Einfluss der Wärmeführung auf die Porenbildung beim ... · nach ISO 6520-1 Unregel- mäßigkeit/...
25
Einfluss der Wärmeführung auf die Porenbildung beim Lichtbogenschweißen von Superduplex-Stahl zum Workshop „Lichtbogenphysik“ am 05. April 2016 in Berlin IGF-Nr. 18.390 BR / DVS-Nr. 01.089 Laufzeit: 01.10.2014 – 30.09.2016 J. Stützer, Dr.-Ing. M. Zinke, Prof. Dr.-Ing. S. Jüttner Otto-von-Guericke-Universität Magdeburg
Transcript of Einfluss der Wärmeführung auf die Porenbildung beim ... · nach ISO 6520-1 Unregel- mäßigkeit/...

Einfluss der Wärmeführung auf die Porenbildung
beim Lichtbogenschweißen von Superduplex-Stahl
zum Workshop „Lichtbogenphysik“
am 05. April 2016 in Berlin
IGF-Nr. 18.390 BR / DVS-Nr. 01.089
Laufzeit: 01.10.2014 – 30.09.2016
J. Stützer, Dr.-Ing. M. Zinke, Prof. Dr.-Ing. S. Jüttner Otto-von-Guericke-Universität Magdeburg

Gliederung
1. Motivation
2. Schweißtechnische Verarbeitung von Superduplex-Stahl
3. Theoretische Grundlagen der Porenbildung
4. Normen zur Bewertung von Porosität im Schweißgut
5. Methodisches Vorgehen
6. Ausgewählte Ergebnisse
7. Zusammenfassung & Ausblick
3
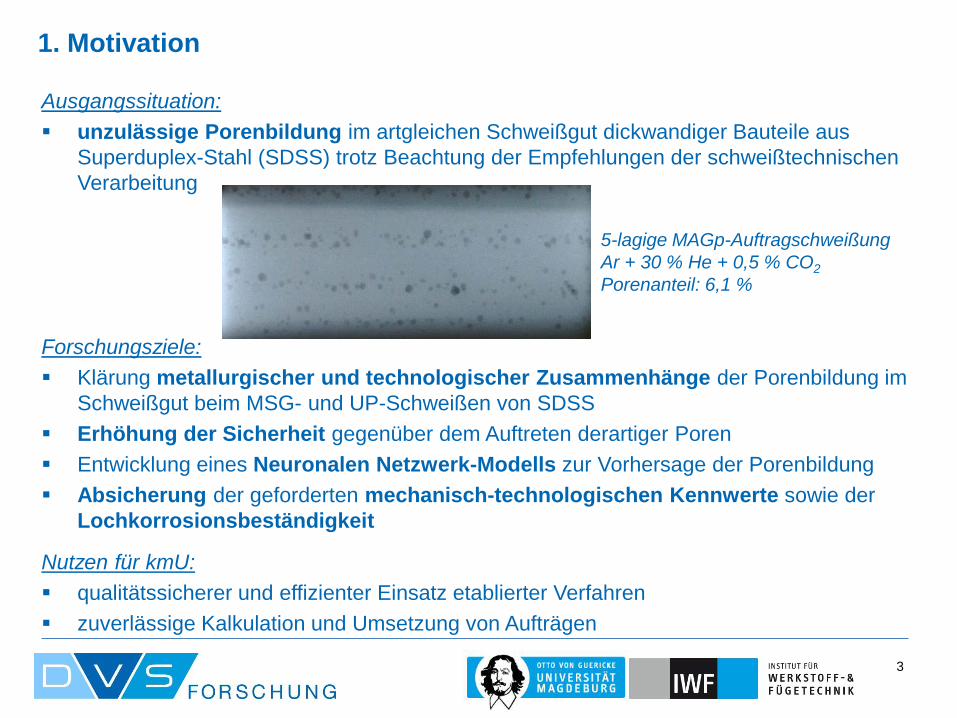
1. Motivation
Ausgangssituation:
unzulässige Porenbildung im artgleichen Schweißgut dickwandiger Bauteile aus
Superduplex-Stahl (SDSS) trotz Beachtung der Empfehlungen der schweißtechnischen
Verarbeitung
Forschungsziele:
Klärung metallurgischer und technologischer Zusammenhänge der Porenbildung im
Schweißgut beim MSG- und UP-Schweißen von SDSS
Erhöhung der Sicherheit gegenüber dem Auftreten derartiger Poren
Entwicklung eines Neuronalen Netzwerk-Modells zur Vorhersage der Porenbildung
Absicherung der geforderten mechanisch-technologischen Kennwerte sowie der
Lochkorrosionsbeständigkeit
Nutzen für kmU:
qualitätssicherer und effizienter Einsatz etablierter Verfahren
zuverlässige Kalkulation und Umsetzung von Aufträgen
5-lagige MAGp-Auftragschweißung
Ar + 30 % He + 0,5 % CO2
Porenanteil: 6,1 %
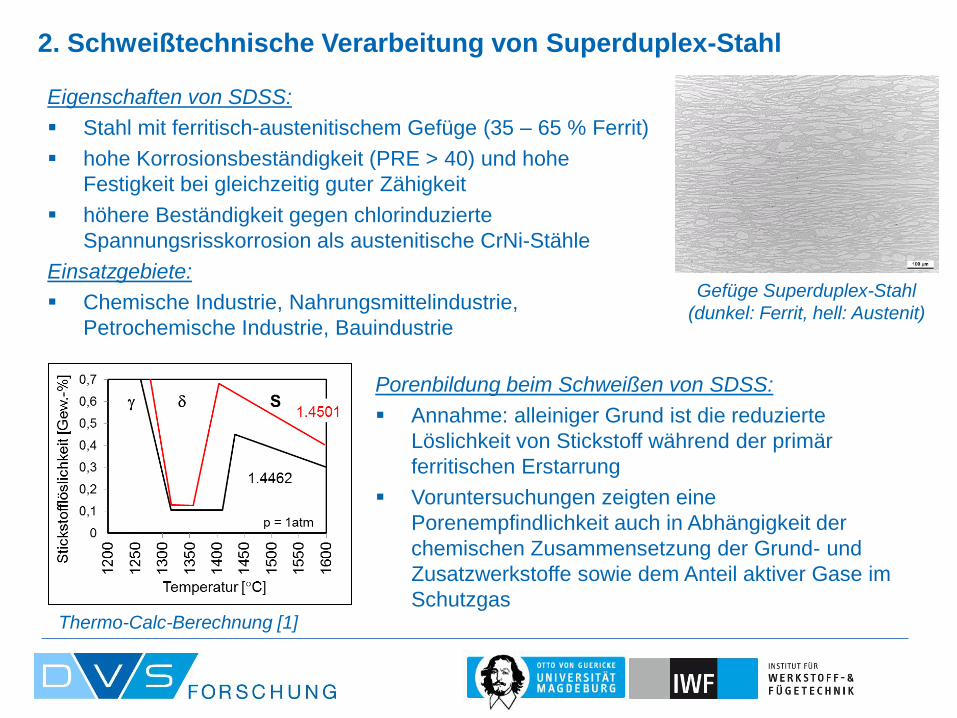
2. Schweißtechnische Verarbeitung von Superduplex-Stahl
Eigenschaften von SDSS:
Stahl mit ferritisch-austenitischem Gefüge (35 – 65 % Ferrit)
hohe Korrosionsbeständigkeit (PRE > 40) und hohe
Festigkeit bei gleichzeitig guter Zähigkeit
höhere Beständigkeit gegen chlorinduzierte
Spannungsrisskorrosion als austenitische CrNi-Stähle
Einsatzgebiete:
Chemische Industrie, Nahrungsmittelindustrie,
Petrochemische Industrie, Bauindustrie
Gefüge Superduplex-Stahl
(dunkel: Ferrit, hell: Austenit)
Thermo-Calc-Berechnung [1]
Porenbildung beim Schweißen von SDSS:
Annahme: alleiniger Grund ist die reduzierte
Löslichkeit von Stickstoff während der primär
ferritischen Erstarrung
Voruntersuchungen zeigten eine
Porenempfindlichkeit auch in Abhängigkeit der
chemischen Zusammensetzung der Grund- und
Zusatzwerkstoffe sowie dem Anteil aktiver Gase im
Schutzgas

