
E01 Optische Rauhtiefenmessung - haw- · PDF file1 Fakultät Technik und Informatik...
10
1 Fakultät Technik und Informatik Department Maschinenbau und Produktion Einführungs-Laborpraktikum Datum/Semestergruppe 1. Teilnehmende(r) 2. Teilnehmende(r) 3. Teilnehmende(r) geprüft: Vorbemerkung Die Versuche des Einführungslabors sind gemäß der jeweils im Skript vorhandenen Beschreibung durchzuführen. Das Skript stellt einen Teil des Versuchsprotokolls dar und soll so als Beispiel für die Anfertigung einer Ausarbeitung dienen. Von den Studierenden sind im Anschluss an die Laborveranstaltung jeweils ein Messprotokoll und eine gegliederte Auswertung (Kapitel 7. xx) anzufertigen, die während der Laborveranstaltung mithilfe der Anhänge 1 und 2 vorbereitet werden sollen. Die Abgabe der gesamten Unterlagen soll spätestens 14 Tage nach der Versuchsdurchführung erfolgen. Versuch E01: Optische Bestimmung von Rauheitskenngrößen Inhaltsverzeichnis 1 Einleitung ............................................................................................................................................................................ 2 2 Gestaltabweichung............................................................................................................................................................ 2 2. 1 Rauheitsmessgrößen ................................................................................................................................................ 4 2. 2 Messverfahren ........................................................................................................................................................... 5 3 Versuchsaufbau ................................................................................................................................................................. 6 4 Versuchsdurchführung ..................................................................................................................................................... 7 4. 1 Aufnahme eines Oberflächenbildes ...................................................................................................................... 8 4. 2 Auswertung mit der Software ODSCAD .............................................................................................................. 8 6 Literaturverzeichnis........................................................................................................................................................... 9 Anhang 1: Messdatenblatt ............................................................................................................................................... 10 7 Auswertungs- und Antwortteil der Studierenden … M U T Labor für Maschinenelemente und Tribologie S12 Dipl.-Ing. Niels Eiben Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Thomas Rieling
-
Upload
vuongduong -
Category
Documents
-
view
216 -
download
3
Transcript of E01 Optische Rauhtiefenmessung - haw- · PDF file1 Fakultät Technik und Informatik...
1
Fakultät Technik und Informatik
Department Maschinenbau und Produktion
Einführungs-Laborpraktikum
Datum/Semestergruppe 1. Teilnehmende(r) 2. Teilnehmende(r) 3. Teilnehmende(r)
geprüft:
Vorbemerkung Die Versuche des Einführungslabors sind gemäß der jeweils im Skript vorhandenen Beschreibung durchzuführen. Das Skript stellt einen Teil des Versuchsprotokolls dar und soll so als Beispiel für die Anfertigung einer Ausarbeitung dienen. Von den Studierenden sind im Anschluss an die Laborveranstaltung jeweils ein Messprotokoll und eine gegliederte Auswertung (Kapitel 7. xx) anzufertigen, die während der Laborveranstaltung mithilfe der Anhänge 1 und 2 vorbereitet werden sollen. Die Abgabe der gesamten Unterlagen soll spätestens 14 Tage nach der Versuchsdurchführung erfolgen.
Versuch E01: Optische Bestimmung von Rauheitskenngrößen
Inhaltsverzeichnis
1 Einleitung ............................................................................................................................................................................2 2 Gestaltabweichung............................................................................................................................................................2 2. 1 Rauheitsmessgrößen ................................................................................................................................................4 2. 2 Messverfahren ...........................................................................................................................................................5
3 Versuchsaufbau .................................................................................................................................................................6 4 Versuchsdurchführung .....................................................................................................................................................7 4. 1 Aufnahme eines Oberflächenbildes ......................................................................................................................8 4. 2 Auswertung mit der Software ODSCAD ..............................................................................................................8
6 Literaturverzeichnis...........................................................................................................................................................9 Anhang 1: Messdatenblatt ...............................................................................................................................................10
7 Auswertungs- und Antwortteil der Studierenden …
MUT
Labor fürMaschinenelemente undTribologie
S12 Dipl.-Ing. Niels Eiben Dipl.-Ing. Snezhana Kolarova Dipl.-Ing. Thomas Rieling
2
1 Einleitung
Oberflächen von Bauteilen weichen bedingt durch Herstellung und Nutzung mehr oder weniger von der geometrisch idealen Gestalt ab.Gestaltabweichungen können in Form von Unebenheit, Unrundheit, Welligkeit und Rauheit auftreten. Je nach Funktion der Oberflächen müssen die Abweichungen in bestimmten Grenzen bleiben und um dies zu prüfen, werden Messverfahren eingesetzt.
