Ganzheitlicher Ansatz zur Dimensionierung und … · Berücksichtigung vorab definierter...
141
Ganzheitlicher Ansatz zur Dimensionierung und Optimierung von Extrusionswerkzeugen am Beispiel von Wendelverteilern Von der Fakultät für Ingenieurwissenschaften, Abteilung Maschinenbau und Verfahrenstechnik der Universität Duisburg-Essen zur Erlangung des akademischen Grades eines Doktors der Ingenieurwissenschaften Dr.-Ing. genehmigte Dissertation von Oliver te Heesen aus Dinslaken Gutachter: Prof. Dr.‐Ing. Johannes Wortberg Prof. Dr.-Ing. Volker Schöppner Tag der mündlichen Prüfung: 15. Oktober 2015
Transcript of Ganzheitlicher Ansatz zur Dimensionierung und … · Berücksichtigung vorab definierter...
Ganzheitlicher Ansatz zur Dimensionierung und Optimierung von
Extrusionswerkzeugen am Beispiel von Wendelverteilern
Von der Fakultät für Ingenieurwissenschaften,
Abteilung Maschinenbau und Verfahrenstechnik der
Universität Duisburg-Essen
zur Erlangung des akademischen Grades
eines
Doktors der Ingenieurwissenschaften
Dr.-Ing.
genehmigte Dissertation
von
Oliver te Heesen
aus
Dinslaken
Gutachter: Prof. Dr.‐Ing. Johannes Wortberg
Prof. Dr.-Ing. Volker Schöppner
Tag der mündlichen Prüfung: 15. Oktober 2015

VORWORT / DANKSAGUNG I
Vorwort / Danksagung
Die vorliegende Arbeit entstand während meiner Tätigkeit als wissenschaftlicher Mitarbeiter am
Lehrstuhl für Konstruktion und Kunststoffmaschinen (KKM) an der Universität Duisburg-Essen von
2010 bis 2015. Die Inhalte dieser Arbeit wurden im Rahmen öffentlich geförderter Forschungsvor-
haben erarbeitet, daher gilt ein großer Dank der Deutschen Forschungsgemeinschaft (DFG).
Mein größter Dank geht an Herrn Prof. Dr.‐Ing. J. Wortberg, der mich nicht nur in fachlicher Hinsicht
jederzeit hervorragend unterstützt und gefördert hat, sondern auch darüber hinaus jederzeit als wert-
voller Ansprechpartner zur Verfügung stand. Weiterhin danke ich Herrn Prof. Dr.-Ing. Volker
Schöppner für das Interesse an meiner Arbeit und die Übernahme des Koreferates.
Ein besonderer Dank gilt meiner Frau Christina für die unermüdliche Bereitschaft zur Korrektur des
Textes, und ganz besonders dafür, dass sie mich stets zu motivieren wusste und mir größt
möglichen Rückhalt gab.
Meinem Bürokollegen und Freund Christoph Ketteler danke ich für die zahlreichen fachlichen
Diskussionen und Anregungen, die zum Gelingen der Arbeit beigetragen haben sowie die
entgegengebrachte Unterstützung bei der gemeinsamen Verfolgung der fachlichen Ziele. Für die
kritische Durchsicht meiner Arbeit und die wertvollen Anregungen in den vielen Jahren der Zusam-
menarbeit danke ich Herrn Dr.-Ing. Marius Janas und Herrn Gregor Karrenberg.
Für die ausgezeichnete Unterstützung seitens der Arbeitsgruppe von Herrn Prof. Dr.-Ing. Dipl.-Math.
Peter Köhler und die stets offenen Türen der Kollegen Marcin Humpa, Thivakar Manoharan und Phil
Hungenberg bedanke ich mich sehr.
Darüber hinaus möchte ich mich bei den Studenten, die innerhalb ihrer Abschlussarbeiten und Tä-
tigkeit am Lehrstuhl wichtige Beiträge zu dieser Arbeit geleistet haben, bedanken. Besonders her-
vorheben möchte ich an dieser Stelle Herrn Platon Götz, Herrn Sebastian Meo und Herrn Jan
Kummerow, aufgrund ihrer besonderen Eigeninitiative, ihres großen Engagements und ihrer kreati-
ven Ideen.
Ferner möchte ich mich bei allen wissenschaftlichen und technischen Mitarbeiterinnen und Mitarbei-
tern des Lehrstuhles für Konstruktion und Kunststoffmaschinen für die angenehme Arbeitsat-
mosphäre, die vielen fachübergreifenden Diskussionen und die oft enge Zusammenarbeit
bedanken. Diese Umstände haben nicht nur zum Gelingen dieser Arbeit beigesteuert, es sind viel-
mehr Freundschaften entstanden, die hoffentlich noch lange nach meiner Zeit am KKM Bestand
haben werden.
Abschließend möchte ich den in unterschiedlichen Projekten beteiligten industriellen Partnern für
den regen praxisorientierten Austausch danken. Insbesondere bin ich dankbar für die vielen fachli-
chen Diskussionen mit Herrn Georg Burmann von der ETA Kunststofftechnologie GmbH sowie der
W. Eubel GmbH & Co. KG für Hinweise auf fertigungstechnische Fragestellungen.
Dinslaken, Oktober 2015
INHALTSVERZEICHNIS II
Inhaltsverzeichnis
Zusammenfassung .......................................................................................................... IX
Summary .......................................................................................................................... XI
1 Einleitung ................................................................................................................... 1
1.1 Motivation............................................................................................................ 1
1.2 Zielsetzung und Vorgehensweise ....................................................................... 2
2 Stand der Technik ..................................................................................................... 4
2.1 Extrusionswerkzeuge: Funktion, Anforderungen und Einteilung ......................... 4
2.2 Werkzeuge zur Extrusion von Produkten mit kreisringspaltförmigem
Querschnitt .......................................................................................................... 7
2.2.1 Vorverteilerkonzepte (primäre Schmelzeverteilung) ................................ 9
2.2.2 Wendelverteiler (sekundäre Schmelzeverteilung) ................................. 10
2.3 Methoden der Auslegung und Dimensionierung von Extrusionswerkzeugen ... 12
2.3.1 Strömungsvorgänge in Extrusionswerkzeugen ..................................... 12
2.3.2 Eindimensionale analytische Berechnungsansätze ............................... 14
2.3.3 Mehrdimensionale numerische Berechnungsansätze ........................... 17
2.3.4 Ansätze zur automatisierte Werkzeugoptimierung ................................ 18
2.3.5 Mathematische Optimierungsmethoden ................................................ 22
2.3.6 Virtuelle Produktentwicklung im Kontext der Konstruktion und Fertigung von Wendelverteilern ............................................................................. 25
3 Automatisierte Auslegung von Wendelverteilern auf Basis eines virtuellen
Prototypen ............................................................................................................... 28
3.1 Definition der Problemstellung .......................................................................... 28
3.2 Vordimensionierung der Werkzeugkomponenten ............................................. 30
3.2.1 Grundüberlegungen zur optimalen Werkzeuggeometrie ....................... 30
3.2.2 Primäre Schmelzeverteilung .................................................................. 32
3.2.3 Sekundäre Schmelzeverteilung ............................................................. 36
3.3 Automatisierte Optimierung der Strömungsführung .......................................... 42
3.3.1 Aufbau der Grundgeometrie und Modellbildung .................................... 43
3.3.2 Definition von Qualitätskriterien und Restriktionen für die Optimierung . 45
3.3.3 Charakterisierung von Geometrievarianten anhand ausgewählter Qualitätsfunktionen ................................................................................ 50
3.4 Ergebnisse und Validierung der Auslegungsmethoden .................................... 55
3.4.1 Vordimensionierung ............................................................................... 56
3.4.1.1 Berücksichtigung des Spaltbereiches über dem Wendelkanal .............. 56
3.4.1.2 Validierung mittels CFD-Simulation ....................................................... 59
3.4.1.3 Berücksichtigung der Betriebspunktabhängigkeit .................................. 60
3.4.2 Automatisierte Optimierung ................................................................... 63
INHALTSVERZEICHNIS III
3.4.2.1 Einfluss der Auswahl von Qualitätskriterien auf den Verlauf der Optimierung ........................................................................................... 64
3.4.2.2 Vergleich unterschiedlicher Optimierungsmethoden und Zielvorgaben . 69
3.4.2.3 Miteinbeziehung der Betriebspunktabhängigkeit ................................... 72
3.5 Allgemeingültigkeit des Auslegungsansatzes ................................................... 75
3.6 Zwischenfazit der automatisierten Optimierung von Wendelverteilern .............. 77
3.7 Detailoptimierung .............................................................................................. 78
3.7.1 Verweilzeitverteilung in Wendelverteilern .............................................. 79
3.7.2 Identifikation optimierungsbedürftiger Geometriebereiche .................... 80
3.7.3 Einführung lokaler Freiheitsgrade und Qualitätskriterien ....................... 82
3.7.4 Einfluss der Nachfolgezone auf die Geschwindigkeitsverteilung ........... 84
3.8 Experimentelle Validierung des Auslegungsprozesses anhand eines modularen
Werkzeuges für die Blasfolienextrusion ............................................................ 85
3.8.1 Gegenüberstellung von CFD-Simulation und Experimenten mit realen Werkzeuggeometrien ............................................................................ 85
3.8.2 Messtechnische Erfassung von Produktwechselvorgängen und Analyse der Verweilzeitverteilung ....................................................................... 88
3.8.3 Verlauf des Wechselprozesses in Abhängigkeit des verwendeten Wendelverteilers .................................................................................... 90
3.8.4 Bestimmung der Spülmasse und Validierung der Detailoptimierung ..... 92
4 Berücksichtigung temperaturabhängiger Effekte bei der Werkzeugauslegung 95
4.1 Primäre Schmelzeverteilung ............................................................................. 96
4.1.1 Berücksichtigung der temperaturabhängigen Viskosität und der Wärmeleitung in den Werkzeugkomponenten ....................................... 96
4.1.2 Prinzipieller Vergleich der Fließhistorie von Vorverteilerkonzepten ....... 99
4.2 Sekundäre Schmelzeverteilung ...................................................................... 101
4.2.1 Berücksichtigung der temperaturabhängigen Viskosität und Wärmeleitung in den Werkzeugkomponenten ..................................... 102
4.2.2 Analyse unterschiedlicher Betriebspunkte ........................................... 103
4.3 Zwischenfazit .................................................................................................. 106
5 Fazit und Ausblick ................................................................................................. 108
6 Literaturverzeichnis .............................................................................................. 110
7 Anhang ................................................................................................................... 119
7.1 Verwendete Hard- und Software ..................................................................... 119
7.2 Materialdaten .................................................................................................. 121
7.3 Ergänzende Simulations- und Versuchsergebnisse ........................................ 122
7.4 Anlagentechnik ............................................................................................... 125
Lebenslauf ...................................................................................................................... 127
ABKÜRZUNGSVERZEICHNIS IV
Abkürzungsverzeichnis
Abkürzung Bedeutung
3D dreidimensional
2D zweidimensional
CAD rechnerunterstütztes Konstruieren (engl. Computer-Aided Design)
CAE Virtuelle Produktentwicklung (engl. Computer-Aided Engineering)
CAM rechnerunterstützte Fertigung (engl. Computer-Aided Manufacturing)
CFD numerische Strömungsmechanik (engl. Computational Fluid Dynamics)
FEM Finite-Elemente-Methode
FFT schnelle Fourier Transformation (engl. Fast Fourier Transformation)
FVA Finite-Elemente-Analyse
FVM Finite-Volumen-Methode
FW Farbwechsel
KKM Lehrstuhl für Konstruktion und Kunststoffmaschinen der Universität Duisburg-
Essen
MISQP Mixed-Integer Sequential Quadratic Programming
MOGA Multi-Objective Genetic Algorithm
MW Materialwechsel
Nr. Nummer
PA Polyamid
PE-LD Polyethylen niedriger Dichte
PE-HD Polyethylen hoher Dichte
V Variante
UDF benutzerdefinierte Funktion (engl. User-Defined Function)
WLF Williams, Landel und Ferry
FORMELZEICHENVERZEICHNIS V
Formelzeichenverzeichnis
Lateinische Formelzeichen
Formelzeichen Einheit Bedeutung
𝐴 [𝑃𝑎 𝑠] Nullviskosität, Parameter des Carreau-Modells
𝐴 [−] Nummer der Kontrollfläche
𝐴𝑖𝑑𝑒𝑎𝑙 [−] Fläche unter der idealen normierten
Wendelmassestromkurve
𝑎 [−] Gewichtungsfaktor
𝑎𝑇 [−] Temperaturverschiebungsfaktor
𝐵 [𝑠] Reziproke Übergangsgeschwindigkeit, Parameter des
Carreau-Modells
𝐵 [𝑚𝑚] Breite
𝐵 [−] Fundamentalschleifenmatrix
𝑏 [𝑚𝑚] Wendelbreite
𝑏∗ [−] Achse im CIE-L*a*b* Farbraum
𝑏𝑆 [𝑚𝑚] Stegbreite
𝐶 [−] Steigung der Viskositätskurve für �� → ∞ bei doppeltlogarithmi-
scher Auftragung, Parameter des Carreau-Modells
𝑐𝑃 [𝐽/(𝑘𝑔𝐾)] spezifische Wärmekapazität
𝐷 [𝑚𝑚] Durchmesser
𝐷 [1/𝑠] Deformationstensor
𝐷𝑃 [𝑏𝑎𝑟] Restriktion für den Druckabfall
𝑓𝑃 [−] Strömungskoeffizient
𝐻 [𝑚𝑚] Höhe, Bauhöhe
𝑖 [−] Wendelanzahl, Anzahl Speisebohrungen
𝐾 [𝑃𝑎 𝑠/𝑚³] Strömungswiderstand
𝐾 [𝑃𝑎 𝑠/𝑚³] Widerstandsmatrix
𝐿 [𝑚𝑚] Länge
𝑚 [−] Fließexponent, Parameter des Potenzansatzes nach
Ostwald und de Wale
�� [𝑘𝑔/𝑠, 𝑘𝑔/ℎ] Massestrom, Massedurchsatz
ℕ [−] Menge der natürlichen Zahlen
𝑛 [−] Zählvariable, Anzahl der Verteilebenen
𝑄𝐿 [%] Qualitätskriterium Massestromverteilung am Auslass
FORMELZEICHENVERZEICHNIS VI
Formelzeichen Einheit Bedeutung
𝑄𝐿𝐹 [%] Qualitätskriterium Verhältnis der Fläche unter der
Wendelmassestromkurve
𝑄𝐿𝑆 [%] Qualitätskriterium Verhältnis der Steigung der
Wendelmassestromkurve
𝑄𝑀 [%] Qualitätskriterium Massestromverteilung am Auslass
𝑄𝑆 [%] gewichtete Summe der Qualitätskriterien
𝑄𝑊 [%] Qualitätskriterium Wandschubspannungsverhältnis
𝑄𝑊𝑆 [%] Qualitätskriterium Wandschubspannungsverhältnis im Spalt
𝑄𝑊𝑊 [%] Qualitätskriterium Wandschubspannungsverhältnis im
Wendelgrund
ℝ [−] Menge der reellen Zahlen
𝑅 [𝑚𝑚] Radius, Radius der Einspeisebohrung, Radius der Umlenkung
𝑅𝑎 [𝑚𝑚] Außenradius
𝑅𝑖 [𝑚𝑚] Innenradius
𝑟 [𝑚𝑚] Laufvariable des Radius, Radius der Speisebohrung
𝑆0 [𝑚𝑚] Anfangsspaltweite
𝑆𝑖𝑑𝑒𝑎𝑙 [−] Steigung der idealen normierten Wendelmassestromkurve
𝑆𝑊 [𝑚𝑚] Spaltweite
𝑆𝑊(𝑧) [𝑚𝑚] Spaltweitenverlauf in 𝑧-Richtung
𝑠 [−] Stützstelle
𝑇 [°𝐶, 𝐾] Temperatur
𝑇0 [°𝐶, 𝐾] Bezugstemperatur
𝑇𝑆 [°𝐶, 𝐾] Standardtemperatur
𝑡 [−] Zählvariable
𝑈 [𝑚𝑚] Umfang
�� [𝑚3/𝑠] Volumenstrom
𝑉�� [𝑚3/𝑠] Baumzweig Volumenstrom
𝑉�� [𝑚3/𝑠] Schleifen Volumenstrom
𝑣 [𝑚/𝑠] Geschwindigkeitsvektor
𝑊𝐿 [𝑚𝑚] Wendellänge
𝑊𝑆 [𝑀𝑃𝑎] Restriktion für die maximale Wandschubspannung im Spalt
𝑊𝑇0 [𝑚𝑚] Anfangswendeltiefe
𝑊𝑇 [𝑚𝑚] Wendeltiefe
𝑊𝑇𝑒𝑓𝑓 [𝑚𝑚] effektive Wendeltiefe
𝑊𝑇(𝑥′) [𝑚𝑚] Wendeltiefenverlauf in 𝑥′-Richtung
FORMELZEICHENVERZEICHNIS VII
Formelzeichen Einheit Bedeutung
𝑊𝑇(𝑧) [𝑚𝑚] Wendeltiefenverlauf in 𝑧-Richtung
𝑊𝑊 [𝑀𝑃𝑎] Restriktion für die minimale Wandschubspannung im
Wendelgrund
𝑋 [𝑚𝑚] Koordinate im kartesischen Koordinatensystem
𝑥 [−] Nummer der Verteilebene
𝑌 [𝑚𝑚] Koordinate im kartesischen Koordinatensystem
𝑍 [𝑚𝑚] Koordinate im kartesischen Koordinatensystem
Griechische Formelzeichen
Formelzeichen Einheit Bedeutung
𝛼 [W/(m2K)] Wärmeübergangskoeffizient
𝛼 [°] Wendelwinkel
𝛽 [°] Umschlingungswinkel
�� [1/𝑠] Umschlingungswinkel
𝛿 [°] Sternwinkel
Δ𝑝 [𝑏𝑎𝑟] Druckabfall
Δ𝑇 [°𝐶, 𝐾] Temperaturdifferenz
𝜂 [𝑃𝑎 𝑠] Viskosität
𝜃 [−] Überlappung
𝜆 [𝑊/(𝑚𝐾)] Wärmeleitfähigkeit
𝜌 [𝑘𝑔/𝑚³] Dichte
𝜏 [𝑁/𝑚², 𝑀𝑃𝑎] Schubspannung
𝜏 [𝑁/𝑚², 𝑀𝑃𝑎] Spannungstensor
𝜑 [°] Steigungswinkel
Indizes
Index Bedeutung
𝑎𝑢𝑠 austretend
𝑒𝑖𝑛 eintretend
𝐸𝑖𝑛𝑙𝑎𝑠𝑠 Einlass
𝐿𝑒𝑐𝑘 im Leckspalt
𝑚𝑎𝑥 Maximalwert
𝑚𝑖𝑛 Minimalwert
𝑟𝑒𝑝 repräsentativ
FORMELZEICHENVERZEICHNIS VIII
Index Bedeutung
𝑎𝑢𝑠 austretend
𝑒𝑖𝑛 eintretend
𝐸𝑖𝑛𝑙𝑎𝑠𝑠 Einlass
𝐴 Material A
𝐵 Material B
𝑊 an der Wand
Operatoren und Substitutionen
Operator /
Substitution Bedeutung
|∎| Betrag von ∎
∎𝑇 Transponierte von ∎
∎ arithmetisches Mittel von ∎
∎ Vektor
∎ Matrix, Tensor
∎ zeitliche Ableitung von ∎
∇ Nabla-Operator
ZUSAMMENFASSUNG IX
Zusammenfassung
Ausgangspunkt dieser Arbeit ist der Bedarf, den momentanen Stand der Technik bei der Dimensio-
nierung von Extrusionswerkzeugen um automatisierte Ansätze zu erweitern. Der Werkzeug-
geometrie kommt im Extrusionsprozess eine wesentliche Aufgabe zu. Die vom Extruder bereitge-
stellte Kunststoffschmelze durchströmt die Fließkanäle im Inneren des Werkzeuges und erfährt hier-
bei eine Umformung hin zum Austrittsquerschnitt. Es besteht eine maßgebliche Beeinflussung der
Qualität des Endproduktes durch die Strömungsvorgänge im Extrusionswerkzeug. Die Dimensionie-
rung der Fließkanalgeometrie ist abhängig von einer Vielzahl von Anforderungen und zeigt eine
signifikante Abhängigkeit von den spezifischen rheologischen Eigenschaften der Kunststoff-
schmelze. Vor diesem Hintergrund wird ein ganzheitlicher Ansatz zur automatisierten Auslegung
von Extrusionswerkzeugen geschaffen. Kerngedanke stellt die Kopplung eindimensionaler, analyti-
scher Berechnungsansätze zur Vordimensionierung der Werkzeuggeometrie mit einer dreidimensi-
onalen iterativ arbeitenden numerischen Simulation dar. Am Beispiel von Wendelverteilern für die
Produktion von Halbzeugen wie Rohren, Schläuchen oder Blasfolien wird der vom Grundprinzip her
allgemeingültige Ansatz konkretisiert und erprobt.
Der ganzheitliche Auslegungsansatz sieht vor, sämtliche Prozessschritte der Auslegung und unter-
schiedliche Komponenten der Werkzeugbaugruppe zu berücksichtigen. Grundlage ist die konse-
quente Verwendung von dreidimensionalen, parametrischen Geometriemodellen, welche bereits
konstruktive Restriktionen und fertigungstechnische Aspekte berücksichtigen. Im Rahmen der Vor-
dimensionierung finden eindimensionale, analytische Berechnungsansätze Anwendung. Aus vorge-
gebenen Zustandsgrößen und Materialeigenschaften wird die Geometrie einfacher Strömungska-
näle direkt berechnet. Für die Bestimmung initialer Geometrien von Wendelverteilern wird ein ver-
kettetes Berechnungsmodell, bestehend aus eindimensionalen, analytischen Ansätzen, verwendet.
Dieses wird mit den Methoden der Netzwerktheorie gelöst. Als Vorgabe dienen wiederum definierte
Zustandsgrößen und grundlegende Geometrieparameter, sodass eine direkte Berechnung des
Wendeltiefen- und Spaltweitenverlaufes möglich ist. Ferner resultiert aus der Vordimensionierung
eine prozentuale Bandbreite, innerhalb derer Freiheitsgrade in einer nachfolgenden automatisierten
Optimierung anzupassen sind.
Ausgehend von der mittels Vordimensionierung berechneten initialen Geometrie sowie der Band-
breite zur Variation der Freiheitsgrade folgt eine automatisierte Optimierung. Ein dreidimensionales
parametrisches Werkzeugmodell, welches bereits geometrische und fertigungstechnische Restrik-
tionen berücksichtigt, dient als Basis der Diskretisierung. Die Strömungssimulationen werden unter
Berücksichtigung vorab definierter Randbedingungen durchgeführt und die Ergebnisse in Form ska-
larer Qualitätskriterien ausgewertet. Diese Kriterien werden zuvor mittels der Analyse grundlegender
Anforderungen an Extrusionswerkzeuge hergeleitet und anhand von vergleichenden Berechnungen
validiert. Eine zusätzliche Vorgabe von Ausschlusskriterien sichert die Über- und Unterschreitung
kritischer Zustandsgrößen ab. Anhand eines multikriteriellen genetischen Optimierungsalgorithmus
wird eine möglichst optimale Werkzeuggeometrie identifiziert. Hierzu werden die Geometrieparame-
ter des Werkzeugmodells mit dem Ziel angepasst, möglichst geringe Werte der Qualitätskriterien zu
erreichen und gleichzeitig die Ausschlusskriterien nicht zu über- bzw. unterschreiten.
Eine nachfolgende Detailoptimierung und virtuelle Erprobung, welche auf dreidimensionalen nume-
rischen Strömungssimulationen der gesamten Werkzeugbaugruppe beruht, schafft die Möglichkeit
Geometriedetails manuell zu modifizieren, um beispielsweise die prinzipielle Strömungsführung lo-
kalen Modifikationen zu unterziehen. Beispielhaft wird diese Vorgehensweise angewandt, um Stag-
nationszonen innerhalb der Werkzeuggeometrie gezielt zu identifizieren und betroffene Geometrie-
bereiche einer Detailoptimierung zu unterziehen. Anhand der Verknüpfung von Verweilzeitverteilun-
gen am Auslass der Werkzeuge, der Fließhistorie entlang von Stromlinien und der Länge spezifi-
ZUSAMMENFASSUNG X
scher Strömungspfade werden optimierungsbedürftige Geometriebereiche identifiziert. Eine Validie-
rung dieser Optimierungsmethode erfolgt mittels Versuchsreihen an einer Blasfolienextrusionsan-
lage. Anhand von Produktwechselversuchen wird nachgewiesen, dass unter Verwendung einer op-
timierten Werkzeuggeometrie eine signifikante Reduzierung von Wechselzeiten bzw. -massen im
Vergleich zu einem Referenzwerkzeug erzielt wird. Die virtuelle Erprobung, welche den Optimie-
rungsprozessen nachgeschaltet ist, ermöglicht die Analyse von Betriebspunkvariationen am virtuel-
len Werkzeugmodell. Im Rahmen dieser Untersuchungen werden temperaturabhängige Effekte be-
rücksichtigt, welche auf die dissipative Erwärmung in der Polymerschmelze und die Wärmeleitung
in den Bauteilen der Werkzeugbaugruppe zurückzuführen sind. Insbesondere zeigen sich Auswir-
kungen durch die Steigerung des Massedurchsatzes und die Variation von Polymeren unterschied-
licher Fließeigenschaften auf die maximalen und mittleren Schmelzetemperaturen. Es besteht somit
die Möglichkeit, das Prozessfenster, in dem eine Werkzeugbaugruppe einzusetzen ist, zu definieren.
Hierbei wird deutlich, dass der Wärmeübergang zwischen der Kunststoffschmelze und den Kompo-
nenten der Baugruppe einen wesentlichen Einfluss auf die Temperaturverteilung innerhalb der
Schmelze hat. Weiterhin wird ersichtlich, dass die definierten Qualitäts- und Ausschlusskriterien
auch unter Berücksichtigung temperaturabhängiger Effekte erfüllt werden.
Es wird nachgewiesen, dass der ausgearbeitete Ansatz im Vergleich zu anderen Arbeiten in einer
signifikanten Reduzierung der Berechnungszeit bzw. Iterationsanzahl mündet. Gleichzeitig ist es
gelungen, die Anzahl der geometrischen Freiheitsgrade zu steigern und somit die Ergebnisqualität
zu erhöhen. Die theoretischen Berechnungen werden durch praktische Versuchsreihen an real ge-
fertigten Werkzeugen validiert. Die Erweiterung der Simulationen um temperaturabhängige Effekte
bestätigt die definierten Qualitätskriterien für die isotherme Dimensionierung und zeigt Potentiale
auf, bestehende Werkzeugkonzepte um Möglichkeiten der Wärmeabfuhr zu erweitern.
SUMMARY XI
Summary
Background of this thesis is the need to extend the state of the art for the dimensioning of extrusion
dies by automated approaches. For the extrusion and production process of semi-finished products,
the die geometry has a significant influence on the polymer processing. In this context, the die is
used in an extrusion process to form a semi-finished product. Therefore, an extruder supplies the
die with molten thermoplastic material. The resulting product quality is significantly influenced by the
flow phenomena in the extrusion die. Here, the dimensioning of the flow channel geometry is de-
pendent on many requirements and significantly on the rheological properties of the polymer melt.
Linked to these facts, a holistic approach for the automated optimization of extrusion dies has been
developed. The main idea is the coupling of an one-dimensional analytical calculation approach for
the pre-dimensioning of die geometries with a three-dimensional iteratively working numerical simu-
lation. The general approach is formulated universally and is specified and tested exemplarily for
spiral mandrel dies extruding for example plastic pipes, tubes and blown films.
The created holistic approach takes into account all relevant steps of the dimensioning process and
considers different parts of the die assembly. The fundament is the consequent usage of three-
dimensional parametric geometry models. These models include geometric restrictions and manu-
facturing knowledge. For the pre-dimensioning, one-dimensional analytical calculation models are
used. After pre-defining the state variables and the material properties, the geometry of the basic
flow channels is calculated. The calculation of an initial geometry of a spiral mandrel die is based on
solving a network of coupled one-dimensional analytical equations. Therefore, state variables and
basic geometrical dimensions have to be defined to directly calculate an initial spiral depth and gap
width. In addition, a percentage bandwidth is derived within a coupled optimization algorithm is able
to change geometry parameters (spiral depth and gap width).
Based on the geometry parameters and the bandwidth calculated using the pre-dimensioning, an
automatic optimization takes place. Therefore, three-dimensional numerical flow simulations are
used. Basis for the discretization is a three-dimensional parametric CAD model of the die including
geometrical and manufacturing restrictions. A multiple criteria genetic optimization algorithm is cou-
pled with a three-dimensional numerical flow simulation to optimize the die geometry by using de-
fined quality and exclusion criteria calculating new parameter sets to change the geometry. Based
on the analysis of general requirements of extrusion dies, these quality and exclusion criteria are
defined and validated by comparative simulations.
A manual detail optimization and virtual testing of the resulting die geometry follow this process. In
this way, the whole extrusion die assembly is considered and interactions between different die re-
gions are taken into account. Therefore, the possibility is given to change local areas of the flow
channels. Exemplary the approach is used to optimize geometry regions with low wall shear stresses
and flow velocities in the feed region of a spiral mandrel die. By analyzing the flow history along
specific path lines, regions in the feeding section of the die are identified and associated geometry
elements are changed. The optimization method is validated by practical experiments extruding
blown film with an optimized and a reference spiral mandrel die. By studying product-changing pro-
cesses, using spectral photometry, the amount of purging material is measured. The result is a sig-
nificantly reduced amount of purging material for the optimized die geometry – and linked to that a
significant reduction of residence time differences at the outlet of the die – compared to the reference
die. In addition, a possibility is given to analyze different process conditions based on the simulation
model of the complete die assembly by the usage of the virtual testing approach. The influence of
material properties, mass flow rate and dissipative heating has been studied. Therefore, the process
window within the die assembly could be used (range of materials with different rheological proper-

SUMMARY XII
ties, range of mass flow rates) is defined. It has been found out that the heat transfer between poly-
mer melt and the steel parts of the die assembly has a significant influence on the temperature
distribution.
An essential decrease of calculation times and iteration numbers of the developed automated opti-
mization approach is proven comparing to other theses. Parallel to that, an increase of the geomet-
rical degrees of freedom is reached. The numerical simulations are validated by analyzing the results
of practical experiments using manufactured die prototypes extruding blown film. Furthermore, the
defined quality criteria are confirmed by temperature dependent simulations. It was figured out that
the used criteria for the automated isothermal based optimization process also lead to an equal
dissipative warming of the polymer melt during distribution in the die. Finally, the capability to imple-
ment a heat discharge for increasing mass flow rates was shown.
EINLEITUNG 1
1 Einleitung
Mit einem Anteil von rund sechs Prozent an der gesamten Industrieproduktion genießt die Kunst-
stoffindustrie einen entsprechend hohen Stellenwert in Deutschland. Die Branche lässt sich in die
Bereiche Rohstofferzeugung, Maschinenbau und Verarbeitung unterteilen. Mit einem Anteil von
etwa 63 % am Branchenumsatz kommt den kunststoffverarbeitenden Unternehmen eine besonders
hohe Bedeutung zu. Eine weitere Untergliederung der Verarbeitungsbetriebe kann hinsichtlich der
Einsatzbranche des Endproduktes erfolgen. Allein Produkte für die Verpackungs- und Bauindustrie
erreichen einen kumulierten Anteil von rund 58 %, hierzu zählen unter anderem ein- und mehrschich-
tige Kunststofffolien, Rohre und Profile. Diese aus thermoplastischen Polymeren bestehenden Halb-
zeuge, werden mittels eines urformenden Fertigungsverfahrens – Extrusion genannt – in einem kon-
tinuierlichen Prozess hergestellt. [GKV15, IK14, KRV14, WVK15]
Ausgehend von pulver- oder granulatförmigen Kunststoffrohstoffen werden diese in den Betrieben
in einem kontinuierlichen Verarbeitungsprozess aufgeschmolzen, durch ein formgebendes Werk-
zeug gedrückt, unter Einsatz flüssiger und gasförmiger Medien bis zur Erstarrung abgekühlt und
abschließend konfektioniert. Die Gestalt der Fließkanäle im Inneren des Werkzeuges beeinflusst in
diesem Prozess maßgeblich Eigenschaften des Endproduktes, wie beispielsweise die Wanddicken-
verteilung. Zurückzuführen auf den molekularen Aufbau zeigt die Polymerschmelze ein komplexes
Eigenschaftsspektrum auf, welches in Wechselwirkung mit der Ausbildung der Druckströmung im
Werkzeuginneren steht. Insbesondere die Abhängigkeit der Viskosität von der Belastungsgeschwin-
digkeit bedingt einer Fokussierung im Rahmen der Werkzeugdimensionierung. Neben der Einhal-
tung geometrischer, mechanischer und optischer Produkteigenschaften, bestehen weitere, vielfäl-
tige Anforderungen seitens der Kunststoffverarbeiter an die eingesetzten Werkzeuge. Wie auch an-
dere Komponenten der Extrusionsanlage, unterliegt das Werkzeug produkt- und produktionstechni-
schen Forderungen hinsichtlich Qualität, Flexibilität und Funktionalität. Maschinen- und Werkzeug-
bauer bekommen diese Anforderungen in der Regel von ihren Kunden – den Verarbeitern – weiter-
gereicht. Die zugrundeliegenden Entwicklungsprozesse der Werkzeuge ergänzen bestehende pro-
dukt- und produktionstechnische Anforderungen um konstruktive und fertigungstechnische Aspekte.
Die zugrundeliegende Entwicklungsprozesskette hat somit zum Ziel sämtliche Anforderungen mit-
tels effizienter Arbeitsabläufe zu erfüllen. Die Einflüsse des Entwicklungsprozesses finden sich so-
mit, verknüpft über die komplexen Anforderungen an das Werkzeug, in der Wertschöpfungskette
sämtlicher Beteiligten wieder.
1.1 Motivation
Die Dimensionierung von Werkzeugen für die Kunststoffextrusion unterliegt einer Vielzahl von An-
forderungen. In der Praxis wird diese Prozesskette noch immer durch manuelle Arbeitsschritte, wel-
che teilweise auch auf Erfahrungswissen einzelner beteiligter Personen beruhen, dominiert. Es ist
offensichtlich, dass diese Vorgehensweise, auf Grund einer hohen Anzahl iterativer Prozessschritte,
äußerst zeitintensiv und somit auch entsprechend kostenintensiv ist. Lediglich für Teilaspekte der
Entwicklungsprozesskette sind nach heutigem Stand der Technik automatisierte Lösungsansätze
verfügbar, oder Inhalt aktueller Forschungsarbeiten [AM15, Blö06, Cre08, Elg11, HE12a, LD+15,
Sei06]. Es besteht somit der Bedarf eines Ansatzes zur Dimensionierung der Werkzeuge, welcher
zum einen den grundsätzlichen Zeitbedarf und den Arbeitskraftbedarf signifikant reduziert, zum an-
deren die Vielzahl an Anforderungen in der Lage ist abzudecken.
