eine Herausforderung für GFK-Hersteller Dipl.-Ing ... · Seite 2 von 25 GFK-Großbehälter: eine...
25
GFK-Großbehälter: eine Herausforderung für GFK-Hersteller Dipl.- Ing. Reinhard Lux FIBERDUR-VANCK GmbH, Werk Staffelstein September 1998 ERFAHRUNGEN MIT GFK IM ANLAGENBAU 2. Tagung 22./23. September 1998 in München
Transcript of eine Herausforderung für GFK-Hersteller Dipl.-Ing ... · Seite 2 von 25 GFK-Großbehälter: eine...

GFK-Großbehälter:eine Herausforderung für GFK-Hersteller
Dipl.- Ing. Reinhard LuxFIBERDUR-VANCK GmbH, Werk Staffelstein
September 1998
ERFAHRUNGEN MIT GFK IM ANLAGENBAU2. Tagung 22./23. September 1998 in München

Seite 2 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
1. Einleitung
Der Werkstoff GFK wird nunmehr seit übereinem halben Jahrhundert erfolgreich zurHerstellung von Behältern im Bereich der che-mischen Industrie und des Anlagenbaus ein-gesetzt.Nachfolgende Vorteile gegenüber herkömm-lichen Werkstoffen, wie z. B. Stahl haben zueiner weiten Verbreitung und Akzeptanz ge-führt:
- hohe chemische Resistenz- geringes spezifisches Gewicht- geringe Wärmeleitfähigkeit- hohe Wärmeformbeständigkeit- mechanisch hoch belastbar
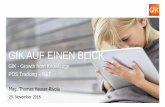
In der chemischen Industrie werden häufigGFK-Behälter zur Lagerung wassergefähr-dender Flüssigkeiten eingesetzt. Diese Behäl-ter benötigen eine bauaufsichtliche Zulassung
und sind in verschiedenen Bauformen aufdem Markt erhältlich (Bild 1.1).
Behälter nach bauaufsichtlichen Zulassungensind in ihrem Durchmesser auf D ≤ 4 m undin ihrer Höhe H ≤ D x 6 begrenzt. Für größereBehälter zur Lagerung wassergefährdenderFlüssigkeiten sind sog. Einzelzulassungenerforderlich [5].
Unter GFK-Großbehältern werden in dennachfolgenden Ausführungen die Behälter be-schrieben, deren bauliche Abmaße eineBaustellenfertigung, d. h. eine Herstellung amOrt ihrer späteren Verwendung, erfordern.
In der Regel lassen sich Bauteile mit einemDurchmesser > 5 m nicht mehr komplett überdie Straße transportieren. In diesen Fällen isteine teilweise oder komplette Vor-Ort-Herstel-lung des Behälters erforderlich.
Bild 1.1: Behälter nach bauaufsichtlichen Zulassungen [16]
Flachbodenbehältereinwandig u. doppelwandig
mit VS / CSSStandzargenbehälter
mit VS / CSS
Flachbodenbehältereinwandig mit
thermopl. Auskleidung
Behälter, liegendeinwandigmit VS / CSSoderthermopl. Auskleidung
Behälter, liegenddoppelwandig
mit CSS
VS = Vliesschicht , CSS = Chemieschutzschicht

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 3 von 25
GFK-Großbehälter werden seit mehr als 25Jahren erfolgreich eingesetzt. So berichtetErshig [1] über verschiedene Referenzen vonGFK-Großbehältern in den Vereinigten Staa-ten. So wurde bereits 1972 ein Lagertank zurLagerung von wässriger Schwefelsäure ge-fertigt. Dieser Tank hatte bereits einen Durch-messer von 10 m und war bis 1984 erfolg-reich im Einsatz. Über einen weiteren An-wendungsfall aus dem Jahre 1989, mit zweiLagertanks zur Lagerung von Abwasser mitje 20 m Duchmesser und 12 m Höhe wirdebenfalls berichtet.Wie aus dieser Auflistung zu entnehmen ist,gibt es speziell in den Vereinigten Staaten einelangjährige Erfahrung bei der Herstellung unddem Einsatz von GFK-Großbehältern.Auch in Europa und der BundesrepublikDeutschland sind bereits GFK-Großbehälterim Einsatz. Unter Punkt 6 ist eine Auswahldieser Behältern aufgeführt.
Für den Betreiber von GFK-Behältern ist esvon besonderer Bedeutung, daß nahezu inallen Fällen GFK-Großbehälter gegenüberherkömmlichen Werkstoffkonzepten (z. B.stahlgummiert) betriebswirtschaflich interes-sant sind, wenn man die außerordentlich hoheStandzeit von GFK-Behältern berücksichtigt.Von nicht geringerem Interesse ist hierbeiauch, daß GFK ein Werkstoff mit sehr hohenmechanischen Kennwerten ist, dadurch sindlokale hohe Lasteinleitungen ebenso möglich,wie das Aufnehmen von großen Rührwerks-lasten von 50 kN und mehr.
Im folgenden werden die Besonderheiten imBezug auf die Herstellung von Großbehälternim Vergleich zu werkstattmäßig hergestelltenBehältern näher erläutert.
2. Werkstoffkennwerte von GFK imVergleich zu anderen Werkstoffen
2.1 Mechanische und physikalischeMaterialkennwerte von GFK-Laminaten
Im wesentlichen wird unterschieden zwischenden Laminattypen:
- Wirrfaserlaminate z. B. fürVerbindungslaminate und Chemie-schutzschichten
- Mischlaminate z. B. für Überlaminate(Verbindungslaminate), Oberböden undFlachböden
- Wickellaminate für alle zylindrischenKomponenten
Wirrfaser- und Mischlaminate sind nahezuisotrope Werkstoffe und besitzen in denHauptverstärkungsrichtungen in etwa die glei-chen mechanischen Eigenschaften. Die Un-terschiede in den Kennwerten ergeben sichdurch die unterschiedlichen Fasergehalte,welche maßgebend für die Größe der Kenn-werte sind. Mit steigendem Fasergehalt stei-gen die mechanischen Kennwerte an.
Wickellaminate sind in der Regel stark an-isotrop, vor allen Dingen dann, wenn dieseim sog. Parallelwickelverfahren hergestelltworden sind. In diesen Fällen besitzen dieWickellaminate in Umfangsrichtung des Zy-linders ein hohe Verstärkung, durch die beider Herstellung in großer Anzahl parallel ab-gelegten Wickelrovings. Zur Erreichung deraxialen Festigkeit von Bauteilen im Parallel-wickelverfahren, werden unidirektionale Ge-webe in die einzelnen Wickellagen integriert.

