Endlosfaser verstärkte Thermoplastmaterialien als ... · Endlosfaser verstärkte...
63
Folie 1 Werkstoff Kolloquium 2006 W. Dudenhausen 27 .1 1.20 06 Endlosfaser verstärkte Thermoplastmaterialien als Alternative in Hochleistungs-Leichtbaustrukturen Werkstoff Kolloquium 2006 Dr.-Ing. Wolfgang Dudenhausen DLR – Institut für Bauweisen- und Konstruktionsforschung (IBK), Stuttgart Köln, 5. Dezember 2006
Transcript of Endlosfaser verstärkte Thermoplastmaterialien als ... · Endlosfaser verstärkte...

Folie 1 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Endlosfaser verstärkte Thermoplastmaterialien alsAlternative in Hochleistungs-Leichtbaustrukturen
Werkstoff Kolloquium 2006
Dr.-Ing. Wolfgang Dudenhausen
DLR – Institut für Bauweisen- und Konstruktionsforschung (IBK), Stuttgart
Köln, 5. Dezember 2006
Folie 2 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
• Department of Computer Supported Component Design
• Vacuum consolidation technique as basis for manufacturing large flat structures
• Vacuum moulding - a shaping process for complex geometry
• Application examples
• Further Application and Future prospects
• Conclusion
Folie 3 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
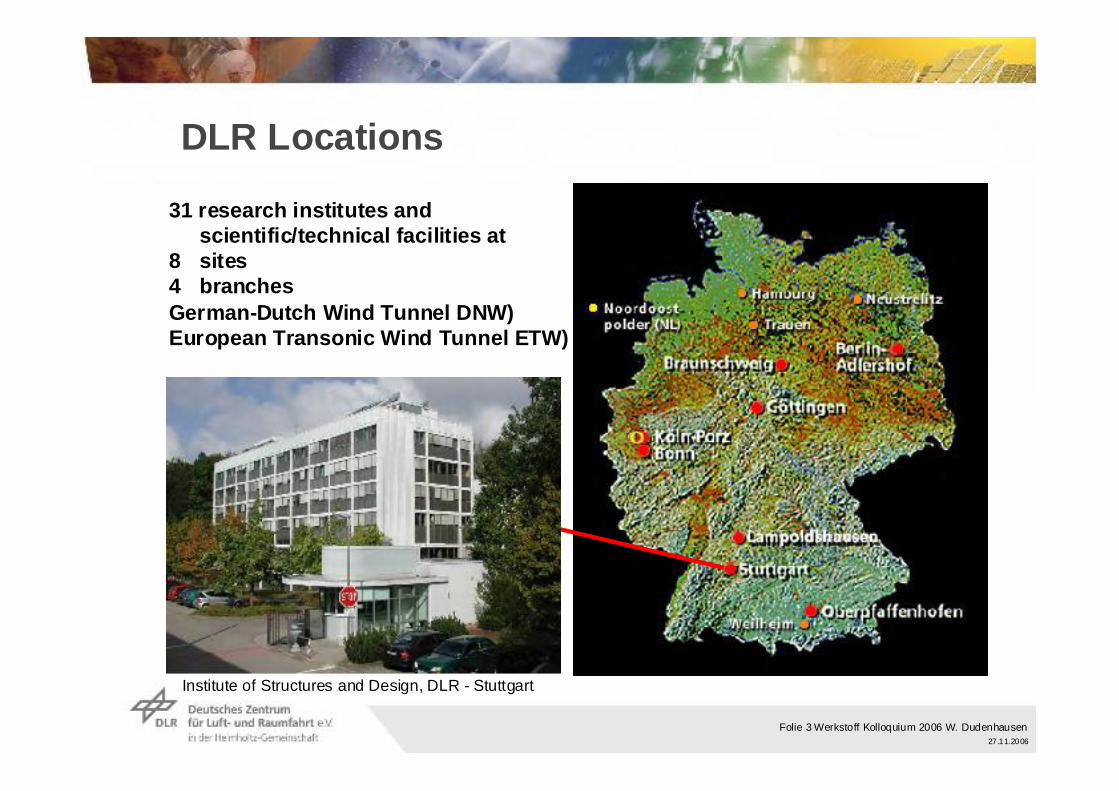
31 research institutes and scientific/technical facilities at
8 sites4 branchesGerman-Dutch Wind Tunnel DNW)European Transonic Wind Tunnel ETW)
Institute of Structures and Design, DLR - Stuttgart
DLR Locations
Folie 4 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
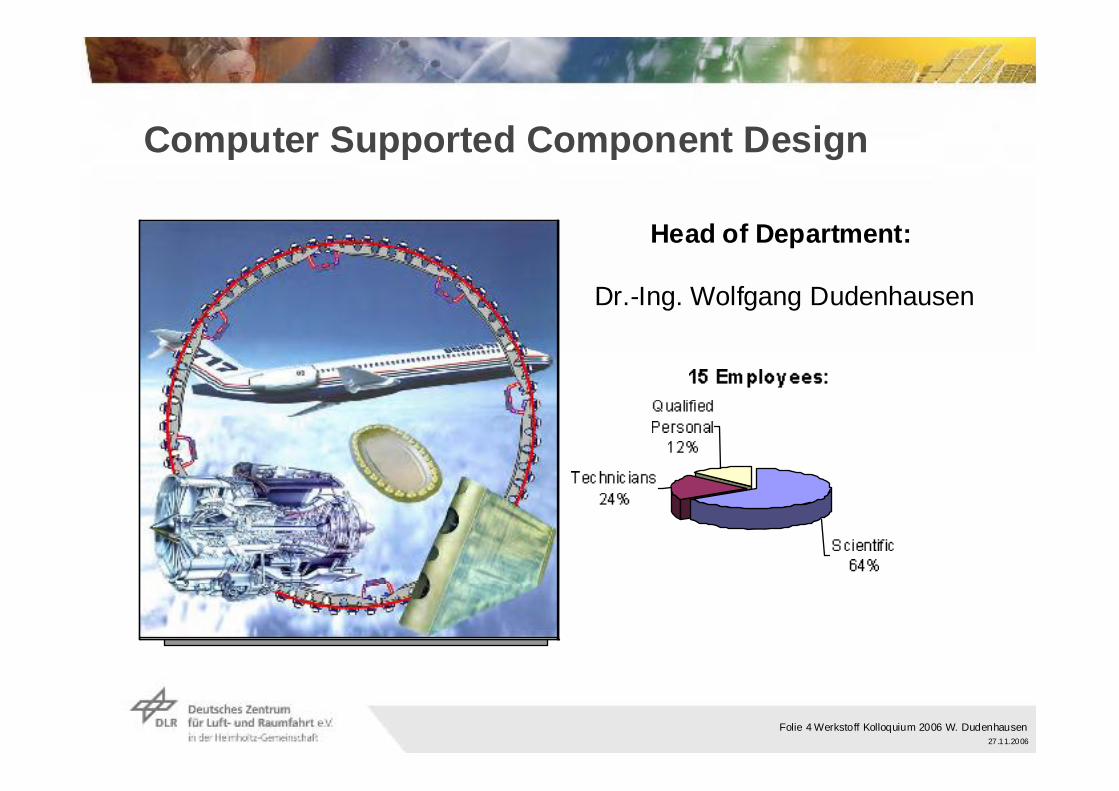
Computer Supported Component Design
Head of Department:
Dr.-Ing. Wolfgang Dudenhausen
Folie 5 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
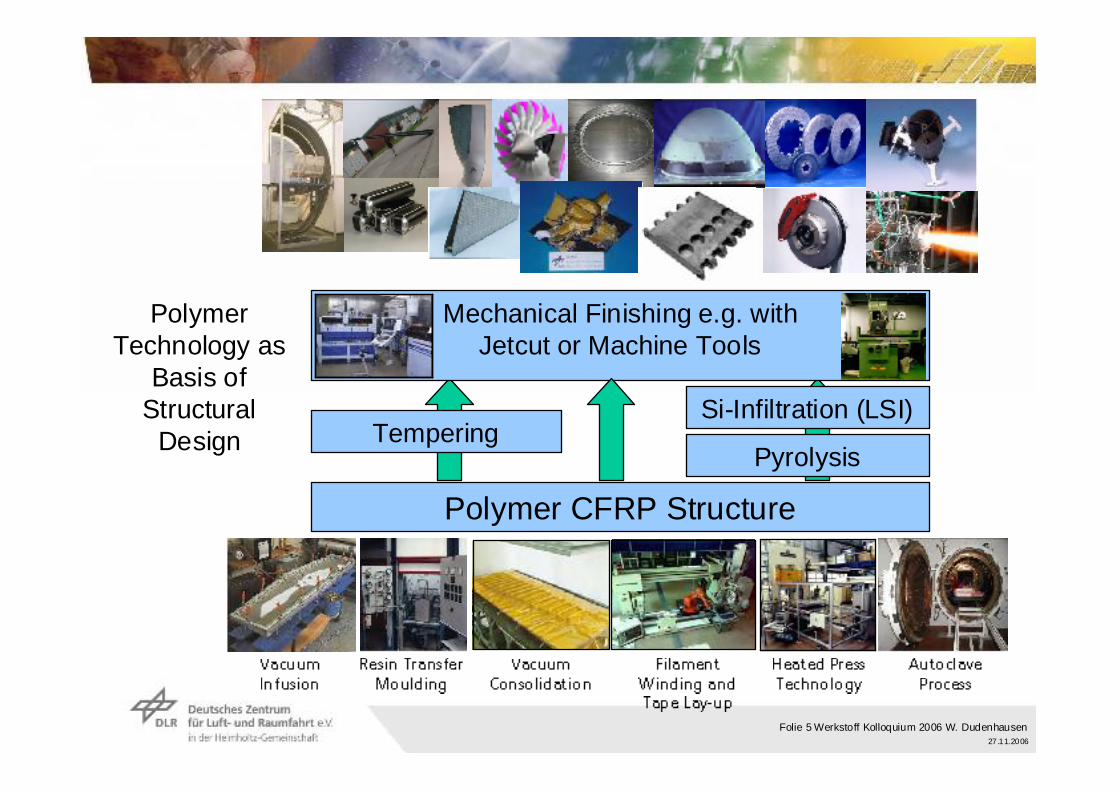
Polymer CFRP Structure
TemperingPyrolysis
Si-Infiltration (LSI)
Mechanical Finishing e.g. withJetcut or Machine Tools
PolymerTechnology as
Basis of Structural
Design

Folie 6 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Competence
CAD/CIMFE/MKS
Design and Engineering
Tool- and Manufacturing Development
Evaluation and designDevelopment of new and innovative high performance structuresMission depending design (UCAV)
Technology for manufacturing with thermoplastics and infusions processesJoining technique and tooling conceptsIntegrated QS
Provision of specified process sequences,Design for manufacturingConsulting of internal and external partners.
Transfer of Technology

