Enzyme für die Lebensmittelverarbeitung
60
Enzyme für die Lebensmittelverarbeitung Aminopeptidase Aminopeptidasen spalten einzelne AminosäurenAminosäuren von bestimmten Protei- nenProteinen (Eiweiße) ab. Dadurch kann sich etwa das Aromaprofil von Proteinen än- dern. Aminosäuren sind die Grundbausteine der Proteine. Verwendung Aminopeptidasen werden bei der Herstellung von Käse, Getränken, Gewürzen sowie Fleisch- und Milchprodukten eingesetzt. In der Regel soll die Aromabildung unterstützt und optimiert werden. Bei Käse kann durch Zugabe von Aminopeptidasen die Reifung beschleunigt werden. Gentechnik Aminopeptidasen werden seit längerem biotechnisch mit verschiedenen Pilz- und Bakte- rienkulturen hergestellt (z.B. Aspergillus, Lactococcus). In der EU sind verschiedene Aminopeptidase-Präparate erhältlich. Bei einem Präparat werden gentechnisch veränderte Mikroorganismen (Trichoderma) eingesetzt. Kennzeichnung: Lebensmittel-Enzyme gelten nicht als Zutat und werden nicht auf der Zutatenliste aufgeführt. Eine Kennzeichnung im Hinblick auf die Herstellung mit gv- Mikroorganismen ist daher nicht vorgesehen. Amylase Amylasen ist der Sammelbegriff für verschiedene Stärke abbauende Enzyme, die in der Natur weit verbreitet sind: Sie kommen in Tieren und Pflanzen vor und werden von vie- len Mikroorganismen gebildet.
Transcript of Enzyme für die Lebensmittelverarbeitung

Enzyme für die Lebensmittelverarbeitung
Aminopeptidase
Aminopeptidasen spalten einzelne AminosäurenAminosäuren von bestimmten Protei-
nenProteinen (Eiweiße) ab. Dadurch kann sich etwa das Aromaprofil von Proteinen än-
dern. Aminosäuren sind die Grundbausteine der Proteine.
Verwendung
Aminopeptidasen werden bei der Herstellung von Käse, Getränken, Gewürzen sowie
Fleisch- und Milchprodukten eingesetzt. In der Regel soll die Aromabildung unterstützt
und optimiert werden.
Bei Käse kann durch Zugabe von Aminopeptidasen die Reifung beschleunigt werden.
Gentechnik
Aminopeptidasen werden seit längerem biotechnisch mit verschiedenen Pilz- und Bakte-
rienkulturen hergestellt (z.B. Aspergillus, Lactococcus). In der EU sind verschiedene
Aminopeptidase-Präparate erhältlich. Bei einem Präparat werden gentechnisch veränderte
Mikroorganismen (Trichoderma) eingesetzt.
Kennzeichnung: Lebensmittel-Enzyme gelten nicht als Zutat und werden nicht auf der
Zutatenliste aufgeführt. Eine Kennzeichnung im Hinblick auf die Herstellung mit gv-
Mikroorganismen ist daher nicht vorgesehen.
Amylase
Amylasen ist der Sammelbegriff für verschiedene Stärke abbauende Enzyme, die in der
Natur weit verbreitet sind: Sie kommen in Tieren und Pflanzen vor und werden von vie-
len Mikroorganismen gebildet.

Amylase
Um die in der Nahrung vorhandenen, pflanzlichen Stärken zu verwerten, müssen die gro-
ßen Stärkemoleküle zuvor in kleinere Einheiten zerlegt werden. Dieser Stärkeaufschluss
wird durch Amylasen und andere Enzyme bewirkt. Sie werden von den im Darm siedeln-
den Mikroorganismen gebildet.
Es gibt verschiedene Amylase-Typen. Diese "zerschneiden" die verzweigten Stärkemole-
küle jeweils an ganz bestimmten Stellen. Je nach Amylase-Typ entstehen dabei Einfach-
zucker wie Glukose oder Fruktose, Mehrfachzucker (Maltose) oder besondere Stärkefor-
men (Dextrine).
Unterschieden werden etwa α-Amylase, β-Amylase, Glucoamylase (auch: γ-Amylase,
Amyloglucosidase), maltogene Amylasen, Pullunlanase.

Stärkeverzuckerung: Glukosesirup und Traubenzucker.
Amylose

Amylopektin
In der Lebensmittelindustrie kommen Amylasen vor allem dort zum Einsatz, wo stärke-
haltige Rohstoffe verwendet werden. Zwar sind Amylasen natürlicherweise in vielen die-
ser Rohstoffe - etwa in Getreide oder Hefen- vorhanden. Doch die rohstoffeigenen Amy-
lasen reichen oft nicht aus oder sie wirken zu langsam. Um die Stärke-Aufspaltung zu
steuern oder zu beschleunigen, werden großtechnisch gewonnene Amylasen zugesetzt.
Diese Präparate enthalten meist ein Gemisch mehrerer Amylase-Typen.
Die wichtigsten Anwendungsgebiete für Amylasen im Lebensmittelbereich sind:
Stärkeindustrie und Stärkeverzuckerung: Amylasen bauen Mais- oder Kartoffelstärke in
mehreren Schritten zu zuckerhaltigen Sirupen ab (Glukosesirup, Fruktosesirup). Diese
finden eine breite Verwendung etwa bei Süßwaren, Backwaren, Speiseeis oder Tomaten-
ketchup. Glukosesirup ist zudem Grundstoff für viele weitere Lebensmittelzutaten und -
zusatzstoffe.

Backwaren: Amylasen sind vielfach in Backmischungen enthalten. Sie "verdauen" die
Stärke vor. Bei Hefebackwaren führt das zu einer erhöhten Leistung der Hefen und ver-
größert das Volumen des Gebäcks. Vor allem bei Weißbrot sollen Krustenstabilität und
Lagerfähigkeit ("Altbackenwerden") verbessert werden. Zunehmende Bedeutung hat der
Zusatz von Amylasen bei tiefgekühlte Teigen und Backwaren.
Viele Spirituosen werden aus Stärke (Getreide, Kartoffeln) gewonnen. Diese muss erst
von den Amylasen in Zuckereinheiten aufgespaltet werden, damit sie zu Alkohol vergo-
ren werden können.
Fruchtsaft: Amylasen bauen stärkehaltige Trübstoffe ab.
Bier: Beim traditionellen Mälzen bauen die gersteeigenen Amylasen die Stärke ab. Um
diesen Vorgang zu optimieren, werden neben anderen isolierten Enzymen auch Amyla-
sen zugesetzt. Diese im Ausland verbreitete Praxis ist in Deutschland nicht zulässig, da
sie gegen das gesetzlich vorgeschriebene Reinheitsgebot verstößt.
Futtermittelzusätze: Amylasen verbessern den Stärkeaufschluss und tragen so zu einer
besseren Verwertung pflanzlicher Futtermittel bei.
In Wasch- und Reinigungsmitteln bauen Amylasen stärkehaltige Verschmutzungen ab.
Textilverarbeitung: Amylasen werden seit längerem biotechnisch mit verschiedenen
Pilz- und Bakterienkulturen hergestellt. Bakterielle Amylasen sind in der Regel tempera-
turstabiler als die von Pilzkulturen.
Bakterielle Amylasen werden inzwischen überwiegend mit gentechnisch veränderten
Mikroorganismen gewonnen (verschiedene Bacillus-Arten). Mehrere dieser bakteriellen
Amylasen sind in EU-Ländern zugelassen. Bei der Herstellung mit Pilzkulturen werden
in der Regel Kulturen (Aspergillus-Stämme) eingesetzt, die nicht als gentechnisch verän-
dert anzusehen sind.
Cellulase
Cellulasen wirken an der enzymatischen Aufspaltung von Cellulose mit.
Als Stützsubstanz in allen pflanzlichen Geweben ist Cellulose die mengenmäßig am wei-
testen verbreitete organische Verbindung. Sie ist häufig zusammen mit anderen Gerüst-
substanzen wie Lignin oder Hemicellulosen anzutreffen.

Cellulose kann von den körpereigenen Enzymen im menschlichen Verdauungstrakt nicht
verwertet werden. Der Abbau von Cellulose erfolgt durch die mikrobielle Flora im Dick-
darm; die entstehenden Spaltprodukte werden jedoch vom Körper nicht aufgenommen. In
der Ernährung zählen Cellulosen zu den Ballaststoffen.
Cellulasen werden in vielen technischen Prozessen eingesetzt, um die in pflanzlichen
Rohstoffen enthaltene Cellulose aufzuschließen.
Verwendung
Cellulasen werden – oft in Kombination mit Amylase, Glucanase, Xylanase oder Hemi-
cellulase – vor allem verwendet
o bei der Fruchtsaft- und Getränkeherstellung
o bei der Spirituosenherstellung und in der Alkoholindustrie
o in Kombination mit anderen Enzymen auch bei der Weinherstellung (Cellulasen
unterstützen die Extraktion von erwünschten Substanzen wie Tanninen und Aro-
men aus den Traubenschalen.)
Weiter Anwendungsgebiete für Cellulasen:
Futtermittelzusätze: Durch den Aufschluss der Cellulose tragen Cellulasen zu einer bes-
seren Verwertung pflanzlicher Futtermittel bei.
Wasch- und Reinigungsmittel, Textilverarbeitung, Papierindustrie
Herstellung
Cellulasen werden durch Fermentation mit verschiedenen Pilz- und Bakterienarten ge-
wonnen. In Europa werden mindestens drei Cellulasen mit gentechnisch veränderten
Mikroorganismen hergestellt. Diese werden in verschiedenen Präparaten und Zusammen-
setzungen angeboten.
CGTase
CGTase (vollständige Bezeichnung: Cyclodextringlucanotransferase) verknüpft Trauben-
zucker (Glukose) zu ringförmigen Cyclodextrinen.

Verwendung
CGTase wird in der Stärkeindustrie zur Herstellung von Cyclodextrinen eingesetzt.
Cyclodextrine werden verwendet:
als Trägerstoffe und zur Mikroverkapselung von Aromen
zur Stabilisierung fettlöslicher Farbstoffe wie etwa Carotinoiden oder Annatto
zur Geschmacksverbesserung (z.B. Verminderung unerwünschten Nachgeschmacks bei
Süßstoffen)
Mit Hilfe von Cyclodextrinen werden die in Fischölen und Algenextrakten enthaltenen
ω-3-Fettsäuren chemisch verpackt. Auf diese Weise verschwindet der unangenehme
Fischgeschmack und die wertvollen Fettsäuren können verschiedenen Produkten zuge-
setzt werden.
Gentechnik
In der EU werden zur Zeit zwei CGTase-Präparate vermarktet. Ein Präparat wird mit Hil-
fe gentechnisch veränderter Mikroorganismen (Bacillus licheniformis) hergestellt.
Chymosin
Chymosin (auch: Rennin) ist der Hauptwirkstoff des Labferments. Labferment bzw.
Chymosin ist bei der Herstellung von Hartkäse unverzichtbar. Es spaltet das Kasein-
Eiweiß der Milch an einer bestimmten Stelle und bewirkt dadurch deren Gerinnung
("Dicklegung"): Das Kasein verklumpt und trennt sich von der wässrigen Molke. Danach
beginnt der Reifeprozess des Käses.
Verwendung
Chymosin wird ausschließlich zur Herstellung von Käse verwendet. Traditionell wird zur
Dicklegung der Milch Labferment eingesetzt. Dieses wird aus tiefgefrorenen Kälbermä-
gen durch saure Extraktion und anschließende Aufreinigung gewonnen. Säugende Kälber
benötigen das Chymosin-Enzym, um die Kuhmilch verwerten zu können.
Allerdings kann seit geraumer Zeit der Bedarf an Käse nicht mehr mit traditionellem
Kälberlab gedeckt werden. Es sind daher Labaustauschstoffe verschiedener Herkunft in

Gebrauch. Diese können aus Pflanzen (Labkraut) stammen. Verbreitet sind mikrobielle
Labaustauschstoffe, die mit (gentechnisch nicht veränderten) Mikroorganismen gewon-
nen werden.
Gegenüber dem klassischen Labferment haben Labaustauschstoffe Nachteile. Oft kommt
es bei ihrem Einsatz zu enzymatischen Nebenreaktionen, die im Käse zu unerwünschten
Geschmacksveränderungen führen können.
Gentechnik
Inzwischen ist die Produktion von Chymosin mit Hilfe gentechnisch veränderter Mikro-
organismen weit verbreitet. Weltweit wird ein großer Teil des Käses unter Verwendung
"gentechnisch hergestellten" Chymosins erzeugt.
Herstellung von Chymosin mit gentechnisch veränderter Hefe
Verfahren: Das aus dem Magen von Kälbern isolierte Chymosin-Gen wird auf geeignete
Produktionsorganismen - Bakterien, Schimmelpilze oder Hefen - übertragen. Diese wer-
den vermehrt und in geschlossenen Systemen (Fermenter) kultiviert, wo sie das Chymo-
sin in die Kulturbrühe abgeben. Das Chymosin wird abgetrennt und von möglichen Ver-
unreinigungen oder Resten der gentechnisch veränderten Mikroorganismen gereinigt.

