Erfahrungen mit der Anwendung technischer ... · (z.B. Excel, Access) ... Zusatzprogramme kann...
16
Erfahrungen mit der Anwendung technischer Betriebsinformationssysteme Dr.-Ing. M. Stoll Dr.-Ing. H. Steinhaus Steinhaus Informationssysteme GmbH Dipl.-Ing. M. Wetzel Abfallverwertung Augsburg GmbH Dipl.-Ing. R. Hüsemann BEB Erdgas- und Erdöl GmbH Dr.-Ing. W. Zerreßen VSE AG (Kraftwerk Ensdorf) Sonderdruck zur Fachtagung "Erfolgsfaktor Betriebsmanagement" der VDI-Gesellschaft Energietechnik am 25./26. Mai 2000, München
Transcript of Erfahrungen mit der Anwendung technischer ... · (z.B. Excel, Access) ... Zusatzprogramme kann...
EErrffaahhrruunnggeenn mmiitt ddeerrAAnnwweenndduunngg tteecchhnniisscchheerr
BBeettrriieebbssiinnffoorrmmaattiioonnssssyysstteemmee
Dr.-Ing. M. StollDr.-Ing. H. Steinhaus
Steinhaus Informationssysteme GmbH
Dipl.-Ing. M. WetzelAbfallverwertung Augsburg GmbH
Dipl.-Ing. R. HüsemannBEB Erdgas- und Erdöl GmbH
Dr.-Ing. W. ZerreßenVSE AG (Kraftwerk Ensdorf)
Sonderdruck zur Fachtagung"Erfolgsfaktor Betriebsmanagement"der VDI-Gesellschaft Energietechnik
am 25./26. Mai 2000, München
2
Erfahrungen mit der Anwendung technischer Betriebsinformations-systeme
Dr.-Ing. M. Stoll, Dr.-Ing. H. Steinhaus, Steinhaus Informationssysteme GmbH,Dipl.-Ing. M. Wetzel, Abfallverwertung Augsburg GmbH, Dipl.-Ing. R. Hüsemann,BEB Erdgas- und Erdöl GmbH (Erdgasaufbereitungsanlage Großenkneten), Dr.-Ing.W. Zerreßen, VSE AG (Kraftwerk Ensdorf)
Der Beitrag stellt im ersten Teil den grundsätzlichen Aufbau eines technischen Be-triebsinformationssystems und dessen Aufgaben dar. Welche Möglichkeiten undStrategien auf Basis von konsisten und genauen Prozessdaten zur Optimierung desBetriebes und der Instandhaltung verfahrenstechnischer Anlagen bestehen, zeigt derzweite Teil. Die Ansätze reichen hier von der Optimierung der eigentlichen Verfah-renstechnik, über die Optimierung von Betriebsabläufen (z.B. Anfahrvorgänge) bishin zur Schaffung einer verläßlichen Datenbasis für eine zustandsorientierte Instand-haltung. Im dritten Teil werden anhand von drei Unternehmen aus der Energie- undEntsorgungswirtschaft Beispiele für die Anwendung eines technischen Betriebsin-formationssystems zur Realisierung von Optimierungspotentialen im Betrieb und inder Instandhaltung von verfahrenstechnischen Anlagen aufgezeigt.
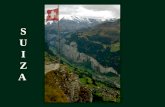
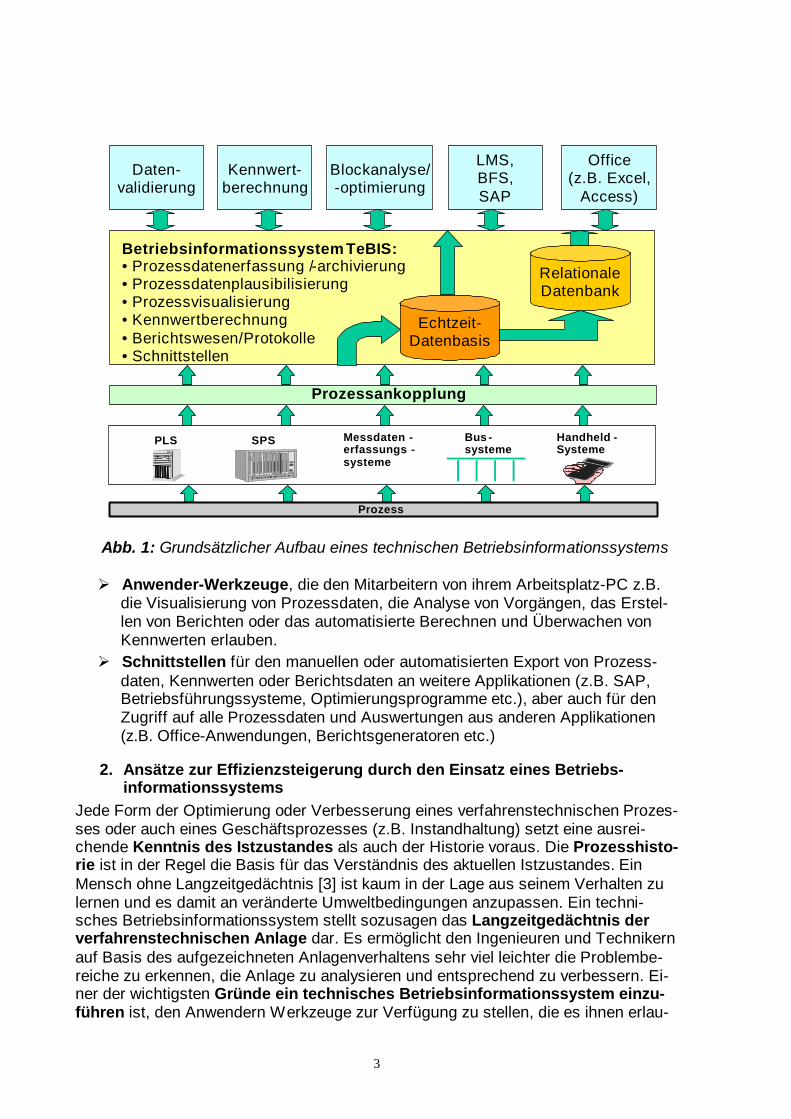
1. Grundsätzlicher Aufbau eines technischen BetriebsinformationssystemsIn zahlreichen Unternehmen der öffentlichen und industriellen Energie- und Entsor-gungswirtschaft werden mit unterschiedlichen Leitsystemen, Steuerungen und son-stigen Rechnersystemen (z.B. Zählerdatenerfassung, Emissionsrechner, Waagensy-steme etc.) Prozessdaten erfasst. Die Erfassung, Aufbereitung, Archivierung undAuswertung von Prozessdaten stellen die Grundlage zur Realisierung von Optimie-rungspotentialen im Betrieb und in der Instandhaltung verfahrenstechnischer Anla-gen dar und sind damit ein zentraler Baustein eines erfolgreichen Betriebsmanage-mentes [1].Abb. 1 zeigt den grundsätzlichen Aufbau eines technischen Betriebsinformationssy-stems mit den wesentlichen Komponenten. Als synonyme Bezeichnung solcherEDV-Systeme für vergleichbare Aufgabenstellungen werden in der Literatur u.a.auch die Begriffe Prozessdatenmanagementsystem (PDMS), Prozessinformations-managementsystem (PIMS) oder Prozessinformationssystem verwendet.Zentrale Bausteine eines modularen und leistungsfähigen Betriebsinformationssy-stems sind:Ø Module zur Prozessankopplung. Sie dienen der Erfassung der Prozessda-
ten aus den im Unternehmen vorhandenen Prozessleitsystemen, Steuerun-gen, Bussystemen, Handheldsystemen oder sonstigen Datenerfassungssy-stemen.
Ø Ein oder mehrere Datenserver, auf denen die erfassten Prozessdaten in einerEchtzeitdatenbasis über lange Zeiträume mit leistungsfähigen Kompressi-onsverfahren archiviert werden können. Um auch bei großen Datenmengenschnelle Zugriffszeiten zu gewährleisten, werden hier typischerweise proprietä-re Datenarchivierungssysteme eingesetzt. Dagegen werden zur Verwaltungvon erstellten Auswertungen, Kennwertberechnungen oder Berichten in derRegel relationale Datenbankmanagementsysteme (z.B. Oracle, SQL-Server,Ingres etc.) eingesetzt.
3
Prozess
PLS SPS Messdaten - erfassungs - systeme
Handheld - Systeme
Bus - systeme
Betriebsinformationssystem TeBIS : • Prozessdatenerfassung / - archivierung • Prozessdatenplausibilisierung • Prozessvisualisierung • Kennwertberechnung • Berichtswesen/Protokolle • Schnittstellen
Echtzeit - Datenbasis
Prozessankopplung
Relationale Datenbank
Daten - validierung
Kennwert - berechnung
Blockanalyse/ - optimierung
LMS, BFS, SAP
Office (z.B. Excel,
Access)
Abb. 1: Grundsätzlicher Aufbau eines technischen Betriebsinformationssystems
Ø Anwender-Werkzeuge, die den Mitarbeitern von ihrem Arbeitsplatz-PC z.B.die Visualisierung von Prozessdaten, die Analyse von Vorgängen, das Erstel-len von Berichten oder das automatisierte Berechnen und Überwachen vonKennwerten erlauben.
Ø Schnittstellen für den manuellen oder automatisierten Export von Prozess-daten, Kennwerten oder Berichtsdaten an weitere Applikationen (z.B. SAP,Betriebsführungssysteme, Optimierungsprogramme etc.), aber auch für denZugriff auf alle Prozessdaten und Auswertungen aus anderen Applikationen(z.B. Office-Anwendungen, Berichtsgeneratoren etc.)