Seite 4 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
Wie in Bild 2.1 dargestellt, übersteigen dieFestigkeitswerte der GFK-Wickellaminate inUmfangsrichtung die von Stahl.
Vom Hauptlabor der RWE wurden hierzu um-fangreiche Untersuchungen durchgeführt undteilweise veröffentlicht [7],[9].
2.2 Chemische Beständigkeit vonGFK-Laminaten im Vergleich zuanderen Werkstoffen
GFK ist ein chemisch hoch beständiger Werk-stoff und wird im industriellen Einsatz, wiebeschrieben, als Werkstoff von Behältern zurLagerung von wassergefährdenden Flüssig-keiten eingesetzt. Für diese Bauteile muß einLaminataufbau (Wandaufbau) entsprechendBild 2.3 ausgeführt werden. Der Aufbau be-steht im wesentlichen aus der Chemieschutz-schicht und dem Traglaminat [3].
Bild 2.1: GFK im Vergleich zu Stahl und Polyethylen [8]
GFK ist ein leichter Werkstoff und hat nur 1/5der Dichte von Stahl. Bauteile mit hoher me-chanischer Belastung lassen sich demnachmit einem deutlich geringeren Gewicht alsStahlbauteile herstellen. Eine wichtige und invielen Fällen sich positiv auswirkende Eigen-schaft von GFK ist die sehr geringe Wärme-leitfähigkeit. Hierdurch können oft im Vergleichzu Stahl Isolierungen der Bauteile entfallen(Berührschutz, Wärmeisolierung).Bild 2.2 zeigt einen Vergleich zwischen denWerkstoffen GFK, Stahl und Polyethylen imBezug auf E-Modul bzw. Wärmeleitfähigkeitdieser Werkstoffe.
GFK hat eine geringere Abrasionsfestigkeit alsStahl. In abrasionsgefährdeten Bereichen (z.B. Pumpenansaugstutzen) sind Vorkehrun-gen zu treffen, damit das Bauteil nicht vorzei-tig versagt. Hierzu gehören die Auskleidungmit PP oder die Ausführung von HarzreichenLinerschichten, die mit Zusätzen versehenwerden können, die das Verschleißverhaltenzusätzlich herabsetzen.
Bild 2.2: GFK im Vergleich zu Stahl und Polyethylen [8]
Glasgehalt50 - 70 %
Chemieschutzschicht(CSS) 2,5mm
Glasgehalt < 30 %
Mediumseite
Traglaminat
Bild 2.3: Wandaufbau mit Chemieschutzschicht

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 5 von 25
Die Harze garantieren die chemische Be-ständigkeit von GFK-Laminaten gegenüberdem zu lagernden Medium. Aus diesemGrund wird die mediumnahe Schicht (CSS)mit einem sehr hohen Harzanteil ausgeführt.Das Traglaminat wird mit einem für die me-chanische Belastbarkeit besser geeignetemLami-nat mit höherem Glasgehalt ausgeführt.Fertigungsbedingt ergeben sich bei der Her-stellung zwischen der Chemieschutzschichtund Traglaminat beim Wickelverfahren eineFertigungsunterbrechung, d. h. erst nachdemdie Chemieschutzschicht ausghärtet ist, kannmit dem Aufbringen des Traglaminates begon-nen werden [2], [3].
Der Aufbau einer Chemieschutzschicht ist inder DIN 18820 Teil 3 geregelt. Eine Vielzahlvon Medien sind in einer Positivliste vom DIBtaufgeführt [2]. Neben diesen reinen Mediengibt es in vielen Fällen Kombinationen ein-zelner Medien mit Temperaturen über 60 °C,bei denen von den Harzherstellern spezielleWerkstoffaussagen getroffen werden.
Durch den Einsatz von Vinylesterharzen inVerbindung mit hochbeständigen Gläsern, wiez.B. C-Glas Vliese oder ECR-Gläser, lassensich hochbeständige Laminate herstellen,ohne eine zusätzliche Chemieschutzschicht.In diesem Werkstoffkonzept wurden mehr als2,5 km Rohr zur Ableitung von gereinigtemwasserdampfgesättigten Rauchgasen für dieKraftwerke Jänschwalde und Schwarze Pum-pe gefertigt [7],[8],[19].
Entscheidet sich der Betreiber einer Anlagefür GFK-Komponenten, anstatt für stahl-gummiert bzw. -beschichtet, so hat er den
großen Vorteil eines Werkstoffes, welcherdurchgehend gegenüber dem Medium be-ständig ausgeführt werden kann.Beim Betrieb der Behälter können, z.B. durchBegehungen und Einrüstungen oder durchAnbackungen von Bestandteilen des Medi-ums Schäden entstehen. Diese verursachennur einen optischen Mangel und haben für denweiteren Betrieb keine nachhaltigen Konse-quenzen. Es hat sich ebenso gezeigt, daßselbst Blasenbildung in GFK-Bauteilen für denweiteren Berieb solcher Behälter oder Rohrekeine Rolle spielt.
Das nachfolgende Bild macht diesen Zusam-menhang deutlich (Bild 2.4)
Bild 2.4: GFK im Vergleich zu Beschichtungen und Gummierungen
GFK-Wandaufbau
weitgehend gleichmäßigesDiffusionsverhalten
Stahl +Beschichtung / Gummierung
Beschichtung / Gummierung istdiffusionsdurchlässiger als das
Trägermaterial (z.B. Stahl)
GFK-Wandaufbau
mit Schadstelledurchgehend medienbeständig bzw.
korrosionsfest
homogenes Ausdehnungsverhalten
Stahl +Beschichtung / Gummierung
mit Schadstellenur die Beschichtung / Gummierungist medienbeständig / korrosionsfest
ungleiches Ausdehnungsverhalten

Seite 6 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
3. Statik und Konstruktion vonGFK-Großbehältern
3.1 Statische Berechnung vonGFK-Großbehältern
Die wesentlichen Grundlagen zur Berechnungvon GFK-Großbehältern sind, wie für die her-kömmlichen Behältergrößen, AD-N1 und dieDIBt-Musterberechnung. Diese stellen denderzeitigen Stand der Technik dar [4],[5].
Zugrunde gelegt wird bei der Dimensionierungeine Lebensdauer der Bauteile von 2 x 105
Stunden, das entspricht 25 Jahren. DieDimensionierung wird so vorgenommen, daßnach diesen 25 Jahren immer noch eine theo-retische Restsicherheit im Bauteil von S = 2vorhanden ist.
Die Festigkeitskennwerte werden durch dieSicherheit und zusätzliche Faktoren dividiertund mit den Ist-Werten verglichen. FolgendeFaktoren werden berücksichtigt:
- S = 2 (Sicherheit)- A1-Faktor (Alterungsfaktor)- A2-Faktor (Medieneinfluß)- A3-Faktor (Temperatureinfluß)
Der Mindestfaktor gegenüber Bruch beträgt:- S x A1B x A2B x A3B ≥ 4
und gegen Stabilitätsversagen:- S x A1i x A2i x A3i ≥ 2,7
Darüber hinaus werden kritische Bereiche,wie
- große Mannlöcher und Einstiegs-öffnungen im Zylinder
- lokale Lasteinleitungen z. B. durchRühr-
werkegetrennt betrachtet und mit Finite-Element-methode Nachweise geführt. Wichtige Hinwei-
se werden von Nonhoff [18] gegeben.3.2 Konstruktive Besonderheiten von
GFK-Großbehältern
GFK-Großbehälter werden meist in der Bau-form mit flachem Unterboden ausgeführt.Die Oberböden lassen sich am kostengünstig-sten mit Klärwerksabdeckungen, die in denverschiedensten Konstruktionsvarianten undvon verschiedenen Herstellern auf dem Markterhältlich sind, ausführen. In vielen Fällen istes sinnvoll, einen flachen Oberboden auszu-führen, um Rührwerke zentral in der Mitte derBöden anordnen zu können. Die Last von die-sen Rührwerken kann über Stahltraversensternförmig nach außen geführt und in dieZylinderwandung eingeleitet werden.
Bei dieser Konstruktionsvariante bildet dieStahltraverse gleichzeitig die Auflagermög-lichkeit von Zwischensegmenten des Ober-bodens. (siehe Bild 3.2)
Bild 3.1: Draufsicht GFK-Großbehälter Ø 15 m mit Stahltraverse für Rührwerk