Produkte: Es sind verschiedene Chymosin-Produkte auf dem Markt, etwa Chy-Max
(hergestellt mit Aspergillus niger) oder Maxiren (Kluyveromyces lactis; Hefen). Eine
Produktionsanlage für Chy-Max befindet sich in Nienburg (Weser). Mit gv-
Mikroorganismen erzeugtes Chymosin ist mit einem Wirkstoff-Anteil von 80 bis 90 %
erheblich reiner als natürliches Labferment, das nur 4 bis 8 % aktives Chymosin enthält.
Zulassung Deutschland: In Deutschland gilt aus gentechnisch veränderten Mikroorga-
nismen hergestelltes Chymosin als "Labaustauschstoff" und muss nach den Bestimmun-
gen der Käseverordnung zugelassen werden. Seit 1997 sind drei Chymosin-Präparate
nach einer Sicherheitsüberprüfung durch die Behörden zugelassen. Ebenso wie der damit
erzeugte Käse können diese frei verkauft werden. Zulassungen bestehen auch in fast allen
west- und osteuropäischen Ländern (Ausnahmen: Frankreich, Österreich) sowie in den
USA.
In der Schweiz wurden zwei mit gv-Mikroorganismen hergestellte Chymosin-Präparate
(Maxiren, Chy Max) vor mehreren Jahren zugelassen. Anträge zur Bewilligungserneue-
rung sind eingereicht.
Anwendung: Nach Schätzungen wird in den USA und Großbritannien der Käse zu etwa
80 bis 90 % mit gentechnisch gewonnenem Chymosin erzeugt. Genaue Zahlen über eine
Verwendung in Deutschland liegen nicht vor. Es ist davon auszugehen, dass Chymosin
eingesetzt wird.
Kennzeichnung: Ebenso wie das Labferment gilt Chymosin in Deutschland nicht als Le-
bensmittelzutat und wird daher nicht auf der Zutatenliste deklariert. Eine Gentechnik-
bezogene Kennzeichnung von Käse im Hinblick auf Chymosin ist nicht vorgeschrieben.
Käse: Der überwiegende Teil des eingesetzten Chymosins geht in die Molke (Molken-
pulver) über und ist im Käse allenfalls in Spuren vorhanden. Im ausgereiften Käse ist Art
und Herkunft des verwendeten Chymosins nicht nachweisbar.
Galactosidase
Galactosidase baut Galaktose ab, einen speziellen Zucker, der etwa in Milchzucker (Lak-
tose) und verschiedenen pflanzlichen Kohlenhydraten vorkommt.

α-Galactosidase wird fast ausschließlich verwendet als Zusatz zu Futtermitteln zur besse-
ren Verwertung im Verdauungssystem der Tiere. Vereinzelt kann das Enzym auch bei
Diät-Lebensmitteln zum Einsatz kommen.
Gentechnik
α-Galactosidase wird in der Regel mit gentechnisch veränderten Mikroorganismen her-
gestellt. Als Produktionsorganismen werden Schimmelpilzkulturen (Aspergillus) und He-
fe (Saccharomyces) eingesetzt.
In der EU befinden sich drei α-Galactosidase-Produkte im Handel, zwei davon können
mit gentechnisch veränderten Mikroorganismen (Aspergillus oryzae, Bäckerhefe Saccha-
romyces cerevisae) hergestellt werden.
Kennzeichnung Futtermittel: Enzymzusätze gelten zwar als Zusatzstoffe, die auf dem
Futtermittel zu deklarieren sind. Zusatzstoffe, die in geschlossenen Systemen mit gen-
technisch veränderten Mikroorganismen hergestellt werden, fallen jedoch nicht unter die
Kennzeichnungspflicht.
Kennzeichnung Lebensmittel. Lebensmittel-Enzyme gelten nicht als Zutat und werden
nicht auf der Zutatenliste aufgeführt. Eine Kennzeichnung im Hinblick auf die Herstel-
lung mit gv-Mikroorganismen ist daher nicht vorgesehen.
Glucanase
Die β-Glucanasen bauen Glucane ab, stärkeähnliche Verbindungen (Polysaccharide), die
in einigen Pflanzen wie Gerste vorkommen. Die Glucane gehören zur Gruppe der Hemi-
cellulosen (vgl. auch HemicellulaseHemicellulase).
Verwendung
Glucanasen werden beim Bierbrauen eingesetzt, um die in der Braugerste enthaltenen
Glucane schnell und vollständig abzubauen. Diese verstopfen oft die Filter und führen zu
langen Reinigungszeiten. Zwar bildet natürlicherweise auch die Gerste selbst Glucana-
sen, doch diese reichen in der Regel nicht aus, um alle im Bier vorhandenen Glucane ab-

zubauen. In Deutschland verstößt der Einsatz von Enzymen beim Bierbrauen gegen das
Reinheitsgebot und ist daher nicht erlaubt.
Wein: Glucanasen werden zur Klärung des Mosts und Verbesserung der Filtrierfähigkeit
eingesetzt; vor allem bei Spätlesen, wenn die Trauben vom Botrytis-Pilz befallen sind.
Futtermittelzusätze: Durch den Aufschluss der in den pflanzlichen Futtermitteln enthalte-
nen Glucane tragen Glucanasen zu einer besseren Verwertung pflanzlicher Futtermittel
bei.
Stärkeindustrie
Gentechnik
β-Glucanasen werden durch Fermentation mit verschiedenen Pilz- und Bakterienarten
gewonnen. Bei der Herstellung von Glucanasen werden auch gentechnisch veränderte
Mikroorganismen eingesetzt. Es sind jedoch auch Glucanase-Präparate auf dem Markt,
bei denen die eingesetzten Produktionsstämme nicht gentechnisch verändert worden sind.
Zwei mit gentechnisch veränderten Mikroorganismen (Bacillus, Trichoderma) hergestell-
te Glucanase-Präparate sind in mehreren EU-Staaten zugelassen und werden kommerziell
vermarktet. Glucanasen, die als Futtermittelzusatz verwendet werden, werden überwie-
gend mit gentechnisch veränderten Mikroorganismen hergestellt.
Hexoseoxydase
Hexoseoxydase, kurz HOX, wandelt eine Vielzahl von Zuckern (z.B. D-Glukose, D-
Galaktose, Maltose, Laktose) in Laktone und Wasserstoffperoxid um. Bei dieser Reakti-
on wird Sauerstoff verbraucht.
Verwendung
o Hexoseoxydasen werden vor allem eingesetzt bei der Herstellung von Backwaren.
Sie steigert die Stabilität des Teiges und das Volumens des Brotes. Hexoseoxida-
sen übernehmen ähnliche Funktionen wie Glucoseoxydasen, können jedoch bei
einer größeren Zahl an Produkten verwendet werden.

o Käse als Belag für Pizza (etwa Mozzarella): Der Käse wird weißer und ist länger
haltbar. Zudem läuft die Maillard-Reaktion während des Backprozesses kontrol-
lierter ab, sodass sich die Bräunung der Käseschicht reduziert. Bei der Maillard-
Reaktion verbinden sich die enthaltenen Zuckermoleküle mit den Eiweißmolekü-
len. Dabei entstehen dunkle Pigmente, die bei Brot oder Fleisch für eine knuspri-
ge, dunkle Kruste und das besondere Aroma sorgen.
o Käse, Tofu: zur Förderung der Gerinnung der Milch
o Dressings, Fertigsoßen
o zum Auffangen unerwünschter Sauerstoffverbindungen
Gentechnik
Hexoseoxydase wird mit gentechnisch veränderten Mikroorganismen (Hefe: Hansenula
polymorpha) gewonnen. Das Gen für das Enzym wurde aus einer Meeresalge (Chondrus
crispus, "Irisches Moos") isoliert. Ein wichtiger Produzent ist die dänische Firma Danis-
co A/S. Das Präparat wird in Europa kommerziell genutzt und ist zumindest in Dänemark
zugelassen.
Lipase
Unter Lipasen versteht man verschiedene Enzyme, die Fette (Lipide) in ihre Bausteine
Glycerin und (verschiedene) Fettsäuren spalten. Lipasen können auch bestimmte Fettsäu-
ren verändern oder innerhalb eines großen Moleküls umgruppieren.
Lipasen sind in der belebten Natur weit verbreitet.
Verwendung
Bisher befindet sich der Einsatz von Lipasen in der Lebensmittelverarbeitung noch im
Anfangsstadium. Neue Lipasepräparate mit speziellen Enzymaktivitäten erschließen neue
Anwendungsgebiete.
Bisher werden Lipasen vor allem eingesetzt bei:
Käse: Optimierung und Verstärkung der Aromabildung während der Reifung

Herstellung von Aromen durch Abspalten bestimmter Ester aus Fetten. Ester werden als
Aromen und Geruchstoffe verwendet.
Verschiedene Lipasen ermöglichen gezielte Modifikationen der Molekülstruktur der Fet-
te. Dadurch sollen Zusammensetzung, physikalische Eigenschaften oder Nährwert der
Fette optimiert werden. Beispiele dafür sind ein gesundheitlich optimales Verhältnis von
gesättigten und ungesättigten Fettsäuren oder die Herstellung von Kakaobutterersatzstof-
fen aus anderen pflanzlichen Fetten.
Auch Säuglingsnahrung mit speziellen Fettsäuremustern wird mit Lipase-Enzymen her-
gestellt.
Backwaren: Teigverbesserung, Erzielung einer gleichmäßigen und hellen Kruste, weiche
Textur
Nudeln und Teigwaren: In diesem neuen Anwendungsfeld für Lipasen geht es vor allem
um den Ausgleich von Qualitätsschwankungen der Weizenmehle. Dadurch sollen Nudeln
und Teigwaren eine gleichmäßige, kräftige Farbe erhalten, die Bissfestigkeit verbessern
und das Kleben nach zu langem Kochen reduzieren
Wasch- und Reinigungsmittel
Textil- und Lederverarbeitung
Kosmetik
Gentechnik
Es werden zahlreiche Enzyme und Enzymmischungen mit Lipase-Aktivitäten angeboten.
Die Herstellung erfolgt durch Fermentation mit Mikroorganismen.
Europa werden 18 verschiedene Enzympräparate durch Lipase-Aktivität produziert. Min-
destens vier Präparate werden mit Hilfe gentechnisch veränderter Mikroorganismen her-
gestellt (überwiegend Pilzkulturen, aber auch Bakterien). Diese sind in mehreren europäi-
schen Ländern zugelassen.

Pektinase
Pektinase (andere Bezeichnung: Polygalacturonase) ist der Oberbegriff für eine Reihe
von Enzymen, welche die Eigenschaft besitzen, Pektine abzubauen oder umzuwandeln.
Pektin ist eine Substanz, die die Zellwände pflanzlicher Zellen stabilisiert.
Verwendung
Pektinasen, oft in Kombination mit weiteren Enzymen, werden eingesetzt:
o vor allem bei der Herstellung von Frucht- und Gemüsesäften, um die Saftausbeute
zu erhöhen.
o Besonders bei Beeren verbessern Pektinasen die Extraktion von Farb- und Aro-
mastoffen. In einigen Fällen klären sie naturtrübe Säfte. Bei Beeren, Südfrüchten,
Äpfel und Birnen sind Pektinase-Zusätze allgemein üblich
o zur Herstellung von Konzentraten aus Obst oder Gemüse (schonend erwärmte
Masse aus rohen Pflanzen oder Pflanzenteilen), etwa bei Tomaten, Zwiebeln,
Möhren, Paprika, Sellerie, aber auch Pflaumen, Sanddorn, Hagebutte
o bei der Gewinnung von Farbextrakten und färbenden Lebensmitteln aus pflanzli-
chen Rohstoffen
o bei der Gewinnung von hochkonzentrierten Zitrusaromen aus den Schalen von
Zitrusfrüchten
o beim "enzymatischen Schälen" von Früchten, um frische, geschälte Früchte (etwa
in Fruchtsalaten) anbieten zu können
o bei der Weinherstellung; Pektinasen unterstützen die Klärung des frisch gepress-
ten Mosts und verbessern seine Konsistenz. Der Wein wird dünnflüssiger.
Gentechnik
Pektinasen werden überwiegend durch Fermentation mit Pilzkulturen gewonnen (Asper-
gillus-, Penicillium- und Trichoderma-Arten). Mehrere Enzyme aus der Gruppe der Pek-
tinasen (Polygalacturonase, Pektinlyase) werden mit gentechnisch veränderten Schim-
melpilzen (Aspergillus, Trichoderma) gewonnen. Die Pektatlyase kann mit gentechnisch
veränderten Bakterien (Bacillus) hergestellt werden. Verschiedene Pektinesterasen (En-

zyme, die Pektine modifizieren) werden mit gentechnisch veränderten Schimmelpilzen
hergestellt. Diese können in verschiedenen Pektinasepräparaten enthalten sein.
In der Schweiz sind 1997 Zulassungsanträge für vier verschiedene Enzyme aus der Grup-
pe der Pektinasen eingereicht worden, die mit gentechnisch veränderten Mikroorganis-
men hergestellt werden. Eine Genehmigung ist in der Schweiz bislang nicht erteilt wor-
den. Es ist jedoch davon auszugehen, dass diese Enzyme in anderen Ländern kommer-
ziell angewandt werden.
Pektinesterase
Pektinesterasen gehören zur Enzym-Gruppe der Pektinasen. Sie "knacken" eine ganz be-
stimmte Bindung im Molekül der Pektine, einer Stützsubstanz in den Zellwänden von
Pflanzen.
Verwendung
Ähnlich wie Pektinasen werden auch Pektinesterasen vor allem bei der Verarbeitung von
Obst und Gemüse eingesetzt.
o Fruchtsaft: Erhöhung der Saftausbeute, Klärung durch Abbau der Trübstoffe
o Herstellung von Konzentraten aus Obst oder Gemüse (schonend erwärmte Masse
aus rohen Pflanzen oder Pflanzenteilen), etwa bei Tomaten, Zwiebeln, Möhren,
Paprika, Sellerie, aber auch Pflaumen, Sanddorn, Hagebutte. Diese Konzentrate
werden bei verschiedenen Produkten als Zutat verwendet.
o auch zur Erzeugung von Farbextrakten und färbenden Lebensmitteln aus pflanzli-
chen Rohstoffen
Gentechnik
Pektinesterasen werden überwiegend durch Fermentation mit Pilzkulturen gewonnen
(Aspergillus-Arten).
Drei der in Europa hergestellten Pektinesterasen können mit gentechnisch veränderten
Schimmelpilzen gewonnen werden. Diese werden der Frucht- und Gemüse verarbeiten-
den Industrie in verschiedenen Präparaten und Mischungen angeboten.