Folie 7 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Processing and Fabrication:•Rapid fabrication•No chemistry during processing•Manufacture complex parts in a single step•Integrated fabrication and assembly
Properties: (high performance thermoplastic composites)•High toughness and damage tolerance•Excellent solvent resistance and very low moisture absorption•Excellent high temperature properties •Outstanding fire resistance and very low smoke generation•Superior wear resistance
General:•Indefinite shelf life•Room temperature storage•Recyclable
Drawbacks:High manufacturing temperatureUpper material cost than thermosetLower Tg than thermoset
Benefits of Thermoplastic Composites
Source: Airbus Deutschland GmbH
Folie 8 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
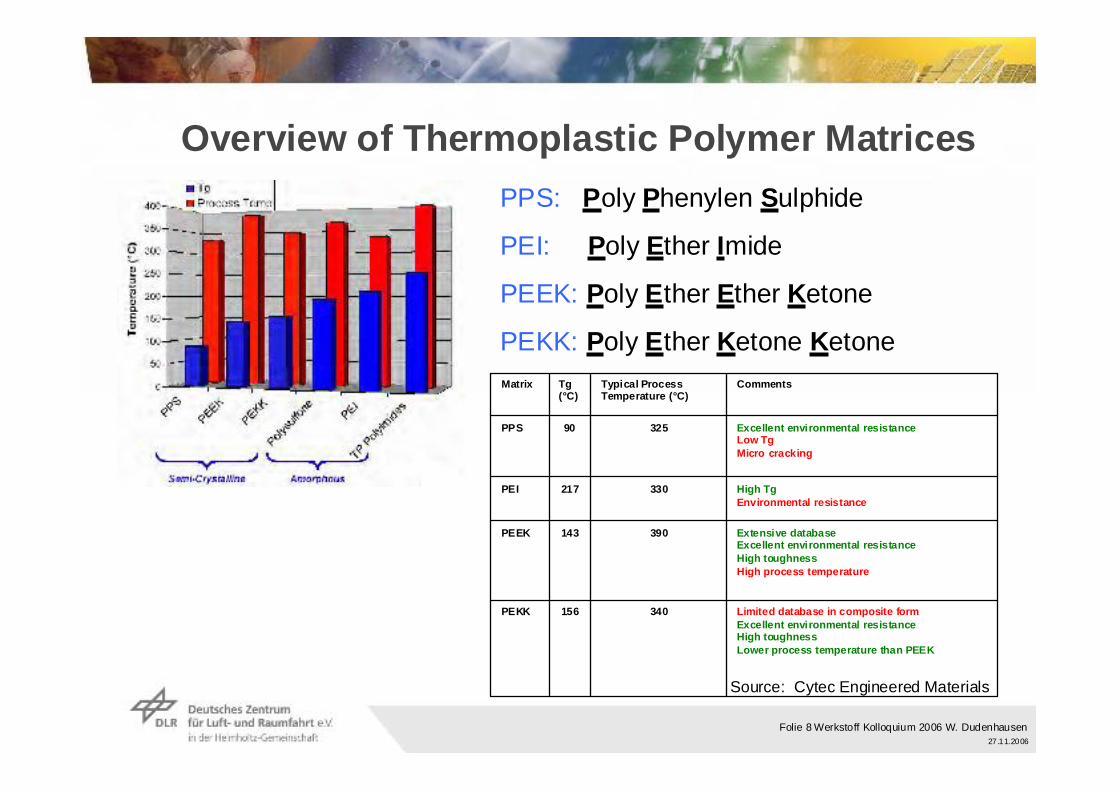
Overview of Thermoplastic Polymer Matrices
Limited database in composite formExcellent environmental resistanceHigh toughnessLower process temperature than PEEK
340156PEKK
Extensive databaseExcellent environmental resistanceHigh toughnessHigh process temperature
390143PEEK
High TgEnvironmental resistance
330217PEI
Excellent environmental resistanceLow TgMicro cracking
32590PPS
CommentsTypical ProcessTemperature (°C)
Tg(°C)
Matrix
Source: Cytec Engineered Materials
PPS: Poly Phenylen Sulphide
PEI: Poly Ether Imide
PEEK: Poly Ether Ether Ketone
PEKK: Poly Ether Ketone Ketone

Folie 9 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Comparison of Material Cost
Source: Institute of Structures and Design, DLR 2003
Reference: Flat Plate 1 m², 3 mm Thickness
Folie 10 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
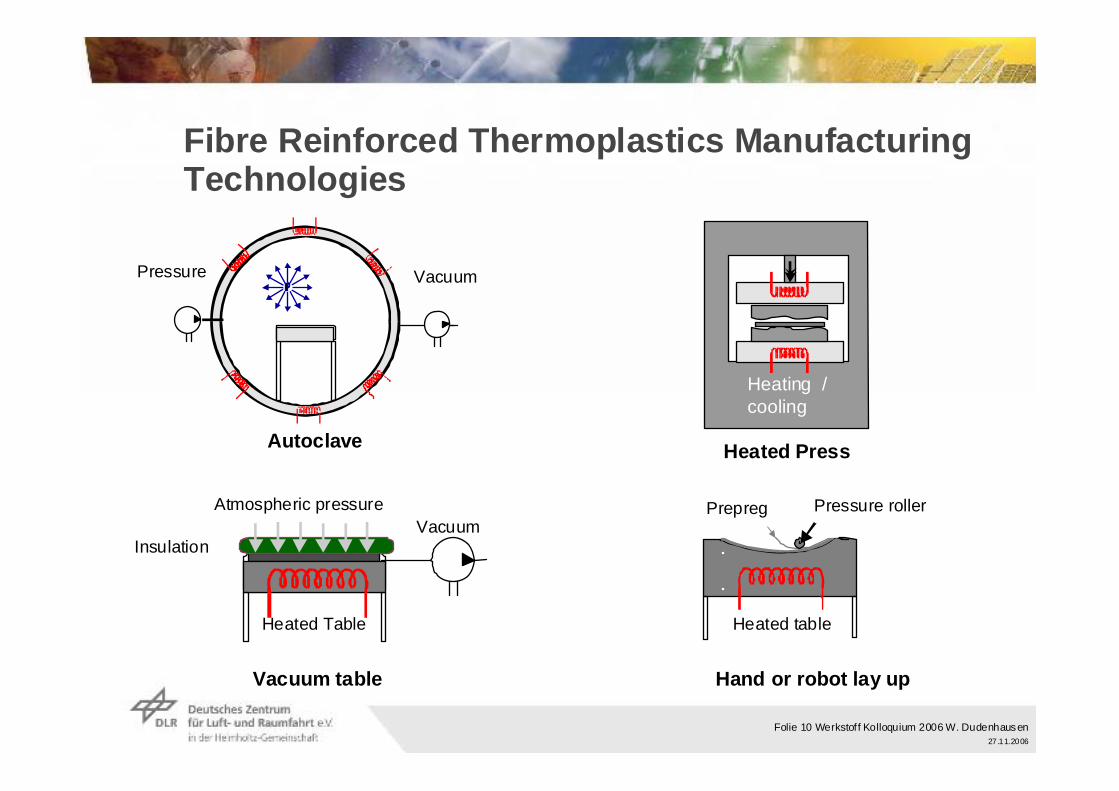
Fibre Reinforced Thermoplastics Manufacturing Technologies
VacuumAtmospheric pressure
Insulation
Heated Table
Vacuum table
Heating / cooling
Heated Press
Heated table
Prepreg Pressure roller
Hand or robot lay up
Autoclave
VacuumPressure
Folie 11 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
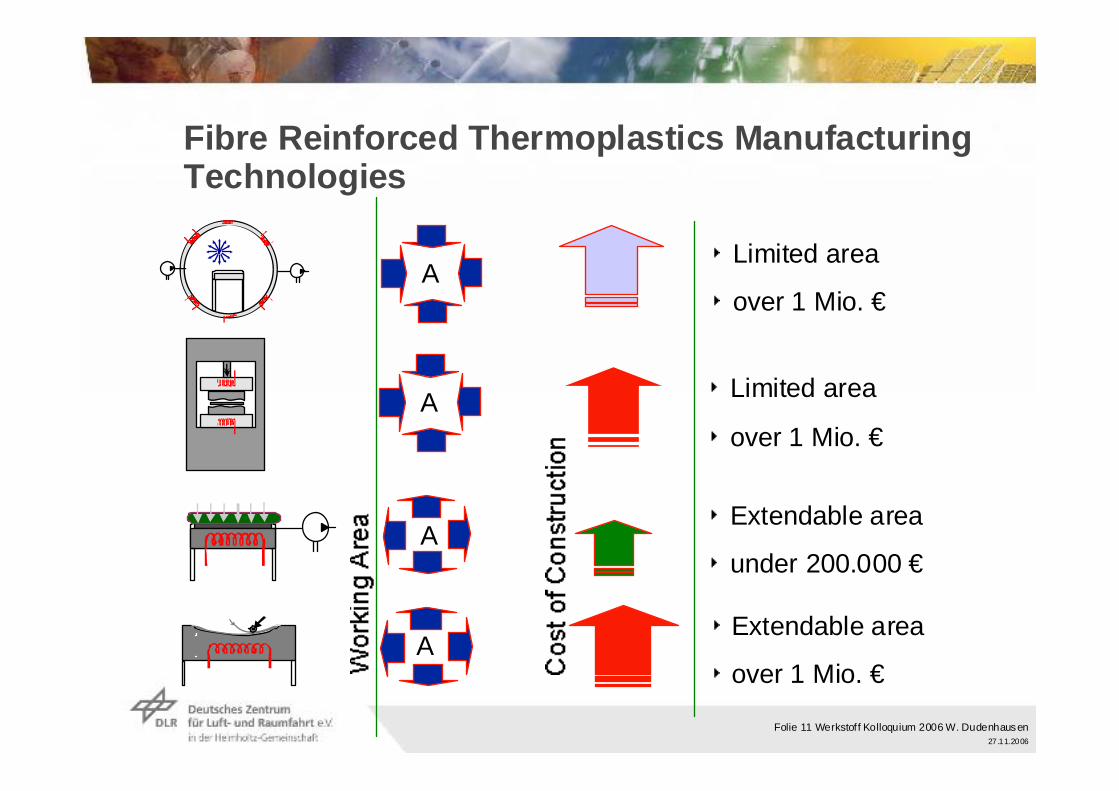
Fibre Reinforced Thermoplastics Manufacturing Technologies
Limited area
over 1 Mio. €A
Limited area
over 1 Mio. €A
Extendable area
under 200.000 €A
Extendable area
over 1 Mio. €A
Folie 12 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examples
Further Application and Future prospects
Conclusion
Folie 13 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
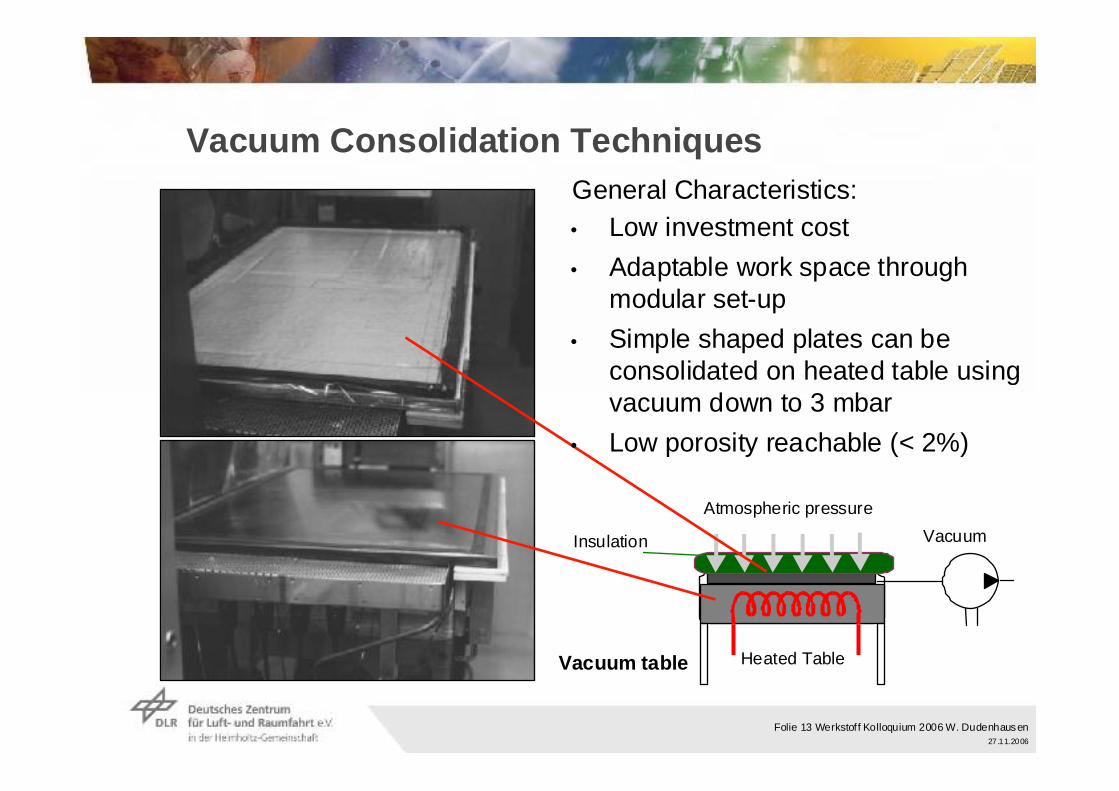
Vacuum Consolidation Techniques
VacuumAtmospheric pressure
Insulation
Heated TableVacuum table
General Characteristics:• Low investment cost • Adaptable work space through
modular set-up• Simple shaped plates can be
consolidated on heated table using vacuum down to 3 mbar
• Low porosity reachable (< 2%)
Folie 14 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
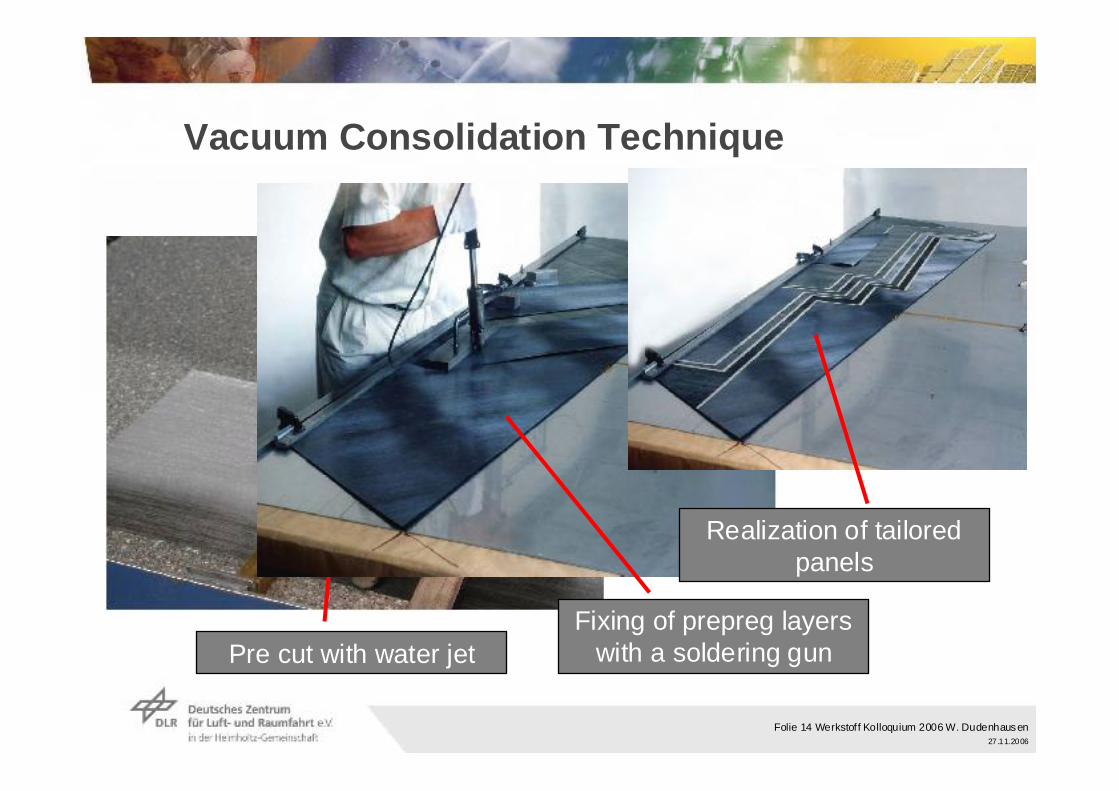
Pre cut with water jet
Vacuum Consolidation Technique
Fixing of prepreg layers with a soldering gun
Realization of tailored panels
Folie 15 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
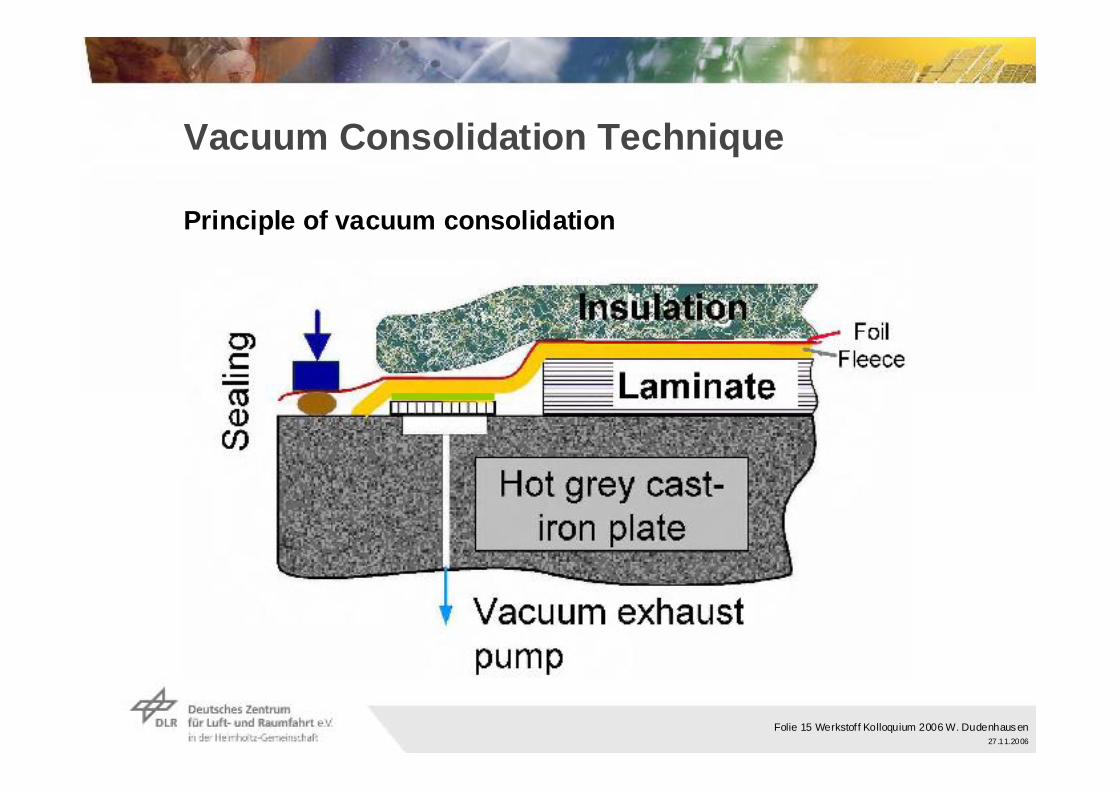
Vacuum Consolidation Technique
Principle of vacuum consolidation

