Dynamik leicht gemacht - Springer-VDI- · PDF fileWerkzeugmaschinen, Antriebstechnik,...
6
Werkzeugmaschinen, Antriebstechnik, Leichtbau Dynamik leicht gemacht Dynamik durch Lineardirektantriebe und Leichtbaumethoden verbessern E. Abele, M. Munirathnam, M. Roth 1 Einleitung Im Werkzeugmaschinenbau stellen Maschinen mit Kugel- gewindetrieben (KGT)und Lineardirektantrieben den größten Anteil dar. Werkzeugmaschinen, die mit Kugelgewindetrieben ausgestattet sind, erreichen heute Geschwindigkeiten im Be- reich von 60 m/min bis 80 m/min. Weiterhin sind mit diesen Antriebseinheiten Beschleunigungen von 10 m/s² bis 20 m/s² erreichbar. Die Geschwindigkeit wird durch die bie- gekritische Drehfrequenz der Gewindespindel und die ther- mische Belastung des Kugelgewindetriebes beschränkt [1]. Zusätzlich führt die zwischen Spindel und Spindelmutter auf- tretende Reibung bei hohen Geschwindigkeiten zu übermäßi- gem Verschleiß und somit zu einer verkürzten Lebensdauer. Die Beschleunigung wird vor allem durch das Massenträg- heitsmoment der Spindel begrenzt. So werden bei Spindel- steigungen von 10 mm bis 20 mm etwa 80 % des Motordreh- moments zum Beschleunigen des Motors und der Antriebs- spindel benötigt (Bild 1). Aufgrund der mechanischen Nachgiebigkeiten des Spin- delantriebs liegen die üblichen mechanischen Resonanzfre- quenzen im Bereich von 30 Hz bis 80 Hz. Die Geschwindig- keitsverstärkung (K v ) des Lageregelkreises, welche ein Maß für die Dynamik von Vorschubachsen in Werkzeugmaschinen darstellt, liegt bei KGT im Bereich von 1 (m/min)/mm bis 5 (m/min)/mm. Eine weitere Steigerung der dynamischen Eigenschaften von Kugelgewindetrieben ist nur mit großem Aufwand er- reichbar. Mit dem Einsatz von Lineardirektantrieben (Bild 2) in Werkzeugmaschinen kann jedoch eine deutliche Verbesse- rung der Dynamik erzielt werden. Da die mechanischen Nach- Inhalt Neben konventionell angetriebenen Achsen mit Kugelgewinde- trieben werden im Werkzeugmaschinenbau vermehrt Achsen mit Lineardirektantrieben ausgestattet. Im Bezug auf die Dynamik be- sitzen Linearmotoren deutliche Vorteile gegenüber konventionellen Antrieben. So lassen sich höhere Geschwindigkeiten und Beschleuni- gungen bei gleicher bewegter Masse erreichen. Diese durch die Masse mitbestimmten dynamischen Eigenschaften können mit dem Einsatz von Leichtbaumethoden weiter verbessert werden. Dynamics made easy – Improvement of dynamics by using linear direct drives and lightweight construction Abstract Besides conventional driven axes with ball screw drives the use of linear direct drives has increased in the field of machine tools. With reference to the dynamics, linear drives have clear advantages compared to conventional drives. Higher velocity and acceleration can be realized based on the same moved mass. Those dynamic attributes, which are influenced by the moved mass, can even be improved by using lightweight construction. Prof. Dr.-Ing. Eberhard Abele, Dipl.-Ing. Madhu Munirathnam, Dipl.-Ing. Michael Roth Institut für Produktionsmanagement, Technologie und Werk- zeugmaschinen (PTW) – Technische Universität Darmstadt Petersenstr. 30, D-64287 Darmstadt Tel. +49 (0)6151 / 16-2156, Fax +49 (0)6151 / 16-3356 E-Mail: [email protected] (M. Munirathnam) oder [email protected] (M. Roth) Internet: www.ptw.maschinenbau.tu-darmstadt.de Informationen zum Projekt „High-Speed-Präzisionsfräs- schleifzentrum mit integrierter Mechatronik“ (MechaSpeed): Dieses Forschungs- und Entwicklungsprojekt wird mit Mitteln des Bundesministeriums für Bildung und Forschung (BMBF) innerhalb des Rahmenkonzeptes „Forschung für die Produktion von morgen“ gefördert und vom Projektträger Forschungs- zentrum Karlsruhe, Bereich Produktion und Fertigungs- technologien (PFT) betreut (Laufzeit: 10/2003 – 09/2006). wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 331 Bild 1. Aufbau eines Kugelgewinde-Antriebs Bild 2. Aufbau eines Linearmotorantriebs Titelthema – Aufsatz
Transcript of Dynamik leicht gemacht - Springer-VDI- · PDF fileWerkzeugmaschinen, Antriebstechnik,...

Werkzeugmaschinen, Antriebstechnik, Leichtbau
Dynamik leicht gemacht Dynamik durch Lineardirektantriebe und Leichtbaumethoden verbessern
E. Abele, M. Munirathnam, M. Roth
1 Einleitung
Im Werkzeugmaschinenbau stellen Maschinen mit Kugel-gewindetrieben (KGT)und Lineardirektantrieben den größten Anteil dar. Werkzeugmaschinen, die mit Kugelgewindetrieben ausgestattet sind, erreichen heute Geschwindigkeiten im Be-reich von 60 m/min bis 80 m/min. Weiterhin sind mit diesen Antriebseinheiten Beschleunigungen von 10 m/s² bis 20 m/s² erreichbar. Die Geschwindigkeit wird durch die bie-gekritische Drehfrequenz der Gewindespindel und die ther-mische Belastung des Kugelgewindetriebes beschränkt [1]. Zusätzlich führt die zwischen Spindel und Spindelmutter auf-tretende Reibung bei hohen Geschwindigkeiten zu übermäßi-gem Verschleiß und somit zu einer verkürzten Lebensdauer.
Die Beschleunigung wird vor allem durch das Massenträg-heitsmoment der Spindel begrenzt. So werden bei Spindel-steigungen von 10 mm bis 20 mm etwa 80 % des Motordreh-moments zum Beschleunigen des Motors und der Antriebs-spindel benötigt (Bild 1).