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 7 von 25
Da häufig die Großbehälter im Freien aufge-stellt werden, wird eine Sammelrinne am Um-fang des oberen Zylinderrandes ausgeführt,welche als Behältersteifung in die statischeDimensionierung eingerechnet wird.Bild 3.3 zeigt die Gestaltung einer GFK-Regenwassersammelrinne an einem GFK-Großbehälter.
Bild 3.2: Verbindung GFK-Dach mit Rührwerks- traverse
Bild 3.3: GFK-Regenwassersammelrinne an einem GFK-Großbehälter
Ein besonderes Augenmerk ist auf die geeig-nete Ausführung der Unterbodenkonstruktionvon Großbehältern zu richten. Häufig wirdgefordert, daß der flache Unterboden mitKrempe stumpfgestoßen an den Zylinder aus-geführt wird. Diese Konstruktionsvariante istin Bild 3.4 dargestellt.
Die in Bild 3.4 dargestellte Unterboden-konstruktion mit Verankerung, hier für einen10 m-Behälter mit etwa 16 m Füllhöhe, führtzu einer vergleichsweise hohen Wanddickeim Krempenbereich des Bodens. In dem aus-geführten Fall beträgt die Wanddicke ca. 60mm. Die Herstellung eines solchen Bodenserfordert viel Erfahrung, da bei dem Aufbrin-gen der einzelnen Laminatlagen bei einer Dik-ke von 60 mm ein Verzug kaum auszuschlie-ßen ist. Da der Boden nach Aufstellung desBehälter flach aufliegen muß, ist ein Ausgleichzwischen Fundament und gefertigtem GFK-Boden unvermeidlich.
Bild 3.4: Behälterverankerung nach DIN 28043
Stahltraverse
GFK-Sandwich-Oberboden
300 mm
600 mm
100 mm
Regenwasser-sammelrinne

Seite 8 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
Eine wesentlich kostengünstigere Variantestellt die Lösung eines einlaminierten sog.Membranbodens dar. Der Behälter bzw. Zy-linder wird hierbei zunächst ohne Unterbodenvorgefertigt und auf die vorbereitete Fun-damentplatte aufgesetzt. Kurz davor werdenvorgefertigte GFK-Plattensegmente in Formeiner Scheibe auf die Fundamentplatte zu-sammengelegt. Danach wird ein PUR-Schaum-Segment in den Eckbereich zwi-schen Zylinder und Fundament eingelegt unddieser im Nachgang mit einem Laminat ab-gedeckt. Der GFK-Zylinder im unteren Bereichdes Behälters wird so bemessen, daß dieBiegemomente vom unteren Zylinderrand auf-genommen werden und der Boden nur reineDichtfunktion gegenüber dem Medium besitztund die Wanddicke konstruktiv festgelegt wird.In Bild 3.5 ist diese Variante der Unterboden-gestaltung dargestellt.
Durch diese Art der Herstellung ist gewähr-leistet, daß der gesamte Flachboden flächigaufliegt und somit ein Ausgleich gegenüberdem Fundament nicht erforderlich ist. Zusätz-lich bietet diese Konstruktionsvariante dieMöglichkeit nach Aufsetzen des Zylinderringsein Gefälle mittels Estrich vorzunehmen. DieKosten betragen nur ca. 1/3 im Vergleich zuder Variante mit Bodenkrempe.
Die im Kapitel 4 beschriebene Herstellung vonGFK-Zylindern für Großbauteile zeigt, daßsich nur begrenzte Schußlängen in einem Ar-beitsgang herstellen lassen (bis ca. 4 m). Da-mit die Anzahl der Zylinderstoßverbindungen,die im Handverfahren gefügt werden müssen,so gering wie möglich bleibt, werden sog.Schäftungsstöße im Wickelverfahren ausge-führt. (siehe Bild 3.6)Bild 3.5: Unterbodengestaltung von
GFK-Großbehältern
Verankerung
PUR-Schaumkern
Fundament
Zylinderschuß
Dichtlaminat
Zylinderschuß
Bild 3.6:
Zylinderstoßverbindung ausgeführt als gewickel-te Schäftung

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 9 von 25
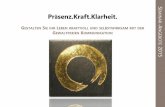
Das Typenschild des bisher größten von derFirma Fiberdur-Vanck hergestellten GFK-Be-hälters zeigt Bild 3.7.
Dieser Behälter hat zusätzlich zu den imTypenschild genannten Betriebsparameterneine Rührwerkslast von 50 kN aufzunehmen.Die sich aus der Dimensionierung ergeben-den Zylinderwanddicken sind in Bild 3.8 auf-geführt.
Bild 3.7: Typenschild eines GFK-Großbehälters
Bild 3.8:
Zylinderwanddickeneines 15 m GFK-Großbehälters
1595
0 -
Zyl
inde
rläng
e
Nenn- Ø 15000
S1 = 77,4 mm
S2 = 40,6 mm
S3 = 20,9 mm
S4 = 19,6 mm
S5 = 18,3 mm
S6 = 19,6 mm
S7 = 44,6 mm
300
04
450
400
04
500