Folie 16 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Vacuum Consolidation Technique
• Processing temperature up to400° C is possible
• Active cooling system is integrated in the table, usable media: gas and fluids
• Vacuum channels are integrated in the table surface
• Main dimensions of the table
– at present:3000 mm x 1200 mm
– in near future:4800 mm x 1200 mm
Manufacturing of simple shaped rib stiffened plates is possible
Main characteristics of IBK/DLR vacuum table facility

Folie 17 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examples
Further Application and Future prospects
Conclusion

Folie 18 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Vacuum Molding as a Shaping Process
• Basis for shaping process is a vacuum consolidated plate
• Vacuum table can be completed by a positive mold
• Heating of the mold can be realized by the heated table itself; in case of unfavorable mold dimensions additional heating is necessary
Pre consolidated plate
Folie 19 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
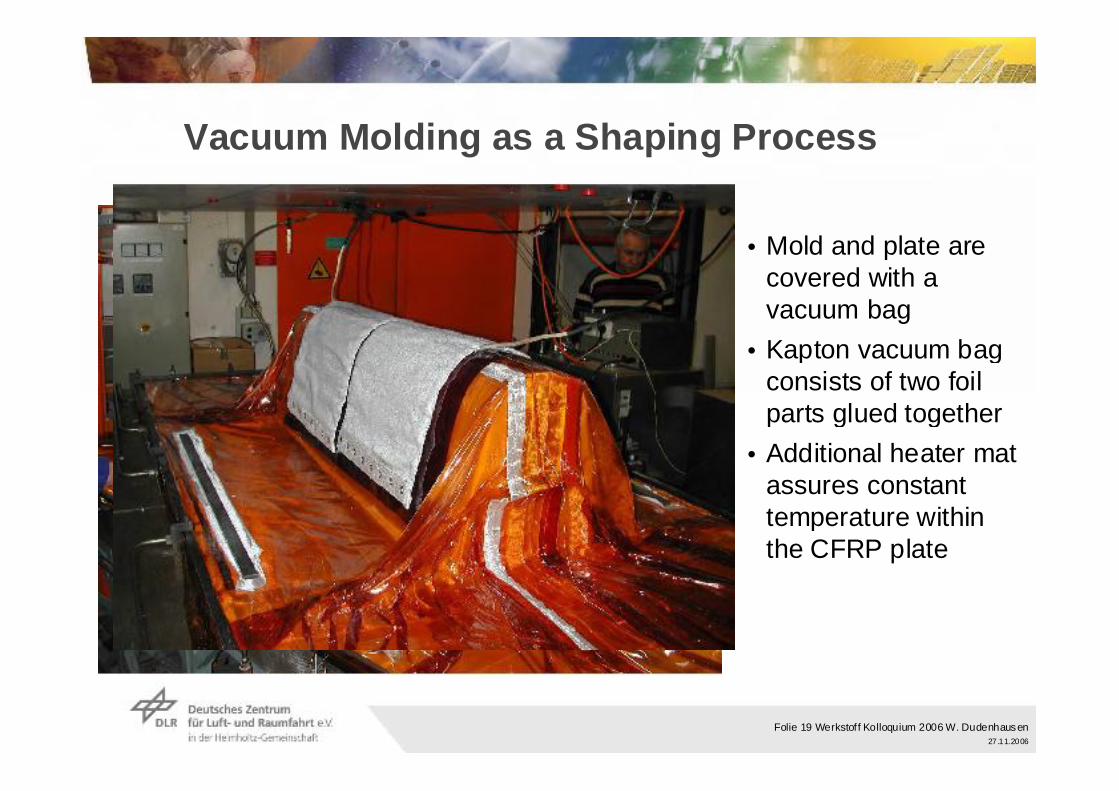
Vacuum Molding as a Shaping Process
• Mold and plate are covered with a vacuum bag
• Kapton vacuum bag consists of two foil parts glued together
• Additional heater mat assures constant temperature within the CFRP plate
Folie 20 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
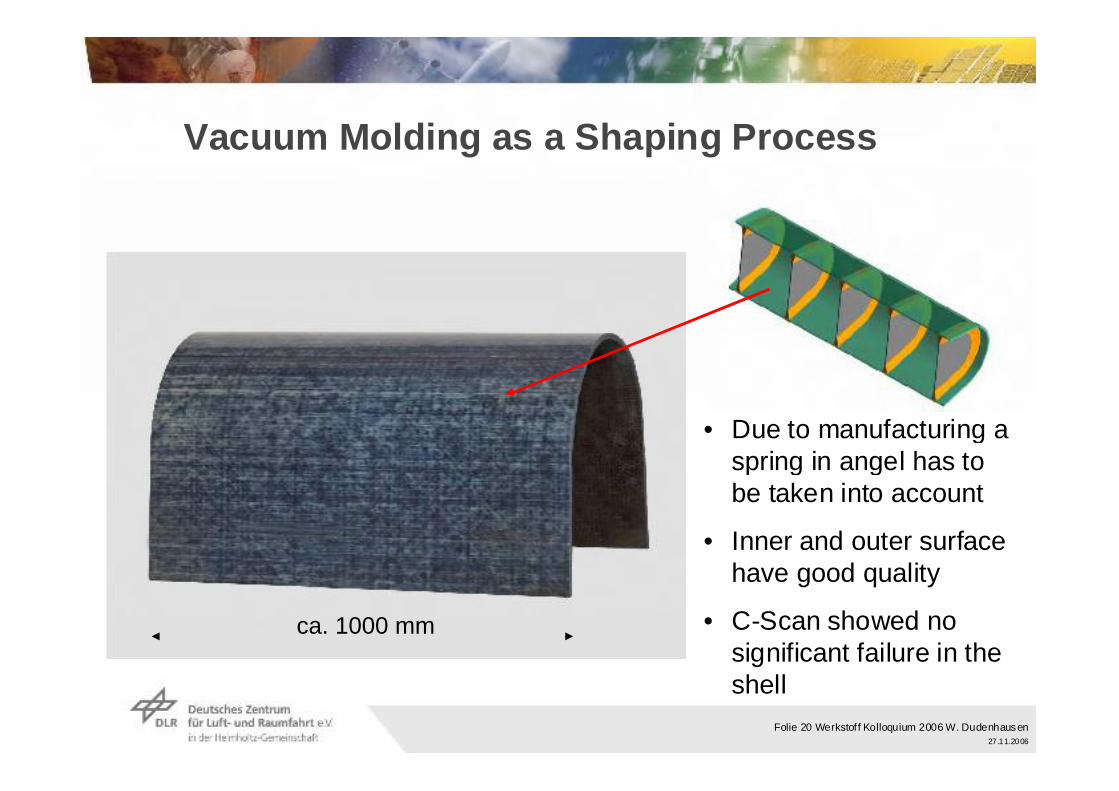
Vacuum Molding as a Shaping Process
• Due to manufacturing a spring in angel has to be taken into account
• Inner and outer surface have good quality
• C-Scan showed no significant failure in the shell
ca. 1000 mm