Aufgrund der mechanischen Nachgiebigkeiten des Spin-delantriebs liegen die üblichen mechanischen Resonanzfre-quenzen im Bereich von 30 Hz bis 80 Hz. Die Geschwindig-keitsverstärkung (Kv) des Lageregelkreises, welche ein Maß für die Dynamik von Vorschubachsen in Werkzeugmaschinen darstellt, liegt bei KGT im Bereich von 1 (m/min)/mm bis 5 (m/min)/mm.
Eine weitere Steigerung der dynamischen Eigenschaften von Kugelgewindetrieben ist nur mit großem Aufwand er-reichbar. Mit dem Einsatz von Lineardirektantrieben (Bild 2) in Werkzeugmaschinen kann jedoch eine deutliche Verbesse-rung der Dynamik erzielt werden. Da die mechanischen Nach-
Inhalt Neben konventionell angetriebenen Achsen mit Kugelgewinde-trieben werden im Werkzeugmaschinenbau vermehrt Achsen mit Linear direktantrieben ausgestattet. Im Bezug auf die Dynamik be -sitzen Linearmotoren deutliche Vorteile gegenüber konventionellen Antrieben. So lassen sich höhere Geschwindigkeiten und Beschleuni-gungen bei gleicher bewegter Masse erreichen. Diese durch die Masse mitbestimmten dynamischen Eigenschaften können mit dem Einsatz von Leichtbaumethoden weiter verbessert werden. Dynamics made easy – Improvement of dynamics by using linear direct drives and lightweight construction Abstract Besides conventional driven axes with ball screw drives the use of linear direct drives has increased in the field of machine tools. With reference to the dynamics, linear drives have clear advantages compared to conventional drives. Higher velocity and acceleration can be realized based on the same moved mass. Those dynamic attributes, which are influenced by the moved mass, can even be improved by using lightweight construction.
Prof. Dr.-Ing. Eberhard Abele, Dipl.-Ing. Madhu Munirathnam, Dipl.-Ing. Michael Roth Institut für Produktionsmanagement, Technologie und Werk-zeugmaschinen (PTW) – Technische Universität Darmstadt Petersenstr. 30, D-64287 Darmstadt Tel. +49 (0)6151 / 16-2156, Fax +49 (0)6151 / 16-3356 E-Mail: [email protected] (M. Munirathnam) oder [email protected] (M. Roth) Internet: www.ptw.maschinenbau.tu-darmstadt.de
Informationen zum Projekt „High-Speed-Präzisionsfräs -schleifzentrum mit integrierter Mechatronik“ (MechaSpeed): Dieses Forschungs- und Entwicklungsprojekt wird mit Mitteln des Bundes ministeriums für Bildung und Forschung (BMBF) inner halb des Rahmenkonzeptes „Forschung für die Produktion von morgen“ gefördert und vom Projektträger Forschungs -zentrum Karlsruhe, Bereich Produktion und Fertigungs -technologien (PFT) betreut (Laufzeit: 10/2003 – 09/2006).
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 331
Bild 1. Aufbau eines Kugelgewinde-Antriebs
Bild 2. Aufbau eines Linearmotorantriebs
Titelthema – Aufsatz
giebigkeiten des Spindelantriebes entfallen, wird die Dynamik nur noch durch die höher liegenden Eigenfrequenzen der an-zutreibenden Achse selbst bestimmt. Die Resonanzfrequenz der Achse liegt um den Faktor 3 bis 5 höher, als die erste Ei-genfrequenz üblicher Spindel-Mutter-Systeme.
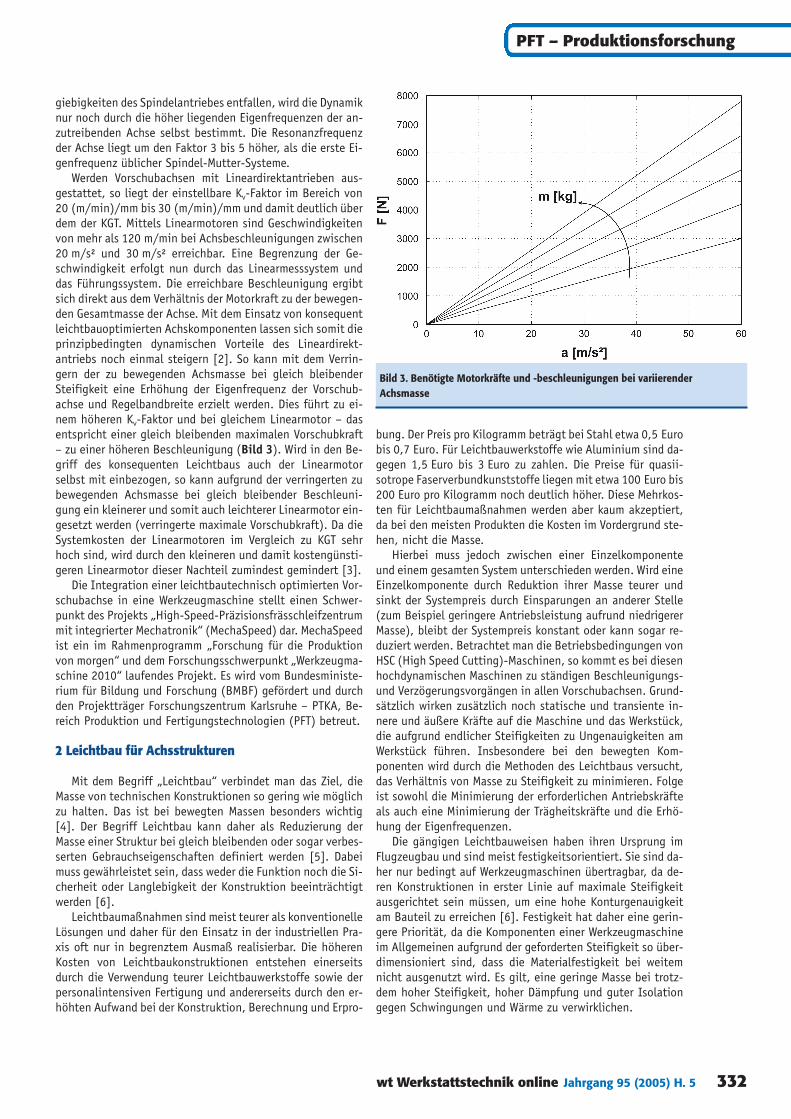