So dient als Grundlage dieser Arbeit die von Saul [Sau11] entwickelte Methode zur automatisierten
Auslegung von Extrusionswerkzeugen. Bereits dieser Ansatz stützt sich auf die Verwendung von
konstruktions- und fertigungsrelevanten Werkzeugmodellen zur automatisierten Optimierung einer
EINLEITUNG 2
vorhandenen Geometrie. Vor dem bisher dargestellten Kontext ergibt sich nunmehr die Forderung
einer ganzheitlichen Strategie zum Aufbau eines Dimensionierungsprozesses, welcher bestehenden
Anforderungen gerecht wird. Wie dem Ausblick der Arbeit von Saul zu entnehmen ist, bietet sich die
Verwendung von virtuellen Werkzeugmodellen, welche bereits Konstruktions- und Fertigungsinfor-
mationen enthalten, zur Bewältigung dieser Aufgabe an.
Der bisherige Lösungsansatz beschränkt sich lediglich auf Teilaspekte der Werkzeugdimensionie-
rung. Die ganzheitliche Betrachtung des Dimensionierungsprozesses, bestehend aus Vordimensio-
nierung, automatisierter Optimierung hinsichtlich konkreter Anforderungen und der Möglichkeit des
manuellen Eingriffs zur Ausarbeitung neuartiger kreativer Werkzeugkonzepte in Form einer
Detailoptimierung, ist derzeit nicht umgesetzt. Letzteres deckt den vorhandenen Bedarf ab, beste-
hende Werkzeugkonzepte kontinuierlich weiterzuentwickeln. Somit ist eine Anforderung, welche mo-
mentan nicht erfüllt wird, die Erweiterbarkeit des Dimensionierungsprozesses auf zurzeit noch un-
bekannte Werkzeuge oder Detailbereiche dieser. Es besteht der Bedarf, den gesamten Entwick-
lungsprozess in sinnvolle Teilaspekte zu gliedern, und unter Zuhilfenahme problemspezifischer An-
sätze und Methoden eine Struktur zur prozesskettengerechten Werkzeugdimensionierung zu schaf-
fen. Bestehende Möglichkeiten der virtuellen Produktentwicklung sollten problemspezifisch mitei-
nander gekoppelt werden, um die bestehenden Defizite zu beseitigen.
1.2 Zielsetzung und Vorgehensweise
Abgeleitet aus der erläuterten Problemstellung ergibt sich die konkrete Zielsetzung der vorliegenden
Arbeit. Im Fokus der Betrachtungen steht dabei die Verknüpfung strömungsmechanischer Probleme
mit den spezifischen Eigenschaften der Polymerschmelze. Für den Dimensionierungsprozess gilt
es, als Ergänzung zum bisher dargelegten, zu berücksichtigen, dass Extrusionswerkzeuge aus meh-
reren Bauteilen aufgebaut sind, welche einer unterschiedlich komplexen Dimensionierung bedürfen.
Die Geometrie simpler Bauteile kann mittels analytisch lösbarer Berechnungsansätze der Strö-
mungsmechanik ermittelt werden. Komplexere Bauteile bedürfen einer automatisierten, iterativ ar-
beitenden Optimierung unter Verwendung numerischer Lösungsverfahren für strömungsmechani-
sche Problemstellungen. Die dargelegten allgemeinen Anforderungen gilt es in spezifische Kenn-
werte zu überführen, anhand derer eine gezielte Dimensionierung ermöglicht wird. Die Integration
eines ganzheitlichen Dimensionierungs- und Optimierungsansatzes in eine vordefinierte Entwick-
lungsprozesskette bedarf der Definition und Strukturierung von Abläufen und Schnittstellen inner-
halb einer virtuellen Umgebung.
Sind diese Grundlagen erarbeitet, werden einzelne Aspekte des Dimensionierungsprozesses fokus-
siert. Vor dem Hintergrund produkt- und produktionstechnischer Anforderungen an Extrusionswerk-
zeuge, gilt es insbesondere die polymerspezifischen Anforderungen in Form von Kennwerten als
Basis einer Dimensionierung heranzuziehen. Insbesondere die Korrelation von Werkzeuggeometrie
und Auswirkung auf die Ausbildung der Schmelzeströmung im Inneren eines Werkzeuges gilt es
herzustellen. Neben der grundsätzlichen Erarbeitung eines ganzheitlichen Lösungsansatzes zur Er-
weiterung des Standes der Technik, ist darüber hinaus nachzuweisen, dass der erarbeitete Ausle-
gungsansatz in der Lage ist, signifikante Änderungen von Anforderungen zu bedienen.
Die Vorgehensweise, welche im Rahmen dieser Arbeit gewählt wurde um die dargelegte Zielsetzung
zu erreichen, gliedert sich in folgende Teilziele:
Definition eines Anforderungskataloges in Form von Grundüberlegungen zu einer optimalen
Werkzeuggeometrie;
Ausarbeitung von problemspezifischen Lösungsansätzen für unterschiedliche Teilaspekte
des Dimensionierungsprozesses;
EINLEITUNG 3
Detaillierung und Umsetzung der Teilaspekte mit Fokus auf die definierten Anforderungen,
hohen Automatisierungsgrad und einheitlichen Schnittstellen;
Umsetzung einer Vordimensionierung auf Basis von Ansätzen, welche die eindeutige und
reproduzierbare Berechnung von Parametern einer Werkzeuggeometrie auf Basis vorabde-
finierter Anforderungen ermöglichen;
Analyse des Optimierungsbedarfes, der in der Vordimensionierung berechneten Geomet-
riegrößen sowie Definition von Freiheitsgraden für eine nachfolgende automatisierte Opti-
mierung;
Formulierung von Kriterien in Form von Kennwerten zur Beurteilung der Erfüllung der vorab
definierten Anforderungen;
Korrelationsanalyse zwischen geometrischen Freiheitsgraden und Kennwerten im Hinblick
auf die Einhaltung der Anforderungen;
Umsetzung einer der automatisierten Optimierung nachgeschalteten Detailoptimierung zur
Berücksichtigung der Beeinflussung lokaler Strömungseffekte und der Anpassung lokaler
Freiheitsgrade der Werkzeuggeometrie;
Erweiterung des Dimensionierungsprozesses um temperaturabhängige Effekte zur Analyse
von Wechselwirkungen zwischen Bauteilen des Werkzeuges und Polymerschmelze;
Berücksichtigung einer möglichst allgemeingültigen Vorgehensweise zur Adaption des Di-
mensionierungsprozesses auf beliebige Werkzeuggeometrien für die Extrusion;
Nachweise der Allgemeingültigkeit und Validierung mittels Experimenten an real gefertigten
Werkzeugen;
experimentelle Überprüfung der vorab fokussierten Anforderungen.
Der Fokus dieser Arbeit besteht hierbei in der Erarbeitung und Validierung eines Dimensionierungs-
prozesses, bestehend aus Vordimensionierung, automatisierter Geometrieoptimierung und
Detailoptimierung. Ergänzt wird diese Problemstellung durch die Analyse temperaturabhängiger Ef-
fekte. Die Gliederung dieser Arbeit geht hierbei vom relevanten Stand der Technik zu den Themen
Extrusionswerkzeuge und Auslegungsmethoden im Kapitel 2 aus. Zusammengefasst unter dem Ti-
tel automatisierte Optimierung von Wendelverteilern auf Basis eines virtuellen Prototypen, wird das
Schwerpunktthema im Kapitel 3 behandelt. Die zusätzliche Berücksichtigung temperaturabhängiger
Effekte bei der Werkzeugauslegung behandelt Kapitel 4. Vor dem Kontext der bis dorthin vorgestell-
ten Vorgehensweise werden Rückschlüsse auf den Auslegungsprozess und die Auswahl einzelner
Bauteile des Werkzeuges diskutiert.
STAND DER TECHNIK 4
2 Stand der Technik
In diesem Kapitel wird der aktuelle Stand der Technik vorgestellt. Ausgehend von einer allgemeinen
Darstellung des Extrusionsprozesses zur kontinuierlichen Produktion thermoplastischer Polymer-
halbzeuge, werden unterschiedliche Bauformen von Extrusionswerkzeugen sowie im Detail der
Wendelverteiler vorgestellt. Darauffolgend liegt der Fokus dieses Kapitels in der Zusammenstellung
von Methoden zur Auslegung dieser Werkzeuggeometrien. Aufbauend auf den strömungsmechani-
schen und rheologischen Grundlagen, werden anschließend unterschiedliche Berechnungsansätze
zur Dimensionierung der Strömungskanäle diskutiert. Hier dargestellte Zusammenhänge werden im
weiteren Verlauf der Arbeit erneut aufgegriffen. Die Vorstellung automatisierter, mit Optimierern ge-
koppelter Berechnungsansätze in Verbindung mit dem Prinzipien der virtuellen Produktentwicklung,
zeigen den letztendlichen Bedarf auf, den Stand der Technik zu erweitern.
2.1 Extrusionswerkzeuge: Funktion, Anforderungen und Einteilung
Die Extrusion ist ein kontinuierliches Herstellverfahren zur Produktion von Halbzeugen, wie bei-
spielsweise Profilen, Rohren, Schläuchen, Folien oder Platten, aus thermoplastischen Kunststoffen.
Ein meist granulatförmiger Kunststoffrohstoff wird im Extruder durch Umwandlung mechanischer
Energie in Wärme (Dissipation) aufgeschmolzen und durch ein formgebendes Extrusionswerkzeug
gefördert. Im Anschluss daran wird das ausgeformte Produkt zur Erreichung der Formstabilität ge-
kühlt. Dem Extrusionswerkzeug kommt dabei eine wesentliche Aufgabe zu. Die vom Extruder be-
reitgestellte Kunststoffschmelze wird durch das Extrusionswerkzeug in die Produktform umgeformt,
wobei die spätere Produktqualität (z.B. Wanddickenverteilung, Oberflächenbeschaffenheit, mecha-
nische Eigenschaften des Produktes) maßgeblich durch das Extrusionswerkzeug beeinflusst wird.
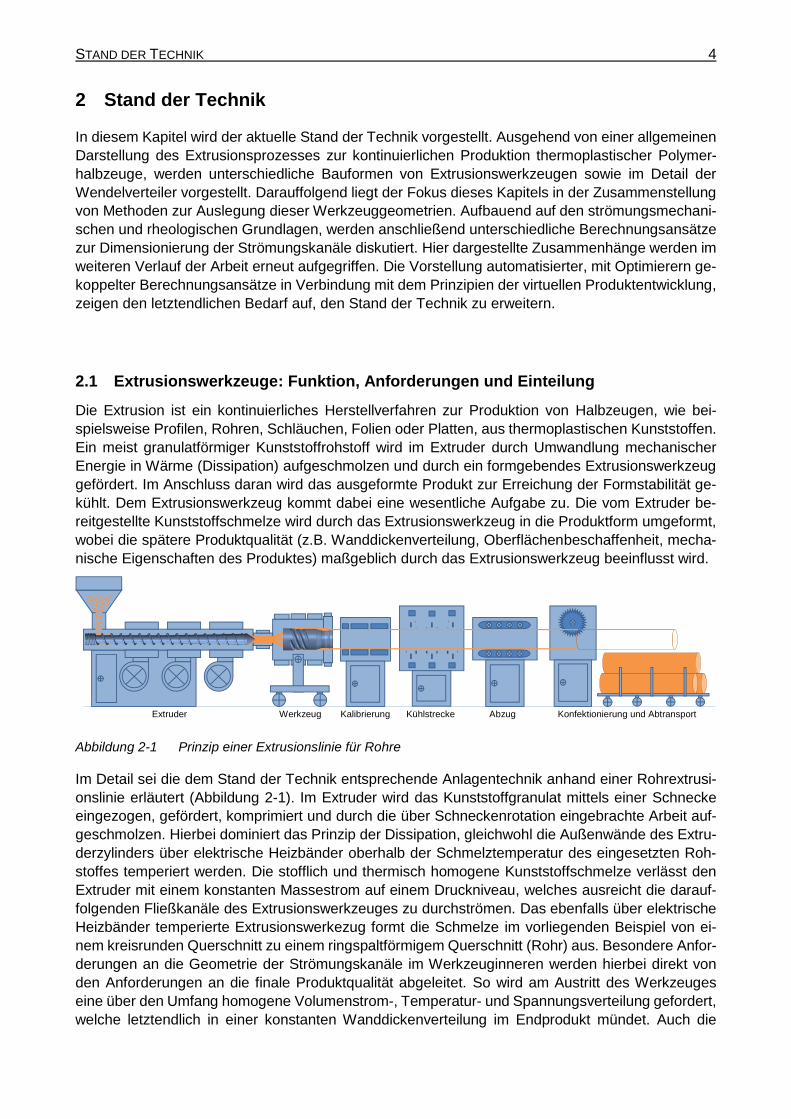
Extruder Werkzeug Kalibrierung Kühlstrecke Abzug Konfektionierung und Abtransport
Abbildung 2-1 Prinzip einer Extrusionslinie für Rohre
Im Detail sei die dem Stand der Technik entsprechende Anlagentechnik anhand einer Rohrextrusi-
onslinie erläutert (Abbildung 2-1). Im Extruder wird das Kunststoffgranulat mittels einer Schnecke
eingezogen, gefördert, komprimiert und durch die über Schneckenrotation eingebrachte Arbeit auf-
geschmolzen. Hierbei dominiert das Prinzip der Dissipation, gleichwohl die Außenwände des Extru-
derzylinders über elektrische Heizbänder oberhalb der Schmelztemperatur des eingesetzten Roh-
stoffes temperiert werden. Die stofflich und thermisch homogene Kunststoffschmelze verlässt den
Extruder mit einem konstanten Massestrom auf einem Druckniveau, welches ausreicht die darauf-
folgenden Fließkanäle des Extrusionswerkzeuges zu durchströmen. Das ebenfalls über elektrische
Heizbänder temperierte Extrusionswerkezug formt die Schmelze im vorliegenden Beispiel von ei-
nem kreisrunden Querschnitt zu einem ringspaltförmigem Querschnitt (Rohr) aus. Besondere Anfor-
derungen an die Geometrie der Strömungskanäle im Werkzeuginneren werden hierbei direkt von
den Anforderungen an die finale Produktqualität abgeleitet. So wird am Austritt des Werkzeuges
eine über den Umfang homogene Volumenstrom-, Temperatur- und Spannungsverteilung gefordert,
welche letztendlich in einer konstanten Wanddickenverteilung im Endprodukt mündet. Auch die
STAND DER TECHNIK 5
scherströmungsinduzierte Molekülorientierung sollte keine lokalen Unterschiede aufweisen, da hier-
durch mechanische und optische Produkteigenschaften beeinflusst werden. Die Produktoberfläche
kann durch das Überschreiten von werkstoffabhängigen Grenzen für die maximale Wand-
schubspannung negativ beeinflusst werden. Die Oberflächenbeschaffenheit wird jedoch maßgeblich
in der auf das Werkzeug folgenden Kalibrierung festgelegt. Hier wird der noch plastische Kunststoff,
im Beispiel der Rohrextrusion, meist durch Unterdruck an die Wand der Kalibrierung gepresst und
gleichzeitig gekühlt (Außenkalibrierung). Die Außenoberfläche bildet somit die Form der Kalibrierung
ab und erstarrt durch diese Konturvorgabe innerhalb eines engen Toleranzfeldes. In der darauffol-
genden Kühlstrecke wird dem bis auf die Oberflächenbereiche noch plastischen Kunststoffrohr wei-
ter Wärme entzogen bis es vollständig erstarrt. Über den Abzug wird die Kraft aufgebracht, welche
benötigt wird, um das entstehende Rohr kontinuierlich durch die Kalibrierung und die Kühlstrecke zu
ziehen. Die Rohrextrusionslinie endet mit einer Konfektionierung in der einzelne Rohrsegmente ent-
sprechend zugeschnitten werden. Weiterführende Details zur Anlagentechnik der Rohrextrusion und
anderen Extrusionsprozessen seien an dieser Stelle der Fachliteratur zu entnehmen [Joh04, Mic10].
Wie anfangs bereits genannt, ist es möglich durch das Extrusionsverfahren verschiedene Arten von
Halbzeugen mit unterschiedlichen Querschnitten herzustellen. Die spezifische Anlagentechnik un-
terscheidet sich abhängig von der gewünschten Produktform teilweise deutlich (z.B. Blasfolienextru-
sionsanlage und Rohrextrusionslinie), weist aber in einzelnen Kernkomponenten, wie beispielsweise
den Extrudern und den eingesetzten Werkzeugen, auch identische Bestandteile auf. In Bezug auf
die eingesetzte Werkzeugtechnik werden bei den Verfahren Blasformen, Rohr- und Blasfolienextru-
sion grundsätzlich ähnliche Extrusionswerkzeuge eingesetzt. Unterscheiden sich Produkte zwar in
ihrer Querschnittsgeometrie (z.B. Rohre und Platten), so sind doch die grundsätzlichen Mechanis-
men und Anforderungen bei der Strömungsführung im Extrusionswerkzeug vergleichbar.
Es ist möglich aus diesem Sachverhalt allgemeingültige Anforderungen an die Werkzeugtechnik
abzuleiten. Eine sinnvolle Unterteilung des Anforderungskataloges lässt sich dabei in die Kategorien
produktspezifische, produktionstechnische, konstruktive und fertigungstechnische Anforderungen
durchführen [BS00, FM06, TC11]. Im Folgenden wird ein Überblick über die kategorisierten Detailan-
forderungen gegeben, welcher jedoch nicht den Anspruch auf Vollständigkeit hat und ebenfalls der
zuvor genannten Literatur entnommen werden kann.
Von einer definierten Produktgeometrie ausgehend, steht, wie anfangs schon erwähnt, die ge-
wünschte und reproduzierbare Wanddickenverteilung gerade im Hinblick auf die hiermit verknüpften
Materialkosten im Vordergrund. Je enger die Wanddickentoleranz eingehalten werden kann, desto
näher kann die gewünschte Soll-Produkt-Dicke an die mechanisch minimale erforderliche Dicke ge-
legt werden. Aus dieser Differenz ergibt sich jeweils eine entsprechende Rohstoffeinsparung. Hinzu
kommen mechanische und optische Produkteigenschaften, die ebenfalls auf die Strömungsführung
zurückzuführen sind. Exemplarisch seien an dieser Stelle sogenannte „Fließmarkierungen“ durch
unterschiedlich orientierte Makromoleküle in der Schmelze erwähnt, welche auf die Strömungsfüh-
rung im Werkzeug zurückzuführen sind.
Zu den produktionstechnischen Anforderungen zählt der Einfluss auf Stand- und Rüstzeiten. Dies
bedeutet insbesondere die Vermeidung von Stagnationszonen in sämtlichen Fließkanälen
(Schmelze führende Bauteile einer Extrusionsanlage, vgl. Abbildung 2-1), welche über eine Steige-
rung der Verweilzeit die Degradation oder das Aufbauen der Polymerschmelze zur Folge haben.
Zum einen entsteht hierdurch ein negativer Einfluss auf Produktwechselvorgänge in laufender Pro-
duktion (Umstellung des extrudierten Polymers bzw. dessen Farbe), zum anderen werden durch
zusätzliches manuelles Reinigen der Fließkanäle Rüstzeiten deutliche gesteigert. Auch die grund-
sätzliche Möglichkeit einer schnellen Montage und Demontage sämtlicher Werkzeugbauteile zählt
zu den produktionstechnischen Anforderungen, genauso wie eine Werkzeugauslegung, welche die
Extrusion verschiedener Polymere mit einem breiten Spektrum an Fließeigenschaften (Betriebs-
punktunabhängig, vgl. Kapitel 2.3) ermöglicht.
STAND DER TECHNIK 6
Aus konstruktiver Sicht bestehen Anforderungen bezüglich des einzuhaltenden Bauraumes und der
maximalen Masse der Werkzeugbaugruppe. Hinzu kommen Detaillösungen zur Durchleitung von
Kühlmedien oder Kabeln durch das Werkzeug, wozu ein freier Innendurchmesser und eine dies
ermöglichende Positionierung der Fließkanäle benötigt wird. Auch Anwendungen im Bereich der
Coextrusion benötigen einen freien Innendurchmesser, um bestehende Halbzeuge mit einer Poly-
merschicht zu ummanteln. Dieser Punkt wird im Kapitel 2.2.1 noch einmal aufgegriffen, um unter-
schiedliche konstruktive Lösungen von Vorverteilerkonzepten zu diskutieren. Auch durch die Kon-
struktion abzusichern sind mechanische Anforderungen an die Werkzeugbauteile, gerade im Hin-
blick auf die Verformung bei anliegendem Innendruck durch die das Werkzeug durchströmende
Kunststoffschmelze.
Seitens der Fertigungstechnik liegt der Fokus neben der generellen Fertigbarkeit einer Werkzeug-
geometrie ebenfalls in der Komplexität und den damit verbundenen Kosten. Ein weiterer Faktor ist
in diesem Zusammenhang die im jeweiligen Unternehmen vorhandene Fertigungstiefe. Auch die
Kopplung von Auslegung, Konstruktion und Fertigung sowie die jeweiligen Möglichkeiten zur rech-
nerunterstützten Fertigung (engl. Computer-Aided Manufacturing, CAM) bestimmen die Anforderun-
gen und Möglichkeiten einer Werkzeuggeometrie.
Die enge Verknüpfung der hier dargestellten Kategorien und Unterkategorien sei an folgendem Bei-
spiel erläutert. Eine ideale Wanddickenverteilung in einem Extrusionsprodukt ist von der strömungs-
mechanischen Auslegung des Fließkanals abhängig. Es wird also erwartet, dass am Austritt einer
Werkzeuggeometrie, abhängig von den rheologischen Eigenschaften der betrachteten Polymer-
schmelze, über den Querschnitt lokal dieselben Volumenströme austreten. In der Fertigung der vor-
erst theoretisch ausgelegten Werkzeuggeometrie entsteht ein Kanal, welcher entsprechenden Fer-
tigungstoleranzen, abhängig von der gewählten Bearbeitungsart (z.B. Drehen, Fräsen oder Erodie-
ren) und der Nachbearbeitung (z.B. Polieren oder Beschichten), unterliegt. Dies setzt wiederum vo-
raus, dass diese Abweichungen von der ausgelegten Kontur in einem vertretbaren Rahmen liegen
und die Wanddickenverteilung durch die im Rahmen der Toleranzen geänderte Strömungsführung
in diesem Beispiel somit nicht beeinflussen. Weiterhin müssen je nach zu verarbeitendem Kunststoff
auch Parameter wie die Verweilzeit der Schmelze im Gesamtsystem (Extruder, Schmelzeleitungen
und Extrusionswerkzeug) und die Belastungshistorie (bzw. Fließhistorie) betrachtet werden. Bei
Kunststoffen, welche zu einer thermisch induzierten Degradation neigen, kann folglich auch die Ver-
weilzeit einen Einfluss auf die Wanddickenverteilung des Endproduktes haben. Dies ist durch die
zeitliche Änderung der rheologischen Eigenschaften begründet. Hiermit sind wiederum produktions-
technische Anforderungen wie der Massedurchsatz oder die Länge von Schmelzeleitungen zwi-
schen Extruder und Extrusionswerkzeug verknüpft. Dieses Beispiel verdeutlicht, dass all diese An-
forderungen bereits bei der Werkzeugauslegung zu berücksichtigen sind. Im Einzelnen wird hierauf
im weiteren Verlauf dieser Arbeit im Detail eingegangen.
Aufbauend auf den vorgestellten allgemeinen Anforderungen an verschiedene Arten von Extrusi-
onswerkzeugen, werden nun die Unterschiede einzelner Werkzeugbauarten kurz dargelegt. Diese
werden grundsätzlich anhand der Form des entstehenden Extrudatquerschnittes unterschieden.
Eine weitere Unterteilung wird darauf aufbauend jeweils anhand konkreter konstruktiver Details im
Inneren der Werkzeuge vorgenommen. Die am häufigsten verwendete Einteilung in vier grundsätz-
liche Werkzeuggruppen unterscheidet zwischen folgenden Austrittsquerschnitten:
kreisförmig, zur Herstellung von Vollstäben, Filamenten und Granulaten;
schlitzförmig, zur Herstellung von Flachfolien und Platten;
kreisringspaltförmig, zur Herstellung von Rohren, Schläuchen, Blasfolien und Vorformlingen
für das Blasformen;
beliebig bzw. profilförmig, zur Herstellung von Profilen.
STAND DER TECHNIK 7
Diese Unterteilung kann beispielsweise [HKP89, KLH92, Mic09] entnommen werden. Da in dieser
Arbeit der Fokus auf der Auslegung und Optimierung von Wendelverteiler-Extrusionswerkzeugen
liegt, werden im Kapitel 2.2 die konstruktiven Details unterschiedlicher Extrusionswerkzeuge mit
kreisringspaltförmigem Austrittsquerschnitt erläutert sowie detailliert auf den Aufbau von Wendelver-
teilern eingegangen.
2.2 Werkzeuge zur Extrusion von Produkten mit kreisringspaltförmigem
Querschnitt
Werkzeuge zur Extrusion von Produkten mit kreisringspaltförmigem Austrittsquerschnitt werden bei
der Produktion von Rohren, Schläuchen, Kunststoffummantelung runder Produkte (z.B. Kabel,
Taue), Folien, welche im Blasfolienprozess hergestellt werden, und zur Herstellung von Vorformlin-
gen für das Blasformen eingesetzt. Sie formen die vom Extruder bereitgestellte Kunststoffschmelze
von einem kreisrunden Querschnitt in einen kreisringspaltförmigen Querschnitt um. Wie Abbil-
dung 2-2 zu entnehmen ist, werden vier unterschiedliche Konstruktionsvarianten unterschieden. Im
Wesentlichen wird durch die verschiedenen Arten der Befestigung der Pinole (5) bzw. des Dorns
eine entsprechend unterschiedliche Strömungsführung der Schmelze im Werkzeug realisiert.
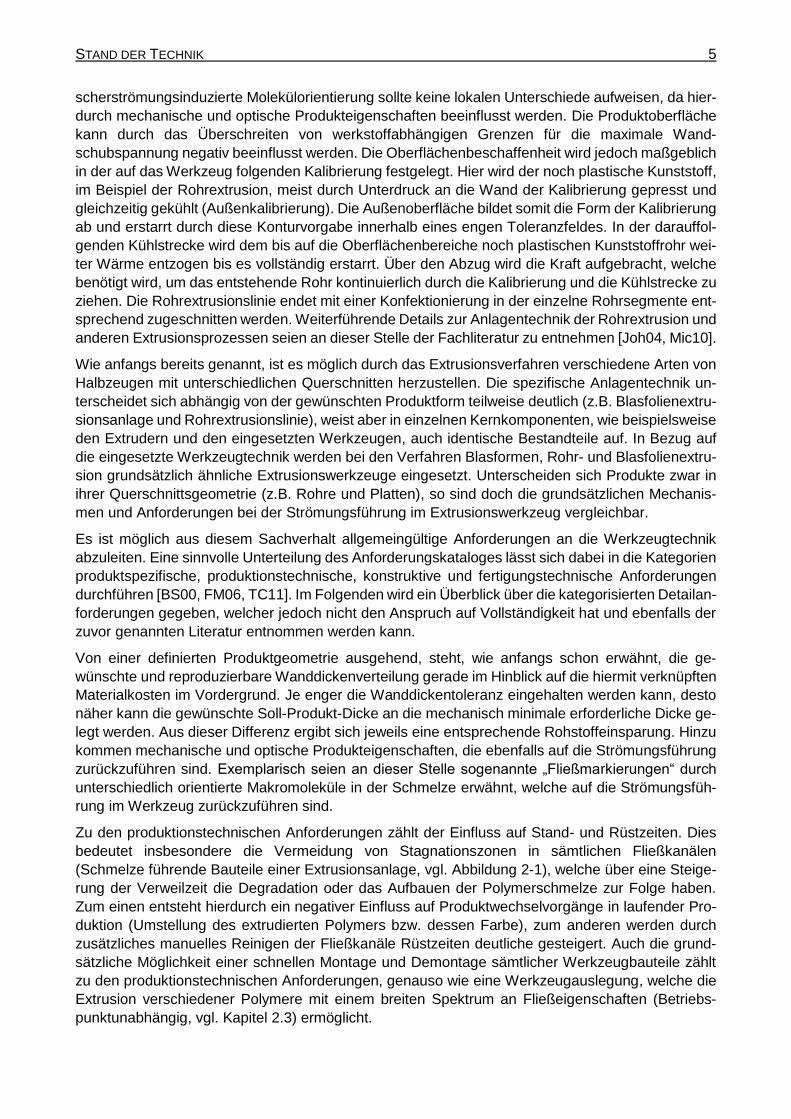
Abbildung 2-2 Prinzipskizzen v.l.n.r.: Dornhalter-, Siebkorb-, Pinolen- und Wendelverteilerwerkzeug nach [Mic09]
Im Hinblick auf die letztendliche Qualität des extrudierten Produktes ist ein wesentliches Differen-
zierungsmerkmal, die Ausbildung von sogenannten Bindenähten, hervorgerufen durch unterschied-
liche Orientierung der Makromoleküle, im Endprodukt. Die mit den unterschiedlichen Werkzeugen
zu erzielenden Verläufe der Bindenähte bzw. Grenzflächen sind in Abbildung 2-2 jeweils über den
einzelnen Werkzeugen dargestellt.
Dornhalterwerkzeuge erzeugen durch die Aufteilung der Schmelzeströmung an den Stegen (1) ra-
diale Bindenähte (2), in Höhe der Anzahl der Stege, im Extrudat. Die Ursache liegt in den großen
Geschwindigkeitsgradienten der stegnahen Schmelzeschichten und der einhergehenden größeren
Dehnung, welche die Schmelze erfährt, begründet. Nach dem Umströmen der Stege ergibt sich
somit eine radiale Bindenaht mit in Strömungsrichtung ausgerichteten Makromolekülen, welche im
Gegensatz zu den Bereichen im Produkt steht, die eine solche Orientierung während der Umfor-
mung im Werkzeug nicht erfahren haben (Erstarrungsverhalten, mechanische und optische Eigen-
schaften).
Durch die Aufteilung der Schmelze in eine große Anzahl an kleinen Teilströmen im Bereich des
Siebkorbes (3) kommt es im Siebkorbwerkzeug zu ähnlichen Effekten wie beim Dornhalterwerkzeug.
In den wandnahen Bereichen der einzelnen Bohrungen im Siebkorb erfährt die Schmelze eine starke
1
2
3
4
5
67
STAND DER TECHNIK 8
Orientierung im direkten Gegensatz zu den Bereichen, die eine einzelne Bohrung des Siebkorbes
mittig durchströmen. Es entsteht also ebenso ein Produktquerschnitt, welcher deutliche Unter-
schiede in der lokalen Molekülorientierung aufweist, gleichwohl die Anzahl der Bindenähte (4) im
Vergleich zum Dornhalter deutlich gesteigert ist.
Bei Pinolenwerkzeugen wird die Schmelze in mindestens einem Verteilkanal um die Pinole (5) ge-
führt, wobei diese von der Einspeisung aus zunehmend von tangentialer in axiale Richtung umge-
lenkt wird. Zwar kommt es bei diesem Werkzeugprinzip zu keiner Ausbildung von Bindenähten auf
Grund von Werkzeugelementen (Siebkorb, Steg), welche die Pinole bzw. den Dorn fixieren, doch
hat das Aufteilen und spätere Aufeinandertreffen der Strömungsfronten einen ähnlichen Effekt. In
der Modellvorstellung werden die Knäule der einzelnen Makromoleküle untereinander irreversibel
gelöst [MM+11]. Nach dem erneuten Zusammenfließen werden diese lediglich aneinander gelegt,
es entstehen jedoch keine Verknäulungen untereinander. Dies hat an der Stelle des Zusammenflie-
ßens eine Bindenaht (6) im Produkt zur Folge.
In Wendelverteilern wird die Polymerschmelze entlang mehrerer Verteilkanäle, welche in einer Helix
um die Pinole laufen, ausgeformt. Durch die stetig abnehmende Tiefe der einzelnen Kanäle wird
eine Überlagerung aus tangentialen (in Richtung des Wendelkanals) und axialen (bereits ausgetre-
tene Schmelze) Teilströmen erzeugt. Im finalen Produktquerschnitt ergibt sich somit keine Bindenaht
im eigentlichen Sinne sondern eine sichelförmige Grenzfläche (7), welche sich über einen großen
Umfangsbereich des Produktquerschnittes erstreckt. Eine weiterführende Gegenüberstellung der
einzelnen Werkzeugbauformen sowie deren jeweiligen Vor- und Nachteile ist beispielsweise [Joh04,
Mic09, Mic10, OH06] zu entnehmen.
Besonders auf Grund der zuvor dargestellten Vermeidung von Bindenähten wird das Wendelvertei-
lerwerkzeug mittlerweile in vielen Bereichen der Extrusion eingesetzt. Eben dieser Grund ist das
Hauptargument für den fast ausschließlichen Einsatz von Wendelverteilern im Bereich der Blasfoli-
enextrusion [Rau14, TC11]. Auch in der Rohrextrusion ist eine zunehmende Tendenz zur Verwen-
dung von Wendelverteilern zu verzeichnen (Ausnahme: Stegdornhalter bei der PVC-Verarbeitung)
[Joh04], wobei hier besonders die Vorteile beim Einsatz zur Extrusion mehrschichtiger Produkte
hervorgehoben werden. Laut Fischer und Michels [FM06] besitzen Wendelverteiler eine „überra-
gende Stellung“ im Bereich der Blasfolien-, Rohrextrusion und bei Ummantelungen runder Produkte.
Um im weiteren Verlauf der Arbeit näher auf unterschiedliche Vorverteilerkonzepte und weitere De-
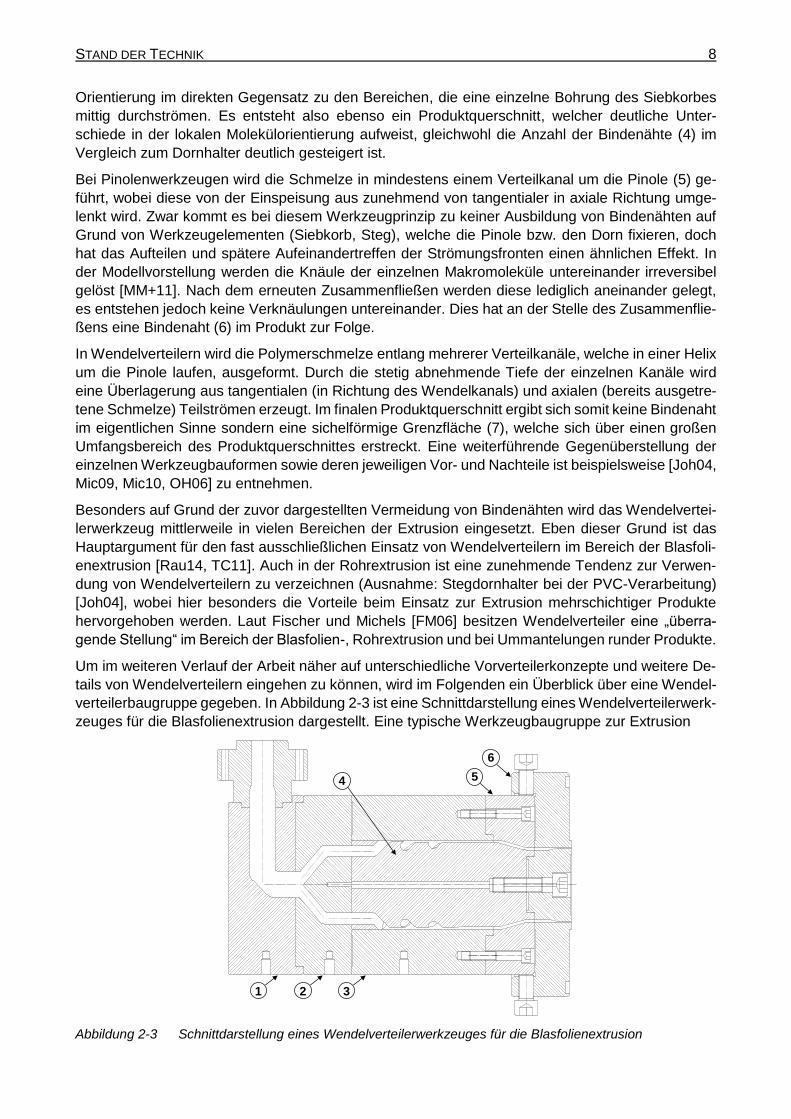
tails von Wendelverteilern eingehen zu können, wird im Folgenden ein Überblick über eine Wendel-
verteilerbaugruppe gegeben. In Abbildung 2-3 ist eine Schnittdarstellung eines Wendelverteilerwerk-
zeuges für die Blasfolienextrusion dargestellt. Eine typische Werkzeugbaugruppe zur Extrusion
Abbildung 2-3 Schnittdarstellung eines Wendelverteilerwerkzeuges für die Blasfolienextrusion
4 5
6
1 2 3

STAND DER TECHNIK 9
von einschichtigen Kunststofffolien (Monoextrusionswerkzeug) besteht aus folgenden Komponen-
ten: Einspeisung und Umlenkung (1), Vorverteilung bzw. primäre Schmelzeverteilung (2), Gehäuse
(3), Wendelverteiler bzw. sekundäre Schmelzeverteilung (4), Zwischenstück bzw. Nachfolgezone
(Durchmesserübergang, ggf. Relaxationszone) (5), Düseneinheit mit Zentrierring und Dorn (6).
