Eines Geschäftsprozesses in einem Metallverarbeitungsbetrieb Nicole HASLINGER Gregor MAYER Andreas...
34
eines Geschäftsprozesses in einem Metallverarbeitungsbetrieb Nicole HASLINGER Gregor MAYER Andreas STEINBÖCK Präsentation 04.12.2008 Optimierung Fertigung Alu-Leitern
-
Upload
eckhard-rechner -
Category
Documents
-
view
109 -
download
3
Transcript of Eines Geschäftsprozesses in einem Metallverarbeitungsbetrieb Nicole HASLINGER Gregor MAYER Andreas...

eines Geschäftsprozesses in einem Metallverarbeitungsbetrieb
Nicole HASLINGERGregor MAYERAndreas STEINBÖCK
Präsentation04.12.2008
Optimierung
Fertigung Alu-Leitern

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 2
Agenda
1. Kernprozesse und Aufbauorganisation
2. Produkt
3. Geschäftsprozess IST
4. Alternativ-Szenarien SOLL1 und SOLL2
5. Vergleich der Szenarien
6. Handlungsempfehlung

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 3
Kernprozesse
Materialeinkauf
Lager
Fertigung Schneeschaufeln
Fertigung Alu-Fahrradrahmen
Fertigung Alu-Leitern
Vertrieb EU
Vertrieb Ausland
wird optimiert
Prozesslandkarte

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 4
Materialeinkauf Lager Fertigung Schneeschaufeln Fertigung Alu-Fahrradrahmen Fertigung Alu-Leitern Vertrieb Verwaltung EDV-Abteilung
wird optimiert
Organisationseinheiten

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 5
OE Fertigung Alu-Leitern IST
1 Abteilungsleiter11 MitarbeiterInnen7 Rollen

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 6
Produkt
Alu-Teleskopstehleiter
3-teilig
12 m Steighöhe
Optionale Ausstattung
Auszugsseil
Rutschhemmende Sprossen
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 7
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen
© 2
00
8 w
ww
.sapagro
up.c
om

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 8
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...)
© 2
00
8 w
ww
.land
mark
sofb
rita
in.c
o.u
k

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 9
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...) Sprossen einschweißen
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 10
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...) Sprossen einschweißen rutschhemmenden Belag aufbringen
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 11
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...) Sprossen einschweißen rutschhemmenden Belag aufbringen Beschläge montieren
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 12
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...) Sprossen einschweißen rutschhemmenden Belag aufbringen Beschläge montieren Zusammenbau
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 13
Wesentliche Fertigungsschritte Strangpressen von Alu-Profilen Einzelteile bearbeiten (ablängen, bohren, ...) Sprossen einschweißen rutschhemmenden Belag aufbringen Beschläge montieren Zusammenbau weitere Einzelteile
montieren Kommissionieren
© 2
00
8 w
ww
.leit
ern
shop.d
e

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 14
Geschäftsprozess IST
3 Subprozesse Schleife bei Schweiß- oder Montagefehlern 25 Leitern pro Tag 170 Arbeitstage pro Jahr | 8 h tägliche Arbeitszeit durchschnittliche Zykluszeit 5.0 h durchschnittliche Prozesskosten 193 GE/Stk.
schematisch

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 15
Übersicht Modellstruktur IST
Subprozess Fertigung Einzelteile

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 16
Subprozess Schweißen
Übersicht Modellstruktur IST

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 17
Subprozess Montage
%
%
Übersicht Modellstruktur IST

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 18
Ergebnisse der Belastungsanalyse IST
Anteile Bearbeitungszeit
Weitere; 22.02%
Schweißer; 33.72%
Monteur; 16.62%
Schlosser; 27.64% Lagerarbeiter;
4.01%
Strangpresse; 8.60%
Qualitätsprüfer; 9.41%

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 19
Weitere; 15.13%
Schweißer; 28.74%
Monteur; 28.08%
Schlosser; 17.18% Lagerarbeiter;
10.87% Strangpresse; 9.17%
Qualitätsprüfer; 5.96%
Ergebnisse der Belastungsanalyse IST
Anteile Zykluszeit

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 20
Ergebnisse der Belastungsanalyse IST
Anteile Personalkosten
Weitere; 12.62%
Qualitätsprüfer; 5.54%
Lagerarbeiter; 6.49%
Strangpresse; 0.59%
Schlosser; 18.09%
Monteur; 28.60%
Schweißer; 40.69%

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 21
Ergebnisse der Belastungsanalyse IST
Anteile Übrige Kosten (alles außer Personal)
Qualitätsprüfer; 0.00%
Strangpresse; 9.00%
Schweißer; 10.62%
Schlosser; 13.14%
Monteur; 27.91%
Lagerarbeiter; 39.33%

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 22
Geschäftsprozess IST
Verbesserungspotentiale
teure Eigenfertigung der Profile mit Strangpresse (schlechte Auslastung: 5%) Make or Buy?
Schweißen verursacht 41% der Personalkosten
hohe Fehlerrate (10%) beim Schweißen
lange Korrekturschleife bei Schweißfehlern
Ist Schweißen das beste Verfahren zum Verbinden von Sprossen und Holmen?
Qualitätsprüfung erst am Prozessende
schlechte Auslastung der Qualitätsprüfung (42%)