Folie 21 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examplesThermoplastic CF-PEEK rudderHybrid Fan Blade
Further Application and Future prospects
Conclusion
Folie 22 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
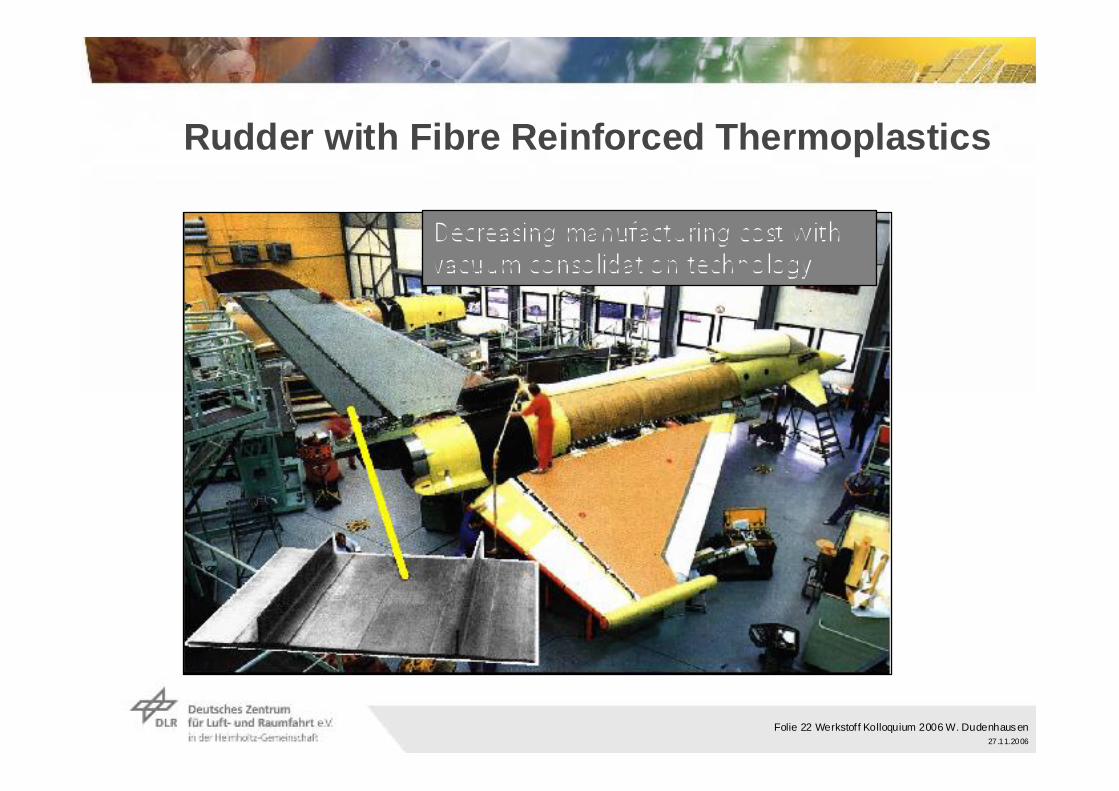
Rudder with Fibre Reinforced Thermoplastics

Folie 23 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Vacuum Consolidation Techniques

Folie 24 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
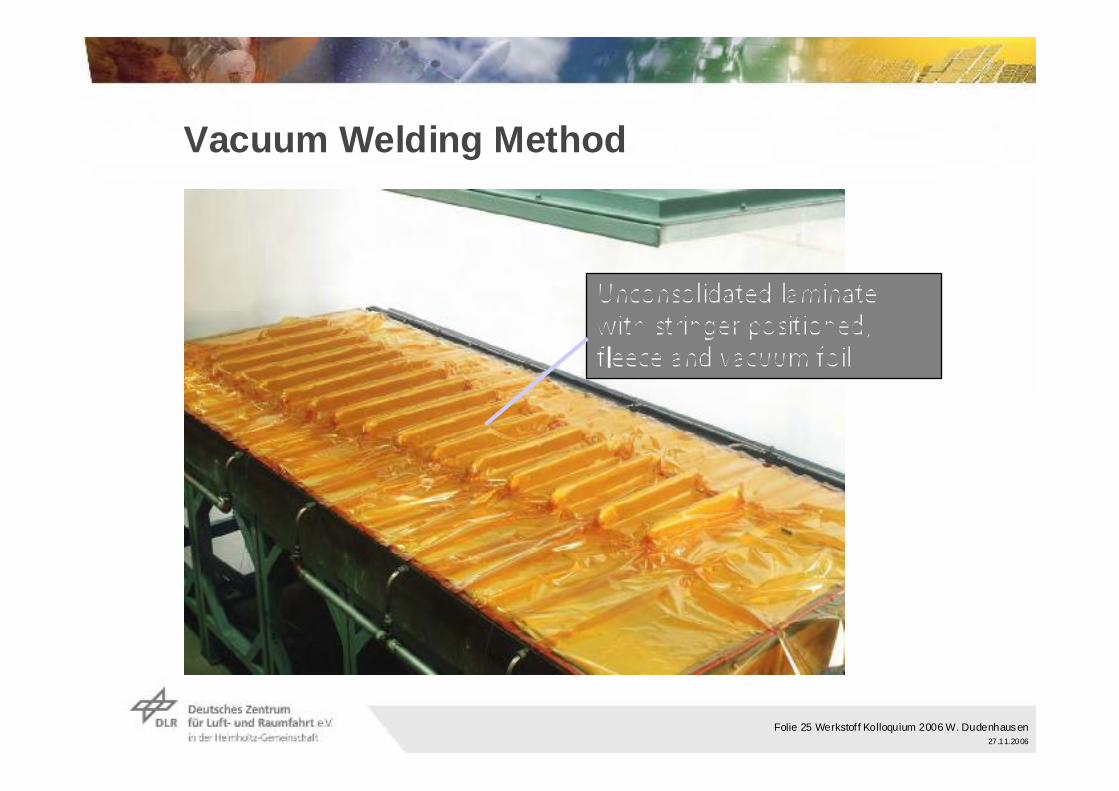
Vacuum Welding Method
Folie 25 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Vacuum Welding Method
Folie 26 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
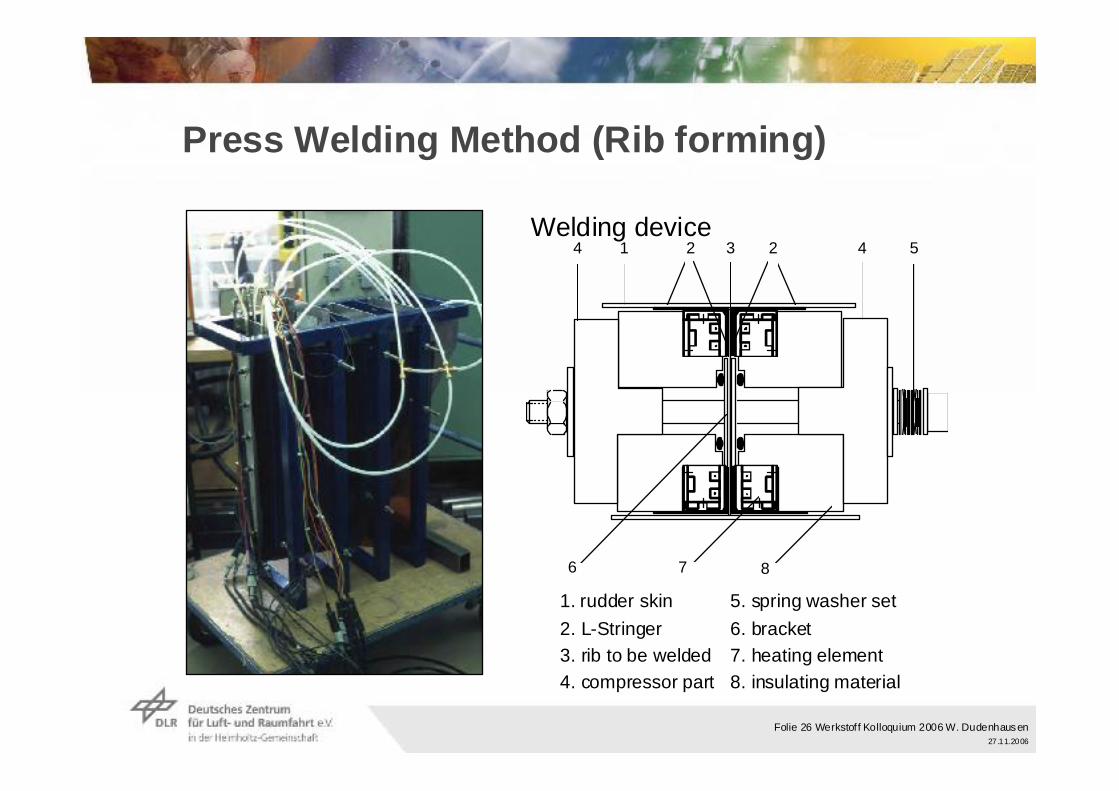
Press Welding Method (Rib forming)
Welding device1 2 234 4 5
6 7 8
1. rudder skin2. L-Stringer3. rib to be welded4. compressor part
5. spring washer set6. bracket7. heating element8. insulating material
Folie 27 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
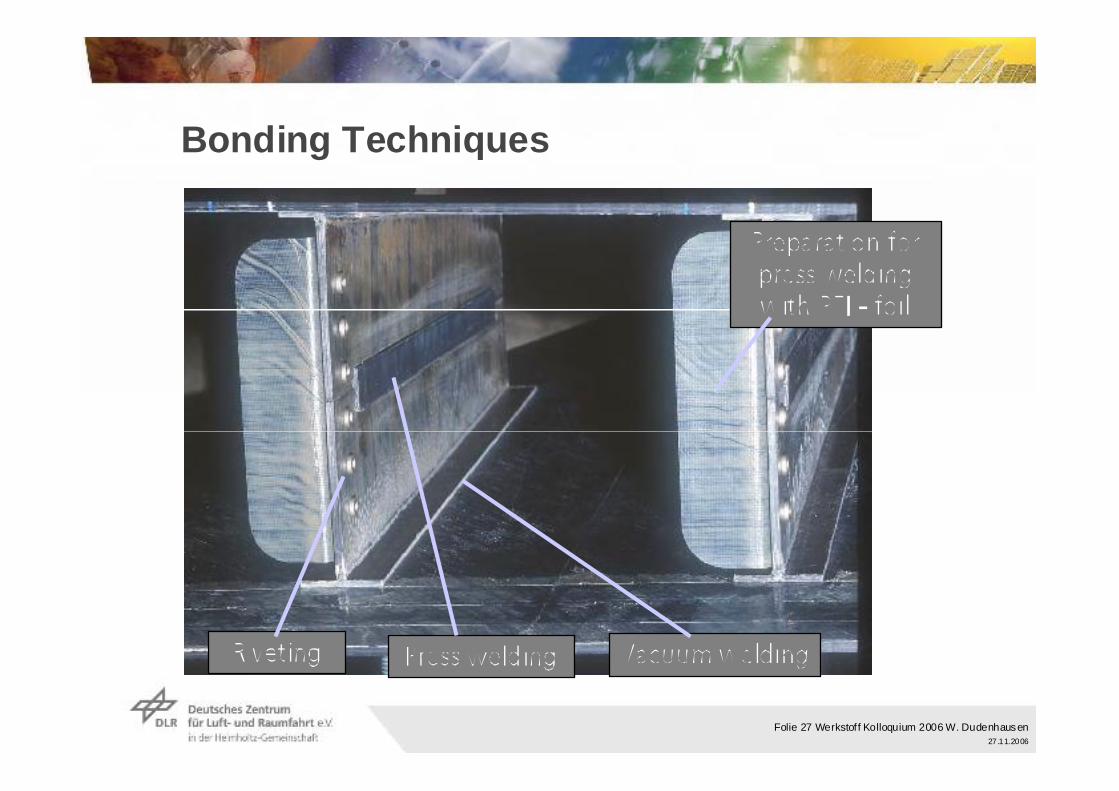
Bonding Techniques
Folie 28 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
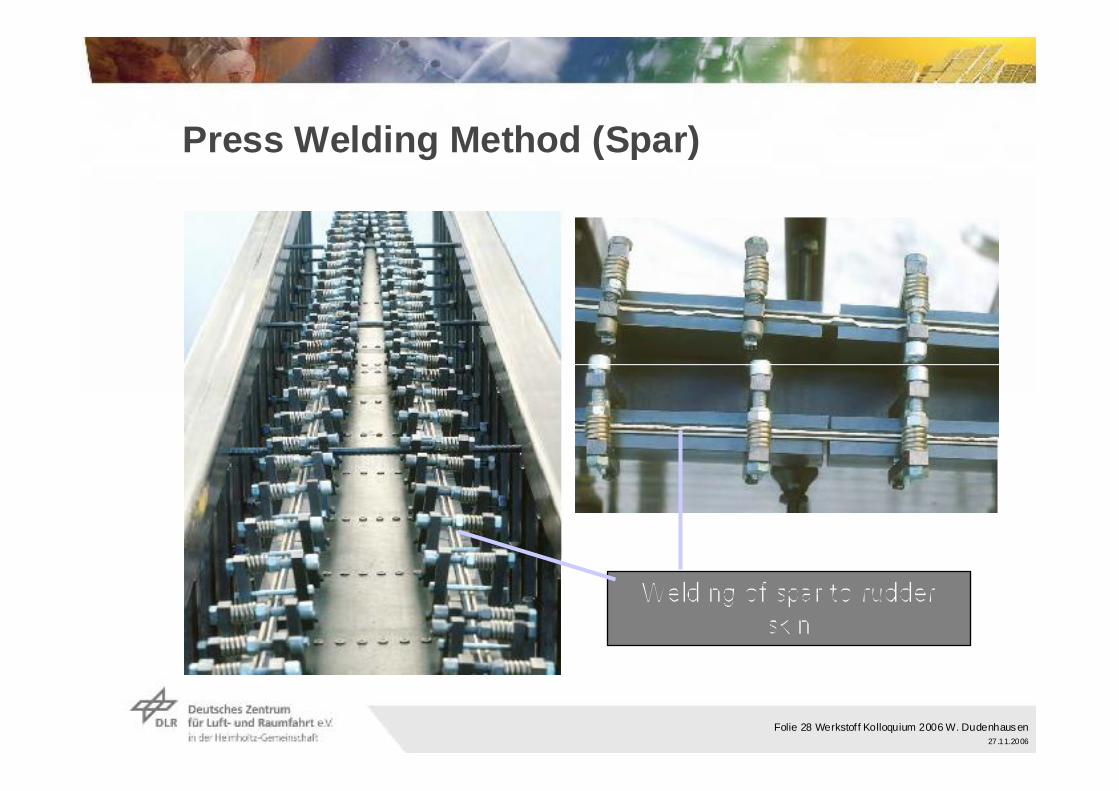
Press Welding Method (Spar)