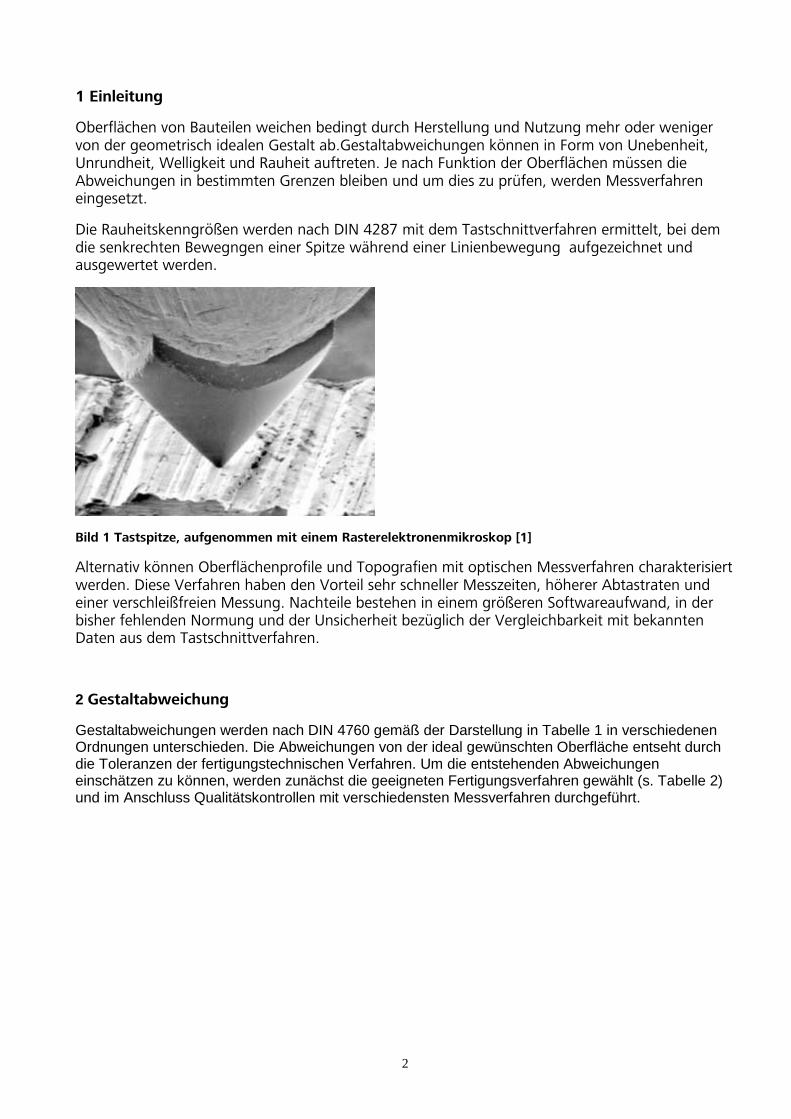
Die Rauheitskenngrößen werden nach DIN 4287 mit dem Tastschnittverfahren ermittelt, bei dem die senkrechten Bewegngen einer Spitze während einer Linienbewegung aufgezeichnet und ausgewertet werden.
Bild 1 Tastspitze, aufgenommen mit einem Rasterelektronenmikroskop [1]
Alternativ können Oberflächenprofile und Topografien mit optischen Messverfahren charakterisiert werden. Diese Verfahren haben den Vorteil sehr schneller Messzeiten, höherer Abtastraten und einer verschleißfreien Messung. Nachteile bestehen in einem größeren Softwareaufwand, in der bisher fehlenden Normung und der Unsicherheit bezüglich der Vergleichbarkeit mit bekannten Daten aus dem Tastschnittverfahren.
2 Gestaltabweichung
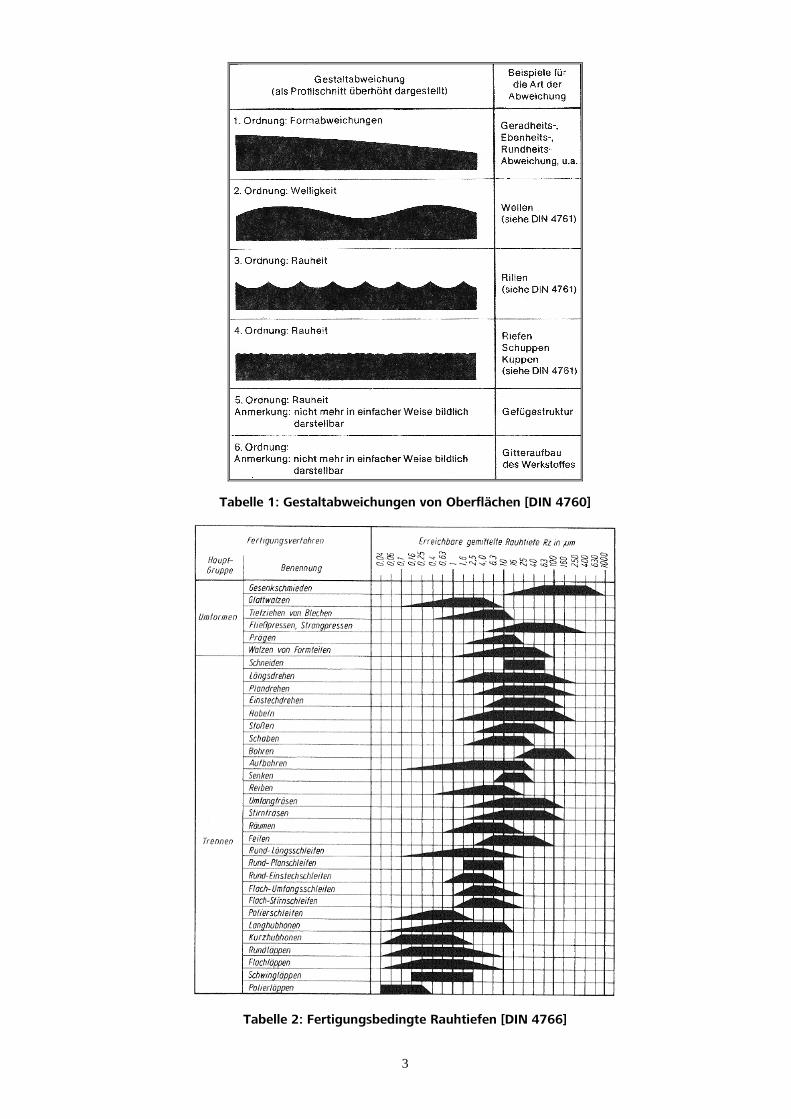
