
Erweiterung eines Systems vorbestimmter Zeiten zur ... · mechanical exposure is beneficial to...
202
TECHNISCHE UNIVERSITÄT MÜNCHEN Fakultät für Maschinenwesen Lehrstuhl für Fördertechnik Materialfluss Logistik Erweiterung eines Systems vorbestimmter Zeiten zur Bewertung der körperlichen Belastung in der Produktionslogistik David Michael Florian Kelterborn Vollständiger Abdruck der von der Fakultät für Maschinenwesen der Technischen Universität München zur Erlangung des akademischen Grades eines Doktor-Ingenieurs (Dr.-Ing.) genehmigten Dissertation. Vorsitzender: Prof. Dr.-Ing. Gunther Reinhart Prüfer der Dissertation: 1. Prof. Dr.-Ing. Willibald A. Günthner 2. Prof. Dr. phil. Klaus Bengler Die Dissertation wurde am 08.11.2016 bei der Technischen Universität München eingereicht und durch die Fakultät für Maschinenwesen am 03.04.2017 angenom- men.
Transcript of Erweiterung eines Systems vorbestimmter Zeiten zur ... · mechanical exposure is beneficial to...
TECHNISCHE UNIVERSITÄT MÜNCHEN
Fakultät für Maschinenwesen
Lehrstuhl für Fördertechnik Materialfluss Logistik
Erweiterung eines Systems vorbestimmter Zeiten
zur Bewertung der körperlichen Belastung
in der Produktionslogistik
David Michael Florian Kelterborn
Vollständiger Abdruck der von der Fakultät für Maschinenwesen
der Technischen Universität München
zur Erlangung des akademischen Grades eines
Doktor-Ingenieurs (Dr.-Ing.)
genehmigten Dissertation.
Vorsitzender: Prof. Dr.-Ing. Gunther Reinhart
Prüfer der Dissertation:
1. Prof. Dr.-Ing. Willibald A. Günthner
2. Prof. Dr. phil. Klaus Bengler
Die Dissertation wurde am 08.11.2016 bei der Technischen Universität München
eingereicht und durch die Fakultät für Maschinenwesen am 03.04.2017 angenom-
men.
Herausgegeben von:
Univ.-Prof. Dr.-Ing. Willibald A. Günthner
fml – Lehrstuhl für Fördertechnik Materialfluss Logistik
Technische Universität München
Zugleich: Dissertation, München, Technische Universität München, 2017
Dieses Werk ist urheberrechtlich geschützt. Die dadurch begründeten Rechte, insbe-
sondere die der Übersetzung, des Nachdruck, der Entnahme von Abbildungen, der
Wiedergabe auf fotomechanischem oder ähnlichem Wege und der Speicherung in
Datenverarbeitungsanlagen bleiben – auch bei nur auszugsweiser Verwendung –
dem Autor vorbehalten
Layout und Satz: Michael Kelterborn
Copyright © Michael Kelterborn, 2017
ISBN: 978-3-941702-81-3
Printed in Germany, 2017
I
Vorwort
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mit-
arbeiter am Lehrstuhl für Fördertechnik Materialfluss Logistik (fml) der Technischen
Universität München. Den Rahmen für meine Dissertation bildete eine Forschungs-
kooperation mit der MAN Truck & Bus AG. In einem motivierenden Umfeld erhielt ich
hier die Gelegenheit an der Schnittstelle von Wissenschaft und industrieller Anwen-
dung zu arbeiten und zu forschen.
Mein erster Dank gilt meinem Doktorvater Herrn Prof. Dr.-Ing. Willibald A. Günthner
für seine Unterstützung und sein Vertrauen. Weiterhin danke ich Herrn Prof. Dr. phil.
Klaus Bengler für die Übernahme des Koreferats, sowie Herrn Prof. Dr.-Ing. Gunther
Reinhart für die Übernahme des Vorsitzes der Prüfungskommission.
Für die Ermöglichung der Arbeit bei der MAN Truck & Bus AG und die persönliche
Förderung möchte ich Prof. Dr.-Ing. Sebastian Meißner und Dr. Martin Meyer meinen
Dank aussprechen.
Besonders bedanken möchte ich bei meinen ehemaligen Kollegen Eva Klenk, Chris-
topher Keuntje und Dr. Markus Klevers, die mit ihren wertvollen Anregungen zum
Gelingen dieser Arbeit entscheidend beigetragen haben.
Auf die Unterstützung meiner Familie konnte ich mich immer verlassen. Besonders
danke ich meiner lieben Frau Katharina Kelterborn für ihren bedingungslosen Rück-
halt und meiner Tante Dr. Maya Kelterborn für das lektorieren der Arbeit.
München, im Juli 2017
Michael Kelterborn

III
Kurzfassung
Die ergonomische Gestaltung industrieller Arbeitsplätze stellt für produzierende Un-
ternehmen in Deutschland eine hohe Priorität dar. Insbesondere in der Automobilin-
dustrie wurde die Arbeitsplatzergonomie mit hohem Aufwand verbessert. Gleichzeitig
hat jedoch die Einführung von Lean-Production-Konzepten in der Automobilindustrie
zu einer zunehmenden Arbeitsteilung und Arbeitsverdichtung geführt. Dies stellt sich
als ergonomisch ungünstig dar. Problematisch ist dies insbesondere, da Verfahren
zur Bewertung der Arbeitsbelastung (z. B. European Assembly Worksheet, Leit-
merkmalmethoden) die zeitliche Abfolge von Tätigkeiten und daraus resultierende
einseitige Belastungen nicht erfassen.
Systeme vorbestimmter Zeiten (z. B. MTM) werden im betrieblichen Umfeld zur Ar-
beitsvorbereitung eingesetzt und beschreiben die zeitliche Abfolge von Tätigkeiten.
Bisherige Erweiterungen zur Belastungsbewertung von Systemen vorbestimmter Zei-
ten sind für die Produktionslogistik nur bedingt geeignet und berücksichtigen nicht
den Aspekt von Abwechslung und Einseitigkeit. In der vorliegenden Arbeit wurde
dieser Ansatz aufgegriffen, ein System vorbestimmter Zeiten zur Bewertung der kör-
perlichen Belastung in der Produktionslogistik entwickelt und im betrieblichen Umfeld
eines Nutzfahrzeugherstellers umgesetzt. Hierfür wurden im Rahmen einer Feldstu-
die Tätigkeiten und auftretende körperliche Belastungen in der Produktionslogistik
untersucht und das System vorbestimmter Zeiten in zwei Stufen erweitert.
In der ersten Stufe wurde eine Methodik zur integrierten Bewertung von Zeit und Be-
lastung entwickelt. Die Methodik erlaubt, mittels Parametrisierung wiederkehrender
Abläufe aus der Produktionslogistik, eine zeiteffiziente Bewertung von Zeit und Be-
lastung in der betrieblichen Arbeitsvorbereitung. In der vorliegenden Arbeit wurde die
Methodik für einen betrieblichen GLT-Routenzugprozesses umgesetzt.
In der zweiten Erweiterungsstufe wurde untersucht, wie der zeitliche Ablauf, welcher
in Systemen vorbestimmter Zeiten hinterlegt ist, zur ergonomischen Bewertung ver-
wendet werden kann. Die entwickelte Methodik ermöglicht die Identifikation einseiti-
ger Belastungssituationen anhand qualitativer und quantitativer Merkmale und wurde
zur Untersuchung dreier betrieblicher Fallbeispiele eingesetzt. Als Ergebnis wurde
festgestellt, dass die Umsetzung von Lean-Production-Konzepten zu Arbeitsabläufen
mit einseitiger Belastung führen kann.
Den Abschluss der Arbeit stellen betriebliche Handlungsempfehlungen zur Vermei-
dung einseitiger Belastungen in der Produktionslogistik dar.

V
Abstract
The ergonomic design of industrial workplaces represents a high priority for manufac-
turing companies in Germany. Particularly in the automotive industry workplace er-
gonomics have been improved with great effort in recent years. But at the same time,
the industry-wide implementation of Lean-Production concepts has led to an increas-
ing division of labor and work intensification. This is problematic, as variation in bio-
mechanical exposure is beneficial to musculoskeletal health and well-being, but
commonly used workload-assessing-techniques, for instance the European Assem-
bly Worksheet or the key indicator method, do not consider the temporal order of
tasks and exposure variation.
Predetermined motion time systems (e. g. MTM) comprise the temporal order of
tasks and are being used for work preparation in the industrial practice. These sys-
tems can be extended to evaluate physical workload of workers. However, existing
approaches are not suitable for production logistics and do not consider the temporal
order of tasks and exposure variation. This aspect is addressed in the presented
work. A predetermined motion time system is extended by ergonomic factors and
tested in an industrial setting at a commercial vehicle manufacturer. The extension
covers two stages.
In the first stage a method for the combined evaluation of time and physical workload
in production logistics is developed. By parameterizing recurring production logistics
processes the method allows a time-efficient evaluation of workers’ temporal utiliza-
tion and physical workload. The presented method was implemented for an in-plant
tow train process at a commercial vehicle manufacturer.
In the second stage it is examined how the temporal order of tasks, which predeter-
mined motion time system comprise, can be used for an ergonomic evaluation. A
method is developed, which allows the identification of one-sided workload situations.
Three case studies, which cover various aspects of Lean-Production, were used to
apply the method. It was found, that the implementation of Lean-Production concepts
significantly affects workers’ physical workload and can intensify one-sided workload
situations.
As conclusion operational recommendations to avoid one-sided workload situation in
production logistics are presented.

VII
Inhaltsverzeichnis
Kurzfassung III
Abstract V
Inhaltsverzeichnis VII
Abkürzungsverzeichnis X
1 Einführung 1
1.1 Problemstellung 3
1.2 Zielsetzung 4
1.3 Vorgehensweise 6
2 Beschreibung und Bewertung von körperlicher Arbeit 9
2.1 Vorstellung der Produktionslogistik als Anwendungsdomäne 9
2.2 Systeme vorbestimmter Zeiten 13
2.2.1 MTM-Prozessbausteinsysteme 14
2.2.2 MTM-1 16
2.2.3 Universelles Analysiersystem und Standardvorgänge Logistik 17
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen 18
2.3.1 Belastungs-Beanspruchungs-Konzept 19
2.3.2 Stufenmodell der Gefährdungsbeurteilung 19
2.3.3 Biomechanik der Belastungen 20
2.3.4 Die NIOSH-Gleichung als Grundlage zur Bewertung der körperlichen Belastung aufgrund Lasthandhabung 23
2.3.5 Fazit 25
2.4 Verfahren zur kombinierten Analyse von Zeit und Belastung 27
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung 30
2.5.1 Biomechanische Grundlagen 31
2.5.2 Empirische Untersuchungen 32
2.5.3 Ansätze zur Definition und Bewertung einseitiger und wechselnder Belastung 35
2.5.4 Fazit 38
2.6 Zusammenfassung und Ableitung Forschungsbedarf 39
VIII
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition 43
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik 43
3.1.1 Vorgehensweise 43
3.1.2 Identifizierte Belastungsschwerpunkte nach Tätigkeitsgruppen 46
3.1.3 Auswahl geeigneter Verfahren zur Bewertung der identifizierten Belastungsschwerpunkte 49
3.1.4 Zusammenfassung 57
3.2 Anforderungsdefinition 58
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung 61
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik 61
4.1.1 Anforderungen 61
4.1.2 Anwendungsdomäne und Aggregationsebene 63
4.1.3 Modellaufbau 65
4.1.4 Auswahl der Einflussparameter 74
4.1.5 Vorgehensweise zur Umsetzung von Konzeptelement 1 78
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses 80
4.2.1 Referenzprozess 80
4.2.2 Modellerstellung 81
4.2.3 Sensitivitätsanalyse 86
4.2.4 Modellvereinfachung 87
4.2.5 Ergebnisabsicherung 88
4.2.6 Diskussion der Ergebnisse 88
4.2.7 Fallbeispiel zur betrieblichen Anwendung 90
4.3 Zusammenfassung 92
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung 95
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung 95
5.1.1 Anforderungen 95
5.1.2 Anwendungsdomäne 97
5.1.3 Modellaufbau 99
IX
5.1.4 Qualitative Merkmale zur Identifikation einseitiger Belastungssituationen 111
5.1.5 Quantitative Merkmale zur Identifikation einseitiger Belastungssituationen 114
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen 119
5.2.1 Fallbeispiel 1: Integration einfacher Vormontagetätigkeiten in die Kommissionierung 119
5.2.2 Fallbeispiel 2: Untersuchung unterschiedlicher Layoutvarianten in der Mann-zu-Ware Kommissionierung 126
5.2.3 Fallbeispiel 3: Eliminierung nicht-wertschöpfender Tätigkeiten in der Mann-zu-Ware Kommissionierung 131
5.2.4 Diskussion der Ergebnisse 136
5.3 Zusammenfassung 137
6 Ableitung von Handlungsempfehlungen 139
6.1 Handlungsempfehlungen zur Vermeidung einseitiger Belastungen in der Produktionslogistik 139
6.1.1 Kombination unterschiedlicher Tätigkeiten 139
6.1.2 Flexible Leistungserbringung 140
6.1.3 Entlastungsmöglichkeit für Steharbeitsplätze 141
6.1.4 Vermeidung einseitiger Arbeitsrichtung 141
6.2 Gestaltungsbeispiel Routenzug 142
6.3 Gestaltungsbeispiel Mann-zu-Ware Kommissionierung 143
7 Zusammenfassung und Ausblick 147
Literaturverzeichnis 151
Abbildungsverzeichnis 167
Tabellenverzeichnis 171
Anhang A Zeitabhängige Risikofaktoren für Muskel-Skelett Beschwerden A-1
Anhang B Leitmerkmalmethoden B-3
Anhang C Experteninterview zu Abwechslung und Belastung C-5
Anhang D KE 1: Umsetzungsbeispiel GLT-Routenzug D-9
Anhang E KE 2: Tätigkeitsbeschreibung zu Fallbeispiel 1 (MTM-1, OWAS) E-11
Anhang F KE 2: Tätigkeitsbeschreibung zu Fallbeispiel 3 (MTM-1, OWAS) F-18
X
Abkürzungsverzeichnis
Abkürzung Bedeutung
BAuA Bundesanstalt für Arbeitsschutz und Arbeitsmedizin
EAWS European Assembly Worksheet
eLMM erweiterte Leitmerkmalmethode
GLT Großladungsträger
HAL TLVs Hand Activity Level Threshold Limit Values
HVK Haltungsverteilungskoeffizient
KLT Kleinladungsträger
LMM Leitmerkmalmethode
LMM HHT Leitmerkmalmethode Heben, Halten, Tragen
LMM ZS Leitmerkmalmethode Ziehen, Schieben
MEK Methods-Time Measurement für die Einzel- und Kleinseri-
enfertigung
MLT Multiple-Lasten-Tool
MOST Maynard Operation Sequence Technique
MTA Motion Time Analysis
MTM Methods-Time Measurement
MzW-Kommissionierung Mann-zu-Ware Kommissionierung
NIOSH National Institute for Occupational Safety and Health (US)
OCRA Occupational Risk Assessment of Repetitive Movements
and Exertions of the Upper Limb
OWAS Ovako Working Posture Analysing
RULA Rapid Upper Limb Assessment
SAM Sequential Activity and Methods Analysis
TMU Time Measurement Units
TRLV Technische Regeln zur Lärm- und Vibrations-
Arbeitsschutzverordnung
UAS Universelles Analysiersystem
WF Work-Factor
WR Wechselrate
WRULD Work-related upper limb disorders
WzM-Kommissionierung Ware-zu-Mann Kommissionierung
1
1 Einführung
In Deutschland produzierende Unternehmen sind aus verschiedenen Gründen be-
strebt, Arbeitsplätze in Produktion und Logistik ergonomisch zu gestalten. Zum einen
ist es erforderlich, die Arbeitsplätze an die Bedürfnisse älterer Menschen anzupas-
sen. So führt der demografische Wandel sowie die damit verbundene Erhöhung des
Renteneintrittsalters in der Bundesrepublik Deutschland zu einem höheren Anteil äl-
terer Erwerbspersonen. Bis zum Jahre 2020 ist zu erwarten, dass die 50- bis 63-
Jährigen die 35- bis 49-Jährigen als stärkste Gruppe der Erwerbsbevölkerung ablö-
sen werden [Bad-2010, S.21]. Zum anderen liegt es im Interesse der Unternehmen,
gesundheitliche Schädigungen aufgrund der Arbeitstätigkeit zu vermeiden. Andern-
falls drohen steigende Kosten für Fehlzeiten sowie Schadensersatzansprüche. Ein
weiterer Grund, sich in diesem Bereich zu engagieren, kann eine positive Darstellung
des Unternehmens in der Öffentlichkeit sein (z. B. [Loc-2010]).
Vor diesem Hintergrund wurden in vielen Unternehmen die Arbeitsbedingungen kon-
tinuierlich verbessert. Eine Vorreiterrolle nimmt innerhalb Deutschlands die Automo-
bilindustrie ein. Zusätzlich zur beschriebenen allgemeinen Motivation hat in der Au-
tomobilindustrie die Kombination aus starken Arbeitnehmervertretungen und wirt-
schaftlichen Möglichkeiten mutmaßlich dazu geführt, dass die Arbeitsplatzergonomie
mittlerweile auf einem sehr hohen Niveau angelangt ist. Die nachfolgenden Beispiele
illustrieren den hohen Aufwand, mit welchem die körperlichen Belastungen reduziert
worden sind.
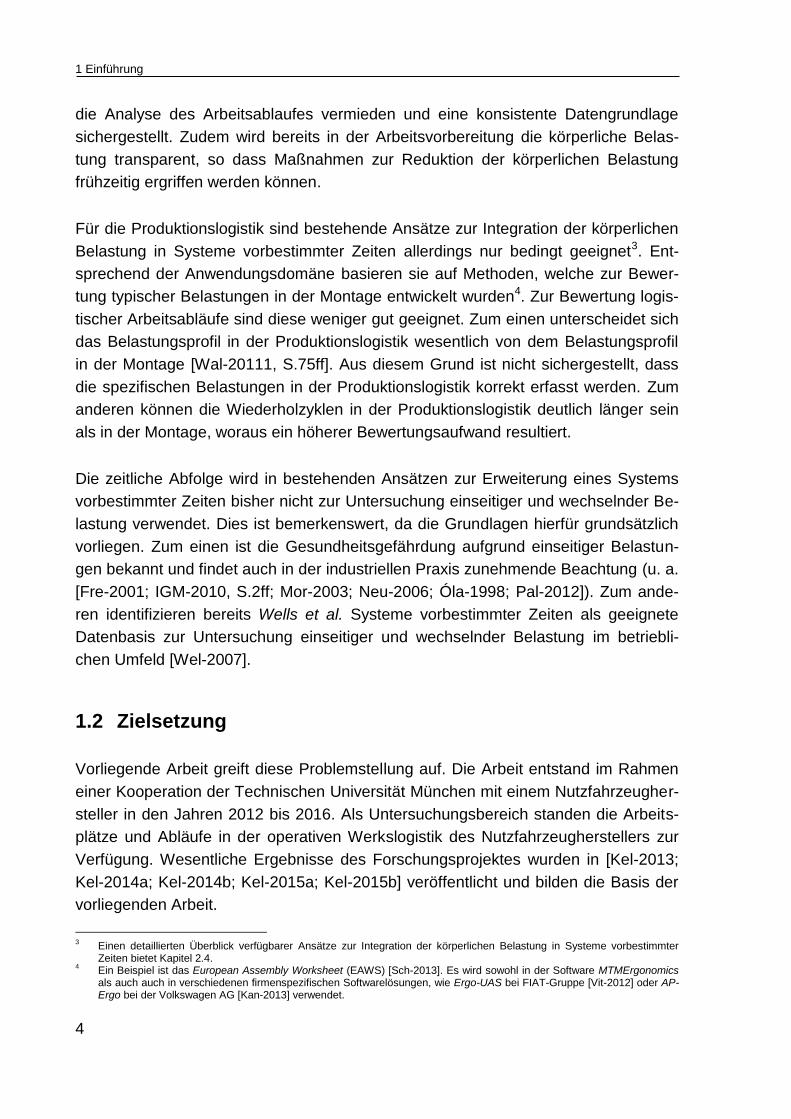
- Manuelle Lasthandhabung: In diesem Bereich wurde die körperliche Belas-
tung durch technische Maßnahmen wie den Einsatz von Manipulatoren und
Kränen für schwere Bauteile reduziert. Ein Beispiel hierfür ist die in Abbildung
1-1 dargestellte Achssequenzierung mit moderner Krananlage bei einem Nutz-
fahrzeughersteller.
Abbildung 1-1: Krananlage bei der MAN Truck&Bus AG [Kel-2014a]

1 Einführung
2
- Erzwungene Körperhaltungen: Hoch belastende Körperhaltungen wie Über-
kopfarbeit oder tiefes Bücken sind größtenteils eliminiert worden. Abbildung
1-2 zeigt als Beispiel den Einsatz von Hub-Kippgeräten in der Automobilin-
dustrie. Diese ermöglichen eine ergonomische Körperhaltung bei der Bautei-
lentnahme aus Großladungsträgern in Logistik und Produktion.
Abbildung 1-2: Hub-Kippgeräte für die Bauteileentnahme aus Großladungsträgern bei der Volks-wagen AG [Kro-2012]
- Mithilfe von Grenzwerten wird für weitere Belastungsarten sichergestellt, dass
keine gesundheitliche Gefährdung der Mitarbeiter vorliegt. Dies umfasst Be-
lastungsarten wie Aktionskräfte (z. B. Setzen von Montage-Clips), Belastung
der oberen Extremitäten bei repetitiven Tätigkeiten (Finger/Hand/Arm Be-
reich), Hand-Arm- und Ganzkörpervibrationen. Hierzu wurden Verfahren
entwickelt, die aus den auftretenden körperlichen Belastungen eine ergonomi-
sche Risikoeinstufung ableiten.1
Parallel zu dieser Entwicklung ist die Logistik und Produktion in der Automobilbran-
che allerdings von einer zunehmenden Arbeitsteilung und Arbeitsverdichtung ge-
kennzeichnet. Mathiassen sieht in den folgenden Managementkonzepten die wesent-
liche Ursache hierfür [Mat-2006]:
- Outsourcing von Nebentätigkeiten. Durch die Fokussierung auf Kerntätigkei-
ten in der Produktion und das Auslagern von Nebentätigkeiten wie der Logistik
werden die fixen Lohnkosten reduziert. Daraus resultieren allerdings standar-
disierte Arbeitsaufgaben mit hohem Wiederholungscharakter.
- Eliminierung nicht-wertschöpfender Tätigkeiten nach dem Vorbild des
Toyota Produktionssystems [Ōno-1988, S.18ff]. Mit der Eliminierung nicht-
wertschöpfender Tätigkeiten entfallen auch potenzielle Phasen mit wechseln-
der Belastung, da sich das Belastungsprofil von wertschöpfenden und nicht-
wertschöpfenden Tätigkeiten in der Regel unterscheidet (vgl. [Pal-2012; Kel-
2015b]). Durch Standardisierung und Verkürzung der Taktzeiten werden zu-
1 Vgl. Ergonomic Assembly Worksheet (EAWS) [Sch-2013], Leitmerkmalmethode (LMM) [Ste-2012].
1.1 Problemstellung
3
sätzlich die Möglichkeit für den Mitarbeiter begrenzt, den Bewegungsablauf zu
variieren und kurze informelle Erholungspausen zu machen.
- Personelle Trennung von Produktions- und Logistikaufgaben. Dies ermög-
licht den Einsatz von Mitarbeitern mit geringem Lohnniveau für Aufgaben mit
niedrigen Anforderungen in der Logistik. Für den Mitarbeiter führt dies aller-
dings zu einseitigeren Tätigkeiten.
- Leiharbeit und Werkverträge. Dies erfordert einen hohen Grad an Aufga-
benstandardisierung. Die hohe Standardisierung ist erforderlich, um Mitarbei-
ter schnell einweisen und diese Tätigkeiten von denen der Stammbelegschaft
abgrenzen zu können. Damit werden Möglichkeiten eingeschränkt, im Arbeits-
ablauf zu variieren und kurze informelle Erholungspausen einzulegen.
1.1 Problemstellung
In der Arbeitswissenschaft wird eine abwechselnde Belastung als grundsätzlich ge-
sundheitsförderlich angesehen [Wel-2007]. Insbesondere Arbeitsplätze für ältere Ar-
beitnehmer sollten Variationsmöglichkeiten beinhalten und einseitige Belastungen
vermeiden [Pra-2010, S.44]. Außerdem kann sich Abwechslung positiv auf die Ar-
beitszufriedenheit auswirken [Mat-2006].
Verfahren zur Bewertung der körperlichen Belastung berücksichtigen allerdings nicht,
in welcher zeitlichen Abfolge die Tätigkeiten ausgeführt werden und inwieweit einsei-
tige Belastungen entstehen. Aus diesem Grund besteht die Gefahr, dass durch Um-
setzung obiger Managementkonzepte eine Erhöhung der körperlichen Belastung
entsteht, welche von den eingesetzten Verfahren zur Belastungsbewertung nicht er-
fasst wird.
Systeme vorbestimmter Zeiten werden in der betrieblichen Arbeitsvorbereitung zur
Beschreibung manueller Arbeitsvorgänge und zur Ermittlung von Planzeiten einge-
setzt. Die zeitliche Abfolge von Tätigkeiten wird hierbei in hoher Detaillierung be-
schrieben. Somit liegen im betrieblichen Umfeld bereits Informationen zur zeitlichen
Abfolge von Tätigkeiten vor. Diese werden jedoch bisher nicht zur Untersuchung der
körperlichen Belastung genutzt.
Im Umfeld der Produktion werden Systeme vorbestimmter Zeiten bereits mit einer
Bewertung der körperlichen Belastung kombiniert2. Hierdurch wird Doppelarbeit für
2 Ein Beispiel ist das Zusatzmodul „MTMergonomics“ der Software „TiCon“, welche von der deutschen MTM-Vereinigung
e.V. angeboten wird [Sch-2013].
1 Einführung
4
die Analyse des Arbeitsablaufes vermieden und eine konsistente Datengrundlage
sichergestellt. Zudem wird bereits in der Arbeitsvorbereitung die körperliche Belas-
tung transparent, so dass Maßnahmen zur Reduktion der körperlichen Belastung
frühzeitig ergriffen werden können.
Für die Produktionslogistik sind bestehende Ansätze zur Integration der körperlichen
Belastung in Systeme vorbestimmter Zeiten allerdings nur bedingt geeignet3. Ent-
sprechend der Anwendungsdomäne basieren sie auf Methoden, welche zur Bewer-
tung typischer Belastungen in der Montage entwickelt wurden4. Zur Bewertung logis-
tischer Arbeitsabläufe sind diese weniger gut geeignet. Zum einen unterscheidet sich
das Belastungsprofil in der Produktionslogistik wesentlich von dem Belastungsprofil
in der Montage [Wal-20111, S.75ff]. Aus diesem Grund ist nicht sichergestellt, dass
die spezifischen Belastungen in der Produktionslogistik korrekt erfasst werden. Zum
anderen können die Wiederholzyklen in der Produktionslogistik deutlich länger sein
als in der Montage, woraus ein höherer Bewertungsaufwand resultiert.
Die zeitliche Abfolge wird in bestehenden Ansätzen zur Erweiterung eines Systems
vorbestimmter Zeiten bisher nicht zur Untersuchung einseitiger und wechselnder Be-
lastung verwendet. Dies ist bemerkenswert, da die Grundlagen hierfür grundsätzlich
vorliegen. Zum einen ist die Gesundheitsgefährdung aufgrund einseitiger Belastun-
gen bekannt und findet auch in der industriellen Praxis zunehmende Beachtung (u. a.
[Fre-2001; IGM-2010, S.2ff; Mor-2003; Neu-2006; Óla-1998; Pal-2012]). Zum ande-
ren identifizieren bereits Wells et al. Systeme vorbestimmter Zeiten als geeignete
Datenbasis zur Untersuchung einseitiger und wechselnder Belastung im betriebli-
chen Umfeld [Wel-2007].
1.2 Zielsetzung
Vorliegende Arbeit greift diese Problemstellung auf. Die Arbeit entstand im Rahmen
einer Kooperation der Technischen Universität München mit einem Nutzfahrzeugher-
steller in den Jahren 2012 bis 2016. Als Untersuchungsbereich standen die Arbeits-
plätze und Abläufe in der operativen Werkslogistik des Nutzfahrzeugherstellers zur
Verfügung. Wesentliche Ergebnisse des Forschungsprojektes wurden in [Kel-2013;
Kel-2014a; Kel-2014b; Kel-2015a; Kel-2015b] veröffentlicht und bilden die Basis der
vorliegenden Arbeit.
3 Einen detaillierten Überblick verfügbarer Ansätze zur Integration der körperlichen Belastung in Systeme vorbestimmter
Zeiten bietet Kapitel 2.4. 4 Ein Beispiel ist das European Assembly Worksheet (EAWS) [Sch-2013]. Es wird sowohl in der Software MTMErgonomics
als auch auch in verschiedenen firmenspezifischen Softwarelösungen, wie Ergo-UAS bei FIAT-Gruppe [Vit-2012] oder AP-Ergo bei der Volkswagen AG [Kan-2013] verwendet.
1.2 Zielsetzung
5
Zielsetzung der Arbeit ist die Erweiterung eines Systems vorbestimmter Zeiten zur
Bewertung der körperlichen Belastung in der Produktionslogistik. Zentral sind zwei
Aspekte:
- Integrierte Bewertung von Zeit und Belastung in der Produktionslogistik:
Entwicklung eines Konzeptes zur integrierten Bewertung von Zeit und Belas-
tung, welches Anwendungsbeschränkungen bestehender Ansätze aufgreift
und den Einsatz in der Produktionslogistik ermöglicht. Dies soll zum einen
durch die Wahl geeigneter Bewertungsverfahren erreicht werden. Zum ande-
ren soll der Bewertungsaufwand für wiederkehrende Tätigkeitsabläufe mithilfe
von vordefinierten Prozessbausteinen reduziert werden. Vordefinierte Pro-
zessbausteine beschreiben einen Prozess zeitlich und belastungsseitig mithil-
fe von Parametern5. In diesem Fall muss für eine Bewertung nicht der gesam-
te Ablauf aus Grundbewegungen neu aufgebaut werden.
- Untersuchung Einseitigkeit und Abwechslung: Systeme vorbestimmter
Zeiten beschreiben in hoher Detaillierung die Körperbewegungen des Mitar-
beiters. Diese Information wird bisher allerdings nicht zur Untersuchung hin-
sichtlich Einseitigkeit und Abwechslung genutzt. Basierend auf einem System
vorbestimmter Zeiten soll daher ein Konzept zur Untersuchung der zeitlichen
Abfolge von Tätigkeiten hinsichtlich Einseitigkeit und Abwechslung entwickelt
werden.
Die Zielsetzung der Arbeit erfordert die Untersuchung nachfolgender Fragestellun-
gen6, welche sich im Aufbau der Arbeit widerspiegeln:
Welche körperlichen Belastungen treten in der Produktionslogistik auf und welche
Verfahren eignen sich zu deren Bewertung? (Kapitel 3)
Welche wiederkehrenden Tätigkeitsfolgen lassen sich in der Produktionslogistik
definieren, und auf welcher Aggregationsebene können Parametermodelle zur in-
tegrierten Bewertung von Zeit und Belastung aufgebaut werden? Wie werden Ein-
flussgrößen (Parameter und Konstanten) bestimmt? (Kapitel 4)
Welche Zeit- und Belastungsmodelle eignen sich zur Untersuchung einseitiger
und wechselnder Belastung, und anhand welcher Merkmale können einseitige
Belastungssituationen identifiziert werden? (Kapitel 5)
Wie können in der industriellen Praxis einseitige Belastungen in der Produktions-
logistik vermieden werden? (Kapitel 6)
5 Beispiel Kommissionierung: Artikelgewicht, Anzahl Positionen je Auftrag, Anzahl Aufträge, Wegelänge pro Auftrag.
6 Die detaillierte Herausarbeitung der untersuchten Fragestellungen erfolgt in Kapitel 2.
1 Einführung
6
Die gewonnenen Erkenntnisse sollen eine Bewertung der körperlichen Belastung mit
geringem Aufwand und eine Identifikation einseitiger Belastungssituationen ermögli-
chen. Daneben sollen Handlungsempfehlungen zur Reduktion einseitiger Belas-
tungssituationen dem betrieblichen Praktiker Hilfestellung und Anregung geben.
1.3 Vorgehensweise
Als Untersuchungsobjekt steht die operative Werkslogistik eines Nutzfahrzeugher-
stellers zur Verfügung. Der Untersuchungsbereich umfasst über 500 Mitarbeiter und
deckt alle charakteristischen Funktionen der Produktionslogistik ab.
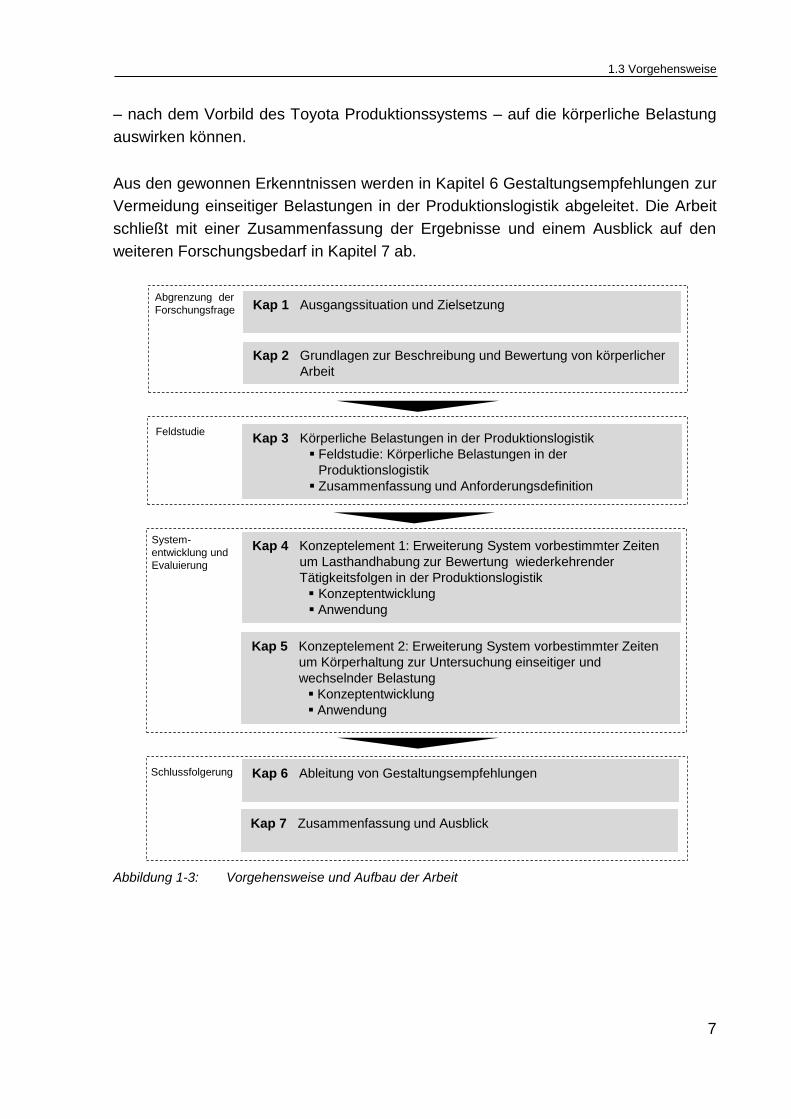
Die Arbeit umfasst sieben Kapitel. Abbildung 1-3 zeigt Vorgehensweise und Aufbau
der Arbeit.
Die Ausgangssituation und die Zielsetzung der Arbeit werden in Kapitel 1 dargestellt.
Hierauf folgen in Kapitel 2 die Grundlagen zur Beschreibung körperlicher Arbeit und
die Abgrenzung der Forschungsfrage.
In Kapitel 3 werden im Rahmen einer Feldstudie Tätigkeiten und auftretende körper-
liche Belastungen in der Produktionslogistik untersucht und geeignete Verfahren zur
Bewertung identifiziert. Basierend hierauf werden die Anforderungen an das erweiter-
te System vorbestimmter Zeiten definiert. Die Erweiterung umfasst zwei Stufen.
Kapitel 4 umfasst die erste Erweiterungsstufe (Konzeptelement 1) des Systems vor-
bestimmter Zeiten. Dabei wird das System vorbestimmter Zeiten um Lasthandha-
bung erweitert und ein Konzept zur integrierten Bewertung von Zeit und Belastung
für wiederkehrende Tätigkeitsfolgen in der Produktionslogistik entwickelt. Hierzu
werden geeignete Zeit- und Belastungsmodelle ausgewählt und eine Vorgehenswei-
se zur Bestimmung der Einflussgrößen vorgestellt. Das entwickelte Konzept wird in
der vorliegenden Arbeit am Beispiel eines industriellen Großladungsträger-
Routenzugprozess angewendet.
Die zweite Erweiterungsstufe (Konzeptelement 2) in Kapitel 5 umfasst die Erweite-
rung des Systems vorbestimmter Zeiten um die Körperhaltung zur Untersuchung ein-
seitiger und wechselnder Belastungen. Hierzu werden geeignete Zeit- und Belas-
tungsmodelle ausgewählt und Merkmale einseitiger Belastungssituationen identifi-
ziert. Das entwickelte Konzept wird zur Untersuchung dreier Fallbeispiele eingesetzt.
In den Fallbeispielen wird untersucht, wie sich Lean-Production-Gestaltungsansätze
1.3 Vorgehensweise
7
– nach dem Vorbild des Toyota Produktionssystems – auf die körperliche Belastung
auswirken können.
Aus den gewonnen Erkenntnissen werden in Kapitel 6 Gestaltungsempfehlungen zur
Vermeidung einseitiger Belastungen in der Produktionslogistik abgeleitet. Die Arbeit
schließt mit einer Zusammenfassung der Ergebnisse und einem Ausblick auf den
weiteren Forschungsbedarf in Kapitel 7 ab.
Abbildung 1-3: Vorgehensweise und Aufbau der Arbeit
Kap 3 Körperliche Belastungen in der Produktionslogistik
Feldstudie: Körperliche Belastungen in der
Produktionslogistik
Zusammenfassung und Anforderungsdefinition
Kap 2 Grundlagen zur Beschreibung und Bewertung von körperlicher
Arbeit
Kap 1 Ausgangssituation und Zielsetzung
Kap 6 Ableitung von Gestaltungsempfehlungen
Kap 7 Zusammenfassung und Ausblick
Abgrenzung der
Forschungsfrage
Schlussfolgerung
Kap 4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten
um Lasthandhabung zur Bewertung wiederkehrender
Tätigkeitsfolgen in der Produktionslogistik
Konzeptentwicklung
Anwendung
Kap 5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten
um Körperhaltung zur Untersuchung einseitiger und
wechselnder Belastung
Konzeptentwicklung
Anwendung
System-
entwicklung und
Evaluierung
Feldstudie

