
Druckguss aus NE-Metallen - kug.bdguss.de Eingießteile für Mischbauweise 37 3.14 Schriftzeichen 38...
68
Druckguss aus NE-Metallen Technische RichTlinien Verband Deutscher Druckgießereien (VDD)
Transcript of Druckguss aus NE-Metallen - kug.bdguss.de Eingießteile für Mischbauweise 37 3.14 Schriftzeichen 38...
Druckguss aus NE-MetallenTechnische RichTlinienVerband Deutscher Druckgießereien (VDD)

Impressum
Herausgeber VDD Verband Deutscher Druckgießereien Am Bonneshof 5, 40474 Düsseldorf Postfach 10 54 63, 40045 Düsseldorf Telefon: 02 11 / 47 96 - 0 Telefax: 02 11 / 47 96 - 409 e-mail: [email protected]: www.gdm-metallguss.de
unter Mitarbeit des
VDG Verein Deutscher Giessereifachleute e.V.Fachausschuss DruckgussSohnstraße 70, 40237 Düsseldorf Postfach 10 51 44, 40042 Düsseldorf Telefon: 02 11 / 68 71 - 0 Telefax: 02 11 / 68 71 - 364 e-mail: [email protected] Internet: www.vdg.de
Bearbeitung:
Dr. Ing. Franz Josef FeikusDr.-Ing. Hubert KochDipl.-Ing. Christian RichardDipl.-Ing. Gerd RödersDipl.-Ing. Aribert SimmackDipl.-Ing. Adrian SpravilDipl.-Ing. Peter UblArbeitskreis QS des GDM
Gestaltung:
Weusthoff Noël, Köln, Hamburg, www.wnkd.de
Überarbeitete und erweiterte Auflage, April 2008

Druckguss aus NE-Metallen | 1
Vorwort
Diese Richtlinien für Druckguss aus NE-Metallen sind in erster Liniefür den Konstrukteur und den Fertigungsingenieur bestimmt. Sie geben ei-nen Überblick über die Möglichkeiten des technisch und wirtschaftlich glei-chermaßen vorteilhaften Druckgießverfahrens und vermitteln Kenntnisseüber Faktoren, die bereits bei der Entwicklung und Formgebung von Druck-gussstücken zu beachten sind.
Diese technischen Anleitungen unterstützen die Techniker vieler Indus-triezweige, auf dem Wege zu einer funktionsgerechten, aber auch werk-stoff- und druckgießgerechten Konstruktion ihrer Bauelemente aus NE-Metallen.
Wenn druckgießgerecht konstruiert wird, kann mit dem Druckgießverfah-ren die größtmögliche Maßgenauigkeit und die beste Oberflächenbeschaf-fenheit von allen Gießverfahren erzielt werden. Im Interesse von Auftrag-geber und Gießer muss möglichst vor dem Bau der Gießformen eine früh-zeitige und eingehende Abstimmung über die Gestaltung des Gussstückeserfolgen, da nachträgliche Änderungen an den Druckgießformen aus ge-härtetem Warmarbeitsstahl nur sehr schwer möglich sind und hohe Kostenverursachen. Bei schwierigen, hoch beanspruchten Neuentwicklungen kannes daher sinnvoll sein, erste Prototypen aus Sandguss oder Niederdruck-sandguss zu fertigen. Mit einer einfachen, leichter abwandelbaren und auchbilligeren Modelleinrichtung ist es möglich, eine kostengünstige Gestaltungdes als Druckgussstück geplanten Konstruktionselementes zu erreichen.Mit dem Niederdruck-Sandgießverfahren können auch sehr geringe Wand-dicken, die nahe an den Druckguss heranreichen, erzeugt werden.
Die Darstellungen dieser Druckguss-Richtlinien sind angelehnt an die Ab-schnitte „Druckgießverfahren“ und „Druckguss“ des im Giesserei-Verlag,Düsseldorf, erschienenen Buches „Konstruieren mit Gusswerkstoffen“ so-wie an weitere grundlegende Veröffentlichungen über Druckguss (siehe Ka-pitel 7 Weiterführende Literatur).
Düsseldorf, im März 2008
VDD – Verband VDG – Verein DeutscherDeutscher Druckgießereien Gießereifachleute e.V.
Zusätzliche technischeAuskünfte können beiden Institutionen einge-holt werden, die im Impressum genanntsind, wie auch bei denim Anhang aufgeführ-ten Verbänden. Grund-sätzlich empfiehlt sichein frühzeitiger Kontaktmit leistungsfähigenDruckgießereien, dievom Herausgeber unverbindlich nachge-wiesen werden können.

| VDD – Technische Richtlinien2
Vorwort 1
1 Verfahren 4
1.1 Druckgießmaschinen 41.2 Druckgießformen 61.3 Vorteile des Druckgießverfahrens 8
2 Druckgusswerkstoffe 10
2.1 Norm-Legierungen 102.2 Beurteilung der Eigenschaften 112.2.1 Aluminiumlegierungen 112.2.2 Zinklegierungen 142.2.3 Magnesiumlegierungen 162.2.4 Sonstige Druckgusslegierungen 17
3 Gestaltung 18
3.1 Formteilung und Anguss 183.1.1 Formteilung 183.1.2 Anschnittlage 193.2 Wanddicken und Übergänge 193.3 Aushebeschrägen und Auswerferaugen 213.4 Bohrungen und Durchbrüche 243.5 Kerne 263.6 Hinterschneidungen 283.7 Schieber 293.8 Partielle Nachverdichtung 303.9 Entlüftung 303.10 Schweißeignung von Druckguss 313.11 Wärmebehandelbarkeit von Druckguss 323.12 Gewinde und Verzahnungen 323.12.1 Gegossene Gewinde 333.12.2 Gewinde durch Bearbeitung des Gussstücks 343.12.3 Gewinde erzeugen durch Einbringen von Buchsen 363.12.4 Verzahnungen 373.13 Eingießteile für Mischbauweise 373.14 Schriftzeichen 383.15 Entgraten von Druckgussstücken 39
Inhaltsverzeichnis

Druckguss aus NE-Metallen | 3
3.16 Bearbeitungszugaben von Druckgussstücken 403.17 Umformung von Druckgussstücken 403.18 Fügeverfahren 423.18.1 Allgemeine Regeln 423.18.2 Besonderheiten bei Fügeverfahren mit
Magnesiumlegierungen 423.19 Toleranzen 443.19.1 Werkstoff 443.19.2 Größe 443.19.3 Anzahl der Kavitäten 443.19.4 Lage der Maße 443.19.5 Allgemeintoleranzen 463.19.6 Form- und Lagetoleranzen 473.19.7 Gültige Normen (Auszug) 483.20 Oberflächenrauheit von Druckgussstücken 48
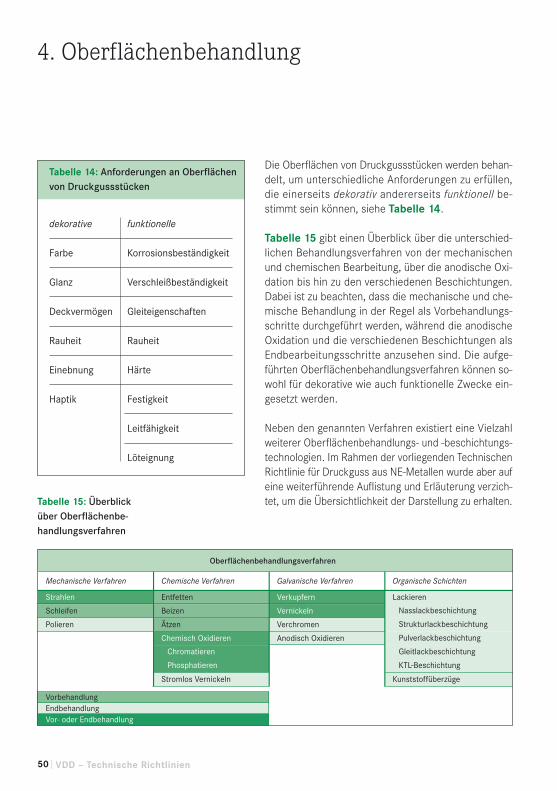
4 Oberflächenbehandlung 50
5 Qualität 52
5.1 Werkstoff 525.1.1 Chemische Zusammensetzung 525.1.2 Gefüge 525.1.3 Oberflächenrauheit von Druckgussstücken 535.2 Prozessfähigkeit 535.3 Bemusterung 545.4 Rückverfolgbarkeit 545.5 Beispiele für Kennzeichnungsarten 55
6 Hinweise zur Gussteilanfrage und
Wirtschaftlichkeit 56
7 Weiterführende Literatur 58
8 Anhang 60

Beim Druckgießverfahren wird flüssiges Metall unter hohem Druckund mit großer Geschwindigkeit in Dauerformen aus Warmarbeits-stahl gegossen. Das Verfahren ist anwendbar für Legierungen derNichteisenmetalle
Aluminium – Zink – Magnesium – Kupfer – Blei – Zinn.
Den drei erstgenannten Werkstoffen kommt mit Abstand die größte Be-deutung zu.
1.1 DruckgießmaschinenBei den zur Herstellung von Druckgussstücken erforderlichen Maschinen un-terscheidet man zwischen Warmkammer- und Kaltkammer-Druckgießmaschi-nen. Bei Warmkammer-Druckgießmaschinen liegt die Gießkammer im beheiz-ten Metallbad; bei der Kaltkammer-Druckgießmaschine wird das Metall ge-trennt von der Druckgießmaschine in einem besonderen Ofen geschmolzenbzw. warmgehalten und dann über eine Dosiereinrichtung in die Gießkammerder Druckgießmaschine gebracht. Aus der Gießkammer wird das Metall miteinem Kolben in die geschlossene Form gedrückt. Das rasch erstarrendeDruckgussstück wird dann mit dem Öffnen der Form ausgeworfen. In der Groß-serie werden heute in Gießzellen auf geregelten Maschinen Teile hergestellt.
Warmkammermaschinen arbeiten in der Regel mit kürzeren Zykluszei-ten, die Gussstückgröße ist jedoch begrenzt. Aluminium lässt sich auf Warm-kammer- Druckgießmaschinen nicht vergießen.
Die erreichbaren Abmessungen und Gewichte von Druckgussstückensind von der Größe und Zuhaltekraft der zur Verfügung stehenden Druck-gießmaschinen und dem Gusswerkstoff abhängig.
Die Tabelle 1 gibt an, welche Druckgießma-schinen für die wich-tigsten Druckgieß-werkstoffe in Betrachtkommen.
1. Verfahren
Tabelle 1: Druckgießmaschinen für die wichtigsten Druckgießwerkstoffe
Maschinentyp WerkstoffgruppeAluminium Zink Magnesium Kupfer
Warmkammer - x x -
Kaltkammer x (x) x x
| VDD – Technische Richtlinien4
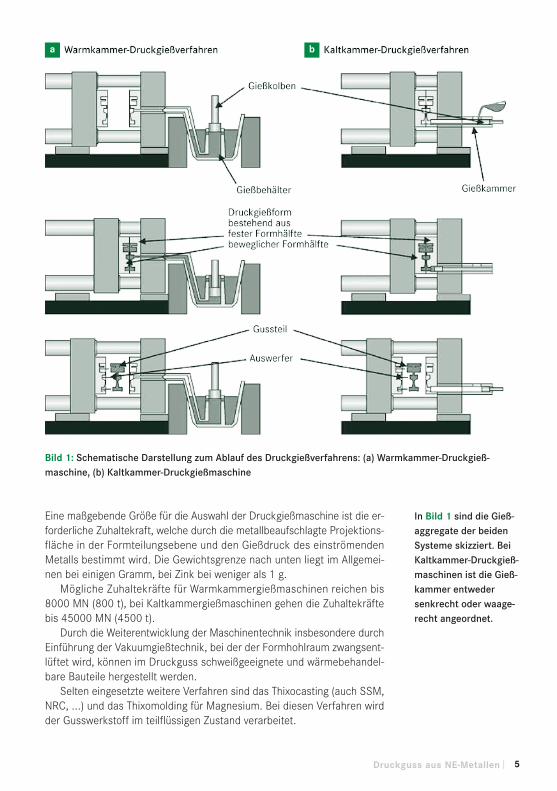
Eine maßgebende Größe für die Auswahl der Druckgießmaschine ist die er-forderliche Zuhaltekraft, welche durch die metallbeaufschlagte Projektions-fläche in der Formteilungsebene und den Gießdruck des einströmendenMetalls bestimmt wird. Die Gewichtsgrenze nach unten liegt im Allgemei-nen bei einigen Gramm, bei Zink bei weniger als 1 g.
Mögliche Zuhaltekräfte für Warmkammergießmaschinen reichen bis8000 MN (800 t), bei Kaltkammergießmaschinen gehen die Zuhaltekräftebis 45000 MN (4500 t).
Durch die Weiterentwicklung der Maschinentechnik insbesondere durchEinführung der Vakuumgießtechnik, bei der der Formhohlraum zwangsent-lüftet wird, können im Druckguss schweißgeeignete und wärmebehandel-bare Bauteile hergestellt werden.
Selten eingesetzte weitere Verfahren sind das Thixocasting (auch SSM,NRC, ...) und das Thixomolding für Magnesium. Bei diesen Verfahren wirdder Gusswerkstoff im teilflüssigen Zustand verarbeitet.
Druckguss aus NE-Metallen | 5
In Bild 1 sind die Gieß-aggregate der beiden Systeme skizziert. BeiKaltkammer-Druckgieß-maschinen ist die Gieß-kammer entwedersenkrecht oder waage-recht angeordnet.
Bild 1: Schematische Darstellung zum Ablauf des Druckgießverfahrens: (a) Warmkammer-Druckgieß-maschine, (b) Kaltkammer-Druckgießmaschine
a b

| VDD – Technische Richtlinien6
1.2 DruckgießformenDie Ausführung der Druckgießform bestimmt in hohem Maße die techni-schen Eigenschaften der Druckgussstücke und die Wirtschaftlichkeit. Beider Auslegung und Herstellung der Druckgießform müssen folgende As-pekte berücksichtigt werden:
■ Dimensionierung der Druckgießform■ Auswahl Formenstahl einschließlich Wärmebehandlung■ Auslegung der Formentemperierung■ Auslegung und Berechnung des Gießsystems und der
(Zwangs-)Entlüftung■ Wartungsfreundlichkeit■ Standzeitangepasste Fertigung■ Auslegung der Formteilung ■ Anzahl der Kavitäten (Gussstücke in der Form)
Die Konstruktion des Druckgussstückes und der Druckgießform müssenaufeinander abgestimmt sein. Prozessbedingt unterliegen die Formen au-ßerordentlich hohen thermischen und mechanischen Beanspruchungen,wodurch die Lebensdauer begrenzt wird. Je nach Anforderung und Kom-plexität der Druckgussstücke können aus einer Druckgießform folgendeSchusszahlen erreicht werden (Richtwerte):
■ Aluminiumlegierungen 50.000 bis 200.000 Schuss■ Zinklegierungen 500.000 bis 2.000.000 Schuss■ Magnesiumlegierungen 120.000 bis 300.000 Schuss ■ Kupferlegierungen 5.000 bis 50.000 Schuss
Nachträgliche Formänderungen können zu Standzeitverkürzungen führen!
Zur Verkürzung der Entwicklungszeit neuer Teile werden unter Umstän-den Prototypenwerkzeuge gefertigt, die kürzere Standzeiten aufweisenkönnen.
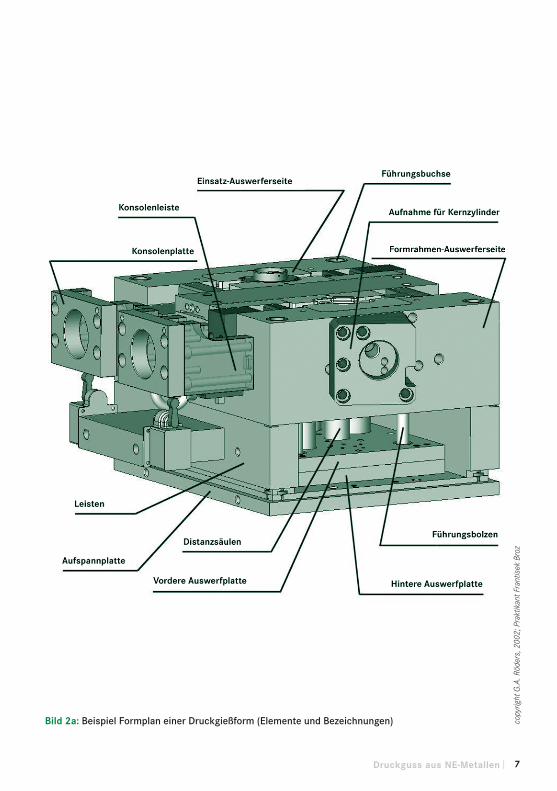
In Bild 2 sind die wichtigsten Elemente einer Druckgießform und deren Be-zeichnung zusammengestellt. Die detaillierte Auslegung der Formen, wie et-wa Lage und Gestaltung des Eingusses, Ausführung der Formteilung und Luft-abführung oder vorteilhafte Anordnung und Führung notwendiger Kerne undKernzüge wird wesentlich bestimmt durch die Erfahrungswerte der Gießerei.
1. Verfahren
Druckguss aus NE-Metallen | 7
Bild 2a: Beispiel Formplan einer Druckgießform (Elemente und Bezeichnungen) copy
right
G.A
. Röd
ers,
200
2; P
rakt
ikan
t Fra
ntis
ek B
roz

