DM 05-2-1998 - tornos.com · I E D F 2 MAGAZINE DECO-MAGAZINE 2/98 Erneuern ist der Schlüssel zum...
18
2 98 DECO 2000 – 26 MM CAPACITY
Transcript of DM 05-2-1998 - tornos.com · I E D F 2 MAGAZINE DECO-MAGAZINE 2/98 Erneuern ist der Schlüssel zum...

298
DECO 2000 – 26 MM CAPACITY
I
E
D
F
2
MAGAZINE
DECO-MAGAZINE 2/98
Erneuern ist derSchlüssel zum Erfolg 21
Das DECO 2000 Konzept 22
Die Annahme der neuenDECO-Technologie anstelle derkurvengesteuerten Drehautomaten, erzeugte beieinem Zulieferer einen spektakulären Anstieg der Produktionsleistung. 24
Quergewindeschneiden mit Gewindefräser auf Werkzeug T24 26
Neue Optionen 28
L’innovation est la clé de la compétitivité 3
Le concept DECO 2000 4
Interview chez RM Precision,Utah (USA) 6
Le taraudage coûte que coûte 8
Nouvelles options 10
DECO 2000 capacité 26 mm 13
Internet: Interview avec Pierre-Yves Kohler 14
Concept Hybride:MULTIDECO 26/6 16
PLATIT BY BLÖSCH 18
La TORNOS Technologies Italiae la…DECO 2000 56
Il concetto DECO 2000 58
L’adozione della nuova tecnologia DECO in sostitu-zione delle macchine a camme, conduce ad uno spettacolare aumento di pro-duttività presso un terzista 60
Nuove opzioni 62
Maschiatura trasversale con fresa a filettare sull’utensile T24 64
Tecnica 66
Internet: Intervista al SignorPierre-Yves Kohler 68
PLATIT BY BLÖSCH 70
IMPRESSUMDECO-MAGAZINE 2/98
Industrial magazine dedicated to turned parts:
TORNOS-BECHLER SARue Industrielle 111CH-2740 Moutier, SwitzerlandInternet: http://www.tornos.chE-mail: [email protected] +41 (32) 494 44 44Fax +41 (32) 494 49 02
Editing Supervisor:Francis Koller, Sales Director
Editing Manager:Pierre-Yves KohlerCommunication Manager
Editor:Jean-René Gonthier, journalistInternet:http://www.home.ch/-spaw1116E-mail: [email protected]
Graphic & Desktop Publishing:Georges RapinCh-2603 PéryPhone +41 (32) 485 14 27
Printer:Roos SA, CH-2746 CréminesPhone +41 (32) 499 99 65
DECO 2000 Kapazität 26 mm 31
Technik 32
Interview von Herrn Pierre-YvesKohler, Leiter der Internet-Einführung bei TORNOS-BECHLER 34
PLATIT BY BLÖSCH 36
IMTS’98 – Could it be the year of the PNC? 39
The DECO 2000 concept 40
Making the switch from camscrew machines to new DECO technology boosts productivity for contract manufacturer. 42
Cross tapping with a threadmilling cutter on the T24 tool 44
New Options 46
DECO 2000 –26 mm capacity 49
Internet: Interview with Pierre-Yves Kohler 50
More MULTIDECO 26/6 52
PLATIT BY BLÖSCH 54
5No

39
MAGAZINE
E
EDITORIAL
DECO-MAGAZINE 2/98
Here are some facts youmay find interesting about thisspectacular event:
Size
◆ IMTS is the largest industrial ex-hibition in the Americas, secondonly to Hanover in the world.
◆ IMTS’98 takes place in the na-tion’s largest exhibition complex:the East, North, and South build-ings of McCormick Place in Chica-go. The total exhibit area of thebuildings is more than 1.9 millionsq. ft.
◆ The entire show covers an areaequal to 32 American footballfields. Nine miles of carpeting, 10feet wide, covers the aisles. A to-tal 50,000 square yards of carpetwill be used for aisles and publicareas at IMTS’98.
Exhibits
◆ More than $ 350 million worthof metalworking equipment, ma-terials, accessories, controls, andcomponent parts will be on dis-play at IMTS’98.
◆ During the ten-day setup peri-od,nearly 17,500 tons (35 millionpounds) of equipment and mate-rials will be installed in the exhi-bition halls. Some 2,000 skilledtrade workers will be required toset up and tear down IMTS’98.
The facts are incredible. It’s a sig-nificant investment for a compa-ny to participate in IMTS. All ofthe exhibitors will spend an esti-mated $81 million to support theirexhibits with rented furniture,ex-hibit materials, temporary helpand hospitality. However, partic-ularly for TORNOS,right now,it’sa must.Although we officially in-troduced the first DECO 2000
7 mm Swiss-type automatic atIMTS’96 and have been promot-ing the DECO concept aggres-sively ever since, this will be thefirst IMTS to showcase the entireDECO family – the 7/10 mm,20 mm, 26/32 mm, and MULTI-DECO 26/6.It’s a chance for thosewho have seen our ads and readour articles to see it in action forthe first time. Historically, ma-chine tool builders from aroundthe world have always presentedtheir most up-to-date equipmentat IMTS. Indeed, the true groundbreaking technology that haschanged the course of our indus-try has been introduced at IMTS- NC and CNC, for example.
In the annals ofIMTS’98 history,there just might bea note about PNC(our patented par-allel numerical con-trol that permits theDECO benefits). Itcertainly has revolu-tionized the way smallturned parts are pro-duced. it’s much morethan a tweak; It’s much more thana refinement. It’s completely newand, yes, ground breaking in ourniche of the marketplace.
Further, the acceptance of thesemachines in the U.S. marketplacehas been a tremendous success.Other more startling unveilingsat IMTS, such as water jet andhexapod machines may have beenahead of their time,or perhaps peo-ple still aren’t sure how to applythem.In the DECO case,the turn-ing process is already familiar.Theconcept of blending the speed ofa cam-driven machine with theflexibility of a CNC is filling a greatvoid in the industry, and our cus-tomers know exactly how to getthe most out of them.
Many of our customers said theywere waiting for a machine likethe DECO because the cam ma-chines and the CNC machines bythemselves never quite filled thebill for the work they were doing.Now, they are replacing bothmachine types with DECO PNCmachines.Most of our new ordersare repeat orders from existingcustomers.The breakthrough con-trol system and the TB-DECOsoftware, though completely newto first time users, is easy to hur-dle.We’re hopeful that prospectsseeing the DECO 2000 and theMULTIDECO at IMTS’98 will beas equally receptive.We’re hope-
ful that theproverbial “lightbulb” will illu-minate in theirminds as theyrealize the pro-ductivity gainsDECO canoffer in theiroperation.
One of thepleasant aspects of
gathering every other year at IMTSis seeing old friends.Compared toa lot of industries,the machine toolindustry is a small one. The com-panies may change names, theymay merge,even new ones emerge,but many of the people remain thesame. That holds true for thebuilders, distributors, and cus-tomers alike.So,please stop by ourbooth #8727 in the new Mc-Cormick Place South building.Say hello. Kick some “tires”. Takea thoughtful look at what we’redoing with the DECO 2000 andMULTIDECO. We can talk aboutold times. recent times, what’shappening now,and what may lieahead.
IMTS’98 – Could it be the year of the PNC?
With a 4,400 sq. ft. redesigned exhibit, the new DECO technology to talk about,and an economy that’s going strong, we’re excited about participating in theInternational Manufacturing Technology Show, IMTS’98.
It just may be that IMTS’98 goessown as the year of the PNC.
40
MAGAZINE
TECHNICAL
DECO-MAGAZINE 2/98
“Looking back on this highly successful craftsman”.