9
2 Beschreibung und Bewertung von körperlicher Arbeit
Im nachfolgenden Kapitel werden die relevanten Grundlagen zur Beschreibung und
Bewertung körperlicher Arbeit in der Produktionslogistik vorgestellt. Zunächst wird die
Produktionslogistik als Anwendungsdomäne abgegrenzt (2.1). Anschließend werden
die Grundlagen zu Systemen vorbestimmter Zeiten (2.2) sowie arbeitsbezogener
körperlicher Belastungen (2.3) vorgestellt. Entsprechend dem Fokus der Arbeit wird
anschließend der Stand der Forschung zu einseitiger und wechselnder Belastung
(2.4) sowie der kombinierten Bewertung von Zeit und Belastung (2.5) recherchiert.
Abschluss des Kapitels bildet eine Zusammenfassung und Ableitung des For-
schungsbedarfes (2.6).
2.1 Vorstellung der Produktionslogistik als Anwendungsdomäne
Die Arbeit ist im Bereich der Logistik und damit der anwendungsorientierten For-
schung angesiedelt. Aufgabe der Logistik ist die Planung, Steuerung, Realisierung
und Kontrolle des Güter- und Informationsflusses im und zwischen Unternehmen
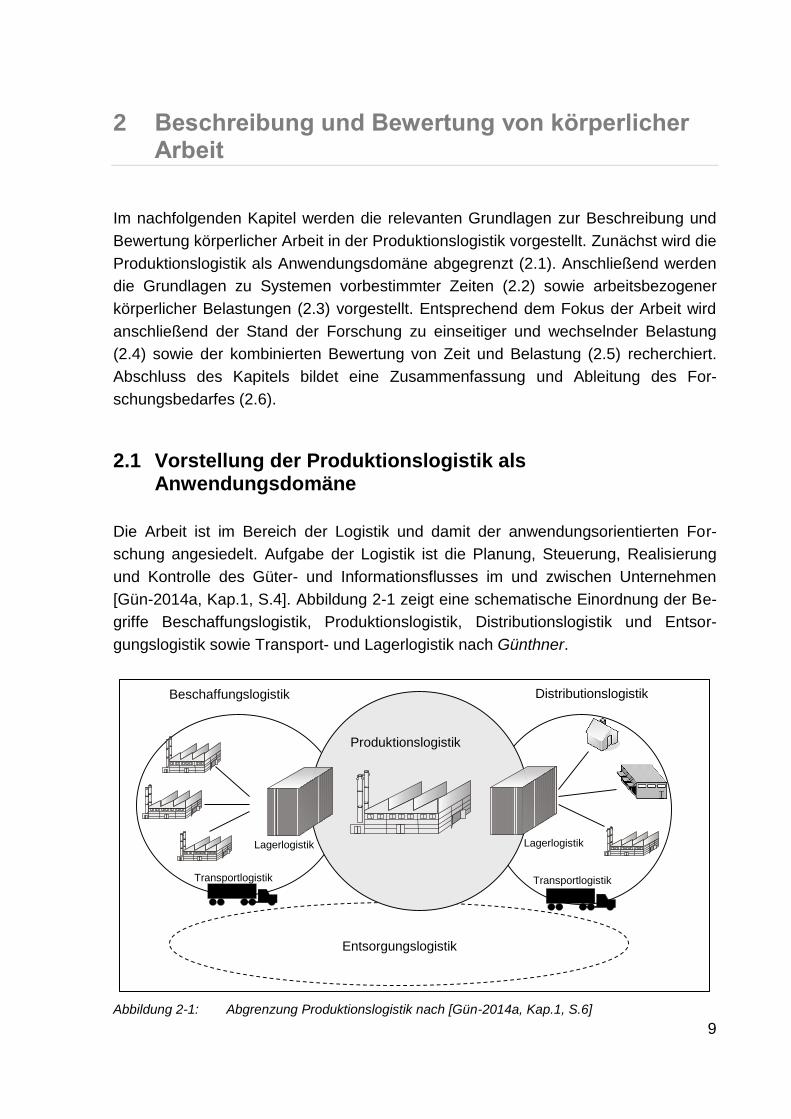
[Gün-2014a, Kap.1, S.4]. Abbildung 2-1 zeigt eine schematische Einordnung der Be-
griffe Beschaffungslogistik, Produktionslogistik, Distributionslogistik und Entsor-
gungslogistik sowie Transport- und Lagerlogistik nach Günthner.
Abbildung 2-1: Abgrenzung Produktionslogistik nach [Gün-2014a, Kap.1, S.6]
Beschaffungslogistik Distributionslogistik
Entsorgungslogistik
Lagerlogistik
Transportlogistik
Lagerlogistik
Produktionslogistik
Transportlogistik
Lagerlogistik
2 Beschreibung und Bewertung von körperlicher Arbeit
10
Die Versorgung des Unternehmens mit betriebsfremden Gütern wird von der Be-
schaffungslogistik durchgeführt. Die Produktionslogistik umfasst den Material- und
Informationsfluss innerhalb der Produktion vom Wareneingang über die unterschied-
lichen Stufen des Produktionsprozesses bis zum Warenausgang. Neben dem physi-
schen Materialfluss (operative Logistik) beinhaltet dies die Steuerung von Aufträgen,
Kapazitäten und Material sowie die Planung von Strukturen und Prozessen. Die Ver-
sorgung des Kunden mit dem Fertigprodukt wird als Distributionslogistik bezeichnet.
Wesentliche Aufgabe ist die Überbrückung räumlicher und zeitlicher Unterschiede
zwischen Güterproduktion und -verbrauch. Die Entsorgungslogistik beinhaltet die
Rückführung der Produkte zur Verwertung oder Entsorgung. Transport- und Lagerlo-
gistik bezeichnen logistische Kernfunktionen, welche entlang der gesamten Wert-
schöpfungskette eingesetzt werden. [Gün-2014a, Kap.1, S.6ff; Wil-2009, S.33-59]
Anwendungsdomäne der vorliegenden Arbeit ist die Produktionslogistik. Betrachtet
werden Arbeitsplätze und Prozesse innerhalb der operativen Logistik. Funktionen der
Steuerung und Planung werden nicht betrachtet. Aufgabe der operativen Logistik ist
die Durchführung des Materialflusses vom Wareneingang über die unterschiedlichen
Stufen des Produktionsprozesses bis zum Warenausgang. Dabei treten folgende
logistischen Grundfunktionen auf:
- Wareneingang
- Lager
- Kommissionierung
- Innerbetrieblicher Transport
- Warenausgang
Im Wareneingang werden die betriebsfremden Güter angeliefert und vereinnahmt
[Gün-2014a, Kap.2, S.22]. Neben der Entladung werden folgende Teilprozesse
durchgeführt: Prüfung der Frachtpapiere, Identifikation der Waren, Prüfung der Liefe-
rung, Bestätigung über Erhalt der Lieferung und Wareneingangsbuchung. Das Um-
packen von Ware stellt eine Sondertätigkeit dar, welche ebenfalls im Wareneingang
auftreten kann. Entsprechend der durchgeführten Prozesse treten im Wareneingang
vornehmlich folgende Arbeitstätigkeiten auf:
- Administrative Tätigkeiten
- Fahrtätigkeiten (Gegengewicht und Schubmaststapler)
- Manuelles Umsetzen (z. B. Umpacken)
2.1 Vorstellung der Produktionslogistik als Anwendungsdomäne
11
- Manuelles Ziehen und Schieben (z. B. Handgabelhubwagen)
Materiallager dienen der Bevorratung des angelieferten Materials und dem Ausgleich
von Liefer- und Bedarfsmengen7 Zur Versorgung der Produktion sind Lager- und
Kommissionierbereiche häufig in einem Bereich konsolidiert. In Lagerbereichen tre-
ten vornehmlich folgende Tätigkeiten auf:
- Administrative Tätigkeiten
- Fahr- und Einlagertätigkeiten (Gegengewicht-, Schubmast- und Hochregal-
stapler)
- Manuelles Umsetzen (z. B. manuelle Einlagerung von Kleinladungsträgern)
- Manuelles Ziehen und Schieben (z. B. Handgabelhubwagen)
Die Kommissionierung bezeichnet nach VDI-Richtlinie 3590-1 das „Zusammenstellen
von Teilmengen aufgrund von Anforderungen (Auftrag) aus einer Gesamtmenge
(Sortiment)“ [VDI 3590-1]. In der automobilen Produktionslogistik finden Kommissio-
niervorgänge zur Zusammenstellung fahrzeugbezogener Warenkörbe, zur Sequen-
zierung8 und zur Gebindevereinzelung statt. Je nach dem, ob sich der Mitarbeiter zur
Ware bewegt oder nicht, unterscheidet man folgende Kommissioniersysteme:
- Mann-zu-Ware Kommissionierung (MzW-Kommissionierung),
- Ware-zu-Mann Kommissionierung (WzM-Kommissionierung)
Der innerbetriebliche Transport umfasst den Transport von Material und Leergut in-
nerhalb des Unternehmens. Transportaufgaben treten vom Wareneingang über die
unterschiedlichen Stufen des Produktionsprozesses bis zum Warenausgang auf. Die
Durchführung der Transportaufgaben erfolgt in der Regel durch:
- Gegengewichtsstapler
- Schubmaststapler
- Kleinladungsträger-Routenzug (KLT-Routenzug)
- Großladungsträger-Routenzug (GLT-Routenzug)
7 Fertigwarenlager bilden die Schnittstelle zur Distributionslogistik und werden daher in der vorliegenden Arbeit nicht be-
trachtet. 8 Zusammenstellen unterschiedlicher Bauteilvarianten in der Verbaureihenfolge.
2 Beschreibung und Bewertung von körperlicher Arbeit
12
Im Warenausgang werden die Fertigprodukte bereitgestellt und versandt. Typische
Prozesse im Warenausgang sind das Bereitstellen der Waren zur Verladung, Prü-
fung auf Vollständigkeit der Lieferung, Erstellung der Lieferpapiere und die Verladung
[Gün-2010, S. 2-23]. Tätigkeiten im Warenausgang umfassen:
- Administrative Tätigkeiten
- Fahrtätigkeiten (Gegengewicht und Schubmaststapler)
- Manuelles Umsetzen (z. B. Verpacken)
- Manuelles Ziehen und Schieben (z. B. Handgabelhubwagen)
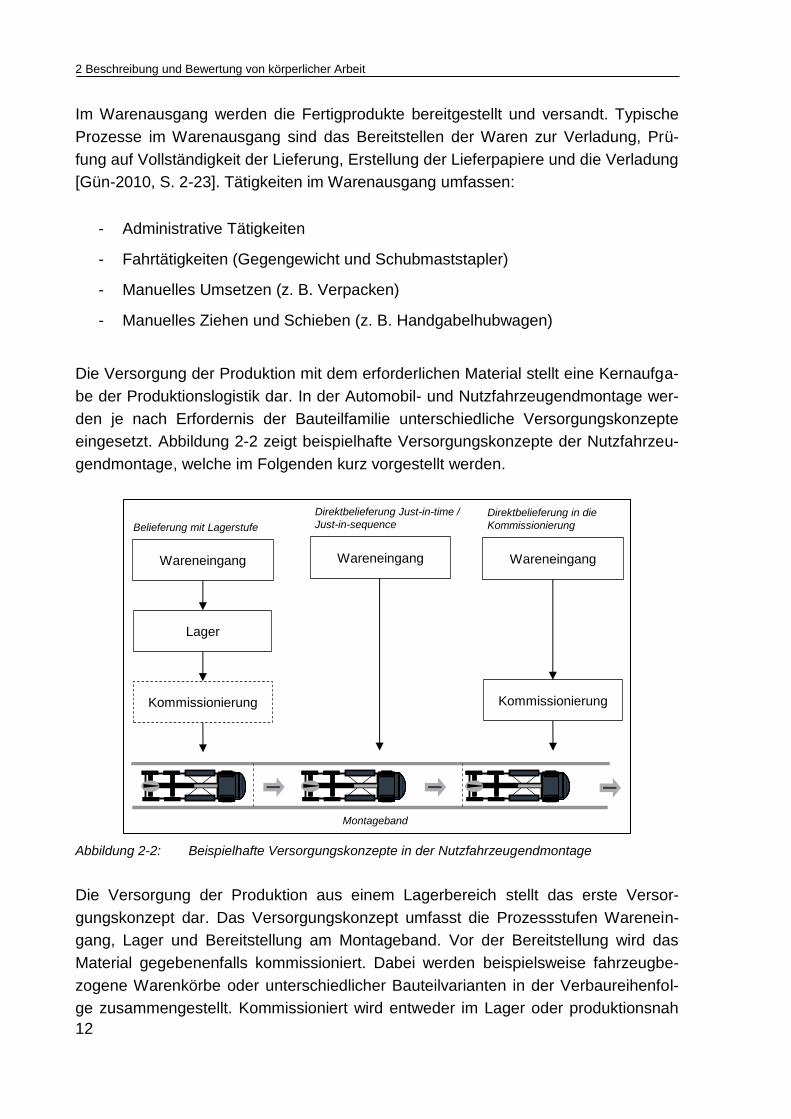
Die Versorgung der Produktion mit dem erforderlichen Material stellt eine Kernaufga-
be der Produktionslogistik dar. In der Automobil- und Nutzfahrzeugendmontage wer-
den je nach Erfordernis der Bauteilfamilie unterschiedliche Versorgungskonzepte
eingesetzt. Abbildung 2-2 zeigt beispielhafte Versorgungskonzepte der Nutzfahrzeu-
gendmontage, welche im Folgenden kurz vorgestellt werden.
Abbildung 2-2: Beispielhafte Versorgungskonzepte in der Nutzfahrzeugendmontage
Die Versorgung der Produktion aus einem Lagerbereich stellt das erste Versor-
gungskonzept dar. Das Versorgungskonzept umfasst die Prozessstufen Warenein-
gang, Lager und Bereitstellung am Montageband. Vor der Bereitstellung wird das
Material gegebenenfalls kommissioniert. Dabei werden beispielsweise fahrzeugbe-
zogene Warenkörbe oder unterschiedlicher Bauteilvarianten in der Verbaureihenfol-
ge zusammengestellt. Kommissioniert wird entweder im Lager oder produktionsnah
Montageband
Lager
Wareneingang
Kommissionierung
Belieferung mit Lagerstufe
Wareneingang
Direktbelieferung Just-in-time /
Just-in-sequence
Wareneingang
Kommissionierung
Direktbelieferung in die
Kommissionierung
2.2 Systeme vorbestimmter Zeiten
13
in sogenannten Supermärkten. Dieses Versorgungskonzept erlaubt die Optimierung
der Transportkosten und die Integration von Lieferanten mit langen Lieferzeiten. Al-
lerdings kann dieses Versorgungskonzept zu hohen Beständen führen und ist daher
für Teile und Baugruppen mit hohem Wert oder hoher Variantenanzahl weniger ge-
eignet. [Gün-2014a, Kap.2, S.18]
In diesem Fall können lagerlose Versorgungskonzepte eine Alternative darstellen.
Das Material wird bei diesen Konzepten ohne Zwischenstufe direkt zum Montage-
band transportiert. Im Vergleich zur lagerhaltigen Belieferung ermöglichen diese als
Just-in-time und Just-in-sequence bezeichneten Versorgungskonzepte eine signifi-
kante Bestandsreduktion, erfordern allerdings einen höheren Steuerungs- und
Transportaufwand. Just-in-time bezeichnet die lagerlose Anlieferung sortenreiner
Behälter und ist geeignet für hochwertige Teile mit geringer Variantenanzahl. Just-in-
sequence bezeichnet die lagerlose Anlieferung in der richtigen Reihenfolge (Ver-
bausequenz) und ist für variantenreiche oder kundenspezifische Teile mit hohem
Wert geeignet. [Gün-2014a, Kap.2, S.19]
Eine Zwischenstufe stellt die Direktbelieferung in die Kommissionierung dar. Hierbei
werden sortenreine Behälter direkt in produktionsnahe Kommissionierbereiche ange-
liefert. Dort werden die Bauteile fahrzeugbezogen kommissioniert und anschließend
an den Anlieferort transportiert.
Die vorgestellten beispielhaften Versorgungskonzepte lassen sich beliebig erweitern
und kombinieren. Die Planung und Auswahl geeigneter Versorgungsprozesse ist
dementsprechend eine komplexe Aufgabenstellung. Eine umfassende Darstellung zu
Auswahl und Gestaltung von Versorgungskonzepten findet sich unter anderem in der
Dissertation von Boppert [Bop-2008, S.77ff]
Nach Festlegung des Versorgungskonzeptes werden in der betrieblichen Arbeitsvor-
bereitung die operativen Logistikprozesse geplant und die erforderlichen Kapazitäten
bestimmt. Für manuelle Arbeitsvorgänge werden dabei Systeme vorbestimmter Zei-
ten eingesetzt, welche nachfolgend vorgestellt werden.
2.2 Systeme vorbestimmter Zeiten
Systeme vorbestimmter Zeiten dienen der Beschreibung manueller Arbeitsvorgänge
und ermöglichen die rechnerische Ermittlung von Planzeiten. Neben der Ermittlung
von Planzeiten kann die Arbeitsvorgangsbeschreibung auch zur Identifikation von
Schwachstellen und Ableitung von Optimierungsmaßnahmen eingesetzt werden.
2 Beschreibung und Bewertung von körperlicher Arbeit
14
Das Grundprinzip von Systemen vorbestimmter Zeiten ist das Unterteilen von Bewe-
gungsabläufen in Bewegungselemente. Den Bewegungselementen sind vorbestimm-
te Zeiten zugeordnet und deren Summe ergibt eine Planzeit für den gesamten Be-
wegungsablauf. Im Gegensatz zu Zeitaufnahmeverfahren wie dem REFA-Verfahren9
[Sch-2010, S.672-675], welche auf Messung beruhen, kann so bereits in der Pla-
nungsphase die Zeitdauer manueller Arbeitsschritte bestimmt werden. Die Entwick-
lung dieser Systeme geht auf Gilbreth und Taylor Anfang des 20. Jahrhunderts zu-
rück. Ausgehend von der Annahme, dass es für eine Tätigkeit eine beste Art der Be-
wegungsausführung gibt, führten sie Bewegungsanalysen durch [May-2001, Kap.1,
S.6]. Mithilfe von Filmaufnahmen identifizierte Gilbreth 17 Vorgangselemente, aus
welchen sich die meisten menschlichen Bewegungen zusammensetzen lassen [Sch-
2010, S.696]. Aufbauend hierauf wurde von Segur 1926 unter der Bezeichnung „Mo-
tion Time Analysis“ (MTA) das erste System vorbestimmter Zeiten veröffentlicht
[MTM-2011, S.10]. Hieraus wurden die heute praktisch relevanten Verfahren, das
„Methods-Time Measurement“ (MTM), das „Work-Factor“ (WF) und das „Maynard
Operation Sequence Technique“ (MOST) entwickelt [Sch-2010, S.696-697]. Das
MTM-Verfahren berücksichtigt im Gegensatz zum WF-Verfahren auch qualitative
Einflussgrößen wie den Kontrollaufwand, welche einer Beurteilung des Analysieren-
den unterliegen [Sch-2010, S.697]. Das MOST-Verfahren basiert auf dem MTM-
Grundsystem und beinhaltet zur Reduktion des Analyseaufwandes standardisierte
Bewegungssequenzmodelle [May-2001, Kap.5, S. 18-19]. Das MTM-System ist das
Verfahren mit der weltweit größten Verbreitung [Bok-2012, S.98]. Die deutsche MTM-
Vereinigung gibt an, dass heutzutage 80 Prozent aller Systeme vorbestimmter Zeiten
auf dem MTM-System beruhen [MTM-2011, S.10]. Aufgrund der hohen Verbreitung
wird in der vorliegenden Arbeit als System vorbestimmter Zeiten das MTM-System
verwendet. Dies erleichtert eine Übertragung und Weiterverwendung der Ergebnisse.
Das MTM-System wird im Folgenden näher beschrieben.
2.2.1 MTM-Prozessbausteinsysteme
Das MTM-System wurde in den 50er Jahren von Maynard, Schwab und Stegemerten
basierend auf Filmaufnahmen und dem MTA-System entwickelt. Das System wird
heute als MTM-1-Grundsystem bezeichnet. Um die Dauer von Grundbewegungen
(wie z. B. Greifen, Hinlangen oder Gehen) zu bestimmen, wurden industrielle Ar-
beitsabläufe gefilmt. Die Filmgeschwindigkeit betrug 16 Bilder pro Sekunde. Durch
Auszählen der Bilder je Bewegung wurden die Zeiten errechnet. Aus der individuel-
len Ausführungszeit wurde mit einem Faktor zur Leistungsgradbeurteilung eine
Normzeit errechnet. Der Faktor zur Leistungsgradbeurteilung umfasst die vier Bewer-
9 Verband für Arbeitsgestaltung, Betriebsorganisation und Unternehmensentwicklung (Abk. REFA von Reichsausschuß für
Arbeitszeitermittlung).
2.2 Systeme vorbestimmter Zeiten
15
tungsmerkmale Geschicklichkeit, Anstrengung, Gleichmäßigkeit der Ausführungszeit
und Arbeitsbedingungen. [MTM-2011, S.12 ff]
Die Zeitwerte werden in „Time Measurement Unit“ (TMU) angegeben. Für die Um-
rechnung in das SI-System gilt:
1 𝑇𝑀𝑈 =1
1000ℎ = 0,036𝑠
Aufgrund einer hohen Detaillierung eignet sich das MTM-1-Grundsystem zur Be-
schreibung kurzzyklischer Arbeitsabläufe mit hohem Wiederholcharakter. Für länger-
zyklische Arbeitsabläufe mit niedrigerem Wiederholcharakter wurden weitere MTM-
Systeme entwickelt. Je nach Wiederholcharakter und Länge der Zykluszeit werden
drei Prozesstypen unterschieden [MTM-2011, S.21]:
- Kurzzyklische Mengenfertigung wird als Prozesstyp 1 bezeichnet. Die Zyk-
luszeit liegt zumeist unter 60 Sekunden. Der Bewegungsablauf wiederholt sich
ohne Abweichungen ständig und variiert nur in geringem Maße zwischen ver-
schiedenen Mitarbeitern. Ein Beispiel stellt die Massenfertigung von Elektro-
nikkomponenten dar. Zur Beschreibung von Tätigkeiten des Prozesstyps 1
wird das MTM-1-Grundsystem verwendet.
- Längerzyklische Fertigung mit Wiederholcharakter wird als Prozesstyp 2 be-
zeichnet. Die Zykluszeit liegt im Bereich von einigen Minuten. Arbeitsinhalte
und -ausführungszeiten können variieren und die Arbeitsausführung kann sich
zwischen Mitarbeitern unterscheiden. Typische Anwendungsbeispiele sind in
der Automobilindustrie oder der Logistik zu finden. Zur Beschreibung von Tä-
tigkeiten des Prozesstyps 2 können die Systeme MTM-2, „Universelles Analy-
siersystem“ (UAS), „Sequential Activity and Methods Analysis“ (SAM) oder
„Standardvorgänge Logistik“ (SVL) verwendet werden.
- Fertigung ohne zyklische Wiederholung wird als Prozesstyp 3 bezeichnet.
Hier wird in Kleinserien oder Einzelfertigung zumeist auftragsbezogen produ-
ziert. Die Mitarbeiter haben einen geringen Routinegrad und die Arbeitsaus-
führung unterscheidet sich wesentlich zwischen den Mitarbeitern. Beispiele
liegen im Bereich des kundenspezifischen Maschinen-, Stahl- und Anlagen-
baus. Zur Beschreibung von Tätigkeiten des Prozesstyps 3 kann „MTM für die
Einzel- und Kleinserienfertigung“ (MEK) verwendet werden.
Die in der Arbeit betrachteten Logistikarbeitsplätze umfassen sich wiederholende
Tätigkeiten mit längerem Zyklus und einer gewissen Streuung in der Arbeitsausfüh-
rung. Sie werden daher dem Prozesstyp 2 zugeordnet. Hierfür sind das UAS-System
2 Beschreibung und Bewertung von körperlicher Arbeit
16
sowie das SVL-System geeignet. Diese werden neben dem MTM-1-Grundsystem
nachfolgend vorgestellt.
2.2.2 MTM-1
Grundlage des MTM-1-System bildet ein Grundzyklus, welcher folgende Bewegun-
gen umfasst [MTM-2011, S. 33ff]:
- Hinlangen: Bewegen der Hand zu einem Gegenstand
- Greifen: Einen Gegenstand unter Kontrolle nehmen
- Bringen: Bewegen eines Gegenstandes mit der Hand
- Fügen: In- oder Aneinanderfügen von Gegenständen
- Loslassen: Aufheben der Kontrolle über einen Gegenstand
Ergänzt wird dieser Grundzyklus durch
- Drei Grundbewegungen: Drehen, Drücken, Trennen,
- Zwei Blickfunktionen: Blickverschieben, Prüfen,
- Elf Körperbewegungen: Fußbewegung, Beinbewegung, Seitenschritt, Kör-
perdrehung, Gehen, Beugen und Aufrichten, Knien und Aufrichten, Setzen
und Aufstehen.
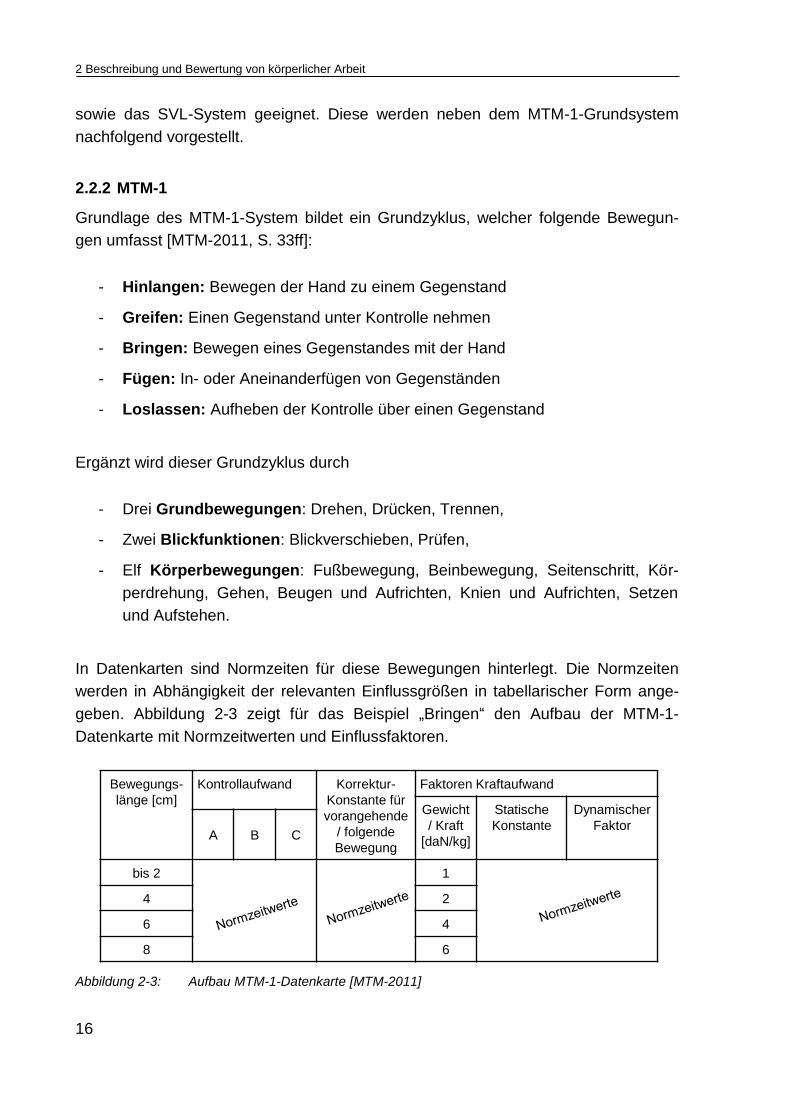
In Datenkarten sind Normzeiten für diese Bewegungen hinterlegt. Die Normzeiten
werden in Abhängigkeit der relevanten Einflussgrößen in tabellarischer Form ange-
geben. Abbildung 2-3 zeigt für das Beispiel „Bringen“ den Aufbau der MTM-1-
Datenkarte mit Normzeitwerten und Einflussfaktoren.
Abbildung 2-3: Aufbau MTM-1-Datenkarte [MTM-2011]
Bewegungs-
länge [cm]
Kontrollaufwand Korrektur-
Konstante für
vorangehende
/ folgende
Bewegung
Faktoren Kraftaufwand
Gewicht
/ Kraft
[daN/kg]
Statische
Konstante
Dynamischer
FaktorA B C
bis 2 1
4 2
6 4
8 6
2.2 Systeme vorbestimmter Zeiten
17
Die Normzeiten der Bewegung „Bringen“ berücksichtigen als Einflussfaktoren die
Bewegungslänge, den Kontrollaufwand, vorangehende oder folgende Bewegungen
sowie die aufzubringende Kraft. Die wichtigste Einflussgröße dieser Bewegung ist die
Bewegungslänge in Zentimetern. Unter Kontrollaufwand wird der Schwierigkeitsgrad
der Koordination von Motorik und Sensorik verstanden. Für das Beispiel „Bringen“
werden drei Fälle unterschieden:
- Fall A: Einen Gegenstand zur anderen Hand oder Anschlag bringen
- Fall B: Einen Gegenstand in eine ungefähre oder unbestimmte Lage bringen
(Spiel: >25mm)
- Fall C: Einen Gegenstand in eine genau bestimmte Lage bringen (Spiel: >12
bis ≤24 mm)
Falls der Bewegung „Bringen“ unmittelbar eine Bewegung vorangeht (oder folgt), ent-
fällt die Beschleunigung am Anfang (oder das Abbremsen am Ende) der Bewegung.
Hierfür werden Korrektur-Konstanten verwendet. Ein erhöhter Kraftaufwand verlang-
samt die Bewegungsausführung. Das MTM-1-System bildet dies über eine statische
Konstante und einen dynamischen Faktor ab. Die statische Konstante wird zu der
Grundzeit der Bewegung addiert und bildet die reduzierte Beschleunigung am An-
fang und Ende der Bewegung ab. Der dynamische Faktor wird mit der Grundzeit der
Bewegung multipliziert und bildet die reduzierte Bewegungsgeschwindigkeit ab.
2.2.3 Universelles Analysiersystem und Standardvorgänge Logistik
Das UAS-System fasst den Grundzyklus der fünf MTM-1-Grundbewegungen zu ei-
nem Vorgang „Aufnehmen und Platzieren“ zusammen. Die Einflussfaktoren Bewe-
gungslänge, aufzubringende Kraft und Kontrollaufwand bleiben bestehen, allerdings
sind die Abstufungen weniger detailliert. Durch Zusammenfassung zu einer Bewe-
gungsfolge werden die Einflussfaktoren außerdem für die gesamte Bewegungsfolge
nur einmal analysiert und nicht mehr für jede Grundbewegung getrennt (Abbildung
2-4). Die geringere Genauigkeit ist aufgrund unterschiedlicher Möglichkeiten der Ar-
beitsausführung sinnvoll und reduziert den Analyseaufwand im Vergleich zum MTM-
1-System erheblich. Neben dem Grundzyklus „Aufnehmen und Platzieren“ umfasst
das UAS-System folgende Bewegungen: 1 Platziervorgang, 1 Vorgang „Hilfsmittel
handhaben“, 2 Betätigen-Vorgänge, 4 Bewegungszyklen, 3 Körperbewegungen und
1 Vorgang „visuelle Kontrolle“. [Bok-2012, S. 479-494]
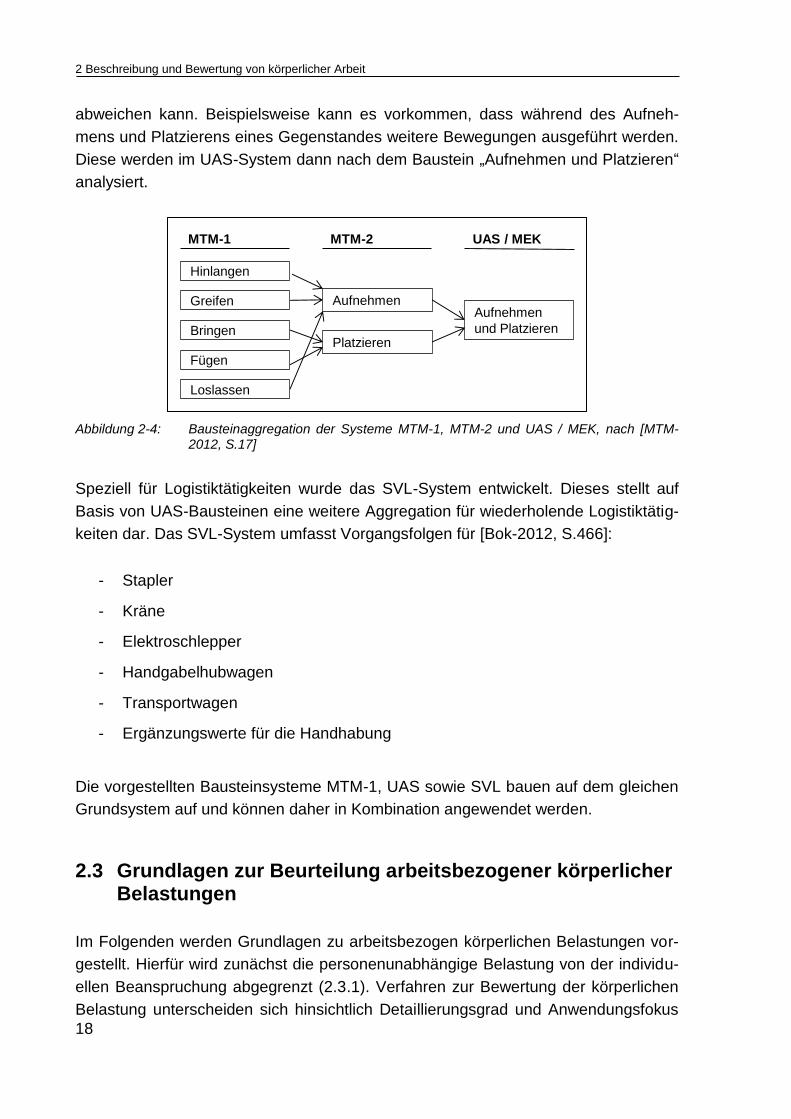
Ein wesentlicher Unterschied des UAS-Systems zu MTM-1 ist, dass die Tätigkeitsab-
folge in der Analyse aufgrund der Aggregation von der tatsächlichen Reihenfolge
2 Beschreibung und Bewertung von körperlicher Arbeit
18
abweichen kann. Beispielsweise kann es vorkommen, dass während des Aufneh-
mens und Platzierens eines Gegenstandes weitere Bewegungen ausgeführt werden.
Diese werden im UAS-System dann nach dem Baustein „Aufnehmen und Platzieren“
analysiert.
Abbildung 2-4: Bausteinaggregation der Systeme MTM-1, MTM-2 und UAS / MEK, nach [MTM-2012, S.17]
Speziell für Logistiktätigkeiten wurde das SVL-System entwickelt. Dieses stellt auf
Basis von UAS-Bausteinen eine weitere Aggregation für wiederholende Logistiktätig-
keiten dar. Das SVL-System umfasst Vorgangsfolgen für [Bok-2012, S.466]:
- Stapler
- Kräne
- Elektroschlepper
- Handgabelhubwagen
- Transportwagen
- Ergänzungswerte für die Handhabung
Die vorgestellten Bausteinsysteme MTM-1, UAS sowie SVL bauen auf dem gleichen
Grundsystem auf und können daher in Kombination angewendet werden.
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen
Im Folgenden werden Grundlagen zu arbeitsbezogen körperlichen Belastungen vor-
gestellt. Hierfür wird zunächst die personenunabhängige Belastung von der individu-
ellen Beanspruchung abgegrenzt (2.3.1). Verfahren zur Bewertung der körperlichen
Belastung unterscheiden sich hinsichtlich Detaillierungsgrad und Anwendungsfokus
MTM-1 MTM-2 UAS / MEK
Hinlangen
Greifen
Bringen
Fügen
Loslassen
Aufnehmen
Platzieren
Aufnehmen
und Platzieren
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen
19
voneinander. Zur Einteilung und Auswahl der Verfahren kann das sogenannte Stu-
fenmodell verwendet werden (2.3.2). Unterschiedlichen Belastungsarten und deren
biomechanische Grundlagen werden ebenso dargelegt (2.3.3). Das NIOSH-
Verfahren, welches bereits vor 20 Jahren entwickelt wurde, stellt für aktuelle Verfah-
ren und Normen eine wesentliche wissenschaftliche Grundlage zur Bewertung ma-
nueller Lasthandhabung dar. Daher werden Aufbau, Entwicklungsansatz und metho-
dische Einschränkungen des NIOSH-Verfahrens vorgestellt (2.3.4).
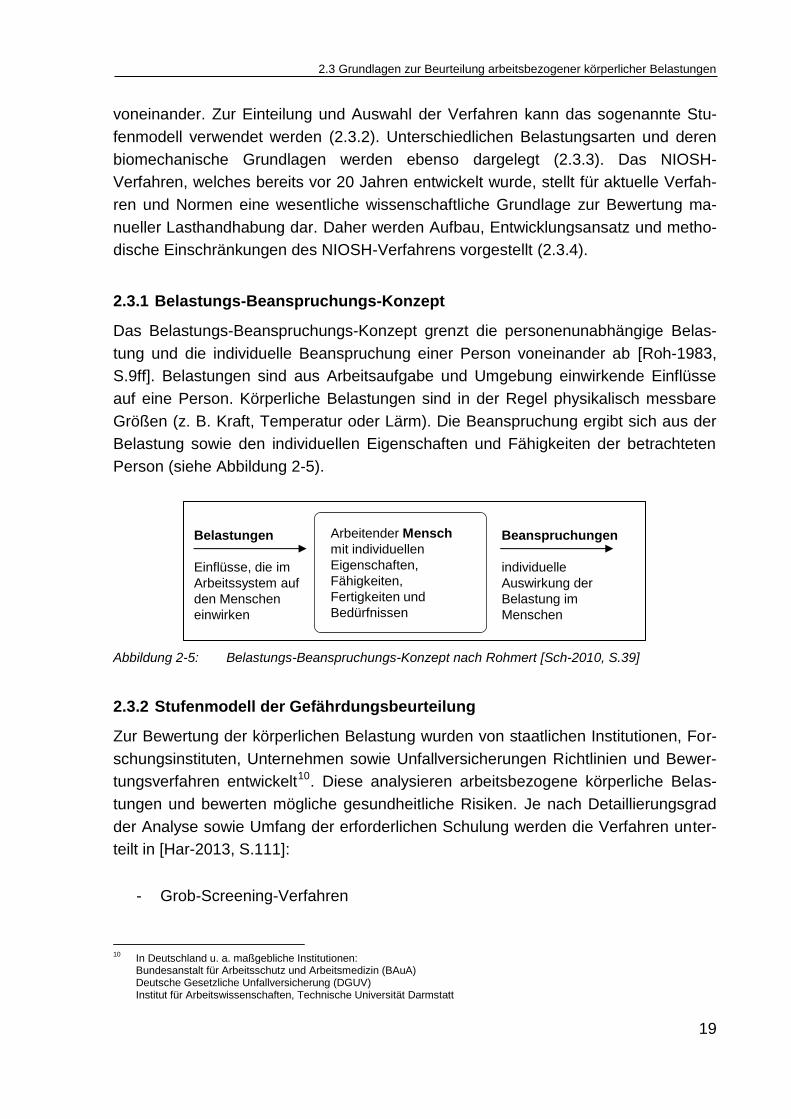
2.3.1 Belastungs-Beanspruchungs-Konzept
Das Belastungs-Beanspruchungs-Konzept grenzt die personenunabhängige Belas-
tung und die individuelle Beanspruchung einer Person voneinander ab [Roh-1983,
S.9ff]. Belastungen sind aus Arbeitsaufgabe und Umgebung einwirkende Einflüsse
auf eine Person. Körperliche Belastungen sind in der Regel physikalisch messbare
Größen (z. B. Kraft, Temperatur oder Lärm). Die Beanspruchung ergibt sich aus der
Belastung sowie den individuellen Eigenschaften und Fähigkeiten der betrachteten
Person (siehe Abbildung 2-5).
Abbildung 2-5: Belastungs-Beanspruchungs-Konzept nach Rohmert [Sch-2010, S.39]
2.3.2 Stufenmodell der Gefährdungsbeurteilung
Zur Bewertung der körperlichen Belastung wurden von staatlichen Institutionen, For-
schungsinstituten, Unternehmen sowie Unfallversicherungen Richtlinien und Bewer-
tungsverfahren entwickelt10. Diese analysieren arbeitsbezogene körperliche Belas-
tungen und bewerten mögliche gesundheitliche Risiken. Je nach Detaillierungsgrad
der Analyse sowie Umfang der erforderlichen Schulung werden die Verfahren unter-
teilt in [Har-2013, S.111]:
- Grob-Screening-Verfahren
10
In Deutschland u. a. maßgebliche Institutionen: Bundesanstalt für Arbeitsschutz und Arbeitsmedizin (BAuA) Deutsche Gesetzliche Unfallversicherung (DGUV) Institut für Arbeitswissenschaften, Technische Universität Darmstatt
Arbeitender Mensch
mit individuellen
Eigenschaften,
Fähigkeiten,
Fertigkeiten und
Bedürfnissen
Belastungen
Einflüsse, die im
Arbeitssystem auf
den Menschen
einwirken
Beanspruchungen
individuelle
Auswirkung der
Belastung im
Menschen
2 Beschreibung und Bewertung von körperlicher Arbeit
20
- Screeningverfahren
- Detail-/Expertenverfahren
- Messverfahren
Im ersten Schritt kann mit einem Grob-Screening-Verfahren eine orientierte Erfas-
sung und Bewertung durchgeführt werden. Grob-Screening-Verfahren identifizieren
Belastungsschwerpunkte und schließen nicht relevante Belastungen von der weite-
ren Betrachtung aus [Har-2013, S.111].
Beispiel für ein in Deutschland verbreitetes Grob-Screening-Verfahren ist die nach
den berufsgenossenschaftlichen Grundsätzen für arbeitsmedizinische Vorsorgeun-
tersuchungen G46 empfohlene Checkliste der Deutschen Gesetzlichen Unfallversi-
cherung [DGU-2009].
Basierend auf den erkannten erhöhten Belastungen sind für die Bewertung der Ar-
beitsplätze geeignete detailliertere Verfahren auszuwählen. Hierfür können Scree-
ning-Verfahren eingesetzt werden. Diese erlauben eine genauere Bewertung für
spezifische Belastungsarten. Beispiele sind die Leitmerkmalmethoden (LMM) für
Lasthandhabung [Jür-2001, S.17ff] oder das European Assembly Worksheet
(EAWS) für repetitive Montage-Tätigkeiten [Sch-2013].
Die Detail-/Expertenverfahren erlauben eine vertiefte Beurteilung spezifischer Belas-
tungen. Messverfahren erfassen kontinuierlich bestimmte Belastungsgrößen (z. B.
Körperhaltungen und -bewegungen).
Jedes Verfahren deckt bestimmte Belastungsarten ab. Daher sind immer für den
spezifischen Anwendungsfall geeignete Verfahren auszuwählen. Nachfolgend wer-
den die unterschiedlichen körperlichen Belastungen vorgestellt.
2.3.3 Biomechanik der Belastungen
Die berufsgenossenschaftlichen Grundsätzen für arbeitsmedizinische Vorsorgeun-
tersuchungen G46 unterscheiden im Bereich körperlicher Belastungen folgende Be-
lastungsarten [DGU-2009]:
- Manuelle Lasthandhabung
- Arbeit mit erhöhter Kraftanstrengung und/oder Krafteinwirkung
- Erzwungene Körperhaltungen
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen
21
- Repetitive Tätigkeiten mit hoher Wiederholungsfrequenzen
- Ganzkörper-Vibrationen
- Hand-Arm-Vibrationen
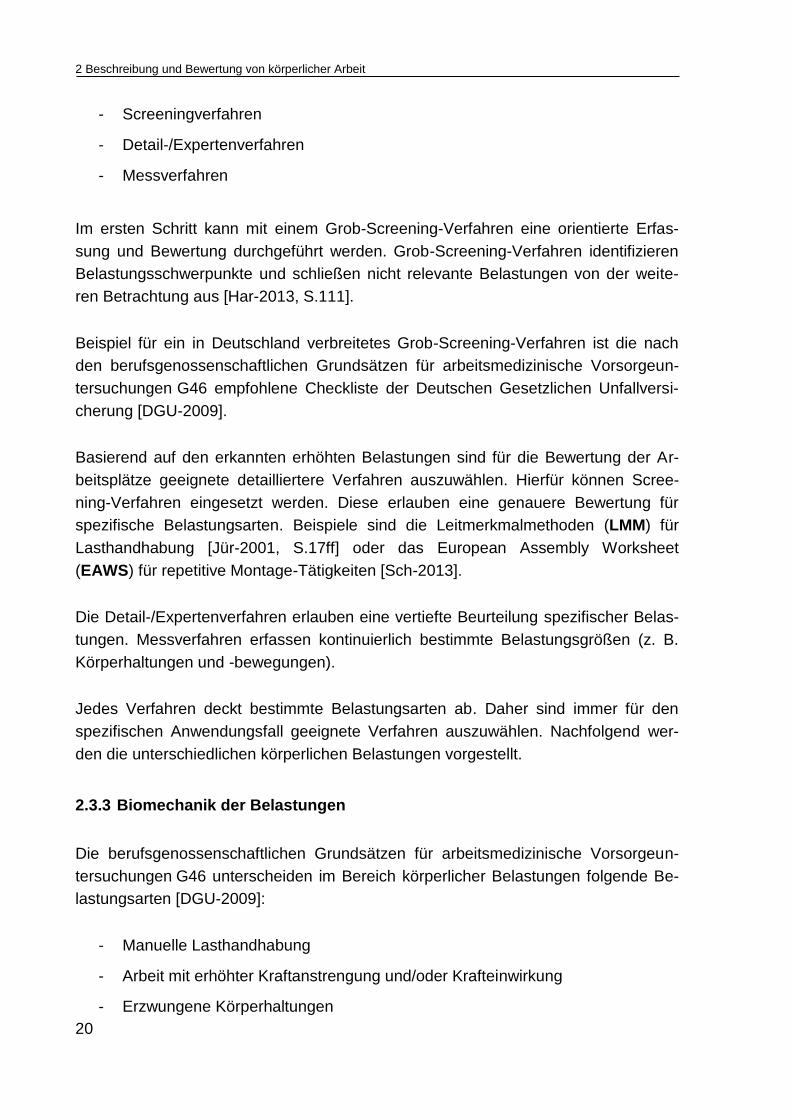
Manuelle Lasthandhabung führt neben einer Belastung des gesamten Muskel-
Skelett-Systems primär zu einer Belastung der Wirbelsäule [DGU-2009]. Manuelle
Lasthandhabung tritt beim Heben, Halten und Tragen sowie beim Ziehen und Schie-
ben von größerer Lasten auf. Am höchsten ist die Belastung der Wirbelsäule an den
unteren Wirbelkörpern [Jür-2001, S.8]. Die zwischen den Wirbelkörpern liegenden
Bandscheiben ermöglichen durch ihre Elastizität die Beweglichkeit der Wirbelsäule
[Nie-2009, S. 375]. Lasthandhabung führt zu einer Kompression der Bandscheiben.
Eine Überlastung kann zu einer Deformation der Bandscheiben führen [Die-1997].
Die Bandscheiben werden durch Diffusion versorgt, welche durch Kompression ver-
langsamt wird. Dies führt zu einer Druckreduktion in den Bandscheiben, weshalb die
Anfälligkeit für eine Schädigung unter wiederholter Kompression über einen längeren
Zeitraum (z. B. einer Arbeitsschicht) steigt [Die-1997]. Abbildung 2-6 zeigt schema-
tisch den Zusammenhang zwischen einer zu tragenden Last und der resultierenden
Druckkraft auf die Bandscheiben. Die resultierende Belastung hängt im Wesentlichen
von Lastgewicht, der Ausführungshäufigkeit und der dabei eingenommen Körperhal-
tung ab [Jür-2001, S.10-11].
Abbildung 2-6: Vereinfachtes Prinzip der biomechanischen Wirkung von Lasten auf die Lendenre-gion nach dem Hebelgesetz [Har-2013, S.28]
2 Beschreibung und Bewertung von körperlicher Arbeit
22
Arbeiten mit erhöhter Kraftanstrengung und/oder Krafteinwirkung werden nach
den berufsgenossenschaftlichen Grundsätzen für arbeitsmedizinische Vorsorgeun-
tersuchungen G46 in drei Gruppen eingeteilt [DGU-2009]. Die erste Gruppe umfasst
die Arbeit an schwer zugänglichen Arbeitsstellen, welche Steigen oder Klettern erfor-
dert. Hier wird das gesamte Muskel-Skelett-System belastet. Der Einsatz des Hand-
Arm-Systems als Werkzeug stellt die zweite Gruppe dar, bei welcher überwiegend
der Schulter-Arm-Bereich belastet wird. Beispiele sind Klopfen, Schlagen, Drehen
und Drücken. Kraft- oder Druckeinwirkung bei der Bedienung von Arbeitsmitteln stellt
die dritte Gruppe dar. Arbeiten mit erhöhter Kraftanstrengung und/oder Krafteinwir-
kung belasten das Muskel-Skelett-System sowie die Nerven der betroffenen Körper-
region.
Erzwungene Körperhaltungen sind nach Kusserow Körperhaltungen mit einge-
schränkter Bewegungsmöglichkeit, die aufgrund der Tätigkeit, des Arbeitsmittels
oder der Arbeitsplatzgestaltung über eine längere Zeit eingenommen werden müs-
sen [Kus-2005, S.89ff]. Neben ungünstigen Körperhaltungen (z. B. Knien oder Arme
über Schulterniveau) können hierzu auch das Sitzen und Stehen zählen. Bei stati-
scher Haltearbeit kommt es bereits ab einem Einsatz von 15 % der Maximalkraft sehr
schnell zu einer Ermüdung [Roh-1960, S.160]. Erzwungene Körperhaltungen belas-
ten das Muskel-Skelett-System sowie im Fall ungünstiger Haltungen die Gelenke. Als
Folge können Muskelschmerzen, Verspannungen und Verkrampfungen entstehen.
Daneben können erzwungene Körperhaltungen langfristig zu degenerativen Mus-
kelerkrankungen führen [Kus-2005, S.89ff].
Repetitive Tätigkeiten mit hoher Wiederholungsfrequenz bezeichnen Tätigkeiten,
bei welchen ähnliche Arbeitszyklen wieder und wieder durchgeführt werden. Hier-
durch werden insbesondere Gelenke, Muskeln, Sehnen und Nerven belastet. In der
Automobil- und Nutzfahrzeugbranche treten repetitive Tätigkeiten mit hoher Wieder-
holungsfrequenz insbesondere in der Montage auf. Die Beschwerdebilder werden
unter dem Begriff „Work-related upper limb disorders“ (WRULD) zusammengefasst.
Als häufige Erkrankungen nennt Hoehne-Hückstädt unter anderem Beschwerden im
Bereich der Halswirbelsäule, Epicondylitis radialis (Tennisellenbogen), Sehnenschei-
denentzündungen sowie das Karpaltunnelsyndrom. [Hoe-2005, S.39ff]
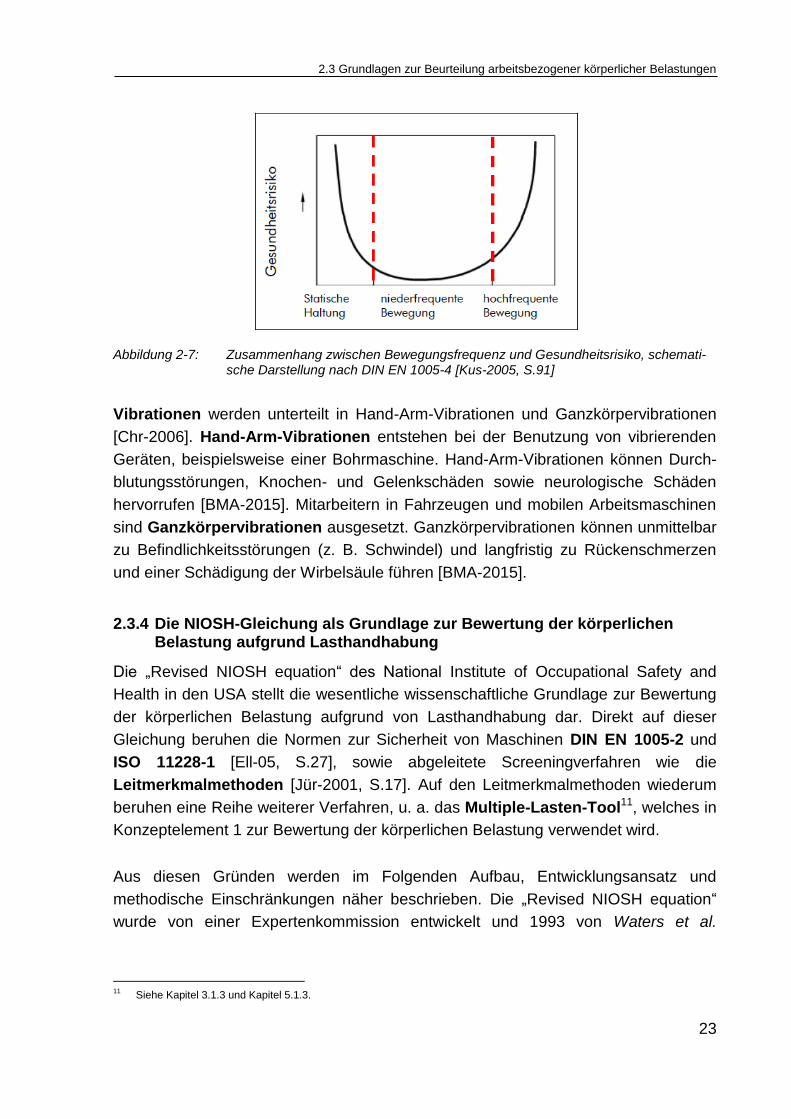
Demzufolge ist weder eine statische Haltung (z. B. erzwungenes Stehen oder Sitzen)
noch eine Bewegung mit hoher Wiederholungsfrequenz anzustreben, da beides mit
einem erhöhten Gesundheitsrisiko verbunden ist. Abbildung 2-7 visualisiert diesen
Zusammenhang schematisch.
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen
23
Abbildung 2-7: Zusammenhang zwischen Bewegungsfrequenz und Gesundheitsrisiko, schemati-sche Darstellung nach DIN EN 1005-4 [Kus-2005, S.91]
Vibrationen werden unterteilt in Hand-Arm-Vibrationen und Ganzkörpervibrationen
[Chr-2006]. Hand-Arm-Vibrationen entstehen bei der Benutzung von vibrierenden
Geräten, beispielsweise einer Bohrmaschine. Hand-Arm-Vibrationen können Durch-
blutungsstörungen, Knochen- und Gelenkschäden sowie neurologische Schäden
hervorrufen [BMA-2015]. Mitarbeitern in Fahrzeugen und mobilen Arbeitsmaschinen
sind Ganzkörpervibrationen ausgesetzt. Ganzkörpervibrationen können unmittelbar
zu Befindlichkeitsstörungen (z. B. Schwindel) und langfristig zu Rückenschmerzen
und einer Schädigung der Wirbelsäule führen [BMA-2015].
2.3.4 Die NIOSH-Gleichung als Grundlage zur Bewertung der körperlichen Belastung aufgrund Lasthandhabung
Die „Revised NIOSH equation“ des National Institute of Occupational Safety and
Health in den USA stellt die wesentliche wissenschaftliche Grundlage zur Bewertung
der körperlichen Belastung aufgrund von Lasthandhabung dar. Direkt auf dieser
Gleichung beruhen die Normen zur Sicherheit von Maschinen DIN EN 1005-2 und
ISO 11228-1 [Ell-05, S.27], sowie abgeleitete Screeningverfahren wie die
Leitmerkmalmethoden [Jür-2001, S.17]. Auf den Leitmerkmalmethoden wiederum
beruhen eine Reihe weiterer Verfahren, u. a. das Multiple-Lasten-Tool11, welches in
Konzeptelement 1 zur Bewertung der körperlichen Belastung verwendet wird.
Aus diesen Gründen werden im Folgenden Aufbau, Entwicklungsansatz und
methodische Einschränkungen näher beschrieben. Die „Revised NIOSH equation“
wurde von einer Expertenkommission entwickelt und 1993 von Waters et al.
11
Siehe Kapitel 3.1.3 und Kapitel 5.1.3.
2 Beschreibung und Bewertung von körperlicher Arbeit
24
veröffentlicht [Wat-1993]. Die Gleichung wurde basierend auf folgenden Prämissen
erarbeitet:
- Biomechanisches Schadensmodell: Es wird eine maximal zulässige Kom-
pressionskraft von 3,4 kN auf ein Bandscheibensegment definiert. Berücksich-
tigt wird nur die Maximalkraft.
- Energieumsatz: Die Begrenzung des Arbeitsenergieumsatzes soll Ermüdung,
welche zu einem erhöhten Verletzungsrisiko führt, vermeiden. In Abhängigkeit
der Ausführungsdauer werden Grenzwerte für den Arbeitsenergieumsatz defi-
niert.
- Probandenversuche: Mithilfe von Probandenversuchen werden in Abhängig-
keit von Haltung und Häufigkeit maximal akzeptable Gewichte für das Heben
ermittelt.
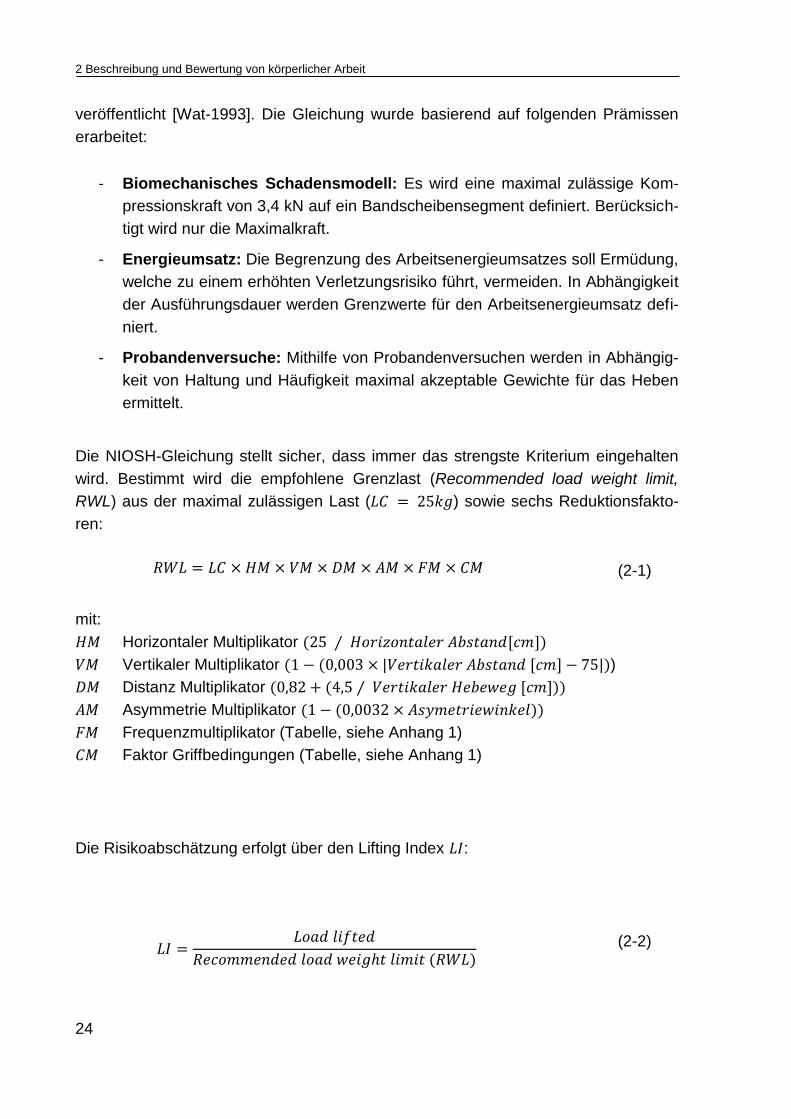
Die NIOSH-Gleichung stellt sicher, dass immer das strengste Kriterium eingehalten
wird. Bestimmt wird die empfohlene Grenzlast (Recommended load weight limit,
RWL) aus der maximal zulässigen Last (𝐿𝐶 = 25𝑘𝑔) sowie sechs Reduktionsfakto-
ren:
𝑅𝑊𝐿 = 𝐿𝐶 × 𝐻𝑀 × 𝑉𝑀 × 𝐷𝑀 × 𝐴𝑀 × 𝐹𝑀 × 𝐶𝑀 (2-1)
mit:
𝐻𝑀 Horizontaler Multiplikator (25 ⁄ 𝐻𝑜𝑟𝑖𝑧𝑜𝑛𝑡𝑎𝑙𝑒𝑟 𝐴𝑏𝑠𝑡𝑎𝑛𝑑[𝑐𝑚])
𝑉𝑀 Vertikaler Multiplikator (1 − (0,003 × |𝑉𝑒𝑟𝑡𝑖𝑘𝑎𝑙𝑒𝑟 𝐴𝑏𝑠𝑡𝑎𝑛𝑑 [𝑐𝑚] − 75|))
𝐷𝑀 Distanz Multiplikator (0,82 + (4,5 ⁄ 𝑉𝑒𝑟𝑡𝑖𝑘𝑎𝑙𝑒𝑟 𝐻𝑒𝑏𝑒𝑤𝑒𝑔 [𝑐𝑚]))
𝐴𝑀 Asymmetrie Multiplikator (1 − (0,0032 × 𝐴𝑠𝑦𝑚𝑒𝑡𝑟𝑖𝑒𝑤𝑖𝑛𝑘𝑒𝑙))
𝐹𝑀 Frequenzmultiplikator (Tabelle, siehe Anhang 1)
𝐶𝑀 Faktor Griffbedingungen (Tabelle, siehe Anhang 1)
Die Risikoabschätzung erfolgt über den Lifting Index 𝐿𝐼:
𝐿𝐼 =𝐿𝑜𝑎𝑑 𝑙𝑖𝑓𝑡𝑒𝑑
𝑅𝑒𝑐𝑜𝑚𝑚𝑒𝑛𝑑𝑒𝑑 𝑙𝑜𝑎𝑑 𝑤𝑒𝑖𝑔ℎ𝑡 𝑙𝑖𝑚𝑖𝑡 (𝑅𝑊𝐿) (2-2)
2.3 Grundlagen zur Beurteilung arbeitsbezogener körperlicher Belastungen
25
wobei drei Risikoklassen unterschieden werden:
𝐿𝐼 < 1 unbedenklich
1 < 𝐿𝐼 < 3 Potenzielle Gefährdung liegt vor
𝐿𝐼 > 3 Gefährdung ist wahrscheinlich
Die NIOSH-Gleichung erlaubt somit, das Risiko von Lasthandhabungsvorgängen
unter Berücksichtigung folgender sieben Einflussfaktoren zu bewerten:
- Gewicht
- Horizontale Position
- Vertikale Position
- Hebedistanz
- Asymmetrie
- Frequenzmultiplikator
- Griffbedingungen
Nicht berücksichtigt werden die zeitliche Abfolge der Tätigkeitsausführung und mög-
liche einseitige Belastungssituationen. Zur Identifikation einseitiger Belastungssitua-
tionen müsste beispielsweise erfasst werden, inwiefern bei der Lasthandhabung un-
terschiedliche Körperhaltungen eingenommen werden oder Erholungsphasen in
neutraler Körperhaltung auftreten.
Waters et al. weisen u. a. auf folgende grundlegende Einschränkungen der NIOSH-
Gleichung hin [Wat-1993]. Erstens beruhen wesentliche Elemente der Gleichung auf
der Selbsteinschätzung von Probanden. Dies testet primär die Toleranzschwelle der
Probanden. Zweitens werden weitere Belastungen, wie das Ziehen oder Schieben
von Lasten, nicht berücksichtigt. Drittens ist eine große personenabhängige Streuung
(maximale Druckkraft auf Bandscheibe und Dauerleistungsgrenze) feststellbar, wel-
che in dem Modell nicht berücksichtigt werden kann.
2.3.5 Fazit
Die Beurteilung arbeitsbezogener körperlicher Belastungen ist aufgrund der hohen
Komplexität nur in Teilen objektiv zu begründen. Zum einen kann mit Verfahren zur
Beurteilung der körperlichen Belastung nicht die individuelle Beanspruchung sondern
nur die personenunabhängige Belastung berücksichtigt werden. Zum anderen ist die
wissenschaftlich begründete Ableitung von Belastungsgrenzwerten nur schwer mög-
2 Beschreibung und Bewertung von körperlicher Arbeit
26
lich. Wie am Beispiel der NIOSH-Gleichung aufgezeigt wurde, beruhen Belastungs-
grenzwerte daher zumeist auf Experteneinschätzungen.
In einer umfangreichen Evaluierung aktueller Normen und Regeln kommen Fallentin
et al. zu dem Ergebnis, dass aktuell verwendete quantitative Methoden zur Gefähr-
dungsbeurteilung weitestgehend nicht mit epidemiologischen Studien begründet
werden können [Fal-2001, S.3]. Trotzdem kann eine Anwendung sinnvoll sein, aller-
dings sollte die große Unsicherheit der Verfahren berücksichtigt werden. Insbesonde-
re sollte das Ergebnis nur zur groben Unterscheidung von niedrig-, mittel- und hoch-
belasteten Arbeitsplätzen verwendet werden [Fal-2001, S.4].
Weiterhin ist zu berücksichtigen, dass Erkrankungen in der Regel multikausal sind.
Aus diesem Grund ist es schwierig nachzuweisen, dass die Anwendung und Einhal-
tung von Belastungsgrenzwerten einen positiven Effekt auf die Gesundheit der Mit-
arbeiter hat. Dempsey et al. weist beispielsweise darauf hin, dass mehr als 50 % der
Bevölkerung an Rückenschmerzen leidet und eine Vielzahl an außerberuflichen Ein-
flussfaktoren die Entstehung von Rückenschmerzen beeinflussen [Dem-2006]. Ent-
sprechend schwierig ist es, für dieses Beispiel berufliche Risikofaktoren nachzuwei-
sen.
Basierend auf einer Auswertung von 92 Studien kommen Westgaard et al. zu dem
Schluss, dass nur Unternehmensprogramme eine positive Auswirkung auf die Ge-
sundheit der Mitarbeiter haben, welche Verhältnisprävention und Verhaltenspräventi-
on umfassen [Wes-1997]. Verhältnisprävention bezeichnet die Verbesserung der Ar-
beitsbedingungen. Das Fördern eines (auch außerberuflich) gesunden Verhaltens
wird als Verhaltensprävention bezeichnet.
Schwerpunkt vorliegender Arbeit ist die Beurteilung arbeitsbezogener körperlicher
Belastungen basierend auf einem System vorbestimmter Zeiten. Aus diesem Grund
sind die vorangehend ausgeführten generellen Einschränkungen zur Beurteilung ar-
beitsbezogener körperlicher Belastungen zu berücksichtigen. Für den Anwender des
Systems vorbestimmter Zeiten sind insbesondere folgende Punkte relevant:
- Die Beurteilung arbeitsbezogener körperlicher Belastungen erlaubt grundsätz-
lich nur eine grobe Orientierung. Da individuelle Voraussetzungen nicht be-
rücksichtigt werden können, ist in der betrieblichen Praxis gegebenenfalls zu-
sätzlich eine individuelle Betrachtung durch den medizinischen Dienst erfor-
derlich. Dies gilt insbesondere für Mitarbeiter mit eingeschränkter Leistungsfä-
higkeit oder Vorerkrankungen.
2.4 Verfahren zur kombinierten Analyse von Zeit und Belastung
27
- Im Rahmen eines betrieblichen Gesundheitsmanagements ist neben der Ver-
meidung hoher arbeitsbezogener Belastungen ein gesundes individuelles
Verhalten zu fördern.
2.4 Verfahren zur kombinierten Analyse von Zeit und Belastung
Im Folgenden werden bestehende Ansätze vorgestellt, welche eine zeitliche Arbeits-
ablaufbeschreibung mit einer Bewertung der körperlichen Belastung kombinieren.
Hierzu sind Erweiterungen von MTM-Systemen, kommerzielle Softwarelösungen so-
wie weitere Ansätze für spezifische Anwendungsgebiete verfügbar.
Erweiterung von MTM-Systemen
Das Motion Analysis and Index Derivation System leitet aus der MTM-Analyse
ohne zusätzliche Informationen eine Belastungsanalyse ab [Küh-1985]. Den MTM-
Grundbewegungen wurden dabei dominante Belastungen zugeordnet. Dabei werden
folgende sechs Belastungsgruppen unterschieden:
- Finger-/Handsystem
- Hand-/Armsystem
- Körper
- Erhöhter Kontrollaufwand
- Visuelle Kontrolle
- Erhöhte aufzubringende Kraft
Die Methode ermöglicht auf Basis der MTM-Daten eine Belastungsanalyse ohne Zu-
satzinformationen. Allerdings kann nur erkannt werden, welche Belastungen in der
Bewegungsfolge dominieren. Eine Risikoabschätzung für ergonomische Aspekte
kann hieraus nicht abgeleitet werden, da wichtige Belastungsfaktoren wie das Ge-
wicht oder die Körperhaltung nicht berücksichtigt werden.
ErgoSAM stellt eine ergonomische Erweiterung des in der schwedischen Automobil-
industrie entwickelten MTM-Systems „Sequential Activity and Methods Analysis“ dar.
Die MTM-Bausteine werden um zwei Parameter erweitert: Das zu handhabende Ge-
wicht sowie, zur Bestimmung der Körperhaltung, die Entfernungszone, in der sich
das zu handhabende Objekt befindet [Lar-2002]. Die Methode erzeugt einen fortlau-
fenden Risikowert, welcher sich auf die momentan durchgeführte Bewegung bezieht.
2 Beschreibung und Bewertung von körperlicher Arbeit
28
Somit ist es möglich, Situationen mit hoher Belastung zu identifizieren. In Feldstudien
wurden die Ergebnisse mit Experteneinschätzungen [Chr-2000; Lar-2005] sowie der
von Mitarbeitern subjektiv empfundenen Belastung [Lar-2002] verglichen.
Die Ergebnisse zeigen, dass sich die Methode eignet, Situationen mit hoher Belas-
tung zu identifizieren [Lar-2002; Chr-2000]. Nicht geeignet ist die Methode dagegen
zur Identifikation von Belastungen im Bereich Hand, Handgelenk und Nacken. Zu-
dem wird kein über eine Schicht kumulierter Risikowert zur Gefährdungsbeurteilung
vorgeschlagen.
Kommerzielle Softwaresysteme
Kommerzielle Softwarelösungen, welche eine MTM-Analyse um eine Belastungsana-
lyse erweitern, liegen ebenfalls vor. Von der deutschen MTM-Vereinigung ist mit
MTM Ergonomics eine Software verfügbar, welche basierend auf dem EAWS-
Verfahren eine Analyse der Belastungen erlaubt. Dieser Ansatz wird auch für ver-
schiedene firmenspezifische Softwarelösungen wie Ergo-UAS bei FIAT-Gruppe [Vit-
2012] oder AP Ergo bei der Volkswagen AG [Kan-2013] verwendet. Von der deut-
schen MTM-Vereinigung wurde daneben ein neues MTM-Bausteinsystem entwickelt.
Das System Human Work Design integriert die Körperhaltung in die zeitliche Be-
schreibung von Arbeitsabläufen [Fin-2015]. Die Zeitbausteine basieren auf dem
MTM-1-System [Fin-2014], die Ergonomiebewertung auf dem EAWS-Verfahren [Fin-
2015].
Die oben vorgestellten kommerziellen Softwaresysteme ermöglichen grundsätzlich
auch die Beschreibung und Bewertung von Tätigkeiten in der Produktionslogistik.
Allerdings bestehen hierbei folgende Einschränkungen:
- In der Produktionslogistik können die Wiederholzyklen deutlich länger sein als
in der Automobilmontage. Beispielsweise liegt die Zykluszeit für einen Rou-
tenzug im Bereich von 10 bis 30 Minuten. Demgegenüber stehen Zykluszeiten
von wenigen Minuten in der Endmontage von Personenkraftwagen und Nutz-
fahrzeugen. Dies führt zu einem wesentlich höheren Bewertungsaufwand.
- Die vorgestellten kommerziellen Softwaresysteme basieren zur Bewertung der
Belastung auf dem EAWS-System. Dieses wurde zur Bewertung typischer Be-
lastungen in der Montage entwickelt (siehe Kapitel 3.1.3). Zur Bewertung pro-
duktionslogistischer Arbeitsabläufe ist das EAWS-System allerdings nur be-
dingt geeignet, da sich das Belastungsprofil in der Produktionslogistik wesent-
lich von dem in der Montage unterscheidet [Wal-2011, S.78f]. Beispielsweise
wird im EAWS-System die Belastungsart „Belastung der oberen Extremitäten
aufgrund repetitiver Tätigkeiten“ erfasst, welche in der Produktionslogistik
2.4 Verfahren zur kombinierten Analyse von Zeit und Belastung
29
nicht relevant ist. Dies macht die Bewertung aufwendiger und stellt nicht si-
cher, dass die spezifischen Belastungen in der Produktionslogistik korrekt er-
fasst werden.
Weitere Ansätze für spezifische Anwendungsgebiete
Otto et al. integrieren ergonomische Risikomodelle in das sogenannte „assembly-
line-balancing-problem“ [Ott-2011]. Dieses beschreibt das grundlegende Problem der
Montagebandaustaktung [Boy-2008]. Je nach Problemstellen werden unter Berück-
sichtigung bestimmter Randbedingungen (z. B. Zykluszeit, Anzahl der Stationen und
Aufgabenabfolge) Strategien zur optimalen Zuteilung von Arbeitsinhalten auf Statio-
nen vorgeschlagen. Die Belastung kann dabei sowohl als Randbedingung (z. B. kein
Mitarbeiter darf über eine kritische Grenze belastet werden) sowie als Zielfunktion
(z. B. minimiere die durchschnittliche Belastung aller Stationen) formuliert werden.
Da die verwendeten Risikobewertungsverfahren (u. a. NIOSH-Gleichung, EAWS)
nichtlineare Funktionen beinhalten, ist die Lösung nicht trivial. Otto et. al. schlagen
vor, das Problem mithilfe einer 2-stufigen Heuristik zu lösen. Im ersten Schritt wird
dabei die optimale Anzahl von Stationen ermittelt und ausgehend hiervon im zweiten
Schritt die Aufgabenzuteilung ergonomisch optimiert. Eine Identifikation möglicher
einseitiger Belastungen ist mit diesem Ansatz nicht möglich. Die Übertragbarkeit auf
die Produktionslogistik ist aufgrund der spezifischen Problemstellung der Montage-
bandaustaktung kaum gegeben.
Von Walch et al. wurde ein Ansatz zur zeitlichen und ergonomischen Bewertung von
Kommissionierprozessen vorgestellt [Wal-2009]. Basierend auf Durchschnittswerten
(z. B. durchschnittliches Artikelgewicht) wird dabei die MTM-Bewertung mit der Be-
lastungsbewertung kombiniert. Als Belastung wird ausschließlich das Umsetzen der
Artikel berücksichtigt. Das Schieben des Kommissionierwagens kann mit dem von
Walch vorgestellten Ansatz nicht berücksichtigt werden.
Mit ErgoWMS wurde von Günthner und Koch eine Methodik entwickelt, welche eine
automatische und fortlaufende Bewertung der körperlichen Belastung in der Kom-
missionierung erlaubt [Gün-2014b, S.103-105]. Hierfür werden die Informationen aus
dem Warehouse-Management-System verwendet. Als körperliche Belastung berück-
sichtigt werden die Artikelentnahme sowie das Schieben des Kommissionierwagens.
Die hierfür relevanten Informationen sind entweder in einem Warehouse-
Management-System bereits vorhanden oder integrierbar. Eine Verbindung mit den
Informationen aus einem System vorbestimmter Zeiten war für diesen Ansatz daher
nicht notwendig.
2 Beschreibung und Bewertung von körperlicher Arbeit
30
Für Routenzüge hat Droste ein Modell zur kombinierten Analyse von Zeit und Belas-
tung vorgestellt [Dro-2013, S.99-127]. Das Modell berechnet die minimal mögliche
Routenzug-Taktzeit unter Einhaltung von ergonomischen und kapazitiven Randbe-
dingungen [Dro-2013, S.129]. Die Zeitberechnung wird mithilfe von MTM-
Zeitbausteinen durchgeführt [Dro-2013, S.99]. Die Bewertung der Belastung basiert
auf den Leitmerkmalmethoden. Im Vergleich zu den vorgestellten kommerziellen
Softwaresystemen ist der Aufwand für die Durchführung einer Bewertung wesentlich
reduziert. Zum einen erfordert die Bewertung der Belastung aufgrund der verwende-
ten Methode weniger Einflussgrößen. Zum anderen muss nicht der gesamte Ablauf
mit MTM-Bausteinen beschrieben werden, da vordefinierte Prozessbausteine ver-
wendet werden. Für eine Bewertung müssen lediglich die relevanten Einflussgrößen
ermittelt werden. Die Auswahl, welche Einflussgrößen als Parameter in das Modell
eingehen und welche als konstant angenommen werden, erfolgt in dem Modell von
Droste per Definition, ohne Untersuchung des Einflusses der Eingangsparameter auf
die Ausgangsgrößen.
Zusammenfassend lässt sich feststellen, dass verschiedene Ansätze zur kombinier-
ten Bewertung von Zeit und körperliche Belastung vorliegen, diese allerdings für die
Produktionslogistik nur bedingt geeignet sind.
Weiterhin berücksichtigt keiner der vorgestellten Ansätze zur kombinierten Bewer-
tung von Zeit und Belastung die zeitliche Abfolge der Tätigkeitsausführung und dar-
aus resultierende einseitige und wechselnde Belastungen. Für die Belastungssituati-
on des Mitarbeiters ist die zeitliche Abfolge von Tätigkeiten allerdings entscheidend.
So wirkt sich eine andauernde einseitige Belastung negativ aus, während eine ab-
wechslungsreiche Tätigkeit Regenerationsmöglichkeiten für aktuell nicht beanspruch-
te Körperregionen bildet. Dieser Aspekt wird im nachfolgenden Teilkapitel näher be-
trachtet.
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung
Nachfolgend wird der Stand der Forschung zu einseitiger und wechselnder Belas-
tung vorgestellt. Die Energieerzeugung im Muskel stellt eine wesentliche biomecha-
nische Grundlage hierfür dar und wird eingangs vorgestellt (2.5.1). Daneben wurden
verschiedene empirische Untersuchungen zu einseitiger und wechselnder Belastung
durchgeführt, welche anschließend diskutiert werden (2.5.2). Den Abschluss bildet
eine Zusammenfassung bestehender Ansätze zur Definition und Bewertung von ein-
seitiger und wechselnder Belastung (2.5.3).
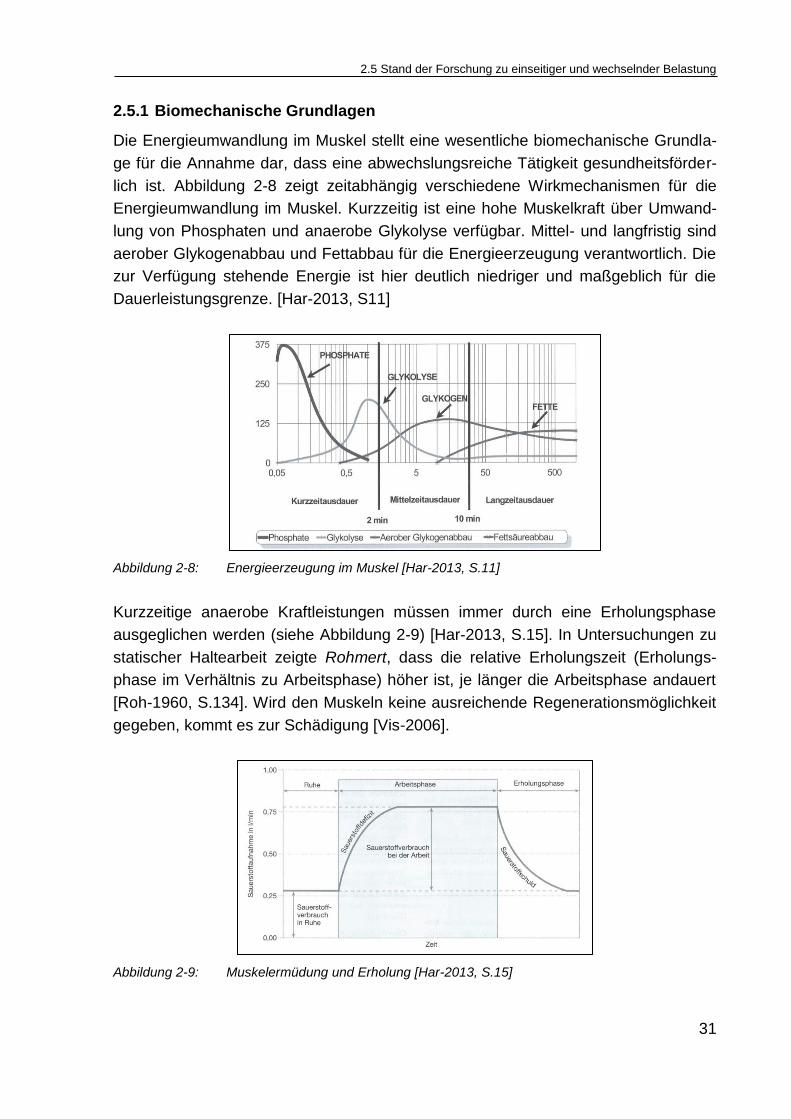
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung
31
2.5.1 Biomechanische Grundlagen
Die Energieumwandlung im Muskel stellt eine wesentliche biomechanische Grundla-
ge für die Annahme dar, dass eine abwechslungsreiche Tätigkeit gesundheitsförder-
lich ist. Abbildung 2-8 zeigt zeitabhängig verschiedene Wirkmechanismen für die
Energieumwandlung im Muskel. Kurzzeitig ist eine hohe Muskelkraft über Umwand-
lung von Phosphaten und anaerobe Glykolyse verfügbar. Mittel- und langfristig sind
aerober Glykogenabbau und Fettabbau für die Energieerzeugung verantwortlich. Die
zur Verfügung stehende Energie ist hier deutlich niedriger und maßgeblich für die
Dauerleistungsgrenze. [Har-2013, S11]
Abbildung 2-8: Energieerzeugung im Muskel [Har-2013, S.11]
Kurzzeitige anaerobe Kraftleistungen müssen immer durch eine Erholungsphase
ausgeglichen werden (siehe Abbildung 2-9) [Har-2013, S.15]. In Untersuchungen zu
statischer Haltearbeit zeigte Rohmert, dass die relative Erholungszeit (Erholungs-
phase im Verhältnis zu Arbeitsphase) höher ist, je länger die Arbeitsphase andauert
[Roh-1960, S.134]. Wird den Muskeln keine ausreichende Regenerationsmöglichkeit
gegeben, kommt es zur Schädigung [Vis-2006].
Abbildung 2-9: Muskelermüdung und Erholung [Har-2013, S.15]
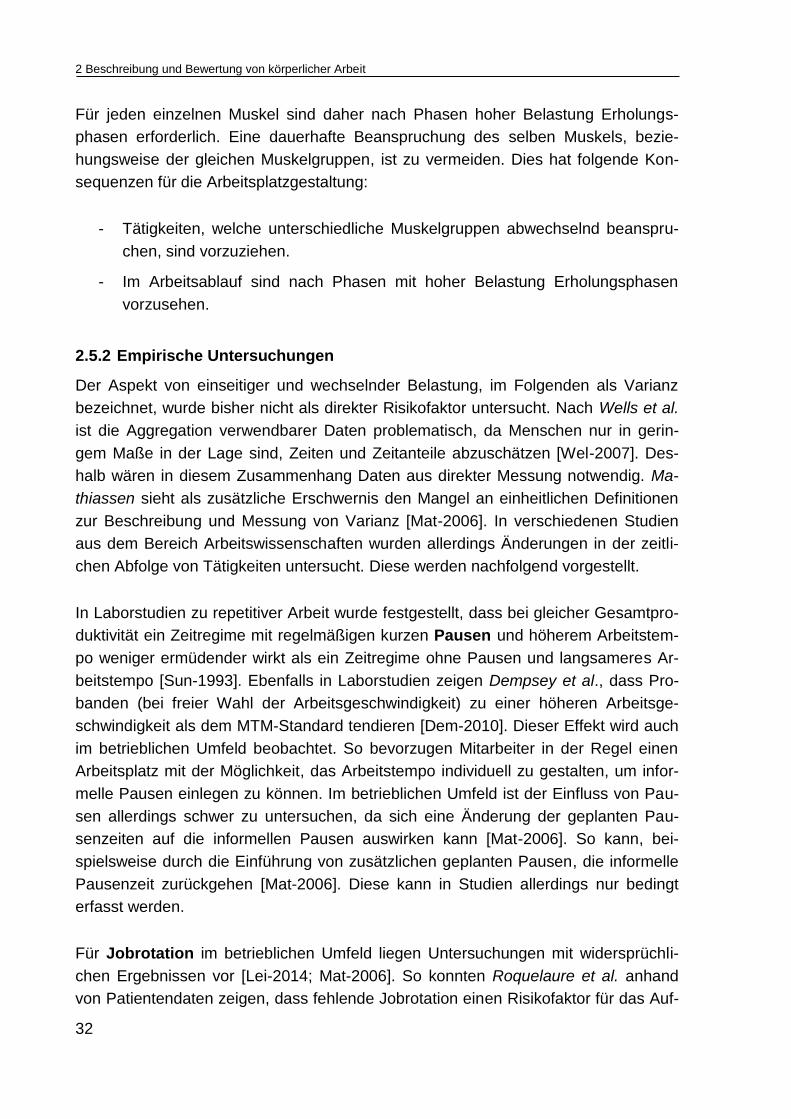
2 Beschreibung und Bewertung von körperlicher Arbeit
32
Für jeden einzelnen Muskel sind daher nach Phasen hoher Belastung Erholungs-
phasen erforderlich. Eine dauerhafte Beanspruchung des selben Muskels, bezie-
hungsweise der gleichen Muskelgruppen, ist zu vermeiden. Dies hat folgende Kon-
sequenzen für die Arbeitsplatzgestaltung:
- Tätigkeiten, welche unterschiedliche Muskelgruppen abwechselnd beanspru-
chen, sind vorzuziehen.
- Im Arbeitsablauf sind nach Phasen mit hoher Belastung Erholungsphasen
vorzusehen.
2.5.2 Empirische Untersuchungen
Der Aspekt von einseitiger und wechselnder Belastung, im Folgenden als Varianz
bezeichnet, wurde bisher nicht als direkter Risikofaktor untersucht. Nach Wells et al.
ist die Aggregation verwendbarer Daten problematisch, da Menschen nur in gerin-
gem Maße in der Lage sind, Zeiten und Zeitanteile abzuschätzen [Wel-2007]. Des-
halb wären in diesem Zusammenhang Daten aus direkter Messung notwendig. Ma-
thiassen sieht als zusätzliche Erschwernis den Mangel an einheitlichen Definitionen
zur Beschreibung und Messung von Varianz [Mat-2006]. In verschiedenen Studien
aus dem Bereich Arbeitswissenschaften wurden allerdings Änderungen in der zeitli-
chen Abfolge von Tätigkeiten untersucht. Diese werden nachfolgend vorgestellt.
In Laborstudien zu repetitiver Arbeit wurde festgestellt, dass bei gleicher Gesamtpro-
duktivität ein Zeitregime mit regelmäßigen kurzen Pausen und höherem Arbeitstem-
po weniger ermüdender wirkt als ein Zeitregime ohne Pausen und langsameres Ar-
beitstempo [Sun-1993]. Ebenfalls in Laborstudien zeigen Dempsey et al., dass Pro-
banden (bei freier Wahl der Arbeitsgeschwindigkeit) zu einer höheren Arbeitsge-
schwindigkeit als dem MTM-Standard tendieren [Dem-2010]. Dieser Effekt wird auch
im betrieblichen Umfeld beobachtet. So bevorzugen Mitarbeiter in der Regel einen
Arbeitsplatz mit der Möglichkeit, das Arbeitstempo individuell zu gestalten, um infor-
melle Pausen einlegen zu können. Im betrieblichen Umfeld ist der Einfluss von Pau-
sen allerdings schwer zu untersuchen, da sich eine Änderung der geplanten Pau-
senzeiten auf die informellen Pausen auswirken kann [Mat-2006]. So kann, bei-
spielsweise durch die Einführung von zusätzlichen geplanten Pausen, die informelle
Pausenzeit zurückgehen [Mat-2006]. Diese kann in Studien allerdings nur bedingt
erfasst werden.
Für Jobrotation im betrieblichen Umfeld liegen Untersuchungen mit widersprüchli-
chen Ergebnissen vor [Lei-2014; Mat-2006]. So konnten Roquelaure et al. anhand
von Patientendaten zeigen, dass fehlende Jobrotation einen Risikofaktor für das Auf-
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung
33
treten des Karpaltunnelsyndroms darstellt [Roq-1997]. In einer Studie in der Schuh-
fertigung stellten Guimarães et al. fest, dass die Einführung von Arbeitsgruppen, in-
nerhalb derer Mitarbeiter zwischen Arbeitsplätzen rotieren, zu einer Reduktion der
Muskel-Skelett-Beschwerden geführt hat [Gui-2012]. Zur Rotation zwischen ver-
schiedenen Tätigkeiten im Einzelhandel liegen keine eindeutigen Ergebnisse vor.
Während Hinnen et al. eine Verbesserung für bestimmte Arbeitsplätze feststellen
konnten [Hin-1992], stellten Rissen et al. in einer aktuelleren Studie keinen Rück-
gang der Muskel-Skelett-Beschwerden fest [Ris-2012]. Auch für Jobrotation unter
Müllwerkern liegen unterschiedliche Ergebnisse vor. Kuijer et al berichten in einer
ersten Studie, dass die Erschöpfung der Mitarbeiter durch eine Rotation zwischen
Fahren, Mülleinsammeln und Straßenreinigen reduziert wurde [Kui-1999]. In einer
Folgestudie wurde dagegen in der Rotationsgruppe eine Zunahme an Rückenbe-
schwerden festgestellt [Kui-2005]. Auch Tirloni et al. konnten bei einer Untersuchung
von 290 Arbeitern in einem Schlachtbetrieb keine positive Auswirkung von Jobrotati-
on auf Muskel-Skelett-Beschwerden feststellen [Tir-2012]. Ein möglicher Grund für
die widersprüchlichen Ergebnisse ist, dass Jobrotation Auswirkungen auf den Ar-
beitsort, das soziale Umfeld und den Handlungsspielraum hat. Nach der Selbstbe-
stimmungstheorie von Deci und Ryan sind diese Aspekte aber wesentlich für die Ar-
beitszufriedenheit [Dec-2000]. Die Arbeitszufriedenheit ist wiederum ein wichtiger
Faktor für die individuelle Gesundheit [Bad-2010, S.46].
Im Bereich Arbeitsteilung liegen verschiedene Studien vor. Olafsdottir et al. haben
die Auswirkung der Fließbandeinführung in der isländischen Fischverarbeitungsin-
dustrie untersucht [Óla-1998]. Vor der Fließbandeinführung wurde in kleinen Grup-
pen mit 2 bis 5 Personen an Tischen gearbeitet. Über die Arbeitsschicht wurden die
Tätigkeiten mehrmals getauscht. Nach der Fließbandeinführung arbeiteten die Mitar-
beiter an Einzelarbeitsplätzen und wechselten nicht mehr. Olafsdottir et al. haben
mithilfe von Fragebögen die Häufigkeit von WRULD-Beschwerdebildern12 vor und
nach der Fließbandeinführung untersucht. Die Autoren stellten einen deutlichen An-
stieg der WRULD-Beschwerdebilder fest und führten dies auf die einseitige Belas-
tung durch die Arbeitsplätze zurück.
Fredriksson et al. untersuchten in der Rohbaufertigung eines Automobilherstellers
die Auswirkungen einer Fertigungs-Umorganisation auf Arbeitszufriedenheit und Ge-
sundheit der Mitarbeiter [Fre-2001]. In der ursprünglichen Werkstattfertigung versie-
gelten zwei Mitarbeiter innerhalb von 20 Minuten eine Karosserie. Dies wurde durch
eine Fließfertigung mit einer maximalen Taktzeit von 1,5 Minuten ersetzt. Die gemes-
sene physische Belastung (Zeitanteil in ungünstiger Körperhaltung) wurde durch die
Änderung reduziert. Außerdem tauschten die Mitarbeiter im neuen System viermal
12
Work-related upper limb disorders (siehe Kapitel 2.5.1)
2 Beschreibung und Bewertung von körperlicher Arbeit
34
am Tag die Arbeitsstation. Die Änderung wurde von den Mitarbeitern insgesamt ne-
gativ beurteilt. Beklagt wurden der geringere Handlungsspielraum und die wenig an-
regende, einförmige Arbeit. Die Zahl an Muskel-Skelett-Erkrankungen hat sich nach
der Änderung erhöht.
Palmerund et al. und Neumann et al. untersuchten in der Motormontage eines
schwedischen Automobilherstellers die Umstellung von Insel- zu Fließfertigung [Pal-
2012; Neu-2006]. Die Autoren zeichnen in den beiden Studien ein gemischtes Bild.
So wurden ungünstige schnelle Bewegungen im getakteten Fließsystem reduziert.
Dies wurde allerdings auch auf Wartezeiten zurückgeführt, welche durch Austak-
tungsverluste entstanden sind. Die Eliminierung dieser Wartezeiten würde wiederum
zu einem Anstieg der körperlichen Belastung führen [Pal-2012]. Zur Entwicklung des
Krankenstandes lagen keine aussagekräftigen Daten vor, da der Krankenstand nur
auf höherer Organisationsebene ausgewertet werden konnte. Diese umfasst weitere
Arbeitsplätze, welche nicht von der Fließbandeinführung betroffen waren. Insgesamt
gehen Neumann et al. von einer Risikoerhöhung für Muskel-Skelett-Erkrankungen
aus [Neu-2006]. Als wesentliche Gründe sehen die Autoren die erhöhte Repetitivität,
monotone Bewegungsabläufe und eine Verschlechterung psychosozialer Faktoren.
Moreau hat über fünf Jahre das Ergonomie-Programm im Peugeot-Werk Sochaux
untersucht [Mor-2003]. Im Rahmen einer Studie wurden die medizinischen Daten von
1230 Mitarbeitern ausgewertet, welche überwiegend in der Endmontage tätig waren.
Ab dem Jahr 1996 wurden folgende ergonomische Verbesserungen umgesetzt: Er-
gonomische Optimierung der Arbeitshöhen, Eliminierung schwerer Werkzeuge und
vermehrter Einsatz von Manipulatoren für schwere Bauteile. Diese Maßnahmen hat-
ten ab dem Jahr 1996 eine deutliche Reduktion der jährlichen Neuerkrankungen zur
Folge (siehe Abbildung 2-10). Trotz gleichbleibender ergonomischer Rahmenbedin-
gungen kam es allerdings ab dem Jahr 1999 wieder zu einem Anstieg der Neuer-
krankungen. Nach Moreau ist dies auf eine Umorganisation der Montagelinie zurück-
zuführen, in deren Zuge die Zykluszeit von 2:30 auf 1:36 reduziert wurde.
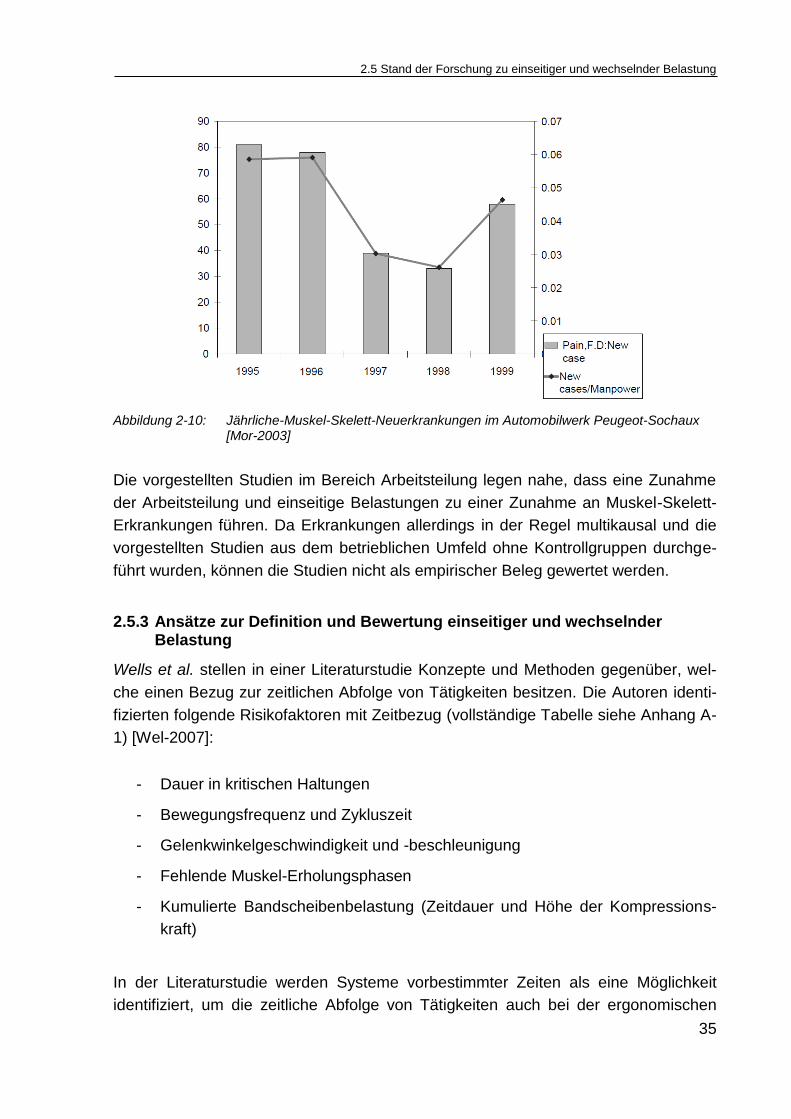
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung
35
Abbildung 2-10: Jährliche-Muskel-Skelett-Neuerkrankungen im Automobilwerk Peugeot-Sochaux [Mor-2003]
Die vorgestellten Studien im Bereich Arbeitsteilung legen nahe, dass eine Zunahme
der Arbeitsteilung und einseitige Belastungen zu einer Zunahme an Muskel-Skelett-
Erkrankungen führen. Da Erkrankungen allerdings in der Regel multikausal und die
vorgestellten Studien aus dem betrieblichen Umfeld ohne Kontrollgruppen durchge-
führt wurden, können die Studien nicht als empirischer Beleg gewertet werden.
2.5.3 Ansätze zur Definition und Bewertung einseitiger und wechselnder Belastung
Wells et al. stellen in einer Literaturstudie Konzepte und Methoden gegenüber, wel-
che einen Bezug zur zeitlichen Abfolge von Tätigkeiten besitzen. Die Autoren identi-
fizierten folgende Risikofaktoren mit Zeitbezug (vollständige Tabelle siehe Anhang A-
1) [Wel-2007]:
- Dauer in kritischen Haltungen
- Bewegungsfrequenz und Zykluszeit
- Gelenkwinkelgeschwindigkeit und -beschleunigung
- Fehlende Muskel-Erholungsphasen
- Kumulierte Bandscheibenbelastung (Zeitdauer und Höhe der Kompressions-
kraft)
In der Literaturstudie werden Systeme vorbestimmter Zeiten als eine Möglichkeit
identifiziert, um die zeitliche Abfolge von Tätigkeiten auch bei der ergonomischen
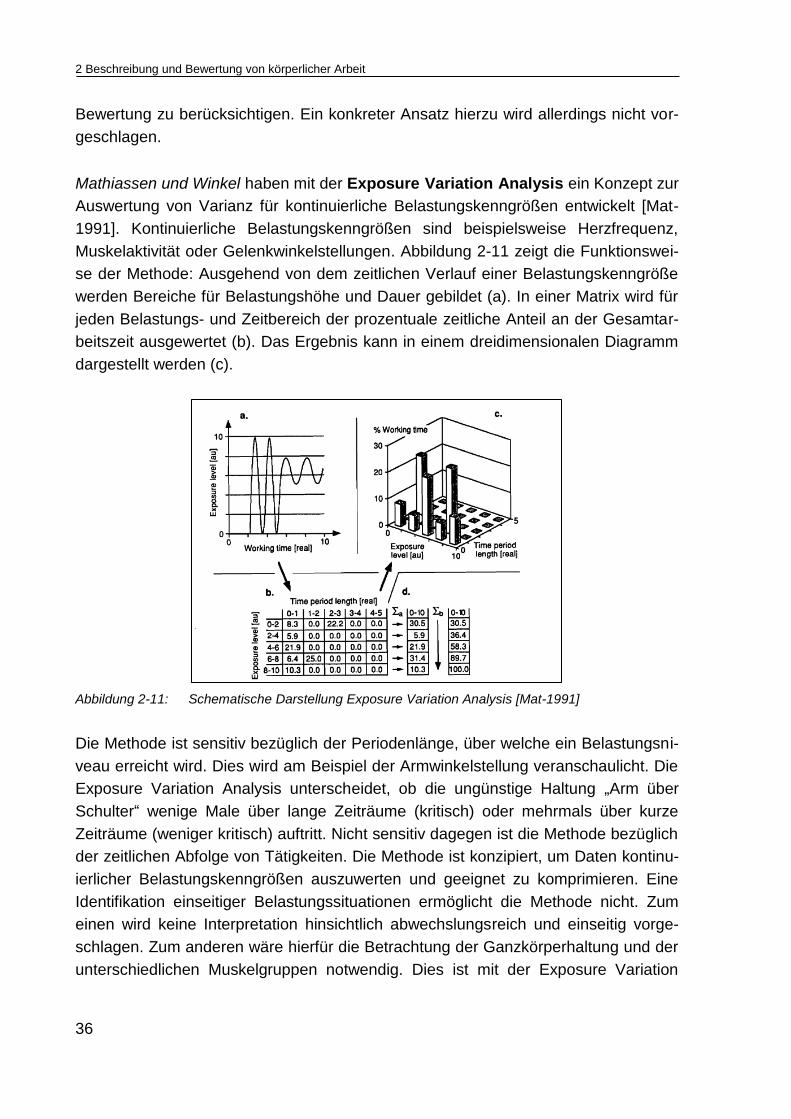
2 Beschreibung und Bewertung von körperlicher Arbeit
36
Bewertung zu berücksichtigen. Ein konkreter Ansatz hierzu wird allerdings nicht vor-
geschlagen.
Mathiassen und Winkel haben mit der Exposure Variation Analysis ein Konzept zur
Auswertung von Varianz für kontinuierliche Belastungskenngrößen entwickelt [Mat-
1991]. Kontinuierliche Belastungskenngrößen sind beispielsweise Herzfrequenz,
Muskelaktivität oder Gelenkwinkelstellungen. Abbildung 2-11 zeigt die Funktionswei-
se der Methode: Ausgehend von dem zeitlichen Verlauf einer Belastungskenngröße
werden Bereiche für Belastungshöhe und Dauer gebildet (a). In einer Matrix wird für
jeden Belastungs- und Zeitbereich der prozentuale zeitliche Anteil an der Gesamtar-
beitszeit ausgewertet (b). Das Ergebnis kann in einem dreidimensionalen Diagramm
dargestellt werden (c).
Abbildung 2-11: Schematische Darstellung Exposure Variation Analysis [Mat-1991]
Die Methode ist sensitiv bezüglich der Periodenlänge, über welche ein Belastungsni-
veau erreicht wird. Dies wird am Beispiel der Armwinkelstellung veranschaulicht. Die
Exposure Variation Analysis unterscheidet, ob die ungünstige Haltung „Arm über
Schulter“ wenige Male über lange Zeiträume (kritisch) oder mehrmals über kurze
Zeiträume (weniger kritisch) auftritt. Nicht sensitiv dagegen ist die Methode bezüglich
der zeitlichen Abfolge von Tätigkeiten. Die Methode ist konzipiert, um Daten kontinu-
ierlicher Belastungskenngrößen auszuwerten und geeignet zu komprimieren. Eine
Identifikation einseitiger Belastungssituationen ermöglicht die Methode nicht. Zum
einen wird keine Interpretation hinsichtlich abwechslungsreich und einseitig vorge-
schlagen. Zum anderen wäre hierfür die Betrachtung der Ganzkörperhaltung und der
unterschiedlichen Muskelgruppen notwendig. Dies ist mit der Exposure Variation
2.5 Stand der Forschung zu einseitiger und wechselnder Belastung
37
Analysis nicht möglich, da sich die Methode auf eine Belastungskenngröße be-
schränkt.
Zur Bewertung der zeitlichen Abfolge von Lasthandhabungsvorgängen wurde als
Erweiterung zur NIOSH-Gleichung der Sequential Lifting Index entwickelt [Wat-
2007]. Der Sequential Lifting Index ist sensitiv bezüglich der zeitlichen Abfolge, in
welcher Lasthandhabungsvorgänge durchgeführt werden. Als Beispiel steht A für
eine Lasthandhabungstätigkeit mit hohem Gewicht und B für eine Lasthandhabungs-
tätigkeit mit leichtem Gewicht; jeweils mit einer Dauer von einer Stunde. Der Sequen-
tial Lifting Index bewertet die Abfolge ABAB mit einem niedrigeren Risikowert als die
Abfolge AABB. Die Methode ist ein rein mathematischer Ansatz, bei welchem die
maximale Länge der höher belastenden Tätigkeit mit einfließt. Eine praktische An-
wendung und Überprüfung des SLI wurde nicht durchgeführt. Zur Untersuchung ein-
seitiger und wechselnder Belastung eignet sich die Methode aus folgenden Gründen
nicht: Zum einen ist die Methode beim Heben von Lasten nur bedingt aussagekräftig,
da die Körperbewegungen nicht berücksichtigt werden. Beispielsweise ermöglicht die
Methode keine Unterscheidung, ob sich der Mitarbeiter zur Lastaufnahme immer auf
die gleiche Seite dreht oder ob die Last von unterschiedlichen Positionen aufge-
nommen wird. Zum anderen ist die Methode auf das Heben von Lasten beschränkt.
In Kombination mit anderen Tätigkeiten ist die Methode nicht anwendbar, wobei sich
insbesondere hierdurch abwechslungsreiche Tätigkeiten gestalten ließen.
Mathiassen schlägt vor, zur Beschreibung von Varianz auf gängige Ansätze aus dem
Bereich der Statistik zurückzugreifen [Mat-2006]. Dabei werden Belastungsgrößen
aus direkter Messung (z. B. Muskelaktivität) mit Mittelwert und Standardabweichung
charakterisiert. Die Varianz zwischen Tätigkeiten wird anhand der mittleren quadrati-
schen Abweichung berechnet. Dieser Ansatz wurde beispielsweise zur Untersu-
chung von Bildschirmarbeitsplätzen angewendet [Bar-2014]. Barbieri et al. unter-
suchten, inwieweit sich durch zusätzliche Tätigkeiten wie das Gehen zum Drucker
oder Reinigungsaufgaben einseitige Belastungen reduzieren lassen. Hierzu wurde
die Muskelaktivität des oberen Trapezius und der Handextensoren als Belastungs-
kenngrößen ausgewählt. Diese sind bei Bildschirmarbeit besonders belastet. Der
Ansatz von Mathiassen ermöglicht eine allgemeingültige Definition von Varianz und
eine Untersuchung, wie sich die Kombination unterschiedlicher Tätigkeiten auf die
Varianz der betrachteten Belastungsgröße auswirkt. Die Aussage beschränkt sich
allerdings auf die untersuchten einzelnen Belastungsgrößen. Die Ganzkörperhaltung
wird bei diesem Ansatz nicht berücksichtigt.
2 Beschreibung und Bewertung von körperlicher Arbeit
38
2.5.4 Fazit
Im vorangehenden Abschnitt wurden biomechanische Grundlagen und empirische
Untersuchungen zu einseitiger und wechselnder Belastung dargestellt. Folgende me-
thodische Einschränkungen traten dabei zu Tage: Zum einen steht aktuell keine ein-
heitliche Definition oder Messgröße für Abwechslung zur Verfügung. Zum anderen ist
ein kausaler Zusammenhang zwischen arbeitsbezogener Belastung und Erkrankung
aufgrund komplexer Zusammenhänge kaum herzustellen. Insgesamt sprechen je-
doch folgende Indizien für eine gesundheitsförderliche Wirkung von Abwechslung:
- Energieerzeugung im Muskel: Für Muskelgruppen sind nach Phasen hoher
Belastung Erholungsphasen erforderlich [Har-2013, S.15]. Wird den belaste-
ten Muskelgruppen keine ausreichende Regenerationsmöglichkeit gegeben,
kann es zur Schädigung kommen [Vis-2006].
- Pausen: Der Wechsel zwischen hohem Arbeitstempo und Pausen (wechseln-
de Belastung) wirkt weniger ermüdend als ein konstantes niedrigeres Arbeits-
tempo ohne Pausen (konstante Belastung) [Sun-1993] und wird in der Regel
von Probanden und Mitarbeitern bevorzugt.
- Arbeitsteilung: Empirische Studien zeigen, dass die Einführung von standardi-
sierten, repetitiven Tätigkeiten zu einem Anstieg an Muskel-Skelett-
Erkrankungen führt und die Arbeitszufriedenheit negativ beeinflussen kann
[Óla-1998; Fre-2001; Mor-2003].
Zur Beschreibung von Abwechslung wurden verschiedene Ansätze vorgeschlagen.
Diese beziehen sich allerdings zumeist auf spezifische Belastungsgrößen und be-
rücksichtigen die Ganzkörperhaltung nicht. Zur Analyse von Abwechslung und Ein-
seitigkeit an Arbeitsplätzen mit unterschiedlichen Tätigkeiten und Belastungsfällen
sind somit keine geeigneten Methoden verfügbar.
Erhöhte körperliche Belastungen aufgrund einseitiger Tätigkeiten können aus diesem
Grund nicht erkannt werden. Dies ist problematisch, da verbreitete Maßnahmen zur
Erhöhung der Produktivität (z. B. Outsourcing, Eliminierung nicht-wertschöpfender
Tätigkeiten, personelle Trennung von Produktions- und Logistikaufgaben sowie Leih-
arbeit und Werkverträge) einseitige Tätigkeiten tendenziell begünstigen.
2.6 Zusammenfassung und Ableitung Forschungsbedarf
39
2.6 Zusammenfassung und Ableitung Forschungsbedarf
Zielsetzung der vorliegenden Arbeit ist die Erweiterung eines Systems vorbestimmter
Zeiten zur Bewertung der körperlichen Belastung in der Produktionslogistik. Hierzu
wurden in Kapitel 2 die Grundlagen erarbeitet.
Bestehende Ansätze zur kombinierten Analyse von Zeit und Belastung sind für die
Produktionslogistik nur teilweise geeignet. Grundsätzlich anwendbar sind kommerzi-
elle Softwaresysteme, welche beispielsweise von der deutschen MTM-Vereinigung
angeboten werden. Allerdings basieren diese auf Methoden, welche zur Bewertung
typischer Belastungen in der Montage entwickelt wurden. Dies führt zu einer aufwen-
digen Bewertung und stellt nicht sicher, dass die spezifischen Belastungen in der
Produktionslogistik korrekt erfasst werden. Hieraus leitet sich die erste Fragestellung
ab, welche den Schwerpunkt von Kapitel 3 bildet:
Untersuchungsfrage 1:
Welche körperlichen Belastungen treten in der Produktionslogistik auf, und wel-
che Verfahren eignen sich zu deren Bewertung?
Einen Ansatz zur Reduktion des Bewertungsaufwandes für den Routenzug-Prozess
hat Droste vorgestellt [Dro-2013, S.99-127]. Durch Hinterlegen eines festen Refe-
renzprozesses muss für wiederkehrende Tätigkeitsabläufe nicht der gesamte Ablauf
aus Grundbewegungen neu aufgebaut werden. Dieser Ansatz soll in vorliegender
Arbeit aufgegriffen werden und, basierend auf vordefinierten Prozessbausteinen, ein
Vorgehen zur Reduktion des Bewertungsaufwandes für wiederkehrende Tätigkeits-
abläufe entwickelt werden. Die Auswahl, welche Einflussgrößen als Parameter in das
Modell eingehen und welche als konstant angenommen werden, erfolgt in dem Mo-
dell von Droste per Definition. Dies ist allerdings in der Modellbildung ein kritischer
Schritt, da nur bei richtiger Auswahl ein effizientes Modell resultiert. Ziel ist es, die
Anzahl Eingangsparameter so gering wie möglich zu halten. Hier soll in vorliegender
Arbeit eine erweiterte Betrachtung durchgeführt werden und ein Vorgehen zur quanti-
tativen Auswahl der Eingangsgrößen entwickelt werden. Dies umfasst eine Untersu-
chung des Einflusses der Eingangsgrößen auf die Ergebnisgrößen. Hieraus leitet
sich die zweite Fragestellung ab, welche den Schwerpunkt von Kapitel 4 bildet:
2 Beschreibung und Bewertung von körperlicher Arbeit
40
Untersuchungsfrage 2:
Welche wiederkehrenden Tätigkeitsfolgen lassen sich in der Produktionslogistik
definieren, und auf welcher Aggregationsebene können Parametermodelle zur in-
tegrierten Bewertung von Zeit und Belastung aufgebaut werden? Wie werden Ein-
flussgrößen (Parameter und Konstanten) bestimmt?
Eingesetzte Verfahren zur Bewertung der körperlichen Belastung berücksichtigen
den zeitlichen Ablauf der Tätigkeitsführung nicht. Einseitige Belastungssituationen
können daher nicht erkannt werden. Dies ist problematisch, da einseitige Belastun-
gen einen gesundheitlichen Risikofaktor darstellen. Um zu beurteilen, ob eine Tätig-
keit einseitige Belastungen umfasst, ist die Berücksichtigung der Ganzkörperhaltung
im zeitlichen Verlauf notwendig. Dies können aktuelle Ansätze aus der Arbeitswis-
senschaft zur Definition und Bewertung von Varianz noch nicht leisten, da sie sich
auf einzelne Belastungsgrößen (z. B. oberer Trapezius [Bar-2014]) oder Belastungs-
arten (z. B. Lasthandhandhabung in [Wat-2007]) beschränken. Auch bisherige Erwei-
terungen von Systemen vorbestimmter Zeiten zur Bewertung der Arbeitsbelastung
berücksichtigen den Aspekt von Abwechslung und Einseitigkeit nicht. Dies obwohl
Systeme vorbestimmter Zeiten die zeitliche Abfolge von Tätigkeiten und Bewegun-
gen in hoher Detaillierung beschreiben und somit wesentliche Informationen zur
Identifikation einseitiger Belastungssituationen beinhalten. In vorliegender Arbeit wird
dieser Aspekt aufgegriffen. Hieraus leitet sich die dritte Fragestellung ab, welche den
Schwerpunkt von Kapitel 5 bildet:
Untersuchungsfrage 3:
Welche Zeit- und Belastungsmodelle eignen sich zur Untersuchung einseitiger
und wechselnder Belastung, und anhand welcher Merkmale können einseitige
Belastungssituationen identifiziert werden?
In der betrieblichen Praxis stellt die Verbesserung der Arbeitsplatzergonomie den
wesentlichen Schritt nach Analyse und Bewertung körperlicher Belastungen dar. Für
die Produktionslogistik stehen bisher keine Handlungsempfehlungen zur Vermeidung
einseitiger Belastungen zur Verfügung. Diese Fragestellung wird in Kapitel 6 behan-
delt und bildet den Abschluss vorliegender Arbeit:
2.6 Zusammenfassung und Ableitung Forschungsbedarf
41
Untersuchungsfrage 4:
Wie können in der industriellen Praxis einseitige Belastungen in der Produktions-
logistik vermieden werden?
Durch Untersuchung obiger Fragestellungen soll folgender Erkenntnisbeitrag geleis-
tet werden:
- Auf Basis eines Systems vorbestimmter Zeiten soll eine Bewertung der kör-
perlichen Belastung in der Produktionslogistik mit geringem Aufwand umge-
setzt werden können. Anwendungsgebiet ist die betriebliche Arbeitsvorberei-
tung.
- Die Erweiterung des Systems vorbestimmter Zeiten zur Untersuchung der
zeitlichen Abfolge stellt eine Grundlagenuntersuchung dar. Zielsetzung ist ein
konzeptioneller Beitrag zum aktuellen Stand der Forschung in Verbindung mit
einer beispielhaften Anwendung. Eine betriebliche Anwendung ist in diesem
Stadium noch nicht vorgesehen.
- Für die Produktionslogistik sollen praxisrelevante Empfehlungen zur Arbeits-
platz- und Prozessgestaltung zur Vermeidung einseitiger Belastungen abgelei-
tet werden.