| VDD – Technische Richtlinien8
Man kann auch mehrere Gussstücke gleichzeitig in einer Form gießen. Beiunterschiedlichen Druckgussstücken darf deren Größe und Schwierigkeits-grad nicht zu ungleich sein, sonst muss mit verminderter Gießleistung undhöherem Ausschuss gerechnet werden.
1.3 Vorteile des Druckgießverfahrens Zusammenfassend ergeben sich für den Auftraggeber folgende technischeund wirtschaftliche Vorteile:
■ Enge Allgemeintoleranzen, d. h. hohe Genauigkeit und damitAustauschbarkeit
■ Geringe Bearbeitungszugaben, d. h. wenig spanende Bearbeitung,also Endmaßgießen, d. h. endformnahe (near-net-shape) undendformfertige Bauteile
■ Glatte Oberflächen und scharfe Ausprägung der Konturen■ Dünnwandige Gussstücke, d. h. Gewichtseinsparung ■ Vor- und Fertiggießen von Bohrungen, Schlitzen, Verzahnungen,
Aussparungen und Durchbrüchen sowie Schriftzeichen und Ziffern■ Komplexe Bauteile, die in anderen Fertigungsverfahren oft aus
mehreren Einzelteilen zusammengesetzt werden müssen■ Mischbauweisen durch Eingießen von Büchsen, Bolzen, Stanzteilen
usw. aus Fremdmaterialien (Stahl, Bronze oder bei Zinklegierungen,auch nichtmetallische Werkstoffe)
■ Das Druckgießverfahren bietet eine hohe Lieferbereitschaft beivorhandener Druckgießform durch kurze Rüst-, Fertigungs- undDurchsatzzeiten. Dies erlaubt „Just in Time-Lieferungen“ undreduziert somit die Lagerhaltung beim Abnehmer
■ Einsparung von Investitions- und Stückkosten durch reduziertenNachbearbeitungsaufwand
Die Wirtschaftlichkeit von Druckguss setzt eine Losgröße ab ca. 3.000Stück voraus. Die Grenze kann bei sehr schwierigen Bauteilen unter 3.000Stück liegen. Ein gründlicher Kostenvergleich der montagefertigen Ausfüh-rung ist immer zweckmäßig.
1. Verfahren
Druckguss aus NE-Metallen | 9
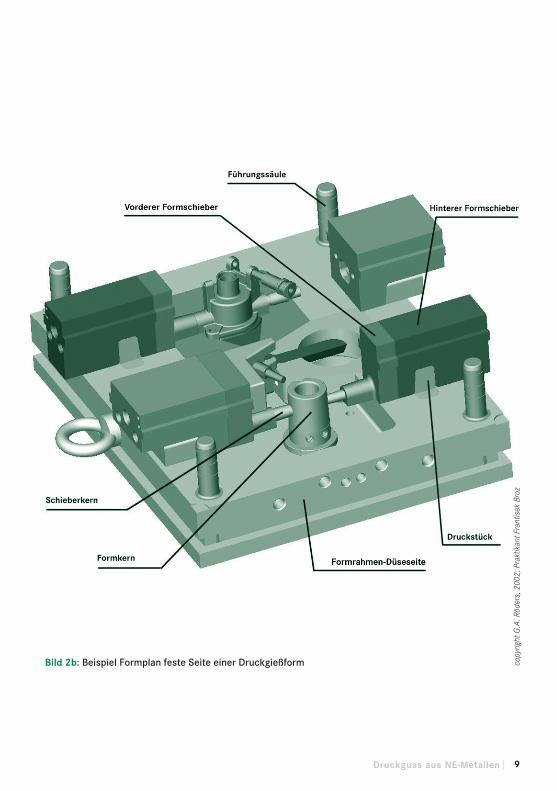
Bild 2b: Beispiel Formplan feste Seite einer Druckgießform copy
right
G.A
. Röd
ers,
200
2; P
rakt
ikan
t Fra
ntis
ek B
roz
| VDD – Technische Richtlinien10
Die Chemie der Druckgusswerkstoffe ist dem Druckgießprozess an-gepasst. Damit soll gewährleistet werden, dass das Druckgießen über-haupt möglich ist und die Dauerformen eine wirtschaftlich vertretba-re Standzeit erreichen. So müssen z. B. die Aluminiumdruckgusslegie-rungen einen Mindest-Eisengehalt aufweisen, um eine Entnahme desGussteils aus der Form überhaupt zu ermöglichen.
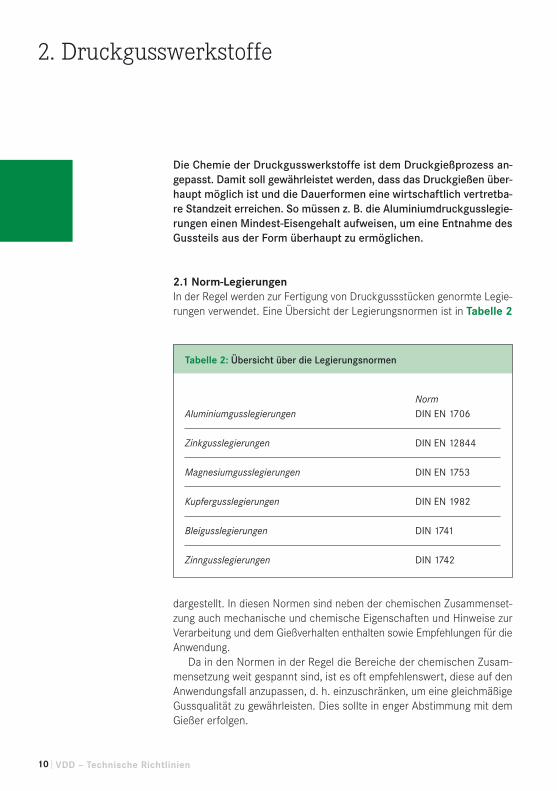
2.1 Norm-Legierungen In der Regel werden zur Fertigung von Druckgussstücken genormte Legie-rungen verwendet. Eine Übersicht der Legierungsnormen ist in Tabelle 2
dargestellt. In diesen Normen sind neben der chemischen Zusammenset-zung auch mechanische und chemische Eigenschaften und Hinweise zurVerarbeitung und dem Gießverhalten enthalten sowie Empfehlungen für dieAnwendung.
Da in den Normen in der Regel die Bereiche der chemischen Zusam-mensetzung weit gespannt sind, ist es oft empfehlenswert, diese auf denAnwendungsfall anzupassen, d. h. einzuschränken, um eine gleichmäßigeGussqualität zu gewährleisten. Dies sollte in enger Abstimmung mit demGießer erfolgen.
2. Druckgusswerkstoffe
Tabelle 2: Übersicht über die Legierungsnormen
NormAluminiumgusslegierungen DIN EN 1706
Zinkgusslegierungen DIN EN 12844
Magnesiumgusslegierungen DIN EN 1753
Kupfergusslegierungen DIN EN 1982
Bleigusslegierungen DIN 1741
Zinngusslegierungen DIN 1742
Druckguss aus NE-Metallen | 11
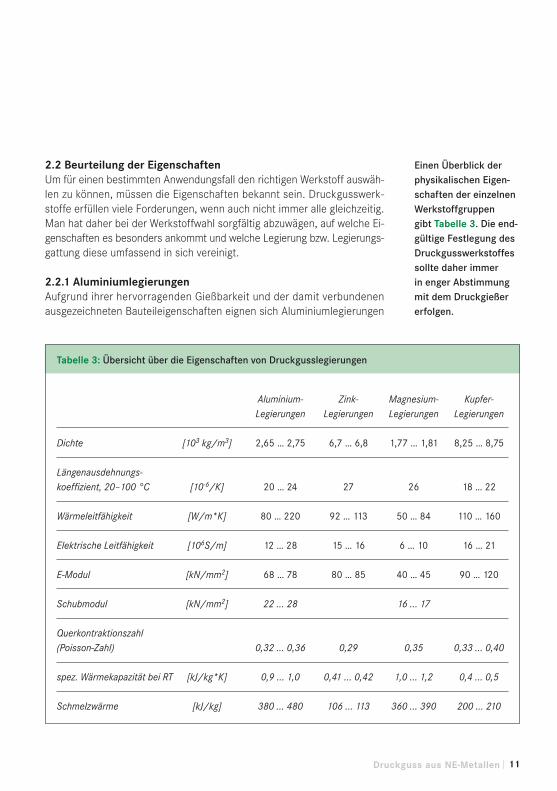
2.2 Beurteilung der EigenschaftenUm für einen bestimmten Anwendungsfall den richtigen Werkstoff auswäh-len zu können, müssen die Eigenschaften bekannt sein. Druckgusswerk-stoffe erfüllen viele Forderungen, wenn auch nicht immer alle gleichzeitig.Man hat daher bei der Werkstoffwahl sorgfältig abzuwägen, auf welche Ei-genschaften es besonders ankommt und welche Legierung bzw. Legierungs-gattung diese umfassend in sich vereinigt.
2.2.1 Aluminiumlegierungen Aufgrund ihrer hervorragenden Gießbarkeit und der damit verbundenenausgezeichneten Bauteileigenschaften eignen sich Aluminiumlegierungen
Tabelle 3: Übersicht über die Eigenschaften von Druckgusslegierungen
Aluminium- Zink- Magnesium- Kupfer-Legierungen Legierungen Legierungen Legierungen
Dichte [103 kg/m3] 2,65 … 2,75 6,7 … 6,8 1,77 … 1,81 8,25 … 8,75
Längenausdehnungs-koeffizient, 20–100 °C [10-6/K] 20 … 24 27 26 18 … 22
Wärmeleitfähigkeit [W/m*K] 80 … 220 92 … 113 50 … 84 110 … 160
Elektrische Leitfähigkeit [106S/m] 12 … 28 15 … 16 6 … 10 16 … 21
E-Modul [kN/mm2] 68 … 78 80 … 85 40 … 45 90 … 120
Schubmodul [kN/mm2] 22 … 28 16 … 17
Querkontraktionszahl (Poisson-Zahl) 0,32 … 0,36 0,29 0,35 0,33 … 0,40
spez. Wärmekapazität bei RT [kJ/kg*K] 0,9 … 1,0 0,41 … 0,42 1,0 … 1,2 0,4 … 0,5
Schmelzwärme [kJ/kg] 380 … 480 106 … 113 360 ... 390 200 … 210
Einen Überblick derphysikalischen Eigen-schaften der einzelnenWerkstoffgruppen gibt Tabelle 3. Die end-gültige Festlegung desDruckgusswerkstoffessollte daher immer in enger Abstimmungmit dem Druckgießererfolgen.
| VDD – Technische Richtlinien12
ganz besonders gut für das Druckgießverfahren. Die wichtigste Gruppe derAluminium-Druckgusslegierungen sind die untereutektischen Aluminium-Siliciumlegierungen. Sie haben einen Silicium-Gehalt von <12 %. Dies ver-leiht diesen Legierungen ein hervorragendes Formfüllungsvermögen, so-dass dünnwandige und komplizierte Designs möglich sind. Wanddicken biszu 1 mm sind in der Praxis realisierbar. Silicium dehnt sich während der Er-starrung aus und kann so einen Teil der Schrumpfung wieder kompensie-ren, was sich bei der Ausformung bzw. beim Auswerfen des Gussteils ausder Form positiv bemerkbar macht.
Die Aluminiumlegierungen zeichnen sich durch eine geringe Dichte sowiedurch eine gute Wärmeleitfähigkeit aus. Eine gute Beständigkeit gegen Wit-terung und sonstige chemische Einflüsse ist vor allem bei den kupferfrei-en Legierungen gewährleistet.
Der Werkstoff EN AC-Al Si9Cu3(Fe) mit seinen Varianten ist mengen-mäßig die wichtigste Gusslegierung. Auf Grund der weiten Legierungsspan-nen und zugelassenen Anteile an Verunreinigungen wird der Werkstoff kos-tengünstig aus Schrotten hergestellt. Er zeichnet sich durch eine sehr gu-te Gießbarkeit für Gussstücke aller Art aus. Durch den hohen Kupfergehaltist diese Legierung warmfest und kann daher auch in Bereichen erhöhterTemperaturbelastung eingesetzt werden ohne größere Einbußen in der Fes-tigkeit hinnehmen zu müssen. Der Kupfergehalt hat allerdings den Nach-teil, dass die Korrosionsbeständigkeit eingeschränkt wird.
Neben den genormten Druckgusslegierungen sollen hier auch die nicht ge-normten Legierungen erwähnt werden, da sie eine wichtige Rolle geradebei Gussstücken für Spezialanwendungen spielen.
Als erstes seien die übereutektischen Al-Si-Legierungen genannt, mitSiliciumgehalten über 15 %. Durch die feinen Primärausscheidungen vonSilicium zeichnen sich diese Legierungen durch sehr gute tribologische Ei-genschaften aus, sie sind warmfest und haben einen niedrigen thermischenAusdehnungskoeffizienten, was sie prädestiniert für Anwendungen in Kom-bination mit anderen Werkstoffen, bei hohen Temperaturen und/oder ver-schleißintensiver Umgebung wie büchsenlose Kurbelgehäuse, Pumpenge-häuse, Gleitlager oder Kolben.
Zur Herstellung von Kurzschlussläufern im Verbundguss wird Reinalu-minium, sog. Rotorenaluminium, mit hoher elektrischer Leitfähigkeit ver-wendet. Es handelt sich hier um Reinaluminium 99,5 % bzw. 99,7 %.
2. Druckgusswerkstoffe
Druckguss aus NE-Metallen | 13
chemische Symbole numerisch VDS-Nr.(alt)
Zugf
estig
keit
R m[N
/mm
2 ]
Deh
ngre
nze
R p0,
2[N
/mm
2 ]
Bruc
hdeh
nung
A[N
/mm
2 ]
Här
te [H
BS]
War
mfe
stig
keit
bis
200
°C
Korr
osio
nsbe
stän
digk
eit
Wär
mel
eitfä
higk
eit
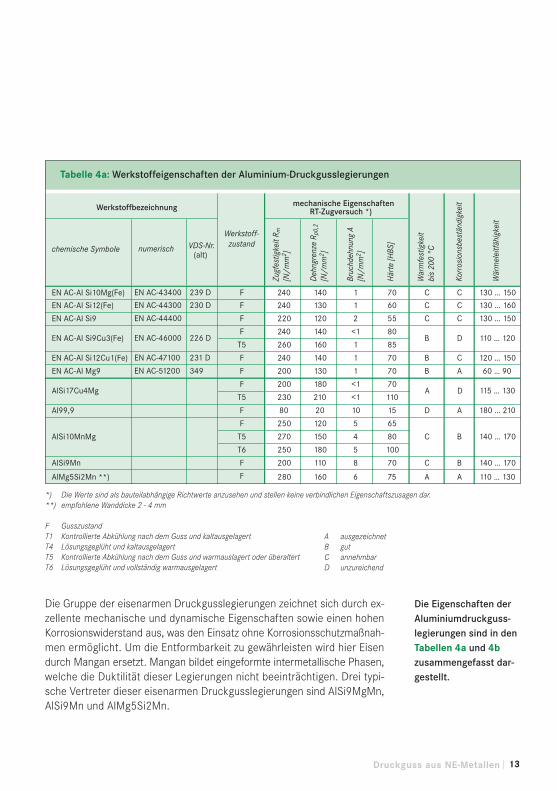
EN AC-Al Si10Mg(Fe) EN AC-43400 239 D 240 140 1 70 C C 130 … 150
EN AC-Al Si12(Fe) EN AC-44300 230 D 240 130 1 60 C C 130 … 160
EN AC-Al Si9 EN AC-44400 220 120 2 55 C C 130 … 150
240 140 <1 80
260 160 1 85
EN AC-Al Si12Cu1(Fe) EN AC-47100 231 D 240 140 1 70 B C 120 … 150
EN AC-Al Mg9 EN AC-51200 349 200 130 1 70 B A 60 … 90
200 180 <1 70
230 210 <1 110
Al99,9 80 20 10 15 D A 180 … 210
250 120 5 65
270 150 4 80
250 180 5 100
AlSi9Mn 200 110 8 70 C B 140 … 170
AlMg5Si2Mn **) 280 160 6 75 A A 110 … 130
mechanische Eigenschaften RT-Zugversuch *)
AlSi17Cu4Mg
Werkstoffbezeichnung
EN AC-Al Si9Cu3(Fe) EN AC-46000 226 D
AlSi10MnMg B 140 … 170
D 115 … 130
D 110 … 120
C
A
B
F
F
F
F
T5
F
F
F
T5
F
F
T5
T6
F
F
Werkstoff-zustand
*) Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar.**) empfohlene Wanddicke 2 - 4 mm F Gusszustand T1 Kontrollierte Abkühlung nach dem Guss und kaltausgelagertT4 Lösungsgeglüht und kaltausgelagertT5 Kontrollierte Abkühlung nach dem Guss und warmauslagert oder überaltert T6 Lösungsgeglüht und vollständig warmausgelagert
A ausgezeichnetB gutC annehmbarD unzureichend
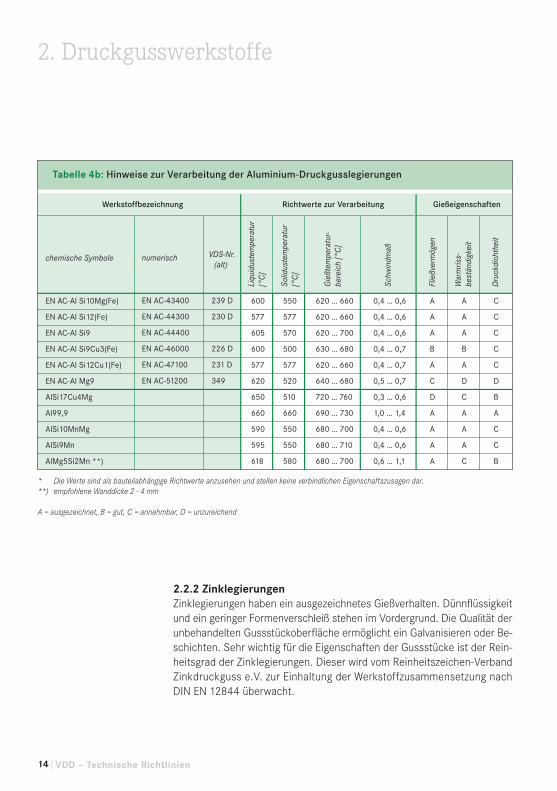
Tabelle 4a: Werkstoffeigenschaften der Aluminium-Druckgusslegierungen
Die Gruppe der eisenarmen Druckgusslegierungen zeichnet sich durch ex-zellente mechanische und dynamische Eigenschaften sowie einen hohenKorrosionswiderstand aus, was den Einsatz ohne Korrosionsschutzmaßnah-men ermöglicht. Um die Entformbarkeit zu gewährleisten wird hier Eisendurch Mangan ersetzt. Mangan bildet eingeformte intermetallische Phasen,welche die Duktilität dieser Legierungen nicht beeinträchtigen. Drei typi-sche Vertreter dieser eisenarmen Druckgusslegierungen sind AlSi9MgMn,AlSi9Mn und AlMg5Si2Mn.
Die Eigenschaften derAluminiumdruckguss-legierungen sind in denTabellen 4a und 4bzusammengefasst dar-gestellt.
| VDD – Technische Richtlinien14
chemische Symbole numerisch VDS-Nr.(alt)
EN AC-Al Si10Mg(Fe) EN AC-43400 239 D 600 550 620 … 660 0,4 … 0,6 A A C
EN AC-Al Si12(Fe) EN AC-44300 230 D 577 577 620 … 660 0,4 … 0,6 A A C
EN AC-Al Si9 EN AC-44400 605 570 620 … 700 0,4 … 0,6 A A C
EN AC-Al Si9Cu3(Fe) EN AC-46000 226 D 600 500 630 … 680 0,4 … 0,7 B B C
EN AC-Al Si12Cu1(Fe) EN AC-47100 231 D 577 577 620 … 660 0,4 … 0,7 A A C
EN AC-Al Mg9 EN AC-51200 349 620 520 640 … 680 0,5 … 0,7 C D D
AlSi17Cu4Mg 650 510 720 … 760 0,3 … 0,6 D C B
Al99,9 660 660 690 … 730 1,0 … 1,4 A A A
AlSi10MnMg 590 550 680 … 700 0,4 … 0,6 A A C
AlSi9Mn 595 550 680 … 710 0,4 … 0,6 A A C
AlMg5Si2Mn **) 618 580 680 … 700 0,6 … 1,1 A C B
Richtwerte zur VerarbeitungWerkstoffbezeichnung Gießeigenschaften
Liqu
idus
tem
pera
tur
[°C
]
Solid
uste
mpe
ratu
r[°
C]
Gie
ßtem
pera
tur-
bere
ich
[°C
]
War
mris
s-be
stän
digk
eit
Dru
ckdi
chth
eit
Schw
indm
aß
Flie
ßver
mög
en
Tabelle 4b: Hinweise zur Verarbeitung der Aluminium-Druckgusslegierungen
* Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar. **) empfohlene Wanddicke 2 - 4 mm A = ausgezeichnet, B = gut, C = annehmbar, D = unzureichend
2.2.2 ZinklegierungenZinklegierungen haben ein ausgezeichnetes Gießverhalten. Dünnflüssigkeitund ein geringer Formenverschleiß stehen im Vordergrund. Die Qualität derunbehandelten Gussstückoberfläche ermöglicht ein Galvanisieren oder Be-schichten. Sehr wichtig für die Eigenschaften der Gussstücke ist der Rein-heitsgrad der Zinklegierungen. Dieser wird vom Reinheitszeichen-VerbandZinkdruckguss e.V. zur Einhaltung der Werkstoffzusammensetzung nachDIN EN 12844 überwacht.
2. Druckgusswerkstoffe
Druckguss aus NE-Metallen | 15
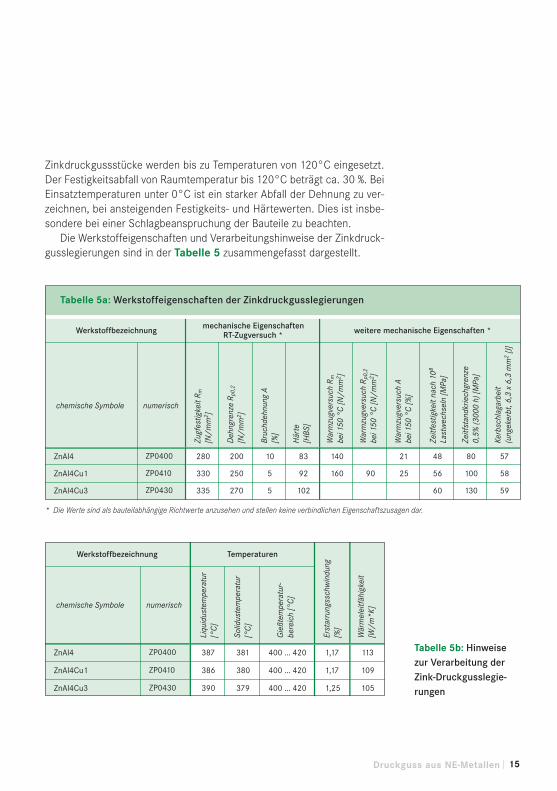
Zinkdruckgussstücke werden bis zu Temperaturen von 120°C eingesetzt.Der Festigkeitsabfall von Raumtemperatur bis 120°C beträgt ca. 30 %. BeiEinsatztemperaturen unter 0°C ist ein starker Abfall der Dehnung zu ver-zeichnen, bei ansteigenden Festigkeits- und Härtewerten. Dies ist insbe-sondere bei einer Schlagbeanspruchung der Bauteile zu beachten.
Die Werkstoffeigenschaften und Verarbeitungshinweise der Zinkdruck-gusslegierungen sind in der Tabelle 5 zusammengefasst dargestellt.
chemische Symbole numerisch
ZnAl4 ZP0400 280 200 10 83 140 21 48 80 57
ZnAl4Cu1 ZP0410 330 250 5 92 160 90 25 56 100 58
ZnAl4Cu3 ZP0430 335 270 5 102 60 130 59
Werkstoffbezeichnung mechanische Eigenschaften RT-Zugversuch * weitere mechanische Eigenschaften *
Zugf
estig
keit
R m[N
/mm
2 ]
Deh
ngre
nze
R p0,
2
[N/m
m2 ]
Bruc
hdeh
nung
A[%
]
Här
te[H
BS]
War
mzu
gver
such
Rm
be
i 150
°C
[N/m
m2 ]
War
mzu
gver
such
Rp0
,2
bei 1
50 °
C [N
/mm
2 ]
War
mzu
gver
such
A
bei 1
50 °
C [%
]
Zeitf
estig
keit
nach
108
Last
wec
hsel
n [M
Pa]
Zeitf
stan
dkrie
chgr
enze
0,5%
(300
0 h)
[MPa
]
Kerb
schl
agar
beit
(ung
eker
bt, 6
,3 x
6,3
mm
2 [J]
Tabelle 5a: Werkstoffeigenschaften der Zinkdruckgusslegierungen
* Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar.
chemische Symbole numerisch
ZnAl4 ZP0400 387 381 400 … 420 1,17 113
ZnAl4Cu1 ZP0410 386 380 400 … 420 1,17 109
ZnAl4Cu3 ZP0430 390 379 400 … 420 1,25 105
Werkstoffbezeichnung Temperaturen
Liqu
idus
tem
pera
tur
[°C
]
Solid
uste
mpe
ratu
r[°
C]
Gie
ßtem
pera
tur-
bere
ich
[°C
]
Erst
arru
ngss
chw
indu
ng[%
]
Wär
mel
eitf
ähig
keit
[W/m
*K]
Tabelle 5b: Hinweisezur Verarbeitung derZink-Druckgusslegie-rungen
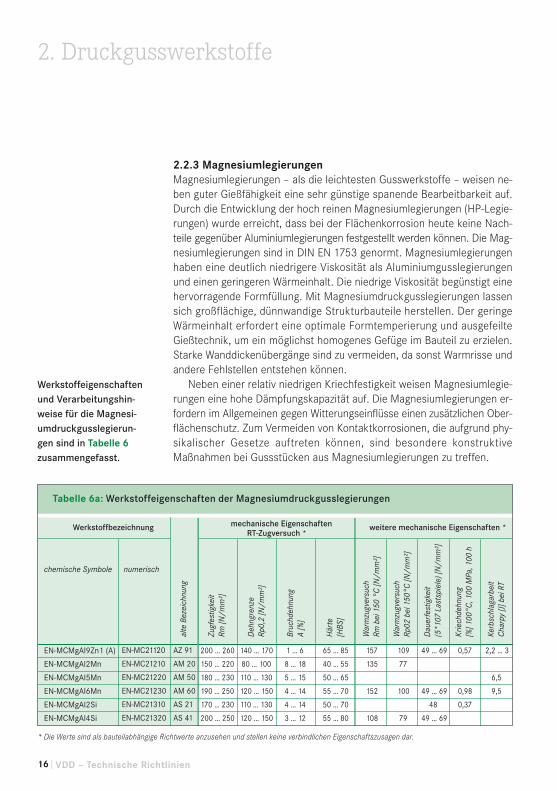
2.2.3 MagnesiumlegierungenMagnesiumlegierungen – als die leichtesten Gusswerkstoffe – weisen ne-ben guter Gießfähigkeit eine sehr günstige spanende Bearbeitbarkeit auf.Durch die Entwicklung der hoch reinen Magnesiumlegierungen (HP-Legie-rungen) wurde erreicht, dass bei der Flächenkorrosion heute keine Nach-teile gegenüber Aluminiumlegierungen festgestellt werden können. Die Mag-nesiumlegierungen sind in DIN EN 1753 genormt. Magnesiumlegierungenhaben eine deutlich niedrigere Viskosität als Aluminiumgusslegierungenund einen geringeren Wärmeinhalt. Die niedrige Viskosität begünstigt einehervorragende Formfüllung. Mit Magnesiumdruckgusslegierungen lassensich großflächige, dünnwandige Strukturbauteile herstellen. Der geringeWärmeinhalt erfordert eine optimale Formtemperierung und ausgefeilteGießtechnik, um ein möglichst homogenes Gefüge im Bauteil zu erzielen.Starke Wanddickenübergänge sind zu vermeiden, da sonst Warmrisse undandere Fehlstellen entstehen können.
Neben einer relativ niedrigen Kriechfestigkeit weisen Magnesiumlegie-rungen eine hohe Dämpfungskapazität auf. Die Magnesiumlegierungen er-fordern im Allgemeinen gegen Witterungseinflüsse einen zusätzlichen Ober-flächenschutz. Zum Vermeiden von Kontaktkorrosionen, die aufgrund phy-sikalischer Gesetze auftreten können, sind besondere konstruktiveMaßnahmen bei Gussstücken aus Magnesiumlegierungen zu treffen.
2. Druckgusswerkstoffe
chemische Symbole numerisch
EN-MCMgAl9Zn1 (A) EN-MC21120 AZ 91 200 … 260 140 … 170 1 … 6 65 … 85 157 109 49 … 69 0,57 2,2 … 3
EN-MCMgAl2Mn EN-MC21210 AM 20 150 … 220 80 … 100 8 … 18 40 … 55 135 77
EN-MCMgAl5Mn EN-MC21220 AM 50 180 … 230 110 … 130 5 … 15 50 … 65 6,5
EN-MCMgAl6Mn EN-MC21230 AM 60 190 … 250 120 … 150 4 … 14 55 … 70 152 100 49 … 69 0,98 9,5
EN-MCMgAl2Si EN-MC21310 AS 21 170 … 230 110 … 130 4 … 14 50 … 70 48 0,37
EN-MCMgAl4Si EN-MC21320 AS 41 200 … 250 120 … 150 3 … 12 55 … 80 108 79 49 … 69
Werkstoffbezeichnung mechanische Eigenschaften RT-Zugversuch *
weitere mechanische Eigenschaften *
Zugf
estig
keit
Rm [N
/mm
²]
alte
Bez
eich
nung
Deh
ngre
nze
Rp0,
2 [N
/mm
²]
Bruc
hdeh
nung
A [%
]
Här
te[H
BS]
War
mzu
gver
such
Rm
bei
150
°C
[N/m
m²]
War
mzu
gver
such
Rp02
bei
150
°C [N
/mm
²]
Dau
erfe
stig
keit
(5*1
07 L
asts
piel
e) [N
/mm
²]
Krie
chde
hnun
g[%
] 100
°C, 1
00 M
Pa, 1
00 h
Kerb
schl
agar
beit
Cha
rpy
[J] b
ei R
TTabelle 6a: Werkstoffeigenschaften der Magnesiumdruckgusslegierungen
* Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar.
Werkstoffeigenschaftenund Verarbeitungshin-weise für die Magnesi-umdruckgusslegierun-gen sind in Tabelle 6zusammengefasst.
| VDD – Technische Richtlinien16
Druckguss aus NE-Metallen | 17
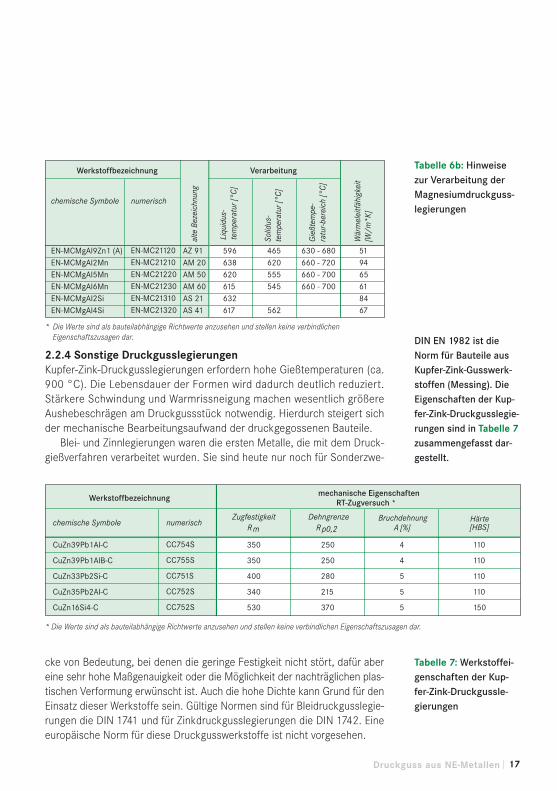
2.2.4 Sonstige DruckgusslegierungenKupfer-Zink-Druckgusslegierungen erfordern hohe Gießtemperaturen (ca.900 °C). Die Lebensdauer der Formen wird dadurch deutlich reduziert.Stärkere Schwindung und Warmrissneigung machen wesentlich größereAushebeschrägen am Druckgussstück notwendig. Hierdurch steigert sichder mechanische Bearbeitungsaufwand der druckgegossenen Bauteile.
Blei- und Zinnlegierungen waren die ersten Metalle, die mit dem Druck-gießverfahren verarbeitet wurden. Sie sind heute nur noch für Sonderzwe-
cke von Bedeutung, bei denen die geringe Festigkeit nicht stört, dafür abereine sehr hohe Maßgenauigkeit oder die Möglichkeit der nachträglichen plas-tischen Verformung erwünscht ist. Auch die hohe Dichte kann Grund für denEinsatz dieser Werkstoffe sein. Gültige Normen sind für Bleidruckgusslegie-rungen die DIN 1741 und für Zinkdruckgusslegierungen die DIN 1742. Eineeuropäische Norm für diese Druckgusswerkstoffe ist nicht vorgesehen.
* Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar.
chemische Symbole numerisch
EN-MCMgAl9Zn1 (A) EN-MC21120 AZ 91 596 465 630 - 680 51EN-MCMgAl2Mn EN-MC21210 AM 20 638 620 660 - 720 94EN-MCMgAl5Mn EN-MC21220 AM 50 620 555 660 - 700 65EN-MCMgAl6Mn EN-MC21230 AM 60 615 545 660 - 700 61EN-MCMgAl2Si EN-MC21310 AS 21 632 84EN-MCMgAl4Si EN-MC21320 AS 41 617 562 67
Werkstoffbezeichnung Verarbeitung
alte
Bez
eich
nung
Liqu
idus
-te
mpe
ratu
r [°C
]
Solid
us-
tem
pera
tur [
°C]
Gie
ßtem
pe-
ratu
r-ber
eich
[°C
]
Wär
mel
eitfä
higk
eit
[W/m
*K]
chemische Symbole numerischZugfestigkeit
Rm Dehngrenze
Rp0,2 Bruchdehnung
A [%]Härte[HBS]
CuZn39Pb1Al-C CC754S 350 250 4 110
CuZn39Pb1AlB-C CC755S 350 250 4 110
CuZn33Pb2Si-C CC751S 400 280 5 110
CuZn35Pb2Al-C CC752S 340 215 5 110
CuZn16Si4-C CC752S 530 370 5 150
Werkstoffbezeichnung mechanische Eigenschaften RT-Zugversuch *
* Die Werte sind als bauteilabhängige Richtwerte anzusehen und stellen keine verbindlichen Eigenschaftszusagen dar.
DIN EN 1982 ist dieNorm für Bauteile ausKupfer-Zink-Gusswerk-stoffen (Messing). DieEigenschaften der Kup-fer-Zink-Druckgusslegie-rungen sind in Tabelle 7zusammengefasst dar-gestellt.
Tabelle 6b: Hinweisezur Verarbeitung derMagnesiumdruckguss-legierungen
Tabelle 7: Werkstoffei-genschaften der Kup-fer-Zink-Druckgussle-gierungen
| VDD – Technische Richtlinien18
3.1 FORMTEILUNG UND ANGUSS3.1.1 Formteilung
Die Formteilung ist bestimmend für die Kosten und die Gießbarkeit desGussstücks und muss mit dem Gießer abgestimmt werden. Folgende Kri-terien sind zu beachten:■ einfache ebene Formteilung■ Bohrungen und Durchbrüche in Entformungsrichtung, Hinterschnitte
vermeiden■ Formhälfte mit Schrumpfpartien als Hälfte für die Auswerfer nutzen■ Geometrien, die zu Formteilungssprüngen führen, vermeiden■ maschinelle Entgratbarkeit
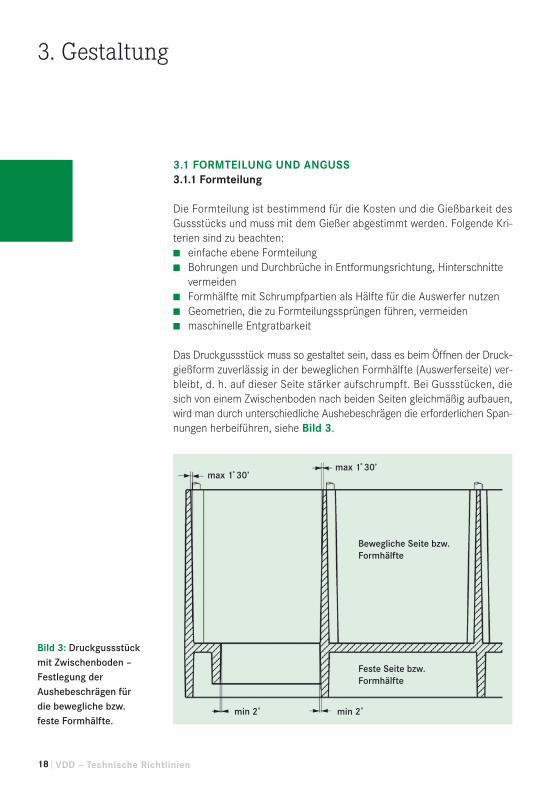
Das Druckgussstück muss so gestaltet sein, dass es beim Öffnen der Druck-gießform zuverlässig in der beweglichen Formhälfte (Auswerferseite) ver-bleibt, d. h. auf dieser Seite stärker aufschrumpft. Bei Gussstücken, diesich von einem Zwischenboden nach beiden Seiten gleichmäßig aufbauen,wird man durch unterschiedliche Aushebeschrägen die erforderlichen Span-nungen herbeiführen, siehe Bild 3.
3. Gestaltung
Bild 3: Druckgussstückmit Zwischenboden –Festlegung derAushebeschrägen fürdie bewegliche bzw.feste Formhälfte.
max 1̊ 30’
min 2̊ min 2̊
Feste Seite bzw. Formhälfte
Bewegliche Seite bzw. Formhälfte
max 1̊ 30’
Druckguss aus NE-Metallen | 19
3.1.2 AnschnittlageDie Lage des Anschnittsystems ist entscheidend für die Qualität des Guss-stücks. Daher muss die Formteilung so ausgelegt werden, dass das Guss-stück strömungstechnisch optimal angeschnitten wird. Der berechnete „An-schnittquerschnitt“ ist bauteil- und werkstoffabhängig. Die übliche Anschnitt-dicke beträgt bei:■ Aluminium 1–5 mm■ Zink 0,5–2 mm■ Magnesium 0,8–2 mm
Folgende Kriterien sind zu beachten:■ im Bereich des Anschnittes sind keine Radien möglich (ebene Fläche)■ möglichst keine Sichtfläche im Anschnittbereich (Nacharbeit)■ im anschnittnahen Bereich befindet sich das beste Gefüge mit den
besten mechanischen Eigenschaften■ der Werkzeugverschleiß im Bereich des Anschnittes ist erhöht
(raue Oberflächen)■ der Anschnitt muss für den Gießer leicht zu entfernen sein■ der Anschnitt sollte so ausgelegt werden, dass möglichst alle
Fließwege im Gussstück gleich lang sind■ die dickwandigen Bereiche sollten anschnittnah liegen damit eine
optimale Speisung und Erstarrung möglich ist
Oft muss zwischen den Forderungen des Kunden und der Formauslegungein Kompromiss gefunden werden, der aber zu Einschränkungen in denBauteileigenschaften führen kann.
3.2 Wanddicken und ÜbergängeBei Druckguss kann sehr dünnwandig konstruiert werden, dabei sind mög-lichst gleichmäßige Wanddicken anzustreben. Der Konstrukteur kann sichan folgende Richtwerte für gut herstellbare Wandstärken halten: ■ für Aluminiumlegierungen ab 0,8 bis 3 mm■ für Zinklegierungen ab 0,3 bis 2 mm■ für Magnesiumlegierungen ab 0,7 bis 3 mm
Kleine Wanddicken können zu folgenden Problemen führen:■ Unebenheit■ nicht gleichförmiges Ausfließen von Metall■ Durchdrücken von Konturen (Rippen, Auswerfer) oder Einfallstellen
| VDD – Technische Richtlinien20
Große Wanddicken können zu folgenden Problemen führen:■ Porositäten (Erstarrungslunker)■ Überhitzung der Form (verlängerte Zykluszeiten, reduzierte
Formstandzeiten, Auswaschungen)■ Verzug der Gussstücke.
Folgende Hinweise sind zu beachten:■ Dickere Wandungen lassen sich oft in dünnwandige
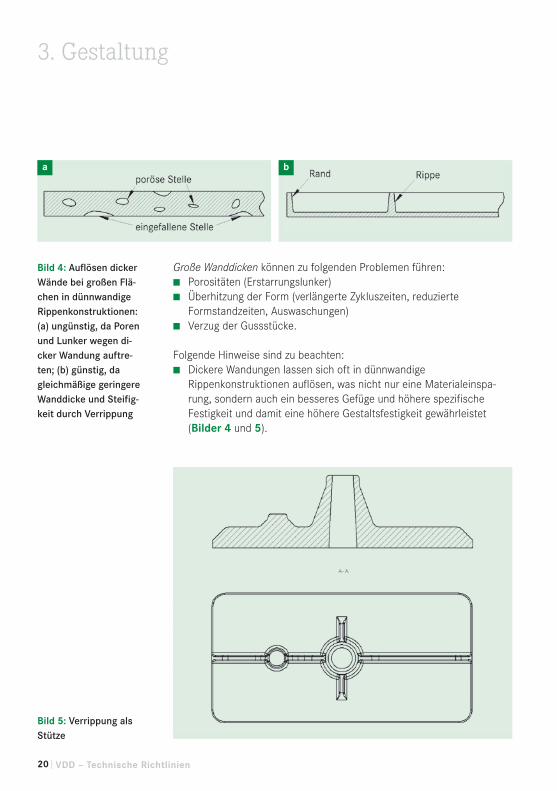
Rippenkonstruktionen auflösen, was nicht nur eine Materialeinspa-rung, sondern auch ein besseres Gefüge und höhere spezifischeFestigkeit und damit eine höhere Gestaltsfestigkeit gewährleistet (Bilder 4 und 5).
a b
Bild 4: Auflösen dickerWände bei großen Flä-chen in dünnwandigeRippenkonstruktionen:(a) ungünstig, da Porenund Lunker wegen di-cker Wandung auftre-ten; (b) günstig, dagleichmäßige geringereWanddicke und Steifig-keit durch Verrippung
Bild 5: Verrippung alsStütze
3. Gestaltung

