Expertenwissen: Duplex Stahl. - gasandmore.deŸtechnik... · 4 Duplexstahl. 5 1. Duplex- und...
7
Expertenwissen: Duplex Stahl. →www.gasandmore.com 13 - Flammstrahlen 14 - Flammrichten 15 - Lichtbogen Handschweißen 16 - Duplex Stahl 17 - Plasmaschneiden 18 - Schweißprozessgase Expertenwissen: Plasmaschneiden. →www.gasandmore.com 13 - Flammstrahlen 14 - Flammrichten 15 - Lichtbogen Handschweißen 16 - Duplex Stahl 17 - Plasmaschneiden 18 - Schweißprozessgase Hier kaufen die Profis. → www.gasandmore.com 13 - Flammstrahlen 14 - Flammrichten 15 - Lichtbogen Handschweißen 16 - Duplex Stahl 17 - Plasmaschneiden 18 - Schweißprozessgase Expertenwissen: Duplex Stahl.
Transcript of Expertenwissen: Duplex Stahl. - gasandmore.deŸtechnik... · 4 Duplexstahl. 5 1. Duplex- und...

Hier kaufen die Profi s.
Expertenwissen:Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Expertenwissen:Duplex Stahl.

3Kurz erklärt. 3
Duplexstähle besitzen ein zweiphasiges Gefüge (daher der Name Duplexstahl) aus Austenit und Ferrit. Durch diese spezielle Gefügestruktur verei-nen Duplexstähle gewissermaßen das Beste aus zwei Welten.
Auf der einen Seite stehen die ferritischen Chromstähle, die bei Cr-Gehalten über 18 % eine gute Beständigkeit gegen Spannungsrisskorrosion in chloridhaltigen Medien und hohe Festigkeiten aufweisen, aber kaum schweißgeeignet sind.
Über 25 x in Deutschland.Die Experten für das Schweißerhandwerk.
Allgemeines
DIE ZAHL
1968Die Entwicklung des AOD- (argon oxygen decarburization-) Prozesses erlaubte es im Jahr 1968, eine Bandbreite neuer nichtrostender Stähle herzustellen. Dazu gehörte auch das Hinzulegieren von Stickstoff . Die
Stickstoffl egierung von Duplexstählen erlaubt es, im geschweißten Zustand einen Grad von Zähigkeit und Korrosionsbeständigkeit zu
erreichen, der sich dem des Grundwerkstoff s annähert.
Dem gegenüber stehen die austenitischen Chrom-Nickel-Stähle. Sie sind in der Regel gut schweißgeeignet und weisen gute Zähigkeitsei-genschaften bei sehr guter Beständigkeit gegen chloridinduzierte Lochkorrosion auf. Die nutzbaren Festigkeiten und die Beständigkeit gegen Span-nungsrisskorrosion liegen jedoch deutlich unter denen der Cr-Stähle.
Linde Gas & More ist das persönliche und kunden-orientierte Shopkonzept von Linde Gas. Das Fran-chisekonzept bietet seinen Kunden seit vielen Jahren ein One-Stop-Shopping für alle Produkte und Dienst-leistungen rund um das Thema Gas.
Technische Gase werden in allen Bereichen des täglichen Lebens benötigt. Dies gilt von der Lebens-mittelindustrie über die metallverarbeitende Indus-trie bis hin zu Forschung und Entwicklung. Linde Gas & More Shops führen neben allen Flaschengasen ein großes Sortiment, bestehend aus: Lichtbogen-/Autogentechnik, Zusatzwerkstoff en, Schweißnaht-bearbeitung, Arbeitsschutz sowie Schweißvorrich-tungen u.v.m. Ein ausgewähltes Sortiment aus dem Freizeitbereich rundet das Gas & More Portfolio für gewerbliche und private Kunden ab.
Profi s und Privatkunden fi nden in einem freundlichen Ambiente kompetente Beratung. Auch Lieferservice, Verladehilfe, Mietprodukte und Sicherheitsschu-
lungen im Umgang mit Gasen sind selbstverständlich –bei Gas & More bleiben keine Wünsche off en. An vielen Linde Gas & More Shops bekommen Siesogar Autogas, die preisgünstige und umweltfreund-liche Alternative zu Benzin und Diesel.