2. Schweißtechnische Verarbeitung von Superduplex-Stahl
Erstarrungsvorgänge:
Ternäres Eisen-Chrom-Nickel-Diagramm
bei 68% Eisen [2]
Abhängigkeit des
Ferritgehaltes von
der Abkühlge-
schwindigkeit [3]
Zeit-Temperatur-
Ausscheidungs-
diagramm [3]
Ausbildung des Gefüges ist abhängig von der Legierungszusammensetzung sowie dem
Abkühlverhalten

2. Schweißtechnische Verarbeitung von Superduplex-Stahl
Eingesetzte Schweißverfahren:
WIG-Schweißen
MSG-Schweißen
(Massivdraht + Fülldraht)
E-Hand-Schweißen
UP-Schweißen
Elektronenstrahlschweißen
Laserstrahlschweißen
Empfehlungen:
kein Vorwärmen
relativ hohe Streckenenergie zulässig
(3 – 15 kJ/cm)
maximale Zwischenlagentemperatur
(100 bzw. 150C)
schnelle Abkühlung
keine Wärmenachbehandlung
Schweißen ohne Zusatzwerkstoff nur in
Sonderfällen zulässig
Empfohlene Schweißhilfsstoffe:
WIG:
Ar [6]
Ar + 2% N2 + (0-30% He) [6]
MIG/MAG:
Ar [4]
Ar + 1-2% O2 [5] Ar + 0,5-2,5% CO2 [6] bzw. Ar + 2-3% CO2 [5] Ar + 15-30% He + 0,5-2,5% CO2 [6] Ar + 30% He + 1-3% CO2 [4; 5] Ar + 5-20% He + 0,5-2,5% CO2 + 1-3% N2 [6] Ar + 30% He + 1-2% CO2 + 1-2% N2 [4]
UP:
aluminat-flourid-basische
Schweißpulver (Typ AF),
Basizitätsgrad: 1,5 – 3 [6]