2. Ansätze zur Effizienzsteigerung durch den Einsatz eines Betriebs-informationssystems
Jede Form der Optimierung oder Verbesserung eines verfahrenstechnischen Prozes-ses oder auch eines Geschäftsprozesses (z.B. Instandhaltung) setzt eine ausrei-chende Kenntnis des Istzustandes als auch der Historie voraus. Die Prozesshisto-rie ist in der Regel die Basis für das Verständnis des aktuellen Istzustandes. EinMensch ohne Langzeitgedächtnis [3] ist kaum in der Lage aus seinem Verhalten zulernen und es damit an veränderte Umweltbedingungen anzupassen. Ein techni-sches Betriebsinformationssystem stellt sozusagen das Langzeitgedächtnis derverfahrenstechnischen Anlage dar. Es ermöglicht den Ingenieuren und Technikernauf Basis des aufgezeichneten Anlagenverhaltens sehr viel leichter die Problembe-reiche zu erkennen, die Anlage zu analysieren und entsprechend zu verbessern. Ei-ner der wichtigsten Gründe ein technisches Betriebsinformationssystem einzu-führen ist, den Anwendern Werkzeuge zur Verfügung zu stellen, die es ihnen erlau-
4
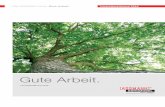
SEK = Kosten / JahrMWh / Jahr
Errichtungs-kosten:•Finanzierungs -
konzept• Investment-
kosten•Versicherungen•Steuern•Infrastruktur-
kosten•etc.
Fixe Betriebskosten:•Personal•Verwaltung•Grundwartung•etc.
Variable Betriebs-kosten:• Brennstoffkosten• Hilfsstoffkosten• Wartungskosten• Ausfallkosten• etc.
Effizienz derMitarbeiter
Effizienz derAnlage
Verfügbarkeit derAnlage
Prozessinfor -mationssystem
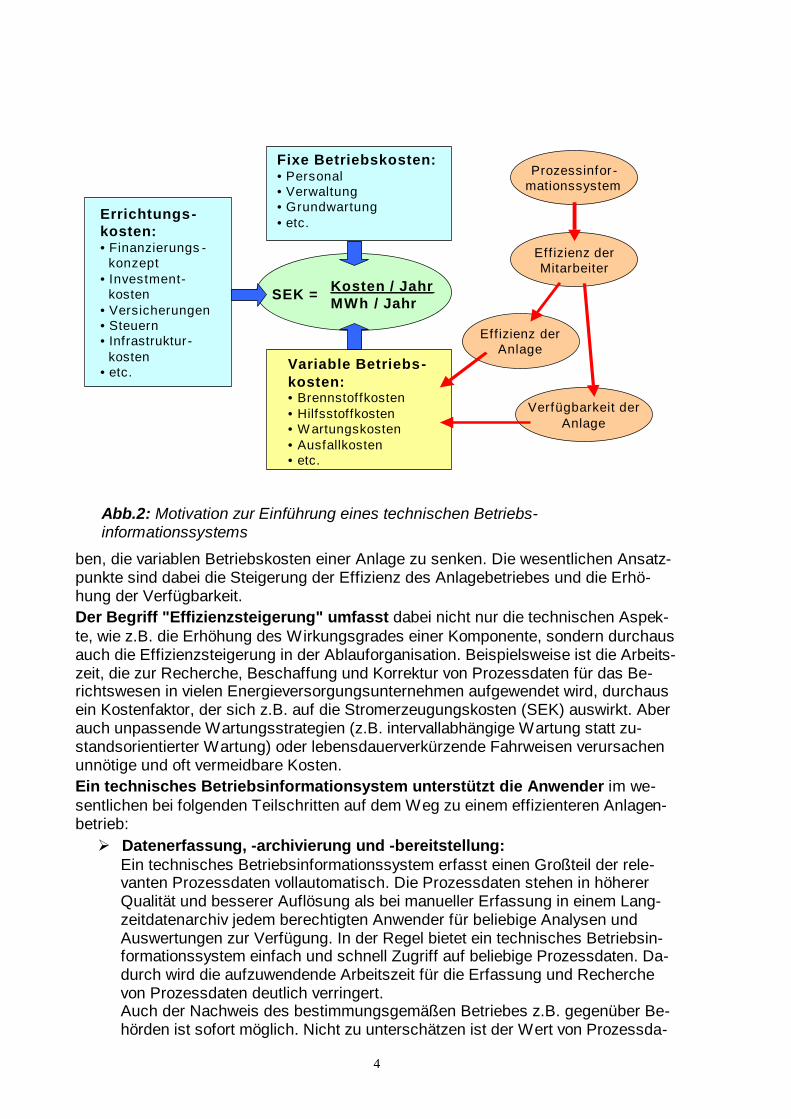
Abb.2: Motivation zur Einführung eines technischen Betriebs-informationssystems
ben, die variablen Betriebskosten einer Anlage zu senken. Die wesentlichen Ansatz-punkte sind dabei die Steigerung der Effizienz des Anlagebetriebes und die Erhö-hung der Verfügbarkeit.Der Begriff "Effizienzsteigerung" umfasst dabei nicht nur die technischen Aspek-te, wie z.B. die Erhöhung des Wirkungsgrades einer Komponente, sondern durchausauch die Effizienzsteigerung in der Ablauforganisation. Beispielsweise ist die Arbeits-zeit, die zur Recherche, Beschaffung und Korrektur von Prozessdaten für das Be-richtswesen in vielen Energieversorgungsunternehmen aufgewendet wird, durchausein Kostenfaktor, der sich z.B. auf die Stromerzeugungskosten (SEK) auswirkt. Aberauch unpassende Wartungsstrategien (z.B. intervallabhängige Wartung statt zu-standsorientierter Wartung) oder lebensdauerverkürzende Fahrweisen verursachenunnötige und oft vermeidbare Kosten.Ein technisches Betriebsinformationsystem unterstützt die Anwender im we-sentlichen bei folgenden Teilschritten auf dem Weg zu einem effizienteren Anlagen-betrieb:Ø Datenerfassung, -archivierung und -bereitstellung:
Ein technisches Betriebsinformationssystem erfasst einen Großteil der rele-vanten Prozessdaten vollautomatisch. Die Prozessdaten stehen in höhererQualität und besserer Auflösung als bei manueller Erfassung in einem Lang-zeitdatenarchiv jedem berechtigten Anwender für beliebige Analysen undAuswertungen zur Verfügung. In der Regel bietet ein technisches Betriebsin-formationssystem einfach und schnell Zugriff auf beliebige Prozessdaten. Da-durch wird die aufzuwendende Arbeitszeit für die Erfassung und Recherchevon Prozessdaten deutlich verringert.Auch der Nachweis des bestimmungsgemäßen Betriebes z.B. gegenüber Be-hörden ist sofort möglich. Nicht zu unterschätzen ist der Wert von Prozessda-
5
ten bei der Führung des Nachweises, ob die vom Lieferanten zugesagten Ga-rantiewerte eingehalten werden. Die erfassten Prozessdaten lassen sich nacheiner Plausibilisierung, Verdichtung oder Umrechnung auch direkt an weitereApplikationen (z.B. Betriebsstunden und Schaltspiele für ein Betriebsführungs-system, Mittelwerte von Prozessdaten für ein Blockoptimierungssystem etc.)automatisiert weiterleiten.
Ø Prozessvisualisierung und -überwachung:Jeder verfahrenstechnische Prozess neigt dazu, sich aufgrund von Alterung,Verschleiss, Störeinflüssen etc. von seinem Bestpunkt weg zu bewegen. Diesein der Regel schleichenden Veränderungen sind selten sofort offensichtlich,haben aber oft schon zu einem frühen Zeitpunkt Auswirkungen auf die Effizi-enz oder die Verfügbarkeit der Anlage. Mit einem technischen Betriebsinfor-mationssystem können Kennzahlen und Gütewerte berechnet und vollautoma-tisch auf Veränderungen überwacht werden.Die Möglichkeit der Visualisierung dieser Kennwerte, sowohl für den Fahrbe-trieb als auch für die zuständigen Betriebsingenieure, bieten frühzeitig eine zu-verlässige Datenbasis für Entscheidungen. Damit ist der Aufbau eines quali-tätsorientierten Prozessüberwachungssystems möglich, indem Veränderungenim Prozess sofort mit entsprechenden Folgekosten in Relation gesetzt werdenkönnen. Dies ermöglicht eine Bewertung der Wirtschaftlichkeit von verschie-denen Entscheidungsoptionen.
Ø Prozessanalyse und -optimierung:Immer wieder auftretende Störungen in einer verfahrenstechnischen Anlagesind i.d.R. der Anlass, über eine Optimierung des Prozesses durch leittechni-sche, verfahrenstechnische oder sonstige Maßnahmen nach zu denken. Dastechnische Betriebsinformationssystem liefert dabei die für die Analyse derProzesshistorie notwendigen Prozessdaten. Einfach zu handhabende Werk-zeuge zur Auswahl und Darstellung von Prozessdaten erlauben eine schnelleund zielgerichtete Rekonstruktion der Vorgänge.Das Betriebsinformationsssystem ermöglicht durch entsprechende Filter dieSuche nach ähnlichen Störfällen. Der graphische Vergleich dieser Ereignisseerlaubt ein schnelles Erkennen von Ursachen und Wirkungen einer Störung.Die Prozessdaten können dann beispielsweise für Simulations- oder Optimie-rungsprogramme verwendet werden, um neue verfahrens- oder leittechnischeLösungen auf Basis von echten Prozessdaten zu untersuchen.