Folie 29 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Comparison of Manufacturing CostRudder with Thermosetting or Thermoplastic Prepregs (APC 2)
Calculated by EADS
Folie 30 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examplesThermoplastic CF-PEEK rudderHybrid Fan Blade
Further Application and Future prospects
Conclusion

Folie 31 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Basic Concept
Titanium
CFRP
Joining Area
Reduction of structural weightResistance against erosion and FOD
by having a metal leading edgeReduced rotational blade energy with
view on a fan blade offIncreasing structural damping
Hybrid fan blade for BR700 engine family
Hybrid fan blade for NDV 4.5

Folie 32 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Results of FE Modelling
HEX meshed blade Combined HEX / SHELL mesh
Different FE models showed good correspondence with respect to equivalent stress (v. Mises)
FE analysis showed reduction of stress within the Titanium part and an acceptable utilisation of CFRP material
Folie 33 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
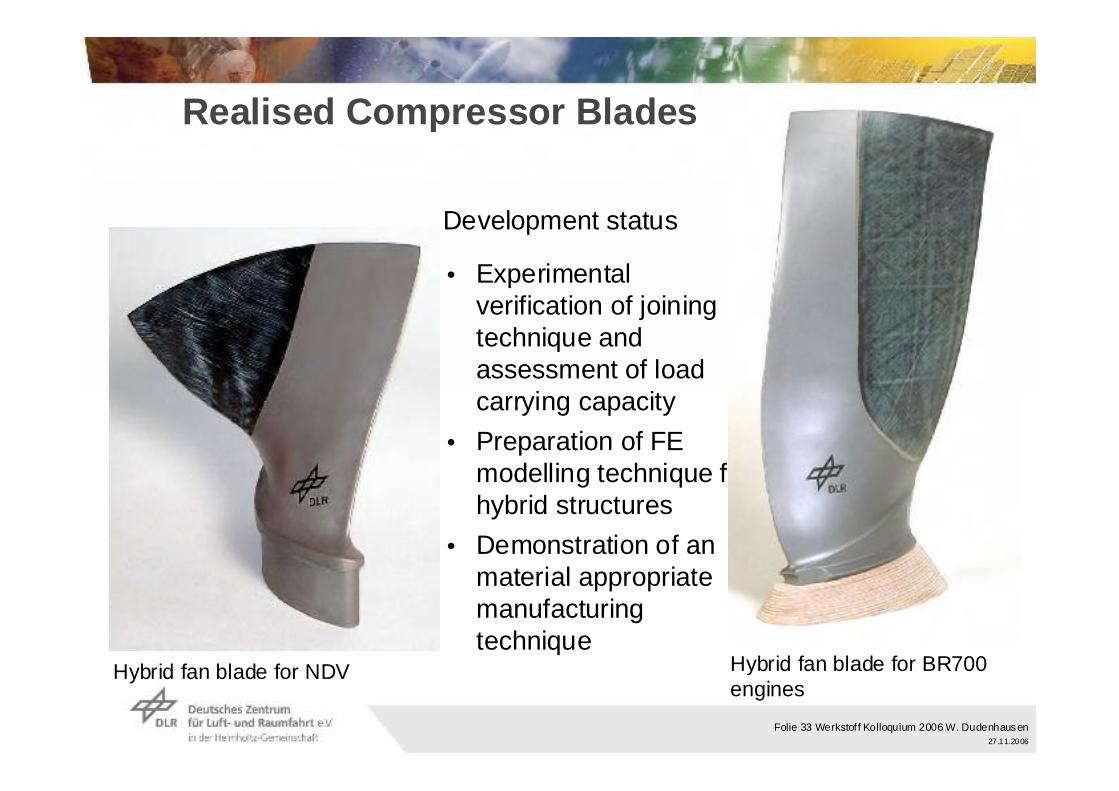
Realised Compressor Blades
Hybrid fan blade for NDV
• Experimentalverification of joining technique and assessment of load carrying capacity
• Preparation of FE modelling technique for hybrid structures
• Demonstration of an material appropriate manufacturingtechnique
Hybrid fan blade for BR700 engines
Development status

Folie 34 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examples
Further Application and Future prospects
Conclusion
Folie 35 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
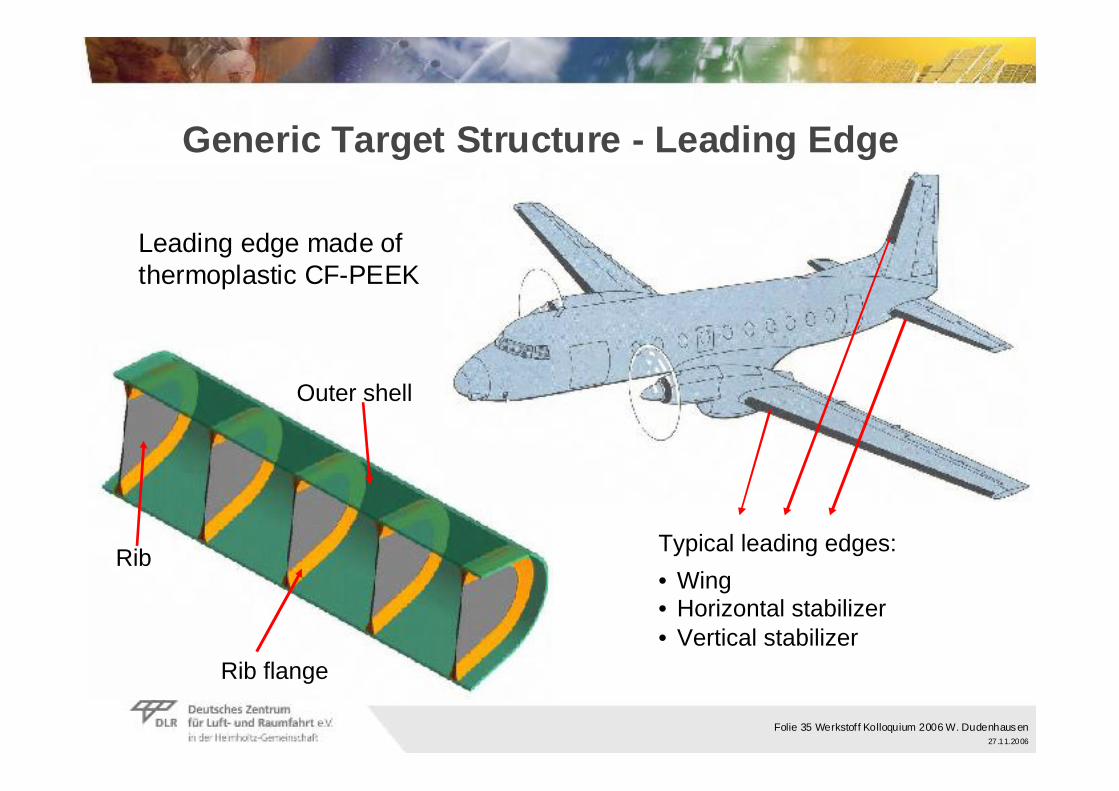
Generic Target Structure - Leading Edge
Typical leading edges:• Wing• Horizontal stabilizer• Vertical stabilizer
Outer shell
Rib flange
Rib
Leading edge made of thermoplastic CF-PEEK