3. Theoretische Grundlagen der Porenbildung
Definition von Poren:
mit Gas gefüllte Hohlräume im Schweißgut
Innere Unregelmäßigkeit
Vorkommen als Einzelpore, Porennest, Porenzeile, Gaskanal
oder Schlauchpore
Entstehung:
Einschluss der Gase bei der Erstarrung in Form von Blasen, wenn
Erstarrungsgeschwindigkeit > Geschwindigkeit der aufsteigenden Blasen
Unterscheidung nach Art der Porenbildung:
metallurgisch durch gelöste Gase im flüssigen Schmelzgut und Ausscheidung
molekularer Gase während der Erstarrung
mechanisch durch Überschweißen von mit Luft gefüllten Hohlräumen oder von
vergasenden Stoffen

3. Theoretische Grundlagen der Porenbildung
Für die Porenbildung verantwortliche Legierungselemente:
un- oder legierte ferritische Stähle: Wasserstoff, Stickstoff und Kohlenmonoxid
ferritisch-austenitische CrNi-Stähle: Stickstoff
austenitische CrNi-Stähle: Wasserstoff
Kohlenmonoxid-(CO)-Reaktion spielt eine untergeordnete Rolle, sofern Sauerstoff
durch Desoxidationselemente (Mn, Si, Al, Ca, Ce, Ti) unschädlich abgebunden wird
Einfluss der Abkühlzeit auf die Porenbildung:
Porenbildung durch gelöste Gase im flüssigen Schmelzgut und Ausscheidung
molekularer Gase während der Erstarrung
Einschluss der Gase bei der Erstarrung in Form von Blasen, wenn
Erstarrungsgeschwindigkeit > Geschwindigkeit der aufsteigenden Blasen
geringe Kristallisationsgeschwindigkeit
Gasblase kann entweichen
hohe Kristallisationsgeschwindigkeit
Gasblase wird im Schweißgut eingeschlossen [3]
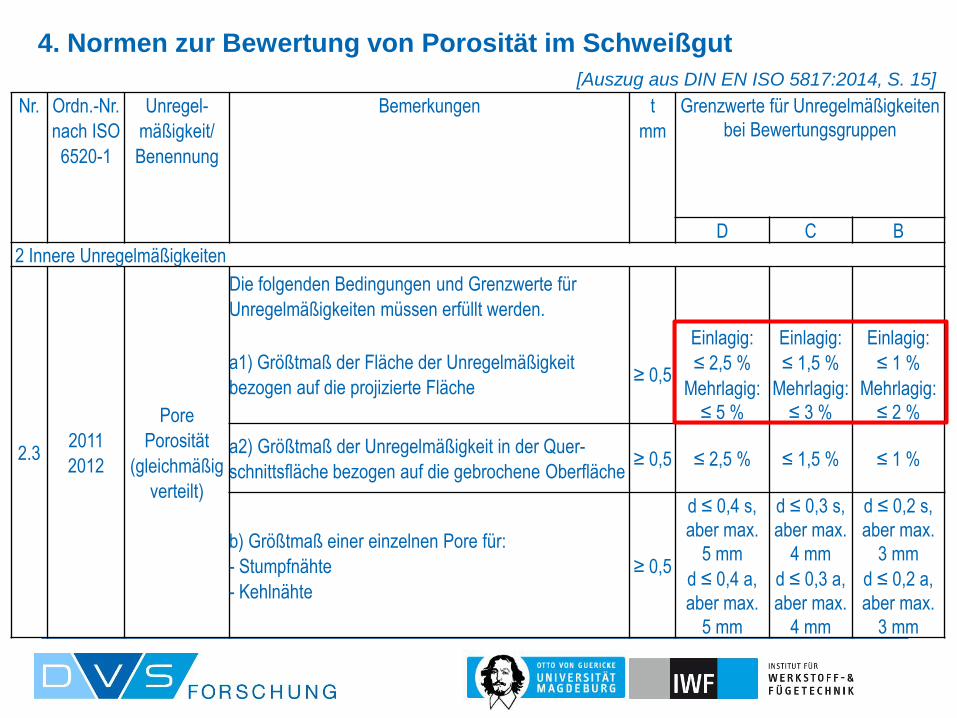
4. Normen zur Bewertung von Porosität im Schweißgut
Nr. Ordn.-Nr.
nach ISO
6520-1
Unregel-
mäßigkeit/
Benennung
Bemerkungen t
mm
Grenzwerte für Unregelmäßigkeiten
bei Bewertungsgruppen
D C B
2 Innere Unregelmäßigkeiten
2.3 2011
2012
Pore
Porosität
(gleichmäßig
verteilt)
Die folgenden Bedingungen und Grenzwerte für
Unregelmäßigkeiten müssen erfüllt werden.
a1) Größtmaß der Fläche der Unregelmäßigkeit
bezogen auf die projizierte Fläche ≥ 0,5
Einlagig:
≤ 2,5 %
Mehrlagig:
≤ 5 %
Einlagig:
≤ 1,5 %
Mehrlagig:
≤ 3 %
Einlagig:
≤ 1 %
Mehrlagig:
≤ 2 %
a2) Größtmaß der Unregelmäßigkeit in der Quer-
schnittsfläche bezogen auf die gebrochene Oberfläche ≥ 0,5 ≤ 2,5 % ≤ 1,5 % ≤ 1 %
b) Größtmaß einer einzelnen Pore für:
- Stumpfnähte
- Kehlnähte
≥ 0,5
d ≤ 0,4 s,
aber max.
5 mm
d ≤ 0,4 a,
aber max.
5 mm
d ≤ 0,3 s,
aber max.
4 mm
d ≤ 0,3 a,
aber max.
4 mm
d ≤ 0,2 s,
aber max.
3 mm
d ≤ 0,2 a,
aber max.
3 mm
[Auszug aus DIN EN ISO 5817:2014, S. 15]