Ø Datenaufbereitung und Berichtswesen:Die Aufbereitung von Prozessdaten zu Kenngrößen, Protokollen und Berichtensind gekennzeichnet durch häufig wiederkehrende Berechnungen und Tätig-keiten. Diese Tätigkeiten und Berechnungen lassen sich durch ein Betriebsin-formationssystem in einem hohen Maße automatisieren. Die als Rohdaten auf-gezeichneten Prozessdaten müssen in der Regel auf Plausibilität geprüft wer-den, bei Ausfall einzelner Prozesswerte sind Ersatzwerte vorzugeben, durchZusatzprogramme kann vollautomatisch eine Datenvalidierung, d.h. eine Feh-lerausgleichsrechnung, durchgeführt werden, die berechneten Kenngrößensind in präsentationsfähigen Berichten darzustellen. Bei allen diesen Schrittenbietet ein modernes Betriebsinformationssysteme Werkzeuge zur Automatisie-rung dieser Vorgänge, so dass die Anwender sich auf die Erstellung sinnvollerAuswertungen und die Kontrolle der Ergebnisse konzentrieren können.
6
3. Anwendungsbeispiele aus der Energie- und Entsorgungswirtschaft
3.1 Einsatz von TeBIS in der Abfallverwertung Augsburg GmbH
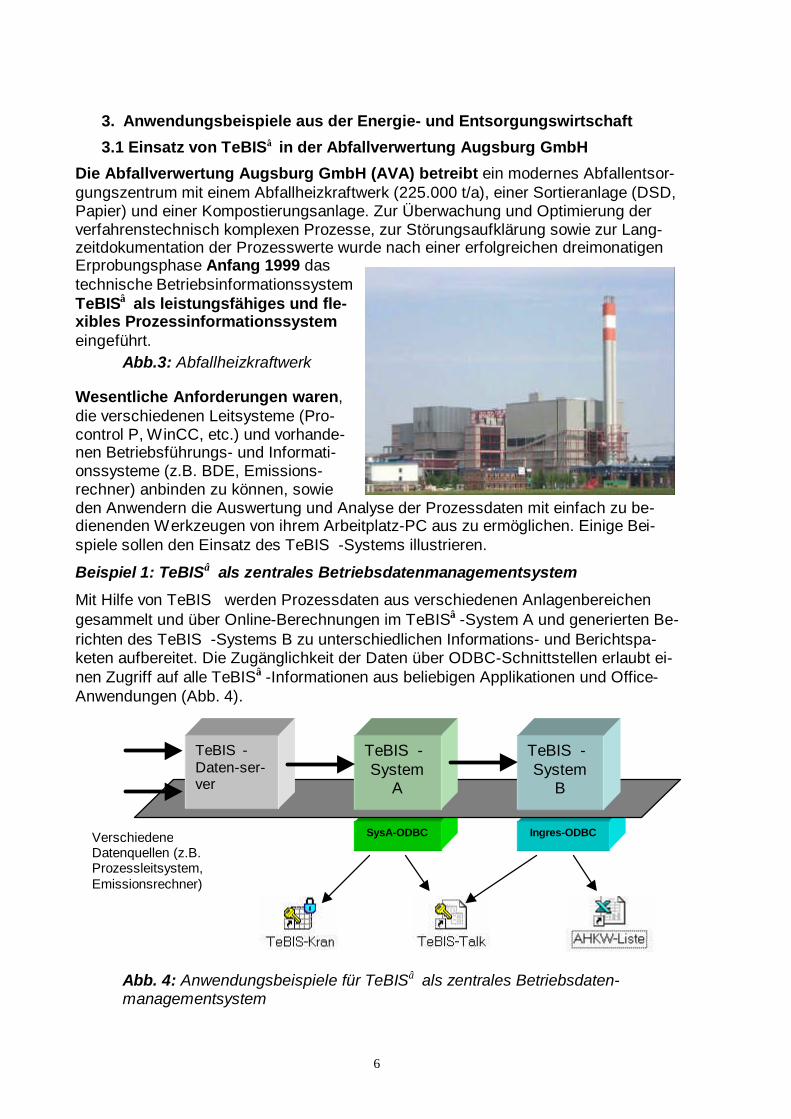
Die Abfallverwertung Augsburg GmbH (AVA) betreibt ein modernes Abfallentsor-gungszentrum mit einem Abfallheizkraftwerk (225.000 t/a), einer Sortieranlage (DSD,Papier) und einer Kompostierungsanlage. Zur Überwachung und Optimierung derverfahrenstechnisch komplexen Prozesse, zur Störungsaufklärung sowie zur Lang-zeitdokumentation der Prozesswerte wurde nach einer erfolgreichen dreimonatigenErprobungsphase Anfang 1999 dastechnische BetriebsinformationssystemTeBIS als leistungsfähiges und fle-xibles Prozessinformationssystemeingeführt.
Abb.3: Abfallheizkraftwerk
Wesentliche Anforderungen waren,die verschiedenen Leitsysteme (Pro-control P, WinCC, etc.) und vorhande-nen Betriebsführungs- und Informati-onssysteme (z.B. BDE, Emissions-rechner) anbinden zu können, sowieden Anwendern die Auswertung und Analyse der Prozessdaten mit einfach zu be-dienenden Werkzeugen von ihrem Arbeitplatz-PC aus zu ermöglichen. Einige Bei-spiele sollen den Einsatz des TeBIS -Systems illustrieren.
Beispiel 1: TeBIS als zentrales Betriebsdatenmanagementsystem
Mit Hilfe von TeBIS werden Prozessdaten aus verschiedenen Anlagenbereichengesammelt und über Online-Berechnungen im TeBIS -System A und generierten Be-richten des TeBIS -Systems B zu unterschiedlichen Informations- und Berichtspa-keten aufbereitet. Die Zugänglichkeit der Daten über ODBC-Schnittstellen erlaubt ei-nen Zugriff auf alle TeBIS -Informationen aus beliebigen Applikationen und Office-Anwendungen (Abb. 4).
Abb. 4: Anwendungsbeispiele für TeBIS als zentrales Betriebsdaten-managementsystem
VerschiedeneDatenquellen (z.B.Prozessleitsystem,Emissionsrechner)
SysA-ODBC Ingres-ODBC
TeBIS -System
A
TeBIS -System
B
TeBIS-Daten-ser-ver
7
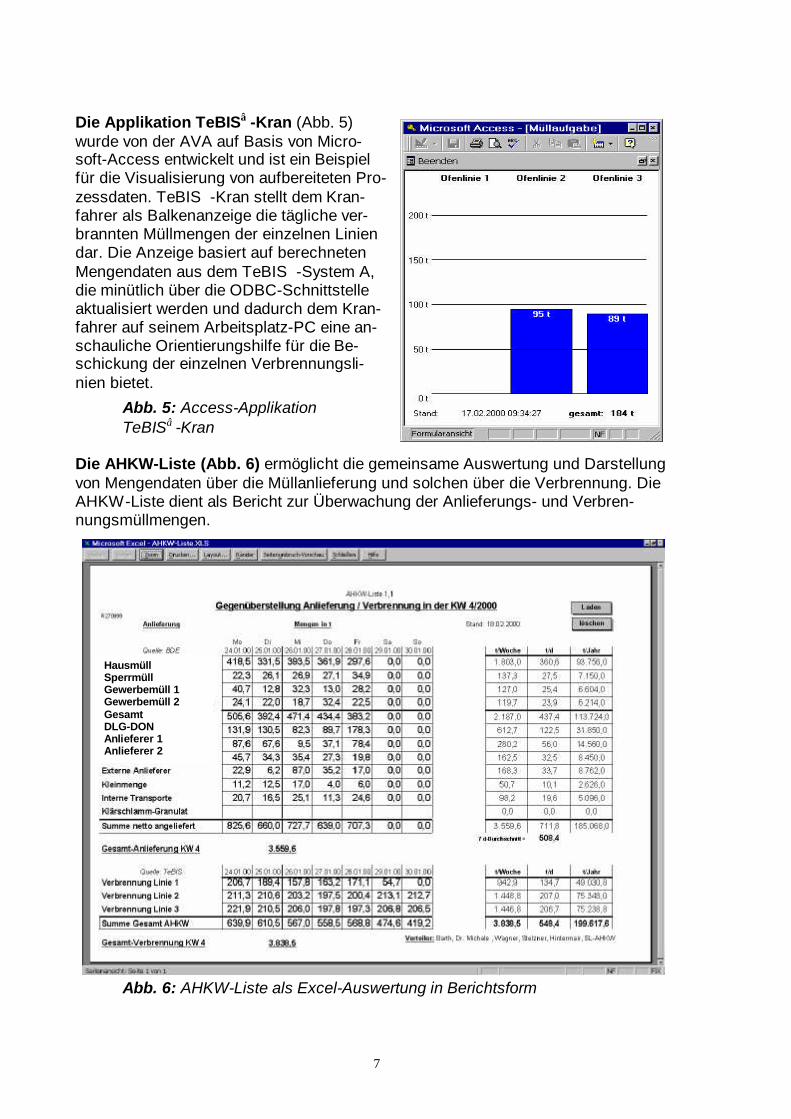
Die Applikation TeBIS -Kran (Abb. 5)wurde von der AVA auf Basis von Micro-soft-Access entwickelt und ist ein Beispielfür die Visualisierung von aufbereiteten Pro-zessdaten. TeBIS -Kran stellt dem Kran-fahrer als Balkenanzeige die tägliche ver-brannten Müllmengen der einzelnen Liniendar. Die Anzeige basiert auf berechnetenMengendaten aus dem TeBIS -System A,die minütlich über die ODBC-Schnittstelleaktualisiert werden und dadurch dem Kran-fahrer auf seinem Arbeitsplatz-PC eine an-schauliche Orientierungshilfe für die Be-schickung der einzelnen Verbrennungsli-nien bietet.