Ausgehend von der Einspeisung wird die Schmelze um 90°, von der horizontalen Extruderachse in
die vertikale Abzugsrichtung der Folienblase umgelegt, dies liegt in der Bauart konventioneller Blas-
folienextrusionsanlagen begründet [Joh04]. In der Vorverteilung wird die Schmelze in der Regel ent-
sprechend der Anzahl an Wendeln im Wendelverteiler aufgeteilt. Die eigentliche Ausformung in den
kreisringspaltförmigen Produktquerschnitt erfolgt im Wendelverteiler, ausgehend von den Speise-
bohrungen als Schnittstelle zur Vorverteilung. Das darauf folgende Zwischenstück stellt die Schnitt-
stelle zur Düseneinheit dar. Neben dem Durchmesserübergang vom Wendelverteiler zur Düsenein-
heit, kann in dieses Bauteil beispielsweise auch eine Relaxationszone eingebracht werden [TC11].
Die Düseneinheit legt die finale Geometrie des Schmelzeschlauches bei Austritt aus dem Werkzeug
fest. Anhand unterschiedlicher Düseneinheiten ist es möglich, mit der ansonsten unveränderten
Werkezugbaugruppe, unterschiedliche Durchmesser-Wanddicken-Kombinationen des Schmelze-
schlauches einzustellen. Weiterhin ist es mittels der radial am Zentrierring angeordneten Zentrier-
schrauben möglich, die Konzentrizität zwischen Dorn und Zentrierring in einem engen Toleranzfeld
einzustellen.
2.2.1 Vorverteilerkonzepte (primäre Schmelzeverteilung)
Direkt abgeleitet von den allgemeinen Anforderungen an die Werkzeugtechnik – also an die gesamte
Baugruppe des Extrusionswerkzeuges – lassen sich auch Anforderungen an die Vorverteilung stel-
len. Primäre Aufgabe der Vorverteilung ist es, allen Speisebohrungen des Wendelverteilers densel-
ben Massestrom an Polymerschmelze mit möglichst identischem Zustand (thermodynamisch, strö-
mungsmechanisch, Fließhistorie) zur Verfügung zu stellen. Aus verfahrenstechnischen Gesichts-
punkten gilt es möglichst kurze Fließwege zu realisieren. Dies bezweckt einen geringen Druckabfall,
welcher über die Vorverteilung abfällt und erfüllt die Forderung nach geringen Verweilzeiten. Kon-
struktive Anforderungen an unterschiedliche Vorverteilerkonzepte sind das Vorhandensein eines
freien Innendurchmessers zur Durchführung von Medien, beispielsweise zur Produktkühlung oder
der Ansteuerung verfahrbarer Dorne wie sie für das Blasformverfahren benötigt werden. Auch die
Möglichkeit zur Montage und Fixierung weiterer Werkzeugkomponenten muss bei der Konstruktion
der Vorverteilung Berücksichtigung finden. In Bezug auf fertigungstechnischen Anforderungen ste-
hen – die generelle Fertigbarkeit vorausgesetzt – die Kosten im Fokus.
Abbildung 2-4 Prinzipdarstellung von Vorverteilkonzepten v.l.n.r.: Schnittdarstellung Stern-, 2n-, Längenba-lancierte-Vorverteilung
STAND DER TECHNIK 10
Weitere Anforderungen ergeben sich aus eventuell notwendigen Nachbearbeitungsprozessen wie
dem Polieren oder Beschichten der Fließkanäle. In Abbildung 2-4 sind drei konventionelle Vorver-
teilerkonzepte beispielhaft dargestellt. Diese haben sich entsprechend den Anforderungen, abhän-
gig vom jeweiligen konkreten Einsatz (z.B. Mono- oder Coextrusion, radialer oder axialer Wendel-
verteiler), durchgesetzt [BS10]. In der Praxis ist es konstruktiv durchaus üblich, die Fließkanäle auch
auf mehreren plattenförmigen Bauteilen oder dem Umfang von Pinolen zu positionieren.
In Sternvorverteilungen wird die Schmelze in zwei bis „𝑛“ Bohrungen gleichen Durchmessers von
der im Zentrum des Werkzeugs befindlichen Einspeisung aus zu den Speisebohrungen des Wen-
delverteilers geführt. Über diesen n-fach gleichen Aufbau stellt sich ein entsprechend den Anforde-
rungen strömungsmechanisch und thermodynamisch gleicher Einströmzustand in den Sekundärver-
teiler ein.
2n-Vorverteilungen teilen die Schmelze mehrfach gleichmäßig gemäß der Definition des Binärsys-
tems in 2n Teilströme auf. In jeder Aufteilungsebene gilt es vergleichbare Strömungszustände zu
schaffen, in dem über die Wandschergeschwindigkeit für den jeweils halbierten Massestrom der
Kanaldurchmesser abgeleitet wird. In jeder Verteilungsebene liegen dabei gleiche Kanalquerschnitte
und -längen vor.
Längenbalancierte Vorverteilungen erreichen durch eine Variation der Länge und des Durchmessers
der n-Verteilkanäle den gleichen Druckabfall entlang aller Fließwege. Verwendung findet diese Va-
riante der primären Schmelzeverteilung bei unterschiedlichen Längen zwischen Einspeisung und
Speisebohrung des Sekundärverteilers. Hierbei ist der Fließkanal mit der größten Länge – meist
gleichbedeutend mit größter Entfernung zwischen Einspeisung und Speisebohrung – ausschlagge-
bend für die Dimensionierung des Systems. Es erfolgt somit eine entsprechende Verlängerung der
Verteilkanäle, welche sich in direkter Nähe zur Einspeisung befinden. Weiterhin ist zu beachten,
dass die Variation des Kanalquerschnittes mit einer Änderung des strömungsmechanischen Zustan-
des (hauptsächlich Schergeschwindigkeit) verbunden ist. Dies resultiert in einer Abhängigkeit der
Volumenstromverteilung zwischen den einzelnen Speisebohrungen von der Viskositätsfunktion der
jeweiligen Polymerschmelze (vgl. Kapitel 2.3.1).
Auf diesen grundsätzlichen Konzepten aufbauend sind auch Kombinationen dieser bekannt. Um die
Anzahl der Aufteilungsebenen im primären Verteiler zu reduzieren, ist es möglich eine Untervertei-
lung mit einem Sternvorverteiler mit zwei Bohrungen (𝑛 = 2) im Bauteil der sekundären Schmelze-
verteilung vorzusehen [Sti01]. Des Weiteren besteht die Möglichkeit mehrere Wendelkanäle der Se-
kundärverteilung über einen Breitschlitzverteiler zu speisen [Bur04].
Diese Ausführungen sollen als Grundlage dienen, um im weiteren Verlauf der Arbeit eine detaillierte
Analyse der vorgestellten Konzepte durchzuführen und Rückschlüsse für den gesamten Ausle-
gungsprozess zu ziehen (vgl. Kapitel 4.1).
2.2.2 Wendelverteiler (sekundäre Schmelzeverteilung)
Die Bauform von Wendelverteilerwerkzeugen wird in drei unterschiedliche Arten unterteilt. Namens-
gebend ist hierbei die Achse bzw. Werkstückoberfläche, auf denen die Fließkanäle angeordnet sind.
Abbildung 2-5 zeigt diese drei Arten am Beispiel von industriell umgesetzten Verteilern für die Extru-
sion mehrschichtiger Blasfolien und Schläuche (Coextrusionswerkzeug).
Der konkrete Anwendungsfall und die unterschiedliche Gewichtung von konstruktiven, verfahrens-
und fertigungstechnischen Anforderungen an die Werkzeuggeometrie münden letztendlich in der
Tatsache, dass alle drei Bauformen in der Praxis Anwendung finden. Detaillierte Gegenüberstellun-
gen der jeweiligen Vor- und Nachteile von axialen, radialen und konischen Wendelverteilern können
STAND DER TECHNIK 11
[Fis06, Her10, Rot02] entnommen werden. Die grundlegenden Strömungszustände und der Ablauf
der Schmelzeumlenkung sind bei allen Bauarten vergleichbar.
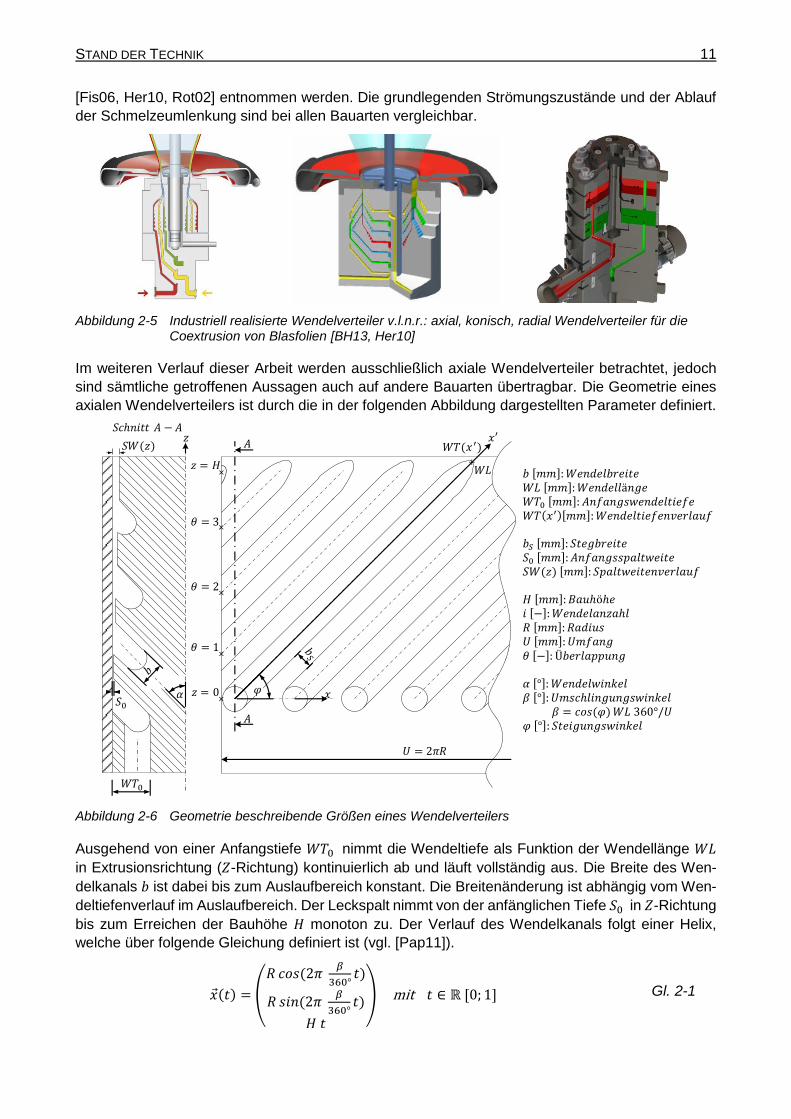
Abbildung 2-5 Industriell realisierte Wendelverteiler v.l.n.r.: axial, konisch, radial Wendelverteiler für die Coextrusion von Blasfolien [BH13, Her10]
Im weiteren Verlauf dieser Arbeit werden ausschließlich axiale Wendelverteiler betrachtet, jedoch
sind sämtliche getroffenen Aussagen auch auf andere Bauarten übertragbar. Die Geometrie eines
axialen Wendelverteilers ist durch die in der folgenden Abbildung dargestellten Parameter definiert.
𝑏 [𝑚𝑚]: 𝑊𝑒𝑛𝑑𝑒𝑙𝑏𝑟𝑒𝑖𝑡𝑒 𝑊𝐿 [𝑚𝑚]: 𝑊𝑒𝑛𝑑𝑒𝑙𝑙ä𝑛𝑔𝑒 𝑊𝑇0 [𝑚𝑚]: 𝐴𝑛𝑓𝑎𝑛𝑔𝑠𝑤𝑒𝑛𝑑𝑒𝑙𝑡𝑖𝑒𝑓𝑒 𝑊𝑇(𝑥′)[𝑚𝑚]: 𝑊𝑒𝑛𝑑𝑒𝑙𝑡𝑖𝑒𝑓𝑒𝑛𝑣𝑒𝑟𝑙𝑎𝑢𝑓 𝑏𝑆 [𝑚𝑚]: 𝑆𝑡𝑒𝑔𝑏𝑟𝑒𝑖𝑡𝑒
𝑆0 [𝑚𝑚]: 𝐴𝑛𝑓𝑎𝑛𝑔𝑠𝑠𝑝𝑎𝑙𝑡𝑤𝑒𝑖𝑡𝑒
𝑆𝑊(𝑧) [𝑚𝑚]: 𝑆𝑝𝑎𝑙𝑡𝑤𝑒𝑖𝑡𝑒𝑛𝑣𝑒𝑟𝑙𝑎𝑢𝑓 𝐻 [𝑚𝑚]: 𝐵𝑎𝑢ℎöℎ𝑒
𝑖 [−]: 𝑊𝑒𝑛𝑑𝑒𝑙𝑎𝑛𝑧𝑎ℎ𝑙 𝑅 [𝑚𝑚]: 𝑅𝑎𝑑𝑖𝑢𝑠
𝑈 [𝑚𝑚]: 𝑈𝑚𝑓𝑎𝑛𝑔
𝜃 [−]: Ü𝑏𝑒𝑟𝑙𝑎𝑝𝑝𝑢𝑛𝑔 𝛼 [°]: 𝑊𝑒𝑛𝑑𝑒𝑙𝑤𝑖𝑛𝑘𝑒𝑙 𝛽 [°]: 𝑈𝑚𝑠𝑐ℎ𝑙𝑖𝑛𝑔𝑢𝑛𝑔𝑠𝑤𝑖𝑛𝑘𝑒𝑙 𝛽 = 𝑐𝑜𝑠(𝜑) 𝑊𝐿 360°/𝑈
𝜑 [°]: 𝑆𝑡𝑒𝑖𝑔𝑢𝑛𝑔𝑠𝑤𝑖𝑛𝑘𝑒𝑙
Abbildung 2-6 Geometrie beschreibende Größen eines Wendelverteilers
Ausgehend von einer Anfangstiefe 𝑊𝑇0 nimmt die Wendeltiefe als Funktion der Wendellänge 𝑊𝐿
in Extrusionsrichtung (𝑍-Richtung) kontinuierlich ab und läuft vollständig aus. Die Breite des Wen-
delkanals 𝑏 ist dabei bis zum Auslaufbereich konstant. Die Breitenänderung ist abhängig vom Wen-
deltiefenverlauf im Auslaufbereich. Der Leckspalt nimmt von der anfänglichen Tiefe 𝑆0 in 𝑍-Richtung
bis zum Erreichen der Bauhöhe 𝐻 monoton zu. Der Verlauf des Wendelkanals folgt einer Helix,
welche über folgende Gleichung definiert ist (vgl. [Pap11]).
��(𝑡) = (
𝑅 𝑐𝑜𝑠(2𝜋 𝛽
360°𝑡)
𝑅 𝑠𝑖𝑛(2𝜋 𝛽
360°𝑡)
𝐻 𝑡
) mit 𝑡 ∈ ℝ [0; 1] Gl. 2-1
𝜃 = 1
𝜃 = 2
𝜃 = 3
𝑧 = 𝐻
𝑧 = 0
𝐴
𝐴
𝑆𝑐ℎ𝑛𝑖𝑡𝑡 𝐴 − 𝐴
𝑆0
𝑧
𝑥
𝑥 𝑊𝑇(𝑥 ′)𝑆𝑊(𝑧)
𝑊𝐿
𝑊𝑇0
𝜑
𝑈 = 2𝜋𝑅
𝛼
STAND DER TECHNIK 12
Hierbei ist 𝑅 der Innenradius des Gehäuses. 𝛽 beschreibt den fortlaufenden Winkel zwischen Wen-
delbeginn und Wendelende. In der Abwicklung ergibt sich für diese Helix eine Gerade mit dem Stei-
gungswinkel 𝜑. Die 𝑖 Wendeln sind um den Umfang 𝑈 gleichmäßig angeordnet. Als zusätzlichen
Freiheitsgrad kann der Wendelkanal um den Winkel 𝛼 zur Mittelachse geneigt werden. Die gesamte
Geometrie ist folglich über die in der Abbildung 2-6 auf der rechten Seite dargestellten Größen voll-
ständig definiert. Weitere Größen, wie beispielsweise die Stegbreite 𝑏𝑠 oder der Umschlingungswin-
kel 𝛽, ergeben sich durch geometrische Beziehungen. Es besteht somit eine Vielzahl von Freiheits-
graden für die Auslegung des Wendelverteilers. Lediglich der Radius und die Bauhöhe lassen sich
von der Geometrie des Endproduktes bzw. des zur Verfügung stehenden Bauraumes ableiten und
können somit als bekannt angesehen werden.
Im weiteren Verlauf dieser Arbeit wird auf die Abhängigkeit und die Möglichkeiten der Festlegung
dieser Freiheitsgrade detailliert eingegangen. Grundsätzlich kann festgehalten werden, dass in ei-
nem ersten Schritt die Definition sämtlicher skalarer Größen erfolgt. Anhand von Berechnungsmo-
dellen wird darauf aufbauend der Funktionsverlauf für die Wendeltiefe und Spaltweite bestimmt
[Mic09].
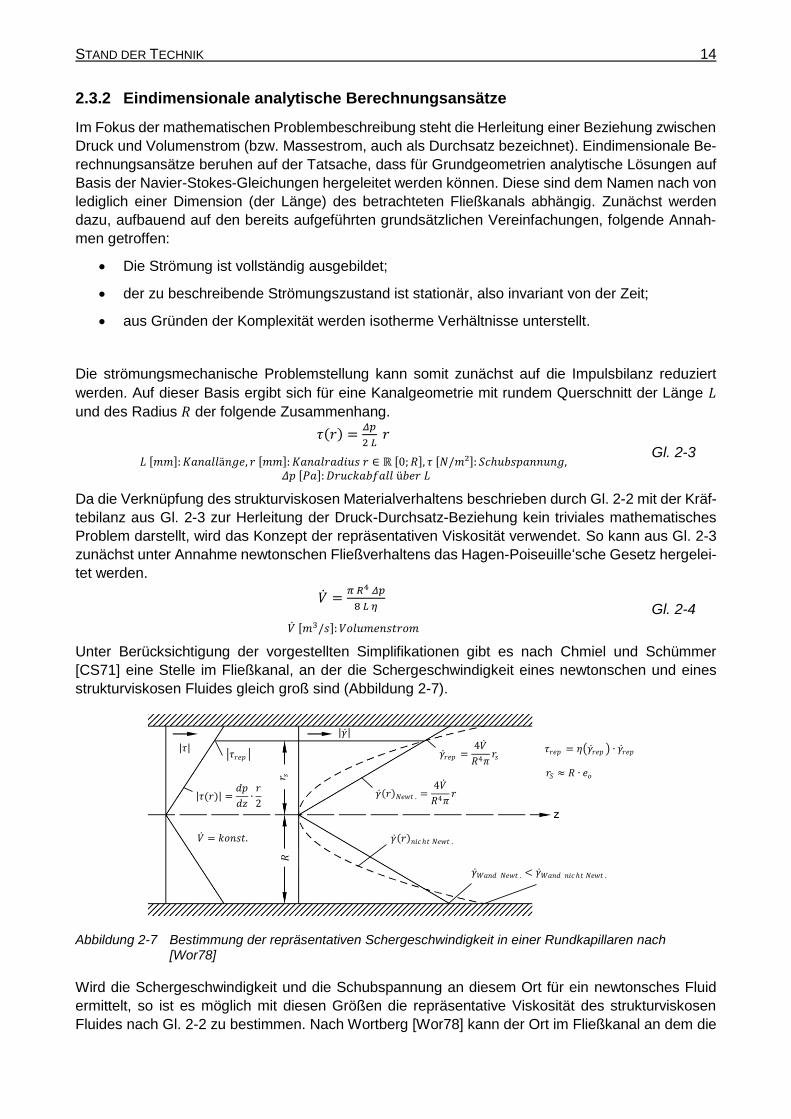
2.3 Methoden der Auslegung und Dimensionierung von Extrusionswerkzeugen
In diesem Unterkapitel werden Auslegungsmethoden von Extrusionswerkzeugen vorgestellt. Nach
der Erläuterung der Strömungsvorgänge in den Fließkanälen der Extrusionswerkzeuge werden un-
terschiedlich komplexe Berechnungsansätze diskutiert. Insbesondere die Faktoren Dimension, ge-
wählte Vereinfachungen, Kopplung mit Konstruktion und Fertigung sowie Rechenzeit werden ge-
genübergestellt. Aufbauend auf diesen Vergleichen, und vor dem Hintergrund der im weiteren Ver-
lauf dieser Arbeit angestrebten Eingliederung sämtlicher Berechnungsansätze in die Prozesskette
der virtuellen Produktentwicklung, wird auf automatisierte, mit mathematischen Optimierungsalgo-
rithmen gekoppelten Berechnungsansätze detaillierter eingegangen. Im nachfolgenden Kapitel 3
werden die im Rahmen dieser Arbeit umgesetzten und miteinander gekoppelten Berechnungsan-
sätze auf dieser Basis vorgestellt sowie deren Ergebnisse kritisch diskutiert.
2.3.1 Strömungsvorgänge in Extrusionswerkzeugen
Eine allgemeingültige mathematische Beschreibung strömender Fluide stellen die Navier-Stokes-
Gleichungen dar. Das System nichtlinearer gekoppelter Differentialgleichungen fasst die Erhaltungs-
gleichungen für Masse, Impuls und Energie zusammen. Die vorliegende Strömung wird durch die
Zustandsgrößen Geschwindigkeit, Druck und Dichte als Funktion der Zeit und des Ortes abgebildet
[SA10]. Weiterführend ist eine Beschreibung der Eigenschaften des betrachteten Fluides sowie der
konkreten Anfangs- und Randbedingungen zur Lösung des Gleichungssystems notwendig. Letztere
werden auch in den folgenden Unterkapiteln noch einmal aufgegriffen. Grundsätzlich lassen sich für
die Betrachtung von Strömungsvorgängen in Extrusionswerkzeugen folgende Randbedingungen
postulieren:
Trägheitskräfte sind gegenüber den Reibungskräften vernachlässigbar, es handelt sich auf
Grund kleiner Reynoldszahlen ausschließlich um laminare Strömung;
die Polymerschmelze wird als inkompressibel betrachtet;
die Schwerkraft wird vernachlässigt, es wirken keine äußeren Kräfte;
die Polymerschmelze haftet an der Wand des Strömungskanals [Mic09].
STAND DER TECHNIK 13
Treibende Kraft der sich im Extrusionswerkzeug ausbildenden Scherströmung ist das Druckgefälle
zwischen der Extruderseite (die Polymerschmelze wird durch den Extruder auf dem benötigten
Druckniveau zur Verfügung gestellt) und dem Werkzeugaustritt (Atmosphärendruck). Im Folgenden
werden die rheologischen und thermodynamischen Eigenschaften der Kunststoffschmelze sowie
deren mathematische Beschreibung, welche im Rahmen dieser Arbeit Verwendung finden, kurz vor-
gestellt.
Polymerschmelzen zeigen, neben dem alle Fluide kennzeichnenden Phänomen des viskosen Flie-
ßens, auch elastische Eigenschaften. Sie werden aus diesem Grund auch als viskoelastische Fluide
bezeichnet. Viele Kunststoffschmelzen wandeln die während des Fließprozesses aufgebrachte De-
formationsenergie nicht ausschließlich in Wärme um (Dissipation, Schererwärmung), sondern spei-
chern diese zu einem kleinen Teil als elastische Deformationsenergie [MM+11]. Für die Auslegung
von Extrusionswerkzeug wird letzteres jedoch vernachlässigt [Cre08, Mic09, Sau11]. Folglich stellt
die Viskosität der betrachteten Schmelze eine essentielle Grundlage zur Beschreibung der Strö-
mung dar. Hier zeigen Kunststoffschmelzen auf Grund des makromolekularen Aufbaus eine Beson-
derheit gegenüber anderen Fluiden. Hervorgerufen durch eine Orientierungsänderung der Makro-
moleküle in der Polymerschmelze, sinkt die Viskosität bei steigender Belastungsgeschwindigkeit.
Diese Abhängigkeit der Viskosität von der Schergeschwindigkeit wird auch als strukturviskoses Ver-
halten bezeichnet und steht im Gegensatz zu einem newtonschen Fluidverhalten (von der Scherge-
schwindigkeit invariante Viskosität). Des Weiteren zeigt sich eine signifikante Abhängigkeit der Vis-
kosität von der Temperatur. Für die Berechnung von Polymerströmungen in berandeten Strömungs-
gebieten (Fließkanälen, Extrusionswerkzeugen) besteht somit die Notwendigkeit, die Viskosität als
Funktion der Schergeschwindigkeit und der Temperatur zu berücksichtigen.
Im Rahmen dieser Arbeit wird für die mathematische Formulierung des strukturviskosen Material-
verhaltens der Carreau-Ansatz verwendet. Die Temperaturabhängigkeit wird über einen Tempera-
turverschiebungsfaktor nach Williams, Landel und Ferry (WLF-Gleichung) berücksichtigt. Dieser ma-
thematische Zusammenhang ist in Gl. 2-2 formuliert.
𝜂(��, 𝑇) =𝑎𝑇(𝑇) 𝐴
(1+𝑎𝑇(𝑇) 𝐵 ��)𝐶 mit 𝑙𝑜𝑔 𝑎𝑇 =8,86(𝑇0−𝑇𝑆)
101,6+(𝑇0−𝑇𝑆)−
8,86(𝑇−𝑇𝑆)
101,6+(𝑇−𝑇𝑆)
𝜂 [𝑃𝑎 𝑠]: 𝑉𝑖𝑠𝑘𝑜𝑠𝑖𝑡ä𝑡, �� [𝑠−1]: 𝑆𝑐ℎ𝑒𝑟𝑔𝑒𝑠𝑐ℎ𝑤𝑖𝑛𝑑𝑖𝑔𝑘𝑒𝑖𝑡, 𝐴 [𝑃𝑎 𝑠]: 𝑁𝑢𝑙𝑙𝑣𝑖𝑠𝑘𝑜𝑠𝑖𝑡ä𝑡, 𝐵 [𝑠]: 𝑟𝑒𝑧𝑖𝑝𝑟𝑜𝑘𝑒 Ü𝑏𝑒𝑟𝑔𝑎𝑛𝑔𝑠𝑔𝑒𝑠𝑐ℎ𝑤𝑖𝑛𝑑𝑖𝑔𝑘𝑒𝑖𝑡, 𝐶 [−]: 𝑆𝑡𝑒𝑖𝑔𝑢𝑛𝑔 𝑓ü𝑟 �� → ∞,
𝑎𝑇[−]: 𝑇𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟𝑣𝑒𝑟𝑠𝑐ℎ𝑖𝑒𝑏𝑢𝑛𝑔𝑠𝑓𝑎𝑘𝑡𝑜𝑟, 𝑇0 [°𝐶]: 𝐵𝑒𝑧𝑢𝑔𝑠𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟, 𝑇𝑆 [°𝐶]: 𝑆𝑡𝑎𝑛𝑑𝑎𝑟𝑑𝑡𝑒𝑚𝑝𝑒𝑟𝑎𝑡𝑢𝑟
Gl. 2-2
Für einen definierten Strömungszustand ist somit bei bekannten Werten für 𝐴, 𝐵, 𝐶, 𝑇𝑆 und 𝑇0 die
Viskosität für beliebige Schmelzetemperaturen 𝑇 zu berechnen. Anders als beispielsweise mit dem
Potenzansatz nach Ostwald und de Waele, ist mit dem Carreau-Modell die Beschreibung der Vis-
kosität für den in Extrusionswerkzeugen relevanten Schergeschwindigkeitsbereich (100 s-1 bis
104 s-1) mit ausreichender Genauigkeit möglich [Mic09]. Die volumenspezifische Dissipationsleistung
ist auf dieser Grundlage über das Produkt aus Viskosität und dem Quadrat der Schergeschwindig-
keit definiert [MM+11].
Für den vorliegenden Anwendungsfall relevante thermodynamische Materialeigenschaften stellen
die Dichte, Wärmeleitfähigkeit und Wärmekapazität dar. Für thermoplastische Polymere im schmel-
zeflüssigen Aggregatzustand unter Einhaltung der materialspezifischen Verarbeitungstemperaturen
können diese Größen als konstant angenommen werden [OH06].
Die im Rahmen dieser Arbeit verwendeten Materialdaten werden in den einzelnen Unterkapiteln
separat aufgeführt. Eine Auflistung sämtlicher Daten ist dem Anhang 7.2 zu entnehmen. Wenn nicht
abweichend angegeben, werden die hier beschriebenen Annahmen zugrunde gelegt. Aus dieser
allgemeinen Betrachtung abgeleitete, konkrete Berechnungsansätze für die Dimensionierung von
Extrusionswerkzeugen werden auf Basis weiterer Simplifikationen hergeleitet und angewandt.
STAND DER TECHNIK 14
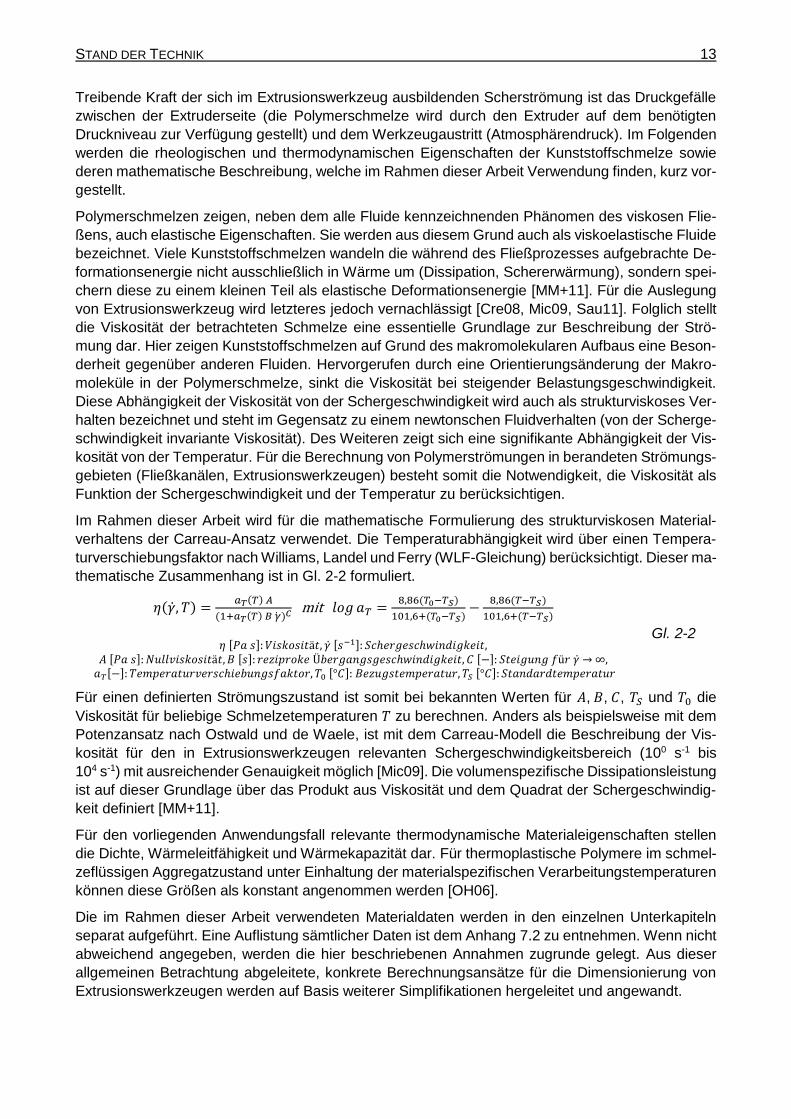
2.3.2 Eindimensionale analytische Berechnungsansätze
Im Fokus der mathematischen Problembeschreibung steht die Herleitung einer Beziehung zwischen
Druck und Volumenstrom (bzw. Massestrom, auch als Durchsatz bezeichnet). Eindimensionale Be-
rechnungsansätze beruhen auf der Tatsache, dass für Grundgeometrien analytische Lösungen auf
Basis der Navier-Stokes-Gleichungen hergeleitet werden können. Diese sind dem Namen nach von
lediglich einer Dimension (der Länge) des betrachteten Fließkanals abhängig. Zunächst werden
dazu, aufbauend auf den bereits aufgeführten grundsätzlichen Vereinfachungen, folgende Annah-
men getroffen:
Die Strömung ist vollständig ausgebildet;
der zu beschreibende Strömungszustand ist stationär, also invariant von der Zeit;
aus Gründen der Komplexität werden isotherme Verhältnisse unterstellt.
Die strömungsmechanische Problemstellung kann somit zunächst auf die Impulsbilanz reduziert
werden. Auf dieser Basis ergibt sich für eine Kanalgeometrie mit rundem Querschnitt der Länge 𝐿
und des Radius 𝑅 der folgende Zusammenhang.
𝜏(𝑟) =𝛥𝑝
2 𝐿 𝑟
𝐿 [𝑚𝑚]: 𝐾𝑎𝑛𝑎𝑙𝑙ä𝑛𝑔𝑒, 𝑟 [𝑚𝑚]: 𝐾𝑎𝑛𝑎𝑙𝑟𝑎𝑑𝑖𝑢𝑠 𝑟 ∈ ℝ [0; 𝑅], 𝜏 [𝑁/𝑚²]: 𝑆𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔, 𝛥𝑝 [𝑃𝑎]: 𝐷𝑟𝑢𝑐𝑘𝑎𝑏𝑓𝑎𝑙𝑙 ü𝑏𝑒𝑟 𝐿
Gl. 2-3
Da die Verknüpfung des strukturviskosen Materialverhaltens beschrieben durch Gl. 2-2 mit der Kräf-
tebilanz aus Gl. 2-3 zur Herleitung der Druck-Durchsatz-Beziehung kein triviales mathematisches
Problem darstellt, wird das Konzept der repräsentativen Viskosität verwendet. So kann aus Gl. 2-3
zunächst unter Annahme newtonschen Fließverhaltens das Hagen-Poiseuille‘sche Gesetz hergelei-
tet werden.