4. Normen zur Bewertung von Porosität im Schweißgut
Anforderungen DIN EN ISO 5817
Bewertungsgruppe B API 5LC
Anwendungsbereich: Poren Poren und runde
Schlackeeinschlüsse
Probenlänge: 100 mm 152,4 mm (6 in)
max. Porenanteil: 1% (einlagig)
2% (mehrlagig)
-
max. Ʃ Porendurchmesser: - 6,4 mm
weitere Festlegungen: in Abhängigkeit von der Nahtart
(für Stumpf- & Kehlnähte):
• Höchstmaß einzelner Pore
• zulässiger Durchmesser
Porennest
• zulässige Länge Porenzeile
• zulässige Ausdehnung
Schlauchpore
auf einer Länge von 6 inch:
• zulässige Porengröße
• einzuhaltende Abstände
zwischen den Poren
• max. Anzahl an Poren
• zulässige Summe der
Porendurchmesser
unterschiedliche Bewertungsnormen führen zu verschiedenen i.O. / n.i.O. - Beurteilungen

5. Methodisches Vorgehen
Aufdeckung der metallurgischen Ursachen
für die Porosität:
Variation der Drahtcharge
Variation der Grundwerkstoffcharge
Variation der Draht-Hilfsstoff-
Kombination
Reduzierung des Auftretens metallurgischer Porosität im
artgleichen MSG- und UP-Schweißgut von Superduplex-Stählen
Untersuchung des Einflusses der
Wärmeführung auf die Porosität:
Wärmeeinbringen / Streckenenergie
Zwischenlagentemperatur
Kaltdrahtzuführung
Drahtdurchmesser (UP)
Prozess / Lichtbogenart (MSG)
Metallurgie Technologie - Wärmeführung
Erhöhung der Fertigungssicherheit
beim Verarbeiten von SDSS
5. Methodisches Vorgehen
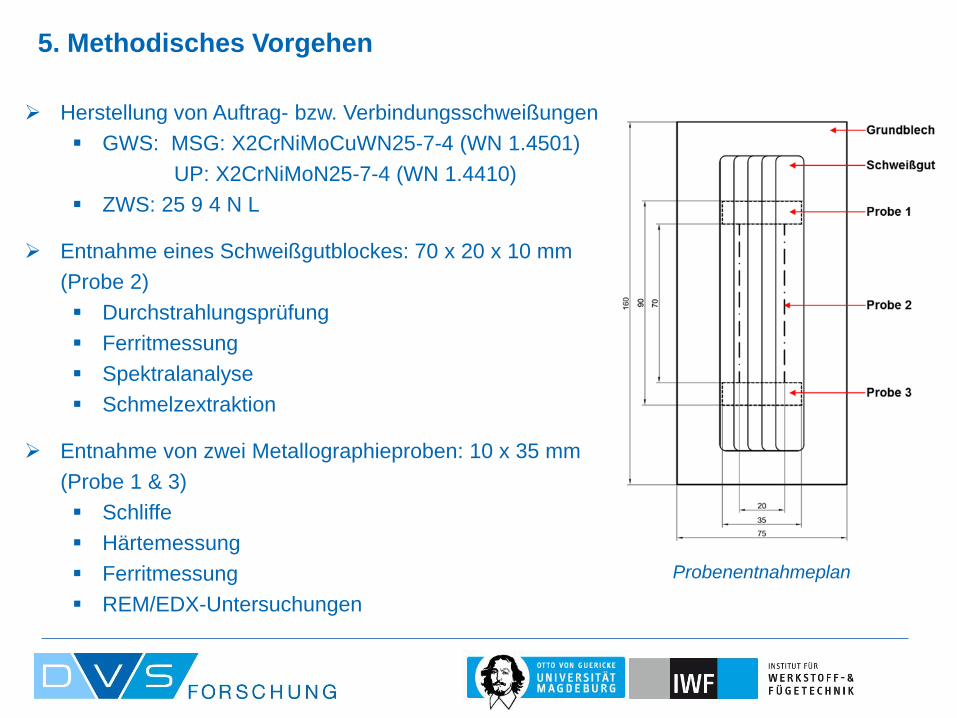
Probenentnahmeplan
Herstellung von Auftrag- bzw. Verbindungsschweißungen
GWS: MSG: X2CrNiMoCuWN25-7-4 (WN 1.4501)
UP: X2CrNiMoN25-7-4 (WN 1.4410)
ZWS: 25 9 4 N L
Entnahme eines Schweißgutblockes: 70 x 20 x 10 mm
(Probe 2)
Durchstrahlungsprüfung
Ferritmessung
Spektralanalyse
Schmelzextraktion
Entnahme von zwei Metallographieproben: 10 x 35 mm
(Probe 1 & 3)
Schliffe
Härtemessung
Ferritmessung
REM/EDX-Untersuchungen