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 23
Vorschläge für Optimierung
SOLL1 Verbesserung des Schweißprozesses durch Einsatz eines Schweißroboters
© 2
00
8 w
ww
.hoff
manm
anufa
cturi
ng.c
om

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 24
Vorschläge für Optimierung
SOLL1 Verbesserung des Schweißprozesses durch Einsatz eines Schweißroboters
SOLL2 Einfügen einer zusätzlichen Qualitätsprüfung nach dem Schweißen
schematisch
organisationalchange process-related
change

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 25
Geschäftsprozess SOLL1 Änderungen Einsatz eines Schweißroboters
(Investitionskosten 230.000 GE)
Bauliche Änderungen am Schweißplatz(Einmalkosten 12.000 GE)
Freisetzung von 3 SchweißerInnen
Schweißtechniker-Ausbildung für einePerson(Kosten 1.500 GE)
nachhervorher

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 26
Geschäftsprozess SOLL1 Auswirkung
+ erwartete Reduktion der Schweißfehlerhäufigkeit auf 1%
– unklar ob maschinelle Korrekturschweißungen möglich
– zusätzliche Aktivität “Werkstück für Roboter aufspannen”
+ Reduktion der Schweißdauer pro Leitervon 45 min auf 8 min
+ Entfall der Aktivität “Schweißnähte nachbearbeiten und reinigen” aufgrund besserer Nahtqualität
+ hohe Einsparung von Personalkosten
+ durchschnittliche Zykluszeit 4.1 h (-18% gegenüber IST)
+ durchschnittliche Prozesskosten 159 GE/Stk. (-17%)

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 27
Geschäftsprozess SOLL2 Änderungen
zusätzliche Quatlitätsprüfung nach dem Subprozess Schweißen (Einmalkosten vernachlässigbar)
keine Änderung bei Personalstand und Arbeitsumgebung
schematisch
schematisch
nachher
vorher

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 28
Geschäftsprozess SOLL2 Auswirkung
+ praktisch keine Zusatzkosten
+ rasche und einfache Umsetzung
– keine Verbesserung von Fehlerwahrscheinlichkeiten
– zusätzliche Warte- und Transportzeiten, weil Werkstück einmal öfter zwischen Rollen übergeben werden muss
+ Fehler werden früher erkannt
+ Entfall der Aktivität “Demontage” (für Korrekturschweißung)
+ bessere Produktverfolgung durch zusätzliche Qualitätsprüfung kann weitere Optimierungspotentiale aufzeigen
+ Handel mit Halbzeugen (geschweißte Leiternteile) wird möglich
+ durchschnittliche Zykluszeit 4.8 h (-4% gegenüber IST)
+ durchschnittliche Prozesskosten 187 GE/Stk. (-3%)

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 29
Wahrscheinlichkeiten bei Entscheidungen
Wahrscheinlichkeit Zufallsvariable
IST SOLL1 SOLL2
Schweißfehler 10% 1% 10%
Montagefehler 5%
Ausstattung mit Seilzug 80%
Rutschhemmende Sprossen 30%
Markenleiter 50%

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 30
Ergebnisse der Pfadanalyse
00:00
01:00
02:00
03:00
04:00
05:00
IST Bearbeitungszeit
IST Durchlaufzeit
SOLL1 Bearbeitungszeit
SOLL1 Durchlaufzeit
SOLL2 Bearbeitungszeit
SOLL2 Durchlaufzeit
Zeitin h
Erwartungswert
Bester Wert

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 31
Erforderliche Mitarbeiterkapazitäten
0.00
0.50
1.00
1.50
2.00
2.50
3.00
3.50
4.00
Schweißer / Techniker
Schlosser (inkl. Strangpresse)Monteur
Qualitätsprüfer
Lagerarbeiter
Rollen
Erf
ord
erl
ich
eK
ap
azit
ät
I ST SOLL1 SOLL2

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 32
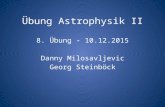
94.9
-3%-32%
97.6
-3%
-2%
0
50
100
150
200
250
I ST SOLL1 SOLL2
Geld
ein
heit
en
Übrige Kosten
Personalkosten -3%
-17%
192.5
Vergleich Prozesskosten

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 33
Vergleich Alternativen
Bearb
eit
un
gszeit
in
h
0
50
100
150
200
250
I ST SOLL1 SOLL2
Geld
ein
heit
en
00:00
01:00
02:00
03:00Summe Kosten
Bearbeitungszeit
-17%
-3%-30%
-3%

2082_1_6 | WS 2008/09 | Metallverarbeitungsbetrieb 34
Handlungsempfehlung
Implementierung von Szenario SOLL1 größtes Einsparungspotential Qualitätsverbesserung stark verkürzte Zykluszeit kritische Rolle kommt dem
Personal-Management zu
Kombination von SOLL1 und SOLL2 wäre möglich wird nicht empfohlen nur minimales Verbesserungspotential, da
mit SOLL1 bereits die Schweißfehler-häufigkeit stark reduziert wird
© 2
00
8 w
ww
.hoff
man
manufa
cturi
ng.c
om