Seite 10 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
4. Herstellung, Handling, Transport,Montage und Qualitätssicherung
Für die Herstellung von GFK-Großbehälterngibt es mehrere alternative Verfahren. Diesehaben unterschiedliche Vor- und Nachteile,die nachfolgend gegenübergestellt werden.
– Herstellung im Vertikalwickelverfahrenvor Ort
Der Vorteil der Herstellung der erforderlichenZylinderschüsse vor Ort liegt darin, daß sichvor Ort relativ hohe Zylinderschüsse herstel-len lassen (2 x 4 m = 8 m). Ebenso lassensich die Oberböden bei der Herstellung derZylinderschüsse anwickeln. Der einzige Nach-teil dieses Verfahrens ist der, daß der Aufwandzur Aufstellung einer Vertikalwickelanlageimmer in Relation zum Gesamtauftragswertbetrachtet werden muß. Der Aufwand zumAufbau der Maschine rechnet sich nicht in je-dem Fall.
– Anlieferung ovalisierter Zylinder-schüssen und Komplettierung vor Ort
Eine Alternative zur Herstellung vor Ort bietetdie Möglichkeit, Zylinderschüsse mit einermaximalen Höhe von 2 m in der Werkstatt desGFK-Herstellers vorzufertigen, diese zuovalisieren und über die Straße zum Ver-wendungsort zu transportieren. Bild 4.1 zeigtdie Möglichkeit ovalisierte Zylinderschüssemittels LKW zu transportieren. In dem darge-stellten Beispiel sind sogar 2 Schüsse inein-ander gestellt [10],[15].
Bei dem in Bild 4.1 dargestellten Beispiel han-delt es sich um 2 Zylinderschüsse gleichenDurchmessers. Durch Ovalisierung und zu-sätzlichen Zusammenziehens können beide
Zylinderschüsse auf ein mal transportiert wer-den. Die übliche und häufig eingesetzte Vari-ante zeigt Bild 4.2.
Der Nachteil dieses Verfahrens liegt in der,aufgrund des Transportes begrenzten maxi-malen Zylinderschußhöhe und der damit ho-hen Anzahl von Stoßverbindungen. Da GFK-Großbehälter meist auf Stabilität bemessenwerden, bzw. deren Wanddicke bestimmendist, werden oft Versteifungsrippen vorgese-hen. Diese Versteifungsrippen lassen sich beidiesem Verfahren erst nach dem Aufsetzender Schüsse auf dem Fundament nachträg-lich mit größerem Aufwand aufbringen.Der Vorteil dieses Verfahrens liegt in den deut-lich geringeren Baustellenkosten, da keineWickelanlage vor Ort installiert werden muß.
Bild 4.2: Transport von ovalisierten GFK- Zylinderschüssen [16]
Bild 4.1: Ovalisierung von GFK-Rohr- schüssen für den Straßentransport [10]

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 11 von 25
– Herstellung von Ringsegmenten undVerbindung dieser vor Ort zum kom-pletten Zylinderring
Für Behälter mit geringer zylindrischer Höhelassen sich diese auch in Längsrichtung inSegmente auftrennen und für den Transportkompakt zusammenstellen. Vor Ort werdendiese plattenförmigen Segmente zum Behäl-ter komplettiert, indem die Längsnähte mitVerbindungslaminaten geschlossen werden.Aufgrund der hohen Ringzugkräfte bei grö-ßeren Behältern ist diese Art der Herstellungaus wirtschaftlichen Gründen auf kleinereZylin-derhöhen begrenzt.
Nachfolgend wird die Vor-Ort-Herstellung vonGFK-Großbehältern beschrieben.
4.1 BIMSCH-Genehmigung, Arbeits-schutz und Baustelleneinrichtung
Eine für die Herstellung der Zylinderschüsseerforderliche Wickelanlage unterliegt demnach Anhang der 4. BIMSCH V (Verordnungüber genehmigungsbedürftige Anlagen) auf-geführten Anlagentyp Spalte 2 Nr. 5.7 „Anla-gen zur Verarbeitung von flüssigen, ungesät-tigten Polyesterharzen mit Styrolzusatz oderflüssigen Epoxidharzen mit Aminen zur Her-stellung vonb) Formteilen oder Fertigungserzeugnissen,soweit keine geschlossenen Werkzeuge (For-men) verwendet werden für einen Harz-verbrauch von 500 kg oder mehr je Woche.“
Eine solche Anlage unterliegt gemäß § 2, Nr.2 der 4. BIMSCH V dem vereinfachten Ge-nehmigungsverfahren nach § 19 Bundes-
imissionsschutzgesetz. Wird eine solche An-lage weniger als 12 Monate betrieben, ist die-se nach § 1 der 4. BIMSCH V nicht genehmi-gungsbedürftig. Da dies in den meisten Fäl-len vorliegt, ist kein BIMSCH-Genehmigungzur Vor-Ort-Herstellung von GFK-Groß-behältern erforderlich.
Zur Erreichung eines geordneten Baustellen-betriebes, unter Einhaltung der gesetzlichgeforderten Arbeitsschutzmaßnahmen undder jeweiligen Baustellenordnungen, sind andie Baustelleneinrichtung einige Anforderun-gen geknüpft.
Die wesentlichen Komponenten der Baustel-leneinrichtung sind:
- Misch- und Dosierstation für Harze
- Reinigung harzverschmutzter Werkzeuge
- Vertikalwickelanlage
- Rohstofflager
- Lager für Zuschlagstoffe
- Harzlager
- Wickelzelt
- Container für Personal, Werkzeug, Sanitär
- Heiz- und Lüftungsanlage
Da in den Verfahren zur Herstellung von GFK-Komponenten mit Gefahrstoffen gearbeitetwird und Lösemittel im Einsatz sind, die in derMAK-Wert-Liste genannt sind, empfiehlt essich eine Anlagen- und Betriebsbeschreibungzu erstellen, auch wenn keine BIMSCH-Ge-nehmigung eingeholt werden muß.

Seite 12 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
Diese Anlagen- und Betriebsbeschreibungsollte folgende Punkte beinhalten:
- geplante bauliche Maßnahme- Anlagenkapazität- Beschreibung des Verfahrens und der
techn. Einrichtungen- Arbeitsschutz- Sicherheitseinrichtungen- Lüftung- Einhaltung der MAK-Werte- Brandschutz- Sozialanlagen- Imissionsschutz- Luftverunreinigung- Gerüche- Geräusche- Reststoffverbleib
Die wassergefährdenden und brennbarenFlüssigkeiten sind ordnungsgemäß in geeig-neten Auffangwannen aufzubewahren. Fäs-ser sind mit geeigneten Faßgreifern und Ga-belstapler zu transportieren. Härter und Be-schleuniger sind getrennt zu lagern und fürdie Bereitstellung des Tagesbedarfs ebenfallsgetrennt voneinander aufzubewahren (Explo-sionsgefahr).Für den Umgang mit Gefahrstoffen sind Be-triebsanweisungen zu erstellen und Unterwei-sungen mit den Beschäftigten durchzuführen.Die Betriebsanweisungen sind an den jewei-ligen Arbeitsbereichen auszuhängen. JedemMitarbeiter sind persönliche Schutzaus-rüstungen wie Schutzhandschuhe, Schutzbril-len, Atemschutzgeräte, Gehörschutz usw. zurVerfügung zu stellen.
Neben diesen sicherheitstechnischen Anfor-derungen an den Baustellenbetrieb, ist es
ebenso wichtig, geeignetes, geschultes Per-sonal einzusetzen. Zu einem ordnungsgemä-ßen Baustellenbetrieb gehören ebenfallsTagesmeldungen an die Produktionsleitung imHerstellbetrieb.
4.2 Vor Ort Herstellung von GFK-Zylin-dern im Vertikalwickelverfahren
Im Wickelverfahren wird unterschieden zwi-schen Vertikal- und Horizontal-wickel-verfahren. Abbildung 4.3 zeigt das Arbeits-prinzip beider Systeme.
Beim Wickelverfahren wird auf einen sich dre-henden Kern, der horizontal oder vertikal an-geordnet sein kann, mit Harz getränktes Glaslagenweise aufgebracht [12],[13],[14].Die einzelnen Lagen können aus folgendenTextilglaskomponenten bestehen:
- Wickelroving- Schneidroving (Wirrfaser)- UD-Gewebe (UD = unidirektional)
Bild 4.3: Prinzip von Horizontal- und Vertikal- wickelverfahren