6. Ausgewählte Ergebnisse
Technologischer Einfluss auf die Porenneigung beim UP-Schweißen (1-lagige UP-Verbindungsschweißungen)
0
0,05
0,1
0,15
0,2
0,25
0
2
4
6
8
10
12
14
16
18
20
I2,440RT
I2,450RT
I2,460RT
I2,460
150
II2,050RT
III2,050RT
Po
ren
an
teil
[%
]
Str
ec
ke
nen
erg
ie
[kJ
/cm
]
Variation technologischer Parameter
Streckenenergie Porenanteil
Drahtcharge
ØDraht [mm]
vs [cm/min]
Tvorwärm [°C]
1 2 3 4 5 6
BPK: W10FE
1 3 2 6 5 4
Porenanteile beim UP-Schweißen sehr gering (< 0,25 %, Grenzwert: 1%)
Erhöhung der Streckenenergie und Vorwärmen führen zu geringeren Porenanteilen
Verringerung des Drahtdurchmessers besitzt keinen merklichen Einfluss auf den
Porenanteil

6. Ausgewählte Ergebnisse
Technologischer Einfluss auf die Porenneigung beim UP-Schweißen (1-lagige UP-Verbindungsschweißungen)
Schweiß-
gut
Porenanteil
[%] Si % Mn % Cr % Mo % Ni % W % Cu % C % N* ppm O* ppm PRE CPTtheo °C
1 0,1 0,47 0,75 25,1 4,05 7,91 0,22 0,36 0,03 2503 454 42,5 59,8
2 0,1 0,46 0,75 25,1 4,05 7,78 0,21 0,35 0,02 2603 400 42,7 60,2
3 0,2 0,45 0,75 25,2 4,02 7,73 0,20 0,37 0,02 2607 750 42,6 60,2
4 0,2 0,44 0,76 25,3 3,99 7,73 0,19 0,37 0,02 2563 932 42,6 60,1
5 0,1 0,48 0,76 25,0 3,99 7,92 0,24 0,36 0,02 2499 898 42,4 59,4
6 0,1 0,42 0,74 25,2 3,98 8,01 0,22 0,36 0,02 2560 708 42,5 59,9
PRE = 1*%Cr + 3,3*(%Mo + 0,5%W) + 16%N [nach NORSOK]
CPTtheo (°C) = 2,5*%Cr + 7,6*% Mo + 31,9*%N - 41,0 [nach ASTM G48]
* Schmelzextraktion
PRE > 40
theoretische Lochkorrosionstemperaturen ≈ 60°C
chemische Zusammensetzung der Schweißgüter sehr ähnlich
geringe Abweichungen zwischen den Stickstoffgehalten
starke Unterschiede in den Sauerstoffgehalten