43
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
In diesem Kapitel wird untersucht, welche Tätigkeiten und körperlichen Belastungen
in der Produktionslogistik auftreten und welche Verfahren sich zu deren Bewertung
eignen (3.1). Aufbauend hierauf werden die Anforderungen und Anwendungsdomäne
für Konzeptelement 1 und 2 des erweiterten Systems vorbestimmter Zeiten definiert
und abgegrenzt (3.2).
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
Folgender Abschnitt enthält eine Feldstudie zu körperlichen Belastungen in der Pro-
duktionslogistik. Zunächst werden Zielsetzung und Vorgehensweise erläutert (3.1.1).
Anschließend werden Tätigkeiten und auftretende körperliche Belastungen unter-
sucht (3.1.2) und geeignete Verfahren zur Bewertung der auftretenden Belastungen
identifiziert (3.1.3).
Wesentliche Inhalte dieses Kapitels wurden in [Kel-2013] veröffentlicht.
3.1.1 Vorgehensweise
Zielsetzung der Untersuchung ist die Identifikation von Belastungsschwerpunkten für
unterschiedliche Tätigkeiten in der Produktionslogistik und die Auswahl geeigneter
Verfahren zu deren Bewertung.
Diese Fragestellung wird von bereits vorliegenden Untersuchungen nicht abgedeckt.
Diese fokussieren spezielle Tätigkeiten [Gün-2014b; Gün-2014c; Gol-2007; Wal-
2011] oder Belastungsarten [Fis-2015]. Aus diesem Grund wird als Methode eine
Feldstudie, also das systematische Beobachten unter natürlichen Bedingungen, aus-
gewählt.
Der Untersuchungsbereich umfasst mehr als 500 operative Mitarbeiter, die im Mehr-
schichtsystem an mehr als 200 operativen Arbeitsplätzen arbeiten. Administrative
Tätigkeiten werden nicht betrachtet. Im Rahmen der Untersuchung wurden Arbeits-
abläufe sowie auftretende Belastungen an den Produktionslogistik-Arbeitsplätzen
aufgenommen. Als Grundlage für die Einteilung der Arbeitsplätze dienen die logisti-
schen Funktionen und Tätigkeiten aus Kapitel 2.1. Diese wurden den drei Gruppen
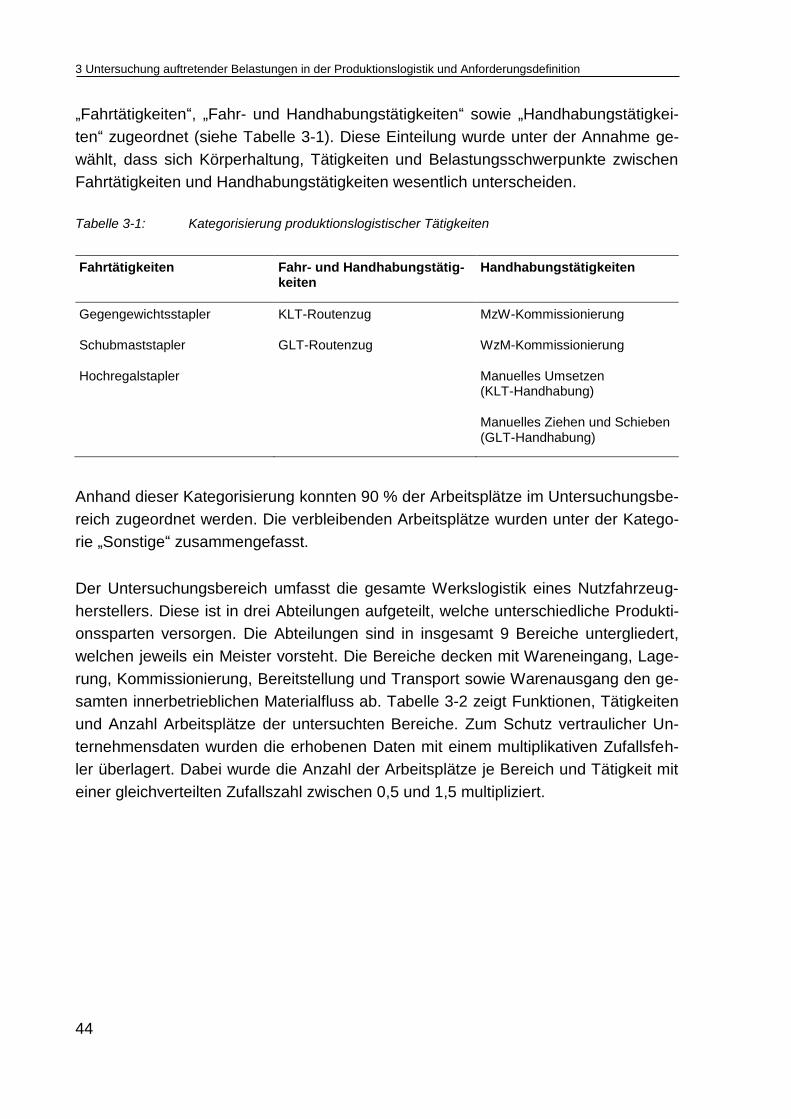
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
44
„Fahrtätigkeiten“, „Fahr- und Handhabungstätigkeiten“ sowie „Handhabungstätigkei-
ten“ zugeordnet (siehe Tabelle 3-1). Diese Einteilung wurde unter der Annahme ge-
wählt, dass sich Körperhaltung, Tätigkeiten und Belastungsschwerpunkte zwischen
Fahrtätigkeiten und Handhabungstätigkeiten wesentlich unterscheiden.
Tabelle 3-1: Kategorisierung produktionslogistischer Tätigkeiten
Fahrtätigkeiten Fahr- und Handhabungstätig-keiten
Handhabungstätigkeiten
Gegengewichtsstapler KLT-Routenzug MzW-Kommissionierung
Schubmaststapler GLT-Routenzug WzM-Kommissionierung
Hochregalstapler Manuelles Umsetzen (KLT-Handhabung)
Manuelles Ziehen und Schieben (GLT-Handhabung)
Anhand dieser Kategorisierung konnten 90 % der Arbeitsplätze im Untersuchungsbe-
reich zugeordnet werden. Die verbleibenden Arbeitsplätze wurden unter der Katego-
rie „Sonstige“ zusammengefasst.
Der Untersuchungsbereich umfasst die gesamte Werkslogistik eines Nutzfahrzeug-
herstellers. Diese ist in drei Abteilungen aufgeteilt, welche unterschiedliche Produkti-
onssparten versorgen. Die Abteilungen sind in insgesamt 9 Bereiche untergliedert,
welchen jeweils ein Meister vorsteht. Die Bereiche decken mit Wareneingang, Lage-
rung, Kommissionierung, Bereitstellung und Transport sowie Warenausgang den ge-
samten innerbetrieblichen Materialfluss ab. Tabelle 3-2 zeigt Funktionen, Tätigkeiten
und Anzahl Arbeitsplätze der untersuchten Bereiche. Zum Schutz vertraulicher Un-
ternehmensdaten wurden die erhobenen Daten mit einem multiplikativen Zufallsfeh-
ler überlagert. Dabei wurde die Anzahl der Arbeitsplätze je Bereich und Tätigkeit mit
einer gleichverteilten Zufallszahl zwischen 0,5 und 1,5 multipliziert.
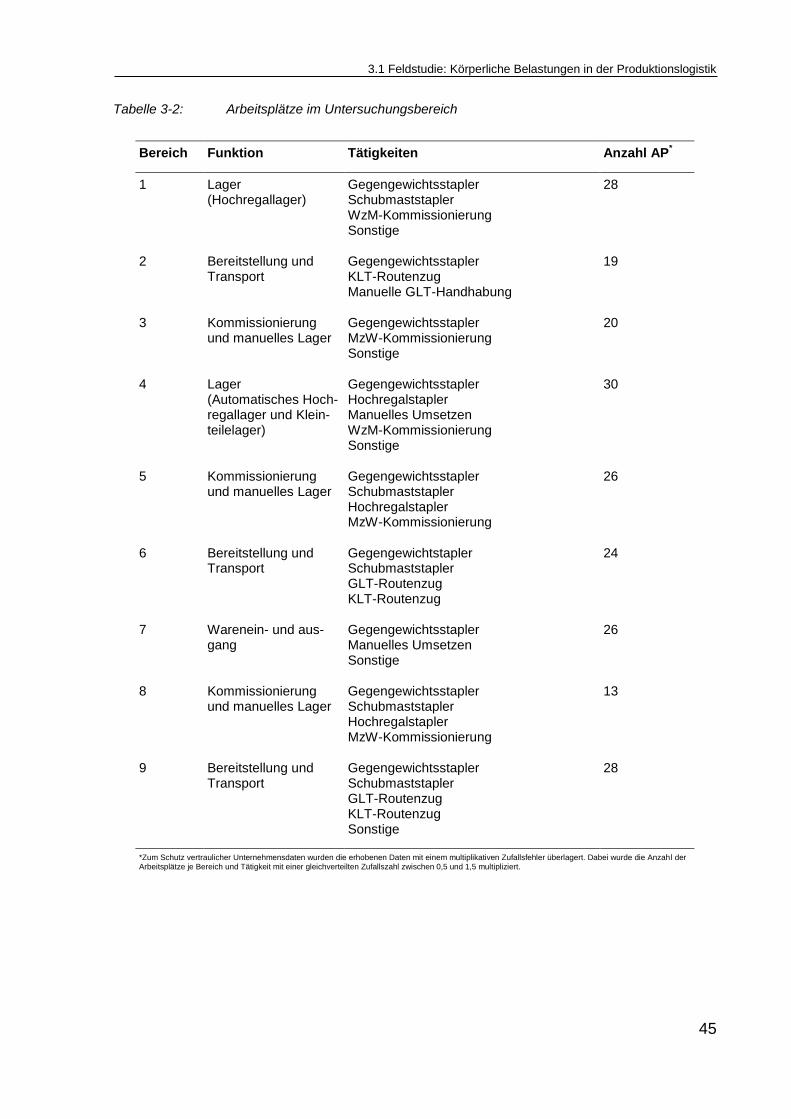
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
45
Tabelle 3-2: Arbeitsplätze im Untersuchungsbereich
Bereich Funktion Tätigkeiten Anzahl AP*
1 Lager (Hochregallager)
Gegengewichtsstapler Schubmaststapler WzM-Kommissionierung Sonstige
28
2 Bereitstellung und Transport
Gegengewichtsstapler KLT-Routenzug Manuelle GLT-Handhabung
19
3 Kommissionierung und manuelles Lager
Gegengewichtsstapler MzW-Kommissionierung Sonstige
20
4 Lager (Automatisches Hoch-regallager und Klein-teilelager)
Gegengewichtsstapler Hochregalstapler Manuelles Umsetzen WzM-Kommissionierung Sonstige
30
5 Kommissionierung und manuelles Lager
Gegengewichtsstapler Schubmaststapler Hochregalstapler MzW-Kommissionierung
26
6 Bereitstellung und Transport
Gegengewichtstapler Schubmaststapler GLT-Routenzug KLT-Routenzug
24
7 Warenein- und aus-gang
Gegengewichtsstapler Manuelles Umsetzen Sonstige
26
8 Kommissionierung und manuelles Lager
Gegengewichtsstapler Schubmaststapler Hochregalstapler MzW-Kommissionierung
13
9 Bereitstellung und Transport
Gegengewichtsstapler Schubmaststapler GLT-Routenzug KLT-Routenzug Sonstige
28
*Zum Schutz vertraulicher Unternehmensdaten wurden die erhobenen Daten mit einem multiplikativen Zufallsfehler überlagert. Dabei wurde die Anzahl der Arbeitsplätze je Bereich und Tätigkeit mit einer gleichverteilten Zufallszahl zwischen 0,5 und 1,5 multipliziert.
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
46
Im Rahmen der Untersuchung wurden die Arbeitsabläufe sowie die auftretenden Be-
lastungen an den Arbeitsplätzen aufgenommen. Die eingesetzte Kategorisierung für
die Belastungsarten entspricht der Kategorisierung aus den berufsgenossenschaftli-
chen Grundsätzen für arbeitsmedizinische Vorsorgeuntersuchungen G 46 „Belastun-
gen des Muskel-Skelettsystems einschließlich Vibrationen“ [DGU-2009]. Dabei han-
delt es sich um die in (2.2) vorgestellten Belastungsarten:
- Manuelle Lasthandhabung
- Erzwungene Körperhaltungen
- Arbeit mit erhöhter Kraftanstrengung und/oder Krafteinwirkung
- Repetitive Tätigkeiten mit hohen Handhabungsfrequenzen
- Ganzkörper-Vibrationen
- Hand-Arm-Vibrationen
Weitere Belastungen (z. B. Lärm), welche sich nicht aus den ausgeführten Tätigkei-
ten ableiten lassen, sind nicht Gegenstand der Untersuchung. Die Untersuchung
wurde im Rahmen von Vor-Ort-Begehungen durchgeführt. Dabei wurde der reale
Prozess beobachtet und der Mitarbeiter hinsichtlich auftretender Belastungen be-
fragt. Erfasst wurde, welche der obigen Belastungsarten auftreten. Eine Quantifizie-
rung der Belastungshöhe wurde nicht durchgeführt.
3.1.2 Identifizierte Belastungsschwerpunkte nach Tätigkeitsgruppen
Tabelle 3-3 zeigt für jede Tätigkeit die Häufigkeit auftretender Belastungsarten. Fest-
gestellt wurden die Belastungsarten manuelle Lasthandhabung, erzwungene Körper-
haltung sowie Ganzkörper-Vibrationen. Arbeiten mit erhöhter Kraftanstrengung oder
Krafteinwirkung sowie repetitive Tätigkeiten mit hohen Handhabungsfrequenzen tra-
ten im Untersuchungsbereich nicht auf.
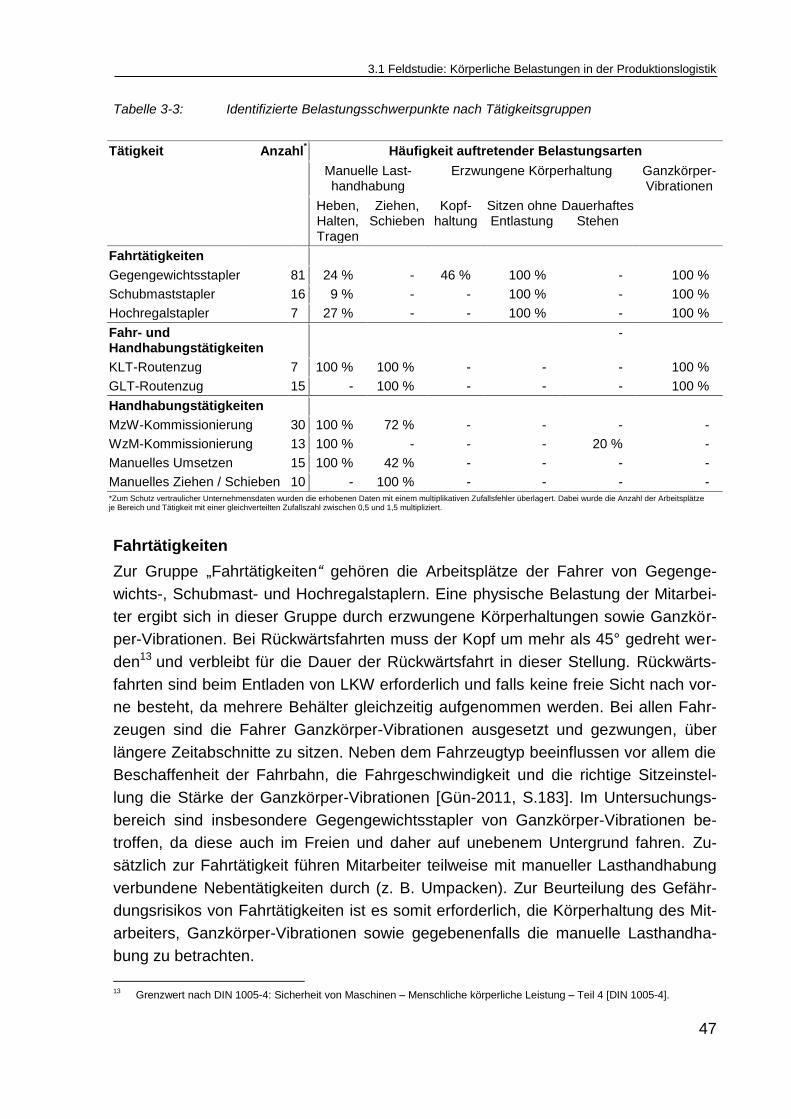
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
47
Tabelle 3-3: Identifizierte Belastungsschwerpunkte nach Tätigkeitsgruppen
Tätigkeit Anzahl* Häufigkeit auftretender Belastungsarten
Manuelle Last-handhabung
Erzwungene Körperhaltung Ganzkörper-Vibrationen
Heben, Halten, Tragen
Ziehen, Schieben
Kopf-haltung
Sitzen ohne Entlastung
Dauerhaftes Stehen
Fahrtätigkeiten
Gegengewichtsstapler 81 24 % - 46 % 100 % - 100 %
Schubmaststapler 16 9 % - - 100 % - 100 %
Hochregalstapler 7 27 % - - 100 % - 100 %
Fahr- und Handhabungstätigkeiten
-
KLT-Routenzug 7 100 % 100 % - - - 100 %
GLT-Routenzug 15 - 100 % - - - 100 %
Handhabungstätigkeiten
MzW-Kommissionierung 30 100 % 72 % - - - -
WzM-Kommissionierung 13 100 % - - - 20 % -
Manuelles Umsetzen 15 100 % 42 % - - - -
Manuelles Ziehen / Schieben 10 - 100 % - - - - *Zum Schutz vertraulicher Unternehmensdaten wurden die erhobenen Daten mit einem multiplikativen Zufallsfehler überlagert. Dabei wurde die Anzahl der Arbeitsplätze je Bereich und Tätigkeit mit einer gleichverteilten Zufallszahl zwischen 0,5 und 1,5 multipliziert.
Fahrtätigkeiten
Zur Gruppe „Fahrtätigkeiten“ gehören die Arbeitsplätze der Fahrer von Gegenge-
wichts-, Schubmast- und Hochregalstaplern. Eine physische Belastung der Mitarbei-
ter ergibt sich in dieser Gruppe durch erzwungene Körperhaltungen sowie Ganzkör-
per-Vibrationen. Bei Rückwärtsfahrten muss der Kopf um mehr als 45° gedreht wer-
den13 und verbleibt für die Dauer der Rückwärtsfahrt in dieser Stellung. Rückwärts-
fahrten sind beim Entladen von LKW erforderlich und falls keine freie Sicht nach vor-
ne besteht, da mehrere Behälter gleichzeitig aufgenommen werden. Bei allen Fahr-
zeugen sind die Fahrer Ganzkörper-Vibrationen ausgesetzt und gezwungen, über
längere Zeitabschnitte zu sitzen. Neben dem Fahrzeugtyp beeinflussen vor allem die
Beschaffenheit der Fahrbahn, die Fahrgeschwindigkeit und die richtige Sitzeinstel-
lung die Stärke der Ganzkörper-Vibrationen [Gün-2011, S.183]. Im Untersuchungs-
bereich sind insbesondere Gegengewichtsstapler von Ganzkörper-Vibrationen be-
troffen, da diese auch im Freien und daher auf unebenem Untergrund fahren. Zu-
sätzlich zur Fahrtätigkeit führen Mitarbeiter teilweise mit manueller Lasthandhabung
verbundene Nebentätigkeiten durch (z. B. Umpacken). Zur Beurteilung des Gefähr-
dungsrisikos von Fahrtätigkeiten ist es somit erforderlich, die Körperhaltung des Mit-
arbeiters, Ganzkörper-Vibrationen sowie gegebenenfalls die manuelle Lasthandha-
bung zu betrachten.
13
Grenzwert nach DIN 1005-4: Sicherheit von Maschinen – Menschliche körperliche Leistung – Teil 4 [DIN 1005-4].
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
48
Fahr- und Handhabungstätigkeiten
Arbeitsplätze der Routenzugfahrer für Klein- und Großladungsträger fallen in die
Gruppe „Fahr- und Handhabungstätigkeiten“. Im Gegensatz zu Staplerfahrern führen
Routenzugfahrer manuelle Lasthandhabungen im Rahmen der Haupttätigkeit durch.
KLT-Routenzugfahrer setzen Behälter an den Haltestellen vom Routenzug in Regale
um. GLT-Routenzugfahrer ziehen oder schieben an den Haltestellen Behälter auf
Rolluntergestellen vom Routenzug an den Anlieferort. Als weitere Belastung wurde
bei den KLT-Routenzügen das Ziehen und Schieben der Anhänger während der
Routenzug-Beladung festgestellt. Dauerhaftes Stehen trat bei den untersuchten Rou-
tenzügen nicht auf. Bei den KLT-Routenzügen waren zwei der neun Zugfahrzeuge
allerdings ohne Sitz ausgeführt. In diesem Fall tritt eine einseitige Belastung durch
dauerhaftes Stehen und Gehen auf. Diese findet sich in der verwendeten Kategori-
sierung der Belastungsarten “ [DGU-2009] allerdings nicht wieder. Im Gegensatz zu
Gegengewichtsstaplern verkehren die Routenzüge überwiegend innerhalb der Halle
mit reduzierter Geschwindigkeit und auf ebenem Boden. Aus diesem Grund sind die
Ganzkörper-Vibrationen wesentlich geringer als bei Gegengewichtsstaplern. Bei
Fahr- und Handhabungstätigkeiten stellt somit die manuelle Lasthandhabung die
primäre Belastung dar und muss zur Beurteilung des Gefährdungsrisikos betrachtet
werden.
Handhabungstätigkeiten
Die Gruppe „Handhabungstätigkeiten“ umfasst die Tätigkeiten „Mann-zu-Ware Kom-
missionierung“, „Ware-zu-Mann Kommissionierung“, „manuelles Umsetzen“ und
„manuelles Ziehen und Schieben“. Im Bereich Kommissionierung stellt das manuelle
Umsetzen von Lasten die Hauptbelastung dar. In der Mann-zu-Ware Kommissionie-
rung wurde das Ziehen oder Schieben des Kommissionierwagens als weitere Belas-
tung beobachtet. In der Ware-zu-Mann Kommissionierung kann sich eine weitere
Belastung aufgrund dauerhaftem Stehen ergeben. In produktionsnahen Kommissio-
nierbereichen, in welchen Einzelteile fahrzeugbezogen kommissioniert werden, sind
die Arbeitstätigkeiten teilweise eng an den Produktionstakt gekoppelt. Der Mitarbeiter
kann in diesem Fall das Arbeitstempo nicht individuell nach seinen Leistungsvoraus-
setzungen variieren. Dies kann zu einer erhöhten Belastung aufgrund von Zeitdruck
und Stress führen. Diese wird in der verwendeten Kategorisierung der Belastungsar-
ten [DGU-2009] allerdings nicht abgedeckt. Die Tätigkeit „manuelles Umsetzen“ um-
fasst die manuelle Handhabung von Behältern und sonstigen Lasten und tritt beim
Ein- und Auslagern von Kleinladungsträgern in manuellen Lagern, bei der Palettie-
rung sowie bei der Verpackung im Warenausgang auf. Entsprechend der Tätigkeit
entsteht die körperliche Belastung hier durch das Heben von Lasten. Die Tätigkeit
„manuelles Ziehen und Schieben“ umfasst das Bewegen von Behältern und Lasten
auf Rollen oder Handgabelhubwagen. Diese Tätigkeiten werden typischerweise im
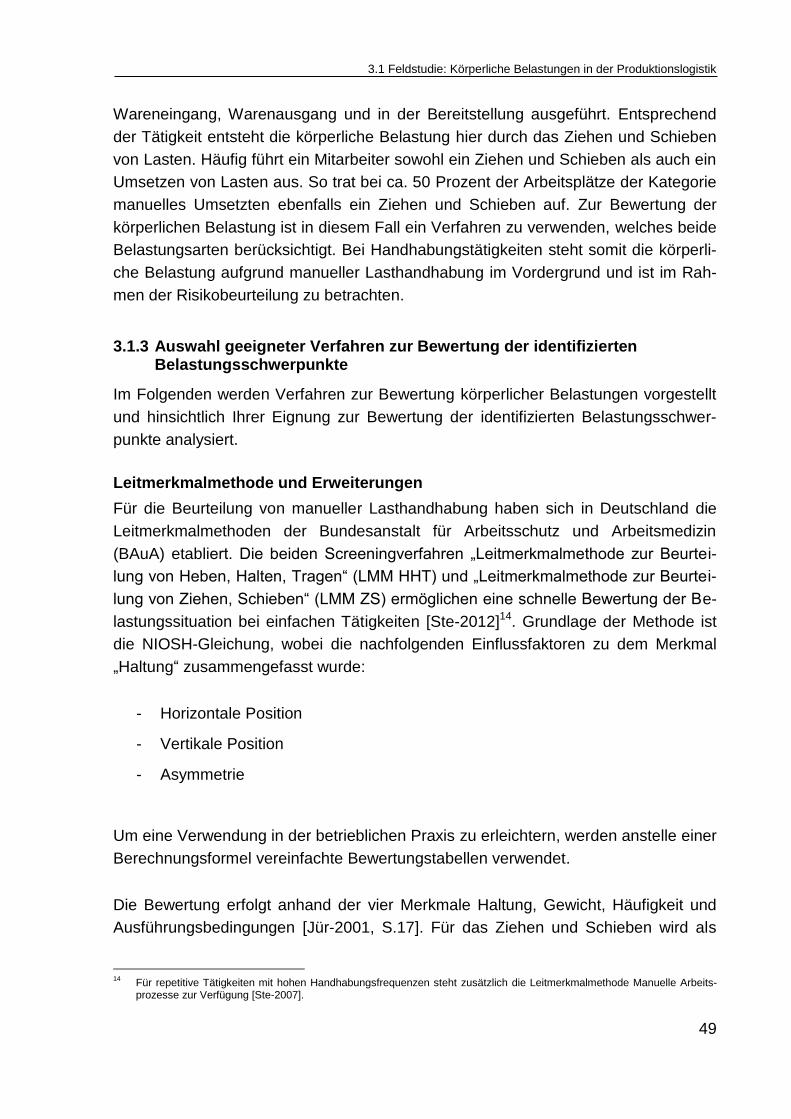
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
49
Wareneingang, Warenausgang und in der Bereitstellung ausgeführt. Entsprechend
der Tätigkeit entsteht die körperliche Belastung hier durch das Ziehen und Schieben
von Lasten. Häufig führt ein Mitarbeiter sowohl ein Ziehen und Schieben als auch ein
Umsetzen von Lasten aus. So trat bei ca. 50 Prozent der Arbeitsplätze der Kategorie
manuelles Umsetzten ebenfalls ein Ziehen und Schieben auf. Zur Bewertung der
körperlichen Belastung ist in diesem Fall ein Verfahren zu verwenden, welches beide
Belastungsarten berücksichtigt. Bei Handhabungstätigkeiten steht somit die körperli-
che Belastung aufgrund manueller Lasthandhabung im Vordergrund und ist im Rah-
men der Risikobeurteilung zu betrachten.
3.1.3 Auswahl geeigneter Verfahren zur Bewertung der identifizierten Belastungsschwerpunkte
Im Folgenden werden Verfahren zur Bewertung körperlicher Belastungen vorgestellt
und hinsichtlich Ihrer Eignung zur Bewertung der identifizierten Belastungsschwer-
punkte analysiert.
Leitmerkmalmethode und Erweiterungen
Für die Beurteilung von manueller Lasthandhabung haben sich in Deutschland die
Leitmerkmalmethoden der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin
(BAuA) etabliert. Die beiden Screeningverfahren „Leitmerkmalmethode zur Beurtei-
lung von Heben, Halten, Tragen“ (LMM HHT) und „Leitmerkmalmethode zur Beurtei-
lung von Ziehen, Schieben“ (LMM ZS) ermöglichen eine schnelle Bewertung der Be-
lastungssituation bei einfachen Tätigkeiten [Ste-2012]14. Grundlage der Methode ist
die NIOSH-Gleichung, wobei die nachfolgenden Einflussfaktoren zu dem Merkmal
„Haltung“ zusammengefasst wurde:
- Horizontale Position
- Vertikale Position
- Asymmetrie
Um eine Verwendung in der betrieblichen Praxis zu erleichtern, werden anstelle einer
Berechnungsformel vereinfachte Bewertungstabellen verwendet.
Die Bewertung erfolgt anhand der vier Merkmale Haltung, Gewicht, Häufigkeit und
Ausführungsbedingungen [Jür-2001, S.17]. Für das Ziehen und Schieben wird als
14
Für repetitive Tätigkeiten mit hohen Handhabungsfrequenzen steht zusätzlich die Leitmerkmalmethode Manuelle Arbeits-prozesse zur Verfügung [Ste-2007].
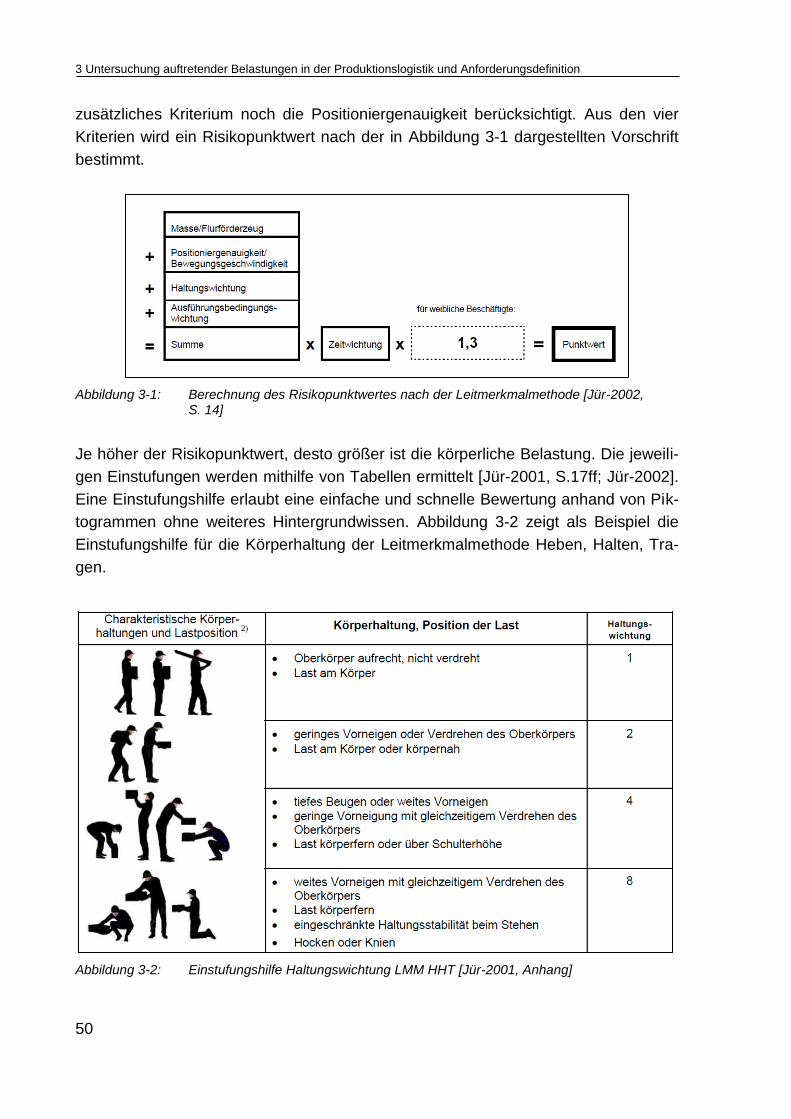
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
50
zusätzliches Kriterium noch die Positioniergenauigkeit berücksichtigt. Aus den vier
Kriterien wird ein Risikopunktwert nach der in Abbildung 3-1 dargestellten Vorschrift
bestimmt.
Abbildung 3-1: Berechnung des Risikopunktwertes nach der Leitmerkmalmethode [Jür-2002, S. 14]
Je höher der Risikopunktwert, desto größer ist die körperliche Belastung. Die jeweili-
gen Einstufungen werden mithilfe von Tabellen ermittelt [Jür-2001, S.17ff; Jür-2002].
Eine Einstufungshilfe erlaubt eine einfache und schnelle Bewertung anhand von Pik-
togrammen ohne weiteres Hintergrundwissen. Abbildung 3-2 zeigt als Beispiel die
Einstufungshilfe für die Körperhaltung der Leitmerkmalmethode Heben, Halten, Tra-
gen.
Abbildung 3-2: Einstufungshilfe Haltungswichtung LMM HHT [Jür-2001, Anhang]
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
51
Die vollständigen Leitmerkmalmethoden sind in Anhang B zu finden. Zu den Leit-
merkmalmethoden wurden Erweiterungen vorgenommen, welche eine additive Be-
wertung unterschiedlicher Lasthandhabungsvorgänge ermöglichen. Im Bereich der
Logistik wurde am Lehrstuhl Fördertechnik Materialfluss Logistik der Technischen
Universität München die erweiterte Leitmerkmalmethode (eLMM) entwickelt, mit wel-
cher sich unterschiedliche Hebe- und Tragevorgänge bewerten lassen [Wal-2011,
S.95ff]. Am Institut für Arbeitswissenschaften der Universität Darmstadt wurde das
Multiple-Lasten-Tool (MLT) entwickelt. Es stellt eine Kombination der beiden Leit-
merkmalmethoden HHT und ZS auf Basis von MS-Excel dar und ermöglicht die Be-
wertung unterschiedlicher Lastfälle [Sch-2012]. Eine detaillierte Beschreibung dieser
Erweiterung erfolgt in Kapitel 4.1.3.
Grenzlast- und Grenzkraftverfahren
Grenzkraftverfahren liefern Richtwerte für maximal aufzuwendende Kräfte, beispiels-
weise bei der Bedienung von Maschinen. Das Grenzlastverfahren nach DIN 1005-2
[DIN 1005-2] basiert auf der NIOSH-Gleichung und kann zur Beurteilung von Heben,
Halten und Tragen eingesetzt werden. Das Grenzlastverfahren nach DIN 1005-3
[DIN 1005-3] kann zur Beurteilung beim Ziehen und Schieben von Lasten verwendet
werden. Des Weiteren wurden Grenzlastverfahren entwickelt, welche zusätzlich indi-
viduelle Voraussetzungen berücksichtigen. Beispiel ist das Verfahren nach REFA,
bei welchem als individuelle Voraussetzungen Alter, Geschlecht und Trainingszu-
stand des Mitarbeiters berücksichtigt werden [Bon-1995, S. 163]. Grenzlast- und
Grenzkraftverfahren bilden Einzeltätigkeiten detailliert ab. Einsatzbereich dieser Ver-
fahren ist die Gestaltung und Konstruktion von Maschinen und Arbeitsmitteln. Zur
Bewertung von Tätigkeiten in der Produktionslogistik sind Grenzlastverfahren dage-
gen weniger geeignet, da Mitarbeiter über eine Schicht zumeist verschiedene Last-
handhabungsvorgänge ausführen und eine kumulierte Betrachtung mit diesen Ver-
fahren nicht möglich ist.
Ovako Working Posture Analysing System (OWAS)
Die OWAS-Methode wurde 1973 beim finnischen Stahlhersteller OVAKO zur Bewer-
tung von Körperhaltungen entwickelt [Kar-1977; Kar-1981]. Die Methode berücksich-
tigt die Haltung des Rückens, der Arme und der Beine sowie den erforderlichen
Kraftaufwand. Für jede Kategorie gibt es eine Auswahl möglicher Haltungen, welche
mit einer Ziffer codiert werden. Abbildung 3-3 zeigt als Beispiel die Entnahme aus
einem Großladungsträger und die vier möglichen Haltungen für die Körperregion Rü-
cken. Spätere Erweiterungen betrachten zudem die Haltung des Kopfes [Sto-1985].