Gestaltabweichungen werden nach DIN 4760 gemäß der Darstellung in Tabelle 1 in verschiedenen Ordnungen unterschieden. Die Abweichungen von der ideal gewünschten Oberfläche entseht durch die Toleranzen der fertigungstechnischen Verfahren. Um die entstehenden Abweichungen einschätzen zu können, werden zunächst die geeigneten Fertigungsverfahren gewählt (s. Tabelle 2) und im Anschluss Qualitätskontrollen mit verschiedensten Messverfahren durchgeführt.
3
Tabelle 1: Gestaltabweichungen von Oberflächen [DIN 4760]
Tabelle 2: Fertigungsbedingte Rauhtiefen [DIN 4766]
4
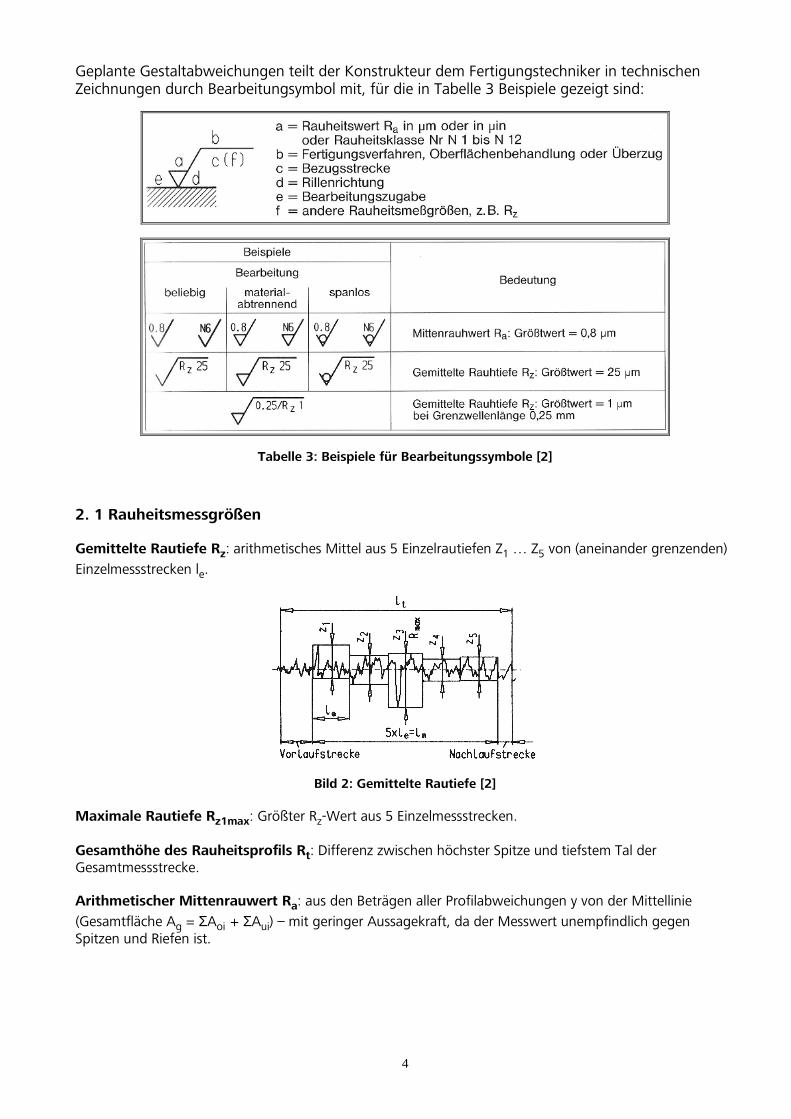
Geplante Gestaltabweichungen teilt der Konstrukteur dem Fertigungstechniker in technischen Zeichnungen durch Bearbeitungsymbol mit, für die in Tabelle 3 Beispiele gezeigt sind:
Tabelle 3: Beispiele für Bearbeitungssymbole [2]
2. 1 Rauheitsmessgrößen
Gemittelte Rautiefe Rz: arithmetisches Mittel aus 5 Einzelrautiefen Z1 … Z5 von (aneinander grenzenden)
Einzelmessstrecken le.