Werden Vorschubachsen mit Lineardirektantrieben aus-gestattet, so liegt der einstellbare Kv-Faktor im Bereich von 20 (m/min)/mm bis 30 (m/min)/mm und damit deutlich über dem der KGT. Mittels Linearmotoren sind Geschwindigkeiten von mehr als 120 m/min bei Achsbeschleunigungen zwischen 20 m/s² und 30 m/s² erreichbar. Eine Begrenzung der Ge-schwindigkeit erfolgt nun durch das Linearmesssystem und das Führungssystem. Die erreichbare Beschleunigung ergibt sich direkt aus dem Verhältnis der Motorkraft zu der bewegen-den Gesamtmasse der Achse. Mit dem Einsatz von konsequent leichtbauoptimierten Achskomponenten lassen sich somit die prinzipbedingten dynamischen Vorteile des Lineardirekt-antriebs noch einmal steigern [2]. So kann mit dem Verrin-gern der zu bewegenden Achsmasse bei gleich bleibender Steifigkeit eine Erhöhung der Eigenfrequenz der Vorschub-achse und Regelbandbreite erzielt werden. Dies führt zu ei-nem höheren Kv-Faktor und bei gleichem Linearmotor – das entspricht einer gleich bleibenden maximalen Vorschubkraft – zu einer höheren Beschleunigung (Bild 3). Wird in den Be-griff des konsequenten Leichtbaus auch der Linearmotor selbst mit einbezogen, so kann aufgrund der verringerten zu bewegenden Achsmasse bei gleich bleibender Beschleuni-gung ein kleinerer und somit auch leichterer Linearmotor ein-gesetzt werden (verringerte maximale Vorschubkraft). Da die Systemkosten der Linearmotoren im Vergleich zu KGT sehr hoch sind, wird durch den kleineren und damit kostengünsti-geren Linearmotor dieser Nachteil zumindest gemindert [3].
Die Integration einer leichtbautechnisch optimierten Vor-schubachse in eine Werkzeugmaschine stellt einen Schwer-punkt des Projekts „High-Speed-Präzisionsfrässchleifzentrum mit integrierter Mechatronik“ (MechaSpeed) dar. MechaSpeed ist ein im Rahmenprogramm „Forschung für die Produktion von morgen“ und dem Forschungsschwerpunkt „Werkzeugma-schine 2010“ laufendes Projekt. Es wird vom Bundesministe-rium für Bildung und Forschung (BMBF) gefördert und durch den Projektträger Forschungszentrum Karlsruhe – PTKA, Be-reich Produktion und Fertigungstechnologien (PFT) betreut.
2 Leichtbau für Achsstrukturen
Mit dem Begriff „Leichtbau“ verbindet man das Ziel, die Masse von technischen Konstruktionen so gering wie möglich zu halten. Das ist bei bewegten Massen besonders wichtig [4]. Der Begriff Leichtbau kann daher als Reduzierung der Masse einer Struktur bei gleich bleibenden oder sogar verbes-serten Gebrauchseigenschaften definiert werden [5]. Dabei muss gewährleistet sein, dass weder die Funktion noch die Si-cherheit oder Langlebigkeit der Konstruktion beeinträchtigt werden [6].
Leichtbaumaßnahmen sind meist teurer als konventionelle Lösungen und daher für den Einsatz in der industriellen Pra-xis oft nur in begrenztem Ausmaß realisierbar. Die höheren Kosten von Leichtbaukonstruktionen entstehen einerseits durch die Verwendung teurer Leichtbauwerkstoffe sowie der personalintensiven Fertigung und andererseits durch den er-höhten Aufwand bei der Konstruktion, Berechnung und Erpro-
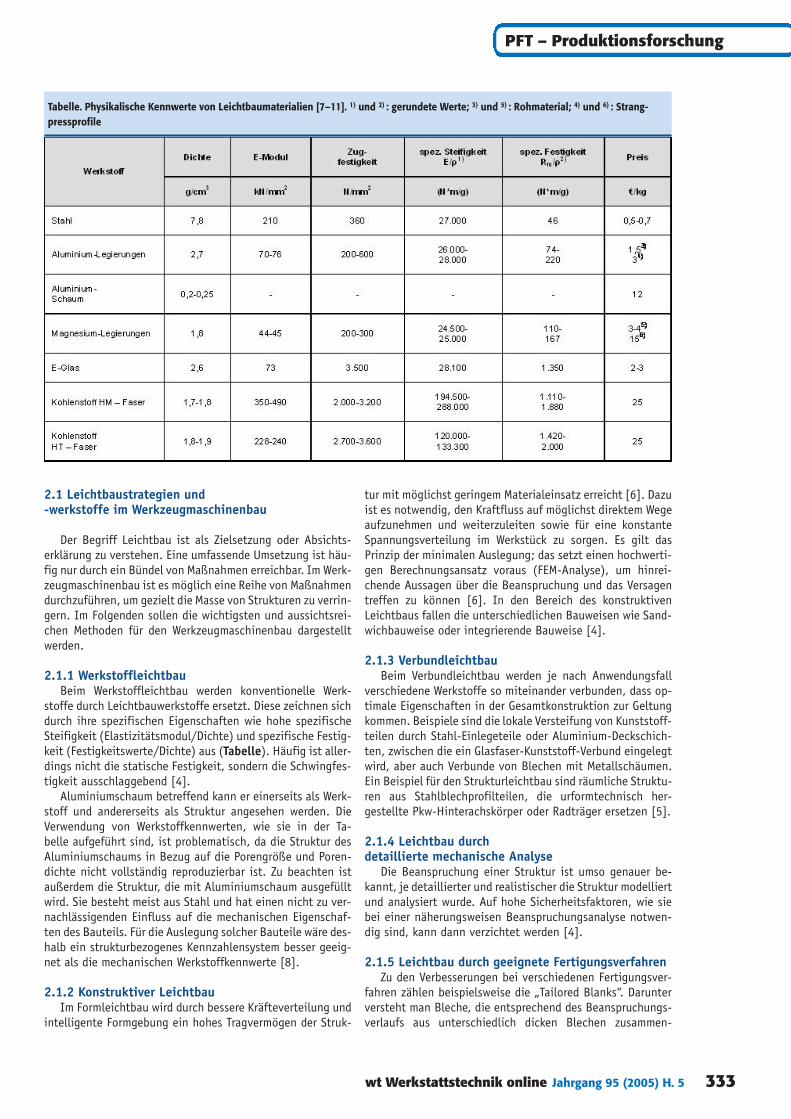
bung. Der Preis pro Kilogramm beträgt bei Stahl etwa 0,5 Euro bis 0,7 Euro. Für Leichtbauwerkstoffe wie Aluminium sind da-gegen 1,5 Euro bis 3 Euro zu zahlen. Die Preise für quasii-sotrope Faserverbundkunststoffe liegen mit etwa 100 Euro bis 200 Euro pro Kilogramm noch deutlich höher. Diese Mehrkos-ten für Leichtbaumaßnahmen werden aber kaum akzeptiert, da bei den meisten Produkten die Kosten im Vordergrund ste-hen, nicht die Masse.