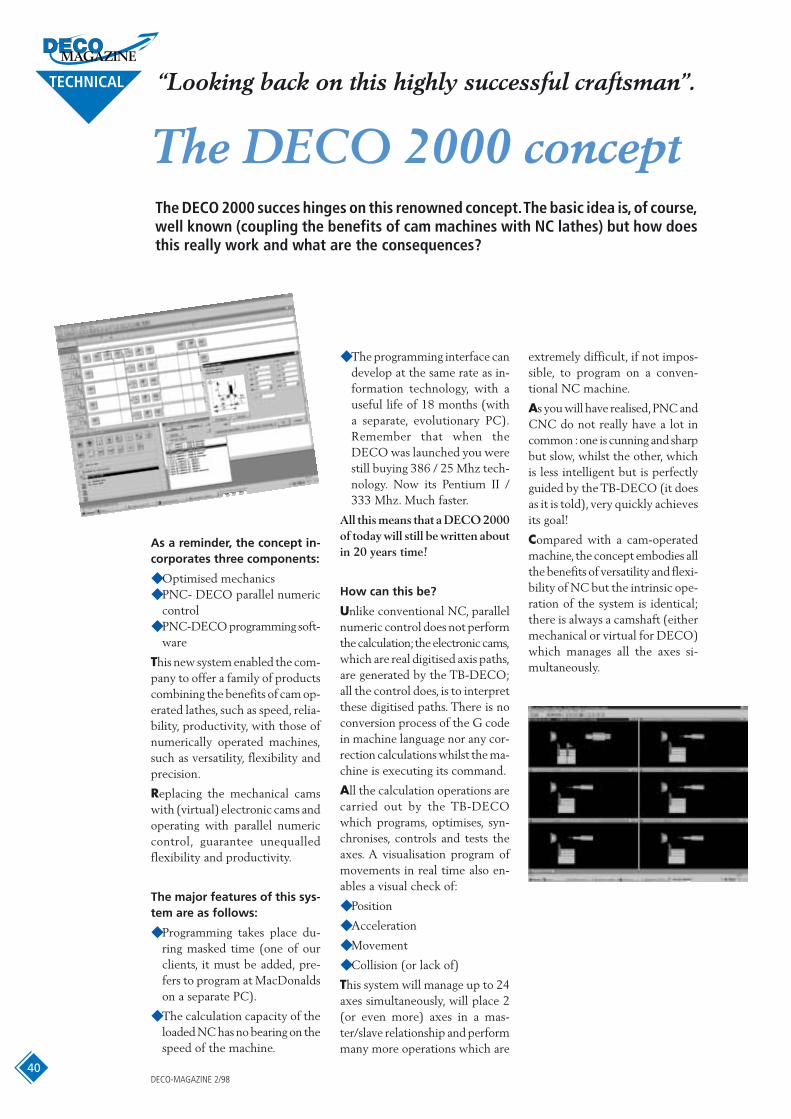
The DECO 2000 conceptThe DECO 2000 succes hinges on this renowned concept.The basic idea is,of course,well known (coupling the benefits of cam machines with NC lathes) but how doesthis really work and what are the consequences?
As a reminder, the concept in-corporates three components:
◆ Optimised mechanics◆ PNC- DECO parallel numeric
control◆ PNC-DECO programming soft-
ware
This new system enabled the com-pany to offer a family of productscombining the benefits of cam op-erated lathes, such as speed, relia-bility, productivity, with those ofnumerically operated machines,such as versatility, flexibility andprecision.
Replacing the mechanical camswith (virtual) electronic cams andoperating with parallel numericcontrol, guarantee unequalledflexibility and productivity.
The major features of this sys-tem are as follows:
◆ Programming takes place du-ring masked time (one of ourclients, it must be added, pre-fers to program at MacDonaldson a separate PC).
◆ The calculation capacity of theloaded NC has no bearing on thespeed of the machine.
◆ The programming interface candevelop at the same rate as in-formation technology, with auseful life of 18 months (witha separate, evolutionary PC).Remember that when theDECO was launched you werestill buying 386 / 25 Mhz tech-nology. Now its Pentium II /333 Mhz. Much faster.
All this means that a DECO 2000of today will still be written aboutin 20 years time!
How can this be?
Unlike conventional NC, parallelnumeric control does not performthe calculation;the electronic cams,which are real digitised axis paths,are generated by the TB-DECO;all the control does, is to interpretthese digitised paths. There is noconversion process of the G codein machine language nor any cor-rection calculations whilst the ma-chine is executing its command.
All the calculation operations arecarried out by the TB-DECOwhich programs, optimises, syn-chronises, controls and tests theaxes. A visualisation program ofmovements in real time also en-ables a visual check of:
◆ Position
◆ Acceleration
◆ Movement
◆ Collision (or lack of)
This system will manage up to 24axes simultaneously, will place 2(or even more) axes in a mas-ter/slave relationship and performmany more operations which are
extremely difficult, if not impos-sible, to program on a conven-tional NC machine.
As you will have realised,PNC andCNC do not really have a lot incommon :one is cunning and sharpbut slow, whilst the other, whichis less intelligent but is perfectlyguided by the TB-DECO (it doesas it is told), very quickly achievesits goal!
Compared with a cam-operatedmachine,the concept embodies allthe benefits of versatility and flexi-bility of NC but the intrinsic ope-ration of the system is identical;there is always a camshaft (eithermechanical or virtual for DECO)which manages all the axes si-multaneously.
41
MAGAZINE
E
TECHNICAL
DECO-MAGAZINE 2/98
TB-DECO
The software,which is identical tothat used for the DECO 2000,with 10, 20 and 26 mm capaci-ties and for the MULTIDECO26/6, is just one of the reasons un-derlying the success of the DECO2000.
TB-DECO mode of operation
◆ Programming takes place inWindows in graphics mode.
◆ The various operations to be car-ried out are merely “slid ormoved” along the interface.
◆ The operations are graphicallysynchronised in relation to oneanother.
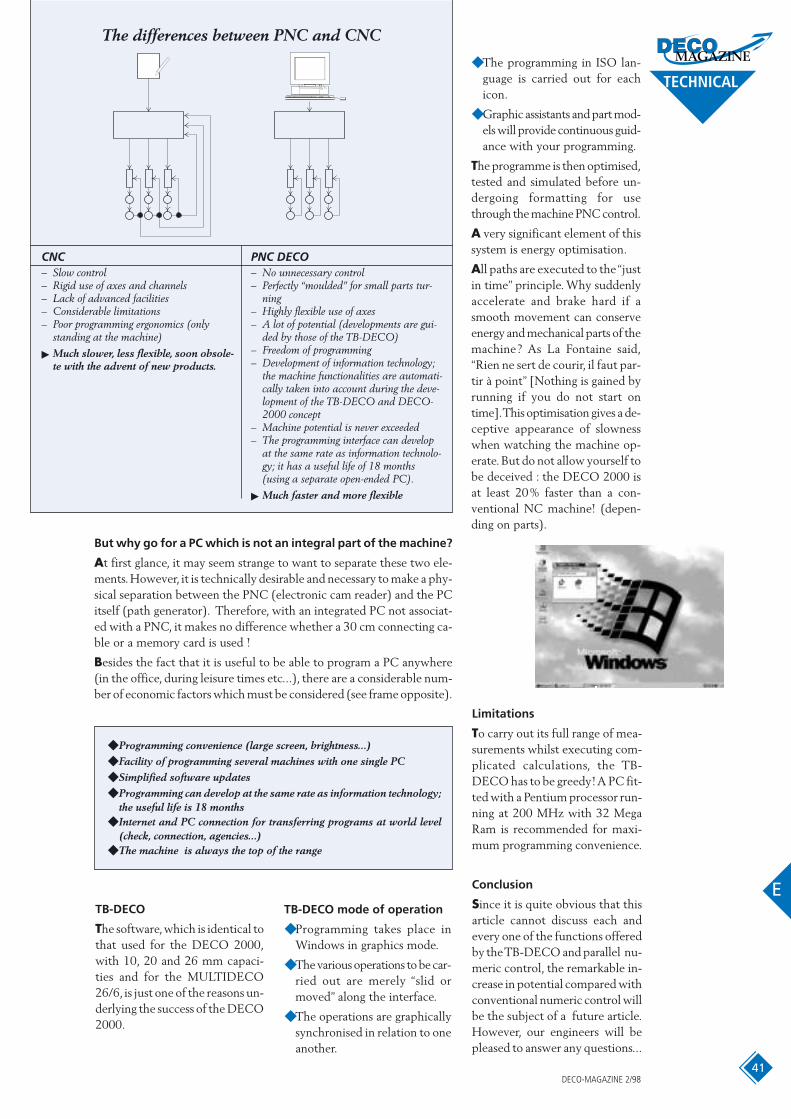
CNC– Slow control– Rigid use of axes and channels– Lack of advanced facilities– Considerable limitations– Poor programming ergonomics (only
standing at the machine)
� Much slower, less flexible, soon obsole-te with the advent of new products.
PNC DECO– No unnecessary control– Perfectly “moulded” for small parts tur-
ning– Highly flexible use of axes– A lot of potential (developments are gui-
ded by those of the TB-DECO)– Freedom of programming– Development of information technology;
the machine functionalities are automati-cally taken into account during the deve-lopment of the TB-DECO and DECO-2000 concept
– Machine potential is never exceeded– The programming interface can develop
at the same rate as information technolo-gy; it has a useful life of 18 months(using a separate open-ended PC).
� Much faster and more flexible
◆ Programming convenience (large screen, brightness...)
◆ Facility of programming several machines with one single PC
◆ Simplified software updates
◆ Programming can develop at the same rate as information technology;the useful life is 18 months
◆ Internet and PC connection for transferring programs at world level(check, connection, agencies...)
◆ The machine is always the top of the range
The differences between PNC and CNC
◆ The programming in ISO lan-guage is carried out for eachicon.
◆ Graphic assistants and part mod-els will provide continuous guid-ance with your programming.
The programme is then optimised,tested and simulated before un-dergoing formatting for usethrough the machine PNC control.
A very significant element of thissystem is energy optimisation.
All paths are executed to the “justin time” principle. Why suddenlyaccelerate and brake hard if asmooth movement can conserveenergy and mechanical parts of themachine? As La Fontaine said,“Rien ne sert de courir, il faut par-tir à point” [Nothing is gained byrunning if you do not start ontime].This optimisation gives a de-ceptive appearance of slownesswhen watching the machine op-erate.But do not allow yourself tobe deceived : the DECO 2000 isat least 20% faster than a con-ventional NC machine! (depen-ding on parts).