6. Ausgewählte Ergebnisse
Technologischer Einfluss auf die Porenneigung beim UP-Schweißen (1-lagige UP-Verbindungsschweißungen)
0
10
20
30
40
50
60
70
I2,440RT
I2,450RT
I2,460RT
I2,460
150
II2,050RT
III2,050RT
Fe
rrit
geh
alt
[F
N]
Variation technologischer Parameter
Drahtcharge
ØDraht [mm]
vs [cm/min]
Tvorwärm [°C]
vs = 40
vs = 60
vs = 50
vs = 40
Risse
Schliffbilder bei 100x- und 500x-Vergrößerung
6. Ausgewählte Ergebnisse
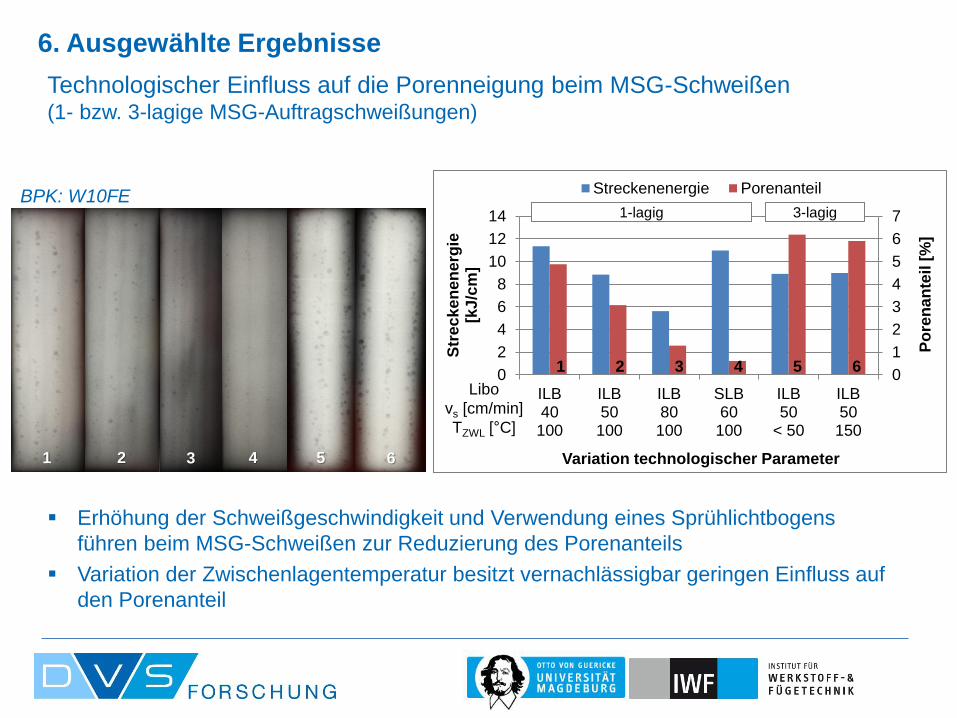
Technologischer Einfluss auf die Porenneigung beim MSG-Schweißen (1- bzw. 3-lagige MSG-Auftragschweißungen)
0
1
2
3
4
5
6
7
0
2
4
6
8
10
12
14
ILB40
100
ILB50
100
ILB80
100
SLB60
100
ILB50
< 50
ILB50
150
Po
ren
an
teil
[%
]
Str
ec
ke
nen
erg
ie
[kJ
/cm
] Variation technologischer Parameter
Streckenenergie Porenanteil
Libo
vs [cm/min]
TZWL [°C]
1-lagig 3-lagig
1 2 3 4 5 6
1 3 2 6 5 4
BPK: W10FE
Erhöhung der Schweißgeschwindigkeit und Verwendung eines Sprühlichtbogens
führen beim MSG-Schweißen zur Reduzierung des Porenanteils
Variation der Zwischenlagentemperatur besitzt vernachlässigbar geringen Einfluss auf
den Porenanteil

6. Ausgewählte Ergebnisse
Technologischer Einfluss auf die Porenneigung beim MSG-Schweißen (1- bzw. 3-lagige MSG-Auftragschweißungen)
Schweiß-
gut
Porenanteil
[%] Si % Mn % Cr % Mo % Ni % W % Cu % C % N* ppm O* ppm PRE CPTtheo °C
1 4,9 0,36 0,70 24,49 4,00 8,53 0,52 0,53 0,039 2357 435 42,5 58,2
2 3,1 0,36 0,71 25,29 3,96 8,54 0,47 0,52 0,031 2365 445 41,7 59,9
3 1,3 0,37 0,71 24,49 4,03 8,70 0,53 0,54 0,039 2247 389 42,4 58,0
4 0,6 0,35 0,66 24,38 3,99 8,23 0,53 0,53 0,039 2454 356 42,3 58,1
5 6,2 0,39 0,74 24,53 4,07 9,18 0,54 0,55 0,048 2155 465 42,3 58,2
6 5,9 0,38 0,75 24,56 4,05 9,12 0,52 0,54 0,040 2167 482 42,2 58,1
PRE = 1*%Cr + 3,3*(%Mo + 0,5%W) + 16%N [nach NORSOK]
CPTtheo (°C) = 2,5*%Cr + 7,6*% Mo + 31,9*%N - 41,0 [nach ASTM G48]
* Schmelzextraktion
PRE > 40
theoretische Lochkorrosionstemperaturen ≈ 58 - 60°C
kein Zusammenhang zwischen steigenden Stickstoffgehalten und Zunahme des
Porenanteils
Zusammenhang zwischen steigenden Sauerstoffanteilen und erhöhtem Porenanteil
6. Ausgewählte Ergebnisse
Technologischer Einfluss auf die Porenneigung beim MSG-Schweißen (1- bzw. 3-lagige MSG-Auftragschweißungen)
0
10
20
30
40
50
60
70
80
0
50
100
150
200
250
300
350
400
ILB40
100
ILB50
100
ILB80
100
SLB60
100
ILB50
< 50
ILB50
150
Fe
rrit
ge
ha
lt [
FN
]
Hä
rte
[H
V1
0]
Variation technologischer Parameter
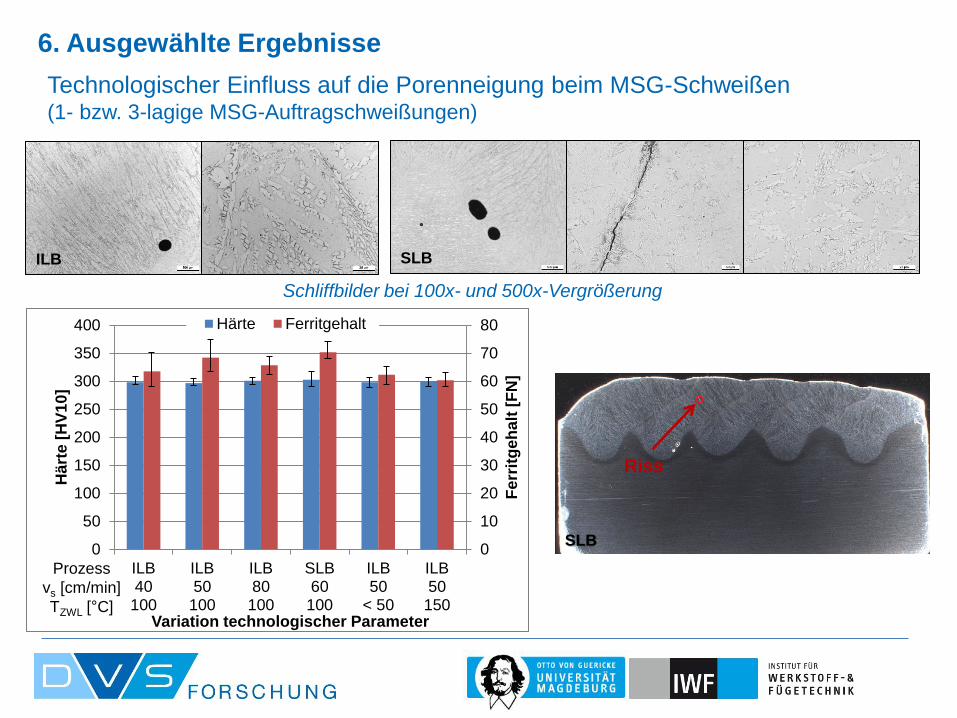
Härte Ferritgehalt
Prozess
vs [cm/min]
TZWL [°C]
SLB ILB
SLB
Riss
Schliffbilder bei 100x- und 500x-Vergrößerung