3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
52
Abbildung 3-3: Beispiel OWAS-Haltungscodierung nach [Kar-1977]
Bei der OWAS-Methode werden zum einen die zeitlichen Anteile der einzelnen Kör-
perhaltungen und zum anderen die Häufigkeit von Haltungskombinationen bewertet.
Eine einzelne Körperhaltung ist die unabhängig vom Rest des Körpers analysierte
Haltung des Rückens, der Arme und der Beine. Die Kombination der Haltung von
Rücken, Armen und Beinen sowie des zu manipulierenden Gewichtes wird als Hal-
tungskombination bezeichnet. Das Verfahren ist einfach anzuwenden und bildet die
Grundlage zur Analyse von Körperhaltungen mithilfe aktueller Motion-Capturing-
Systeme15. Eine detaillierte Beschreibung des Verfahrens erfolgt in Kapitel 5.1.3.
Rapid Upper Limb Assessment (RULA)
Das RULA-Verfahren ist ein Screeningverfahren und wurde von McAtamney und
Corlett für die Analyse der oberen Gliedmaßen entwickelt [McA-1993]. Das Verfahren
gibt einen schnellen Überblick über die ergonomische Belastung einer Einzeltätigkeit
und zeigt an, ob Gestaltungsmaßnahmen notwendig sind [Hoe-2005, S.44-45]. Das
Verfahren analysiert für eine ausgewählte Einzeltätigkeit die Haltung des Halses, der
Arme, der Handgelenke, des Oberkörpers und der Beine. Haltungswerte für „Arm
und Handgelenk“ und „Hals, Oberkörper und Beine“ werden mit Lastpunkten zu ei-
nem Gesamtrisikowert verrechnet. Das Verfahren ermöglicht eine schnelle Bewer-
tung ausgewählter Körperhaltungen mit dem Schwerpunkt auf den oberen Extremitä-
ten. Eine Analyse der Ganzkörperhaltung ist mit dem Verfahren nur bedingt möglich.
15
Siehe CUELA [Gli-2004] oder [Gud-2009].
1 2 3 4
Rücken
1
gerade
2
gebeugt
3
gedreht
4
gedreht u.
gebeugt
2 3 1 1
Rücken: gebeugt
Beine: Stehen auf einem Bein
Arme: unter Schulter
Last: weniger
als 10 kg
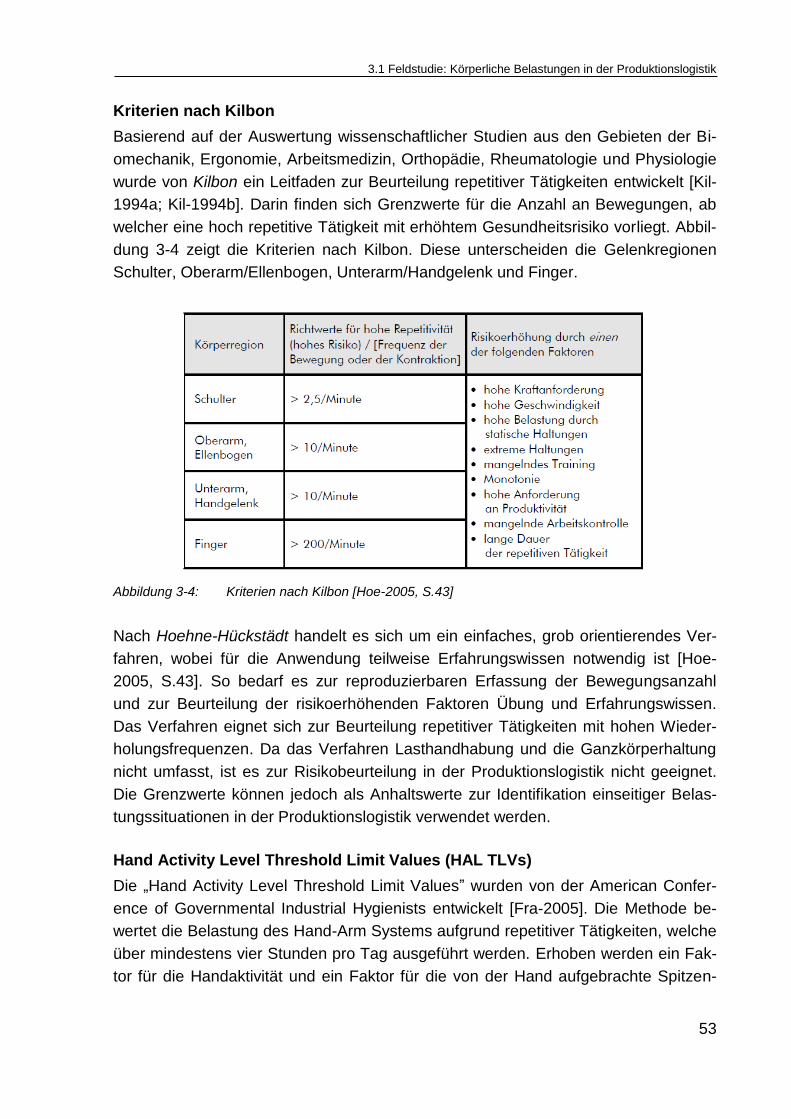
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
53
Kriterien nach Kilbon
Basierend auf der Auswertung wissenschaftlicher Studien aus den Gebieten der Bi-
omechanik, Ergonomie, Arbeitsmedizin, Orthopädie, Rheumatologie und Physiologie
wurde von Kilbon ein Leitfaden zur Beurteilung repetitiver Tätigkeiten entwickelt [Kil-
1994a; Kil-1994b]. Darin finden sich Grenzwerte für die Anzahl an Bewegungen, ab
welcher eine hoch repetitive Tätigkeit mit erhöhtem Gesundheitsrisiko vorliegt. Abbil-
dung 3-4 zeigt die Kriterien nach Kilbon. Diese unterscheiden die Gelenkregionen
Schulter, Oberarm/Ellenbogen, Unterarm/Handgelenk und Finger.
Abbildung 3-4: Kriterien nach Kilbon [Hoe-2005, S.43]
Nach Hoehne-Hückstädt handelt es sich um ein einfaches, grob orientierendes Ver-
fahren, wobei für die Anwendung teilweise Erfahrungswissen notwendig ist [Hoe-
2005, S.43]. So bedarf es zur reproduzierbaren Erfassung der Bewegungsanzahl
und zur Beurteilung der risikoerhöhenden Faktoren Übung und Erfahrungswissen.
Das Verfahren eignet sich zur Beurteilung repetitiver Tätigkeiten mit hohen Wieder-
holungsfrequenzen. Da das Verfahren Lasthandhabung und die Ganzkörperhaltung
nicht umfasst, ist es zur Risikobeurteilung in der Produktionslogistik nicht geeignet.
Die Grenzwerte können jedoch als Anhaltswerte zur Identifikation einseitiger Belas-
tungssituationen in der Produktionslogistik verwendet werden.
Hand Activity Level Threshold Limit Values (HAL TLVs)
Die „Hand Activity Level Threshold Limit Values” wurden von der American Confer-
ence of Governmental Industrial Hygienists entwickelt [Fra-2005]. Die Methode be-
wertet die Belastung des Hand-Arm Systems aufgrund repetitiver Tätigkeiten, welche
über mindestens vier Stunden pro Tag ausgeführt werden. Erhoben werden ein Fak-
tor für die Handaktivität und ein Faktor für die von der Hand aufgebrachte Spitzen-
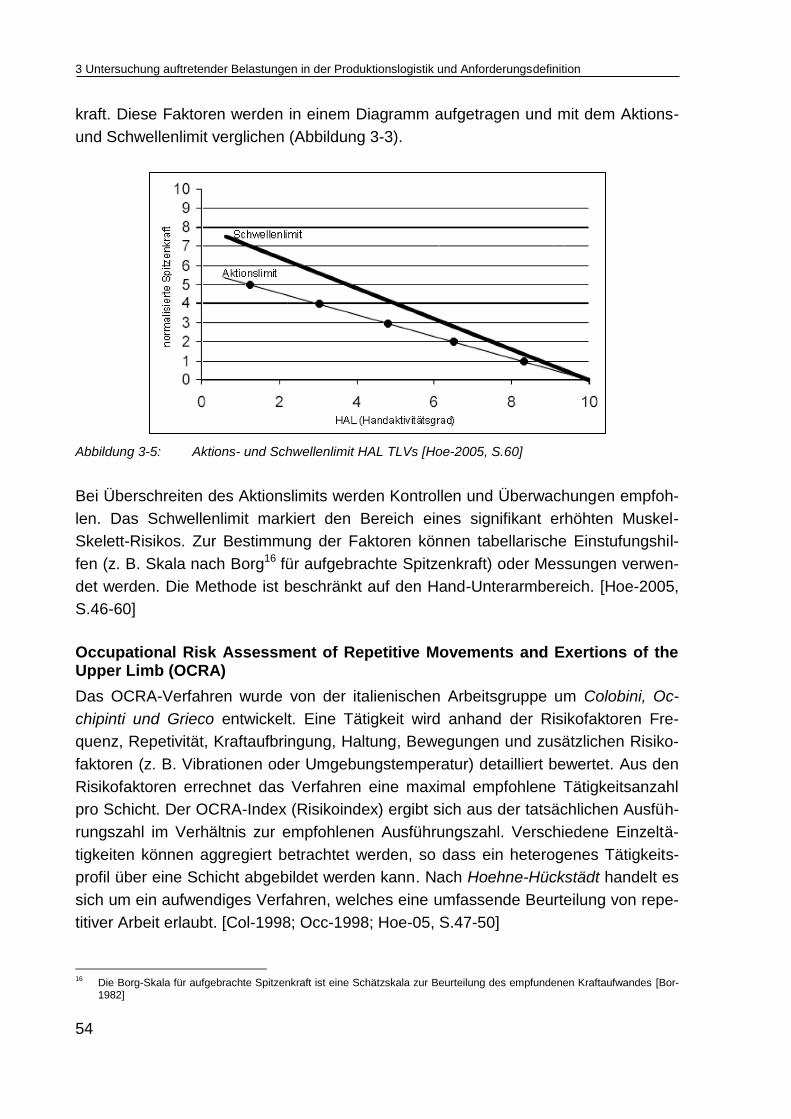
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
54
kraft. Diese Faktoren werden in einem Diagramm aufgetragen und mit dem Aktions-
und Schwellenlimit verglichen (Abbildung 3-3).
Abbildung 3-5: Aktions- und Schwellenlimit HAL TLVs [Hoe-2005, S.60]
Bei Überschreiten des Aktionslimits werden Kontrollen und Überwachungen empfoh-
len. Das Schwellenlimit markiert den Bereich eines signifikant erhöhten Muskel-
Skelett-Risikos. Zur Bestimmung der Faktoren können tabellarische Einstufungshil-
fen (z. B. Skala nach Borg16 für aufgebrachte Spitzenkraft) oder Messungen verwen-
det werden. Die Methode ist beschränkt auf den Hand-Unterarmbereich. [Hoe-2005,
S.46-60]
Occupational Risk Assessment of Repetitive Movements and Exertions of the Upper Limb (OCRA)
Das OCRA-Verfahren wurde von der italienischen Arbeitsgruppe um Colobini, Oc-
chipinti und Grieco entwickelt. Eine Tätigkeit wird anhand der Risikofaktoren Fre-
quenz, Repetivität, Kraftaufbringung, Haltung, Bewegungen und zusätzlichen Risiko-
faktoren (z. B. Vibrationen oder Umgebungstemperatur) detailliert bewertet. Aus den
Risikofaktoren errechnet das Verfahren eine maximal empfohlene Tätigkeitsanzahl
pro Schicht. Der OCRA-Index (Risikoindex) ergibt sich aus der tatsächlichen Ausfüh-
rungszahl im Verhältnis zur empfohlenen Ausführungszahl. Verschiedene Einzeltä-
tigkeiten können aggregiert betrachtet werden, so dass ein heterogenes Tätigkeits-
profil über eine Schicht abgebildet werden kann. Nach Hoehne-Hückstädt handelt es
sich um ein aufwendiges Verfahren, welches eine umfassende Beurteilung von repe-
titiver Arbeit erlaubt. [Col-1998; Occ-1998; Hoe-05, S.47-50]
16
Die Borg-Skala für aufgebrachte Spitzenkraft ist eine Schätzskala zur Beurteilung des empfundenen Kraftaufwandes [Bor-1982]
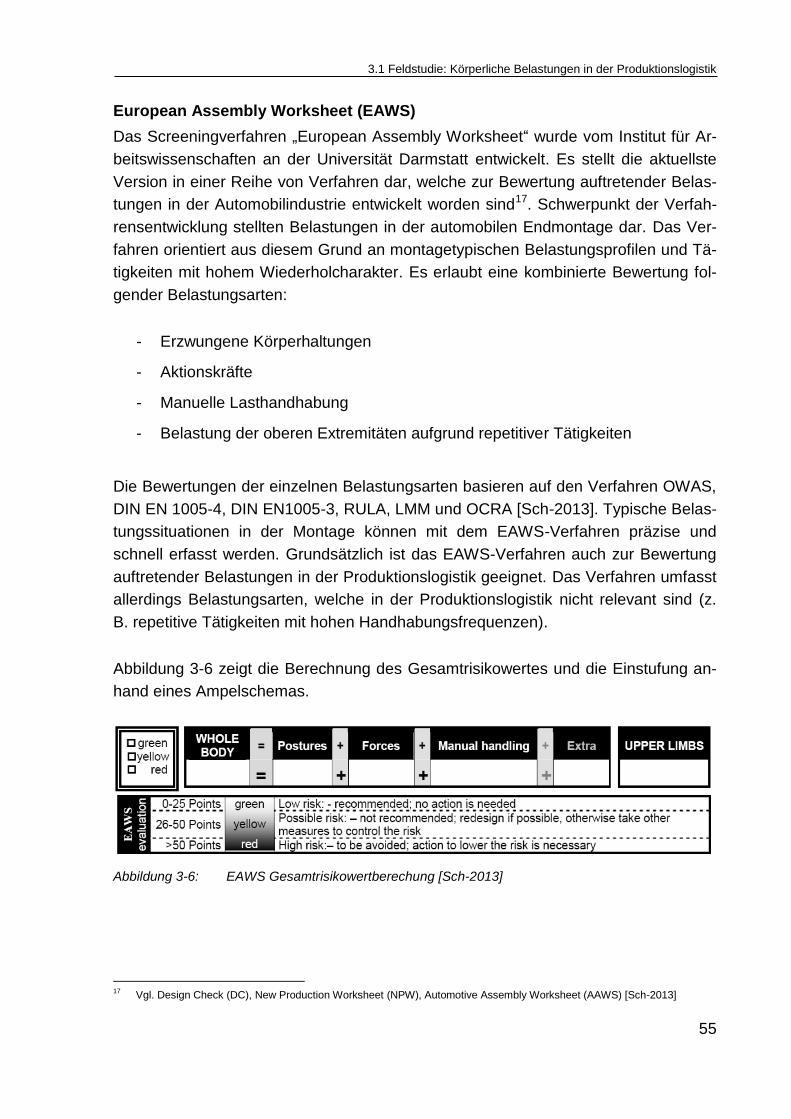
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
55
European Assembly Worksheet (EAWS)
Das Screeningverfahren „European Assembly Worksheet“ wurde vom Institut für Ar-
beitswissenschaften an der Universität Darmstatt entwickelt. Es stellt die aktuellste
Version in einer Reihe von Verfahren dar, welche zur Bewertung auftretender Belas-
tungen in der Automobilindustrie entwickelt worden sind17. Schwerpunkt der Verfah-
rensentwicklung stellten Belastungen in der automobilen Endmontage dar. Das Ver-
fahren orientiert aus diesem Grund an montagetypischen Belastungsprofilen und Tä-
tigkeiten mit hohem Wiederholcharakter. Es erlaubt eine kombinierte Bewertung fol-
gender Belastungsarten:
- Erzwungene Körperhaltungen
- Aktionskräfte
- Manuelle Lasthandhabung
- Belastung der oberen Extremitäten aufgrund repetitiver Tätigkeiten
Die Bewertungen der einzelnen Belastungsarten basieren auf den Verfahren OWAS,
DIN EN 1005-4, DIN EN1005-3, RULA, LMM und OCRA [Sch-2013]. Typische Belas-
tungssituationen in der Montage können mit dem EAWS-Verfahren präzise und
schnell erfasst werden. Grundsätzlich ist das EAWS-Verfahren auch zur Bewertung
auftretender Belastungen in der Produktionslogistik geeignet. Das Verfahren umfasst
allerdings Belastungsarten, welche in der Produktionslogistik nicht relevant sind (z.
B. repetitive Tätigkeiten mit hohen Handhabungsfrequenzen).
Abbildung 3-6 zeigt die Berechnung des Gesamtrisikowertes und die Einstufung an-
hand eines Ampelschemas.
Abbildung 3-6: EAWS Gesamtrisikowertberechung [Sch-2013]
17
Vgl. Design Check (DC), New Production Worksheet (NPW), Automotive Assembly Worksheet (AAWS) [Sch-2013]
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
56
Technische Regeln zur Lärm- und Vibrations-Arbeitsschutzverordnung (TRLV)
Die Technischen Regeln zur Lärm- und Vibrations-Arbeitsschutzverordnung definie-
ren Grenzwerte für Vibrationseinwirkungen. Werden sie eingehalten, kann der Ar-
beitgeber davon ausgehen, die Anforderungen der Vorschriften der Lärm- und Vibra-
tions-Arbeitsschutzverordnung zu erfüllen.
Zur Bestimmung der Höhe der Belastung durch Ganzkörper-Vibrationen ist in einem
ersten Schritt zu überprüfen, ob für den zu beurteilenden Arbeitsplatz repräsentative
Vibrationsmesswerte oder Ergebnisse orientierender Verfahren (z. B. repräsentativer
Dosimetermessungen) vorhanden sind. Falls ja, können die vorhandenen Werte
verwendet werden. Sollte dies nicht der Fall sein, kann ermittelt werden, ob Ver-
gleichswerte (z. B. von der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin) ver-
fügbar sind. Sollten weder repräsentative Messungen noch Vergleichswerte verfüg-
bar sein, muss eine Vibrationsmessung durchgeführt werden, um deren Ergebnisse
für die Gefährdungsbeurteilung zu verwenden. [BMA-2015]
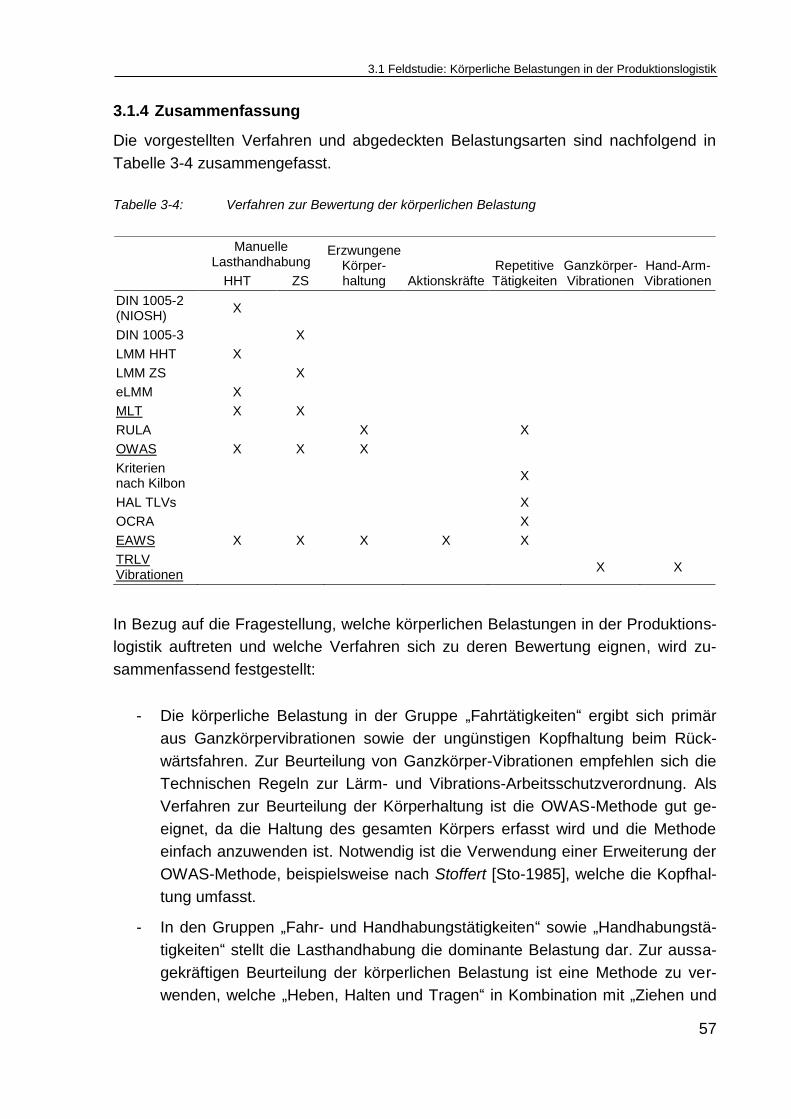
3.1 Feldstudie: Körperliche Belastungen in der Produktionslogistik
57
3.1.4 Zusammenfassung
Die vorgestellten Verfahren und abgedeckten Belastungsarten sind nachfolgend in
Tabelle 3-4 zusammengefasst.
Tabelle 3-4: Verfahren zur Bewertung der körperlichen Belastung
Manuelle Lasthandhabung
Erzwungene Körper-haltung Aktionskräfte
Repetitive Tätigkeiten
Ganzkörper-Vibrationen
Hand-Arm-Vibrationen HHT ZS
DIN 1005-2 (NIOSH)
X
DIN 1005-3 X
LMM HHT X
LMM ZS
X
eLMM X
MLT X X
RULA
X
X
OWAS X X X
Kriterien nach Kilbon
X
HAL TLVs
X
OCRA X
EAWS X X X X X
TRLV Vibrationen
X X
In Bezug auf die Fragestellung, welche körperlichen Belastungen in der Produktions-
logistik auftreten und welche Verfahren sich zu deren Bewertung eignen, wird zu-
sammenfassend festgestellt:
- Die körperliche Belastung in der Gruppe „Fahrtätigkeiten“ ergibt sich primär
aus Ganzkörpervibrationen sowie der ungünstigen Kopfhaltung beim Rück-
wärtsfahren. Zur Beurteilung von Ganzkörper-Vibrationen empfehlen sich die
Technischen Regeln zur Lärm- und Vibrations-Arbeitsschutzverordnung. Als
Verfahren zur Beurteilung der Körperhaltung ist die OWAS-Methode gut ge-
eignet, da die Haltung des gesamten Körpers erfasst wird und die Methode
einfach anzuwenden ist. Notwendig ist die Verwendung einer Erweiterung der
OWAS-Methode, beispielsweise nach Stoffert [Sto-1985], welche die Kopfhal-
tung umfasst.
- In den Gruppen „Fahr- und Handhabungstätigkeiten“ sowie „Handhabungstä-
tigkeiten“ stellt die Lasthandhabung die dominante Belastung dar. Zur aussa-
gekräftigen Beurteilung der körperlichen Belastung ist eine Methode zu ver-
wenden, welche „Heben, Halten und Tragen“ in Kombination mit „Ziehen und
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
58
Schieben“ berücksichtigt. Hierfür eignen sich das Multiple-Lasten-Tool, die
OWAS-Methode sowie das EAWS-Verfahren.
Die Annahme, dass sich die Belastungsschwerpunkte zwischen Fahrtätigkeiten und
Handhabungstätigkeiten wesentlich unterscheiden, wurde in der Untersuchung be-
stätigt.
Belastungsschwerpunkt von Fahrtätigkeiten stellen Ganzkörpervibrationen und er-
zwungene Körperhaltungen dar. Die Höhe der Belastungen hängen von der Arbeits-
weise und der Umgebung ab. So wird die Höhe der Ganzkörpervibrationen wesent-
lich von der Fahrgeschwindigkeit und dem Untergrund bestimmt [Gün-2011, S.183].
Die Anzahl und Dauer der Rückwärtsfahrten hängen von der Arbeitsweise ab. Diese
Informationen liegen in der Tätigkeitsbeschreibung eines Systems vorbestimmter
Zeiten nicht vor. Aus diesem Grund eignen sich Tätigkeiten der Gruppe „Fahrtätigkei-
ten“ nicht, um auf Basis eines Systems vorbestimmter Zeiten die körperliche Belas-
tung zu abzubilden.
Belastungsschwerpunkt von „Fahr- und Handhabungstätigkeiten“ sowie „Handha-
bungstätigkeiten“ ist die Lasthandhabung. Wesentliche Einflussgrößen der körperli-
chen Belastung sind das zu handhabende Gewicht, die Ausführungsanzahl und die
Körperhaltung. Hierzu liegen in der Tätigkeitsbeschreibung eines Systems vorbe-
stimmter Zeiten wesentliche Informationen vor. Die individuelle Arbeitsweise und die
Umgebung beeinflussen obige Einflussgrößen dagegen nur in Ausnahmefällen. So-
mit sind Tätigkeiten der Gruppen „Fahr- und Handhabungstätigkeiten“ sowie „Hand-
habungstätigkeiten“ geeignet, um auf Basis eines Systems vorbestimmter Zeiten die
körperliche Belastung abzubilden.
Die Konzeptentwicklung des erweiterten Systems vorbestimmter Zeiten wird aus die-
sem Grund auf Tätigkeiten der Gruppen „Fahr- und Handhabungstätigkeiten“ sowie
„Handhabungstätigkeiten“ beschränkt.
3.2 Anforderungsdefinition
In diesem Abschnitt erfolgt die Definition der Anforderungen des erweiterten Systems
vorbestimmter Zeiten. Basierend auf dem Stand der Forschung wurden in Kapitel 2
folgende Fragestellungen formuliert:
- Welche wiederkehrenden Tätigkeitsfolgen lassen sich in der Produktionslogis-
tik definieren, und auf welcher Aggregationsebene können Parametermodelle
3.2 Anforderungsdefinition
59
zur integrierten Bewertung von Zeit und Belastung aufgebaut werden? Wie
werden Einflussgrößen (Parameter und Konstanten) bestimmt?
- Welche Zeit- und Belastungsmodelle eignen sich zur Untersuchung einseitiger
und wechselnder Belastung, und anhand welcher Merkmale können einseitige
Belastungssituationen identifiziert werden?
Zur Untersuchung dieser Fragestellungen wird das System vorbestimmter Zeiten um
zwei Stufen erweitert.
Die erste Erweiterungsstufe wird als Konzeptelement 1 bezeichnet. Zielsetzung ist
die Entwicklung eines Konzeptes zur integrierten Bewertung von Zeit und Belastung,
welches im Vergleich zu bestehenden Ansätzen eine aufwandsarme Bewertung er-
möglicht. Hierzu sollen geeignete, möglichst einfache Bewertungsverfahren verwen-
det und der Bewertungsaufwand für wiederkehrende Tätigkeitsabläufe mithilfe von
vordefinierten Prozessbausteinen reduziert werden. Hieraus leiten sich folgende An-
forderungen ab:
- Konzeptelement 1 soll für sich wiederkehrende Tätigkeitsfolgen in der Produk-
tionslogistik angewendet werden, für welche sich ein Referenzprozess in ei-
nem Parametermodell definieren lässt.
- Die betriebliche Anwendbarkeit steht im Fokus der Entwicklung. Hieraus leitet
sich die Anforderung ab, anerkannte und in der Praxis erprobte Methoden zur
Bewertung der körperlichen Belastung einzusetzen, welche arbeitsrechtliche
Anforderungen erfüllen (z. B. Lastenhandhabungsverordnung) und eine zeitef-
fiziente Anwendung ermöglichen.
- Die Lasthandhabung stellt in der Anwendungsdomäne die wesentliche körper-
liche Belastung dar. Aus diesem Grund soll die Lasthandhabung als Belas-
tungsart in Konzeptelement 1 berücksichtigt werden. Aufgrund der geforderten
Zeiteffizienz in der Anwendung sollen keine weiteren Belastungsarten berück-
sichtigt werden. Aus selbigem Grund ist der Detaillierungsgrad so gering wie
möglich zu halten.
Die zweite Erweiterungsstufe wird als Konzeptelement 2 bezeichnet. Zielsetzung ist
die Untersuchung einseitiger und wechselnder Belastung auf Basis eines Systems
vorbestimmter Zeiten. Im Vordergrund steht die konzeptionelle Entwicklung in Ver-
bindung mit einer experimentellen Untersuchung praktischer Anwendungsfälle. Hie-
raus leiten sich folgende Anforderungen ab:
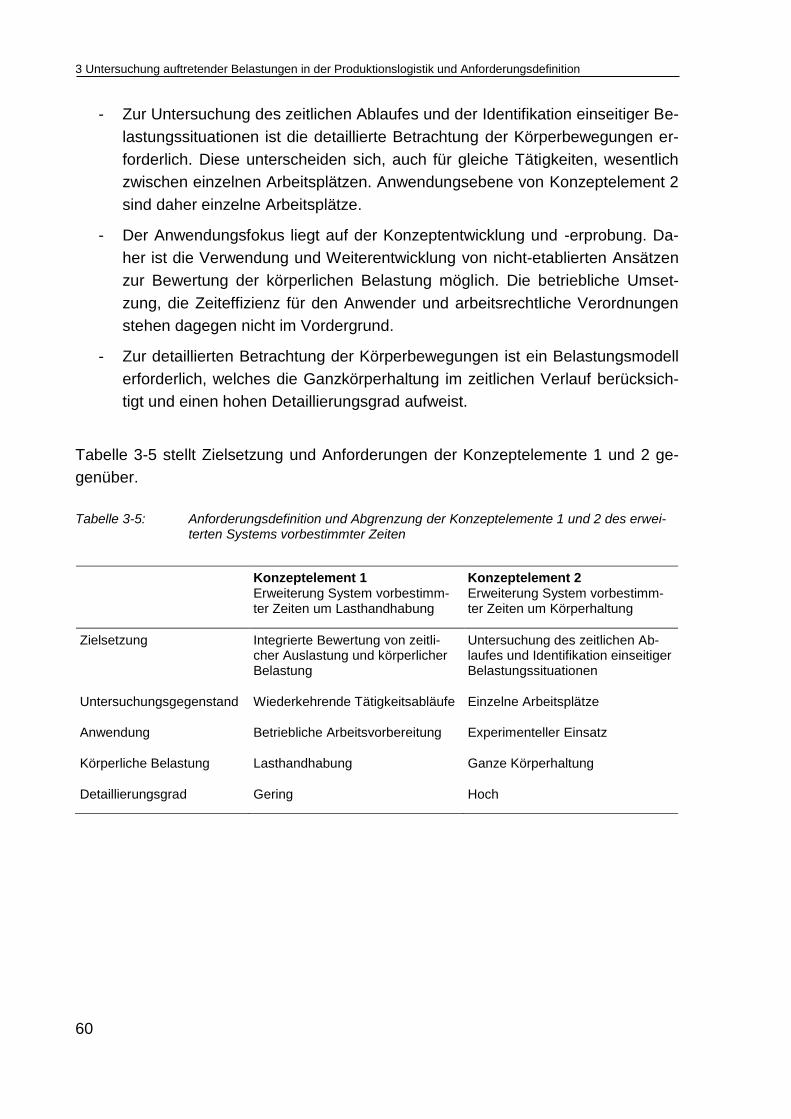
3 Untersuchung auftretender Belastungen in der Produktionslogistik und Anforderungsdefinition
60
- Zur Untersuchung des zeitlichen Ablaufes und der Identifikation einseitiger Be-
lastungssituationen ist die detaillierte Betrachtung der Körperbewegungen er-
forderlich. Diese unterscheiden sich, auch für gleiche Tätigkeiten, wesentlich
zwischen einzelnen Arbeitsplätzen. Anwendungsebene von Konzeptelement 2
sind daher einzelne Arbeitsplätze.
- Der Anwendungsfokus liegt auf der Konzeptentwicklung und -erprobung. Da-
her ist die Verwendung und Weiterentwicklung von nicht-etablierten Ansätzen
zur Bewertung der körperlichen Belastung möglich. Die betriebliche Umset-
zung, die Zeiteffizienz für den Anwender und arbeitsrechtliche Verordnungen
stehen dagegen nicht im Vordergrund.
- Zur detaillierten Betrachtung der Körperbewegungen ist ein Belastungsmodell
erforderlich, welches die Ganzkörperhaltung im zeitlichen Verlauf berücksich-
tigt und einen hohen Detaillierungsgrad aufweist.
Tabelle 3-5 stellt Zielsetzung und Anforderungen der Konzeptelemente 1 und 2 ge-
genüber.
Tabelle 3-5: Anforderungsdefinition und Abgrenzung der Konzeptelemente 1 und 2 des erwei-terten Systems vorbestimmter Zeiten
Konzeptelement 1 Erweiterung System vorbestimm-ter Zeiten um Lasthandhabung
Konzeptelement 2 Erweiterung System vorbestimm-ter Zeiten um Körperhaltung
Zielsetzung Integrierte Bewertung von zeitli-cher Auslastung und körperlicher Belastung
Untersuchung des zeitlichen Ab-laufes und Identifikation einseitiger Belastungssituationen
Untersuchungsgegenstand Wiederkehrende Tätigkeitsabläufe Einzelne Arbeitsplätze
Anwendung Betriebliche Arbeitsvorbereitung Experimenteller Einsatz
Körperliche Belastung Lasthandhabung Ganze Körperhaltung
Detaillierungsgrad Gering Hoch
61
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
Nachfolgendes Kapitel umfasst die Beschreibung von Konzeptelement 1 des erwei-
terten Systems vorbestimmter Zeiten. Das Kapitel unterteilt sich in zwei Abschnitte.
Im ersten Abschnitt wird die Konzeptentwicklung beschrieben (4.1). Die Umsetzung
des entwickelten Konzeptes im betrieblichen Umfeld wird im zweiten Abschnitt am
Beispiel eines industriellen Großladungsträger-Routenzugprozesses vorgestellt (4.2).
Im Rahmen des Forschungsprojektes wurde das entwickelte Konzept für folgende
weitere Produktionslogistikprozesse umgesetzt, zu welchen separate Dokumentatio-
nen vorliegen:
- Kleinladungsträger-Routenzug [fml-2013b]
- Mann-zu-Ware Kommissionierung [Kel-2014b; fml-2013a]
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
Gegenstand nachfolgenden Abschnittes ist die Entwicklung von Konzeptelement 1
des erweiterten Systems vorbestimmter Zeiten. Die Entwicklung gliedert sich in fünf
Schritte. Im ersten Schritt werden die Anforderungen an das zu entwickelnde System
festgelegt (4.1.1). Anschließend erfolgen die Definition der Anwendungsdomäne und
Aggregationsebene (4.1.2), der Modellaufbau (4.1.3) sowie die Entwicklung eines
Vorgehens zur quantitativen Auswahl der Eingangsgrößen (4.1.4). Ein Vorgehens-
modell zur betrieblichen Anwendung von Konzeptelement 1 des erweiterten Systems
vorbestimmter Zeiten bildet den Abschluss dieses Abschnittes (4.1.5).
4.1.1 Anforderungen
Zielsetzung von Konzeptelement 1 ist die integrierte Bewertung von Zeit und Belas-
tung aufgrund von Lasthandhabung für wiederkehrende Tätigkeitsfolgen in der Pro-
duktionslogistik. Hierdurch können die zeitliche Auslastung und körperliche Belas-
tung von Mitarbeitern in der Produktionslogistik in einem Schritt bestimmt werden.
Einsatzgebiet ist die betriebliche Arbeitsvorbereitung.
Die Arbeitsplätze in der Produktionslogistik wurden in Kapitel 3.1.1 in folgende drei
Gruppen eingeteilt:
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
62
- Fahrtätigkeiten
- Fahr- und Handhabungstätigkeiten
- Handhabungstätigkeiten
Anwendungsdomäne von Konzeptelement 1 sind wiederkehrende Tätigkeitsabläufe
der Gruppen „Fahr- und Handhabungstätigkeiten“ sowie „Handhabungstätigkeiten“.
Die Gruppe „Fahrtätigkeiten“ wird nicht betrachtet, da die körperliche Belastung hier
wesentlich von der Arbeitsweise18 abhängt und sich nicht aussagekräftig aus einem
System vorbestimmter Zeiten ableiten lässt.
Das System vorbestimmter Zeiten muss aus Gründen der betrieblichen Anwendbar-
keit erprobt und validiert sein. Weiterhin muss das System vorbestimmter Zeiten zur
Beschreibung der Tätigkeiten in der Produktionslogistik geeignet sein. Dies bedeutet,
dass auch das Prozessniveau19 des Systems zur Beschreibung der Anwendungs-
domäne geeignet sein muss.
In der Feldstudie wurde für die Gruppen Fahr- und Handhabungstätigkeiten sowie
Handhabungstätigkeiten Lasthandhabung als dominante Belastungsart identifiziert
(vgl. Kapitel 3.1.2). Weiterhin wurde festgestellt, dass häufig an einem Arbeitsplatz
sowohl die Handhabungsarten Heben, Halten und Tragen als auch Ziehen und
Schieben stattfinden. Aus diesem Grund muss die Methode zur Bewertung der kör-
perlichen Belastung beide Handhabungsarten in Kombination berücksichtigen. Um
die betriebliche Anwendbarkeit sicherzustellen, muss die Methode außerdem rechtli-
chen Anforderungen genügen. Zu beachten sind hier das Arbeitsschutzgesetz20 so-
wie die Lastenhandhabungsverordnung21. Das Arbeitsschutzgesetz enthält allgemei-
ne Vorschriften zu Sicherheit und Gesundheitsschutz der Beschäftigten bei der Ar-
beit. Unter anderem wird der Arbeitgeber darin verpflichtet, mit der Arbeit verbunde-
ne Gefährdungen zu ermitteln und zu dokumentieren (§§ 5 und 6). Die Lastenhand-
habungsverordnung enthält Vorschriften zu Sicherheit und Gesundheitsschutz bei
der manuellen Lasthandhabung. Danach ist der Arbeitgeber verpflichtet, Gefährdun-
gen aufgrund manueller Lasthandhabung zu beurteilen und geeignete Maßnahmen
zur Vermeidung umzusetzen (§ 2). Im Anhang der Lastenhandhabungsverordnung
sind allgemeine Merkmale festgehalten, aus denen sich eine Gefährdung ergeben
18
Vgl. Kapitel 3.1.4, S. 57. 19
Vgl. Kapitel 2.2.1, S. 15. 20
Gesetz über die Durchführung von Maßnahmen des Arbeitsschutzes zur Verbesserung der Sicherheit und des Gesund-heitsschutzes der Beschäftigten bei der Arbeit (Arbeitsschutzgesetz - ArbSchG) vom 7. August 1996 (BGBl. I S. 1246), ge-ändert durch Artikel 9 des Gesetzes vom 27. September 1996 (BGBl. I S. 1461)
21 Verordnung über Sicherheit und Gesundheitsschutz bei der manuellen Handhabung von Lasten bei der Arbeit (Lasten-
handhabungsverordnung). Artikel 2 der „Verordnung zur Umsetzung von EG-Einzelrichtlinien zur EG-Rahmenrichtlinie Ar-beitsschutz“ vom 4. Dezember 1996 (BGBl. I S. 1841)
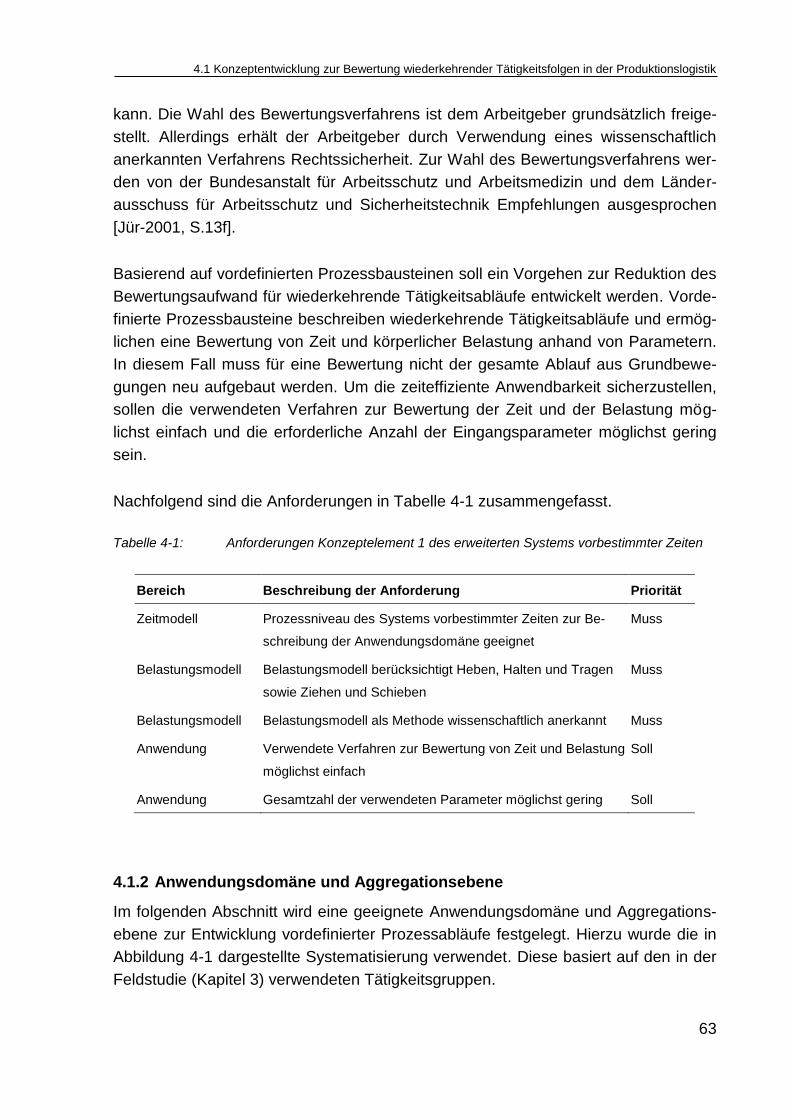
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
63
kann. Die Wahl des Bewertungsverfahrens ist dem Arbeitgeber grundsätzlich freige-
stellt. Allerdings erhält der Arbeitgeber durch Verwendung eines wissenschaftlich
anerkannten Verfahrens Rechtssicherheit. Zur Wahl des Bewertungsverfahrens wer-
den von der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin und dem Länder-
ausschuss für Arbeitsschutz und Sicherheitstechnik Empfehlungen ausgesprochen
[Jür-2001, S.13f].
Basierend auf vordefinierten Prozessbausteinen soll ein Vorgehen zur Reduktion des
Bewertungsaufwand für wiederkehrende Tätigkeitsabläufe entwickelt werden. Vorde-
finierte Prozessbausteine beschreiben wiederkehrende Tätigkeitsabläufe und ermög-
lichen eine Bewertung von Zeit und körperlicher Belastung anhand von Parametern.
In diesem Fall muss für eine Bewertung nicht der gesamte Ablauf aus Grundbewe-
gungen neu aufgebaut werden. Um die zeiteffiziente Anwendbarkeit sicherzustellen,
sollen die verwendeten Verfahren zur Bewertung der Zeit und der Belastung mög-
lichst einfach und die erforderliche Anzahl der Eingangsparameter möglichst gering
sein.
Nachfolgend sind die Anforderungen in Tabelle 4-1 zusammengefasst.
Tabelle 4-1: Anforderungen Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten
Bereich Beschreibung der Anforderung Priorität
Zeitmodell Prozessniveau des Systems vorbestimmter Zeiten zur Be-
schreibung der Anwendungsdomäne geeignet
Muss
Belastungsmodell Belastungsmodell berücksichtigt Heben, Halten und Tragen
sowie Ziehen und Schieben
Muss
Belastungsmodell Belastungsmodell als Methode wissenschaftlich anerkannt Muss
Anwendung Verwendete Verfahren zur Bewertung von Zeit und Belastung
möglichst einfach
Soll
Anwendung Gesamtzahl der verwendeten Parameter möglichst gering Soll
4.1.2 Anwendungsdomäne und Aggregationsebene
Im folgenden Abschnitt wird eine geeignete Anwendungsdomäne und Aggregations-
ebene zur Entwicklung vordefinierter Prozessabläufe festgelegt. Hierzu wurde die in
Abbildung 4-1 dargestellte Systematisierung verwendet. Diese basiert auf den in der
Feldstudie (Kapitel 3) verwendeten Tätigkeitsgruppen.
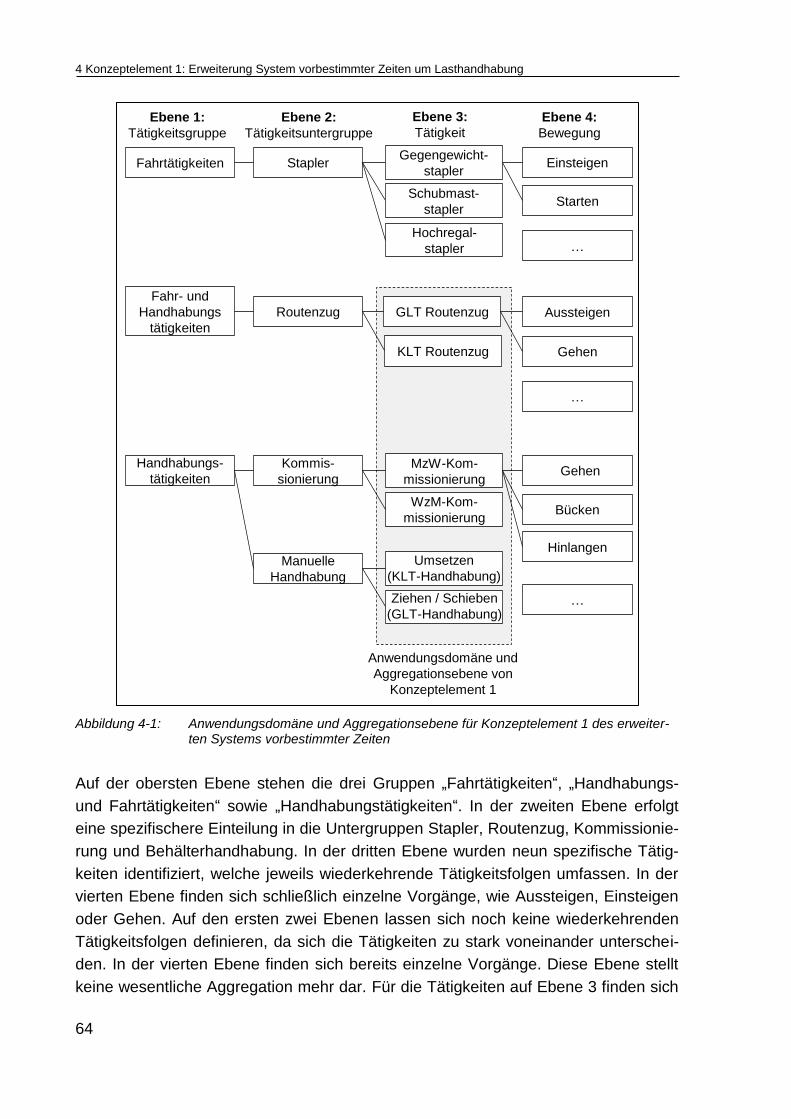
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
64
Abbildung 4-1: Anwendungsdomäne und Aggregationsebene für Konzeptelement 1 des erweiter-ten Systems vorbestimmter Zeiten
Auf der obersten Ebene stehen die drei Gruppen „Fahrtätigkeiten“, „Handhabungs-
und Fahrtätigkeiten“ sowie „Handhabungstätigkeiten“. In der zweiten Ebene erfolgt
eine spezifischere Einteilung in die Untergruppen Stapler, Routenzug, Kommissionie-
rung und Behälterhandhabung. In der dritten Ebene wurden neun spezifische Tätig-
keiten identifiziert, welche jeweils wiederkehrende Tätigkeitsfolgen umfassen. In der
vierten Ebene finden sich schließlich einzelne Vorgänge, wie Aussteigen, Einsteigen
oder Gehen. Auf den ersten zwei Ebenen lassen sich noch keine wiederkehrenden
Tätigkeitsfolgen definieren, da sich die Tätigkeiten zu stark voneinander unterschei-
den. In der vierten Ebene finden sich bereits einzelne Vorgänge. Diese Ebene stellt
keine wesentliche Aggregation mehr dar. Für die Tätigkeiten auf Ebene 3 finden sich
Ebene 1:
Tätigkeitsgruppe
Fahrtätigkeiten
Fahr- und
Handhabungs
tätigkeiten
Handhabungs-
tätigkeiten
Stapler
Routenzug
Kommis-
sionierung
Manuelle
Handhabung
Ebene 2:
Tätigkeitsuntergruppe
Ebene 3:
Tätigkeit
Gegengewicht-
stapler
Schubmast-
stapler
Hochregal-
stapler
GLT Routenzug
KLT Routenzug
MzW-Kom-
missionierung
WzM-Kom-
missionierung
Anwendungsdomäne und
Aggregationsebene von
Konzeptelement 1
Ebene 4:
Bewegung
Bücken
Hinlangen
…
Einsteigen
Starten
…
Aussteigen
Gehen
…
Gehen
Umsetzen
(KLT-Handhabung)
Ziehen / Schieben
(GLT-Handhabung)
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
65
dagegen wiederkehrende Tätigkeitsfolgen. Als Aggregationsebene für Konzeptele-
ment 1 wird aus diesem Grund die Ebene 3 festgelegt.
4.1.3 Modellaufbau
Im Folgenden erfolgt der Modellaufbau von Konzeptelement 1 des erweiterten Sys-
tems vorbestimmter Zeiten. Hierzu werden je ein geeignetes Zeit- und Belastungs-
modell ausgewählt und in einem integrierten Gesamtmodell zusammengeführt.
Zeitmodell
In Kapitel 2.2 wurden verschiedene Systeme vorbestimmter Zeiten einander gegen-
übergestellt. Aufgrund der hohen Verbreitung wurde für die vorliegende Arbeit MTM
als Grundsystem ausgewählt. Dies stellt eine gute betriebliche Anwendbarkeit sicher
und erleichtert die Übertragung und Weiterverwendung der Ergebnisse. Innerhalb
des MTM-Systems stehen verschiedene Bausteinsysteme zur Verfügung, welche
sich hinsichtlich Detaillierungsgrad und Anwendungsbereich unterschieden.
Die für Konzeptelement 1 definierte Aggregationsebene umfasst wiederkehrende
Tätigkeitsfolgen mit Zykluszeiten im Bereich von einigen Minuten. Dies kann dem
Prozesstyp 2 zugeordnet werden. Zur Beschreibung von Prozesstyp-2-Tätigkeiten
sind grundsätzlich die Bausteinsysteme MTM-SVL, MTM-SAM, MTM-2 und MTM-
UAS geeignet (siehe Kapitel 2.2.1). MTM-2, MTM-UAS und MTM-SAM sind allge-
meine, höher aggregierte Bausteinsysteme auf Basis von MTM-1. Das MTM-SVL-
System beinhaltet Vorgabezeiten speziell für die Logistik. Aufgrund ihres geringeren
Detaillierungsgrades können mithilfe dieser Systeme auch längerzyklische Tätigkei-
ten zeiteffizient analysiert werden.
Das MTM-SAM-System wurde von der schwedischen MTM-Vereinigung entwickelt
und ist im deutschsprachigen Raum kaum verbreitet. Dies erschwert die betriebliche
Anwendbarkeit. Aus diesem Grund wird es für Konzeptelement 1 nicht verwendet.
Das MTM-SVL-System erlaubt eine zeitsparende Analyse spezifischer logistischer
Tätigkeiten (z. B. Aufnehmen einer Palette mit Gabelhubwagen). Daher wird es für
Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten verwendet.
Das MTM-2-System ist detaillierter als das MTM-UAS-System. Dies ist am Beispiel
des MTM-Grundzyklus erkennbar, der im MTM-1-System aus Hinlangen, Greifen,
Bringen, Fügen und Loslassen besteht. Diese fünf Bewegungen werden im MTM-2-
System zu zwei Bewegungen und im MTM-UAS-System zu einer Bewegung zu-
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
66
sammengefasst (siehe Kapitel 2.2 und Abbildung 2-4). Tabelle 4-2 stellt die wesentli-
chen Eigenschaften des MTM-2-Systems und des MTM-UAS-Systems gegenüber.
Tabelle 4-2: Vergleich MTM-2 System und MTM-UAS System [MTM-2011, Seite 18]
MTM-2 MTM-UAS
Fertigung mit hohem Wiederholungs-charakter
Auftragsorientierte Fertigung mit Wiederho-lungscharakter
Trotz Arten und Variantenvielvielfalt der Er-zeugnisse häufig vergleichbare Arbeitsinhal-te
Längerzyklische Arbeitsabläufe Dauer der Arbeitszyklen deutlich länger als in der Großserienfertigung
Detailliert gestaltete Arbeitsabläufe Definierte Rahmenbedingungen für die Ar-beitsabläufe
Gestaltete Abläufe
Mitarbeiter lassen streuende Arbeits-weisen erkennen
Routinierte Mitarbeiter
Arbeitsunterweisung mit genauer Me-thodenbeschreibung
Arbeitsunterweisung ohne detaillierte Me-thodenbeschreibung
Das MTM-2-System ist für längerzyklische Tätigkeiten mit hohem Wiederholungscha-
rakter und detailliert gestalteten Arbeitsabläufen geeignet. Die Mitarbeiter lassen Un-
terschiede in der Arbeitsausführung erkennen, die Arbeitsunterweisung erfolgt aller-
dings mit genauer Beschreibung der Arbeitsmethode. Diese Rahmenbedingungen
sind in der Anwendungsdomäne und definierten Aggregationsebene nicht gegeben.
Aus diesem Grund wird das MTM-2-System in Konzeptelement 1 nicht angewendet.
Das MTM-UAS-System ist dagegen auch für Tätigkeiten geeignet, bei welchen sich
vergleichbare Arbeitsinhalte in längeren Arbeitszyklen wiederholen. Für die Arbeits-
abläufe existieren Rahmenbedingungen, eine detaillierte Beschreibung der Arbeits-
methode ist nicht erforderlich. Diese Rahmenbedingungen treffen auf die Anwen-
dungsdomäne und die definierte Aggregationsebene zu. Daher wird in Konzeptele-
ment 1 neben dem MTM-SVL-System auch das MTM-UAS-System angewendet.
Integration körperlicher Belastung
Nachfolgend wird ein geeignetes Verfahren zur Integration der körperlichen Belas-
tungsbewertung ausgewählt. An das Verfahren werden folgende Muss-
Anforderungen gestellt. Das Verfahren muss die Belastungen „Heben, Halten und
Tragen“ sowie „Ziehen und Schieben“ in Kombination berücksichtigen. Außerdem
muss das Verfahren zur Bewertung der körperlichen Belastung wissenschaftlich an-
erkannt und validiert sein. Soll-Anforderung an das Verfahren ist, dass das Verfahren
möglichst einfach ist und wenige Parameter umfasst. Die Muss-Anforderungen wer-
den von dem Multiple-Lasten-Tool, dem Ovako Working Posture Analysing System
sowie dem European Assembly Worksheet erfüllt (siehe Tabelle 3-4).
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
67
Die Soll-Anforderung wird insbesondere vom Multiple-Lasten-Tool erfüllt. Das Verfah-
ren basiert auf den einfach anzuwendenden Leitmerkmalmethoden und berücksich-
tigt als Belastungsart ausschließlich die Lasthandhabung. Die Leitmerkmalmethoden
werden zudem von der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin und dem
Länderausschuss für Arbeitsschutz und Sicherheitstechnik zur Beurteilung der Ge-
fährdungen aufgrund manueller Lasthandhabung explizit empfohlen [Jür-2001, S.13].
Die OWAS-Methode berücksichtigt die Ganzkörperhaltung in Kombination mit der
Lasthandhabung. Dies macht die Bewertung mit der OWAS-Methode aufwendiger.
Das EAWS-Verfahren wurde zur Bewertung der körperlichen Belastung in der Mon-
tage entwickelt. Daher berücksichtigt es neben Lasthandhabung auch Aktionskräfte,
erzwungene Körperhaltungen und Belastungen der oberen Extremitäten aufgrund
repetitiver Tätigkeiten mit hoher Wiederholungsfrequenz. Hieraus ergibt sich im Ver-
gleich zum Multiple-Lasten-Tool ebenfalls ein höherer Bewertungsaufwand.
Aus diesen Gründen wird als Belastungsmodell für Konzeptelement 1 das Multiple-
Lasten-Tool ausgewählt. Dieses wird im Folgenden erläutert.
Das Multiple-Lasten-Tool wurde im Rahmen des Forschungsverbundes „Kooperati-
onsprogramm zu normativem Management von Belastungen und Risiken bei körper-
licher Arbeit“ vom Institut für Arbeitswissenschaften an der Technischen Universität
Darmstadt entwickelt. Es dient insbesondere zur Bewertung von Tätigkeiten, bei wel-
chen ein breites Spektrum von Lasten, Häufigkeiten und Handhabungsarten auftritt
[IAD-2010, S.3]. Die Entwicklung wurde fachlich von der Bundesanstalt für Arbeits-
schutz und Arbeitsmedizin begleitet.
Die folgende Darstellung basiert auf den zur Entwicklung des Multiple-Lasten-Tools
veröffentlichten Hintergrundinformationen [IAD-2010]. Entsprechend den Leitmerk-
malmethoden werden als Eingangsparameter folgende Kriterien berücksichtigt:
- Gewicht
- Häufigkeit
- Haltung
- Ausführungsbedingungen
- Positioniergenauigkeit (nur für Ziehen oder Schieben)
Die Eingabe der einzelnen Lastfälle erfolgt zeilenweise in einem Tabellenkalkulati-
onsprogramm (Abbildung 4-2). Es werden folgende Fälle unterschieden: Umsetzen,
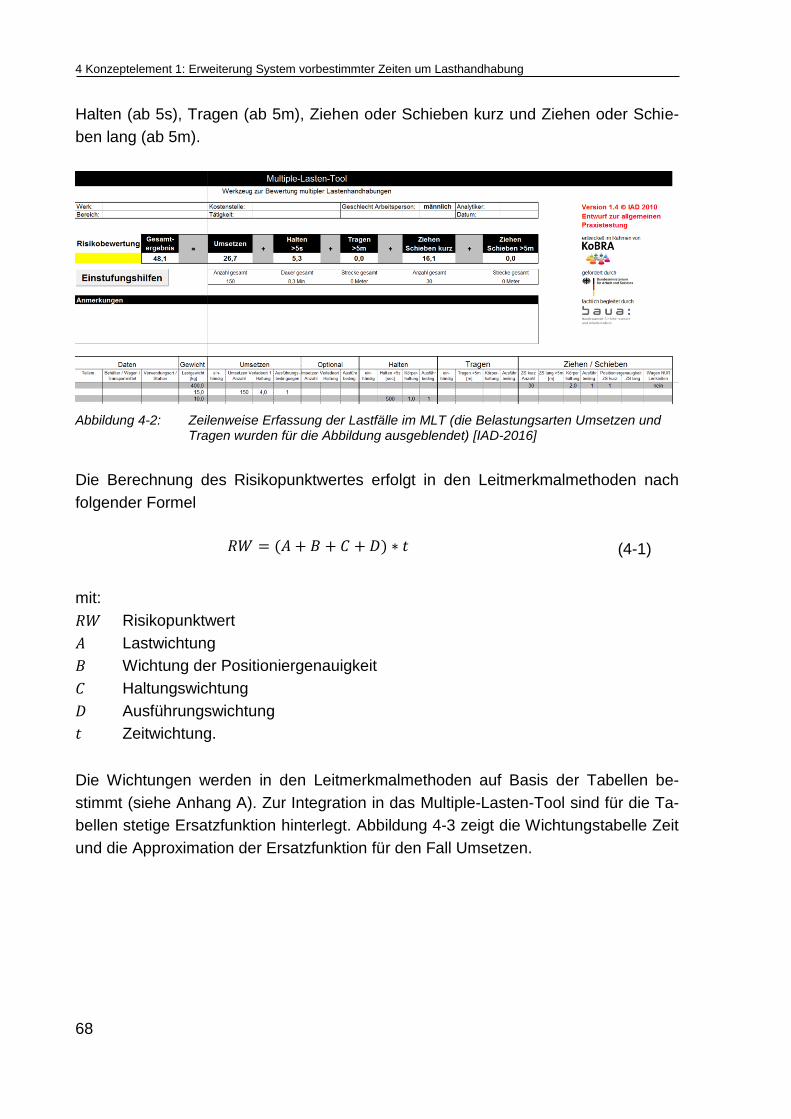
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
68
Halten (ab 5s), Tragen (ab 5m), Ziehen oder Schieben kurz und Ziehen oder Schie-
ben lang (ab 5m).
Abbildung 4-2: Zeilenweise Erfassung der Lastfälle im MLT (die Belastungsarten Umsetzen und Tragen wurden für die Abbildung ausgeblendet) [IAD-2016]
Die Berechnung des Risikopunktwertes erfolgt in den Leitmerkmalmethoden nach
folgender Formel
𝑅𝑊 = (𝐴 + 𝐵 + 𝐶 + 𝐷) ∗ 𝑡 (4-1)
mit:
𝑅𝑊 Risikopunktwert
𝐴 Lastwichtung
𝐵 Wichtung der Positioniergenauigkeit
𝐶 Haltungswichtung
𝐷 Ausführungswichtung
𝑡 Zeitwichtung.
Die Wichtungen werden in den Leitmerkmalmethoden auf Basis der Tabellen be-
stimmt (siehe Anhang A). Zur Integration in das Multiple-Lasten-Tool sind für die Ta-
bellen stetige Ersatzfunktion hinterlegt. Abbildung 4-3 zeigt die Wichtungstabelle Zeit
und die Approximation der Ersatzfunktion für den Fall Umsetzen.
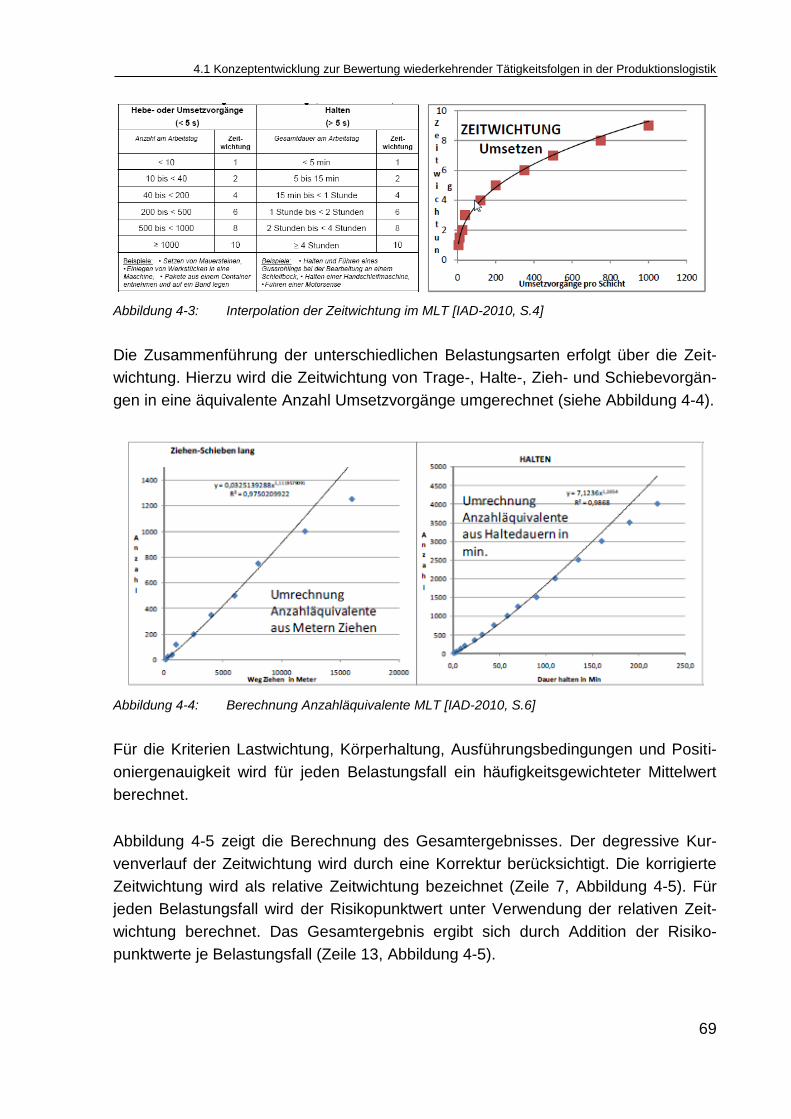
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
69
Abbildung 4-3: Interpolation der Zeitwichtung im MLT [IAD-2010, S.4]
Die Zusammenführung der unterschiedlichen Belastungsarten erfolgt über die Zeit-
wichtung. Hierzu wird die Zeitwichtung von Trage-, Halte-, Zieh- und Schiebevorgän-
gen in eine äquivalente Anzahl Umsetzvorgänge umgerechnet (siehe Abbildung 4-4).
Abbildung 4-4: Berechnung Anzahläquivalente MLT [IAD-2010, S.6]
Für die Kriterien Lastwichtung, Körperhaltung, Ausführungsbedingungen und Positi-
oniergenauigkeit wird für jeden Belastungsfall ein häufigkeitsgewichteter Mittelwert
berechnet.
Abbildung 4-5 zeigt die Berechnung des Gesamtergebnisses. Der degressive Kur-
venverlauf der Zeitwichtung wird durch eine Korrektur berücksichtigt. Die korrigierte
Zeitwichtung wird als relative Zeitwichtung bezeichnet (Zeile 7, Abbildung 4-5). Für
jeden Belastungsfall wird der Risikopunktwert unter Verwendung der relativen Zeit-
wichtung berechnet. Das Gesamtergebnis ergibt sich durch Addition der Risiko-
punktwerte je Belastungsfall (Zeile 13, Abbildung 4-5).
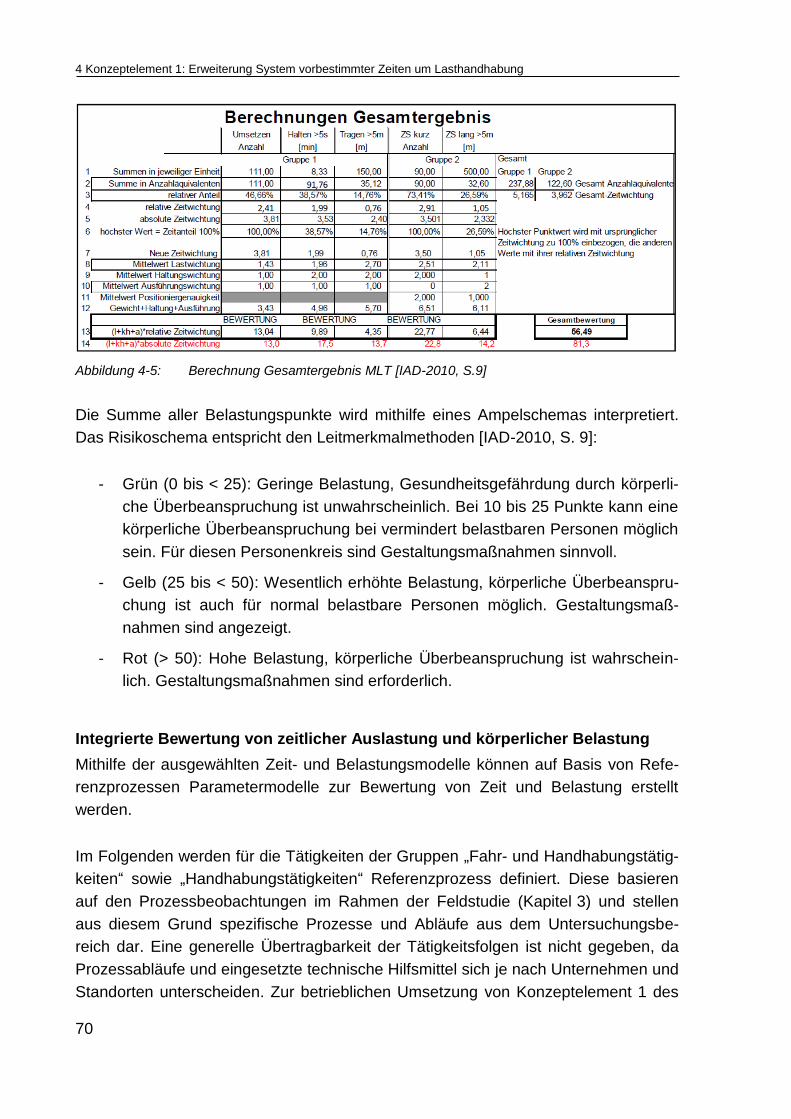
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
70
Abbildung 4-5: Berechnung Gesamtergebnis MLT [IAD-2010, S.9]
Die Summe aller Belastungspunkte wird mithilfe eines Ampelschemas interpretiert.
Das Risikoschema entspricht den Leitmerkmalmethoden [IAD-2010, S. 9]:
- Grün (0 bis < 25): Geringe Belastung, Gesundheitsgefährdung durch körperli-
che Überbeanspruchung ist unwahrscheinlich. Bei 10 bis 25 Punkte kann eine
körperliche Überbeanspruchung bei vermindert belastbaren Personen möglich
sein. Für diesen Personenkreis sind Gestaltungsmaßnahmen sinnvoll.
- Gelb (25 bis < 50): Wesentlich erhöhte Belastung, körperliche Überbeanspru-
chung ist auch für normal belastbare Personen möglich. Gestaltungsmaß-
nahmen sind angezeigt.
- Rot (> 50): Hohe Belastung, körperliche Überbeanspruchung ist wahrschein-
lich. Gestaltungsmaßnahmen sind erforderlich.
Integrierte Bewertung von zeitlicher Auslastung und körperlicher Belastung
Mithilfe der ausgewählten Zeit- und Belastungsmodelle können auf Basis von Refe-
renzprozessen Parametermodelle zur Bewertung von Zeit und Belastung erstellt
werden.
Im Folgenden werden für die Tätigkeiten der Gruppen „Fahr- und Handhabungstätig-
keiten“ sowie „Handhabungstätigkeiten“ Referenzprozess definiert. Diese basieren
auf den Prozessbeobachtungen im Rahmen der Feldstudie (Kapitel 3) und stellen
aus diesem Grund spezifische Prozesse und Abläufe aus dem Untersuchungsbe-
reich dar. Eine generelle Übertragbarkeit der Tätigkeitsfolgen ist nicht gegeben, da
Prozessabläufe und eingesetzte technische Hilfsmittel sich je nach Unternehmen und
Standorten unterscheiden. Zur betrieblichen Umsetzung von Konzeptelement 1 des
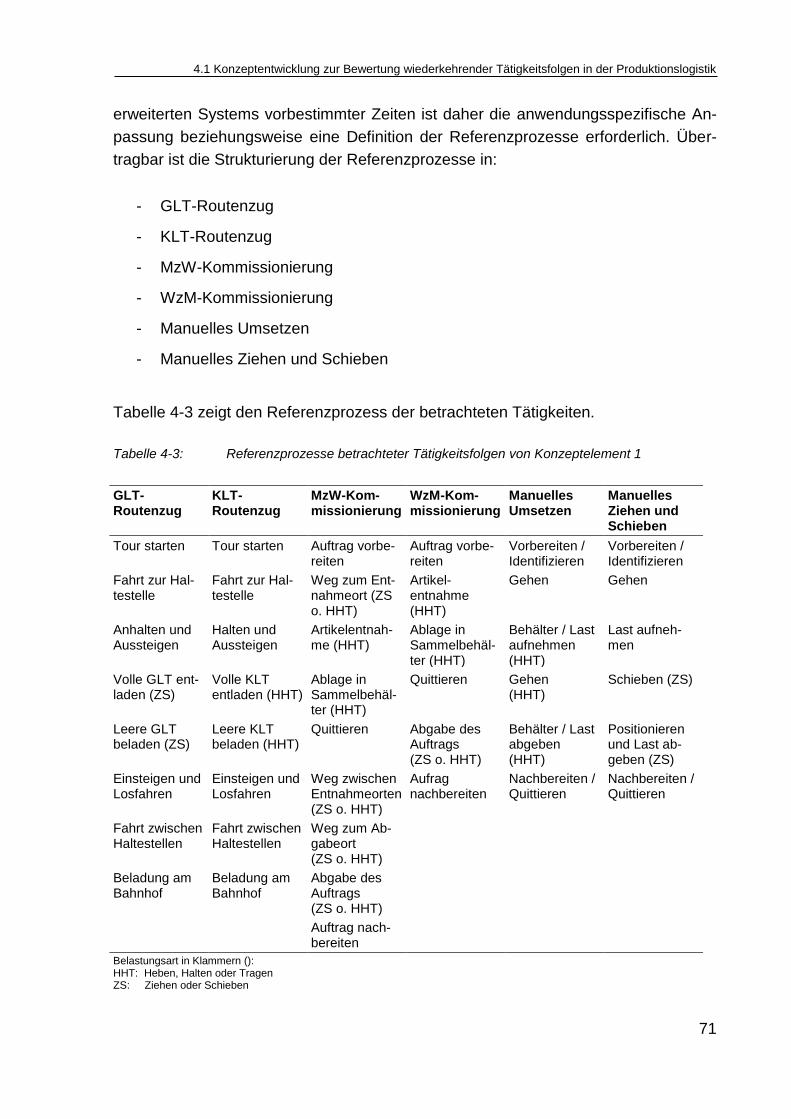
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
71
erweiterten Systems vorbestimmter Zeiten ist daher die anwendungsspezifische An-
passung beziehungsweise eine Definition der Referenzprozesse erforderlich. Über-
tragbar ist die Strukturierung der Referenzprozesse in:
- GLT-Routenzug
- KLT-Routenzug
- MzW-Kommissionierung
- WzM-Kommissionierung
- Manuelles Umsetzen
- Manuelles Ziehen und Schieben
Tabelle 4-3 zeigt den Referenzprozess der betrachteten Tätigkeiten.
Tabelle 4-3: Referenzprozesse betrachteter Tätigkeitsfolgen von Konzeptelement 1
GLT-Routenzug
KLT-Routenzug
MzW-Kom-missionierung
WzM-Kom-missionierung
Manuelles Umsetzen
Manuelles Ziehen und Schieben
Tour starten Tour starten Auftrag vorbe-reiten
Auftrag vorbe-reiten
Vorbereiten / Identifizieren
Vorbereiten / Identifizieren
Fahrt zur Hal-testelle
Fahrt zur Hal-testelle
Weg zum Ent-nahmeort (ZS o. HHT)
Artikel-entnahme (HHT)
Gehen Gehen
Anhalten und Aussteigen
Halten und Aussteigen
Artikelentnah-me (HHT)
Ablage in Sammelbehäl-ter (HHT)
Behälter / Last aufnehmen (HHT)
Last aufneh-men
Volle GLT ent-laden (ZS)
Volle KLT entladen (HHT)
Ablage in Sammelbehäl-ter (HHT)
Quittieren Gehen (HHT)
Schieben (ZS)
Leere GLT beladen (ZS)
Leere KLT beladen (HHT)
Quittieren Abgabe des Auftrags (ZS o. HHT)
Behälter / Last abgeben (HHT)
Positionieren und Last ab-geben (ZS)
Einsteigen und Losfahren
Einsteigen und Losfahren
Weg zwischen Entnahmeorten (ZS o. HHT)
Aufrag nachbereiten
Nachbereiten / Quittieren
Nachbereiten / Quittieren
Fahrt zwischen Haltestellen
Fahrt zwischen Haltestellen
Weg zum Ab-gabeort (ZS o. HHT)
Beladung am Bahnhof
Beladung am Bahnhof
Abgabe des Auftrags (ZS o. HHT)
Auftrag nach-bereiten
Belastungsart in Klammern (): HHT: Heben, Halten oder Tragen ZS: Ziehen oder Schieben
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
72
Der Referenzprozess für den GLT-Routenzug umfasst folgende Schritte: Der Rou-
tenzugfahrer beginnt seine Tour und fährt zur ersten Haltestelle. Hier hält er an,
steigt aus, identifiziert an dieser Haltestelle auszuliefernde Behälter und schiebt die-
se vom Routenzug an den Anlieferort. In Abhängigkeit von dem verwendeten Rou-
tenzugsystem sind unterschiedliche Tätigkeiten zum Abkuppeln oder Entriegeln der
Behälter aus dem Schleppverbund durchzuführen. Stehen am Anlieferort leere Be-
hälter bereit, werden diese vom Routenzugfahrer mitgenommen. Gegebenenfalls löst
der Routenzugfahrer die Bestellung der geleerten Behälter durch das Einscannen
eines Barcodes aus. Nachdem alle Haltestellen angefahren wurden, fährt der Rou-
tenzug in den Bahnhof, um das Leergut abzuladen und neue Behälter aufzunehmen.
Dies kann entweder durch den Routenzugfahrer, einen separaten Mitarbeiter oder
automatisiert durchgeführt werden. Der Referenzprozess des KLT-Routenzuges
unterscheidet sich bezüglich der Tätigkeiten am Anlieferort. Dort werden die Kleinla-
dungsträger vom Anhänger gehoben und zu Durchlaufregalen am Anlieferort getra-
gen. Entsprechend unterscheidet sich die auftretende körperliche Belastung. Beim
GLT-Routenzug entsteht die körperliche Belastung durch das Ziehen und Schieben
der Großladungsträger. Beim KLT-Routenzug entsteht die körperliche Belastung
durch das Heben und Tragen der Kleinladungsträger.
Der Referenzprozess für die Mann-zu-Ware Kommissionierung umfasst Auftrags-
vorbereitung, Auftragsbearbeitung und Auftragsnachbearbeitung. Die Auftragsvorbe-
reitung beinhaltet Tätigkeiten wie die Erstellung der Auftragsdokumente, die Vorbe-
reitung des Wagens und die Aufnahme der Kommissionierliste. Die Auftragsbearbei-
tung beginnt mit dem Weg zum Standort des ersten Artikels. Anschließend wird der
Artikel entnommen, in einen Sammelbehälter abgelegt und die Entnahme quittiert.
Nachdem dieser Ablauf für alle Positionen des Auftrages durchlaufen wurde, wird der
Sammelbehälter zum Abgabeort gebracht. In der Auftragsnachbearbeitung können
Tätigkeiten wie Etikettieren oder Umpacken erforderlich sein. Die Art der Informati-
onsbereitstellung beeinflusst den Ablauf wesentlich. Daher ist beispielsweise eine
Unterscheidung zwischen Kommissionierliste, Barcodescanner, Pick-by-Light oder
Pick-by-Voice erforderlich. In der Ware-zu-Mann Kommissionierung entfallen die
Laufwege des Kommissionierers, da die Ware mithilfe von Fördertechnik zum Kom-
missionierer transportiert wird. Dieser entnimmt die geforderte Menge, legt die Artikel
in einen Sammelbehälter ab und quittiert die Entnahme. Die körperliche Belastung
des Kommissionierers entsteht durch das Umsetzen bei der Artikelentnahme sowie
im Fall der Mann-zu-Ware Kommissionierung durch das Ziehen und Schieben eines
Kommissionierwagens oder das Tragen eines Sammelbehälters.
Manuelle Handhabungsprozesse treten insbesondere im Wareneingang und Waren-
ausgang auf. Manuelles Umsetzen tritt insbesondere beim Depalettieren und in La-
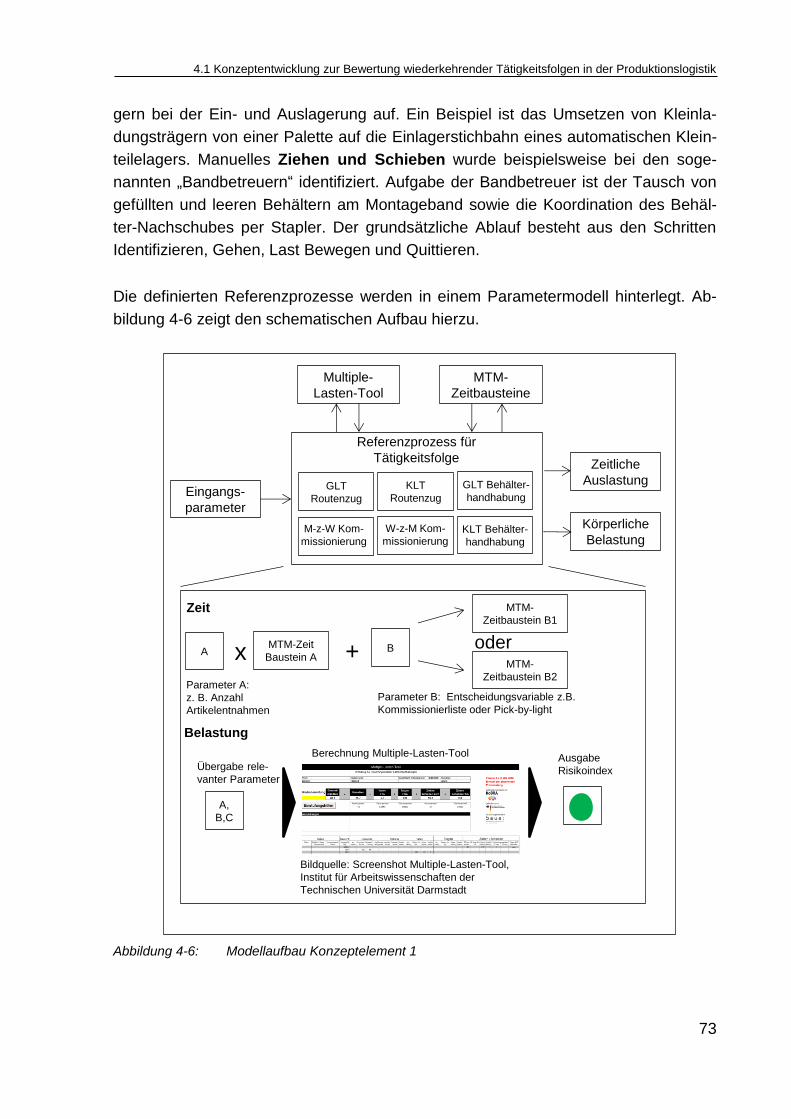
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
73
gern bei der Ein- und Auslagerung auf. Ein Beispiel ist das Umsetzen von Kleinla-
dungsträgern von einer Palette auf die Einlagerstichbahn eines automatischen Klein-
teilelagers. Manuelles Ziehen und Schieben wurde beispielsweise bei den soge-
nannten „Bandbetreuern“ identifiziert. Aufgabe der Bandbetreuer ist der Tausch von
gefüllten und leeren Behältern am Montageband sowie die Koordination des Behäl-
ter-Nachschubes per Stapler. Der grundsätzliche Ablauf besteht aus den Schritten
Identifizieren, Gehen, Last Bewegen und Quittieren.
Die definierten Referenzprozesse werden in einem Parametermodell hinterlegt. Ab-
bildung 4-6 zeigt den schematischen Aufbau hierzu.
Abbildung 4-6: Modellaufbau Konzeptelement 1
MTM-
Zeitbausteine
Eingangs-
parameter
Multiple-
Lasten-Tool
Referenzprozess für
TätigkeitsfolgeZeitliche
Auslastung
Körperliche
Belastung
GLT
Routenzug
KLT
Routenzug
GLT Behälter-
handhabung
M-z-W Kom-
missionierung
W-z-M Kom-
missionierungKLT Behälter-
handhabung
MTM-Zeit
Baustein AA x + B
MTM-
Zeitbaustein B1
MTM-
Zeitbaustein B2
oder
Parameter A:
z. B. Anzahl
Artikelentnahmen
Parameter B: Entscheidungsvariable z.B.
Kommissionierliste oder Pick-by-light
Übergabe rele-
vanter Parameter
A,
B,C
Ausgabe
Risikoindex
Berechnung Multiple-Lasten-Tool
Zeit
Belastung
Bildquelle: Screenshot Multiple-Lasten-Tool,
Institut für Arbeitswissenschaften der
Technischen Universität Darmstadt
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
74
Die Abläufe des Referenzmodells werden mithilfe von MTM-Zeitbausteinen be-
schrieben. Die Parameter, welche vom Anwender eingegeben werden, spezifizieren
Prozessalternativen (z. B. Kommissionierliste oder Pick-by-Light) und die Anzahl der
Vorgänge (z. B. Anzahl Artikelentnahmen). Hieraus wird die Gesamtdauer und die
zeitliche Auslastung der Mitarbeiter berechnet.
Im Referenzprozess sind die auftretenden Belastungsfälle hinterlegt. Die eingegebe-
nen Parameter spezifizieren diese bezüglich Gewicht, Häufigkeit, Haltung, Ausfüh-
rungsbedingungen und Positioniergenauigkeit (nur für Ziehen oder Schieben). Diese
werden an das Multiple-Lasten-Tool übergeben, in welchem die Bewertung der Be-
lastung umgesetzt ist. Das Ergebnis der Belastungsbewertung wird dem Anwender
als Ausgabe zurückgegeben.
4.1.4 Auswahl der Einflussparameter
Zur Sicherstellung der betrieblichen Anwendbarkeit soll Konzeptelement 1 möglichst
zeiteffizient anwendbar sein. Daher sollen die Parametermodelle zur Bewertung von
Zeit und Belastung möglichst wenige Eingangsparameter umfassen. Um dies zu er-
reichen, sollen Parameter mit geringem Einfluss auf das Ergebnis als Konstanten im
Modell fixiert werden.
In Kapitel 4.1.1 wurde die Anforderung definiert, dass das Belastungsmodell erprobt
und wissenschaftlich anerkannt ist. Diese Anforderung erlaubt keine Änderung des
Belastungsmodells. Aus diesem Grund wird ausschließlich das Zeitmodell untersucht
und vereinfacht. Im Rahmen der Untersuchung wird aus diesem Grund der Einfluss
der Eingangsgrößen auf die Ergebnisgröße Zeit betrachtet.
Der Einfluss eines Eingangsparameters auf eine Ausgangsgröße kann mithilfe einer
Sensitivitätsanalyse ermittelt werden. Es wird zwischen lokalen und globalen Metho-
den unterschieden [Sch-2005a, S.11]. Die lokale Sensitivitätsanalyse untersucht den
Einfluss eines Eingangsparameters auf die Ausgangsgröße lokal an einem Punkt.
Hierzu wird der zu untersuchende Parameter in seinem Wertebereich variiert, wäh-
rend die verbleibenden Parameter konstant gehalten werden. Basierend auf der ers-
ten Ableitung wird die lokale Sensitivität mithilfe des normierten Sensitivitätskoeffi-
zienten 𝑠𝑖𝜎 bestimmt [Sal-2008, S. 15f]:
𝑠𝑖𝜎 =
𝜕𝑦
𝜕𝑥𝑖∗
𝜎𝑥𝑖
𝜎𝑦 (4-2)
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
75
mit:
𝑦 Modellausgangsparameter
𝑥𝑖 Modelleingangsparameter
𝑠𝑖𝜎 Normierter Sensitivitätskoeffizient des Eingangsparameters 𝑥𝑖
𝑠𝑖𝜎 berücksichtigt die erste partielle Ableitung, die Verteilung der Eingangsgrößen,
und ist normiert auf den Wertebereich von (0,1). Für lineare Modelle hat das Ergeb-
nis globale Gültigkeit. 𝑠𝑖𝜎 stellt somit ein geeignetes Maß zur Bestimmung der Sensi-
tivität linearer Modelle dar. [Sal-2008, S. 15f]
Für nicht-lineare Modelle ist das Ergebnis nur an dem betrachteten Punkt gültig und
stellt daher kein geeignetes Maß zur Bestimmung der Sensitivität dar. In diesem Fall
müssen globale Verfahren verwendet werden, welche die Sensitivität an verschiede-
nen Punkten im Raum betrachten. Mithilfe der linearen Regression kann ein nicht-
lineares Modell linearisiert werden. An dem linearen Ersatzmodell lässt sich die Sen-
sitivität der Eingangsgrößen einfach bestimmen. Das lineare Ersatzmodell hat fol-
gende Form:
𝑦 = 𝑏0 + ∑ 𝑏𝑖 ∗ 𝑥𝑖
𝑟
𝑖=1
(4-3)
mit:
𝑦 Modellausgangsparameter
𝑥𝑖 Modelleingangsparameter
𝑏0, 𝑏𝑖 Regressionskoeffizienten
Die Regressionskoeffizienten 𝑏0, 𝑏𝑖 werden durch Minimierung der mittleren quadrati-
schen Abweichung zwischen dem Originalmodell und dem linearen Ersatzmodell be-
rechnet [Sch-2005a, S.23]. Durch Normieren des Koeffizienten 𝑏𝑖 mit dem Quotien-
ten der Standardabweichungen 𝜎𝑥𝑖𝜎y⁄ erhält man den standardisierten Regressions-
koeffizienten 𝛽𝑖 [Sch-2005a, S.23]. Dieser ist ein direktes Maß für die Sensitivität des
Eingangsparameters 𝑥𝑖 und entspricht für lineare Modelle dem normierten Sensitvi-
tätskoeffizienten 𝑠𝑖𝜎. Für nicht-lineare Modelle ist die Summe der quadrierten Regres-
sionskoeffizienten 𝑅2 nach Formel (4-4) kleiner 1 und entspricht dem linearen Anteil
des Modells [Sal-2008, S.19]:
𝑅2 = ∑(𝛽𝑖)2
𝑟
𝑖=1
(4-4)
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
76
Für Modelle mit großem 𝑅2 wird ein großer Anteil der Varianz durch das lineare Er-
satzmodell abgebildet. In diesem Fall stellt die lineare Regression eine geeignete
Methode zur Untersuchung der Sensitivität dar. Für kleine 𝑅2 ist dies dagegen nicht
zutreffend und die Regressionskoeffizienten stellen kein geeignetes Maß zur Be-
stimmung der Sensitivität dar. [Sal-2008, S.19-20]
In diesem Fall muss auf varianzbasierte Methoden zurückgegriffen werden. Dabei
wird untersucht, welche Varianz sich in der Ausgangsgröße ergibt, falls alle Ein-
gangsparameter bis auf den untersuchten Eingangsparameter 𝑥𝑖 variiert werden. Je
größer diese Varianz im Verhältnis zur gesamten Varianz ist, desto geringer ist der
Einfluss der Eingangsgröße 𝑥𝑖 auf 𝑦. Dies wird als bedingte Varianz 1.Ordnung be-
zeichnet und ist für additive Modelle ausreichend. Für nicht-additive Modelle müssen
zusätzlich Effekte höherer Ordnung berücksichtigt werden. Der Berechnungsaufwand
hierfür steigt exponentiell mit der Anzahl der Eingangsparameter an [Sal-2008, S.
31]. Aufgrund der hohen Komplexität der Methoden muss zur Berechnung auf ent-
sprechende Software und Algorithmen zurückgegriffen22.
Zur Auswahl einer geeigneten Methode wird an dieser Stelle auf das Parametermo-
dell des GLT-Routenzuges vorgegriffen, welches in Kapitel 4.2 vorgestellt wird. Aus
dem Parametermodell für den GLT-Routenzug wird der Zeitbaustein Fahren hinsicht-
lich Linearität und Additivität untersucht. Die Fahrzeit berechnet sich aus dem Quoti-
enten der Fahrstrecke und der Geschwindigkeit multipliziert mit der Anzahl Fahrten
pro Schicht. Dazu kommen die Zeiten für Verzögerungen:
𝑦𝐹𝑎ℎ𝑟𝑧𝑒𝑖𝑡 = (𝑥3
𝑥5+ 𝑐1 ∗ 𝑥12 + 𝑐2 ∗ 𝑥8 + 𝑐3 ∗ 𝑥10) ∗ 𝑥1 ∗ 𝑥2 (4-5)
mit:
𝑦𝐹𝑎ℎ𝑟𝑧𝑒𝑖𝑡 Fahrzeit je Schicht
𝑥1 Gesamtzahl Touren je Schicht
𝑥2 Staufaktor
𝑥3 Fahrweg je Tour
𝑥5 Geschwindigkeit
𝑥8 Anzahl Bandüberfahrten
𝑥10 Anzahl Durchfahrten Hallentor je Tour
𝑥12 Anzahl 90-Grad-Kurven je Tour
𝑐11 Zeitkonstante für 90-Grad-Kurve
22
Vgl.: [Cuk-1978; Sal-1999].
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
77
𝑐2 Zeitkonstante für Bandüberfahrt
𝑐3 Zeitkonstante für Durchfahrt Hallentor
Der Baustein wird hinsichtlich Linearität und Additivität untersucht. Ein System ist
linear, falls es als �⃑� = �⃑� ∗ 𝛽 + 𝜀 dargestellt werden kann [Sch-2005a, S. 12]. Dies ist
für (4-5) nicht erfüllt, da 𝑥3 und 𝑥5 in einem Quotienten auftreten. Ein System ist addi-
tiv, wenn zweimaliges Ableiten nach unterschiedlichen Eingangsparametern null
ergibt, also 𝜕𝑦 (𝜕𝑥1 ∗ 𝜕𝑥2)⁄ = 0 erfüllt ist [Sch-2005a, S. 13]. Dies ist für (4-5) eben-
falls nicht erfüllt, da
𝜕𝑦2
𝜕𝑥1∗𝜕𝑥2=
𝑥3
𝑥5+ 𝑐1 ∗ 𝑥12 + 𝑐2 ∗ 𝑥8 + 𝑐3 ∗ 𝑥10 ≠ 0 (4-6)
Damit ist gezeigt, dass der Prozessbaustein Fahrt nicht-linear und nicht-additiv ist.
Das Gesamtmodell, welches diesen Baustein beinhaltet, ist damit insgesamt nicht-
additiv und nicht-linear. Zur Untersuchung der in Konzeptelement 1 entworfenen Pa-
rametermodelle ist eine lineare Sensitivitätsanalyse daher nicht geeignet. Aufgrund
der hohen Komplexität ist eine varianzbasierte Sensitivitätsanalyse ebenfalls nur be-
dingt geeignet. Dies würde dem Ziel einer einfachen betrieblichen Anwendbarkeit
zuwiderlaufen. Daher wird zur Untersuchung des Einflusses der Eingangsparameter
auf die zeitliche Auslastung die multiple lineare Regression angewendet. Die Metho-
de kann einfach angewendet werden und bietet eine ausreichende Lösung für die
Problemstellung.
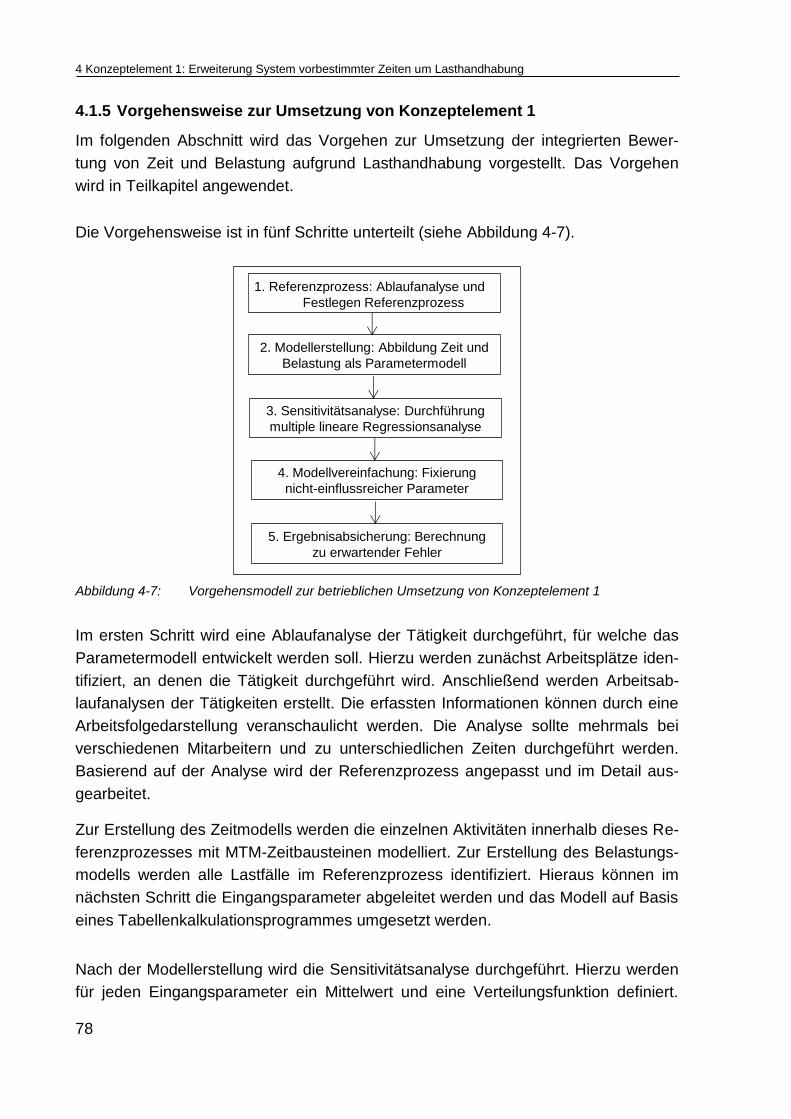
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
78
4.1.5 Vorgehensweise zur Umsetzung von Konzeptelement 1
Im folgenden Abschnitt wird das Vorgehen zur Umsetzung der integrierten Bewer-
tung von Zeit und Belastung aufgrund Lasthandhabung vorgestellt. Das Vorgehen
wird in Teilkapitel angewendet.
Die Vorgehensweise ist in fünf Schritte unterteilt (siehe Abbildung 4-7).
Abbildung 4-7: Vorgehensmodell zur betrieblichen Umsetzung von Konzeptelement 1
Im ersten Schritt wird eine Ablaufanalyse der Tätigkeit durchgeführt, für welche das
Parametermodell entwickelt werden soll. Hierzu werden zunächst Arbeitsplätze iden-
tifiziert, an denen die Tätigkeit durchgeführt wird. Anschließend werden Arbeitsab-
laufanalysen der Tätigkeiten erstellt. Die erfassten Informationen können durch eine
Arbeitsfolgedarstellung veranschaulicht werden. Die Analyse sollte mehrmals bei
verschiedenen Mitarbeitern und zu unterschiedlichen Zeiten durchgeführt werden.
Basierend auf der Analyse wird der Referenzprozess angepasst und im Detail aus-
gearbeitet.
Zur Erstellung des Zeitmodells werden die einzelnen Aktivitäten innerhalb dieses Re-
ferenzprozesses mit MTM-Zeitbausteinen modelliert. Zur Erstellung des Belastungs-
modells werden alle Lastfälle im Referenzprozess identifiziert. Hieraus können im
nächsten Schritt die Eingangsparameter abgeleitet werden und das Modell auf Basis
eines Tabellenkalkulationsprogrammes umgesetzt werden.
Nach der Modellerstellung wird die Sensitivitätsanalyse durchgeführt. Hierzu werden
für jeden Eingangsparameter ein Mittelwert und eine Verteilungsfunktion definiert.
1. Referenzprozess: Ablaufanalyse und
Festlegen Referenzprozess
2. Modellerstellung: Abbildung Zeit und
Belastung als Parametermodell
3. Sensitivitätsanalyse: Durchführung
multiple lineare Regressionsanalyse
4. Modellvereinfachung: Fixierung
nicht-einflussreicher Parameter
5. Ergebnisabsicherung: Berechnung
zu erwartender Fehler
4.1 Konzeptentwicklung zur Bewertung wiederkehrender Tätigkeitsfolgen in der Produktionslogistik
79
Anschließend wird eine Monte-Carlo-Simulation durchgeführt. Das heißt, für die Ein-
gangsparameter werden entsprechend der definierten Verteilung Zufallswerte gene-
riert und das Modell an diesen Stellen ausgewertet. Diese Daten stellen die Ein-
gangsdaten zur Berechnung der Regressionskoeffizienten dar. Die standardisierten
Regressionskoeffizienten 𝛽𝑖 bilden die Sensitivität der Eingangsparameter ab, wobei
der Parameter mit dem höchsten Koeffizienten den größten Einfluss auf die Gesamt-
zeit hat. Zur Überprüfung der Modellgüte wird 𝑅2 nach (4-4) berechnet. Je größer 𝑅2,
desto kleiner ist der Fehler durch die Linearisierung und desto genauer approximie-
ren die standardisierten Regressionskoeffizienten 𝛽𝑖 die Sensitivität der Eingangspa-
rameter 𝑥𝑖 . Als Kriterium wird in der vorliegenden Arbeit 𝑅2 > 0,9 als ausreichend
akzeptiert.
Im Modell werden diejenigen Faktoren fixiert, welche einen geringen Einfluss auf das
Ergebnis haben und nicht als Eingangsparameter in das Belastungsmodell eingehen.
Als Grenzwert wird in der vorliegenden Arbeit 𝛽𝑖 < 0,03 verwendet.
Im letzten Schritt wird der zu erwartende Fehler aufgrund der Fixierung der nicht-
einflussreichen Parameter berechnet. Für das ursprüngliche Modell werden per Mon-
te-Carlo-Simulation zufällige Eingangsvektoren erzeugt und ausgewertet. Diese stel-
len das ursprüngliche vollständige Modell dar. Nun werden dieselben Szenarien er-
neut ausgewertet, wobei die fixierten Eingangsparameter auf ihrem Mittelwert blei-
ben. Diese Auswertung stellt das vereinfachte Modell dar. In jedem Szenario kann
nun die Differenz zwischen dem Ergebnis des vollständigen und des vereinfachten
Modells ermittelt werden. Das arithmetische Mittel aller Differenzen stellt den Fehler
dar, welcher aus der Modellvereinfachung resultiert. Entsprechend der Zielstellung
können die vorgeschlagenen Grenzwerte vom Anwender angepasst werden.
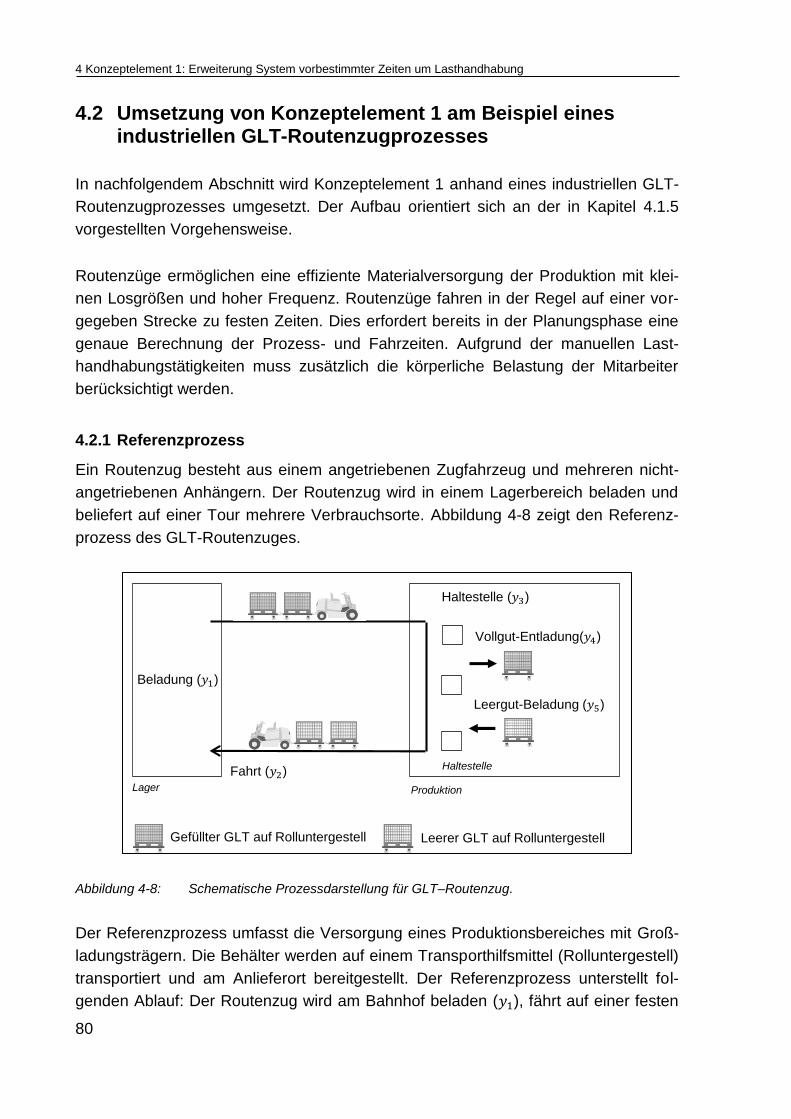
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
80
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
In nachfolgendem Abschnitt wird Konzeptelement 1 anhand eines industriellen GLT-
Routenzugprozesses umgesetzt. Der Aufbau orientiert sich an der in Kapitel 4.1.5
vorgestellten Vorgehensweise.
Routenzüge ermöglichen eine effiziente Materialversorgung der Produktion mit klei-
nen Losgrößen und hoher Frequenz. Routenzüge fahren in der Regel auf einer vor-
gegeben Strecke zu festen Zeiten. Dies erfordert bereits in der Planungsphase eine
genaue Berechnung der Prozess- und Fahrzeiten. Aufgrund der manuellen Last-
handhabungstätigkeiten muss zusätzlich die körperliche Belastung der Mitarbeiter
berücksichtigt werden.
4.2.1 Referenzprozess
Ein Routenzug besteht aus einem angetriebenen Zugfahrzeug und mehreren nicht-
angetriebenen Anhängern. Der Routenzug wird in einem Lagerbereich beladen und
beliefert auf einer Tour mehrere Verbrauchsorte. Abbildung 4-8 zeigt den Referenz-
prozess des GLT-Routenzuges.
Abbildung 4-8: Schematische Prozessdarstellung für GLT–Routenzug.
Der Referenzprozess umfasst die Versorgung eines Produktionsbereiches mit Groß-
ladungsträgern. Die Behälter werden auf einem Transporthilfsmittel (Rolluntergestell)
transportiert und am Anlieferort bereitgestellt. Der Referenzprozess unterstellt fol-
genden Ablauf: Der Routenzug wird am Bahnhof beladen (𝑦1), fährt auf einer festen
Lager Produktion
Haltestelle
Beladung ( )
Fahrt ( )
Haltestelle ( )
Leergut-Beladung ( )
Vollgut-Entladung( )
Gefüllter GLT auf Rolluntergestell Leerer GLT auf Rolluntergestell
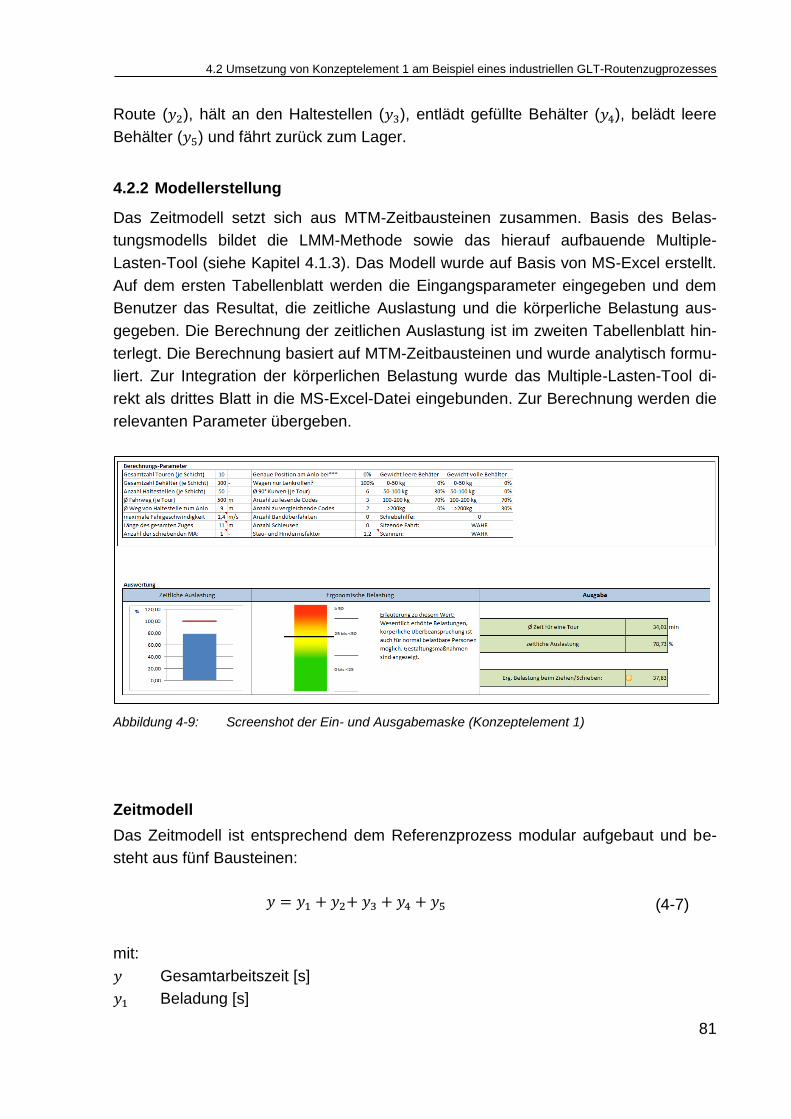
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
81
Route (𝑦2), hält an den Haltestellen (𝑦3), entlädt gefüllte Behälter (𝑦4), belädt leere
Behälter (𝑦5) und fährt zurück zum Lager.
4.2.2 Modellerstellung
Das Zeitmodell setzt sich aus MTM-Zeitbausteinen zusammen. Basis des Belas-
tungsmodells bildet die LMM-Methode sowie das hierauf aufbauende Multiple-
Lasten-Tool (siehe Kapitel 4.1.3). Das Modell wurde auf Basis von MS-Excel erstellt.
Auf dem ersten Tabellenblatt werden die Eingangsparameter eingegeben und dem
Benutzer das Resultat, die zeitliche Auslastung und die körperliche Belastung aus-
gegeben. Die Berechnung der zeitlichen Auslastung ist im zweiten Tabellenblatt hin-
terlegt. Die Berechnung basiert auf MTM-Zeitbausteinen und wurde analytisch formu-
liert. Zur Integration der körperlichen Belastung wurde das Multiple-Lasten-Tool di-
rekt als drittes Blatt in die MS-Excel-Datei eingebunden. Zur Berechnung werden die
relevanten Parameter übergeben.
Abbildung 4-9: Screenshot der Ein- und Ausgabemaske (Konzeptelement 1)
Zeitmodell
Das Zeitmodell ist entsprechend dem Referenzprozess modular aufgebaut und be-
steht aus fünf Bausteinen:
𝑦 = 𝑦1 + 𝑦2+ 𝑦3 + 𝑦4 + 𝑦5 (4-7)
mit:
𝑦 Gesamtarbeitszeit [s]
𝑦1 Beladung [s]
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
82
𝑦2 Fahrt [s]
𝑦3 Anhalten und Losfahren an der Haltestelle [s]
𝑦4 Vollgut-Entladung [s]
𝑦5 Leergut-Beladung [s]
Das Zeitmodell umfasst Eingangsparameter (𝑥𝑖) sowie Zeitkonstanten (𝑐𝑖). Die Zeit-
konstanten basieren auf MTM-Zeitbausteinen. Die Werte der Zeitkonstanten finden
sich in Anhang D.
Die Beladung im Lager kann manuell oder automatisiert durchgeführt werden. Die
manuelle Beladung erfolgt entweder durch den Routenzugfahrer oder durch einen
weiteren Mitarbeiter. Eine automatisierte Beladung ist vor allem im Bereich der KLT-
Routenzüge verbreitet. Abläufe und Prozesszeiten in der Beladung können sich je
nach technischer und organisatorischer Umsetzung wesentlich unterscheiden [Gün-
2012, S.55ff]. Aus diesem Grund wird die Beladung nicht in das Modell integriert und
die Zeit am Bahnhof geht direkt als Parameter in das Modell ein:
𝑦1 = 𝑥11 (4-8)
mit:
𝑥11 Zeit im Bahnhof [s]
Die Fahrzeit je Tour ergibt sich aus dem Quotienten der Fahrstrecke und der Ge-
schwindigkeit. Verzögerungen durch andere Fahrzeuge im Werk werden mit einem
Staufaktor abgebildet. Addiert werden zusätzliche Zeiten für 90-Grad-Kurven, Band-
überfahrten und Schleusen (Hallentore). Die Gesamtfahrzeit 𝑦2 je Schicht ergibt sich
durch Multiplikation der Fahrzeit je Tour mit der Anzahl Touren:
𝑦2 = (𝑥3
𝑥5+ 𝑐1 ∗ 𝑥12 + 𝑐2 ∗ 𝑥8 + 𝑐3 ∗ 𝑥10) ∗ 𝑥1 ∗ 𝑥2 (4-9)
mit:
𝑦2 Fahrzeit je Schicht [s]
𝑥1 Anzahl Touren je Schicht
𝑥2 Staufaktor
𝑥3 Fahrweg je Tour [m]
𝑥5 Fahrgeschwindigkeit [m/s]
𝑥8 Anzahl Bandüberfahrten je Tour
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
83
𝑥10 Anzahl Schleusen-Durchfahrten je Tour
𝑥12 Anzahl 90-Grad-Kurven je Tour
𝑐11 Zeitkonstante für 90-Grad-Kurve [s]
𝑐2 Zeitkonstante für Bandüberfahrt [s]
𝑐3 Zeitkonstante für Schleusen-Durchfahrt [s]
An der Haltestelle hält der Mitarbeiter den Routenzug an, steigt aus und geht zum
ersten auszuliefernden Behälter. Die anschließende Vollgut-Entladung (𝑦4) und Leer-
gut-Beladung (𝑦5) werden in separaten Bausteinen abgebildet. Nach Abschluss die-
ser Tätigkeiten geht der Mitarbeiter zum Zugfahrzeug zurück und fährt wieder an. Die
Zeiten für Bremsen, Aussteigen, Einsteigen und Anfahren werden in einer Zeitkon-
stanten (𝑐5) zusammengefasst. Die Weglänge vom Zugfahrzeug zum ersten auszu-
liefernden Behälter wird über eine Schicht gemittelt. Vereinfachend wird daher ange-
nommen, dass der Mitarbeiter jeweils die halbe Routenzuglänge zu den Behältern
hin- und wieder zurück geht. Diese Vorgänge werden an jeder Haltestelle durchge-
führt, weshalb die resultierende Zeit mit der Anzahl Haltestellen multipliziert wird:
𝑦3 = (𝑐4 ∗𝑥6
2∗ 2 + 𝑐5) ∗ 𝑥7 ∗ 𝑥1 (4-10)
mit:
𝑥6 Länge Routenzug [m]
𝑥7 Anzahl Haltestellen je Tour
𝑐4 Zeitkonstante Gehen [s/m]
𝑐5 Zeitkonstante Anhalten, Aussteigen, Einsteigen, Anfahren [s]
Nachdem Anfahren der Haltestelle erfolgt die Auslieferung der gefüllten Behälter.
Zunächst müssen die auszuliefernden Behälter erfasst werden. Dies wird im Modell
über das Lesen und Vergleichen einer Sachnummern an Behälter und Anlieferort
abgebildet. Anschließend wird der Behälter aus dem Routenzug gelöst, zum Anlie-
ferort geschoben und positioniert. Diese Einzelzeiten werden addiert und mit der An-
zahl Behälter je Schicht multipliziert:
𝑦4 = (𝑐6 ∗ 𝑥18 + 𝑐7 ∗ 𝑥17 + 𝑐8 ∗ 𝑥14 + 𝑐9 ∗ 𝑥9 + 𝑥15 + 𝑐10)
∗ 𝑥4
(4-11)
mit:
𝑥4 Anzahl Behälter je Schicht
𝑥9 Weg von Haltestelle zum Anlieferort [m]
𝑥14 Anteil Behälter mit genauer Positionierung am Anlieferort [%]
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
84
𝑥15 Zeit Behälter entladen [s]
𝑥17 Anzahl zu vergleichender Codes (3-stellige Ziffernfolge)
𝑥18 Anzahl zu lesender Codes (3-stellige Ziffernfolge)
𝑐6 Zeitkonstante Code Lesen [s]
𝑐7 Zeitkonstante Code Vergleichen [s]
𝑐8 Zeitkonstante Behälter positionieren [s]
𝑐9 Zeitkonstante Voll-Behälter schieben [s/m]
𝑐10 Zeitkonstante Voll-Behälter Anschieben und Abbremsen [s]
Im Gegenzug zur Anlieferung gefüllter Behälter werden leere Behälter mitgenom-
men. Der Mitarbeiter schiebt die leeren Behälter vom Anlieferort zur Haltestelle und
fixiert diese im Routenzug. Gegebenenfalls wird per Barcode-Scanner eine Nachbe-
stellung der geleerten Behälter ausgelöst. Die Summe der hierfür notwendigen Zeit
wird mit der Anzahl Behälter je Schicht multipliziert:
𝑦5 = (𝑐11 ∗ 𝑥9 + 𝑐12 ∗ 𝑥13 + 𝑥16 + 𝑐13) ∗ 𝑥4 (4-12)
mit:
𝑥13 Entscheidungsvariable für Leergut scannen [0; 1]
𝑥16 Zeit Behälter beladen [s]
𝑐11 Zeitkonstante Leer-Behälter schieben [s/m]
𝑐12 Zeitkonstante Leer-Behälter scannen [s]
𝑐13 Zeitkonstante Leer-Behälter Anschieben und Abbremsen [s]
Belastungsmodell
Die dominante körperliche Belastung ergibt sich bei GLT-Routenzügen durch das
Ziehen oder Schieben der Behälter am Anlieferort.
Zur Berechnung der Belastungen beim Ziehen und Schieben wird das Multiple-
Lasten-Tool verwendet. Für das Ziehen und Schieben unterscheidet dieses zwischen
Ziehen und Schieben bis zu fünf Meter („Ziehen Schieben kurz“) sowie Ziehen und
Schieben ab fünf Meter („Ziehen Schieben lang“). In der Belastungsberechnung wird
für „Ziehen Schieben kurz“ nur die Anzahl Schiebevorgänge und nicht die Weglänge
berücksichtigt. Für „Ziehen Schieben lang“ wird dagegen nur die über eine Schicht
kumulierte Weglänge berücksichtigt und die Anzahl der Schiebevorgänge wird ver-
nachlässigt. Der Hintergrund dieser Unterscheidung ist, dass im Fall kurzer Schiebe-
vorgänge die Belastung durch das Anschieben und Abbremsen der Last überwiegt
[Ste-2008, S. 14]. An der Grenze zwischen „Ziehen Schieben kurz“ und „Ziehen
Schieben lang“ ergibt sich aufgrund dieser Unterscheidung eine Unstetigkeit.
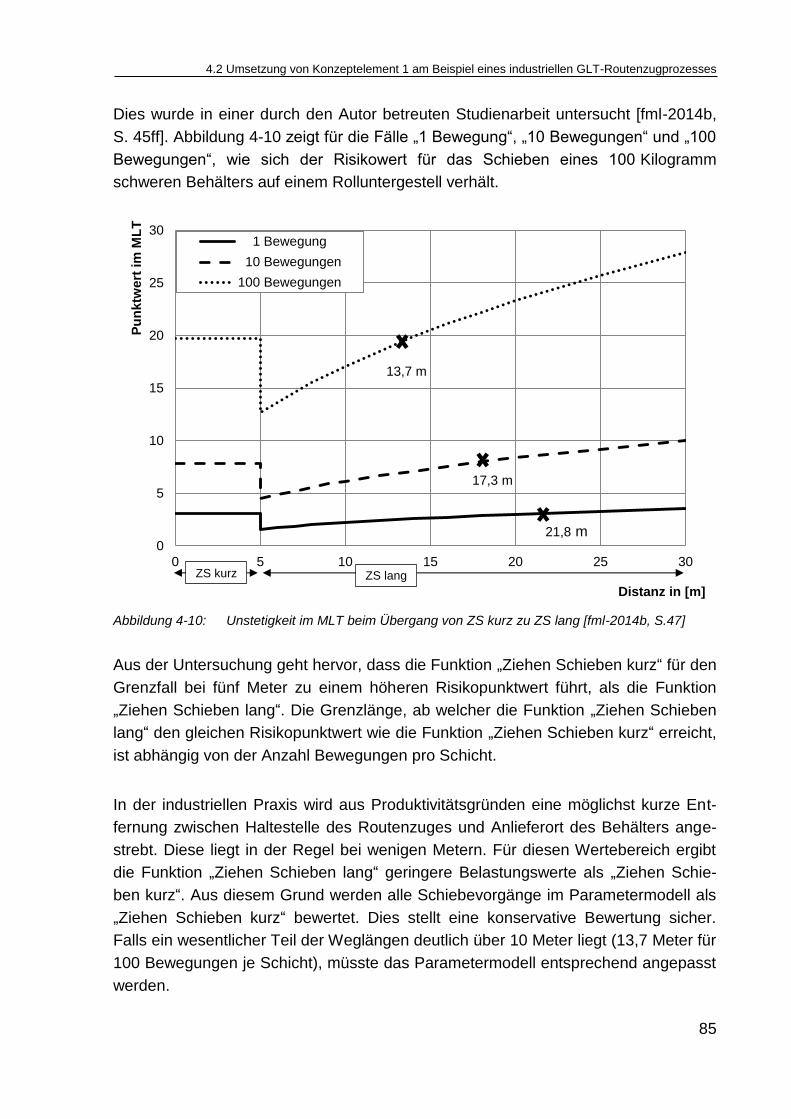
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
85
Dies wurde in einer durch den Autor betreuten Studienarbeit untersucht [fml-2014b,
S. 45ff]. Abbildung 4-10 zeigt für die Fälle „1 Bewegung“, „10 Bewegungen“ und „100
Bewegungen“, wie sich der Risikowert für das Schieben eines 100 Kilogramm
schweren Behälters auf einem Rolluntergestell verhält.
Abbildung 4-10: Unstetigkeit im MLT beim Übergang von ZS kurz zu ZS lang [fml-2014b, S.47]
Aus der Untersuchung geht hervor, dass die Funktion „Ziehen Schieben kurz“ für den
Grenzfall bei fünf Meter zu einem höheren Risikopunktwert führt, als die Funktion
„Ziehen Schieben lang“. Die Grenzlänge, ab welcher die Funktion „Ziehen Schieben
lang“ den gleichen Risikopunktwert wie die Funktion „Ziehen Schieben kurz“ erreicht,
ist abhängig von der Anzahl Bewegungen pro Schicht.
In der industriellen Praxis wird aus Produktivitätsgründen eine möglichst kurze Ent-
fernung zwischen Haltestelle des Routenzuges und Anlieferort des Behälters ange-
strebt. Diese liegt in der Regel bei wenigen Metern. Für diesen Wertebereich ergibt
die Funktion „Ziehen Schieben lang“ geringere Belastungswerte als „Ziehen Schie-
ben kurz“. Aus diesem Grund werden alle Schiebevorgänge im Parametermodell als
„Ziehen Schieben kurz“ bewertet. Dies stellt eine konservative Bewertung sicher.
Falls ein wesentlicher Teil der Weglängen deutlich über 10 Meter liegt (13,7 Meter für
100 Bewegungen je Schicht), müsste das Parametermodell entsprechend angepasst
werden.
0
5
10
15
20
25
30
0 5 10 15 20 25 30
Pu
nktw
ert
im
ML
T
Distanz in [m]
1 Bewegung
10 Bewegungen
100 Bewegungen
17,3 m
21,8 m
ZS kurz ZS lang
13,7 m
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
86
Als Parameter werden dem Multiple-Lasten-Tool folgende Parameter übergeben:
- 𝑥4 Anzahl Behälter je Schicht
- 𝑥14 Anteil Behälter mit genauer Positionierung am Anlieferort [%]
- 𝑥19 Gewicht Transporteinheit (Behälter plus Transporthilfsmittel) [kg]
- 𝑥20 Körperhaltung23
- 𝑥21 Ausführungsbedingungen24
- 𝑥22 Bockrollen
Die resultierende Belastung ergibt sich durch Auswertung dieser Parameter entspre-
chend der in Kapitel 4.1.3 dargestellten Berechnungsvorschrift.
4.2.3 Sensitivitätsanalyse
Im Folgenden wird der Einfluss der Eingangsparameter im Zeitmodell untersucht.
Das Belastungsmodell wird aufgrund der in Kapitel 4.1.1 definierten Anforderung, ein
erprobtes und wissenschaftlich anerkanntes Verfahren zu verwenden, nicht ange-
passt. Im ersten Schritt werden für die Eingangsparameter Minimal- und Maximalwer-
te festgelegt (siehe Anhang D). Diese sind so gewählt, dass realistisch auftretende
Fälle abgedeckt werden, welche von betrieblichen Praktikern festgelegt wurden. Zwi-
schen Minimal- und Maximalwert wird eine Gleichverteilung angenommen.
Anschließend wird eine Monte-Carlo-Simulation durchgeführt. Das Modell umfasst
𝑖 = 18 Eingangsparamter. Für jeden der Eingangsparameter wird ein Zufallswert
generiert und das Modell an diesen Stellen ausgewertet. Als Stichprobengröße wird
𝑁 = 10000 gewählt, so dass 𝑁 >> 𝑖. Dies stellt die Eingangsdaten für die Berech-
nung der Regressionskoeffizienten dar. Als Programm für die Berechnung der Re-
gressionskoeffizienten wird IBM SPSS verwendet. Das Ergebnis der Berechnung, die
standardisierten Regressionskoeffizienten 𝛽𝑖, sind in Tabelle 4-4 aufgeführt. Die voll-
ständigen Berechnungsergebnisse finden sich in Anhang D.
23
Haltungswichtung entsprechend der tabellarischen Einstufungshilfen (siehe Anhang B): 1=Rumpf aufrecht, keine Verdre-hung; 2=Rumpf leicht vorgeneigt oder leicht verdreht; 3=Stärkere Neigung des Körpers in Bewegungsrichtung, Hocken, Knien, Bücken; 4=Kombination von Bücken und Verdrehen.
24 Ausführungswichtung entsprechend der tabellarischen Einstufungshilfen (siehe Anhang B): 0=Gut; 2=Eingeschränkt (z. B.
Fußboden verschmutzt, etwas uneben); 4=Schwierig (z. B. unbefestigter oder grob gepflasterter Fahrweg); 8=Kompliziert (z. B. Stufen, Neigung > 5°).
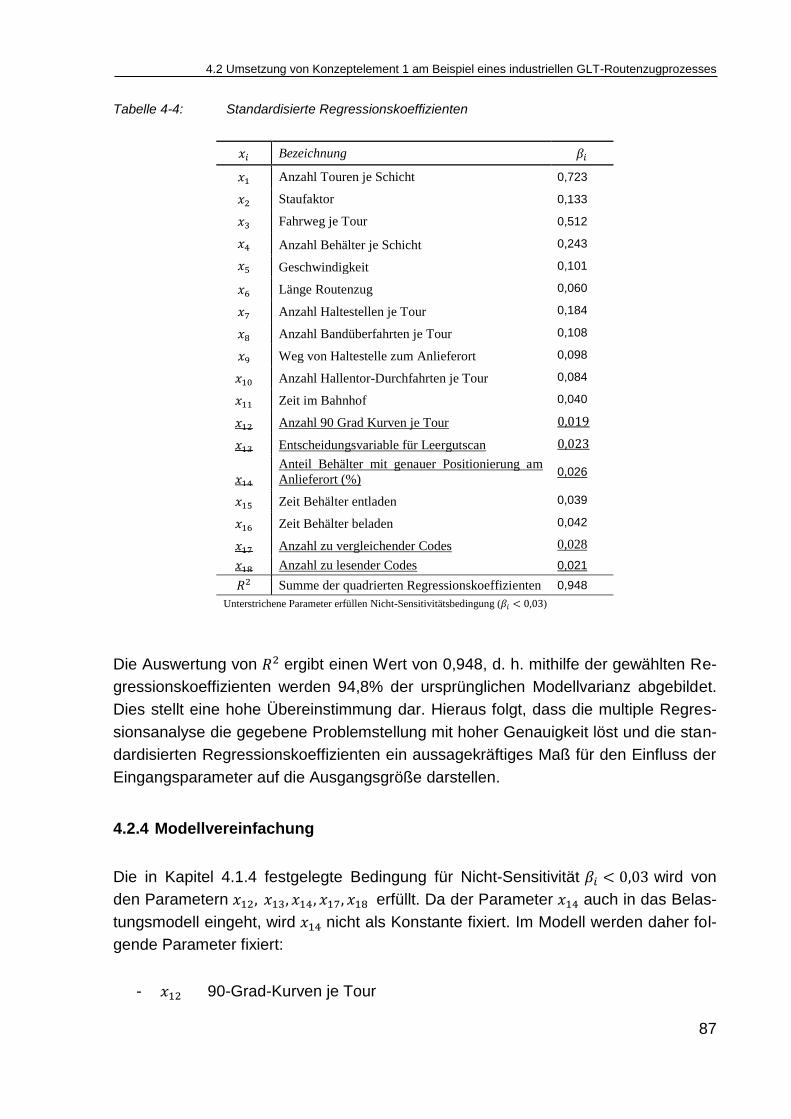
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
87
Tabelle 4-4: Standardisierte Regressionskoeffizienten
𝑥𝑖 Bezeichnung 𝛽𝑖
𝑥1 Anzahl Touren je Schicht 0,723
𝑥2 Staufaktor 0,133
𝑥3 Fahrweg je Tour 0,512
𝑥4 Anzahl Behälter je Schicht 0,243
𝑥5 Geschwindigkeit 0,101
𝑥6 Länge Routenzug 0,060
𝑥7 Anzahl Haltestellen je Tour 0,184
𝑥8 Anzahl Bandüberfahrten je Tour 0,108
𝑥9 Weg von Haltestelle zum Anlieferort 0,098
𝑥10 Anzahl Hallentor-Durchfahrten je Tour 0,084
𝑥11 Zeit im Bahnhof 0,040
𝑥12 Anzahl 90 Grad Kurven je Tour 0,019
𝑥13 Entscheidungsvariable für Leergutscan 0,023
𝑥14
Anteil Behälter mit genauer Positionierung am
Anlieferort (%) 0,026
𝑥15 Zeit Behälter entladen 0,039
𝑥16 Zeit Behälter beladen 0,042
𝑥17 Anzahl zu vergleichender Codes 0,028
𝑥18 Anzahl zu lesender Codes 0,021
𝑅2 Summe der quadrierten Regressionskoeffizienten 0,948
Unterstrichene Parameter erfüllen Nicht-Sensitivitätsbedingung (𝛽𝑖 < 0,03)
Die Auswertung von 𝑅2 ergibt einen Wert von 0,948, d. h. mithilfe der gewählten Re-
gressionskoeffizienten werden 94,8% der ursprünglichen Modellvarianz abgebildet.
Dies stellt eine hohe Übereinstimmung dar. Hieraus folgt, dass die multiple Regres-
sionsanalyse die gegebene Problemstellung mit hoher Genauigkeit löst und die stan-
dardisierten Regressionskoeffizienten ein aussagekräftiges Maß für den Einfluss der
Eingangsparameter auf die Ausgangsgröße darstellen.
4.2.4 Modellvereinfachung
Die in Kapitel 4.1.4 festgelegte Bedingung für Nicht-Sensitivität 𝛽𝑖 < 0,03 wird von
den Parametern 𝑥12, 𝑥13, 𝑥14, 𝑥17, 𝑥18 erfüllt. Da der Parameter 𝑥14 auch in das Belas-
tungsmodell eingeht, wird 𝑥14 nicht als Konstante fixiert. Im Modell werden daher fol-
gende Parameter fixiert:
- 𝑥12 90-Grad-Kurven je Tour
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
88
- 𝑥13 Scannen des Leerguts
- 𝑥17 Anzahl zu vergleichender Codes
- 𝑥18 Anzahl zu lesender Codes
Diese Parameter werden auf ihrem Erwartungswert 𝑥e fixiert und gehen als Konstan-
ten in das vereinfachte Modell ein.
4.2.5 Ergebnisabsicherung
Um die Auswirkung dieser Modelländerung abzuschätzen, wird abschließend eine
Fehleranalyse durchgeführt. Hierzu wurde das ursprüngliche und das vereinfachte
Modell an 500 Zufalls-Punkten ausgewertet und die Differenz bestimmt. Das arithme-
tische Mittel aller Differenzen stellt den zu erwartenden Fehler �̅� dar. Die Berechnung
ergibt einen zu erwartenden Fehler von �̅� = 2,9%. Die Verwendung des vereinfach-
ten Modells führt gegenüber dem Originalmodell folglich zu einer durchschnittlichen
Abweichung um 2,9%.
4.2.6 Diskussion der Ergebnisse
Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten wurde am Beispiel
des GLT-Routenzuges umgesetzt. Mithilfe einer Sensitivitätsanalyse wurde der Ein-
fluss der Eingangsparameter auf die Ausgangsgrößen untersucht. Zur Einteilung
werden vier Gruppen vorgeschlagen.
Die Parameter der ersten Gruppe bestimmen maßgeblich die zeitliche Auslastung
von GLT-Routenzügen. In der Planungsphase müssen diese Parameter daher spe-
ziell beachtet werden. Zudem bieten diese Parameter den größten Hebel für Pro-
zessverbesserungen:
- 𝑥1 Anzahl Touren je Schicht
- 𝑥2 Staufaktor
- 𝑥3 Fahrweg je Tour
- 𝑥4 Anzahl Behälter je Schicht
- 𝑥5 Fahrgeschwindigkeit
Die Parameter der zweiten Gruppe sind erforderlich, um die zeitliche Auslastung mit
ausreichender Genauigkeit zu bestimmten, und können einen weiteren Ansatzpunkt
für Prozessverbesserungen darstellen:
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
89
- 𝑥6 Länge Routenzug
- 𝑥7 Anzahl Haltestellen je Tour
- 𝑥8 Anzahl Bandüberfahrten je Tour
- 𝑥9 Weg von Haltestelle zum Anlieferort
- 𝑥10 Anzahl Schleusen-Durchfahrten je Tour
- 𝑥11 Zeit im Bahnhof
- 𝑥15 Zeit Behälter entladen
- 𝑥16 Zeit Behälter beladen
Die Parameter der dritten Gruppe sind zur Bewertung der körperlichen Belastung
erforderlich:
- 𝑥14 Anteil Behälter mit genauer Positionierung am Anlieferort
- 𝑥19 Gewicht Transporteinheit (Behälter plus Transporthilfsmittel)
- 𝑥20 Körperhaltung
- 𝑥21 Ausführungsbedingungen
- 𝑥22 Bockrollen (ja/nein)
Die Parameter der vierten Gruppe haben nur einen geringen Einfluss auf den Rou-
tenzugprozess. Diese Parameter werden auf ihrem Erwartungswert fixiert und gehen
als Konstanten in das optimierte Modell ein:
- 𝑥12 90-Grad-Kurven je Tour
- 𝑥13 Entscheidungsvariable für Leergut scannen
- 𝑥17 Anzahl zu vergleichender Codes
- 𝑥18 Anzahl zu lesender Codes
Das entwickelte Parametermodell ermöglicht für GLT-Routenzüge eine effiziente
Bewertung von körperlicher Belastung und zeitlicher Auslastung. Folgende Ein-
schränkungen müssen in der Anwendung berücksichtigt werden: Zum einen umfasst
das Parametermodell nur die Belastungsart Lasthandhabung. Treten weitere wesent-
liche Belastungen auf, müssen diese separat untersucht werden. Weitere Belastun-
gen können bei GLT-Routenzügen beispielsweise durch Lärm und Vibrationen auf-
treten. Zum anderen sind die Ergebnisse nur für Prozesse gültig, welche sich mit
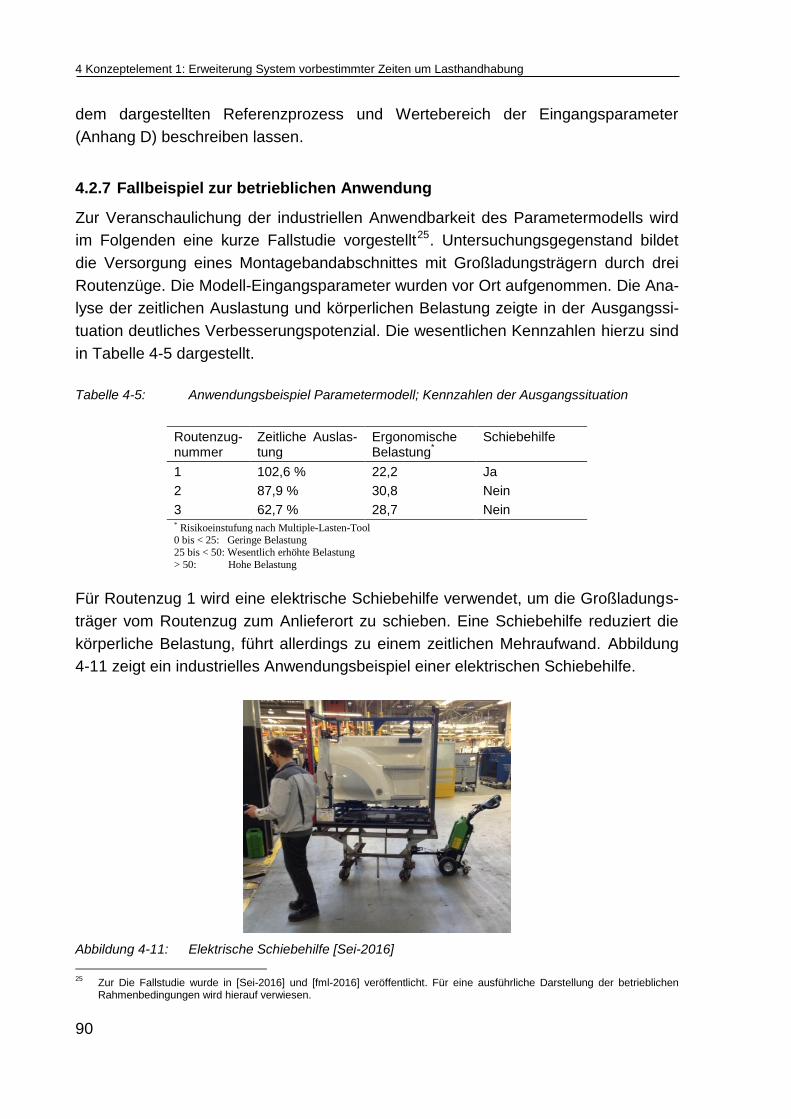
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
90
dem dargestellten Referenzprozess und Wertebereich der Eingangsparameter
(Anhang D) beschreiben lassen.
4.2.7 Fallbeispiel zur betrieblichen Anwendung
Zur Veranschaulichung der industriellen Anwendbarkeit des Parametermodells wird
im Folgenden eine kurze Fallstudie vorgestellt25. Untersuchungsgegenstand bildet
die Versorgung eines Montagebandabschnittes mit Großladungsträgern durch drei
Routenzüge. Die Modell-Eingangsparameter wurden vor Ort aufgenommen. Die Ana-
lyse der zeitlichen Auslastung und körperlichen Belastung zeigte in der Ausgangssi-
tuation deutliches Verbesserungspotenzial. Die wesentlichen Kennzahlen hierzu sind
in Tabelle 4-5 dargestellt.
Tabelle 4-5: Anwendungsbeispiel Parametermodell; Kennzahlen der Ausgangssituation
Routenzug-nummer
Zeitliche Auslas-tung
Ergonomische Belastung
*
Schiebehilfe
1 102,6 % 22,2 Ja
2 87,9 % 30,8 Nein
3 62,7 % 28,7 Nein * Risikoeinstufung nach Multiple-Lasten-Tool
0 bis < 25: Geringe Belastung
25 bis < 50: Wesentlich erhöhte Belastung
> 50: Hohe Belastung
Für Routenzug 1 wird eine elektrische Schiebehilfe verwendet, um die Großladungs-
träger vom Routenzug zum Anlieferort zu schieben. Eine Schiebehilfe reduziert die
körperliche Belastung, führt allerdings zu einem zeitlichen Mehraufwand. Abbildung
4-11 zeigt ein industrielles Anwendungsbeispiel einer elektrischen Schiebehilfe.
Abbildung 4-11: Elektrische Schiebehilfe [Sei-2016]
25
Zur Die Fallstudie wurde in [Sei-2016] und [fml-2016] veröffentlicht. Für eine ausführliche Darstellung der betrieblichen Rahmenbedingungen wird hierauf verwiesen.
4.2 Umsetzung von Konzeptelement 1 am Beispiel eines industriellen GLT-Routenzugprozesses
91
Für Routenzug 2 und 3 wird keine Schiebehilfe eingesetzt. Die körperliche Belastung
liegt für Routenzug 2 und 3 über der kritischen Belastungssituation von 25 Punkten.
Die zeitliche Auslastung von Routenzug 1 beträgt 102,6 %. Demzufolge kann der
Arbeitsprozess nicht in der vorgesehenen Zeit ausgeführt werden. Die zeitliche Aus-
lastung von Routenzug 2 beträgt 87,9 %. Dies stellt einen akzeptablen Wert dar, da
für ungeplante Ereignisse (Fehler, Stau, etc.) ein gewisser Puffer vorgehalten werden
sollte. Die Auslastung von Routenzug 3 liegt bei 62,7 %. Dies stellt eine zu geringe
Auslastung dar.
Aus dieser Untersuchung konnten einige einfache Optimierungsmaßnahmen abgelei-
tet werden. Zum einen wurden die Umfänge zwischen den Routen neu verteilt, um
die Anzahl ausgelieferter Behälter pro Schicht gleichmäßig zu verteilen. Hierdurch
konnte eine Nivellierung der zeitlichen Auslastung erreicht werden. Diese liegt für alle
Routenzüge in einem günstigen Bereich zwischen 87 % und 92 %. Zum anderen
wird eine elektrische Schiebehilfe für alle drei Routenzüge eingesetzt, aber nur für
Transporteinheiten mit mehr als 350 Kilogramm Gewicht. Dies hat sich als guter
Kompromiss zwischen hoher Zeiteffizienz und geringer körperlicher Belastung erwie-
sen. Die ergonomische Belastung konnte so für alle drei Routenzüge auf ein akzep-
tables Niveau von ca. 25 Punkten gesenkt werden.
Tabelle 4-6 zeigt die wesentlichen Kennzahlen nach der Optimierung.
Tabelle 4-6: Anwendungsbeispiel Parametermodell; Kennzahlen nach Optimierung
Routenzug-nummer
Zeitliche Auslas-tung
Ergonomische Belastung
*
Schiebehilfe
1 91,6 26,6 Teilweise
2 89,6 24,8 Teilweise
3 86,7 22,6 Teilweise * Risikoeinstufung nach LMM
0 bis < 25: Geringe Belastung 25 bis < 50: Wesentlich erhöhte Belastung
> 50: Hohe Belastung
4 Konzeptelement 1: Erweiterung System vorbestimmter Zeiten um Lasthandhabung
92
4.3 Zusammenfassung
Im vorliegenden Kapitel wurde untersucht:
- Welche wiederkehrenden Tätigkeitsfolgen sich in der Produktionslogistik defi-
nieren lassen und auf welcher Aggregationsebene Parametermodelle zur inte-
grierten Bewertung von Zeit und Belastung aufgebaut werden können.
- Wie die Einflussgrößen von Parametermodellen zur integrierten Bewertung
von Zeit und Belastung bestimmt werden können.
Basierend auf den in der Feldstudie untersuchten Arbeitsplätzen in der Produktions-
logistik (Kapitel 3.1) wurden folgende sechs Tätigkeiten identifiziert, welche wieder-
kehrende Tätigkeitsfolgen umfassen und sich zur zeitlichen und belastungsseitigen
Beschreibung mit einem Parametermodell eignen:
- GLT-Routenzug
- KLT-Routenzug
- MzW-Kommissionierung
- WzM-Kommissionierung
- Manuelles Umsetzen
- Manuelles Ziehen und Schieben
Für diese Tätigkeiten wurden Referenzprozesse definiert, auf deren Basis Parame-
termodelle zur integrierten zeitlichen und ergonomischen Bewertung umgesetzt wer-
den können. Die in den Referenzprozessen definierten Tätigkeitsfolgen sind aller-
dings nicht generalisierbar, da Prozessabläufe und eingesetzte technische Hilfsmittel
sich zwischen Unternehmen und Standorten unterscheiden. Zur betrieblichen Um-
setzung von Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten ist
daher die Definition unternehmensspezifischer Referenzprozesse und abgeleiteter
Parametermodelle erforderlich. Hierzu wurde in Kapitel 4.1.5 die Vorgehensweise
dargelegt und beispielhaft für einen GLT-Routenzugprozess in Kapitel 4.2 umgesetzt.
Zur Auswahl der Einflussgrößen (Eingangsparameter und Konstanten) wurde ein
Vorgehen zur quantitativen Untersuchung entwickelt. Dies umfasst eine Untersu-
chung des Einflusses der Eingangs- auf die Ausgangsgrößen. Hierdurch können
Eingangsgrößen mit geringem Einfluss auf die Ergebnisgrößen als Parameter fixiert
und die Modelleffizienz somit erhöht werden. Aufgrund der Anforderung, ein erprob-
tes und wissenschaftlich anerkanntes Belastungsmodell zu verwenden, wird aus-

4.3 Zusammenfassung
93
schließlich das Zeitmodell untersucht und vereinfacht. Aufgrund der nicht-linearen
und nicht-additiven Charakteristik des Zeitmodells ist eine lokale Sensitivitätsanalyse
allerdings nicht aussagekräftig. Als Methode wird daher die multiple lineare Regres-
sionsanalyse vorgeschlagen. Basierend auf einer Auswertung des Originalmodells
an Zufallspunkten wird ein lineares Ersatzmodell erstellt. Die Regressionskoeffizien-
ten des linearen Ersatzmodells können als Maß für die Sensitivität verwendet wer-
den. Dieses Vorgehen wurde für das GLT-Routenzug-Zeitmodell angewendet. Bei
einer Erhöhung der Modellunsicherheit um 2,9% konnte die Anzahl Eingangspara-
meter um 20% reduziert werden. Dies stellt eine wesentliche Erhöhung der Modellef-
fizienz dar und ermöglicht eine zeiteffiziente Anwendbarkeit.