Hierbei muss jedoch zwischen einer Einzelkomponente und einem gesamten System unterschieden werden. Wird eine Einzelkomponente durch Reduktion ihrer Masse teurer und sinkt der Systempreis durch Einsparungen an anderer Stelle (zum Beispiel geringere Antriebsleistung aufrund niedrigerer Masse), bleibt der Systempreis konstant oder kann sogar re-duziert werden. Betrachtet man die Betriebsbedingungen von HSC (High Speed Cutting)-Maschinen, so kommt es bei diesen hochdynamischen Maschinen zu ständigen Beschleunigungs- und Verzögerungsvorgängen in allen Vorschubachsen. Grund-sätzlich wirken zusätzlich noch statische und transiente in-nere und äußere Kräfte auf die Maschine und das Werkstück, die aufgrund endlicher Steifigkeiten zu Ungenauigkeiten am Werkstück führen. Insbesondere bei den bewegten Kom-ponenten wird durch die Methoden des Leichtbaus versucht, das Verhältnis von Masse zu Steifigkeit zu minimieren. Folge ist sowohl die Minimierung der erforderlichen Antriebskräfte als auch eine Minimierung der Trägheitskräfte und die Erhö-hung der Eigenfrequenzen.
Die gängigen Leichtbauweisen haben ihren Ursprung im Flugzeugbau und sind meist festigkeitsorientiert. Sie sind da-her nur bedingt auf Werkzeugmaschinen übertragbar, da de-ren Konstruktionen in erster Linie auf maximale Steifigkeit ausgerichtet sein müssen, um eine hohe Konturgenauigkeit am Bauteil zu erreichen [6]. Festigkeit hat daher eine gerin-gere Priorität, da die Komponenten einer Werkzeugmaschine im Allgemeinen aufgrund der geforderten Steifigkeit so über-dimensioniert sind, dass die Materialfestigkeit bei weitem nicht ausgenutzt wird. Es gilt, eine geringe Masse bei trotz-dem hoher Steifigkeit, hoher Dämpfung und guter Isolation gegen Schwingungen und Wärme zu verwirklichen.
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 332
Bild 3. Benötigte Motorkräfte und -beschleunigungen bei variierender
Achsmasse
PFT – Produktionsforschung
2.1 Leichtbaustrategien und -werkstoffe im Werkzeugmaschinenbau
Der Begriff Leichtbau ist als Zielsetzung oder Absichts-erklärung zu verstehen. Eine umfassende Umsetzung ist häu-fig nur durch ein Bündel von Maßnahmen erreichbar. Im Werk-zeugmaschinenbau ist es möglich eine Reihe von Maßnahmen durchzuführen, um gezielt die Masse von Strukturen zu verrin-gern. Im Folgenden sollen die wichtigsten und aussichtsrei-chen Methoden für den Werkzeugmaschinenbau dargestellt werden.
2.1.1 Werkstoffleichtbau Beim Werkstoffleichtbau werden konventionelle Werk-
stoffe durch Leichtbauwerkstoffe ersetzt. Diese zeichnen sich durch ihre spezifischen Eigenschaften wie hohe spezifische Steifigkeit (Elastizitätsmodul/Dichte) und spezifische Festig-keit (Festigkeitswerte/Dichte) aus (Tabelle). Häufig ist aller-dings nicht die statische Festigkeit, sondern die Schwingfes-tigkeit ausschlaggebend [4].
Aluminiumschaum betreffend kann er einerseits als Werk-stoff und andererseits als Struktur angesehen werden. Die Verwendung von Werkstoffkennwerten, wie sie in der Ta-belle aufgeführt sind, ist problematisch, da die Struktur des Aluminiumschaums in Bezug auf die Porengröße und Poren-dichte nicht vollständig reproduzierbar ist. Zu beachten ist außerdem die Struktur, die mit Aluminiumschaum ausgefüllt wird. Sie besteht meist aus Stahl und hat einen nicht zu ver-nachlässigenden Einfluss auf die mechanischen Eigenschaf-ten des Bauteils. Für die Auslegung solcher Bauteile wäre des-halb ein strukturbezogenes Kennzahlensystem besser geeig-net als die mechanischen Werkstoffkennwerte [8].
2.1.2 Konstruktiver Leichtbau Im Formleichtbau wird durch bessere Kräfteverteilung und
intelligente Formgebung ein hohes Tragvermögen der Struk-
tur mit möglichst geringem Materialeinsatz erreicht [6]. Dazu ist es notwendig, den Kraftfluss auf möglichst direktem Wege aufzunehmen und weiterzuleiten sowie für eine konstante Spannungsverteilung im Werkstück zu sorgen. Es gilt das Prinzip der minimalen Auslegung; das setzt einen hochwerti-gen Berechnungsansatz voraus (FEM-Analyse), um hinrei-chende Aussagen über die Beanspruchung und das Versagen treffen zu können [6]. In den Bereich des konstruktiven Leichtbaus fallen die unterschiedlichen Bauweisen wie Sand-wichbauweise oder integrierende Bauweise [4].