�� =𝜋 𝑅4 𝛥𝑝
8 𝐿 𝜂
�� [𝑚3/𝑠]: 𝑉𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚 Gl. 2-4
Unter Berücksichtigung der vorgestellten Simplifikationen gibt es nach Chmiel und Schümmer
[CS71] eine Stelle im Fließkanal, an der die Schergeschwindigkeit eines newtonschen und eines
strukturviskosen Fluides gleich groß sind (Abbildung 2-7).
Abbildung 2-7 Bestimmung der repräsentativen Schergeschwindigkeit in einer Rundkapillaren nach [Wor78]
Wird die Schergeschwindigkeit und die Schubspannung an diesem Ort für ein newtonsches Fluid
ermittelt, so ist es möglich mit diesen Größen die repräsentative Viskosität des strukturviskosen
Fluides nach Gl. 2-2 zu bestimmen. Nach Wortberg [Wor78] kann der Ort im Fließkanal an dem die
𝑅
��(𝑟)𝑛𝑖𝑐ℎ𝑡 𝑁𝑒𝑤𝑡 .
��(𝑟)𝑁𝑒𝑤𝑡 . =4��
𝑅4𝜋𝑟
��𝑟𝑒𝑝 =4��
𝑅4𝜋𝑟𝑠
�� = 𝑘𝑜𝑛𝑠𝑡.
|𝜏(𝑟)| =𝑑𝑝
𝑑𝑧∙𝑟
2
𝑟 𝑠
𝜏𝑟𝑒𝑝
��𝑊𝑎𝑛𝑑 𝑁𝑒𝑤𝑡 . < ��𝑊𝑎𝑛𝑑 𝑛𝑖𝑐ℎ𝑡 𝑁𝑒𝑤𝑡 .
𝜏𝑟𝑒𝑝 = 𝜂 ��𝑟𝑒𝑝 ∙ ��𝑟𝑒𝑝
𝑟𝑆 ≈ 𝑅 ∙ 𝑒𝑜
|𝜏|
|��|
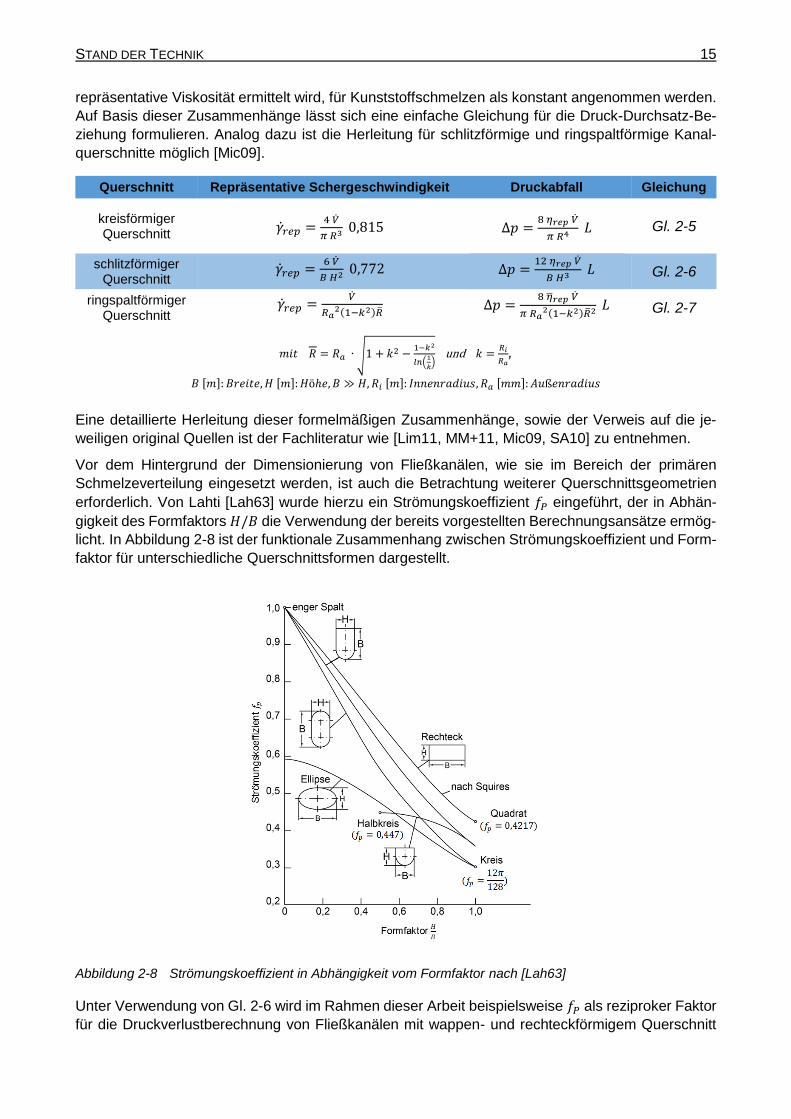
STAND DER TECHNIK 15
repräsentative Viskosität ermittelt wird, für Kunststoffschmelzen als konstant angenommen werden.
Auf Basis dieser Zusammenhänge lässt sich eine einfache Gleichung für die Druck-Durchsatz-Be-
ziehung formulieren. Analog dazu ist die Herleitung für schlitzförmige und ringspaltförmige Kanal-
querschnitte möglich [Mic09].
Querschnitt Repräsentative Schergeschwindigkeit Druckabfall Gleichung
kreisförmiger Querschnitt
��𝑟𝑒𝑝 =4 ��
𝜋 𝑅3 0,815
∆𝑝 =8 𝜂𝑟𝑒𝑝 ��
𝜋 𝑅4 𝐿
Gl. 2-5
schlitzförmiger Querschnitt
��𝑟𝑒𝑝 =6 ��
𝐵 𝐻2 0,772
∆𝑝 =12 𝜂𝑟𝑒𝑝 ��
𝐵 𝐻3 𝐿
Gl. 2-6
ringspaltförmiger Querschnitt
��𝑟𝑒𝑝 =��
𝑅𝑎2(1−𝑘2)��
∆𝑝 =8 ��𝑟𝑒𝑝 ��
𝜋 𝑅𝑎2(1−𝑘2)��2 𝐿 Gl. 2-7
𝑚𝑖𝑡 𝑅 = 𝑅𝑎 ∙ √1 + 𝑘2 −1−𝑘2
𝑙𝑛(1
𝑘) und 𝑘 =
𝑅𝑖
𝑅𝑎,
𝐵 [𝑚]: 𝐵𝑟𝑒𝑖𝑡𝑒, 𝐻 [𝑚]: 𝐻öℎ𝑒, 𝐵 ≫ 𝐻, 𝑅𝑖 [𝑚]: 𝐼𝑛𝑛𝑒𝑛𝑟𝑎𝑑𝑖𝑢𝑠, 𝑅𝑎 [𝑚𝑚]: 𝐴𝑢ß𝑒𝑛𝑟𝑎𝑑𝑖𝑢𝑠
Eine detaillierte Herleitung dieser formelmäßigen Zusammenhänge, sowie der Verweis auf die je-
weiligen original Quellen ist der Fachliteratur wie [Lim11, MM+11, Mic09, SA10] zu entnehmen.
Vor dem Hintergrund der Dimensionierung von Fließkanälen, wie sie im Bereich der primären
Schmelzeverteilung eingesetzt werden, ist auch die Betrachtung weiterer Querschnittsgeometrien
erforderlich. Von Lahti [Lah63] wurde hierzu ein Strömungskoeffizient 𝑓𝑃 eingeführt, der in Abhän-
gigkeit des Formfaktors 𝐻/𝐵 die Verwendung der bereits vorgestellten Berechnungsansätze ermög-
licht. In Abbildung 2-8 ist der funktionale Zusammenhang zwischen Strömungskoeffizient und Form-
faktor für unterschiedliche Querschnittsformen dargestellt.
Abbildung 2-8 Strömungskoeffizient in Abhängigkeit vom Formfaktor nach [Lah63]
Unter Verwendung von Gl. 2-6 wird im Rahmen dieser Arbeit beispielsweise 𝑓𝑃 als reziproker Faktor
für die Druckverlustberechnung von Fließkanälen mit wappen- und rechteckförmigem Querschnitt
STAND DER TECHNIK 16
berücksichtigt. Für die Dimensionierung der primären Schmelzeverteilung können somit die wesent-
lichen Größen berechnet werden (vgl. Kapitel 2.2.1 und 3.2.2).
Eine Möglichkeit der Berechnung von Strömungsvorgängen in der sekundären Schmelzeverteilung
ist hierdurch jedoch noch nicht gegeben. Grundlage für die Berechnung der Strömungsvorgänge in
Wendelverteilern stellt die Volumenstrombilanz an einem infinitesimalen Wendelelement dar. Hier-
bei wird das betrachtete Extrusionswerkzeug in Ersatzgeometrien (z.B. Rohre oder Schlitze) aufge-
teilt, für die Größen wie Volumenstrom und Druckabfall entsprechend der zuvor dargestellten Zu-
sammenhänge berechnet werden können. Durch geeignete Superposition dieser Ansätze ist somit
eine Abbildung der gesamten Werkzeuggeometrie möglich. Der Zusammenhang zwischen Volu-
menstrom und Druckabfall kann dabei über den Fließwiderstand dargestellt werden. Durch die Zu-
sammenfassung der einzelnen Widerstände zu einem Netzwerk, können die Größen Druckabfall
und Volumenstrom analog zu den Gesetzmäßigkeiten der Elektrotechnik (Kirchhoffsche Gesetze)
berechnet werden.
Grundsätzlich bauen bestehende Lösungsansätze auf dem bereits 1972 durch Proctor [Pro72] vor-
gestellten Ansatz der Definition der jeweiligen Kontrollvolumen auf. Nachfolgend entstanden eine
Vielzahl von Varianten, welche sich durch die Auswahl und Gewichtung von Subvolumina zur Abbil-
dung von Leckspalt- und Wendelströmung sowie teilweise unterschiedlicher Randbedingungen dif-
ferenzieren lassen. Von Perdikoulias et al. [PVV90] wurde 1990 ein Vergleich der bis dato vorliegen-
den Ansätze durchgeführt, wobei ein signifikanter Einfluss der Berechnungsergebnisse von den je-
weils betrachteten Geschwindigkeitskomponenten bzw. Gewichtung der Wendel- und Spaltvolu-
menströme durch unterschiedliche Auswahl der Kontrollvolumen konstatiert wurde. Für einen detail-
lierteren Vergleich dieser Ansätze sei auf [Rau14, TC11] und die dort angegebene weiterführende
Literatur verwiesen.
In den letzten Jahren wurden die Berechnungsansätze weiter detailliert, um die Abbildegenauigkeit
zu steigern. Es wird jedoch stets davon ausgegangen, dass die vorab definierte Ausrichtung der
Strömungswiderstände jeweils in Strömungsrichtung erfolgt. Anders ausgedrückt, muss die Strö-
mungsrichtung bereits vor der Durchführung der Berechnung bekannt sein.
Anhand von Versuchsreihen an realen Werkzeuggeometrien wurden Berechnungsergebnisse vali-
diert und Rückschlüsse auf die Korrektheit bestimmter Vereinfachungen der Berechnungsmodelle
gezogen. Zur Berücksichtigung des Einlaufdruckverlustes, welcher beim Übergang der Wendelströ-
mung in die Spaltströmung abfällt, ist der Arbeit von Stieglitz [Sti01] ein Ansatz auf Basis weiterer
Kontrollvolumina mit entsprechenden Korrekturfaktoren zu entnehmen. Weiterhin wurde der Strö-
mungskoeffizient anhand von numerischen Simulationen mit konkreterem Geometriebezug unter
Berücksichtigung der strukturviskosen Materialeigenschaften berechnet. Rotter [Rot02] adaptiert die
für axiale Wendelverteiler bekannten Berechnungsansätze unter Verwendung repräsentativer Grö-
ßen auf radiale Wendelverteiler. Die eindimensionalen Ansätze in Form von quasi zweidimensiona-
len Netzwerken werden über das Prinzip der Superposition zur Abbildung der Verteilergeometrie
verwendet und mit den Methoden der Netzwerktheorie gelöst. Die Berücksichtigung von Querströ-
mungen im Bereich der Stegvolumina und im Bereich des Wendelauslaufes mündet in einer gestei-
gerten Genauigkeit der Berechnung der Austrittsvolumenstromverteilung. In diesem Zusammen-
hang werden von Blömer [Blö06] auch die Vorteile einer Kopplung von eindimensionalen und mehr-
dimensionalen Ansätzen zur Steigerung der Ergebnisqualität angesprochen. Seibel [Sei06] stellt zu-
dem dar, dass die Betrachtung der gesamten Werkzeugbaugruppe ebenfalls zu einer Steigerung
der Abbildegenauigkeit der Realität führt. Besonders die zusätzliche Berücksichtigung der primären
Schmelzeverteilung führt hier zu einem gesteigerten Verständnis des gesamten Prozesses der Pro-
duktausformung.
Aktuelle Arbeiten, die auf diesen Ansätzen beruhen, behandeln die automatisierte Optimierung und
die Dimensionierung weiterer Werkzeugkomponenten (vgl. Kapitel 2.3.4).
STAND DER TECHNIK 17
Generell zeigen eindimensionale analytische Berechnungsansätze zur Dimensionierung von Wen-
delverteilern große Vorteile in der Berechnungsgeschwindigkeit gegenüber mehrdimensionalen An-
sätzen. Eine detaillierte Analyse der Strömungsvorgänge in Extrusionswerkzeugen ist hierdurch je-
doch nicht gegeben. Die Ergebnisse beschränken sich auf die Vorausberechnung der Volumen-
stromverteilung am Werkzeugaustritt, des Druckabfalles sowie die Über- oder Unterschreitung loka-
ler Ergebnisse für die Schergeschwindigkeit oder die Wandschubspannungen unter Berücksichti-
gung der jeweils gewählten Ersatzgeometrien. Eine Aussage über die Verweilzeit der Schmelze im
Werkzeug oder die Berechnung von Stromlinien ist mit diesen Berechnungsansätzen beispielsweise
nicht möglich [Blö06].
2.3.3 Mehrdimensionale numerische Berechnungsansätze
Zur Verwendung mehrdimensionaler Berechnungsansätze werden die strömungsbeschreibenden
kontinuierlichen Differentialgleichungen (Navier-Stokes-Gleichungen) in eine diskrete Schreibweise
überführt, welche numerisch lösbar ist. Diese Methode wird auch als numerische Strömungsmecha-
nik (engl. Computational Fluid Dynamics, CFD) bezeichnet. Hierzu wird der betrachtete Strömungs-
raum, im Gegensatz zu den eindimensionalen Ansätzen, in finite diskrete Bereiche (Gitter oder Netz)
unterteilt. Diese Bereiche können in Form von Schalen-Netz-Elementen (zweidimensional) oder Vo-
lumen-Netz-Elementen (dreidimensional) gewählt werden. Die Genauigkeit mit der das betrachtete
Problem beschrieben werden kann, ist somit direkt von der Größe der gewählten Diskretisierung
und der Dimension abhängig. Als Lösungsverfahren wird entweder die Finite-Elemente-Methode
(FEM) oder die Finite-Volumen-Methode (FVM) eingesetzt. Details zu diesen numerischen Lösungs-
verfahren können [CS99, Pas04] entnommen werden. Die Vereinfachungen, welche bei mehrdimen-
sionalen Ansätzen getroffen werden, reduzieren sich neben der eventuellen Dimensionsbeschrän-
kung im zweidimensionalen Fall, auf eine stationäre Betrachtung. Die Erstellung der Berechnungs-
netze erfolgt entweder anhand von geometriebeschreibenden Gleichungen (vgl. Gl. 2-1) oder mittels
automatisierter Softwareroutinen, welche die Netzelemente auf Basis vorhandener CAD-Daten
(engl. Computer-Aided Design) des Extrusionswerkzeuges erstellen. Bei Verwendung von Volumen-
Netz-Elementen mit entsprechend kleiner Elementgröße ist es somit möglich, die Geometrie des
Strömungskanals sehr exakt wiederzugeben.
Zur Auslegung von radialen und axialen Wendelverteilern verwendet Cretu [Cre08] eine Methode
auf Basis einer zweidimensionalen Finite-Elemente-Analyse (FEA). Wendel- und Leckspaltverlauf
werden über Schalenelemente mit einer virtuellen Dicke diskretisiert. Auf der Zylindermantelfläche
im Leckspalt sind somit beliebige Strömungsrichtungen abbildbar, in Richtung des Wendelkanals
wird jedoch die Annahme einer Spaltströmung unter Berücksichtigung des Strömungskoeffizienten
getroffen. Im Vergleich zu eindimensionalen Ansätzen gelingt somit eine detailliertere Beschreibung
der Strömungsvorgänge im Leckspalt und auch im Bereich des Wendelauslaufes. Die zu erwartende
Berechnungszeit, bei zugrunde gelegter gleicher Problemstellung, liegt zwischen der eindimensio-
naler und dreidimensionaler Ansätze. Eine detaillierte Auswertung des Strömungszustandes in den
Wendelkanälen wird jedoch auf Grund der getroffenen Vereinfachungen nicht erreicht.
Zur Auslegung und Optimierung von Profilextrusionswerkzeugen sind Ansätze bekannt, die anhand
einer dreidimensionalen FEA die grundsätzliche Strömungsrichtung ermitteln. Auf dieser Basis wird
ein Berechnungsnetz unter Verwendung eindimensionaler analytischer Ansätze und der Netz-
werktheorie erstellt und zur weiteren, iterativen Optimierung verwendet. Weitere Details zu dieser
Methode können den Arbeiten von Wolff [Wol00] und Kaul [Kau04]entnommen werden. Es ist somit
möglich, ohne vorheriges Wissen der Strömungsrichtungen in der Werkzeuggeometrie, das Wider-
standsnetzwerk auf Basis der FEA aufzubauen. Durch die Verwendung eindimensionaler Ansätze
für die weiteren Berechnungen, wird die Berechnungszeit im Gegensatz zur konsequenten Verwen-
dung der dreidimensionalen FEA, verringert. Auch Rotter [Rot02] und Blömer [Blö06] verwenden
STAND DER TECHNIK 18
diese Vorgehensweise mit der gleichen Begründung. Es ist jedoch zu beachten, dass ein entspre-
chender Informationsverlust auf Grund der getroffenen deutlichen Vereinfachungen einhergeht.
Aktuelle Arbeiten, welche dreidimensionale Berechnungsansätze auf Basis der FVM und FEM ver-
wenden, verdeutlichen das große Potential für die Analyse von Detailproblemen im Auslegungspro-
zess von Extrusionswerkzeugen. Hierbei wird eine vorhandene Werkzeuggeometrie vorausgesetzt
und die Strömungsbedingungen in dieser mit Hilfe von dreidimensionalen Simulationen analysiert.
Es sind somit Rückschlüsse auf die konstruktive Optimierung einzelner Strömungskanaldetails mög-
lich. Die Anwendung reicht beim Einsatz dieser Methode von der Anpassung der Dimension vorhan-
dener Geometrieelemente (z.B. Kanallängen, Kanalhöhen) [SB+10], über die Anpassung von Ka-
nalquerschnittsformen und dem Vergleich grundsätzlich unterschiedlicher Strömungsführungen
[PO+13] bis hin beispielsweise zur Analyse von Geschwindigkeitsdifferenzen beim Aufeinandertref-
fen in Coextrusionswerkzeugen und die Optimierung solcher Bereiche [TV12]. Hierauf aufbauende
automatisierte Optimierungsansätze werden im nachfolgenden Kapitel 2.3.4 behandelt.
Als Zwischenfazit lässt sich festhalten, dass die Steigerung der Abbildegenauigkeit zwischen Simu-
lation und Realität über die ansteigende Komplexität der durchzuführenden Berechnungen zwangs-
läufig eine Steigerung der Berechnungszeit bedeutet. Bestimmte Strömungseffekte (z.B. Ausbilden
von Grenzschichten beim Aufeinandertreffen von zwei Wendelströmen) lassen sich jedoch erst an-
hand von detaillierten, dreidimensionalen Simulationen abbilden. Es ist somit eine problemspezifi-
sche Auswahl des Berechnungsansatzes notwendig.
Handelt es sich bei den eindimensionalen und zweidimensionalen Ansätzen meist um Software,
welche für einen spezifischen Anwendungsfall von Forschungsstellen oder Unternehmen entwickelt
wird, so werden die dreidimensionalen FEM und FVM Berechnungen in den meisten Fällen mittels
kommerziell auf dem Markt verfügbarer Software durchgeführt [Blö06, Cre08, PO+13, SB+10].
Diese Programme sind universell einsetzbar und dienen somit als Softwarewerkzeug zur Lösung
allgemeiner strömungsmechanischer und thermodynamischer Problemstellungen. Über Software-
schnittstellen ist die Erweiterung um problemspezifische, benutzerdefinierte Funktionen (engl. User-
Defined Funktion, UDF) möglich.
2.3.4 Ansätze zur automatisierte Werkzeugoptimierung
Unabhängig von den betrachteten Extrusionswerkzeugen kann der Aufbau von automatisierten An-
sätzen zur Werkzeugoptimierung beschrieben werden. Grundvoraussetzung ist die Definition einer
initialen Werkzeuggeometrie (über Gleichungen, als diskretes Berechnungsnetz oder als CAD-Mo-
dell). Diese kann je nach Werkzeugart entweder bereits sehr detailliert vorliegen, wie es z.B. bei
Wendelverteilern der Fall ist (vgl. Abbildung 2-6), oder wie z.B. bei Profil-Extrusionswerkzeugen nur
durch den Eintritts- und Austrittsquerschnitt definiert sein. Hierauf aufbauend erfolgt eine, entspre-
chend der gewählten Berechnungsansätze, detaillierte Beschreibung der Geometrie und die Festle-
gung der zu optimierenden Freiheitsgrade (z.B. Wendeltiefenverlauf in Form von Gleichungspara-
metern, Netzknoten oder Parametern eines CAD-Modells). Weiterhin erfolgt eine Definition von min-
destens einem Berechnungsergebnis, welches zur Identifikation einer optimalen Werkzeug-
geometrie Verwendung findet. Dies kann entweder über ein lokales Berechnungsergebnis (z.B. mi-
nimale Wandschubspannung in der gesamten Geometrie) oder die statistische Auswertung einer
Berechnungsgröße über einen definierten Abschnitt des Berechnungsgebietes (z.B. Standartabwei-
chung der Geschwindigkeitsverteilung am Werkzeugaustritt) erfolgen. Mittels mathematischer Opti-
mierungsverfahren wird nach der Berechnung der initialen Werkzeuggeometrie ein Optimierungs-
kreislauf solange durchlaufen, bis zuvor definierte Abbruchkriterien erreicht sind. Ausgehend von
diesem Aufbau von automatisierten Ansätzen zur Werkzeugoptimierung lassen sich allgemeine Vor-
aussetzungen zu deren Erstellung formulieren:
STAND DER TECHNIK 19
Eine Beschreibung der initialen Geometrie des Werkzeuges liegt vor;
hieraus lässt sich mindestens ein zu optimierender Freiheitsgrad (Parameter) ableiten;
die gewählten Berechnungssätze lassen sich unter Berücksichtigung der jeweiligen Verein-
fachungen auf die Geometrie anwenden;
mindestens eine Zielgröße wird als Skalar aus den Berechnungsergebnissen ermittelt und
ist abhängig von mindestens einem Freiheitsgrad;
ein mathematisches Optimierungsverfahren wird gewählt, um den Zielwert der Zielgröße mit-
tels Variation der Freiheitsgrade zu erreichen (vgl. Kapitel 2.3.5).
Das Ergebnis, also die jeweils als Optimum berechnete Werkzeuggeometrie der automatisierten
Optimierung, ist somit direkt abhängig von den dargelegten Voraussetzungen. Zu starke Vereinfa-
chungen der Berechnungsansätze, die Einschränkung der Freiheitsgrade oder die Variation der De-
finition der Zielgrößen führen beispielsweise zu unterschiedlichen Ergebnissen. Ein entscheidender
Punkt bei der Verwendung automatisierter Ansätze zur Werkzeugoptimierung ist somit die begrün-
dete Definition bzw. Auswahl der Voraussetzungen und deren Abgleich mit der jeweiligen Erwar-
tungshaltung, welche auch als Ergebnisqualität bezeichnet werden kann. Diese setzt sich meistens
aus einer Vielzahl von unterschiedlichen Faktoren zusammen. Beispielhaft seien die Berechnungs-
zeit nach der ein Optimum vorliegt (verknüpft mit Entwicklungskosten), das Übereinstimmen zwi-
schen Berechnung und Realität und die Integration der Ergebnisse in den weiteren Entwicklungs-
und Konstruktionsprozess genannt.
Aktuell sind unterschiedliche Ansätze zur automatisierten Werkzeugoptimierung Gegenstand von
Forschungsarbeiten und industriellen Entwicklungen. An dieser Stelle wird zunächst ein kurzer Über-
blick über aktuelle Forschungsarbeiten im Bereich der Flachverteiler und der Profilextrusionswerk-
zeuge (vgl. [Mic09]) gegeben und danach detailliert auf die automatisierte Optimierung von Wendel-
verteilerwerkzeugen eingegangen.
Von Lee et al. [LD+12, LD+15] und Metwally und Lee [ML12] wird jeweils die automatisierte Opti-
mierung von Flachverteilern vorgestellt. Ausgehend von einem vereinfachten CAD-Modell des Flu-
idvolumens werden bis zu zwölf Parameter für die Optimierung freigegeben. Als Zielgrößen werden
eine gleichmäßige Austrittsgeschwindigkeit über der Werkzeugbreite und ein geringer Druckverlust
vorgegeben. Führen unterschiedliche mathematische Optimierungsverfahren bei drei freien Para-
metern noch zu demselben Optimum in Bezug auf die finalen Werte der Freiheitsgrade und Zielgrö-
ßen, so unterscheiden sich bei acht freien Parameter deren Zahlenwerte abhängig vom gewählten
Optimierungsverfahren, die Zielgrößen sind jedoch wieder identisch. Die Berechnungszeit variiert in
den vorgestellten Beispielen zwischen einigen Minuten und mehreren Tagen, da je nach Art des
gewählten Optimierers die Anzahl an durchgeführten dreidimensionalen FEM- bzw. FVM-Simulatio-
nen deutlich variiert. Es ist also festzuhalten, dass die Auswahl des Optimierungsverfahrens einen
signifikanten Einfluss auf die Berechnungszeit und die resultierenden Geometrieparameter haben
kann (vgl. Kapitel 2.3.5).
Für die automatisierte Optimierung von Profilextrusionswerkzeugen sind sowohl Ansätze bekannt,
welche auf eine Kombination aus eindimensionalen und dreidimensionalen Berechnungsansätzen
beruhen [Kau04], als auch Lösungen, welche eine konsequente Verwendung dreidimensionaler Be-
rechnungsansätze vorsehen [Elg11]. In Veröffentlichungen mit Bezug zu diesen übergeordneten
Arbeiten wird bestätigt, dass stets ein Optimierungsverfahren [HB+13, MW10] bzw. grundlegender
Berechnungsansatz [Kau04] zu wählen ist, welcher bei gleicher sonstiger Ergebnisqualität die kür-
zeste Berechnungszeit aufweist. Dies kann entweder bei einem tieferen mathematischen Verständ-
nis des Optimierungsproblems (Zusammenhang zwischen Zielgrößen und Freiheitsgraden) durch
problemspezifische Auswahl des Optimierungsverfahrens geschehen, oder mittels Auslagerung von
STAND DER TECHNIK 20
Iterationsrechnungen auf eindimensionale Ansätze. In letzterem Fall gibt es jedoch eine Diskrepanz
der Zielgrößen zwischen eindimensionalen und dreidimensionalen Berechnungsansätzen, welche
durch zusätzliche dreidimensionale Berechnungen überprüft werden sollte. Weiterhin wird in den
zitierten Arbeiten dargelegt, dass das resultierende Optimum direkt abhängig von den definierten
Freiheitsgraden ist. Eine Optimierung eines Geometriebereiches „A“ kann beispielsweise nur se-
quentiell mit der Optimierung des Geometriebereiches „B“ gekoppelt werden, wenn eine Beeinflus-
sung der Zielgrößen durch eine gegenseitige Abhängigkeit von „A“ und „B“ ausgeschlossen werden
kann. Durch Ettinger et al. [EPS13] wird die Bedeutung der Integration der Werkzeugoptimierung in
den gesamten Entwicklungsprozess hervorgehoben. Zusätzlich zu den Optimierungszielen liegt ein
wesentlicher Fokus auf der Integration der Optimierung in die bestehende Konstruktion und Ferti-
gung der Profilextrusionswerkzeuge. Auf diesen Sachverhalt wird mit konkretem Bezug zu Wendel-
verteilern bei der Diskussion der Ergebnisse aus der Arbeit von Saul [Sau11] im weiteren Verlauf
dieses Kapitels weiter eingegangen. Es ist also festzuhalten, dass durch die Kopplung von eindi-
mensionalen und dreidimensionalen Berechnungsansätzen sowie die Berücksichtigung der Pro-
zesskette der gesamten Werkzeugentwicklung (Konstruktion, Optimierung, Fertigung), eine Redu-
zierung der Berechnungs- bzw. Entwicklungszeit – somit auch der Entwicklungskosten – möglich ist.
Es gilt weiterhin eine problemspezifische Auswahl der Freiheitsgrade zu treffen und zu prüfen, ob
eine Rückkopplung zwischen Teilsystemen vorliegt, sollten diese sequentiell optimiert werden.
Für die automatisierte Optimierung von Wendelverteilerwerkzeugen werden sowohl eindimensionale
als auch mehrdimensionale Berechnungsansätze verwendet. Die automatisierte Auslegung und Op-
timierung von einer gesamten Werkzeugbaugruppe eines Wendelverteilerwerkzeuges für das Blas-
formen wird von Hopmann und Eilbracht [HE12a, HE12b] behandelt. Hierbei werden die Strömungs-
vorgänge ausgehend von der Einspeisung, der primären und der sekundären Schmelzeverteilung
anhand der Superposition eindimensionaler Berechnungsansätze berechnet. Als Zielgröße der Op-
timierung wird eine Summenfunktion aus dem Verhältnis der maximalen zur minimalen Scherge-
schwindigkeit in der Baugruppe, der Volumenstromverteilung am Ende der sekundären Schmelze-
verteilung und dem Druckverlust über die gesamte Baugruppe verwendet. Anhand benutzerdefinier-
ter Gewichtungsfaktoren können die einzelnen Summanden benutzerspezifisch gewichtet werden.
Weiterhin werden Ausschlusskriterien definiert, welche auf Basis lokaler Berechnungsergebnisse
die globale Zielgröße auf das Pessimum setzen. Als Optimierungsverfahren werden in den zitierten
Arbeiten die zukünftige Verwendung von heuristischen Methoden („Hill-Climbing“ und „evolutionäre
Algorithmen“) vorgeschlagen. Hierauf wird im folgenden Kapitel 2.3.5 detailliert eingegangen. Im
Gegensatz hierzu steht der Ansatz von Cretu [Cre08], hier wird eine gradientenbasierte Methode
verwendet. Da auch bei der dort vorliegenden Problemstellung eine mathematische Formulierung
des Funktionsverlaufes der Zielgrößen nicht vorliegt, wird für die Verwendung der gewählten Opti-
mierungsmethode auf den Differenzenquotienten zurückgegriffen. Als Freiheitsgrade des zweidi-
mensionalen FEM-basierten Berechnungsansatzes zur Auslegung radialer und axialer Wendelver-
teiler werden von Cretu die Anfangswendeltiefe, der Endspalt und der Anfangsspalt vorgesehen.
Der Wendeltiefen- und Spaltweitenverlauf ergibt sich jeweils als lineare Funktion aus diesen zwei
Stützstellen. Als Zielgröße wird ebenfalls eine Summenfunktion mit unterschiedlichen Gewichtungs-
faktoren formuliert. Diese setzt sich aus den Summanden Druckabfall, maximale Schergeschwindig-
keit, Volumenstromverteilung am Austritt und der Fläche unter der Leckstromkurve (vgl. Kapi-
tel 3.3.2) zusammen.
Metwally und Landon [ML06] erweitern die Problemstellung um die dritte Dimension. Auf Basis eines
Berechnungsnetzes für 3D-FVM-Simulationen, werden die Freiheitsgrade über Netz-Knotenpunkt-
Verschiebungen realisiert. Im Rahmen der automatisierten Optimierung kann so ein initiales Berech-
nungsnetz variiert werden. Als Zielgröße wird in diesem Anwendungsfall der Quotient aus maximaler
und minimaler Strömungsgeschwindigkeit am Austritt des axialen Wendelverteilers herangezogen.
Die als Optimum identifizierte Geometrie muss nach erfolgter automatisierter Optimierung jedoch in
einem zusätzlichen Arbeitsschritt in konstruktions- bzw. fertigungsrelevante Daten überführt werden.
STAND DER TECHNIK 21
Dieser Nachteil wird von Saul [Sau11] dadurch umgangen, dass konsequent mit einem 3D-CAD-
Modell gearbeitet wird, welches bereits fertigungsgerecht modelliert ist. Auch in dieser Arbeit wird
eine konsequente dreidimensionale FVM-Simulation zugrunde gelegt. Außerdem wird der gesamte
Optimierungskreislauf integrativ mit einem 3D-CAD-Modell des jeweils betrachteten axialen Wen-
delverteilers verknüpft. Diese Tatsache kommt vor allem der Forderung nach, die Werkzeugoptimie-
rung in die Prozesskette der gesamten Entwicklung einzubetten. Als Freiheitsgrade für das Optimie-
rungsproblem stehen der Funktionsverlauf von Wendeltiefe und Spaltweite sowie eine entspre-
chende Skalierung dieser Funktionen zur Verfügung. Außerdem wird die Verarbeitung unterschied-
licher Kunststoffmaterialien mit unterschiedlichen Fließeigenschaften (Betriebspunktabhängigkeit)
abgedeckt. Vergleichbar mit den bereits vorgestellten Ansätzen wird von Saul et al. [SW+12] eben-
falls eine gewichtete Summenfunktion (in diesem Fall sechs Summanden) in Kombination mit einem
genetischen Optimierungsverfahren eingesetzt.