95
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
Vorliegendes Kapitel beschreibt die Entwicklung und Erprobung von Konzeptelement
2 des erweiterten Systems vorbestimmter Zeiten. Dieses umfasst eine Erweiterung
um die Körperhaltung zur Untersuchung einseitiger und wechselnder Belastung. Die
Konzeptentwicklung ist Gegenstand von Kapitel 5.1. In Kapitel 5.2 wird das Konzept
anhand dreier Fallbeispiele erprobt.
Wesentliche Ergebnisse dieses Kapitels wurden in [Kel-2015a] und [Kel-2015b] ver-
öffentlicht.
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
Im folgenden Abschnitt ist die Entwicklung von Konzeptelement 2 des erweiterten
Systems vorbestimmter Zeiten beschrieben. Zielsetzung von Konzeptelement 2 ist
die Untersuchung einseitiger und wechselnder Belastung. Als Basis für den Model-
laufbau (5.1.3) werden zunächst die Anforderungen (5.1.1) und die Anwendungsdo-
mäne (5.1.2) definiert. Abschließend werden abschließend qualitative (5.1.4) und
quantitative (5.1.5) Merkmale zur Identifikation einseitiger Belastungssituationen her-
ausgearbeitet.
5.1.1 Anforderungen
Zur Erreichung der Zielsetzung wird die zeitliche Abfolge von Tätigkeiten untersucht.
Im Rahmen grundlegender Untersuchungen soll geklärt werden, inwieweit sich Sys-
teme vorbestimmter Zeiten zur Identifikation von einseitigen Belastungssituationen in
der Produktionslogistik eignen. Um seine Möglichkeiten und Grenzen zu erforschen,
soll Konzeptelement 2 zur experimentellen Untersuchung industrieller Anwendungs-
fälle aus der Produktionslogistik eingesetzt werden.
Da es sich um grundlegende Untersuchungen handelt, steht die unmittelbare betrieb-
liche Umsetzung nicht im Fokus der Entwicklung. Das Konzept soll im Rahmen des
Forschungsprojektes prototypenhaft umgesetzt werden und betriebsübergreifend
übertragbar und anwendbar sein. Aus diesem Grund soll die Umsetzung mit frei ver-
fügbaren Methoden und ohne spezielles Messequipment erfolgen.
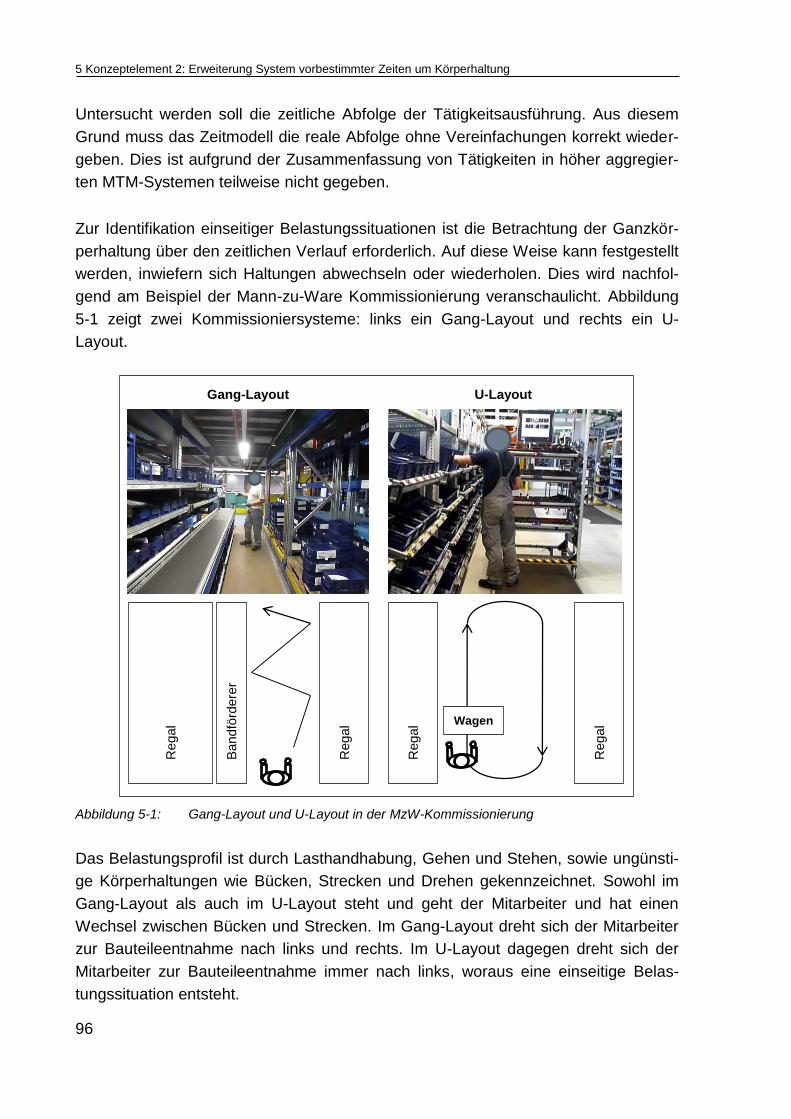
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
96
Untersucht werden soll die zeitliche Abfolge der Tätigkeitsausführung. Aus diesem
Grund muss das Zeitmodell die reale Abfolge ohne Vereinfachungen korrekt wieder-
geben. Dies ist aufgrund der Zusammenfassung von Tätigkeiten in höher aggregier-
ten MTM-Systemen teilweise nicht gegeben.
Zur Identifikation einseitiger Belastungssituationen ist die Betrachtung der Ganzkör-
perhaltung über den zeitlichen Verlauf erforderlich. Auf diese Weise kann festgestellt
werden, inwiefern sich Haltungen abwechseln oder wiederholen. Dies wird nachfol-
gend am Beispiel der Mann-zu-Ware Kommissionierung veranschaulicht. Abbildung
5-1 zeigt zwei Kommissioniersysteme: links ein Gang-Layout und rechts ein U-
Layout.
Abbildung 5-1: Gang-Layout und U-Layout in der MzW-Kommissionierung
Das Belastungsprofil ist durch Lasthandhabung, Gehen und Stehen, sowie ungünsti-
ge Körperhaltungen wie Bücken, Strecken und Drehen gekennzeichnet. Sowohl im
Gang-Layout als auch im U-Layout steht und geht der Mitarbeiter und hat einen
Wechsel zwischen Bücken und Strecken. Im Gang-Layout dreht sich der Mitarbeiter
zur Bauteileentnahme nach links und rechts. Im U-Layout dagegen dreht sich der
Mitarbeiter zur Bauteileentnahme immer nach links, woraus eine einseitige Belas-
tungssituation entsteht.
Regal
Regal
Bandfö
rdere
r
Regal
RegalWagen
Gang-Layout U-Layout
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
97
Vorgestelltes Beispiel zeigt eine typische einseitige Belastungssituation in der Pro-
duktionslogistik. Einseitige Belastungen resultieren hier aus der Verteilung und Ab-
folge von Bücken und Strecken sowie Links- und Rechtsdrehungen. Einen weiteren
wichtigen Aspekt stellt die zeitliche Verteilung und Abfolge der Haltungen Stehen,
Gehen und Sitzen dar. Belastungen durch Finger-, Hand- und Armbewegungen mit
hohen Wiederholungsfrequenzen wurden in der Feldstudie zur Untersuchung körper-
licher Belastungen (Kapitel 3.1) dagegen nicht festgestellt.
Hieraus leitet sich als Anforderung an den Detaillierungsgrad des Belastungsmodells
ab, dass folgende Unterschiede aufgelöst werden können:
- Stehen, Gehen und Sitzen
- Bücken und Strecken
- Drehung links und rechts
Eine detaillierte Betrachtung des Finger-Hand-Armsystems ist im Belastungsmodell
nicht erforderlich.
Die Anforderungen sind nachfolgend tabellarisch zusammengefasst (Tabelle 5-1).
Tabelle 5-1: Anforderungen Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten
Bereich Beschreibung der Anforderung Priorität
Zeitmodell System vorbestimmter Zeiten gibt reale zeitlichen Tätig-
keitsabfolge ohne Vereinfachungen wieder
Muss
Belastungsmodell Belastungsmodell berücksichtigt Ganzkörperhaltung im
zeitlichen Verlauf
Muss
Belastungsmodell Detaillierungsgrad zur Beschreibung von manuellen Tätig-
keiten in der Produktionslogistik geeignet
Muss
Anwendung Prototypenhafte Umsetzung mit frei verfügbaren Methoden
und ohne spezielles Messequipment möglich
Muss
5.1.2 Anwendungsdomäne
Im folgenden Abschnitt wird eine geeignete Anwendungsdomäne und -ebene für
Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten festgelegt. Manuel-
le Tätigkeiten in der Produktionslogistik stellen die Anwendungsdomäne dar.
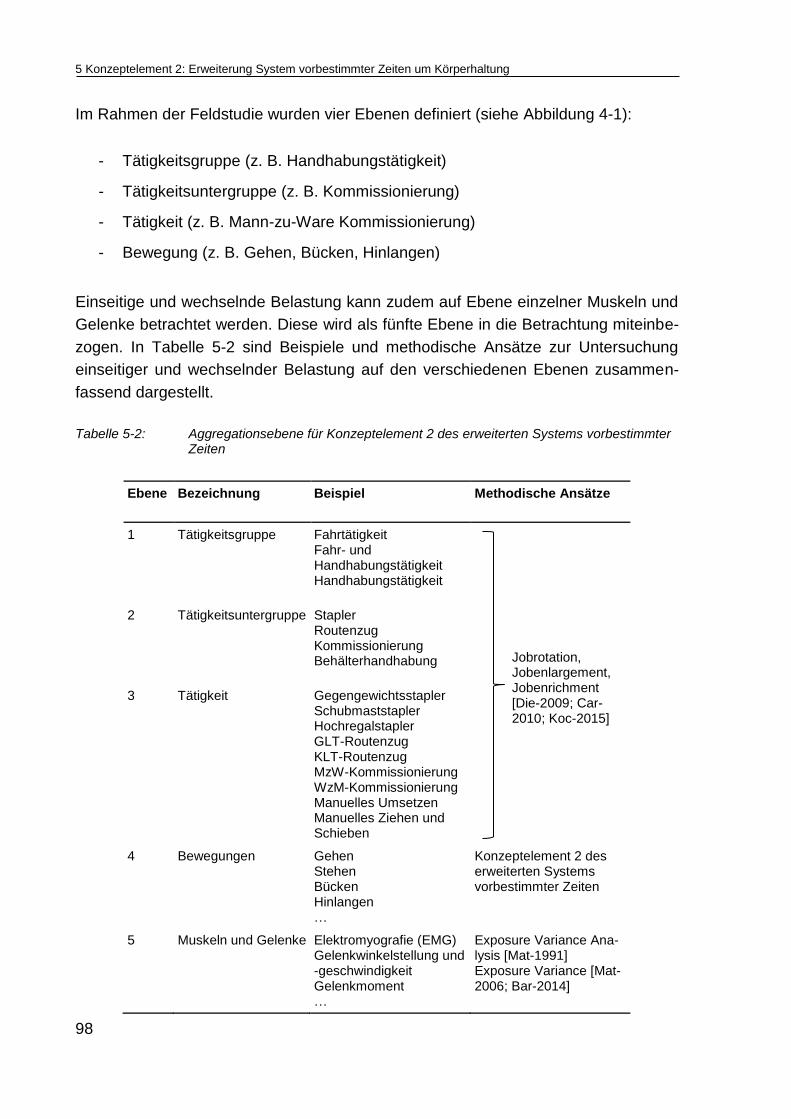
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
98
Im Rahmen der Feldstudie wurden vier Ebenen definiert (siehe Abbildung 4-1):
- Tätigkeitsgruppe (z. B. Handhabungstätigkeit)
- Tätigkeitsuntergruppe (z. B. Kommissionierung)
- Tätigkeit (z. B. Mann-zu-Ware Kommissionierung)
- Bewegung (z. B. Gehen, Bücken, Hinlangen)
Einseitige und wechselnde Belastung kann zudem auf Ebene einzelner Muskeln und
Gelenke betrachtet werden. Diese wird als fünfte Ebene in die Betrachtung miteinbe-
zogen. In Tabelle 5-2 sind Beispiele und methodische Ansätze zur Untersuchung
einseitiger und wechselnder Belastung auf den verschiedenen Ebenen zusammen-
fassend dargestellt.
Tabelle 5-2: Aggregationsebene für Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten
Ebene Bezeichnung Beispiel Methodische Ansätze
1 Tätigkeitsgruppe Fahrtätigkeit Fahr- und Handhabungstätigkeit Handhabungstätigkeit
Jobrotation, Jobenlargement, Jobenrichment [Die-2009; Car-2010; Koc-2015]
2 Tätigkeitsuntergruppe Stapler Routenzug Kommissionierung Behälterhandhabung
3 Tätigkeit Gegengewichtsstapler Schubmaststapler Hochregalstapler GLT-Routenzug KLT-Routenzug MzW-Kommissionierung WzM-Kommissionierung Manuelles Umsetzen Manuelles Ziehen und Schieben
4 Bewegungen Gehen Stehen Bücken Hinlangen …
Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten
5 Muskeln und Gelenke Elektromyografie (EMG) Gelenkwinkelstellung und -geschwindigkeit Gelenkmoment …
Exposure Variance Ana-lysis [Mat-1991] Exposure Variance [Mat-2006; Bar-2014]
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
99
Auf Ebene der Arbeitsplätze und Tätigkeiten (Ebene 1 bis 3) werden Tätigkeiten, be-
lastete Körperregionen und Belastungsarten betrachtet. Zur Vermeidung einseitiger
Belastungen werden auf diesen Ebenen Jobrotation, Jobenlargement und Joben-
richment eingesetzt. Jobrotation bezeichnet den systematischen Wechsel zwischen
verschiedenen Arbeitsplätzen und kann eingesetzt werden, um einen Belastungs-
wechsel zu erreichen. Jobrotation ist in der industriellen Praxis weit verbreitet und
methodisch in der wissenschaftlichen Literatur aufgearbeitet (u. a. [Die-2009; Car-
2010]. Von Koch et al. [Koc-2015] wurde eine Planungsmethode zur belastungsopti-
mierten Erstellung von Rotationsplänen in der Logistik entwickelt. Jobenlargement
bezeichnet die Kombination verschiedener Tätigkeiten der gleichen Qualifikationsstu-
fe an einem Arbeitsplatz. Ein Beispiel ist die in Kapitel 5.2.1 vorgestellte Erweiterung
einer Kommissionierung um Vormontageumfänge. Der Mitarbeiter erhält hierdurch
einen körperlich abwechslungsreicheren und insgesamt vielseitigeren Arbeitsplatz.
Die Kombination verschiedener Tätigkeiten unterschiedlicher Qualifikationsstufen
wird als Jobenrichment bezeichnet. Ein Beispiel ist die Erweiterung operativer Lo-
gistiktätigkeiten um administrative Aufgaben. Auf Ebene eins bis drei kann Abwechs-
lung demzufolge durch eine Kombination verschiedener Tätigkeiten erreicht werden,
welche unterschiedliche Körperregionen belasten.
Auf der vierten Ebene werden Bewegungen an einzelnen Arbeitsplätzen betrachtet.
Dies ist die Anwendungsebene von Konzeptelement 2. Hierbei wird die Abwechslung
hinsichtlich der eingenommenen Haltungen an einem einzelnen Arbeitsplatz betrach-
tet. Beispiele sind Körperdrehung, Bücken und Stecken oder Sitzen, Stehen und Ge-
hen.
Auf der fünften Ebene werden einzelne Muskeln und Gelenke betrachtet. Auf dieser
Ebene können für einzelne Muskeln oder Gelenke einseitige Belastungssituationen
festgestellt werden. Die in Kapitel 2.5.3 vorgestellten Ansätze von Mathiassen und
Winkel [Mat-1991], Mathiassen [Mat-2006] und Barbieri et al. [Bar-2014] bewegen
sich auf dieser Ebene. Die Ganzkörperhaltung wird auf dieser Ebene allerdings nicht
berücksichtigt. Für Konzeptelement 2 ist diese Anwendungsebene daher nicht ge-
eignet.
5.1.3 Modellaufbau
Im Folgenden erfolgt der Modellaufbau von Konzeptelement 2 des erweiterten Sys-
tems vorbestimmter Zeiten. Analog zu Konzeptelement 1 umfasst dies die Auswahl
eines geeigneten Zeit- und Belastungsmodells und den anschließenden Aufbau ei-
nes integrierten Gesamtmodells.
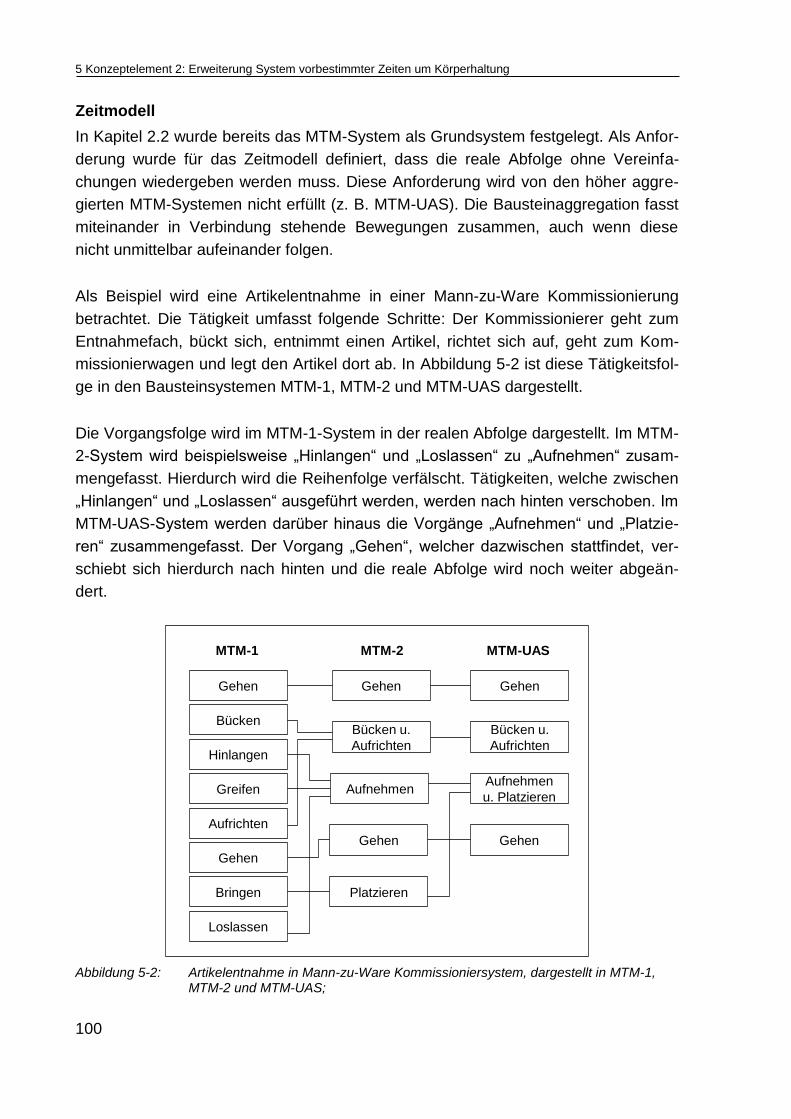
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
100
Zeitmodell
In Kapitel 2.2 wurde bereits das MTM-System als Grundsystem festgelegt. Als Anfor-
derung wurde für das Zeitmodell definiert, dass die reale Abfolge ohne Vereinfa-
chungen wiedergeben werden muss. Diese Anforderung wird von den höher aggre-
gierten MTM-Systemen nicht erfüllt (z. B. MTM-UAS). Die Bausteinaggregation fasst
miteinander in Verbindung stehende Bewegungen zusammen, auch wenn diese
nicht unmittelbar aufeinander folgen.
Als Beispiel wird eine Artikelentnahme in einer Mann-zu-Ware Kommissionierung
betrachtet. Die Tätigkeit umfasst folgende Schritte: Der Kommissionierer geht zum
Entnahmefach, bückt sich, entnimmt einen Artikel, richtet sich auf, geht zum Kom-
missionierwagen und legt den Artikel dort ab. In Abbildung 5-2 ist diese Tätigkeitsfol-
ge in den Bausteinsystemen MTM-1, MTM-2 und MTM-UAS dargestellt.
Die Vorgangsfolge wird im MTM-1-System in der realen Abfolge dargestellt. Im MTM-
2-System wird beispielsweise „Hinlangen“ und „Loslassen“ zu „Aufnehmen“ zusam-
mengefasst. Hierdurch wird die Reihenfolge verfälscht. Tätigkeiten, welche zwischen
„Hinlangen“ und „Loslassen“ ausgeführt werden, werden nach hinten verschoben. Im
MTM-UAS-System werden darüber hinaus die Vorgänge „Aufnehmen“ und „Platzie-
ren“ zusammengefasst. Der Vorgang „Gehen“, welcher dazwischen stattfindet, ver-
schiebt sich hierdurch nach hinten und die reale Abfolge wird noch weiter abgeän-
dert.
Abbildung 5-2: Artikelentnahme in Mann-zu-Ware Kommissioniersystem, dargestellt in MTM-1, MTM-2 und MTM-UAS;
Hinlangen
Greifen
Bringen
Loslassen
Platzieren
Gehen
Bücken
Aufrichten
Gehen
Bücken u.
Aufrichten
Aufnehmen
Gehen
Bücken u.
Aufrichten
Aufnehmen
u. Platzieren
MTM-1 MTM-2 MTM-UAS
Gehen
Gehen Gehen
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
101
Die Systeme MTM-SAM sowie MTM-SVL sind nach der gleichen Logik aufgebaut
und weichen ebenfalls von der realen Abfolge ab. Aus diesem Grund wird das MTM-
1-System für Konzeptelement 2 verwendet.
Auswahl Belastungsmodell
Im Folgenden erfolgt die Auswahl und Beschreibung des Belastungsmodells. Für das
Belastungsmodell wurden zwei Anforderungen definiert. Erstens muss das Belas-
tungsmodell die Ganzkörperhaltung im zeitlichen Verlauf erfassen. Zweitens muss
der Detaillierungsgrad zur Beschreibung von manuellen Tätigkeiten in der Produkti-
onslogistik geeignet sein. Hierfür muss das Belastungsmodell Unterschiede in der
Ganzkörperhaltung wie Gehen und Stehen, Bücken und Strecken oder Drehen nach
links und rechts auflösen können. Eine detaillierte Erfassung der Finger und Hände
ist dagegen nicht erforderlich.
In Kapitel 3.1.3 wurden Verfahren zur Bewertung der körperlichen Belastung vorge-
stellt. Aus Tabelle 3-4 geht hervor, dass folgende Verfahren erzwungene Körperhal-
tungen berücksichtigen:
- RULA
- OWAS
- EAWS
Das RULA-Verfahren betrachtet die Körperregionen Hand-Arm, Oberkörper, Hals
und Beine. Das Verfahren eignet sich speziell für die Analyse von Montagetätigkei-
ten. Schwerpunkt des Verfahrens ist der Hand-Arm-Bereich. Daher ist es als Belas-
tungsmodell für Konzeptelement 2 nicht geeignet.
Die OWAS-Methode berücksichtigt die Haltung des Rückens, der Arme, der Beine
und den erforderliche Kraftaufwand. Für jede Kategorie gibt es eine Auswahl mögli-
cher Haltungen, welche mit einer Ziffer codiert werden. Auf diese Weise kann das
Verfahren sehr gut eingesetzt werden, um die Körperhaltung über die Zeit zu erfas-
sen. Das Verfahren wurde im Umfeld der Stahlindustrie entwickelt. Das Belastungs-
profil ist gekennzeichnet durch Lasthandhabung in Verbindung mit ungünstigen Kör-
perhaltungen. Dieses Belastungsprofil tritt auch bei manuellen Tätigkeiten in der
Produktionslogistik auf. Die OWAS-Methode ist daher gut zur Belastungsbewertung
in der Anwendungsdomäne geeignet.
Das EAWS-Verfahren wurde im Umfeld der Automobilindustrie zur Analyse von Mon-
tagetätigkeiten entwickelt. Es umfasst die Belastungsarten erzwungene Körperhal-
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
102
tungen, Aktionskräfte, manuelle Lasthandhabung und Belastung der oberen Extremi-
täten aufgrund repetitiver Tätigkeiten. Von diesen Belastungsarten sind für Konzep-
telement 2 nur erzwungene Körperhaltungen und Lasthandhabung relevant. Eine
Erfassung der Ganzkörperhaltung über die Zeit ermöglicht das Verfahren nicht.
Aus diesen Gründen wird für Konzeptelement 2 das OWAS-Verfahren als am geeig-
netsten identifiziert. Das Verfahren wird nachfolgend detailliert vorgestellt.
Vorstellung der OWAS-Methode
Die OWAS-Methode wurde bei dem finnischen Stahlhersteller OVAKO entwickelt und
von Karhu et al. veröffentlicht [Kar-1977]. Die Methode systematisiert und bewertet
Körperhaltungen in Verbindung mit Lasthandhabungen, wobei die Abkürzung für
OVAKO Working Posture Analysing System steht. Ziel der Methode ist die Gestal-
tung gesunder, sicherer und produktiver Arbeitsplätze [Kar-1981]. Zur Sicherstellung
der betrieblichen Anwendbarkeit standen bei der Entwicklung folgende Prämissen im
Vordergrund [Kar-1977]:
- Einfachheit: Die Methode muss von Mitarbeitern ohne Expertenkenntnissen im
Bereich Ergonomie angewendet werden können.
- Eindeutigkeit: Zur Sicherstellung eindeutiger Ergebnisse wird eine starke Ver-
einfachung akzeptiert.
Die OWAS-Methode wurde von Karhu et al. in zwei Fachaufsätzen veröffentlicht
[Kar-1977; Kar-1981]. Seither wurde die Methode von verschiedenen Autoren wei-
terentwickelt und angepasst. Die im Folgenden verwendete Version ist unter ande-
rem von Gudehus26 beschreiben worden [Gud-2009, S.25-35]. Seine Ausführungen
stellen die Grundlage für die folgende Beschreibung der OWAS-Methode dar.
Die Methode besteht aus zwei Teilen. Der erste Teil umfasst die Erfassung und
Klassifizierung von Körperhaltungen. Er kann nach kurzer Anlernzeit von Produkti-
onsingenieuren eingesetzt werden und liefert reproduzierbare Ergebnisse. Zur Erar-
beitung wurden ca. 700 Arbeitshaltungen fotografiert und systematisiert [Sto-1985].
Der zweite Teil umfasst Handlungsempfehlungen zur Arbeitsplatzgestaltung. Hierzu
wurden mit erfahrenen Arbeitern und Ergonomieexperten Bewertungskriterien aus-
gearbeitet [Kar-1977].
26
Primärquelle: Louhevaara V & Suurnäkki T. OWAS : a method for the evaluation of postural load during work. Training publication no 11 Helsinki Institute of Occupational Health and Centre for Occupational Safety 1992.
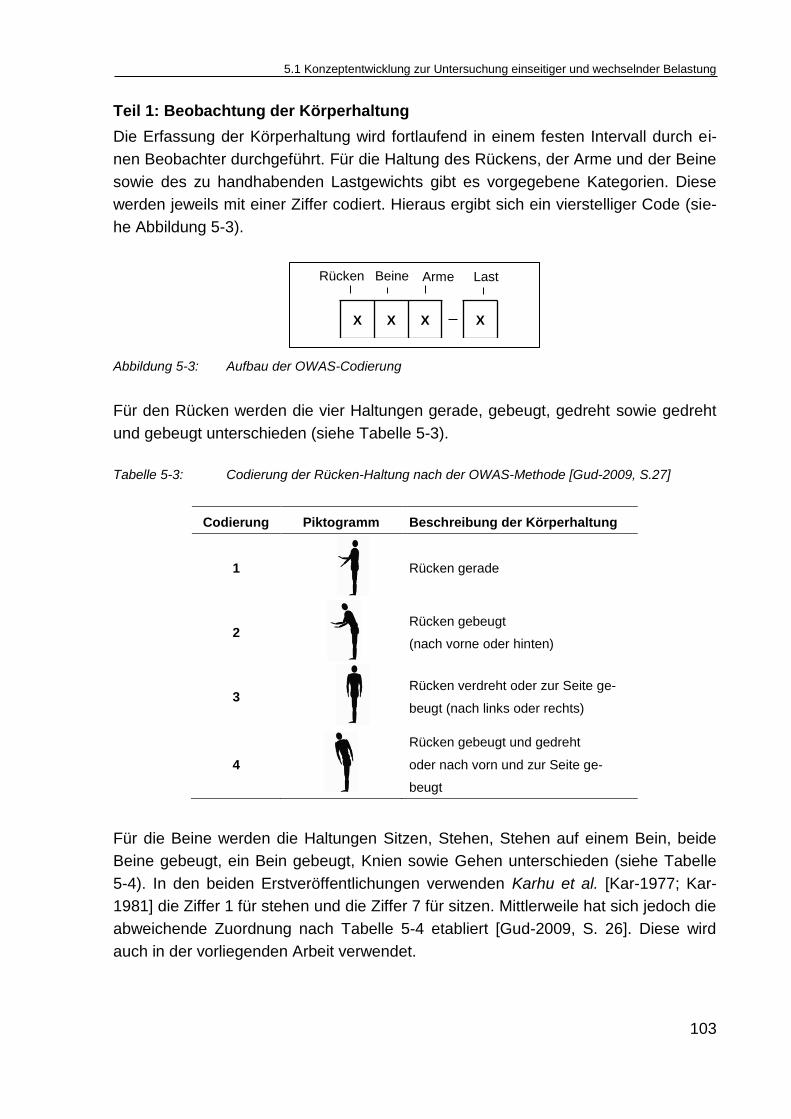
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
103
Teil 1: Beobachtung der Körperhaltung
Die Erfassung der Körperhaltung wird fortlaufend in einem festen Intervall durch ei-
nen Beobachter durchgeführt. Für die Haltung des Rückens, der Arme und der Beine
sowie des zu handhabenden Lastgewichts gibt es vorgegebene Kategorien. Diese
werden jeweils mit einer Ziffer codiert. Hieraus ergibt sich ein vierstelliger Code (sie-
he Abbildung 5-3).
Abbildung 5-3: Aufbau der OWAS-Codierung
Für den Rücken werden die vier Haltungen gerade, gebeugt, gedreht sowie gedreht
und gebeugt unterschieden (siehe Tabelle 5-3).
Tabelle 5-3: Codierung der Rücken-Haltung nach der OWAS-Methode [Gud-2009, S.27]
Codierung Piktogramm Beschreibung der Körperhaltung
1
Rücken gerade
2
Rücken gebeugt
(nach vorne oder hinten)
3
Rücken verdreht oder zur Seite ge-
beugt (nach links oder rechts)
4
Rücken gebeugt und gedreht
oder nach vorn und zur Seite ge-
beugt
Für die Beine werden die Haltungen Sitzen, Stehen, Stehen auf einem Bein, beide
Beine gebeugt, ein Bein gebeugt, Knien sowie Gehen unterschieden (siehe Tabelle
5-4). In den beiden Erstveröffentlichungen verwenden Karhu et al. [Kar-1977; Kar-
1981] die Ziffer 1 für stehen und die Ziffer 7 für sitzen. Mittlerweile hat sich jedoch die
abweichende Zuordnung nach Tabelle 5-4 etabliert [Gud-2009, S. 26]. Diese wird
auch in der vorliegenden Arbeit verwendet.
X X X
Rücken Beine Arme Last
X
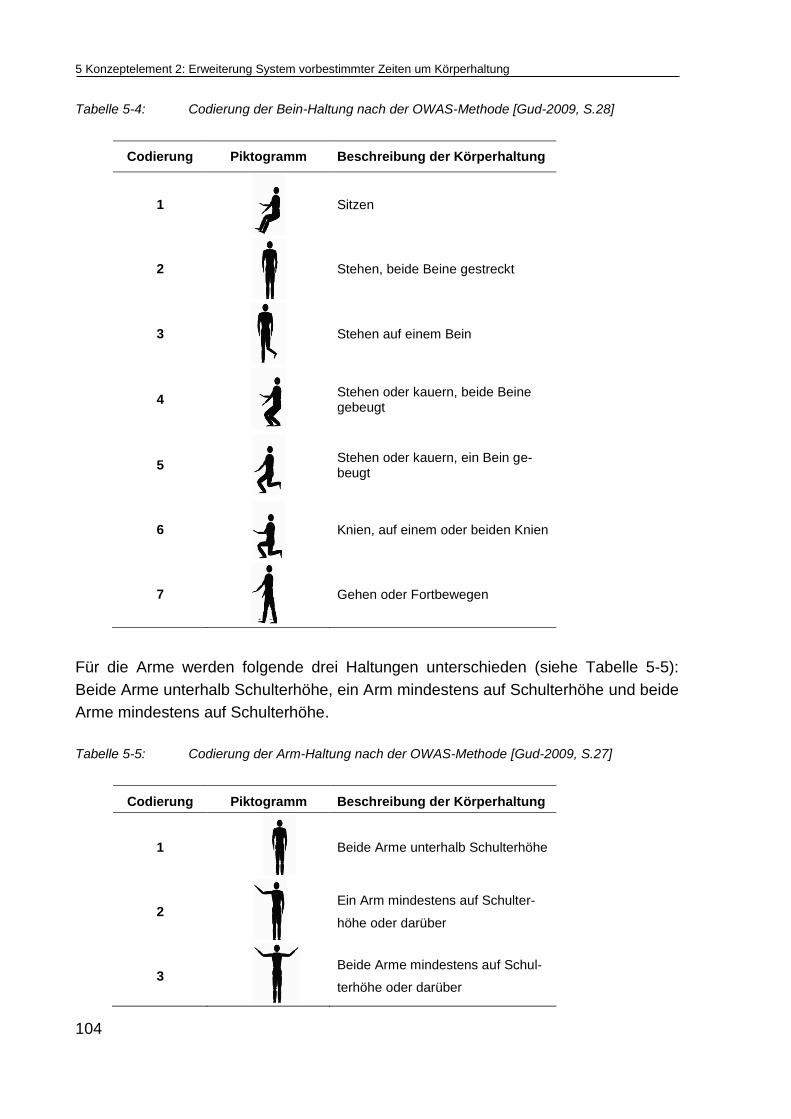
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
104
Tabelle 5-4: Codierung der Bein-Haltung nach der OWAS-Methode [Gud-2009, S.28]
Codierung Piktogramm Beschreibung der Körperhaltung
1
Sitzen
2
Stehen, beide Beine gestreckt
3
Stehen auf einem Bein
4
Stehen oder kauern, beide Beine gebeugt
5
Stehen oder kauern, ein Bein ge-beugt
6
Knien, auf einem oder beiden Knien
7
Gehen oder Fortbewegen
Für die Arme werden folgende drei Haltungen unterschieden (siehe Tabelle 5-5):
Beide Arme unterhalb Schulterhöhe, ein Arm mindestens auf Schulterhöhe und beide
Arme mindestens auf Schulterhöhe.
Tabelle 5-5: Codierung der Arm-Haltung nach der OWAS-Methode [Gud-2009, S.27]
Codierung Piktogramm Beschreibung der Körperhaltung
1
Beide Arme unterhalb Schulterhöhe
2
Ein Arm mindestens auf Schulter-
höhe oder darüber
3
Beide Arme mindestens auf Schul-
terhöhe oder darüber
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
105
Die hier gezeigten Codierungen ergeben 84 (4*7*3) Haltungskombinationen, die so-
genannten Grundhaltungen. Spätere Erweiterungen der OWAS-Methode umfassen
zusätzlich die Kopfhaltung [Sto-1985].
Tabelle 5-6 zeigt die Codierung für das zu handhabende Lastgewicht. In der OWAS-
Methode wird als Einheit Kilogramm verwendet, wobei eigentlich die wirkende Ge-
wichtskraft gemeint ist. Da dies insbesondere beim Ziehen und Schieben von Lasten
relevant ist, wurde Tabelle 5-6 zusätzlich um den entsprechenden Wert in Newton
ergänzt.
Tabelle 5-6: Codierung der Lasten nach der OWAS-Methode [Gud-2009, S. 29]
Codierung Last bzw. Gewicht
1 Weniger als 10 kg (entspricht ca. 100 N)
2 Zwischen 10 und 20 kg (ca. 100–200 N)
3 Mehr als 20 kg (ca. 200 N)
Die Durchführung der OWAS-Analyse erfolgt durch einen Beobachter. Sie kann
grundsätzlich vor Ort durchgeführt werden und auf Papier festgehalten werden. In
der Praxis ist allerdings die Verwendung von Videoaufnahmen empfehlenswert [Gud-
2009, S.26]. Die Haltung wird fortlaufend in festen Intervallen erfasst. Es wird eine
Intervalllänge von 30 bis 60 Sekunden vorgeschlagen. Aufgrund der diskontinuierli-
chen Erfassung ergibt sich ein Fehler. Dieser wird umso kleiner, je kürzer die Inter-
valle sind und je länger der Beobachtungszeitraum ist. Bei der Wahl der Intervalllän-
ge muss der spezifische Anwendungsfall betrachtet werden. Zur Analyse kurzzykli-
scher Bewegungen muss das Intervall so klein gewählt werden, dass keine Haltung
übersehen wird.
Neben dem Fehler aufgrund der Intervalllänge stellt die Reliabilität des Verfahrens
ein wichtiges Gütekriterium dar. Karhu et al. betrachten in ihrer Arbeit die Reliabilität
des Verfahrens in Bezug auf unterschiedliche Beobachter, unterschiedliche Arbeiter
sowie unterschiedliche Schichten [Kar-1977]. Hierzu wurden 36240 Einzelhaltungen
von 52 Tätigkeiten analysiert. Tabelle 5-7 zeigt das Resultat. Festgestellt wurde eine
hohe Übereinstimmung von 93 Prozent zwischen zwei Beobachtern und 86 Prozent
zwischen Früh- und Spätschicht. Für verschiedene Arbeiter wurde mit 69 Prozent
eine niedrigere Übereinstimmung festgestellt. Hieraus lässt sich ableiten, dass sich
die Tätigkeitsausführungen und eingenommenen Haltungen zwischen verschiedenen
Mitarbeitern wesentlich unterscheiden können.
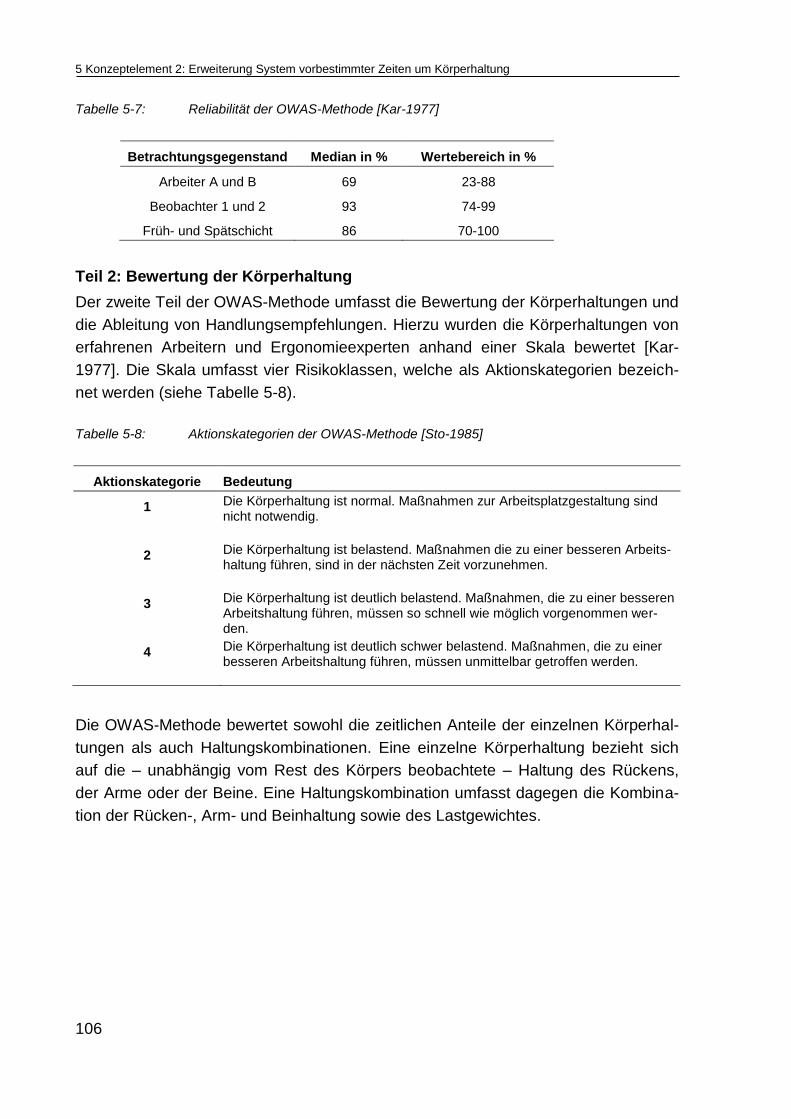
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
106
Tabelle 5-7: Reliabilität der OWAS-Methode [Kar-1977]
Betrachtungsgegenstand Median in % Wertebereich in %
Arbeiter A und B 69 23-88
Beobachter 1 und 2 93 74-99
Früh- und Spätschicht 86 70-100
Teil 2: Bewertung der Körperhaltung
Der zweite Teil der OWAS-Methode umfasst die Bewertung der Körperhaltungen und
die Ableitung von Handlungsempfehlungen. Hierzu wurden die Körperhaltungen von
erfahrenen Arbeitern und Ergonomieexperten anhand einer Skala bewertet [Kar-
1977]. Die Skala umfasst vier Risikoklassen, welche als Aktionskategorien bezeich-
net werden (siehe Tabelle 5-8).
Tabelle 5-8: Aktionskategorien der OWAS-Methode [Sto-1985]
Aktionskategorie Bedeutung
1 Die Körperhaltung ist normal. Maßnahmen zur Arbeitsplatzgestaltung sind nicht notwendig.
2 Die Körperhaltung ist belastend. Maßnahmen die zu einer besseren Arbeits-haltung führen, sind in der nächsten Zeit vorzunehmen.
3 Die Körperhaltung ist deutlich belastend. Maßnahmen, die zu einer besseren Arbeitshaltung führen, müssen so schnell wie möglich vorgenommen wer-den.
4 Die Körperhaltung ist deutlich schwer belastend. Maßnahmen, die zu einer besseren Arbeitshaltung führen, müssen unmittelbar getroffen werden.
Die OWAS-Methode bewertet sowohl die zeitlichen Anteile der einzelnen Körperhal-
tungen als auch Haltungskombinationen. Eine einzelne Körperhaltung bezieht sich
auf die – unabhängig vom Rest des Körpers beobachtete – Haltung des Rückens,
der Arme oder der Beine. Eine Haltungskombination umfasst dagegen die Kombina-
tion der Rücken-, Arm- und Beinhaltung sowie des Lastgewichtes.
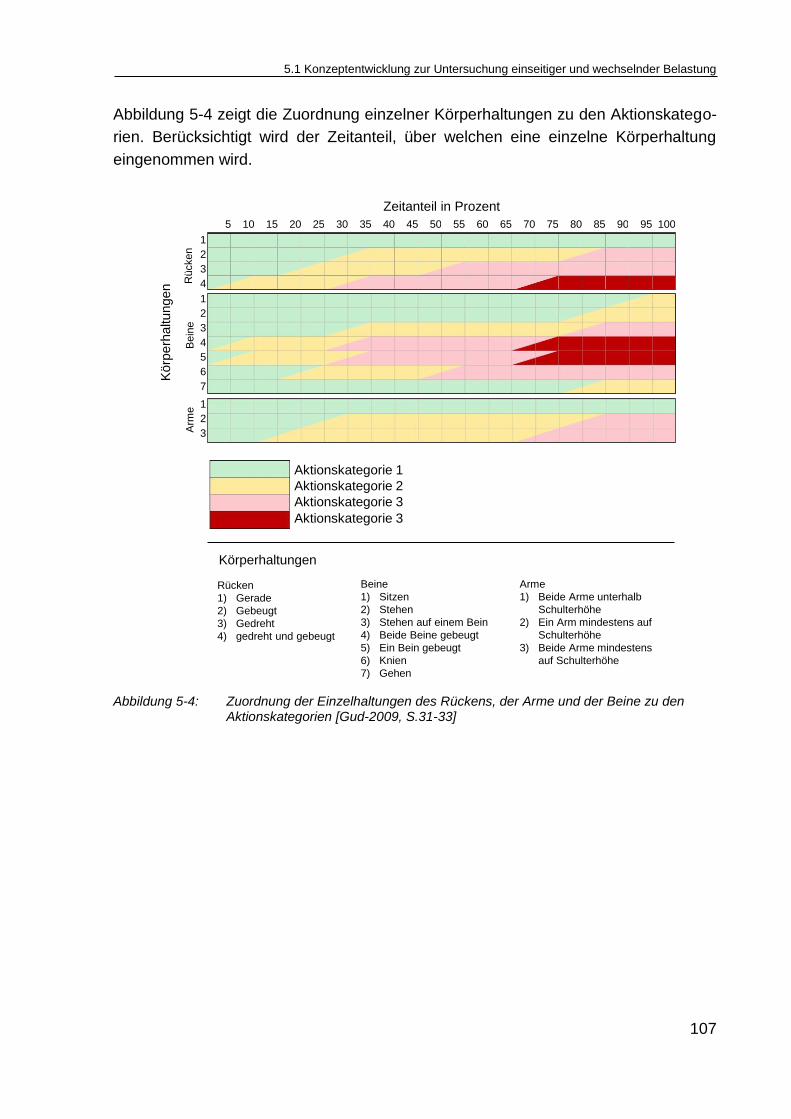
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
107
Abbildung 5-4 zeigt die Zuordnung einzelner Körperhaltungen zu den Aktionskatego-
rien. Berücksichtigt wird der Zeitanteil, über welchen eine einzelne Körperhaltung
eingenommen wird.
Abbildung 5-4: Zuordnung der Einzelhaltungen des Rückens, der Arme und der Beine zu den Aktionskategorien [Gud-2009, S.31-33]
Rücken
1
2
3
4
Zeitanteil in Prozent
5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100
Bein
e
1
2
3
4
5
6
7
Arm
e
1
2
3
Aktionskategorie 1
Aktionskategorie 2
Aktionskategorie 3
Aktionskategorie 3
Rücken
1) Gerade
2) Gebeugt
3) Gedreht
4) gedreht und gebeugt
Beine
1) Sitzen
2) Stehen
3) Stehen auf einem Bein
4) Beide Beine gebeugt
5) Ein Bein gebeugt
6) Knien
7) Gehen
Arme
1) Beide Arme unterhalb
Schulterhöhe
2) Ein Arm mindestens auf
Schulterhöhe
3) Beide Arme mindestens
auf Schulterhöhe
Kö
rpe
rhaltu
ng
en
Körperhaltungen
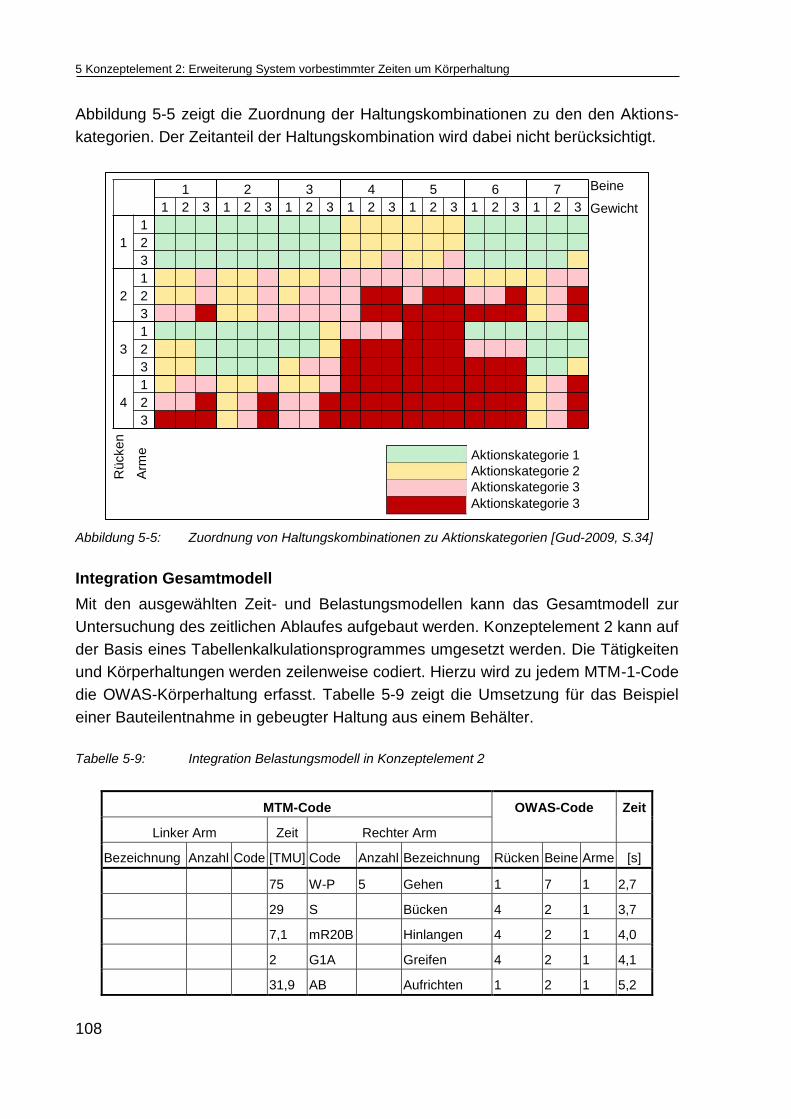
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
108
Abbildung 5-5 zeigt die Zuordnung der Haltungskombinationen zu den den Aktions-
kategorien. Der Zeitanteil der Haltungskombination wird dabei nicht berücksichtigt.
Abbildung 5-5: Zuordnung von Haltungskombinationen zu Aktionskategorien [Gud-2009, S.34]
Integration Gesamtmodell
Mit den ausgewählten Zeit- und Belastungsmodellen kann das Gesamtmodell zur
Untersuchung des zeitlichen Ablaufes aufgebaut werden. Konzeptelement 2 kann auf
der Basis eines Tabellenkalkulationsprogrammes umgesetzt werden. Die Tätigkeiten
und Körperhaltungen werden zeilenweise codiert. Hierzu wird zu jedem MTM-1-Code
die OWAS-Körperhaltung erfasst. Tabelle 5-9 zeigt die Umsetzung für das Beispiel
einer Bauteilentnahme in gebeugter Haltung aus einem Behälter.
Tabelle 5-9: Integration Belastungsmodell in Konzeptelement 2
MTM-Code OWAS-Code Zeit
Linker Arm Zeit Rechter Arm
Bezeichnung Anzahl Code [TMU] Code Anzahl Bezeichnung Rücken Beine Arme [s]
75 W-P 5 Gehen 1 7 1 2,7
29 S Bücken 4 2 1 3,7
7,1 mR20B Hinlangen 4 2 1 4,0
2 G1A Greifen 4 2 1 4,1
31,9 AB Aufrichten 1 2 1 5,2
1 2 3 4 5 6 7
1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3 1 2 3
1
1
2
3
2
1
2
3
3
1
2
3
4
1
2
3
Beine
Gewicht
Rücken
Arm
e Aktionskategorie 1
Aktionskategorie 2
Aktionskategorie 3
Aktionskategorie 3
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
109
Grundsätzlich sind folgende Einsatzszenarien vorgesehen: Für in Planung befindli-
che Arbeitsplätze erfolgt zunächst die Definition der Tätigkeitsfolge mithilfe des MTM-
1-Systems. Hieraus können die Zeiten abgeleitet und eine angenommene Körperhal-
tung codiert werden. Für bestehende Arbeitsplätze ist es zweckmäßig, den Ablauf
zunächst auf Video aufzunehmen und im Folgenden die realen Zeiten und Körperhal-
tungen entsprechend des Videomaterials zu verwenden.
Das Lastgewicht wird in Konzeptelement 2 nicht betrachtet. Zum einen ist die Unter-
suchung des Lastgewichtes Teil von Konzeptelement 1. Zum anderen ist die Eintei-
lung in
- 0-10 Kilogramm,
- 10-20 Kilogramm,
- mehr als 20 Kilogramm
für die Anwendungsdomäne nicht geeignet. Eine geeignete Einteilung müsste im Be-
reich 0 bis 20 Kilogramm deutlicher stärker differenzieren.
Für die Codierung der Körperhaltung werden Einstufungskriterien benötigt. Hinweise
hierzu finden sich in der Literatur u. a. in [Gud-2009, S.47-52] und [Ell-1998, S. 47].
Die in der vorliegenden Arbeit verwendeten Kriterien wurden im Rahmen einer durch
den Autor betreuten Studienarbeit ausgearbeitet und sind in Tabelle 5-10 zusam-
mengefasst [fml-2014a].