Und das ist noch nicht alles: Für uns steht der Kunde mit seinen individuellen Bedürfnissen im Mittelpunkt. Wir unterstützen Sie direkt vor Ort durch unsere qualifi zierte Vertriebsmannschaft oder an den Standorten der Gas & More Shops durch kompetente Ansprechpartner, die Sie in allen fachlichen Belan-gen über unser vielfältiges Warenangebot beraten.
Gas & More steht für:Sicherheit – Kompetenz – Zuverlässigkeit.
Überzeugen Sie sich selbst!

54 5Duplexstahl.
1. Duplex- und SuperduplexstähleDuplexstähle haben mit ihrem Gefüge aus Ferrit und Austenit im Vergleich zu austenitischen höhere Festig-keitswerte bei gleichzeitig guter Zähigkeit bei Raum-temperatur. Die Werkstoff gruppe ist in der EN 10088 genormt.
Es lassen sich drei Stahlsorten unterscheiden. Der meist eingesetzte Duplexstahl 1.4462 ist eine mittellegierte molybdänhaltige Stahlsorte. Erhöht man durch Legie-ren die Wirksumme, so spricht man von Superduplexgü-ten, die zum Teil noch mit Kupfer oder Wolfram legiert sind. Die Lochfraßbeständigkeit entspricht bereits der von superaustenitischen Stählen. Sehr geringe Molyb-dängehalte haben die niedriglegierten nichtrostenden Duplexstähle, die sich gegenüber austenitischen Stan-dardgüten durch eine verbesserte Spannungsrisskorro- sion auszeichnen.
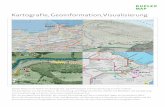
2. KorrosionsbeständigkeitFerritische Chromstähle sind in hohem Maße beständig gegen chloridhaltige Medien. Der Einsatz dieser Werk-
stoff gruppe ist beschränkt, weil die mechanisch-techno-logischen Eigenschaften – vorrangig die Zähigkeits-werte – nicht bei dickeren Schweißkonstruktionen den Anforderungen genügen. Die Korrosionsbeständigkeit der Duplexstähle im Vergleich zu anderen nichtrostenden Stählen stellt sich wie folgt dar:Die Charakterisierung des Verhaltens gegen Lochfraß ist das Prüfen des Werkstoff s oder der Schweißverbindung über 24 h in einer chloridhaltigen Lösung bei konstanter Temperatur. Die Temperatur wird so lange erhöht, bis zum ersten Mal Lochfraß auftritt. Diese Temperatur wird als kritische Lochfraßtemperatur oder CPT (critical pitting temperature) bezeichnet. Die Wirkung der Elemente Cr, Mo und N ist unterschiedlich, deshalb wird eine Wirksumme (pitting index) errechnet. Die Wirksumme berechnet sich wie folgt:
Wirksumme in % = % Cr + 3,3 x % Mo + 13 x % N
Es zeigt sich, dass die Standardgüte – der Duplexstahl 1.4462 – dem höherwertigen austenitischen Stahl 1.4539 gleichwertig ist. Der Nickelgehalt hat auf diese Korrosionsbeständigkeit keinen Einfluss. Dagegen ist Nickel ein wichtiges Element, wenn es um die Bestän-digkeit gegen Spannungsrisskorrosion (SRK) geht. Ferritische Chromstähle mit 100 % Ferritgehalt sind bekannterweise vollkommen und Stähle mit Ferritge-halten zwischen 30 und 50 % (Duplexstähle) besonders beständig gegen Spannungsrisskorrosion.
Stahlgüte und ZusammensetzungStahlgüte Bezeichnung ZusammensetzungDuplexstahl,niedriglegiert
1.4362 X2 CrNiN 23-4
Duplexstahl,mittellegiert
1.4462 X2 CrNiMoN 22-5-3
Duplexstahl,hochlegiertSuperduplexstahl
1.4410 X 2 CrNiMoN 25-7-4
100
80
60
40
20
25 30 35 40 45 50 55
Beständigkeit gegen Lochfraß
CPT
°C
10 % FeCl₃• 6 H₂024 h
1.4404
1.4435
1.4438
1.4429
1.4439
1.45391.3964
1.44621.4563
1.4529 1.4565
%0
Wirksumme in % = % Cr + 3,3 x % Mo + 30 x % N
Duplexstahl.