Abb. 5: Access-ApplikationTeBIS -Kran
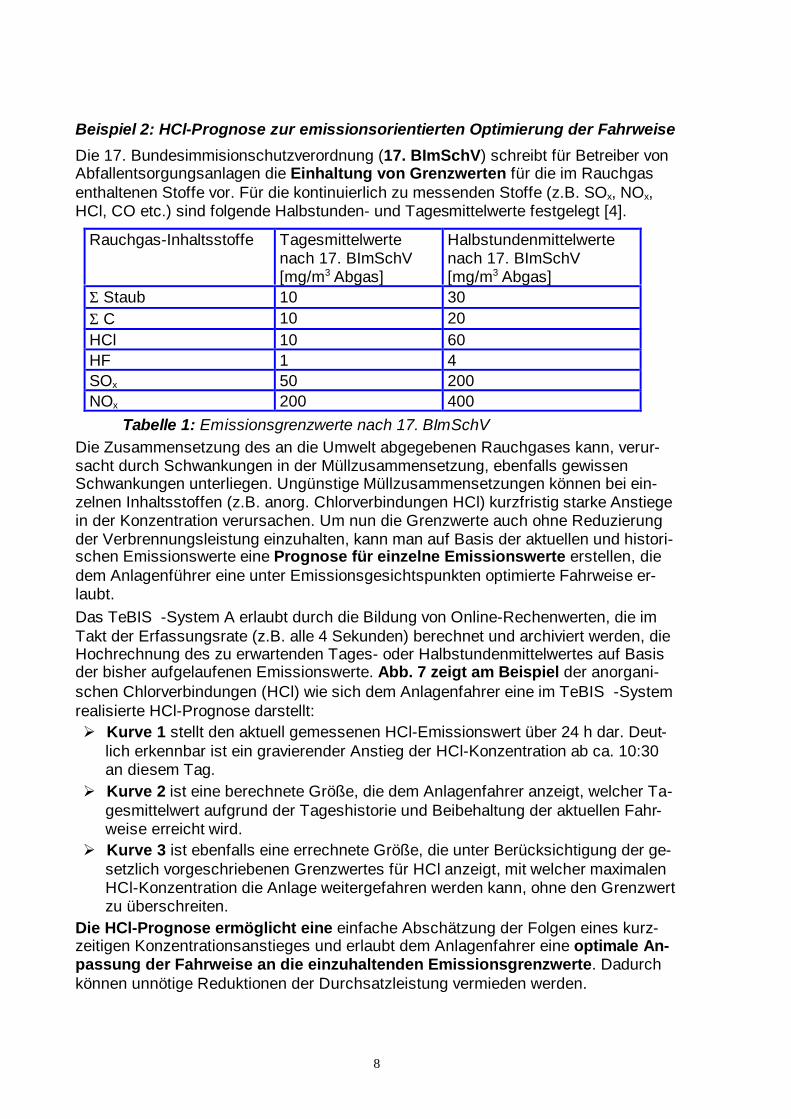
Die AHKW-Liste (Abb. 6) ermöglicht die gemeinsame Auswertung und Darstellungvon Mengendaten über die Müllanlieferung und solchen über die Verbrennung. DieAHKW-Liste dient als Bericht zur Überwachung der Anlieferungs- und Verbren-nungsmüllmengen.
Abb. 6: AHKW-Liste als Excel-Auswertung in Berichtsform
HausmüllSperrmüllGewerbemüll 1Gewerbemüll 2GesamtDLG-DONAnlieferer 1Anlieferer 2
8
Beispiel 2: HCl-Prognose zur emissionsorientierten Optimierung der Fahrweise
Die 17. Bundesimmisionschutzverordnung (17. BImSchV) schreibt für Betreiber vonAbfallentsorgungsanlagen die Einhaltung von Grenzwerten für die im Rauchgasenthaltenen Stoffe vor. Für die kontinuierlich zu messenden Stoffe (z.B. SOx, NOx,HCl, CO etc.) sind folgende Halbstunden- und Tagesmittelwerte festgelegt [4].
Rauchgas-Inhaltsstoffe Tagesmittelwertenach 17. BImSchV[mg/m3 Abgas]
Halbstundenmittelwertenach 17. BImSchV[mg/m3 Abgas]
Σ Staub 10 30Σ C 10 20HCl 10 60HF 1 4SOx 50 200NOx 200 400
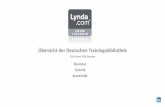
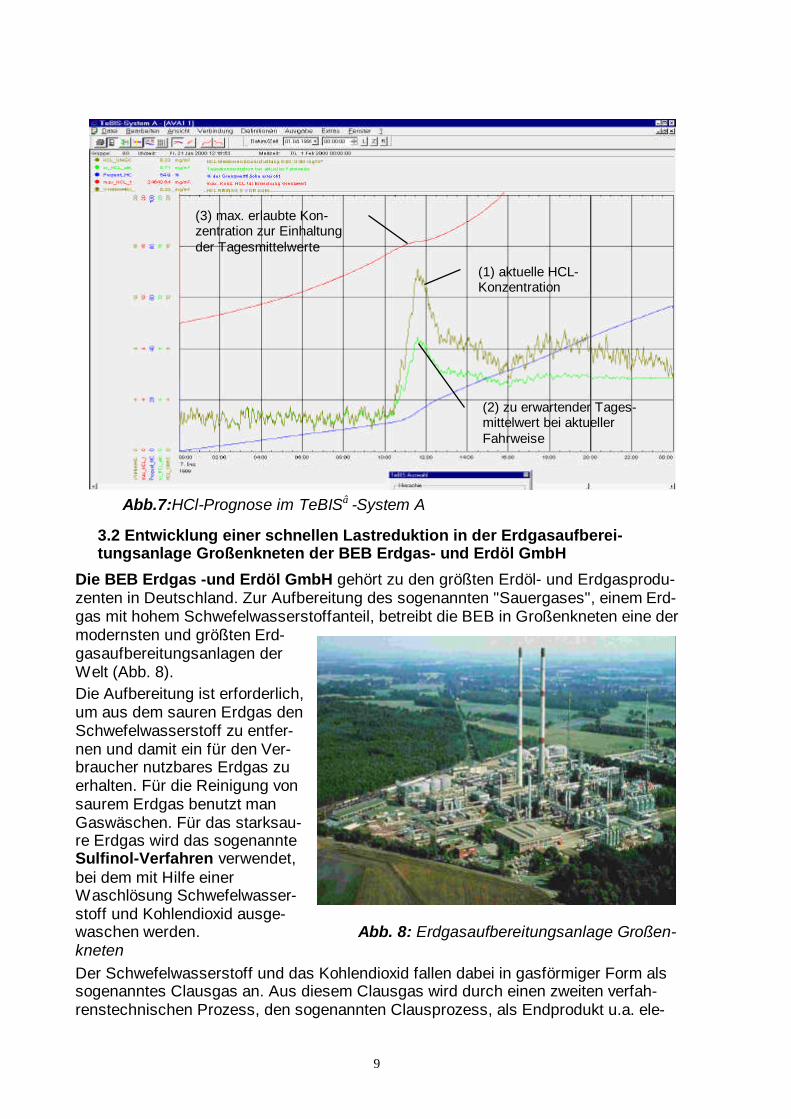
Tabelle 1: Emissionsgrenzwerte nach 17. BImSchVDie Zusammensetzung des an die Umwelt abgegebenen Rauchgases kann, verur-sacht durch Schwankungen in der Müllzusammensetzung, ebenfalls gewissenSchwankungen unterliegen. Ungünstige Müllzusammensetzungen können bei ein-zelnen Inhaltsstoffen (z.B. anorg. Chlorverbindungen HCl) kurzfristig starke Anstiegein der Konzentration verursachen. Um nun die Grenzwerte auch ohne Reduzierungder Verbrennungsleistung einzuhalten, kann man auf Basis der aktuellen und histori-schen Emissionswerte eine Prognose für einzelne Emissionswerte erstellen, diedem Anlagenführer eine unter Emissionsgesichtspunkten optimierte Fahrweise er-laubt.Das TeBIS -System A erlaubt durch die Bildung von Online-Rechenwerten, die imTakt der Erfassungsrate (z.B. alle 4 Sekunden) berechnet und archiviert werden, dieHochrechnung des zu erwartenden Tages- oder Halbstundenmittelwertes auf Basisder bisher aufgelaufenen Emissionswerte. Abb. 7 zeigt am Beispiel der anorgani-schen Chlorverbindungen (HCl) wie sich dem Anlagenfahrer eine im TeBIS -Systemrealisierte HCl-Prognose darstellt:Ø Kurve 1 stellt den aktuell gemessenen HCl-Emissionswert über 24 h dar. Deut-
lich erkennbar ist ein gravierender Anstieg der HCl-Konzentration ab ca. 10:30an diesem Tag.
Ø Kurve 2 ist eine berechnete Größe, die dem Anlagenfahrer anzeigt, welcher Ta-gesmittelwert aufgrund der Tageshistorie und Beibehaltung der aktuellen Fahr-weise erreicht wird.
Ø Kurve 3 ist ebenfalls eine errechnete Größe, die unter Berücksichtigung der ge-setzlich vorgeschriebenen Grenzwertes für HCl anzeigt, mit welcher maximalenHCl-Konzentration die Anlage weitergefahren werden kann, ohne den Grenzwertzu überschreiten.
Die HCl-Prognose ermöglicht eine einfache Abschätzung der Folgen eines kurz-zeitigen Konzentrationsanstieges und erlaubt dem Anlagenfahrer eine optimale An-passung der Fahrweise an die einzuhaltenden Emissionsgrenzwerte. Dadurchkönnen unnötige Reduktionen der Durchsatzleistung vermieden werden.