In der Schweiz ist 1997 ein Zulassungsantrag für eine mit Hilfe gentechnisch veränderter
Mikroorganismen gewonnene Pektinesterase gestellt worden. Eine Genehmigung ist bis-
lang nicht erteilt. Es ist jedoch davon auszugehen, dass diese Enzyme in anderen Ländern
kommerziell angewandt werden.
Phytase
Phytase wirkt auf bestimmte Phosphorverbindungen: Sie spaltet Phytinsäure unter Frei-
setzung von Phosphaten. Phytase wird natürlicherweise in vielen Pflanzen und Mikroor-
ganismen gebildet. Phytase ist ein Enzym, das Phytin hydrolytisch abbaut und somit das
gebundene Phosphat freisetzt. Es macht dadurch den in Pflanzen vorhandenen Phosphor
für Tierorganismen verfügbar und wird deshalb in steigendem Masse kommerziellem
Tierfutter zugesetzt. Man kann dann die Zugabe von anorganischem Phosphat vermin-
dern, wodurch die Abwasserbelastung durch ausgeschiedenes Phosphat sinkt.
Dieses Enzym sitzt dort, wo auch das meiste Phytin anzutreffen ist: Im Keim und der
Kleie des Getreidekorns. Es wird vor allem durch Einweichen aktiviert. (Bei Brot 5 – 12
Stunden).
Hydrolyse von Phytinsäure
Tabelle: Gehalte an Phosphor und Phytinphosphor in Futtermitteln, stark gekürzt
nach Lantzsch (1990)
Futtermittel Gesamt-P
(g/kg)
Phytin-P
(%)

Mais 3.8 75
Weizen 4.0 73
Gerste 4.0 65
Hafer 4.0 61
Ackerbohnen 6.3 68
Erbsen 5.4 65
Lupinen 7.2 57
Sojabohnenextrakt 7.0 56
Rapsextraktschrot 12 67
Sonnenblumenextraktschrot 10 75
Verwendung
Phytase wird als Zusatzstoff in Futtermitteln für Nicht-Wiederkäuer wie Schweine oder
Geflügel verwendet. Anders als Wiederkäuer sind diese Nutztiere nicht in der Lage, den
in der pflanzlichen Nahrung enthaltenen, lebensnotwendigen Nährstoff Phosphor zu er-
schließen. Durch den Zusatz im Futter von Schweinen und Geflügel wird der in den Fut-
terpflanzen vorhandene Phosphor als Nährstoff erschlossen. Es kann auf die sonst übliche
Zufütterung von Phosphat verzichtet werden. Dadurch sinkt der Phosphorgehalt in Gülle
oder Stalldung, und die Phosphatbelastung der Umwelt bei der Düngung kann deutlich
reduziert werden.
Im Folgenden sollen anhand von einigen typischen Versuchsergebnissen aus der Literatur
die Einsatzmöglichkeiten von Phytase verdeutlicht werden. Bei der Schweineaufzucht
zeigte sich, daß 500 Einheiten Phytase je kg Futter etwa 1 g Phosphor aus Monocalcium-
phosphat unter den Bedingungen einer Getreide-Sojadiät ersetzen können. Die P-
Retention konnte von 44 % auf 63 % gesteigert und die Phosphorexkretion via Faeces
und Urin ohne Leistungseinbußen um 56 % reduziert werden. Die Autoren halten eine
Reduktion der P-Exkretion unter praxisüblichen Einsatzbedingungen von Phytase von 25
– 40 % für realisierbar. Außerdem wurde ein deutlicher Einfluß der Phytase auf die Zink-
verwertung festgestellt. Zinkzusätze werden seit 1955 dem Mischfutter für Schweine zu-
gesetzt, um Zinkmangelkrankheiten wie Parakeratose vorzubeugen. Durch Einsatz von

Phytase läßt sich neben der P- auch die Zn-Supplementierung reduzieren. In einem Ver-
such mit Ferkeln im Gewichtsbereich von 7 bis 25 kg wurde gezeigt, daß die Phosphor-
und Calciumverdaulichkeit dosisabhängig durch Phytasezugabe von 34 auf 50 % bzw. 34
auf 54 % verbessert werden konnte.
In in vitro-Versuchen konnte gezeigt werden, daß Phytase die Präzipitation von Proteinen
im Magen verhindern bzw. die Reduktion von bereits präzipitierten Proteinen durch Pep-
sin beschleunigen kann. Bei Rapsextraktionsschrot war es sogar nur mit Hilfe von Phyta-
se möglich, Protein wie z.B. Pepsin zu lösen.
Bei Schweinen wurde die Verdaulichkeit von Aminosäuren, der Trockenmasse, der orga-
nischen Masse und von Rohprotein durch Zugabe von Phytase signifikant erhöht wurde.
Dagegen hatte die Zugabe von anorganischem Phosphat keine derartigen Effekte. Durch
die Phytasewirkung wird nicht nur eine bessere Verdaulichkeit von Proteinen und Ami-
nosäuren hervorgerufen wurde, sondern auch eine verbesserte Futterverwertung. Dies
führt wiederum dazu, dass weniger Stickstoff ausgeschieden und dadurch die Umwelt
weniger belastet wird. Diese Effekte können durch die alleinige Zugabe von anorgani-
schem Phosphat nicht erreicht werden.
Ähnlich wie beim Schwein wurden die positiven Effekte der Phytase auch bei Geflügel
nachgewiesen. Es konnte gezeigt werden, daß eine signifikante Erhöhung der Gewichts-
zunahme und des Aschegehaltes in den Knochen (Tibia) im Vergleich zu einer Fütterung
ohne Phytase erreicht werden konnte. Die Gewichtszunahme war sogar größer als bei der
Phosphorversorgung mit Dicalciumphosphat. Versuche mit Broilerküken zeigten, daß
durch die Reduzierung des Phosphorniveaus von 0,75 auf 0,55 % die Phosphorausschei-
dung deutlich von 0,36 g/d auf 0,23 g/d gesenkt wurde. Durch die Zulage der Phytase
konnte dosisabhängig die Phosphorverwertung von 36 % auf 43 % verbessert werden.
Die tägliche Phosphorbilanz wurde durch die Phytasegaben auf das Niveau der positiven
Kontrolle (0,75 % im Futter) erhöht. Da die Tiere weniger Phosphor mit dem Futter auf-
nahmen, sank die tägliche Phosphorausscheidung bis zu 50 %. In den letzten Jahren wur-
de auch bekannt, daß Interaktionen zwischen Phytinsäure und Cadmium bestehen. Bei
Vorhandensein von Phytinsäure erhöht sich die Konzentration von Cadmium in Leber
und Niere. Bei Ratten und Hühnerküken konnte gezeigt werden, daß diese antinutritiven

Effekte der Phytinsäure durch Zugabe von mikrobieller Phytase vollständig kompensiert
wurden.
In Nordamerika wurde festgestellt, daß fließende Gewässer stark mit Phosphor belastet
sind. Fischzucht ist die Ursache dieser Verschmutzung, wobei der Phosphor vom Fisch-
mehl stammt, welches als Proteinquelle in der Fischzucht verwendet wurde. Der Ersatz
von Fischmehl durch pflanzliche Proteine wurde umfassend untersucht. Auch Pflanzen-
proteine besitzen Phytat-Phosphor, der für die Fische nicht verfügbar ist. An dieser Stelle
ist noch zu erwähnen, daß beim Abbau von Phytaten durch Phytasen Inositol frei wird.
Inositol ist aber ein wichtiger Wachstumsfaktor, der die gesamte Verdaulichkeit von Fut-
ter bzw. Nahrung erhöht und die anderen bereits erwähnten positiven Effekte der Phyta-
sewirkung ergänzt.
Im Gegensatz zur Verwendung von Phytasen in der Tierproduktion ist die Verwendung
in der Nahrungsmittelproduktion noch wenig verbreitet. Zur Herstellung phytatfreien So-
japroteins können mikrobielle Phytasepräparate eingesetzt werden. Dabei ist die Phytase-
behandlung entweder vor oder nach der Proteinisolierung aus den Samen möglich. Wei-
terhin wurden Phytasen zur Produktion von phytatfreier Sojabohnen-Milch eingesetzt.
Eine wichtige Anwendung der Phytase besteht bei der Herstellung von Brot mit geringem
Phytatgehalt. Dazu kann die Phytasebehandlung in den Produktionsprozeß integriert wer-
den, da das Enzym während der Fermentation wirken kann. Damit wird eine bessere Mi-
neralverfügbarkeit erreicht.
Eine weitere Anwendungsmöglichkeit von Phytase zur Reduzierung des Phytatgehaltes
ist aufgrund der Thermostabilität in der Saftindustrie denkbar. Weitere Anwendungsmög-
lichkeiten von Phytasen bestehen in der Herstellung von hexa- und pentaphosphatfreiem
Haferbrei und in der Sojakäseproduktion. Da der enzymatische Abbau der Phytate weder
mutagene noch toxische Nebenprodukte erzeugt, ist die Verwendung von Phytasen um-
weltfreundlich und wird bei der Entwicklung sauberer Technologien wertvoll sein.
Gentechnik
Erst durch entsprechende gentechnische Veränderung bei Mikroorganismen konnte Phy-
tase großtechnisch hergestellt und damit als Futtermittelzusatzstoff verwendet werden.
Phytase wird in der Regel mit gentechnisch veränderten Mikroorganismen hergestellt.

Dabei werden Schimmelpilzkulturen als Produktionsorganismen eingesetzt (Aspergillus-
Arten, Trichoderma-Arten).
Zulassung: Futtermittel-Enzyme gelten in der EU als zulassungspflichtige Futtermittelzu-
satzstoffe. In der EU sind vier verschiedene Phytasen für die Fütterung von Geflügel und
Schweinen zugelassen.
Herstellung
Bisher wurde Phytase großtechnisch im fermentativen Verfahren mit Hilfe von Aspergil-
lus niger hergestellt.
In Deutschland sind zwei Präparate auf dem Markt:
1. Phytase ZY9 der Firma Novo Nordisk (DK). Dieses Produkt wird als flüssige
Formulierung (ZY96) bzw. speziell stabilisiertes, gecoatetes Granulat (ZY 98)
von der Lohmann-LTE in Cuxhaven angeboten.
2. Natuphos der Firma Gist Brocades (NL) wird durch die BASF, Ludwigshafen
vertrieben. Dieses Produkt wird in flüssiger Formulierung angeboten, aber
auch als speziell stabilisiertes Granulat. Natuphos war das erste Phytasepro-
dukt, das in großem Maßstab eingesetzt wurde (in den Niederlanden seit
1991).
3. Im europäischen Raum ist noch das Phytaseprodukt FINASE F der Firma Al-
ko zu nennen, das in Finnland produziert wird.
In der Literatur werden zur fermentativen Gewinnung von Phytase aus A. niger zwei ver-
schiedene Verfahren beschrieben: Festphasenfermentation (solid state fermentation) und
Submersfermentation. Bei der Festphasenfermentation wird ein festes Medium mit destil-
liertem Wasser befeuchtet, dampfsterilisiert, mit Sporen beimpft und anschließend bei
einer bestimmten Temperatur (z.B. 30 °C) mehrere Tage inkubiert. Dabei scheint der Ge-
halt an Wasser im festen Medium sowohl für das Wachstum der Zellen als auch für die
Produktion von Phytase eine wichtige Rolle zu spielen. Das Medium kann dabei aus z.B.
Weizenkleie, Sojabohnenmehl oder einem anderen Nebenprodukt der Landwirtschaft be-
stehen. Zur Aufarbeitung wird die Phytase mit einer Calciumchloridlösung extrahiert.

Beim Submersverfahren besteht das Medium aus einer Glucose-Mineralsalz-Lösung. Die
Phytase kann direkt ohne weitere Aufarbeitung im Überstand bestimmt werden.
Der Hauptunterschied zwischen der Festphasenfermentation und der Submersfermentati-
on besteht darin, daß im Rührkessel das Medium gelöst und homogen ist, während es bei
der Festphasenfermentation ungelöst und damit inhomogen ist. Außerdem ist der Flüs-
sigkeitsgehalt bei der Festphasenfermentation viel geringer als im Rührkessel.
Die Phytaseproduktion erreicht bei Verwendung einer Festphasenfermentation ein höhe-
res Niveau als bei einer Submersfermentation. Als weiteres Beispiel für die fermentative
Gewinnung von Phytase soll die Hefe Hansenula polymorpha erwähnt werden. Es ist mit
H. polymorpha gelungen, Phytase extrazellulär in sehr hoher Konzentration (bis zu 13
g/L) herzustellen. H. polymorpha diente dabei als Expressionswirt und enthielt das Phy-
tasegen einer Aspergillus sp. Die Fermentation wurde unter Bedingungen einer Zulauf-
kultivierung in einem Glucose-Mineralsalz-Medium durchgeführt. Die Zufütterung er-
folgte mit Glucosesirup, wenn die Sauerstoffsättigung des Mediums sich erhöhte. Es
wurde festgestellt, daß eine Sauerstofflimitierung zu einem Stillstand der Phytaseakku-
mulation führt. Weiterhin wurde gezeigt, daß es möglich ist, auf diese Weise bis zu ei-
nem Maßstab von 2000 L Fermentervolumen Phytase zu produzieren.
Auch Bakterien eignen sich zur fermentativen Gewinnung von Phytase. Eine extrazellu-
läre Phytase aus Bacillus subtilis konnte sowohl im Rührkessel als auch mit Hilfe von
Festphasenfermentation gewonnen werden. Weiterhin konnte eine intrazelluläre Phytase
aus E. coli fermentativ hergestellt werden. Dazu wurde E. coli als Expressionswirt ge-
nutzt, der das Phytasegen appA enthielt. Es wurde eine Hochzelldichtefermentation im 2
L-Maßstab in einem definierten Glucose-Mineralsalz-Medium durchgeführt. Die Zufütte-
rung von Glucose erfolgte, wenn die Sauerstoffsättigung im Medium sich erhöhte. Die
Expression von Phytase wurde durch Zugabe von Lactose induziert. Anschließend mußte
die Phytase zur Aufreinigung aus dem Periplasma extrahiert werden.
Protease
Sammelbezeichnung für verschiedene Enzyme, die Eiweiße (Proteine) oder Peptide (Ei-
weißbausteine) spalten bzw. modifizieren. Proteasen werden natürlicherweise von vielen