4. Werkstoff verhaltenDie nichtrostenden Duplexstähle haben aufgrund ihrer ferritischen Erstarrung eine geringe Neigung zur Heiß-rissbildung. Dies ist gegenüber den Vollausteniten mit vergleichbarer Korrosionsbeständigkeit ein wichtiger Vorteil bei der schweißtechnischen Verarbeitung.
Wasserstoff kann im Schweißgut des Duplexstahls in Verbindung mit hoher Verformungsbehinderung und den hohen Ferritgehalten zur verzögerten Rissbildung führen. Dies schließt den Einsatz vorteilhafter Argon-Was-serstoff -Schutzgase beim Schutzgasschweißen aus.
Bedingt durch das Fließverhalten des Werkstoff s wird empfohlen, größere Öff nungswinkel als bei austeniti-schen nichtrostenden Stählen zu verwenden, und mit etwas höherem Wärmeeinbringen zu schweißen. Beim Schweißen der Wurzellage soll der Stegabstand etwas breiter sein als bei den austenitischen Standardquali-täten. Als Schweißverfahren für die Wurzellage ist das WIG-Schweißen immer zu bevorzugen.
Der Ausdehnungskoeffi zient der Duplexstähle liegt in der Größenordnung der Baustähle. Damit ist der Verzug bei gleichem Wärmeeinbringen viel geringer als der von austenitischen Stählen. Dies wirkt sich vorteilhaft und kostensparend in der Fertigung auf das Spannen der Bauteile, das Heften und das Schweißen aus.
5. Schweißverfahren Für die Beschreibung der spezifi schen Vorteile der Schweißverfahren und die sich daraus ergebenden Einsatzgebiete wird auf das Merkblatt 823 „Schweißen von Edelstahl Rostfrei“ der Informationsstelle Edelstahl Rostfrei verwiesen. Es gelten die gleichen Kriterien für die Auswahl des Schweißverfahrens wie beim Schwei-ßen anderer nichtrostender Stähle.
Die häufi gsten zum Einsatz kommenden Verfahren sind neben dem Elektrodenhandschweißen das WIG- und MAG-Schweißen mit Massiv- und Fülldraht. Das WIG-Or-bitalschweißen hat beim Rohrschweißen einen hohen Stellenwert, weil die hohen Anforderungen an die reproduzierbare Qualität der Schweißverbindungen auf Baustellen nur auf diese Weise erreichbar sind.
3. SchweißeignungDie Duplexstähle haben im Anlieferungszustand ein Ferrit-Austenit-Verhältnis von etwa 50:50. Das Zu-standsschaubild im System Eisen-Chrom-Nickel für den Werkstoff 1.4462 zeigt, dass der Werkstoff bei hoher Temperatur ferritisch ist und dann eine Teilumwandlung des Austenits erfolgt. Gleichgewichtsdiagramme gelten für sehr langsame Abkühlungen und sagen nichts über das Umwandlungsverhalten wie die Abkühlgeschwin-digkeiten des Schweißens aus.
Für die Darstellung des zeit- und temperaturabhängigen Umwandlungsverhaltens gibt es ein kontinuierliches ZTU-Schaubild. Die beiden Legierungen unterscheiden sich durch den Stickstoff gehalt. Bei der Legierung N1 besteht bei schneller Abkühlung das Gefüge bei Raum-temperatur zu 84 % aus Ferrit, das heißt der gebildete Ferrit ist quasi eingefroren. Erst bei sehr langsamen Ab-kühlgeschwindigkeiten geht der Ferritgehalt zurück. Die Legierung N2 mit dem erhöhten Stickstoff gehalt ist da-gegen sehr viel umwandlungsfreudiger, weil beispiels-weise der Ferritgehalt nur noch 34 % beträgt, wenn die Abkühlgeschwindigkeit zwischen 1200 °C und 800 °C etwa 10 Sekunden beträgt. Damit kommt dem Stickstoff als austenitstabilisierendem Element eine hohe Bedeu-tung beim Schweißen der Duplexstähle zu.