9
Abb.7:HCl-Prognose im TeBIS -System A
3.2 Entwicklung einer schnellen Lastreduktion in der Erdgasaufberei-tungsanlage Großenkneten der BEB Erdgas- und Erdöl GmbH
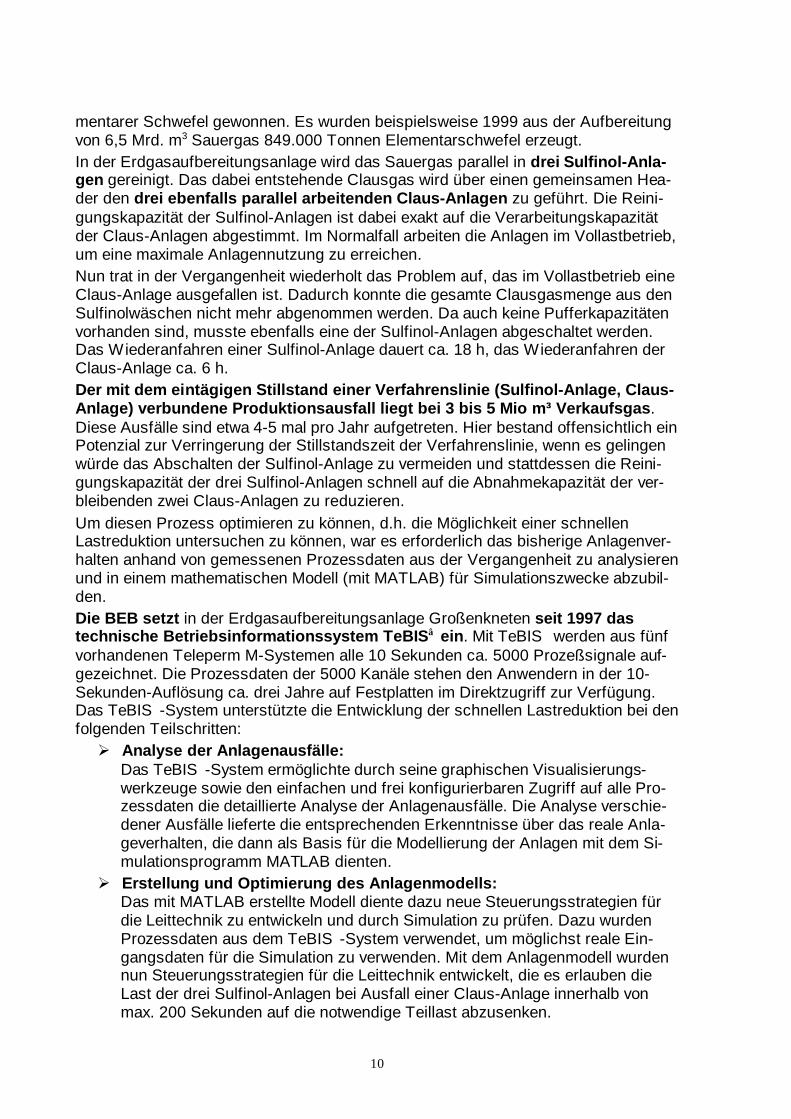
Die BEB Erdgas -und Erdöl GmbH gehört zu den größten Erdöl- und Erdgasprodu-zenten in Deutschland. Zur Aufbereitung des sogenannten "Sauergases", einem Erd-gas mit hohem Schwefelwasserstoffanteil, betreibt die BEB in Großenkneten eine dermodernsten und größten Erd-gasaufbereitungsanlagen derWelt (Abb. 8).Die Aufbereitung ist erforderlich,um aus dem sauren Erdgas denSchwefelwasserstoff zu entfer-nen und damit ein für den Ver-braucher nutzbares Erdgas zuerhalten. Für die Reinigung vonsaurem Erdgas benutzt manGaswäschen. Für das starksau-re Erdgas wird das sogenannteSulfinol-Verfahren verwendet,bei dem mit Hilfe einerWaschlösung Schwefelwasser-stoff und Kohlendioxid ausge-waschen werden. Abb. 8: Erdgasaufbereitungsanlage Großen-knetenDer Schwefelwasserstoff und das Kohlendioxid fallen dabei in gasförmiger Form alssogenanntes Clausgas an. Aus diesem Clausgas wird durch einen zweiten verfah-renstechnischen Prozess, den sogenannten Clausprozess, als Endprodukt u.a. ele-
(2) zu erwartender Tages-mittelwert bei aktuellerFahrweise
(1) aktuelle HCL-Konzentration
(3) max. erlaubte Kon-zentration zur Einhaltungder Tagesmittelwerte
10
mentarer Schwefel gewonnen. Es wurden beispielsweise 1999 aus der Aufbereitungvon 6,5 Mrd. m3 Sauergas 849.000 Tonnen Elementarschwefel erzeugt.In der Erdgasaufbereitungsanlage wird das Sauergas parallel in drei Sulfinol-Anla-gen gereinigt. Das dabei entstehende Clausgas wird über einen gemeinsamen Hea-der den drei ebenfalls parallel arbeitenden Claus-Anlagen zu geführt. Die Reini-gungskapazität der Sulfinol-Anlagen ist dabei exakt auf die Verarbeitungskapazitätder Claus-Anlagen abgestimmt. Im Normalfall arbeiten die Anlagen im Vollastbetrieb,um eine maximale Anlagennutzung zu erreichen.Nun trat in der Vergangenheit wiederholt das Problem auf, das im Vollastbetrieb eineClaus-Anlage ausgefallen ist. Dadurch konnte die gesamte Clausgasmenge aus denSulfinolwäschen nicht mehr abgenommen werden. Da auch keine Pufferkapazitätenvorhanden sind, musste ebenfalls eine der Sulfinol-Anlagen abgeschaltet werden.Das Wiederanfahren einer Sulfinol-Anlage dauert ca. 18 h, das Wiederanfahren derClaus-Anlage ca. 6 h.Der mit dem eintägigen Stillstand einer Verfahrenslinie (Sulfinol-Anlage, Claus-Anlage) verbundene Produktionsausfall liegt bei 3 bis 5 Mio m³ Verkaufsgas.Diese Ausfälle sind etwa 4-5 mal pro Jahr aufgetreten. Hier bestand offensichtlich einPotenzial zur Verringerung der Stillstandszeit der Verfahrenslinie, wenn es gelingenwürde das Abschalten der Sulfinol-Anlage zu vermeiden und stattdessen die Reini-gungskapazität der drei Sulfinol-Anlagen schnell auf die Abnahmekapazität der ver-bleibenden zwei Claus-Anlagen zu reduzieren.Um diesen Prozess optimieren zu können, d.h. die Möglichkeit einer schnellenLastreduktion untersuchen zu können, war es erforderlich das bisherige Anlagenver-halten anhand von gemessenen Prozessdaten aus der Vergangenheit zu analysierenund in einem mathematischen Modell (mit MATLAB) für Simulationszwecke abzubil-den.Die BEB setzt in der Erdgasaufbereitungsanlage Großenkneten seit 1997 dastechnische Betriebsinformationssystem TeBIS ein. Mit TeBIS werden aus fünfvorhandenen Teleperm M-Systemen alle 10 Sekunden ca. 5000 Prozeßsignale auf-gezeichnet. Die Prozessdaten der 5000 Kanäle stehen den Anwendern in der 10-Sekunden-Auflösung ca. drei Jahre auf Festplatten im Direktzugriff zur Verfügung.Das TeBIS -System unterstützte die Entwicklung der schnellen Lastreduktion bei denfolgenden Teilschritten:Ø Analyse der Anlagenausfälle:
Das TeBIS -System ermöglichte durch seine graphischen Visualisierungs-werkzeuge sowie den einfachen und frei konfigurierbaren Zugriff auf alle Pro-zessdaten die detaillierte Analyse der Anlagenausfälle. Die Analyse verschie-dener Ausfälle lieferte die entsprechenden Erkenntnisse über das reale Anla-geverhalten, die dann als Basis für die Modellierung der Anlagen mit dem Si-mulationsprogramm MATLAB dienten.
Ø Erstellung und Optimierung des Anlagenmodells:Das mit MATLAB erstellte Modell diente dazu neue Steuerungsstrategien fürdie Leittechnik zu entwickeln und durch Simulation zu prüfen. Dazu wurdenProzessdaten aus dem TeBIS-System verwendet, um möglichst reale Ein-gangsdaten für die Simulation zu verwenden. Mit dem Anlagenmodell wurdennun Steuerungsstrategien für die Leittechnik entwickelt, die es erlauben dieLast der drei Sulfinol-Anlagen bei Ausfall einer Claus-Anlage innerhalb vonmax. 200 Sekunden auf die notwendige Teillast abzusenken.
11
Ø Überprüfung und Nachoptimierung der Steuerungsstrategien:Die entwickelte Steuerungsstrategie wurde als Programmteil in der Leittechnikder Sulfinol-Anlagen implementiert. Da die notwendige schnelle Lastreduktionmit regelungstechnischen Methoden nicht möglich war, wurde ein andererWeg beschritten. In Form eines kontinuierlich mitlaufenden Modelles, das dierelevanten Prozessgrößen berücksichtigt, werden die Zielgrößen und derenSteuergrößen berechnet. Nach Aktivierung der schnellen Lastreduktion wer-den die jeweiligen Regelungen von den Stellorganen abgekoppelt und die Mo-dell-Stellgrößen werden auf die Stellorgane aufgeschaltet. Um nicht blind zufahren, werden die beeinflußten Prozessgrößen ständig auf Einhaltung vonToleranzen überwacht. Wird eine solche Toleranz verletzt, so greift die vorherabgekoppelte Regelung wieder ein, in der berechtigten Hoffnung, daß die To-leranz anschließend wieder eingehalten wird. Da das TeBIS -System das ge-samte Anlagenverhalten wie ein Flugschreiber dokumentiert, standen bei wei-teren Ausfällen alle relevanten Prozessdaten sofort zur Verfügung. Dadurchwar eine schnelle Analyse und Nachoptimierung der Steuerungsstrategienmöglich bis der gewünschte Erfolg sich einstellte.