2.1.3 Verbundleichtbau Beim Verbundleichtbau werden je nach Anwendungsfall
verschiedene Werkstoffe so miteinander verbunden, dass op-timale Eigenschaften in der Gesamtkonstruktion zur Geltung kommen. Beispiele sind die lokale Versteifung von Kunststoff-teilen durch Stahl-Einlegeteile oder Aluminium-Deckschich-ten, zwischen die ein Glasfaser-Kunststoff-Verbund eingelegt wird, aber auch Verbunde von Blechen mit Metallschäumen. Ein Beispiel für den Strukturleichtbau sind räumliche Struktu-ren aus Stahlblechprofilteilen, die urformtechnisch her-gestellte Pkw-Hinterachskörper oder Radträger ersetzen [5].
2.1.4 Leichtbau durch detaillierte mechanische Analyse
Die Beanspruchung einer Struktur ist umso genauer be-kannt, je detaillierter und realistischer die Struktur modelliert und analysiert wurde. Auf hohe Sicherheitsfaktoren, wie sie bei einer näherungsweisen Beanspruchungsanalyse notwen-dig sind, kann dann verzichtet werden [4].
2.1.5 Leichtbau durch geeignete Fertigungsverfahren Zu den Verbesserungen bei verschiedenen Fertigungsver-
fahren zählen beispielsweise die „Tailored Blanks“. Darunter versteht man Bleche, die entsprechend des Beanspruchungs-verlaufs aus unterschiedlich dicken Blechen zusammen-
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 333
Tabelle. Physikalische Kennwerte von Leichtbaumaterialien [7–11]. 1) und 2) : gerundete Werte; 3) und 5) : Rohmaterial; 4) und 6) : Strang-
pressprofile
PFT – Produktionsforschung
geschweißt werden. Damit wird vermieden, dass in niedrig beanspruchten Zonen unnötig starke Blechdicken verwendet werden. Ein weiteres Verfahren, das Leichbaukonstruktionen ermöglicht, ist das Laser-Schweißen. Hierbei können dünne Bleche ohne Überlappung stumpf geschweißt werden, was die Masse des geschweißten Bauteils reduziert [4].
2.2 Leichtbautechnisch optimierte Z-Achsstruktur einer HSC-Fräsmaschine
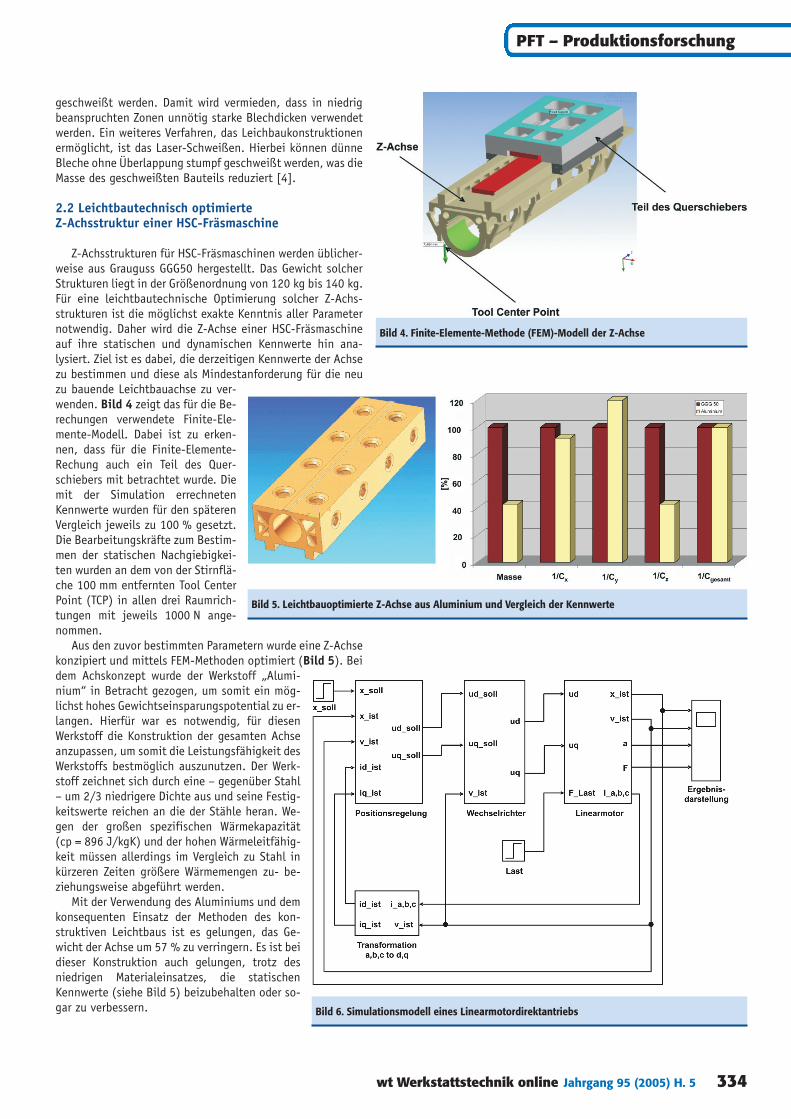
Z-Achsstrukturen für HSC-Fräsmaschinen werden üblicher-weise aus Grauguss GGG50 hergestellt. Das Gewicht solcher Strukturen liegt in der Größenordnung von 120 kg bis 140 kg. Für eine leichtbautechnische Optimierung solcher Z-Achs-strukturen ist die möglichst exakte Kenntnis aller Parameter notwendig. Daher wird die Z-Achse einer HSC-Fräsmaschine auf ihre statischen und dynamischen Kennwerte hin ana-lysiert. Ziel ist es dabei, die derzeitigen Kennwerte der Achse zu bestimmen und diese als Mindestanforderung für die neu zu bauende Leichtbauachse zu ver-wenden. Bild 4 zeigt das für die Be-rechungen verwendete Finite-Ele-mente-Modell. Dabei ist zu erken-nen, dass für die Finite-Elemente-Rechung auch ein Teil des Quer-schiebers mit betrachtet wurde. Die mit der Simulation errechneten Kennwerte wurden für den späteren Vergleich jeweils zu 100 % gesetzt. Die Bearbeitungskräfte zum Bestim-men der statischen Nachgiebigkei-ten wurden an dem von der Stirnflä-che 100 mm entfernten Tool Center Point (TCP) in allen drei Raumrich-tungen mit jeweils 1000 N ange-nommen.