Kontinuierliches ZTU-Schaubild
N2
N1
% δ - Ferritbei Raumtemperatur
N2N1 A₄-Temp
Beginn derγ-Ausscheidung
δ
3484
2376
2156
15
1200
1000
800
20
10 100 10001 Zeit in s
Temperatur in °C
LegierungMassengehalt in %
FerritisierungCr Ni C N Si Mn P S
N1 24,7 6,8 0,020 0,056 0,02 0,02 0,006 0,011 1360 °C 60 sec
N2 24,3 7,3 0,028 0,20 0,07 0,13 0,007 0,008 1390 °C 90 sec
δ + γ
Bild 1: Gefüge eines Duplexstahls
Bild 3: Kontinuierliches ZTU-Schaubild für Duplexstähle mit unterschiedlichen Stickstoffgehalten
Bild 2: Beständigkeit gegen Lochfraß für unterschiedliche nichtrostende Stähle

76 Duplexstahl.6
Jetzt Fan werden und Wochenendreise für zwei Personen nach Hamburg zum Musical „Der König der Löwen” gewinnen.
Der Gewinner wird von uns benachrichtigt. Teilnahmeschluss ist der 30.08.2014.
www.facebook.com/gasandmore
JETZT „GEFÄLLT MIR”
ANKLICKEN UND
FAN WERDEN!
Auf www.facebook.com/gasandmore vorbeischauen und beim Gewinnspiel mitmachen.6. Schweißzusatzwerkstoff eDas Schweißen ohne Zusatzwerkstoff ist zu vermeiden. Ein artgleicher Schweißzusatzwerkstoff ergibt in der Naht ein grobkörniges ferritisches Gefüge mit geringem Austenitanteil. Dies bedeutet geringe Werte für die Zähigkeit und verminderte Korrosionsbeständigkeit.
Die Zusatzwerkstoff e werden mit Nickel etwas über-legiert. Dadurch fi ndet bei höheren Temperaturen die Austenitumwandlung statt und das Schweißgut enthält weniger Ferrit. Die für die Austenitbildung notwendigen Stickstoff gehalte sind im Zusatzwerkstoff gleich hoch wie im Grundwerkstoff .
Schweißzusatzwerkstoff eVerfahren Bezeichnung DIN EN ISO
E-Hand E 22 9 3 N L R 1 2 3581
WIG W 22 9 3 N L 14343
MAG-Massivdraht G 22 9 3 N L 15343
MAG-Fülldraht T 22 8 3 N L 17633
7. WärmeeinbringenDas Wärmeeinbringen bei den nichtrostenden Duplex-stählen muss in bestimmten Grenzen erfolgen. Niedriges Wärmeeinbringen führt zu einer hohen Abkühlgeschwin-digkeit und damit zu hohem Ferritgehalt. Es soll nicht wie bei austenitischen Stählen auf Kupferunterlagen geschweißt werden. Das Zünden des Lichtbogens muss immer in der Schweißfuge erfolgen. Zu hohes Wärme-einbringen kann zur Ausscheidung von Chromnitriden führen. Aus dem ZTU-Schaubild wurde deutlich, dass die Ferrit-Austenit-Umwandlung bei Duplexstählen von der Abkühlgeschwindigkeit bestimmt wird, wobei der Stickstoff das bestimmende Element ist. Die Einstellung der Abkühlgeschwindigkeit erfolgt in der Praxis bei vorgegebener Konstruktion über die Streckenenergie.
Duplexstähle können in einem Bereich der Strecken-energie von 5 bis 25 KJ/cm geschweißt werden, ohne dass die Korrosionsbeständigkeit verändert wird. Bei dicken Abmessungen soll mehr, bei dünnen weniger Wärme eingebracht werden.
Beim WIG-Schweißen muss ausreichend Zusatzwerkstoff zugeführt werden, weil die Nickelgehalte des Grund-werkstoff es einen zu hohen Ferritgehalt im Schweißgut zur Folge hätten. Die Zwischenlagentemperatur darf 250 °C nicht überschreiten.