But why go for a PC which is not an integral part of the machine?
At first glance, it may seem strange to want to separate these two ele-ments.However, it is technically desirable and necessary to make a phy-sical separation between the PNC (electronic cam reader) and the PCitself (path generator). Therefore, with an integrated PC not associat-ed with a PNC, it makes no difference whether a 30 cm connecting ca-ble or a memory card is used !
Besides the fact that it is useful to be able to program a PC anywhere(in the office, during leisure times etc...), there are a considerable num-ber of economic factors which must be considered (see frame opposite).
Limitations
To carry out its full range of mea-surements whilst executing com-plicated calculations, the TB-DECO has to be greedy! A PC fit-ted with a Pentium processor run-ning at 200 MHz with 32 MegaRam is recommended for maxi-mum programming convenience.
Conclusion
Since it is quite obvious that thisarticle cannot discuss each andevery one of the functions offeredby the TB-DECO and parallel nu-meric control, the remarkable in-crease in potential compared withconventional numeric control willbe the subject of a future article.However, our engineers will bepleased to answer any questions...
42
MAGAZINE
INTERVIEW
DECO-MAGAZINE 2/98
Genuine humility is a quality thatusually gets developed from apainful experience that ultimate-ly turns into a profound blessing.Roy Mendoza,president and own-er of RM Precision has that qual-ity. As the soft-spoken Mendozashares his inspiring tale from thetime the 15 year-old lad came tothe U.S. from England as an ap-prentice toolmaker, to starting hisown screw machining business 40years later. Some of the lessonslearned spurred an investment innew Swiss turning technologywhich has made a dramatic boostin productivity and RM Precision’sfinancial health.Here is an excerptfrom our conversation with RoyMendoza, at his shop in Laverkin,
Utah:
When did you es-tablish RM Preci-sion?
In 1985, after beingin the Swiss screwmachine business for25 years.
Was business good from the be-ginning?
It was terrific! I had lots of cus-tomers and a constant flow of newwork.Within a few years I had topurchase more TORNOS camautomatics,hire more people,adda second shift, and put an addi-tion on my building.Then I almostwent bankrupt.
How did that happen?
The problem was, after we ran ajob once, many of our customerswould bid it out again. If our com-petitors’ guessed lower, we’d loseit. It’s like losing money on everyjob because you never get to runit a second time and benefit fromyour mistakes on the first one.
You said you almost went bank-rupt. What kept you in business?
The only thing keeping me in busi-ness was my word. I’ve alwayshonored everything I’ve ever com-mitted to. Fortunately, two of myvendors allowed me an open ac-count.
What was the turning point?
The turning point came one morn-ing when we were late makingpayroll. Two employees told meif I didn’t pay they were going toleave. I decided then to close thedoors. I called my banker who hadjust loaned me $1.3 million amonth earlier and said that I wasclosing the doors, and that I need-ed $35,000 by that evening to payeveryone.
What did your banker say?
He asked me what my plan was,and I told him that I would keeprunning the machines myself to payoff my debts and start over.He said,“Roy, I have faith in you.The mo-ney will be in your account. Justgo ahead and write the checks.”
Then what happened?
Later that day, I called all the em-ployees into the conference roomand told them I was closing thedoors and letting them go. Afterthe meeting, 13 people came upto me and said,“we believe in you.We will work with you. Pay uswhen you can.”
So the dedicated 13 employeesstayed with you?
Most of the them are still with me,and that was five years ago. I have27 employees now.
1
2
3
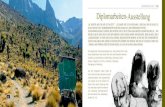
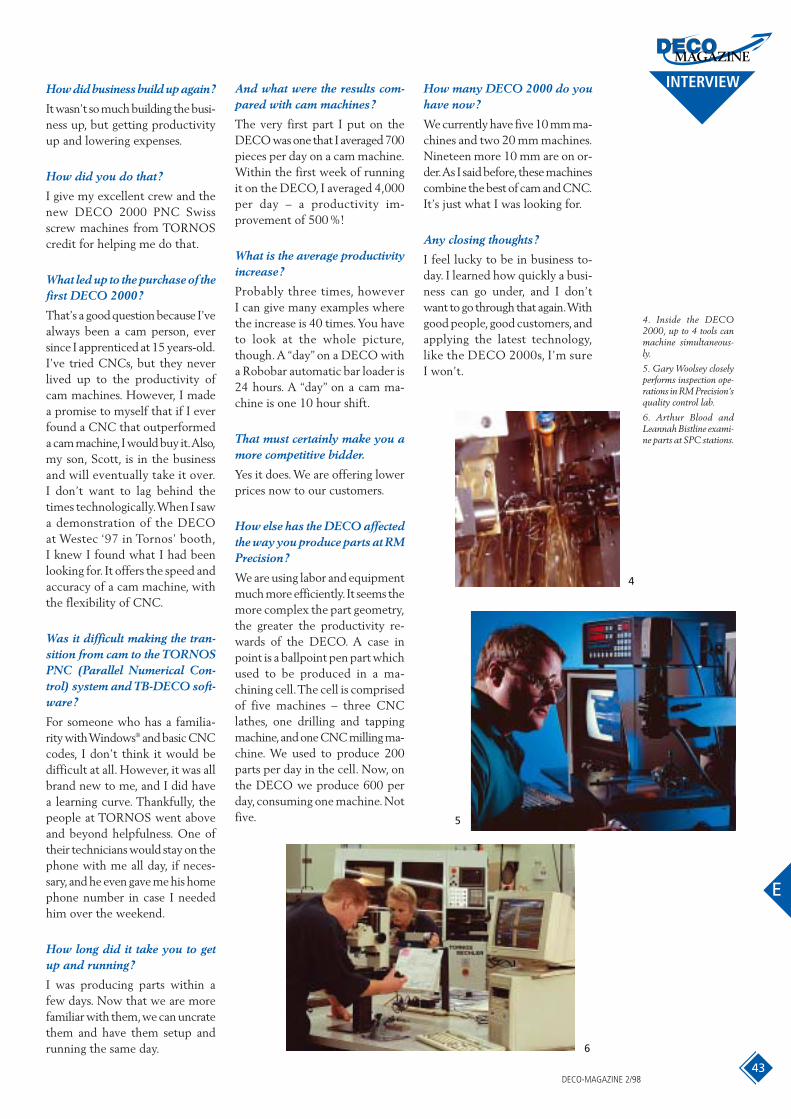
2.All of the machined com-ponents on this medicalcaliper/ballpoint pen wereproduced on the DECO2000 with productivityincreases up to 40 timesover cam machines.
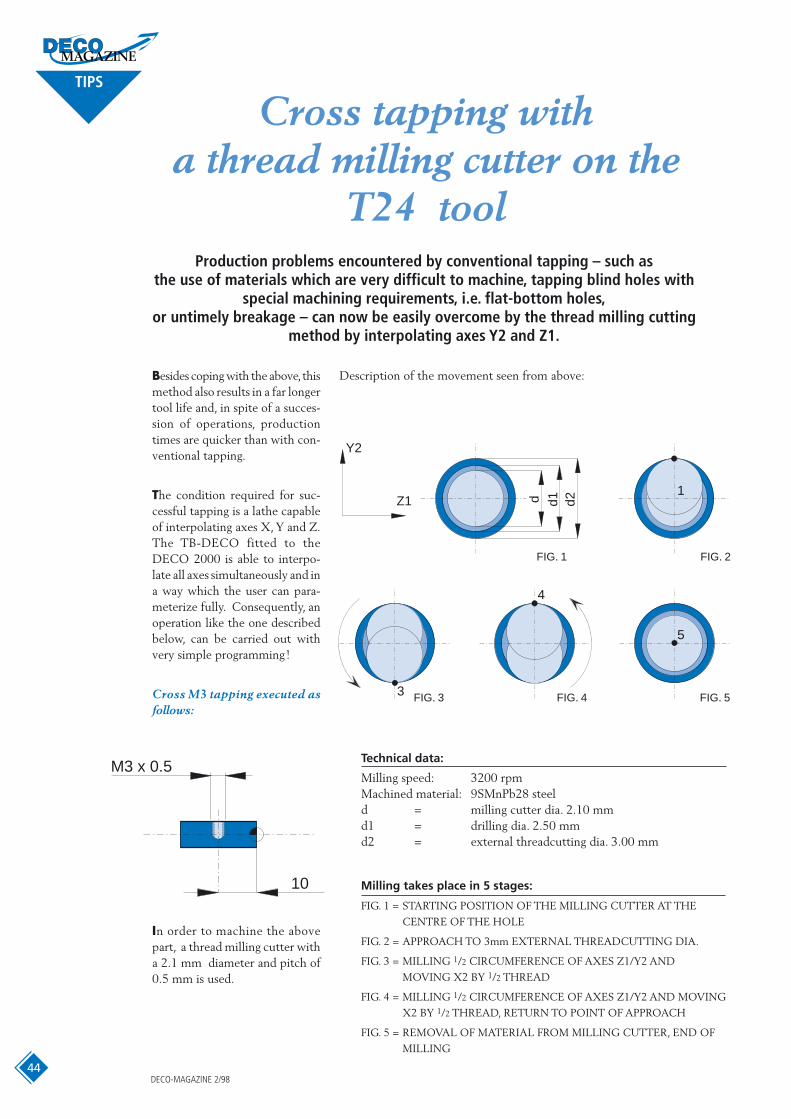
3.A wide sampling of partsproduced on the DECO2000 machines.No secon-dary operations required.