Aus dem hier dargelegten Stand der Forschung zum Thema automatisierte Extrusionswerkzeug-
bzw. Wendelverteiler-Optimierung lässt sich ein lösungsansatzübergreifendes Fazit ziehen, dessen
Konsequenzen sich auch in der Motivation und Zielsetzung dieser Arbeit wiederfinden. In Anlehnung
an die bereits formulierten allgemeinen Voraussetzungen an automatisierte Ansätze zur Werkzeug-
optimierung, bietet die Verwendung fertigungsgerechter 3D-CAD-Modelle das größte Potential zur
erfolgreichen Integration in den gesamten Entwicklungsprozess [Ste14]. Neben der realitätsnahen
Abbildung der Werkzeuggeometrie (vgl. Kapitel 2.3.6 und 3.1) geht die Möglichkeit der detaillierten
Berechnung der dreidimensionalen Strömungszustände in der Werkzeuggeometrie einher. Es wird
deutlich, dass neben der sekundären Schmelzeverteilung auch die Strömungsbedingungen in der
primären Schmelzeverteilung betrachtet werden müssen. Vergleichbar mit der automatisierten Op-
timierung von Profilwerkzeugen lässt sich auch für Wendelverteiler festhalten, dass zu analysieren
ist, welche Geometriegrößen als Freiheitsgrad einer Optimierung sinnvoll sind. Cretu [Cre08] und
Saul [Sau11] verwenden hierbei grundverschiedene Ansätze der Auswahl der Freiheitsgrade bei
einer vergleichbaren Werkzeuggeometrie. Beide erhalten jedoch mit einer ebenfalls vergleichbaren
Qualitätsfunktion ein Optimum, was dieser genügt. Hieraus lässt sich ableiten, dass die Korrelation
zwischen geometrischen Freiheitsgraden und den jeweiligen Zielgrößen weiteren Untersuchungen
bedarf. Bezugnehmend auf die jeweils automatisiert ablaufenden Iterationsschleifen einer Optimie-
rung lässt sich festhalten, dass eine Kopplung von eindimensionalen und mehrdimensionalen Be-
rechnungsansätzen zur Verkürzung von Rechenzeiten bzw. Minimierung der Anzahl von dreidimen-
sionalen Simulationen sinnvoll ist. In diesem Zusammenhang ist auch der Einfluss der jeweils ge-
wählten Optimierungsmethode und die Definition der jeweiligen Zielgrößen bzw. Zielfunktion auf die
globale Zeit, welche zum Auffinden einer optimalen Werkzeuggeometrie nötig ist, festzuhalten. Auch
die Verwendung von Ausschlusskriterien in Kombination mit einer Zielfunktion auf Basis gewichteter
Summanden ist eng mit dieser Thematik verknüpft. Vorüberlegungen zu dieser Problemstellung las-
sen sich der Arbeit von Saul [Sau11] entnehmen und werden im späteren Verlauf dieser Arbeit er-
neut aufgegriffen. Speziell bei der Betrachtung von Wendelverteilern wird deutlich, dass es eine
Vielzahl von Zielgrößen gibt, deren Abhängigkeit untereinander, in den zitierten Arbeiten, noch nicht
vollständig analysiert wurde (vgl. Kapitel 3.3.2). Als letzten Punkt dieser Gegenüberstellung lässt
sich festhalten, dass die Definition der initialen Geometrie, welche letztendlich automatisiert optimiert
wird, bisher noch nicht in die vorgestellten Betrachtungen mit eingeschlossen wurde. Es ist zu er-
warten, dass der Zeitbedarf bzw. die Iterationsanzahl der Optimierungsverfahren auch eine deutliche
Abhängigkeit von der initialen Werkzeuggeometrie bzw. den jeweiligen initialen Werten der Frei-
heitsgrade aufweist.
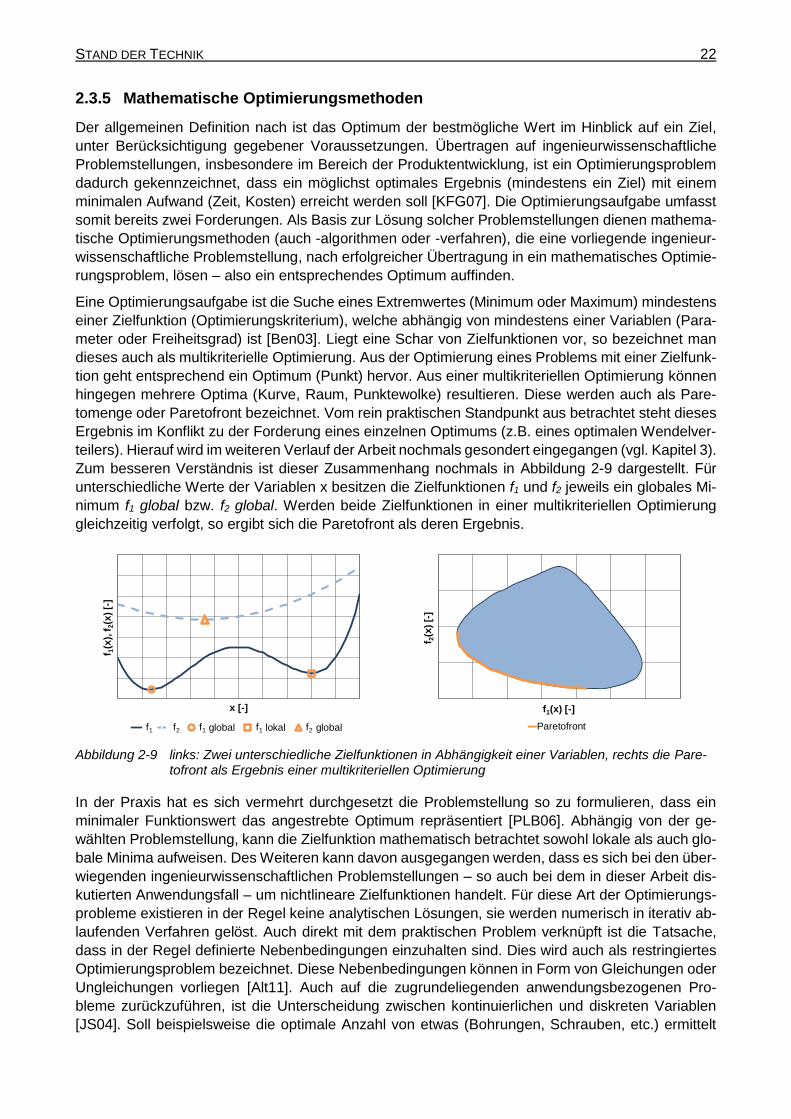
STAND DER TECHNIK 22
2.3.5 Mathematische Optimierungsmethoden
Der allgemeinen Definition nach ist das Optimum der bestmögliche Wert im Hinblick auf ein Ziel,
unter Berücksichtigung gegebener Voraussetzungen. Übertragen auf ingenieurwissenschaftliche
Problemstellungen, insbesondere im Bereich der Produktentwicklung, ist ein Optimierungsproblem
dadurch gekennzeichnet, dass ein möglichst optimales Ergebnis (mindestens ein Ziel) mit einem
minimalen Aufwand (Zeit, Kosten) erreicht werden soll [KFG07]. Die Optimierungsaufgabe umfasst
somit bereits zwei Forderungen. Als Basis zur Lösung solcher Problemstellungen dienen mathema-
tische Optimierungsmethoden (auch -algorithmen oder -verfahren), die eine vorliegende ingenieur-
wissenschaftliche Problemstellung, nach erfolgreicher Übertragung in ein mathematisches Optimie-
rungsproblem, lösen – also ein entsprechendes Optimum auffinden.
Eine Optimierungsaufgabe ist die Suche eines Extremwertes (Minimum oder Maximum) mindestens
einer Zielfunktion (Optimierungskriterium), welche abhängig von mindestens einer Variablen (Para-
meter oder Freiheitsgrad) ist [Ben03]. Liegt eine Schar von Zielfunktionen vor, so bezeichnet man
dieses auch als multikriterielle Optimierung. Aus der Optimierung eines Problems mit einer Zielfunk-
tion geht entsprechend ein Optimum (Punkt) hervor. Aus einer multikriteriellen Optimierung können
hingegen mehrere Optima (Kurve, Raum, Punktewolke) resultieren. Diese werden auch als Pare-
tomenge oder Paretofront bezeichnet. Vom rein praktischen Standpunkt aus betrachtet steht dieses
Ergebnis im Konflikt zu der Forderung eines einzelnen Optimums (z.B. eines optimalen Wendelver-
teilers). Hierauf wird im weiteren Verlauf der Arbeit nochmals gesondert eingegangen (vgl. Kapitel 3).
Zum besseren Verständnis ist dieser Zusammenhang nochmals in Abbildung 2-9 dargestellt. Für
unterschiedliche Werte der Variablen x besitzen die Zielfunktionen f1 und f2 jeweils ein globales Mi-
nimum f1 global bzw. f2 global. Werden beide Zielfunktionen in einer multikriteriellen Optimierung
gleichzeitig verfolgt, so ergibt sich die Paretofront als deren Ergebnis.
Abbildung 2-9 links: Zwei unterschiedliche Zielfunktionen in Abhängigkeit einer Variablen, rechts die Pare-tofront als Ergebnis einer multikriteriellen Optimierung
In der Praxis hat es sich vermehrt durchgesetzt die Problemstellung so zu formulieren, dass ein
minimaler Funktionswert das angestrebte Optimum repräsentiert [PLB06]. Abhängig von der ge-
wählten Problemstellung, kann die Zielfunktion mathematisch betrachtet sowohl lokale als auch glo-
bale Minima aufweisen. Des Weiteren kann davon ausgegangen werden, dass es sich bei den über-
wiegenden ingenieurwissenschaftlichen Problemstellungen – so auch bei dem in dieser Arbeit dis-
kutierten Anwendungsfall – um nichtlineare Zielfunktionen handelt. Für diese Art der Optimierungs-
probleme existieren in der Regel keine analytischen Lösungen, sie werden numerisch in iterativ ab-
laufenden Verfahren gelöst. Auch direkt mit dem praktischen Problem verknüpft ist die Tatsache,
dass in der Regel definierte Nebenbedingungen einzuhalten sind. Dies wird auch als restringiertes
Optimierungsproblem bezeichnet. Diese Nebenbedingungen können in Form von Gleichungen oder
Ungleichungen vorliegen [Alt11]. Auch auf die zugrundeliegenden anwendungsbezogenen Pro-
bleme zurückzuführen, ist die Unterscheidung zwischen kontinuierlichen und diskreten Variablen
[JS04]. Soll beispielsweise die optimale Anzahl von etwas (Bohrungen, Schrauben, etc.) ermittelt
f 1(x
), f
2(x
)[-
]
x [-]
f1 f2 f1 global f1 lokal f2 globalf1 f2 f1f1 f2
f 2(x
) [-
]
f1(x) [-]
Paretofront
STAND DER TECHNIK 23
werden, so liegen dem Optimierungsproblem diskrete, ganzzahlige Variablen zugrunde. Wird dage-
gen der optimale Durchmesser einer Welle gesucht, so wird die Variable als kontinuierlich bezeich-
net.
Grundsätzlich lassen sich die Optimierungsmethoden entsprechend der Eignung zur Ermittlung lo-
kaler oder globaler Extremwerte einteilen (vgl. Abbildung 2-9 links) [PLB06].
Die Klasse deterministischer Methoden ist geeignet lokale Minima einer Zielfunktion zu ermitteln.
Sie zeichnet sich dadurch aus, dass stets mathematisch definierte und reproduzierbare Zustände
auftreten. Hierzu zählen unter anderem gradientenbasierte Optimierungsmethoden, die – wie der
Namen vermuten lässt – die Ableitung der zu optimierenden Funktion zur Identifikation des Opti-
mums verwenden. Bei ingenieurwissenschaftlichen Problemstellungen kann meist nicht davon aus-
gegangen werden, dass die Zielfunktion bekannt ist, sodass anstelle der Ableitung der Differenzen-
quotient zweier benachbarter Funktionswerte verwendet wird. Von Iteration zu Iteration wird für eine
definierte Schrittweite der Wert der Variablen variiert. Anfänglich wird die Abstiegsrichtung über die
Berechnung weiterer Funktionswerte festgelegt. Ausgehend von einem festzulegenden Startwert,
werden jeweils die Differenzenquotienten der Zielfunktion berechnet. Diese geben bei einem Vor-
zeichenwechsel zwischen zwei Iterationen Aufschluss über die Lage eines lokalen Minimums. Eig-
nen sich gradientenbasierte Optimierungsmethoden lediglich für einkriterielle Problemstellungen, so
sind doch Verfahren bekannt, die eine Überführung eines multikriteriellen in ein einkriterielles Opti-
mierungsproblem ermöglichen. Somit ist es möglich, wenn auch nur indirekt, beide Arten der Pro-
blemstellung mit gradientenbasierten Methoden zu lösen. Die gerade in ingenieurwissenschaftlichen
Problemstellungen weit verbreitete Methode stellt die Verwendung einer gewichteten Summenfunk-
tion dar [JS04, Mie99]. Hierbei werden Werte unterschiedlicher Zielfunktionen mittels Gewichtungs-
faktoren in einer Summe zusammengefasst. Es wird vorausgesetzt, dass die einzelnen Summanden
eine vergleichbare Größenordnung aufweisen. In der Praxis wird hierzu meist das Pessimum der
Summenfunktion auf den Wert eins skaliert. Die Auswahl der einzelnen Gewichtungsfaktoren hat
einen entsprechend großen Einfluss auf das ermittelte Optimum. Weiterhin besteht zumindest the-
oretisch die Möglichkeit, dass, trotz geeigneter, begründeter Auswahl der Gewichtungsfaktoren, ei-
nige Punkte in der Paretomenge nicht erreichbar sind [Mie99].
Die Klasse heuristischer Methoden ermöglicht es, mit begrenztem Wissen über die Zielfunktion
(Blackbox), mit Hilfe von mutmaßenden mathematischen Schlussfolgerungen, Aussagen über die
Zielfunktion abzuleiten. Auf diese Weise ist eine Möglichkeit gegeben ein vorhandenes Optimum
aufzufinden. Das Endergebnis kann jedoch auf Grund des „ausprobierenden“ Charakters der Me-
thode von der exakten Lösung (Optimum) abweichen. Beispielhaft für diese Klasse der Optimie-
rungsmethoden sind evolutionäre genetische Algorithmen zu nennen. Äquivalent zu den Vorgängen
in der Genetik werden die Variablen auch als Individuen bezeichnet. In jeder Iteration (Generation)
des Optimierungsalgorithmus wird zeitgleich eine definierte Menge an Individuen betrachtet, diese
Menge wird auch als Population bezeichnet. Jedem Individuum wird innerhalb einer Generation ein
Fitnesswert auf Basis der Zielfunktion zugeordnet. Anhand dieses Wertes werden die Individuen
einer Generation miteinander verglichen und zur Erzeugung der nächsten Generation verwendet.
Hierbei werden die Individuen der neuen Generation durch Kreuzungs- und Mutationsvorgänge aus
den Individuen der vorangegangenen Generation erzeugt [GKK04]. Die anfängliche Startpopulation
wird in der Regel auf Basis statistischer Methoden erzeugt. Hierbei ist eine Abhängigkeit des be-
rechneten Optimums und des grundsätzlichen Optimierungsverlaufes (resultierende Individuen,
Konvergenz, Zeit bis zum Auffinden des Optimums) von dieser Startpopulation festzuhalten
[PFR09]. Anders formuliert besteht die grundsätzliche Möglichkeit, dass bei mehrfachem Durchlau-
fen derselben Problemstellung, unter denselben Nebenbedingungen, in einem gewissen Umfang
Streuungen bei dem resultierenden Optimum bzw. in der resultierenden Paretomenge vorliegen. Für
eine konkrete Problemstellung gilt es somit unter anderem die Anzahl der initialen Individuen und
deren Verteilung im Optimierungsraum zu verifizieren.
STAND DER TECHNIK 24
Hybride Verfahren stellen eine Kombination beider bisher vorgestellter Methoden dar. So ist es mög-
lich durch den Einsatz genetischer Methoden die Region des globalen Optimums zu identifizieren
und darauf aufbauend, unter Verwendung gradientenbasierter Verfahren, das exakte Optimum zu
ermitteln. Die Vorteile beider Verfahren werden auf diese Weise miteinander verbunden. In einer
vertretbaren Rechenzeit ist es möglich das globale Optimum exakt zu bestimmen.
Als Ergänzung zu den vorgestellten Optimierungsmethoden bzw. deren Klassifizierung bestehen
sogenannte Ersatzmodelle (sequentielle Optimierung, Antwortfläche, engl. response surface)
[MMA09]. Deren Entwicklung liegt die Tatsache zugrunde, dass die Bestimmung der Lösung einer
oder mehrerer Zielfunktionen meist mit großem Aufwand (Rechenzeit) verbunden ist. Dies ist insbe-
sondere bei der Betrachtung von Bauteilen oder Baugruppen der Fall, deren Eigenschaften auf Ba-
sis numerischer mehrdimensionaler Simulationen optimiert werden. Neben der Tatsache, dass für
diese Problemstellung keine analytische Beschreibung der Zielfunktion vorliegt (Blackbox), ist auch
der Zeitaufwand für eine einzelne Simulationsrechnung entsprechend groß (vgl. Kapitel 2.3.4). Lie-
gen Ergebnisse für eine vertretbare Menge an Variablenkombinationen vor, so ermöglichen diese
Modelle die Lokalisierung wahrscheinlicher Punkte innerhalb der Paretomenge. Das eigentliche Op-
timierungsproblem wird durch ein Modell substituiert, welches deutlich schneller zu optimierende
Funktionen bereitstellt. Durch die wiederholte Berechnung von Variablenkombinationen, welche
durch das Ersatzmodell vorgeschlagen werden, wird die Aussagekraft entsprechend verbessert.
Beispielhaft für diese Art der Ersatzmodelle ist die Approximation nach Kriging zu nennen [JS04].
Für weitere Details zu diesem Verfahren, sowie dessen exakte mathematische Formulierung, sei
auf die Fachliteratur wie [JS04, MMA09] verwiesen.
Abweichend zur exakten mathematischen Definition der Begriffe Optimum und globales Minimum,
wird im Rahmen dieser Arbeit das Resultat einer durchgeführten Optimierung unter vorgegebenen
Restriktionen und Randbedingungen als Optimum bezeichnet. Im weiteren Verlauf dieser Arbeit wird
das Ergebnis einer Optimierung wird als Optimum bzw. optimaler Kandidat bezeichnet. In diesem
Zusammenhang versteht sich die Formulierung Pessimum als Variable oder Variablenkombination,
welche für die jeweils vorliegende Problemstellung die größte Abweichung zum Optimum aufweist.
Vor dem Hintergrund der im Rahmen dieser Arbeit zu behandelnden Problemstellung stellt sich eine
Auflistung an Eigenschaften der nichtlinearen Optimierungsmethoden wie folgt dar:
Deterministisches, heuristisches (bzw. stochastisches) oder hybrides Verfahren;
mögliche Erweiterung durch Antwortflächen;
Suche lokaler oder globaler Minima;
ein- oder multikriterielles Problem;
restringiertes oder unrestringiertes Problem (mit oder ohne Nebenbedingungen);
kontinuierliche oder diskrete Variablen;
bekannte oder unbekannte Zielfunktion;
bekannte oder unbekannte Ableitungen der Zielfunktion.
Bezugnehmend auf diese Auflistung wird in Kapitel 3 eine Auswahl unterschiedlicher Optimierungs-
methoden getroffen und deren Eignung zur Lösung der vorliegenden Problemstellung untersucht. In
diesem Zusammenhang werden ausgewählte Eigenschaften der verwendeten Optimierungsmetho-
den mit konkretem Problembezug weiterführend erläutert.
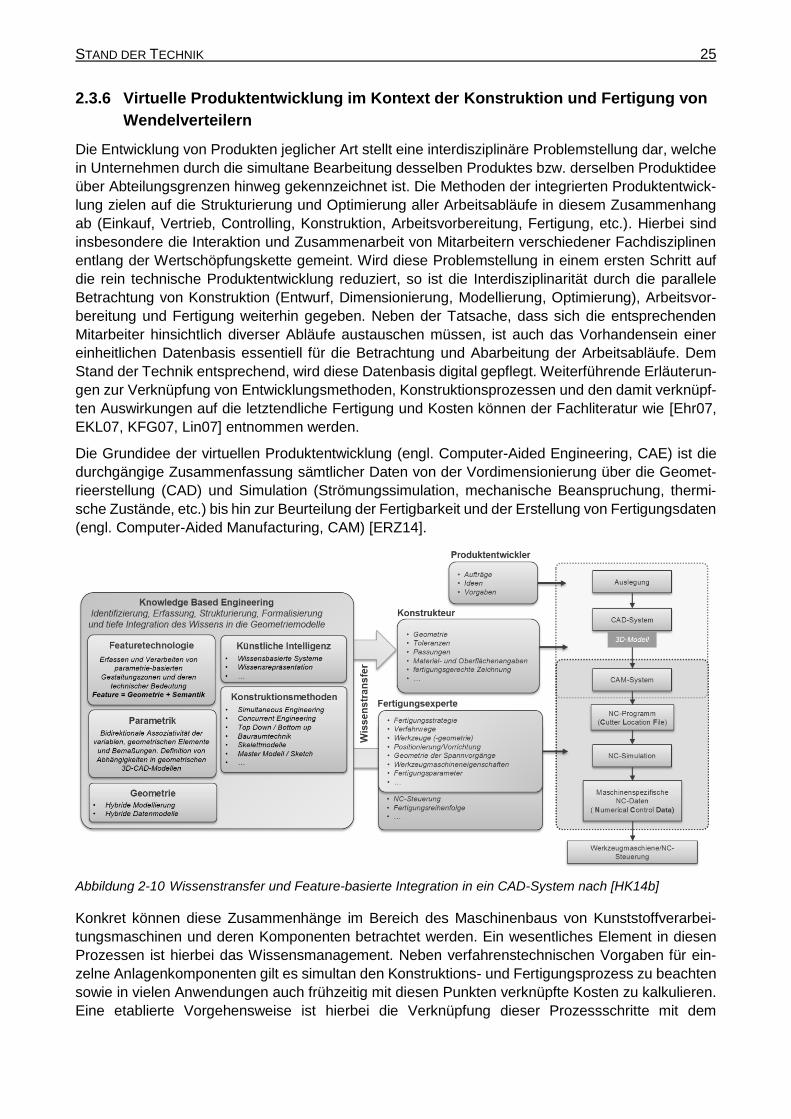
STAND DER TECHNIK 25
2.3.6 Virtuelle Produktentwicklung im Kontext der Konstruktion und Fertigung von
Wendelverteilern
Die Entwicklung von Produkten jeglicher Art stellt eine interdisziplinäre Problemstellung dar, welche
in Unternehmen durch die simultane Bearbeitung desselben Produktes bzw. derselben Produktidee
über Abteilungsgrenzen hinweg gekennzeichnet ist. Die Methoden der integrierten Produktentwick-
lung zielen auf die Strukturierung und Optimierung aller Arbeitsabläufe in diesem Zusammenhang
ab (Einkauf, Vertrieb, Controlling, Konstruktion, Arbeitsvorbereitung, Fertigung, etc.). Hierbei sind
insbesondere die Interaktion und Zusammenarbeit von Mitarbeitern verschiedener Fachdisziplinen
entlang der Wertschöpfungskette gemeint. Wird diese Problemstellung in einem ersten Schritt auf
die rein technische Produktentwicklung reduziert, so ist die Interdisziplinarität durch die parallele
Betrachtung von Konstruktion (Entwurf, Dimensionierung, Modellierung, Optimierung), Arbeitsvor-
bereitung und Fertigung weiterhin gegeben. Neben der Tatsache, dass sich die entsprechenden
Mitarbeiter hinsichtlich diverser Abläufe austauschen müssen, ist auch das Vorhandensein einer
einheitlichen Datenbasis essentiell für die Betrachtung und Abarbeitung der Arbeitsabläufe. Dem
Stand der Technik entsprechend, wird diese Datenbasis digital gepflegt. Weiterführende Erläuterun-
gen zur Verknüpfung von Entwicklungsmethoden, Konstruktionsprozessen und den damit verknüpf-
ten Auswirkungen auf die letztendliche Fertigung und Kosten können der Fachliteratur wie [Ehr07,
EKL07, KFG07, Lin07] entnommen werden.
Die Grundidee der virtuellen Produktentwicklung (engl. Computer-Aided Engineering, CAE) ist die
durchgängige Zusammenfassung sämtlicher Daten von der Vordimensionierung über die Geomet-
rieerstellung (CAD) und Simulation (Strömungssimulation, mechanische Beanspruchung, thermi-
sche Zustände, etc.) bis hin zur Beurteilung der Fertigbarkeit und der Erstellung von Fertigungsdaten
(engl. Computer-Aided Manufacturing, CAM) [ERZ14].
Abbildung 2-10 Wissenstransfer und Feature-basierte Integration in ein CAD-System nach [HK14b]
Konkret können diese Zusammenhänge im Bereich des Maschinenbaus von Kunststoffverarbei-
tungsmaschinen und deren Komponenten betrachtet werden. Ein wesentliches Element in diesen
Prozessen ist hierbei das Wissensmanagement. Neben verfahrenstechnischen Vorgaben für ein-
zelne Anlagenkomponenten gilt es simultan den Konstruktions- und Fertigungsprozess zu beachten
sowie in vielen Anwendungen auch frühzeitig mit diesen Punkten verknüpfte Kosten zu kalkulieren.
Eine etablierte Vorgehensweise ist hierbei die Verknüpfung dieser Prozessschritte mit dem
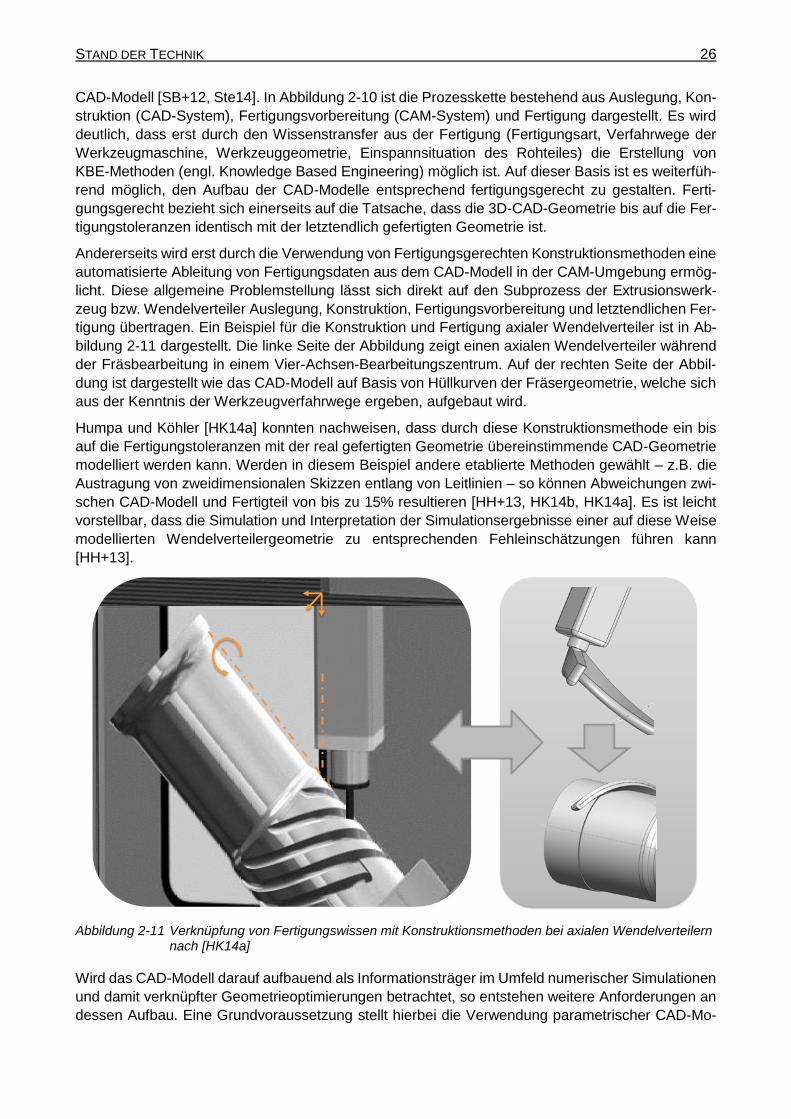
STAND DER TECHNIK 26
CAD-Modell [SB+12, Ste14]. In Abbildung 2-10 ist die Prozesskette bestehend aus Auslegung, Kon-
struktion (CAD-System), Fertigungsvorbereitung (CAM-System) und Fertigung dargestellt. Es wird
deutlich, dass erst durch den Wissenstransfer aus der Fertigung (Fertigungsart, Verfahrwege der
Werkzeugmaschine, Werkzeuggeometrie, Einspannsituation des Rohteiles) die Erstellung von
KBE-Methoden (engl. Knowledge Based Engineering) möglich ist. Auf dieser Basis ist es weiterfüh-
rend möglich, den Aufbau der CAD-Modelle entsprechend fertigungsgerecht zu gestalten. Ferti-
gungsgerecht bezieht sich einerseits auf die Tatsache, dass die 3D-CAD-Geometrie bis auf die Fer-
tigungstoleranzen identisch mit der letztendlich gefertigten Geometrie ist.
Andererseits wird erst durch die Verwendung von Fertigungsgerechten Konstruktionsmethoden eine
automatisierte Ableitung von Fertigungsdaten aus dem CAD-Modell in der CAM-Umgebung ermög-
licht. Diese allgemeine Problemstellung lässt sich direkt auf den Subprozess der Extrusionswerk-
zeug bzw. Wendelverteiler Auslegung, Konstruktion, Fertigungsvorbereitung und letztendlichen Fer-
tigung übertragen. Ein Beispiel für die Konstruktion und Fertigung axialer Wendelverteiler ist in Ab-
bildung 2-11 dargestellt. Die linke Seite der Abbildung zeigt einen axialen Wendelverteiler während
der Fräsbearbeitung in einem Vier-Achsen-Bearbeitungszentrum. Auf der rechten Seite der Abbil-
dung ist dargestellt wie das CAD-Modell auf Basis von Hüllkurven der Fräsergeometrie, welche sich
aus der Kenntnis der Werkzeugverfahrwege ergeben, aufgebaut wird.
Humpa und Köhler [HK14a] konnten nachweisen, dass durch diese Konstruktionsmethode ein bis
auf die Fertigungstoleranzen mit der real gefertigten Geometrie übereinstimmende CAD-Geometrie
modelliert werden kann. Werden in diesem Beispiel andere etablierte Methoden gewählt – z.B. die
Austragung von zweidimensionalen Skizzen entlang von Leitlinien – so können Abweichungen zwi-
schen CAD-Modell und Fertigteil von bis zu 15% resultieren [HH+13, HK14b, HK14a]. Es ist leicht
vorstellbar, dass die Simulation und Interpretation der Simulationsergebnisse einer auf diese Weise
modellierten Wendelverteilergeometrie zu entsprechenden Fehleinschätzungen führen kann
[HH+13].
Abbildung 2-11 Verknüpfung von Fertigungswissen mit Konstruktionsmethoden bei axialen Wendelverteilern nach [HK14a]
Wird das CAD-Modell darauf aufbauend als Informationsträger im Umfeld numerischer Simulationen
und damit verknüpfter Geometrieoptimierungen betrachtet, so entstehen weitere Anforderungen an
dessen Aufbau. Eine Grundvoraussetzung stellt hierbei die Verwendung parametrischer CAD-Mo-
STAND DER TECHNIK 27
delle dar. Über entsprechende Geometrieparameter (Variablen) zu identifizierende Größen und Fea-
ture können hierbei in einer definierten Größenordnung angepasst werden. Ein so konstruiertes
Mastermodell eines Wendelverteilers ermöglicht beispielsweise die Anpassung von Wendelanzahl,
Wendeltiefenverlauf oder Spaltweitenverlauf, mittels entsprechender Geometrieparameter (vgl. Ka-
pitel 3.3.1). Hieraus ergibt sich eine weitere Anforderung an das CAD-Modell, dessen Robustheit. In
Form von Restriktionen und Parameterbeziehungen hinterlegtes Wissen im CAD-Modell, sichert die
erfolgreiche Generierung sämtlicher Parameterkombinationen im Definitionsbereich ab. Mittels Pa-
rameterbeziehungen kann beispielsweise im Modell das Wissen verankert werden, dass der Wen-
deltiefenverlauf stetig ist und monoton abnimmt. Weitere Erläuterungen zu diesen Anforderungen
und deren Umsetzung im parametrischen CAD-Mastermodell eines Wendelverteilers kann
[KHK11b, KHK11a, Kle15] entnommen werden.
An das letztendliche CAD-Modell, welches im Rahmen dieser Arbeit Verwendung findet, ergeben
sich somit folgende vorerst allgemeine Anforderungen:
Parametrierung eines Mastermodells mit sämtlichen verfahrenstechnisch wesentlichen Di-
mensionierungsgrößen (vgl. Abbildung 2-6);
Absicherung der Robustheit für einen definierten Parameterbereich;
Restriktionen für einzelne Parameter und deren Abhängigkeit untereinander;
Fertigungsgerechtheit der entstehenden Geometrie;
grundsätzliche Möglichkeit zur automatisierten Ableitung von Fertigungsinformationen;
Erfüllung sämtlicher Anforderungen sowohl auf Bauteil- als auch auf Baugruppenebene (vgl.
Kapitel 2.2.2 und 3.1).
Im weiteren Verlauf dieser Arbeit werden die Unterpunkte und deren Auswirkungen auf die betrach-
tete Problemstellung erneut aufgegriffen und weiterführend erläutert (u.a. Kapitel 3.3.1).
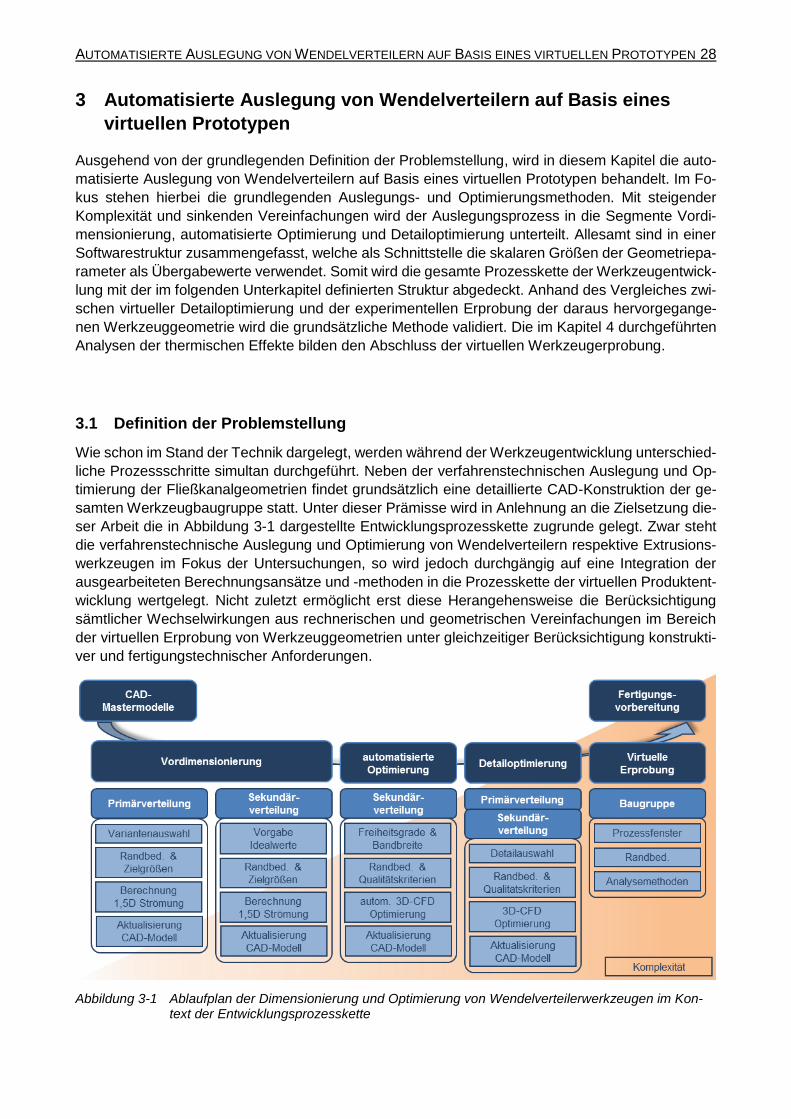
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 28
3 Automatisierte Auslegung von Wendelverteilern auf Basis eines
virtuellen Prototypen
Ausgehend von der grundlegenden Definition der Problemstellung, wird in diesem Kapitel die auto-
matisierte Auslegung von Wendelverteilern auf Basis eines virtuellen Prototypen behandelt. Im Fo-
kus stehen hierbei die grundlegenden Auslegungs- und Optimierungsmethoden. Mit steigender
Komplexität und sinkenden Vereinfachungen wird der Auslegungsprozess in die Segmente Vordi-
mensionierung, automatisierte Optimierung und Detailoptimierung unterteilt. Allesamt sind in einer
Softwarestruktur zusammengefasst, welche als Schnittstelle die skalaren Größen der Geometriepa-
rameter als Übergabewerte verwendet. Somit wird die gesamte Prozesskette der Werkzeugentwick-
lung mit der im folgenden Unterkapitel definierten Struktur abgedeckt. Anhand des Vergleiches zwi-
schen virtueller Detailoptimierung und der experimentellen Erprobung der daraus hervorgegange-
nen Werkzeuggeometrie wird die grundsätzliche Methode validiert. Die im Kapitel 4 durchgeführten
Analysen der thermischen Effekte bilden den Abschluss der virtuellen Werkzeugerprobung.