■ Die Wanddicke sollte sich möglichst vom Anguss zum Gussstückendehin verjüngen, Knoten (Materialanhäufungen) sind zu vermeiden
■ Übergänge sollten fließend erfolgen und in den Ecken ausgerundetwerden, die Ausbildung solcher Übergänge und Hohlkehlen ist inBild 6 a und b skizziert
■ Große ebene Flächen werden besser gefüllt, wenn diese nicht glatt undeben ausgeführt werden, sondern eine Oberflächenstruktur erhalten
3.3 Aushebeschrägen und AuswerferaugenDie rasche Erstarrung des Metalls und die sofort danach einsetzende Schrump-fung verlangen je nach Druckgießwerkstoff, Stückgröße sowie Lage der auf-schrumpfenden Flächen mehr oder weniger große Aushebeschrägen, um dieAbgüsse bei der Unnachgiebigkeit der Stahlkerne fehlerlos aus der Form ent-nehmen zu können. In Tabelle 8 sind Richtwerte dafür zusammengestellt;
a b Bild 6: (a) Teil ohne Ver-rundung, ungünstigescharfe Übergänge(Kerbwirkung!) (b) Teilmit Verrundungen, nurim Bereich der Form-trennung scharfkantig.
k1 = % der Tiefe t k nicht kleiner als ... mm k nicht kleiner als ...
mm
Aluminium 0,2 … 0,5 % 0,5 % 0,05 1,0 % 0,1
Zink 0,0 … 0,2 % 0,2 % - 0,4 % 0,03
Magnesium 0,0 … 0,3 % 0,3 % 0,03 0,6 % 0,05
Kupfer 1,0 … 1,5 % 2,0 % 0,1 4,0 % 0,2
Blei und Zinn 0,0 … 0,1 % 0,1 % - 0,2 % -
AußenflächenWerkstoffgruppe
Mindestneigung für Innenflächen *)
bei beweglichem Kern bei festem Kern
Tabelle 8: Werkstoffabhängige Richtwerte für Aushebeschrägen im Druckguss
* Bis zu einer Kernbreite von 100 mm je Fläche zulässig.
Druckguss aus NE-Metallen | 21
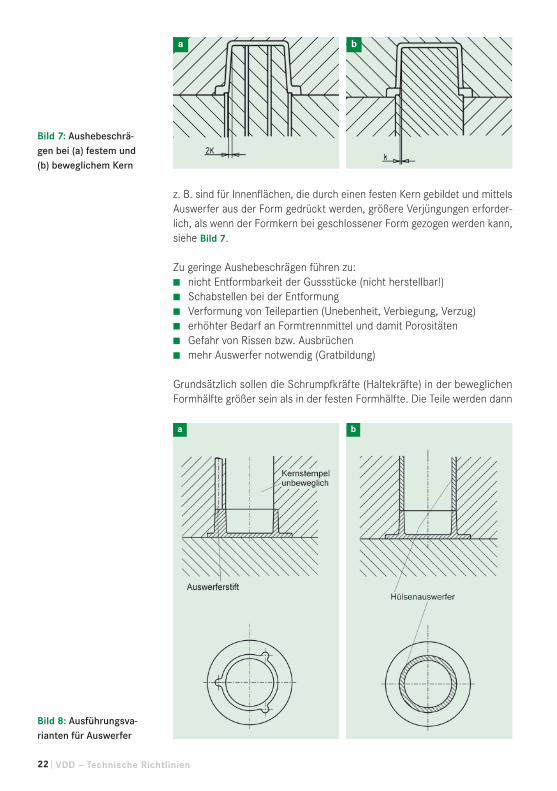
z. B. sind für Innenflächen, die durch einen festen Kern gebildet und mittelsAuswerfer aus der Form gedrückt werden, größere Verjüngungen erforder-lich, als wenn der Formkern bei geschlossener Form gezogen werden kann,siehe Bild 7.
Zu geringe Aushebeschrägen führen zu:■ nicht Entformbarkeit der Gussstücke (nicht herstellbar!)■ Schabstellen bei der Entformung■ Verformung von Teilepartien (Unebenheit, Verbiegung, Verzug)■ erhöhter Bedarf an Formtrennmittel und damit Porositäten■ Gefahr von Rissen bzw. Ausbrüchen■ mehr Auswerfer notwendig (Gratbildung)
Grundsätzlich sollen die Schrumpfkräfte (Haltekräfte) in der beweglichenFormhälfte größer sein als in der festen Formhälfte. Die Teile werden dann
Bild 7: Aushebeschrä-gen bei (a) festem und(b) beweglichem Kern
Bild 8: Ausführungsva-rianten für Auswerfer
a b
a b
| VDD – Technische Richtlinien22
Druckguss aus NE-Metallen | 23
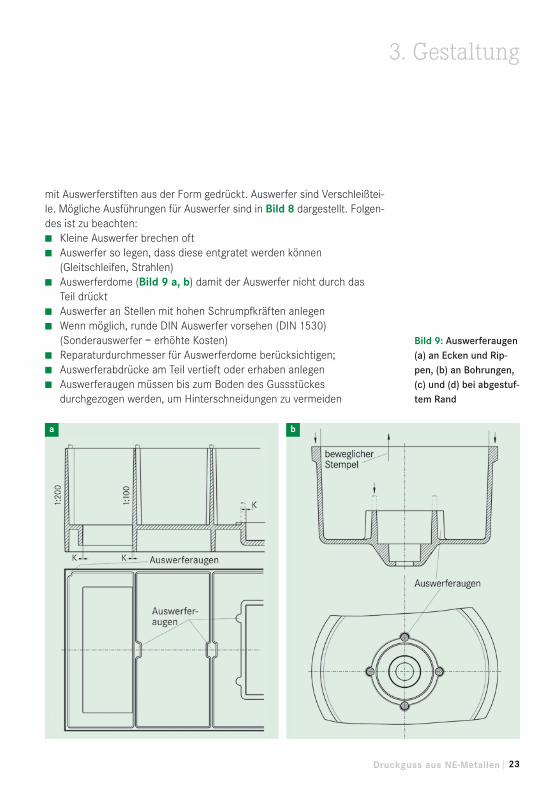
mit Auswerferstiften aus der Form gedrückt. Auswerfer sind Verschleißtei-le. Mögliche Ausführungen für Auswerfer sind in Bild 8 dargestellt. Folgen-des ist zu beachten:■ Kleine Auswerfer brechen oft■ Auswerfer so legen, dass diese entgratet werden können
(Gleitschleifen, Strahlen)■ Auswerferdome (Bild 9 a, b) damit der Auswerfer nicht durch das
Teil drückt■ Auswerfer an Stellen mit hohen Schrumpfkräften anlegen■ Wenn möglich, runde DIN Auswerfer vorsehen (DIN 1530)
(Sonderauswerfer = erhöhte Kosten)■ Reparaturdurchmesser für Auswerferdome berücksichtigen;■ Auswerferabdrücke am Teil vertieft oder erhaben anlegen■ Auswerferaugen müssen bis zum Boden des Gussstückes
durchgezogen werden, um Hinterschneidungen zu vermeiden
Bild 9: Auswerferaugen(a) an Ecken und Rip-pen, (b) an Bohrungen,(c) und (d) bei abgestuf-tem Rand
a b
3. Gestaltung
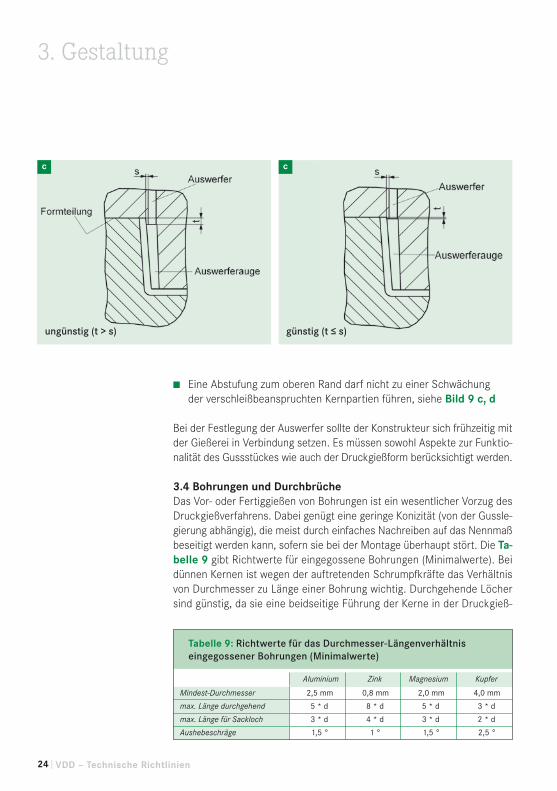
■ Eine Abstufung zum oberen Rand darf nicht zu einer Schwächungder verschleißbeanspruchten Kernpartien führen, siehe Bild 9 c, d
Bei der Festlegung der Auswerfer sollte der Konstrukteur sich frühzeitig mitder Gießerei in Verbindung setzen. Es müssen sowohl Aspekte zur Funktio-nalität des Gussstückes wie auch der Druckgießform berücksichtigt werden.
3.4 Bohrungen und DurchbrücheDas Vor- oder Fertiggießen von Bohrungen ist ein wesentlicher Vorzug desDruckgießverfahrens. Dabei genügt eine geringe Konizität (von der Gussle-gierung abhängig), die meist durch einfaches Nachreiben auf das Nennmaßbeseitigt werden kann, sofern sie bei der Montage überhaupt stört. Die Ta-belle 9 gibt Richtwerte für eingegossene Bohrungen (Minimalwerte). Beidünnen Kernen ist wegen der auftretenden Schrumpfkräfte das Verhältnisvon Durchmesser zu Länge einer Bohrung wichtig. Durchgehende Löchersind günstig, da sie eine beidseitige Führung der Kerne in der Druckgieß-
ungünstig (t > s) günstig (t ≤ s)
Tabelle 9: Richtwerte für das Durchmesser-Längenverhältnis eingegossener Bohrungen (Minimalwerte)
Aluminium Zink Magnesium Kupfer
Mindest-Durchmesser 2,5 mm 0,8 mm 2,0 mm 4,0 mm
max. Länge durchgehend 5 * d 8 * d 5 * d 3 * d
max. Länge für Sackloch 3 * d 4 * d 3 * d 2 * d
Aushebeschräge 1,5 ° 1 ° 1,5 ° 2,5 °
c c
3. Gestaltung
| VDD – Technische Richtlinien24
Druckguss aus NE-Metallen | 25
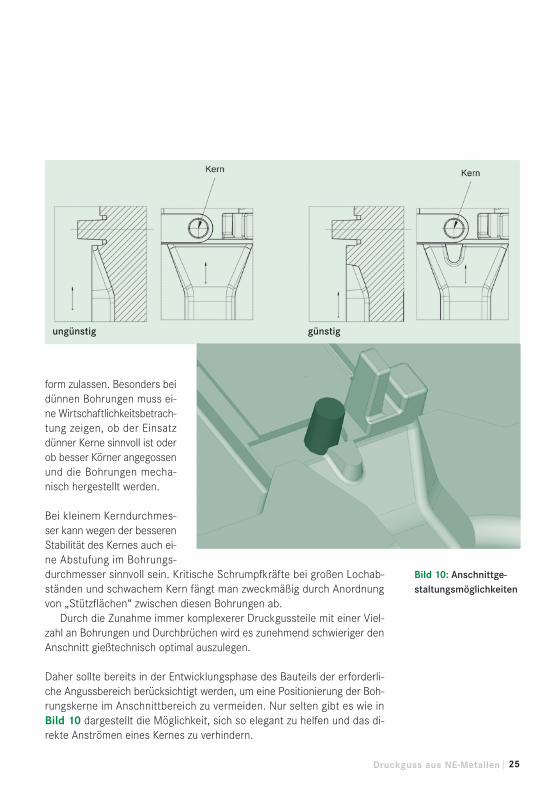
form zulassen. Besonders beidünnen Bohrungen muss ei-ne Wirtschaftlichkeitsbetrach-tung zeigen, ob der Einsatzdünner Kerne sinnvoll ist oderob besser Körner angegossenund die Bohrungen mecha-nisch hergestellt werden.
Bei kleinem Kerndurchmes-ser kann wegen der besserenStabilität des Kernes auch ei-ne Abstufung im Bohrungs-durchmesser sinnvoll sein. Kritische Schrumpfkräfte bei großen Lochab-ständen und schwachem Kern fängt man zweckmäßig durch Anordnungvon „Stützflächen“ zwischen diesen Bohrungen ab.
Durch die Zunahme immer komplexerer Druckgussteile mit einer Viel-zahl an Bohrungen und Durchbrüchen wird es zunehmend schwieriger denAnschnitt gießtechnisch optimal auszulegen.
Daher sollte bereits in der Entwicklungsphase des Bauteils der erforderli-che Angussbereich berücksichtigt werden, um eine Positionierung der Boh-rungskerne im Anschnittbereich zu vermeiden. Nur selten gibt es wie inBild 10 dargestellt die Möglichkeit, sich so elegant zu helfen und das di-rekte Anströmen eines Kernes zu verhindern.
Bild 10: Anschnittge-staltungsmöglichkeiten
ungünstig günstig
| VDD – Technische Richtlinien26
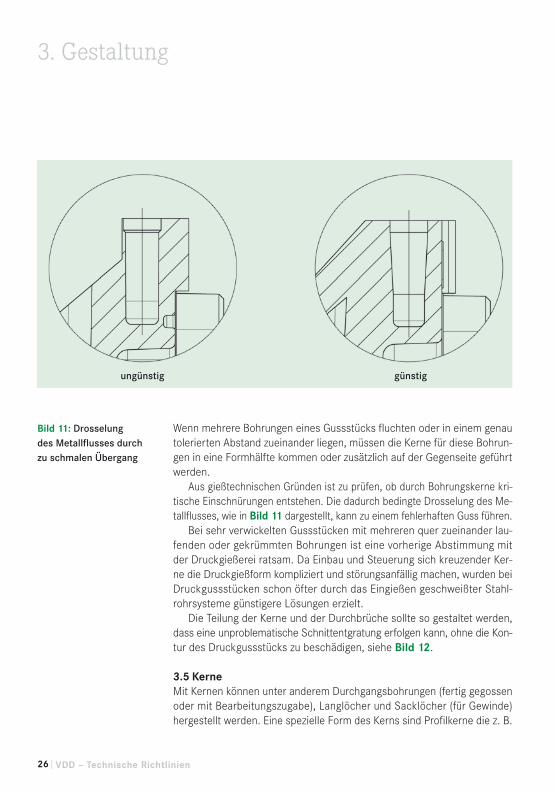
Wenn mehrere Bohrungen eines Gussstücks fluchten oder in einem genautolerierten Abstand zueinander liegen, müssen die Kerne für diese Bohrun-gen in eine Formhälfte kommen oder zusätzlich auf der Gegenseite geführtwerden.
Aus gießtechnischen Gründen ist zu prüfen, ob durch Bohrungskerne kri-tische Einschnürungen entstehen. Die dadurch bedingte Drosselung des Me-tallflusses, wie in Bild 11 dargestellt, kann zu einem fehlerhaften Guss führen.
Bei sehr verwickelten Gussstücken mit mehreren quer zueinander lau-fenden oder gekrümmten Bohrungen ist eine vorherige Abstimmung mitder Druckgießerei ratsam. Da Einbau und Steuerung sich kreuzender Ker-ne die Druckgießform kompliziert und störungsanfällig machen, wurden beiDruckgussstücken schon öfter durch das Eingießen geschweißter Stahl-rohrsysteme günstigere Lösungen erzielt.
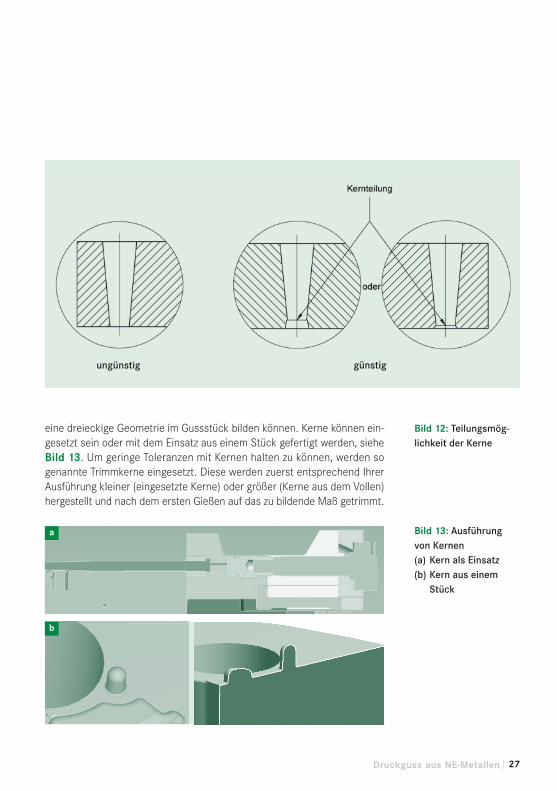
Die Teilung der Kerne und der Durchbrüche sollte so gestaltet werden,dass eine unproblematische Schnittentgratung erfolgen kann, ohne die Kon-tur des Druckgussstücks zu beschädigen, siehe Bild 12.
3.5 KerneMit Kernen können unter anderem Durchgangsbohrungen (fertig gegossenoder mit Bearbeitungszugabe), Langlöcher und Sacklöcher (für Gewinde)hergestellt werden. Eine spezielle Form des Kerns sind Profilkerne die z. B.
ungünstig günstig
Bild 11: Drosselung des Metallflusses durchzu schmalen Übergang
3. Gestaltung
Druckguss aus NE-Metallen | 27
eine dreieckige Geometrie im Gussstück bilden können. Kerne können ein-gesetzt sein oder mit dem Einsatz aus einem Stück gefertigt werden, sieheBild 13. Um geringe Toleranzen mit Kernen halten zu können, werden sogenannte Trimmkerne eingesetzt. Diese werden zuerst entsprechend IhrerAusführung kleiner (eingesetzte Kerne) oder größer (Kerne aus dem Vollen)hergestellt und nach dem ersten Gießen auf das zu bildende Maß getrimmt.
ungünstig günstig
Bild 12: Teilungsmög-lichkeit der Kerne
Bild 13: Ausführungvon Kernen(a) Kern als Einsatz(b) Kern aus einem
Stück
a
b
| VDD – Technische Richtlinien28
Folgende Hinweise sind zu beachten:■ Kerne können in der beweglichen und in der festen Seite angeordnet
sein. Sie müssen so ausgeführt werden, dass das Gussstück in derbeweglichen Formhälfte (Auswerferseite) gehalten wird.
■ Üblicherweise werden Kerne zur Hälfte oder im Verhältnis ein Drittelzu zwei Drittel geteilt, wobei ein Drittel in der festen Seite und zweiDrittel in der beweglichen Seite angeordnet werden.
■ Kerne können zur Überwindung der Schrumpfkräfte vor dem Öffnenoder vor dem Auswerfen der Teile vorgezogen werden. Dabei wirdnur ein sehr geringer Weg benötigt.
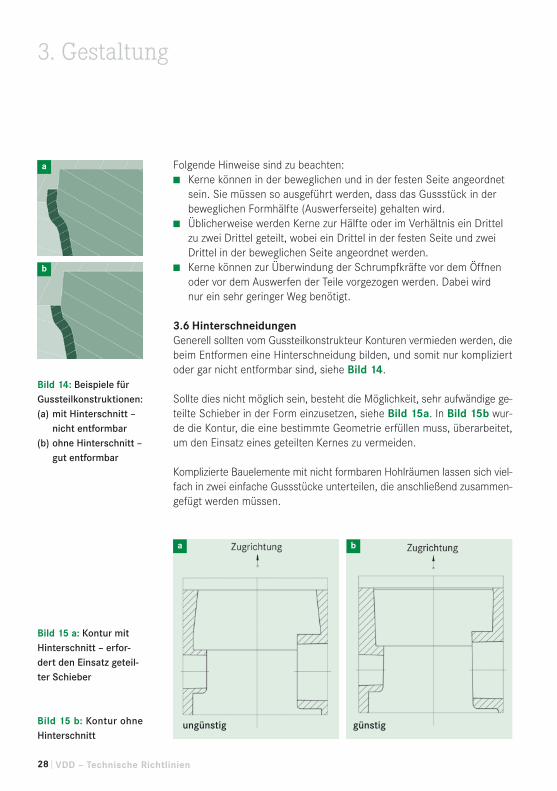
3.6 HinterschneidungenGenerell sollten vom Gussteilkonstrukteur Konturen vermieden werden, diebeim Entformen eine Hinterschneidung bilden, und somit nur kompliziertoder gar nicht entformbar sind, siehe Bild 14.
Sollte dies nicht möglich sein, besteht die Möglichkeit, sehr aufwändige ge-teilte Schieber in der Form einzusetzen, siehe Bild 15a. In Bild 15b wur-de die Kontur, die eine bestimmte Geometrie erfüllen muss, überarbeitet,um den Einsatz eines geteilten Kernes zu vermeiden.
Komplizierte Bauelemente mit nicht formbaren Hohlräumen lassen sich viel-fach in zwei einfache Gussstücke unterteilen, die anschließend zusammen-gefügt werden müssen.
a
a
b
b
Bild 14: Beispiele fürGussteilkonstruktionen: (a) mit Hinterschnitt –
nicht entformbar (b) ohne Hinterschnitt –
gut entformbar
Bild 15 a: Kontur mitHinterschnitt – erfor-dert den Einsatz geteil-ter Schieber
Bild 15 b: Kontur ohneHinterschnitt
ungünstig günstig
3. Gestaltung