Bei den Superduplexstählen muss das Wärmeeinbringen in deutlich engeren Grenzen gehalten werden. Strecken-energien von 2 bis 15 KJ/cm sind erforderlich. Die maximale Zwischenlagentemperatur liegt bei 150 °C. Bedacht werden muss, dass bei Mehrlagen-schweißungen eine Wärmebeeinfl ussung der Vorlage stattfi ndet. Der Korrosionsabtrag der Wurzellage ist dann am geringsten, wenn die zweite Lage mit geringem Wärmeeinbringen nicht zu einer Sekundär-Austenitbil-dung aus den Ferritkörnern in der Wurzellage führt, die aufgrund der niedrigen Cr- und Mo-Gehalte eine geringe Beständigkeit gegen Lochfraß aufweisen.
8. SchutzgaseDie Vorteile der Argon-Wasserstoff -Mischungen lassen sich bei den Duplexstählen nicht nutzen, weil die ver-sprödende Wirkung des Wasserstoff s zum Tragen kommt. Zum besseren Fließverhalten und zur Überbrückung des breiteren Luftspaltes im Vergleich zu austenitischen Standardstählen wird dem Schutzgas Helium zugegeben. Die Stickstoff zugabe ist notwendig, da der übliche Stick-stoff -Abbrand kompensiert werden muss. Ein typische Zusammensetzung ist VARIGON®N2He20.
Das MAG-Schweißen mit Fülldrahtelektroden muss besonders erwähnt werden, da neben der hohen Ab-schmelzleistung in allen Schweißpositionen ein optisch gutes Nahtaussehen erreicht wird und die Nachar-beitungskosten aufgrund oxidfreier Nähte wesentlich geringer als beim MAG-Schweißen mit Massivdrahtelek-troden sind.
Schutzgase beim WIG-Schweißen
Name ISO 14175 Zusammensetzung in Vol. %
Ar He N₂
Argon I 1 100 % - -
VARIGON®He 30/50/70 I 3 Rest 30/50/70 -
VARIGON®N2 N2-ArN-2 Rest - 2
VARIGON®N3 N2-ArN-3 Rest - 3
VARIGON®N2He20 N2-ArHeN-20/2 Rest 20 2
Tabelle 2: Schweißzusatzwerkstoffe für den Duplexstahl 1.4462

HamburgsHighlights genießen!
Besuchen Sie die Bartholomäus-Therme in Hamburg und genießen Sie die Vielfalt der Dampfbäder, Saunen und Schwimmbecken! Genießen Sie einen Tag voller Entspannung, Wellness und Ruhe für zwei!
Auch im dreizehnten Jahr nach der Urauffüh-rung lockt das Musical „Der König der Löwen“ jährlich tausende Besucher in die Hansestadt. Lassen Sie sich verzaubern und tauchen Sie ein in die wundervolle Welt der Serengeti!
Bitte geben Sie diesen Coupon bis 30.08.2014 in einem unserer über 25 Gas & More Shops ab. Wir wünschen Ihnen viel Glück!
Firma
Vorname, Name*
Straße, Hausnummer*
PLZ, Ort*
Telefonnummer*
E-Mail-Adresse
Ja, bitte übersenden Sie mir Ihre monatlichen Lichtbogen-Aktionsangebote per E-Mail
Jeder abgegebene Gratis-Coupon für das Gas & More Expertenwissen nimmt automatisch an der Verlosung teil. Teilnehmen darf jede volljährige, natürliche Person in eigenem Namen. Von der Teilnahme ausgeschlossen sind Gas & More Betreiber und Mitarbeiter sowie Mitarbeiter der Linde AG, verbundener Unternehmen und eventueller Kooperationspartner sowie deren Angehörige. Eine Barauszahlung des Gewinnwertes und ein Umtausch des Gewinns sind ausgeschlossen. Der Gewinn ist nicht übertragbar. Der Rechtsweg ist ausgeschlossen. Der Gewinner wird per Post benachrichtigt.
* Pfl ichtfeld
Gewinnen Sie eine Wochenendreise für zwei Personen nach Hamburg und besuchen Sie die Bartholomäus-Therme. Entspannen Sie in einer der schöns-ten Thermen Norddeutschlands und erleben Sie am Abend das weltbekannte Musical „Der König der Löwen“.
Einfach abgeben und gewinnen!Oder senden Sie uns ein Fax an: 089.6137266-25.