1.Roy and Scott Mendozadiscuss a job running onone of their DECO 2000PNC turning centers.
MAKING THE SWITCH FROM CAM SCREW MACHINES TO NEW DECO TECHNOLOGY BOOSTS PRODUCTIVITY
FOR CONTRACT MANUFACTURER.
43
MAGAZINE
E
INTERVIEW
DECO-MAGAZINE 2/98
How many DECO 2000 do youhave now?
We currently have five 10 mm ma-chines and two 20 mm machines.Nineteen more 10 mm are on or-der.As I said before,these machinescombine the best of cam and CNC.It’s just what I was looking for.
Any closing thoughts?
I feel lucky to be in business to-day. I learned how quickly a busi-ness can go under, and I don’twant to go through that again.Withgood people,good customers,andapplying the latest technology,like the DECO 2000s, I’m sureI won’t.
How did business build up again?
It wasn’t so much building the busi-ness up, but getting productivityup and lowering expenses.
How did you do that?
I give my excellent crew and thenew DECO 2000 PNC Swissscrew machines from TORNOScredit for helping me do that.
What led up to the purchase of thefirst DECO 2000?
That’s a good question because I’vealways been a cam person, eversince I apprenticed at 15 years-old.I’ve tried CNCs, but they neverlived up to the productivity ofcam machines. However, I madea promise to myself that if I everfound a CNC that outperformeda cam machine,I would buy it.Also,my son, Scott, is in the businessand will eventually take it over.I don’t want to lag behind thetimes technologically.When I sawa demonstration of the DECOat Westec ‘97 in Tornos’ booth,I knew I found what I had beenlooking for. It offers the speed andaccuracy of a cam machine, withthe flexibility of CNC.
Was it difficult making the tran-sition from cam to the TORNOSPNC (Parallel Numerical Con-trol) system and TB-DECO soft-ware?
For someone who has a familia-rity with Windows® and basic CNCcodes, I don’t think it would bedifficult at all. However, it was allbrand new to me, and I did havea learning curve. Thankfully, thepeople at TORNOS went aboveand beyond helpfulness. One oftheir technicians would stay on thephone with me all day, if neces-sary,and he even gave me his homephone number in case I neededhim over the weekend.
How long did it take you to getup and running?
I was producing parts within afew days. Now that we are morefamiliar with them,we can uncratethem and have them setup andrunning the same day.
And what were the results com-pared with cam machines?
The very first part I put on theDECO was one that I averaged 700pieces per day on a cam machine.Within the first week of runningit on the DECO, I averaged 4,000per day – a productivity im-provement of 500 %!
What is the average productivityincrease?
Probably three times, howeverI can give many examples wherethe increase is 40 times.You haveto look at the whole picture,though.A “day” on a DECO witha Robobar automatic bar loader is24 hours. A “day” on a cam ma-chine is one 10 hour shift.
That must certainly make you amore competitive bidder.
Yes it does. We are offering lowerprices now to our customers.
How else has the DECO affectedthe way you produce parts at RMPrecision?
We are using labor and equipmentmuch more efficiently.It seems themore complex the part geometry,the greater the productivity re-wards of the DECO. A case inpoint is a ballpoint pen part whichused to be produced in a ma-chining cell.The cell is comprisedof five machines – three CNClathes, one drilling and tappingmachine,and one CNC milling ma-chine. We used to produce 200parts per day in the cell. Now, onthe DECO we produce 600 perday,consuming one machine.Notfive.
4
5
6
4. Inside the DECO2000, up to 4 tools canmachine simultaneous-ly.
5. Gary Woolsey closelyperforms inspection ope-rations in RM Precision’squality control lab.
6. Arthur Blood andLeannah Bistline exami-ne parts at SPC stations.
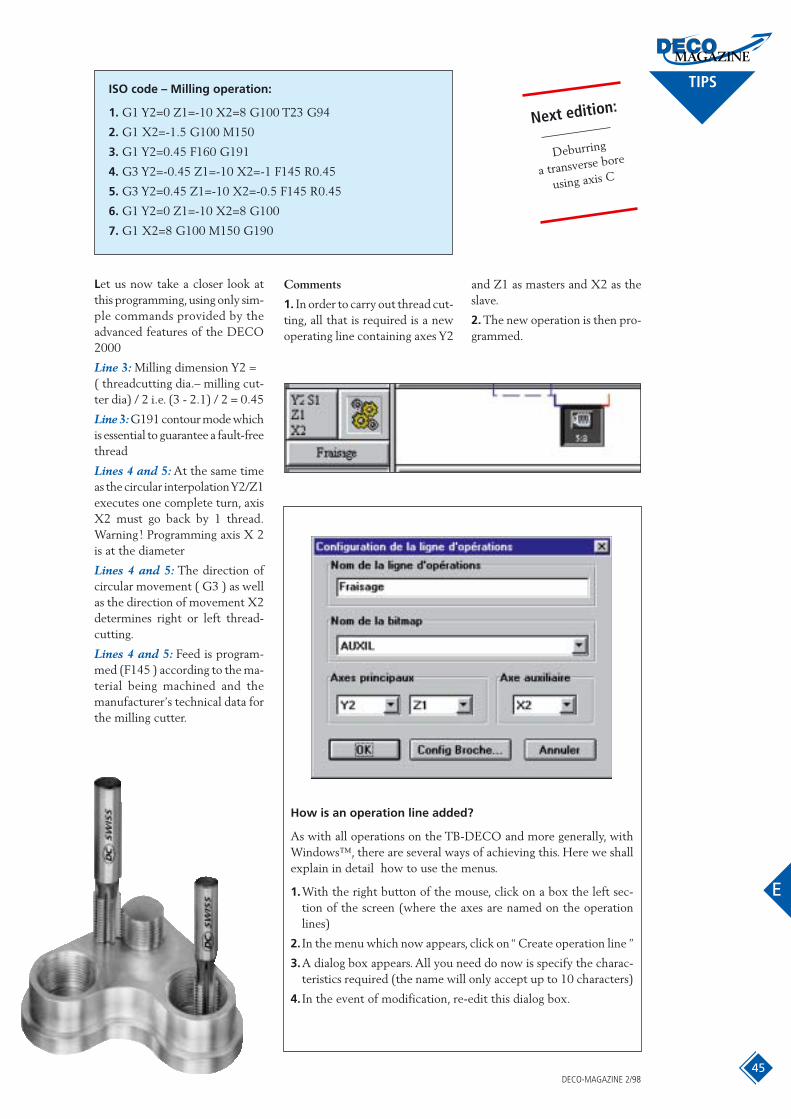
Technical data:
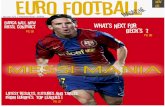
Milling speed: 3200 rpmMachined material: 9SMnPb28 steeld = milling cutter dia. 2.10 mmd1 = drilling dia. 2.50 mmd2 = external threadcutting dia. 3.00 mm
Milling takes place in 5 stages:
FIG. 1 = STARTING POSITION OF THE MILLING CUTTER AT THE
CENTRE OF THE HOLE
FIG. 2 = APPROACH TO 3mm EXTERNAL THREADCUTTING DIA.
FIG. 3 = MILLING 1/2 CIRCUMFERENCE OF AXES Z1/Y2 AND
MOVING X2 BY 1/2 THREAD
FIG. 4 = MILLING 1/2 CIRCUMFERENCE OF AXES Z1/Y2 AND MOVING
X2 BY 1/2 THREAD, RETURN TO POINT OF APPROACH
FIG. 5 = REMOVAL OF MATERIAL FROM MILLING CUTTER, END OF
MILLING
44
MAGAZINE
TIPS
DECO-MAGAZINE 2/98
Besides coping with the above,thismethod also results in a far longertool life and, in spite of a succes-sion of operations, productiontimes are quicker than with con-ventional tapping.
The condition required for suc-cessful tapping is a lathe capableof interpolating axes X, Y and Z.The TB-DECO fitted to theDECO 2000 is able to interpo-late all axes simultaneously and ina way which the user can para-meterize fully. Consequently, anoperation like the one describedbelow, can be carried out withvery simple programming!
Cross M3 tapping executed asfollows:
In order to machine the abovepart, a thread milling cutter witha 2.1 mm diameter and pitch of0.5 mm is used.
Production problems encountered by conventional tapping – such as the use of materials which are very difficult to machine, tapping blind holes with
special machining requirements, i.e. flat-bottom holes,or untimely breakage – can now be easily overcome by the thread milling cutting
method by interpolating axes Y2 and Z1.