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 13 von 25
Die Kombination der einzelnen Lagen unter-einander werden zusammengefaßt zu sog.Rapports oder Moduln. Diese können vonHersteller zu Hersteller unterschiedlich sein.Je nachdem in welchen Lagenaufbauten dieRapports festgelegt sind, ergeben sich unter-schiedliche mechanische Kennwerte undLaminatkosten.
Vor Ort gefertigte GFK-Großbehälter werdenim Vertikalwickelverfahren hergestellt.
Bild 4.4 zeigt eine Vertikalwickelanlage mitWickelmast und zwei beweglichen Arbeits-bühnen, von denen das harzgetränkte Glas-material aufgetragen wird. Eine elektronischeSteuerung zwischen Arbeitsbühnen und Dreh-tisch des Wickelkerns gewährleisten die ex-akte Ablage der Roving- bzw. Wirrfaserlagen.
Der Wickelkern der Anlage wird von einer star-ren Rundschalung oder Blechform gebildet,die zwecks Entformung des Bauteils nach in-nen bewegt wird. Nach dem erstmaligen Auf-bau des Wickelkerns wird die Rundheit über-prüft und dokumentiert.
Bild 4.5 zeigt einen Blick unter den Wickel-
kern. Deutlich zu erkennen ist die sternförmi-ge Auflage des Wickelkerns. In der Mitte be-findet sich der Drehantrieb der Wickelanlage.
Die Hauptarbeitsschritte zur Herstellung ei-
Bild 4.4: Vertikalwickelanlage mit Wickelmast und zwei beweglichen Arbeitsbühnen
Bild 4.5: Auflage des Wickelkerns

Seite 14 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
nes GFK-Zylinderschusses sind:
- Vorbereiten des Wickelkerns (Reinigen derOberfläche, Aufspannen des Wickelkerns,Aufwickeln von Trennfolie)
- Herstellung der Chemieschutzschicht- Herstellung des Traglaminats- Herstellung von Versteifungsringen
oder -rippen- Herstellung der paraffinierten Aussenschicht
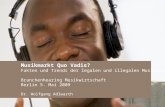
Bild 4.6 zeigt den ersten Arbeitsgang zur Her-stellung der Chemieschutzschicht. Zunächstwird ein Reinharzfilm mit einer Hochleistungs-faserspritzanlage auf die Trommelhaut aufge-bracht.
In diese Reinharzschicht wird als erste Ver-stärkungslage ein Vlies eingelegt (Bild 4.7).Bei diesem Arbeitsgang ist eine manuelle Ent-lüftung mit Entlüftungsrolle erforderlich. Bild
4.8 zeigt diesen Arbeitsgang bei dem das Tra-gen von Atemschutz unerläßlich ist.Die nachfolgenden Lagen der Chemieschutz-
Bild 4.6: Aufbringung der Reinharzschicht
Bild 4.7: Aufbringung der Vliesschicht
Bild 4.8:
Entlüftung der Vlieslage mit Entlüftungsrolle

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 15 von 25
schicht bilden die Wirrfaserlagen. Diese wer-den ebenfalls mit einer Hochleistungsfaser-spritzanlage aufgebracht. Mit der in Bild 4.9verwendeten Anlage lassen sich sehr exakteGlasflächengewichte der Chemieschutz-schichten realisieren. Die Abweichung imGlasflächengewicht sind im Vergleich zu Glas-matten relativ gering. Glasmatten könnennach Herstellerangaben eine Toleranz imFlächengewicht von ± 20% aufweisen.
Nach dem Herstellen der CSS erfolgt eine
Zwischenhärtung. Danach wird die Wickelan-lage aufgerüstet zur Herstellung der Trag-laminatlagen. Das Traglaminat besteht in die-sem Beispiel aus Wickelrovings und UD-Gewebelagen.
Das Bild 4.10 zeigt das Aufwickeln der harz-getränkten Wickelrovings auf dem sich dre-henden Wickelkern. Die über Zahnstange an-getriebene Arbeitsbühne, auf der die darge-stellte Tränkvorrichtung der Wickelrovingsmontiert ist, gewährleistet eine exakte Abla-ge der harzdurchtränkten 80 Wickelrovings.Die zugehörige axiale Verstärkung des zu fer-
tigenden GFK-Zylinders wird durch Einlegenvon UD-Gewebelagen erreicht. Bild 4.11 zeigtdiesen Arbeitsvorgang. Der Harztransport aufdem Wickelkern erfolgt ausschließlich überden Wickelroving. Das UD-Gewebe wird trok-ken eingelegt und durchtränkt sich zum ei-nen von hinten durch die bereits aufgebrach-ten Wickelrovinglagen und wird zusätzlichdurch die von vorne getränkte Rovinglage mitHarz versorgt.Zur Unterbringung der gesamten Vertikal-
Bild 4.9: Herstellung der Chemieschutzschicht im Faserspritzverfahren
Bild 4.10: Wickelbad mit Rovingführung für 80Rovings beim Vertikalwickeln

Seite 16 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
wickelanlage wird eine Zelthalle nach Bild 4.12benötigt, sofern keine Halle im Aufstellbereichdes Behälters hierfür verwendet werden kann.Die Zelthalle ist mit einem abnehmbaren Dachausgeführt, um die Entformung der fertigge-stellten GFK-Zylinder zu ermöglichen.
4. 3 Herstellung der Oberböden
Wie bereits ausgeführt, stellt die kostengün-stigste Variante zur Abdeckung eines GFK-Großbehälters die Verwendung von GFK-Klärwerksabdeckungen dar.
Ist dies von Kundenseite nicht gewünscht, sokönnen wie bei kleineren GFK-Behältern vor-gesehen, Korbbogen- bzw. Klöpperböden andie im Vertikalwickelverfahren hergestelltenZylinderschüsse angewickelt werden.
Die Herstellung von solch großen GFK-Korb-bogen- oder Klöpperböden geschieht sinnvol-lerweise im GFK-Herstellbetrieb des Behälter-lieferanten.Zunächst wird eine Form, die aus GFK seinkann, mit der gewünschten Kontur hergestellt.Dabei wird nur ein Teilsegment des Bodensals Form ausgeführt.Je nach Behälterdurchmesser werden dieSegmentgrößen festgelegt, damit ein
Straßentransport möglich ist.Die angelieferten Teilsegmente des Ober-bodens werden vor Ort ausgerichtet und zum
Bild 4.11: Herstellung des Traglaminates,Auflegen von UD-Gewebe
Bild 4.12: Zelthalle für Vertikalwickelanlage
Bild 4.13: GFK-Form zur Herstellung einesKorb-
bogenbodens mit einem Durchmes-ser
von 10 m