3.1 Definition der Problemstellung
Wie schon im Stand der Technik dargelegt, werden während der Werkzeugentwicklung unterschied-
liche Prozessschritte simultan durchgeführt. Neben der verfahrenstechnischen Auslegung und Op-
timierung der Fließkanalgeometrien findet grundsätzlich eine detaillierte CAD-Konstruktion der ge-
samten Werkzeugbaugruppe statt. Unter dieser Prämisse wird in Anlehnung an die Zielsetzung die-
ser Arbeit die in Abbildung 3-1 dargestellte Entwicklungsprozesskette zugrunde gelegt. Zwar steht
die verfahrenstechnische Auslegung und Optimierung von Wendelverteilern respektive Extrusions-
werkzeugen im Fokus der Untersuchungen, so wird jedoch durchgängig auf eine Integration der
ausgearbeiteten Berechnungsansätze und -methoden in die Prozesskette der virtuellen Produktent-
wicklung wertgelegt. Nicht zuletzt ermöglicht erst diese Herangehensweise die Berücksichtigung
sämtlicher Wechselwirkungen aus rechnerischen und geometrischen Vereinfachungen im Bereich
der virtuellen Erprobung von Werkzeuggeometrien unter gleichzeitiger Berücksichtigung konstrukti-
ver und fertigungstechnischer Anforderungen.
Abbildung 3-1 Ablaufplan der Dimensionierung und Optimierung von Wendelverteilerwerkzeugen im Kon-text der Entwicklungsprozesskette

AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 29
Aufbauend auf den Ergebnissen von Saul [Sau11] werden auch im Rahmen dieser Arbeit paramet-
rische CAD-Mastermodelle für den Auslegungs- und Optimierungsprozess von Wendelverteilern
verwendet. Wie in den Arbeiten von Klemme et al. [KHK11a] und Saul beschrieben, können die
Mastermodelle als Neu-, Anpassungs- oder Variantenkonstruktionen Verwendung finden. Die
Schnittstelle zwischen unterschiedlichen Berechnungsprogrammen stellen dabei im CAD-Modell
hinterlegte Parameter dar. In Abgrenzung zu bisherigen Arbeiten wird im Folgenden die Verknüp-
fung von Vordimensionierung, automatisierter CFD-gestützter Optimierung und Detailoptimierung
umgesetzt. Hierzu ist der Dimensionierungs- bzw. Optimierungsprozess in die Module Vordimensi-
onierung, automatisierte Optimierung, Detailoptimierung und virtuelle Erprobung unterteilt. Die ver-
wendete Softwarestruktur besteht aus einer mathematischen Programmierumgebung zur Umset-
zung der Vordimensionierung, einem Programm zur Durchführung der CFD-Simulationen auf Basis
der FVM mit entsprechenden Möglichkeiten der Ergebnisauswertung sowie einer Optimierungsum-
gebung, welche unterschiedliche mathematische Optimierungsverfahren bereitstellt. Ein detaillierter
Überblick über die verwendete Hard- und Software ist dem Anhang 7.1 zu entnehmen. Grundsätzlich
können die der Vordimensionierung folgenden Module gegebenenfalls auch übersprungen werden,
da nach den jeweiligen Abläufen die entsprechenden Änderungen im CAD-Modell übernommen
werden. Der sich wiederholende Unterpunkt „Aktualisierung CAD-Modell“ stellt hierbei jeweils die
Schnittstelle zur Konstruktion dar. So ist es grundsätzlich möglich auf der Basis eines CAD-Master-
modells, neben der Dimensionierung der Fließkanäle, eine simultane Detaillierung der Konstruktion
durchzuführen. Nach der Vorauslegung steht beispielsweise der Bauraum für die Fließkanäle in de-
finierten Grenzen bereits fest. Hierauf aufbauend können von der Konstruktion beispielsweise die
Verschraubungen unterschiedlicher Bauteile der Werkzeugbaugruppe oder die Stützkonstruktion er-
stellt werden. Zeitgleich dazu ist es möglich, in detaillierteren Berechnungen und CFD-Simulationen
die finale Geometrie der Fließkanäle innerhalb der zuvor definierten Grenzen festzulegen. Aufbau-
end auf dieser übergeordneten Prozesskette werden im Folgenden die unterschiedlichen Module,
respektive Berechnungsansätze, kurz vorgestellt. Diese werden dann in den nachfolgenden Unter-
kapiteln im Detail erläutert.
In der folgenden Abbildung 3-2 sind zwei beispielhafte Werkzeugbaugruppen dargestellt, die aus
demselben CAD-Mastermodell über Parameteränderungen erstellt und anschließend mit weiteren
konstruktiven Details versehen wurden. Die Wendelverteilermodelle unterscheiden sich in den Pa-
rametern Bauhöhe, Durchmesser, Wendelanzahl, Steigungswinkel und Wendelbreite. Die Anzahl
der Kanäle in der Vorverteilung ist über Beziehungen mit der Wendelanzahl verknüpft.
Abbildung 3-2 Beispiele für zwei unterschiedliche 3D-CAD-Mastermodelle: Wendelverteilerbaugruppe be-stehend aus Gehäuse, Wendelverteiler und Vorverteilung
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 30
Bereits Rotter [Rot02] und Blömer [Blö06] weisen in ihren Arbeit darauf hin, dass es abhängig vom
gewählten Vorverteilerkonzept einen signifikanten Einfluss der primären- auf die sekundäre Schmel-
zeverteilung gibt. Stieglitz [Sti01] dokumentiert den Einfluss von der Nachfolgezone auf die Strö-
mungsbedingungen im Sekundärverteiler. Hierbei handelt es sich insbesondere um Ausgleichsphä-
nomene von Querströmungen im Bereich von Parallel- und Relaxationszonen (vgl. Abbildung 2-3).
Seibel [Sei06] lieferte erste gekoppelte Berechnungsansätze, um diese Phänomene zu berücksich-
tigen. Aufbauend auf diesen Vorüberlegungen wird im Folgenden ein Konzept vorgestellt, welches
eine durchgängige Berücksichtigung der Wechselwirkungen sämtlicher strömungsführenden Bau-
teile einer Werkzeugbaugruppe ermöglicht.
Ausgehend von einer Vordimensionierung der primären und sekundären Schmelzeverteilung auf
Basis eindimensionaler Berechnungsansätze, wird eine automatisierte Optimierung der sekundären
Verteilergeometrie (Wendelverteiler) durchgeführt. Die Grundlagen hierfür hat Saul [Sau11] erarbei-
tet. Er stellte eine Methode vor, die es ermöglicht, eine als parametrisches 3D-CAD-Modell vorlie-
gende Wendelverteilergeometrie auf Basis von definierten Qualitätskriterien, welche aus dreidimen-
sionalen CFD-Simulationen ermittelt werden, anhand eines genetischen einkriteriellen Algorithmus
automatisiert zu optimieren. Die Kopplung dieser beiden Berechnungsansätze stellt einen signifi-
kanten Vorteil gegenüber momentanen Berechnungsmöglichkeiten dar. Insbesondere können die
benötigten Berechnungszeiten verkürzt und gleichzeitig komplexe dreidimensionale Wechselwirkun-
gen analysiert werden, hierauf wird im Folgenden Verlauf dieses Kapitels weiter eingegangen.
In dem darauffolgenden Modul der Detailoptimierung besteht die Möglichkeit lokale Geometriebe-
reiche (Radien, Umlenkungen, etc.) anzupassen, ohne die zuvor optimierten Bereiche zu beein-
trächtigen.
Die finale virtuelle Erprobung ermöglicht die Analyse sämtlicher Wechselwirkungen des Gesamtsys-
tems Werkzeugbaugruppe, beispielsweise unter Einbeziehung thermischer Effekte innerhalb der
Schmelzeströmung als auch in den Stahlbauteilen der Werkzeuggeometrie. Auf diesen Bereich wird
im Kapitel 4 weiter eingegangen.
3.2 Vordimensionierung der Werkzeugkomponenten
In diesem Abschnitt wird das Berechnungsmodul zur Vordimensionierung erläutert. Es ist aufgeteilt
in die Submodule Primärverteilung und Sekundärverteilung. Auf Basis eindimensionaler Berech-
nungsansätze wird in diesen Programmen die grundsätzliche Gestalt der Fließkanäle ermittelt. Basis
hierfür stellen die im Unterkapitel 3.2.1 definierten Größen dar. Im Bereich der Vordimensionierung
der primären Schmelzeverteilung werden abhängig vom gewählten Verteilkonzept (vgl. Abbil-
dung 2-4) die Fließkanalquerschnitte und Längen bestimmt. Die Vordimensionierung der sekundä-
ren Verteilung ermöglicht die Berechnung einer initialen Geometrie eines axialen Wendelverteilers
auf Grundlage der im Unterkapitel 3.2.1 definierten Zielgrößen.
3.2.1 Grundüberlegungen zur optimalen Werkzeuggeometrie
Abgeleitet von den allgemeinen Anforderungen an Extrusionswerkzeuge lassen sich erste Grund-
überlegungen zur Gestalt optimaler Strömungskanäle in Vorverteilern und Wendelverteilern anstel-
len. Die erste und wohl auch bedeutendste Anforderung einer gleichmäßigen Produktdickenvertei-
lung ist direkt auf die berechenbare Größe Volumenstrom zurückzuführen. Werden die Strömungs-
widerstände auf allen Fließwegen gleich groß gehalten, so kann diese Anforderung erfüllt werden.
Eine weitere Anforderung ist direkt berechenbar, der Druckverlust, welcher über den Fließweg ab-
fällt. Der maximale Druck, welcher über das gesamte Werkzeug abfallen kann, wird dabei von der
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 31
Druck-Durchsatz Beziehung des Extruders vorgegeben. Auch der Temperaturanstieg in der
Schmelze auf Grund der dissipativen Erwärmung begrenzt den maximalen Druckverlust. Bereits in
[Ast76, Sei06, Sti01] wurde angegeben, dass eine Aufteilung des Druckverlustes zwischen Vorver-
teilung und Hauptverteilung Größenordnungen von 40 zu 60% erreichen kann. Der minimale Druck-
verlust steht in direkter Verbindung zu den hiermit verknüpften minimalen Wandschubspannungen
in den Strömungskanälen und wird aus diesem Grunde nicht definiert.
Die Anforderung der Vermeidung von Stagnationszonen gewinnt besonders bei der Betrachtung von
thermisch sensiblen Materialien (Aufbau- bzw. Abbauphänomene) und Materialwechselprozessen
an Bedeutung. Unter Materialwechselprozessen ist in diesem Zusammenhang das Verdrängen ei-
nes Polymers, welches sich in den Fließkanälen befindet, durch ein zu Beginn des Wechselprozes-
ses einströmendes Polymer zu verstehen. Eine um diesen Prozess zu charakterisierende strö-
mungsmechanische Größe stellt die Wandschubspannung dar. Neben der Betrachtung von diesen
Minimalwerten in Umlenkungen besteht auch die grundsätzliche Frage der anzustrebenden Wand-
schubspannung in sämtlichen Strömungskanälen. In den Arbeiten von Niemeier [Nie06] und Szöke
[Szö14] wird dieser Zusammenhang rechnerisch und experimentell nachgewiesen. Von Vlachopou-
los et al. [VWS01] wird die Formulierung dieser Anforderung durch eine minimale Wandscherge-
schwindigkeit vorgeschlagen. In der Literatur lassen sich diesbezüglich Werte einer minimalen
Wandschergeschwindigkeit, die nicht unterschritten werden sollte, von 5 bis 10 1/s auffinden [Fis01,
Sei06, VWS01].
Das Überschreiten kritischer Wandschubspannungen kann Fließanomalien in der Randschicht der
Strömungskanäle hervorrufen, welche im Endprodukt Oberflächendefekte verursachen. Diese Me-
chanismen werden auch als Schmelzebruch (engl. Melt Fracture) bezeichnet. Zwar zeigen diese
kritischen Wandschubspannungen ab denen das Phänomen auftreten kann auch eine Abhängigkeit
von der Oberfläche des Fließkanals und der Temperatur, jedoch werden in der Literatur material-
spezifische Grenzwerte angegeben, die eingehalten werden sollten, um diese Phänomene nicht
hervorzurufen. Ein Überblick dieser Zusammenhänge sowie Zahlenwerte für unterschiedliche Poly-
mere können [KDM11, Uhl79] entnommen werden. Somit ist es möglich einen maximalen Wert der
Wandschubspannung als materialabhängiges Auslegungskriterium zu definieren. Parallel zur Defi-
nition einer minimalen Schergeschwindigkeit wird auch hier die Formulierung einer maximalen
Wandschergeschwindigkeit vorgeschlagen. Fischer [Fis01] gibt für die maximale Wandscherge-
schwindigkeit innerhalb der Schmelzeverteilung einen materialunabhängigen Wert von 50 1/s an.
Es kann also festgehalten werden, dass die Größen Druckverlust, Wandschubspannung bzw.
Schergeschwindigkeit ausschlaggebend sind, um die Kanalquerschnitte zu definieren. Weiterhin
kann aus den Arbeiten von Niemeier und Szöke abgeleitet werden, dass es im Hinblick auf ther-
morheologische Phänomene in den Randschichten (Temperatur und Verweilzeiteinfluss) sinnvoll ist,
möglichst gleiche Strömungszustände (Wandschergeschwindigkeiten) in den Strömungskanälen
anzustreben.
Unterschiedliche Arbeiten haben bereits belegt, dass die Bereiche von Krümmern bzw. Umlenkun-
gen und Querschnittsübergängen asymmetrische Strömungsbedingungen über den Querschnitt von
Kanälen hervorrufen können. Zurückzuführen sind diese Phänomene auf unterschiedlich hohe
Wandschubspannungen bzw. Schergeschwindigkeiten, hervorgerufen durch die Impulsänderung
während der Umlenkung, und maßgeblich durch das strukturviskose Fließverhalten der Polymer-
schmelze. Aus diesem Grunde wird die Definition von umgangssprachlich formuliert „strömungs-
günstigen“ Umlenkungen und Querschnittsübergängen mit in die Vordimensionierung der primären
Schmelzeverteilung einbezogen. Ergebnisse, die in diesem Zusammenhang aufgegriffen bzw. in
Berechnungsansätze implementiert werden, stammen aus folgenden Quellen: [Mic09, Nie06, Sei06,
Sti01].
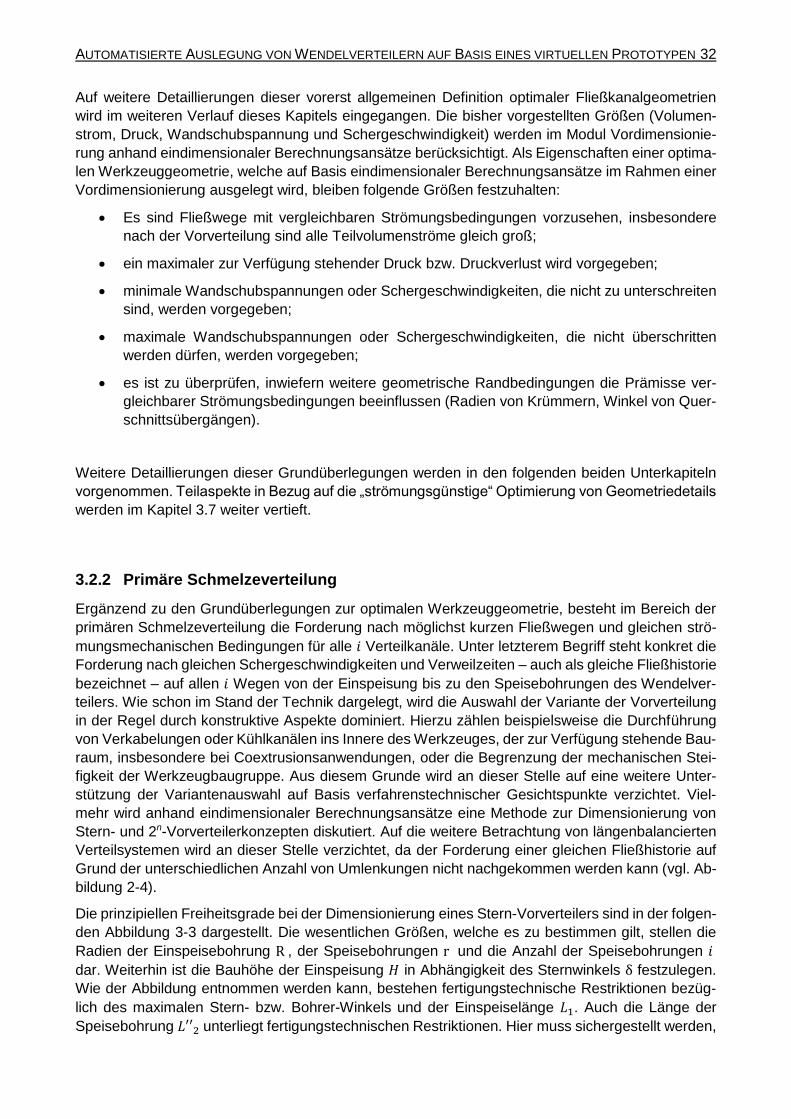
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 32
Auf weitere Detaillierungen dieser vorerst allgemeinen Definition optimaler Fließkanalgeometrien
wird im weiteren Verlauf dieses Kapitels eingegangen. Die bisher vorgestellten Größen (Volumen-
strom, Druck, Wandschubspannung und Schergeschwindigkeit) werden im Modul Vordimensionie-
rung anhand eindimensionaler Berechnungsansätze berücksichtigt. Als Eigenschaften einer optima-
len Werkzeuggeometrie, welche auf Basis eindimensionaler Berechnungsansätze im Rahmen einer
Vordimensionierung ausgelegt wird, bleiben folgende Größen festzuhalten:
Es sind Fließwege mit vergleichbaren Strömungsbedingungen vorzusehen, insbesondere
nach der Vorverteilung sind alle Teilvolumenströme gleich groß;
ein maximaler zur Verfügung stehender Druck bzw. Druckverlust wird vorgegeben;
minimale Wandschubspannungen oder Schergeschwindigkeiten, die nicht zu unterschreiten
sind, werden vorgegeben;
maximale Wandschubspannungen oder Schergeschwindigkeiten, die nicht überschritten
werden dürfen, werden vorgegeben;
es ist zu überprüfen, inwiefern weitere geometrische Randbedingungen die Prämisse ver-
gleichbarer Strömungsbedingungen beeinflussen (Radien von Krümmern, Winkel von Quer-
schnittsübergängen).
Weitere Detaillierungen dieser Grundüberlegungen werden in den folgenden beiden Unterkapiteln
vorgenommen. Teilaspekte in Bezug auf die „strömungsgünstige“ Optimierung von Geometriedetails
werden im Kapitel 3.7 weiter vertieft.
3.2.2 Primäre Schmelzeverteilung
Ergänzend zu den Grundüberlegungen zur optimalen Werkzeuggeometrie, besteht im Bereich der
primären Schmelzeverteilung die Forderung nach möglichst kurzen Fließwegen und gleichen strö-
mungsmechanischen Bedingungen für alle 𝑖 Verteilkanäle. Unter letzterem Begriff steht konkret die
Forderung nach gleichen Schergeschwindigkeiten und Verweilzeiten – auch als gleiche Fließhistorie
bezeichnet – auf allen 𝑖 Wegen von der Einspeisung bis zu den Speisebohrungen des Wendelver-
teilers. Wie schon im Stand der Technik dargelegt, wird die Auswahl der Variante der Vorverteilung
in der Regel durch konstruktive Aspekte dominiert. Hierzu zählen beispielsweise die Durchführung
von Verkabelungen oder Kühlkanälen ins Innere des Werkzeuges, der zur Verfügung stehende Bau-
raum, insbesondere bei Coextrusionsanwendungen, oder die Begrenzung der mechanischen Stei-
figkeit der Werkzeugbaugruppe. Aus diesem Grunde wird an dieser Stelle auf eine weitere Unter-
stützung der Variantenauswahl auf Basis verfahrenstechnischer Gesichtspunkte verzichtet. Viel-
mehr wird anhand eindimensionaler Berechnungsansätze eine Methode zur Dimensionierung von
Stern- und 2n-Vorverteilerkonzepten diskutiert. Auf die weitere Betrachtung von längenbalancierten
Verteilsystemen wird an dieser Stelle verzichtet, da der Forderung einer gleichen Fließhistorie auf
Grund der unterschiedlichen Anzahl von Umlenkungen nicht nachgekommen werden kann (vgl. Ab-
bildung 2-4).
Die prinzipiellen Freiheitsgrade bei der Dimensionierung eines Stern-Vorverteilers sind in der folgen-
den Abbildung 3-3 dargestellt. Die wesentlichen Größen, welche es zu bestimmen gilt, stellen die
Radien der Einspeisebohrung R , der Speisebohrungen r und die Anzahl der Speisebohrungen 𝑖
dar. Weiterhin ist die Bauhöhe der Einspeisung 𝐻 in Abhängigkeit des Sternwinkels δ festzulegen.
Wie der Abbildung entnommen werden kann, bestehen fertigungstechnische Restriktionen bezüg-
lich des maximalen Stern- bzw. Bohrer-Winkels und der Einspeiselänge 𝐿1. Auch die Länge der
Speisebohrung 𝐿 2 unterliegt fertigungstechnischen Restriktionen. Hier muss sichergestellt werden,
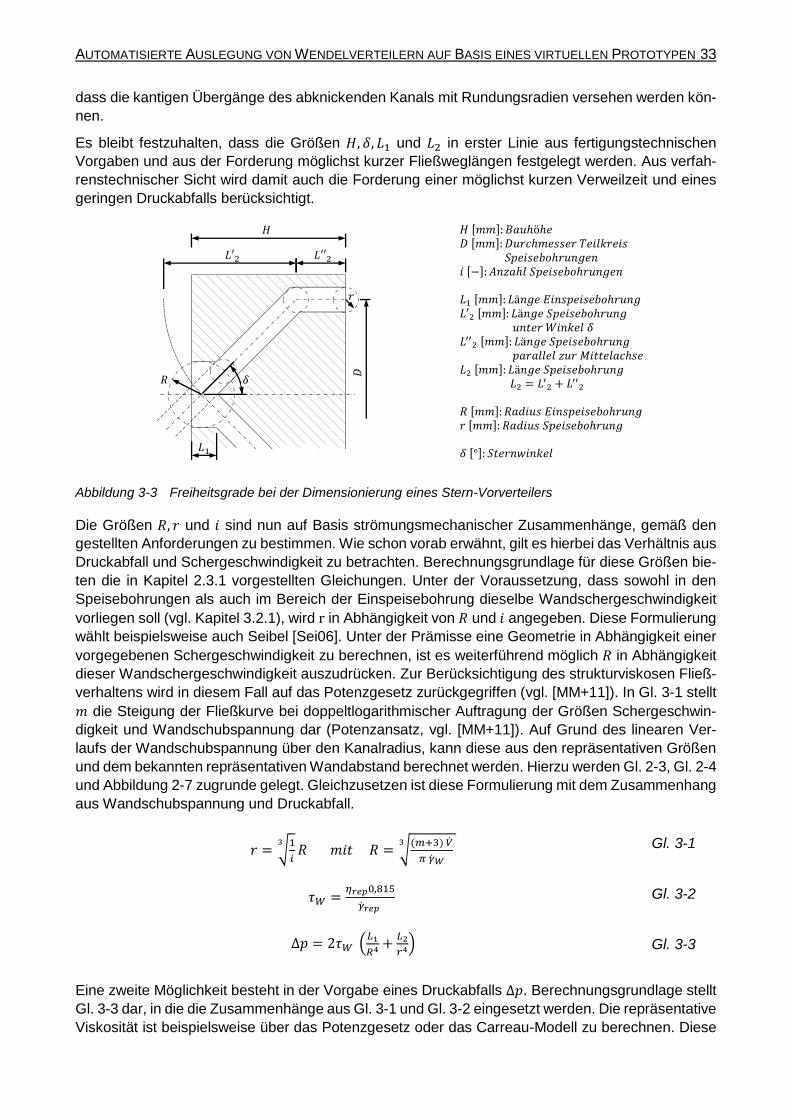
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 33
dass die kantigen Übergänge des abknickenden Kanals mit Rundungsradien versehen werden kön-
nen.
Es bleibt festzuhalten, dass die Größen 𝐻, 𝛿, 𝐿1 und 𝐿2 in erster Linie aus fertigungstechnischen
Vorgaben und aus der Forderung möglichst kurzer Fließweglängen festgelegt werden. Aus verfah-
renstechnischer Sicht wird damit auch die Forderung einer möglichst kurzen Verweilzeit und eines
geringen Druckabfalls berücksichtigt.
𝐻 [𝑚𝑚]: 𝐵𝑎𝑢ℎöℎ𝑒
𝐷 [𝑚𝑚]: 𝐷𝑢𝑟𝑐ℎ𝑚𝑒𝑠𝑠𝑒𝑟 𝑇𝑒𝑖𝑙𝑘𝑟𝑒𝑖𝑠 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔𝑒𝑛
𝑖 [−]: 𝐴𝑛𝑧𝑎ℎ𝑙 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔𝑒𝑛 𝐿1 [𝑚𝑚]: 𝐿ä𝑛𝑔𝑒 𝐸𝑖𝑛𝑠𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔
𝐿 2 [𝑚𝑚]: 𝐿ä𝑛𝑔𝑒 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔 𝑢𝑛𝑡𝑒𝑟 𝑊𝑖𝑛𝑘𝑒𝑙 𝛿
𝐿′′2 [𝑚𝑚]: 𝐿ä𝑛𝑔𝑒 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔
𝑝𝑎𝑟𝑎𝑙𝑙𝑒𝑙 𝑧𝑢𝑟 𝑀𝑖𝑡𝑡𝑒𝑙𝑎𝑐ℎ𝑠𝑒 𝐿2 [𝑚𝑚]: 𝐿ä𝑛𝑔𝑒 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔 𝐿2 = 𝐿′
2 + 𝐿′′2
𝑅 [𝑚𝑚]: 𝑅𝑎𝑑𝑖𝑢𝑠 𝐸𝑖𝑛𝑠𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔
𝑟 [𝑚𝑚]: 𝑅𝑎𝑑𝑖𝑢𝑠 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔 𝛿 [°]: 𝑆𝑡𝑒𝑟𝑛𝑤𝑖𝑛𝑘𝑒𝑙
Abbildung 3-3 Freiheitsgrade bei der Dimensionierung eines Stern-Vorverteilers
Die Größen 𝑅, 𝑟 und 𝑖 sind nun auf Basis strömungsmechanischer Zusammenhänge, gemäß den
gestellten Anforderungen zu bestimmen. Wie schon vorab erwähnt, gilt es hierbei das Verhältnis aus
Druckabfall und Schergeschwindigkeit zu betrachten. Berechnungsgrundlage für diese Größen bie-
ten die in Kapitel 2.3.1 vorgestellten Gleichungen. Unter der Voraussetzung, dass sowohl in den
Speisebohrungen als auch im Bereich der Einspeisebohrung dieselbe Wandschergeschwindigkeit
vorliegen soll (vgl. Kapitel 3.2.1), wird r in Abhängigkeit von 𝑅 und 𝑖 angegeben. Diese Formulierung
wählt beispielsweise auch Seibel [Sei06]. Unter der Prämisse eine Geometrie in Abhängigkeit einer
vorgegebenen Schergeschwindigkeit zu berechnen, ist es weiterführend möglich 𝑅 in Abhängigkeit
dieser Wandschergeschwindigkeit auszudrücken. Zur Berücksichtigung des strukturviskosen Fließ-
verhaltens wird in diesem Fall auf das Potenzgesetz zurückgegriffen (vgl. [MM+11]). In Gl. 3-1 stellt
𝑚 die Steigung der Fließkurve bei doppeltlogarithmischer Auftragung der Größen Schergeschwin-
digkeit und Wandschubspannung dar (Potenzansatz, vgl. [MM+11]). Auf Grund des linearen Ver-
laufs der Wandschubspannung über den Kanalradius, kann diese aus den repräsentativen Größen
und dem bekannten repräsentativen Wandabstand berechnet werden. Hierzu werden Gl. 2-3, Gl. 2-4
und Abbildung 2-7 zugrunde gelegt. Gleichzusetzen ist diese Formulierung mit dem Zusammenhang
aus Wandschubspannung und Druckabfall.
𝑟 = √1
𝑖
3𝑅 𝑚𝑖𝑡 𝑅 = √
(𝑚+3) ��
𝜋 ��𝑊
3
𝜏𝑊 =𝜂𝑟𝑒𝑝0,815
��𝑟𝑒𝑝
∆𝑝 = 2𝜏𝑊 (𝐿1
𝑅4 +𝐿2
𝑟4)
Gl. 3-1
Gl. 3-2
Gl. 3-3
Eine zweite Möglichkeit besteht in der Vorgabe eines Druckabfalls Δ𝑝. Berechnungsgrundlage stellt
Gl. 3-3 dar, in die die Zusammenhänge aus Gl. 3-1 und Gl. 3-2 eingesetzt werden. Die repräsentative
Viskosität ist beispielsweise über das Potenzgesetz oder das Carreau-Modell zu berechnen. Diese
𝛿𝑅
𝑟
𝐿1
𝐿 2 𝐿 2
𝐻
𝐷
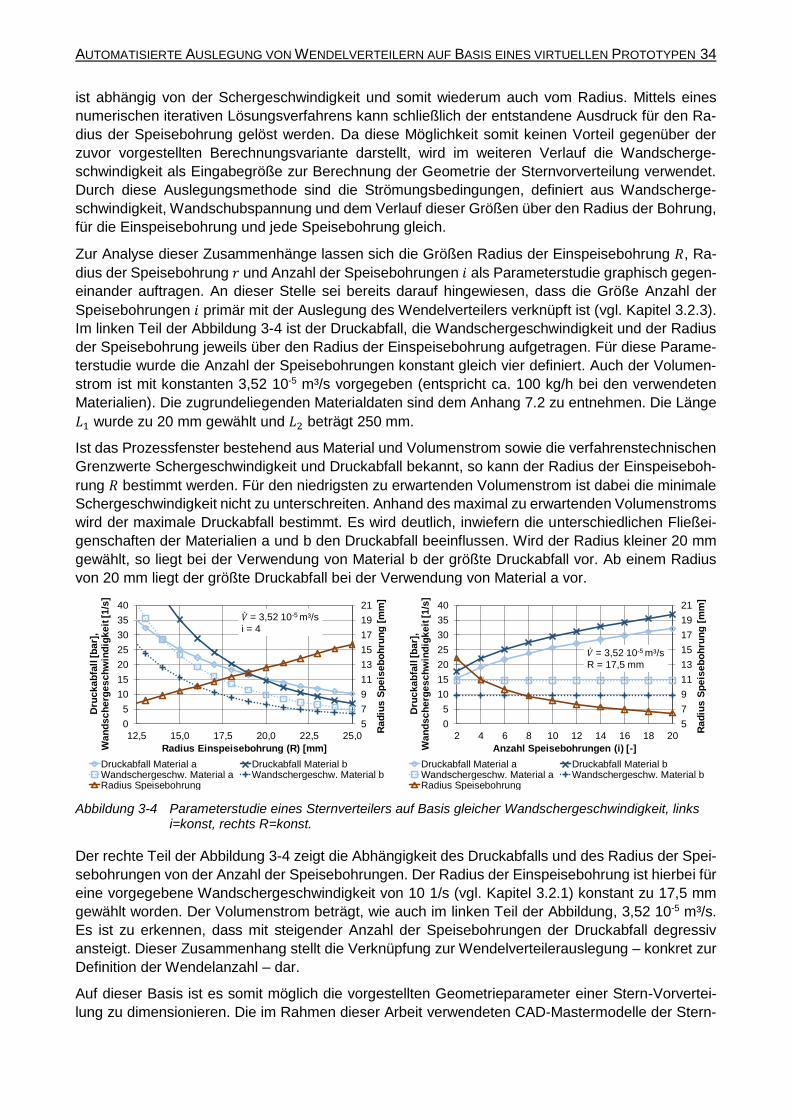
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 34
ist abhängig von der Schergeschwindigkeit und somit wiederum auch vom Radius. Mittels eines
numerischen iterativen Lösungsverfahrens kann schließlich der entstandene Ausdruck für den Ra-
dius der Speisebohrung gelöst werden. Da diese Möglichkeit somit keinen Vorteil gegenüber der
zuvor vorgestellten Berechnungsvariante darstellt, wird im weiteren Verlauf die Wandscherge-
schwindigkeit als Eingabegröße zur Berechnung der Geometrie der Sternvorverteilung verwendet.
Durch diese Auslegungsmethode sind die Strömungsbedingungen, definiert aus Wandscherge-
schwindigkeit, Wandschubspannung und dem Verlauf dieser Größen über den Radius der Bohrung,
für die Einspeisebohrung und jede Speisebohrung gleich.
Zur Analyse dieser Zusammenhänge lassen sich die Größen Radius der Einspeisebohrung 𝑅, Ra-
dius der Speisebohrung 𝑟 und Anzahl der Speisebohrungen 𝑖 als Parameterstudie graphisch gegen-
einander auftragen. An dieser Stelle sei bereits darauf hingewiesen, dass die Größe Anzahl der
Speisebohrungen 𝑖 primär mit der Auslegung des Wendelverteilers verknüpft ist (vgl. Kapitel 3.2.3).
Im linken Teil der Abbildung 3-4 ist der Druckabfall, die Wandschergeschwindigkeit und der Radius
der Speisebohrung jeweils über den Radius der Einspeisebohrung aufgetragen. Für diese Parame-
terstudie wurde die Anzahl der Speisebohrungen konstant gleich vier definiert. Auch der Volumen-
strom ist mit konstanten 3,52 10-5 m³/s vorgegeben (entspricht ca. 100 kg/h bei den verwendeten
Materialien). Die zugrundeliegenden Materialdaten sind dem Anhang 7.2 zu entnehmen. Die Länge
𝐿1 wurde zu 20 mm gewählt und 𝐿2 beträgt 250 mm.
Ist das Prozessfenster bestehend aus Material und Volumenstrom sowie die verfahrenstechnischen
Grenzwerte Schergeschwindigkeit und Druckabfall bekannt, so kann der Radius der Einspeiseboh-
rung 𝑅 bestimmt werden. Für den niedrigsten zu erwartenden Volumenstrom ist dabei die minimale
Schergeschwindigkeit nicht zu unterschreiten. Anhand des maximal zu erwartenden Volumenstroms
wird der maximale Druckabfall bestimmt. Es wird deutlich, inwiefern die unterschiedlichen Fließei-
genschaften der Materialien a und b den Druckabfall beeinflussen. Wird der Radius kleiner 20 mm
gewählt, so liegt bei der Verwendung von Material b der größte Druckabfall vor. Ab einem Radius
von 20 mm liegt der größte Druckabfall bei der Verwendung von Material a vor.