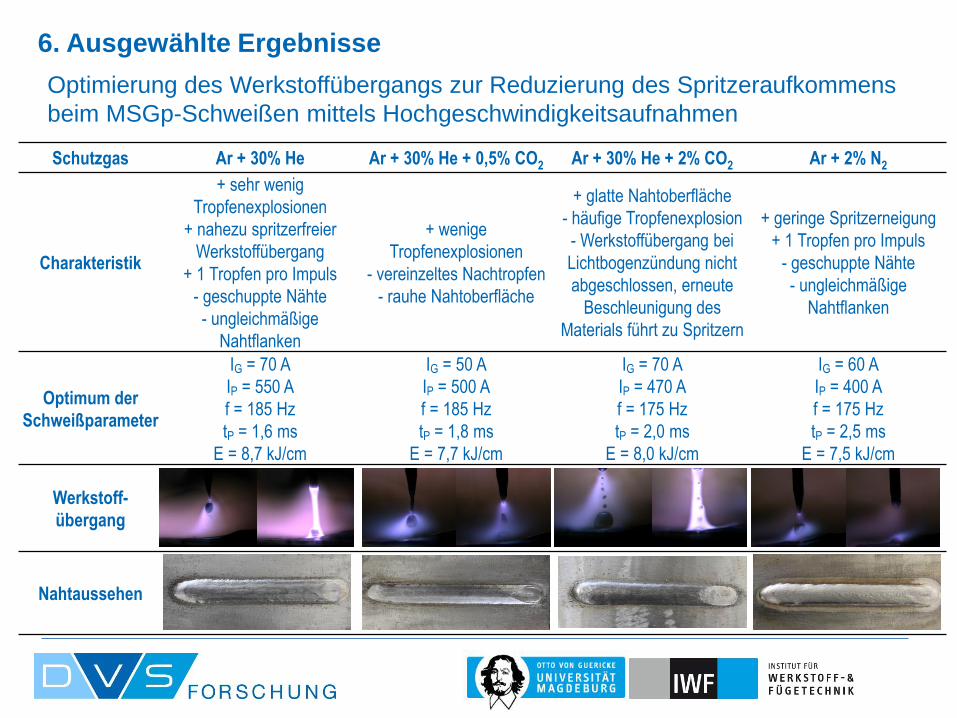
6. Ausgewählte Ergebnisse
Optimierung des Werkstoffübergangs zur Reduzierung des Spritzeraufkommens
beim MSGp-Schweißen mittels Hochgeschwindigkeitsaufnahmen
unzulässige Spritzerbildung
Schweißspritzeraufkommen in Abhängigkeit von der Zwischenlagentemperatur
TZWL < 50°C
TZWL = 150°C

6. Ausgewählte Ergebnisse
Optimierung des Werkstoffübergangs zur Reduzierung des Spritzeraufkommens
beim MSGp-Schweißen mittels Hochgeschwindigkeitsaufnahmen
“Nachtropen”
Parmeter: f = 185 Hz; tB = 2,0 ms; IP = 500 A; IG = 70 A; vDr =7,5 m/min, E = 8,0 kJ/cm
t
t2 = 4,7 ms t3 = 6,6 ms
t1 t2 t4 t3
1 ms
t1 = 4,3 ms t4 = 10,3 ms