Mikroorganismen gebildet; sie kommen zudem in vielen Tieren und Pflanzen vor. Tiere
bilden Eiweiß spaltende Verdauungsenzyme wie Trypsin, Pepsin oder Chymosin. Bei den
Pflanzen hat etwa Ananas eine hohe Proteaseaktivität. Das betreffende Enzym wird Pa-
pain genannt. Auch in vielen Lebensmitteln (Fleisch, Käse, Fisch) sind Proteasen vor-
handen oder werden im Verlauf von Reifungsprozessen gebildet. Wenn etwa Rindfleisch
"abhängt", entstehen Proteasen, welche Proteine abbauen und so das Fleisch zart machen.
Verwendung
• Handelsübliche Protease-Präparate bestehen meist aus verschiedenen Protease-
Enzymen. Sie finden eine breite Verwendung in der Lebensmittelverarbeitung:
• als Backenzym zur Verbesserung der Teigführung und der Maschinengängigkeit -
vor allem für Crackers und Kekse (Backwaren);
• bei der Gewinnung von Würze und Aromen (Käsearomen) aus pflanzlichen oder
tierischen Proteinen (z.B. aus Molke oder Milcheiweiß), bei der Herstellung von
Soßen (vor allem: Sojasoße) und Hefeextraxt;
• zur Optimierung und Steuerung der Geschmacksbildung bei Käse- und Milchpro-
dukten;
• zur Geschmacksverstärkung bei pikant-herzhaften Aromen;
• zur Konsistenzverbesserung bei Fischprodukten und bei Fischverarbeitung (z.B.
beim Auslösen von Fischfilet);
• als Zartmacher bei Fleisch (in Deutschland nicht erlaubt) und bei der Herstellung
von Fleischextrakten;
• zur Kältestabilisierung von Bier (in Deutschland verstößt der Zusatz von Enzy-
men im Bier gegen das Reinheitsgebot);
• spezielle Proteasen werden auch zur Herstellung von hypoallergener Nahrung
eingesetzt. Die Proteasen bauen dabei gezielt allergeneallergene Proteine ab, die
bei dafür empfindlichen Personen allergische Reaktionen auslösen. So werden
etwa Proteasen eingesetzt, um hypoallergene Säuglingsnahrung aus Kuhmilch zu
gewinnen. Die Proteasen bauen die Milchproteine in kleine Peptide und freie A-

minosäuren ab. Dadurch wird das Risiko verringert, dass Säuglinge eine Milchal-
lergie entwickeln.
Weitere Anwendungsgebiete: in Wasch- und Reinigungsmitteln (Proteasen schließen ei-
weißhaltige Verschmutzungen auf); Lederindustrie; Futterzusatz für Haustiere
Gentechnik
Proteasen werden durch Fermentation mit Hilfe verschiedener Bakterien- und Pilzkultu-
ren gewonnen.
Es ist eine Vielzahl von Protease-Präparaten erhältlich. Allein in Europa werden 29 ver-
schiedene Protease-Präparate hergestellt. Acht dieser Protease-Präparate können mit gen-
technisch veränderten Mikroorganismen (z. B. Aspergillus, Bacillus) hergestellt werden.
In einigen europäischen Ländern (Dänemark, Frankreich) sind diese Proteasen für die
Verwendung in Lebensmitteln zugelassen.
Pullulanase
α-Dextrin Endo-1,6-α-Glucosidase
Pullulanasen (auch: Isoamylasen) spalten große Polysaccharid-Moleküle wie Stärke an
einer bestimmten Stelle. Das Enzym hydrolysiert 1,6-α-D-glukosidische Bindungen in
Polysacchariden, z.B. in Amylopektin, Glykogen und Pullulan. Aus Amylopektin entste-
hen lineare Amylosebruchstücke. Pullulanasen zerschneiden die verzweigten Amylopek-
tin-Moleküle, so dass Amylase-Ketten übrig bleiben.
In den Stärkekörnern der Pflanzen liegt die Stärke in zwei unterschiedlichen Varianten
vor: Amylose (20-30%) und Amylopektin (70-80%). Amylopektin, der Hauptbestandteil
in den Stärkekörnern, besteht aus großen, stark verzweigten Molekülen. Amylose hinge-
gen liegt in langen, kettenförmigen Molekülen vor. Der jeweilige Typ bzw. deren Mi-
schungsverhältnis bestimmt die technischen und sensorischen Eigenschaften der Stärke
und deren Verwendungsmöglichkeiten.

Verwendung
Pullulanase wird überwiegend zusammen mit anderen Stärke-spaltenden Enzymen (Glu-
coamylase) eingesetzt
bei der Stärkeverzuckerung: Die Umwandlung von Stärke in Glukose bzw. Glukosesi-
rup wird effektiviert.
vereinzelt auch als Backenzym
beim Bierbrauen (in Deutschland nicht erlaubt)
Gentechnik
Pullulanasen werden durch Fermentation mit Hilfe von Bakterien (Bacillus- und Kleb-
siella-Arten) oder Schimmelpilzkulturen (Trichoderma) gewonnen.
In Europa werden mehrere Pullulanase-Präparate vermutlich mit gentechnisch veränder-
ten Mikroorganismen hergestellt. Diese werden vor allem bei der Stärkeverzuckerung
eingesetzt.
Xylanase
Xylanasen gehören zur Enzymgruppe der Pentosanasen. Diese können verschiedene, im
Stützgerüst der pflanzlichen Zellwände vorhandenen Substanzen aufschließen (Ballast-
stoffe). Xylanasen bauen Xylan (auch: Holzgummi) ab – ein holziger, gummiartiger
Schleimstoff, der in allen Pflanzen als ständiger Begleiter von Cellulose anzutreffen ist.
Einen hohen Xylan-Anteil hat etwa Weizen. Xylane gehören zur Gruppe der Pentosane
(Abbau durch Pentosanasen). Diese zählen zu den Hemicellulosen (Abbau durch Hemi-
cellulasen).
Eine spezielle Pentosanase ist die Arabinofuranosidase, die einzelne Seitenketten der Xy-
lan-Moleküle abbaut.
Verwendung
Xylanasen werden – zumeist in Kombinationspräparaten zusammen mit mehreren spezi-
fisch wirkenden Enzymen – verwendet:

o vor allem als Backenzym zur Verbesserung der Teigeigenschaften (Maschinen-
gängigkeit, Stabilität) und zur Produktoptimierung (Krustenstabilität, Volumen);
o bei der Spirituosenherstellung und in der Alkoholindustrie (Xylanasen schließen
die Schleimstoffe der Getreide auf, die so für die Fermentation nutzbar werden.)
o bei der Fruchtsaft- und Getränkeherstellung
Weitere Anwendungsgebiete:
o Futtermittelzusätze (Durch den Aufschluss der in den pflanzlichen Futtermitteln
enthaltenen Xylane tragen diese Enzyme zu einer besseren Verwertung pflanzli-
cher Futtermittel bei)
o Stärkeindustrie in der Textil- und Papierindustrie
Gentechnik
Xylanasen werden zunehmend mit gentechnisch veränderten Mikroorganismen herge-
stellt. Bei den gentechnisch optimierten Produktionsorganismen handelt es sich überwie-
gend um Pilzkulturen (Aspergillus-, Trichoderma- Arten), aber auch Bakterien (Bacillus).
Allein in Europa können acht Xylanase-Präparate mit gentechnisch veränderten Mikroor-
ganismen gewonnen werden. Diese sind in mehreren EU-Ländern zugelassen. Dabei
handelt es sich vielfach um Kombinationspräparate mit anderen Enzymen (z.B. Glucana-
sen, Amylasen).
Zulassung. Es gibt keine einheitlichen EU-Vorschriften, in denen Zulassung und Ver-
wendung von Lebensmittel-Enzymen geregelt sind. Die einzelnen Mitgliedstaaten haben
dafür unterschiedliche Bestimmungen. Im Gegensatz zu anderen EU-Ländern sind in
Deutschland Lebensmittel-Enzyme nicht zulassungspflichtig. Sie können im Rahmen des
allgemeinen Lebensmittelrechts frei verwendet werden. Dabei spielt es keine Rolle, ob
die Herstellung mit gentechnisch veränderten Mikroorganismen erfolgt.

Kakao und Schokolade
Geschichte
Kakao war in Südamerika lange vor der Entdeckung Mittelamerikas durch die Europäer
bekannt:
Tolteken: Geschenk von Quetzalcoatl
Azteken: 12. Jh.; Kakaokultur von den Tolteken übernommen; sehr wertvoll; auch als
Zahlungsmittel
Kolumbus: hat die Bedeutung als Nahrungsmittel nicht erkannt
Hernando Cortéz: Eroberung des Aztekenreiches bringt Kakaobohne nach Europa, diese
wird aber ungesüßt nicht akzeptiert
Kakao „erobert“ erst nach Zusatz von Süßungsmitteln Europa
Der Name Schokolade kommt von „xocolatl“: xococ: sauer, herb, würzig, atl: Wasser
Zubereitung bei den Azteken: Kakaobohnen werden geröstet, gemahlen, mit Wasser auf-
geschäumt und mit Gewürzen versetzt
Tabelle: Die wichtigsten Anbauländer für Kakao (das Kakaojahr geht jeweils vom 1. Ok-
tober bis zum 30. September)
1997/1998 2000/2001 2002/2003 2004/2005
Elfenbeinküste 1.113.000 t 1.175.000 t 1.350.000 t 1.275.900 t
Ghana 400.000 t 395.000 t 497.000 t 586.000 t
Indonesien 325.000 t 385.000 t 425.000 t 445.000 t
Nigeria 160.000 t 180.000 t 165.000 t 190.000 t
Kamerun 127.000 t 135.000 t 140.000 t 185.500 t
Brasilien 170.000 t 162.800 t 162.000 t 170.800 t

Ecuador - 88.900 t 89.000 t 115.900 t
Togo - - - 50.000 t
Papua-Neuguinea - 38.800 t 42.000 t 47.500 t
Mexiko - - - 38.000 t
Kolumbien - - - 36.800 t
Dominik. Republik 58.000 t 44.900 t 49.000 t 32.000 t
Malaysia 85.000 t 35.000 t - 29.000 t
Sonstige 242.000 t 184.700 t 179.000 t 125.100 t
Gesamtanbau 2.680.100 t 2.825.100 t 3.136.100 t 3.327.500 t
Firma Menge der verarbeiteten Kakaobohnen pro Jahr
Barry Callebaut 400.000 bis 450.000 t; 14-16 % d. Welternte
ADM Cocoa bis 400.000 t
Cargill ca. 14 % der Welternte; ca. 400.000 t
Nestlé bis 250.000 t
Hamester ca. 8 % der Welternte; ca. 230.000 t
Blommer ca. 5 % der Welternte; ca. 145.000 t
Kakao Verarbeitung Berlin bis 120.000 t
Hershey's bis 100.000 t
Cadbury bis 100.000 t
Kraft Foods (Altria) bis 100.000 t
Unicao bis 50.000 t
Ferrero bis 50.000 t
Chadler bis 50.000 t

Schokinag bis 50.000 t
Mars bis 50.000 t
Cantalou bis 50.000 t
Portem-Ghana bis 50.000 t
Kakaobaum
Der Kakaobaum (Theobroma Cacao L.) gehört zur Familie der Sterculiaceae
(Sterkuliengewächse). Die Familie der Sterculiaceae unterteilt sich in mehrere Gattungen,
darunter die Gattung Theobroma. Diese läßt sich in 22 Arten unterteilen. Eine Art dient
zur Erzeugung des Kakaos: Theobroma cacao
Der Kakaobaum ist ein langer, dünner Unterholzbaum, der im Schatten größerer tropi-
scher Bäume wächst. Er kann 10 bis 15 Meter hoch werden, wird auf Plantagen aber auf
2 bis 4 Meter gestutzt. Die Pfahlwurzeln des Baumes dringen etwa einen Meter tief in
den Boden ein. Der Baum hat große, glatte, schwertartige Blätter, die das ganze Jahr grün
sind. Der Kakaobaum treibt etwa drei bis vier mal im Jahr neue Blätter. Direkt an dem
nur etwa 20 cm dicken Stamm und den größeren Ästen sitzen die Blüten, dies wird Kau-
liflorie genannt
Blüte
Die Blüten entspringen dem älteren Holz und blühen das ganze Jahr und bringen auch
über das ganze Jahr hindurch Früchte hervor. Der Kakaobaum bildet erst im Alter von 2
bis 3 Jahren Blüten. Die größte Anzahl an Blüten erreicht er im Alter von zehn bis zwölf
Jahren, dann kann die Zahl der Blüten bis zu 100.000 pro Jahr betragen.
Die Blüten bestehen aus 5 kleinen, schmalen, rosenroten Kelchblättern und 5 Blütenblät-
tern mit gelblich-weißer oder rötlicher Farbe. Die Bestäubung der Blüten erfolgt aus-
schließlich durch Insekten wie z. B. Mücken, die im warmen, feuchten Unterholz leben.
Auf Plantagen wird die Blüte teilweise auch künstlich befruchtet.

Frucht
Die unreife Frucht hat eine grüne Farbe, die reife je nach Kakaosorte eine gelbe, gelbrote
oder rot- bis rotbraune Farbe. Die gurkenförmigen, 15 cm bis 25 cm langen und 7 -10 cm
dicken ledrig-holzigen Früchte enthalten in fünf Reihen 25 bis 50 bohnenförmige Samen
(Kakaobohnen), die in ein helles süßliches Fruchtmus eingebettet sind. Die Samen sind
etwa 2 cm lang und 1 cm breit.
Pro Jahr trägt jeder Baum etwa 20 bis 30 Früchte, in guten Jahren bis zu 50 Früchte.
Bestandteil Prozentuelle Zu-
sammensetzung
Lipide 53
Proteine 12
Stärke 8
Phenolische Substanzen 7
Cellulose 4
Wasser 5
Mineralstoffe 3
Theobromin 1,5
Säuren 1,5
Pentosane 1,5
Kakaosorten
Criollo (= der Edle)
Beheimatet in Mittelamerika; lange, spitze, warzige, weiche und gefurchte Samen mit
weißen Samenlappen aus; äußerst empfindlich und anfällig für Krankheiten; relativ ge-
ringer Ertrag; sehr guter Geschmack und gutes Aroma (� Edelschokolade)

Forastero (= Fremdling)
Beheimatet in Südamerika; harte, runde, melonenähnliche Schalen und ihre Samen haben
rötliche Samenlappen; wesentlich widerstandsfähiger und ertragreicher als der Criollo
bevorzugt angebaut; ca. 80 Prozent der weltweiten Kakaoernte stammen vom
Forasterobaum.
Trinitario
relativ neue Züchtung; Kreuzung der beiden Sorten Criollo und Forastero; soll die Vortei-
le beider Sorten (hohe Qualität und hohe Widerstandsfähigkeit) vereinen; meist selbstste-
ril, (� Stecklingsvermehrung bzw. Pfropfung); nicht so ertragsreich wie Forastero; An-
teil an der Weltproduktion ist eher klein.
Ernte
Erfolgt händisch, indem die Früchte vorsichtig vom Baum geschnitten werden. Die
gesammelten Früchte werden aufgebrochen und die Kerne entnommen
Fermentation
Eine unversehrte Frucht ist in ihrem Innern frei von Mikroorganismen. Erst das Aufbre-
chen erlaubt die Ansiedelung verschiedener Mikroorganismen aus der unmittelbaren
Umgebung auf dem nun zugänglichen, zuckerhaltigen Fruchtfleisch (Pulpa). Durch die
Bestimmung der äußeren Fermentationsbedingungen (Nacherntebehandlung, Schichtung,
Abdeckung usw.) kann man auf wichtige Parameter (Belüftung, Feuchtigkeit, Tempera-
tur, pH usw.) Einfluss nehmen und damit - ähnlich wie bei anderen Fermentationsprozes-
sen - eine grobe Richtung für die sich entwickelnde Mikroflora vorgeben.
Befall mit Hefen, die vor allem durch Insekten übertragen werden
Fermentationsphasen:
Anaerobe Phase: Die im Fruchtfleisch enthaltenen Zucker werden von Hefen abgebaut,
dabei entsteht Ethanol (alkoholische Gärung).
Aerobe Phase: Das Ethanol wird von Bakterien zu Essigsäure oxidiert. Die Säure dringt
in die Kakaosamen ein und tötet diese ab.