Druckguss aus NE-Metallen | 29
3.7 SchieberEin Bauteil sollte möglichst ohne Hinterschnitte ent-wickelt werden, vergleiche Bilder 14 und 15. Da diesgeometrie- oder funktionsbedingt nicht immer mög-lich ist, sind diese Hinterschnitte mit Schiebern zubilden. Schieber sind Bewegungselemente, die mög-lichst parallel zur Hauptteilungsebene liegen sollten.
Folgende Hinweise sind zu beachten:■ Schieber können hydraulisch oder
mechanisch bewegt werden.■ Seitliche Schieber können in der
Druckgießform nur dann beliebig angeordnetwerden, wenn genügend Platz fürSchieberführungen und den Aufbau derHydraulikzylinder vorhanden ist.
■ Schieber sind möglichst in der beweglichenSeite der Form anzuordnen.
■ Die Genauigkeit eines Hinterschnittes istdann am größten, wenn die Bezugsebene unddie Hinterschneidung auf einer Seite liegen.
■ Geteilte Schieber (Schleppschieber) sindstöranfällig und nach Möglichkeit zu vermeiden.
■ Schieber können auch auf einer kreisförmigenBahn entformt werden.
Bild 16 zeigt ein Beispiel zur Vereinfachung desFormaufbaus und zur Vermeidung von seitlichenSchiebern in oder parallel zur Formteilung (bzw. hin-ter dieser). Die seitlichen Schlitze an einem Staub-saugergehäuse wurden so ausgebildet, dass (wech-selweise) die „Fenster“ von entsprechenden Einsät-zen der Einguss-Formhälfte von unten (b) und vomsenkrecht zur Formteilung laufenden Mittelkern vonoben (c) gebildet wurden.
Bild 16: Konstruktionsbeispiele zum Vermeiden von Schiebern (a) ursprüngliche Konstruktion mitSchieber, (b) und (c) Lösungsvorschläge ohne seitliche Schieber
a
b
c

| VDD – Technische Richtlinien30
3.8 Partielle NachverdichtungDas partielle Nachverdichten (Squeezing-Verfahren) dient zur Nachspeisungvon dickwandigen Bauteilgeometrien. Die bei der Erstarrung eintretende Vo-lumenschwindung wird durch einen zeit- und geschwindigkeitsgesteuertenSqueezing-Kern verringert und somit das Gefüge des Gusstücks verbessert.
3.9 EntlüftungGrundsätzlich gibt es zwei Arten von Gasporen, die in Druckgussteilen auf-treten und zu unterscheiden sind: ■ Gasporen, die dadurch entstehen, dass während der Formfüllung im
Formhohlraum vorhandene Luft nicht entweichen kann und imGussstück eingeschlossen wird (Lufteinschlüsse) sowie
■ Gasporen, die sich während der Erstarrung durch Ausscheidung vonWasserstoff bilden (Wasserstoffporosität).
Die wasserstoffbedingte Porosität kann nur durch eine geeignete Schmel-zebehandlung beseitigt werden.
Die in der Gießform eingeschlossene Luft muss während der kurzenFormfüllzeitspanne entweichen können, um den Aufbau eines pneumati-schen Gegendrucks zu vermeiden. Die Entstehung von Lufteinschlüssenkann durch eine Optimierung des Anschnittsystems und/ oder durch einegeeignete Formentlüftung minimiert werden.
Zur Verbesserung der Formentlüftung bestehen folgende Möglichkeiten: 1) Optimierung des Formaufbaus durch folgende einfache aber wirksame
Maßnahmen:a. Abführung der Luft über einzelne Trenn- und Passflächen der einzelnen
Formenbauteile. Hierzu kann es nötig sein, in der Teilungsebene flacheEntlüftungskanäle vorzusehen. Ausführung: ca. 0,1 mm tief, der Quer-schnitt sollte ca. 50 % des Anschnittquerschnitts betragen.
b. Feste Formeinsätze und Formkerne: Diese sind mit einem Passungs-spiel von ca. 0,03 mm herzustellen. Hinter der Passfläche ist ein Ein-stich vorzusehen, in dem sich die Luft sammeln kann. Ein zweiter Ein-stich wird am Kernschaft angebracht und über Anflächungen mit demersten Einstich verbunden, so dass der Presssitz des Kerns gewährleis-tet bleibt.
c. Auswerferstifte: Sie sind mit einem Passungsspiel von nicht mehr alsca. 0,03 mm auszuführen.
d. Bewegliche Kerne: Sie sind mit einem Passungsspiel von ca. 0,05 – 0,1mm auszuführen.
3. Gestaltung