Bild 2: Gemittelte Rautiefe [2]
Maximale Rautiefe Rz1max: Größter Rz-Wert aus 5 Einzelmessstrecken.
Gesamthöhe des Rauheitsprofils Rt: Differenz zwischen höchster Spitze und tiefstem Tal der Gesamtmessstrecke.
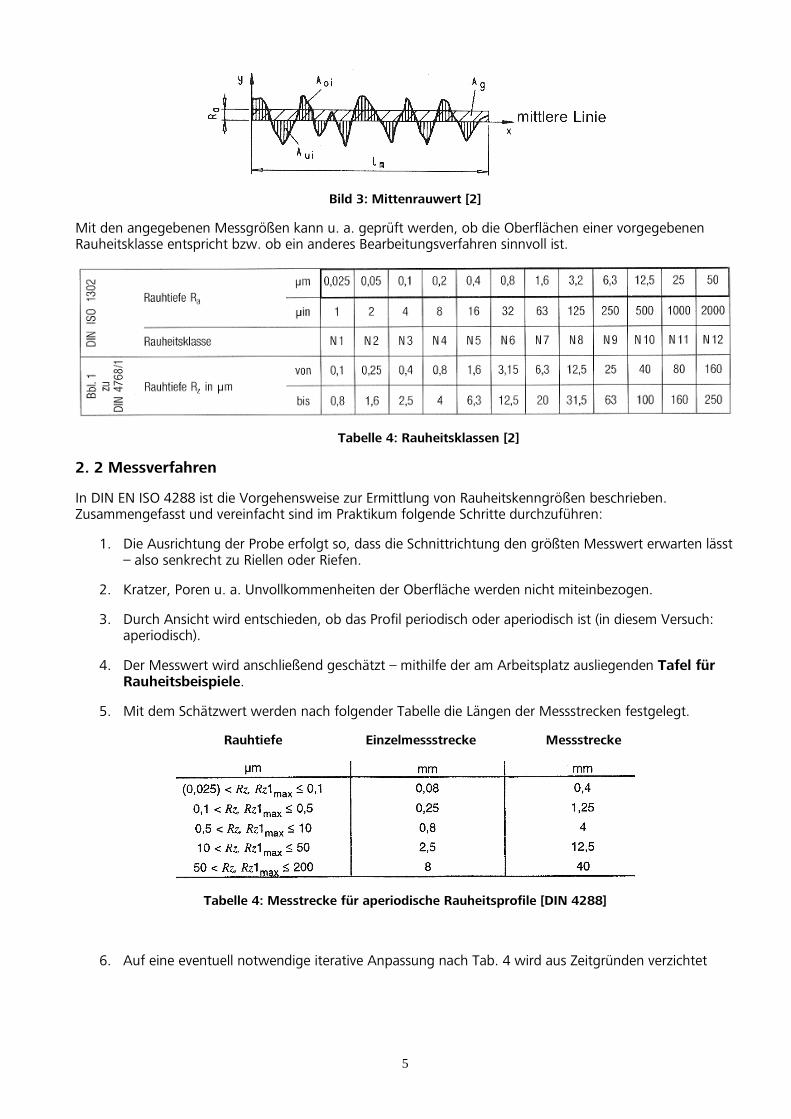
Arithmetischer Mittenrauwert Ra: aus den Beträgen aller Profilabweichungen y von der Mittellinie
(Gesamtfläche Ag = ΣAoi + ΣAui) – mit geringer Aussagekraft, da der Messwert unempfindlich gegen Spitzen und Riefen ist.