5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
110
Tabelle 5-10: Einstufungskriterien für OWAS-Codierung [fml-2014a]
Körper-
region
Code Bezeichnung Kriterium/Grenzwert
Rücken 1 Gerade Es liegt keine Drehung oder Beugung vor.
2 Gebeugt Rücken nach vorne oder hinten gebeugt, mindestens 20°.
3 Gedreht oder zur Seite
gebeugt
Rücken verdreht oder zur Seite gebeugt, mindestens 15°.
4 Gebeugt und gedreht Kombination aus 3 + 4.
Beine 1 Sitzen Person sitzt auf einem Stuhl o.ä.
2 Stehen Stehen mit beiden Beinen durchgestreckt.
3 Stehen auf einem Bein Die Last wird eindeutig nur von einem Bein getragen, der
Fuß des lastfreien Beins darf den Boden berühren, aber
nicht vollständig aufgesetzt sein.
4 Stehen oder Kauern,
beide Knie gebeugt
Person geht in die Hocke, beide Knie gebeugt.
5 Stehen oder Kauern,
ein Knie gebeugt
Person geht in die Hocke, ein Knie gebeugt.
6 Knien Ein oder beide Knie berühren den Boden.
7 Gehen Mindestens drei Schritte mit dem klaren Zweck, den
Standpunkt wesentlich zu verändern.
Arme 1 Beide Arme unter Schul-
terhöhe
Beide Arme befinden sich komplett unterhalb der Schul-
terhöhe.
2 Ein Arm mindestens auf
Schulterhöhe
Ein beliebiger Teil eines Armes befindet sich mindestens
auf Schulterhöhe oder darüber.
3 Beide Arme mindestens
auf Schulterhöhe
Wie 2, nur für beide Arme.
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
111
5.1.4 Qualitative Merkmale zur Identifikation einseitiger Belastungssituationen
Das folgende Teilkapitel enthält grundsätzliche Überlegungen zu einseitiger und
wechselnder Belastung und hieraus abgeleitete qualitative Merkmale, anhand derer
einseitige Belastungssituationen identifiziert werden können.
Charakterisierung einseitiger und wechselnder Belastung
Abwechslung wird von Mathiassen [Mat-2006] als Veränderung in der Beanspru-
chung über die Zeit („change in exposure over time“) definiert. Belastung wurde in
Kapitel 2.3.1 definiert als die aus Arbeitsaufgabe und Umgebung auf den Mensch
einwirkenden Einflüsse. Die Belastung kann durch die Belastungsart und die Belas-
tungsdauer charakterisiert werden. In Konzeptelement 2 wird als Belastungsart die
Körperhaltung betrachtet. Hinsichtlich der Körperhaltung charakterisieren folgende
Merkmale eine abwechslungsreiche Tätigkeit:
- Die Tätigkeit umfasst verschiedene Haltungen.
- Zwischen den Haltungen wird häufig gewechselt, so dass keine statische Hal-
tearbeit auftritt.
- Keine kurzzyklische Repetition von Bewegungsabläufen.
- Lager Wiederholzyklus (möglichst lange Zeitdauer bis Tätigkeit wiederholt
wird).
Auf Basis dieser Charakterisierung werden im Folgenden qualitative Merkmale zur
Identifikation einseitiger Belastungssituationen vorgestellt.
Zykluszeit
Nach Silvenstein stellt die Dauer eines Arbeitszyklus einen wesentlichen Risikofaktor
für das Auftreten arbeitsbezogener Muskel-Skelett-Erkrankungen der oberen Extre-
mitäten dar [Sil-1986]. Als hochrepetitiv werden hierbei Tätigkeiten definiert, deren
Zykluszeit kürzer als 30 Sekunden ist oder wenn in einem Arbeitszyklus mit längerer
Dauer mindestens die Hälfte der Zeit der gleiche grundlegende Bewegungsablauf
ausgeführt wird.
Zeitanteile der Körperhaltungen
Zur Analyse der Körperhaltung hinsichtlich Einseitigkeit und Abwechslung können die
Zeitanteile der eingenommen Körperhaltungen aufschlussreich sein. Dabei sind ins-
besondere folgende drei Merkmale relevant:
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
112
Das erste Merkmal sind hohe Zeitanteile in ungünstigen Körperhaltungen. Hierzu
werden die Körperhaltungen entsprechend der OWAS-Methode bewertet. Dabei
werden Körperhaltungen in Abhängigkeit des Zeitanteils einer Aktionskategorie zu-
geordnet27. Einseitige Belastung zeigt sich in hohen Zeitanteilen in ungünstigen Kör-
perhaltungen.
Das zweite Merkmal stellt die Ganzkörperhaltung dar, also die Zeitanteile in den
Körperhaltungen Sitzen, Stehen und Gehen. In der OWAS-Codierung wird die
Ganzkörperhaltung anhand der Körperregion Beine interpretiert. Am besten sind Tä-
tigkeiten, die abwechselnd im Stehen und Sitzen verrichtet werden [Sch-2005b, S.4].
Die Allgemeine Ortskrankenkasse (AOK) schlägt ein Verhältnis von 50% Sitzen, 25%
Gehen und 25% Stehen vor [AOK-2011]. Der Länderausschuss für Arbeitsschutz
und Sicherheitstechnik und die schweizerische Unfallversicherung SUVA empfehlen
ein Verhältnis von 60% Sitzen, 30% Stehen und 10% Gehen [Sch-2005b, S.4; Ber-
2009, S.18]. Andauernde Steharbeit ohne Entlastungsmöglichkeit ist ergonomisch
ungünstig und sollte vermieden werden [Ber-2009, S.8]. In Abhängigkeit der Dauer
pro Arbeitstag unterscheidet der Länderausschuss für Arbeitsschutz und Sicherheits-
technik vier Risikobereiche [Ber-2009, S.14]:
< 2,5 Stunden: Geringe Stehbelastung. Keine Überlastung erwartbar.
2,5 – 4 Stunden: Erhöhte Stehbelastung. Für vermindert belastbare Perso-
nen Überlastung möglich.
4 – 5,5 Stunden: Wesentlich erhöhte Stehbelastung. Für normal belastbare
Personen sind gesundheitliche Auswirkungen möglich.
> 5,5 Stunden: Hohe Stehbelastung. Für normal belastbare Personen
sind gesundheitliche Auswirkungen wahrscheinlich.
Wie am Beispiel unterschiedlicher Layoutvarianten in der Mann-zu-Ware Kommissio-
nierung gezeigt wurde, können einseitige Belastungen durch ein einseitiges Arbeiten
in eine Richtung entstehen. Das dritte Merkmal ist daher das Vorliegen einer domi-
nanten Arbeitsrichtung. Die OWAS-Methode unterscheidet nicht zwischen einer
Drehung nach links und rechts. Daher muss dieses Merkmal qualitativ anhand des
Layouts oder einer Prozessbeobachtung beurteilt werden.
27
Siehe Abbildung 5-4, S.77.
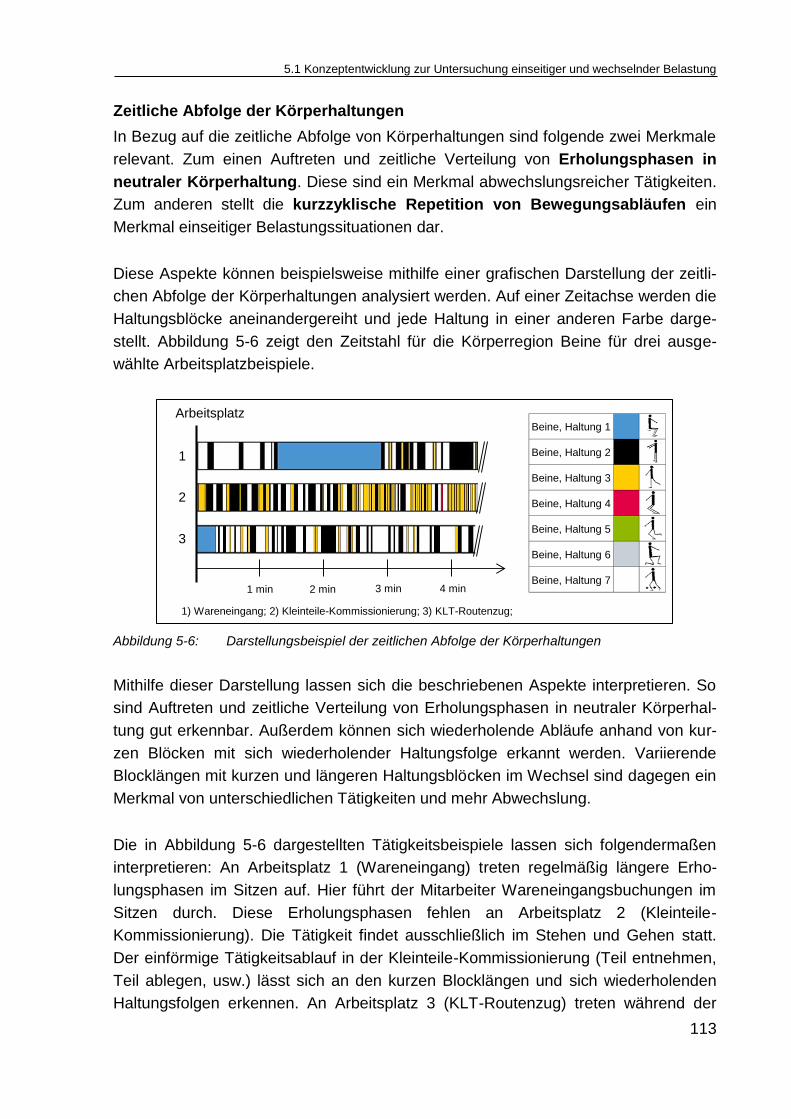
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
113
Zeitliche Abfolge der Körperhaltungen
In Bezug auf die zeitliche Abfolge von Körperhaltungen sind folgende zwei Merkmale
relevant. Zum einen Auftreten und zeitliche Verteilung von Erholungsphasen in
neutraler Körperhaltung. Diese sind ein Merkmal abwechslungsreicher Tätigkeiten.
Zum anderen stellt die kurzzyklische Repetition von Bewegungsabläufen ein
Merkmal einseitiger Belastungssituationen dar.
Diese Aspekte können beispielsweise mithilfe einer grafischen Darstellung der zeitli-
chen Abfolge der Körperhaltungen analysiert werden. Auf einer Zeitachse werden die
Haltungsblöcke aneinandergereiht und jede Haltung in einer anderen Farbe darge-
stellt. Abbildung 5-6 zeigt den Zeitstahl für die Körperregion Beine für drei ausge-
wählte Arbeitsplatzbeispiele.
Abbildung 5-6: Darstellungsbeispiel der zeitlichen Abfolge der Körperhaltungen
Mithilfe dieser Darstellung lassen sich die beschriebenen Aspekte interpretieren. So
sind Auftreten und zeitliche Verteilung von Erholungsphasen in neutraler Körperhal-
tung gut erkennbar. Außerdem können sich wiederholende Abläufe anhand von kur-
zen Blöcken mit sich wiederholender Haltungsfolge erkannt werden. Variierende
Blocklängen mit kurzen und längeren Haltungsblöcken im Wechsel sind dagegen ein
Merkmal von unterschiedlichen Tätigkeiten und mehr Abwechslung.
Die in Abbildung 5-6 dargestellten Tätigkeitsbeispiele lassen sich folgendermaßen
interpretieren: An Arbeitsplatz 1 (Wareneingang) treten regelmäßig längere Erho-
lungsphasen im Sitzen auf. Hier führt der Mitarbeiter Wareneingangsbuchungen im
Sitzen durch. Diese Erholungsphasen fehlen an Arbeitsplatz 2 (Kleinteile-
Kommissionierung). Die Tätigkeit findet ausschließlich im Stehen und Gehen statt.
Der einförmige Tätigkeitsablauf in der Kleinteile-Kommissionierung (Teil entnehmen,
Teil ablegen, usw.) lässt sich an den kurzen Blocklängen und sich wiederholenden
Haltungsfolgen erkennen. An Arbeitsplatz 3 (KLT-Routenzug) treten während der
1 min 2 min 3 min 4 min
Arbeitsplatz
1
2
3
1) Wareneingang; 2) Kleinteile-Kommissionierung; 3) KLT-Routenzug;
Beine, Haltung 1
Beine, Haltung 2
Beine, Haltung 3
Beine, Haltung 4
Beine, Haltung 5
Beine, Haltung 6
Beine, Haltung 7
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
114
Fahrt ebenfalls längere Erholungsphasen im Sitzen auf. Die längeren Blöcke „Ge-
hen“ unterstützen die Abwechslung an diesem Arbeitsplatz zusätzlich. Im Zeitstrahl
ist dies an den unterschiedlichen Blocklängen erkennbar.
5.1.5 Quantitative Merkmale zur Identifikation einseitiger Belastungssituationen
Das folgende Teilkapitel beschreibt quantitative Kenngrößen zur Identifikation einsei-
tiger Belastungssituationen. Die Kenngrößen wurden gemeinsam mit dem Leiter des
Gesundheitsdienstes und arbeitsmedizinischen Experten der MAN Truck & Bus AG
entwickelt28.
Haltungsverteilungskoeffizient
Der Haltungsverteilungskoeffizient gibt an, inwiefern unterschiedliche Körperhaltun-
gen eingenommen werden. Damit stellt der Haltungsverteilungskoeffizient einen An-
satz zur quantitativen Beschreibung des qualitativen Merkmals „Zeitanteile der Kör-
perhaltungen“.
Grundlage des Haltungsverteilungskoeffizienten ist die Annahme, dass ein gewisses
Maß an Beanspruchung einen positiven Trainingseffekt auf das Muskel-Skelett-
System hat und somit zu einer dauerhaften Gesundhaltung beiträgt. In „Leitsätze
zum Thema Körperhaltung“ schreibt Sämann hierzu: „Es soll ein Haltungswechsel
möglich sein, damit die Belastung alternierend von verschiedenen Muskelgruppen
aufgenommen werden kann. Keine Haltung ist so vollkommen, dass sie über längere
Zeit eingenommen werden kann.“ [Säm-1970, S.120].
Hieraus wird für den Haltungsverteilungskoeffizienten abgeleitet, dass die Einnahme
verschiedener Körperhaltungen ergonomisch günstig ist. Für diesen Grundsatz fin-
den sich für Teilbereiche explizite Empfehlungen. Ein Beispiel sind die vorangehend
vorgestellten Empfehlungen zur zeitlichen Verteilung von Sitzen, Stehen und Gehen
(siehe Kapitel 5.1.4, S. 113).
28
Siehe Interview in Anhang C [Tav-2014].
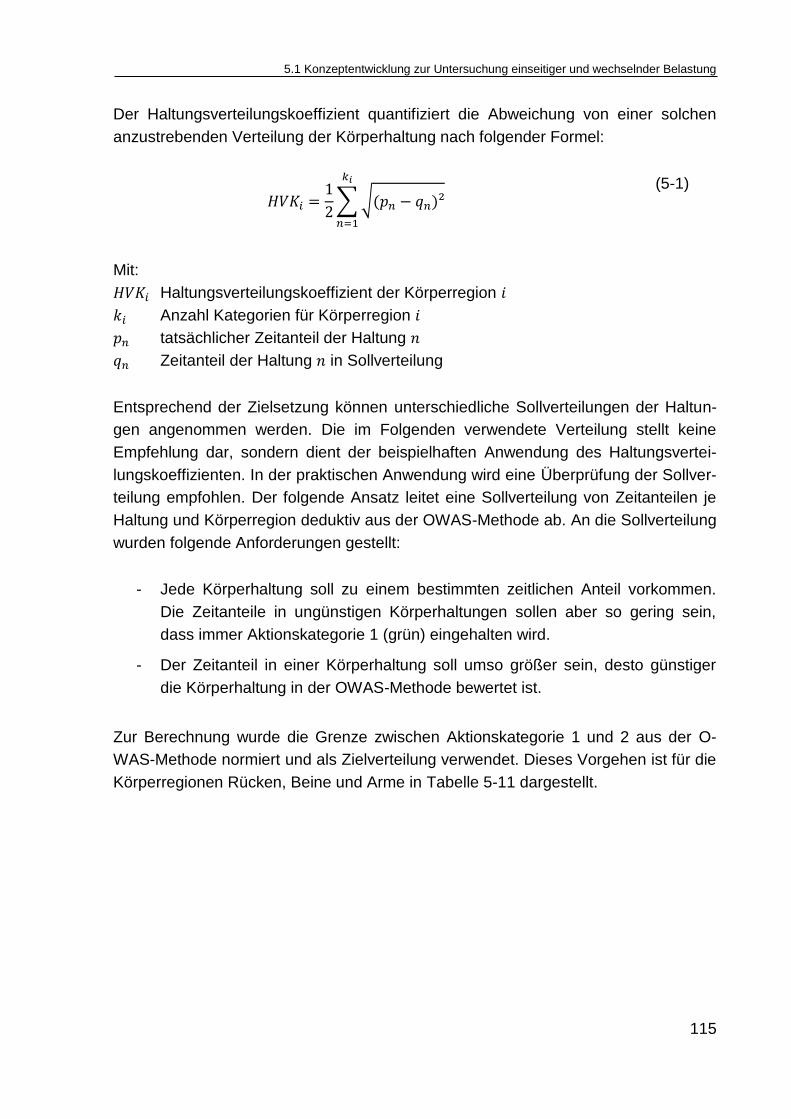
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
115
Der Haltungsverteilungskoeffizient quantifiziert die Abweichung von einer solchen
anzustrebenden Verteilung der Körperhaltung nach folgender Formel:
𝐻𝑉𝐾𝑖 =1
2∑ √(𝑝𝑛 − 𝑞𝑛)²
𝑘𝑖
𝑛=1
(5-1)
Mit:
𝐻𝑉𝐾𝑖 Haltungsverteilungskoeffizient der Körperregion 𝑖
𝑘𝑖 Anzahl Kategorien für Körperregion 𝑖
𝑝𝑛 tatsächlicher Zeitanteil der Haltung 𝑛
𝑞𝑛 Zeitanteil der Haltung 𝑛 in Sollverteilung
Entsprechend der Zielsetzung können unterschiedliche Sollverteilungen der Haltun-
gen angenommen werden. Die im Folgenden verwendete Verteilung stellt keine
Empfehlung dar, sondern dient der beispielhaften Anwendung des Haltungsvertei-
lungskoeffizienten. In der praktischen Anwendung wird eine Überprüfung der Sollver-
teilung empfohlen. Der folgende Ansatz leitet eine Sollverteilung von Zeitanteilen je
Haltung und Körperregion deduktiv aus der OWAS-Methode ab. An die Sollverteilung
wurden folgende Anforderungen gestellt:
- Jede Körperhaltung soll zu einem bestimmten zeitlichen Anteil vorkommen.
Die Zeitanteile in ungünstigen Körperhaltungen sollen aber so gering sein,
dass immer Aktionskategorie 1 (grün) eingehalten wird.
- Der Zeitanteil in einer Körperhaltung soll umso größer sein, desto günstiger
die Körperhaltung in der OWAS-Methode bewertet ist.
Zur Berechnung wurde die Grenze zwischen Aktionskategorie 1 und 2 aus der O-
WAS-Methode normiert und als Zielverteilung verwendet. Dieses Vorgehen ist für die
Körperregionen Rücken, Beine und Arme in Tabelle 5-11 dargestellt.
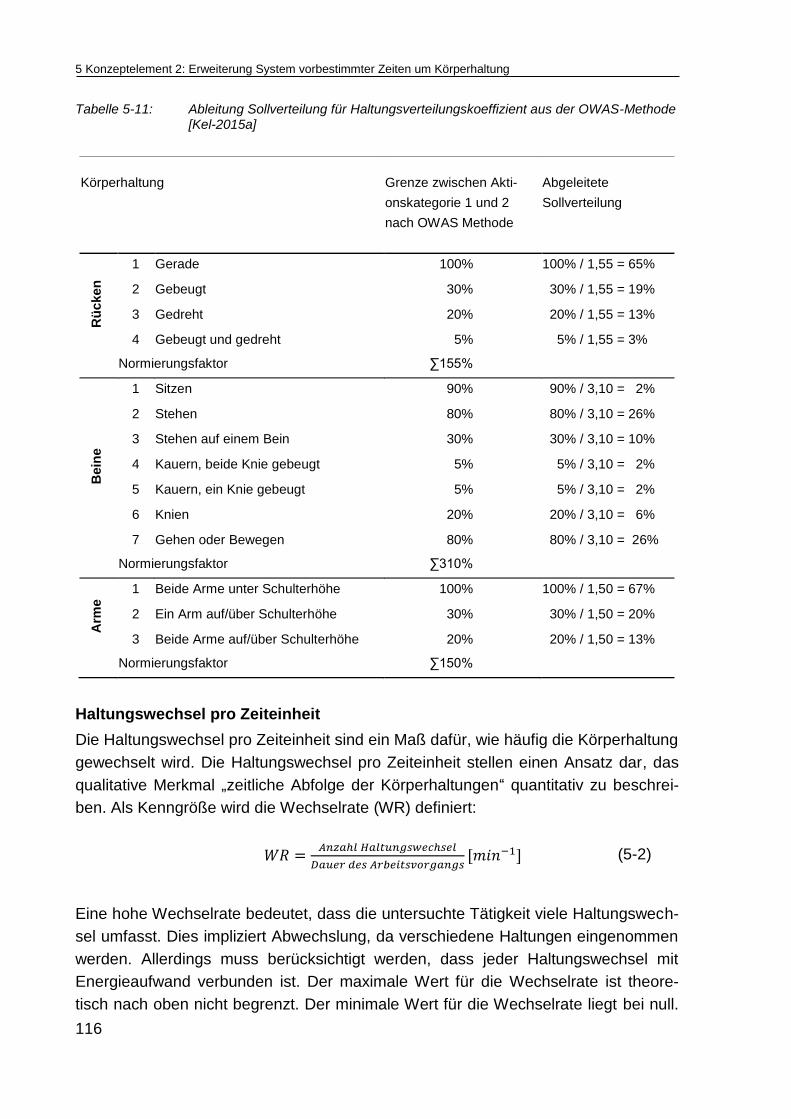
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
116
Tabelle 5-11: Ableitung Sollverteilung für Haltungsverteilungskoeffizient aus der OWAS-Methode [Kel-2015a]
Körperhaltung Grenze zwischen Akti-
onskategorie 1 und 2
nach OWAS Methode
Abgeleitete
Sollverteilung
Rü
cken
1 Gerade 100% 100% / 1,55 = 65%
2 Gebeugt 30% 30% / 1,55 = 19%
3 Gedreht 20% 20% / 1,55 = 13%
4 Gebeugt und gedreht 5% 5% / 1,55 = 3%
Normierungsfaktor ∑155%
Bein
e
1 Sitzen 90% 90% / 3,10 = 2%
2 Stehen 80% 80% / 3,10 = 26%
3 Stehen auf einem Bein 30% 30% / 3,10 = 10%
4 Kauern, beide Knie gebeugt 5% 5% / 3,10 = 2%
5 Kauern, ein Knie gebeugt 5% 5% / 3,10 = 2%
6 Knien 20% 20% / 3,10 = 6%
7 Gehen oder Bewegen 80% 80% / 3,10 = 26%
Normierungsfaktor ∑310%
Arm
e 1 Beide Arme unter Schulterhöhe 100% 100% / 1,50 = 67%
2 Ein Arm auf/über Schulterhöhe 30% 30% / 1,50 = 20%
3 Beide Arme auf/über Schulterhöhe 20% 20% / 1,50 = 13%
Normierungsfaktor ∑150%
Haltungswechsel pro Zeiteinheit
Die Haltungswechsel pro Zeiteinheit sind ein Maß dafür, wie häufig die Körperhaltung
gewechselt wird. Die Haltungswechsel pro Zeiteinheit stellen einen Ansatz dar, das
qualitative Merkmal „zeitliche Abfolge der Körperhaltungen“ quantitativ zu beschrei-
ben. Als Kenngröße wird die Wechselrate (WR) definiert:
𝑊𝑅 =𝐴𝑛𝑧𝑎ℎ𝑙 𝐻𝑎𝑙𝑡𝑢𝑛𝑔𝑠𝑤𝑒𝑐ℎ𝑠𝑒𝑙
𝐷𝑎𝑢𝑒𝑟 𝑑𝑒𝑠 𝐴𝑟𝑏𝑒𝑖𝑡𝑠𝑣𝑜𝑟𝑔𝑎𝑛𝑔𝑠[𝑚𝑖𝑛−1] (5-2)
Eine hohe Wechselrate bedeutet, dass die untersuchte Tätigkeit viele Haltungswech-
sel umfasst. Dies impliziert Abwechslung, da verschiedene Haltungen eingenommen
werden. Allerdings muss berücksichtigt werden, dass jeder Haltungswechsel mit
Energieaufwand verbunden ist. Der maximale Wert für die Wechselrate ist theore-
tisch nach oben nicht begrenzt. Der minimale Wert für die Wechselrate liegt bei null.
5.1 Konzeptentwicklung zur Untersuchung einseitiger und wechselnder Belastung
117
Dies würde bedeuten, dass für die betrachtete Körperregion kein Haltungswechsel
stattfindet.
Sowohl eine sehr niedrige als auch eine sehr hohe Wechselrate ist ungünstig, da
weder eine statische Haltung noch eine Bewegung mit hoher Wiederholungsfrequenz
ergonomisch günstig ist (vgl. Kapitel 2.3.1, Abbildung 2-7). Anzustreben ist daher ein
Bereich zwischen den Extremen, welcher im Folgenden charakterisiert wird. In Ab-
hängigkeit der Bewegungsfrequenz werden nach DIN 1005-4 drei Bereiche unter-
schieden [DIN 1005-4]:
- Statische Halte- / Haltungsarbeit
- Niederfrequent-dynamische Arbeit
- Hochfrequent-dynamische / repetitive Arbeit
Nach Rohmert behindert statische Halte- oder Haltungsarbeit die Muskeldurchblu-
tung und führt so zu einer schnelleren Ermüdung [Roh-1960]. Im Bereich hochfre-
quent-dynamischer Arbeit konnte Kilbom durch Auswertung epidemiologischer Stu-
dien zeigen, dass Schädigungen der Sehnen mit Dauer und Frequenz repetitiver Tä-
tigkeiten zusammenhängen [Kil-1994b]. Anzustreben ist folglich eine niederfrequent-
dynamische Arbeit. Zur Abgrenzung finden sich in der Literatur unterschiedliche An-
gaben:
- In DIN 1005-4 wird als Grenze zwischen niederer und hoher Bewegungsfre-
quenz 2 Bewegungen pro Minute verwendet [DIN 1005-4]. Für die Bewegung
des Oberarms wird ab einer Bewegungsfrequenz von 10 Bewegungen pro Mi-
nute die Risikoklasse erhöht. In DIN 1005-1 wird eine Körperhaltung, die län-
ger als 4 Sekunden eingehalten wird (entspricht 15 Bewegungen pro Minute),
als statisch definiert [DIN 1005-1]. Dieser Wert widerspricht den Definitionen in
DIN 1005-4. Da eine Frequenz von 15 Bewegungen pro Minute bereits im dy-
namischen Bereich liegt, wird die Definition aus DIN 1005-1 im Folgenden
nicht verwendet.
- Nach Silvenstein liegt eine hoch repetitive Tätigkeit vor, wenn die Dauer eines
Arbeitszyklus kürzer als 30 Sekunden ist oder wenn in einem Arbeitszyklus mit
längerer Dauer mindestens die Hälfte der Zeit der gleiche grundlegende Be-
wegungsablauf ausgeführt wird [Sil-1986]. Bei dieser Definition muss beachtet
werden, dass ein Arbeitszyklus aus mehreren Einzelbewegung bestehen
kann. Nimmt man beispielsweise an, dass ein Arbeitszyklus aus 5-10 Einzel-
bewegungen besteht, würde dies einer Wechselrate von 10 bis 20 Bewegun-
gen pro Minute entsprechen.
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
118
- Das OCRA-Verfahren [Occ-1998] definiert eine Häufigkeitskonstante von 30
Bewegungen pro Minute. In Abhängigkeit von Kraft und Haltung wird hieraus
mithilfe von Reduktionsfaktoren eine kritische Frequenz definiert.
- Die Kriterien nach Kilbom (siehe Kapitel 3.1.3, S.49) stellen Richtwerte für
hochrepetitive Bewegungen dar, ab denen ein Gesundheitsrisiko vorliegt [Kil-
1994a]. Für Armbewegungen wird die kritische Bewegungsfrequenz bei 10
Bewegungen pro Minute festgelegt.
Aus dieser Zusammenstellung gehen teilweise widersprüchliche Angaben hervor.
Entsprechend schwierig ist die Festlegung eines Bereiches, in dem die Wechselrate
liegen sollte. Zudem wird deutlich, dass die Körperregion und die wirkende Kraft be-
trachtet werden muss. So sind für die Finger deutlich höhere Wechselraten akzepta-
bel als für die Arme.
Die OWAS-Methode beschreibt die Körperhaltung in groben Kategorien ohne eine
detaillierte Erfassung der Hand-Finger-Bewegungen. Für die vorliegende Arbeit wird
daher folgende Interpretation der Wechselrate vorgeschlagen: Unterhalb einer Fre-
quenz von 2 Bewegungen pro Minute kann von einer statischen Haltung ausgegan-
gen werden. In diesem Bereich ist eine Erhöhung der Wechselrate als ergonomisch
günstig anzusehen, da die statische Haltedauer verkürzt wird. Ab einer Frequenz von
15 Bewegungen pro Minute kann von einer hochfrequenten repetitiven Bewegung
ausgegangen werden. In diesem Bereich ist eine Reduktion der Wechselrate als er-
gonomisch günstig anzusehen.
Das Reziproke der Haltungswechsel pro Zeiteinheit ist die Haltungsblocklänge. Die
Haltungsblocklänge ist die Zeitdauer, über welche eine Körperhaltung eingenommen
wird. Zur Beschreibung werden der Mittelwert ∅𝐻𝑎𝑙𝑡𝑢𝑛𝑔𝑠𝑏𝑙𝑜𝑐𝑘𝑙ä𝑛𝑔𝑒 und die Stan-
dardabweichung 𝜎𝐻𝑎𝑙𝑡𝑢𝑛𝑔𝑠𝑏𝑙𝑜𝑐𝑘𝑙ä𝑛𝑔𝑒 verwendet.
Methodische Einschränkungen
In Bezug auf die vorangehend vorgestellten quantitativen Kenngrößen müssen zwei
methodische Einschränkungen berücksichtigt werden: Die Kenngrößen stellen keine
Risikobewertung dar. Aus diesem Grund ist der rein kennzahlenbasierte Vergleich
unterschiedlicher Arbeitsplätze nicht sinnvoll. Zweitens ist eine Kennzahlenaggrega-
tion oder Durchschnittsbildung über verschiedene Körperregionen nicht sinnvoll. Je-
de Körperregion muss immer einzeln interpretiert werden, da sich eine einseitige Be-
lastung einer Körperregion nicht durch die Entlastung einer anderen kompensieren
lässt. Dies ist insbesondere für die Wechselrate relevant, da sowohl eine zu hohe als
auch eine zu niedrige Wechselrate ergonomisch ungünstig ist.
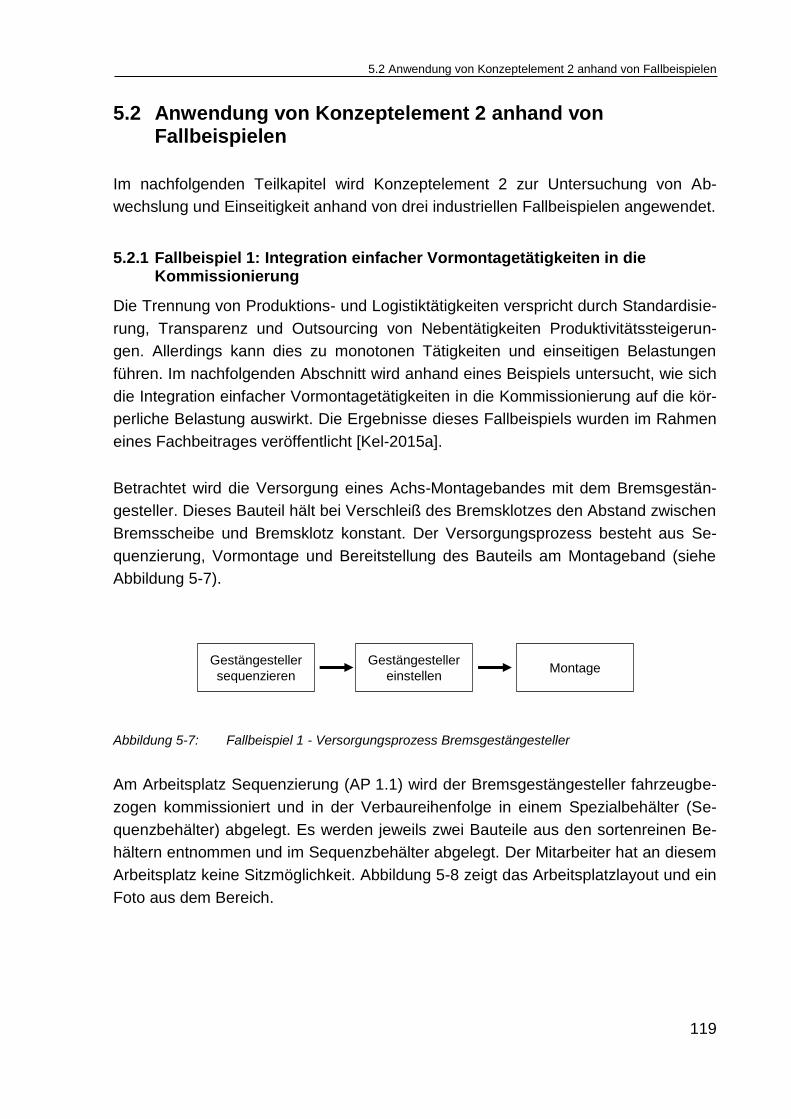
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
119
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
Im nachfolgenden Teilkapitel wird Konzeptelement 2 zur Untersuchung von Ab-
wechslung und Einseitigkeit anhand von drei industriellen Fallbeispielen angewendet.
5.2.1 Fallbeispiel 1: Integration einfacher Vormontagetätigkeiten in die Kommissionierung
Die Trennung von Produktions- und Logistiktätigkeiten verspricht durch Standardisie-
rung, Transparenz und Outsourcing von Nebentätigkeiten Produktivitätssteigerun-
gen. Allerdings kann dies zu monotonen Tätigkeiten und einseitigen Belastungen
führen. Im nachfolgenden Abschnitt wird anhand eines Beispiels untersucht, wie sich
die Integration einfacher Vormontagetätigkeiten in die Kommissionierung auf die kör-
perliche Belastung auswirkt. Die Ergebnisse dieses Fallbeispiels wurden im Rahmen
eines Fachbeitrages veröffentlicht [Kel-2015a].
Betrachtet wird die Versorgung eines Achs-Montagebandes mit dem Bremsgestän-
gesteller. Dieses Bauteil hält bei Verschleiß des Bremsklotzes den Abstand zwischen
Bremsscheibe und Bremsklotz konstant. Der Versorgungsprozess besteht aus Se-
quenzierung, Vormontage und Bereitstellung des Bauteils am Montageband (siehe
Abbildung 5-7).
Abbildung 5-7: Fallbeispiel 1 - Versorgungsprozess Bremsgestängesteller
Am Arbeitsplatz Sequenzierung (AP 1.1) wird der Bremsgestängesteller fahrzeugbe-
zogen kommissioniert und in der Verbaureihenfolge in einem Spezialbehälter (Se-
quenzbehälter) abgelegt. Es werden jeweils zwei Bauteile aus den sortenreinen Be-
hältern entnommen und im Sequenzbehälter abgelegt. Der Mitarbeiter hat an diesem
Arbeitsplatz keine Sitzmöglichkeit. Abbildung 5-8 zeigt das Arbeitsplatzlayout und ein
Foto aus dem Bereich.
Gestängesteller
sequenzieren
Gestängesteller
einstellenMontage
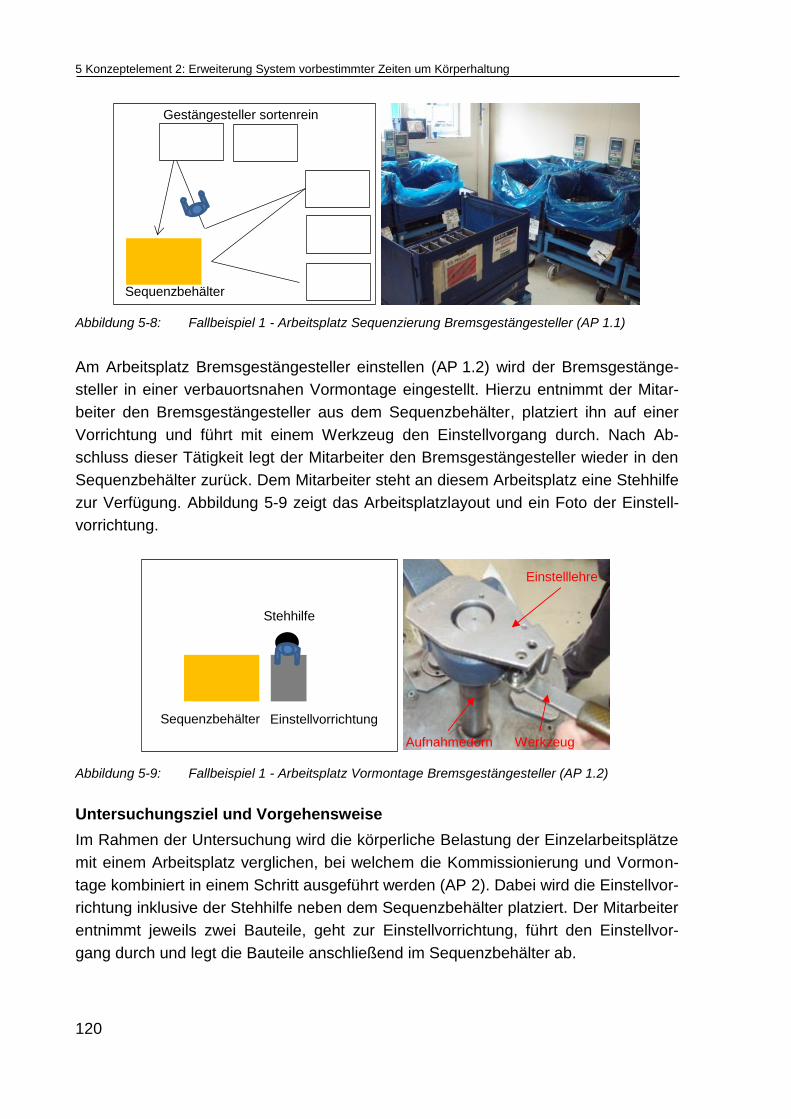
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
120
Abbildung 5-8: Fallbeispiel 1 - Arbeitsplatz Sequenzierung Bremsgestängesteller (AP 1.1)
Am Arbeitsplatz Bremsgestängesteller einstellen (AP 1.2) wird der Bremsgestänge-
steller in einer verbauortsnahen Vormontage eingestellt. Hierzu entnimmt der Mitar-
beiter den Bremsgestängesteller aus dem Sequenzbehälter, platziert ihn auf einer
Vorrichtung und führt mit einem Werkzeug den Einstellvorgang durch. Nach Ab-
schluss dieser Tätigkeit legt der Mitarbeiter den Bremsgestängesteller wieder in den
Sequenzbehälter zurück. Dem Mitarbeiter steht an diesem Arbeitsplatz eine Stehhilfe
zur Verfügung. Abbildung 5-9 zeigt das Arbeitsplatzlayout und ein Foto der Einstell-
vorrichtung.
Abbildung 5-9: Fallbeispiel 1 - Arbeitsplatz Vormontage Bremsgestängesteller (AP 1.2)
Untersuchungsziel und Vorgehensweise
Im Rahmen der Untersuchung wird die körperliche Belastung der Einzelarbeitsplätze
mit einem Arbeitsplatz verglichen, bei welchem die Kommissionierung und Vormon-
tage kombiniert in einem Schritt ausgeführt werden (AP 2). Dabei wird die Einstellvor-
richtung inklusive der Stehhilfe neben dem Sequenzbehälter platziert. Der Mitarbeiter
entnimmt jeweils zwei Bauteile, geht zur Einstellvorrichtung, führt den Einstellvor-
gang durch und legt die Bauteile anschließend im Sequenzbehälter ab.
Sequenzbehälter
Gestängesteller sortenrein
Sequenzbehälter Einstellvorrichtung
Stehhilfe
Einstelllehre
WerkzeugAufnahmedorn
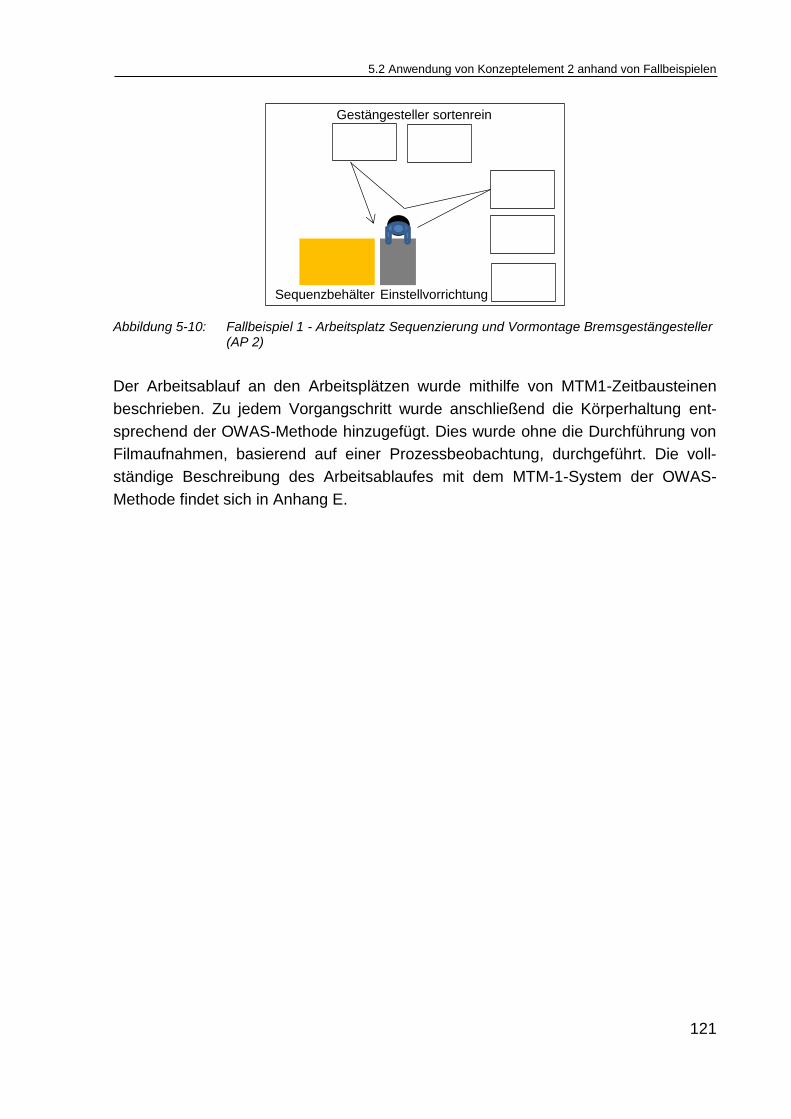
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
121
Abbildung 5-10: Fallbeispiel 1 - Arbeitsplatz Sequenzierung und Vormontage Bremsgestängesteller (AP 2)
Der Arbeitsablauf an den Arbeitsplätzen wurde mithilfe von MTM1-Zeitbausteinen
beschrieben. Zu jedem Vorgangschritt wurde anschließend die Körperhaltung ent-
sprechend der OWAS-Methode hinzugefügt. Dies wurde ohne die Durchführung von
Filmaufnahmen, basierend auf einer Prozessbeobachtung, durchgeführt. Die voll-
ständige Beschreibung des Arbeitsablaufes mit dem MTM-1-System der OWAS-
Methode findet sich in Anhang E.
Sequenzbehälter
Gestängesteller sortenrein
Einstellvorrichtung
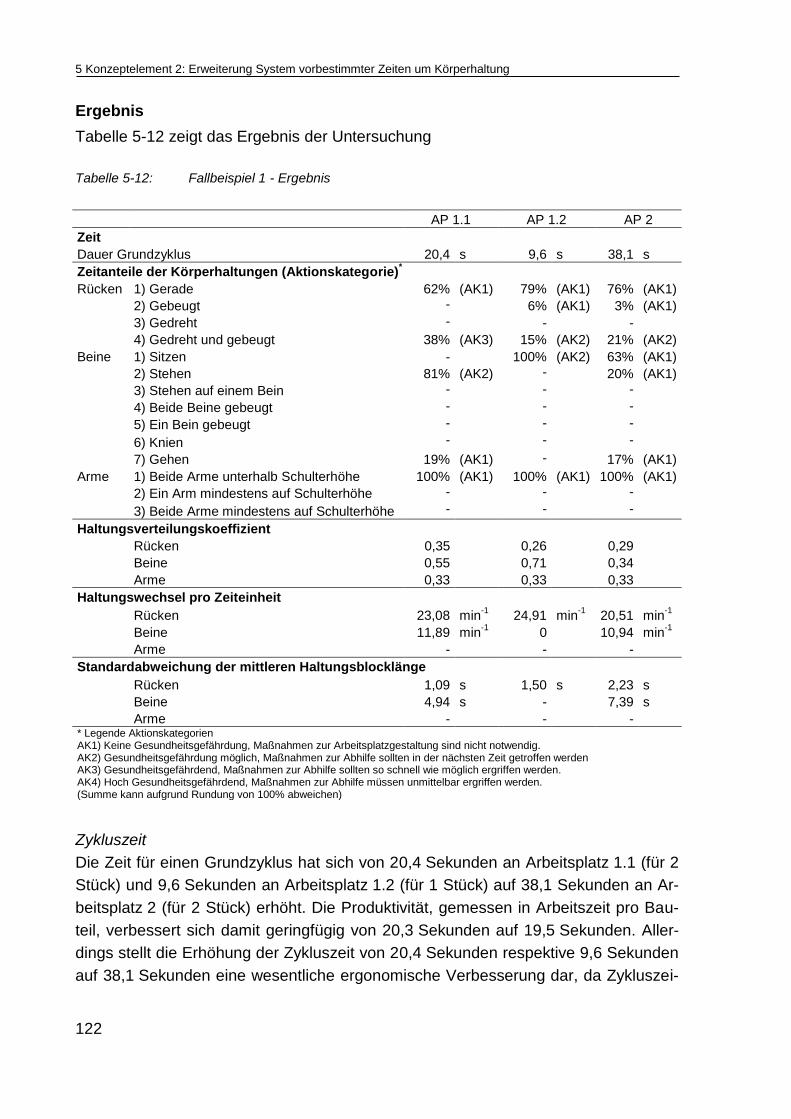
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
122
Ergebnis
Tabelle 5-12 zeigt das Ergebnis der Untersuchung
Tabelle 5-12: Fallbeispiel 1 - Ergebnis
AP 1.1 AP 1.2 AP 2
Zeit
Dauer Grundzyklus 20,4 s 9,6 s 38,1 s
Zeitanteile der Körperhaltungen (Aktionskategorie)*
Rücken 1) Gerade 62% (AK1) 79% (AK1) 76% (AK1)
2) Gebeugt -
6% (AK1) 3% (AK1)
3) Gedreht -
-
-
4) Gedreht und gebeugt 38% (AK3) 15% (AK2) 21% (AK2)
Beine 1) Sitzen -
100% (AK2) 63% (AK1)
2) Stehen 81% (AK2) -
20% (AK1)
3) Stehen auf einem Bein -
-
-
4) Beide Beine gebeugt -
-
-
5) Ein Bein gebeugt -
-
-
6) Knien -
-
-
7) Gehen 19% (AK1) -
17% (AK1)
Arme 1) Beide Arme unterhalb Schulterhöhe 100% (AK1) 100% (AK1) 100% (AK1)
2) Ein Arm mindestens auf Schulterhöhe -
-
-
3) Beide Arme mindestens auf Schulterhöhe - - -
Haltungsverteilungskoeffizient
Rücken 0,35
0,26
0,29
Beine 0,55
0,71
0,34
Arme 0,33 0,33 0,33
Haltungswechsel pro Zeiteinheit
Rücken 23,08 min
-1 24,91 min
-1 20,51 min
-1
Beine 11,89 min
-1 0
10,94 min
-1
Arme - - -
Standardabweichung der mittleren Haltungsblocklänge
Rücken 1,09 s 1,50 s 2,23 s
Beine 4,94 s -
7,39 s
Arme - -
- * Legende Aktionskategorien AK1) Keine Gesundheitsgefährdung, Maßnahmen zur Arbeitsplatzgestaltung sind nicht notwendig. AK2) Gesundheitsgefährdung möglich, Maßnahmen zur Abhilfe sollten in der nächsten Zeit getroffen werden AK3) Gesundheitsgefährdend, Maßnahmen zur Abhilfe sollten so schnell wie möglich ergriffen werden. AK4) Hoch Gesundheitsgefährdend, Maßnahmen zur Abhilfe müssen unmittelbar ergriffen werden. (Summe kann aufgrund Rundung von 100% abweichen)
Zykluszeit
Die Zeit für einen Grundzyklus hat sich von 20,4 Sekunden an Arbeitsplatz 1.1 (für 2
Stück) und 9,6 Sekunden an Arbeitsplatz 1.2 (für 1 Stück) auf 38,1 Sekunden an Ar-
beitsplatz 2 (für 2 Stück) erhöht. Die Produktivität, gemessen in Arbeitszeit pro Bau-
teil, verbessert sich damit geringfügig von 20,3 Sekunden auf 19,5 Sekunden. Aller-
dings stellt die Erhöhung der Zykluszeit von 20,4 Sekunden respektive 9,6 Sekunden
auf 38,1 Sekunden eine wesentliche ergonomische Verbesserung dar, da Zykluszei-
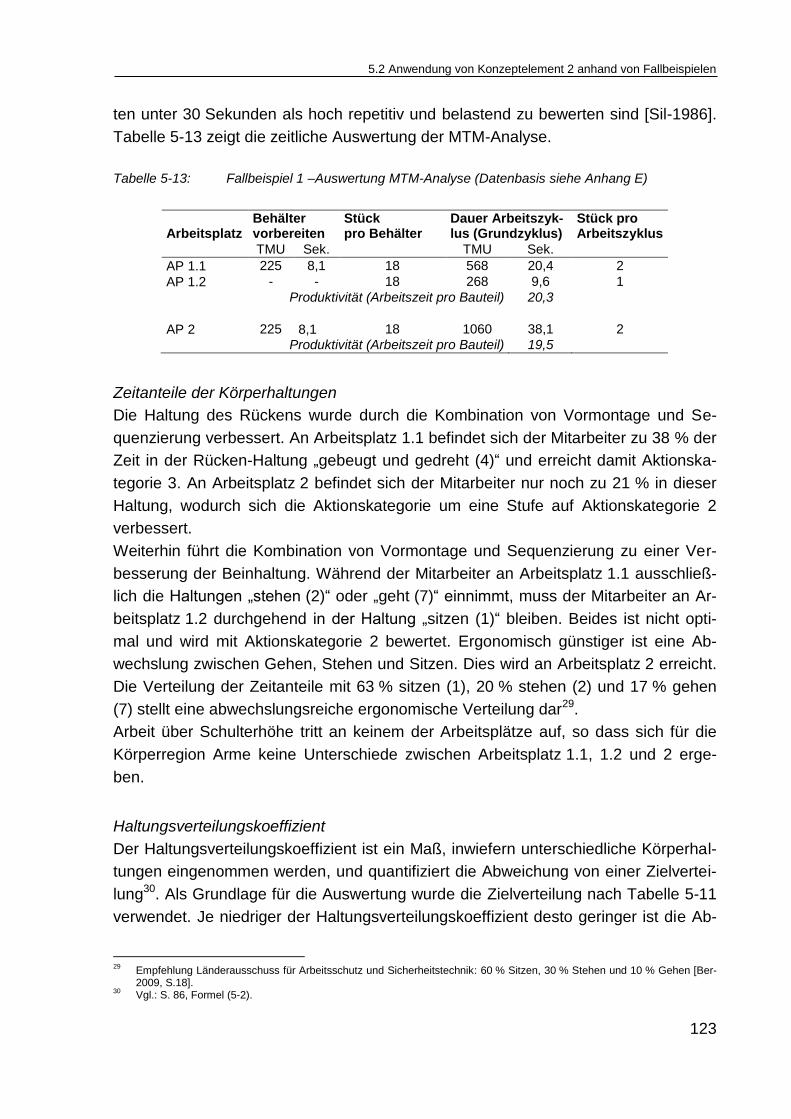
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
123
ten unter 30 Sekunden als hoch repetitiv und belastend zu bewerten sind [Sil-1986].
Tabelle 5-13 zeigt die zeitliche Auswertung der MTM-Analyse.
Tabelle 5-13: Fallbeispiel 1 –Auswertung MTM-Analyse (Datenbasis siehe Anhang E)
Arbeitsplatz Behälter vorbereiten
Stück pro Behälter
Dauer Arbeitszyk-lus (Grundzyklus)
Stück pro Arbeitszyklus
TMU Sek. TMU Sek.
AP 1.1 225 8,1 18 568 20,4 2
AP 1.2 - - 18 268 9,6 1
Produktivität (Arbeitszeit pro Bauteil) 20,3
AP 2 225 8,1 18 1060 38,1 2
Produktivität (Arbeitszeit pro Bauteil) 19,5
Zeitanteile der Körperhaltungen
Die Haltung des Rückens wurde durch die Kombination von Vormontage und Se-
quenzierung verbessert. An Arbeitsplatz 1.1 befindet sich der Mitarbeiter zu 38 % der
Zeit in der Rücken-Haltung „gebeugt und gedreht (4)“ und erreicht damit Aktionska-
tegorie 3. An Arbeitsplatz 2 befindet sich der Mitarbeiter nur noch zu 21 % in dieser
Haltung, wodurch sich die Aktionskategorie um eine Stufe auf Aktionskategorie 2
verbessert.
Weiterhin führt die Kombination von Vormontage und Sequenzierung zu einer Ver-
besserung der Beinhaltung. Während der Mitarbeiter an Arbeitsplatz 1.1 ausschließ-
lich die Haltungen „stehen (2)“ oder „geht (7)“ einnimmt, muss der Mitarbeiter an Ar-
beitsplatz 1.2 durchgehend in der Haltung „sitzen (1)“ bleiben. Beides ist nicht opti-
mal und wird mit Aktionskategorie 2 bewertet. Ergonomisch günstiger ist eine Ab-
wechslung zwischen Gehen, Stehen und Sitzen. Dies wird an Arbeitsplatz 2 erreicht.
Die Verteilung der Zeitanteile mit 63 % sitzen (1), 20 % stehen (2) und 17 % gehen
(7) stellt eine abwechslungsreiche ergonomische Verteilung dar29.
Arbeit über Schulterhöhe tritt an keinem der Arbeitsplätze auf, so dass sich für die
Körperregion Arme keine Unterschiede zwischen Arbeitsplatz 1.1, 1.2 und 2 erge-
ben.
Haltungsverteilungskoeffizient
Der Haltungsverteilungskoeffizient ist ein Maß, inwiefern unterschiedliche Körperhal-
tungen eingenommen werden, und quantifiziert die Abweichung von einer Zielvertei-
lung30. Als Grundlage für die Auswertung wurde die Zielverteilung nach Tabelle 5-11
verwendet. Je niedriger der Haltungsverteilungskoeffizient desto geringer ist die Ab-
29
Empfehlung Länderausschuss für Arbeitsschutz und Sicherheitstechnik: 60 % Sitzen, 30 % Stehen und 10 % Gehen [Ber-2009, S.18].
30 Vgl.: S. 86, Formel (5-2).
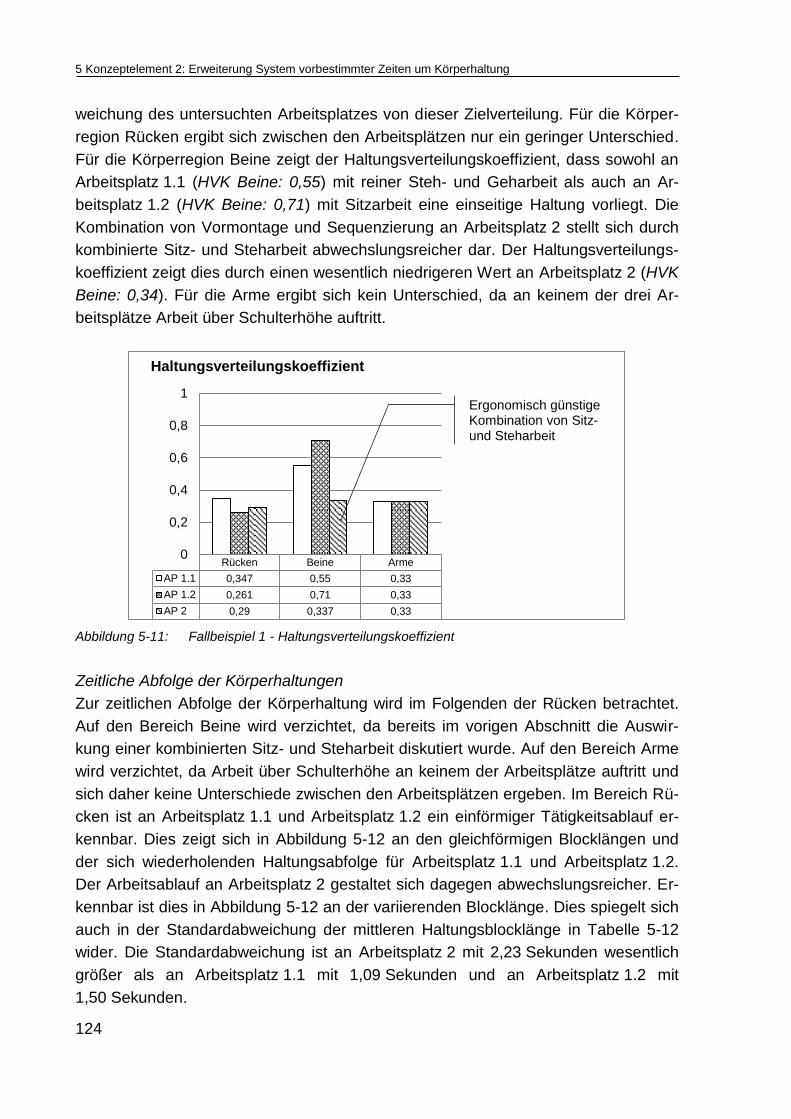
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
124
weichung des untersuchten Arbeitsplatzes von dieser Zielverteilung. Für die Körper-
region Rücken ergibt sich zwischen den Arbeitsplätzen nur ein geringer Unterschied.
Für die Körperregion Beine zeigt der Haltungsverteilungskoeffizient, dass sowohl an
Arbeitsplatz 1.1 (HVK Beine: 0,55) mit reiner Steh- und Geharbeit als auch an Ar-
beitsplatz 1.2 (HVK Beine: 0,71) mit Sitzarbeit eine einseitige Haltung vorliegt. Die
Kombination von Vormontage und Sequenzierung an Arbeitsplatz 2 stellt sich durch
kombinierte Sitz- und Steharbeit abwechslungsreicher dar. Der Haltungsverteilungs-
koeffizient zeigt dies durch einen wesentlich niedrigeren Wert an Arbeitsplatz 2 (HVK
Beine: 0,34). Für die Arme ergibt sich kein Unterschied, da an keinem der drei Ar-
beitsplätze Arbeit über Schulterhöhe auftritt.
Abbildung 5-11: Fallbeispiel 1 - Haltungsverteilungskoeffizient
Zeitliche Abfolge der Körperhaltungen
Zur zeitlichen Abfolge der Körperhaltung wird im Folgenden der Rücken betrachtet.
Auf den Bereich Beine wird verzichtet, da bereits im vorigen Abschnitt die Auswir-
kung einer kombinierten Sitz- und Steharbeit diskutiert wurde. Auf den Bereich Arme
wird verzichtet, da Arbeit über Schulterhöhe an keinem der Arbeitsplätze auftritt und
sich daher keine Unterschiede zwischen den Arbeitsplätzen ergeben. Im Bereich Rü-
cken ist an Arbeitsplatz 1.1 und Arbeitsplatz 1.2 ein einförmiger Tätigkeitsablauf er-
kennbar. Dies zeigt sich in Abbildung 5-12 an den gleichförmigen Blocklängen und
der sich wiederholenden Haltungsabfolge für Arbeitsplatz 1.1 und Arbeitsplatz 1.2.
Der Arbeitsablauf an Arbeitsplatz 2 gestaltet sich dagegen abwechslungsreicher. Er-
kennbar ist dies in Abbildung 5-12 an der variierenden Blocklänge. Dies spiegelt sich
auch in der Standardabweichung der mittleren Haltungsblocklänge in Tabelle 5-12
wider. Die Standardabweichung ist an Arbeitsplatz 2 mit 2,23 Sekunden wesentlich
größer als an Arbeitsplatz 1.1 mit 1,09 Sekunden und an Arbeitsplatz 1.2 mit
1,50 Sekunden.
Rücken Beine Arme
AP 1.1 0,347 0,55 0,33
AP 1.2 0,261 0,71 0,33
AP 2 0,29 0,337 0,33
0
0,2
0,4
0,6
0,8
1
Haltungsverteilungskoeffizient
Ergonomisch günstige Kombination von Sitz- und Steharbeit
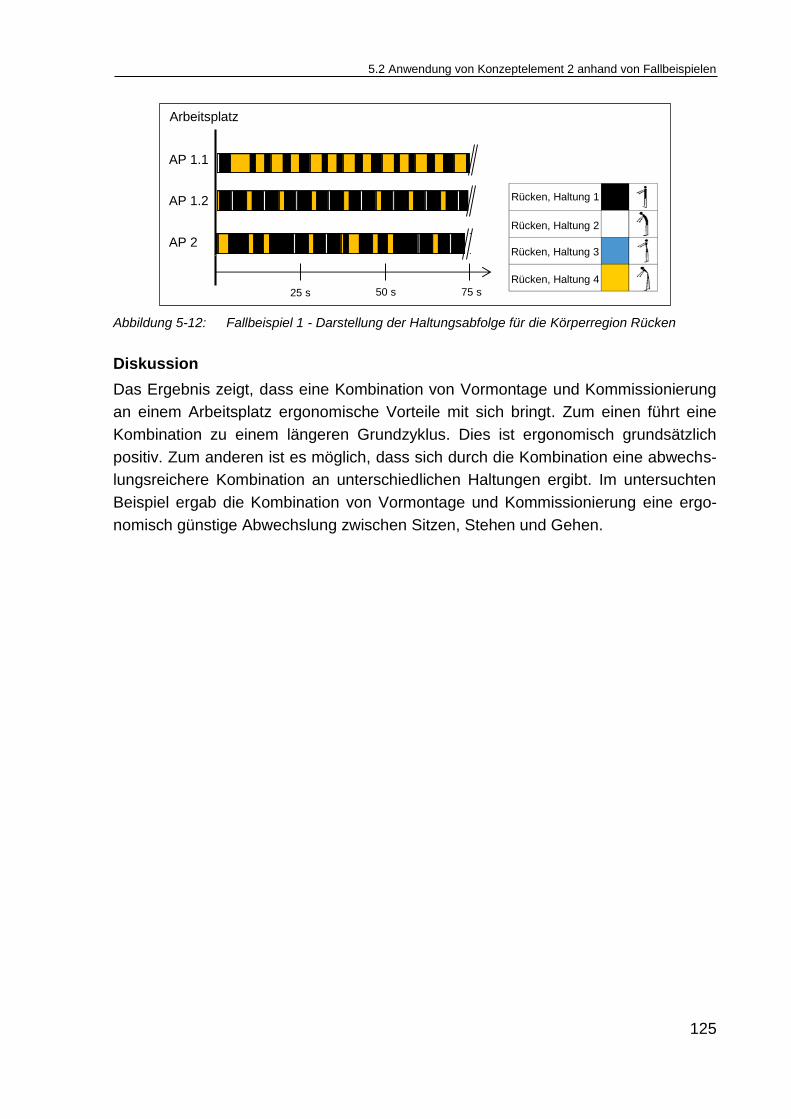
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
125
Abbildung 5-12: Fallbeispiel 1 - Darstellung der Haltungsabfolge für die Körperregion Rücken
Diskussion
Das Ergebnis zeigt, dass eine Kombination von Vormontage und Kommissionierung
an einem Arbeitsplatz ergonomische Vorteile mit sich bringt. Zum einen führt eine
Kombination zu einem längeren Grundzyklus. Dies ist ergonomisch grundsätzlich
positiv. Zum anderen ist es möglich, dass sich durch die Kombination eine abwechs-
lungsreichere Kombination an unterschiedlichen Haltungen ergibt. Im untersuchten
Beispiel ergab die Kombination von Vormontage und Kommissionierung eine ergo-
nomisch günstige Abwechslung zwischen Sitzen, Stehen und Gehen.
25 s 50 s 75 s
Arbeitsplatz
AP 1.1
AP 1.2
AP 2
Rücken, Haltung 1
Rücken, Haltung 2
Rücken, Haltung 3
Rücken, Haltung 4
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
126
5.2.2 Fallbeispiel 2: Untersuchung unterschiedlicher Layoutvarianten in der Mann-zu-Ware Kommissionierung
Mann-zu-Ware Kommissioniersysteme werden mit unterschiedlichen Layoutvarianten
und Wegstrategien realisiert [Kos-2007]. Eine Auswahl erfolgt in der Regel nach Effi-
zienzgesichtspunkten. Allerdings kann sich das Layout auch auf die körperliche Be-
lastung auswirken. Dies wird im Folgenden anhand eines Fallbeispiels untersucht.
Betrachtet wird eine Kleinteilekommissionierung mit Pick-by-Light Unterstützung.
Im betrachteten Kommissioniersystem werden Norm- und Kleinteile fahrzeugbezo-
gen kommissioniert und als Set am Montageband bereitgestellt. Der Kommissionier-
wagen wird durch eine Deckenschiene auf einer ovalen Bahn geführt. An den gera-
den Seiten wird das Material in Regalen mit sortenreinen Kleinladungsträgern bereit-
gestellt. Pro Umlauf werden vier Sets gebildet. Die Kommissionierung befindet sich in
der Nähe der Produktion und ist mit einem Vorlauf von ca. 60 Minuten an den Pro-
duktionstakt gekoppelt. Aufgrund des Layouts und der fest vorgegebenen Wegstra-
tegie entnimmt der Mitarbeiter die Bauteile immer von der linken Seite. Die Einzelteil-
gewichte liegen an diesem Arbeitsplatz unter 5 Kilogramm, das Durchschnittsgewicht
beträgt ca. 0,5 Kilogramm. Der Wagen wiegt ca. 100 Kilogramm.
Untersuchungsziel und Vorgehensweise
Aufgrund der geringen Einzelteilgewichte stellt Lasthandhabung im betrachteten
Kommissioniersystem nicht die dominante Belastung dar. Die Belastung wird an dem
Arbeitsplatz durch einen einseitigen, repetitiven Ablauf sowie dauerndes Stehen und
Gehen hervorgerufen. Bein- und Fußschmerzen stellen die vorherrschenden Be-
schwerdebilder der Mitarbeiter dar.
Das Kommissioniersystem ist in zwei Bereiche A und B eingeteilt, welche jeweils ei-
nen Bandabschnitt versorgen. Abbildung 5-13 zeigt den Arbeitsplatz sowie ein
schematisches Layout.
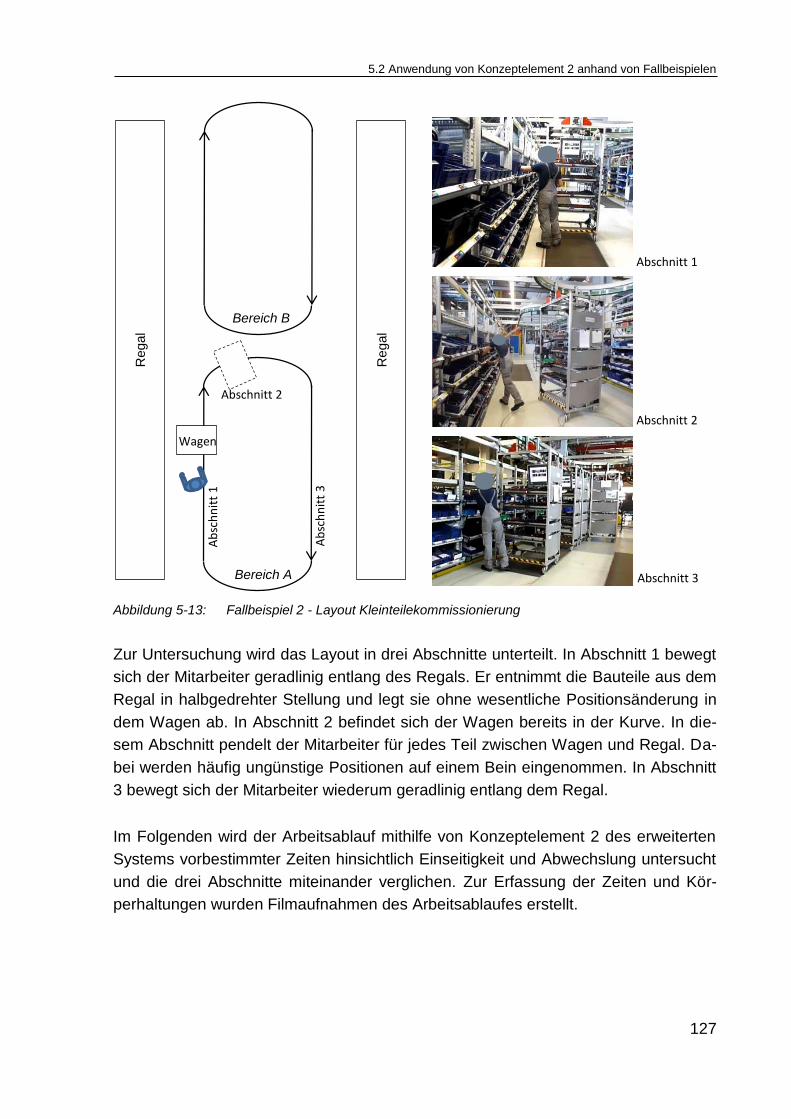
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
127
Abbildung 5-13: Fallbeispiel 2 - Layout Kleinteilekommissionierung
Zur Untersuchung wird das Layout in drei Abschnitte unterteilt. In Abschnitt 1 bewegt
sich der Mitarbeiter geradlinig entlang des Regals. Er entnimmt die Bauteile aus dem
Regal in halbgedrehter Stellung und legt sie ohne wesentliche Positionsänderung in
dem Wagen ab. In Abschnitt 2 befindet sich der Wagen bereits in der Kurve. In die-
sem Abschnitt pendelt der Mitarbeiter für jedes Teil zwischen Wagen und Regal. Da-
bei werden häufig ungünstige Positionen auf einem Bein eingenommen. In Abschnitt
3 bewegt sich der Mitarbeiter wiederum geradlinig entlang dem Regal.
Im Folgenden wird der Arbeitsablauf mithilfe von Konzeptelement 2 des erweiterten
Systems vorbestimmter Zeiten hinsichtlich Einseitigkeit und Abwechslung untersucht
und die drei Abschnitte miteinander verglichen. Zur Erfassung der Zeiten und Kör-
perhaltungen wurden Filmaufnahmen des Arbeitsablaufes erstellt.
Re
gal
Re
gal
Abschnitt 2
Ab
sch
nit
t1
Ab
sch
nit
t3
Abschnitt 1
Abschnitt 3
Abschnitt 2
Wagen
Bereich A
Bereich B
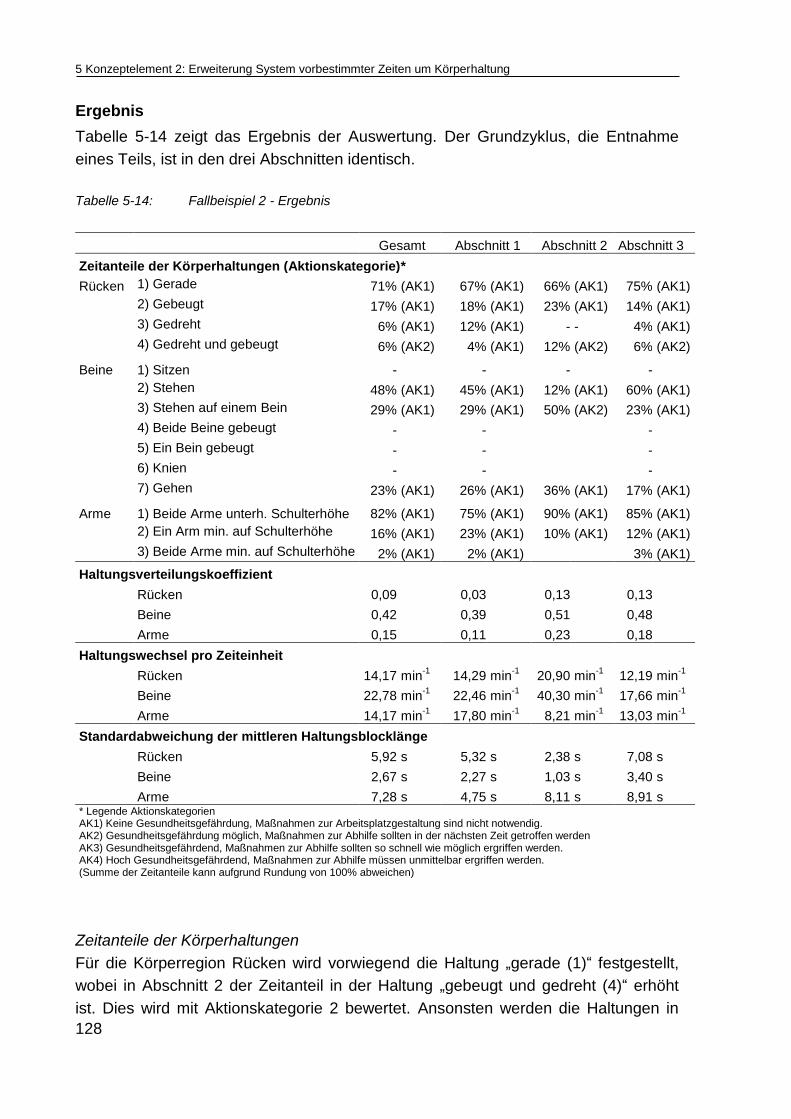
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
128
Ergebnis
Tabelle 5-14 zeigt das Ergebnis der Auswertung. Der Grundzyklus, die Entnahme
eines Teils, ist in den drei Abschnitten identisch.
Tabelle 5-14: Fallbeispiel 2 - Ergebnis
Gesamt Abschnitt 1 Abschnitt 2 Abschnitt 3
Zeitanteile der Körperhaltungen (Aktionskategorie)*
Rücken 1) Gerade 71% (AK1) 67% (AK1) 66% (AK1) 75% (AK1)
2) Gebeugt 17% (AK1) 18% (AK1) 23% (AK1) 14% (AK1)
3) Gedreht 6% (AK1) 12% (AK1) - - 4% (AK1)
4) Gedreht und gebeugt 6% (AK2) 4% (AK1) 12% (AK2) 6% (AK2)
Beine 1) Sitzen -
-
-
-
2) Stehen 48% (AK1) 45% (AK1) 12% (AK1) 60% (AK1)
3) Stehen auf einem Bein 29% (AK1) 29% (AK1) 50% (AK2) 23% (AK1)
4) Beide Beine gebeugt -
-
-
5) Ein Bein gebeugt -
-
-
6) Knien -
-
-
7) Gehen 23% (AK1) 26% (AK1) 36% (AK1) 17% (AK1)
Arme 1) Beide Arme unterh. Schulterhöhe 82% (AK1) 75% (AK1) 90% (AK1) 85% (AK1)
2) Ein Arm min. auf Schulterhöhe 16% (AK1) 23% (AK1) 10% (AK1) 12% (AK1)
3) Beide Arme min. auf Schulterhöhe 2% (AK1) 2% (AK1)
3% (AK1)
Haltungsverteilungskoeffizient
Rücken 0,09
0,03
0,13
0,13
Beine 0,42
0,39
0,51
0,48
Arme 0,15 0,11 0,23 0,18
Haltungswechsel pro Zeiteinheit
Rücken 14,17 min
-1 14,29 min
-1 20,90 min
-1 12,19 min
-1
Beine 22,78 min
-1 22,46 min
-1 40,30 min
-1 17,66 min
-1
Arme 14,17 min
-1 17,80 min
-1 8,21 min
-1 13,03 min
-1
Standardabweichung der mittleren Haltungsblocklänge
Rücken 5,92 s 5,32 s 2,38 s 7,08 s
Beine 2,67 s 2,27 s 1,03 s 3,40 s
Arme 7,28 s 4,75 s 8,11 s 8,91 s * Legende Aktionskategorien AK1) Keine Gesundheitsgefährdung, Maßnahmen zur Arbeitsplatzgestaltung sind nicht notwendig. AK2) Gesundheitsgefährdung möglich, Maßnahmen zur Abhilfe sollten in der nächsten Zeit getroffen werden AK3) Gesundheitsgefährdend, Maßnahmen zur Abhilfe sollten so schnell wie möglich ergriffen werden. AK4) Hoch Gesundheitsgefährdend, Maßnahmen zur Abhilfe müssen unmittelbar ergriffen werden. (Summe der Zeitanteile kann aufgrund Rundung von 100% abweichen)
Zeitanteile der Körperhaltungen
Für die Körperregion Rücken wird vorwiegend die Haltung „gerade (1)“ festgestellt,
wobei in Abschnitt 2 der Zeitanteil in der Haltung „gebeugt und gedreht (4)“ erhöht
ist. Dies wird mit Aktionskategorie 2 bewertet. Ansonsten werden die Haltungen in
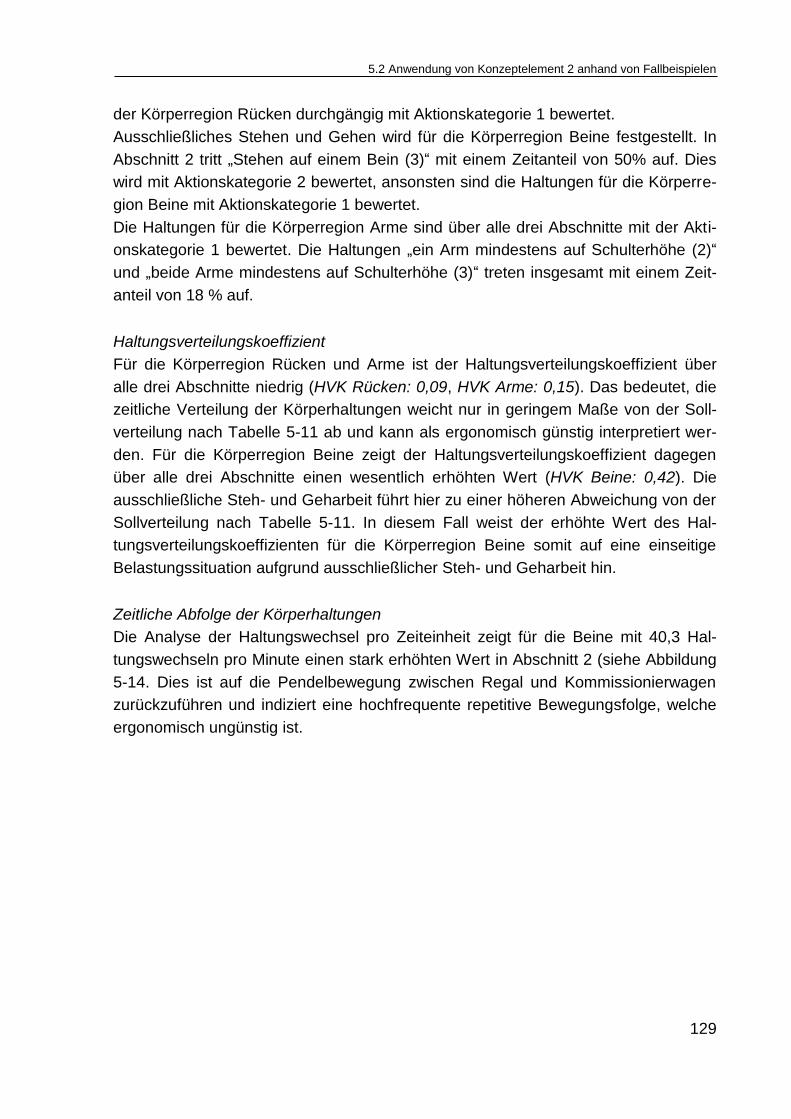
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
129
der Körperregion Rücken durchgängig mit Aktionskategorie 1 bewertet.
Ausschließliches Stehen und Gehen wird für die Körperregion Beine festgestellt. In
Abschnitt 2 tritt „Stehen auf einem Bein (3)“ mit einem Zeitanteil von 50% auf. Dies
wird mit Aktionskategorie 2 bewertet, ansonsten sind die Haltungen für die Körperre-
gion Beine mit Aktionskategorie 1 bewertet.
Die Haltungen für die Körperregion Arme sind über alle drei Abschnitte mit der Akti-
onskategorie 1 bewertet. Die Haltungen „ein Arm mindestens auf Schulterhöhe (2)“
und „beide Arme mindestens auf Schulterhöhe (3)“ treten insgesamt mit einem Zeit-
anteil von 18 % auf.
Haltungsverteilungskoeffizient
Für die Körperregion Rücken und Arme ist der Haltungsverteilungskoeffizient über
alle drei Abschnitte niedrig (HVK Rücken: 0,09, HVK Arme: 0,15). Das bedeutet, die
zeitliche Verteilung der Körperhaltungen weicht nur in geringem Maße von der Soll-
verteilung nach Tabelle 5-11 ab und kann als ergonomisch günstig interpretiert wer-
den. Für die Körperregion Beine zeigt der Haltungsverteilungskoeffizient dagegen
über alle drei Abschnitte einen wesentlich erhöhten Wert (HVK Beine: 0,42). Die
ausschließliche Steh- und Geharbeit führt hier zu einer höheren Abweichung von der
Sollverteilung nach Tabelle 5-11. In diesem Fall weist der erhöhte Wert des Hal-
tungsverteilungskoeffizienten für die Körperregion Beine somit auf eine einseitige
Belastungssituation aufgrund ausschließlicher Steh- und Geharbeit hin.
Zeitliche Abfolge der Körperhaltungen
Die Analyse der Haltungswechsel pro Zeiteinheit zeigt für die Beine mit 40,3 Hal-
tungswechseln pro Minute einen stark erhöhten Wert in Abschnitt 2 (siehe Abbildung
5-14. Dies ist auf die Pendelbewegung zwischen Regal und Kommissionierwagen
zurückzuführen und indiziert eine hochfrequente repetitive Bewegungsfolge, welche
ergonomisch ungünstig ist.
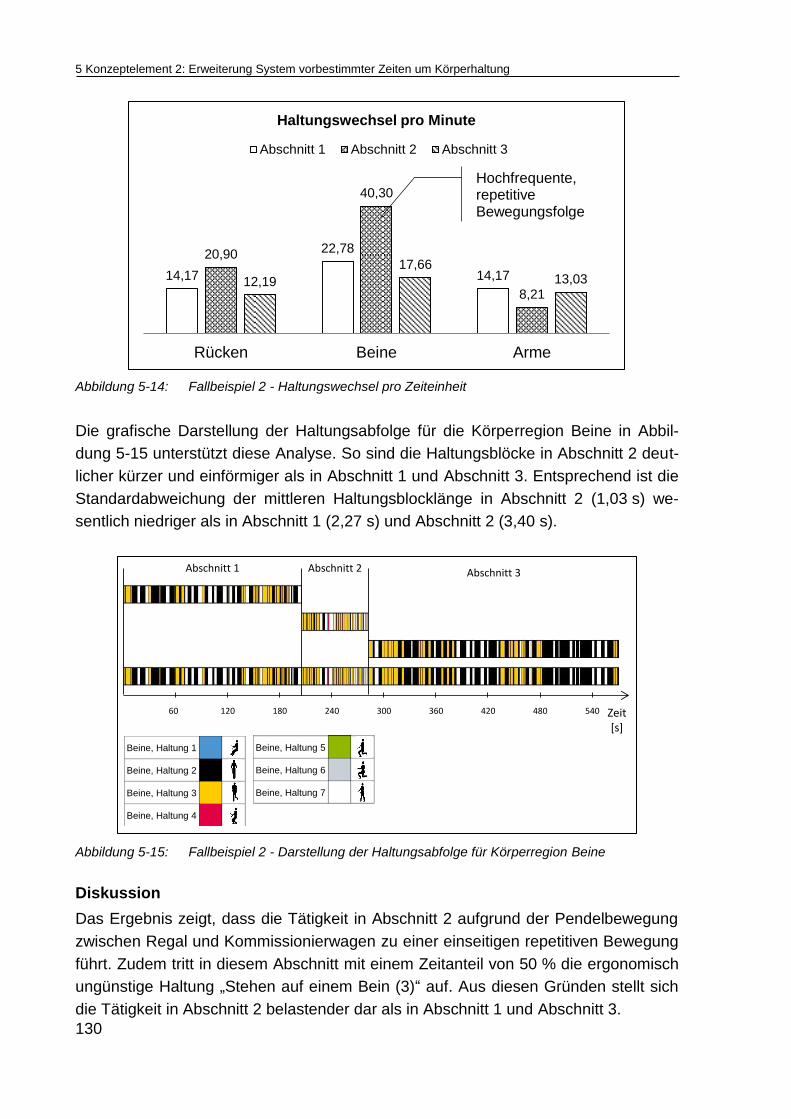
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
130
Abbildung 5-14: Fallbeispiel 2 - Haltungswechsel pro Zeiteinheit
Die grafische Darstellung der Haltungsabfolge für die Körperregion Beine in Abbil-
dung 5-15 unterstützt diese Analyse. So sind die Haltungsblöcke in Abschnitt 2 deut-
licher kürzer und einförmiger als in Abschnitt 1 und Abschnitt 3. Entsprechend ist die
Standardabweichung der mittleren Haltungsblocklänge in Abschnitt 2 (1,03 s) we-
sentlich niedriger als in Abschnitt 1 (2,27 s) und Abschnitt 2 (3,40 s).
Abbildung 5-15: Fallbeispiel 2 - Darstellung der Haltungsabfolge für Körperregion Beine
Diskussion
Das Ergebnis zeigt, dass die Tätigkeit in Abschnitt 2 aufgrund der Pendelbewegung
zwischen Regal und Kommissionierwagen zu einer einseitigen repetitiven Bewegung
führt. Zudem tritt in diesem Abschnitt mit einem Zeitanteil von 50 % die ergonomisch
ungünstige Haltung „Stehen auf einem Bein (3)“ auf. Aus diesen Gründen stellt sich
die Tätigkeit in Abschnitt 2 belastender dar als in Abschnitt 1 und Abschnitt 3.
14,17
22,78
14,17
20,90
40,30
8,21 12,19
17,66 13,03
Rücken Beine Arme
Haltungswechsel pro Minute
Abschnitt 1 Abschnitt 2 Abschnitt 3
Hochfrequente, repetitive Bewegungsfolge
60 120 180 240 300 360 420 480 540 Zeit [s]
Abschnitt 1 Abschnitt 2 Abschnitt 3
Beine, Haltung 1
Beine, Haltung 2
Beine, Haltung 3
Beine, Haltung 4
Beine, Haltung 5
Beine, Haltung 6
Beine, Haltung 7
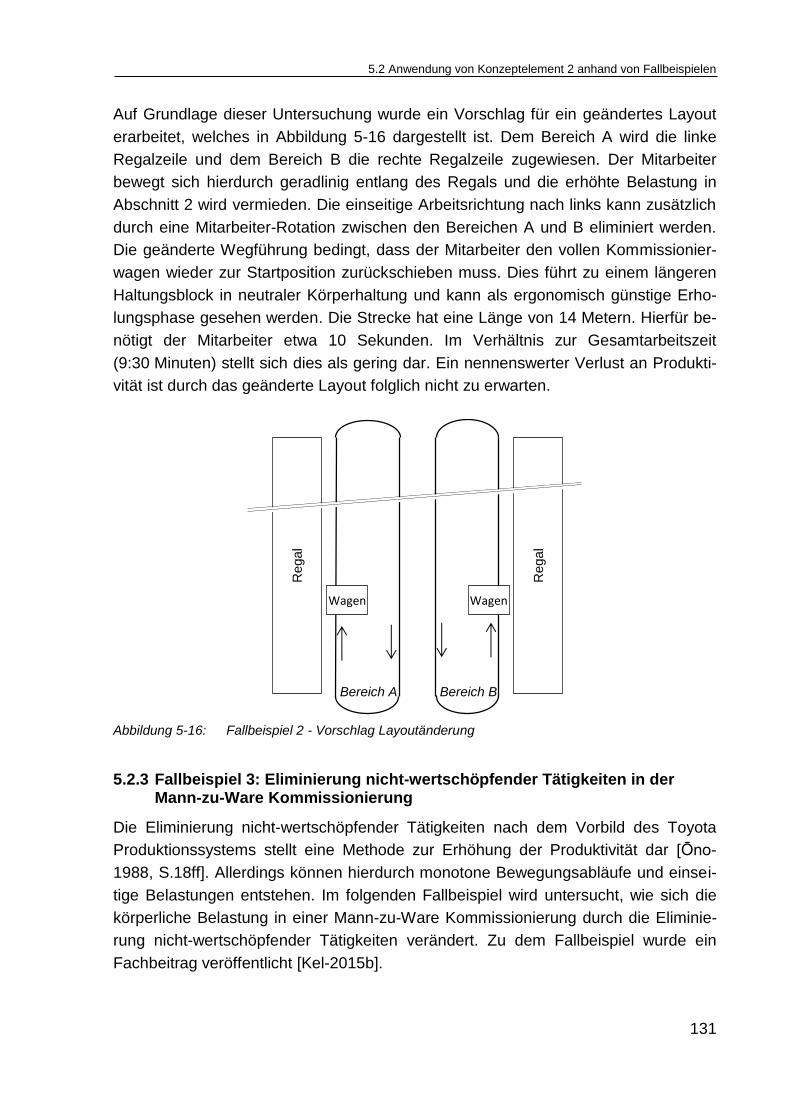
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
131
Auf Grundlage dieser Untersuchung wurde ein Vorschlag für ein geändertes Layout
erarbeitet, welches in Abbildung 5-16 dargestellt ist. Dem Bereich A wird die linke
Regalzeile und dem Bereich B die rechte Regalzeile zugewiesen. Der Mitarbeiter
bewegt sich hierdurch geradlinig entlang des Regals und die erhöhte Belastung in
Abschnitt 2 wird vermieden. Die einseitige Arbeitsrichtung nach links kann zusätzlich
durch eine Mitarbeiter-Rotation zwischen den Bereichen A und B eliminiert werden.
Die geänderte Wegführung bedingt, dass der Mitarbeiter den vollen Kommissionier-
wagen wieder zur Startposition zurückschieben muss. Dies führt zu einem längeren
Haltungsblock in neutraler Körperhaltung und kann als ergonomisch günstige Erho-
lungsphase gesehen werden. Die Strecke hat eine Länge von 14 Metern. Hierfür be-
nötigt der Mitarbeiter etwa 10 Sekunden. Im Verhältnis zur Gesamtarbeitszeit
(9:30 Minuten) stellt sich dies als gering dar. Ein nennenswerter Verlust an Produkti-
vität ist durch das geänderte Layout folglich nicht zu erwarten.
Abbildung 5-16: Fallbeispiel 2 - Vorschlag Layoutänderung
5.2.3 Fallbeispiel 3: Eliminierung nicht-wertschöpfender Tätigkeiten in der Mann-zu-Ware Kommissionierung
Die Eliminierung nicht-wertschöpfender Tätigkeiten nach dem Vorbild des Toyota
Produktionssystems stellt eine Methode zur Erhöhung der Produktivität dar [Ōno-
1988, S.18ff]. Allerdings können hierdurch monotone Bewegungsabläufe und einsei-
tige Belastungen entstehen. Im folgenden Fallbeispiel wird untersucht, wie sich die
körperliche Belastung in einer Mann-zu-Ware Kommissionierung durch die Eliminie-
rung nicht-wertschöpfender Tätigkeiten verändert. Zu dem Fallbeispiel wurde ein
Fachbeitrag veröffentlicht [Kel-2015b].
Regal
Regal
Wagen Wagen
Bereich A Bereich B
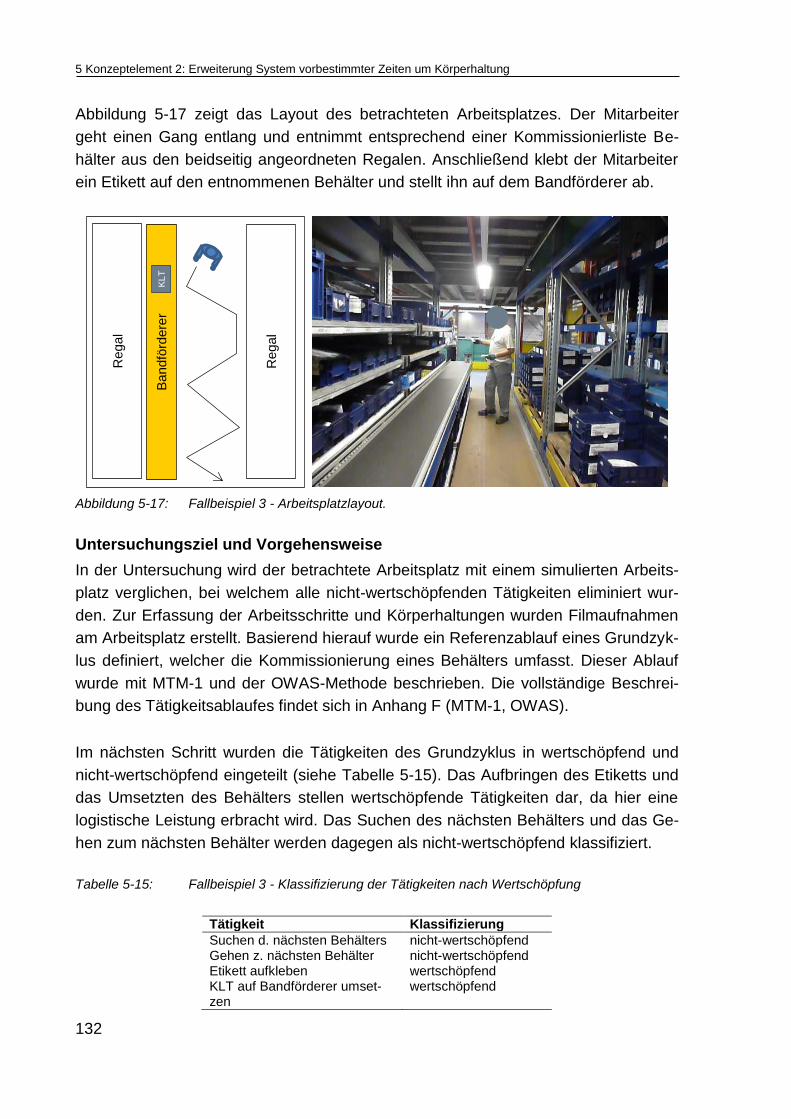
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
132
Abbildung 5-17 zeigt das Layout des betrachteten Arbeitsplatzes. Der Mitarbeiter
geht einen Gang entlang und entnimmt entsprechend einer Kommissionierliste Be-
hälter aus den beidseitig angeordneten Regalen. Anschließend klebt der Mitarbeiter
ein Etikett auf den entnommenen Behälter und stellt ihn auf dem Bandförderer ab.
Abbildung 5-17: Fallbeispiel 3 - Arbeitsplatzlayout.
Untersuchungsziel und Vorgehensweise
In der Untersuchung wird der betrachtete Arbeitsplatz mit einem simulierten Arbeits-
platz verglichen, bei welchem alle nicht-wertschöpfenden Tätigkeiten eliminiert wur-
den. Zur Erfassung der Arbeitsschritte und Körperhaltungen wurden Filmaufnahmen
am Arbeitsplatz erstellt. Basierend hierauf wurde ein Referenzablauf eines Grundzyk-
lus definiert, welcher die Kommissionierung eines Behälters umfasst. Dieser Ablauf
wurde mit MTM-1 und der OWAS-Methode beschrieben. Die vollständige Beschrei-
bung des Tätigkeitsablaufes findet sich in Anhang F (MTM-1, OWAS).
Im nächsten Schritt wurden die Tätigkeiten des Grundzyklus in wertschöpfend und
nicht-wertschöpfend eingeteilt (siehe Tabelle 5-15). Das Aufbringen des Etiketts und
das Umsetzten des Behälters stellen wertschöpfende Tätigkeiten dar, da hier eine
logistische Leistung erbracht wird. Das Suchen des nächsten Behälters und das Ge-
hen zum nächsten Behälter werden dagegen als nicht-wertschöpfend klassifiziert.
Tabelle 5-15: Fallbeispiel 3 - Klassifizierung der Tätigkeiten nach Wertschöpfung
Tätigkeit Klassifizierung
Suchen d. nächsten Behälters nicht-wertschöpfend Gehen z. nächsten Behälter nicht-wertschöpfend Etikett aufkleben wertschöpfend KLT auf Bandförderer umset-zen
wertschöpfend
Bandfö
rdere
rK
LT
Regal
Regal
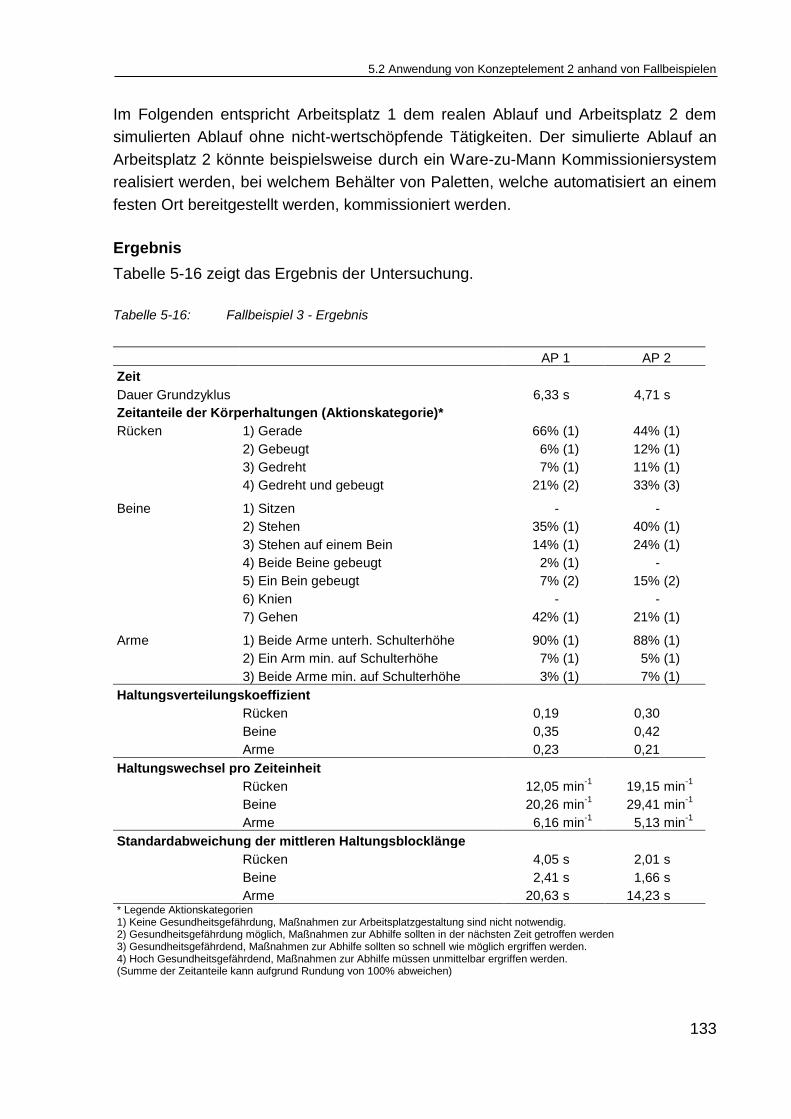
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
133
Im Folgenden entspricht Arbeitsplatz 1 dem realen Ablauf und Arbeitsplatz 2 dem
simulierten Ablauf ohne nicht-wertschöpfende Tätigkeiten. Der simulierte Ablauf an
Arbeitsplatz 2 könnte beispielsweise durch ein Ware-zu-Mann Kommissioniersystem
realisiert werden, bei welchem Behälter von Paletten, welche automatisiert an einem
festen Ort bereitgestellt werden, kommissioniert werden.
Ergebnis
Tabelle 5-16 zeigt das Ergebnis der Untersuchung.
Tabelle 5-16: Fallbeispiel 3 - Ergebnis
AP 1 AP 2
Zeit
Dauer Grundzyklus 6,33 s 4,71 s
Zeitanteile der Körperhaltungen (Aktionskategorie)*
Rücken 1) Gerade 66% (1) 44% (1)
2) Gebeugt 6% (1) 12% (1)
3) Gedreht 7% (1) 11% (1)
4) Gedreht und gebeugt 21% (2) 33% (3)
Beine 1) Sitzen -
-
2) Stehen 35% (1) 40% (1)
3) Stehen auf einem Bein 14% (1) 24% (1)
4) Beide Beine gebeugt 2% (1) -
5) Ein Bein gebeugt 7% (2) 15% (2)
6) Knien -
-
7) Gehen 42% (1) 21% (1)
Arme 1) Beide Arme unterh. Schulterhöhe 90% (1) 88% (1)
2) Ein Arm min. auf Schulterhöhe 7% (1) 5% (1)
3) Beide Arme min. auf Schulterhöhe 3% (1) 7% (1)
Haltungsverteilungskoeffizient
Rücken 0,19
0,30
Beine 0,35
0,42
Arme 0,23
0,21
Haltungswechsel pro Zeiteinheit
Rücken 12,05 min
-1 19,15 min
-1
Beine 20,26 min
-1 29,41 min
-1
Arme 6,16 min
-1 5,13 min
-1
Standardabweichung der mittleren Haltungsblocklänge
Rücken 4,05 s 2,01 s
Beine 2,41 s 1,66 s
Arme 20,63 s 14,23 s
* Legende Aktionskategorien 1) Keine Gesundheitsgefährdung, Maßnahmen zur Arbeitsplatzgestaltung sind nicht notwendig. 2) Gesundheitsgefährdung möglich, Maßnahmen zur Abhilfe sollten in der nächsten Zeit getroffen werden 3) Gesundheitsgefährdend, Maßnahmen zur Abhilfe sollten so schnell wie möglich ergriffen werden. 4) Hoch Gesundheitsgefährdend, Maßnahmen zur Abhilfe müssen unmittelbar ergriffen werden. (Summe der Zeitanteile kann aufgrund Rundung von 100% abweichen)
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
134
Zykluszeit
Der Grundzyklus umfasst die Kommissionierung eines Behälters. Die Zeitdauer hier-
für hat sich von 6,33 Sekunden an Arbeitsplatz 1 auf 4,71 Sekunden an Arbeits-
platz 2 verkürzt. Dies würde einer Produktivitätssteigerung um 34% entsprechen.
Zykluszeiten unter 30 Sekunden gelten als hoch repetitiv und sind als belastend zu
bewerten [Sil-1986]. Aus ergonomischer Sicht ist die Verkürzung der Zykluszeit da-
her als ungünstig zu bewerten.
Zeitanteile der Körperhaltungen
Für die Körperregion Rücken wird an beiden Arbeitsplätzen überwiegend die Haltung
„gerade (1)“ festgestellt. Durch die Eliminierung nicht-wertschöpfender Tätigkeiten
erhöht sich der Zeitanteil in der Haltung „gebeugt und gedreht (4)“ von 21 % an Ar-
beitsplatz 1 auf 33 % an Arbeitsplatz 2. Hierdurch verschlechtert sich die Risikoklas-
se auf Aktionskategorie 3.
An Arbeitsplatz 1 findet eine Abwechslung zwischen den Haltungen „Stehen (2)“ und
„Gehen (7)“ statt. An Arbeitsplatz 2 wurde der Zeitanteil der Haltung „Gehen (7)“ von
47 % auf 21 % reduziert. Dafür hat der Zeitanteil der ergonomisch ungünstigen Hal-
tungen „Stehen auf einem Bein (3)“ und „ein Bein gebeugt (5)“ zugenommen.
Arbeit über Schulterhöhe tritt an beiden Arbeitsplätzen nur zu einem geringen Zeitan-
teil (maximal 12 %) auf. Aus diesem Grund sind die Haltungen für die Körperregion
Arme an beiden Arbeitsplätzen mit Aktionskategorie 1 bewertet.
Haltungsverteilungskoeffizient
Die Eliminierung nicht-wertschöpfender Tätigkeiten führt zu einer Erhöhung des Hal-
tungsverteilungskoeffizienten für die Körperregion Rücken (AP 1: 0,19, AP 2: 0,30)
und für die Körperregion Beine (AP 1: 0,35, AP 2: 0,42). Dies ist ein Hinweis auf eine
Zunahme einseitiger Haltungssituationen. Für die Körperregion Arme ergibt sich zwi-
schen den Arbeitsplätzen nur ein geringer Unterschied.
Zeitliche Abfolge der Körperhaltungen
Die Analyse der Haltungswechsel pro Zeiteinheit ergibt für die Körperregionen Rü-
cken und Beine eine Erhöhung der Haltungswechsel pro Minute und eine Verringe-
rung der Standardabweichung der mittleren Haltungsblocklänge an Arbeitsplatz 2.
Dies ist ein Indiz für eine Zunahme von kurzzyklischen, sich wiederholenden Bewe-
gungsabläufen an Arbeitsplatz 2. Dies zeigt sich auch in der grafischen Darstellung
der Haltungsabfolge für die Körperregion Rücken und Beine. Durch die Eliminierung
der nicht-wertschöpfenden Tätigkeiten entfallen ebenfalls Erholungsphasen in neut-
raler Körperhaltung. Die verbleibenden Haltungsblöcke sind kürzer und variieren in
der Länge weniger.
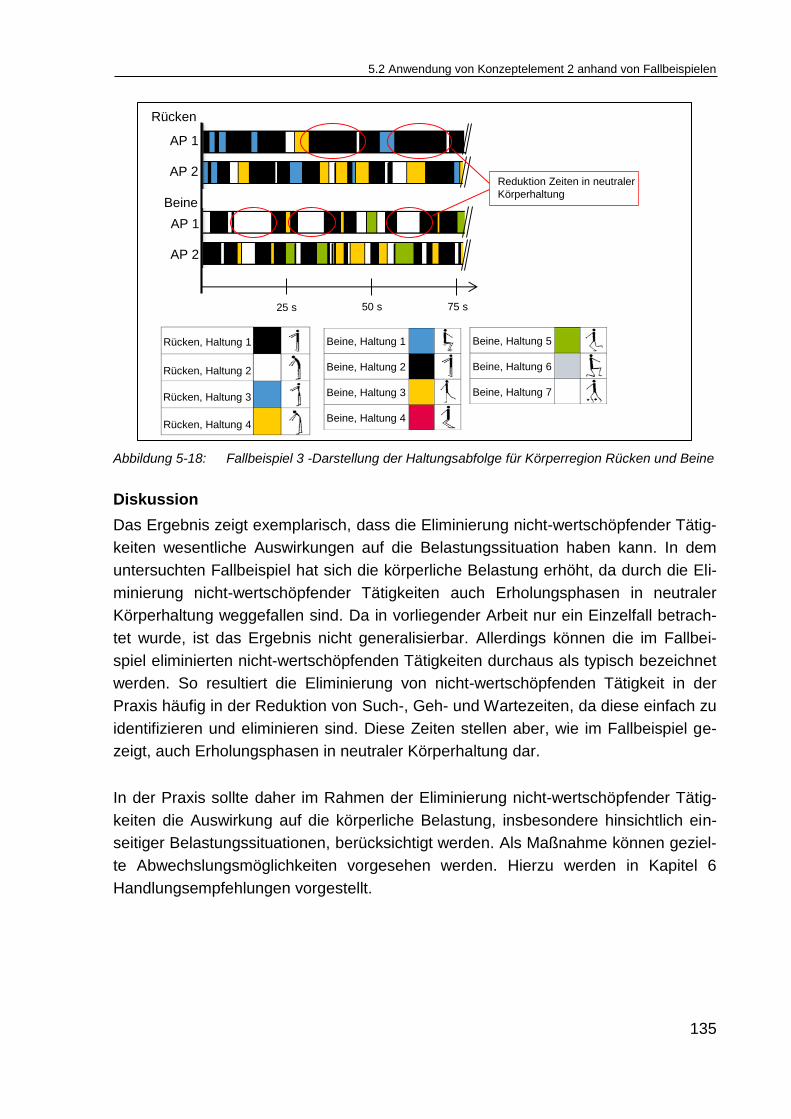
5.2 Anwendung von Konzeptelement 2 anhand von Fallbeispielen
135
Abbildung 5-18: Fallbeispiel 3 -Darstellung der Haltungsabfolge für Körperregion Rücken und Beine
Diskussion
Das Ergebnis zeigt exemplarisch, dass die Eliminierung nicht-wertschöpfender Tätig-
keiten wesentliche Auswirkungen auf die Belastungssituation haben kann. In dem
untersuchten Fallbeispiel hat sich die körperliche Belastung erhöht, da durch die Eli-
minierung nicht-wertschöpfender Tätigkeiten auch Erholungsphasen in neutraler
Körperhaltung weggefallen sind. Da in vorliegender Arbeit nur ein Einzelfall betrach-
tet wurde, ist das Ergebnis nicht generalisierbar. Allerdings können die im Fallbei-
spiel eliminierten nicht-wertschöpfenden Tätigkeiten durchaus als typisch bezeichnet
werden. So resultiert die Eliminierung von nicht-wertschöpfenden Tätigkeit in der
Praxis häufig in der Reduktion von Such-, Geh- und Wartezeiten, da diese einfach zu
identifizieren und eliminieren sind. Diese Zeiten stellen aber, wie im Fallbeispiel ge-
zeigt, auch Erholungsphasen in neutraler Körperhaltung dar.
In der Praxis sollte daher im Rahmen der Eliminierung nicht-wertschöpfender Tätig-
keiten die Auswirkung auf die körperliche Belastung, insbesondere hinsichtlich ein-
seitiger Belastungssituationen, berücksichtigt werden. Als Maßnahme können geziel-
te Abwechslungsmöglichkeiten vorgesehen werden. Hierzu werden in Kapitel 6
Handlungsempfehlungen vorgestellt.
Rücken, Haltung 1
Rücken, Haltung 2
Rücken, Haltung 3
Rücken, Haltung 4
AP 1
Rücken
AP 2
AP 1
Beine
AP 2
25 s 50 s 75 s
Beine, Haltung 1
Beine, Haltung 2
Beine, Haltung 3
Beine, Haltung 4
Beine, Haltung 5
Beine, Haltung 6
Beine, Haltung 7
Reduktion Zeiten in neutraler
Körperhaltung
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
136
5.2.4 Diskussion der Ergebnisse
In Bezug auf die Gestaltung von Produktionslogistikarbeitsplätzen wurde in den Fall-
beispielen folgendes festgestellt:
- Die Kombination von Produktions- und Logistiktätigkeiten kann sich aufgrund
einer längeren Zykluszeit und der Kombination unterschiedlicher Tätigkeitspro-
file positiv auf die Belastungssituation auswirken.
- In der Mann-zu-Ware Kommissionierung hat das Layout und die Wegstrategie
einen wesentlichen Einfluss auf die körperliche Belastung. Allerdings erfolgt
die Gestaltung des Layouts und der Wegstrategie in der Regel nach wirt-
schaftlichen Kriterien. Insbesondere ein U-Layout hat aus ergonomischer Sicht
Nachteile. Zum einen führt ein U-Layout zu einer einseitigen Arbeitsrichtung
nach links oder rechts. Zum anderen entfallen Erholungsphasen in neutraler
Körperhaltung für Wege zwischen Start- und Endpunkt.
- Die Eliminierung nicht-wertschöpfender Tätigkeiten kann durch den Entfall von
Erholungsphasen in neutraler Körperhaltung zu einseitigen Belastungssituati-
onen führen.
Diese Ergebnisse beziehen sich auf die untersuchten Einzelfälle und sind daher nicht
grundsätzlich generalisierbar. Allerdings wurden die Untersuchungen im realen Be-
trieb durchgeführt und spiegeln charakteristische Prozesse und Gestaltungsvarianten
der Produktionslogistik wider. Die Ergebnisse können daher als Indizien gewertet
werden.
5.3 Zusammenfassung
137
5.3 Zusammenfassung
Zusammenfassend kann die Frage, welche Zeit- und Belastungsmodelle sich zur
Untersuchung einseitiger und wechselnder Belastung eignen und anhand welcher
Merkmale einseitige Belastungssituationen identifiziert werden können, folgender-
maßen beantwortet werden.
Als Zeitmodell eignet sich das MTM-1-Grundsystems, da es die reale zeitliche Abfol-
ge ausgeführter Tätigkeiten ohne Vereinfachungen wiedergibt. Diese Anforderung
wird von den höher aggregierten MTM-Systemen nicht erfüllt (z. B. MTM-UAS). Die-
se sind daher nicht zur Untersuchung einseitiger und wechselnder Belastung geeig-
net.
Als Belastungsmodell eignet sich die OWAS-Methode, da sie eine einfache und kon-
tinuierliche Codierung der Ganzkörperhaltung ermöglicht. Dies stellt eine wesentliche
Voraussetzung zur Untersuchung des zeitlichen Ablaufes hinsichtlich Einseitigkeit
und Abwechslung dar.
In den Fallstudien wurde gezeigt, dass durch Kombination des MTM-1-Grundsystem
und der OWAS-Methode einseitige Belastungssituationen identifiziert werden kön-
nen. Die Identifikation kann sowohl anhand qualitativer Merkmale als auch anhand
quantitativer Merkmale durchgeführt werden.
Qualitativ konnten einseitige Belastungssituationen anhand folgender Merkmale
identifiziert werden:
- Verkürzung der Zykluszeit
- Abnahme Zeitanteil in neutraler Körperhaltung
- Einseitige Ganzkörperhaltung
- Einseitige Arbeitsrichtung
- Mangel an Erholungsphasen in neutraler Körperhaltung
Als quantitative Kennzahlen wurden der Haltungsverteilungskoeffizient, die Hal-
tungswechsel pro Zeiteinheit und die Standardabweichung der Haltungsblocklänge
betrachtet. Hohe Werte des Haltungsverteilungskoeffizienten zeigen einseitige Kör-
perhaltungen und hohe Zeitanteile in ungünstiger Körperhaltung an. Einseitige repeti-
tive Tätigkeitsabläufe sind durch eine hohe Anzahl an Haltungswechseln pro Zeitein-
5 Konzeptelement 2: Erweiterung System vorbestimmter Zeiten um Körperhaltung
138
heit und eine geringe Standardabweichung der Haltungsblocklänge gekennzeichnet.
Folgende in Kapitel 5.1.5 dargestellten Einschränkungen müssen allerdings in der
Anwendung berücksichtigt werden.
Der Haltungsverteilungskoeffizient quantifiziert die Abweichung von einer Sollvertei-
lung und ist daher nur für eine sinnvoll gewählte Sollverteilung aussagekräftig. Die in
den Fallbeispielen verwendete Sollverteilung stellt keine Empfehlung dar, sondern
dient der beispielhaften Anwendung des Haltungsverteilungskoeffizienten. In der
praktischen Anwendung ist, in Abhängigkeit von Anforderungen und Zielstellung, ei-
ne Anpassung der Sollverteilung vorzunehmen.
Mithilfe der vorgestellten Kennzahlen können die Auswirkung von Änderung an ei-
nem Arbeitsplatz quantitativ untersucht werden. Die Kennzahlen stellen allerdings
keine Risikobewertung dar. Aus diesem Grund ist der rein kennzahlenbasierte Ver-
gleich unterschiedlicher Arbeitsplätze nicht möglich. Weiterhin ist eine Kennzah-
lenaggregation oder Durchschnittsbildung über verschiedene Körperregionen nicht
sinnvoll, da sich eine einseitige Belastung einer Körperregion nicht durch eine Entlas-
tung einer anderen Körperregion kompensieren lässt.
139
6 Ableitung von Handlungsempfehlungen
Im folgenden Kapitel werden Handlungsempfehlungen zur Vermeidung einseitiger
Belastungen in der Produktionslogistik vorgestellt. Das Kapitel enthält allgemeine
Handlungsempfehlungen zur Vermeidung einseitiger Belastungen in der Produkti-
onslogistik (6.1) sowie eine beispielhafte Konkretisierung für Routenzüge (6.2) und
Kommissioniersysteme (6.3). Die Handlungsempfehlungen leiten sich aus den Er-
gebnissen der Literaturrecherche, der Feldstudie sowie den vorgestellten Fallbeispie-
len ab.
6.1 Handlungsempfehlungen zur Vermeidung einseitiger Belastungen in der Produktionslogistik
Die folgenden Handlungsempfehlungen beziehen sich auf die untersuchten manuel-
len Tätigkeiten in der Produktionslogistik. Diese umfassen die Gruppen „Fahr- und
Handhabungstätigkeiten“ sowie „Handhabungstätigkeiten“. Für Tätigkeiten innerhalb
der Gruppen „Fahr- und Handhabungstätigkeiten“ sowie „Handhabungstätigkeiten“
stellt Lasthandhabung die dominante Belastungsart dar. Daneben wurden folgende
einseitige Belastungen identifiziert:
- Dauerndes Stehen und Gehen
- Einseitige Arbeitsrichtung
- Kurzzyklisch wiederholende Arbeitsabläufe
- Enge Taktbindung
Im Folgenden werden Handlungsempfehlungen vorgestellt, um diese Belastungen zu
vermeiden.
6.1.1 Kombination unterschiedlicher Tätigkeiten
Durch eine Kombination verschiedener Tätigkeiten und Aufgaben können kurzzykli-
sche, sich wiederholende Arbeitsabläufe vermieden werden. Ergonomisch günstig ist
ein breites Aufgabenspektrum mit unterschiedlichen Tätigkeiten und einem möglichst
großen individuellen Handlungsspielraum. Hierdurch werden einseitige Belastungen
vermieden und es entstehen abwechslungsreichere Arbeitsinhalte, welche in der Re-
gel auch inhaltlich anspruchsvoller sind.
6 Ableitung von Handlungsempfehlungen
140
Dies kommt auch dem Leistungsspektrum älterer Mitarbeiter entgegen. Mit zuneh-
mendem Alter nimmt die körperliche Belastbarkeit tendenziell ab, dafür nehmen
mentale Fähigkeiten (z. B. Erfahrungswissen und Problemlösungskompetenz) ten-
denziell zu [Fri-2006; Ilm-2001]. Ein größerer Handlungsspielraum und inhaltlich an-
spruchsvollere Tätigkeiten können sich zudem positiv auf die Mitarbeitermotivation
auswirken [Fre-2001].
Empfehlenswert ist die Kombination von Tätigkeiten mit unterschiedlichem Qualifika-
tionsniveau (Jobenrichment) sowie die Kombination von Tätigkeiten mit gleichem
Qualifikationsniveau (Jobenlargement). Ein Beispiel für Jobenlargement ist die in Ka-
pitel 5.2.1 untersuchte Integration einfacher Vormontagetätigkeiten in die Kommissi-
onierung. Jobrotation sollte dagegen nur eingesetzt werden, wenn die Gestaltung
abwechslungsreicher Arbeitsplätze nicht möglich ist. Zum einen kann eine Rotation
den negativen Effekt einseitiger Belastungen nicht vollständig kompensieren [Óla-
1998; Fre-2001]. Zum anderen können mit einer Rotation auch Nachteile verbunden
sein, wie beispielsweise wechselnde Arbeitsorte, ein instabiles soziales Umfeld oder
ein geringerer Handlungsspielraum. Ein Ansatz zur Vermeidung dieser Nachteile
stellt eigenverantwortliche Gruppenarbeit dar. Dabei werden den Mitarbeitern keine
festen Arbeitsplätze zugewiesen, sondern die Gruppe organisiert eigenständig die
Aufgabeneinteilung und Arbeitsplatzrotation. Hierdurch erhalten die Mitarbeiter mehr
Handlungsspielraum und bewegen sich innerhalb der Gruppe in einem stabilen sozi-
alen Umfeld.
6.1.2 Flexible Leistungserbringung
Eine flexible Leistungserbringung gibt dem Mitarbeiter die Möglichkeit, eigenverant-
wortlich Arbeitstempo sowie Zeitpunkt und Dauer kleinerer Pausen zu bestimmen.
Hierdurch kann der Mitarbeiter vorübergehend schneller oder langsamer arbeiten, in
der Arbeitsausführung variieren und kleine Erholungspausen machen. Diese Maß-
nahme wird von Prasch auch als Maßnahme zur Integration älterer und leistungsge-
wandelter Mitarbeiter im Bereich der Montage empfohlen [Pra-2010, S.108ff]. Als
Vorteile nennt Prasch im Bereich der körperlichen Belastung eine Reduktion der
Kreislaufbelastung und eine verbesserte Nährstoffversorgung schlecht durchbluteten
Gewebes. Zusätzlich wird nach Prasch die mentale und psychische Belastung redu-
ziert, da natürliche menschliche Leistungsschwankungen nicht sofort zu Stresssitua-
tionen führen. Im Bereich der Produktionslogistik kann eine flexible Leistungserbrin-
gung insbesondere durch einen ausreichenden Materialbestand zu vorhergehenden
und nachfolgenden Prozessen umgesetzt werden.
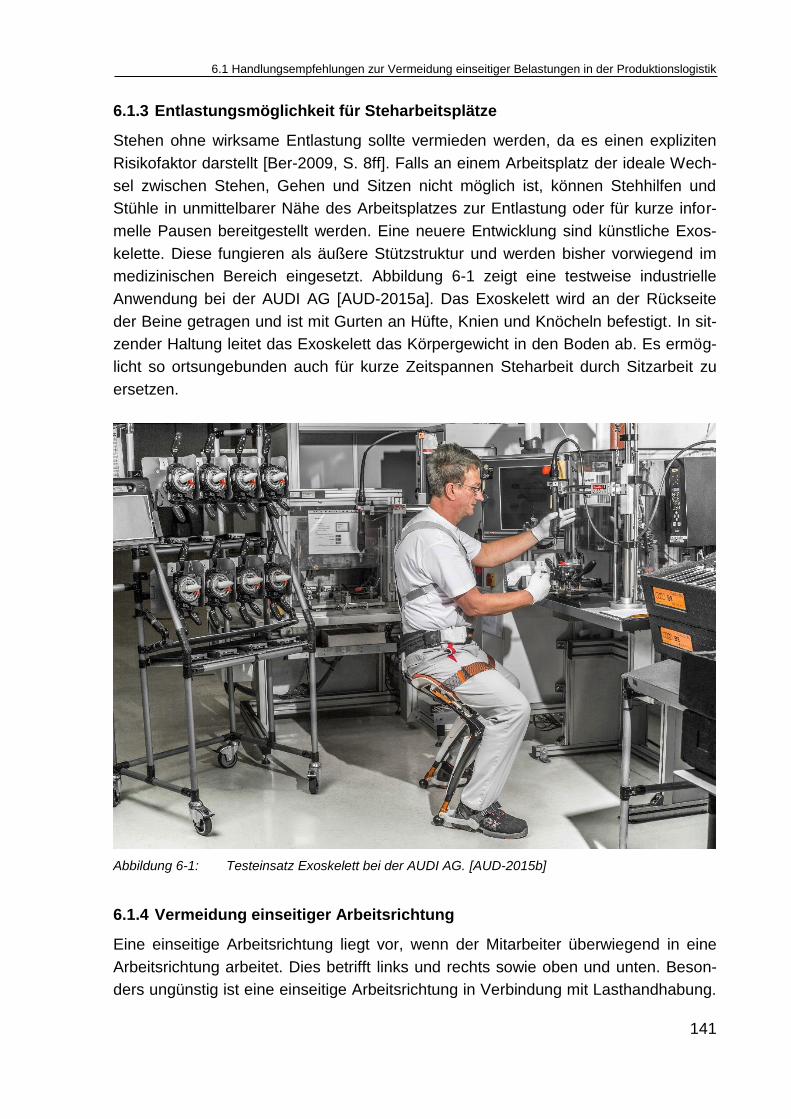
6.1 Handlungsempfehlungen zur Vermeidung einseitiger Belastungen in der Produktionslogistik
141
6.1.3 Entlastungsmöglichkeit für Steharbeitsplätze
Stehen ohne wirksame Entlastung sollte vermieden werden, da es einen expliziten
Risikofaktor darstellt [Ber-2009, S. 8ff]. Falls an einem Arbeitsplatz der ideale Wech-
sel zwischen Stehen, Gehen und Sitzen nicht möglich ist, können Stehhilfen und
Stühle in unmittelbarer Nähe des Arbeitsplatzes zur Entlastung oder für kurze infor-
melle Pausen bereitgestellt werden. Eine neuere Entwicklung sind künstliche Exos-
kelette. Diese fungieren als äußere Stützstruktur und werden bisher vorwiegend im
medizinischen Bereich eingesetzt. Abbildung 6-1 zeigt eine testweise industrielle
Anwendung bei der AUDI AG [AUD-2015a]. Das Exoskelett wird an der Rückseite
der Beine getragen und ist mit Gurten an Hüfte, Knien und Knöcheln befestigt. In sit-
zender Haltung leitet das Exoskelett das Körpergewicht in den Boden ab. Es ermög-
licht so ortsungebunden auch für kurze Zeitspannen Steharbeit durch Sitzarbeit zu
ersetzen.
Abbildung 6-1: Testeinsatz Exoskelett bei der AUDI AG. [AUD-2015b]
6.1.4 Vermeidung einseitiger Arbeitsrichtung
Eine einseitige Arbeitsrichtung liegt vor, wenn der Mitarbeiter überwiegend in eine
Arbeitsrichtung arbeitet. Dies betrifft links und rechts sowie oben und unten. Beson-
ders ungünstig ist eine einseitige Arbeitsrichtung in Verbindung mit Lasthandhabung.