Druckguss aus NE-Metallen | 31
2) Anbringen von so genannten Überläufen (auch als Luftsäcke oder Luft-bohnen bezeichnet). Sie dienen zur gezielten Formentlüftung, um diedurch Verwirbelung und Schaumbildung verunreinigte Schmelze, dieLuft, Gießgase oder Trennmittel enthält, aufzufangen und aus dem Hohl-raum abzuführen. Diese Überläufe werden in der Auswerferseite ange-bracht, die als kleine Ausfräsungen in der Formplatte am Rand des Form-hohlraums ausgeführt werden. Vor allem die Metallströmung zu Beginndes Schusses neigt zur Lufteinwirbelung, Verschäumung und Aufnah-me von Trennmittelresten. Aus diesem Grund werden Überläufe vor al-lem dort vorgesehen, wo diese Anfangsströmung auf die Formwand auf-prallt und somit möglichst schnell abgeführt werden kann. Von den Über-läufen sind Entlüftungskanäle zur Außenkante der Form anzulegen.Wichtig: die Füllung der Überläufe soll erst kurz vor Beendigung derFormfüllung abgeschlossen sein. Dies erfordert evtl. eine nachträglicheVergrößerung der Überläufe. Überläufe können auch dazu dienen, dieMetallströmung im Formhohlraum bei sehr dünnwandigen Gussstückenin Bewegung zu halten und eine frühzeitige Erstarrung zu unterbinden(hierzu besser mehrere kleine getrennte Überläufe als einen großen ge-meinsamen verwenden) – Evtl. verbesserte Steifigkeit des Verbindungs-steges zwischen den Überläufen (Abgusses beim Auswerfen).
3) Anbringen von Entlüftungsblöcken.
4) Vakuum-Druckguss: Diese Verfahrensvariante stellt die einwandfreieSchweiß- und Wärmebehandelbarkeit der Gussteile sicher. Im Vakuum-Druckguss können grundsätzlich alle für den Druckguss geeigneten Le-gierungen gegossen werden.
3.10 Schweißeignung von DruckgussDie bedingte Schweißbarkeit von Druckgussteilen wird durch die im kon-ventionellen Druckguss praktisch nicht zu vermeidenden gasbedingten Po-ren und dem im festen Metall gelösten Wasserstoff verursacht. Bei einerdruckgießtechnisch optimalen Gussstückgestaltung und ggf. durch Anwen-dung von Sonderverfahren lässt sich ein sehr dichtes, sauberes und gas-porenarmes Gefüge im Schweißbereich erzielen und gute Schweißverbin-dungen mit Schutzgas-Schweißverfahren herstellen.
Nach Anwendung einer Schmelzereinigungsbehandlung, einer optima-len Anschnittgestaltung und Entlüftungstechnik sowie durch Anwendungder Vakuumgießtechnik ist es möglich, sehr gut schweißbare Druckguss-bauteile zu fertigen. Mit diesen Vorrausetzungen wird sichergestellt, dass
| VDD – Technische Richtlinien32
die beim Schweißen störenden eingeschlossenen und gelösten Gase nurin geringen Gehalten vorliegen. Die konsequente Anwendung der genann-ten Vorgaben erzeugt die weitgehende Porenfreiheit in vorher festgelegtenBereichen. Nur in diesen Bereichen kann die Schweißbarkeit sicher ge-stellt werden. Die Konstruktion von Bauteil und Form ist entsprechendabzustimmen.
3.11 Wärmebehandelbarkeit von DruckgussIm konventionellen Druckguss gefertigte Gussstücke gelten als nicht wär-mebehandelbar. Die im Gussstück gelösten oder als Poren vorliegendenGase dehnen sich bei den zur Wärmebehandlung erforderlichen höherenTemperaturen aus und bilden Blasen, die nicht nur die Maßhaltigkeit, son-dern auch die Festigkeit deutlich herabsetzen.
Durch Einsatz des Vakuumdruckgusses lässt sich eine sehr gute Wär-mebehandelbarkeit in Serie gefertigter Druckgussstücke sicherstellen.
Mit Hilfe einer Wärmebehandlung können Bauteileigenschaften, z. B.die Festigkeit oder die Bruchdehnung gezielt eingestellt bzw. gesteigert wer-den. Es ist möglich durch eine Auslagerungsbehandlung unerwünschteSpannungen im Gussstück abzubauen, welche von zu schneller Erstarrungin der Form oder zu schroffem Abschrecken nach dem Gießen herrührenkönnen. (Wärmebehandlungszustände siehe Tabelle 4a.)
Folgende Punkte zur Wärmebehandlung von Druckgussstücken sind zu be-achten:■ Nur bestimmte Aluminiumlegierungen werden wärmebehandelt.■ Die Wärmebehandlung, insbesondere die T6-Behandlung, erhöht die
Gussstückkosten. ■ Eine Wärmebehandlung kann zum Verzug der Gussstücke führen.
3.12 Gewinde und VerzahnungenDas Druckgießverfahren ermöglicht die Fertigung einbaufähiger Teile durchEinhaltung besonders enger Toleranzen. Gewinde können teilweise direktgegossen werden.
Nachfolgend aufgeführte Details sind zu beachten:
3. Gestaltung
Druckguss aus NE-Metallen | 33
3.12.1 Gegossene Gewinde■ Gewinde müssen in engen Toleranzen gefertigt werden. Folgende
Toleranzen können als Richtwert im Druckguss eingehalten werden(siehe auch Kapitel Toleranzen):> Aluminiumdruckguss (Richtwert: H11) > Zinkdruckguss (Richtwert: H9)> Magnesiumdruckguss (Richtwert: H10)
■ neben der Fertigungstoleranz ist die notwendige Aushebeschräge(Konizität) zu beachten
■ Gewinde können im Zinkdruckguss am genausten gefertigt werden. Die Gewindetoleranzen sind mit den Druckgusstoleranzenabzustimmen.
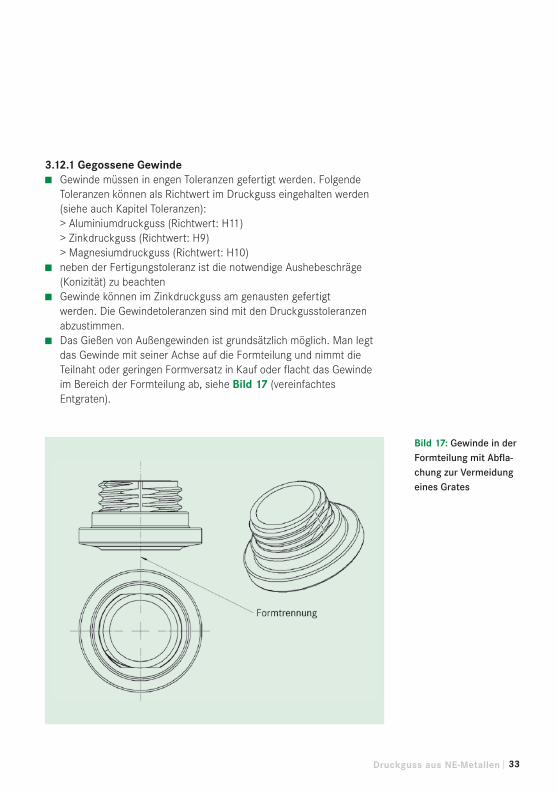
■ Das Gießen von Außengewinden ist grundsätzlich möglich. Man legtdas Gewinde mit seiner Achse auf die Formteilung und nimmt dieTeilnaht oder geringen Formversatz in Kauf oder flacht das Gewindeim Bereich der Formteilung ab, siehe Bild 17 (vereinfachtesEntgraten).
Bild 17: Gewinde in derFormteilung mit Abfla-chung zur Vermeidungeines Grates
| VDD – Technische Richtlinien34
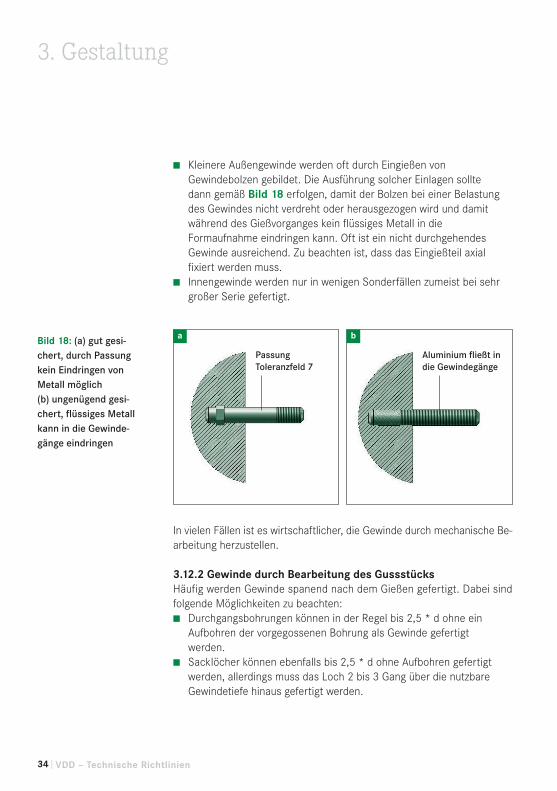
■ Kleinere Außengewinde werden oft durch Eingießen vonGewindebolzen gebildet. Die Ausführung solcher Einlagen solltedann gemäß Bild 18 erfolgen, damit der Bolzen bei einer Belastungdes Gewindes nicht verdreht oder herausgezogen wird und damitwährend des Gießvorganges kein flüssiges Metall in dieFormaufnahme eindringen kann. Oft ist ein nicht durchgehendesGewinde ausreichend. Zu beachten ist, dass das Eingießteil axialfixiert werden muss.
■ Innengewinde werden nur in wenigen Sonderfällen zumeist bei sehrgroßer Serie gefertigt.
In vielen Fällen ist es wirtschaftlicher, die Gewinde durch mechanische Be-arbeitung herzustellen.
3.12.2 Gewinde durch Bearbeitung des GussstücksHäufig werden Gewinde spanend nach dem Gießen gefertigt. Dabei sindfolgende Möglichkeiten zu beachten:■ Durchgangsbohrungen können in der Regel bis 2,5 * d ohne ein
Aufbohren der vorgegossenen Bohrung als Gewinde gefertigtwerden.
■ Sacklöcher können ebenfalls bis 2,5 * d ohne Aufbohren gefertigtwerden, allerdings muss das Loch 2 bis 3 Gang über die nutzbareGewindetiefe hinaus gefertigt werden.
Bild 18: (a) gut gesi-chert, durch Passungkein Eindringen von Metall möglich(b) ungenügend gesi-chert, flüssiges Metallkann in die Gewinde-gänge eindringen
a b
3. Gestaltung
PassungToleranzfeld 7
Aluminium fließt indie Gewindegänge
Druckguss aus NE-Metallen | 35
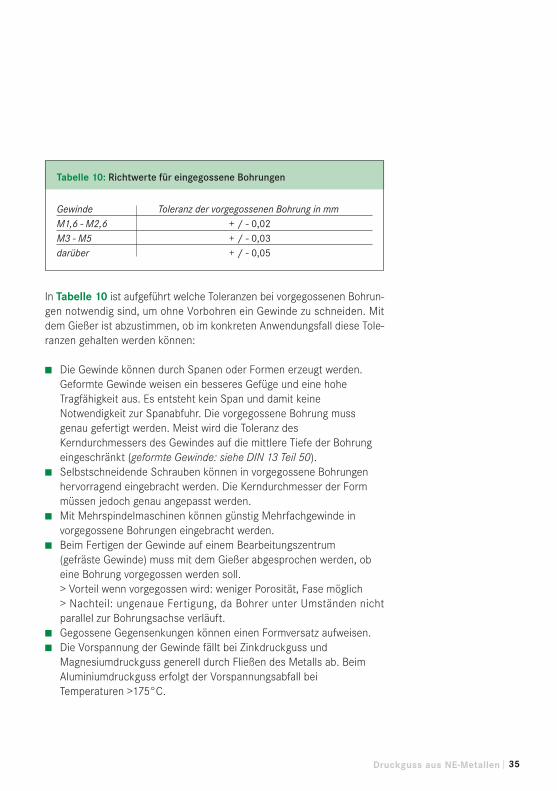
Tabelle 10: Richtwerte für eingegossene Bohrungen
Gewinde Toleranz der vorgegossenen Bohrung in mmM1,6 - M2,6 + / - 0,02 M3 - M5 + / - 0,03 darüber + / - 0,05
In Tabelle 10 ist aufgeführt welche Toleranzen bei vorgegossenen Bohrun-gen notwendig sind, um ohne Vorbohren ein Gewinde zu schneiden. Mitdem Gießer ist abzustimmen, ob im konkreten Anwendungsfall diese Tole-ranzen gehalten werden können:
■ Die Gewinde können durch Spanen oder Formen erzeugt werden.Geformte Gewinde weisen ein besseres Gefüge und eine hoheTragfähigkeit aus. Es entsteht kein Span und damit keineNotwendigkeit zur Spanabfuhr. Die vorgegossene Bohrung mussgenau gefertigt werden. Meist wird die Toleranz desKerndurchmessers des Gewindes auf die mittlere Tiefe der Bohrungeingeschränkt (geformte Gewinde: siehe DIN 13 Teil 50).
■ Selbstschneidende Schrauben können in vorgegossene Bohrungenhervorragend eingebracht werden. Die Kerndurchmesser der Formmüssen jedoch genau angepasst werden.
■ Mit Mehrspindelmaschinen können günstig Mehrfachgewinde invorgegossene Bohrungen eingebracht werden.
■ Beim Fertigen der Gewinde auf einem Bearbeitungszentrum(gefräste Gewinde) muss mit dem Gießer abgesprochen werden, obeine Bohrung vorgegossen werden soll. > Vorteil wenn vorgegossen wird: weniger Porosität, Fase möglich> Nachteil: ungenaue Fertigung, da Bohrer unter Umständen nicht parallel zur Bohrungsachse verläuft.
■ Gegossene Gegensenkungen können einen Formversatz aufweisen.■ Die Vorspannung der Gewinde fällt bei Zinkdruckguss und
Magnesiumdruckguss generell durch Fließen des Metalls ab. BeimAluminiumdruckguss erfolgt der Vorspannungsabfall beiTemperaturen >175°C.
| VDD – Technische Richtlinien36
3.12.3 Gewinde erzeugen durch Einbringen von BuchsenEin weiteres Verfahren zum Einbringen von Gewinden ist das nachträglicheEinpressen von Gewindeeinsätzen. Diese zeichnen sich durch hervorragen-de technologische Werte aus.
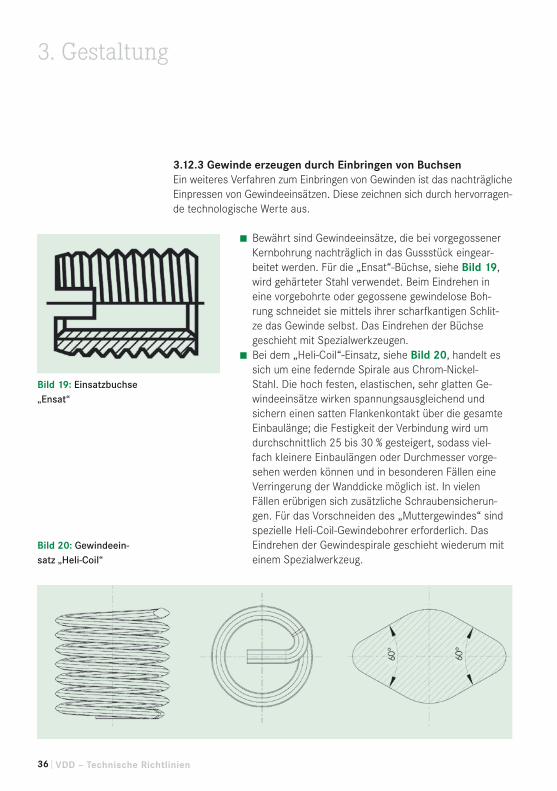
■ Bewährt sind Gewindeeinsätze, die bei vorgegossenerKernbohrung nachträglich in das Gussstück eingear-beitet werden. Für die „Ensat“-Büchse, siehe Bild 19,wird gehärteter Stahl verwendet. Beim Eindrehen in eine vorgebohrte oder gegossene gewindelose Boh-rung schneidet sie mittels ihrer scharfkantigen Schlit-ze das Gewinde selbst. Das Eindrehen der Büchse geschieht mit Spezialwerkzeugen.
■ Bei dem „Heli-Coil“-Einsatz, siehe Bild 20, handelt essich um eine federnde Spirale aus Chrom-Nickel-Stahl. Die hoch festen, elastischen, sehr glatten Ge-windeeinsätze wirken spannungsausgleichend und sichern einen satten Flankenkontakt über die gesamteEinbaulänge; die Festigkeit der Verbindung wird umdurchschnittlich 25 bis 30 % gesteigert, sodass viel-fach kleinere Einbaulängen oder Durchmesser vorge-sehen werden können und in besonderen Fällen eineVerringerung der Wanddicke möglich ist. In vielen Fällen erübrigen sich zusätzliche Schraubensicherun-gen. Für das Vorschneiden des „Muttergewindes“ sindspezielle Heli-Coil-Gewindebohrer erforderlich. DasEindrehen der Gewindespirale geschieht wiederum mit einem Spezialwerkzeug.
Bild 19: Einsatzbuchse„Ensat“
Bild 20: Gewindeein-satz „Heli-Coil“
3. Gestaltung
Druckguss aus NE-Metallen | 37
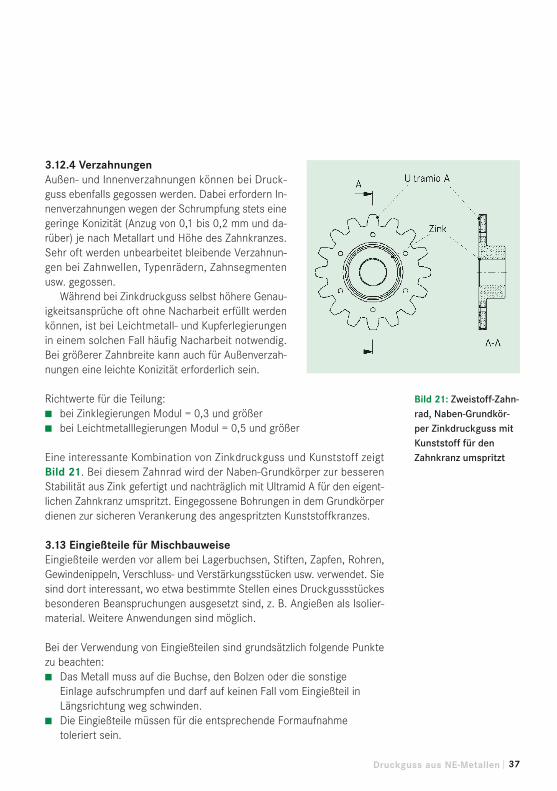
3.12.4 VerzahnungenAußen- und Innenverzahnungen können bei Druck-guss ebenfalls gegossen werden. Dabei erfordern In-nenverzahnungen wegen der Schrumpfung stets einegeringe Konizität (Anzug von 0,1 bis 0,2 mm und da-rüber) je nach Metallart und Höhe des Zahnkranzes.Sehr oft werden unbearbeitet bleibende Verzahnun-gen bei Zahnwellen, Typenrädern, Zahnsegmentenusw. gegossen.
Während bei Zinkdruckguss selbst höhere Genau-igkeitsansprüche oft ohne Nacharbeit erfüllt werdenkönnen, ist bei Leichtmetall- und Kupferlegierungenin einem solchen Fall häufig Nacharbeit notwendig.Bei größerer Zahnbreite kann auch für Außenverzah-nungen eine leichte Konizität erforderlich sein.
Richtwerte für die Teilung: ■ bei Zinklegierungen Modul = 0,3 und größer■ bei Leichtmetalllegierungen Modul = 0,5 und größer
Eine interessante Kombination von Zinkdruckguss und Kunststoff zeigtBild 21. Bei diesem Zahnrad wird der Naben-Grundkörper zur besserenStabilität aus Zink gefertigt und nachträglich mit Ultramid A für den eigent-lichen Zahnkranz umspritzt. Eingegossene Bohrungen in dem Grundkörperdienen zur sicheren Verankerung des angespritzten Kunststoffkranzes.
3.13 Eingießteile für MischbauweiseEingießteile werden vor allem bei Lagerbuchsen, Stiften, Zapfen, Rohren,Gewindenippeln, Verschluss- und Verstärkungsstücken usw. verwendet. Siesind dort interessant, wo etwa bestimmte Stellen eines Druckgussstückesbesonderen Beanspruchungen ausgesetzt sind, z. B. Angießen als Isolier-material. Weitere Anwendungen sind möglich.
Bei der Verwendung von Eingießteilen sind grundsätzlich folgende Punktezu beachten: ■ Das Metall muss auf die Buchse, den Bolzen oder die sonstige
Einlage aufschrumpfen und darf auf keinen Fall vom Eingießteil inLängsrichtung weg schwinden.
■ Die Eingießteile müssen für die entsprechende Formaufnahmetoleriert sein.
Bild 21: Zweistoff-Zahn-rad, Naben-Grundkör-per Zinkdruckguss mitKunststoff für denZahnkranz umspritzt
| VDD – Technische Richtlinien38
■ Eine Sicherung gegen eine Verlagerung durch Erschütterung beimSchließen der Form und den Druck des einströmenden Metallsmuss gewährleistet werden.
■ Eine Sicherung durch Ausfräsung, Rändelung, Rillen, Bunde,Vierkante usw. gegen Verdrehen oder axiale Lockerung im späterenBetrieb, Bild 22, ist vorzusehen.
■ Es muss für eine ausreichende Griffigkeit für leichtes Einführen derBuchsen, Stifte usw. in die heiße Form gesorgt werden.
■ Die Gestaltung der Eingießteile und der Druckgießform muss so ausgeführt werden, dass ein falsches Einlegen in die Formunmöglich ist.
■ Um die Gefahr einer Korrosion zu vermeiden, sind Eingießteile beiBedarf mit einem Oberflächenschutz zu versehen.
■ Die umschließende Wand des Gussstückes darf nicht zu dünngestaltet werden, da sonst durch nicht ausgelaufene Stellen oderSchrumpfrisse Ausschuss entsteht.
■ Unter Berücksichtigung der Taktzeit sollten von Hand nicht mehr als4 bis 5 Teile eingelegt werden. Ist die Anzahl der Einlegeteile größer,ist der Einlegevorgang zu mechanisieren.
■ Gussstücke mit Eingießteilen sollen nicht wärmebehandelt werden,da sich der Verbund sonst löst.
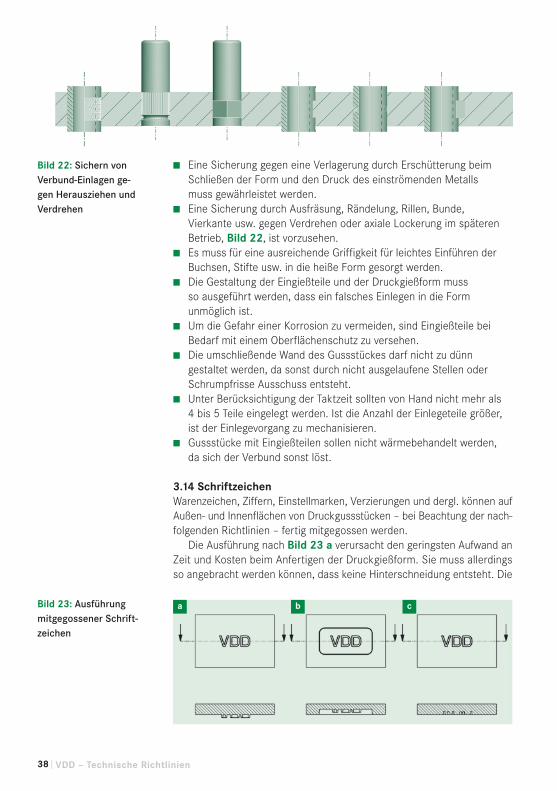
3.14 SchriftzeichenWarenzeichen, Ziffern, Einstellmarken, Verzierungen und dergl. können aufAußen- und Innenflächen von Druckgussstücken – bei Beachtung der nach-folgenden Richtlinien – fertig mitgegossen werden.
Die Ausführung nach Bild 23 a verursacht den geringsten Aufwand anZeit und Kosten beim Anfertigen der Druckgießform. Sie muss allerdingsso angebracht werden können, dass keine Hinterschneidung entsteht. Die
Bild 22: Sichern vonVerbund-Einlagen ge-gen Herausziehen undVerdrehen
Bild 23: Ausführungmitgegossener Schrift-zeichen
a b c