5
Bild 3: Mittenrauwert [2]
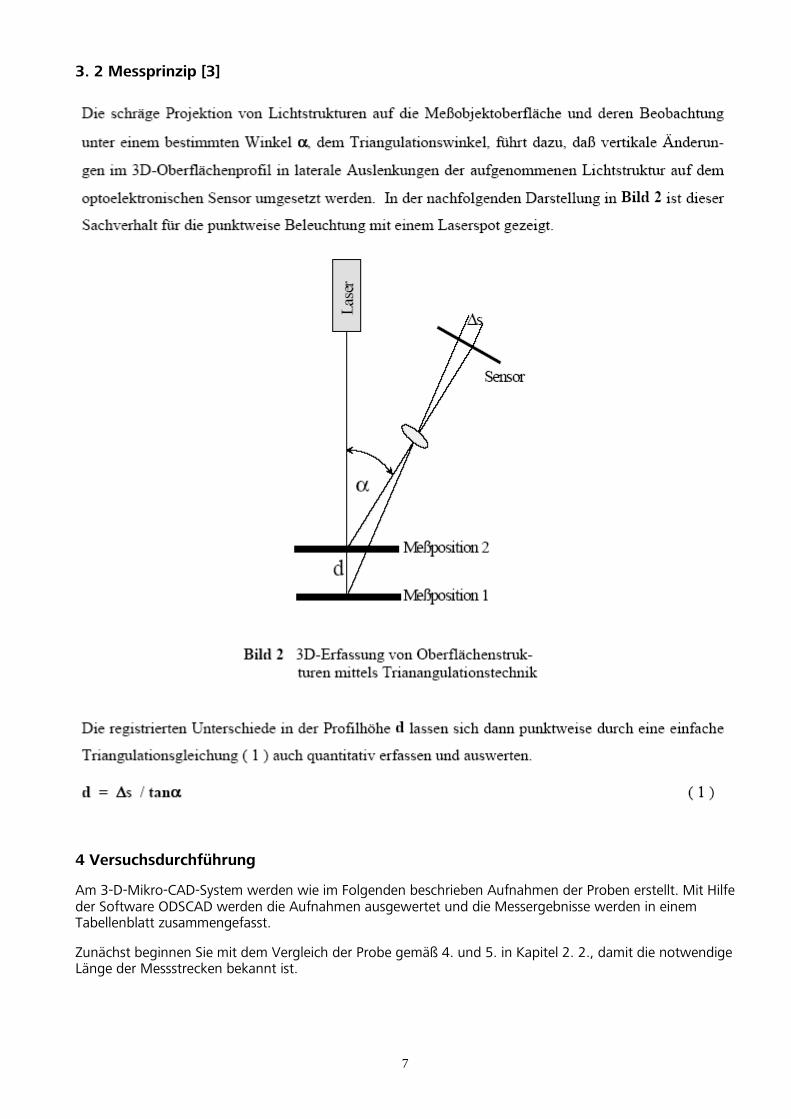
Mit den angegebenen Messgrößen kann u. a. geprüft werden, ob die Oberflächen einer vorgegebenen Rauheitsklasse entspricht bzw. ob ein anderes Bearbeitungsverfahren sinnvoll ist.
Tabelle 4: Rauheitsklassen [2]
2. 2 Messverfahren
In DIN EN ISO 4288 ist die Vorgehensweise zur Ermittlung von Rauheitskenngrößen beschrieben. Zusammengefasst und vereinfacht sind im Praktikum folgende Schritte durchzuführen:
1. Die Ausrichtung der Probe erfolgt so, dass die Schnittrichtung den größten Messwert erwarten lässt – also senkrecht zu Riellen oder Riefen.