Description of the movement seen from above:
10
M3 x 0.5
d d1 d2
Y2
Z1
FIG. 1 FIG. 2
FIG. 3 FIG. 4 FIG. 5
1
5
4
3
Cross tapping with a thread milling cutter on the
T24 tool
Next edition:
Deburring
a transverse bore
using axis C
45
MAGAZINE
E
TIPS
DECO-MAGAZINE 2/98
Let us now take a closer look atthis programming,using only sim-ple commands provided by theadvanced features of the DECO2000
Line 3: Milling dimension Y2 = ( threadcutting dia.– milling cut-ter dia) / 2 i.e. (3 - 2.1) / 2 = 0.45
Line 3: G191 contour mode whichis essential to guarantee a fault-freethread
Lines 4 and 5: At the same timeas the circular interpolation Y2/Z1executes one complete turn, axisX2 must go back by 1 thread.Warning! Programming axis X 2is at the diameter
Lines 4 and 5: The direction ofcircular movement ( G3 ) as wellas the direction of movement X2determines right or left thread-cutting.
Lines 4 and 5: Feed is program-med (F145 ) according to the ma-terial being machined and themanufacturer’s technical data forthe milling cutter.
Comments
1. In order to carry out thread cut-ting, all that is required is a newoperating line containing axes Y2
ISO code – Milling operation:
1. G1 Y2=0 Z1=-10 X2=8 G100 T23 G94
2. G1 X2=-1.5 G100 M150
3. G1 Y2=0.45 F160 G191
4. G3 Y2=-0.45 Z1=-10 X2=-1 F145 R0.45
5. G3 Y2=0.45 Z1=-10 X2=-0.5 F145 R0.45
6. G1 Y2=0 Z1=-10 X2=8 G100
7. G1 X2=8 G100 M150 G190
How is an operation line added?
As with all operations on the TB-DECO and more generally, withWindows™, there are several ways of achieving this. Here we shallexplain in detail how to use the menus.
1.With the right button of the mouse, click on a box the left sec-tion of the screen (where the axes are named on the operationlines)
2. In the menu which now appears, click on “ Create operation line ”
3.A dialog box appears. All you need do now is specify the charac-teristics required (the name will only accept up to 10 characters)
4. In the event of modification, re-edit this dialog box.
and Z1 as masters and X2 as theslave.
2. The new operation is then pro-grammed.
46
MAGAZINE
THE PRESENT
DECO-MAGAZINE 2/98
More details of some of theinnovations for April/May:
Option 5010 – High precisiondrilling device at variable pressurefrom 35 to 140 bars machine ex-works)
Application – This device will drilldeep holes, using SIG or Botektype tools.Because the pump pres-sure is variable, other types ofbore bit requiring lower pressures,may also be used.
A few explanations on theprocess:
This process,allowing drilled holesup to 50 times the hole diameterusing very small diameters(1.2 mm), in materials which areextremely difficult to machine,has
been made possible by continu-ally cooling the tool head and byinstantaneously removing allmicroscopic chippings usingpressurized oil.
The high cutting yield coupledwith the precision and surfacefinish obtained also make it pos-sible to drill deep holes and toexecute simple, rapid and eco-nomic drilling operations.
Some parts undergoing smallparts turning require deep boringoperations. Generally these ma-chining operations are carried outduring 2nd operations or evenhave to be sub-contracted.
New OptionsThe positive feedback received when “New Options” was introduced, has encou-raged us to continue using this particular method. It is good that so many users ofDECO 2000, 20 mm are so interested.
Characteristics
Mounting position:combined andcounter-operations
Drilling diameter: 1.2 to 12 mm
Adjustable rate: 1 to 25 l/min.
Oil tank capacity (external):170 litres
Device for filtering and cooling thecutting fluid: yes
Variable pressure: 35 to 140 bars
Option Description DECO-Mag. No
1650 Unit for revolving spindle for ESX 25 collet 1/98
2100 High frequency revolving drilling spindle – 15000 rpm 1/98
3240 Triple end tool holder 1/98
5010 High pressure drilling device 2/98
1800 Gear hobbing unit 2/98
47
MAGAZINE
E
THE PRESENT
DECO-MAGAZINE 2/98
Machining process:
In order to carry out quality deepbores,certain parameters must becomplied with:
◆ Rough drilling of a hole forguiding through the calibrationbit so as to achieve perfect toolguidance.
◆ Switching on the pressure oncethe bit is engaged in the hole.
◆ Machining the entire length ofthe hole in one pass and with-out scraping.
◆ On completion of machining,removing the tool from thehole; the spindle and washingoperations having come to astop.
Benefits of the principle:
◆ The part is completely machinedon the lathe.
◆ The guide bush acts as the steadyguide for the bit.
◆ Minimum axial drift of the bit(excellent concentricity).
◆ Dispenses with reworkingoperations on long holes (2ndoperations).
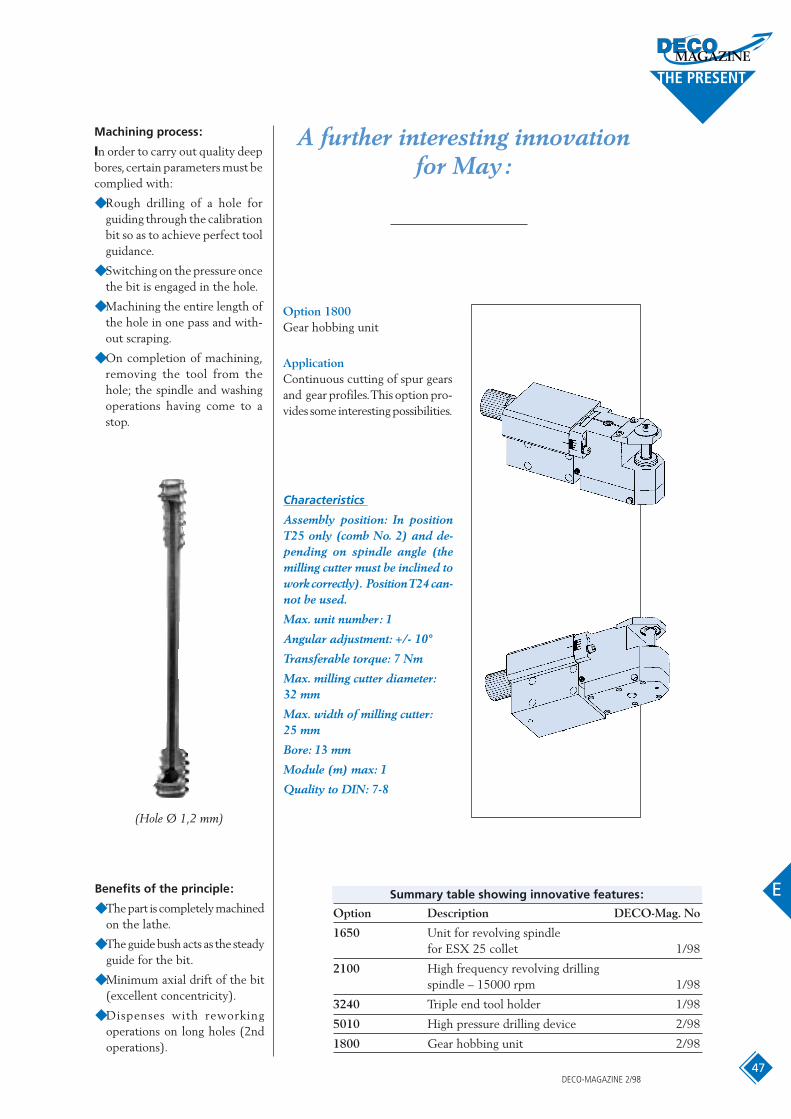
Option 1800Gear hobbing unit
ApplicationContinuous cutting of spur gearsand gear profiles.This option pro-vides some interesting possibilities.
Characteristics
Assembly position: In positionT25 only (comb No. 2) and de-pending on spindle angle (themilling cutter must be inclined towork correctly). Position T24 can-not be used.