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 17 von 25
kompletten Boden zusammengesetzt und mitVerbindungslaminaten verbunden. Nach die-sem Arbeitsgang kann der komplette Ober-boden auf die vorhandene Vertikalwickel-anlage aufgesetzt werden und in einem Ar-beitsgang bei der Herstellung des oberstenZylinderwickelschusses mit diesem verbun-den werden. Im nachfolgenden Kapitel wirdhierzu noch ein Praxisbeispiel gezeigt.
Eine kostengünstige Variante zur Herstellungvon Oberböden von Rührwerksbehältern istdie Ausführung in Sandwichbauweise. Bild4.14 zeigt die Herstellung eines Sandwich-bodens für einen 10 m Rührwerksbehälter. Dazur Lastableitung der Rührwerkslasten Stahl-traversen erforderlich sind, werden diese je-doch zur Lastabtragung der Sandwichboden-konstruktion genutzt.4.4 Herstellung der Membran-Unterböden
Bild 4.14: Herstellung eines Sandwichbodens[17]
Bild 4.15: Membranbodenherstellung
Wie bereits in Kapitel 3 ausgeführt, bestehtein Membran-Unterboden aus vorgefertigtenGFK-Platten, welche im Herstellbetrieb desLieferanten im Handlaminierverfahren herge-stellt werden. Die Dicke dieser GFK-Plattenbeträgt ca. 4 mm. Die Platten werden im Her-stellwerk auf den Durchmesser des Behältersvorkonfektioniert, damit vor Ort möglichst ge-ringer Aufwand besteht um die Platten anein-ander zu fügen. Nach dem Auslegen der Plat-ten werden diese mit Verbindungs-laminatenuntereinander verbunden. Danach erfolgt dasAufsetzen des untersten Zylinderschusses.Nach dem Ausrichten des Zylinderschusseswird im Eckbereich ein Poly-urethanschaumkern eingelegt, welcher einengenügend großen Radius (> 100 mm) bildet.Anschließend wird von der Zylinderwandungüber den PU-Schaumkern hinweg bis zu denGFK-Platten ein Verbindungslaminat herge-stellt (Bild 4.15).
4.5 Handling, Transport und Montage

Seite 18 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
Die Herstellung eines GFK-Großbehältersgeht einher mit einem hohen Anteil von Kran-tätigkeit und unter Umständen Transport vonZylinderschüssen zum Aufstellort des Behäl-ters.Oft genug sind die Platzverhältnisse auf Groß-baustellen sehr beengt und es müssen beimTransport Hindernisse wie Rohrbrücken etc.überwunden werden.Die Abstimmung der einzelnen Arbeitsgängein Verbindung mit der Koordination erforderli-cher Hubarbeiten und der parallelen Tätigkei-ten anderer Firmen stellt hohe Anforderungenan die Auftragsabwicklung und das Ferti-gungspersonal vor Ort.Um einen reibungslosen Ablauf vor Ort zugarantieren werden von hier aus alle Hub-tätigkeiten organisiert. Hierzu zählen zunächstauch die Festlegung der Fertigungs-reihenfolge und die Wahl der Anschlagpunkte,sowie der Beschaffung bzw. Festlegung vongeeignetem Hubgerät wie Traversen, Gurteetc.Trotz alledem läßt sich diese logistische Her-ausforderung von baustellenerfahrenen GFK-Betrieben ohne Probleme durchführen.
Das Handling beginnt bereits nach der Her-
stellung des ersten GFK-Schusses auf derVertikalwickelanlage.Da die Entformung nur von oben möglich ist,wird zunächst das komplette Dach der Zelt-halle entfernt (Bild 4.16).
Nach dem Öffnen des Zeltdachs wird derGFK-Schuß mit Hilfe einer geeigneten Tra-verse (in aller Regel einer Rahmentraverse)angehoben und am oberen Ende des Wickel-kernes fixiert (Bild 4.17)Nach dem Fixieren wird die Hebevorrichtung
Bild 4.16: Abhebung des Zeltdachs zur Entfor-mung des 1. GFK-Rohrschusses
Bild 4.17: Anheben, Entformen und Fixieren desobersten GFK-Rohrschusses

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 19 von 25
am GFK-Rohrschuss gelöst und das Zeltdachwieder verschlossen.
Nachdem der 2. GFK-Schuß an den oberstenangewickelt wurde, wird im gleichen Verfah-ren die komplette Einheit aus dem Fertigungs-zelt herausgehoben.Dieser Vorgang ist in Bild 4.18 dargestellt.
Wird ein gewölbter Oberboden für den GFK-
Großbehälter festgelegt, so läßt sich dieserdurch Aufsetzen auf den Wickelkern beimanschließenden Wickelvorgang in einem Ar-beitsgang mit dem Zylinder verbinden.
Bild 4.19 zeigt den Transport eines solchenBehälterteils, bei dem der Oberboden und deroberste Zylinderschuß im Wickelverfahrenmiteinander verbunden wurden.
Bild 4.20 zeigt, wie dieser Rohrschuß mitOberboden auf das auf dem Fundament be-findliche untere Behältersegment aufgesetztund fixiert wird. Zunächst wird eine mechani-sche Fixierung über Stahllaschen und Schrau-
ben vorgenommen. Hiernach werden dieHebezeuge abgehangen und es erfolgt dasVerbinden der beiden Rohrschüsse von innenund außen mit Verbindungslaminaten. Hier-für ist es erforderlich den Behälter bis zu die-ser Höhe von innen und außen einzurüsten.Ein anderes Praxisbeispiel macht deutlich,
Bild 4.18: Entformung zweier über Schäftungs-wicklungen miteinander verbundenenGFK-Rohrschüsse
Bild 4.19: Transport des obersten GFK-Schus-ses mit Oberboden (Ø 10 m)
Bild 4.20: Aufsetzen des obersten Behälterteils

Seite 20 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
welche Hindernisse auf dem Transportwegdes vorgefertigten Zylindersegmentes einesGroßbehälters vorhanden sein können, bisdieses an der Verwendungsstelle angelangtist.
Bild 4.21 zeigt, wie ein Behälter (Ø 11 m) mit
Um ein zufriedenstellendes Endprodukt zuerhalten, welches in terminlicher und qualita-tiver Hinsicht den Kundenanforderungen ge-nügt, sind qualitätssichernde Maßnahmen aufder Baustelle einzuplanen und durchzuführen.Zur terminlichen Kontrolle ist es erforderlich,daß die Baustellenleitung tägliche Meldungenins Stammwerk gibt, worin u. a. über den Fort-gang der Arbeiten berichtet wird. Nur so istes möglich evtl. Terminverschiebungen früh-zeitig entgegenzuwirken.
Da die Hauptrohstoffe oft direkt von dem je-weiligen Lieferanten auf der Baustelle ange-liefert werden, sind die Eingangskontrollen,wie sie im Stammwerk durchgeführt werdenauf der Baustelle ebenfalls durchzuführen undzu dokumentieren.Auf eine ordnungsgemäße Lagerung, die dieQualität der gelieferten Rohstoffe nicht beein-trächtigt, ist ebenfalls zu achten.
Für die Hauptarbeitsgänge sind Arbeitsan-weisungen zu erstellen und mit dem Fer-tigungspersonal vor Fertigungsbeginn durch-zusprechen.
Beim Laminieren ist auf Temperaturgrenzenund Luftfeuchtigkeit zu achten.
Bei Temperaturen unter + 5 °C ist ein Lami-nieren nur dann möglich, wenn das Bauteilvorgewärmt wird, oder die Laminatstelle miteinem beheizten Zelt eingehaust wird.
Im Bezug auf die Luftfeuchtigkeit ist daraufzu achten, daß es zu keiner Taupunktunter-schreitung auf der zu laminierenden Flächekommt. Das zu laminierende GFK-Bauteil darfbei der Verarbeitung nie kälter als dieTaupunkttemperatur sein. Mit Hilfe des h-x
Bild 4.21
Bild 4.22
11 m Höhe mittels eines 450 t Krans über einevorhande Gipsbandbrücke gehoben wird.Bild 4.22 zeigt das Absetzen dieses Behäl-ters auf das vorhandene Betonfundament.4.6 Qualitätssicherung auf der Baustelle