Druckguss aus NE-Metallen | 39
Einarbeitung in die Form erfolgt vertieft, sie ist gegenüber dem einströmen-den Gießmetall am wenigsten empfindlich und sichert den Gravuren hoheLebensdauer.
Bei Druckgussstücken, auf deren Oberfläche hervorstehende Schrift-zeichen stören würden oder beschriftete Flächen bearbeitet bzw. geschlif-fen werden müssen, sind die erhabenen Schriftzeichen entsprechendBild 23 b versenkt anzuordnen. Die Ausführung nach Bild 23 c ist sehr teuer. Die in der Druckgießform er-haben stehenden Gravuren sind der Gefahr der Beschädigung und des star-ken Verschleißes ausgesetzt.
3.15 Entgraten von DruckgussstückenDruckgussstücke werden nach dem Gießen entgratet. Dabei ist zwischenfolgenden Verfahren zu unterscheiden:■ Schnittentgraten: dient zum Abgraten des Angusses, möglicher
Überläufe, Bohrungen und groben Graten zumeist in Form-trennebene. Die mechanische Schnittentgratung ist oft in derDruckgießzelle integriert.
■ Gleitschleifen: ist eine mechanische Entgratung auf Langbett- oderRundtroganlagen, bei denen mit Hilfe von Schleifkörpern undEmulsion scharfe Kanten verrundet und abstehende Grate teilweiseoder ganz entfernt werden können.
■ Strahlen: in Muldenband- oder Hängeanlagen wird zum Entfernenvon Flittergrat und für eine gleichmäßige Oberfläche verwendet. Inder Regel wird Druckguss mit Edelstahlkugeln (Edelstahl damitkeine Korrosion entsteht), selten auch mit Glasperlen gestrahlt. DieForm der Strahlkörper gibt die Oberfläche der bearbeitetenGussstücke vor.
■ Automatisches Feinentgraten für große Serien erfolgt mitVorrichtungen oder Robotern.
■ Handentgraten wird für feinen und feinsten Restgrat oder beiVerschleiß des Werkzeuges ausgeführt sofern die anderengenannten Entgratverfahren nicht ausreichen.
Bei der Gestaltung der Gussstücke ist die günstigste Entgratungsmöglich-keit – nach Absprache mit den Druckgießern – zu beachten. Die Formtei-lung ist möglichst so anzuordnen, dass ein mechanisches Entgraten mit-tels Schnittwerkzeugen möglich ist. Dadurch wird die Fertigungssicherheiterhöht und Nacharbeit reduziert.
3. Gestaltung

| VDD – Technische Richtlinien40
3.16 Bearbeitungszugaben von DruckgussstückenDort, wo die Genauigkeit der Druckgussstücke nicht genügt und Pass- oderDichtflächen nachgearbeitet werden müssen, sollte je nach Druckguss-werkstoff, Wanddicke und Stückzahl eine Bearbeitungszugabe zwischen0,3 und 1,0 mm vorgesehen werden. Da die Bearbeitungszugabe auch vonder Größe der Druckgussstücke abhängig ist, sollte sie im Einzelfall mit derDruckgießerei abgesprochen werden.
Angaben über Bearbeitungszugaben sind in DIN 1688 (für Al- und Mg-Legierungen), DIN 1687 (für Zn-, Sn- und Pb-Legierungen) und DIN 1687(für Cu-Legierungen), jeweils Teil 4, enthalten, siehe Tabelle 11 a-c im An-hang. Die Bearbeitungszugaben werden zukünftig in der DIN EN ISO 8062Teile 1-3 beschrieben. (Bei der Drucklegung noch nicht erschienen.)
Folgende Aspekte sind zu beachten:■ Zu bearbeitende Flächen müssen in Zeichnungen und CAD-
Modellen gekennzeichnet sein.■ Bearbeitungsflächen sollten eine eindeutige Begrenzung haben und
nicht bis in eine Abrundung hineingehen, damit ein freier Auslauf derBearbeitungswerkzeuge gewährleistet ist.
■ Aufnahme und Spannflächen für die Bearbeitung sind zuvereinbaren und in die Zeichnungen einzutragen.
■ Messpunkte für Kontrollzwecke sind in Zeichnungen einzutragen.■ Die Bearbeitungszugaben bei Gussrohteilen sind Stoffzugaben, um
durch nachfolgendes spanendes Bearbeiten gießtechnisch bedingteEinflüsse an der Oberfläche zu beseitigen sowie den gewünschtenOberflächenzustand und die erforderliche Maßhaltigkeit zu erreichen.
■ Bei zu großer Bearbeitungszugabe besteht die Gefahr, dassPorositäten freigelegt werden.
■ Die Bearbeitungszugabe ist im Sinne einer Schnittzugabeaufzufassen, d. h. bei Rotationskörpern oder bei beidseitigerBearbeitung ist sie entsprechend zweimal zu berücksichtigen.
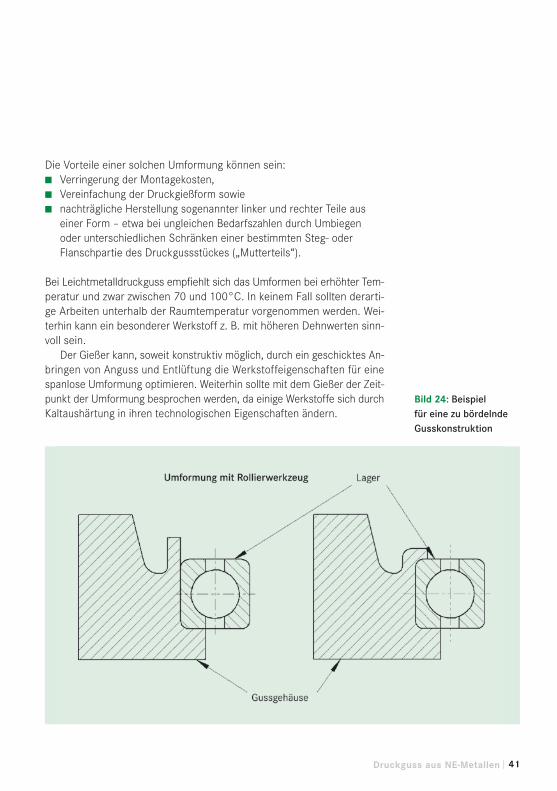
3.17 Umformung von DruckgussstückenDruckgussstücke lassen sich in bestimmten Grenzen umformen. Diese Mög-lichkeit ist innerhalb der drei gebräuchlichsten Werkstoffgruppen, wie inBild 24 dargestellt, vor allem bei Zinkdruckguss gegeben durch:■ Nieten,■ Biegen oder■ Bördeln und Einrollen
3. Gestaltung
Druckguss aus NE-Metallen | 41
Die Vorteile einer solchen Umformung können sein: ■ Verringerung der Montagekosten,■ Vereinfachung der Druckgießform sowie■ nachträgliche Herstellung sogenannter linker und rechter Teile aus
einer Form – etwa bei ungleichen Bedarfszahlen durch Umbiegenoder unterschiedlichen Schränken einer bestimmten Steg- oderFlanschpartie des Druckgussstückes („Mutterteils“).
Bei Leichtmetalldruckguss empfiehlt sich das Umformen bei erhöhter Tem-peratur und zwar zwischen 70 und 100°C. In keinem Fall sollten derarti-ge Arbeiten unterhalb der Raumtemperatur vorgenommen werden. Wei-terhin kann ein besonderer Werkstoff z. B. mit höheren Dehnwerten sinn-voll sein.
Der Gießer kann, soweit konstruktiv möglich, durch ein geschicktes An-bringen von Anguss und Entlüftung die Werkstoffeigenschaften für einespanlose Umformung optimieren. Weiterhin sollte mit dem Gießer der Zeit-punkt der Umformung besprochen werden, da einige Werkstoffe sich durchKaltaushärtung in ihren technologischen Eigenschaften ändern.
Bild 24: Beispiel für eine zu bördelndeGusskonstruktion

| VDD – Technische Richtlinien42
3.18 FÜGEVERFAHREN3.18.1 Allgemeine RegelnFür die Verbindung von Druckgussstücken mit anderen Bauelementen,Werkstoffen oder miteinander stehen eine Anzahl langjährig bewährter Ver-fahren zur Verfügung.
In vielen Fällen sind Schraubverbindungen die beste Lösung. Gegebe-nenfalls sollte der relativ geringen Härte (und Quetschgrenze) der Druck-gusswerkstoffe durch große Auflagenflächen, Spezialschrauben mit größe-rer Auflagefläche oder Unterlegscheiben begegnet werden. Bei oft zu lö-senden Schraubverbindungen sind zweckmäßigerweise Gewindeeinsätzevorzusehen (siehe Kapitel 3.13 Eingießteile).
Nietverbindungen sind in geeigneten Fällen günstig. Durch Angießender Nietschäfte, z. B. bei Zink, Aluminium und Magnesium, lassen sich Niet-verbindungen oft vorteilhaft gestalten. Ein bekanntes und bewährtes Ver-fahren ist z. B. das Taumelnieten.
Lötverbindungen sind bei Aluminium- und Zinklegierungen mit Einschrän-kungen möglich. Bei Magnesiumlegierungen liegt zurzeit noch wenig Erfah-rung vor. Bei Zinklegierungen stört der Aluminiumgehalt. Erst durch galva-nisches Verkupfern kann hier die Lötbarkeit erreicht werden.
Das Schweißen von Druckgussstücken ist möglich. Nähere Ausführun-gen dazu siehe Kapitel 3.10 Schweißeignung von Druckguss.
3.18.2 Besonderheiten bei Fügeverfahren mit MagnesiumlegierungenSollen Bauteile aus Magnesiumlegierungen gefügt werden, so ist der Kor-rosionsschutz besonders zu beachten.
Die galvanische Korrosion ist von erheblicher Bedeutung bei Magne-siumlegierungen, weil fast alle anderen Metalle edler als Magnesium sind.Für das Entstehen galvanischer Korrosion sind zwei Dinge ausschlagge-bend: Es muss eine elektrische Verbindung zwischen verschiedenen Me-tallen geben und es muss ein Elektrolyt vorhanden sein. Ist eine dieser bei-den Vorbedingungen nicht erfüllt, tritt keine galvanische Korrosion auf. Wirk-same Methoden zur Vorbeugung gegen galvanische Korrosion sind: ■ Entsprechendes Bauteildesign■ Verwendung Magnesium verträglicher Materialien■ Verwendung geeigneter Beschichtungen und Isolierungen
Durch entsprechendes Design werden Wasser, Kondensat etc. vom Mag-nesiumbauteil abgeleitet, wodurch sich die Bildung eines elektrolytischenFilms reduzieren oder ganz verhindern lässt, siehe Bilder 25 a bis d.
3. Gestaltung

Druckguss aus NE-Metallen | 43
Bild 25: Beispiele fürVerbundkonstruktio-nen mit Magnesium
a b
c d
schlechte Konstruktion schlechte Konstruktion
verbesserte Konstruktion verbesserte Konstruktion
| VDD – Technische Richtlinien44
Durch die Verwendung von Aluminiumunterlegscheiben wird die galvanischeKorrosion eingeschränkt. Durch eine für den Einsatzfall abgestimmte Beschich-tung des Magnesiumbauteils oder der aus elektrochemisch edleren Metallenbestehenden Bauteile kann die galvanische Korrosion ebenfalls eingeschränktwerden. Wenn Schrauben aus Stahl verwendet werden, müssen diese passi-viert und versiegelt oder mit einen Zinklamellensystem versehen werden.
Für Magnesiumanwendungen im Fahrzeuginnenbereich (z. B. Lenkrä-der, Lenksäulenteile oder Instrumententafelträger) ist keine besondere Vor-beugung gegen galvanische Korrosion notwendig. Bei anderen Anwendun-gen (z. B. Getriebe, Verteilergetriebe, Türinnenteile etc.) sind vorbeugendeMaßnahmen – wie oben beschrieben – erforderlich.
3.19 ToleranzenDie Maßabweichungen an einem Druckgussstück sind abhängig von:■ dem verwendeten Werkstoff■ der Größe bzw. Ausdehnung des Druckgussstückes■ der Größe und konstruktiven Auslegung der Form■ der Lage bzw. Begrenzung der betroffenen Partien in der Form■ der Stabilität des Gießprozesses
3.19.1 WerkstoffMit Gussteilen aus Zink lassen sich die engsten Toleranzen einhalten, mit Mag-nesium weniger enge, Aluminium folgt als dritter Werkstoff in der Abstufung.
3.19.2 GrößeDie Größe bzw. Ausdehnung wird durch die Raumdiagonale beschrieben.Gussstücke mit größerer Raumdiagonale benötigen größere Toleranzen alsGussstücke mit kleinerer Raumdiagonale. Die Raumdiagonale ist aus demprismatischen Hüllkörper, der um das beliebig geformte Gussstück gelegtwird, zu ermitteln (siehe Bild 26).
3.19.3 Anzahl der KavitätenGussstücke aus größeren Mehrfachformen benötigen größere Toleranzenals Gussstücke aus kleineren Einfachformen.
3.19.4 Lage der MaßeDie Lage bzw. Begrenzung wird durch formgebundene- bzw. nicht formge-bundene Maße bestimmt.
3. Gestaltung

Druckguss aus NE-Metallen | 45
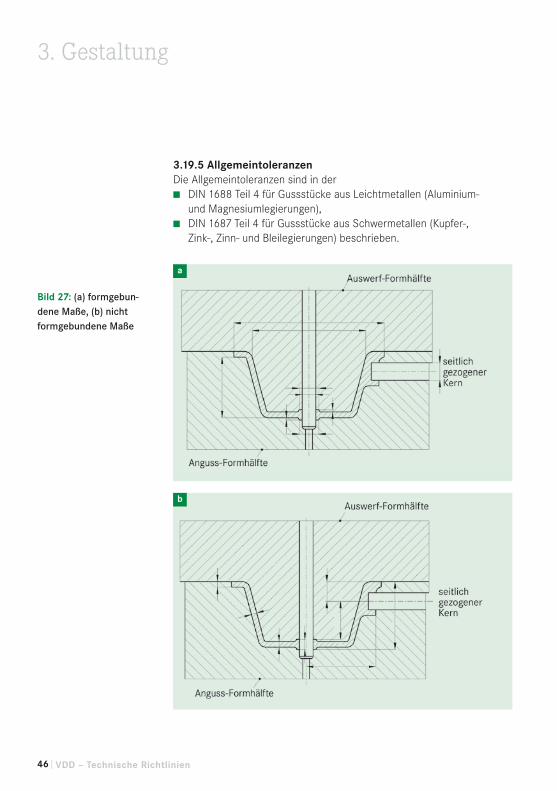
■ Formgebundene Maße sind Maße in einer Formhälfte oder in festenKonturenelementen, die nicht von der Formteilung oder einemSchieber beeinflusst werden, siehe Bild 27 a.
■ Nicht formgebundene Maße werden durch zwei oder mehrerezueinander bewegliche Formelemente gebildet; sie liegenvorwiegend in der Schließrichtung der Druckgießform oder werdendurch die beweglichen Schieber bestimmt Bild 27 b. DieseMaßgruppe erfordert größere Toleranzen, als bei formgebundenenMaßen zugesichert werden können.
Grundsätzlich ist zu unterscheiden zwischen „Allgemeintoleranzen“, d. h.Maße ohne Toleranzangaben und „tolerierten Maßen“, d. h. Maße mit To-leranzangaben.
primatischer Hüllkörper
Raumdiagonale D
Druckgussteil
D
lb
h
Bild 26: Erläuterungder Raumdiagonale
a
b
| VDD – Technische Richtlinien46
3.19.5 AllgemeintoleranzenDie Allgemeintoleranzen sind in der ■ DIN 1688 Teil 4 für Gussstücke aus Leichtmetallen (Aluminium-
und Magnesiumlegierungen),■ DIN 1687 Teil 4 für Gussstücke aus Schwermetallen (Kupfer-,
Zink-, Zinn- und Bleilegierungen) beschrieben.
3. Gestaltung
Bild 27: (a) formgebun-dene Maße, (b) nichtformgebundene Maße

Druckguss aus NE-Metallen | 47
Die Teile werden entsprechend ihrer Raumdiagonale (Erläuterung der Raum-diagonale siehe Bild 27) in Größenklassen eingeteilt. Die Raumdiagonaleergibt sich aus:
Die Allgemeintoleranzen nach DIN sind in den Tabellen 13 a (für Al- undMg-Legierungen), 12 b (für Zn-, Sn- und Pb-Legierungen) und 13 c (für Cu-Legierungen) im Anhang des Buches wiedergegeben.
3.19.6 Form- und LagetoleranzenMit Form- und Lagetoleranzen können Zeichnungen oft sowohl funktions-gerecht wie auch fertigungsgerecht erstellt werden. Für Form- und Lageto-leranzen muss zunächst ein Bezugssystem definiert werden. Idealerweiseliegt dieses in einer Formhälfte. Der Gießer sollte seine Form nach diesemBezugssystem auslegen. Die Form- und Lagetoleranzen sind mit dem Gie-ßer abzustimmen.
Tolerierte MaßeEs empfiehlt sich auf jeden Fall vor der Festlegung der Toleranzmaße mitdem Gießer die Formtrennung, Schiebertrennung etc. festzulegen. Die grö-beren Toleranzen werden im Regelfall mit durchschnittlicher Einrichtungerzielt; die feineren Toleranzen erfordern einen entsprechend größerenAufwand, der mit entsprechend höheren Kosten verbunden ist. Ein (werk-zeug)verschleißgerechtes Konstruieren kann einseitige Toleranzen notwen-dig machen.
Einhaltbare Toleranzen – spezifiziert für die unterschiedlichen Werkstoff-gruppen – wurden durch den VDG im Merkblatt P 680 definiert und sindim Anhang in Tabelle 12 aufgeführt.
Grundsätzlich gilt, dass die Tolerierung:■ funktionsgerecht (Anforderungen an das Druckgussstück),■ prozessgerecht (Anforderungen an die Form und den Prozess),■ messbar (Anforderungen an die Messgenauigkeit, Methode) und ■ wirtschaftlichherstellbar sein muss.
| VDD – Technische Richtlinien48
3.19.7 Gültige Normen (Auszug)Folgende Normen gelten für Toleranzfestlegungen (Auszug):■ DIN EN ISO 8062 Teil 1 und 3■ DIN 1687 Teil 4 (für alte Konstruktionen)■ DIN 1688 Teil 4 (für alte Konstruktionen)■ Grundtoleranzsystem nach ISO 286■ VDG Merkblatt P 680
3.20 Oberflächenrauheit von DruckgussstückenDie Messverfahren für die Oberflächengüte gehen in der Regel von spanen-der Fertigung (Drehen, Feindrehen, Schleifen, Fräsen) aus. Die so erzeug-ten Oberflächen sind geeignet, dass Messwerte taktiler Oberflächenmess-geräte (Rt, Ra, Rf, Rz) relativ zuverlässige Aussagen über die Qualität der er-zeugten Oberfläche im Hinblick auf ihre spätere Verwendbarkeit liefern.
Für Oberflächen, die mit diesen mechanischen Bearbeitungsverfahrenerzeugt wurden gilt übereinstimmend, dass die Oberflächenqualität, die ander einen oder anderen Stelle der bearbeiteten Fläche gemessen wurde,eine Aussage für die gesamte bearbeitete Werkstückfläche liefert. Hinzukommt, dass mit den mechanischen Bearbeitungsverfahren in der Regel,bedingt durch den höheren Bearbeitungsaufwand, eine gleichmäßig bes-sere Qualität der Oberfläche erreicht werden kann.
In der Anwendung bei Druckgussstücken wirft die taktile Messtechnik je-doch Probleme auf. Ungeachtet der messtechnischen Schwierigkeiten las-sen sich im Druckgießverfahren ausgesprochen hohe Oberflächenqualitä-ten herstellen, die an optimal gegossenen Stellen folgende Rauheiten auf-weisen können (Ra-Werte):■ Aluminiumlegierungen 2,0 bis 18 µm ■ Magnesiumlegierungen 2,0 bis 18 µm■ Zinklegierungen 0,4 bis 10 µm
Dennoch ist die Anwendung von Messwerten und Zeichnungsforderungennach derartigen Oberflächen analog zu den spanend erzeugten Flächenproblematisch. Die Oberfläche eines Gussstückes wird bei der Erstarrungvon sehr verschiedenen Faktoren beeinflusst:■ Eingeschlossene Luft kann kleinste Blasen an der Gussstückober-
fläche erzeugen.■ Die Erstarrungsschwindung kann abhängig von der Gussstück-
3. Gestaltung
Druckguss aus NE-Metallen | 49
geometrie und der verwendeten Gusslegierung zu Oberflächen-fehlern, z. B. zu Einfallstellen führen.
■ Trennmittelrückstände können an bestimmten Stellen desGussstückes zu erhöhten Rauhigkeiten führen.
■ Kaltläufe oder zusammengestoßene Fließfronten, die nicht immervollständig zu vermeiden sind, können zu partiellen Rauheitenführen. Gelegentlich sind derartige Stellen mit unbewaffnetem Augekaum erkennbar.
■ Anklebungen von Gießmetall in feinen Partikeln, die sich unlösbarmit der Formwand verbinden und nicht entfernt werden, führen beiden folgenden Abgüssen zu entsprechenden Rauheiten.
■ Mechanische Beschädigungen der Formwand wie Riefen, Druck-stellen und Schabspuren können während der Gussstückentnahmeauftreten und die Oberflächenqualität beeinträchtigen.
■ Werkzeugrisse und Aufrauungen, die durch hohe thermischeWechselbeanspruchung bei Druckgießformen unvermeidbar sind,werden bei jedem Abguss abgebildet.
■ Formtrennstellen, Schiebernähte, Angussstellen, Markierungen derAuswerfer, usw. besitzen naturgemäß eine andere Oberflächen-struktur, die mit taktiler Messtechnik kaum geprüft werden kann.
■ Bei der nach dem Gießen erfolgenden Lagerung und dem Transportkönnen Beschädigungen der Gussstücke entstehen, insbesondereweil die entformten Gussstücke in der Regel noch eine hohe Tempe-ratur haben und daher nicht sofort schützend verpackt werdenkönnen.
Ungeachtet aller genannten Probleme werden heute in großem UmfangGussstücke mit hohen Oberflächengüten hergestellt und verwendet. Zu ih-rer Beurteilung wird jedoch aus den beschriebenen Gründen sinnvoller wei-se nicht der Messwert eines Oberflächenmessgerätes herangezogen, son-dern es werden Grenzmuster mit Vergleichsflächen für die Beurteilung ver-einbart. Die Beurteilung der Toleranzgrenzen wird mit solchen Teilen anhandeiner Sichtkontrolle sinnvoll ausgeführt. Wegen dieser Zusammenhängeentfällt auch eine zahlenmäßige Rauheitsangabe gemäß DIN/ISO 1302.
Mitgeltende Richtlinien und Normen:■ DIN 4766■ VDG-Merkblatt K 100
50
Die Oberflächen von Druckgussstücken werden behan-delt, um unterschiedliche Anforderungen zu erfüllen,die einerseits dekorativ andererseits funktionell be-stimmt sein können, siehe Tabelle 14.
Tabelle 15 gibt einen Überblick über die unterschied-lichen Behandlungsverfahren von der mechanischenund chemischen Bearbeitung, über die anodische Oxi-dation bis hin zu den verschiedenen Beschichtungen.Dabei ist zu beachten, dass die mechanische und che-mische Behandlung in der Regel als Vorbehandlungs-schritte durchgeführt werden, während die anodischeOxidation und die verschiedenen Beschichtungen alsEndbearbeitungsschritte anzusehen sind. Die aufge-führten Oberflächenbehandlungsverfahren können so-wohl für dekorative wie auch funktionelle Zwecke ein-gesetzt werden.
Neben den genannten Verfahren existiert eine Vielzahlweiterer Oberflächenbehandlungs- und -beschichtungs-technologien. Im Rahmen der vorliegenden TechnischenRichtlinie für Druckguss aus NE-Metallen wurde aber aufeine weiterführende Auflistung und Erläuterung verzich-tet, um die Übersichtlichkeit der Darstellung zu erhalten.
4. Oberflächenbehandlung
Tabelle 14: Anforderungen an Oberflächenvon Druckgussstücken
dekorative funktionelle
Farbe Korrosionsbeständigkeit
Glanz Verschleißbeständigkeit
Deckvermögen Gleiteigenschaften
Rauheit Rauheit
Einebnung Härte
Haptik Festigkeit
Leitfähigkeit
Löteignung
| VDD – Technische Richtlinien
Mechanische Verfahren Chemische Verfahren Galvanische Verfahren Organische Schichten
Strahlen Entfetten Verkupfern Lackieren
Schleifen Beizen Vernickeln Nasslackbeschichtung
Polieren Ätzen Verchromen Strukturlackbeschichtung
Chemisch Oxidieren Anodisch Oxidieren Pulverlackbeschichtung
Chromatieren Gleitlackbeschichtung
Phosphatieren KTL-Beschichtung
Stromlos Vernickeln Kunststoffüberzüge
Oberflächenbehandlungsverfahren
VorbehandlungEndbehandlungVor- oder Endbehandlung
Tabelle 15: Überblicküber Oberflächenbe-handlungsverfahren
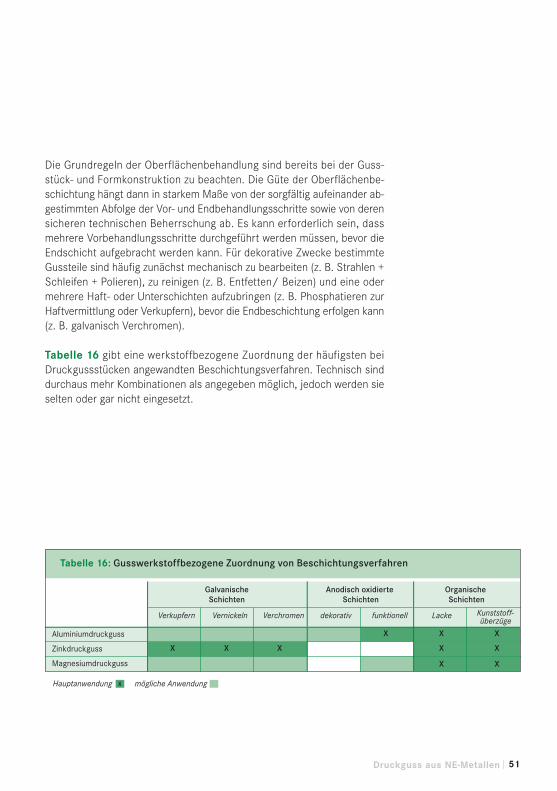
Druckguss aus NE-Metallen | 51
Die Grundregeln der Oberflächenbehandlung sind bereits bei der Guss-stück- und Formkonstruktion zu beachten. Die Güte der Oberflächenbe-schichtung hängt dann in starkem Maße von der sorgfältig aufeinander ab-gestimmten Abfolge der Vor- und Endbehandlungsschritte sowie von derensicheren technischen Beherrschung ab. Es kann erforderlich sein, dassmehrere Vorbehandlungsschritte durchgeführt werden müssen, bevor dieEndschicht aufgebracht werden kann. Für dekorative Zwecke bestimmteGussteile sind häufig zunächst mechanisch zu bearbeiten (z. B. Strahlen +Schleifen + Polieren), zu reinigen (z. B. Entfetten/ Beizen) und eine odermehrere Haft- oder Unterschichten aufzubringen (z. B. Phosphatieren zurHaftvermittlung oder Verkupfern), bevor die Endbeschichtung erfolgen kann(z. B. galvanisch Verchromen).
Tabelle 16 gibt eine werkstoffbezogene Zuordnung der häufigsten beiDruckgussstücken angewandten Beschichtungsverfahren. Technisch sinddurchaus mehr Kombinationen als angegeben möglich, jedoch werden sieselten oder gar nicht eingesetzt.
Verkupfern
Hauptanwendung
Vernickeln Verchromen dekorativ funktionell Lacke Kunststoff-überzüge
Aluminiumdruckguss
Zinkdruckguss
Magnesiumdruckguss
X
X mögliche Anwendung
X X X X
XX X
X X
Tabelle 16: Gusswerkstoffbezogene Zuordnung von Beschichtungsverfahren
GalvanischeSchichten
Anodisch oxidierte Schichten
Organische Schichten