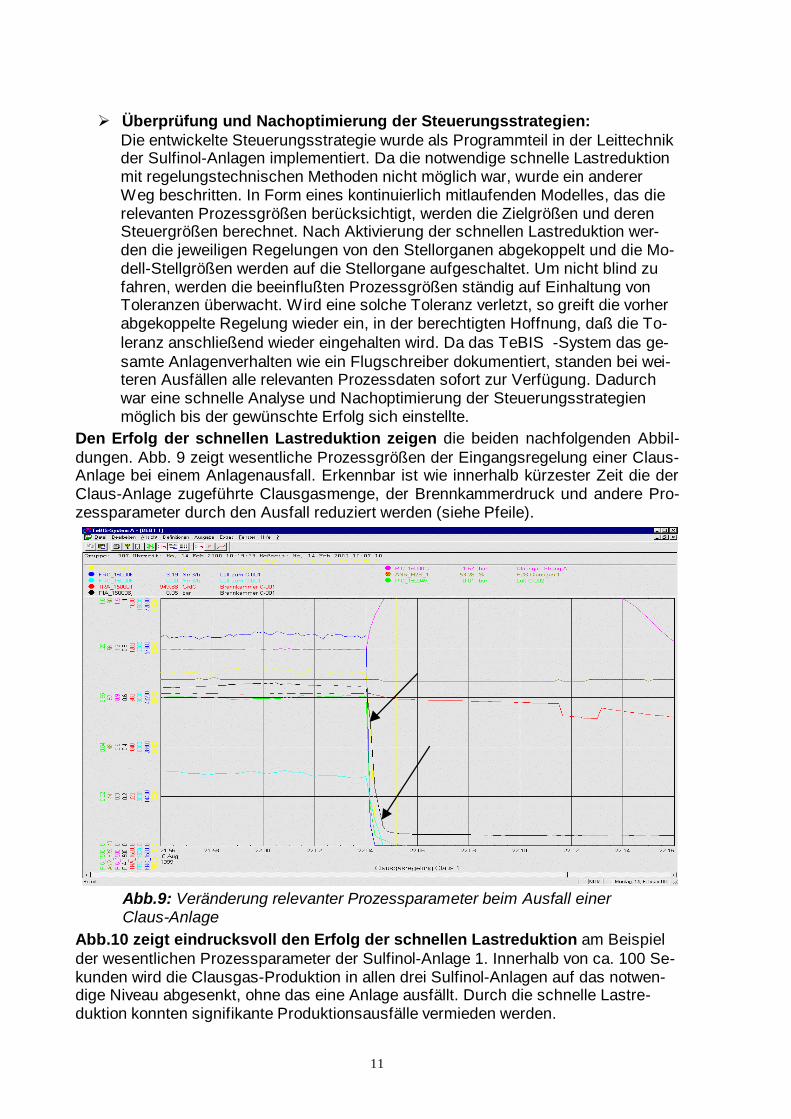
Den Erfolg der schnellen Lastreduktion zeigen die beiden nachfolgenden Abbil-dungen. Abb. 9 zeigt wesentliche Prozessgrößen der Eingangsregelung einer Claus-Anlage bei einem Anlagenausfall. Erkennbar ist wie innerhalb kürzester Zeit die derClaus-Anlage zugeführte Clausgasmenge, der Brennkammerdruck und andere Pro-zessparameter durch den Ausfall reduziert werden (siehe Pfeile).
Abb.9: Veränderung relevanter Prozessparameter beim Ausfall einerClaus-Anlage
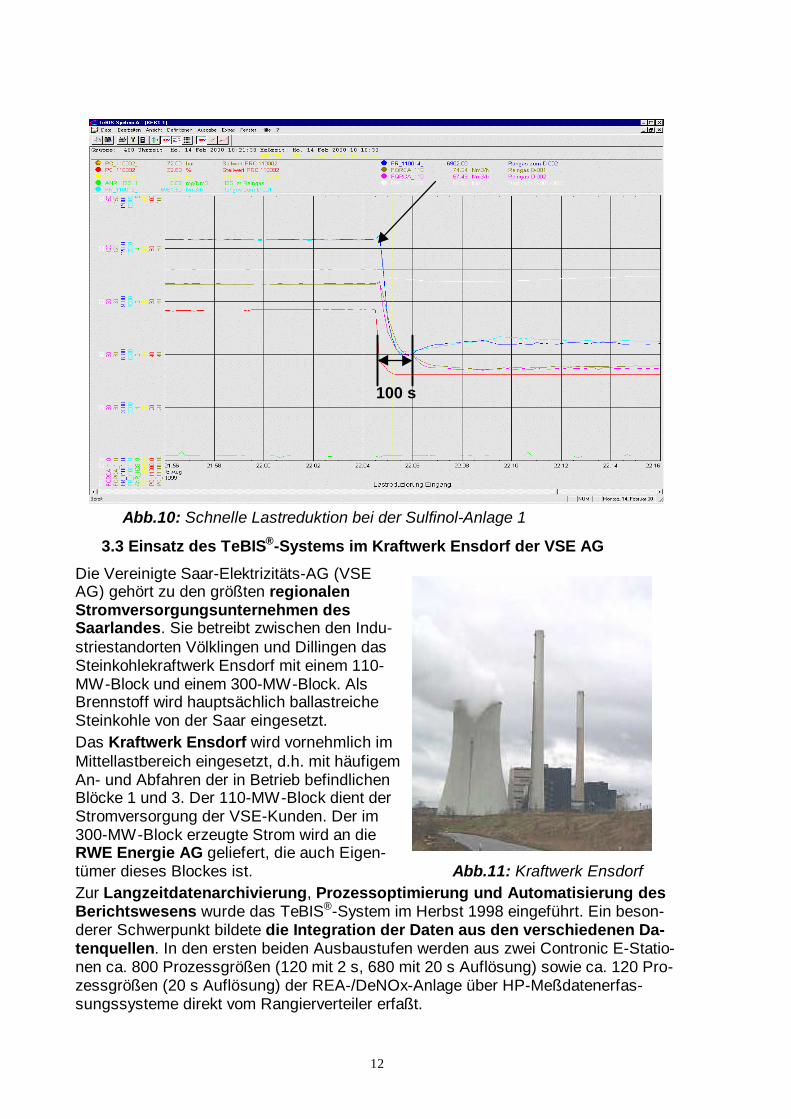
Abb.10 zeigt eindrucksvoll den Erfolg der schnellen Lastreduktion am Beispielder wesentlichen Prozessparameter der Sulfinol-Anlage 1. Innerhalb von ca. 100 Se-kunden wird die Clausgas-Produktion in allen drei Sulfinol-Anlagen auf das notwen-dige Niveau abgesenkt, ohne das eine Anlage ausfällt. Durch die schnelle Lastre-duktion konnten signifikante Produktionsausfälle vermieden werden.
12
Abb.10: Schnelle Lastreduktion bei der Sulfinol-Anlage 1
3.3 Einsatz des TeBIS®-Systems im Kraftwerk Ensdorf der VSE AG
Die Vereinigte Saar-Elektrizitäts-AG (VSEAG) gehört zu den größten regionalenStromversorgungsunternehmen desSaarlandes. Sie betreibt zwischen den Indu-striestandorten Völklingen und Dillingen dasSteinkohlekraftwerk Ensdorf mit einem 110-MW-Block und einem 300-MW-Block. AlsBrennstoff wird hauptsächlich ballastreicheSteinkohle von der Saar eingesetzt.Das Kraftwerk Ensdorf wird vornehmlich imMittellastbereich eingesetzt, d.h. mit häufigemAn- und Abfahren der in Betrieb befindlichenBlöcke 1 und 3. Der 110-MW-Block dient derStromversorgung der VSE-Kunden. Der im300-MW-Block erzeugte Strom wird an dieRWE Energie AG geliefert, die auch Eigen-tümer dieses Blockes ist. Abb.11: Kraftwerk EnsdorfZur Langzeitdatenarchivierung, Prozessoptimierung und Automatisierung desBerichtswesens wurde das TeBIS®-System im Herbst 1998 eingeführt. Ein beson-derer Schwerpunkt bildete die Integration der Daten aus den verschiedenen Da-tenquellen. In den ersten beiden Ausbaustufen werden aus zwei Contronic E-Statio-nen ca. 800 Prozessgrößen (120 mit 2 s, 680 mit 20 s Auflösung) sowie ca. 120 Pro-zessgrößen (20 s Auflösung) der REA-/DeNOx-Anlage über HP-Meßdatenerfas-sungssysteme direkt vom Rangierverteiler erfaßt.