6 Ableitung von Handlungsempfehlungen
142
Vermieden werden kann eine einseitige Arbeitsrichtung in der Regel durch Anpas-
sungen des Layouts und der Arbeitsorganisation. In der Mann-zu-Ware Kommissio-
nierung führt ein U-Layout zwangsläufig zu einer einseitigen Arbeitsrichtung. Dieser
Aspekt wird in Kapitel 6.3 aufgegriffen.
6.2 Gestaltungsbeispiel Routenzug
Bei Routenzugfahrern stellt manuelle Lasthandhabung die primäre Belastung dar.
Am Anlieferort wird bei KLT-Routenzügen das Umsetzen der Behälter vom Routen-
zug in Regale und bei GLT-Routenzügen das Ziehen oder Schieben der Behälter auf
Rolluntergestellen zur Bereitstellung durchgeführt. Neben der körperlich anstrengen-
den Arbeit stehen die Routenzugfahrer in der Regel unter Zeitdruck, da der Material-
bestand am Bedarfsort so gering wie möglich gehalten wird. Vor diesem Hintergrund
kommt der Berücksichtigung der Ergonomie bei der Auswahl einer geeigneten Tech-
nik für Anhänger und Transporthilfsmittel eine besondere Bedeutung zu [Keu-2016].
Daneben hat auch die Auswahl des Zugfahrzeuges einen Einfluss auf das Belas-
tungsprofil des Routenzugfahrers, denn Zugfahrzeuge werden mit und ohne Sitz-
möglichkeit ausgeführt. Abbildung 6-2 zeigt zwei Beispiele hierfür.
Abbildung 6-2: Zugfahrzeuge für Routenzüge [Sti-2016a, Sti-2016b]
Ein Zugfahrzeug mit Sitz ermöglicht dem Fahrer regelmäßige und längere Erho-
lungsphasen im Arbeitsablauf. Dies wirkt einer einseitigen Ganzkörperhaltung entge-
gen. Das Diagramm in Abbildung 6-2 zeigt für einen beispielhaften GLT-
Routenzugarbeitsplatz die Zeitanteile in den Körperhaltungen Sitzen, Stehen und
Gehen. Die Daten wurden im Rahmen einer vom Autor betreuten Studienarbeit er-
hoben [fml-2014a, S.102f]. Für den untersuchten Arbeitsplatz führt eine Zugmaschi-
ne ohne Sitz zu einer einseitigen Steh- und Gehtätigkeit. Eine Zugmaschine mit Sitz
führt hingegen zu einer ausgeglichenen Verteilung von Sitzen, Stehen und Gehen.
Vor diesem Hintergrund wird für Routenzüge eine Zugmaschine mit Sitzmöglichkeit
empfohlen. Eine Ausnahme stellen lediglich Routenzugprozesse mit sehr kurzen
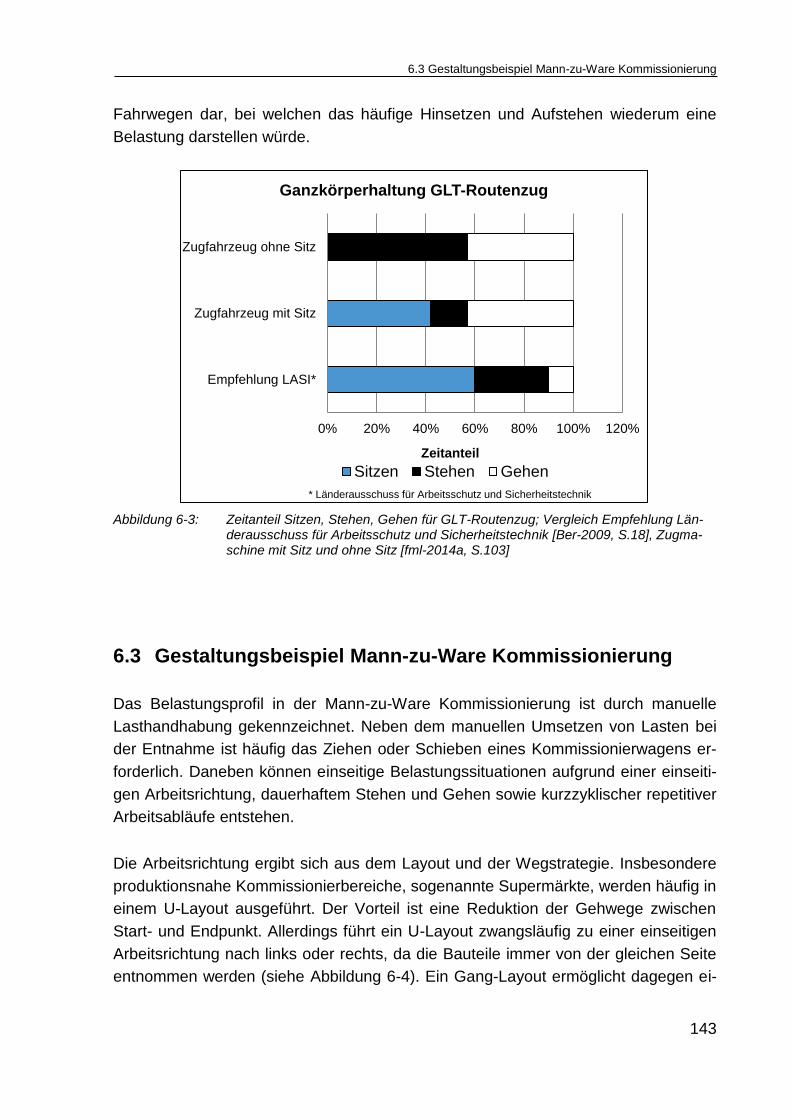
6.3 Gestaltungsbeispiel Mann-zu-Ware Kommissionierung
143
Fahrwegen dar, bei welchen das häufige Hinsetzen und Aufstehen wiederum eine
Belastung darstellen würde.
Abbildung 6-3: Zeitanteil Sitzen, Stehen, Gehen für GLT-Routenzug; Vergleich Empfehlung Län-derausschuss für Arbeitsschutz und Sicherheitstechnik [Ber-2009, S.18], Zugma-schine mit Sitz und ohne Sitz [fml-2014a, S.103]
6.3 Gestaltungsbeispiel Mann-zu-Ware Kommissionierung
Das Belastungsprofil in der Mann-zu-Ware Kommissionierung ist durch manuelle
Lasthandhabung gekennzeichnet. Neben dem manuellen Umsetzen von Lasten bei
der Entnahme ist häufig das Ziehen oder Schieben eines Kommissionierwagens er-
forderlich. Daneben können einseitige Belastungssituationen aufgrund einer einseiti-
gen Arbeitsrichtung, dauerhaftem Stehen und Gehen sowie kurzzyklischer repetitiver
Arbeitsabläufe entstehen.
Die Arbeitsrichtung ergibt sich aus dem Layout und der Wegstrategie. Insbesondere
produktionsnahe Kommissionierbereiche, sogenannte Supermärkte, werden häufig in
einem U-Layout ausgeführt. Der Vorteil ist eine Reduktion der Gehwege zwischen
Start- und Endpunkt. Allerdings führt ein U-Layout zwangsläufig zu einer einseitigen
Arbeitsrichtung nach links oder rechts, da die Bauteile immer von der gleichen Seite
entnommen werden (siehe Abbildung 6-4). Ein Gang-Layout ermöglicht dagegen ei-
0% 20% 40% 60% 80% 100% 120%
Empfehlung LASI*
Zugfahrzeug mit Sitz
Zugfahrzeug ohne Sitz
Zeitanteil
* Länderausschuss für Arbeitsschutz und Sicherheitstechnik
Ganzkörperhaltung GLT-Routenzug
Sitzen Stehen Gehen
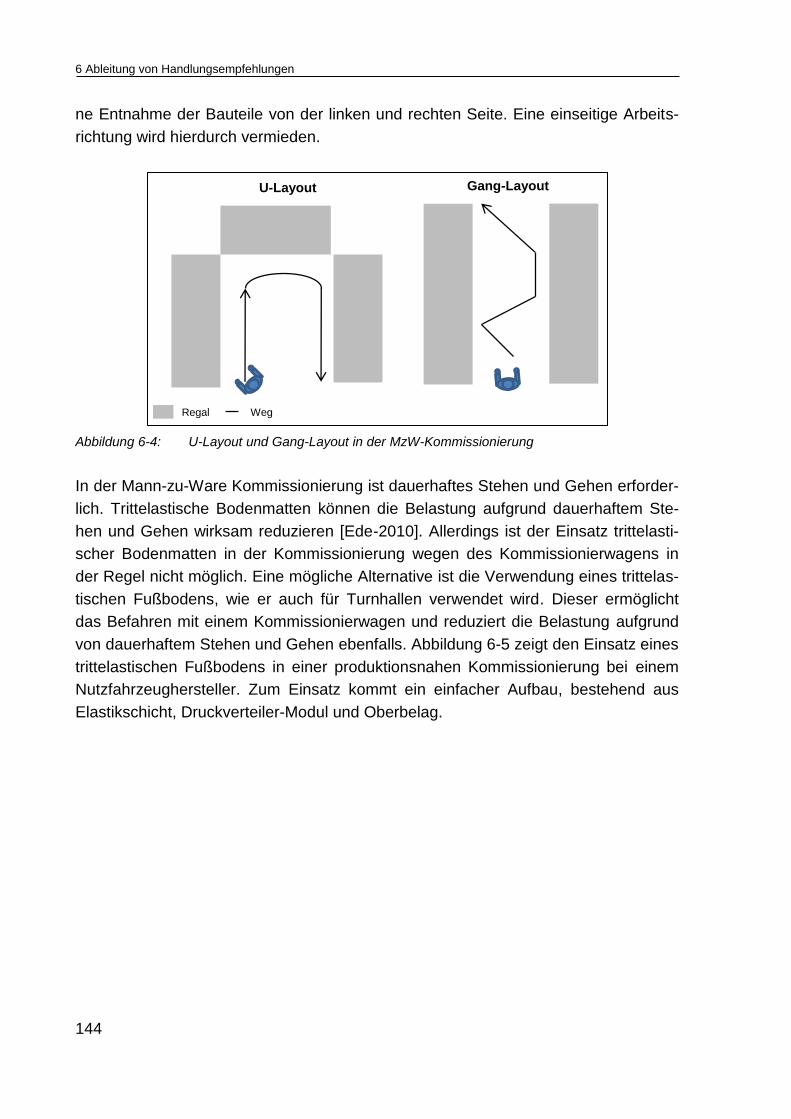
6 Ableitung von Handlungsempfehlungen
144
ne Entnahme der Bauteile von der linken und rechten Seite. Eine einseitige Arbeits-
richtung wird hierdurch vermieden.
Abbildung 6-4: U-Layout und Gang-Layout in der MzW-Kommissionierung
In der Mann-zu-Ware Kommissionierung ist dauerhaftes Stehen und Gehen erforder-
lich. Trittelastische Bodenmatten können die Belastung aufgrund dauerhaftem Ste-
hen und Gehen wirksam reduzieren [Ede-2010]. Allerdings ist der Einsatz trittelasti-
scher Bodenmatten in der Kommissionierung wegen des Kommissionierwagens in
der Regel nicht möglich. Eine mögliche Alternative ist die Verwendung eines trittelas-
tischen Fußbodens, wie er auch für Turnhallen verwendet wird. Dieser ermöglicht
das Befahren mit einem Kommissionierwagen und reduziert die Belastung aufgrund
von dauerhaftem Stehen und Gehen ebenfalls. Abbildung 6-5 zeigt den Einsatz eines
trittelastischen Fußbodens in einer produktionsnahen Kommissionierung bei einem
Nutzfahrzeughersteller. Zum Einsatz kommt ein einfacher Aufbau, bestehend aus
Elastikschicht, Druckverteiler-Modul und Oberbelag.
Gang-LayoutU-Layout
Regal Weg
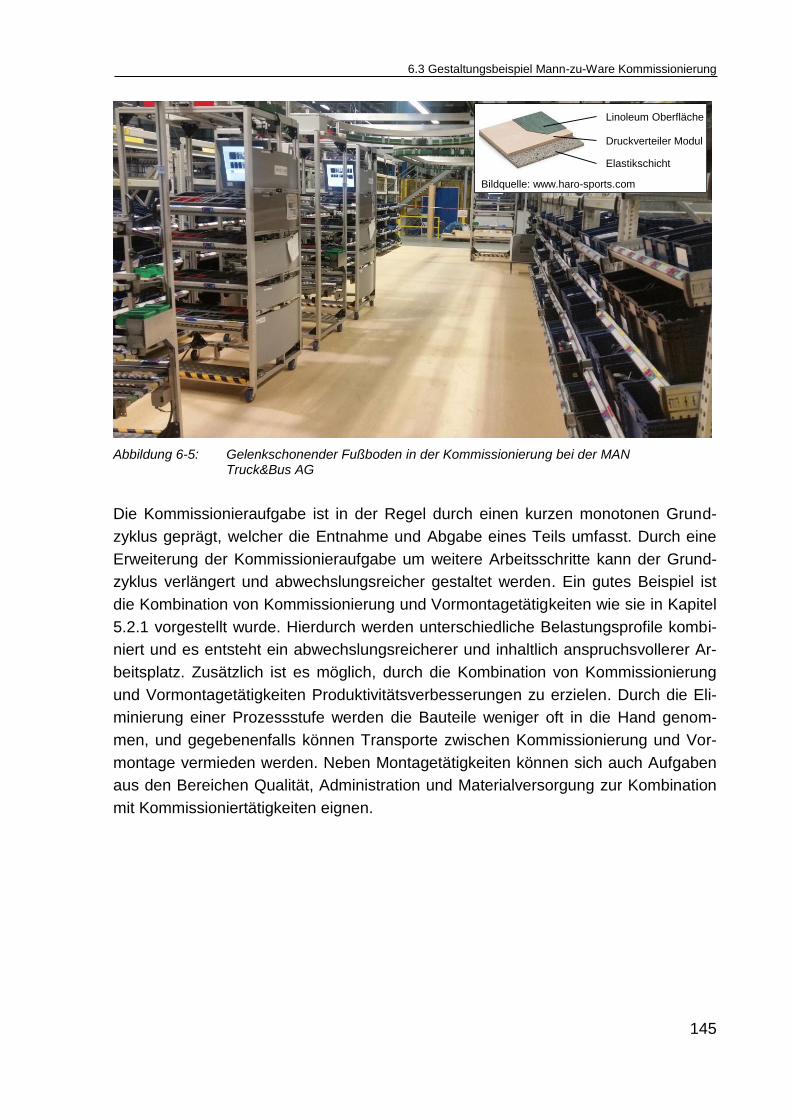
6.3 Gestaltungsbeispiel Mann-zu-Ware Kommissionierung
145
Abbildung 6-5: Gelenkschonender Fußboden in der Kommissionierung bei der MAN Truck&Bus AG
Die Kommissionieraufgabe ist in der Regel durch einen kurzen monotonen Grund-
zyklus geprägt, welcher die Entnahme und Abgabe eines Teils umfasst. Durch eine
Erweiterung der Kommissionieraufgabe um weitere Arbeitsschritte kann der Grund-
zyklus verlängert und abwechslungsreicher gestaltet werden. Ein gutes Beispiel ist
die Kombination von Kommissionierung und Vormontagetätigkeiten wie sie in Kapitel
5.2.1 vorgestellt wurde. Hierdurch werden unterschiedliche Belastungsprofile kombi-
niert und es entsteht ein abwechslungsreicherer und inhaltlich anspruchsvollerer Ar-
beitsplatz. Zusätzlich ist es möglich, durch die Kombination von Kommissionierung
und Vormontagetätigkeiten Produktivitätsverbesserungen zu erzielen. Durch die Eli-
minierung einer Prozessstufe werden die Bauteile weniger oft in die Hand genom-
men, und gegebenenfalls können Transporte zwischen Kommissionierung und Vor-
montage vermieden werden. Neben Montagetätigkeiten können sich auch Aufgaben
aus den Bereichen Qualität, Administration und Materialversorgung zur Kombination
mit Kommissioniertätigkeiten eignen.
Druckverteiler Modul
Linoleum Oberfläche
Elastikschicht
Bildquelle: www.haro-sports.com

147
7 Zusammenfassung und Ausblick
Für produzierende Unternehmen stellt die Verbesserung der Arbeitsbedingungen vor
dem Hintergrund des demografischen Wandels in Deutschland ein wichtiges Ziel dar.
Insbesondere in der Automobilindustrie wurden die körperlichen Belastungen in Pro-
duktion und Logistik mit hohem Aufwand reduziert. Die Umsetzung von Lean-
Production nach dem Vorbild des Toyota Produktionssystems hat allerdings gleich-
zeitig zu einer weiteren Arbeitsteilung und Arbeitsverdichtung gefördert. Die Produk-
tionslogistik ist hiervon besonders betroffen. Durch personelle Trennung von Produk-
tions- und Logistiktätigkeiten, Standardisierung und Eliminierung nicht-
wertschöpfender Tätigkeiten sind in der automobilen Produktionslogistik zunehmend
standardisierte und zeitlich vorbestimmte Arbeitsabläufe entstanden. Dies wider-
spricht dem Kompetenzprofil älterer Arbeitnehmer, deren Anteil in der Logistik traditi-
onell höher ist als in der Produktion.
Eingesetzte Verfahren zur Bewertung der körperlichen Belastung berücksichtigen
nicht, in welcher zeitlichen Abfolge Tätigkeiten ausgeführt werden. Aus diesem
Grund konnten einseitige Belastungssituationen mit den eingesetzten Verfahren bis-
her nicht identifiziert werden. In Systemen vorbestimmter Zeiten liegen jedoch bereits
Informationen zur zeitlichen Abfolge von Tätigkeiten im betrieblichen Umfeld vor.
Dieser Aspekt wurde in vorliegender Arbeit aufgegriffen und ein System vorbestimm-
ter Zeiten um die Betrachtung der körperlichen Belastung erweitert. Die Erweiterung
basiert auf zwei Elementen, welche unabhängig voneinander umgesetzt wurden.
Konzeptelement 1 ermöglicht eine integrierte Bewertung von Zeit und körperlicher
Belastung aufgrund Lasthandhabung. Ziel ist eine einheitliche und zeitsparende Be-
wertung zum Einsatz in der betrieblichen Arbeitsvorbereitung. Mithilfe eines Parame-
termodells, welches auf vordefinierten Prozessbausteinen basiert, kann der Bewer-
tungsaufwand für wiederkehrende Tätigkeitsabläufe reduziert werden. Das Konzept
wurde exemplarisch für einen GLT-Routenzugprozess umgesetzt.
Konzeptelement 2 umfasst die Untersuchung der zeitlichen Abfolge von Tätigkeiten
hinsichtlich Einseitigkeit und Abwechslung. Das Modell weist einen hohen Detaillie-
rungsgrad auf und berücksichtigt die Ganzkörperhaltung. Die Interpretation kann an-
hand qualitativer und quantitativer Merkmale erfolgen. Konzeptelement 2 wurde
exemplarisch an drei Fallbeispielen aus der Produktionslogistik erprobt. Dabei konn-
ten einseitige Belastungssituationen zuverlässig identifiziert werden.
7 Zusammenfassung und Ausblick
148
In den Fallbeispielen wurde untersucht, wie sich folgende klassische Gestaltungsan-
sätze aus dem Bereich Lean-Production auf die körperliche Belastung auswirken:
- Trennung von Produktions- und Logistiktätigkeiten
- U-Layout in der Mann-zu-Ware Kommissionierung
- Eliminierung nicht-wertschöpfender Tätigkeiten
Als Ergebnis wurde festgestellt, dass ebendiese Gestaltungsansätze zu einseitigen
Arbeitsabläufen führen können. Studien, beispielsweise von Womack et al. [Wom-
2009] oder Saurin und Ferreira [Sau-2009], welche die ergonomischen Auswirkun-
gen von Lean-Production positiv beurteilen, müssen vor diesem Hintergrund kritisch
gesehen werden. Da die zeitliche Abfolge und der Aspekt von Einseitigkeit und Ab-
wechslung nicht berücksichtigt wurden, haben die Studien nur eine begrenzte Aus-
sagekraft. Die vorgestellte Methode stellt hier einen Beitrag dar, die ergonomischen
Auswirkungen umfassender beurteilen zu können. Allerdings lässt sich Lean Produk-
tion nicht auf obige Gestaltungsansätze reduzieren und die ergonomischen Auswir-
kungen von Lean-Production hängen sehr stark von den Gegebenheiten vor Ort ab.
Dies spiegelt sich auch in den Ergebnissen einer Metastudie von Koukoulaki [Kou-
2014] wider, wonach sich die ergonomischen Auswirkungen von Lean-Production als
uneinheitlich darstellen. Eine generelle Aussage zu den ergonomischen Auswirkun-
gen von Lean-Production ist aus der vorliegenden Arbeit deshalb nicht abzuleiten.
In der Anwendung des erweiterten Systems vorbestimmter Zeiten müssen folgende
methodische Einschränkungen berücksichtigt werden: Konzeptelement 1 des erwei-
terten Systems vorbestimmter Zeiten umfasst nur die Belastungsart Lasthandha-
bung. Treten weitere wesentliche Belastungen auf, müssen diese separat untersucht
werden. Konzeptelement 2 ermöglicht es, mithilfe der abgeleiteten Kennzahlen Än-
derung im zeitlichen Ablauf auch quantitativ zu untersuchen. Die Kennzahlen stellen
allerdings keine Risikobewertung dar, weshalb ein rein kennzahlenbasierter Ver-
gleich unterschiedlicher Arbeitsplätze nicht möglich ist.

7 Zusammenfassung und Ausblick
149
Hier besteht weiterer Forschungs- und Entwicklungsbedarf. Basierend auf den quan-
titativen Kenngrößen zur Untersuchung des zeitlichen Ablaufes kann in weiterführen-
den arbeitswissenschaftlichen Studien eine Risikobewertung entwickelt werden. Dies
eröffnet weitere Anwendungsmöglichkeiten für die entwickelte Methode. Beispiels-
weise könnte das erweiterte System vorbestimmter Zeiten in Motion-Capturing-
Systeme integriert werden. Dies würde eine automatische Erfassung und Interpreta-
tion der zeitlichen Haltungsabfolge ermöglichen. Eine weitere Möglichkeit besteht in
der Integration des erweiterten Systems vorbestimmter Zeiten in kommerzielle Soft-
waresysteme zur Arbeitsvorbereitung.

151
Literaturverzeichnis
[AOK-2011] AOK: Gesunder Rücken. In: pa praxis aktuell, 11.08.2011,
https://www.aok-bgf.de/bundesweit/pa-praxis-aktuell/gesunder-
ruecken.html, Aufruf am 18.01.2016.
[AUD-2015a] AUDI AG: Chairless Chair für verbesserte Ergonomie in der Audi-
Produktion. Pressemitteilung. Ingolstadt/Neckarsulm: AUDI AG, 2015.
https://www.audi-mediacenter.com/de/pressemitteilungen/
chairless-chair-fuer-verbesserte-ergonomie-in-der-audi-produktion-
392, Aufruf am 24.02.2016.
[AUD-2015b] AUDI AG: Chairless Chair für verbesserte Ergonomie in der Audi-
Produktion. Pressebild. 26.02.2015.
https://www.audi-mediacenter.com/de/fotos/detail/chairless-chair-fuer-
verbesserte-ergonomie-in-der-audi-produktion-3427,
Aufruf am 26.02.2016.
[Bad-2010] Badura, B.; Hehlmann, T.; Walter, U.: Betriebliche Gesundheitspolitik -
Der Weg zur gesunden Organisation. 2 Auflage. Berlin [u. a.]: Spring-
er, 2010.
[Bar-2014] Barbieri, D. F.; Srinivasan, D.; Mathiassen, S. E.; Nogueira, H. C.;
Oliveira, A. B.: The ability of non-computer tasks to increase biome-
chanical exposure variability in computer-intensive office work.
In: Ergonomics, Jg. 58 (2014) Nr.1, S. 50-64.
[Ber-2009] Berger, H.; Caffier, G.; Schultz K.; Trippler, D.: Bewegungsergonomi-
sche Gestaltung von andauernder Steharbeit – Handlungsanleitung
zur Beurteilung der Arbeitsbedingungen. Länderausschuss für Ar-
beitsschutz und Sicherheitstechnik (LASI), 2009.
[BMA-2015] Bundesministerium für Arbeit und Soziales: Technische Regeln zur
Lärm- und Vibrations-Arbeitsschutzverordnung (TRLV Vibrationen). In:
Bundesministerium für Arbeit und Soziales, 2015.
Literaturverzeichnis
152
[Bok-2012] Bokranz, R.; Landau, K.: Handbuch Industrial Engineering – Produkti-
vitätsmanagement mit MTM. 2 Auflage. Stuttgart: Schäffer-Poeschel,
2012.
[Bon-1995] Bongwald, O.; Luttmann, A.; Laurig, W.: Leitfaden für die Beurteilung
von Hebe- und Tragetätigkeiten – Gesundheitsgefährdung, gesetzli-
che Regelungen, Messmethoden, Beurteilungskriterien und Beurtei-
lungsverfahren. Sankt Augustin: HVBG, 1995.
[Bop-2008] Boppert, J.: Entwicklung eines wissensorientierten Konzepts zur adap-
tiven Logistikplanung. Dissertation; Lehrstuhl Fördertechnik Material-
fluss Logistik, Technische Universität München. Garching, 2008.
[Bor-1982] Borg A.V. Gunnar: Psychophysical bases of perceived exertion.
In: Medicine and science in sports and exercise, Jg. 14 (1982) Nr. 5,
S. 377–381.
[Boy-2008] Boysen, N.; Fliedner, M.; Scholl, A.: Assembly line balancing: Which
model to use when? In: International Journal of Production Econom-
ics, Jg. 111 (2008) Nr. 2, S. 509–528.
[Car-2010] Carnahan, B. J.; Redfern, M.S.; Norman, B.: Designing safe job rota-
tion schedules using optimization and heuristic search.
In: Ergonomics, Jg. 43 (2010) Nr. 4, S. 543–560.
[Chr-2000] Christmansson, M.; Falck, A.-C.; Amprazis, J.; Forsman, M.; Rasmus-
son, L.; Kadefors, R.: Modified method time measurements for ergo-
nomic planning of production systems in the manufacturing industry.
In: International Journal of Production Research, Jg. 38 (2000) Nr. 17,
S. 4051-4059.
[Chr-2006] Christ, E.: Vibrationseinwirkung an Arbeitsplätzen - Kennwerte der
Hand-Arm- und Ganzkörper-Schwingungsbelastung. Sankt Augustin:
HVBG, 2006.
[Col-1998] Colombini, D.: An observational method for classifying exposure to
repetitive movements of the upper limbs. In: Ergonomics, Jg. 41
(1998) Nr. 9, S. 1261–1289.
Literaturverzeichnis
153
[Cuk-1978] Cukier, R.; Levine, H.; Shuler, K.: Nonlinear sensitivity analysis of mul-
tiparameter model systems. In: Journal of Computational Physics, Jg.
26 (1978) Nr. 1, S. 1-42.
[Dec-2000] Deci, E. L.; Ryan, R. M.: The "What" and "Why" of Goal Pursuits: Hu-
man Needs and the Self-Determination of Behavior. In: Psychological
Inquiry, Jg. 11 (2000) Nr. 4, S. 227-268.
[Dem-2006] Dempsey, P. G.; Mathiassen, S. E.: On the evolution of task-based
analysis of manual materials handling, and its applicability in contem-
porary ergonomics. In: Applied Ergonomics (2006) Nr. 37, S. 33-43.
[Dem-2010] Dempsey, P. G.; Mathiassen, S. E.; Jackson, J. A.; O'Brien, N. V.: In-
fluence of three principles of pacing on the temporal organisation of
work during cyclic assembly and disassembly tasks. In: Ergonomics,
Jg. 53 (2010) Nr. 11, S. 1347-1358.
[DGU-2009] DGUV (Deutsche Gesetzliche Unfallversicherung): Handlungsanlei-
tung für die arbeitsmedizinische Vorsorge nach dem Berufsgenossen-
schaftlichen Grundsatz G46 "Belastungen des Muskel- und Skelett-
systems einschließlich Vibrationen“. BGI/GUV 504-46, Berlin 2009.
[Die-1997] van Dieen, J. H.; Toussaint, H. M.: Evaluation of the Probability of Spi-
nal Damage Caused by Sustained Cyclic Compression Loading.
In: Human Factors: The Journal of the Human Factors and Ergonom-
ics Society, Jg. 39 (1997) Nr. 3, S. 469-480.
[Die-2009] Diego-Mas, J.; Asensio-Cuesta, S.; Sanchez-Romero, M.; Artacho-
Ramirez, M.: A multi-criteria genetic algorithm for the generation of job
rotation schedules. In: International Journal of Industrial Ergonomics,
Jg. 39 (2009) Nr. 1, S. 23-33.
[DIN 1005-1] DIN Deutsches Institut für Normung eV: Sicherheit von Maschinen –
Menschliche körperliche Leistung – Teil 1: Begriffe. DIN EN 1005-
1:2009-04, Beuth Verlag, Berlin, 2009.
[DIN 1005-2] DIN Deutsches Institut für Normung eV: Sicherheit von Maschinen –
Menschliche körperliche Leistung – Teil 2: Manuelle Handhabung von
Gegenständen in Verbindung mit Maschinen und Maschinenteilen,
DIN EN 1005-2:2009-05, Beuth Verlag, Berlin, 2009.
Literaturverzeichnis
154
[DIN 1005-3] DIN Deutsches Institut für Normung eV: Sicherheit von Maschinen –
Menschliche körperliche Leistung – Teil 3: Empfohlene Kraftgrenzen
bei Maschinenbetätigung; DIN EN 1005-3:2009-01, Beuth Verlag, Ber-
lin, 2009.
[DIN 1005-4] DIN Deutsches Institut für Normung eV: Sicherheit von Maschinen –
Menschliche körperliche Leistung – Teil 4: Bewertung von Körperhal-
tungen und Bewegungen bei der Arbeit an Maschinen. DIN EN 1005-
4:2009-1, Beuth Verlag, Berlin, 2009.
[Dro-2013] Droste, M.: Parameterbasierte Modellierung innerbetrieblicher Milkrun-
Systeme zur Planung der Materialbereitstellung in der Montage. Dis-
sertation. Lehrstuhl für Arbeits- und Produktionssysteme, Technische
Universität Dortmund, Shaker Verlag, Aachen, 2013.
[Ede-2010] Eder, B.-C.: Neue Studienergebnisse bei trittelastischen Bodenmatten.
In: Sichere Arbeit (2010) Nr. 2, S. 14-19.
[Ell-1998] Ellegast, R. P.: Personengebundenes Messsystem zur automatisierten
Erfassung von Wirbelsäulenbelastungen bei beruflichen Tätigkeiten.
Sankt Augustin: HVBG, 1998.
[Ell-2005] Ellegast, R. P.: Verfahren zur Bewertung von manuellen Lastenhand-
habungen. In: Ellegast, R. P. (Hrsg): Fachgespräch Ergonomie 2004.
Sankt Augustin: BGIA, 2005. S. 21-38.
[Fal-2001] Fallentin, N.; Viikari-Juntura, E.; Waersted, M.; Kilbom, A.: Evaluation
of physical workload standards and guidelines from a Nordic perspec-
tive. In: Scandinavian journal of work, environment & health, 27 Suppl
2 (2001), S. 1-52.
[Fin-2014] Finsterbusch, T.; Wagner, T.; Mayer, M.; Kille, K.; Bruder, R.; Schlick,
C.; Jasker, U.; Hantke U.; Härtel J.: Human Work Design – Ganzheit-
liche Arbeitsgestaltung mit MTM. In: GfA e.V. (Hrsg): Gestaltung der
Arbeitswelt der Zukunft. Dortmund: GfA-Press, 2014, S. 324-326.
[Fin-2015] Finsterbusch, T.; Härtel J.; Wagner, T.; Bützler J.; Faber, M.; Bruder,
R.; Kuhlang, P.; Schlick, C.: Modellierung und Gestaltung menschli-
cher Arbeitg mit dem neuen MTM-Bausteinsystem Human Work De-
Literaturverzeichnis
155
sign. In: VerANTWORTung für die Arbeit der Zukunft. Dortmund: GfA-
Press, 2015.
[Fis-2015] Fischer, G. H. O.: Einflussfaktoren auf die Exposition von Flurförder-
zeugfahren gegenüber Ganzkörper-Vibrationen. München: fml – Lehr-
stuhl für Fördertechnik Materialfluss Logistik, Technische Universität,
2015.
[Fra-2005] Franzblau, A.; Armstrong, T. J.; Werner, R. A.; Ulin, S. S.: A Cross-
Sectional Assessment of the ACGIH TLV for Hand Activity Level.
In: Journal of Occupational Rehabilitation, Jg. 15 (2005) Nr. 1, S. 57–
67.
[Fre-2001] Fredriksson, K.; Bildt, C.; Hägg, G.; Kilbom, Å.: The impact on muscu-
loskeletal disorders of changing physical and psychosocial work envi-
ronment conditions in the automobile industry. In: International Journal
of Industrial Ergonomics, Jg. 28 (2001) Nr. 1, S. 31-45.
[Fri-2006] Frieling, E.; Buch, M.; Julia Wieselhuber: Alter(n)sgerechte Arbeitsys-
temgestaltung in der Automobilindustrie - die demografische Heraus-
forderung bewältigen. In: Zeitschrift für Arbeitswissenschaften, Jg. 60
(2006) Nr. 4, S. 72-73.
[Gli-2004] Glitsch, U.: Untersuchung der Belastung von Flugbegleiterinnen und
Flugbegleitern beim Schieben und Ziehen von Trolleys in Flugzeugen.
Sankt Augustin: BIA, 2004.
[Gol-2007] Goldscheid, C.: Ermittlung der Wirbelsäulenbelastung in manuellen
Kommissioniersystemen. Dissertation. Lehrstuhl für Arbeits- und Pro-
duktionssysteme, Technische Universität Dortmund. Aachen, 2007.
[Gud-2009] Gudehus, T. C.: Entwicklung eines Verfahrens zur ergonomischen
Bewertung von Montagetätigkeiten durch Motion-Capturing. Disserta-
tion. Institut für Arbeitswissenschaft, Universität Kassel. Kassel univer-
sity press, Kassel, 2009.
[Gui-2012] Guimarães, L. M.; Anzanello, M.; Renner, J.: A learning curve-based
method to implement multifunctional work teams in the Brazilian foot-
wear sector. In: Applied Ergonomics, Jg. 43 (2012) Nr. 3, S. 541–547.
Literaturverzeichnis
156
[Gün-2011] Günthner, W.; Fischer, G.; Ebner, A.: Untersuchung der Human-
schwingungen beim Betrieb von Flurförderzeugen. Forschungsbericht.
Lehrstuhl für Fördertechnik Materialfluss Logistik, Technische Univer-
sität München. Garching, 2011.
[Gün-2012] Günthner, W. A.; Klenk, E.; Dewitz, M.: Stand und Entwicklung von
Routenzugsystemen für den innerbetrieblichen Materialtransport - Er-
gebnisse einer Studie. Lehrstuhl für Fördertechnik Materialfluss Logis-
tik, Technische Universität München. Garching, 2012.
[Gün-2014a] Günthner, W. A.: Materialfluss und Logistik. Vorlesungsskriptum
(WS 14/15). Lehrstuhl für Fördertechnik Materialfluss Logistik, Techni-
sche Universität München, 2014.
[Gün-2014b] Günthner W. A.; Koch, M.: Erstellung einer ergonomischen Lagerstra-
tegie und -organisation durch ein Arbeitslast analysierendes Wa-
rehouse-Management-System (ErgoWMS). Forschungsbericht. Lehr-
stuhl für Fördertechnik Materialfluss Logistik, Technische Universität
München, Garching, 2014.
[Gün-2014c] Günthner, W. A.; Deuse, J.; Rammelmeier, T.; Weisner, K.: Entwick-
lung und technische Integration einer Bewertungsmethodik zur Ermitt-
lung von Mitarbeiterbelastungen in Kommissioniersystemen (Ergo-
Kom). Forschungsbericht. Lehrstuhl für Fördertechnik Materialfluss
Logistik der Technischen Universität München und Institut für Produk-
tionssysteme der Technischen Universität Dortmund, München, 2014.
[Har-2013] Hartmann, B.; Ellegast, R. P.; Spallek, M.: Arbeitsbezogene Muskel-
Skelett-Erkrankungen – Ursachen, Prävention, Ergonomie, Rehabilita-
tion. Heidelberg, München [u. a.]: Ecomed Medizin, 2013.
[Hin-1992] Hinnen, U.; Läubli, T.; Guggenbühl, U.; Krueger, H.: Design of check-
out systems including laser scanners for sitting work posture.
In: Scandinavian Journal of Work, Environment & Health, Jg. 18
(1992) Nr. 3, S. 186-194.
[Hoe-2005] Hoehne-Hückstädt, U.: Verfahren zur Bewertung repetitiver Tätigkei-
ten. In: Ellegast, R. P. (Hrsg): Fachgespräch Ergonomie 2004. Sankt
Augustin: BGIA, 2005. S. 39-87.
Literaturverzeichnis
157
[IAD-2010] IAD - Institut für Arbeitswissenschaften der Technischen Universität
Darmstadt: Multiple-Lasten-Tool Bewertung multipler (manuel-
ler) Lastenhandhabungen – Hintergrundinformation zur Tool-Version
1.4. Herausgegeben von: IAD – Institut für Arbeitswissenschaften der
Technischen Universität Darmstadt, 2010.
[IAD-2016] IAD - Institut für Arbeitswissenschaften der Technischen Universität
Darmstadt: Multiple-Lasten-Tool, Version 1.4. Screenshot.
www.kobra-projekt.de/download/multiple-lasten-tool.
Aufruf am 04.04.2016.
[IGM-2010] IG Metall: Tipps für den Arbeitsplatz Nr. 38 – Fließfertigung. Heraus-
gegeben von: IG Metall Vorstand / Funktionsbereich Gesundheits-
schutz und Arbeitsgestaltung, Frankfurt am Main, Juni 2010.
www.igmetall.de/0161481_Tipp38_Screen_fb9c74d8ec97fd43792d58
d3de9a93727593a52a.pdf. Aufruf am 17.05.2016.
[Ilm-2001] Ilmarinen, J. E.: Aging workers. In: Occupational and Environmental
Medicine, Jg. 58 (2001) Nr. 8, S. 546.
[Jür-2001] Jürgens, W.-W.: Handlungsanleitung zur Beurteilung der Arbeitsbe-
dingungen beim Heben und Tragen von Lasten. 4 Auflage. Saarbrü-
cken: Ministerium für Frauen, Arbeit, Gesundheit und Soziales, 2001.
[Jür-2002] Jürgens, W.-W.: Handlungsanleitung zur Beurteilung der Arbeitsbe-
dingungen beim Ziehen und Schieben von Lasten. Wiesbaden, 2002.
[Kan-2013] Kaniewski, P.; Deemann, D.: Arbeitsplätze der Logistik von Anfang an
richtig gestalten. In: 22. Deutscher Materialfluss-Kongress. Düsseldorf:
VDI-Verl., 2013.
[Kar-1977] Karhu, O.; Kansi, P.; Kuorinka, I.: Correcting working postures in in-
dustry: A practical method for analysis. In: Applied Ergonomics, Jg. 8
(1977) Nr. 4, S. 199-201.
[Kar-1981] Karhu, O.; Härkönen, R.; Sorvali, P.; Vepsäläinen, P.: Observing work-
ing postures in industry: Examples of OWAS application. In: Applied
Ergonomics, Jg. 12 (1981) Nr. 1, S. 13-17.
Literaturverzeichnis
158
[Kel-2013] Kelterborn, M.; Koch, M.; Günthner, W.: Physische Belastung in der
Produktionslogistik - Geeignete Verfahren zur Beurteilung der physi-
schen Belastung für Arbeitsplätze in der Produktionslogistik.
In: Zeitschrift für wirtschaftlichen Fabrikbetrieb, Jg. 108 (2013) Nr. 11,
S. 846-849.
[Kel-2014a] Kelterborn, M.: Zufriedene und gesunde Mitarbeiter in der Logistik –
Pilotprojekt bei der MAN Truck & Bus AG. Vortrag. Logistikseminar
2014: Gestaltung von menschenorientierten Logistiksystemen, Gar-
ching, 07.09.2014.
[Kel-2014b] Kelterborn, M.; Burghart, C.; Kraul R.; Intra, C.; Günthner, W. A.: Zeit-
liche und ergonomische Bewertung in der Kommissionierung – Erwei-
terung eines Systems vorbestimmter Zeiten zur Bewertung der Mitar-
beiterbelastung in Kommissioniersupermärkten. In: Industrie Ma-
nagement, Jg. 30 (2014) Nr. 5, S. 41-44.
[Kel-2015a] Kelterborn, M.; Tavs, H.; Günthner, W. A.: Untersuchung der körperli-
chen Belastung hinsichtlich Abwechslung und Einseitigkeit anhand ei-
nes Fallbeispiels zu Lean-Production. In: VerANTWORTung für die
Arbeit der Zukunft. Dortmund: GfA-Press, 2015.
[Kel-2015b] Kelterborn, M.; Jeschke, V.; Meissner, S.; Intra, C.; Günthner, W. A.:
Elimination of non-value-adding operations and its effect on exposure
variation at an order-picking workplace. In: Contemporary Ergonomics
and Human Factors 2015: Taylor & Francis, 2015, S. 333-337.
[Keu-2016] Keuntje C.: Forschungsprojekt IntegRoute – Integrierte Planung von
Routenzugsystemen. Vortrag. VDI-Fachkonfernenz Routenzugsys-
teme, Garching, 7.03.2016.
[Kil-1994a] Kilbom, Å.: Repetitive work of the upper extremity: Part I — Guidelines
for the practitioner. In: International Journal of Industrial Ergonomics,
Jg. 14 (1994), Nr. 1, S. 51-57.
[Kil-1994b] Kilbom, Å.: Repetitive work of the upper extremity: Part II — The sci-
entific basis (knowledge base) for the guide. In: International Journal
of Industrial Ergonomics, Jg. 14 (1994), Nr. 1, S. 59-86.
Literaturverzeichnis
159
[Koc-2015] Koch, M.; Günthner, W. A.: Ganzheitlicher Ansatz zur Erstellung von
belastungsoptimierten Rotationsplänen. In: VerANTWORTung für die
Arbeit der Zukunft. Dortmund: GfA-Press, 2015.
[Kos-2007] de Koster, R.; Le-Duc, T.; Roodbergen, K.: Design and control of
warehouse order picking: a literature review. In: European Journal of
Operational Research, Jg. 2 (2007) Nr. 182, S. 481-501.
[Kou-2014] Koukoulaki, T.: The impact of Lean-Production on musculoskeletal and
psychosocial risks: An examination of sociotechnical trends over 20
years. In: Applied Ergonomics, Jg. 45 (2014) Nr. 2, S. 198-212.
[Kro-2012] Kropf A.: Der Volkswagen-Weg - Ein umfassender Organisationsent-
wicklungsprozess. Vortrag. 7. Kongress Automotive Lean-Production,
Leipzig, 06./07. November 2012.
[Küh-1985] Kühn, F. M.; Laurig, W.: Computer-Aided Rating of Work Load When
Applying MTM. In: Bullinger, H.-J.; Warnecke, H. J. (Hrsg): Toward the
Factory of the Future. Berlin, Heidelberg: Springer Berlin Heidelberg,
1985, S. 892-896.
[Kui-1999] Kuijer, P. P. F.; Visser, B.; Kemper, H. C.: Job rotation as a factor in
reducing physical workload at a refuse collecting department.
In: Ergonomics, Jg. 42 (1999) Nr. 9, S. 1167-1178.
[Kui-2005] Kuijer, P. P. F.; van der Beek, A. J.; van Dieen, J. H.; Visser, B.;
Frings-Dresen, M. H.: Effect of job rotation on need for recovery, mus-
culoskeletal complaints, and sick leave due to musculoskeletal com-
plaints: A prospective study among refuse collectors. In: American
Journal of Industrial Medicine, Jg. 47 (2005) Nr. 5, S. 394-402.
[Kus-2005] Kusserow H.: Verfahren zur Bewertung von Zwangshaltungen und
Tätigkeiten mit erhöhter Kraftanstrengung und/oder Krafteinwirkung.
In: Ellegast, R. P. (Hrsg): Fachgespräch Ergonomie 2004. Sankt Au-
gustin: BGIA, 2005, S. 89-121.
[Lar-2002] Laring, J.; Forsman, M.; Kadefors, R.; Örtengren, R.: MTM-based er-
gonomic workload analysis. In: International Journal of Industrial Er-
gonomics, Jg. 30 (2002) Nr. 3, S. 135-148.
Literaturverzeichnis
160
[Lar-2005] Laring, J.; Christmansson, M.; Kadefors, R.; Örtengren, R.: ErgoSAM:
A preproduction risk identification tool. In: Human Factors and Ergo-
nomics in Manufacturing, Jg. 15 (2005) Nr. 3, S. 309-325.
[Lei-2014] Leider, P. C.; Boschman, J. S.; Frings-Dresen, M. H.; van der Molen,
H. F.: Effects of job rotation on musculoskeletal complaints and related
work exposures: a systematic literature review. In: Ergonomics, Jg. 58
(2014) Nr. 1, S. 18-32.
[Loc-2010] Loch, C.; Sting, F.; Bauer, N.; Mauermann, H.: How BMW Is Defusing
the Demographic Time Bomb. In: Harvard Business Review, Jg. 88
(2010) Nr.3, S. 99-102.
[Mat-1991] Mathiassen, S. E.; Winkel, J.: Quantifying variation in physical load
using exposure-vs-time data. In: Ergonomics, Jg. 34 (1991) Nr. 12, S.
1455-1468.
[Mat-2006] Mathiassen, S. E.: Diversity and variation in biomechanical exposure:
What is it, and why would we like to know? In: Applied Ergonomics,
Jg. 37 (2006) Nr. 4, S. 419-427.
[May-2001] Maynard, H. B.; Zandin, K. B.: Maynard's industrial engineering hand-
book. 5 Auflage. McGraw-Hill, New York, 2001.
[McA-1993] McAtamney, L.; Nigel Corlett, E.: RULA: a survey method for the in-
vestigation of work-related upper limb disorders. In: Applied Ergonom-
ics, Jg. 24 (1993) Nr. 2, S. 91-99.
[Mor-2003] Moreau, M.: Corporate ergonomics programme at automobiles
Peugeot-Sochaux. In: Applied Ergonomics, Jg. 34 (2003) Nr. 1, S. 29-
34.
[MTM-2011] MTM Deutsche MTM-Vereinigung e.V.: Studentische Ausbildung, Ba-
sic MTM, MTM-1 / AUS. Lehrgangsunterlage, 2011.
[Neu-2006] Neumann, W.; Winkel, J.; Medbo, L.; Magneberg, R.; Mathiassen, S.:
Production system design elements influencing productivity and ergo-
nomics. In: International Journal of Operations & Production Manage-
ment, Jg. 26 (2006) Nr. 8, S. 904-923.
Literaturverzeichnis
161
[Nie-2009] Niethard, F. U.; Pfeil, J.; Biberthaler, P.: Orthopädie und Unfallchirur-
gie. 6 Auflage. Thieme, Stuttgart: 2009.
[Occ-1998] Occhipinti, E.: OCRA: a concise index for the assessment of exposure
to repetitive movements of the upper limbs. In: Ergonomics, Jg. 41
(1998) Nr. 9, S. 1290-1311.
[Óla-1998] Ólafsdóttir, H.; Rafnsson, V.: Increase in musculoskeletal symptoms of
upper limbs among women after introduction of the flow-line in fish-
fillet plants. In: International Journal of Industrial Ergonomics, Jg. 21
(1998) Nr. 1, S. 69-77.
[Ōno-1988] Ōno, T.: Toyota production system - Beyond large-scale production.
Cambridge, Mass: Productivity Press, 1988.
[Ott-2011] Otto, A.; Scholl, A.: Incorporating ergonomic risks into assembly line
balancing. In: European Journal of Operational Research, Jg. 212
(2011) Nr. 2, S. 277-286.
[Pal-2012] Palmerud, G.; Forsman, M.; Neumann, W. P.; Winkel, J.: Mechanical
exposure implications of rationalization: A comparison of two flow
strategies in a Swedish manufacturing plant. In: Applied Ergonomics,
Jg. 43 (2012) Nr. 6, S. 1110-1121.
[Pra-2010] Prasch, M. G.: Integration leistungsgewandelter Mitarbeiter in die vari-
antenreiche Serienmontage. Dissertation. Institut für Werkzeugma-
schinen und Betriebswissenschaften, Technische Universität Mün-
chen, Garching, 2010.
[Ris-2002] Rissén, D.; Melin, B.; Sandsjö, L.; Dohns, I.; Lundberg, U.: Psycho-
physiological stress reactions, trapezius muscle activity, and neck and
shoulder pain among female cashiers before and after introduction of
job rotation. In: Work & Stress, Jg. 16 (2002) Nr. 2, S. 127-137.
[Roh-1960] Rohmert, W.: Ermittlung von Erholungspausen für statische Arbeit des
Menschen. In: Internationale Zeitschrift für Angewandte Physiologie
einschliesslich Arbeitsphysiologie, Jg. 18 (1960) Nr. 2, S. 123-164.
[Roh-1983] Rohmert, W.; Rutenfranz, J.: Praktische Arbeitsphysiologie. Begründet
von G.Lehmann. 3 Auflage. Stuttgart ; New York: Thieme, 1983.
Literaturverzeichnis
162
[Roq-1997] Roquelaure Y; Mechali S; Dano C; Fanello S; Benetti F; Bureau D;
Mariel J; Martin Y-H; Derriennic F; Penneau-Fontbonne D: Occupatio-
nal and personal risk factors for carpal tunnel syndrome in industrial
workers. In: Scandinavian Journal of Work, Environment & Health, Jg.
23 (1997) Nr. 5, S. 364-369.
[Sal-1999] Saltelli, A.; Tarantola, S.; Chan, K. P.-S.: A Quantitative Model-
Independent Method for Global Sensitivity Analysis of Model Output.
In: Technometrics, Jg. 41 (1999) Nr. 1, S. 39-56.
[Sal-2008] Saltelli, A.: Global sensitivity analysis - The primer. Chichester, Eng-
land, Hoboken, NJ: John Wiley, 2008.
[Säm-1970] Sämann W.: Charakteristische Merkmale und Auswirkungen ungünsti-
ger Arbeitshaltungen - Ein Beitrag Zur Optimalen Gestaltung der Ar-
beitsbedingungen. Beuth-Vertrieb, Berlin, 1970.
[Sau-2009] Saurin, T. A.; Ferreira, C. F.: The impacts of Lean-Production on work-
ing conditions: A case study of a harvester assembly line in Brazil.
In: International Journal of Industrial Ergonomics, Jg. 39 (2009) Nr. 2,
S. 403-412.
[Sch-2005a] Schwieger, V.: Nicht-lineare Sensitivitätsanalyse gezeigt an Beispielen
zu bewegten Objekten. Habilitationsschrift. Universität Stuttgart. Ver-
lag der Bayerischen Akademie der Wissenschaften, München, 2005.
[Sch-2005b] Schmitter D: Sitzen oder stehen? Ergonomische Gestaltung von Ar-
beitsplätzen. Herausgegeben von: Schweizerische Unfallversiche-
rungsanstalt (SUVA), 2005.
[Sch-2007] Schönsleben, P.: Integrales Logistikmanagement - Operations und
Supply Chain Management in umfassenden Wertschöpfungsnetzwer-
ken. 5 Auflage. Berlin, Heidelberg, New York: Springer, 2007.
[Sch-2010] Schlick, C.; Luczak, H.; Bruder, R.: Arbeitswissenschaft. 3 Auflage.
Heidelberg: Springer, 2010.
[Sch-2012] Schaub, K.; Bierwirth, M.; Kugler, M.; Bruder, R.: MultipLa--a tool for
the combined overall estimation of various types of manual handling
Literaturverzeichnis
163
tasks. In: Work (Reading, Mass.), Jg. 41 (2012) Suppl 1, S. 4433-
4435.
[Sch-2013] Schaub, K.; Caragnano, G.; Britzke, B.; Bruder, R.: The European As-
sembly Worksheet. In: Theoretical Issues in Ergonomics Science, Jg.
14 (2013) Nr. 6, S. 616-639.
[Sei-2016] Seiler, M.; Kelterborn, M.; Guggemoos, M.: Ergonomie im Fokus: Rou-
tenzugversorgung in der LKW-Produktion. In: VDI-Berichte 2275. Ta-
gungsband zum 25. Deutscher Materialfluss-Kongress. VDI Verlag
GmbH, Düsseldorf, 2016, S. 223-226.
[Sil-1986] Silverstein, B. A.; Fine, L. J.; Armstrong, T. J.: Hand wrist cumulative
trauma disorders in industry. In: Occupational and Environmental Med-
icine, Jg. 43 (1986) Nr. 11, S. 779-784.
[Ste-2007] Steinberg, U.; Caffier, G.; Schultz, K.; Jakob, M.; Behrendt, S.: Leit-
merkmalmethode Manuelle Arbeitsprozesse - Erarbeitung und An-
wendungserprobung einer Handlungshilfe zur Beurteilung der Arbeits-
bedingungen. Dortmund, Berlin, Dresden: BAuA, 2007.
[Ste-2008] Steinberg, U.; Caffier, G.; Liebers, F.; Behrendt, S.: Ziehen und Schie-
ben ohne Schaden. 4 Auflage. Dortmund-Dorstfeld: BAuA, 2008.
[Ste-2012] Steinberg, U.: New tools in Germany: development and appliance of
the first two KIM ("lifting, holding and carrying" and "pulling and push-
ing") and practical use of these methods. In: Work (Reading, Mass.),
Jg. 41 (2012) Suppl 1, S. 3990-3996.
[Sti-2016a] Still GmbH: Elektro-Schlepper & -Transporter LTX 70 / LTX-T 08
http://www.still.de/ltx-bilder+M5a8431006e4.0.0.html, Aufruf am
26.02.2016.
[Sti-2016b] Still GmbH: Bilder zum Elektroschlepper CX-T – Routenzug
http://www.still.de/cx-t-bilder+M5064b4dc0be.0.0.html, Aufruf am
26.02.2016.
[Sto-1985] Stoffert, G.: Analyse und Einstufung von Koerperhaltungen bei der
Arbeit nach der OWAS-Methode. In: Zeitschrift für Arbeitswissenschaf-
ten (1985).
Literaturverzeichnis
164
[Sun-1993] Sundelin, G.: Patterns of electromyographic shoulder muscle fatigue
during MTM-paced repetitive arm work with and without pauses.
In: International Archives of Occupational and Environmental Health,
Jg. 64 (1993) Nr. 7, S. 485-493.
[Tav-2014] Tavs, H.; Breitkopf, O.,: Abwechslung und Belastung. Interview am
22.10.2014, München, Interviewer: Kelterborn, M.
[Tir-2012] Tirloni A.; dos Reis D.; dos Santos J.; Reis P.; Barbosa A., M. A. R.:
Body discomfort in poultry slaughterhouse workers. In: Work (Reading,
Mass.), Jg. 41 (2012), S. 2420-2425.
[VDI 3590-1] Verein Deutscher Ingenieure: Kommissioniersysteme: Grundlagen.
VDI-Richtlinie Nr. 3590 Blatt 1, 01.04.1994.
[VDI 5586] Verein Deutscher Ingenieure: Routenzugsysteme - Grundlagen, Ge-
staltung und Praxisbeispiel. VDI-Richtlinie Nr. 5586 Blatt 1, Entwurf,
April 2016
[Vis-2006] Visser, B.; van Dieën, J. H.: Pathophysiology of upper extremity mus-
cle disorders. In: Journal of Electromyography and Kinesiology, Jg. 16
(2006) Nr. 1, S. 1-16.
[Vit-2012] Vitello, M.; Galante, L. G.; Capoccia M.; Caragnano G.: Ergonomics
and workplace design: application of Ergo-UAS System in Fiat Group
Automobiles. In: Work (Reading, Mass.), Jg. 41 (2012), S. 4445-4449.
[Wal-2009] Walch, D.; Galka, S.; Günthner, W. A.: Zwei auf einen Streich - Integ-
rative Planung von Kommissionierprozessen durch die Kombination
von MTM und der Leitmerkmalmethode. In: Landau, K. (Hrsg): Pro-
duktivität im Betrieb. Stuttgart: Ergonomia Verlag, 2009, S. 249-253.
[Wal-2011] Walch, M. D.: Belastungsermittlung in der Kommissionierung vor dem
Hintergrund einer alternsgerechten Arbeitsgestaltung der Intralogistik.
Dissertation. Lehrstuhl für Fördertechnik Materialfluss Logistik, Tech-
nische Universität München, Garching, 2011.
[Wat-1993] Waters, T. R.; Putz-Anderson, V.; Garig, A.; Fine, L.: Revised NIOSH
equation for the design and evaluation of manual lifting tasks.
In: Ergonomics, Jg. 36 (1993) Nr. 7, S. 749-776.
Literaturverzeichnis
165
[Wat-2007] Waters, T. R.; Lu, M.-L.; Occhipinti, E.: New procedure for assessing
sequential manual lifting jobs using the revised NIOSH lifting equation.
In: Ergonomics, Jg. 50 (2007) Nr. 11, S. 1761-1770.
[Wel-2007] Wells, R.; Mathiassen, S. E.; Medbo, L.; Winkel, J.: Time—A key issue
for musculoskeletal health and manufacturing. In: Applied Ergonomics,
Jg. 38 (2007) Nr. 6, S. 733-744.
[Wes-1997] Westgaard, R.; Winkel, J.: Ergonomic intervention research for im-
proved musculoskeletal health: A critical review. In: International Jour-
nal of Industrial Ergonomics, Jg. 20 (1997) Nr. 6, S. 463-500.
[Wil-2009] Wildemann, H.:Logistik Prozeßmanagement, 4. Auflage, München:
TCW: Transfer-Centrum, 2009, ISBN: 978-3-934155-61-9
[Wom-2009] Womack, S. K.; Armstrong, T. J.; Liker, J. K.: Lean job design and musculoskeletal disorder risk: A two plant comparison. In: Human Fac-tors and Ergonomics in Manufacturing, Jg. 19 (2009) Nr. 4, S. 279-293.
Literaturverzeichnis
166
Verzeichnis der betreuten Studienarbeiten
Folgende Studienarbeiten wurden unter wissenschaftlicher und inhaltlicher Anleitung
des Autors erarbeitet, deren Inhalte und Ergebnisse in Teilen in die Arbeit eingeflos-
sen sind. Der Autor dankt allen Studierenden, die im Rahmen von Studienarbeiten
die Arbeit vielfältig unterstützt haben, für ihr Engagement.
[fml-2014a] Jeschke V.: Entwicklung und Erprobung einer Methode zur ergonomi-schen Beschreibung der Belastungsabwechslung in der Intralogistik. Diplomarbeit am Lehrstuhl Fördertechnik Materialfluss Logistik der Technischen Universität München. Betreut durch Kelterborn, M. Ab-gegeben im November 2014.
[fml-2014b] Guggemoos, M.: Entwicklung eines Parametermodells von Routenzü-gen zur Bewertung der zeitlichen Auslastung und der physischen Be-lastung. Masterarbeit am Lehrstuhl Fördertechnik Materialfluss Logis-tik der Technischen Universität München. Betreut durch Kelterborn, M. Abgegeben im Mai 2014.
[fml-2013a] Burghart C.: Systematisches Vorgehen und Entscheidungsfindung in der Supermarktplanung. Diplomarbeit am Lehrstuhl Fördertechnik Ma-terialfluss Logistik der Technischen Universität München. Betreut durch Kelterborn, M. Abgegeben im September 2013.
[fml-2013b] Vollmers O.: Entwicklung eines Werkzeuges zur Bewertung von KLT Routenzügen - Integrierte Bewertung der zeitlichen Auslastung und physischen Belastung. Bachelorarbeit am Lehrstuhl Fördertechnik Ma-terialfluss Logistik der Technischen Universität München. Betreut durch Kelterborn, M. Abgegeben im September 2013.
167
Abbildungsverzeichnis
Abbildung 1-1: Krananlage bei der MAN Truck&Bus AG [Kel-2014a] 1
Abbildung 1-2: Hub-Kippgeräte für die Bauteileentnahme aus Großladungsträgern bei der Volkswagen AG [Kro-2012] 2
Abbildung 1-3: Vorgehensweise und Aufbau der Arbeit 7
Abbildung 2-1: Abgrenzung Produktionslogistik nach [Gün-2014a, Kap.1, S.6] 9
Abbildung 2-2: Beispielhafte Versorgungskonzepte in der Nutzfahrzeugendmontage 12
Abbildung 2-3: Aufbau MTM-1-Datenkarte [MTM-2011] 16
Abbildung 2-4: Bausteinaggregation der Systeme MTM-1, MTM-2 und UAS / MEK, nach [MTM-2012, S.17] 18
Abbildung 2-5: Belastungs-Beanspruchungs-Konzept nach Rohmert [Sch-2010, S.39] 19
Abbildung 2-6: Vereinfachtes Prinzip der biomechanischen Wirkung von Lasten auf die Lendenregion nach dem Hebelgesetz [Har-2013, S.28] 21
Abbildung 2-7: Zusammenhang zwischen Bewegungsfrequenz und Gesundheitsrisiko, schematische Darstellung nach DIN EN 1005-4 [Kus-2005, S.91] 23
Abbildung 2-8: Energieerzeugung im Muskel [Har-2013, S.11] 31
Abbildung 2-9: Muskelermüdung und Erholung [Har-2013, S.15] 31
Abbildung 2-10: Jährliche-Muskel-Skelett-Neuerkrankungen im Automobilwerk Peugeot-Sochaux [Mor-2003] 35
Abbildung 2-11: Schematische Darstellung Exposure Variation Analysis [Mat-1991] 36
Abbildung 3-1: Berechnung des Risikopunktwertes nach der Leitmerkmalmethode [Jür-2002, S. 14] 50
Abbildung 3-2: Einstufungshilfe Haltungswichtung LMM HHT [Jür-2001, Anhang] 50
Abbildung 3-3: Beispiel OWAS-Haltungscodierung nach [Kar-1977] 52
Abbildung 3-4: Kriterien nach Kilbon [Hoe-2005, S.43] 53
Abbildung 3-5: Aktions- und Schwellenlimit HAL TLVs [Hoe-2005, S.60] 54
Abbildung 3-6: EAWS Gesamtrisikowertberechung [Sch-2013] 55
Abbildung 4-1: Anwendungsdomäne und Aggregationsebene für Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten 64
Abbildung 4-2: Zeilenweise Erfassung der Lastfälle im MLT (die Belastungsarten Umsetzen und Tragen wurden für die Abbildung ausgeblendet) [IAD-2016] 68
Abbildung 4-3: Interpolation der Zeitwichtung im MLT [IAD-2010, S.4] 69
Abbildungsverzeichnis
168
Abbildung 4-4: Berechnung Anzahläquivalente MLT [IAD-2010, S.6] 69
Abbildung 4-5: Berechnung Gesamtergebnis MLT [IAD-2010, S.9] 70
Abbildung 4-6: Modellaufbau Konzeptelement 1 73
Abbildung 4-7: Vorgehensmodell zur betrieblichen Umsetzung von Konzeptelement 1 78
Abbildung 4-8: Schematische Prozessdarstellung für GLT–Routenzug. 80
Abbildung 4-9: Screenshot der Ein- und Ausgabemaske (Konzeptelement 1) 81
Abbildung 4-10: Unstetigkeit im MLT beim Übergang von ZS kurz zu ZS lang [fml-2014b, S.47] 85
Abbildung 4-11: Elektrische Schiebehilfe [Sei-2016] 90
Abbildung 5-1: Gang-Layout und U-Layout in der MzW-Kommissionierung 96
Abbildung 5-2: Artikelentnahme in Mann-zu-Ware Kommissioniersystem, dargestellt in MTM-1, MTM-2 und MTM-UAS; 100
Abbildung 5-3: Aufbau der OWAS-Codierung 103
Abbildung 5-4: Zuordnung der Einzelhaltungen des Rückens, der Arme und der Beine zu den Aktionskategorien [Gud-2009, S.31-33] 107
Abbildung 5-5: Zuordnung von Haltungskombinationen zu Aktionskategorien [Gud-2009, S.34] 108
Abbildung 5-6: Darstellungsbeispiel der zeitlichen Abfolge der Körperhaltungen 113
Abbildung 5-7: Fallbeispiel 1 - Versorgungsprozess Bremsgestängesteller 119
Abbildung 5-8: Fallbeispiel 1 - Arbeitsplatz Sequenzierung Bremsgestängesteller (AP 1.1) 120
Abbildung 5-9: Fallbeispiel 1 - Arbeitsplatz Vormontage Bremsgestängesteller (AP 1.2) 120
Abbildung 5-10: Fallbeispiel 1 - Arbeitsplatz Sequenzierung und Vormontage Bremsgestängesteller (AP 2) 121
Abbildung 5-11: Fallbeispiel 1 - Haltungsverteilungskoeffizient 124
Abbildung 5-12: Fallbeispiel 1 - Darstellung der Haltungsabfolge für die Körperregion Rücken 125
Abbildung 5-13: Fallbeispiel 2 - Layout Kleinteilekommissionierung 127
Abbildung 5-14: Fallbeispiel 2 - Haltungswechsel pro Zeiteinheit 130
Abbildung 5-15: Fallbeispiel 2 - Darstellung der Haltungsabfolge für Körperregion Beine 130
Abbildung 5-16: Fallbeispiel 2 - Vorschlag Layoutänderung 131
Abbildung 5-17: Fallbeispiel 3 - Arbeitsplatzlayout. 132
Abbildung 5-18: Fallbeispiel 3 -Darstellung der Haltungsabfolge für Körperregion Rücken und Beine 135
Abbildung 6-1: Testeinsatz Exoskelett bei der AUDI AG. [AUD-2015b] 141
Abbildungsverzeichnis
169
Abbildung 6-2: Zugfahrzeuge für Routenzüge [Sti-2016a, Sti-2016b] 142
Abbildung 6-3: Zeitanteil Sitzen, Stehen, Gehen für GLT-Routenzug; Vergleich Empfehlung Länderausschuss für Arbeitsschutz und Sicherheitstechnik [Ber-2009, S.18], Zugmaschine mit Sitz und ohne Sitz [fml-2014a, S.103] 143
Abbildung 6-4: U-Layout und Gang-Layout in der MzW-Kommissionierung 144
Abbildung 6-5: Gelenkschonender Fußboden in der Kommissionierung bei der MAN Truck&Bus AG 145
Abbildung B-1: Leitmerkmalmethode Ziehen, Schieben [Bundesanstalt für Arbeitsschutz und Arbeitsmedizin, www.baua.de] B-3
Abbildung B-2: Leitmerkmalmethode Heben, Halten, Tragen [Bundesanstalt für Arbeitsschutz und Arbeitsmedizin, www.baua.de] B-4
Abbildung D-1: Ergebnis Regressionsanalyse D-10
.