Duplexstahl.8
Beim MAG-Schweißen wird durch den CO₂-Gehalt von etwa 2 % ein stabiler Lichtbogen und eine gute Benetz-barkeit ohne Kerben beim Schweißgut erreicht. Der Helium-Zusatz (50 %) bei CRONIGON®2He50 bringt mehr Wärme in das Werkstück und verbessert vor allem das Fließverhalten an den Flanken des Schweißgutes.
9. WurzelschutzDer Wurzelschutz – auch Formieren genannt – dient zum Formen an der Unterseite der Wurzellage und zur Verhinderung der Anlauff arben. Diese verringern die Korrosionsbeständigkeit und sind abhängig vom Rest- sauerstoff gehalt im Wurzelbereich. Duplexstähle sind empfi ndlicher als austenitische Werkstoff e. Dies bedeu-tet, dass die zulässigen Restsauerstoff gehalte niedriger (10 ppm) als bei Austeniten (50 ppm) sein müssen. Dies erfordert neben der Reinheit der Formiergase Arma-turen und Gasleitungen, die eine Verunreinigung des Gases auf dem Weg von der Gasfl asche zur Formierstel-le nicht zulassen. Das hierbei eingesetzte Equipment ist das gleiche, wie es bei der Versorgung von Laser-anlagen verwendet wird. Der Vollständigkeit halber muss gesagt werden, dass beim Orbitalschweißen mit geschlossenen Zangen als Formiergas das Schutzgas verwendet werden muss.
10. NachbehandlungFür das Entfernen von Anlauff arben, Oxiden und Verunrei-nigungen gibt es mechanische und chemische Verfahren. Auf die Beschreibung der Verfahren und ihre sachgemäße Anwendung weist die Informationsstelle Edelstahl Rost-frei hin. Generell gilt, dass mit dem Beizen beste Korrosi-onseigenschaften erreicht werden. Bei Duplexstählen ist der Unterschied in der CPT zwischen dem Beizen und dem
mechanischen Bearbeiten größer als bei den Austeniten.Das Beizvermögen der Duplex- und Superduplexstähle ist schlechter, was begründet ist in der höheren Korro-sionsbeständigkeit der Werkstoff e. Die Beizzeiten sind entsprechend länger. Die Sprühbeizen und Beizpasten sollen nicht für andere nichtrostende Stähle verwendet werden, weil die Gefahr übermäßiger Beizwirkung besteht.Das Flammrichten ist bei austenitischen Stählen mög-lich, weil die Flammrichttemperaturen und Haltezeiten bei sachgemäßer Anwendung nicht zu einer Gefüge-veränderung und zu Ausscheidungen führen. Die ent-stehenden Anlauff arben müssen wie beim Schweißen entfernt werden. Die Ausführung dieser Arbeiten sollte nur von geschultem Fachpersonal durchgeführt werden.
11. FazitDuplexstähle können als gut schweißgeeignet bezeich-net werden, wenn einige Grundregeln eingehalten werden. Im Vergleich zu Vollausteniten sind sie nicht heißrissempfi ndlich und können wegen der geringeren Wärmeausdehnung leichter verzugsarm geschweißt werden. Dies beschreibt auch die EN 1011-3, und in der bauaufsichtlichen Zulassung Z-30.3-6 ist der Werkstoff 1.4462 für viele Anwendungsbereiche zugelassen.