Folie 36 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Rib
Outer shell
Different link systems between a rib and an outer shell
Combination of Short and Continuous Fiber Reinforced Composites
Folie 37 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
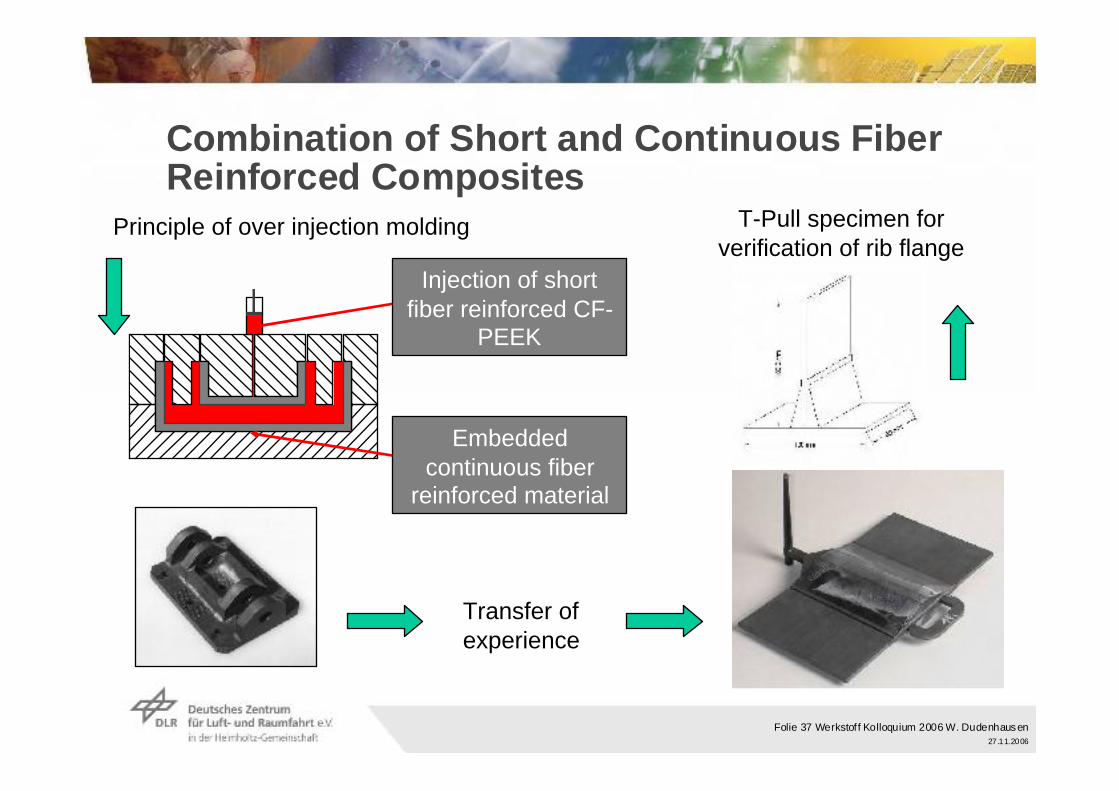
Combination of Short and Continuous Fiber Reinforced Composites
Principle of over injection molding
Injection of short fiber reinforced CF-
PEEK
Embeddedcontinuous fiber
reinforced material
Transfer of experience
T-Pull specimen for verification of rib flange
Folie 38 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Combination of Short and Continuous Fiber Reinforced Composites
Main intention of over injection molding for rib flanges:
• No separate shaping tool for every single rib with view on tapered leading edges necessary – last form giving step can be done by milling
• Simple high efficient flat plates can be used for every rib design• New options for welding technique due to unhindered plastic
deformation of short fiber reinforced flange material during welding • Use of well known and cost effective basic technology derived from
automotive industry • Avoiding of riveting within aircraft structures• Usage of high inherent strength of short fiber reinforced CF-PEEK
Folie 39 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
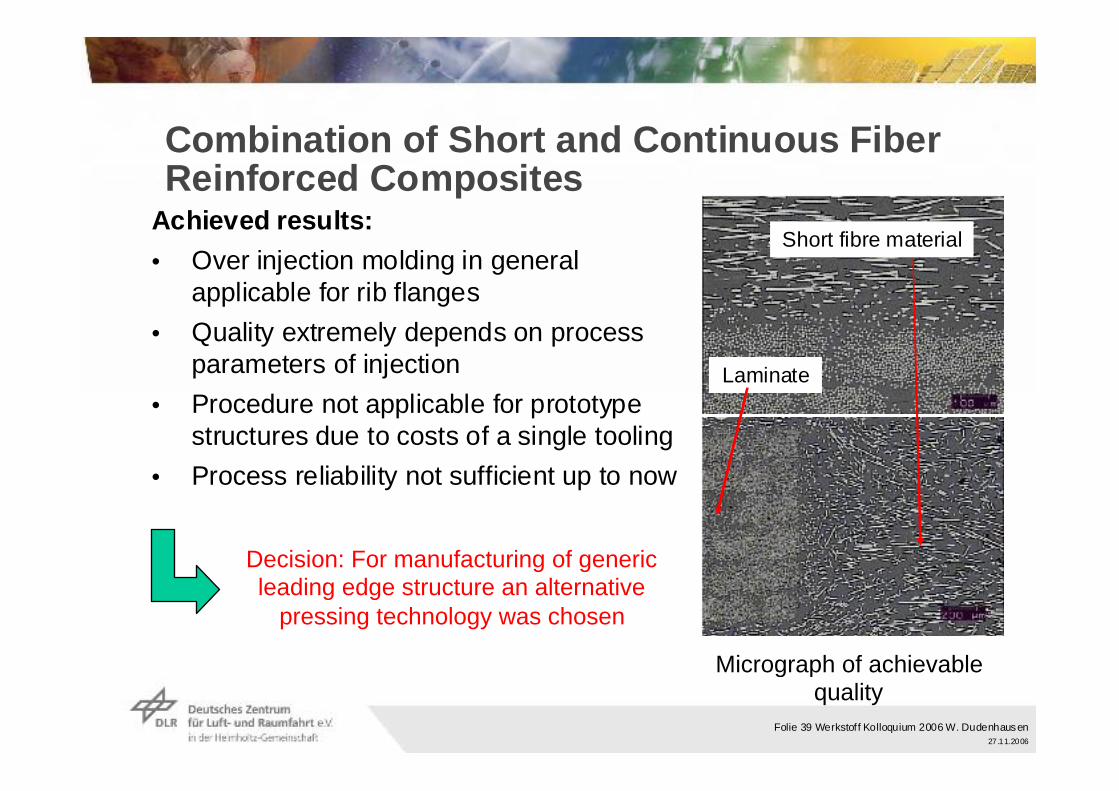
Combination of Short and Continuous Fiber Reinforced Composites
Achieved results:• Over injection molding in general
applicable for rib flanges• Quality extremely depends on process
parameters of injection • Procedure not applicable for prototype
structures due to costs of a single tooling• Process reliability not sufficient up to now
Laminate
Short fibre material
Micrograph of achievable quality
Decision: For manufacturing of generic leading edge structure an alternative
pressing technology was chosen
Folie 40 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
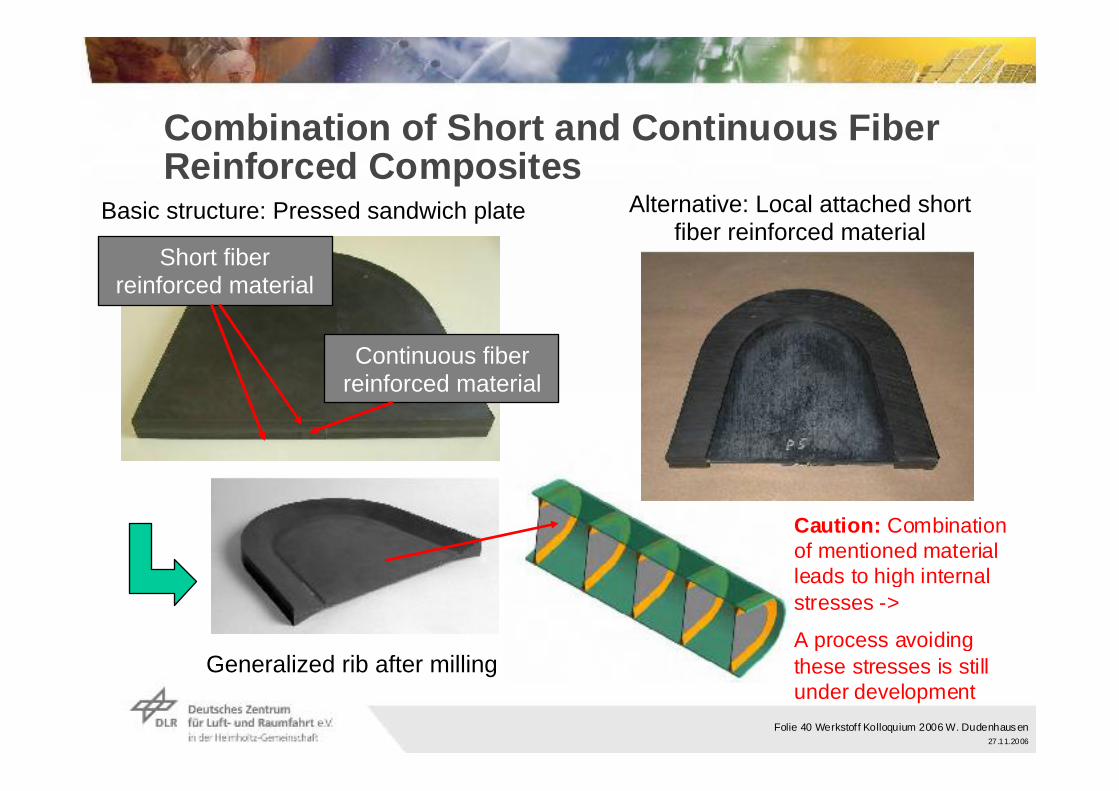
Combination of Short and Continuous Fiber Reinforced Composites
Basic structure: Pressed sandwich plate
Short fiber reinforced material
Continuous fiber reinforced material
Alternative: Local attached short fiber reinforced material
Generalized rib after milling
Caution: Combinationof mentioned material leads to high internal stresses ->
A process avoiding these stresses is still under development

Folie 41 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
J-Nose
Aileron Ribs
Engine Pylon PanelKeel Beam Ribs
Aileron Jack Fairings
The Future for Composites
Source: Airbus Deutschland GmbH
Folie 42 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
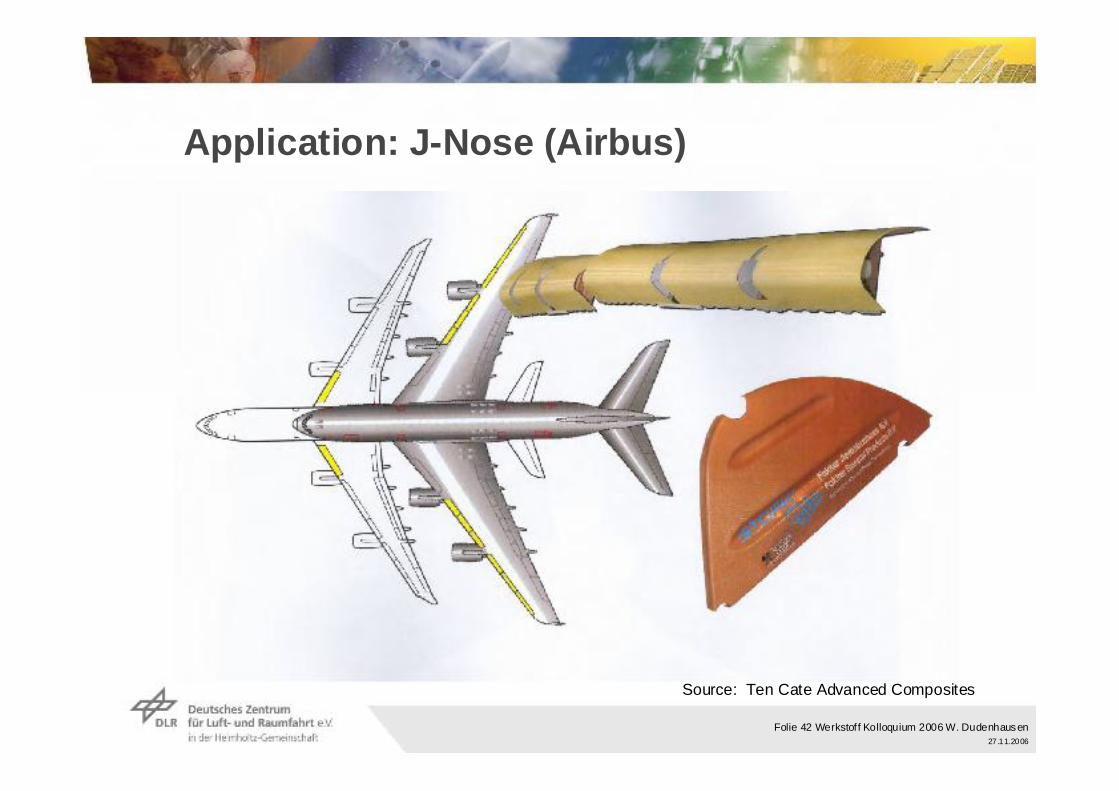
Application: J-Nose (Airbus)
Source: Ten Cate Advanced Composites