2. Kratzer, Poren u. a. Unvollkommenheiten der Oberfläche werden nicht miteinbezogen.
3. Durch Ansicht wird entschieden, ob das Profil periodisch oder aperiodisch ist (in diesem Versuch: aperiodisch).
4. Der Messwert wird anschließend geschätzt – mithilfe der am Arbeitsplatz ausliegenden Tafel für Rauheitsbeispiele.
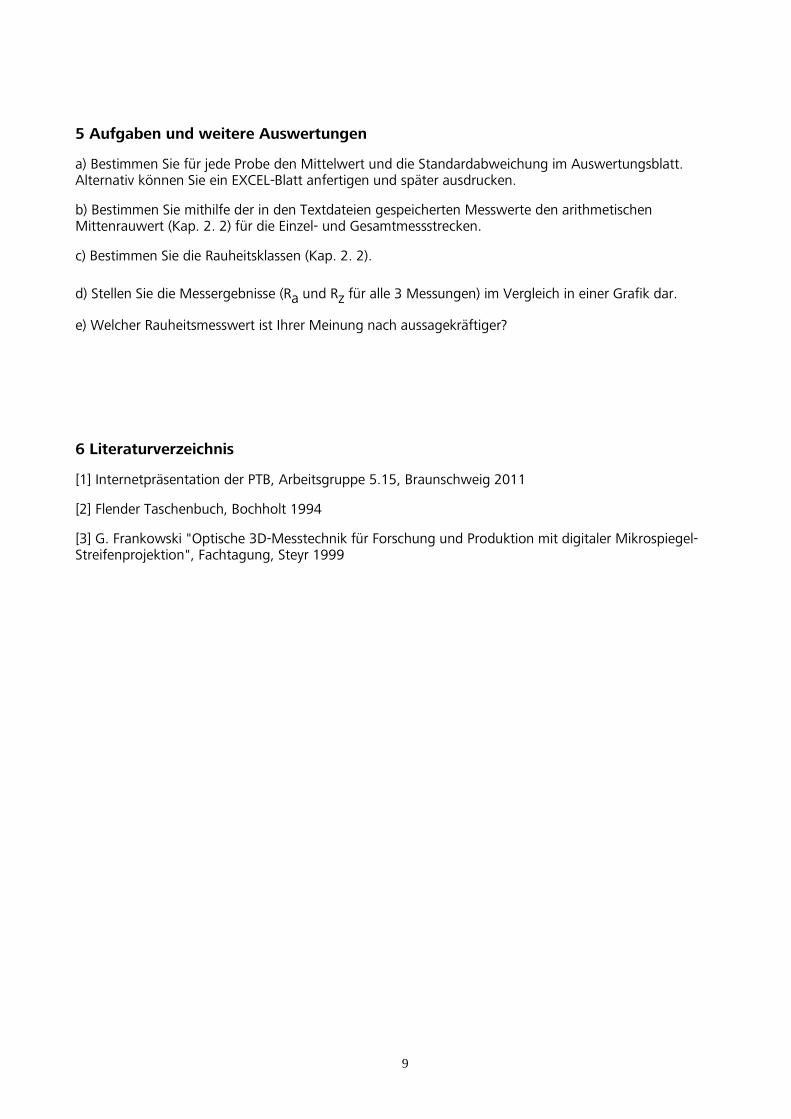
5. Mit dem Schätzwert werden nach folgender Tabelle die Längen der Messstrecken festgelegt.
Rauhtiefe Einzelmessstrecke Messstrecke
Tabelle 4: Messtrecke für aperiodische Rauheitsprofile [DIN 4288]
6. Auf eine eventuell notwendige iterative Anpassung nach Tab. 4 wird aus Zeitgründen verzichtet

6
3 Versuchsaufbau
In den Bildern 1a - 1c sind die für die eingesetzten Geräte und deren entscheidende Funktionseinheiten gezeigt:
Bild 1a
Bild 1b Bild 1c
Optischer Messkopf (Laser / Sensor)
Handrad Laser-/ Sensorabstand
Probentisch / Granitplatte
Probe mit Verschleißspur
Lichtquelle mit Reglern für - Intensität (links) - Blende (rechts)
7
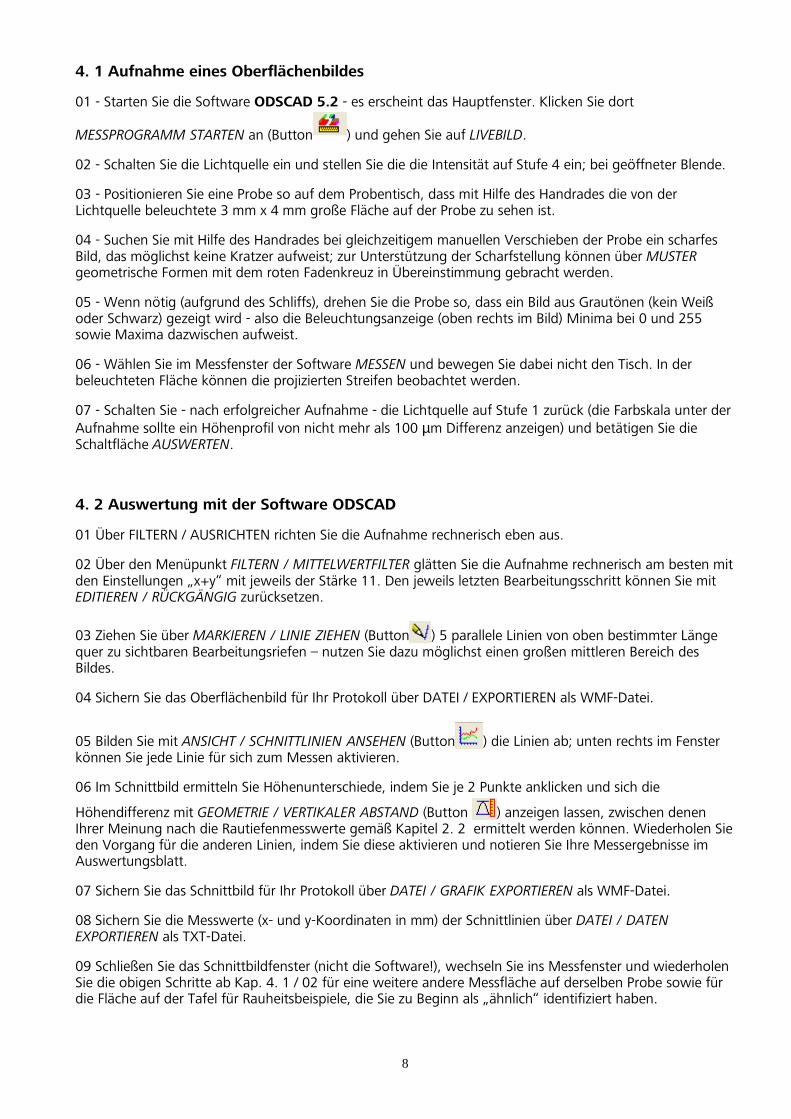
3. 2 Messprinzip [3]
4 Versuchsdurchführung
Am 3-D-Mikro-CAD-System werden wie im Folgenden beschrieben Aufnahmen der Proben erstellt. Mit Hilfe der Software ODSCAD werden die Aufnahmen ausgewertet und die Messergebnisse werden in einem Tabellenblatt zusammengefasst.