171
Tabellenverzeichnis
Tabelle 3-1: Kategorisierung produktionslogistischer Tätigkeiten 44
Tabelle 3-2: Arbeitsplätze im Untersuchungsbereich 45
Tabelle 3-3: Identifizierte Belastungsschwerpunkte nach Tätigkeitsgruppen 47
Tabelle 3-4: Verfahren zur Bewertung der körperlichen Belastung 57
Tabelle 3-5: Anforderungsdefinition und Abgrenzung der Konzeptelemente 1 und 2 des erweiterten Systems vorbestimmter Zeiten 60
Tabelle 4-1: Anforderungen Konzeptelement 1 des erweiterten Systems vorbestimmter Zeiten 63
Tabelle 4-2: Vergleich MTM-2 System und MTM-UAS System [MTM-2011, Seite 18] 66
Tabelle 4-3: Referenzprozesse betrachteter Tätigkeitsfolgen von Konzeptelement 1 71
Tabelle 4-4: Standardisierte Regressionskoeffizienten 87
Tabelle 4-5: Anwendungsbeispiel Parametermodell; Kennzahlen der Ausgangssituation 90
Tabelle 4-6: Anwendungsbeispiel Parametermodell; Kennzahlen nach Optimierung 91
Tabelle 5-1: Anforderungen Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten 97
Tabelle 5-2: Aggregationsebene für Konzeptelement 2 des erweiterten Systems vorbestimmter Zeiten 98
Tabelle 5-3: Codierung der Rücken-Haltung nach der OWAS-Methode [Gud-2009, S.27] 103
Tabelle 5-4: Codierung der Bein-Haltung nach der OWAS-Methode [Gud-2009, S.28] 104
Tabelle 5-5: Codierung der Arm-Haltung nach der OWAS-Methode [Gud-2009, S.27] 104
Tabelle 5-6: Codierung der Lasten nach der OWAS-Methode [Gud-2009, S. 29] 105
Tabelle 5-7: Reliabilität der OWAS-Methode [Kar-1977] 106
Tabelle 5-8: Aktionskategorien der OWAS-Methode [Sto-1985] 106
Tabelle 5-9: Integration Belastungsmodell in Konzeptelement 2 108
Tabelle 5-10: Einstufungskriterien für OWAS-Codierung [fml-2014a] 110
Tabelle 5-11: Ableitung Sollverteilung für Haltungsverteilungskoeffizient aus der OWAS-Methode [Kel-2015a] 116
Tabelle 5-12: Fallbeispiel 1 - Ergebnis 122
Tabellenverzeichnis
172
Tabelle 5-13: Fallbeispiel 1 –Auswertung MTM-Analyse (Datenbasis siehe Anhang E) 123
Tabelle 5-14: Fallbeispiel 2 - Ergebnis 128
Tabelle 5-15: Fallbeispiel 3 - Klassifizierung der Tätigkeiten nach Wertschöpfung 132
Tabelle 5-16: Fallbeispiel 3 - Ergebnis 133
Tabelle A-1: Beispiele zeitbezogener Risikofaktoren für Muskel-Skelett Beschwerden nach Wells et al. [Wel-2006, eigene Übersetzung, Literaturangaben siehe Folgeseite] A-1
Tabelle D-1: Zeitkonstanten GLT-Routenzug-Zeitmodell D-9
Tabelle D-2: Wertebereich Eingangsparameter GLT-Routenzug-Zeitmodell D-9
Tabelle E-1: AP1.1: Tätigkeitsbeschreibung Gestängesteller sequenzieren (MTM-1, OWAS) E-11
Tabelle E-2: AP1.2: Tätigkeitsbeschreibung Gestängesteller einstellen (MTM-1, OWAS) E-13
Tabelle E-3: AP.2: Tätigkeitsbeschreibung Gestängesteller sequenzieren und einstellen (MTM-1, OWAS) E-14
Tabelle F-1: Tätigkeitsbeschreibung zu Fallbeispiel 3 (MTM-1, OWAS) F-18
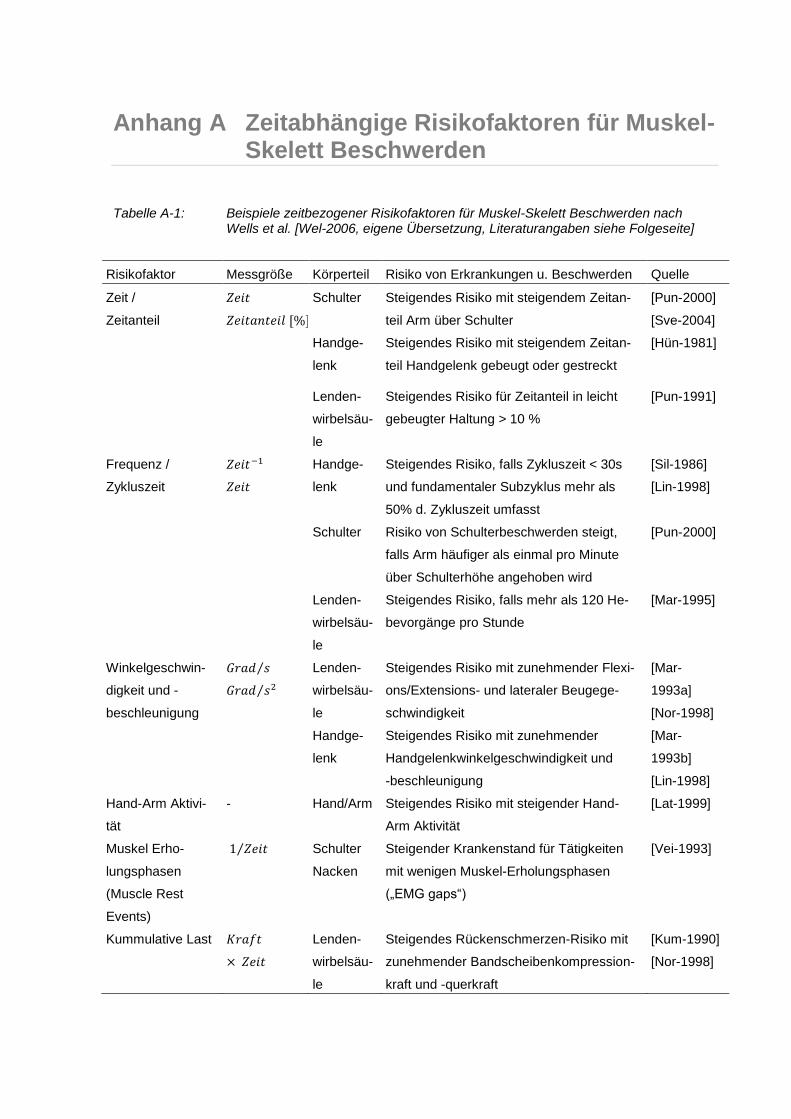
Anhang A Zeitabhängige Risikofaktoren für Muskel-Skelett Beschwerden
Tabelle A-1: Beispiele zeitbezogener Risikofaktoren für Muskel-Skelett Beschwerden nach Wells et al. [Wel-2006, eigene Übersetzung, Literaturangaben siehe Folgeseite]
Risikofaktor Messgröße Körperteil Risiko von Erkrankungen u. Beschwerden Quelle
Zeit /
Zeitanteil
𝑍𝑒𝑖𝑡
𝑍𝑒𝑖𝑡𝑎𝑛𝑡𝑒𝑖𝑙 [%]
Schulter
Steigendes Risiko mit steigendem Zeitan-
teil Arm über Schulter
[Pun-2000]
[Sve-2004]
Handge-
lenk
Steigendes Risiko mit steigendem Zeitan-
teil Handgelenk gebeugt oder gestreckt
[Hün-1981]
Lenden-
wirbelsäu-
le
Steigendes Risiko für Zeitanteil in leicht
gebeugter Haltung > 10 %
[Pun-1991]
Frequenz /
Zykluszeit
𝑍𝑒𝑖𝑡−1
𝑍𝑒𝑖𝑡
Handge-
lenk
Steigendes Risiko, falls Zykluszeit < 30s
und fundamentaler Subzyklus mehr als
50% d. Zykluszeit umfasst
[Sil-1986]
[Lin-1998]
Schulter Risiko von Schulterbeschwerden steigt,
falls Arm häufiger als einmal pro Minute
über Schulterhöhe angehoben wird
[Pun-2000]
Lenden-
wirbelsäu-
le
Steigendes Risiko, falls mehr als 120 He-
bevorgänge pro Stunde
[Mar-1995]
Winkelgeschwin-
digkeit und -
beschleunigung
𝐺𝑟𝑎𝑑 𝑠⁄
𝐺𝑟𝑎𝑑 𝑠2⁄
Lenden-
wirbelsäu-
le
Steigendes Risiko mit zunehmender Flexi-
ons/Extensions- und lateraler Beugege-
schwindigkeit
[Mar-
1993a]
[Nor-1998]
Handge-
lenk
Steigendes Risiko mit zunehmender
Handgelenkwinkelgeschwindigkeit und
-beschleunigung
[Mar-
1993b]
[Lin-1998]
Hand-Arm Aktivi-
tät
- Hand/Arm Steigendes Risiko mit steigender Hand-
Arm Aktivität
[Lat-1999]
Muskel Erho-
lungsphasen
(Muscle Rest
Events)
1 𝑍𝑒𝑖𝑡⁄ Schulter
Nacken
Steigender Krankenstand für Tätigkeiten
mit wenigen Muskel-Erholungsphasen
(„EMG gaps“)
[Vei-1993]
Kummulative Last 𝐾𝑟𝑎𝑓𝑡
× 𝑍𝑒𝑖𝑡
Lenden-
wirbelsäu-
le
Steigendes Rückenschmerzen-Risiko mit
zunehmender Bandscheibenkompression-
kraft und -querkraft
[Kum-1990]
[Nor-1998]
Anhang
A-2
Literaturangaben zu Tabelle A-1:
[Pun-2000] Punnett, L.; Fine, L.J.; Monroe Keyserling, W.; Herrin, G.D.; Chaffin, D.B.: Shoulder dis-
orders and postural stress in automobile assembly work. In: Scand. J. Work Environ.
Health, 26 (2000), S. 283–291.
[Sve-2004] Svendsen, S.W.; Bonde, J.P.; Mathiassen, S.E.; Steengaard-Pedersen, K.; Frich, L.H.:
Work-related shoulder disorders: quantitative exposure-response relationships with refer-
ence to arm posture. In: Occup. Environ. Med., 61 (2004), S. 844–853.
[Hüt-1981] Hünting, W.; Läubli, T.; Grandjean, E.: Postural and visual loads at VDT workplaces.
I. Constrained postures. In: Ergonomics 24 (1981), S. 917–931.
[Pun-1991] Punnett, L.; Fine, L.; Keyserling, W.M.; Herrin, G.D.; Chaffin, D.: Back disorders and non-
neutral trunk postures of automobile assembly workers. In: Scand. J. Work Environ.
Health 17 (1991), S. 337–346.
[Sil-1986] Silverstein, B. A.; Fine, L. J.; Armstrong, T. J.: Hand wrist cumulative trauma disorders in
industry. In: Occupational and Environmental Medicine, Jg. 43 (1986)11, S. 779–784.
[Lin-1998] Lin, M.-L.; Radwin, R.: Agreement between a frequency-weighted filter for continuous
biomechanical measurements of repetitive wrist flexion against a load and published psy-
chophysical data. In Ergonomics 41 (1998), S. 459–475.
[Mar-1995] Marras, W.S.; Lavender, S.A.; Leurgans, S.E.; Fathallah, F.A.; Ferguson, S.A.; Allread,
W.G.; Rajulu, S.L.: Biomechanical risk factors for occupationally related low back disor-
ders. In: Ergonomics 38 (1995), S. 377–410.
[Mar-1993a] Marras, W.S.; Schoenmarklin, R.W.: Wrist motions in industry. In: Ergonomics 36 (1993),
S. 341–351.
[Nor-1998] Norman, R.; Wells, R.; Neumann, P.; Frank, J.; Shannon, H.; Kerr, M.; OUBPS Group: A
comparison of peak vs. cumulative physical work exposure risk factors for the reporting of
low back pain in the automotive industry. In: Clin. Biomech. 13 (1998), S. 561–573.
[Mar-1993b] Marras, W.S.; Lavender, S.A.; Leurgans, S.E.; Rajulu, S.L.; Allread, W.G.; Fathallah,
F.A.; Ferguson, S.A.: The role of dynamic three-dimensional trunk motion in occupation-
ally-related low-back disorders: the effects of workplace factors, trunk position, and trunk
motion characteristics on risk of injury. In: Spine 18 (1993), S. 617–628.
[Lat-1999] Latko, W.; Armstrong, T.J.; Franzblau, A.; Ulin, S.S.; Werner, R.A.; Albers, J.W.: Cross-
sectional study of the relationship between repetitive work and the prevalence of upper
limb musculoskeletal disorders. In: Am. J. Ind. Med. 36 (1999), S. 248–259.
[Vei-1993] Veiersted, K.B.; Westgaard, R.H.; Andersen, P.: Electromyographic evaluation of muscu-
lar work pattern as a predictor of trapezius myalgia. In Scand. J. Work Environ. Health 19
(1993), S. 284–290.
[Kum-1990] Kumar, S.: Cumulative load as a risk factor for back pain. In: Spine 15 (1990), S. 1311–
1316.
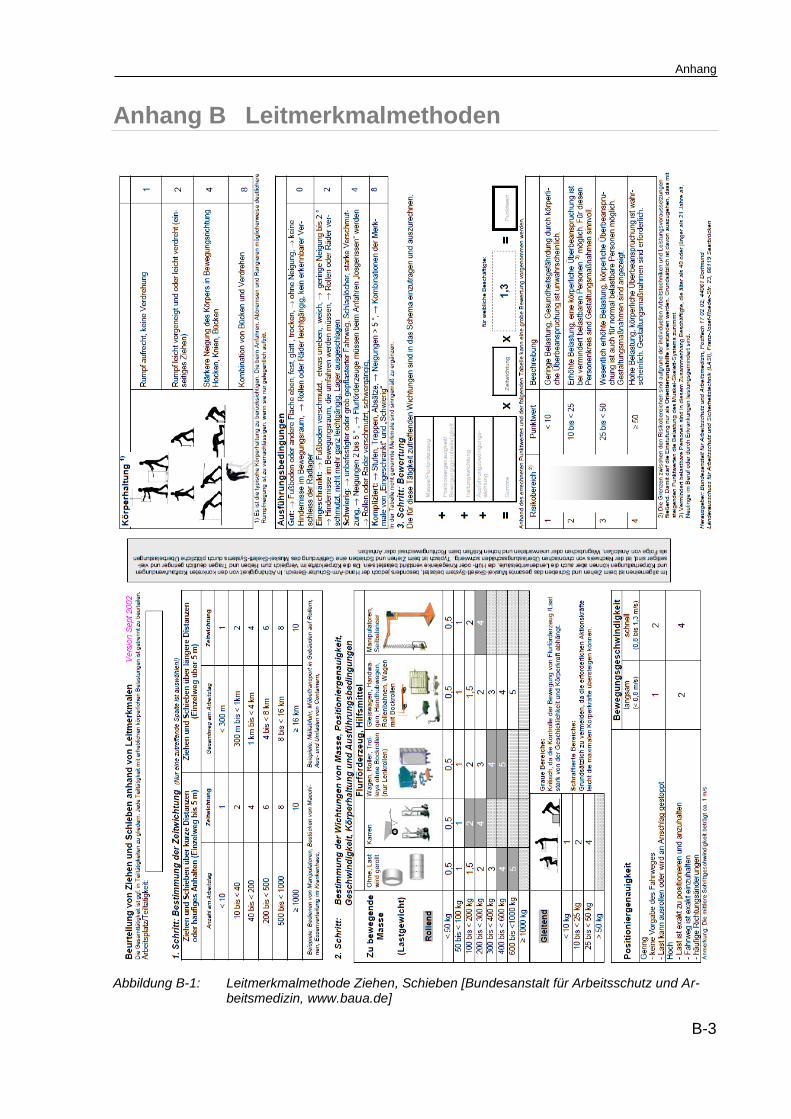
Anhang
B-3
Anhang B Leitmerkmalmethoden
Abbildung B-1: Leitmerkmalmethode Ziehen, Schieben [Bundesanstalt für Arbeitsschutz und Ar-beitsmedizin, www.baua.de]
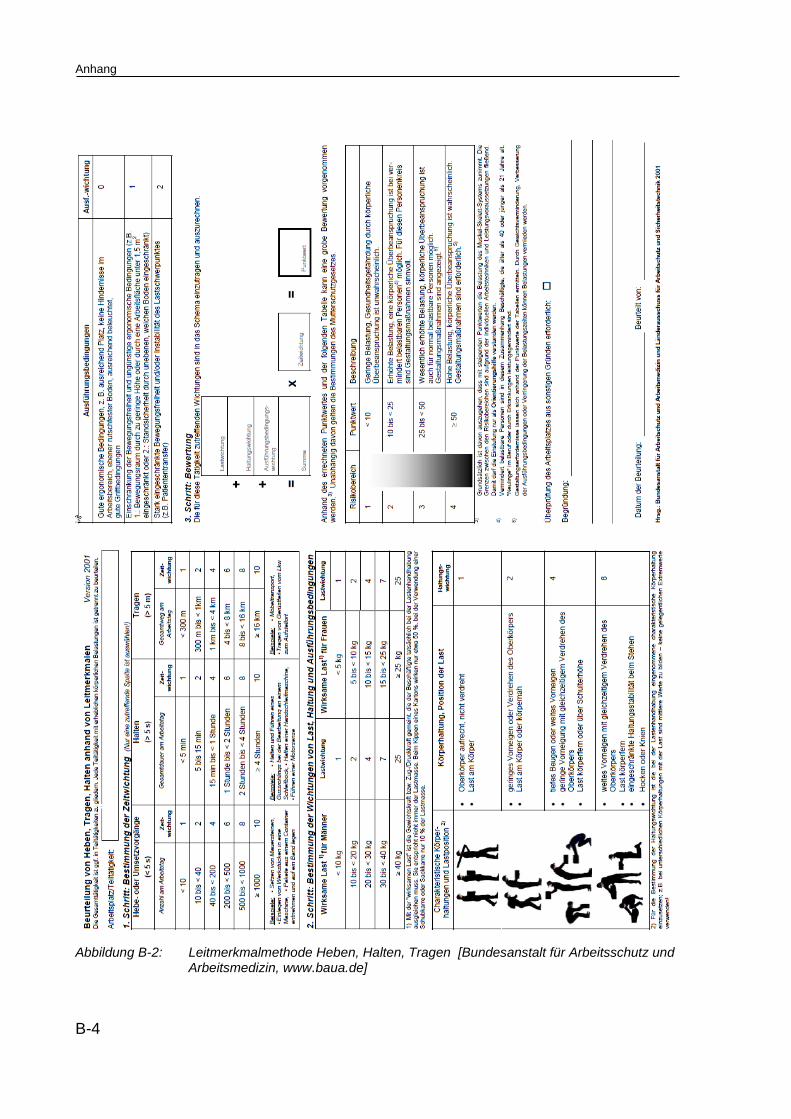
Anhang
B-4
Abbildung B-2: Leitmerkmalmethode Heben, Halten, Tragen [Bundesanstalt für Arbeitsschutz und Arbeitsmedizin, www.baua.de]
Anhang
C-5
Anhang C Experteninterview zu Abwechslung und Belastung
Interview mit Dr. med. Hans Tavs, Facharzt für Arbeitsmedizin und Leiter Gesund-
heitsdienst bei der MAN Truck&Bus AG und Dr. Oliver Breitkopf, Facharzt für Ar-
beitsmedizin und Experte für Arbeitsplatzergonomie bei der MAN Truck&Bus AG
Abschrift des Interviews vom 22.10.2014, München, Interviewer: Kelterborn, M.
Kelterborn: Der Haltungsverteilungskoeffizient ist ein Konzept, bei dem, basierend
auf der Einstufung in Aktionskategorien nach der OWAS-Methode, ei-
ne „ideale“ Verteilung der zeitlichen Anteile der Einzelhaltungen ange-
setzt wird. Der Haltungsverteilungskoeffizient ist ein Maß, das die Ab-
weichung der realen Verteilung von dieser „idealen“ Verteilung misst,
wobei ein möglichst kleiner Wert anzustreben ist, da dieser für eine
geringe Abweichung von der Idealverteilung steht. Dies impliziert,
dass auch zeitweise ungünstige Haltungen eingenommen werden
(z. B. Bücken), allerdings nur in Größenordnungen, die nach der O-
WAS Methode in Kategorie 1 (kein Handlungsbedarf) fallen. Ist diese
Konzept aus ihrer Sicht sinnvoll und praktikabel?
Dr. Tavs: Abwechslung ist grundsätzlich gut. Auch mal eine „ungünstige“ Hal-
tung einzunehmen ist in begrenztem Umfang gut. Problematisch sind
ungünstige Haltungen als Zwangshaltung, die über längere Zeiträume
eingenommen werden müssen, wie beispielsweise das dauerhafte Ar-
beiten über Kopf. Ein weiteres Beispiel ist das Sitzen: Früher hat man
gesagt: „Am besten immer gerade“. Heute tendiert man eher zum „dy-
namischen“ Sitzen, also auch mal eine Haltung mit gebeugten oder
gedrehten Rücken einnehmen. Hieraus lässt sich ableiten, dass es
medizinisch sinnvoll ist in begrenztem Umfang auch ungünstige Hal-
tungen einzunehmen. Das Konzept des Haltungsverteilungskoeffizien-
ten scheint hieraus abgeleitet stimmig und sinnvoll. Die Vorgeschlage-
ne Idealverteilung bietet ein gesundes Maß an Abwechslung, ohne die
in der OWAS-Methode verankerten Grenzwerte zu übersteigen. Man
bleibt immer im grünen Bereich.
Dr. Breitkopf: Eine weitere Möglichkeit wäre es die Höhe der Nummern, die jeder
Einzelhaltung zugeordnet sind als Indikator für die Belastung zu ver-
wenden. Wenn man diese addiert erhält man eine Kenngröße, die die
Anhang
C-6
Belastung beschreibt. Ein Ziel bei einer Optimierung wäre es dann
möglichst niedrige Werte anzustreben.
Für die Haltungskategorie Drehung wäre es möglich Links und Rechts
als +1 und -1 zu interpretieren. Dies würde dazu führen, dass ein Ar-
beitsablauf, der ein ausgeglichenes Verhältnis zwischen Rechts- und
Linksdrehungen aufweist einen Wert von Null hat, je größer die Ab-
weichung von 0 ist, desto ungünstiger und einseitiger ist die Belas-
tung.
Kelterborn: Ist die OWAS-Methode für eine Betrachtung von Produktionslogistiktä-
tigkeiten, also z. B. Routenzüge und Kommissionierung denn eine ge-
eignete Methode?
Dr. Tavs: Die OWAS-Methode ist eine relative grobe Betrachtungsweise, die
aber den Vorteil hat, dass sie den gesamten Körper betrachtet. Dies
bietet sowohl Vor- als auch Nachteile, über die man sich klar sein
muss. Man muss die Verwendung dieser speziellen Methode kritisch
diskutieren und begründen, warum man diese Methode gewählt hat.
Die beschriebenen Arbeitsabläufe umfassen Bewegungen mit dem
ganzen Körper, also z. B. Gehen, Sitzen, Bücken oder das Anheben
von Lasten. Dies stellt ein wichtiger Unterschied zu Montagetätigkeiten
dar, die durch Hand/Arm-Bewegungen mit hoher Genauigkeit charak-
terisiert werden. Für Logistiktätigkeiten ist die OWAS Methode vor die-
sem Hintergrund gut geeignet.
Die OWAS-Methode ist eine gängige, etablierte Methode mit deren
Verwendung man grundsätzlich nichts falsch macht. Man muss sich
über die Stärken und Schwächen der Methode klar sein und im Rah-
men der Möglichkeiten der Methode arbeiten.
Kelterborn: Stellt die Anzahl der Haltungswechsel pro Zeiteinheit (im weiteren
Wechselrate genannt) eine sinnvolle Kenngröße dar, die in einem be-
stimmten Zielkorridor liegen sollte.
Dr. Tavs: Ja, die Wechselrate stellt eine relevante Größe dar und der Vorschlag
einen optimalen Bereich für die Wechselrate zu finden scheint durch-
aus sinnvoll. D. h. nicht zu wenige Wechsel, um statische Haltungen
zu vermeiden, aber auch nicht zu häufige Wechsel, da in dies ein
Anhang
C-7
Kennzeichen für eine Tätigkeit mit hoher Wiederholfrequenz, also eine
repetitive Belastung ist.
Kelterborn: Kann man für das Konzept der Wechselrate einen Bereich definieren
der als eine Art „Idealbereich“ anzustreben ist? Ein Vorschlag hierfür
wäre ein Korridor im niederfrequenten dynamischen Bereich. Mögli-
cher unterer Grenzwert wären 2 Wechsel pro Minute (Grenzwert für
statische Haltearbeit), der obere Grenzwert wäre 15 Wechsel pro Mi-
nute (Beginn des hoch repetitiven Bereichs).
Dr. Tavs: Die Frage nach den exakten Grenzen ist sehr schwierig. Die OWAS-
Methode bildet Haltungswechsel auf einem groben Niveau ab (z. B.
Sitzen und Stehen). Hier scheinen die Grenzen von 2 bis 15 Wechsel
pro Minute sinnvoll. Für andere Körperteile (z. B. die Hände) gelten
andere - in diesem Fall höhere - Werte. Eine weitere Möglichkeit wäre
auch einen festen Wert anzugeben (z. B. 8 min-1) und eine Verteilung
um diesen Wert zu betrachten.
Kelterborn: Aus theoretischen Überlegungen haben wir abgeleitet, dass eine hohe
Standardabweichung der Haltungsblocklänge als positiv im Sinne der
Abwechslung anzusehen ist. Gibt es aus medizinischer Sicht Anhalts-
punkte, die diese These stützen?
Dr. Tavs: Die medizinische Interpretation dieser Größe stellt sich als eher
schwierig dar. Ich würde daher sagen, dass - aus medizinischer Sicht -
Standardabweichung der Haltungsblocklänge nicht interpretiert wer-
den kann.
Dr. Breitkopf: Die Abwechslung zwischen verschieden langen Haltungs- oder Tätig-
keitsblöcken kann allerdings durchaus einen positiven psychischen Ef-
fekt haben.
Dr. Tavs: Aus sportmedizinischer oder trainingswissenschaftlicher Sicht aller-
dings ist die Variation der Belastungslänge durchaus sinnvoll. So kann
durch das Setzen unterschiedlich intensiver Reize ein höherer Trai-
ningseffekt erzielt werden. Aus ergonomischer Sicht könnte man ar-
gumentieren, dass ein gewisser Trainingseffekt durchaus als positiv zu
sehen ist, da dieser für die Erhaltung der Gesundheit (insbesondere
des Muskel-Skelett-Systems) notwendig ist.
Anhang
C-8
Kelterborn: Für die Beschreibung eines Arbeitsplatzes wäre es wünschenswert
möglichst wenige Kennzahlen angeben zu müssen. Von daher ob
Kennzahlen als Mittelwerte über alle Körperregionen aggregiert wer-
den können. Ist diese Durchschnittsbildung sinnvoll?
Dr. Tavs: Nein. Die Bildung von Durchschnittswerten über mehrere Körperregio-
nen scheint nicht sinnvoll, da sich „gute“ und „schlechte“ Werte über
verschiedene Körperpartien nicht ausgleichen (Beispiel Wechselrate:
Zu hoher Wert für Beine gleicht sich nicht mit zu niedrigem Wert für
Rücken aus).
Kelterborn: Ein wünschenswertes Einsatzgebiet unserer Methodik wäre es, diese
für den direkten Vergleich mehrerer Arbeitsplätze einzusetzen. Den-
ken Sie, dass dies möglich ist, oder sind die verschiedenen Arbeits-
plätze von ihren spezifischen Belastungen her zu verschieden? Oder
beschränkt sich die Anwendung der Methode vielmehr auf den Ver-
gleich verhältnismäßig ähnlicher Arbeitsplätze?
Dr. Tavs: Der Vergleich verschiedener Arbeitsplätze scheint mit dieser Methode
nicht sinnvoll. Eine Anwendung beschränkt sich eher auf die Analyse
und Charakterisierung einzelner Arbeitsplätze. Nach einer Verände-
rung der Abläufe an diesem Arbeitsplatz, kann durch eine erneute
Bewertung, die erzielte Veränderung aufgezeigt werden.
[…]
Kelterborn: Vielen Dank!
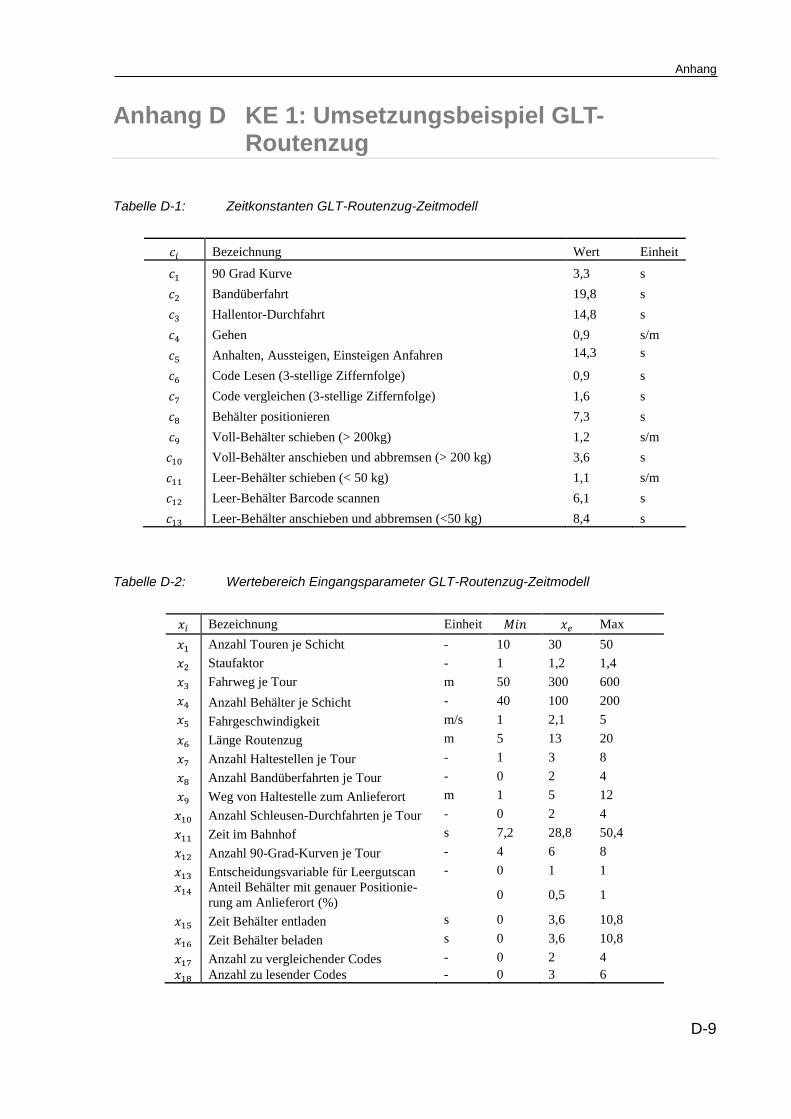
Anhang
D-9
Anhang D KE 1: Umsetzungsbeispiel GLT-Routenzug
Tabelle D-1: Zeitkonstanten GLT-Routenzug-Zeitmodell
𝑐𝑖 Bezeichnung Wert Einheit
𝑐1 90 Grad Kurve 3,3 s
𝑐2 Bandüberfahrt 19,8 s
𝑐3 Hallentor-Durchfahrt 14,8 s
𝑐4 Gehen 0,9 s/m
𝑐5 Anhalten, Aussteigen, Einsteigen Anfahren 14,3 s
𝑐6 Code Lesen (3-stellige Ziffernfolge) 0,9 s
𝑐7 Code vergleichen (3-stellige Ziffernfolge) 1,6 s
𝑐8 Behälter positionieren 7,3 s
𝑐9 Voll-Behälter schieben (> 200kg) 1,2 s/m
𝑐10 Voll-Behälter anschieben und abbremsen (> 200 kg) 3,6 s
𝑐11 Leer-Behälter schieben (< 50 kg) 1,1 s/m
𝑐12 Leer-Behälter Barcode scannen 6,1 s
𝑐13 Leer-Behälter anschieben und abbremsen (<50 kg) 8,4 s
Tabelle D-2: Wertebereich Eingangsparameter GLT-Routenzug-Zeitmodell
𝑥𝑖 Bezeichnung Einheit 𝑀𝑖𝑛 𝑥𝑒 Max
𝑥1 Anzahl Touren je Schicht - 10 30 50
𝑥2 Staufaktor - 1 1,2 1,4
𝑥3 Fahrweg je Tour m 50 300 600
𝑥4 Anzahl Behälter je Schicht - 40 100 200
𝑥5 Fahrgeschwindigkeit m/s 1 2,1 5
𝑥6 Länge Routenzug m 5 13 20
𝑥7 Anzahl Haltestellen je Tour - 1 3 8
𝑥8 Anzahl Bandüberfahrten je Tour - 0 2 4
𝑥9 Weg von Haltestelle zum Anlieferort m 1 5 12
𝑥10 Anzahl Schleusen-Durchfahrten je Tour - 0 2 4
𝑥11 Zeit im Bahnhof s 7,2 28,8 50,4
𝑥12 Anzahl 90-Grad-Kurven je Tour - 4 6 8
𝑥13 Entscheidungsvariable für Leergutscan - 0 1 1
𝑥14 Anteil Behälter mit genauer Positionie-
rung am Anlieferort (%) 0 0,5 1
𝑥15 Zeit Behälter entladen s 0 3,6 10,8
𝑥16 Zeit Behälter beladen s 0 3,6 10,8
𝑥17 Anzahl zu vergleichender Codes - 0 2 4
𝑥18 Anzahl zu lesender Codes - 0 3 6
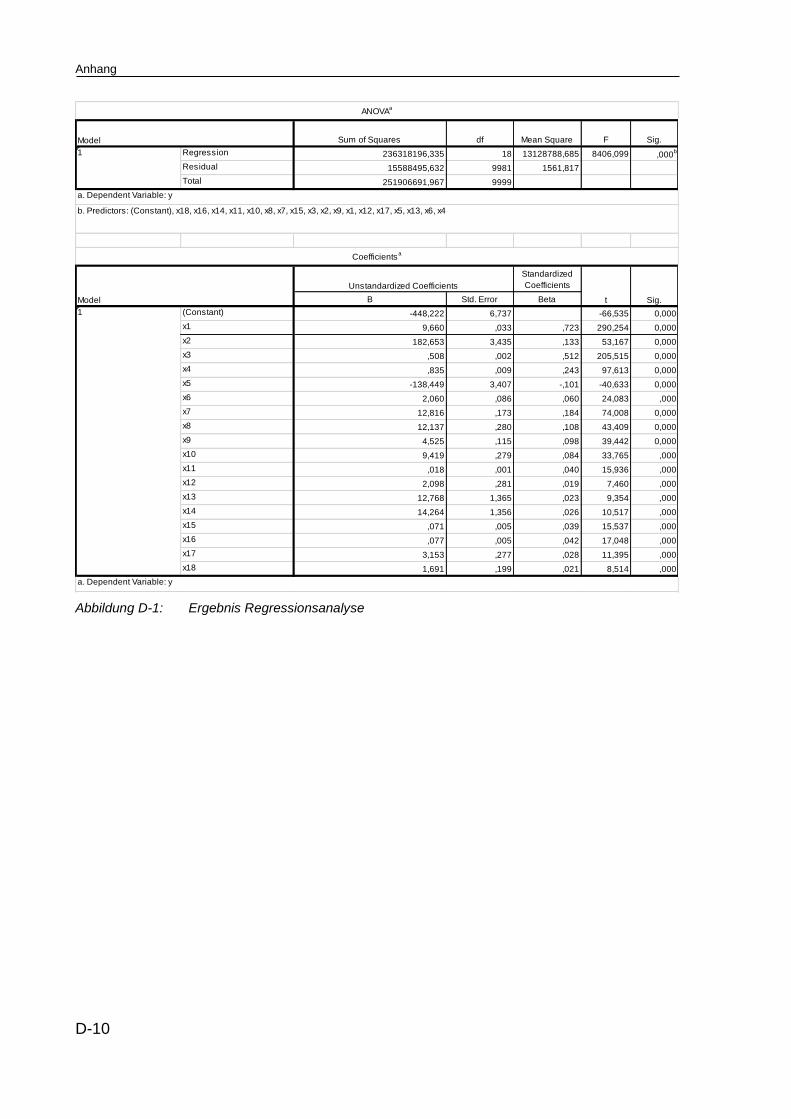
Anhang
D-10
Abbildung D-1: Ergebnis Regressionsanalyse
Sum of Squares df Mean Square F Sig.
Regression 236318196,335 18 13128788,685 8406,099 ,000b
Residual 15588495,632 9981 1561,817
Total 251906691,967 9999
Standardized
Coefficients
B Std. Error Beta
(Constant) -448,222 6,737 -66,535 0,000
x1 9,660 ,033 ,723 290,254 0,000
x2 182,653 3,435 ,133 53,167 0,000
x3 ,508 ,002 ,512 205,515 0,000
x4 ,835 ,009 ,243 97,613 0,000
x5 -138,449 3,407 -,101 -40,633 0,000
x6 2,060 ,086 ,060 24,083 ,000
x7 12,816 ,173 ,184 74,008 0,000
x8 12,137 ,280 ,108 43,409 0,000
x9 4,525 ,115 ,098 39,442 0,000
x10 9,419 ,279 ,084 33,765 ,000
x11 ,018 ,001 ,040 15,936 ,000
x12 2,098 ,281 ,019 7,460 ,000
x13 12,768 1,365 ,023 9,354 ,000
x14 14,264 1,356 ,026 10,517 ,000
x15 ,071 ,005 ,039 15,537 ,000
x16 ,077 ,005 ,042 17,048 ,000
x17 3,153 ,277 ,028 11,395 ,000
x18 1,691 ,199 ,021 8,514 ,000
1
a. Dependent Variable: y
b. Predictors: (Constant), x18, x16, x14, x11, x10, x8, x7, x15, x3, x2, x9, x1, x12, x17, x5, x13, x6, x4
Coefficientsa
Model
Unstandardized Coefficients
t Sig.
ANOVAa
Model
1
a. Dependent Variable: y
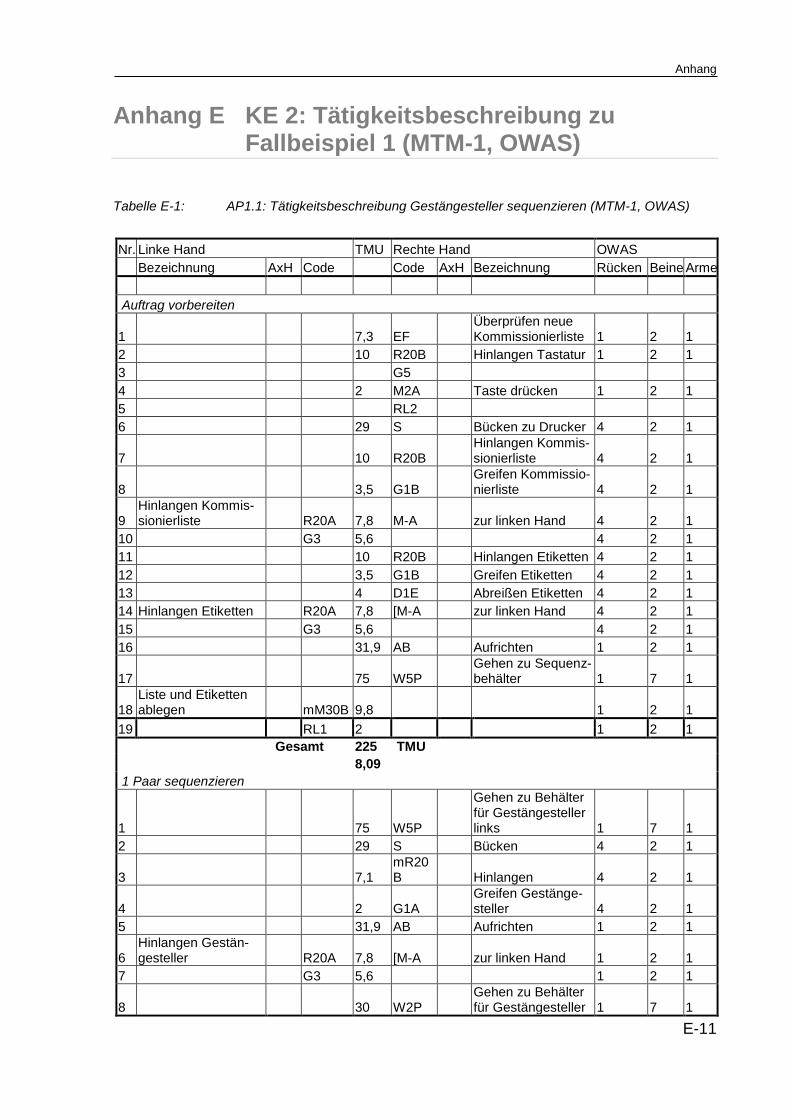
Anhang
E-11
Anhang E KE 2: Tätigkeitsbeschreibung zu Fallbeispiel 1 (MTM-1, OWAS)
Tabelle E-1: AP1.1: Tätigkeitsbeschreibung Gestängesteller sequenzieren (MTM-1, OWAS)
Nr. Linke Hand TMU Rechte Hand OWAS
Bezeichnung AxH Code
Code AxH Bezeichnung Rücken Beine Arme
Auftrag vorbereiten
1 7,3 EF Überprüfen neue Kommissionierliste 1 2 1
2 10 R20B Hinlangen Tastatur 1 2 1
3 G5
4 2 M2A Taste drücken 1 2 1
5 RL2
6 29 S Bücken zu Drucker 4 2 1
7 10 R20B Hinlangen Kommis-sionierliste 4 2 1
8 3,5 G1B Greifen Kommissio-nierliste 4 2 1
9 Hinlangen Kommis-sionierliste R20A 7,8 M-A zur linken Hand 4 2 1
10 G3 5,6 4 2 1
11 10 R20B Hinlangen Etiketten 4 2 1
12 3,5 G1B Greifen Etiketten 4 2 1
13 4 D1E Abreißen Etiketten 4 2 1
14 Hinlangen Etiketten R20A 7,8 [M-A zur linken Hand 4 2 1
15 G3 5,6 4 2 1
16 31,9 AB Aufrichten 1 2 1
17 75 W5P Gehen zu Sequenz-behälter 1 7 1
18 Liste und Etiketten ablegen mM30B 9,8 1 2 1
19 RL1 2 1 2 1
Gesamt 225 TMU
8,09
1 Paar sequenzieren
1 75 W5P
Gehen zu Behälter für Gestängesteller links 1 7 1
2 29 S Bücken 4 2 1
3 7,1 mR20B Hinlangen 4 2 1
4 2 G1A Greifen Gestänge-steller 4 2 1
5 31,9 AB Aufrichten 1 2 1
6 Hinlangen Gestän-gesteller R20A 7,8 [M-A zur linken Hand 1 2 1
7 G3 5,6 1 2 1
8 30 W2P Gehen zu Behälter für Gestängesteller 1 7 1
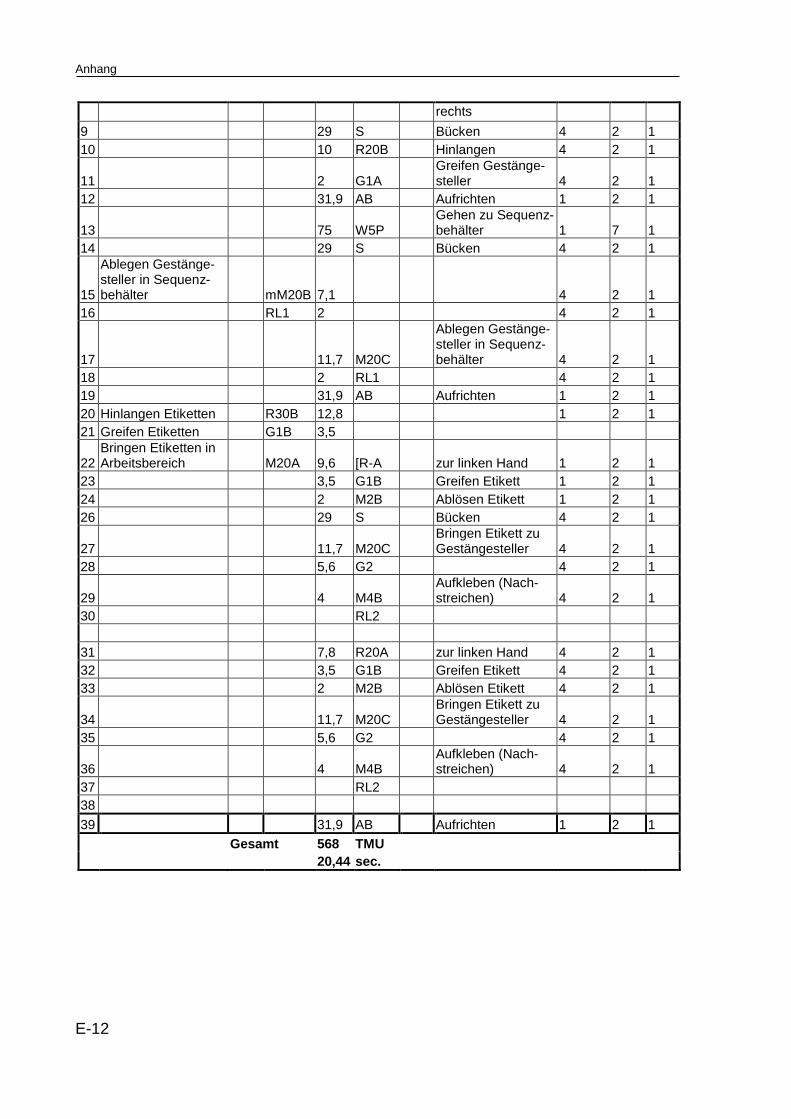
Anhang
E-12
rechts
9 29 S Bücken 4 2 1
10 10 R20B Hinlangen 4 2 1
11 2 G1A Greifen Gestänge-steller 4 2 1
12 31,9 AB Aufrichten 1 2 1
13 75 W5P Gehen zu Sequenz-behälter 1 7 1
14 29 S Bücken 4 2 1
15
Ablegen Gestänge-steller in Sequenz-behälter mM20B 7,1 4 2 1
16 RL1 2 4 2 1
17 11,7 M20C
Ablegen Gestänge-steller in Sequenz-behälter 4 2 1
18 2 RL1 4 2 1
19 31,9 AB Aufrichten 1 2 1
20 Hinlangen Etiketten R30B 12,8 1 2 1
21 Greifen Etiketten G1B 3,5
22 Bringen Etiketten in Arbeitsbereich M20A 9,6 [R-A zur linken Hand 1 2 1
23 3,5 G1B Greifen Etikett 1 2 1
24 2 M2B Ablösen Etikett 1 2 1
26 29 S Bücken 4 2 1
27 11,7 M20C Bringen Etikett zu Gestängesteller 4 2 1
28 5,6 G2 4 2 1
29 4 M4B Aufkleben (Nach-streichen) 4 2 1
30 RL2
31 7,8 R20A zur linken Hand 4 2 1
32 3,5 G1B Greifen Etikett 4 2 1
33 2 M2B Ablösen Etikett 4 2 1
34 11,7 M20C Bringen Etikett zu Gestängesteller 4 2 1
35 5,6 G2 4 2 1
36 4 M4B Aufkleben (Nach-streichen) 4 2 1
37 RL2
38
39 31,9 AB Aufrichten 1 2 1
Gesamt 568 TMU
20,44 sec.
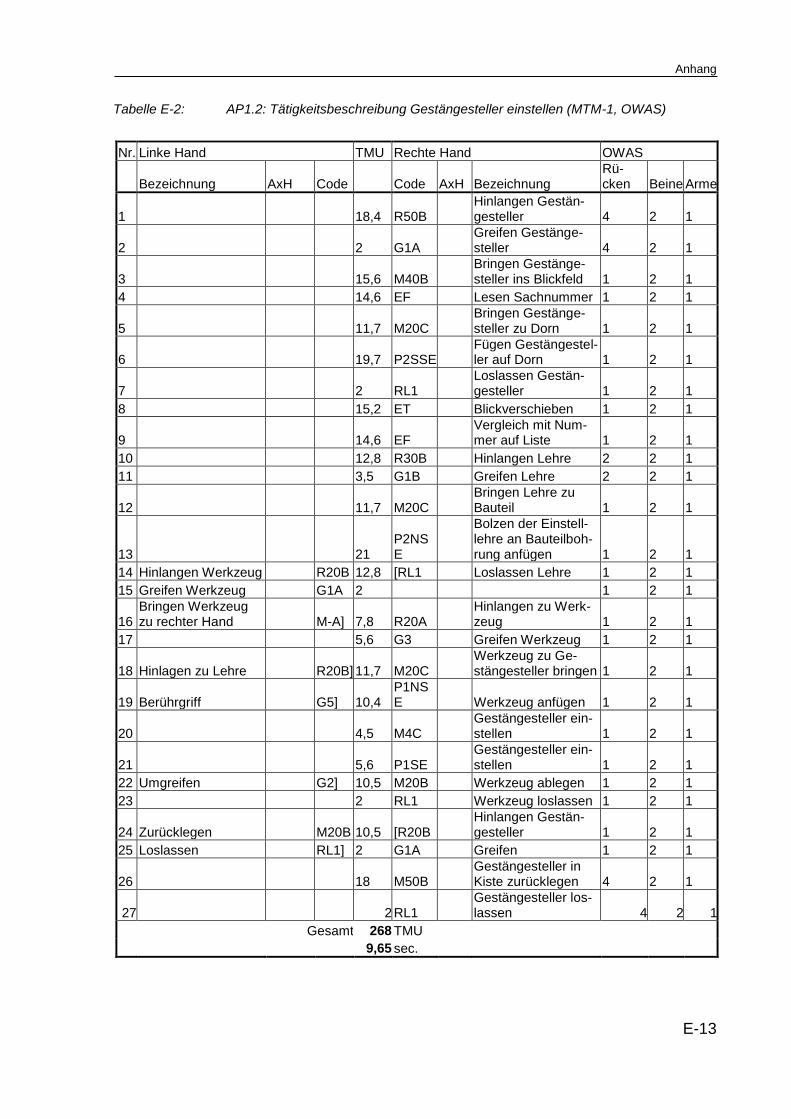
Anhang
E-13
Tabelle E-2: AP1.2: Tätigkeitsbeschreibung Gestängesteller einstellen (MTM-1, OWAS)
Nr. Linke Hand TMU Rechte Hand OWAS
Bezeichnung AxH Code
Code AxH Bezeichnung
Rü-cken Beine Arme
1 18,4 R50B
Hinlangen Gestän-gesteller 4 2 1
2 2 G1A
Greifen Gestänge-steller 4 2 1
3 15,6 M40B
Bringen Gestänge-steller ins Blickfeld 1 2 1
4 14,6 EF
Lesen Sachnummer 1 2 1
5 11,7 M20C
Bringen Gestänge-steller zu Dorn 1 2 1
6 19,7 P2SSE
Fügen Gestängestel-ler auf Dorn 1 2 1
7 2 RL1
Loslassen Gestän-gesteller 1 2 1
8 15,2 ET
Blickverschieben 1 2 1
9 14,6 EF
Vergleich mit Num-mer auf Liste 1 2 1
10 12,8 R30B
Hinlangen Lehre 2 2 1
11 3,5 G1B
Greifen Lehre 2 2 1
12 11,7 M20C
Bringen Lehre zu Bauteil 1 2 1
13 21 P2NSE
Bolzen der Einstell-lehre an Bauteilboh-rung anfügen 1 2 1
14 Hinlangen Werkzeug R20B 12,8 [RL1 Loslassen Lehre 1 2 1
15 Greifen Werkzeug G1A 2 1 2 1
16 Bringen Werkzeug zu rechter Hand M-A] 7,8 R20A
Hinlangen zu Werk-zeug 1 2 1
17 5,6 G3 Greifen Werkzeug 1 2 1
18 Hinlagen zu Lehre R20B] 11,7 M20C Werkzeug zu Ge-stängesteller bringen 1 2 1
19 Berührgriff G5] 10,4 P1NSE Werkzeug anfügen 1 2 1
20 4,5 M4C Gestängesteller ein-stellen 1 2 1
21 5,6 P1SE Gestängesteller ein-stellen 1 2 1
22 Umgreifen G2] 10,5 M20B Werkzeug ablegen 1 2 1
23 2 RL1 Werkzeug loslassen 1 2 1
24 Zurücklegen M20B 10,5 [R20B Hinlangen Gestän-gesteller 1 2 1
25 Loslassen RL1] 2 G1A Greifen 1 2 1
26 18 M50B Gestängesteller in Kiste zurücklegen 4 2 1
27 2 RL1 Gestängesteller los-lassen 4 2 1
Gesamt 268 TMU
9,65 sec.
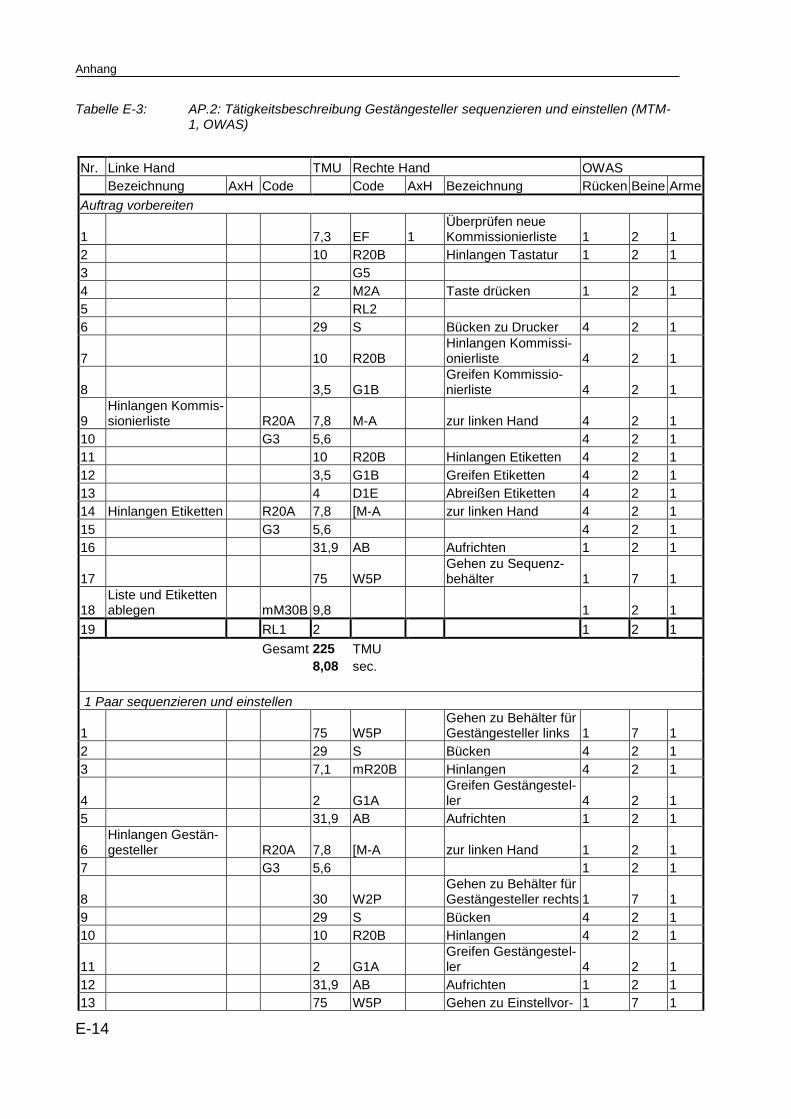
Anhang
E-14
Tabelle E-3: AP.2: Tätigkeitsbeschreibung Gestängesteller sequenzieren und einstellen (MTM-1, OWAS)
Nr. Linke Hand TMU Rechte Hand OWAS
Bezeichnung AxH Code
Code AxH Bezeichnung Rücken Beine Arme
Auftrag vorbereiten
1 7,3 EF 1 Überprüfen neue Kommissionierliste 1 2 1
2 10 R20B Hinlangen Tastatur 1 2 1
3 G5
4 2 M2A Taste drücken 1 2 1
5 RL2
6 29 S Bücken zu Drucker 4 2 1
7 10 R20B Hinlangen Kommissi-onierliste 4 2 1
8 3,5 G1B Greifen Kommissio-nierliste 4 2 1
9 Hinlangen Kommis-sionierliste R20A 7,8 M-A zur linken Hand 4 2 1
10 G3 5,6 4 2 1
11 10 R20B Hinlangen Etiketten 4 2 1
12 3,5 G1B Greifen Etiketten 4 2 1
13 4 D1E Abreißen Etiketten 4 2 1
14 Hinlangen Etiketten R20A 7,8 [M-A zur linken Hand 4 2 1
15 G3 5,6 4 2 1
16 31,9 AB Aufrichten 1 2 1
17 75 W5P Gehen zu Sequenz-behälter 1 7 1
18 Liste und Etiketten ablegen mM30B 9,8 1 2 1
19 RL1 2 1 2 1
Gesamt 225 TMU
8,08 sec.
1 Paar sequenzieren und einstellen
1 75 W5P Gehen zu Behälter für Gestängesteller links 1 7 1
2 29 S Bücken 4 2 1
3 7,1 mR20B Hinlangen 4 2 1
4 2 G1A Greifen Gestängestel-ler 4 2 1
5 31,9 AB Aufrichten 1 2 1
6 Hinlangen Gestän-gesteller R20A 7,8 [M-A zur linken Hand 1 2 1
7 G3 5,6 1 2 1
8 30 W2P Gehen zu Behälter für Gestängesteller rechts 1 7 1
9 29 S Bücken 4 2 1
10 10 R20B Hinlangen 4 2 1
11 2 G1A Greifen Gestängestel-ler 4 2 1
12 31,9 AB Aufrichten 1 2 1
13 75 W5P Gehen zu Einstellvor- 1 7 1
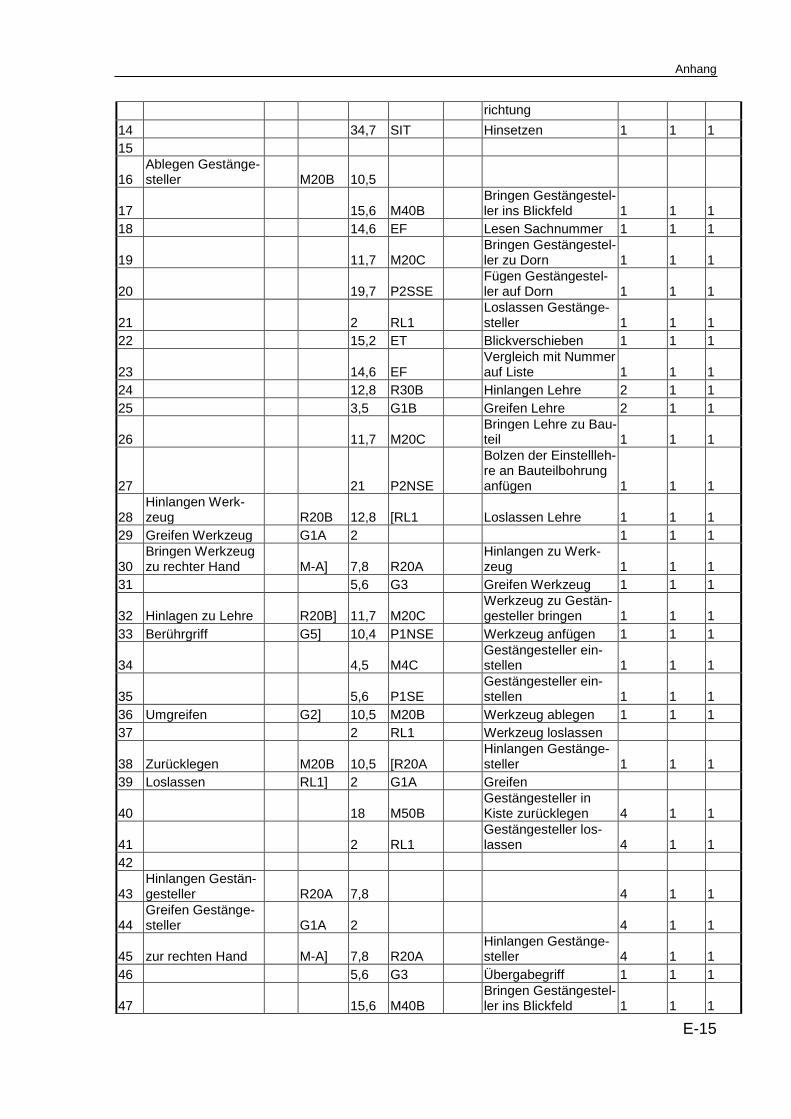
Anhang
E-15
richtung
14 34,7 SIT Hinsetzen 1 1 1
15
16 Ablegen Gestänge-steller M20B 10,5
17 15,6 M40B Bringen Gestängestel-ler ins Blickfeld 1 1 1
18 14,6 EF Lesen Sachnummer 1 1 1
19 11,7 M20C Bringen Gestängestel-ler zu Dorn 1 1 1
20 19,7 P2SSE Fügen Gestängestel-ler auf Dorn 1 1 1
21 2 RL1 Loslassen Gestänge-steller 1 1 1
22 15,2 ET Blickverschieben 1 1 1
23 14,6 EF Vergleich mit Nummer auf Liste 1 1 1
24 12,8 R30B Hinlangen Lehre 2 1 1
25 3,5 G1B Greifen Lehre 2 1 1
26 11,7 M20C Bringen Lehre zu Bau-teil 1 1 1
27 21 P2NSE
Bolzen der Einstellleh-re an Bauteilbohrung anfügen 1 1 1
28 Hinlangen Werk-zeug R20B 12,8 [RL1 Loslassen Lehre 1 1 1
29 Greifen Werkzeug G1A 2 1 1 1
30 Bringen Werkzeug zu rechter Hand M-A] 7,8 R20A
Hinlangen zu Werk-zeug 1 1 1
31 5,6 G3 Greifen Werkzeug 1 1 1
32 Hinlagen zu Lehre R20B] 11,7 M20C Werkzeug zu Gestän-gesteller bringen 1 1 1
33 Berührgriff G5] 10,4 P1NSE Werkzeug anfügen 1 1 1
34 4,5 M4C Gestängesteller ein-stellen 1 1 1
35 5,6 P1SE Gestängesteller ein-stellen 1 1 1
36 Umgreifen G2] 10,5 M20B Werkzeug ablegen 1 1 1
37 2 RL1 Werkzeug loslassen
38 Zurücklegen M20B 10,5 [R20A Hinlangen Gestänge-steller 1 1 1
39 Loslassen RL1] 2 G1A Greifen
40 18 M50B Gestängesteller in Kiste zurücklegen 4 1 1
41 2 RL1 Gestängesteller los-lassen 4 1 1
42
43 Hinlangen Gestän-gesteller R20A 7,8 4 1 1
44 Greifen Gestänge-steller G1A 2 4 1 1
45 zur rechten Hand M-A] 7,8 R20A Hinlangen Gestänge-steller 4 1 1
46 5,6 G3 Übergabegriff 1 1 1
47 15,6 M40B Bringen Gestängestel-ler ins Blickfeld 1 1 1
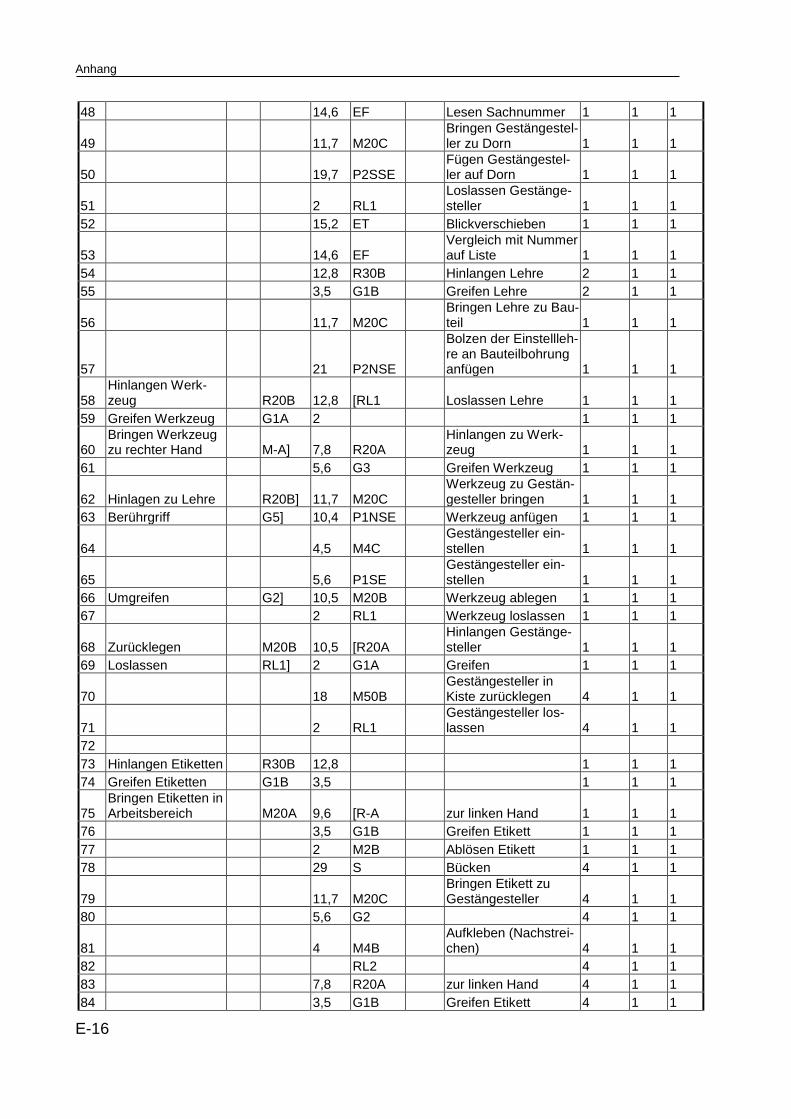
Anhang
E-16
48 14,6 EF Lesen Sachnummer 1 1 1
49 11,7 M20C Bringen Gestängestel-ler zu Dorn 1 1 1
50 19,7 P2SSE Fügen Gestängestel-ler auf Dorn 1 1 1
51 2 RL1 Loslassen Gestänge-steller 1 1 1
52 15,2 ET Blickverschieben 1 1 1
53 14,6 EF Vergleich mit Nummer auf Liste 1 1 1
54 12,8 R30B Hinlangen Lehre 2 1 1
55 3,5 G1B Greifen Lehre 2 1 1
56 11,7 M20C Bringen Lehre zu Bau-teil 1 1 1
57 21 P2NSE
Bolzen der Einstellleh-re an Bauteilbohrung anfügen 1 1 1
58 Hinlangen Werk-zeug R20B 12,8 [RL1 Loslassen Lehre 1 1 1
59 Greifen Werkzeug G1A 2 1 1 1
60 Bringen Werkzeug zu rechter Hand M-A] 7,8 R20A
Hinlangen zu Werk-zeug 1 1 1
61 5,6 G3 Greifen Werkzeug 1 1 1
62 Hinlagen zu Lehre R20B] 11,7 M20C Werkzeug zu Gestän-gesteller bringen 1 1 1
63 Berührgriff G5] 10,4 P1NSE Werkzeug anfügen 1 1 1
64 4,5 M4C Gestängesteller ein-stellen 1 1 1
65 5,6 P1SE Gestängesteller ein-stellen 1 1 1
66 Umgreifen G2] 10,5 M20B Werkzeug ablegen 1 1 1
67 2 RL1 Werkzeug loslassen 1 1 1
68 Zurücklegen M20B 10,5 [R20A Hinlangen Gestänge-steller 1 1 1
69 Loslassen RL1] 2 G1A Greifen 1 1 1
70 18 M50B Gestängesteller in Kiste zurücklegen 4 1 1
71 2 RL1 Gestängesteller los-lassen 4 1 1
72
73 Hinlangen Etiketten R30B 12,8 1 1 1
74 Greifen Etiketten G1B 3,5 1 1 1
75 Bringen Etiketten in Arbeitsbereich M20A 9,6 [R-A zur linken Hand 1 1 1
76 3,5 G1B Greifen Etikett 1 1 1
77 2 M2B Ablösen Etikett 1 1 1
78 29 S Bücken 4 1 1
79 11,7 M20C Bringen Etikett zu Gestängesteller 4 1 1
80 5,6 G2 4 1 1
81 4 M4B Aufkleben (Nachstrei-chen) 4 1 1
82 RL2 4 1 1
83 7,8 R20A zur linken Hand 4 1 1
84 3,5 G1B Greifen Etikett 4 1 1
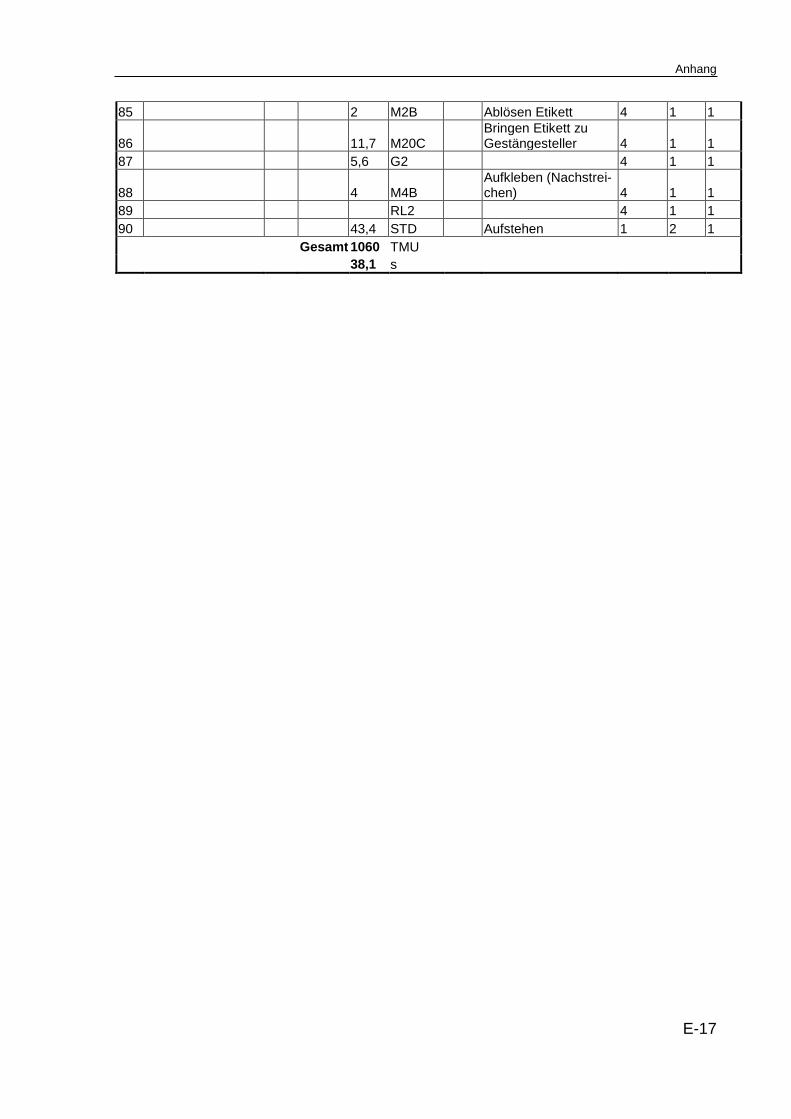
Anhang
E-17
85 2 M2B Ablösen Etikett 4 1 1
86 11,7 M20C Bringen Etikett zu Gestängesteller 4 1 1
87 5,6 G2 4 1 1
88 4 M4B Aufkleben (Nachstrei-chen) 4 1 1
89 RL2 4 1 1
90 43,4 STD Aufstehen 1 2 1
Gesamt 1060 TMU
38,1 s
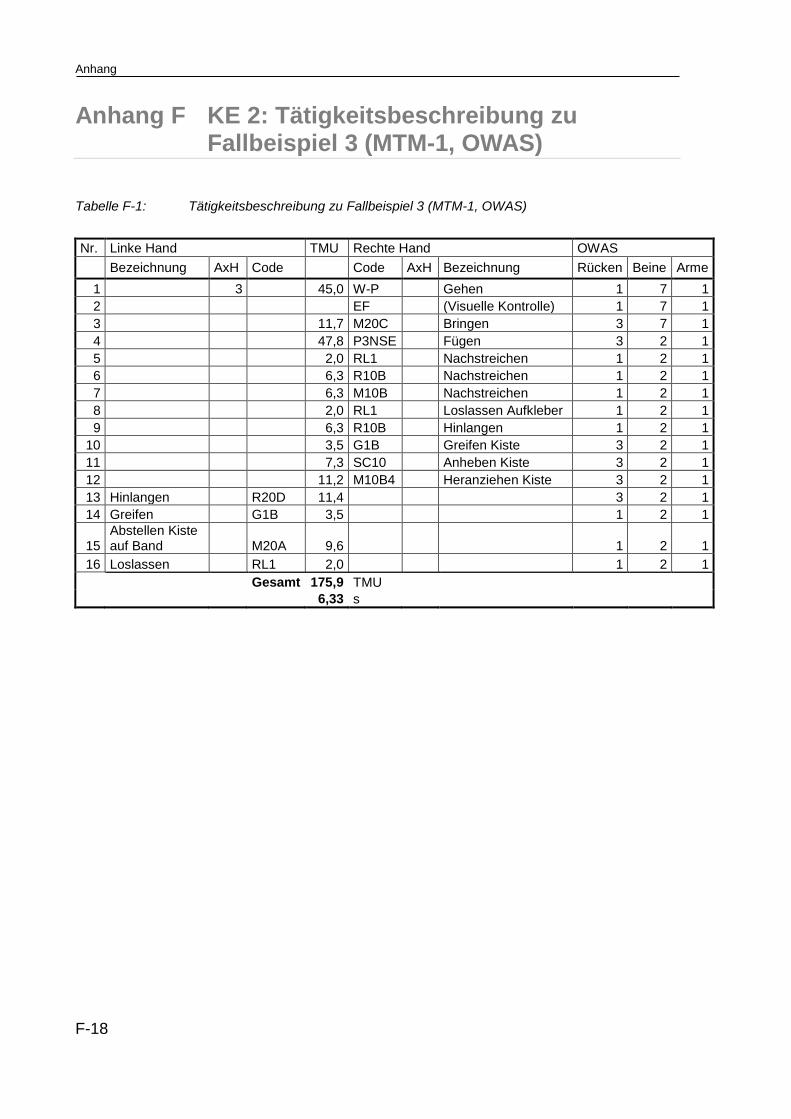
Anhang
F-18
Anhang F KE 2: Tätigkeitsbeschreibung zu Fallbeispiel 3 (MTM-1, OWAS)
Tabelle F-1: Tätigkeitsbeschreibung zu Fallbeispiel 3 (MTM-1, OWAS)
Nr. Linke Hand TMU Rechte Hand OWAS
Bezeichnung AxH Code Code AxH Bezeichnung Rücken Beine Arme
1 3 45,0 W-P Gehen 1 7 1
2 EF (Visuelle Kontrolle) 1 7 1
3 11,7 M20C Bringen 3 7 1
4 47,8 P3NSE Fügen 3 2 1
5 2,0 RL1 Nachstreichen 1 2 1
6 6,3 R10B Nachstreichen 1 2 1
7 6,3 M10B Nachstreichen 1 2 1
8 2,0 RL1 Loslassen Aufkleber 1 2 1
9 6,3 R10B Hinlangen 1 2 1
10 3,5 G1B Greifen Kiste 3 2 1
11 7,3 SC10 Anheben Kiste 3 2 1
12 11,2 M10B4 Heranziehen Kiste 3 2 1
13 Hinlangen R20D 11,4 3 2 1
14 Greifen G1B 3,5 1 2 1
15 Abstellen Kiste auf Band M20A 9,6 1 2 1
16 Loslassen RL1 2,0 1 2 1
Gesamt 175,9 TMU
6,33 s







![In-line monitoring and analysis of fluid-bed pellet ...€¦ · Coating is one of the most commonly employed processes within manufacturing of solid oral dosage forms [1]. Fluid-bed](https://static.fdokument.com/doc/165x107/5f2c2fcb2848fa5cff51c933/in-line-monitoring-and-analysis-of-fluid-bed-pellet-coating-is-one-of-the-most.jpg)