Postmortal: In den abgetöteten Samen werden die gespeicherten Proteine enzymatisch
gespalten (durch sog. Proteasen), dabei entstehen Aminosäuren und Peptide, die essen-
tiellen Vorstufen für das Kakaoaroma.
Durchschnittliche Fermentationsdauer: 5-7 Tage
Tag 1: Beginn der alkoholischen Gärung des zuckerreichen Fruchtmuses durch natürliche
Hefen. Daneben Abbau der Schleimstoffe. Es kommt zu Verflüssigung und
Temperaturerhöhung
Tag 2 – 4: Durch Essigsäurebakterien wird der gebildete Alkohol oxidiert. Es kommt zu
einem Temperaturanstieg auf ca. 48-50°C, der pH Wert fällt von 6,5 auf 4,6. Die
Keimfähigkeit der Samen wird reduziert. Die Zellwände werden teilweise abgebaut
Tag 5 – 7: Oxidations- und Kondensationsreaktionen der Polyhydroxyphenole in den
Kakaokeimblättern zu braunen, wasserunlöslichen Stoffen (Phlobaphene). Dadurch wird
der bittere und adstringierende Geschmack abgeschwächt
Typen der Fermentation
Technologisch einfache Verfahren:
- Grubenfermentation
- Haufenfermentation
- Korbfermentation
Technologisch „aufwändigere“ Verfahren:
- Kastenfermentation
- Trayfermentation
- Fass-Fermentation (Drum-Ferm.)
Grubenfermentation: In ausgehobene Erdlöcher, werden als Auskleidung
Bananenblätter ausgelegt. Die Grube wird mit den Kakaosamen aufgefüllt und abgedeckt.
Vorteil: sehr einfach

Nachteil: Der entstehende Gärsaft kann nicht abfließen und die Durchmischung des
Fermentationsgutes ist sehr unvollständig
Diese Methode ist praktisch nicht mehr im Einsatz.
Haufenfermentation: Im Gegensatz zur Grubenfermentation noch häufig angewendet.
Vorteil: Gärsaft kann abfliessen
Fermentationsdauer: 6 d, nach 48 h und 96 h wird durchmischt
Kastenfermentation: Die Samen werden täglich oder in Intervallen von 2 Tagen
gemischt und in die nächste Holzbox umgefüllt. Die Kakaosamen werden in
treppenförmig aufgebauten Holzkästen eingefüllt. Die Böden sind zum Saftablauf
perforiert; Fermentationsdauer: 5 – 8 d
Trayfermentation: Die Kakaosamen werden in sehr dünner Schichthöhe in Mengen von
ca. 50 kg in flache Trays eingefüllt. Diese Trays werden übereinander gestapelt und
abgedeckt. Wegen der geringen Schichthöhe und der kleinen Füllmenge ist hier ein
Mischen nicht notwendig. Ein weiterer Vorteil liegt darin, dass dies Trays auch zum
Trocknen verwendet werden können (Regen!)
Faßfermentation Die Samen werden in perforierte, horizontal gelagerte (von Hand
betriebene) Holzfässer eingefüllt. Wenn die Gärtemperatur auf 48 - 50°C angestiegen ist,
wird das fermentierte Gut durch Drehen der Fässer gut durchmischt. Der sich bildende
Gärsaft kann durch die Perforationslöcher ablaufen.
Trocknung
Die Ausbeute an getrockneten und fermentierten Bohnen mit einer Restfeuchte von 7 %
liegt zwischen 31 - 46 kg aus 100 kg frischen Bohnen
Ziel der Trocknung ist es durch eine sachgemäße und rasche Trocknung den
Wassergehalt von ca. 60 % nach der Fermentation auf unter 7 % zu senken.
Zu Beginn der Trocknung sind die Enzymsysteme noch aktiv, daher kommt es noch zu
einer weiteren Aromabildung. Die Farbe verändert sich in Richtung braun bis
dunkelbraun. Gleichzeitig nehmen die adstringierenden Komponenten ab. Zur optimalen

Aromaentwicklung ist es notwendig, dass die Trocknung schonend und bei nicht zu
hohen Temperaturen erfolgt
Sonnentrocknung
Die fermentierten Bohnen werden in dünnen Schicht entweder direkt am Boden, auf
Matten oder auf speziellen Trockenböden in dünner Schicht aufgebreitet
Innerhalb von 7 Tagen (bei optimalen Bedingungen) ist die Trocknung beendet.
Vorteil: Sensorisch wertvolle Produkte
Künstliche Trocknung
Erfolgt im Heißluftstrom
Vorteil: Unabhängig von der Witterung; Standardisierte Bedingungen, kein Verkleben
der Bohnen; Geringer manueller Aufwand; Kontaminationsrisiko vermindert; Bei
sachgerechter Betriebsweise geringe Schimmelpilzkontamination
Nachteil der maschinellen Trocknung: Bei Anwendung von zu hohen Temperaturen
werden wichtige Enzymreaktionen blockiert, welche zur Entwicklung optimaler
Aromakomponenten erforderlich ist; es werden nur ungenügende Aromaprecursoren
gebildet, die zur Ausbildung eines vollen Schokoladenaromas notwendig sind; oft
enthalten die Kakaokeimblätter noch zu hohe Essigsäuregehalte, sowie Ester, die saure,
fruchtige Aromen zur Folge haben, die sich selbst durch Conchieren nicht ausreichend
entfernen lassen
Durch Bildung von brüchigen Kakaoschalen kommt es zu erhöhtem Kakaobruch,
welches das Kontaminationsrisiko von Schädlingen wesentlich erhöht
Kennzahlen:
Feuchtigkeit unter 7 %
Fettgehalt, bezogen auf die Trockenmasse: > 50%
pH Wert einer 10 % Suspension (20°C): > 5.5
Qualitätsklassen:
Grade I: < 3 % schimmlige Kakaobohnen; < 3 % schiefrige Kakaobohnen

Eine Gesamtmenge von < 3 % insektengeschädigter, gekeimter, flacher oder andersartig
beschädigter Bohnen
Grade II: < 4 % schimmlige Kakaobohnen; < 8 % schiefrige Kakaobohnen; eine
Gesamtmenge von < 6 % insektengeschädigter, gekeimter, flacher oder andersartig
beschädigter Bohnen
Röstprozeß
Bohnen bei Temperaturen zwischen 99 – 125 °C (Schokolade), 116 – 121 °C (Kakaopul-
ver) geröstet
der Wassergehalt sinkt auf 2 %, Röstverlust insgesamt 4 – 8 %
die Entfernung unerwünschter Geruchs-und Geschmacksverbindungen (Essigsäure)
Durch thermische und oxidative Prozesse kommt es zur Bildung der sortentypischen A-
roma-, Geschmacks- und Farbstoffe (MAILLARD-Reaktion)
Röstung erfolgt entweder von ganzen Bohnen oder von vorgebrochenen Kernen (bessere
Wärmeübertragung)
zu starke Röstung � brenzliges Aroma
zu schwache Röstung � geringe Ausbildung der Aromastoffe
� Wassergehalt der Bohnen zu hoch
Brechen und Walzen
Geröstete Bohnen: Schalen und Keimwürzelchen werden in Brech- Sortier- und Reini-
gungsanlagen abgetrennt --> Kakaobruch wird weiter vermahlen und gewalzt
Zellgewebe der vorgebrochenen Kakaokerne aufgerissen
Die in den Zellen enthaltene Kakaobutter freigesetzt.
Durch die Reibung beim Mahlen erhöht sich die Temperatur.
Die Kakaobutter schmilzt und verbindet die Zellbruchstücke, Stärke- und
Eiweißteilchen zur leuchtendbraunen, schon stark nach Schokolade duftenden Kakao-
masse.

Mittels Pralltechnologie wird jede Bohne gegen Stahlplatten geschleudert und gebrochen.
Vorteil: Hohe Ausbeute an Kakao-kernbruch (Nibs); Geringer Feinstoffanteil
Kakaobruch-Veredelung (Nibbs-Veredelung)
Der Kakaobruch wird mittels Alkalien (Pottasche, NaOH, KOH, MgO)
aufgeschlossen (Solubilisation , Alcali Process)
Dabei werden: Teilweise Säuren neutralisiert; Die Farbe intensiviert; Der Geschmack
verbessert; Die Suspensionsfähigkeit erhöht; Das Herauslösen des Fettes erleichtert, da-
durch wird die Pressausbeute erhöht
Walzen der Kakaomasse
Faustregel: Teilchendurchmesser < 30 µm
höherer Anteil grober Teilchen � spürbar, rauh, sandig
höherer Anteil kleiner Teilchen � Klebrigkeit am Gaumen
Von der Kakaomasse zum Kakaopulver
Flüssige Kakaomasse wird in Preßkammern gefüllt
bei hohem Druck (bis zu 900 bar) wird die Kakaobutter abgepreßt
Kakaopreßkuchen wird zerkleinert, aufgeschlossen
Vermahlen zu Kakaopulver
Von der Kakaomasse zur Schokolade
Kakaomasse
Zucker
Milch/Rahm/Milchpulver
Aromastoffe

Lecithin
weitere Zutaten in Abhängigkeit des Produktes
Zutaten werden vermischt; ergeben eine knetfähige Masse; der Grundgeschmack ist vor-
handen, es fehlt jedoch die Feinheit
Conchieren
Urspr. muschelförmige Rühr- und Reibsysteme, in denen die Schokolademasse gedreht,
gelüftet, gewendet und temperiert wird. Es entsteht eine glatte, gießfähige Schokolade-
masse
Mechanisch-thermische Behandlung: ca. 65 – 80 °C
Dauer: einige Stunden bis Tage
thermische Behandlung: Aromastoffe werden gebildet leicht flüchtige, unangenehme A-
romastoffe werden entfernt
mechanische Behandlung: Abrundung der Feststoffteilchen Fetthülle
Temperieren
Temperaturführung während des Abkühlens
“richtige” Kristallisation des Fettes
Falsche Bedingungen bei der Kristallisation führen dazu, daß die
Schokolade in einem falschen Temperaturbereich schmilzt!
(� Unterschied in der Schmelztemperatur 3 – 4 °C)
Zusammensetzung von Schokoladesorten
Kakao-
masse
Kakao-
butter
Milch-
pulver
Zucker
Bitterschokolade 60% - - 40%

Halb- od. Zartbitterschokolade 50% 5% - 45%
Milchschokolade 15-30% 15-25% 20% 35-40%
Weiße Schokolade - 20-30% 20-30% 40-55%
Vollmilchschokolade: enthält mindestens 30 % Kakaomasse, 18 % Milchtrockenmasse,
4,5 % Milchfett. Der Zuckeranteil darf 47,5 % nicht übersteigen.
Sahneschokolade: enthält mindestens 25 % Kakaobestandteile, mindestens 14 Prozent
Sahne- beziehungsweise Milchtrockenmasse und höchstens 60 Prozent Zucker.
Halbbitterschokolade: enthält mindestens 50 Prozent Kakaobestandteile und nicht mehr
als 50 % Zucker.
Bitterschokolade: enthält mindestens 60 % Kakaobestandteile und weniger als 40 % Zu-
cker.
Weiße Schokolade: enthält mindestens 20 % Kakaobutter, 3,5 % Milchfett, 14 % Milch-
trockenmasse und höchstens 55 % Zucker.
Edelschokoladen: müssen zu mindestens 40 % der Gesamtkakaomasse aus Edelkakao
bestehen. Er kommt aus Ecuador, Venezuela oder Java, wächst auf Vulkangestein und ist
sehr aromatisch.
Verwendungszweck Fettgehalt
[%]
Tafelmassen 28-33
Überzugsmassen Riegel 28-33
Überzugsmassen Pralinen 34-38
Überzugsmassen großflächiger Produkte 38-44
Hohlkörper-Sprühmassen 40-46
Dekormassen 30-35

Alkaloide in Schokolade und Kakao
Theobromin 150 – 500 mg /100g
Koffein 15 – 115 mg
Theophyllin 1 mg
Serotonin 2.5 mg
Koffeingehalt im Vergleich mit Kaffee und Tee:
1 Tasse gefilterter Kaffee: 50 – 175 mg
1 Tasse Tee: 25 – 100 mg
1 Tasse Kakao: 0 – 25 mg
Qualität von Schokolade
Kühl und trocken lagern!
Lichtschutz!
10 – 12 °C, 55 – 65 % rel. Luftfeuchtigkeit
Befall durch Schädlinge
“Zuckerreif” - “sugar-bloom”: bei zu hoher Luftfeuchtigkeit
“Fettreif” - “fat-bloom”: bei höherer Temperatur (> 30 °C)