Aus den zuvor bestimmten Parametern wurde eine Z-Achse konzipiert und mittels FEM-Methoden optimiert (Bild 5). Bei dem Achskonzept wurde der Werkstoff „Alumi-nium“ in Betracht gezogen, um somit ein mög-lichst hohes Gewichtseinsparungspotential zu er-langen. Hierfür war es notwendig, für diesen Werkstoff die Konstruktion der gesamten Achse anzupassen, um somit die Leistungsfähigkeit des Werkstoffs bestmöglich auszunutzen. Der Werk-stoff zeichnet sich durch eine – gegenüber Stahl – um 2/3 niedrigere Dichte aus und seine Festig-keitswerte reichen an die der Stähle heran. We-gen der großen spezifischen Wärmekapazität (cp = 896 J/kgK) und der hohen Wärmeleitfähig-keit müssen allerdings im Vergleich zu Stahl in kürzeren Zeiten größere Wärmemengen zu- be-ziehungsweise abgeführt werden.
Mit der Verwendung des Aluminiums und dem konsequenten Einsatz der Methoden des kon-struktiven Leichtbaus ist es gelungen, das Ge-wicht der Achse um 57 % zu verringern. Es ist bei dieser Konstruktion auch gelungen, trotz des niedrigen Materialeinsatzes, die statischen Kennwerte (siehe Bild 5) beizubehalten oder so-gar zu verbessern.
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 334
Bild 6. Simulationsmodell eines Linearmotordirektantriebs
Bild 5. Leichtbauoptimierte Z-Achse aus Aluminium und Vergleich der Kennwerte
Bild 4. Finite-Elemente-Methode (FEM)-Modell der Z-Achse
PFT – Produktionsforschung
3 Modell des Linearmotorantriebs
Um die Vorteile der leichtbauoptimierten Achse im Bezug auf die erreichten Beschleuni-gungen, Verfahrgeschwindigkeiten und Positio-nierzeiten bereits zum Zeitpunkt der Konstruk-tion besser beurteilen zu können, wurde das Si-mulationsmodell einer linearmotorgetriebenen Achse aufgestellt (Bild 6). Das Modell umfasst neben dem elektrischen und mechanischen An-teil des Synchronlinearmotors auch das Modell eines Umrichters mit Pulsweitenmodulationsver-fahren (PWM) sowie die für den Betrieb der Achse eingesetzte Regelung in Kaskadenform. Der Reg-lerparameter des Lagereglers (P-Regler) ent-spricht dabei dem zuvor beschriebenen Kv-Faktor.
Um die Dynamik beurteilen zu können, wird die vom Motor zu bewegende Masse variiert. Für die Simulation wurden neben der Masse der Achs-struktur die zusätzlich hinzukommenden Massen der eingesetzten Maschinenkomponenten be-rücksichtigt. Für die untersuchte Z-Achse sind dies beispielsweise die Motorspindel mit Kabeln und Schläuchen sowie das Sekundärteil des Linear motors. Die zusätzlichen Massen wurden mit 55 kg abgeschätzt und werden nicht durch die Leichtbaumaßnahmen beeinflusst, sodass sich die Masse der bewegten Z-Achse bei beiden betrachteten Achskonzepten gleichermaßen er-höht.
Bei der Variation der bewegten Masse ist da-rauf zu achten, dass die Reglerparameter an die veränderte Strecke angepasst werden. Insbeson-dere der Kv-Faktor, der ein Maß für die Dynamik der Vorschubachse darstellt, ist einzustellen. Wird dieser zu hoch gewählt, kommt es zu einem Überschwingen der geforderten Achsposition. Ist der Faktor zu gering eingestellt, so reagiert die Achse träge und benötigt mehr Zeit zum Errei-chen der Soll-Position. Für die im Folgenden dar-gestellten Simulationsergebnisse wurden die Reglerparameter so eingestellt, dass beim vor-gegebenen Positionssollwertsprung die Achs-position gerade noch nicht überschwingt.
Für den Vergleich der beiden Achsen wurde ein Sollwertsprung der Achsposition von 0 mm auf 100 mm vorgegeben und die Daten des verfahre-nen Weges, der Geschwindigkeit, der Beschleuni-gung und der Motorkraft aufgezeichnet.