Tipps zur Verarbeitung:→ Zusatzwerkstoff e verwenden, ausreichend
Zusatz beim WIG-Schweißen → Oxidfreie Plasmaschnitte oder Oxide entfernen→ „Saubere“ Schweißnahtfugen→ Etwas größerer Luftspalt und Nahtöff nungswinkel
als bei Austeniten→ Kein Vorwärmen – außer bei ungleichen Wanddicken→ Wärmeeinbringen beachten – Streckenenergie→ Zwischenlagentemperaturen einhalten→ Schnelles Abkühlen vermeiden – nicht gegen Kupferunterlagen schweißen → WIG-Schweißen für einseitiges Wurzelschweißen nutzen→ Geeignete Zusätze, Schutzgase und Pulver verwenden→ Zünden und Verlöschen des Lichtbogens nur in der
Schweißfuge→ Rotierendes Bürsten vermeiden→ Beizverfahren wie bei austenitischen Stählen→ Flammrichten bei sachgemäßer Anwendung möglich→ Arbeitsschutzmaßnahmen wie bei austenitischen
Stählen
CRONIGON®-Mischungen beim MAG-SchweißenName ISO 14175 Zusammensetzung in Vol. %
Ar He O₂ CO₂
CRONIGON®2 M 12 Rest - - 2,5
CRONIGON®2He20 M 12 Rest 20 - 2
CRONIGON®2He50 M 12 Rest 50 - 2
CRONIGON®S 1 M 13 Rest - 1 -
CRONIGON®S 3 M 13 Rest - 3 -
Tabelle 4: Schutzgase zum MAG-Schweißen von Duplexstählen

11Gas & More Standorte. 11
Gas & More Aachen mit LPG-Tankstelle Heins & Co GmbH Krefelder Straße 223, 52070 Aachen Tel 0241.943260-0, Fax 0241.943260-12 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–12.30 Uhr
Gas & More Aschaffenburg Auhofstraße 4, 63741 Aschaffenburg Tel 06021.45936-0, Fax 06021.45936-20 [email protected] Mo–Fr 7.15–17.30 Uhr, Sa 9.00–13.00 Uhr
Gas & More Augsburg mit LPG-Tankstelle Hirblinger Straße 79b, 86154 Augsburg Tel 0821.780731-0, Fax 0821.780731-20 [email protected] Mo–Do 7.00–17.00 Uhr, Fr 7.00–16.00 Uhr Sa 9.00–12.00 Uhr
Gas & More Berlin Süd mit LPG-Tankstelle Gradestraße 91, 12347 Berlin Tel 030.629032-0, Fax 030.629032-10 [email protected] Mo–Fr 6.30–19.00 Uhr, Sa 8.00–14.00 Uhr
Gas & More Berlin Nord Holger Zeller GmbH Miraustraße 13, 13509 Berlin Tel 030.6881286-60, Fax 030.6881286-70 [email protected] Mo–Fr 6.30–17.00 Uhr, Sa 9.00–12.00 Uhr
Gas & More Bielefeld Marrek Gase GmbH Am Stadtholz 43, 33609 Bielefeld Tel 0521.3034-140, Fax 0521.3034-144 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Braunschweig Ludwigstraße 12, 38106 Braunschweig Tel 0531.12986-0, Fax 0531.12986-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Darmstadt mit LPG-Tankstelle Gräfenhäuser Straße 75b, 64293 Darmstadt Tel 06151.15358-0, Fax 06151.15358-20 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Dortmund Juchostraße 95, 44143 Dortmund Tel 0231.589489-0, Fax 0231.589489-10 [email protected] Mo–Fr 8.00–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Dresden Bodenbacher Straße 70, 01277 Dresden Tel 0351.205423-0, Fax 0351.205423-20 [email protected] Mo–Fr 7.00–18.00 Uhr, Sa 9.00–12.00 Uhr
Gas & More Düsseldorf mit LPG-Tankstelle Ronsdorfer Straße 129, 40233 Düsseldorf Tel 0211.879364-0, Fax 0211.879364-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Erfurt Erlgrund 10, 99098 Erfurt Tel 036203.73107-0, Fax 036203.73107-20 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–12.00 Uhr
Gas & More Hamburg GMR Vertriebs GmbH Haldesdorfer Straße 29, 22179 Hamburg Tel 040.6116408-0, Fax 040.6116408-20 [email protected] Mo–Fr 7.00–18.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Jena Keßlerstraße 25, 07745 Jena-Burgau Tel 03641.63406-0, Fax 03641.63406-20 [email protected] Mo–Fr 7.30–18.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Karlsruhe Koellestraße 31, 76189 Karlsruhe Tel 0721.570444-0, Fax 0721.570444-20 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Kassel mit LPG-Tankstelle Heins & Co GmbH Leipziger Straße 204, 34123 Kassel Tel 0561.861664-0, Fax 0561.861664-20 [email protected] Mo–Fr 7.00–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Köln Dr. Gottfried-Cremer-Allee 23, 50226 Frechen Tel 02234.68878-0, Fax 02234.68878-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Leipzig Oehmichen Gas & Service GmbH Siemensstraße 9, 04420 Markranstädt Tel 034205.4191-0, Fax 034205.4191-20 [email protected] Mo–Fr 7.00–18.00 Uhr, Sa 9.00–12.00 Uhr