Folie 43 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Manufacturing: Cost Reduction
Source: Cytec Engineered Materials
Folie 44 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
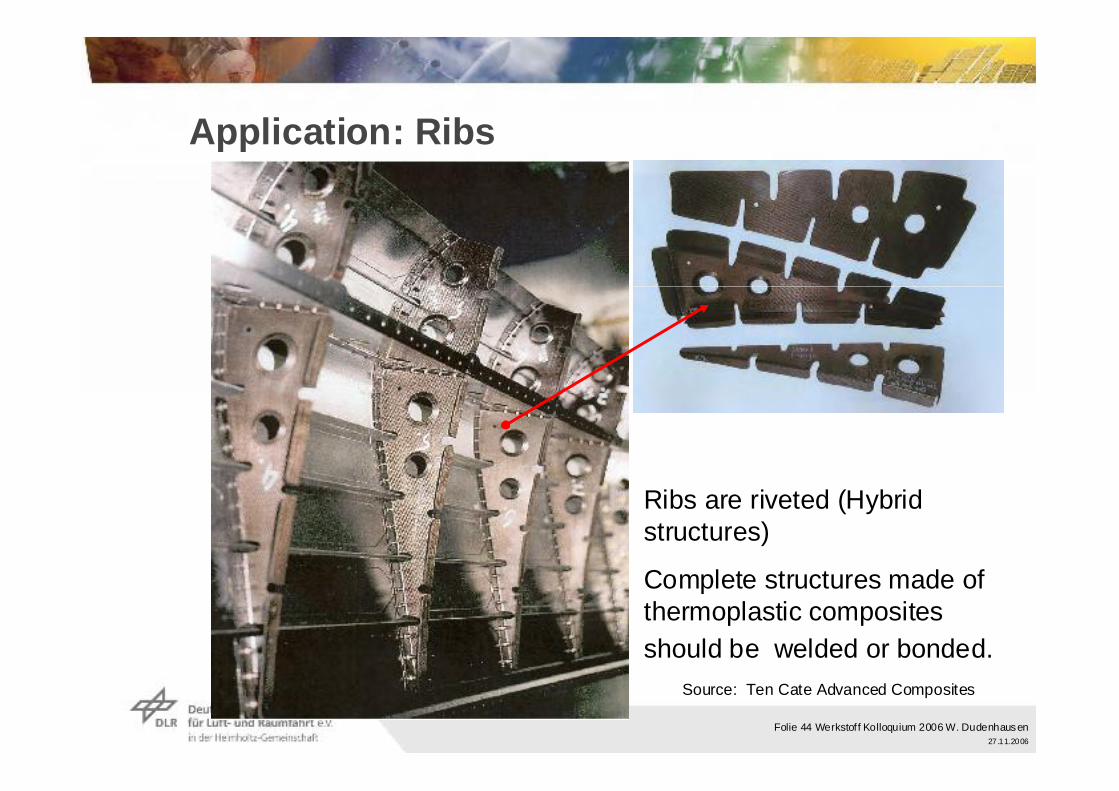
Application: Ribs
Source: Ten Cate Advanced Composites
Ribs are riveted (Hybrid structures)
Complete structures made of thermoplastic composites should be welded or bonded.

Folie 45 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Manufacturing: Cost Reduction through New Thermoplastic Materials
Cost Evaluation Landing Flap Ribs Dornier 328
Source: Ten Cate Advanced Composites
Rib press formed from a plate in one step.
Metal parts need more forming steps.

Folie 46 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Application: Beams
Source: Ten Cate Advanced Composites
Folie 47 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
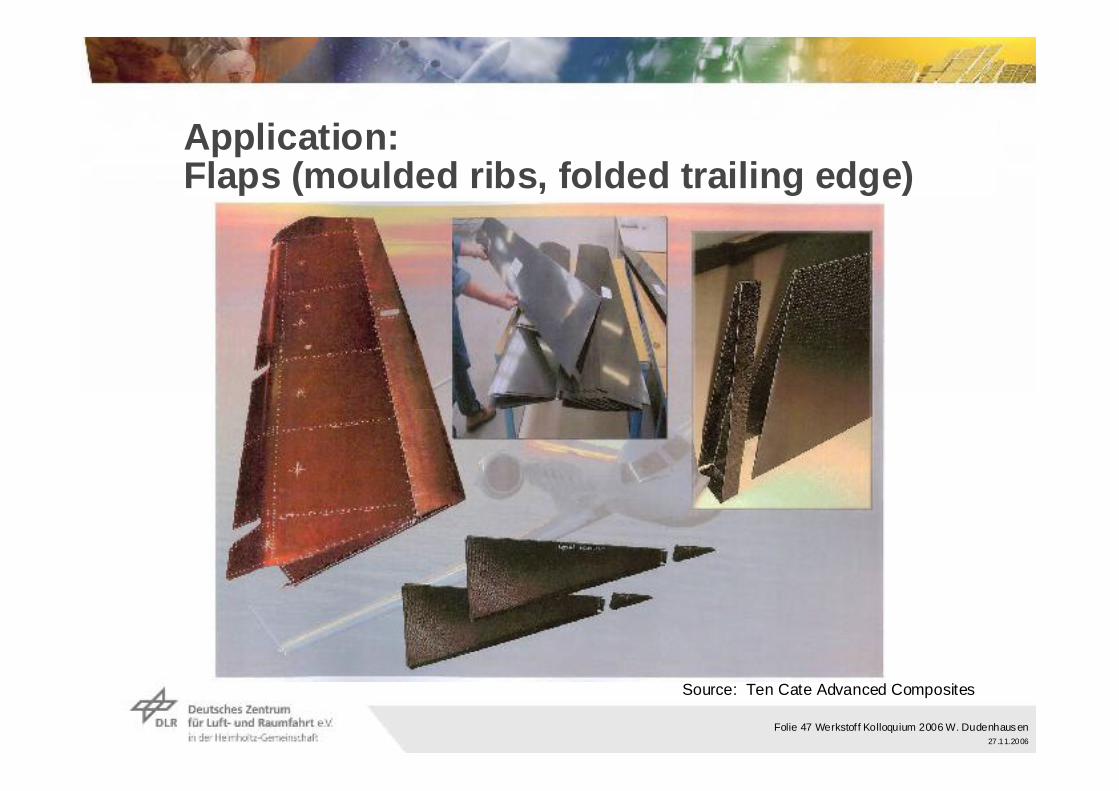
Application:Flaps (moulded ribs, folded trailing edge)
Source: Ten Cate Advanced Composites

Folie 48 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Source: Cytec Engineered Materials
The 777 Used Advanced Materialsfor Reliable and Economic Operation
Folie 49 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
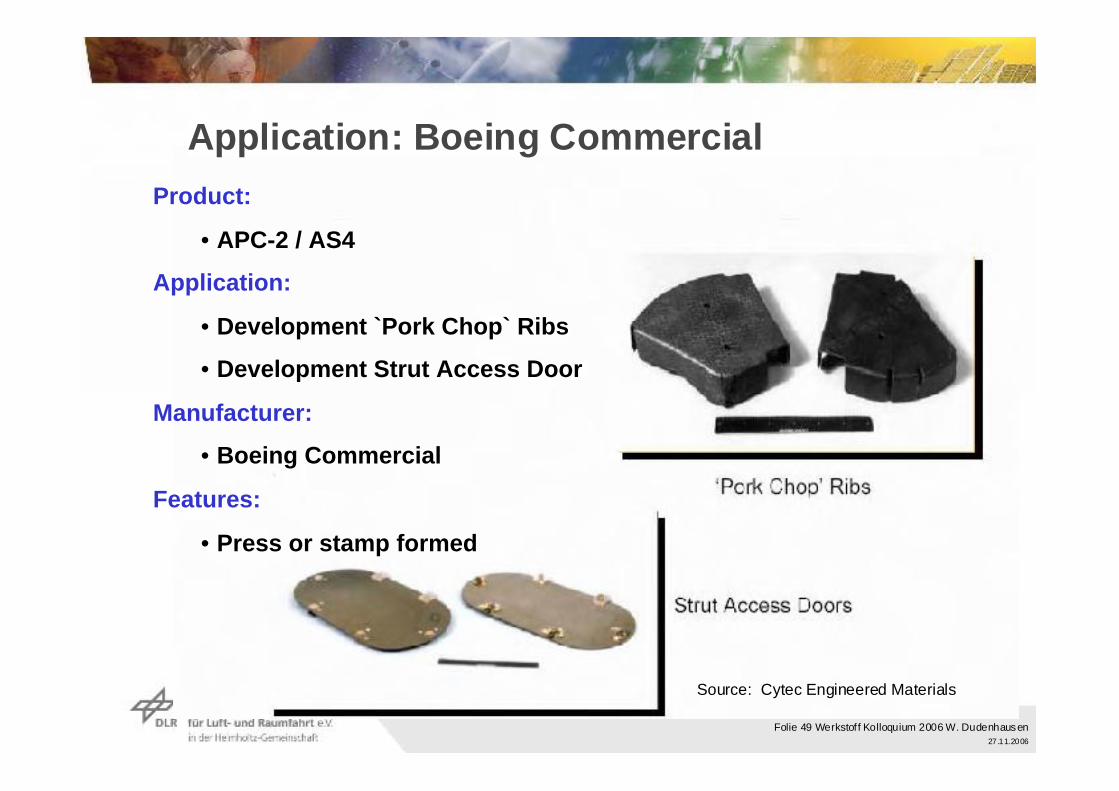
Product:
• APC-2 / AS4
Application:
• Development `Pork Chop` Ribs
• Development Strut Access Door
Manufacturer:
• Boeing Commercial
Features:
• Press or stamp formed
Source: Cytec Engineered Materials
Application: Boeing Commercial

Folie 50 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Manufacturing: Boeing CommercialProduct:
• APC-2 / AS4Application:
• Development Wing RibsManufacturer:
• Boeing CommercialFeatures:
• Pressclave and Diaphragm forming• Integral ribs
Source: Cytec Engineered Materials