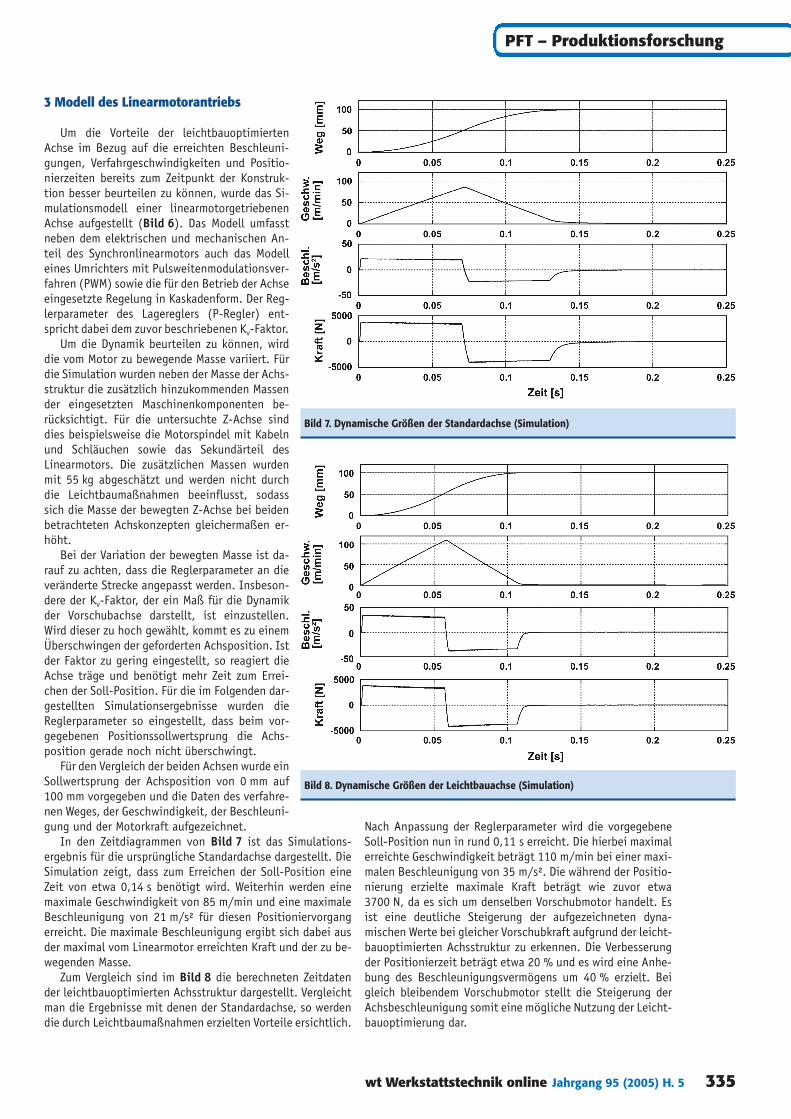
In den Zeitdiagrammen von Bild 7 ist das Simulations-ergebnis für die ursprüngliche Standardachse dargestellt. Die Simulation zeigt, dass zum Erreichen der Soll-Position eine Zeit von etwa 0,14 s benötigt wird. Weiterhin werden eine maximale Geschwindigkeit von 85 m/min und eine maximale Beschleunigung von 21 m/s² für diesen Positioniervorgang erreicht. Die maximale Beschleunigung ergibt sich dabei aus der maximal vom Linearmotor erreichten Kraft und der zu be-wegenden Masse.
Zum Vergleich sind im Bild 8 die berechneten Zeitdaten der leichtbauoptimierten Achsstruktur dargestellt. Vergleicht man die Ergebnisse mit denen der Standardachse, so werden die durch Leichtbaumaßnahmen erzielten Vorteile ersichtlich.
Nach Anpassung der Reglerparameter wird die vorgegebene Soll-Position nun in rund 0,11 s erreicht. Die hierbei maximal erreichte Geschwindigkeit beträgt 110 m/min bei einer maxi-malen Beschleunigung von 35 m/s². Die während der Positio-nierung erzielte maximale Kraft beträgt wie zuvor etwa 3700 N, da es sich um denselben Vorschubmotor handelt. Es ist eine deutliche Steigerung der aufgezeichneten dyna-mischen Werte bei gleicher Vorschubkraft aufgrund der leicht-bauoptimierten Achsstruktur zu erkennen. Die Verbesserung der Positionierzeit beträgt etwa 20 % und es wird eine Anhe-bung des Beschleunigungsvermögens um 40 % erzielt. Bei gleich bleibendem Vorschubmotor stellt die Steigerung der Achsbeschleunigung somit eine mögliche Nutzung der Leicht-bauoptimierung dar.
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 335
Bild 7. Dynamische Größen der Standardachse (Simulation)
Bild 8. Dynamische Größen der Leichtbauachse (Simulation)
PFT – Produktionsforschung
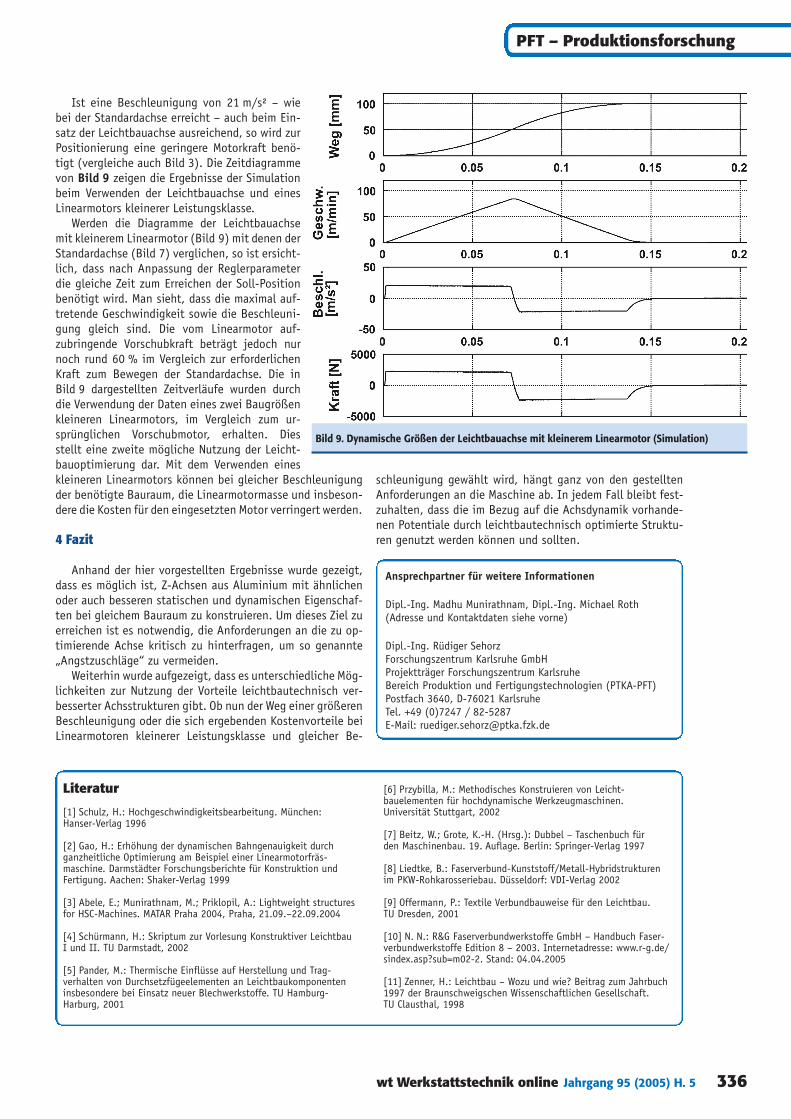
Ist eine Beschleunigung von 21 m/s² – wie bei der Standardachse erreicht – auch beim Ein-satz der Leichtbauachse ausreichend, so wird zur Positionierung eine geringere Motorkraft benö-tigt (vergleiche auch Bild 3). Die Zeitdiagramme von Bild 9 zeigen die Ergebnisse der Simulation beim Verwenden der Leichtbauachse und eines Linearmotors kleinerer Leistungsklasse.