Max. unit number: 1
Angular adjustment: +/- 10°
Transferable torque: 7 Nm
Max. milling cutter diameter:32 mm
Max. width of milling cutter:25 mm
Bore: 13 mm
Module (m) max: 1
Quality to DIN: 7-8
A further interesting innovationfor May:
Summary table showing innovative features:
(Hole Ø 1,2 mm)
49
MAGAZINE
E
NEWS
DECO-MAGAZINE 2/98
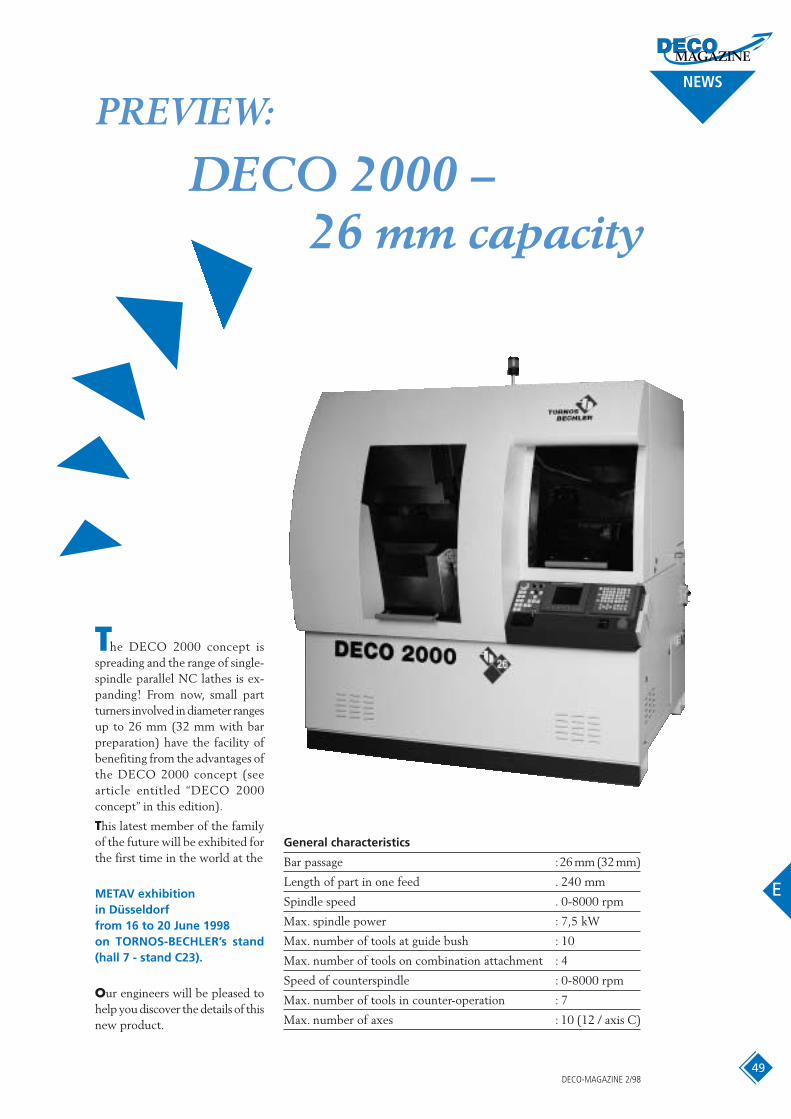
The DECO 2000 concept isspreading and the range of single-spindle parallel NC lathes is ex-panding! From now, small partturners involved in diameter rangesup to 26 mm (32 mm with barpreparation) have the facility ofbenefiting from the advantages ofthe DECO 2000 concept (seearticle entitled “DECO 2000concept” in this edition).
This latest member of the familyof the future will be exhibited forthe first time in the world at the
METAV exhibition in Düsseldorf from 16 to 20 June 1998 on TORNOS-BECHLER’s stand(hall 7 - stand C23).
Our engineers will be pleased tohelp you discover the details of thisnew product.
General characteristics
Bar passage :26 mm (32 mm)
Length of part in one feed . 240 mm
Spindle speed . 0-8000 rpm
Max. spindle power : 7,5 kW
Max. number of tools at guide bush : 10
Max. number of tools on combination attachment : 4
Speed of counterspindle : 0-8000 rpm
Max. number of tools in counter-operation : 7
Max. number of axes : 10 (12 / axis C)
DECO 2000 –26 mm capacity
PREVIEW:
50
MAGAZINE
INTERVIEW
DECO-MAGAZINE 2/98
The origins vary quite consider-ably, since more than 30 countriesregularly visit us, for example:Mexico, Israel, Hungary, Canada,Brazil , Austral ia, Pakistan,Denmark...
DECO Mag: In concrete terms,what is the interest in visiting theTornos site?
PYK:A distinction must be madebetween those countries withTornos subsidiaries and the othercountries. Regarding the latter, itgoes without saying that all thebasic product information is avail-able. For an initial contact, thesite has the addresses of all ouragencies and subsidiaries (withdirect hypertext links soon beingavailable to their sites and E-mailaddresses). For these members ofthe public, the site has alreadycreated numerous contacts,whichwe would otherwise not have had.
DECO Mag:When was referencefirst made to the Internet atTORNOS-BECHLER?
PYK: In the autumn of 1995,when our site, referred to aswww.utopix.ch/tornos was puton line. With its single interface(see picture) it was primarily in-tended to provide product infor-mation to all our existing and po-tential customers throughout theworld and to make it easy to con-tact us by E-mail.
In 1996,a year later,we pro-ceeded with a complete re-construction of the site, in-cluding the visual aspect andcontents, with the aim ofproviding better informa-tion.
Today, our site is undergoing itsthird major change,with the tricksof the trade and advice offered forour products now featuring along-side the above information.
DECO Mag: How often is itvisited?
PYK: Since it was formed, theTornos site is being called up bymore and more visitors and thecontacts generated by this me-dium are also growing.
The following countries are themost frequent visitors:
Switzerland 33 %
USA 29 %
Italy 3 %
Germany 3 %
Japan 3 %
France 2 %
Interview with Pierre-Yves Kohler, in charge of setting up the Internet at TORNOS-BECHLER.
Reviewing this new media.
51
MAGAZINE
E
INTERVIEW
DECO-MAGAZINE 2/98
DECO Mag:And what about theother customers – those who arerelatively near – what is their in-terest in visiting the site?
PYK: The interests are, in fact,quite varied – the main ones thatspring to mind are:
◆ Discovering the latest innova-tions (both technical and eco-nomical)
◆ Seeing in detail all the techni-cal information
◆ Seeing all the information onthe trade fairs attended byTORNOS-BECHLER
◆ Reading all the press releases
◆ Taking part in our permanentcompetition.
◆ Being able to contact us direct-ly and quickly by E-mail.
DECO Mag: We have seen your“service on the Internet” publici-ty, but what is this about?
PYK: When in operation, theDECO 2000 can transfer pro-grams via the Internet.
Our after-sales assistance service(ASAS) is already using this
medium a lot to help customerswho are having difficulties withtheir programs!
However,this service requires thatenquiries sent to the ASS (aftersales service) must be formulatedin a specific way (some program
elements have to be sent whilst oth-ers don’t...). This is why we askthat you should only use the ASAScontact form on our site if you haveany programming problems orquestions.
DECO Mag: What about thefuture?
PYK: Our site is undergoing con-stant modification - we are alwaystrying to improve things and youcan now even find offers of em-ployment, for example,on the site.
In the medium term, the aftersales service will be fully inte-grated and we shall also create a“reciprocal links”section which,bya mere click directly from our site,will enable our visitors to gain
access to other sites providing ad-ditional information to that sup-plied by TORNOS. We are alsoassessing the feasibility of a news-letter via E-mail which would pro-vide even more rapid informationto those interested.
DECO Mag: What conclusionscan you give our readers?
PYK: Internet is a far-reachingphenomenon and has been in-stalled on a long-term basis. I be-lieve that TORNOS-BECHLER,like the majority of world-widecompanies,must be at the forefront
of such a vast movement. It pro-vides our customers with far-reach-ing value-added services whichexplains the priority of this pro-ject for Marketing and Commu-nication.
To conclude, I can only urge peo-ple to visit the TORNOS site andmake any criticisms or requests us-ing the “contact” line form.
Thank you Mr. Kohler,for this interview.
52
MAGAZINE
TECHNICAL
DECO-MAGAZINE 2/98
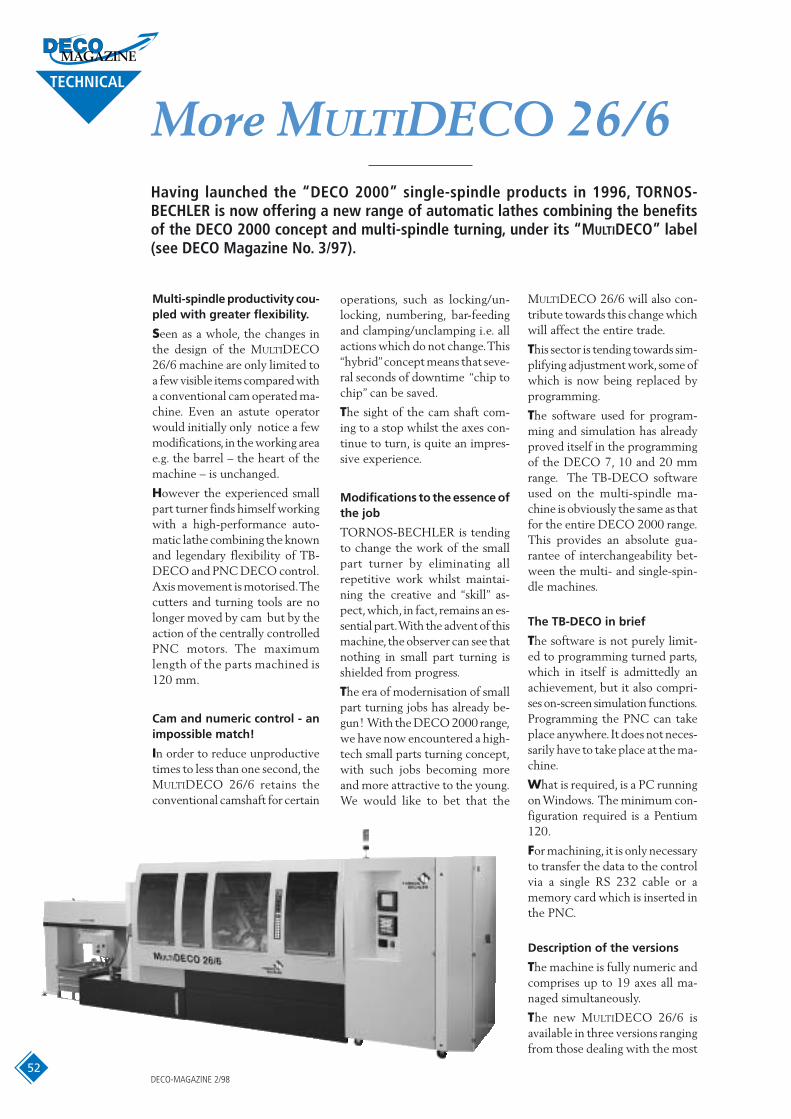
Multi-spindle productivity cou-pled with greater flexibility.