Kaffee
DIE GESCHICHTE DES KAFFEES
Kaffee ist heute nach Erdöl das zweitwichtigste Welthandelsprodukt und avancierte zum
Volksgetränk Nr.1
ANBAU DES KAFFEES
10 Millionen Hektar in subtropischen Zonen und tropischen Höhenlagen werden bebaut
Afrika, Mittel- und Südamerika sowie Asien sind die Hauptanbaugebiete
DIE ERNTE
„Picking“ das Pflücken von Hand garantiert höchste Qualität
„Stripping“ das Abstreifen der Kaffeekirschen von Hand oder maschinell ist eine
raschere, billigere Variante.
DIE AUFBEREITUNG
1-Trockenaufbereitung
2-Nassaufbereitung

TROCKENVERFAHREN
Trocknen unter der Sonne bis zu einem Feuchtigkeitsgehalt von 12%
Entfernen von Fruchtfleisch, Pergamenthülle und Silberhäutchen
NASSVERFAHREN
ist ein aufwändigeres Verfahren
Einweichen in Wasser
Entfernen des Fruchtfleisches
Fermentation
Trocknen
Enthülsen
SORTIEREN
RÖSTEN
Trockenes Erhitzen des Kaffees auf 260 °C zur optimalen Aromaentwicklung
Gewichtsverlust von 11-20% (Einbrand)
diskontinuierlich (Chargenröstung)
kontinuierlich
RÖSTWÄRMEÜBERTRAGUNG
Kontakt

Konvektion
RÖSTTROMMEL
RÖSTUNG IM WIRBELBETT
Bohnen von unten mit Heißluft- Wasserdampf- Atmosphäre beströmt
Kaffeebohnen werden angehoben und erwärmt bis auf 280 °C
Röstdauer bis 3min
Verfahren ist für die Bohne schonender und wirtschaftlicher
nach der Röstung Bohnen mit kalter Luft abkühlen
nochmals sortieren der Bohnen
CHEMISCH-PHYSIKALISCHE VORGÄNGE BEIM RÖSTEN
60 °C: Trocknung
Eiweißgerinnung
Zersetzung von Zucker
100 °C: ungebundenes Wasser verdampft

Kohlenhydrate und Proteine werden immer weiter abgebaut und reagieren wieder zu
neuen Produkten
150 °C: Volumszunahme durch inneren Überdruck
Gewichtsabnahme, CO2 und CO –Abgabe
vorhandene Säuren beginnen sich zu verändern, neue Säuren entstehen
170-200 °C: Beginn der exothermen Reaktion
Abbau- Kondensation- und Polymerisationsreaktionen
Bildung von brauen Melanoiden (Maillard-Reaktion)
durch Karamellisierung erfolgt eine Aromaveränderung
200 °C: Zersetzung der Zellfasern- Kaffeeöle können austreten
Koffein verändert sich beim Rösten nicht
INHALTSSTOFFE DES KAFFEES
Aromastoffe
Geschmackstoffe
Farbstoffe
Stoffe mit physiologischer Wirkung

AROMASTOFFE
Röstprodukte hydrolysierter Chlorogensäuren
Röstprodukte des Trigonellin
Produkte der Maillardreaktion
GESCHMACKSTOFFE
bitter: Coffein (30%); Maillardprodukte des Prolins (70%)
sauer: Essig- und Zitronensäure (25%); Äpfelsäure (10%); Phosphorsäure (6%)
FARBSTOFFE
„Melanoidine“
durch Karamelisierung
durch Maillardreaktion
...vermutlich Oligo- oder Polysaccharide von β-1,4-Mannoseketten mit Galactose und
Arabinose in den Seitenketten

bislang nur wenig über diese Farbstoffe bekannt
STOFFE MIT PHYSIOLOGISCHER WIRKUNG
Coffein
Vorkommen:
Kaffebohnen 1- 4,5%
Schwarztee bis 5%
Kakao 0,2%
Guarana bis 6,5%
Colanüsse 1,5%
in Arabicabohnen: 1,1-1,7% Coffein
in Robustabohnen: 2-4,5% Coffein
Wirkung des Coffeins: erregende Wirkung des zentralen Nervensystems
Atmung, Stoffwechsel und Herztätigkeit werden angeregt, während Blutdruck und Kör-
pertemperatur steigen. Blutgefäße im Gehirn erweitern sich, und die Leistungsfähigkeit
steigt
Coffein steigert als Antagonist von Adenosin die Freisetzung von Neurotransmittern
Negative Effekte
bei höheren Dosen aber Gewöhnungseffekte und Abhängigkeitserscheinungen, Händezit-
tern, Blutdrang zum Kopf, Druck in der Herzgegend...
die letale Dosis beträgt 5 bis 30 Gramm

Entfernung durch Lendrich-Verfahren:
- Hydrolyse durch Wasserdampf
- Entfernen von weiteren reizenden Stoffen
Kopi Luwak
Paradoxurus hermaphroditus
Java und Sumatra

Enzymatische Koagulation der Milch
Für die Herstellung der meisten Käsesorten wird die Milch durch die Wirkung von
ausgesuchten Proteinasen (Rennin, Lab, Chymosin) koaguliert. Diese Lab-induzierte
Koagulation der Milch ist eigentlich ein Zweistufen-Prozeß. In der ersten Phase werden
die Casein-Micellen enzymatisch modifiziert, wobei Paracasein-Micellen entstehen, die
in Gegenwart von Ca++ bei Temperaturen um 20 °C aggregieren. Die Aggregation der
durch das Rennin modifizierten Micellen wird als die zweite Phase der Koagulation
bezeichnet. Die erste Phase der Rennin-Wirkung ist sehr gut charakterisiert, während die
zweite Phase noch kaum verstanden ist.
Erste Phase der Rennin-Koagulation
Das Casein besteht aus Micellen die durch eine Oberflächenschicht von κ-Casein
stabilisiert wird. Nach der Isolation von κ-Casein im Jahre 1956 konnte gezeigt werden,
dass dieses Protein das Micellen-stabilisierende Protein und diese Eigenschaft beim
Einlaben zerstört wird. Kurz darauf konnte auch gezeigt werden, dass das κ-Casein das
einzige Protein ist, welches während der Lab-Koagulation hydrolysiert wird, und dass
dieses durch eine spezifische Spaltung zwischen Phe 105 und Met 106 geschieht. Der N-
terminale Teil des Moleküls, κ-CN f1-105, welcher als para- κ-Casein bezeichnet wird,
bleibt an die Caseinmicelle gebunden, während der C-terminale Teil [(Caseino)-
Makropeptid, CMP, Glycomacropeptid, da es den Kohlehydratanteil des κ-Caseins ent-
hält] in das wässrige Medium abgegeben wird. Es ist seit Ende des 19. Jhrt. bekannt, dass
während des Einlabens kleine Peptide entstehen. Es gibt ca. 10 Formen von κ-Casein, die
sich im Kohlehydrat-Anteil unterscheiden. Alle CMPs sind in 2 %iger Trichloressigsäure
(TCA) löslich. Wird der Anteil an TCA erhöht, bleiben nur jene Peptide gelöst, die einen
höheren Anteil an Kohlehydraten besitzen. Daraus ergibt sich, dass der TCA-lösliche N –
genauer TCA-lösliche Zucker (z.B. N-Acetyl-Neuraminsäure) verwendet werden kann,
um die primäre Phase der Rennin-Koagulation zu messen.

Die einzigartige Selektivität auf die Phe-Met-Bindung von κ-Casein hat großes wissen-
schaftliches Interesse hervorgerufen. Das Dipeptid H.Phe-Met.OH wird ebenso wie Tri-
oder Tetrapeptide nicht angegriffen. Im Pentapeptid H-Ser-Leu-Phe-Met-Ala-OMe (auch
beim Tauschen von Ser und Leu = Sequenz von κ-Casein) kann die Bindung gespalten
werden. In der korrekten Sequenz (gleich wie im κ-Casein) ist die Phe-Met-Bindung
noch wesentlich leichter durch Chymosin zu spalten. Es ist also für die Enzym-Substrat-
Wechselwirkung wichtig, wie lange das Peptid ist und wie die Aminosäuresequenz um
diese Bindung aussieht. Ser104 ist ebenfalls sehr wichtig; wenn dieses durch Ala oder
sogar L-Ser ersetzt wird (in der Modellsequenz) ist die Phe-Met-Bindung durch Chymo-
sin praktisch nicht mehr angegriffen. Die Verlängerung des Pentapeptids H-Ser-Phe-Met-
Ala-Ile-OH (i.e. κ-CN f104-108) vom N- und/oder C-Terminus, um die Sequenz von κ-
Casein in der Region der Chymosin-empfindlichen Bindung erhöht die Effizienz mit der
die Phe-Met-Bindung durch Chymosin hydrolysiert wird. Die Sequenz κ-CN f98-111
enthält alle Reste die notwendig sind, um die Phe-Met-Bindung möglichst instabil zu be-
kommen. So ist bei pH 4.7 die Hydrolyse von intaktem κ-Casein 66000 mal schneller als
die des Pentapeptids κ-CN f104-108 mit einer Kcat/KM von 2 M-1sec-1, was dem von in-
taktem κ-Casein entspricht. κ-Casein und das Peptid κ-CN f98-111 werden auch leicht
bei pH 6.6 gespalten, während kleiner Peptide bei diesem pH-Wert überhaupt nicht ange-
griffen werden.
Abb.: Zusammenfassung der Renninkoagulation der Milch. In der primären Phase findet
die Hydrolyse von κ-Casein statt, während in der zweiten Phase die Aggregation der ver-
änderten Casein-Micellen zur Ausbildung einer 3-dim Struktur führt.

Die Phe und Met-Reste in der Chymosin-anfälligen Bindung des κ-Caseins sind für die
Wirkung des Chymosins an sich nicht notwendig. Es gibt eine relativ große Anzahl von
Phe und Met in allen Milchproteinen. In Schweinemilch und humaner Milch ist die Chy-
mosin-sensitive Bindung im κ-Casein Phe-Ile, während Ratten- und Mäuse-κ-Casein es
die Phe-Leu-Bindung ist. Diese Proteine werden durch Kälberchymosin ebenfalls hydro-
lysiert, jedoch etwas langsamer als Rinder-κ-Casein. Schweinemilch – im Gegensatz da-
zu – wird durch Schweinechymosin wesentlich effizienter koaguliert als Rindermilch,
was darauf hinweist, dass bisher noch nicht identifizierte Struktureigenschaften die
Chymosinwirkung beeinflussen. Peptide in denen Phe durch Phe(NO2) oder cyclohexy-
lamine ersetzt wird, werden ebenfalls durch Chymosin gespalten. Dies ist jedoch eben-
falls weniger effizient als die Phe-Met-Bindung. Die Oxidation von Met106 reduziert
Kcat/KM auf 1/10, während die Substitution von Ile durch Met diesen Wert verdreifacht.
Eine genetisch verändere Mutante von κ-Casein bei der Met106 durch Phe106 ersetzt wurde
(Veränderung der chymosinsensitiven Bindung Phe105-Met106 zu Phe105-Phe106) wird
durch Chymosin um den Faktor 1.8 schneller hydrolysiert als natives κ-Casein. Diese Er-
gebnisse zeigen, dass die Sequenz in der Umgebung der Phe-Met-Bindung, eine größere
Bedeutung als Determinante für die Hydrolyse mit Chymosin hat als die beiden Reste
selbst. Die besonders wichtigen Aminosäuren sind Ser104, die hydrophoben Reste Leu103
und Ile108, mindestens eines der drei Histidin (98, 100, 102) und Lys111. Studien über
chemisch oder enzymatisch modifizierte Peptide analog zu κ-CN f98-112 zeigen eine re-
lative Wichtigkeit der Reste in den Sequenzen von 98-102 und 111-112. Es wurde vorge-
schlagen, dass die Sequenz Leu103 bis Ile108 von κ-Casein – welches möglicherweise eine
ausgedehnte β-Struktur aufweist, welche in die aktive Spalte von sauren Proteasen passt.
Die hydrophoben Reste Leu103, Phe105, Met106 und Ile108 sind zu diesen hydrophoben Ta-
schen entlang dieser aktiven Spalte gerichtet, während die Hydroxylgruppe von Ser104 mit
einem Akzeptor im Protein eine Wasserstoffbrücke bildet. Es wurde vorgeschlagen, dass
die Sequenzen 98-102 und 109-111 β-Turns um die Kanten der aktiven Spalte des En-
zyms ausbilden. Diese Konformation wird durch die Pro-Reste (99, 101, 109,110) stabili-
siert. Die drei His-Reste (98, 100,102) und Lys111 sind möglicherweise in die elektrostati-
sche Wechselwirkung zwischen Enzym und Substrat involviert; es scheint aber keine

Aminosäure davon eine dominante Rolle zu spielen. Lys112 ist für die Enzym-Substrat-
Bindung nicht so wichtig, solange Lys111 vorhanden ist.
Die Notwendigkeit von elektrostatischen Wechselwirkungen der Chymosin-Substrat-
Komplex-Bildung kann an Hand des Effektes von NaCl auf die Lab-Koagulations-Zeit
(rennet coagulation time RCT) erkannt werden. Der Zusatz von bis zu 3 mM NaCl redu-
ziert die RCT während höhere Konzentrationen einen inhibierenden Effekt haben. Man
nimmt an, dass NaCl eher in der primären enzymatischen Phase als während der Aggre-
gation von Lab-veränderten Micellen wirkt. Wenn die Ionenstärke erhöht wird (0.01-
0.11) reduziert sich die Hydrolysegeschwindigkeit von κ-CN fHis98-Lys111/112 in einem
Modellsystem. Der Effekt war wesentlich stärker ausgeprägt, wenn der pH-Wert erhöht
wurde, war aber unabhängig vom Ionentyp.
Neben der Wichtigkeit kleiner spezifischer Peptide (analog oder identisch zu κ-Casein in
der Region der Phe-Met-Bindung) für die Aufklärung des Wirkungsmechanismus der κ-
Casein-Hydrolyse durch Chymosin, können diese Peptide auch für quantitative Messun-
gen herangezogen werden, die unabhängig von Variationen in der nicht-enzymatischen
Phase der Milchkoagulation gemacht werden. Dafür wurden Standardmethoden entwi-
ckelt, bei welchen chromogene Peptide eine Anwendung finden. Da die spezifische Akti-
vität von unterschiedlichen Lab-Fermenten auf diese Peptide variiert, wurden entspre-
chende Methoden für die Bewertung von kommerziell erhältlichen Lab-Enzymen ausge-
arbeitet.
Rennin
Mehrere Proteasen koagulieren Milch unter passenden Bedingungen; die meisten sind
jedoch zu stark proteolytisch um eine koagulierende Aktivität (milk-clotting activity
MCA) aufzuweisen. Durch die zu schnelle Hydrolyse der Kaseine im Koagulum kommt
es zu einer reduzierten Käseausbeute. (MCA = 1/RCT) Exzessive Proteolyse oder eine
falsche Spezifität können auch zu Aromafehlern (bitter) und fehlerhafter Textur führen.
Obwohl pflanzliche Proteinasen anscheinend seit prähistorischen Zeiten als Rennin Ver-
wendung finden, werden die Magenenzyme von Kälbern, Kindern oder Lämmern traditi-
onellerweise – mit wenigen Ausnahmen – als Rennin eingesetzt.