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 21 von 25
Diagramms für feuchte Luft lassen sich diekritischen Punkte herausfinden.
Bei der Herstellung der Bauteile sind Fer-tigungsdokumentationen zu erstellen, ausdenen eindeutig hervorgeht, welche Rohstof-fe eingesetzt wurden. Nach Fertigstellung sindvisuelle Kontrollen und Maßkontrollen amBauteil durchzuführen und ebenfalls zu do-kumentieren. In vielen Fällen verlangt derKunde eine Dokumentation aller Qualitäts-aufzeichnungen nach spezifizierten Vorga-ben.
Die Überprüfung der mechanischen Kenn-werte wird an Behälterausschnitten (meistMannlochausschnitte) durchgeführt.Von Vorteil ist, wenn vorgenannte Verfahrens-schritte und Arbeitsanweisungen bereits do-kumentiert und nachvollziehbar im Unterneh-men eingeführt wurden. Dies ist der Fall, wenndas Unternehmen nach DIN ISO 9001 zer-tifiziert ist.
Nachdem der Behälter auf seinem Fundamentkomplettiert und fertiggestellt wurde, erfolgtals letzter Arbeitsgang das Tempern des Be-hälters mit Warmluft. Die Temperung ist zurErreichung der chemischen Beständigkeit derChemieschutzschicht und der Erzielung dermechanischen Kennwerte des Traglaminateserforderlich.
Bei GFK-Großbauteilen, die ausschließlich mitRauchgasen belastet werden, kann auf die-se Temperung verzichtet werden, da eineTemperung durch das Rauchgas in den er-sten Betriebsstunden erfolgt. Wichtig ist andieser Stelle nochmals der Hinweis, daß im
Neuzustand des GFK-Bauteils große Sicher-heitsreserven vorliegen, da das Bauteil füreine Lebensdauer von 25 Jahren dimensio-niert ist. (Alterungsfaktor A1 = 1 im Neuzu-
Bild 4.23: GFK-Großbehälter, Ø 10 mvoll eingerüstet, Temperung durchWarmluftbeaufschlagung

Seite 22 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
stand).
5. Kostenvergleich zwischen stahl-gummierten und GFK-Großbehältern
GFK-Großbehälter stehen oftmals im Wettbe-werb zu stahlgummierten Behältern. DieInvestitionskosten für die Stahlbehälter miteinfacher Gummierung sind meist geringer alsdie für GFK-Behälter. Berücksichtigt man dieTatsache, daß GFK mit sehr hohen Sicher-heitsfaktoren und für eine 25-jährige Betriebs-zeit ausgelegt ist und in dieser Zeit auch kei-ne wesentlichen Sanierungsmaßnahmen er-forderlich sind, ergibt sich im Vergleich zustahlgummierten Behältern über die Lebens-dauer betrachtet, eine Schnittstelle, wonachGFK-Großbehälter die sinnvollere Alternativedarstellen.Bild 5.1 zeigt den Vergleich von Investitions-und Betriebskosten eines stahlgummiertenGroßbehälters zu einem GFK-Großbehälter.
bunden ist.6. Zusammenfassung und Ausblick
Die Bedeutung von GFK als Werkstoff imAnlagenbau und Kraftwerksbereich wird dannweiter zunehmen, wenn neben den heraus-ragenden Werkstoffeigenschaften, die lang-fristigen betriebswirtschaftlichen Vorteile be-trachtet werden. Wie aus der Referenzliste,Tabelle 6.1, hervorgeht liegen bereits langjäh-rige Erfahrungen mit GFK-Großbehältern vor.Die bisherigen guten Erfahrungen in Deutsch-land lassen auch hier auf weitere Einsatzfälleblicken.
Bild 6.1 und 6.2 zeigen nochmals einen aus-geführten GFK-Großbehälter, welcher mitgrößter Kundenzufriedenheit in Betrieb ist.
Der Einsparungseffekt in den Betriebskostenkommt im wesentlichen dadurch zustande,daß die erforderlichen Gummierungen nurbegrenzte Standzeiten besitzen. In dieserBetrachtung wurde von einer 6-7-jährigenStandzeit ausgegangen. Nach dieser Zeitmüssen die Behälter wieder neu gummiertwerden, welches mit erheblichen Kosten ver-
Bild 5.1: Vergleich GFK zu stahlgummiertenGroßbehältern
Bild 6.1: Blick von innen in Richtung Dacheines GFK-Großbehälters, Ø 10 m
Bild 6.2: Gleicher Behälter, Ansicht von oben

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 23 von 25
gegenüber den herkömmlichen Schutz-systemen wie Beschichtungen und Gummie-rungen eine neue Variante mit nachfolgendenVorteilen dar.
– durch die Hinterlüftung der Laminat-beschichtung können möglicheDiffusionsprodukte abgeführt werden
– schlag- und stoßfester als die her-kömmlichen Beschichtungen undGummierungen
– hohe Lebenserwartung, da keine Bla-senbildung zu erwarten ist
Die Ausführungen haben gezeigt, daß GFKein vielseitiger Werkstoff ist mit erheblichem
Besteht trotz allen genannten Argumenten derWunsch einen Stahlbehälter einzusetzen, soempfiehlt es sich in die Auswahl der Innen-beschichtung eine neuentwickelte und paten-tierte GFK-Direktlaminatauskleidung einzube-ziehen.
Diese Neuentwicklung im Bereich des Korro-sionsschutzes von großen Stahlbauteilen, wiebeispielsweise Gipseindicker in Rauchgas-entschwefelungsanlagen stellt die Laminat-beschichtung mit einem hinterlüfteten Laminatdar (Direktlaminat, siehe Bild 6.3)
Diese Form des Korrosionsschutzes stellt
Bild 6.3: Auskleidung eines Stahleindickers (Ø 11 m) mit Direktlaminat, KW Lippendorf [17]