Seen as a whole, the changes inthe design of the MULTIDECO26/6 machine are only limited toa few visible items compared witha conventional cam operated ma-chine. Even an astute operatorwould initially only notice a fewmodifications, in the working areae.g. the barrel – the heart of themachine – is unchanged.
However the experienced smallpart turner finds himself workingwith a high-performance auto-matic lathe combining the knownand legendary flexibility of TB-DECO and PNC DECO control.Axis movement is motorised.Thecutters and turning tools are nolonger moved by cam but by theaction of the centrally controlledPNC motors. The maximumlength of the parts machined is120 mm.
Cam and numeric control - animpossible match!
In order to reduce unproductivetimes to less than one second, theMULTIDECO 26/6 retains theconventional camshaft for certain
operations, such as locking/un-locking, numbering, bar-feedingand clamping/unclamping i.e. allactions which do not change.This“hybrid”concept means that seve-ral seconds of downtime “chip tochip” can be saved.
The sight of the cam shaft com-ing to a stop whilst the axes con-tinue to turn, is quite an impres-sive experience.
Modifications to the essence ofthe job
TORNOS-BECHLER is tendingto change the work of the smallpart turner by eliminating allrepetitive work whilst maintai-ning the creative and “skill” as-pect,which, in fact, remains an es-sential part.With the advent of thismachine, the observer can see thatnothing in small part turning isshielded from progress.
The era of modernisation of smallpart turning jobs has already be-gun! With the DECO 2000 range,we have now encountered a high-tech small parts turning concept,with such jobs becoming moreand more attractive to the young.We would like to bet that the
MULTIDECO 26/6 will also con-tribute towards this change whichwill affect the entire trade.
This sector is tending towards sim-plifying adjustment work,some ofwhich is now being replaced byprogramming.
The software used for program-ming and simulation has alreadyproved itself in the programmingof the DECO 7, 10 and 20 mmrange. The TB-DECO softwareused on the multi-spindle ma-chine is obviously the same as thatfor the entire DECO 2000 range.This provides an absolute gua-rantee of interchangeability bet-ween the multi- and single-spin-dle machines.
The TB-DECO in brief
The software is not purely limit-ed to programming turned parts,which in itself is admittedly anachievement, but it also compri-ses on-screen simulation functions.Programming the PNC can takeplace anywhere. It does not neces-sarily have to take place at the ma-chine.
What is required, is a PC runningon Windows. The minimum con-figuration required is a Pentium120.
For machining, it is only necessaryto transfer the data to the controlvia a single RS 232 cable or amemory card which is inserted inthe PNC.
Description of the versions
The machine is fully numeric andcomprises up to 19 axes all ma-naged simultaneously.
The new MULTIDECO 26/6 isavailable in three versions rangingfrom those dealing with the most
More MULTIDECO 26/6Having launched the “DECO 2000” single-spindle products in 1996, TORNOS-BECHLER is now offering a new range of automatic lathes combining the benefitsof the DECO 2000 concept and multi-spindle turning, under its “MULTIDECO” label(see DECO Magazine No. 3/97).
53
MAGAZINE
E
TECHNICAL
DECO-MAGAZINE 2/98
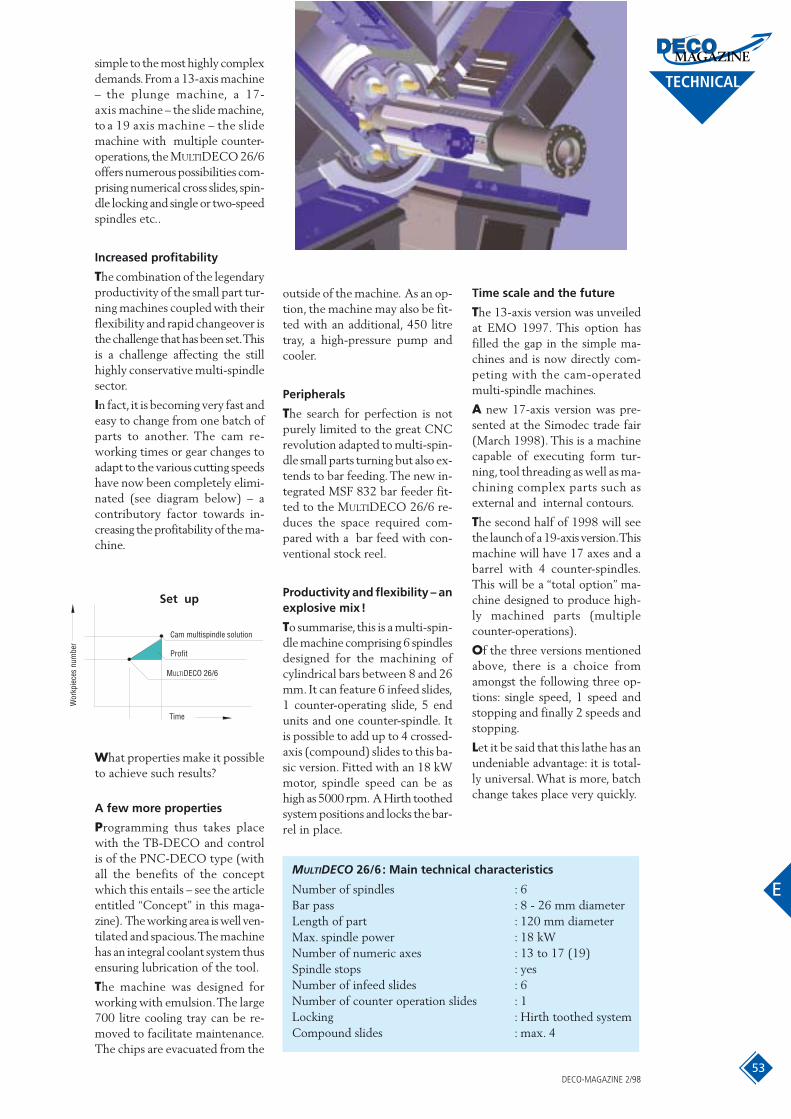
simple to the most highly complexdemands.From a 13-axis machine– the plunge machine, a 17-axis machine – the slide machine,to a 19 axis machine – the slidemachine with multiple counter-operations, the MULTIDECO 26/6offers numerous possibilities com-prising numerical cross slides,spin-dle locking and single or two-speedspindles etc..
Increased profitability
The combination of the legendaryproductivity of the small part tur-ning machines coupled with theirflexibility and rapid changeover isthe challenge that has been set.Thisis a challenge affecting the stillhighly conservative multi-spindlesector.
In fact, it is becoming very fast andeasy to change from one batch ofparts to another. The cam re-working times or gear changes toadapt to the various cutting speedshave now been completely elimi-nated (see diagram below) – acontributory factor towards in-creasing the profitability of the ma-chine.
outside of the machine. As an op-tion, the machine may also be fit-ted with an additional, 450 litretray, a high-pressure pump andcooler.
Peripherals
The search for perfection is notpurely limited to the great CNCrevolution adapted to multi-spin-dle small parts turning but also ex-tends to bar feeding. The new in-tegrated MSF 832 bar feeder fit-ted to the MULTIDECO 26/6 re-duces the space required com-pared with a bar feed with con-ventional stock reel.
Productivity and flexibility – anexplosive mix!
To summarise, this is a multi-spin-dle machine comprising 6 spindlesdesigned for the machining ofcylindrical bars between 8 and 26mm. It can feature 6 infeed slides,1 counter-operating slide, 5 endunits and one counter-spindle. Itis possible to add up to 4 crossed-axis (compound) slides to this ba-sic version. Fitted with an 18 kWmotor, spindle speed can be ashigh as 5000 rpm. A Hirth toothedsystem positions and locks the bar-rel in place.
What properties make it possibleto achieve such results?
A few more properties
Programming thus takes placewith the TB-DECO and controlis of the PNC-DECO type (withall the benefits of the conceptwhich this entails – see the articleentitled “Concept” in this maga-zine). The working area is well ven-tilated and spacious.The machinehas an integral coolant system thusensuring lubrication of the tool.