Zunächst beginnen Sie mit dem Vergleich der Probe gemäß 4. und 5. in Kapitel 2. 2., damit die notwendige Länge der Messstrecken bekannt ist.
8
4. 1 Aufnahme eines Oberflächenbildes
01 - Starten Sie die Software ODSCAD 5.2 - es erscheint das Hauptfenster. Klicken Sie dort
MESSPROGRAMM STARTEN an (Button ) und gehen Sie auf LIVEBILD.
02 - Schalten Sie die Lichtquelle ein und stellen Sie die die Intensität auf Stufe 4 ein; bei geöffneter Blende.
03 - Positionieren Sie eine Probe so auf dem Probentisch, dass mit Hilfe des Handrades die von der Lichtquelle beleuchtete 3 mm x 4 mm große Fläche auf der Probe zu sehen ist.
04 - Suchen Sie mit Hilfe des Handrades bei gleichzeitigem manuellen Verschieben der Probe ein scharfes Bild, das möglichst keine Kratzer aufweist; zur Unterstützung der Scharfstellung können über MUSTER geometrische Formen mit dem roten Fadenkreuz in Übereinstimmung gebracht werden.
05 - Wenn nötig (aufgrund des Schliffs), drehen Sie die Probe so, dass ein Bild aus Grautönen (kein Weiß oder Schwarz) gezeigt wird - also die Beleuchtungsanzeige (oben rechts im Bild) Minima bei 0 und 255 sowie Maxima dazwischen aufweist.
06 - Wählen Sie im Messfenster der Software MESSEN und bewegen Sie dabei nicht den Tisch. In der beleuchteten Fläche können die projizierten Streifen beobachtet werden.
07 - Schalten Sie - nach erfolgreicher Aufnahme - die Lichtquelle auf Stufe 1 zurück (die Farbskala unter der Aufnahme sollte ein Höhenprofil von nicht mehr als 100 µm Differenz anzeigen) und betätigen Sie die Schaltfläche AUSWERTEN.
4. 2 Auswertung mit der Software ODSCAD
01 Über FILTERN / AUSRICHTEN richten Sie die Aufnahme rechnerisch eben aus.
02 Über den Menüpunkt FILTERN / MITTELWERTFILTER glätten Sie die Aufnahme rechnerisch am besten mit den Einstellungen „x+y“ mit jeweils der Stärke 11. Den jeweils letzten Bearbeitungsschritt können Sie mit EDITIEREN / RÜCKGÄNGIG zurücksetzen.
03 Ziehen Sie über MARKIEREN / LINIE ZIEHEN (Button ) 5 parallele Linien von oben bestimmter Länge quer zu sichtbaren Bearbeitungsriefen – nutzen Sie dazu möglichst einen großen mittleren Bereich des Bildes.
04 Sichern Sie das Oberflächenbild für Ihr Protokoll über DATEI / EXPORTIEREN als WMF-Datei.
05 Bilden Sie mit ANSICHT / SCHNITTLINIEN ANSEHEN (Button ) die Linien ab; unten rechts im Fenster können Sie jede Linie für sich zum Messen aktivieren.
06 Im Schnittbild ermitteln Sie Höhenunterschiede, indem Sie je 2 Punkte anklicken und sich die
Höhendifferenz mit GEOMETRIE / VERTIKALER ABSTAND (Button ) anzeigen lassen, zwischen denen Ihrer Meinung nach die Rautiefenmesswerte gemäß Kapitel 2. 2 ermittelt werden können. Wiederholen Sie den Vorgang für die anderen Linien, indem Sie diese aktivieren und notieren Sie Ihre Messergebnisse im Auswertungsblatt.
07 Sichern Sie das Schnittbild für Ihr Protokoll über DATEI / GRAFIK EXPORTIEREN als WMF-Datei.
08 Sichern Sie die Messwerte (x- und y-Koordinaten in mm) der Schnittlinien über DATEI / DATEN EXPORTIEREN als TXT-Datei.
09 Schließen Sie das Schnittbildfenster (nicht die Software!), wechseln Sie ins Messfenster und wiederholen Sie die obigen Schritte ab Kap. 4. 1 / 02 für eine weitere andere Messfläche auf derselben Probe sowie für die Fläche auf der Tafel für Rauheitsbeispiele, die Sie zu Beginn als „ähnlich“ identifiziert haben.
