoxid in einem
Mikrostrahlger':it abgestralJt und die Kro-
nenriinder clünn ausgearbeitet.
) Zahnärzte und Zahntechniker denl<eq
. OaSS lasergescnmolZene lelre l\acntel
le bieten, wie Rauigkeit oder Unverhäg-
lichkeit des Materials. Wie sehen Sie das?
Lindigkeit: Das Verfahren greift auf das
klinisch bewährte remanium star CL zu-
rück. Damit kann der Zrhnarzt mit gu
tem Gcwisscn dcn Paticntcn behandeln.
Er weiß sich durch Zertifizierung, CE-
Zeichen untl Normkonformität auf der
sicheren Seite. Der geringe Rauheitsgrad
erlaubt zudem einen Nachtrearbeitullgs-
aufwand, der klassischen Prothesen
gleichkommt oderdiese übcrtrilft Bei re'
nTanium star CL können wir den Nach-
weis antreten, bessere metallurgische Ei
genschaften zu bieten, als bei eiDem Guss-
teilaus dem gleichen Material.
)Und wie sehen Sie die optischen As-
. peKtel
Ebert: Durchdie G cornctriefreibeit des
Verfahrens ergeben sich neue Möglich-
keiten der Gerüstgcstaltung. So können
beispielsweise Klammerelemente rvc-
scntlich filigraner; bei hinreichenden
mechanischen Eigenschaftcn hergestellt
werden.
) Wie sieht es mit Keramikverblendun-
I gen, der notwenigen Verankerung der
Zahnprothese oder mehrglicdrigen Pro
thesen ausi
Ebert: Bei den Keramikverblendungen
blcibt für dcn Zahntechnikel was Ma'
terialieD und Arbeitsschrittc anbelangt
alles wie gehabt. Da in Cerüst kciic
Lunkcr vorhanden sein können, gibt es
auch keine Casblasen bcim Kenrrik'
brand. l,aser'Cusing'Reshurutionen wer
den von Zahnärztcn bcsonclers gelobt
vor allem, rvenn es sich urn großspanni-
gc Brücken handelt.
) Wircl der.kiassische Mctallguss an Bo-
Ebcrt: Lascrschmelzen als generativer
oder digitaler Prozess hat das Potcntial
dazu. Das Laserschmelz Verfahren ge-
hört inzwischen zu dcn Standard-Pro
duktionsverfahren in der ZahntechDik.
Es ermöglicht durch den moderaten Ma
terialverbrauch eine sehr ökonomische
Produktion von Metallgerüsten jeder Art.
Die Materialeigenscluften sind denen ge
gossener Gerüste in vielen Bereichcn
sogar überlegen. Es können hochkom-
plexe Geometrier produziert werden, die
durch Guss oder Frästechniken nicht
hcrstcllbar sind. a
2ö/o
2 %
Abb. 4Laserschmelz-anlage M2 cu-sing von Con- I
C,'.JI;,iIA'ER f
D I G I T A L E Z A H N T E C H N I K