| VDD – Technische Richtlinien52
Die technische Richtlinie beschreibt, wie Druckgussstücke konstruiert wer-den sollen damit diese prozessfähig herstellbar sind. In diesem Kapitel wer-den die vom Kunden gestellten allgemeinen Spezifikationen zu Gefüge,Oberfläche oder Bemustern behandelt. Weiterhin wird beschrieben, wie diegeforderten Eigenschaften in Druckgießereien geprüft werden können.
5.1 WERKSTOFF5.1.1 Chemische ZusammensetzungDie chemische Zusammensetzung des Gusswerkstoffs, die naturgemäß dasGefüge beeinflusst, wird in der Regel mit einem Funkenspektrometer (F-OES) überprüft. Bei Gussteilen mit höheren Qualitätsanforderungen (z. B.zur Herstellung von schweißbarem Druckguss) wird in den Gießereien dieUnterdruckdichteprüfung zur Überwachung der Schmelzereinheit eingesetzt.
5.1.2 GefügeDas Gussgefüge wird neben dem Werkstoff maßgeblich von den Fertigungs-bedingungen sowie der Gussstückgeometrie beeinflusst. Bei Gussstückenmit höheren mechanischen Beanspruchungen oder zur Schichtdickenbe-stimmung bei oberflächenveredelten Gussstücken werden metallografischeSchliffe zur Beurteilung der Gefüge angefertigt.
Grundsätzlich sollten Druckgussstücke so konstruiert werden, dass die-se im Anwendungsfall mit den verfahrenstechnisch bedingten Gefügede-fekten (Gasporositäten, Volumendefiziten) den Beanspruchungen standhal-ten. Das VDG Merkblatt P 201 zur Kennzeichnung von Porosität gibt Hin-weise, wie der Kunde Porenforderungen in der Zeichnung definieren kann.Das Merkblatt stellt einen Standard z. B. in der Automobilindustrie dar.
Üblicherweise werden Teile im Hinblick auf Poren bei Fertigungsbeginnund während der Fertigung, je nach Anforderungen, statistisch oder bis zu100% geprüft durch:■ Röntgen als schneller qualitativer Überblick, bei dem jedoch nur mit
hohem Aufwand die Porengröße und Anzahl bestimmt werden kann■ Probefräsung, Schliffe mit Porenauswertung (mikroskopisch) am
vereinbarten Schliff entweder nach Vergleichstabellen,Grenzmustern oder durch rechnerunterstützte Bildanalyse
■ Computertomografie wird vorwiegend in der Produktentwicklungeingesetzt, da der Aufwand für eine Serienüberwachung zu hoch ist.Jedoch kann hierbei die Porenverteilung genau bestimmt werden.
5. Qualität
Druckguss aus NE-Metallen | 53
Da die Volumendefizite im Druckguss statistisch schwanken, geben die Ver-fahren nur einen Hinweis auf die tatsächlich auftretenden Porositäten fürdie einzelnen Gussstücke wieder. Daher sind auch Grenzmuster für die Po-renbestimmung problematisch.
Die rechnerische Simulation der Formfüllung und Erstarrung für einDruckgussstück ist soweit entwickelt, dass bereits in der Konstruktions-phase porengefährdete Bereiche aufgezeigt werden. Durch geeignete Än-derungen am Gussteil und im Anschnittsystem lassen sich Gegenmaßnah-men bereits vor der Werkzeugherstellung treffen und die Gefahr zur Poren-bildung im Gussstück minimieren.
5.1.3 Oberflächenrauheit von DruckgussstückenDas Druckgießverfahren zeichnet sich durch seine hervorragenden Ober-flächen aus. Oft können dekorative Oberflächen gegossen werden, die we-nig oder keine Nacharbeit erfordern. Die für die Beurteilung der Oberflä-chengüte von Bauteilen üblichen Messverfahren sind für Druckgussstückenicht geeignet, vergleiche Kapitel 3.20.
Sinnvoller ist es, auf Vergleichsmuster Bezug zu nehmen. Vergleichs-muster können andere oder ähnliche Teile sein, die auch den Verschleißbereits widerspiegeln. Es können auch Grenzmuster der gegossenen Teilesein, die jedoch mit zunehmendem Verschleiß der Form dann neu definiertwerden müssen. Die betreffenden Flächen sind genau zu bestimmen.
Wertvolle Hinweise sind beschrieben im VDG Merkblatt K 100 „Rauheit vonGussoberflächen, Hinweise und Erläuterungen“.
Die Norm DIN EN 1370 (Prüfung von Oberflächenrauheit) mit Hilfe vonVergleichsmustern ist auf Druckgussstücke nicht anwendbar, ebenso we-nig die DIN EN 1371 – 1 (Eindringprüfung).
5.2 ProzessfähigkeitDer Prozessfähigkeitsnachweis erfolgt über die Einhaltung der abgespro-chenen Toleranzen (siehe Kap. 3.19 Toleranzen). Insbesondere die nichtformgebundenen Maße über die Formteilung oder Schiebermaße sind ver-fahrensbedingt nur mit höheren Toleranzen zu fertigen. Diese Maße wei-sen auch keinen Verlauf im Sinne der Prozessfähigkeit auf, sondern schwan-ken von Schuss zu Schuss. Soll eine Prozessfähigkeit über die nicht form-gebundenen Maße hergestellt werden, ist eine sehr grobe Toleranzbemaßungnotwendig. Es gilt zu beachten:
| VDD – Technische Richtlinien54
■ Spezifische Merkmale müssen dem Gießer schon zumAngebotszeitpunkt bekannt sein.
■ Spezifische Merkmale müssen gussgerecht toleriert sein.■ Druckguss weist eine ausgezeichnete Prozessfähigkeit bei
formgebundenen Maßen auf.■ Druckguss benötigt deutlich höhere Toleranzen bei nicht
formgebundenen Maßen.
5.3 BemusterungDie Besonderheiten der Bemusterung und der Freigabe von Druckguss-stücken finden sich in der Richtlinie zur Abnahme von Druckgussstückendes GDM Gesamtverband Deutscher Metallgießereien und sollten so An-wendung finden. Diese Richtlinie lehnt sich an die VDA Richtlinie – Quali-tätsmanagement in der Automobilindustrie, Band 2 an.
5.4 RückverfolgbarkeitDie Kennzeichnung der Gussstücke ist aus logistischen Gründen und ge-setzlichen Vorgaben sinnvoll. Zur Identifikation von Gussteilen werden z. B.folgende Angaben gefordert:■ Teilenummer, teilweise zzgl. Zeichnungsindex■ Herstellerland■ Kennzeichen (Symbol) des Bestellers oder endverbauenden Kunden ■ Kennzeichen (Symbol) des Gussteilherstellers■ Legierungsbezeichnung■ Werkzeug- und Nestnummer■ Fertigungsdatum des Gussteils.
Der Hersteller sollte auch im Eigeninteresse eine präzise Kennzeichnungder Teile anbringen. Damit ist er in der Lage, schnell und erfolgreich feh-lerhafte Teile zu identifizieren. Hier wird die Bedeutung der Identifizierbar-keit von Bauteilen zur Rückverfolgung bis zum jeweiligen Fertigungsschrittdeutlich. Eindeutige Identifikation und präzise Rückverfolgbarkeit bzgl. desFertigungsdatums können helfen, wirtschaftliche Schäden zu minimieren.
5. Qualität

Druckguss aus NE-Metallen | 55
5.5 Beispiele für KennzeichnungsartenGegossene Schriftzüge und Gießdatumsstempel: Herkömmlich werden Be-schriftungen an Gussteilen direkt durch das Gießen erzeugt. Damit kannein Großteil der oben genannten Kennzeichnungsvorgaben umgesetzt wer-den. Unterschiedliche Ausführungen können zum Anbringen des Gießda-tums angewendet werden. Bewährt haben sich verschiedene Arten von indas Gießwerkzeug eingeschraubten Datumsstempeln. Diese können ab-hängig vom erforderlichen Detaillierungsgrad der Datumsangabe Angabenzu Jahr, Monat, Tag und Schicht beinhalten. Dazu sind dann jeweils 1-2 Da-tumsstempel vorzusehen. Voraussetzung dafür ist, dass konstruktiv im Gieß-werkzeug, d. h. letztlich am Bauteil selbst ausreichend Platz für dieseSchraubstempel zur Verfügung steht.
Prägen und Drucken: Deutlich unabhängiger von der Bauteilgeometrie sindKennzeichnungen, die nach dem Gießen angebracht werden. Als moderneVerfahren zur dauerhaften Kennzeichnung werden hier das Ritzprägen, dasNadelprägen oder die Laserbeschriftung genannt. Weniger haltbar, aberebenso geeignet sind Farbdruckverfahren.
Etikettieren: Neben den vorstehend genannten „unverlierbaren“ Kennzeich-nungen kann auch der Einsatz von Beschriftungsetiketten infrage kommen.Sinnvoll ist dies immer dann, wenn die Größe eines Bauteils, seine Geome-trie oder der Wunsch des Kunden eine Kennzeichnung mit anderen Verfah-ren nicht zulassen. Das Etikettieren kann manuell mit herkömmlichen Etiket-tiergeräten (Handauszeichner) oder automatisiert mit Labeldruckern erfol-gen. Es stehen diverse Etikettengrößen und -materialien sowie unterschiedlichstark haftende Klebstoffe zur Verfügung. In der Wahl der Beschriftung ist derAnwender relativ frei; beschränkt wird diese lediglich durch die Größe desgewählten Etiketts sowie durch die gewünschte Schriftgröße.
Im Regelfall werden für kleine und mittlere Serien und für Teile ohne be-sonderen Anspruch (z. B. Gehäuse) Monatsdatumsstempel verwendet. Füranspruchsvolle und dokumentationspflichtige Teile hat sich in der Praxisdas manuelle Etikettieren mit Handauszeichnern bewährt. Eine kompletteRückverfolgbarkeit über jeden Prozessschritt ist bei allen Verfahren nur be-dingt oder sehr kostenaufwändig darstellbar, (siehe hierzu auch Stellung-nahme des Arbeitskreises QM im GDM zum Thema Rückverfolgbarkeit).

| VDD – Technische Richtlinien56
Die vorliegenden Empfehlungen und Gestaltungsmerkmale für Druckgussaus NE-Metallen zeigen, dass dieses moderne und wirtschaftliche Gießver-fahren wie jede Fertigungsmethode spezifische Eigenheiten besitzt, auf dieRücksicht genommen werden sollte. Es ist zu betonen, dass für den Kon-strukteur form- und gießgerechtes sowie wirtschaftliches Denken im Vor-dergrund stehen muss, und dass die Auswahl des Druckgießwerkstoffeserst an zweiter Stelle kommt. Die volle Wirtschaftlichkeit des Druckgieß-verfahrens wird nur dann erreicht, wenn ein Bauteil von vorneherein druck-gießgerecht konstruiert wird. Im Sinne echten „Simultaneous-Engineerings“ist es notwendig, bereits in der Konzeptphase Kontakt mit einer erfahre-nen Druckgießerei aufzunehmen. Bereits in diesem Stadium ist es notwen-dig, durch entsprechende Beratung die Konstruktion optimal auf die ver-fahrenstechnischen Möglichkeiten des Druckgießens hin auszulegen. Nurso können alle Möglichkeiten dieser Fertigungstechnologie ausgeschöpftwerden. In der Regel ergeben sich erhebliche Änderungen gegenüber Aus-führungen als Blech- und Schweißkonstruktion oder auch zur Ausführungin anderen Gießverfahren, wie z. B. dem Sand- und Kokillengießverfahren.
Die bei solchen Diskussionen geäußerten „Änderungswünsche“ der Gieße-rei sind nicht als Bequemlichkeit oder mögliche Inflexibilität zu interpretie-ren. Gießtechnisch erforderliche Konstruktionsänderungen bedeuten fürdie sichere Herstellung eines Gussstücks in großer Serie langfristig ent-scheidende Kostenvorteile.
Die enge Zusammenarbeit zwischen Konstrukteur und Druckgießer zu demfrühest möglichen Zeitpunkt führt außerdem zu deutlichen Reduzierungender Entwicklungszeit und damit zu einer Verringerung der Kosten.
6. Hinweise zur Gussteilanfrage und
Wirtschaftlichkeit
Druckguss aus NE-Metallen | 57
Dort, wo keine mündliche Besprechung stattfinden kann, ist es zweckmä-ßig, der Druckgießerei zusammen mit der Anfrage folgende Unterlagen andie Hand zu geben:
■ Roh- und Fertigteilzeichnung des Gusstücks und, sofern vorhanden,auch ein maßgerechtes Musterstück
■ Angaben über die mechanische, chemische und thermischeBeanspruchung des Gusstückes im späteren Betrieb zwecksAuswahl des geeigneten Druckgusswerkstoffes.
■ Voraussichtliche Losgröße und ungefährer Jahresbedarf zwecksAuswahl des richtigen Formenbaustahls und Auslegung der Form(z. B. Entscheidung, ob Einfach- oder Mehrfachform)
■ Erforderliche Maßgenauigkeit und Oberflächenbeschaffenheit sowiedie gegebenenfalls vorgesehene Oberflächenbehandlung.
■ Angaben über die bisherige Herstellungsweise und dabeigegebenenfalls aufgetretene Mängel sowie Bekanntgabe des vorherverwendeten Werkstoffes.
Während bei anderen Gießverfahren, wie etwa Sand- und Kokillenguss –wenn auch nur als Anhaltspunkt – die Preise auf das Gewicht des Stückesbezogen werden können, ist diese Art der Kalkulation für Druckguss nichtanwendbar. Das Gewicht ist hierfür nicht maßgebend. Einen deutlich grö-ßeren Einfluss auf den Preis haben z. B. die Kompliziertheit eines Druck-gussstückes, die Gießleistung oder die erzielbaren Einsparungen. Der Stück-preis muss daher für jedes Druckgussstück besonders ermittelt werden.Der Abnehmer sollte bei einem Angebotsvergleich keinesfalls die Kostenvergessen, die bei Teilen aus konkurrierenden Herstellungsverfahren biszum montagefertigen Zustand der angefragten Konstruktionselemente oftnoch in seiner eigenen Fertigung anfallen.

| VDD – Technische Richtlinien58
Aluminium-Zentrale (Hrsg.): Aluminium Taschenbuch, 15. Auflage, Aluminium-Verlag Düsseldorf, 1999
Aluminium-Zentrale (Hrsg.): Magnesium Taschenbuch, 1. Auflage, Aluminium-Verlag Düsseldorf, 2000
Brunhuber, Ernst: Praxis der Druckgussfertigung, 3. Auflage, Fachverlag Schiele & Schön Berlin, 1960
Frommer, Leopold; Lieby, Gustav: Druckgieß-Technik, 2. Auflage, Springer Verlag Berlin/Heidelberg/New York, 1965
Porter, Frank C.: Zinc Handbook – Properties, Processing and Use in Design, 1991
Ruhland, Norbert T.: Druckgießen für Praktiker, Giesserei-Verlag Düsseldorf, 2003
Street, Arthur C. (Hrsg.): The Diecasting Book, 2nd Edition, Portcullis Press Redhill, 1986
Verband der Aluminium Recycling Industrie (Hrsg.): Aluminium Gusslegierungen, 6. Auflage, Giesserei-Verlag Düsseldorf, 1997
Verein Deutscher Giessereifachleute, Verein Deutscher Ingenieure(Hrsg.): Konstruieren mit Gusswerkstoffen, Giesserei-Verlag Düsseldorf, 1966
Vereinigung Deutscher Schmelzhütten (Hrsg.): Vom Vorstoff bis zur fertigen Legierung, Aluminium-Verlag Düsseldorf, 2000
Zinkberatung e.V. (Hrsg.): Gießen mit Zink, Düsseldorf, 1982
7. Weiterführende Literatur