100 s
13
Das TeBIS®-System wird u.a. für folgende Aufgaben eingesetzt:Ø Langzeitdatenarchivierung und BerichtswesenØ Optimierung der AnfahrtenØ Optimierung der Betriebsabläufe bei Leistungsänderungen des KraftwerksØ Analyse, Rekonstruktion und Dokumentation von StörfällenØ Untersuchungen des langfristigen Wirkungsgradverlaufes der Hauptkompo-
nenten
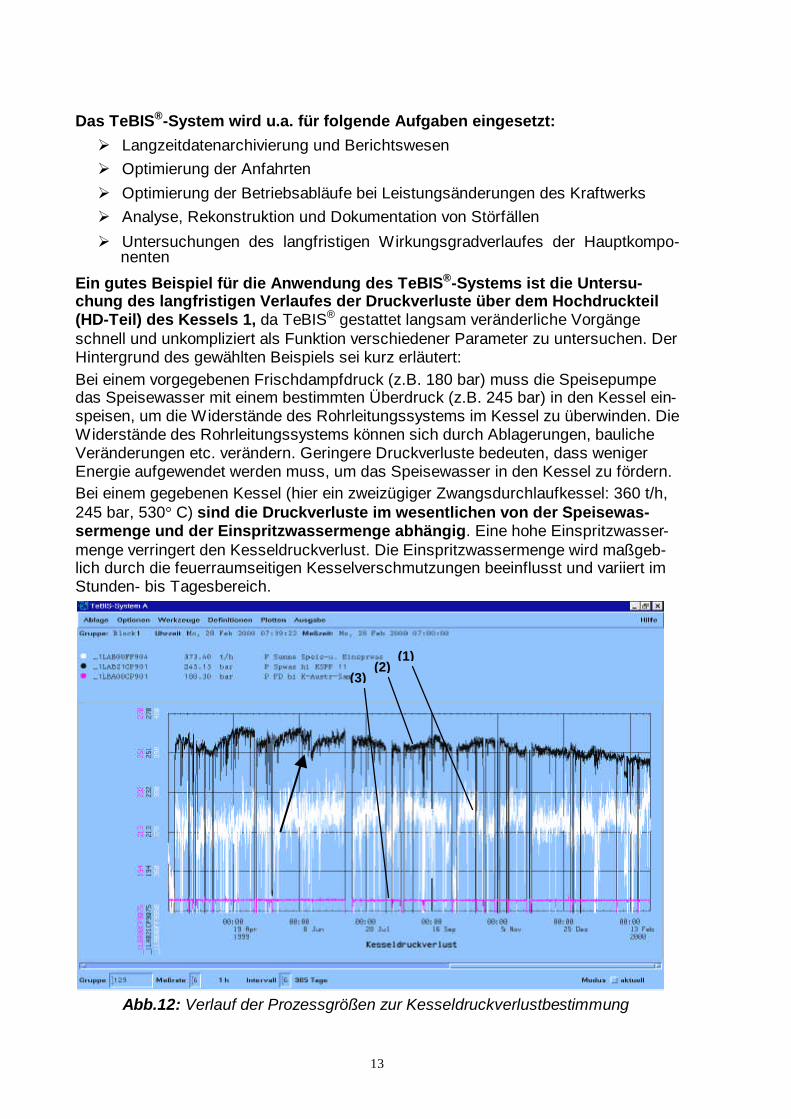
Ein gutes Beispiel für die Anwendung des TeBIS®-Systems ist die Untersu-chung des langfristigen Verlaufes der Druckverluste über dem Hochdruckteil(HD-Teil) des Kessels 1, da TeBIS® gestattet langsam veränderliche Vorgängeschnell und unkompliziert als Funktion verschiedener Parameter zu untersuchen. DerHintergrund des gewählten Beispiels sei kurz erläutert:Bei einem vorgegebenen Frischdampfdruck (z.B. 180 bar) muss die Speisepumpedas Speisewasser mit einem bestimmten Überdruck (z.B. 245 bar) in den Kessel ein-speisen, um die Widerstände des Rohrleitungssystems im Kessel zu überwinden. DieWiderstände des Rohrleitungssystems können sich durch Ablagerungen, baulicheVeränderungen etc. verändern. Geringere Druckverluste bedeuten, dass wenigerEnergie aufgewendet werden muss, um das Speisewasser in den Kessel zu fördern.Bei einem gegebenen Kessel (hier ein zweizügiger Zwangsdurchlaufkessel: 360 t/h,245 bar, 530° C) sind die Druckverluste im wesentlichen von der Speisewas-sermenge und der Einspritzwassermenge abhängig. Eine hohe Einspritzwasser-menge verringert den Kesseldruckverlust. Die Einspritzwassermenge wird maßgeb-lich durch die feuerraumseitigen Kesselverschmutzungen beeinflusst und variiert imStunden- bis Tagesbereich.
Abb.12: Verlauf der Prozessgrößen zur Kesseldruckverlustbestimmung
(1)(2)
(3)
14
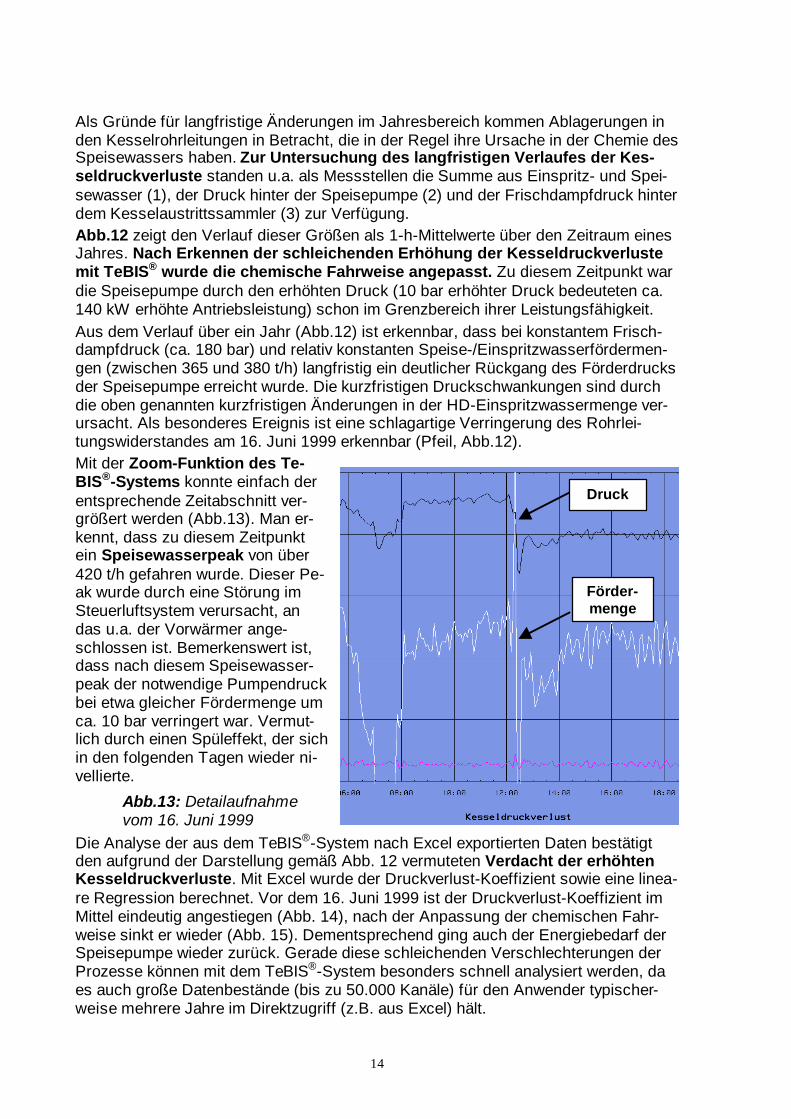
Als Gründe für langfristige Änderungen im Jahresbereich kommen Ablagerungen inden Kesselrohrleitungen in Betracht, die in der Regel ihre Ursache in der Chemie desSpeisewassers haben. Zur Untersuchung des langfristigen Verlaufes der Kes-seldruckverluste standen u.a. als Messstellen die Summe aus Einspritz- und Spei-sewasser (1), der Druck hinter der Speisepumpe (2) und der Frischdampfdruck hinterdem Kesselaustrittssammler (3) zur Verfügung.Abb.12 zeigt den Verlauf dieser Größen als 1-h-Mittelwerte über den Zeitraum einesJahres. Nach Erkennen der schleichenden Erhöhung der Kesseldruckverlustemit TeBIS® wurde die chemische Fahrweise angepasst. Zu diesem Zeitpunkt wardie Speisepumpe durch den erhöhten Druck (10 bar erhöhter Druck bedeuteten ca.140 kW erhöhte Antriebsleistung) schon im Grenzbereich ihrer Leistungsfähigkeit.Aus dem Verlauf über ein Jahr (Abb.12) ist erkennbar, dass bei konstantem Frisch-dampfdruck (ca. 180 bar) und relativ konstanten Speise-/Einspritzwasserfördermen-gen (zwischen 365 und 380 t/h) langfristig ein deutlicher Rückgang des Förderdrucksder Speisepumpe erreicht wurde. Die kurzfristigen Druckschwankungen sind durchdie oben genannten kurzfristigen Änderungen in der HD-Einspritzwassermenge ver-ursacht. Als besonderes Ereignis ist eine schlagartige Verringerung des Rohrlei-tungswiderstandes am 16. Juni 1999 erkennbar (Pfeil, Abb.12).Mit der Zoom-Funktion des Te-BIS®-Systems konnte einfach derentsprechende Zeitabschnitt ver-größert werden (Abb.13). Man er-kennt, dass zu diesem Zeitpunktein Speisewasserpeak von über420 t/h gefahren wurde. Dieser Pe-ak wurde durch eine Störung imSteuerluftsystem verursacht, andas u.a. der Vorwärmer ange-schlossen ist. Bemerkenswert ist,dass nach diesem Speisewasser-peak der notwendige Pumpendruckbei etwa gleicher Fördermenge umca. 10 bar verringert war. Vermut-lich durch einen Spüleffekt, der sichin den folgenden Tagen wieder ni-vellierte.