Abbildung 3-4 Parameterstudie eines Sternverteilers auf Basis gleicher Wandschergeschwindigkeit, links i=konst, rechts R=konst.
Der rechte Teil der Abbildung 3-4 zeigt die Abhängigkeit des Druckabfalls und des Radius der Spei-
sebohrungen von der Anzahl der Speisebohrungen. Der Radius der Einspeisebohrung ist hierbei für
eine vorgegebene Wandschergeschwindigkeit von 10 1/s (vgl. Kapitel 3.2.1) konstant zu 17,5 mm
gewählt worden. Der Volumenstrom beträgt, wie auch im linken Teil der Abbildung, 3,52 10-5 m³/s.
Es ist zu erkennen, dass mit steigender Anzahl der Speisebohrungen der Druckabfall degressiv
ansteigt. Dieser Zusammenhang stellt die Verknüpfung zur Wendelverteilerauslegung – konkret zur
Definition der Wendelanzahl – dar.
Auf dieser Basis ist es somit möglich die vorgestellten Geometrieparameter einer Stern-Vorvertei-
lung zu dimensionieren. Die im Rahmen dieser Arbeit verwendeten CAD-Mastermodelle der Stern-
5
7
9
11
13
15
17
19
21
0
5
10
15
20
25
30
35
40
12,5 15,0 17,5 20,0 22,5 25,0
Ra
diu
s S
pe
ise
bo
hru
ng
[m
m]
Dru
ck
ab
fall
[b
ar]
, W
an
ds
ch
erg
es
ch
win
dig
ke
it [1
/s]
Radius Einspeisebohrung (R) [mm]
Druckabfall Material a Druckabfall Material bWandschergeschw. Material a Wandschergeschw. Material bRadius Speisebohrung
�� = 3,52 10-5 m³/s
i = 4
5
7
9
11
13
15
17
19
21
0
5
10
15
20
25
30
35
40
2 4 6 8 10 12 14 16 18 20
Ra
diu
s S
pe
ise
bo
hru
ng
[m
m]
Dru
ck
ab
fall
[b
ar]
, W
an
ds
ch
erg
es
ch
win
dig
ke
it [1
/s]
Anzahl Speisebohrungen (i) [-]
Druckabfall Material a Druckabfall Material bWandschergeschw. Material a Wandschergeschw. Material bRadius Speisebohrung
�� = 3,52 10-5 m³/s
R = 17,5 mm
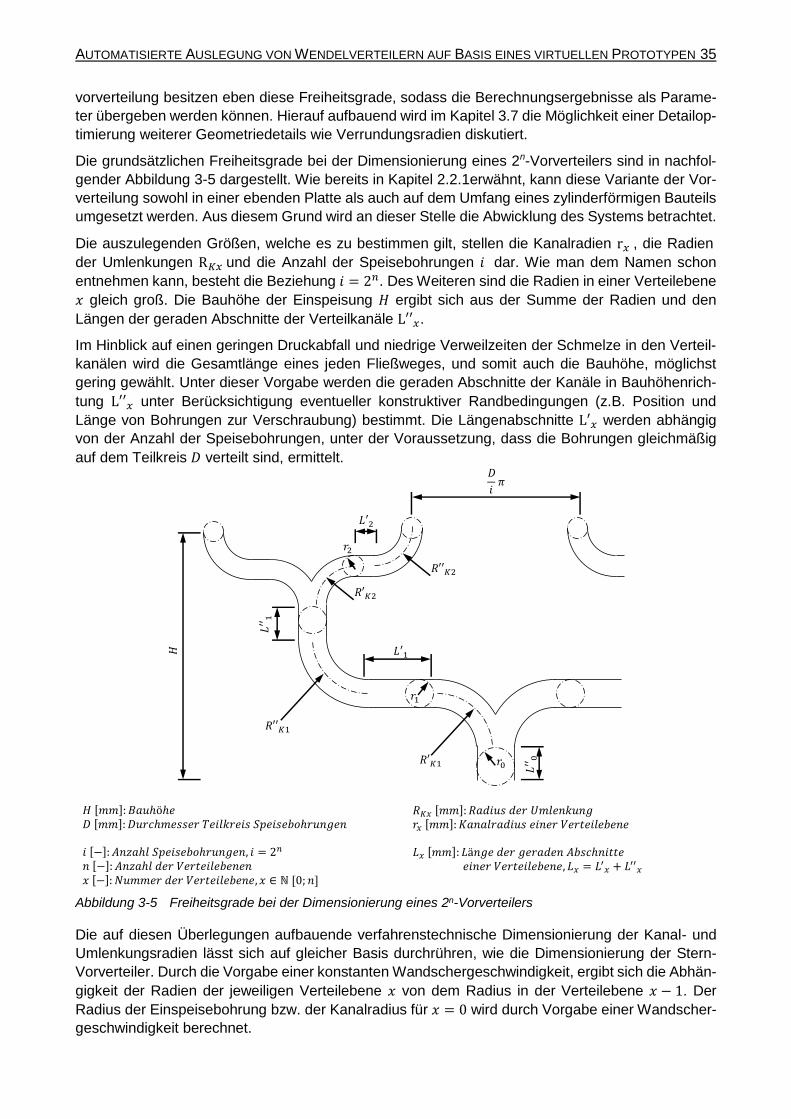
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 35
vorverteilung besitzen eben diese Freiheitsgrade, sodass die Berechnungsergebnisse als Parame-
ter übergeben werden können. Hierauf aufbauend wird im Kapitel 3.7 die Möglichkeit einer Detailop-
timierung weiterer Geometriedetails wie Verrundungsradien diskutiert.
Die grundsätzlichen Freiheitsgrade bei der Dimensionierung eines 2n-Vorverteilers sind in nachfol-
gender Abbildung 3-5 dargestellt. Wie bereits in Kapitel 2.2.1erwähnt, kann diese Variante der Vor-
verteilung sowohl in einer ebenden Platte als auch auf dem Umfang eines zylinderförmigen Bauteils
umgesetzt werden. Aus diesem Grund wird an dieser Stelle die Abwicklung des Systems betrachtet.
Die auszulegenden Größen, welche es zu bestimmen gilt, stellen die Kanalradien r𝑥 , die Radien
der Umlenkungen R𝐾𝑥 und die Anzahl der Speisebohrungen 𝑖 dar. Wie man dem Namen schon
entnehmen kann, besteht die Beziehung 𝑖 = 2𝑛. Des Weiteren sind die Radien in einer Verteilebene
𝑥 gleich groß. Die Bauhöhe der Einspeisung 𝐻 ergibt sich aus der Summe der Radien und den
Längen der geraden Abschnitte der Verteilkanäle L 𝑥.
Im Hinblick auf einen geringen Druckabfall und niedrige Verweilzeiten der Schmelze in den Verteil-
kanälen wird die Gesamtlänge eines jeden Fließweges, und somit auch die Bauhöhe, möglichst
gering gewählt. Unter dieser Vorgabe werden die geraden Abschnitte der Kanäle in Bauhöhenrich-
tung L 𝑥 unter Berücksichtigung eventueller konstruktiver Randbedingungen (z.B. Position und
Länge von Bohrungen zur Verschraubung) bestimmt. Die Längenabschnitte L 𝑥 werden abhängig
von der Anzahl der Speisebohrungen, unter der Voraussetzung, dass die Bohrungen gleichmäßig
auf dem Teilkreis 𝐷 verteilt sind, ermittelt.
𝐻 [𝑚𝑚]: 𝐵𝑎𝑢ℎöℎ𝑒
𝐷 [𝑚𝑚]: 𝐷𝑢𝑟𝑐ℎ𝑚𝑒𝑠𝑠𝑒𝑟 𝑇𝑒𝑖𝑙𝑘𝑟𝑒𝑖𝑠 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔𝑒𝑛 𝑖 [−]: 𝐴𝑛𝑧𝑎ℎ𝑙 𝑆𝑝𝑒𝑖𝑠𝑒𝑏𝑜ℎ𝑟𝑢𝑛𝑔𝑒𝑛, 𝑖 = 2𝑛
𝑛 [−]: 𝐴𝑛𝑧𝑎ℎ𝑙 𝑑𝑒𝑟 𝑉𝑒𝑟𝑡𝑒𝑖𝑙𝑒𝑏𝑒𝑛𝑒𝑛
𝑥 [−]: 𝑁𝑢𝑚𝑚𝑒𝑟 𝑑𝑒𝑟 𝑉𝑒𝑟𝑡𝑒𝑖𝑙𝑒𝑏𝑒𝑛𝑒, 𝑥 ∈ ℕ [0; 𝑛]
𝑅𝐾𝑥 [𝑚𝑚]: 𝑅𝑎𝑑𝑖𝑢𝑠 𝑑𝑒𝑟 𝑈𝑚𝑙𝑒𝑛𝑘𝑢𝑛𝑔
𝑟𝑥 [𝑚𝑚]: 𝐾𝑎𝑛𝑎𝑙𝑟𝑎𝑑𝑖𝑢𝑠 𝑒𝑖𝑛𝑒𝑟 𝑉𝑒𝑟𝑡𝑒𝑖𝑙𝑒𝑏𝑒𝑛𝑒 𝐿𝑥 [𝑚𝑚]: 𝐿ä𝑛𝑔𝑒 𝑑𝑒𝑟 𝑔𝑒𝑟𝑎𝑑𝑒𝑛 𝐴𝑏𝑠𝑐ℎ𝑛𝑖𝑡𝑡𝑒 𝑒𝑖𝑛𝑒𝑟 𝑉𝑒𝑟𝑡𝑒𝑖𝑙𝑒𝑏𝑒𝑛𝑒, 𝐿𝑥 = 𝐿′
𝑥 + 𝐿′′𝑥
Abbildung 3-5 Freiheitsgrade bei der Dimensionierung eines 2n-Vorverteilers
Die auf diesen Überlegungen aufbauende verfahrenstechnische Dimensionierung der Kanal- und
Umlenkungsradien lässt sich auf gleicher Basis durchrühren, wie die Dimensionierung der Stern-
Vorverteiler. Durch die Vorgabe einer konstanten Wandschergeschwindigkeit, ergibt sich die Abhän-
gigkeit der Radien der jeweiligen Verteilebene 𝑥 von dem Radius in der Verteilebene 𝑥 − 1. Der
Radius der Einspeisebohrung bzw. der Kanalradius für 𝑥 = 0 wird durch Vorgabe einer Wandscher-
geschwindigkeit berechnet.
𝐿
0
𝐿 1
𝐿
1
𝑟1
𝑟2
𝑅 𝐾1
𝑅 𝐾2
𝐷
𝑖𝜋
𝐻
𝑟0
𝐿 2
𝑅 𝐾1
𝑅 𝐾2
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 36
𝑟𝑥 = √1
2
3𝑟𝑥−1 = √
1
2𝑥
3𝑟0 𝑟0 = √
(𝑚+3) ��
𝜋 ��𝑊
3
𝜏𝑊 =𝜂𝑟𝑒𝑝0,815
��𝑟𝑒𝑝
∆𝑝 = 2𝜏𝑊 ∑𝐿𝑥 + 𝑅𝐾𝑥𝜋
𝑟𝑥
𝑛
𝑥=0
Gl. 3-4
Gl. 3-5
Gl. 3-6
Der gesamte Druckabfall über den Vorverteiler wird aus der Summe der Druckabfälle je Verteilebene
berechnet. In jeder Verteilebene wird der Volumenstrom ausgehend vom Gesamtvolumenstrom ��
jeweils gleichmäßig aufgeteilt, sodass sich der Teilvolumenstrom je Kanal einer Verteilebene zu
��/2𝑥 berechnen lässt.
Im Kapitel 3.2.1 wurde bereits vorweggenommen, dass die Bereiche von Krümmern bzw. Umlen-
kungen auf Grund der strukturviskosen Eigenschaften der Kunststoffschmelze gesondert berück-
sichtigt werden müssen. Maßgeblich ist hierbei das Verhältnis von Umlenkungs- zu Kanalradius.
Stieglitz [Sti01] konnte nachweisen, dass der Druckabfall über einen Krümmer näherungsweise
identisch zu dem Druckabfall über einen geraden Rohrkanal ist. Aus diesem Grund gilt es somit die
Schergeschwindigkeit bzw. Wandschubspannung im Bereich von Umlenkungen zu betrachten. Mit
abnehmenden Umlenkungsradien nimmt das Verhältnis der Wandschubspannung an der Kanalin-
nenseite zur Kanalaußenseite zu. Ebenso verschiebt sich das Maximum der Geschwindigkeitsver-
teilung von der Mitte des Kanals zur inneren Kanalwand. Für kleine Krümmungsradien kommt es
somit zu unterschiedlichen Strömungsbedingungen an der Innen- und Außenseite einer Umlenkung.
Unterschiedliche Arbeiten [Nie06, Sti01] haben diese Phänomene auf Basis dreidimensionaler CFD-
Simulationen analysiert.
Zur Implementierung in die vorliegende analytische Berechnung der Strömungskanäle der Vorver-
teiler wird die Empfehlung aus [Mic09] zugrunde gelegt. Für unterschiedliche Verhältnisse von Um-
lenkungsradius und Kanalradius wurden hier jeweils die Verhältnisse der Wandschubspannungen
von Innen- und Außenwand zur Wandschubspannung eines geraden Rohrkanals gebildet. Mit stei-
gendem Verhältnis von Umlenkradius zu Kanalradius nähern sich die Quotienten der Wand-
schubspannung dem Wert eins an. Darauf aufbauend wird die Empfehlung ausgesprochen, dass
der Quotient aus Umlenkradius und Kanalradius größer gleich zehn zu wählen ist. Auch in der Arbeit
von Niemeier [Nie06] wird diese Größenordnung bestätigt. Dessen Ergebnisse beruhen auf der au-
tomatisierten Optimierung einer 90°-Umlenkung eines Kanals mit kreisförmigem Querschnitt. Als
zusätzlicher Freiheitsgrad dient hierbei ein über die Umlenkungslänge variabler Kanalquerschnitt.
Jedoch erscheint dieses Vorgehen aus fertigungstechnischen Gesichtspunkten als nicht sinnvoll, da
die Kanalgeometrien aus wirtschaftlichen Gründen mit konstanten Fräserradien gefertigt werden. Im
Rahmen dieser Arbeit wird der Radius von Umlenkungen bei 2n-Vorverteilern entsprechend dieser
Empfehlung zu R𝐾𝑥 = 10 r𝑥 definiert.
3.2.3 Sekundäre Schmelzeverteilung
Die Vordimensionierung von Wendelverteilern wird basierend auf den im Kapitel 2.3 vorgestellten
Methoden umgesetzt. Zugunsten geringer Rechenzeiten wird ein auf eindimensionalen Berech-
nungsansätzen beruhendes Netzwerk von Strömungswiderständen aufgestellt, welches mit den be-
kannten Methoden der Netzwerktheorie aus der Elektrotechnik bzw. der mathematischen Grafen-
analyse gelöst wird. Wie bereits Abbildung 3-1 zu entnehmen war, folgt darauf aufbauend eine au-
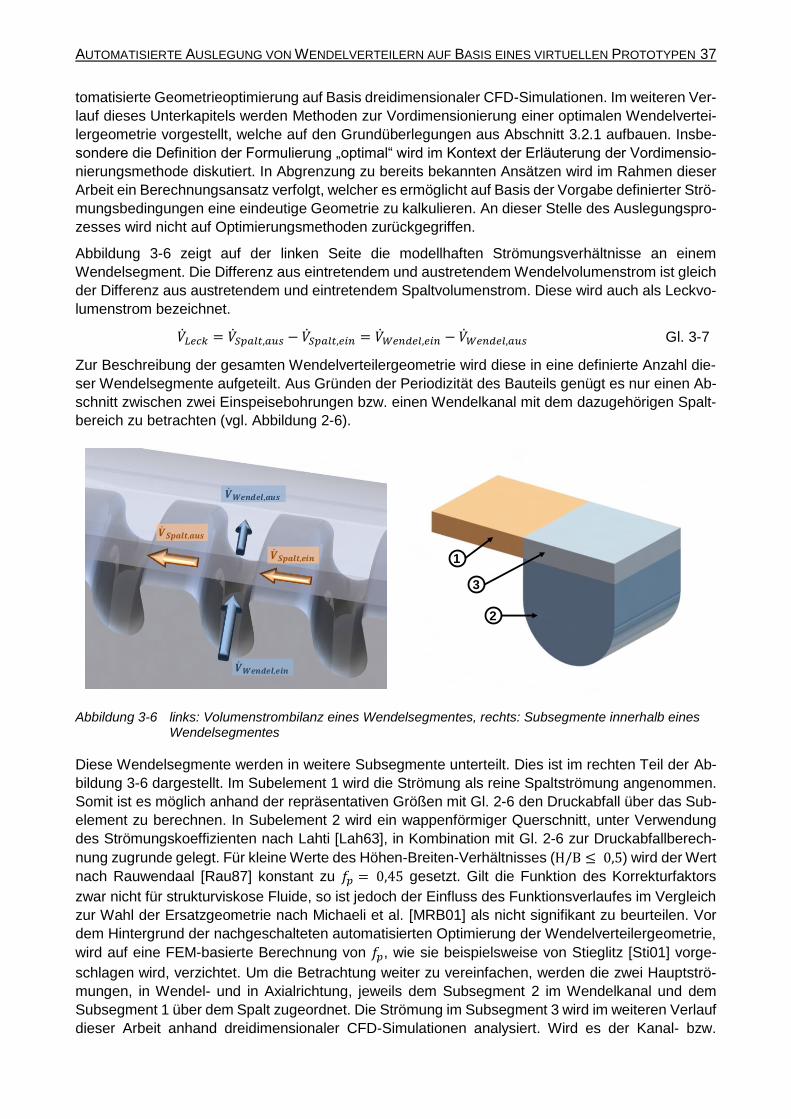
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 37
tomatisierte Geometrieoptimierung auf Basis dreidimensionaler CFD-Simulationen. Im weiteren Ver-
lauf dieses Unterkapitels werden Methoden zur Vordimensionierung einer optimalen Wendelvertei-
lergeometrie vorgestellt, welche auf den Grundüberlegungen aus Abschnitt 3.2.1 aufbauen. Insbe-
sondere die Definition der Formulierung „optimal“ wird im Kontext der Erläuterung der Vordimensio-
nierungsmethode diskutiert. In Abgrenzung zu bereits bekannten Ansätzen wird im Rahmen dieser
Arbeit ein Berechnungsansatz verfolgt, welcher es ermöglicht auf Basis der Vorgabe definierter Strö-
mungsbedingungen eine eindeutige Geometrie zu kalkulieren. An dieser Stelle des Auslegungspro-
zesses wird nicht auf Optimierungsmethoden zurückgegriffen.
Abbildung 3-6 zeigt auf der linken Seite die modellhaften Strömungsverhältnisse an einem
Wendelsegment. Die Differenz aus eintretendem und austretendem Wendelvolumenstrom ist gleich
der Differenz aus austretendem und eintretendem Spaltvolumenstrom. Diese wird auch als Leckvo-
lumenstrom bezeichnet.
��𝐿𝑒𝑐𝑘 = ��𝑆𝑝𝑎𝑙𝑡,𝑎𝑢𝑠 − ��𝑆𝑝𝑎𝑙𝑡,𝑒𝑖𝑛 = ��𝑊𝑒𝑛𝑑𝑒𝑙,𝑒𝑖𝑛 − ��𝑊𝑒𝑛𝑑𝑒𝑙,𝑎𝑢𝑠 Gl. 3-7
Zur Beschreibung der gesamten Wendelverteilergeometrie wird diese in eine definierte Anzahl die-
ser Wendelsegmente aufgeteilt. Aus Gründen der Periodizität des Bauteils genügt es nur einen Ab-
schnitt zwischen zwei Einspeisebohrungen bzw. einen Wendelkanal mit dem dazugehörigen Spalt-
bereich zu betrachten (vgl. Abbildung 2-6).
Abbildung 3-6 links: Volumenstrombilanz eines Wendelsegmentes, rechts: Subsegmente innerhalb eines Wendelsegmentes
Diese Wendelsegmente werden in weitere Subsegmente unterteilt. Dies ist im rechten Teil der Ab-
bildung 3-6 dargestellt. Im Subelement 1 wird die Strömung als reine Spaltströmung angenommen.
Somit ist es möglich anhand der repräsentativen Größen mit Gl. 2-6 den Druckabfall über das Sub-
element zu berechnen. In Subelement 2 wird ein wappenförmiger Querschnitt, unter Verwendung
des Strömungskoeffizienten nach Lahti [Lah63], in Kombination mit Gl. 2-6 zur Druckabfallberech-
nung zugrunde gelegt. Für kleine Werte des Höhen-Breiten-Verhältnisses (H/B ≤ 0,5) wird der Wert
nach Rauwendaal [Rau87] konstant zu 𝑓𝑝 = 0,45 gesetzt. Gilt die Funktion des Korrekturfaktors
zwar nicht für strukturviskose Fluide, so ist jedoch der Einfluss des Funktionsverlaufes im Vergleich
zur Wahl der Ersatzgeometrie nach Michaeli et al. [MRB01] als nicht signifikant zu beurteilen. Vor
dem Hintergrund der nachgeschalteten automatisierten Optimierung der Wendelverteilergeometrie,
wird auf eine FEM-basierte Berechnung von 𝑓𝑝, wie sie beispielsweise von Stieglitz [Sti01] vorge-
schlagen wird, verzichtet. Um die Betrachtung weiter zu vereinfachen, werden die zwei Hauptströ-
mungen, in Wendel- und in Axialrichtung, jeweils dem Subsegment 2 im Wendelkanal und dem
Subsegment 1 über dem Spalt zugeordnet. Die Strömung im Subsegment 3 wird im weiteren Verlauf
dieser Arbeit anhand dreidimensionaler CFD-Simulationen analysiert. Wird es der Kanal- bzw.
,
,
,
,
2
1
3
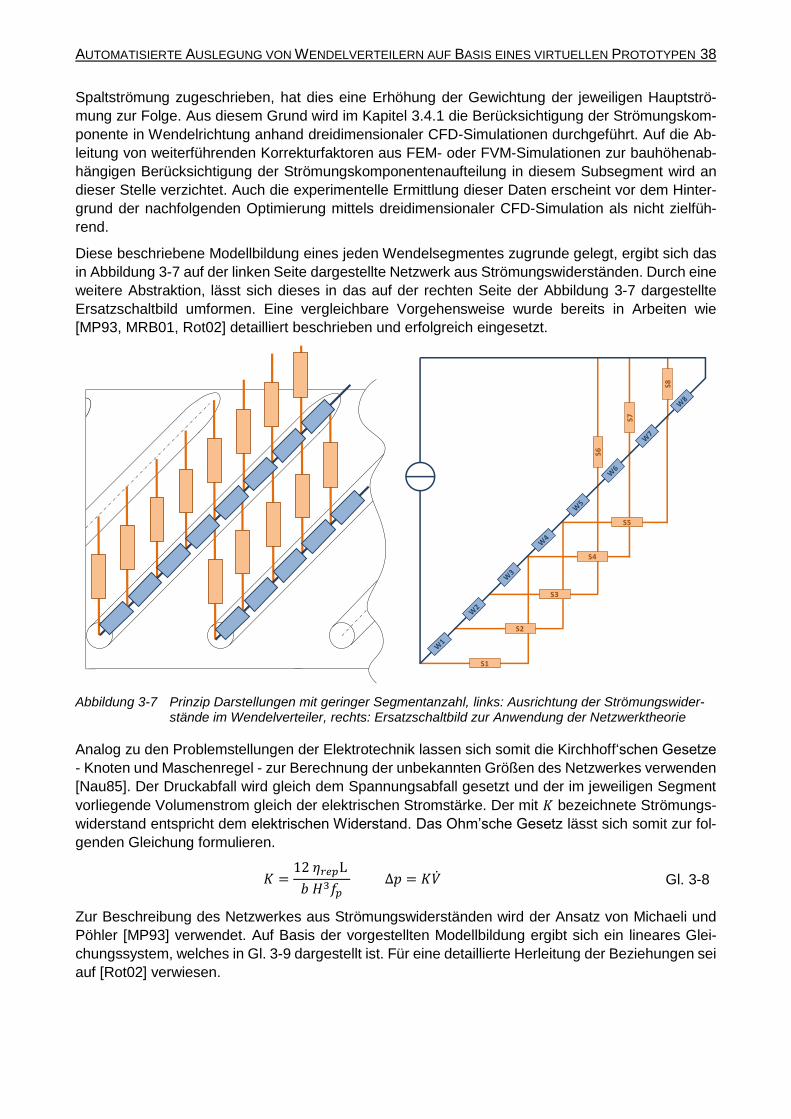
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 38
Spaltströmung zugeschrieben, hat dies eine Erhöhung der Gewichtung der jeweiligen Hauptströ-
mung zur Folge. Aus diesem Grund wird im Kapitel 3.4.1 die Berücksichtigung der Strömungskom-
ponente in Wendelrichtung anhand dreidimensionaler CFD-Simulationen durchgeführt. Auf die Ab-
leitung von weiterführenden Korrekturfaktoren aus FEM- oder FVM-Simulationen zur bauhöhenab-
hängigen Berücksichtigung der Strömungskomponentenaufteilung in diesem Subsegment wird an
dieser Stelle verzichtet. Auch die experimentelle Ermittlung dieser Daten erscheint vor dem Hinter-
grund der nachfolgenden Optimierung mittels dreidimensionaler CFD-Simulation als nicht zielfüh-
rend.
Diese beschriebene Modellbildung eines jeden Wendelsegmentes zugrunde gelegt, ergibt sich das
in Abbildung 3-7 auf der linken Seite dargestellte Netzwerk aus Strömungswiderständen. Durch eine
weitere Abstraktion, lässt sich dieses in das auf der rechten Seite der Abbildung 3-7 dargestellte
Ersatzschaltbild umformen. Eine vergleichbare Vorgehensweise wurde bereits in Arbeiten wie
[MP93, MRB01, Rot02] detailliert beschrieben und erfolgreich eingesetzt.
Abbildung 3-7 Prinzip Darstellungen mit geringer Segmentanzahl, links: Ausrichtung der Strömungswider-stände im Wendelverteiler, rechts: Ersatzschaltbild zur Anwendung der Netzwerktheorie
Analog zu den Problemstellungen der Elektrotechnik lassen sich somit die Kirchhoff‘schen Gesetze
- Knoten und Maschenregel - zur Berechnung der unbekannten Größen des Netzwerkes verwenden
[Nau85]. Der Druckabfall wird gleich dem Spannungsabfall gesetzt und der im jeweiligen Segment
vorliegende Volumenstrom gleich der elektrischen Stromstärke. Der mit 𝐾 bezeichnete Strömungs-
widerstand entspricht dem elektrischen Widerstand. Das Ohm’sche Gesetz lässt sich somit zur fol-
genden Gleichung formulieren.
𝐾 =12 𝜂𝑟𝑒𝑝L
𝑏 𝐻3𝑓𝑝 ∆𝑝 = 𝐾�� Gl. 3-8
Zur Beschreibung des Netzwerkes aus Strömungswiderständen wird der Ansatz von Michaeli und
Pöhler [MP93] verwendet. Auf Basis der vorgestellten Modellbildung ergibt sich ein lineares Glei-
chungssystem, welches in Gl. 3-9 dargestellt ist. Für eine detaillierte Herleitung der Beziehungen sei
auf [Rot02] verwiesen.
S1
S2
S3
S4
S5
S8
S7
S6
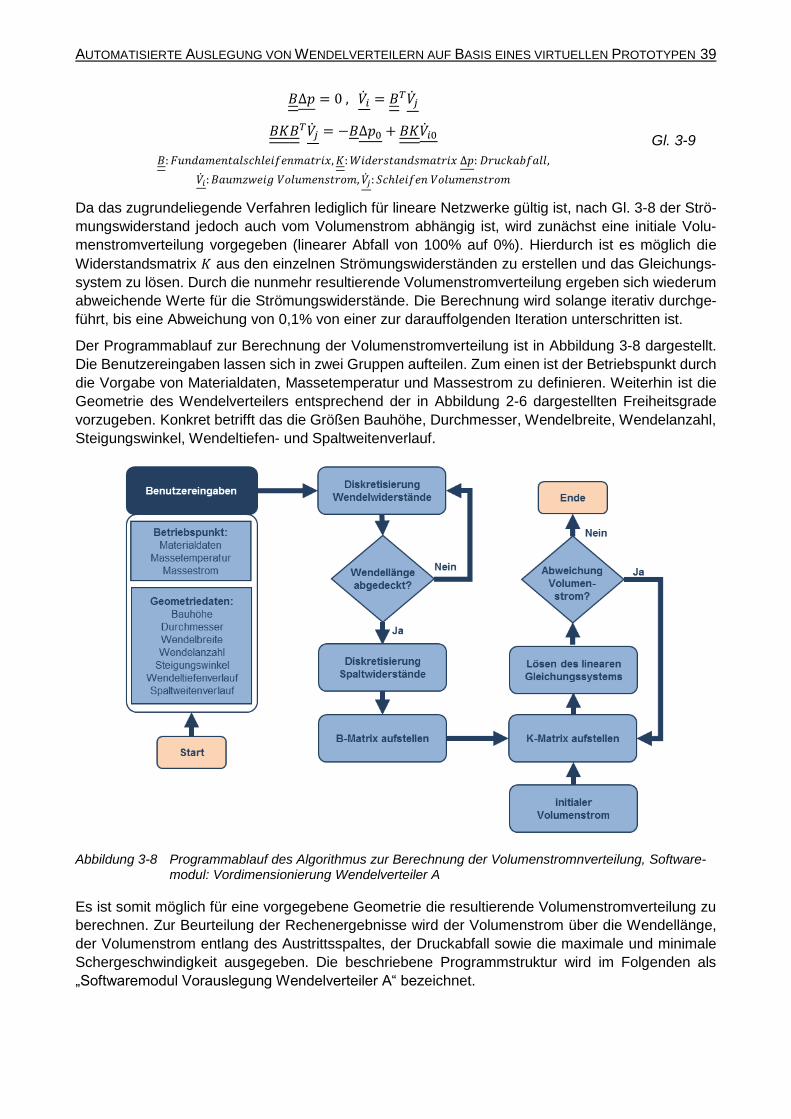
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 39
𝐵∆𝑝 = 0 , ��𝑖 = 𝐵𝑇��𝑗
𝐵𝐾𝐵𝑇��𝑗 = −𝐵∆𝑝0 + 𝐵𝐾��𝑖0
𝐵: 𝐹𝑢𝑛𝑑𝑎𝑚𝑒𝑛𝑡𝑎𝑙𝑠𝑐ℎ𝑙𝑒𝑖𝑓𝑒𝑛𝑚𝑎𝑡𝑟𝑖𝑥, 𝐾: 𝑊𝑖𝑑𝑒𝑟𝑠𝑡𝑎𝑛𝑑𝑠𝑚𝑎𝑡𝑟𝑖𝑥 ∆𝑝: 𝐷𝑟𝑢𝑐𝑘𝑎𝑏𝑓𝑎𝑙𝑙,
��𝑖: 𝐵𝑎𝑢𝑚𝑧𝑤𝑒𝑖𝑔 𝑉𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚, ��𝑗: 𝑆𝑐ℎ𝑙𝑒𝑖𝑓𝑒𝑛 𝑉𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚
Gl. 3-9
Da das zugrundeliegende Verfahren lediglich für lineare Netzwerke gültig ist, nach Gl. 3-8 der Strö-
mungswiderstand jedoch auch vom Volumenstrom abhängig ist, wird zunächst eine initiale Volu-
menstromverteilung vorgegeben (linearer Abfall von 100% auf 0%). Hierdurch ist es möglich die
Widerstandsmatrix 𝐾 aus den einzelnen Strömungswiderständen zu erstellen und das Gleichungs-
system zu lösen. Durch die nunmehr resultierende Volumenstromverteilung ergeben sich wiederum
abweichende Werte für die Strömungswiderstände. Die Berechnung wird solange iterativ durchge-
führt, bis eine Abweichung von 0,1% von einer zur darauffolgenden Iteration unterschritten ist.
Der Programmablauf zur Berechnung der Volumenstromverteilung ist in Abbildung 3-8 dargestellt.
Die Benutzereingaben lassen sich in zwei Gruppen aufteilen. Zum einen ist der Betriebspunkt durch
die Vorgabe von Materialdaten, Massetemperatur und Massestrom zu definieren. Weiterhin ist die
Geometrie des Wendelverteilers entsprechend der in Abbildung 2-6 dargestellten Freiheitsgrade
vorzugeben. Konkret betrifft das die Größen Bauhöhe, Durchmesser, Wendelbreite, Wendelanzahl,
Steigungswinkel, Wendeltiefen- und Spaltweitenverlauf.
Abbildung 3-8 Programmablauf des Algorithmus zur Berechnung der Volumenstromnverteilung, Software-modul: Vordimensionierung Wendelverteiler A
Es ist somit möglich für eine vorgegebene Geometrie die resultierende Volumenstromverteilung zu
berechnen. Zur Beurteilung der Rechenergebnisse wird der Volumenstrom über die Wendellänge,
der Volumenstrom entlang des Austrittsspaltes, der Druckabfall sowie die maximale und minimale
Schergeschwindigkeit ausgegeben. Die beschriebene Programmstruktur wird im Folgenden als
„Softwaremodul Vorauslegung Wendelverteiler A“ bezeichnet.
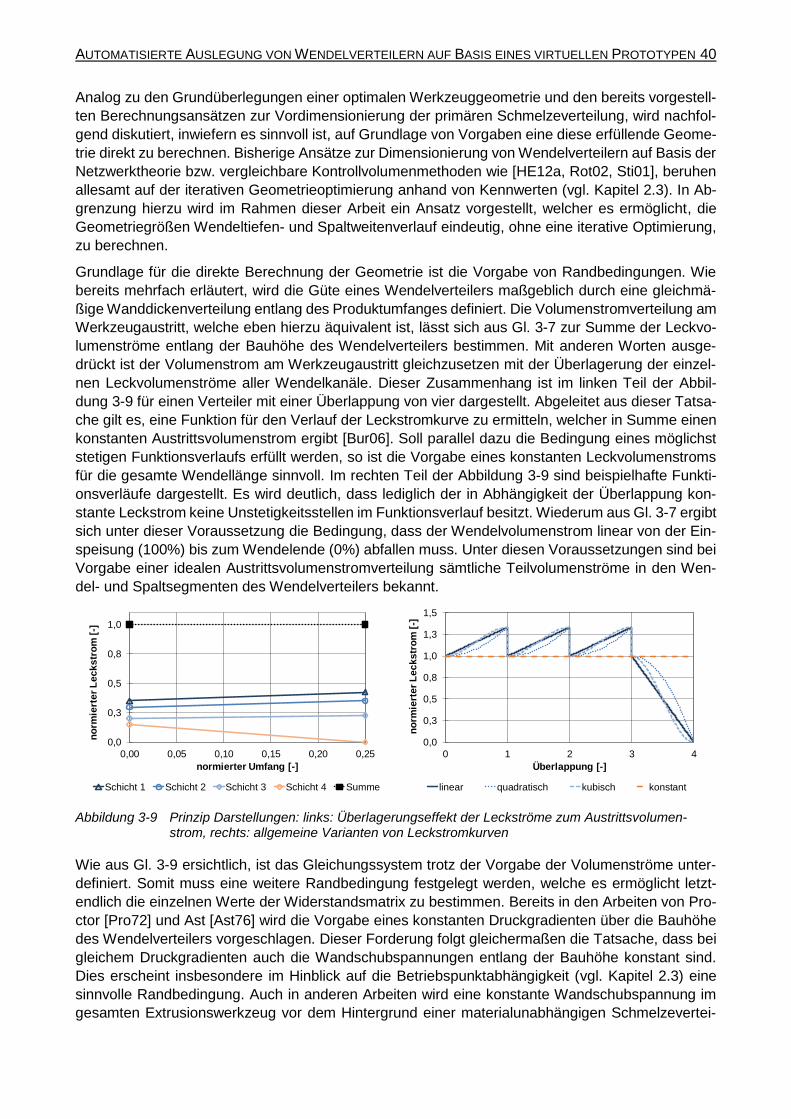
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 40
Analog zu den Grundüberlegungen einer optimalen Werkzeuggeometrie und den bereits vorgestell-
ten Berechnungsansätzen zur Vordimensionierung der primären Schmelzeverteilung, wird nachfol-
gend diskutiert, inwiefern es sinnvoll ist, auf Grundlage von Vorgaben eine diese erfüllende Geome-
trie direkt zu berechnen. Bisherige Ansätze zur Dimensionierung von Wendelverteilern auf Basis der
Netzwerktheorie bzw. vergleichbare Kontrollvolumenmethoden wie [HE12a, Rot02, Sti01], beruhen
allesamt auf der iterativen Geometrieoptimierung anhand von Kennwerten (vgl. Kapitel 2.3). In Ab-
grenzung hierzu wird im Rahmen dieser Arbeit ein Ansatz vorgestellt, welcher es ermöglicht, die
Geometriegrößen Wendeltiefen- und Spaltweitenverlauf eindeutig, ohne eine iterative Optimierung,
zu berechnen.