Tierische Rennine, werden gewöhnlich durch Extraktion von getrockneten oder gesalze-
nen Magengeweben (vells) mit 10 % NaCl hergestellt. Im Anschluß werden diese Extrak-
te noch aktiviert und standardisiert. Standardisiertes Kalbslab welches ca. 60 – 70 RU/mL
enthält, wird durch eine Erhöhung der NaCl-Konzentration auf 20 % und den Zusatz von
Na-Benzoat oder K-Propionat stabilisiert. Eine Rennet-Unit (RU) ist jene Labaktivität,
die 10 mL Milch (gewöhnlich niedrig erhitztes Magermilchpulver, rekonstitutiert in 0.01
% CaCl2 und den pH-Wert auf 6.5 gestellt) in 100 s koaguliert. Chymosin (saure Aspar-
tylprotease; enthält 2 Asp im aktiven Zentrum mit einem pH-Optimum von 2 – 4) macht
mit 90 % den Hauptteil der MCA von hochwertigem Kälberlab aus; die restliche Aktivi-
tät ist auf Pepsin zurückzuführen. Mit zunehmendem Alter und besonders wenn die Tiere
feste Nahrung bekommen, nimmt die Sekretion von Chymosin ab und die von Pepsin
steigt an.
Wie viele andere tierische Proteinase auch wird Chymosin als Zymogen sekretiert. Pro-
chymosin, wird autokatalytisch bei Ansäuerung (pH 2 – 4) aktiviert, wobei ein 44-
Aminosäuren-Peptid vom N-Terminus des Zymogens abgetrennt wird.
Chymosin ist ein auf molekularer Ebene gut charakterisiertes Protein, welches in den
60er Jahren kristallisiert wurde. Es ist ein einkettiges Polypeptid bestehend aus 323 Ami-
nosäuren mit einem Molekülgewicht von 35 600 Da. Aus allen drei Strukturebenen ist
ausgesprochen viel Information vorhanden. Das Protein besteht aus zwei Domänen, wel-
che durch die aktive Spalte, in welcher die beiden katalytisch aktiven Asp-Gruppen sitzen
(Asp32, Asp215), getrennt sind.
Kalbsrennin enthält drei Isoenzyme (hauptsächlich A und B, weniger C). Die Chymosine
A und B werden aus den korrespondierenden Zymogenen, Prochymosine A und B herge-
stellt, während Chymosin C möglicherweise ein Abbauprodukt von Chymosin A ist, dem
die drei Aminosäuren Asp244-Phe246 fehlen. Die spezifische Aktivität von Chymosin A, B
sowie C sind 120, 100 bzw. 50 RU/mg. Chymosin A und B unterscheiden sich durch eine
einzige Aminosäure (Asp und Gly) in der Position 244. Sie haben ein unterschiedliches
pH-Optimum (A: 4.2, B: 3.7).

Faktoren die die Hydrolyse von κκκκ-Casein beeinflussen
die primäre Phase der Labkoagulation
Die Hydrolyse von κ-Casein wird durch eine Reihe von Faktoren beeinflusst. Es handelt
sich dabei hauptsächlich um folgende
Das pH-Optimum für Chymosin und Rinderpepsin bei der Hydrolyse von kleinen synthe-
tischen Peptiden liegt bei 4.7, ist jedoch 5.3 – 5.5 auf κ-CN fHis98-Lys111/112. Chymosin
hydrolysiert Insulin, säuredenaturiertes Hämoglobin und Na-Kaseinate bei einem optima-
len pH-Wert von 4.0, 3.5 bzw. 3.5. Das pH-Optimum der ersten Stufe der Labwirkung in
Milch ist ca. 6.0 bei 4 °C oder 30 °C.
Der Einfluß der Ionenstärke auf die primäre Phase der Labkoagulation wurde vorher be-
sprochen.
Das Temperaturoptimum für die Koagulation von Milch mit Kalbslab bei pH 6.6 ist bei
ca. 45 °C. Daraus ergibt sich auch, dass das Optimum für die Hydrolyse von κ-Casein in
diesem Bereich ist. Der Temperaturkoeffizient (Q10) für die Hydrolyse von κ-Casein in
Lösungen von Na-Caseinat ist bei ca. 1.8; die Aktivierungsenergie (Ea) liegt bei 40
kJ/mol und die Aktivierungsentropie (∆S) liegt bei -90 J/K/mol. Ähnliche Werte wurden
auch für die Hydrolyse von isoliertem κ-Casein durch Chymosin gemessen.
Eine Hitzebehandlung von Milch bei Temperaturen über 65 °C wirkt sich negativ auf die
Fähigkeit zur Labkoagulation aus. Wenn die Hitzebehandlung besonders stark ist (> 90
°C für 10 min) kann die Milch beim Einlaben nicht mehr koagulieren. Obwohl Verände-
rungen im Salzgleichgewicht zusätzliche Faktoren sind, ist der wichtigste Faktor die Bil-
dung von Disulfindbindungen zwischen κ-Casein und β-Lactoglobulin und/oder α-
Lactalbumin. Von der Inhibierung der Koagulation sind beide Phasen betroffen (primäre
und sekundäre), was durch die markante Reduktion der Gelbildungsrate und der Stärke
des ausgebildeten Gels beobachtet werden kann. Die negativen Auswirkungen der Erhit-
zung können durch Ansäuern (6.6 – 6.0) oder den Zusatz von CaCl2 (wirkt ebenfalls über
eine Reduktion des pH-Wertes) aufgehoben werden. Dabei profitiert insbesondere die
sekundäre Phase der Labwirkung.

Sekundäre (nicht-enzymatische) Phase der Koagulation
und Gelbildung
Die Hydrolyse von κ-Casein durch Chymosin oder ähnliche Enzyme während der primä-
ren Phase der Labwirkung setzt ein hoch geladenes, hydrophiles, C-terminales Segment
von κ-Casein (Makropeptid) frei. Dadurch wird das Zeta-Potential der Kasein-Micellen
von -10/-20 auf -5/-7 mV reduziert und die hervorstehenden Peptide (Haare) werden von
der Oberfläche entfernt. Dies zerstört die Micellen-stabilierenden Faktoren (elektrosta-
tisch und sterisch) und damit die kolloidale Stabilität. Wenn ca. 85 % des gesamten κ-
Caseins hydrolysiert sind, wird die Stabilität der Micellen soweit reduziert, dass diese,
wenn sie kollidieren in Kontakt bleiben und ein dreidimensionales Netzwerk aufbauen
(Koagulum, Gel). Die Gelbildung wird durch einen scharfen Anstieg der Viskosität und
des elastischen Schermoduls (G’) begleitet. Eine Reduktion des pH-Wertes oder eine
Temperaturerhöhung (~ 6.6, ~ 31 °C) erlaubt auch eine Koagulation bei niedrigerer Hyd-
rolyse von κ-Casein.
Die Aggregierung von Lab-veränderten Micellen in ein Gel kann durch Viskometrie, E-
lektronenmikroskopie und Lichtstreuung beobachtet werden. Viskositätsmessungen zei-
gen dass die Viskosität von eingelabter Milch bis ca. 60 % der visuell beobachteten RCT
konstant bleibt (oder langsam fällt). Die Abnahme der Viskosität wird auf eine Abnahme
des Volumens der Kasein-Micellen auf Grund des Abspaltens des Makropeptids zurück-
geführt. Diese „haarige“ Schicht ist ca. 10 nm dick. Die Abnahme der Micellengröße
kann durch „quasi-elastische“ Lichtstreuungsexperimente nachgewiesen werden.
Es ist allgemein anerkannt, dass nach der anfänglichen Lag-Periode, die Viskosität expo-
nentiell bis zum Eintreten der visuell erkennbaren Koagulation ansteigt (entspricht 100 %
RCT). Der Gelierungsprozess, allgemein als die zweite Phase der Labkoagulation be-
zeichnet, geht über die anfängliche Bildung von Ketten und Klumpen von Micellen und
führt letztendlich zur Bildung eines Netzwerkes von partiell fusionierten Micellen. Wäh-
rend der ersten 60 % der visuell beobachteten RCT, existieren die Micellen als individu-
elle Partikel; die primäre enzymatische Reaktion ist zu ca. 85 % abgeschlossen bei 60 %
der visuellen RCT. Zwischen 60 % und 80 % der RCT beginnen die labveränderten Mi-
cellen stetig zu aggregieren, wobei keine plötzliche Veränderung im Typ oder Ausmaß

der Aggregation zu beobachten ist. Kurzkettige Aggregate (nicht Klumpen) bilden sich
zuerst. Bei 100 % RCT sind die meisten Micellen als kurze Ketten aggregiert, die dann
beginnen das Netzwerk auszubilden. Zu Beginn sind die meisten Micellen über Brücken
verbunden (655 nm lang und 40 nm breit), welche sich nicht berühren. Ein relativ großer
Teil der Oberfläche der beteiligten Micellen ist in dieser Brückenbildung involviert. Das
dazu notwendige Material ist nicht bekannt. Die Micellen selbst könnten dazu beitragen –
was sehr wahrscheinlich ist – jedoch wäre eine umfangreiche Umorganisation der Micel-
len notwendig. Es wird jedoch keine Veränderung in Größe, Oberflächenstruktur oder
dem allgemeinen Erscheinen der Micellen bis 60 % RCT (Lag-Phase) beobachtet. Wenn
also die Umordnung der Micellen eine Voraussetzung für die Aggregation ist, muß dies
in der zweiten Hälfte der RCT erfolgen. Die Verbindung der Lab-veränderten Micellen
findet wahrscheinlich an definierten Stellen an der Oberflächen statt.
Die Aggregation der Lab-veränderten Micellen kann durch die „von-Smoluchowski-
Theorie“ für eine diffusions-kontrollierte Aggregation von hydrophoben Kolloiden be-
schrieben werden, wenn eine genügend große Konzentration von Partikeln – mit der
Möglichkeit zu aggregieren – durch enzymatische Hydrolyse zur Verfügung gestellt wer-
den (z.B. in Kaseinmicellen in welchen mehr als 97 % des κ-Caseins hydrolysiert wur-
de). Die Diffusion dieser Partikel ist geschwindigkeitsbestimmend und wird durch die
zufällige Kollision von Partikeln (renninveränderte Micellen) bestimmt. Die Geschwin-
digkeit der Aggregation stimmt nicht mit einem „branching process model“ zusammen,
da die micellare Funktionalität 1.8 beträgt während eine Funktionalität von größer als 2
für die Netzwerkbildung benötigt wird.
Der gesamte Prozess der Milchkoagulation kann durch drei kombinierte Faktoren be-
schrieben werden (Dalgleish, 1980):
1. Proteolyse von κ-Casein, welche durch die Michaelis-Menten-Kinetik be-
schrieben werden kann
2. Die Notwendigkeit, dass ca. 97 % des κ-Caseins auf einer Mizelle hydro-
lysiert werden müssen, bevor diese Mizelle an der Aggregation teilnehmen
kann

3. Die Aggregation von Paracasein-Mizellen über einen von-Smoluchowski-
Prozess
Die gesamte Koagulationszeit tc ist somit die Summe der enzymatischen Phase und der
Aggregationsphase
−++
−≅+= 1
2
1
1
1ln
00
0
maxmax M
M
CkS
VV
Kttt
erit
s
c
c
maggprotc
aa
(Km und Vmax: Michaelis-Menten Parameter, αc: Ausmaß der κ-Casein-Hydrolyse, S0: ini-
tiale Konzentration an κ-Casein, ks: Geschwindigkeitskonstante für die Aggregation, C0:
Konzentration des Aggregationsmaterials, Mcrit: gewichtetes mittleres Molekulargewicht
bei tc (≈ 10 micellare Einheiten), M0: gewichtetes mittleres Molekulargewicht bei t0)
Darling und vanHooydonk (1981) schlugen ein alternatives Modell für die Lab-
Koagulation vor, wobei sie die Michaelis-Menten-Kinetik mit der von-Smoluchowski-
Aggregations-Kinetik kombinierten. Der Stabilitätsfaktor in der von-Smoluchowski-
Theorie wird als eine Variable betrachtet, die durch die Konzentration von nicht-
hydrolysiertem Oberflächen-κ-Casein bestimmt wird. Die Koagulationszeit tc wird fol-
gendermaßen berechnet
( )( ) ( )
−
⋅−+
−⋅−+==
0
0000
11exp1exp
11
nnk
SCWSC
CS
Vt
cS
mm
m
c
V: Geschwindigkeit der enzymatischen Hydrolyse von κ-Casein, S0: initiale Konzentrati-
on von κ-Casein, Cm: Konstante die durch das Verhältnis von der Stabilität von der Ca-
seinmicellen zur κ-Casein-Konzentration bestimmt ist, W0: initialer Stabilitätsfaktor für
Caseinmicellen, n0: initiale Konzentration von Caseinmicellen, nc: Konzentration der Ca-
seinaggregate bei der beobachteten Dicklegungszeit tc.
Mit diesem theoretischen Modell kann der experimentell beobachtete Einfluß der Protein-
und Enzymkonzentration, sowie Temperatur auf die RCT und das Auftreten der Lag-
Phase, welche 60 % der RCT entspricht, beschrieben werden.
Bei Milch normaler Konzentration sind ca. 90 % der Micellen in die geronnene Milch
inkorporiert bei 100 % der visuellen RCT, hingegen sind bei einem vierfachen Konzent-
rat nur 50 % eingebaut, wenn die gleiche Menge an Lab verwendet wird. Die Micellen,