Folie 51 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Application: Dassault Rafale
Source: Cytec Engineered Materials
Product:• APC-2 / AS4
Application:• Engine Tunnel
Manufacturer:• Dassault Aviation
Features:• Welding of stiffener to skin
Folie 52 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
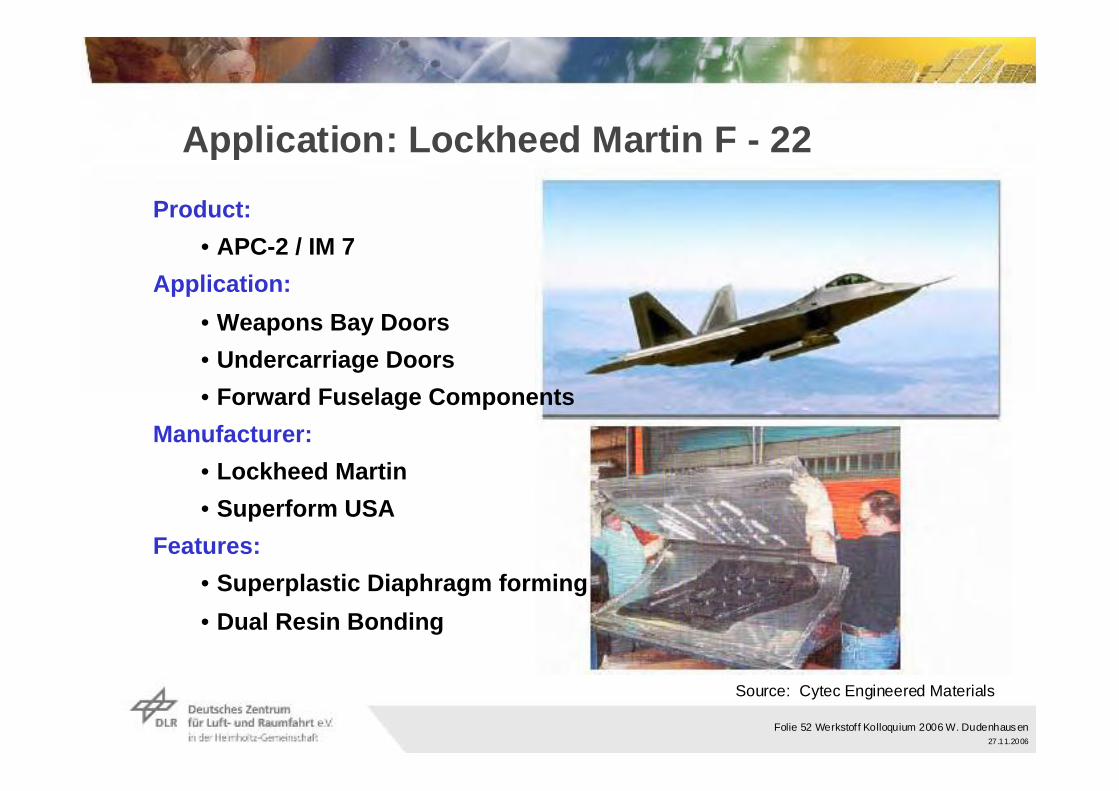
Application: Lockheed Martin F - 22
Source: Cytec Engineered Materials
Product:• APC-2 / IM 7
Application:• Weapons Bay Doors• Undercarriage Doors• Forward Fuselage Components
Manufacturer:• Lockheed Martin• Superform USA
Features:• Superplastic Diaphragm forming• Dual Resin Bonding
Folie 53 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
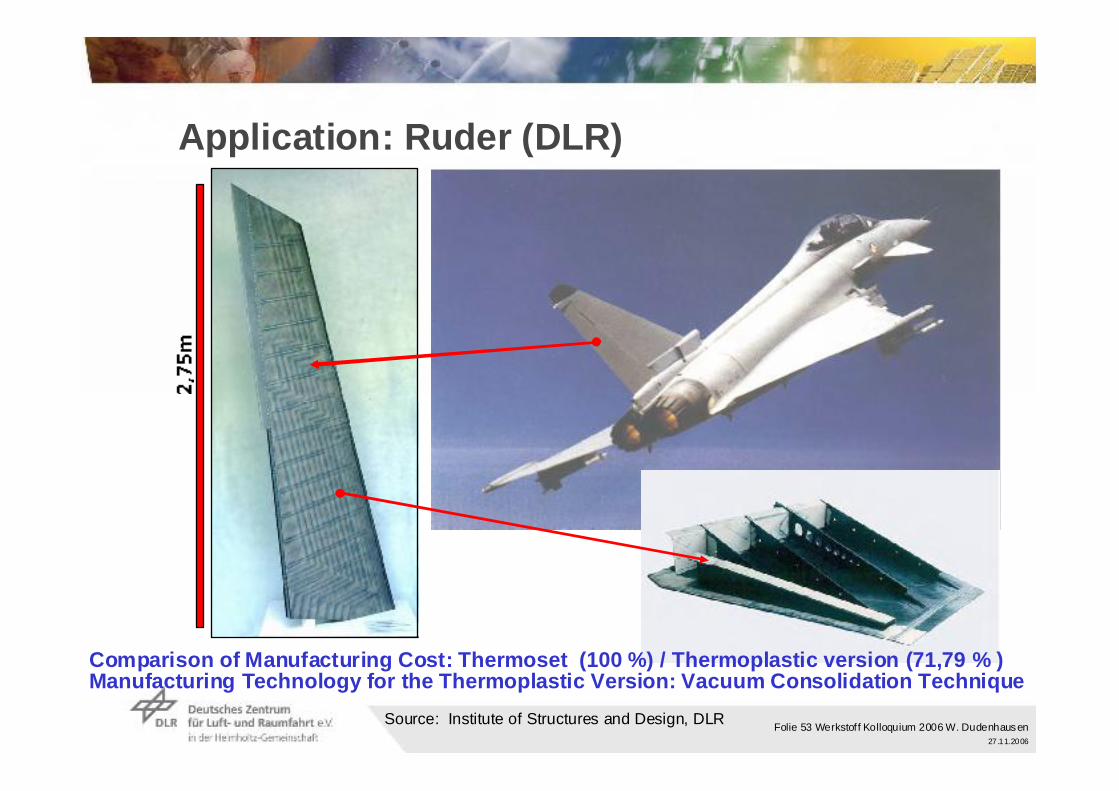
Application: Ruder (DLR)
Source: Institute of Structures and Design, DLR
Comparison of Manufacturing Cost: Thermoset (100 %) / Thermoplastic version (71,79 % )Manufacturing Technology for the Thermoplastic Version: Vacuum Consolidation Technique
Folie 54 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Source: Cytec Engineered Materials
Application: Augusta Westland EH 101
Product:• APC-2 / AS4
Application:• Floor Panels
Manufacturer:• Cytec Engineered
Materials / AugustaFeatures:
• Textured surfacemoulded onto upperpanels

Folie 55 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Impact endangered area
• Access panel made out of continuous fibre reinforced thermoplastic (CF-PEEK).
• Lightweight construction and cost effective manufacturing.
• Fuel tightness after impact caused by a tyre burst in the integral fuel tank region (Impact).
Application: Impact endangered parts (DLR)
Source: Institute of Structures and Design, DLR
Folie 56 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
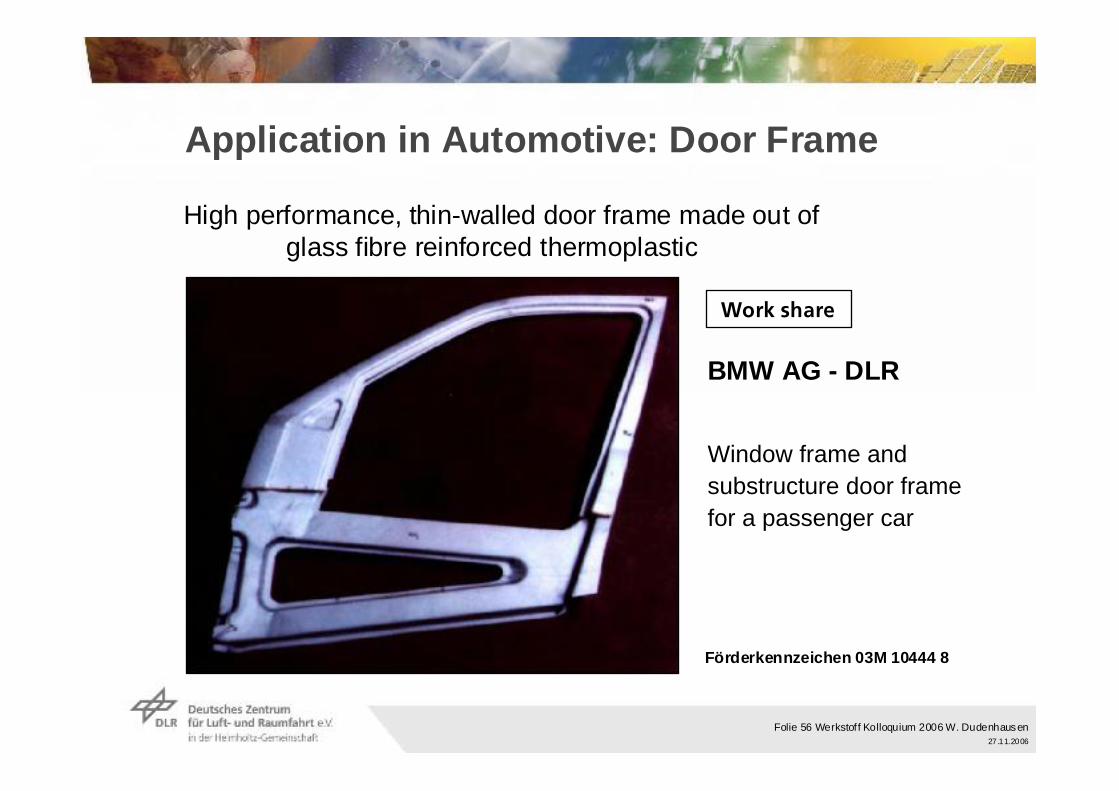
Application in Automotive: Door Frame
High performance, thin-walled door frame made out of glass fibre reinforced thermoplastic
BMW AG - DLR
Window frame and substructure door framefor a passenger car
Förderkennzeichen 03M 10444 8
Work share

Folie 57 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Stamping of Sheet Thermoplastics
Temperature in the infra-red heating area: 160-500 °C
Heating time: 70-85 sec
Transportationtime: 2-3 sec
Temperature in the Mould: 60 -160 °C
Pressure: 5 bar
Forming time: 2-5 secTotal process time: 74-93 sec
Stamping time of sheet-thermoplastic comparable to process time of sheet-metal

Folie 58 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Application in Automotive: Suspension Arm
Folie 59 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
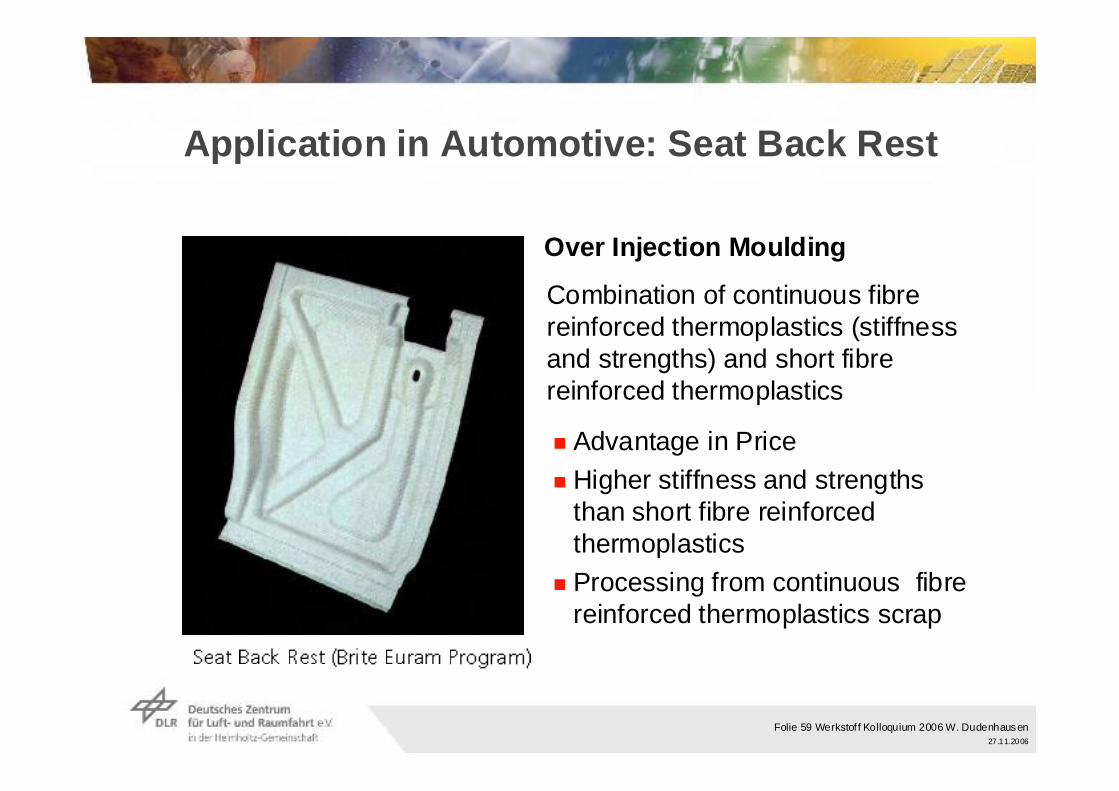
Application in Automotive: Seat Back Rest
Combination of continuous fibre reinforced thermoplastics (stiffness and strengths) and short fibre reinforced thermoplastics
Advantage in PriceHigher stiffness and strengths than short fibre reinforced thermoplasticsProcessing from continuous fibre reinforced thermoplastics scrap
Over Injection Moulding

Folie 60 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Content
Department of Computer Supported Component Design
Vacuum consolidation technique as basis for manufacturing large flat structures
Vacuum moulding - a shaping process for complex geometry
Application examples
Further Application and Future prospects
Conclusion
Folie 61 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Conclusion
Reduction of structural weight of aircraft
Improvement of durability of composite components
Reduction of manufacturing lead-times
No chemistry during processing
Manufacture complex parts in singe step
Integrate fabrication & assembly
Recycling of waste and parts of service
Despite higher material cost for thermoplastic materials, an economic manufacturing is possible.

Folie 62 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Acknowledgement
For the support during the preparation of this lecture, we thankbelow people and companies:
Airbus Deutschland GmbH, Mr. Ch. Rückert
Ten Cate Advanced Composite, Mr. W.H.M. van Dreumel
Cytec Engineered Materials, Mr. D. Leach
After 37 years in developing of technologies for reinforced thermoplastic material, Mr. G. Kempe has gone into retirement at the end of September 2006.
I would like to thank him for his loyalty, his responsibility and his work during the last years at the Institute and in the department.
Folie 63 Werkstoff Kolloquium 2006 W. Dudenhausen27.11.2006
Thank you for your attention!Thanks to:
Frank Kocian, Günter Kempe, Rüdiger Keck, Thomas Hetzel et. al.