Seite 24 von 25 GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller
Großbehälter aus GFK– Europa und USA –
Bauteilstandort Abmessungen Inbetrieb- Behälter- Bemerkungennahme (ca.) funktion
Buna Sow Leuna Ø 7 m (3 Stück) Lagerbehälter für ChemieanlageSchkopau Höhe ca. 12 m 1998 Salzsohle u. Vorort Herstellung imDeutschland Salzsäure Vertikalwickelverfahren *
Buna Sow Leuna Ø 10 m Lagerbehälter für ChemieanlageSchkopau Höhe ca. 17 m 1998 Salzsohle u. Vorort Herstellung imDeutschland Vertikalwickelverfahren *
PCK Schwedt Ø 9 m Lagerbehälter RaffinerieHöhe ca. 9 m 1998 Wasserpuffer- Ovalisierung für Straßen-
Deutschland behälter transport *
KW Schwarze Pumpe Ø 10 m Lagerbehälter für BraunkohlekraftwerkHöhe ca. 12 m 1997 REA-Abwasser Vorort Herstellung im
Deutschland Vertikalwickelverfahren *
KW Lippendorf Ø 11 m (2 Stück) Lagerbehälter für BraunkohlekraftwerkHöhe ca. 11 m 1999 REA-Ausschleusewasser Vorort Herstellung im
Deutschland Vertikalwickelverfahren *
KW Lippendorf Ø 15 m Entleerungsbehälter BraunkohlekraftwerkHöhe ca. 15 m 1999 in REA Vorort Herstellung im
Deutschland mit Rührwerk Vertikalwickelverfahren *
Zinkfabrik Ø 15 m (2 Stück) Lagerbehälter Segmentbauweise ausRuhrzink Höhe 3,5 m 1998/99 für Schwefelsäure Einzelteilen *Deutschland
KW Mumsdorf Ø 12 m Restentleerungs-Höhe ca. 12 m 1996 behälter Vorort Herstellung im
Deutschland Vertikalwickelverfahren
KW Deuben Ø 12 m Restentleerungs-Höhe ca. 12 m 1996 behälter Vorort Herstellung im
Deutschland Vertikalwickelverfahren
Peres Ø 8,2 m (3 Stück) REA-AbwasserReststoffverwertung Höhe ca. 11 m 2000 bzw. Vorort Herstellung imDeutschland REA-Klarphasebehälter Vertikalwickelverfahren *
Ø 9,75 m LagerbehälterHöhe ca. 7,7 m 1972 für wässrige Vorort Herstellung im
USA [1] Salzsäure Vertikalwickelverfahren
Boston Edison Co. Ø 14,6 m (12 Stück) Schmutzwasser- ohne Horizontal u. VertikalnahtPower Plants Höhe ca. 9,75 m 1986 neutralisations- Vorort Herstellung imUSA [1] behälter Vertikalwickelverfahren
Chemieanlage Ø 19,8 m (2 Stück] Schmutzwasser-Höhe ca. 12,2 m 1989 neutralisations- Vorort Herstellung im
USA [1] behälter Vertikalwickelverfahren
Ahlström Oy Ø 9,4 mSaillat Höhe ca. 15 m 1992 Lagerbehälter Vorort Herstellung imFrankreich [11] Vertikalwickelverfahren
Veitsiluoto Oy Ø 9,4 m LagerbehälterOulu Höhe ca. 15 m 1992 fürFinnland [11] Salzsäure
Euronord AB Ø 9,4 mIggesund Höhe ca. 15 m 1991 LagerbehälterSchweden [11]
* von FIBERDUR-VANCK hergestellte Behälter, KW = Kraftwerk

GFK-Großbehälter: eine neue Herausforderung für GFK-Hersteller Seite 25 von 25
Potential für zukünftige Anwendungsbereiche.Literatur
VDI-Bericht 1333, 1997[10] N.N.:
Firmenprospekt, Tankinetic, Harrison,Arkansas USA, 1996
[11] N.N.:Firmenprospekt, Neste Composite Materials,Industrial catalogue, 1996
[12] Dürkop J. und Selden P.H.:Mobiles Fertigungssystem für GFK-Großbehälter, AVK-Vortrag 5-7, Okt. 7613. Jahrestagung der ArbeitsgemeinschaftVerstärkte Kunststoffe, Freudenstadt
[13] G. Bureick, Dinslaken:Senkrechtwickeltechnik von UP-GFBauteilen bei Sonderkonstruktionenim Apparate- und Behälterbau,DVS-Bericht Band 111, 1988
[14] Newberry A.L., USA:Helically winding very large diameterFRP storage tanks, Reinforce Plastics,Seite 42-44, April 1994
[15] Short R.J. und Kozloff A., USA:Giant-sized RP tank can be erected on-Site,Modern Plastics International,Seite 44-48, Juni 1981
[16] Homepage Fiberdur-Vanck:http://www.fiberdur-vanck.de
[17] Firmenprospekt Fiberdur.Vanck Gruppe 1998
[18] Nonhoff G.:Auslegung und Berechnung von GFK-Bau-teilen unter Berücksichtigung der speziellenWerkstoffkenndaten,Tagung TÜV Bayern-Sachsen,19./20.Sept. 1995
[19] Möbius K.-H.:Widerstandsfähigkeit von Laminaten ausUP- und VE-Harzen unter chemischer undthermischer Belastung,Tagung TÜV Bayern-Sachsen,19./20.Sept. 1995
[1] A. H. Ershig, USA:Large Diameter GRP-Structures
[2] N. N.:Medienliste des Deutschen Instituts fürBautechnik (DIBt) II 4-40 6/1995 ?
[3] N. N.:DIN 18820 T1-T4, Laminate aus textil-glasverstärkten ungesättigten Polyester-und Phenylacrylatharzen für tragendeBauteile / GF-UP, GF-PHA
[4] N.N.:AD-N1, Druckbehälter aus textilglas-verstärkten duroplastischen Kunststoffen(GFK).Vereinigung der technischenÜberwachungsvereine e. V. Essen,Stand Juli 1987
[5] N. N.:Berechnungsempfehlung für stehendeBehälter aus glasfaserverstärktenKunststoffen II 4-40.1, Ausg. Sep. 1997
[6] A. H. Ershig, USA:Large Diameter GRP-Chimney Liners inthe United States, Cicind Report,Vol. 13 No. 1, Seite 21-25, März 1997
[7] Willmes O. und Knoll L.:Praxiserfahrungen mit dem Einsatz vonGFK in Rauchgasreinigungsanlagen inBraunkohlekraftwerken.Tagung TÜV Bayern-Sachsen,19./20. Sept. 1995
[8] Lux R.:GFK in Rauchgasreinigungsanlagen,9. VDI-Jahrestagung Schadensanalyse,Korrosionsschäden in Kraftwerken,VDI-Bericht 1333, 1997
[9] Willmes O., Knoll L., Richter P., Hürth:Veränderungen an GFK-Bauteilen inRauchgasentschwefelungsanlagen,9. VDI- Jahrestagung Schadensanalyse,Korrosionschäden in Kraftwerken,