Werden die Diagramme der Leichtbauachse mit kleinerem Linearmotor (Bild 9) mit denen der Standardachse (Bild 7) verglichen, so ist ersicht-lich, dass nach Anpassung der Reglerparameter die gleiche Zeit zum Erreichen der Soll-Position benötigt wird. Man sieht, dass die maximal auf-tretende Geschwindigkeit sowie die Beschleuni-gung gleich sind. Die vom Linearmotor auf-zubringende Vorschubkraft beträgt jedoch nur noch rund 60 % im Vergleich zur erforderlichen Kraft zum Bewegen der Standardachse. Die in Bild 9 dargestellten Zeitverläufe wurden durch die Verwendung der Daten eines zwei Baugrößen kleineren Linearmotors, im Vergleich zum ur-sprünglichen Vorschubmotor, erhalten. Dies stellt eine zweite mögliche Nutzung der Leicht-bauoptimierung dar. Mit dem Verwenden eines kleineren Linearmotors können bei gleicher Beschleunigung der benötigte Bauraum, die Linearmotormasse und insbeson-dere die Kosten für den eingesetzten Motor verringert werden.
4 Fazit
Anhand der hier vorgestellten Ergebnisse wurde gezeigt, dass es möglich ist, Z-Achsen aus Aluminium mit ähnlichen oder auch besseren statischen und dynamischen Eigenschaf-ten bei gleichem Bauraum zu konstruieren. Um dieses Ziel zu erreichen ist es notwendig, die Anforderungen an die zu op-timierende Achse kritisch zu hinterfragen, um so genannte „Angstzuschläge“ zu vermeiden.
Weiterhin wurde aufgezeigt, dass es unterschiedliche Mög-lichkeiten zur Nutzung der Vorteile leichtbautechnisch ver-besserter Achsstrukturen gibt. Ob nun der Weg einer größeren Beschleunigung oder die sich ergebenden Kostenvorteile bei Linearmotoren kleinerer Leistungsklasse und gleicher Be-
wt Werkstattstechnik online Jahrgang 95 (2005) H. 5 336
Bild 9. Dynamische Größen der Leichtbauachse mit kleinerem Linearmotor (Simulation)
Ansprechpartner für weitere Informationen
Dipl.-Ing. Madhu Munirathnam, Dipl.-Ing. Michael Roth (Adresse und Kontaktdaten siehe vorne)
Dipl.-Ing. Rüdiger Sehorz Forschungszentrum Karlsruhe GmbH Projektträger Forschungszentrum Karlsruhe Bereich Produktion und Fertigungstechnologien (PTKA-PFT) Postfach 3640, D-76021 Karlsruhe Tel. +49 (0)7247 / 82-5287 E-Mail: [email protected]
Literatur
[1] Schulz, H.: Hochgeschwindigkeitsbearbeitung. München: Hanser- Verlag 1996
[2] Gao, H.: Erhöhung der dynamischen Bahngenauigkeit durch ganzheitliche Optimierung am Beispiel einer Linearmotorfräs-maschine. Darmstädter Forschungsberichte für Konstruktion und Fertigung. Aachen: Shaker-Verlag 1999
[3] Abele, E.; Munirathnam, M.; Priklopil, A.: Lightweight structures for HSC-Machines. MATAR Praha 2004, Praha, 21.09.–22.09.2004
[4] Schürmann, H.: Skriptum zur Vorlesung Konstruktiver Leichtbau I und II. TU Darmstadt, 2002
[5] Pander, M.: Thermische Einflüsse auf Herstellung und Trag -verhalten von Durchsetzfügeelementen an Leichtbaukomponenten insbeson dere bei Einsatz neuer Blechwerkstoffe. TU Hamburg-Harburg, 2001
[6] Przybilla, M.: Methodisches Konstruieren von Leicht-bauelementen für hochdynamische Werkzeugmaschinen. Universität Stuttgart, 2002
[7] Beitz, W.; Grote, K.-H. (Hrsg.): Dubbel – Taschenbuch für den Maschinenbau. 19. Auflage. Berlin: Springer-Verlag 1997
[8] Liedtke, B.: Faserverbund-Kunststoff/Metall-Hybridstrukturen im PKW-Rohkarosseriebau. Düsseldorf: VDI-Verlag 2002
[9] Offermann, P.: Textile Verbundbauweise für den Leichtbau. TU Dresden, 2001
[10] N. N.: R&G Faserverbundwerkstoffe GmbH – Handbuch Faser-verbundwerkstoffe Edition 8 – 2003. Internetadresse: www.r-g.de/sindex.asp?sub=m02-2. Stand: 04.04.2005
[11] Zenner, H.: Leichtbau – Wozu und wie? Beitrag zum Jahrbuch 1997 der Braunschweigschen Wissenschaftlichen Gesellschaft. TU Clausthal, 1998
PFT – Produktionsforschung
schleunigung gewählt wird, hängt ganz von den gestellten Anforderungen an die Maschine ab. In jedem Fall bleibt fest-zuhalten, dass die im Bezug auf die Achsdynamik vorhande-nen Potentiale durch leichtbautechnisch optimierte Struktu-ren genutzt werden können und sollten.