Gas & More Mönchengladbach Dohrweg 38, 41066 Mönchengladbach Tel 02161.69825-50, Fax 02161.69825-60 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More München-Brunnthal mit LPG-Tankstelle Eugen-Sänger-Ring 9, 85649 München-Brunnthal Tel 089.6659827-0, Fax 089.6659827-20 [email protected] Mo–Fr 7.30–18.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Niederrhein mit LPG-Tankstelle Bedburger Weide 47, 47551 Bedburg-Hau Tel 02821.97009-0, Fax 02821.97009-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Nürnberg mit LPG-Tankstelle Vogelweiherstraße 73, 90441 Nürnberg Tel 0911.42464-0, Fax 0911.42464-10 [email protected] Mo–Fr 7.00–17.30 Uhr, Sa 9.00–13.00 Uhr
Gas & More Osnabrück mit LPG-Tankstelle Pferdestraße 47, 49084 Osnabrück Tel 0541.582827-0, Fax 0541.582827-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Passau mit LPG-Tankstelle Medienstraße 10, 94036 Passau Tel 0851.966172-0, Fax 0851.966172-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Regensburg mit LPG-Tankstelle Siemensstraße 13, 93055 Regensburg Tel 0941.640953-01, Fax 0941.640953-20 [email protected] Mo–Fr 7.30–16.30, Sa 9.00–12.00 Uhr
Gas & More Rosenheim Fraunhoferstraße 7, 83059 Kolbermoor Tel 08031.79764-0, Fax 08031.79764-20 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–12.00 Uhr
Gas & More Übach-Palenberg mit LPG-Tankstelle Heins & Co GmbH David-Hansemann-Straße 26, 52531 Übach-Palenberg Tel 02451.91517-0, Fax 02451.91517-20 [email protected] Mo–Fr 8.00–17.00 Uhr, Sa 9.00–12.30 Uhr
Gas & More Wilhelmshaven Flutstraße 82, 26386 Wilhelmshaven Tel 04421.77358-0, Fax 04421.77358-20 [email protected] Mo–Fr 7.30–18.00 Uhr, Sa 9.00–13.00 Uhr
Gas & More Wien Gas & Technik Freisinger GmbH & Co KG Erdbergstraße 199, A-1030 Wien Tel +43 50.427372-00, Fax +43 50.427372-10 [email protected] Mo–Fr 7.30–17.00 Uhr, Sa 9.00–12.00 Uhr
www.gasandmore.com

Themen-VorschauDas nächste Themenheft mit dem Schwerpunkt „Plasmaschneiden“ erscheint im September 2014 in Ihren Gas & More Filialen.
Nächste Ausgabe kostenfrei reservieren:Gerne reservieren wir Ihnen Ihre persönlichen, kostenfreien Themenhefte.Melden Sie sich unter www.gasandmore.com/expertenwissen an oder scannenSie bequem den nebenstehenden QR-Code: Sie werden automatisch per E-Mailbenachrichtigt, sobald die neue Ausgabe abholbereit für Sie vorliegt.
Jetzt gratis sichern!Kompaktes Expertenwissenimmer griff bereit.Die Gas & More Sammelbox.Bei Vorlage dieses Heftes in einerunserer Filialen erhalten Sie Ihrepersönliche Gas & More Sammelboxfür alle Themenhefte GRATIS.
Mat
eria
lnum
mer
: 372
8005
0
Hier kaufen die Profi s.
Themen-VorschauDas nächste Themenheft mit dem SchwerpunktSeptember 2014 in Ihren Gas & More Filialen.Hier kaufen die Profi s.
Expertenwissen:Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen 16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen 16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Hier kaufen die Profi s.
Hier kaufen die Profi s.
Expertenwissen:Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Hier kaufen die Profi s.
Hier kaufen die Profi s.
Expertenwissen:Plasmaschneiden.
Hier kaufen die Profi s.
Expertenwissen:
Duplex Stahl.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase
Hier kaufen die Profi s.
Expertenwissen:
Plasmaschneiden.
→ www.gasandmore.com
13 - Flammstrahlen
14 - Flammrichten
15 - Lichtbogen Handschweißen
16 - Duplex Stahl
17 - Plasmaschneiden
18 - Schweißprozessgase