Abb.13: Detailaufnahmevom 16. Juni 1999
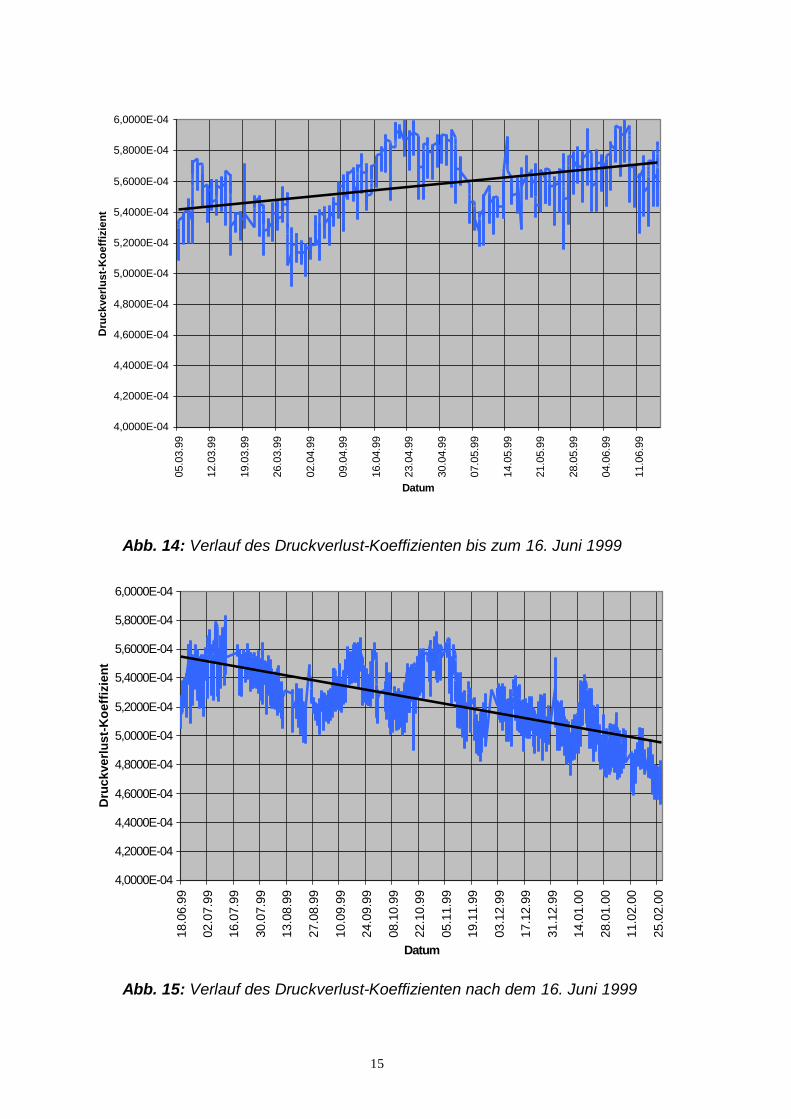
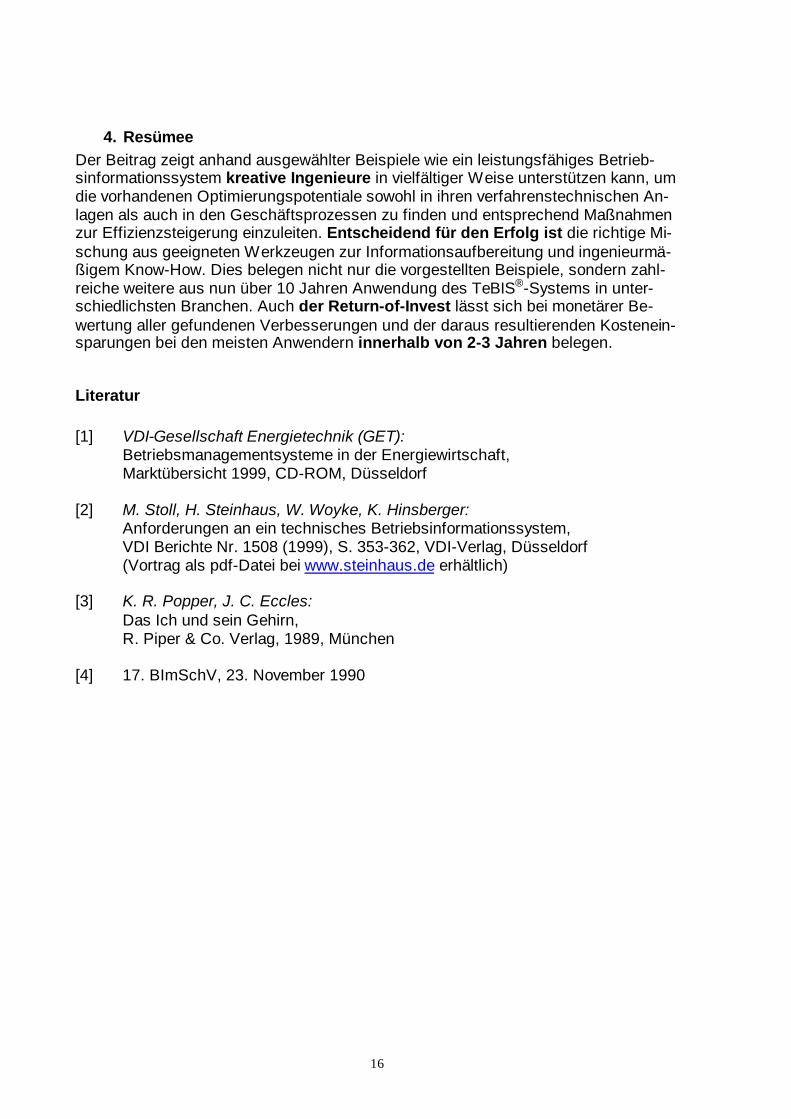
Die Analyse der aus dem TeBIS®-System nach Excel exportierten Daten bestätigtden aufgrund der Darstellung gemäß Abb. 12 vermuteten Verdacht der erhöhtenKesseldruckverluste. Mit Excel wurde der Druckverlust-Koeffizient sowie eine linea-re Regression berechnet. Vor dem 16. Juni 1999 ist der Druckverlust-Koeffizient imMittel eindeutig angestiegen (Abb. 14), nach der Anpassung der chemischen Fahr-weise sinkt er wieder (Abb. 15). Dementsprechend ging auch der Energiebedarf derSpeisepumpe wieder zurück. Gerade diese schleichenden Verschlechterungen derProzesse können mit dem TeBIS®-System besonders schnell analysiert werden, daes auch große Datenbestände (bis zu 50.000 Kanäle) für den Anwender typischer-weise mehrere Jahre im Direktzugriff (z.B. aus Excel) hält.
Druck
Förder-menge
15
Abb. 14: Verlauf des Druckverlust-Koeffizienten bis zum 16. Juni 1999
Abb. 15: Verlauf des Druckverlust-Koeffizienten nach dem 16. Juni 1999
4,0000E-04
4,2000E-04
4,4000E-04
4,6000E-04
4,8000E-04
5,0000E-04
5,2000E-04
5,4000E-04
5,6000E-04
5,8000E-04
6,0000E-04
05.0
3.99
12.0
3.99
19.0
3.99
26.0
3.99
02.0
4.99
09.0
4.99
16.0
4.99
23.0
4.99
30.0
4.99
07.0
5.99
14.0
5.99
21.0
5.99
28.0
5.99
04.0
6.99
11.0
6.99
Datum
Dru
ckve
rlus
t-K
oeff
izie
nt
4,0000E-04
4,2000E-04
4,4000E-04
4,6000E-04
4,8000E-04
5,0000E-04
5,2000E-04
5,4000E-04
5,6000E-04
5,8000E-04
6,0000E-04
18.0
6.99
02.0
7.99
16.0
7.99
30.0
7.99
13.0
8.99
27.0
8.99
10.0
9.99
24.0
9.99
08.1
0.99
22.1
0.99
05.1
1.99
19.1
1.99
03.1
2.99
17.1
2.99
31.1
2.99
14.0
1.00
28.0
1.00
11.0
2.00
25.0
2.00
Datum
Dru
ckve
rlus
t-K
oeff
izie
nt
16
4. ResümeeDer Beitrag zeigt anhand ausgewählter Beispiele wie ein leistungsfähiges Betrieb-sinformationssystem kreative Ingenieure in vielfältiger Weise unterstützen kann, umdie vorhandenen Optimierungspotentiale sowohl in ihren verfahrenstechnischen An-lagen als auch in den Geschäftsprozessen zu finden und entsprechend Maßnahmenzur Effizienzsteigerung einzuleiten. Entscheidend für den Erfolg ist die richtige Mi-schung aus geeigneten Werkzeugen zur Informationsaufbereitung und ingenieurmä-ßigem Know-How. Dies belegen nicht nur die vorgestellten Beispiele, sondern zahl-reiche weitere aus nun über 10 Jahren Anwendung des TeBIS®-Systems in unter-schiedlichsten Branchen. Auch der Return-of-Invest lässt sich bei monetärer Be-wertung aller gefundenen Verbesserungen und der daraus resultierenden Kostenein-sparungen bei den meisten Anwendern innerhalb von 2-3 Jahren belegen.
Literatur
[1] VDI-Gesellschaft Energietechnik (GET):Betriebsmanagementsysteme in der Energiewirtschaft,Marktübersicht 1999, CD-ROM, Düsseldorf
[2] M. Stoll, H. Steinhaus, W. Woyke, K. Hinsberger:Anforderungen an ein technisches Betriebsinformationssystem,VDI Berichte Nr. 1508 (1999), S. 353-362, VDI-Verlag, Düsseldorf(Vortrag als pdf-Datei bei www.steinhaus.de erhältlich)
[3] K. R. Popper, J. C. Eccles:Das Ich und sein Gehirn,R. Piper & Co. Verlag, 1989, München
[4] 17. BImSchV, 23. November 1990