welche „frei“ sind bei oder nach der RCT können unterschiedlich zu denen reagieren, die
vor der RCT frei sein. Vor der visuellen Koagulation, sind alle Micellen frei im Serum
dispergiert und können zufällig aggregieren. Wenn jedoch einmal die Gelbildung einge-
setzt hat, reagieren die freien Micellen entweder mit der Gelmatrix oder mit anderen frei-
en Micellen. Die Zusammenführung des Gels kann deshalb als ein zweistufiger Prozess
angesehen werden und die Eigenschaften des fertigen Gels können durch das freie Casein
maßgeblich beeinflusst werden. Da diese Mengen insbesondere in konzentrierten Mil-
chen hoch sind, kann damit auch die grobe Struktur des daraus hergestellten Gels erklärt
werden.
Die Geschwindigkeit der Verfestigung des labkoagulierten Gels hat zwei Maxima. Die
Verfestigung wurde ca. 2.5 min nach der visuell ermittelten Gerinnung beobachtet. Die
Geschwindigkeit nimmt bis zu einem Maximum 12 – 15 min nach der Gerinnung zu. In-
nerhalb der nächsten 10 – 15 min nimmt die Geschwindigkeit auf 80 % des Maximalwer-
tes ab, danach bleibt sie konstant oder steigt leicht an während der nächsten 15 min. Im
Anschluß sinkt sie leicht aber konstant wieder ab. Mit einer dynamischen hochempfindli-
chen Viskositätsmessung ist dieser Effekt nicht zu beobachten.
Auf Grund dieser viskosimetrischen Messungen wurde ein zweistufiger Prozeß für die
Gelassemblierung vorgeschlagen: Flokkulierung und Gelbildung.
nKkkkk
PPPEESSEsc →→+→ →←+ − *211,
E: Enzym, S: Substrat, P: Reaktionsprodukt, P*: Paracaseinmicelle mit transformierter
quarternärer Struktur, Pn: geliertes Micellenaggregat;
Die ersten beiden Schritte sind das Michaelis-Menten-Modell für die primäre enzymati-
schen Phase ähnlich dem folgenden Modell
MPEESSEkkk ++→ →←+ −
1, 211
P1: para-κ-Casein, M: Macropeptid
Von Payens und seinen Kollegen (1977) wurde vorgeschlagen, daß die zweite nicht-
enzymatische Phase folgendermaßen dargestellt werden kann:
PiiPks→←1
i: beliebiges aggregierendes Teilchen P1

Die Arbeitsgruppe von Surkov (1982) schlug vor, daß die enzymatisch veränderten Mi-
cellen (Paracasein-Micelle P) eine kooperative Transition eingehen, um dann die klum-
penbildenden Partikel (P*) mit einer Geschwindigkeitskonstante kc und mit Ea = 191 kJ
mol-1 und Q10°C = 16 zu bilden.
Welche Stellen von dem Aggregationsprozeß betroffen sind, ist zurzeit noch nicht be-
kannt. Im Anschluss and die Reduktion des micellaren zeta-Potentials durch die Proteoly-
se von κ-Casein wird die Verbindung der Partikel erleichtert. Die Verbindung zwischen
den Partikeln kann einerseits über Calcium-Brücken und andererseits über hydrophobe
Wechselwirkungen erfolgen. Dies wird durch die ausgeprägte Temperaturabhängigkeit
der zweiten Phase angezeigt. Die Veränderung der Oberflächenhydrophobizität der Ca-
seinmicellen während des Einlabens kann durch die veränderten Bindungseigenschaften
eines Fluorszenzmarkers (8-Anilinonaphthalene-1-sulfonat) gezeigt werden. Die hydro-
phobe aminoterminale Sequenz (Aminosäuren 14 – 24) von αs1-Casein scheint für die
Etablierung der Gelstruktur wichtig zu sein. Es wurde vorgeschlagen, daß die Matrix von
jungem Käsebruch aus einem Netzwerk von αs1-Casein-Molekülen besteht, welches über
hydrophobe Bereiche verlinkt ist, die sich über die ganze Käsestruktur ausdehnen. Die
Erweichung der Textur während der frühen Reifestadien wird auf den Bruch des Netz-
werkes durch die Hydrolyse der Phe23-Phe24-Bindung von αs1-Casein zurückgeführt. Die
Modifikation von Histidyl-, Lysyl- und Arginyl-Resten im κ-Casein inhibiert die zweite
Phase der Labkoagulation, woraus gefolgert werden kann, daß ein positiv geladener
Cluster von para-κ-Casein elektrostatisch mit nicht identifizierten Stellen interagiert. In
nativen Micellen kann diese positive Stelle maskiert sein, oder durch das Makropeptid-
Segment von κ-Casein abgedeckt sein. Diese Stelle wird aber exponiert und reaktiv,
wenn das Peptid freigesetzt wird.
Im Anschluss an die RCT manifestiert sich das Netzwerk. Die Stränge des Netzwerkes,
welche mehr oder weniger parallel liegen haben eine Stärke von ca. 5 Micellen und sind
ca. den 10-fachen Durchmessers eine Micelle voneinander entfernt. Die Brücken zwi-
schen den Micellen kontrahieren langsam, wodurch die Micellen in einen Kontakt ge-
zwungen werden und dadurch partiell fusionieren. Das Schicksal des brückenbildenden
Materials nach der Micellenfusion konnte noch nicht geklärt werden. Es scheint aber, daß

dieses Verschwinden für das zweite Maximum der Verfestigungsgeschwindigkeitskurve
und für die Ausflockung und gelbildenden Stadien im Gelassemblierungsprozess verant-
wortlich ist.
Normalerweise steigt die enzymatische Reaktionsgeschwindigkeit linear mit der Enzym-
konzentration innerhalb gewisser Grenzen an. Im Falle der Labkoagulation ist die RCT
indirekt proportional zur Enzymkonzentration und kann durch folgende Formel beschrie-
ben werden.
kEt =c
E: Enzymkonzentration, tc: RCT
Diese Gleichung setzt voraus, daß die visuell beobachtete Koagulation nur von dem en-
zymatischen Prozess abhängt. Wenn die Dauer der zweiten nicht-enzymatischen Phase
miteinbezogen wird, verändert sich die Gleichung folgendermaßen:
( ) kxtE c =−
x: Dauer der Koagulation der enzymatisch veränderten Caseinmicellen, tc – x: Dauer der
enzymatischen Phase.
Die Umformung der Gleichung ergibt eine zweckmäßigere Form
( ) xEktc += /1
Diese Gleichung ist innerhalb eines bestimmten Bereiches von Labkonzentrationen und
bei bestimmten Temperaturen und pH-Werten gültig. Es existiert eine gute lineare Bezie-
hung zwischen der Gerinnungszeit und der inversen Enzymkonzentration.
Diese Koagulationsgleichung kann als eine verfeinerte Version von einfacheren Glei-
chungen angesehen werden und kann auch in erster Näherung auf diese Reduziert wer-
den. Die Labkoagulationszeit (tc) kann auch folgendermaßen ausgedrückt werden:
max
2
Vkt
s
c ≈
ks: diffusionskontrollierte Koagulation entsprechend der Smoluchowski Theorie (nicht-
enzymatische Phase), ist proportional der Konzentration von reaktiven (koagulierbaren)
Partikeln (proteolysierte Micellen) und infolgedessen der Enzymkonzentration, Vmax: ma-

ximale Geschwindigkeit in der Michaelis-Menten-Kinetik (enzymatische Phase) ist pro-
portional der Enzymkonzentration, c: Konstante von Versuchsbedingungen abhängig.
Faktoren, die die nicht-enzymatische Phase der Labkoa-
gulation beeinflussen
Die Koagulation von eingelabten Micellen ist temperaturabhängig (Q10 ≈ 16) und Kuh-
milch koaguliert nicht unter 18 °C, es sei denn, daß die Ca2+-Konzentration angehoben
wird. Der merkliche Unterschied zwischen der Temperaturabhängigkeit der enzymati-
schen und nicht-enzymatischen Phase der Labkoagulation wurde im Detail untersucht.
Die sehr ausgeprägte Temperaturabhängigkeit der Labkoagulation ist ein Hinweis darauf,
daß die hydrophoben Wechselwirkungen wichtig sind.
Die Koagulation von Lab-veränderten Micellen hängt von einer kritischen Ca2+-
Konzentration ab, welches über ein Cross-linking der veränderten Micellen wirkt – mög-
licherweise über Serin-Phosphat-Reste oder einfach durch Ladungsneutralisation. Kolloi-
dales Calciumphosphat ist ebenfalls für die Koagulation notwendig, kann aber durch er-
höhte Konzentrationen and Ca2+ ausgeglichen werden. Eine partielle enzymatische
Dephosphorylierung des Caseins, wodurch die micellare Ladung reduziert wird, reduziert
auch die Fähigkeit zu koagulieren; eine Wechselwirkung von Caseinmicellen mit ver-
schiedenen kationischen Spezies prädisponiert diese zur Koagulation durch Lab; dies
kann aber auch zu einer Koagulation ohne Enzymeinwirkung führen. Die chemische Mo-
difikation von Histidin-, Lysin- oder Arginin-Resten inhibiert die Koagulation, wahr-
scheinlich durch eine Reduktion der positiven micellaren Ladung.
Die augenscheinliche Wichtigkeit der micellaren Ladung bei der Koagulation von Lab-
veränderten Micellen weist auch darauf hin, daß der pH-Wert einen wichtigen Einfluss
auf die zweite Phase der Koagulation hat. Eine Reduktion des pH-Wertes im Bereich 6.6
– 6.0 ist begleitet von einem Anstieg der Geschwindigkeiten der enzymatischen und ko-
agulierenden Reaktionen, einer Reduktion der Gelierzeit (Beginn der Gelbildung) und
dem Grad der κ-Caseinhydrolyse der notwendig ist, damit die Gelbildung einsetzt (z.B.
von ≈ 97 % bis ≈ 80 % des gesamten κ-Caseins), und dem Anstieg der Verfestigungsge-
schwindigkeit und der Festigkeit nach einer bestimmten Einlabungszeit.

Die Geschwindigkeit der Verfestigung von eingelabten Milchgelen wird durch den Typ
des Labs beeinflusst, insbesondere, wenn die vorliegenden Bedingungen nicht optimal
sind (hoher pH-Wert, niedriges Ca2+)
Die Hitzebehandlung von Milch unter Bedingungen unter denen das β-Lactoglobulin de-
naturiert wird und die Wechselwirkung mit κ-Casein über die Sulfhydryl-Disulfide er-
höht wird, beeinflusst die Gelbildung erheblich. Vermutlich wird die Aggregation und
damit Netzwerkbildung dadurch verhindert, daß sich denaturiertes β-Lactoglobulin an die
Oberfläche der Caseinmicellen anlagert. Dies kann elektronenmikroskopisch beobachtet
werden.
Messung der Koagulationseigenschaften von Lab
Die Labgelierung von Milch unter ruhigen Bedingungen verursacht die Umwandlung von
Milch aus einer kolloidalen Dispersion von stabilen Micellen in ein Netzwerk (Gel) von
aggregierten Paracasein-Micellen, welche eine kontinuierliche Phase ausbilden und die
Feuchtigkeit und Fettkügelchen in den Poren einschließt. Das Gel wird elastischer und
fester mit der Zeit. Die Transformation ist auch begleitet von einer Reihe von physico-
chemischen Veränderungen inklusive der Hydrolyse von κ-Casein mit einem begleiten-
den Anstieg der Konzentration von Glycomacropeptid; Aggregation von sensibilisierten
Paracasein-Micellen; Anstieg der Viskosität und Elastizität; Reduktion des Verhältnisses

von viskosem zum elastischen Charakter der Milch. Solche Veränderungen können auch
physikalische Eigenschaften der Milch wie die Lichtreflexion und thermische Leitfähig-
keit betreffen.
Es wurde eine Reihe von Methoden zur Messung der Labkoagulation entwickelt, die die
angesprochenen Veränderungen detektieren können. Durch die kommerzielle Bedeutung
der Gelbildung in Milch als ein Weg das Milchfett und Casein in Form von geronnener
Milch zu gewinnen, wird meistens die Gelbildung gemessen (kombinierte erste und zwei-
te Phase). Einige Methoden zeichnen auch die Hydrolyse von κ-Casein auf. Einige Beg-
riffe oder Deskriptoren werden verwendet, um die Koagulation der Milch zu beschreiben:
Aggregation: Die Verbindung von Partikeln (Micellen) durch unterschiedliche Typen
von elektrostatischen und hydrophoben Bindungen. Die Aggregate sind elektronenmikro-
skopisch zu sehen.
Koagulation oder Flockung: Die Kollision und Verbindung von Aggregaten, besonders
in bewegten Bedingungen, zur Bildung von sichtbaren Flocken
Gelierung: Die Aggregation von Partikeln (Micellen oder Aggregate von Micellen) zur
Bildung von partikulären Fasern wobei sich die Partikel zum Teil gegenseitig Berühren
und schlussendlich ein Netzwerk ausbilden
Elastizität: Die Fähigkeit eines Gels sich sofort in die ursprüngliche Form und Dimensi-
on zu regenerieren nachdem die angewandte Spannung nachlässt. Viskoelastische Mate-
rialien – wie labkoagulierte Milch – sind elastisch bei kleinen Spannungen. In diesem Be-
reich – lineare viskoelastische Spannungs-Dehnungsregion – ist die Dehnung der ange-
setzten Spannung direkt proportional und das Material erlangt die ursprünglichen Dimen-
sionen sofort wieder, wenn die Spannung nachlässt.
Viskosität: Die physikalischen Eigenschaft eines Gels welche durch das Verhältnis von
Spannungs- und Dehnunggeschwindigkeit gegeben ist
Stabilität, Stärke und Zugspannung des Gels: Die Spannung, die benötigt wird um ei-
ne gewisse Dehnung oder Deformation zu erreichen.


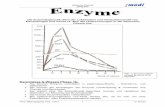









![CWS MediLine. Klinisch sauber. · [ 3 ] CWS MediLine. Klinisch sauber. Ob in medizinischen Einrichtungen, Pflegeheimen oder der Lebensmittelverarbeitung – überall wo Hygiene am](https://static.fdokument.com/doc/165x107/5e60f8f97c5b8d74eb18acaa/cws-mediline-klinisch-3-cws-mediline-klinisch-sauber-ob-in-medizinischen.jpg)