9
5 Aufgaben und weitere Auswertungen
a) Bestimmen Sie für jede Probe den Mittelwert und die Standardabweichung im Auswertungsblatt. Alternativ können Sie ein EXCEL-Blatt anfertigen und später ausdrucken.
b) Bestimmen Sie mithilfe der in den Textdateien gespeicherten Messwerte den arithmetischen Mittenrauwert (Kap. 2. 2) für die Einzel- und Gesamtmessstrecken.
c) Bestimmen Sie die Rauheitsklassen (Kap. 2. 2).
d) Stellen Sie die Messergebnisse (Ra und Rz für alle 3 Messungen) im Vergleich in einer Grafik dar.
e) Welcher Rauheitsmesswert ist Ihrer Meinung nach aussagekräftiger?
6 Literaturverzeichnis
[1] Internetpräsentation der PTB, Arbeitsgruppe 5.15, Braunschweig 2011
[2] Flender Taschenbuch, Bochholt 1994
[3] G. Frankowski "Optische 3D-Messtechnik für Forschung und Produktion mit digitaler Mikrospiegel-Streifenprojektion", Fachtagung, Steyr 1999
10
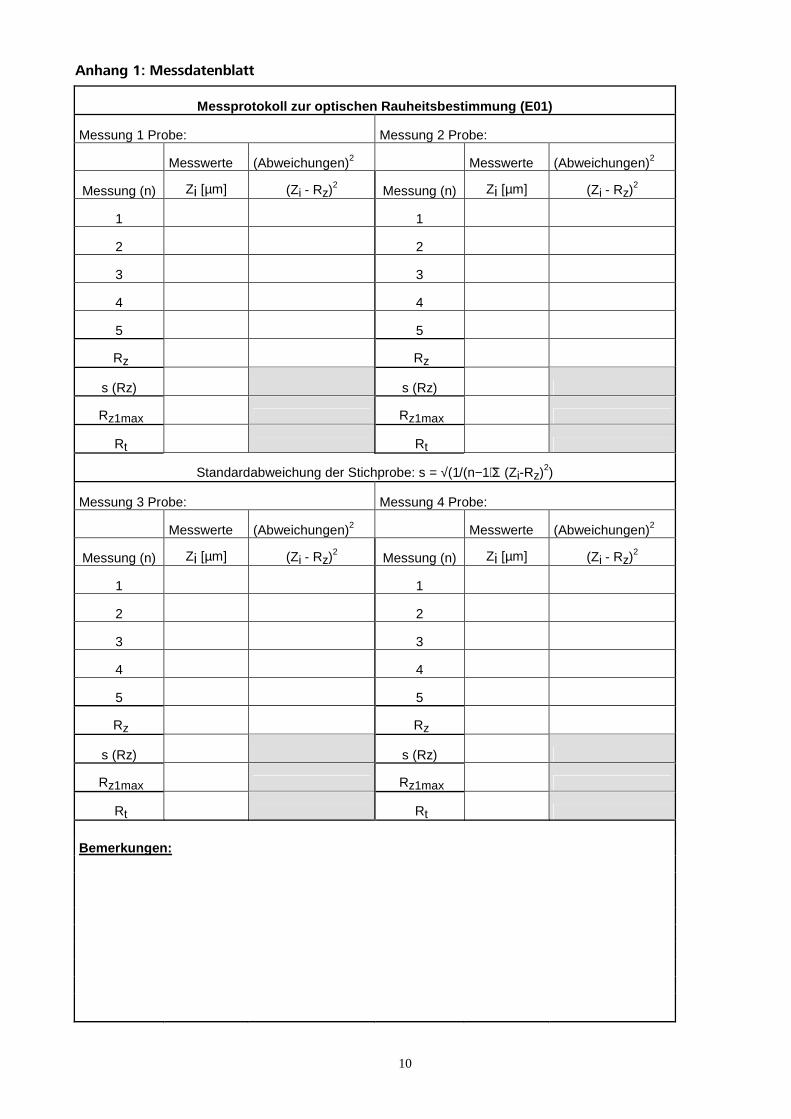
Anhang 1: Messdatenblatt
Messprotokoll zur optischen Rauheitsbestimmung (E01)
Messung 1 Probe: Messung 2 Probe:
Messwerte (Abweichungen)2 Messwerte (Abweichungen)2
Messung (n) Zi [µm] (Zi - Rz)2 Messung (n) Zi [µm] (Zi - Rz)2
1 1
2 2
3 3
4 4
5 5
Rz Rz
s (Rz) s (Rz)
Rz1max Rz1max
Rt Rt
Standardabweichung der Stichprobe: s = √(1/(n−1) Σ(Zi-Rz)2)
Messung 3 Probe: Messung 4 Probe:
Messwerte (Abweichungen)2 Messwerte (Abweichungen)2
Messung (n) Zi [µm] (Zi - Rz)2 Messung (n) Zi [µm] (Zi - Rz)2
1 1
2 2
3 3
4 4
5 5
Rz Rz
s (Rz) s (Rz)
Rz1max Rz1max
Rt Rt Bemerkungen:


