The machine was designed forworking with emulsion.The large700 litre cooling tray can be re-moved to facilitate maintenance.The chips are evacuated from the
MULTIDECO 26/6: Main technical characteristics
Number of spindles : 6Bar pass : 8 - 26 mm diameterLength of part : 120 mm diameterMax. spindle power : 18 kWNumber of numeric axes : 13 to 17 (19)Spindle stops : yesNumber of infeed slides : 6Number of counter operation slides : 1Locking : Hirth toothed systemCompound slides : max. 4
Time scale and the future
The 13-axis version was unveiledat EMO 1997. This option hasfilled the gap in the simple ma-chines and is now directly com-peting with the cam-operatedmulti-spindle machines.
A new 17-axis version was pre-sented at the Simodec trade fair(March 1998). This is a machinecapable of executing form tur-ning, tool threading as well as ma-chining complex parts such asexternal and internal contours.
The second half of 1998 will seethe launch of a 19-axis version.Thismachine will have 17 axes and abarrel with 4 counter-spindles.This will be a “total option” ma-chine designed to produce high-ly machined parts (multiplecounter-operations).
Of the three versions mentionedabove, there is a choice fromamongst the following three op-tions: single speed, 1 speed andstopping and finally 2 speeds andstopping.
Let it be said that this lathe has anundeniable advantage: it is total-ly universal. What is more, batchchange takes place very quickly.
Wor
kpie
ces
num
ber
MULTIDECO 26/6
Cam multispindle solution
Profit
Time
Set up

54
MAGAZINE
DECO-MAGAZINE 2/98
PLATIT BY BLÖSCH
The machine tool industry has ex-perienced fundamental changeswithin the last 20 years.The mo-dern technologies did permit toconsiderably improve the perfor-mance and productivity of themachines in this sector. TORNOS-BECHLER manufactures, in theproduct assortment of DECO2000 and Multispindles, partsgetting more and more compli-cated and having more and moredifficult tolerances and surfaces.
Also the tool manufacturers hadto adapt to the demand becauseof these technical advances. Theindexable inserts, form tools,stepped drills and further toolsused by these machines have tobe manufactured with specifiedmaterial with a suitable geome-try and high precision.
HIGH TECHNOLOGYSWISS MADE
The PLATIT process is the resultof 10 years research and deve-lopment at Blösch AG inGrenchen, SO.
This exceedingly successful tech-nology, 100 % SWISS MADE isrepresented by hard coatings, ob-tained through PLATIT hard coa-ting equipment. The PVD arcprocess by PLATIT is unique inthe domain of functional hardcoatings.
The aim of PLATIT coatings: im-prove the productivity
You in sense of user can enableyour tools having a 10 to 100times longer live time or efficiencywith one of these coatings.
The PLATIT system disposes ahigh quality standard in hard coa-ting domain, because it is gua-ranteed by an incomparable ioni-
zation arc process. This processruns with a permanent control ofthe arc confinement (Modular ArcConfinement).This electronic arccontrol guarantees a constant coat-ing characteristic and meets inparticular with one of todays mostimportant factors: the reproduc-tivity.
Advantages of PLATIT coatingon your tools:
◆ Improvement of cutting condi-tions
◆ Better wear resistance
◆ Prolongation of live time
◆ High resistance to heat
◆ High application safety
◆ Improvement of quality
The manufacturing in branch ofindustries as: machine tool, me-chanic,automobile,medicine,avia-tion, space industry or watches is
more and more confronted withMachining complex materials. Inthis matter the hard coatings andother coatings form unavoidablean alliance to fulfil the dailyactual and decisive criterions ofproductivity and quality.
TORNOS-BECHLER SA,is againthanks its quality of machines andproducts in the top of the machinetool industry sector. Blösch AG isproud contributing to this suc-cess, being partner in sense ofcoating the tools for the differentmachines delivered and installedworld wide by TORNOS-BECHLER.
A top reference in hard coating domain. TORNOS-BECHLER and other big businesses in Switzerland and foreign countries are convinced about.
The diverse coatings recommended by the hard coating centerBlösch AG are:
– Beta PLATIT – TiN
– Alpha-PLATIT – TiCN
– Gamma-PLATIT – Ti2N
– Alpha-MP-PLATIT – TiCN (Gradient)
– Delta-PLATIT – CrN
– UniversAl-PLATIT – TiAlN
– MOVIC – MoS2 (solid lubricant based coating)
For further information:
BLÖSCH AGHard Coating Center PLATITMoosstrasse 68 - 78 – CH-2540 GrenchenPhone 032 654 26 26 – Fax 032 654 26 36
55
MAGAZINE
E
DECO-MAGAZINE 2/98
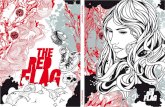
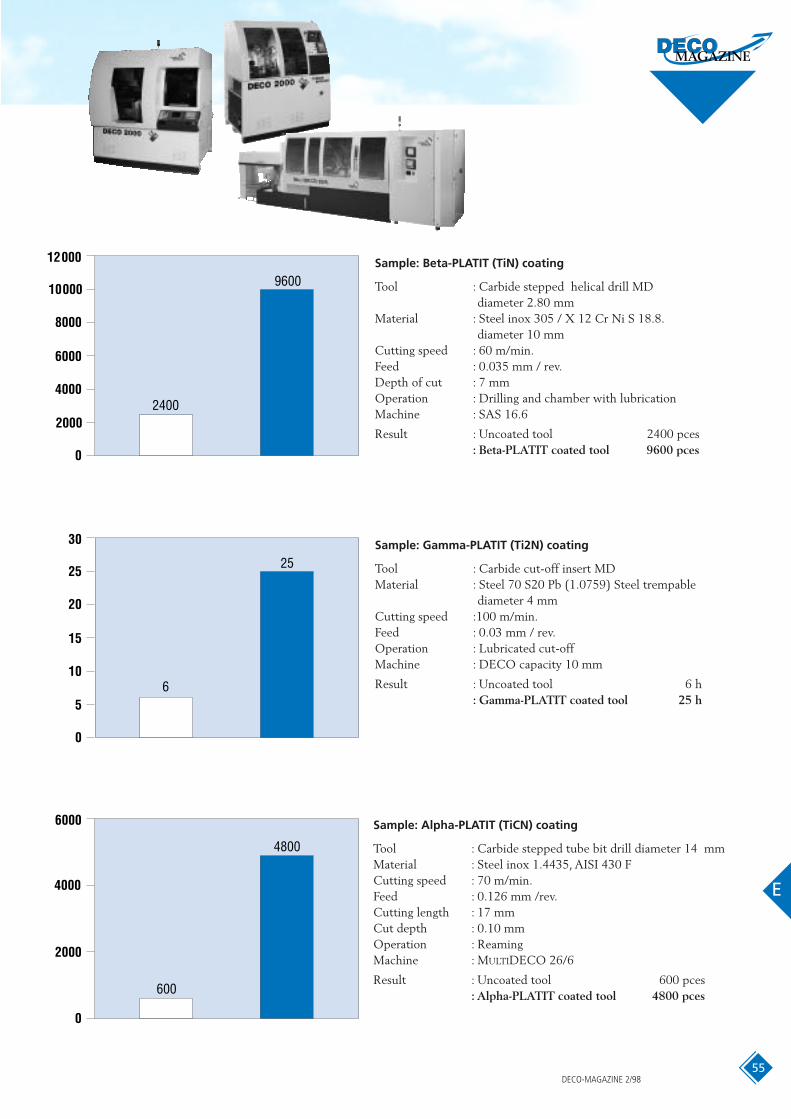
Sample: Beta-PLATIT (TiN) coating
Tool : Carbide stepped helical drill MD diameter 2.80 mm
Material : Steel inox 305 / X 12 Cr Ni S 18.8.diameter 10 mm
Cutting speed : 60 m/min.Feed : 0.035 mm / rev.Depth of cut : 7 mmOperation : Drilling and chamber with lubricationMachine : SAS 16.6
Result : Uncoated tool 2400 pces: Beta-PLATIT coated tool 9600 pces
Sample: Gamma-PLATIT (Ti2N) coating
Tool : Carbide cut-off insert MDMaterial : Steel 70 S20 Pb (1.0759) Steel trempable
diameter 4 mmCutting speed :100 m/min.Feed : 0.03 mm / rev.Operation : Lubricated cut-offMachine : DECO capacity 10 mm
Result : Uncoated tool 6 h: Gamma-PLATIT coated tool 25 h
Sample: Alpha-PLATIT (TiCN) coating
Tool : Carbide stepped tube bit drill diameter 14 mmMaterial : Steel inox 1.4435, AISI 430 FCutting speed : 70 m/min.Feed : 0.126 mm /rev.Cutting length : 17 mmCut depth : 0.10 mm Operation : ReamingMachine : MULTIDECO 26/6
Result : Uncoated tool 600 pces: Alpha-PLATIT coated tool 4800 pces
6000
4000
2000
0
600
4800
30
25
20
15
10
5
0
6
25
12000
10000
8000
6000
4000
2000
0
2400
9600