Druckguss aus NE-Metallen | 59
VDG MerkblätterK100 Rauheit von GussoberflächenM80 Richtlinien über die Wärmebehandlung von DruckgießformenM81 Hinweise zur Konstruktion und Anfertigung von DruckgießformenM82 Formenbaustähle …M83 Schweißen von DruckgießformenP680 Druckgussstücke, Einhaltbare ToleranzenP201 Volumendefizite von Gussteilen aus NE-Metallen
Die Wiedergabe der Auszüge aus den DIN-Normen erfolgt mit Genehmi-gung des DIN, Deutsches Institut für Normung e.V.. Maßgebend für das An-wenden der Normen ist deren Fassung mit dem neuesten Ausgabedatum,die bei der Beuth Verlag GmbH, Berlin erhältlich sind.
Weitere Dienstleister und Verbände, die Auskünfte zu Gusswerk-stoffen und deren Verarbeitung durch Druckgießen geben können:
Zinkberatung Ingenieurdienste GmbH Vagedesstraße 4, 40479 Düsseldorf Telefon: 02 11 / 1 64 94 07 /08 Telefax: 02 11 / 35 08 69 e-mail: [email protected]
Deutsches Kupfer-Institut e.V. Am Bonneshof 5, 40474 Düsseldorf Postfach 30 02 62, 40402 Düsseldorf Telefon: 02 11 / 4796 - 300 Telefax: 02 11 / 47 96 - 310 e-mail: [email protected] Internet: www.kupferinstitut.de
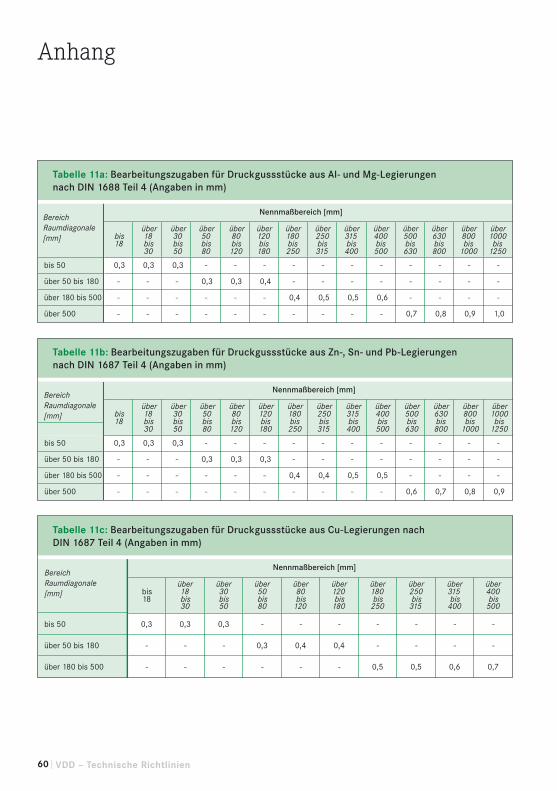
bis18
über18bis30
über30bis50
über50bis80
über80bis120
über120bis180
über180bis250
über250bis315
über315bis400
über400bis500
über500bis630
über630bis800
über800bis
1000
über1000bis
1250
bis 50 0,3 0,3 0,3 - - - - - - - - - - -
über 50 bis 180 - - - 0,3 0,3 0,4 - - - - - - - -
über 180 bis 500 - - - - - - 0,4 0,5 0,5 0,6 - - - -
über 500 - - - - - - - - - - 0,7 0,8 0,9 1,0
Bereich Raumdiagonale[mm]
Nennmaßbereich [mm]
Tabelle 11a: Bearbeitungszugaben für Druckgussstücke aus Al- und Mg-Legierungen nach DIN 1688 Teil 4 (Angaben in mm)
bis 50 0,3 0,3 0,3 - - - - - - - - - - -
über 50 bis 180 - - - 0,3 0,3 0,3 - - - - - - - -
über 180 bis 500 - - - - - - 0,4 0,4 0,5 0,5 - - - -
über 500 - - - - - - - - - - 0,6 0,7 0,8 0,9
Nennmaßbereich [mm]Bereich Raumdiagonale[mm] bis
18
über18bis30
über30bis50
über50bis80
über80bis120
über120bis180
über180bis250
über250bis315
über315bis400
über400bis500
über500bis630
über630bis800
über800bis
1000
über1000bis
1250
Tabelle 11b: Bearbeitungszugaben für Druckgussstücke aus Zn-, Sn- und Pb-Legierungen nach DIN 1687 Teil 4 (Angaben in mm)
bis18
über über über über über über über über315
über400
bis 50 0,3 0,3 0,3 - - - - - - -
über 50 bis 180 - - - 0,3 0,4 0,4 - - - -
über 180 bis 500 - - - - - - 0,5 0,5 0,6 0,7
Nennmaßbereich [mm]Bereich Raumdiagonale[mm]
30 50 80 120 180 250 315 400 500
18 30 50 80 120 180 250bis bis bis bis bis bis bis bis bis
Tabelle 11c: Bearbeitungszugaben für Druckgussstücke aus Cu-Legierungen nach DIN 1687 Teil 4 (Angaben in mm)
| VDD – Technische Richtlinien60
Anhang
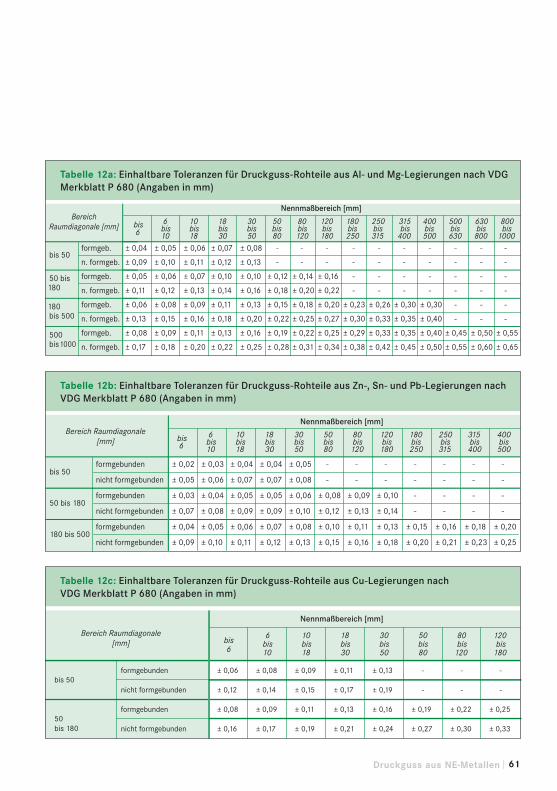
bis6
6bis10
10bis18
18bis30
50bis80
80bis120
120bis180
180bis250
250bis315
315bis
400
400bis500
500bis630
630bis
800
800bis
1000formgeb. ± 0,04 ± 0,05 ± 0,06 ± 0,07 ± 0,08 - - - - - - - - -
n. formgeb. ± 0,09 ± 0,10 ± 0,11 ± 0,12 ± 0,13 - - - - - - - - -
formgeb. ± 0,05 ± 0,06 ± 0,07 ± 0,10 ± 0,10 ± 0,12 ± 0,14 ± 0,16 - - - - - -
n. formgeb. ± 0,11 ± 0,12 ± 0,13 ± 0,14 ± 0,16 ± 0,18 ± 0,20 ± 0,22 - - - - - -
formgeb. ± 0,06 ± 0,08 ± 0,09 ± 0,11 ± 0,13 ± 0,15 ± 0,18 ± 0,20 ± 0,23 ± 0,26 ± 0,30 ± 0,30 - -
n. formgeb. ± 0,13 ± 0,15 ± 0,16 ± 0,18 ± 0,20 ± 0,22 ± 0,25 ± 0,27 ± 0,30 ± 0,33 ± 0,35 ± 0,40 - -
formgeb. ± 0,08 ± 0,09 ± 0,11 ± 0,13 ± 0,16 ± 0,19 ± 0,22 ± 0,25 ± 0,29 ± 0,33 ± 0,35 ± 0,40 ± 0,45 ± 0,50 ± 0,55
n. formgeb. ± 0,17 ± 0,18 ± 0,20 ± 0,22 ± 0,25 ± 0,28 ± 0,31 ± 0,34 ± 0,38 ± 0,42 ± 0,45 ± 0,50 ± 0,55 ± 0,60 ± 0,65
180 bis 500
500 bis 1000
bis 50
50 bis180
BereichRaumdiagonale [mm]
30bis50
-
-
-
-
-
-
Tabelle 12a: Einhaltbare Toleranzen für Druckguss-Rohteile aus Al- und Mg-Legierungen nach VDG Merkblatt P 680 (Angaben in mm)
Nennmaßbereich [mm]
bis6
6bis10
10bis18
18bis30
30bis50
50bis80
80bis120
120bis180
180bis250
250bis315
315bis400
400bis500
formgebunden ± 0,02 ± 0,03 ± 0,04 ± 0,04 ± 0,05 - - - - - - -
nicht formgebunden ± 0,05 ± 0,06 ± 0,07 ± 0,07 ± 0,08 - - - - - - -
formgebunden ± 0,03 ± 0,04 ± 0,05 ± 0,05 ± 0,06 ± 0,08 ± 0,09 ± 0,10 - - - -
nicht formgebunden ± 0,07 ± 0,08 ± 0,09 ± 0,09 ± 0,10 ± 0,12 ± 0,13 ± 0,14 - - - -
formgebunden ± 0,04 ± 0,05 ± 0,06 ± 0,07 ± 0,08 ± 0,10 ± 0,11 ± 0,13 ± 0,15 ± 0,16 ± 0,18 ± 0,20
nicht formgebunden ± 0,09 ± 0,10 ± 0,11 ± 0,12 ± 0,13 ± 0,15 ± 0,16 ± 0,18 ± 0,20 ± 0,21 ± 0,23 ± 0,25
50 bis 180
180 bis 500
bis 50
Bereich Raumdiagonale[mm]
Nennmaßbereich [mm]
Tabelle 12b: Einhaltbare Toleranzen für Druckguss-Rohteile aus Zn-, Sn- und Pb-Legierungen nach VDG Merkblatt P 680 (Angaben in mm)
bis6
6bis10
10bis18
18bis30
30bis50
50bis80
80bis
120
120bis
180
formgebunden ± 0,06 ± 0,08 ± 0,09 ± 0,11 ± 0,13 - - -
nicht formgebunden ± 0,12 ± 0,14 ± 0,15 ± 0,17 ± 0,19 - - -
formgebunden ± 0,08 ± 0,09 ± 0,11 ± 0,13 ± 0,16 ± 0,19 ± 0,22 ± 0,25
nicht formgebunden ± 0,16 ± 0,17 ± 0,19 ± 0,21 ± 0,24 ± 0,27 ± 0,30 ± 0,3350bis 180
bis 50
Nennmaßbereich [mm]
Bereich Raumdiagonale[mm]
Tabelle 12c: Einhaltbare Toleranzen für Druckguss-Rohteile aus Cu-Legierungen nach VDG Merkblatt P 680 (Angaben in mm)
Druckguss aus NE-Metallen | 61
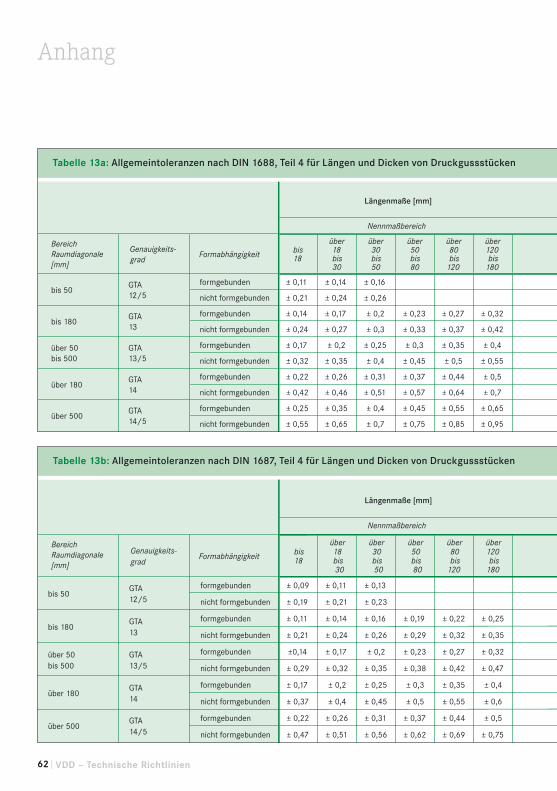
Formabhängigkeit bis18
über18bis30
über30bis50
über50bis80
über80bis
120
über120bis
180
formgebunden ± 0,11 ± 0,14 ± 0,16
nicht formgebunden ± 0,21 ± 0,24 ± 0,26
formgebunden ± 0,14 ± 0,17 ± 0,2 ± 0,23 ± 0,27 ± 0,32
nicht formgebunden ± 0,24 ± 0,27 ± 0,3 ± 0,33 ± 0,37 ± 0,42
formgebunden ± 0,17 ± 0,2 ± 0,25 ± 0,3 ± 0,35 ± 0,4
nicht formgebunden ± 0,32 ± 0,35 ± 0,4 ± 0,45 ± 0,5 ± 0,55
formgebunden ± 0,22 ± 0,26 ± 0,31 ± 0,37 ± 0,44 ± 0,5
nicht formgebunden ± 0,42 ± 0,46 ± 0,51 ± 0,57 ± 0,64 ± 0,7
formgebunden ± 0,25 ± 0,35 ± 0,4 ± 0,45 ± 0,55 ± 0,65
nicht formgebunden ± 0,55 ± 0,65 ± 0,7 ± 0,75 ± 0,85 ± 0,95
Längenmaße [mm]
Nennmaßbereich
bis 50GTA12/5
bis 180GTA13
über 500GTA14/5
über 50bis 500
GTA13/5
über 180GTA14
Bereich Raumdiagonale[mm]
Tabelle 13a: Allgemeintoleranzen nach DIN 1688, Teil 4 für Längen und Dicken von Druckgussstücken
Genauigkeits-grad
Formabhängigkeit bis18
über18bis30
über30bis50
über50bis80
über80bis
120
über120bis
180
formgebunden ± 0,09 ± 0,11 ± 0,13
nicht formgebunden ± 0,19 ± 0,21 ± 0,23
formgebunden ± 0,11 ± 0,14 ± 0,16 ± 0,19 ± 0,22 ± 0,25
nicht formgebunden ± 0,21 ± 0,24 ± 0,26 ± 0,29 ± 0,32 ± 0,35
formgebunden ±0,14 ± 0,17 ± 0,2 ± 0,23 ± 0,27 ± 0,32
nicht formgebunden ± 0,29 ± 0,32 ± 0,35 ± 0,38 ± 0,42 ± 0,47
formgebunden ± 0,17 ± 0,2 ± 0,25 ± 0,3 ± 0,35 ± 0,4
nicht formgebunden ± 0,37 ± 0,4 ± 0,45 ± 0,5 ± 0,55 ± 0,6
formgebunden ± 0,22 ± 0,26 ± 0,31 ± 0,37 ± 0,44 ± 0,5
nicht formgebunden ± 0,47 ± 0,51 ± 0,56 ± 0,62 ± 0,69 ± 0,75über 500
GTA12/5
GTA13
GTA13/5
GTA14
GTA14/5
bis 50
bis 180
über 50bis 500
über 180
Bereich Raumdiagonale[mm]
Längenmaße [mm]
Nennmaßbereich
Genauigkeits-grad
Tabelle 13b: Allgemeintoleranzen nach DIN 1687, Teil 4 für Längen und Dicken von Druckgussstücken
| VDD – Technische Richtlinien62
Anhang

über180bis
250
über250bis
315
über315bis
400
über400bis
500
über500bis
630
über630bis
800
über800bis
1000
über1000
bis1250
bis3
über3
bis6
über6
bis10
± 0,13 ± 0,15 ± 0,18
± 0,23 ± 0,25 ± 0,28
± 0,15 ± 0,2 ± 0,2
± 0,25 ± 0,3 ± 0,3
± 0,45 ± 0,5 ± 0,55 ± 0,6 ± 0,2 ± 0,25 ± 0,3
± 0,6 ± 0,65 ± 0,7 ± 0,75 ± 0,35 ± 0,4 ± 0,45
± 0,6 ± 0,65 ± 0,7 ± 0,8 ± 0,9 ± 1,0 ± 1,2 ± 1,3 ± 0,25 ± 0,3 ± 0,35
± 0,8 ± 0,85 ± 0,9 ± 1,0 ± 1,1 ± 1,2 ± 1,4 ± 1,5 ± 0,45 ± 0,5 ± 0,55
± 0,75 ± 0,8 ± 0,85 ± 0,95 ± 1,1 ± 1,2 ± 1,4 ± 1,6 ± 0,3 ± 0,4 ± 0,45
± 1,0 ± 1,1 ± 1,1 ± 1,2 ± 1,4 ± 1,5 ± 1,7 ± 1,9 ± 0,55 ± 0,65 ± 0,7
Längenmaße [mm]
Nennmaßbereich Nennmaßbereich
aus Al-und Mg-Legierungen (Angaben in mm)
Dickenmaße: Wanddicken, Stege, Rippen
[mm]
über180bis
250
über250bis
315
über315bis
400
über400bis
500
über500bis
630
über630bis
800
über800bis
1000
über1000
bis1250
bis3
über3
bis6
über6
bis10
± 0,1 ± 0,12 ± 0,14
± 0,2 ± 0,22 ± 0,24
± 0,13 ± 0,15 ± 0,18
± 0,23 ± 0,25 ± 0,28
± 0,36 ± 0,4 ± 0,45 ± 0,48 ± 0,15 ± 0,2 ± 0,2
± 0,51 ± 0,55 ± 0,6 ± 0,63 ± 0,3 ± 0,35 ± 0,35
± 0,45 ± 0,5 ± 0,55 ± 0,6 ± 0,7 ± 0,8 ± 0,9 ± 1,1 ± 0,2 ± 0,25 ± 0,3
± 0,65 ± 0,7 ± 0,75 ± 0,8 ± 0,9 ± 1,0 ± 1,1 ± 1,3 ± 0,4 ± 0,45 ± 0,5
± 0,6 ± 0,65 ± 0,7 ± 0,8 ± 0,9 ± 1 ± 1,1 ± 1,3 ± 0,25 ± 0,3 ± 0,35
± 0,85 ± 0,9 ± 0,95 ± 1,1 ± 1,2 ± 1,3 ± 1,4 ± 1,6 ± 0,45 ± 0,5 ± 0,55
Nennmaßbereich
Dickenmaße: Wanddicken, Stege, Rippen
[mm]Längenmaße [mm]
Nennmaßbereich
aus Zn-, Sn- und Pb-Legierungen (Angaben in mm)
Druckguss aus NE-Metallen | 63
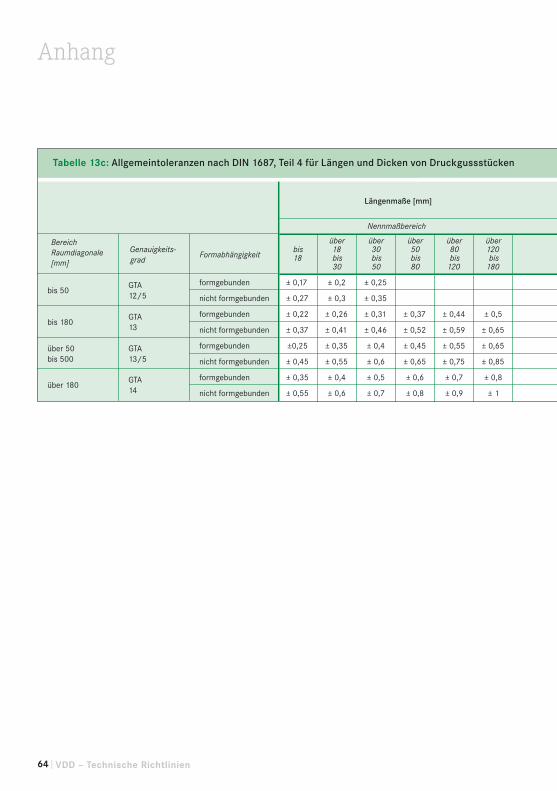
| VDD – Technische Richtlinien64
Anhang
Formabhängigkeitbis18
über18bis30
über30bis50
über50bis80
über80bis
120
über120bis
180
formgebunden ± 0,17 ± 0,2 ± 0,25
nicht formgebunden ± 0,27 ± 0,3 ± 0,35
formgebunden ± 0,22 ± 0,26 ± 0,31 ± 0,37 ± 0,44 ± 0,5
nicht formgebunden ± 0,37 ± 0,41 ± 0,46 ± 0,52 ± 0,59 ± 0,65
formgebunden ±0,25 ± 0,35 ± 0,4 ± 0,45 ± 0,55 ± 0,65
nicht formgebunden ± 0,45 ± 0,55 ± 0,6 ± 0,65 ± 0,75 ± 0,85
formgebunden ± 0,35 ± 0,4 ± 0,5 ± 0,6 ± 0,7 ± 0,8
nicht formgebunden ± 0,55 ± 0,6 ± 0,7 ± 0,8 ± 0,9 ± 1
bis 50GTA12/5
bis 180GTA13
über 180GTA14
über 50bis 500
GTA13/5
Genauigkeits-grad
Bereich Raumdiagonale[mm]
Längenmaße [mm]
Nennmaßbereich
Tabelle 13c: Allgemeintoleranzen nach DIN 1687, Teil 4 für Längen und Dicken von Druckgussstücken
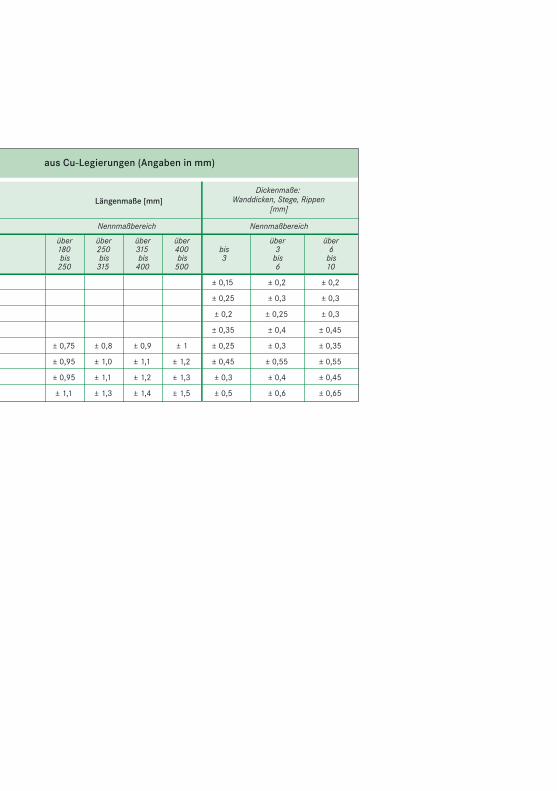
über180bis
250
über250bis
315
über315bis
400
über400bis
500
bis3
über3
bis6
über6
bis10
± 0,15 ± 0,2 ± 0,2
± 0,25 ± 0,3 ± 0,3
± 0,2 ± 0,25 ± 0,3
± 0,35 ± 0,4 ± 0,45
± 0,75 ± 0,8 ± 0,9 ± 1 ± 0,25 ± 0,3 ± 0,35
± 0,95 ± 1,0 ± 1,1 ± 1,2 ± 0,45 ± 0,55 ± 0,55
± 0,95 ± 1,1 ± 1,2 ± 1,3 ± 0,3 ± 0,4 ± 0,45
± 1,1 ± 1,3 ± 1,4 ± 1,5 ± 0,5 ± 0,6 ± 0,65
Längenmaße [mm]
Nennmaßbereich Nennmaßbereich
Dickenmaße: Wanddicken, Stege, Rippen
[mm]
aus Cu-Legierungen (Angaben in mm)



