6. Ausgewählte Ergebnisse
Optimierung des Werkstoffübergangs zur Reduzierung des Spritzeraufkommens
beim MSGp-Schweißen mittels Hochgeschwindigkeitsaufnahmen
“Tropfenexplosion”
Parmeter: f = 185 Hz; tB = 2,0 ms; IP = 500 A; IG = 70 A; vDr =7,5 m/min, E = 8,0 kJ/cm
t
t1 t3 t2
t3 t2 t1
6. Ausgewählte Ergebnisse
Optimierung des Werkstoffübergangs zur Reduzierung des Spritzeraufkommens
beim MSGp-Schweißen mittels Hochgeschwindigkeitsaufnahmen
Schutzgas Ar + 30% He Ar + 30% He + 0,5% CO2 Ar + 30% He + 2% CO2 Ar + 2% N2
Charakteristik
+ sehr wenig
Tropfenexplosionen
+ nahezu spritzerfreier
Werkstoffübergang
+ 1 Tropfen pro Impuls
- geschuppte Nähte
- ungleichmäßige
Nahtflanken
+ wenige
Tropfenexplosionen
- vereinzeltes Nachtropfen
- rauhe Nahtoberfläche
+ glatte Nahtoberfläche
- häufige Tropfenexplosion
- Werkstoffübergang bei
Lichtbogenzündung nicht
abgeschlossen, erneute
Beschleunigung des
Materials führt zu Spritzern
+ geringe Spritzerneigung
+ 1 Tropfen pro Impuls
- geschuppte Nähte
- ungleichmäßige
Nahtflanken
Optimum der
Schweißparameter
IG = 70 A
IP = 550 A
f = 185 Hz
tP = 1,6 ms
E = 8,7 kJ/cm
IG = 50 A
IP = 500 A
f = 185 Hz
tP = 1,8 ms
E = 7,7 kJ/cm
IG = 70 A
IP = 470 A
f = 175 Hz
tP = 2,0 ms
E = 8,0 kJ/cm
IG = 60 A
IP = 400 A
f = 175 Hz
tP = 2,5 ms
E = 7,5 kJ/cm
Werkstoff-
übergang
Nahtaussehen

7. Zusammenfassung und Ausblick
MSG-Schweißen:
Erhöhung der Schweißgeschwindigkeit (Reduzierung der Streckenenergie) bzw.
Verwendung eines Sprühlichtbogens hemmen die Porenbildung, aber: Auftreten
von Mikrorissen im Schweißgut
Einfluss der Zwischenlagentemperatur vernachlässigbar gering
Einhaltung geringerer Zwischenlagentemperatur (T < 50°C) sowie Optimierung
der Schweißparameter minimiert das Spritzerauftreten
UP-Schweißen:
Verringerung der Schweißgeschwindigkeit (Erhöhung der Streckenenergie) führt
zu geringeren Porenanteilen, aber: Auftreten von Mikrorissen im Schweißgut
Vorwärmen führt zur Verringerung des Porenanteils
Verwendung eines geringeren Drahtdurchmessers besitzt keinen merklichen
Einfluss auf die Porenbildung
Weiterführende Untersuchungen:
Analyse des Einflusses zusätzlicher Kaltdrahtzufuhr
Verifizierung der Ergebnisse anhand von Verbindungsschweißungen und
mechanisch-technologischen Prüfungen

Quellen
[1] Arola, R; Wendt J.; Kivineva E., Gas Porosity Defects in Duplex Stainless Steel Castings, Materials
Science Forum Vols. 318-320 (1999), pp 297 - 302
[2] TMR Stainless. Verarbeitung nichtrostender Duplexstähle- Ein praktischer Leitfaden.
IMOA, Pittsburgh, 2011
[3] Schulze, G. Metallurgie des Schweißens. Springer-Verlag, Berlin 2010. Bd. 4. Auflage
[4] Avesta Welding. Das Schweißen von rostfreien Duplex-Stählen. Informationsbroschüre (2011).
[5] Karlsson, L.: Welding Duplex Stainless Steels – A review of current recommendations. Welding in The
World (2012) Vol. 56, Nr. 05/06, S. 65-76.
[6] DVS-Merkblatt 0946. Empfehlungen zum Schweißen von nicht rostenden austenitisch-ferritischen
Duplex-und Superduplexstählen. Verlag für Schweißen und verwandte Verfahren DVS-Verlag,
Düsseldorf, Februar 2004

Vielen Dank für ihre Aufmerksamkeit!





![MDZWP-Forschungsseminar · [2] DIN EN ISO 5817:2014-06: Schweißen –Schmelzschweißverbindungen an Stahl, Nickel, Titan und anderen Legierungen (ohne Strahlschweißen) –Bewertungsgruppen](https://static.fdokument.com/doc/165x107/5e1887eb08df2500cc0b8485/mdzwp-2-din-en-iso-58172014-06-schweien-aschmelzschweiverbindungen-an.jpg)