Grundlage für die direkte Berechnung der Geometrie ist die Vorgabe von Randbedingungen. Wie
bereits mehrfach erläutert, wird die Güte eines Wendelverteilers maßgeblich durch eine gleichmä-
ßige Wanddickenverteilung entlang des Produktumfanges definiert. Die Volumenstromverteilung am
Werkzeugaustritt, welche eben hierzu äquivalent ist, lässt sich aus Gl. 3-7 zur Summe der Leckvo-
lumenströme entlang der Bauhöhe des Wendelverteilers bestimmen. Mit anderen Worten ausge-
drückt ist der Volumenstrom am Werkzeugaustritt gleichzusetzen mit der Überlagerung der einzel-
nen Leckvolumenströme aller Wendelkanäle. Dieser Zusammenhang ist im linken Teil der Abbil-
dung 3-9 für einen Verteiler mit einer Überlappung von vier dargestellt. Abgeleitet aus dieser Tatsa-
che gilt es, eine Funktion für den Verlauf der Leckstromkurve zu ermitteln, welcher in Summe einen
konstanten Austrittsvolumenstrom ergibt [Bur06]. Soll parallel dazu die Bedingung eines möglichst
stetigen Funktionsverlaufs erfüllt werden, so ist die Vorgabe eines konstanten Leckvolumenstroms
für die gesamte Wendellänge sinnvoll. Im rechten Teil der Abbildung 3-9 sind beispielhafte Funkti-
onsverläufe dargestellt. Es wird deutlich, dass lediglich der in Abhängigkeit der Überlappung kon-
stante Leckstrom keine Unstetigkeitsstellen im Funktionsverlauf besitzt. Wiederum aus Gl. 3-7 ergibt
sich unter dieser Voraussetzung die Bedingung, dass der Wendelvolumenstrom linear von der Ein-
speisung (100%) bis zum Wendelende (0%) abfallen muss. Unter diesen Voraussetzungen sind bei
Vorgabe einer idealen Austrittsvolumenstromverteilung sämtliche Teilvolumenströme in den Wen-
del- und Spaltsegmenten des Wendelverteilers bekannt.
Abbildung 3-9 Prinzip Darstellungen: links: Überlagerungseffekt der Leckströme zum Austrittsvolumen-strom, rechts: allgemeine Varianten von Leckstromkurven
Wie aus Gl. 3-9 ersichtlich, ist das Gleichungssystem trotz der Vorgabe der Volumenströme unter-
definiert. Somit muss eine weitere Randbedingung festgelegt werden, welche es ermöglicht letzt-
endlich die einzelnen Werte der Widerstandsmatrix zu bestimmen. Bereits in den Arbeiten von Pro-
ctor [Pro72] und Ast [Ast76] wird die Vorgabe eines konstanten Druckgradienten über die Bauhöhe
des Wendelverteilers vorgeschlagen. Dieser Forderung folgt gleichermaßen die Tatsache, dass bei
gleichem Druckgradienten auch die Wandschubspannungen entlang der Bauhöhe konstant sind.
Dies erscheint insbesondere im Hinblick auf die Betriebspunktabhängigkeit (vgl. Kapitel 2.3) eine
sinnvolle Randbedingung. Auch in anderen Arbeiten wird eine konstante Wandschubspannung im
gesamten Extrusionswerkzeug vor dem Hintergrund einer materialunabhängigen Schmelzevertei-
0,0
0,3
0,5
0,8
1,0
0,00 0,05 0,10 0,15 0,20 0,25
no
rmie
rte
r L
ec
ks
tro
m [
-]
normierter Umfang [-]
Schicht 1 Schicht 2 Schicht 3 Schicht 4 Summe
0,0
0,3
0,5
0,8
1,0
1,3
1,5
0 1 2 3 4
no
rmie
rte
r L
ec
ks
tro
m [
-]
Überlappung [-]
linear quadratisch kubisch konstant
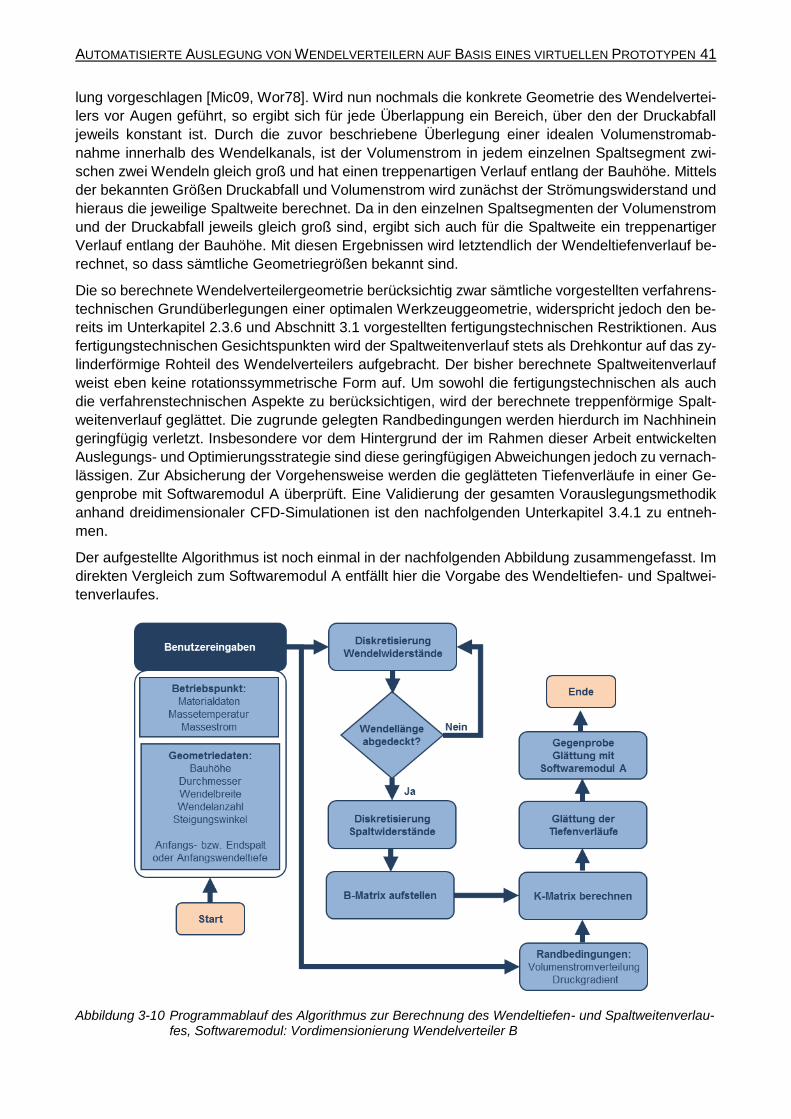
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 41
lung vorgeschlagen [Mic09, Wor78]. Wird nun nochmals die konkrete Geometrie des Wendelvertei-
lers vor Augen geführt, so ergibt sich für jede Überlappung ein Bereich, über den der Druckabfall
jeweils konstant ist. Durch die zuvor beschriebene Überlegung einer idealen Volumenstromab-
nahme innerhalb des Wendelkanals, ist der Volumenstrom in jedem einzelnen Spaltsegment zwi-
schen zwei Wendeln gleich groß und hat einen treppenartigen Verlauf entlang der Bauhöhe. Mittels
der bekannten Größen Druckabfall und Volumenstrom wird zunächst der Strömungswiderstand und
hieraus die jeweilige Spaltweite berechnet. Da in den einzelnen Spaltsegmenten der Volumenstrom
und der Druckabfall jeweils gleich groß sind, ergibt sich auch für die Spaltweite ein treppenartiger
Verlauf entlang der Bauhöhe. Mit diesen Ergebnissen wird letztendlich der Wendeltiefenverlauf be-
rechnet, so dass sämtliche Geometriegrößen bekannt sind.
Die so berechnete Wendelverteilergeometrie berücksichtig zwar sämtliche vorgestellten verfahrens-
technischen Grundüberlegungen einer optimalen Werkzeuggeometrie, widerspricht jedoch den be-
reits im Unterkapitel 2.3.6 und Abschnitt 3.1 vorgestellten fertigungstechnischen Restriktionen. Aus
fertigungstechnischen Gesichtspunkten wird der Spaltweitenverlauf stets als Drehkontur auf das zy-
linderförmige Rohteil des Wendelverteilers aufgebracht. Der bisher berechnete Spaltweitenverlauf
weist eben keine rotationssymmetrische Form auf. Um sowohl die fertigungstechnischen als auch
die verfahrenstechnischen Aspekte zu berücksichtigen, wird der berechnete treppenförmige Spalt-
weitenverlauf geglättet. Die zugrunde gelegten Randbedingungen werden hierdurch im Nachhinein
geringfügig verletzt. Insbesondere vor dem Hintergrund der im Rahmen dieser Arbeit entwickelten
Auslegungs- und Optimierungsstrategie sind diese geringfügigen Abweichungen jedoch zu vernach-
lässigen. Zur Absicherung der Vorgehensweise werden die geglätteten Tiefenverläufe in einer Ge-
genprobe mit Softwaremodul A überprüft. Eine Validierung der gesamten Vorauslegungsmethodik
anhand dreidimensionaler CFD-Simulationen ist den nachfolgenden Unterkapitel 3.4.1 zu entneh-
men.
Der aufgestellte Algorithmus ist noch einmal in der nachfolgenden Abbildung zusammengefasst. Im
direkten Vergleich zum Softwaremodul A entfällt hier die Vorgabe des Wendeltiefen- und Spaltwei-
tenverlaufes.
Abbildung 3-10 Programmablauf des Algorithmus zur Berechnung des Wendeltiefen- und Spaltweitenverlau-fes, Softwaremodul: Vordimensionierung Wendelverteiler B
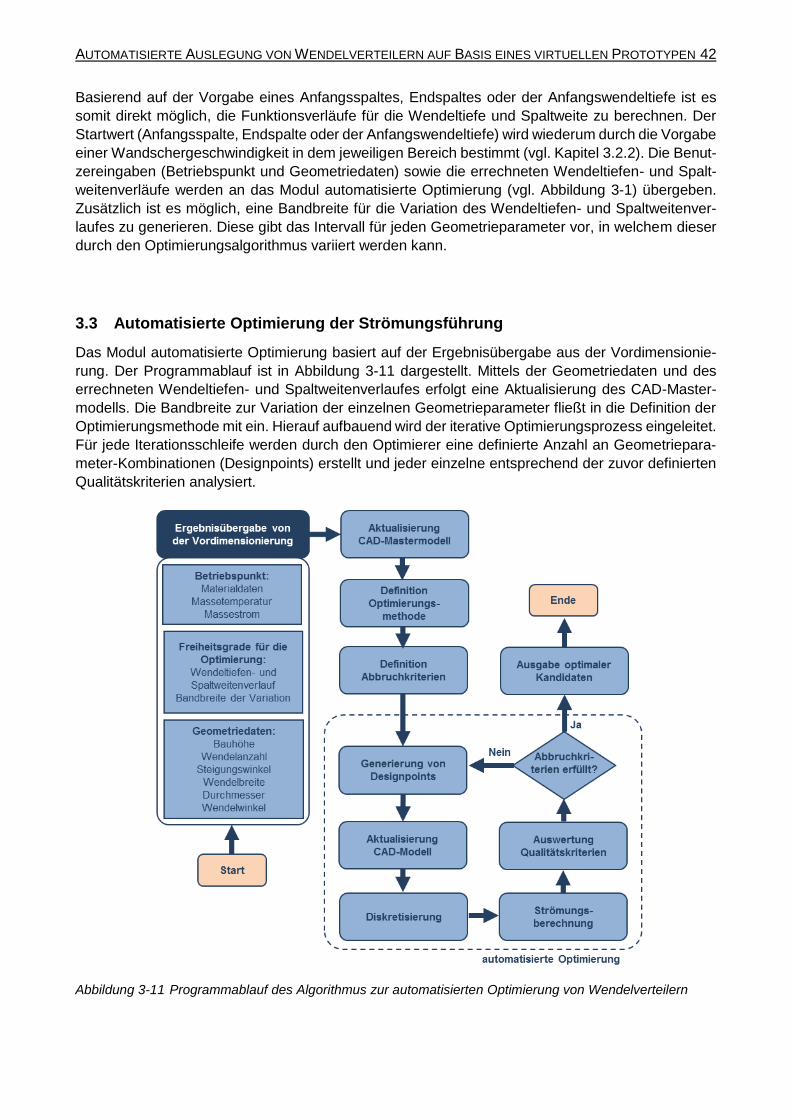
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 42
Basierend auf der Vorgabe eines Anfangsspaltes, Endspaltes oder der Anfangswendeltiefe ist es
somit direkt möglich, die Funktionsverläufe für die Wendeltiefe und Spaltweite zu berechnen. Der
Startwert (Anfangsspalte, Endspalte oder der Anfangswendeltiefe) wird wiederum durch die Vorgabe
einer Wandschergeschwindigkeit in dem jeweiligen Bereich bestimmt (vgl. Kapitel 3.2.2). Die Benut-
zereingaben (Betriebspunkt und Geometriedaten) sowie die errechneten Wendeltiefen- und Spalt-
weitenverläufe werden an das Modul automatisierte Optimierung (vgl. Abbildung 3-1) übergeben.
Zusätzlich ist es möglich, eine Bandbreite für die Variation des Wendeltiefen- und Spaltweitenver-
laufes zu generieren. Diese gibt das Intervall für jeden Geometrieparameter vor, in welchem dieser
durch den Optimierungsalgorithmus variiert werden kann.
3.3 Automatisierte Optimierung der Strömungsführung
Das Modul automatisierte Optimierung basiert auf der Ergebnisübergabe aus der Vordimensionie-
rung. Der Programmablauf ist in Abbildung 3-11 dargestellt. Mittels der Geometriedaten und des
errechneten Wendeltiefen- und Spaltweitenverlaufes erfolgt eine Aktualisierung des CAD-Master-
modells. Die Bandbreite zur Variation der einzelnen Geometrieparameter fließt in die Definition der
Optimierungsmethode mit ein. Hierauf aufbauend wird der iterative Optimierungsprozess eingeleitet.
Für jede Iterationsschleife werden durch den Optimierer eine definierte Anzahl an Geometriepara-
meter-Kombinationen (Designpoints) erstellt und jeder einzelne entsprechend der zuvor definierten
Qualitätskriterien analysiert.
Abbildung 3-11 Programmablauf des Algorithmus zur automatisierten Optimierung von Wendelverteilern
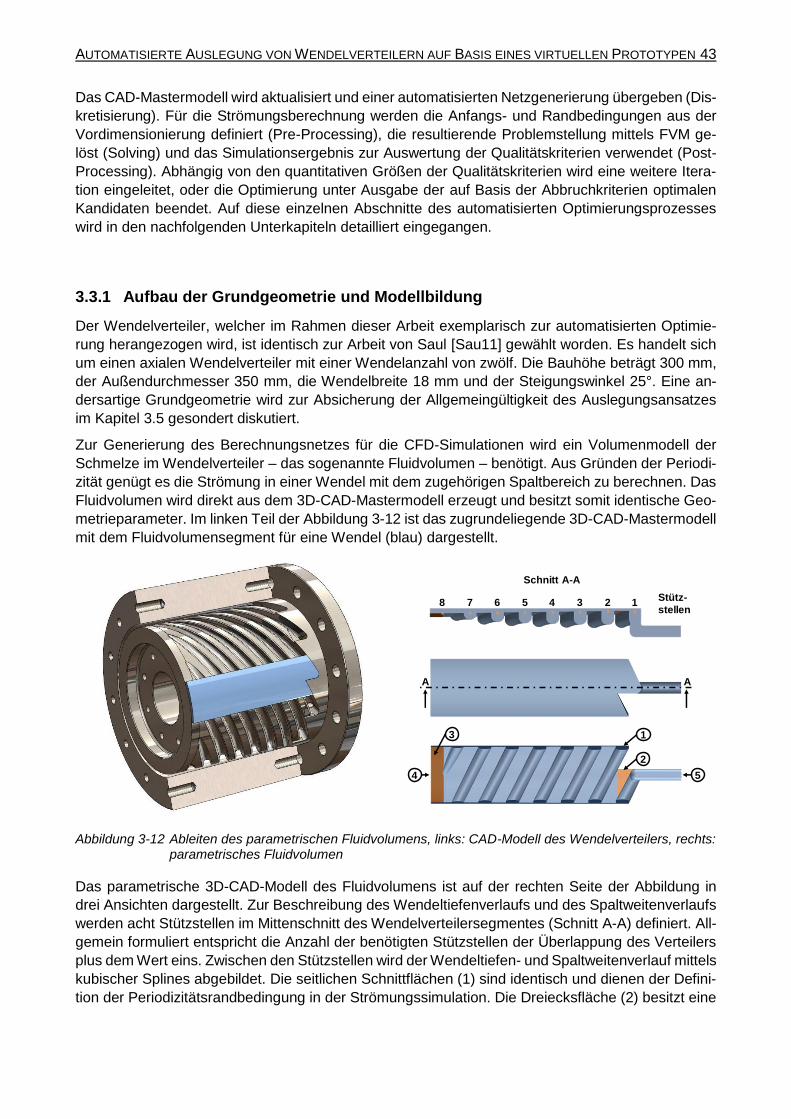
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 43
Das CAD-Mastermodell wird aktualisiert und einer automatisierten Netzgenerierung übergeben (Dis-
kretisierung). Für die Strömungsberechnung werden die Anfangs- und Randbedingungen aus der
Vordimensionierung definiert (Pre-Processing), die resultierende Problemstellung mittels FVM ge-
löst (Solving) und das Simulationsergebnis zur Auswertung der Qualitätskriterien verwendet (Post-
Processing). Abhängig von den quantitativen Größen der Qualitätskriterien wird eine weitere Itera-
tion eingeleitet, oder die Optimierung unter Ausgabe der auf Basis der Abbruchkriterien optimalen
Kandidaten beendet. Auf diese einzelnen Abschnitte des automatisierten Optimierungsprozesses
wird in den nachfolgenden Unterkapiteln detailliert eingegangen.
3.3.1 Aufbau der Grundgeometrie und Modellbildung
Der Wendelverteiler, welcher im Rahmen dieser Arbeit exemplarisch zur automatisierten Optimie-
rung herangezogen wird, ist identisch zur Arbeit von Saul [Sau11] gewählt worden. Es handelt sich
um einen axialen Wendelverteiler mit einer Wendelanzahl von zwölf. Die Bauhöhe beträgt 300 mm,
der Außendurchmesser 350 mm, die Wendelbreite 18 mm und der Steigungswinkel 25°. Eine an-
dersartige Grundgeometrie wird zur Absicherung der Allgemeingültigkeit des Auslegungsansatzes
im Kapitel 3.5 gesondert diskutiert.
Zur Generierung des Berechnungsnetzes für die CFD-Simulationen wird ein Volumenmodell der
Schmelze im Wendelverteiler – das sogenannte Fluidvolumen – benötigt. Aus Gründen der Periodi-
zität genügt es die Strömung in einer Wendel mit dem zugehörigen Spaltbereich zu berechnen. Das
Fluidvolumen wird direkt aus dem 3D-CAD-Mastermodell erzeugt und besitzt somit identische Geo-
metrieparameter. Im linken Teil der Abbildung 3-12 ist das zugrundeliegende 3D-CAD-Mastermodell
mit dem Fluidvolumensegment für eine Wendel (blau) dargestellt.
Abbildung 3-12 Ableiten des parametrischen Fluidvolumens, links: CAD-Modell des Wendelverteilers, rechts: parametrisches Fluidvolumen
Das parametrische 3D-CAD-Modell des Fluidvolumens ist auf der rechten Seite der Abbildung in
drei Ansichten dargestellt. Zur Beschreibung des Wendeltiefenverlaufs und des Spaltweitenverlaufs
werden acht Stützstellen im Mittenschnitt des Wendelverteilersegmentes (Schnitt A-A) definiert. All-
gemein formuliert entspricht die Anzahl der benötigten Stützstellen der Überlappung des Verteilers
plus dem Wert eins. Zwischen den Stützstellen wird der Wendeltiefen- und Spaltweitenverlauf mittels
kubischer Splines abgebildet. Die seitlichen Schnittflächen (1) sind identisch und dienen der Defini-
tion der Periodizitätsrandbedingung in der Strömungssimulation. Die Dreiecksfläche (2) besitzt eine
A A
Schnitt A-A
Stütz-
stellen12345678
x x x x x x x x
2
13
4 5
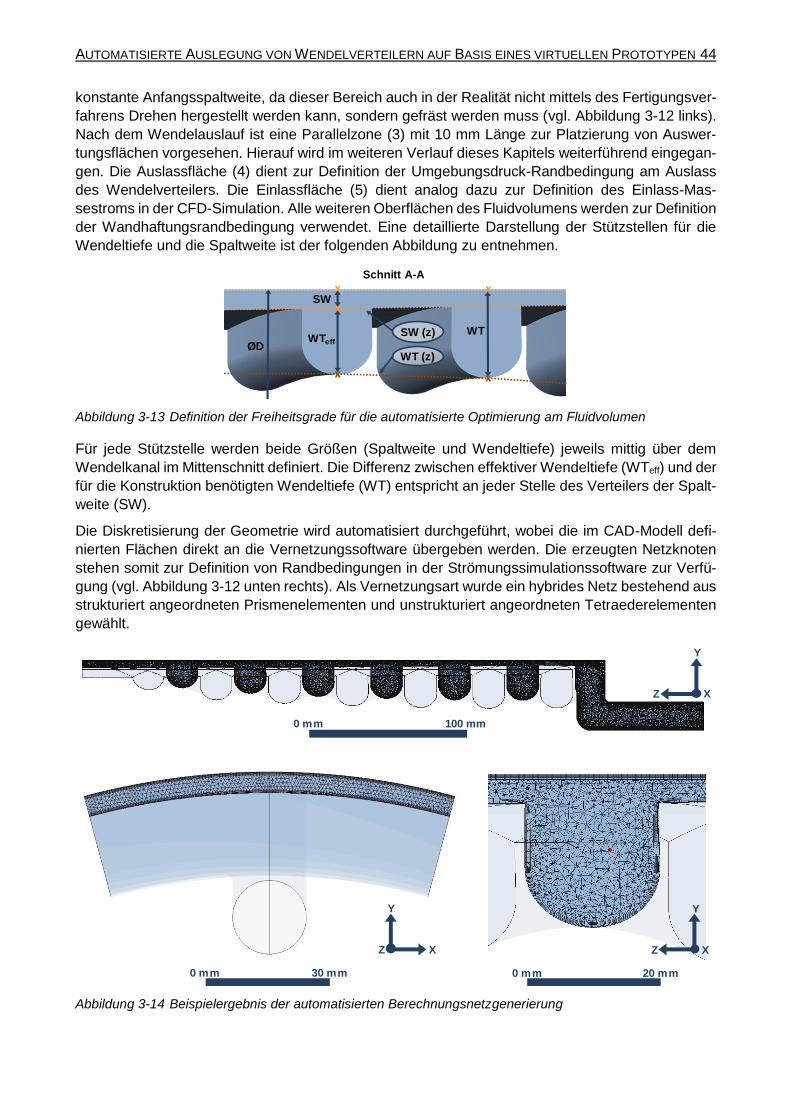
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 44
konstante Anfangsspaltweite, da dieser Bereich auch in der Realität nicht mittels des Fertigungsver-
fahrens Drehen hergestellt werden kann, sondern gefräst werden muss (vgl. Abbildung 3-12 links).
Nach dem Wendelauslauf ist eine Parallelzone (3) mit 10 mm Länge zur Platzierung von Auswer-
tungsflächen vorgesehen. Hierauf wird im weiteren Verlauf dieses Kapitels weiterführend eingegan-
gen. Die Auslassfläche (4) dient zur Definition der Umgebungsdruck-Randbedingung am Auslass
des Wendelverteilers. Die Einlassfläche (5) dient analog dazu zur Definition des Einlass-Mas-
sestroms in der CFD-Simulation. Alle weiteren Oberflächen des Fluidvolumens werden zur Definition
der Wandhaftungsrandbedingung verwendet. Eine detaillierte Darstellung der Stützstellen für die
Wendeltiefe und die Spaltweite ist der folgenden Abbildung zu entnehmen.
Abbildung 3-13 Definition der Freiheitsgrade für die automatisierte Optimierung am Fluidvolumen
Für jede Stützstelle werden beide Größen (Spaltweite und Wendeltiefe) jeweils mittig über dem
Wendelkanal im Mittenschnitt definiert. Die Differenz zwischen effektiver Wendeltiefe (WTeff) und der
für die Konstruktion benötigten Wendeltiefe (WT) entspricht an jeder Stelle des Verteilers der Spalt-
weite (SW).
Die Diskretisierung der Geometrie wird automatisiert durchgeführt, wobei die im CAD-Modell defi-
nierten Flächen direkt an die Vernetzungssoftware übergeben werden. Die erzeugten Netzknoten
stehen somit zur Definition von Randbedingungen in der Strömungssimulationssoftware zur Verfü-
gung (vgl. Abbildung 3-12 unten rechts). Als Vernetzungsart wurde ein hybrides Netz bestehend aus
strukturiert angeordneten Prismenelementen und unstrukturiert angeordneten Tetraederelementen
gewählt.
Abbildung 3-14 Beispielergebnis der automatisierten Berechnungsnetzgenerierung
Schnitt A-A
ØD
SW
WTeff
x
x
x
x
x
WTSW (z)
WT (z)
Y
Z X
0 mm 100 mm
0 mm 20 mm
Y
Z X
0 mm 30 mm
Y
XZ
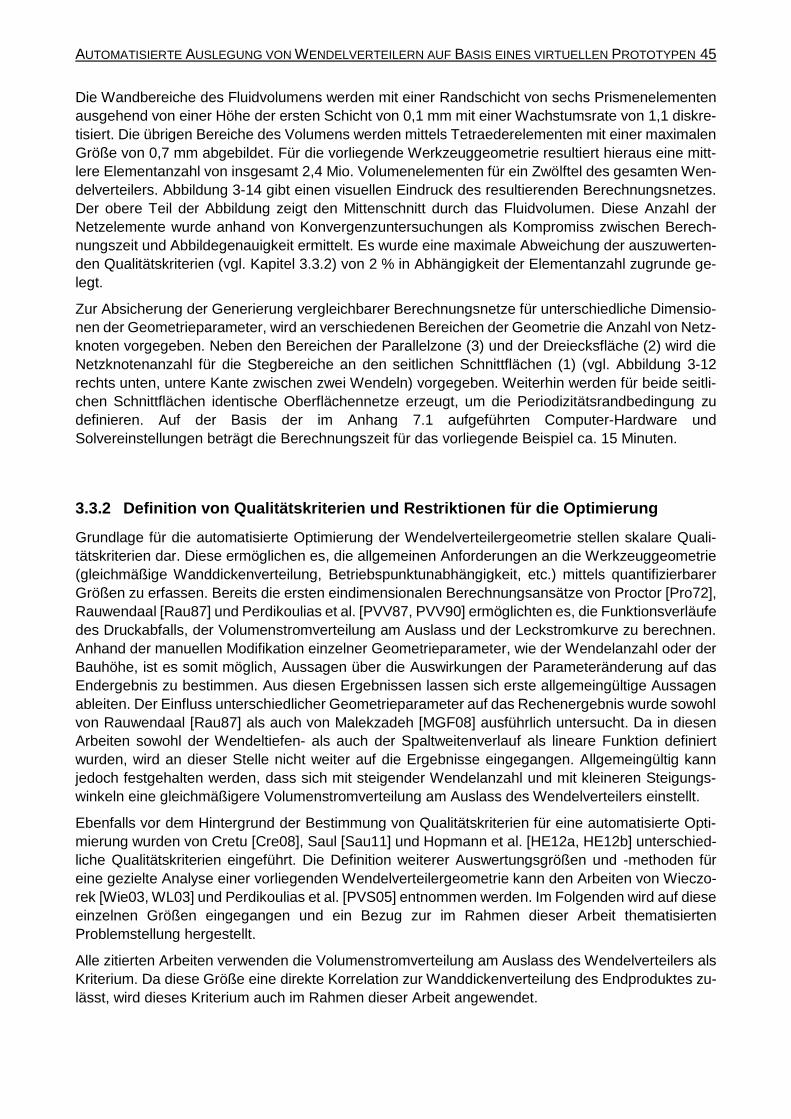
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 45
Die Wandbereiche des Fluidvolumens werden mit einer Randschicht von sechs Prismenelementen
ausgehend von einer Höhe der ersten Schicht von 0,1 mm mit einer Wachstumsrate von 1,1 diskre-
tisiert. Die übrigen Bereiche des Volumens werden mittels Tetraederelementen mit einer maximalen
Größe von 0,7 mm abgebildet. Für die vorliegende Werkzeuggeometrie resultiert hieraus eine mitt-
lere Elementanzahl von insgesamt 2,4 Mio. Volumenelementen für ein Zwölftel des gesamten Wen-
delverteilers. Abbildung 3-14 gibt einen visuellen Eindruck des resultierenden Berechnungsnetzes.
Der obere Teil der Abbildung zeigt den Mittenschnitt durch das Fluidvolumen. Diese Anzahl der
Netzelemente wurde anhand von Konvergenzuntersuchungen als Kompromiss zwischen Berech-
nungszeit und Abbildegenauigkeit ermittelt. Es wurde eine maximale Abweichung der auszuwerten-
den Qualitätskriterien (vgl. Kapitel 3.3.2) von 2 % in Abhängigkeit der Elementanzahl zugrunde ge-
legt.
Zur Absicherung der Generierung vergleichbarer Berechnungsnetze für unterschiedliche Dimensio-
nen der Geometrieparameter, wird an verschiedenen Bereichen der Geometrie die Anzahl von Netz-
knoten vorgegeben. Neben den Bereichen der Parallelzone (3) und der Dreiecksfläche (2) wird die
Netzknotenanzahl für die Stegbereiche an den seitlichen Schnittflächen (1) (vgl. Abbildung 3-12
rechts unten, untere Kante zwischen zwei Wendeln) vorgegeben. Weiterhin werden für beide seitli-
chen Schnittflächen identische Oberflächennetze erzeugt, um die Periodizitätsrandbedingung zu
definieren. Auf der Basis der im Anhang 7.1 aufgeführten Computer-Hardware und
Solvereinstellungen beträgt die Berechnungszeit für das vorliegende Beispiel ca. 15 Minuten.
3.3.2 Definition von Qualitätskriterien und Restriktionen für die Optimierung
Grundlage für die automatisierte Optimierung der Wendelverteilergeometrie stellen skalare Quali-
tätskriterien dar. Diese ermöglichen es, die allgemeinen Anforderungen an die Werkzeuggeometrie
(gleichmäßige Wanddickenverteilung, Betriebspunktunabhängigkeit, etc.) mittels quantifizierbarer
Größen zu erfassen. Bereits die ersten eindimensionalen Berechnungsansätze von Proctor [Pro72],
Rauwendaal [Rau87] und Perdikoulias et al. [PVV87, PVV90] ermöglichten es, die Funktionsverläufe
des Druckabfalls, der Volumenstromverteilung am Auslass und der Leckstromkurve zu berechnen.
Anhand der manuellen Modifikation einzelner Geometrieparameter, wie der Wendelanzahl oder der
Bauhöhe, ist es somit möglich, Aussagen über die Auswirkungen der Parameteränderung auf das
Endergebnis zu bestimmen. Aus diesen Ergebnissen lassen sich erste allgemeingültige Aussagen
ableiten. Der Einfluss unterschiedlicher Geometrieparameter auf das Rechenergebnis wurde sowohl
von Rauwendaal [Rau87] als auch von Malekzadeh [MGF08] ausführlich untersucht. Da in diesen
Arbeiten sowohl der Wendeltiefen- als auch der Spaltweitenverlauf als lineare Funktion definiert
wurden, wird an dieser Stelle nicht weiter auf die Ergebnisse eingegangen. Allgemeingültig kann
jedoch festgehalten werden, dass sich mit steigender Wendelanzahl und mit kleineren Steigungs-
winkeln eine gleichmäßigere Volumenstromverteilung am Auslass des Wendelverteilers einstellt.
Ebenfalls vor dem Hintergrund der Bestimmung von Qualitätskriterien für eine automatisierte Opti-
mierung wurden von Cretu [Cre08], Saul [Sau11] und Hopmann et al. [HE12a, HE12b] unterschied-
liche Qualitätskriterien eingeführt. Die Definition weiterer Auswertungsgrößen und -methoden für
eine gezielte Analyse einer vorliegenden Wendelverteilergeometrie kann den Arbeiten von Wieczo-
rek [Wie03, WL03] und Perdikoulias et al. [PVS05] entnommen werden. Im Folgenden wird auf diese
einzelnen Größen eingegangen und ein Bezug zur im Rahmen dieser Arbeit thematisierten
Problemstellung hergestellt.
Alle zitierten Arbeiten verwenden die Volumenstromverteilung am Auslass des Wendelverteilers als
Kriterium. Da diese Größe eine direkte Korrelation zur Wanddickenverteilung des Endproduktes zu-
lässt, wird dieses Kriterium auch im Rahmen dieser Arbeit angewendet.
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 46
Auch der Druckabfall über den Wendelverteiler wird in allen zitierten Arbeiten als Qualitätskriterium
verwendet. Im Rahmen dieser Arbeit wird hiervon jedoch Abstand genommen. In der Vordimensio-
nierung wird der Anfangsspalt, die Anfangswendeltiefe oder der Endspalt mittels einer vorzugeben-
den minimalen Wandschergeschwindigkeit berechnet. Auf dieser Basis wird die initiale Geometrie
für die Optimierung bestimmt. Eben diese Vorgehensweise bestimmt maßgeblich den Druckabfall
über den Wendelverteiler. Bereits in dieser frühen Phase der Werkzeugauslegung ist es somit mög-
lich, die Größen minimale Wandschergeschwindigkeit und Druckabfall gegenüberzustellen und ei-
nen sinnvollen Kompromiss zu wählen. Hierfür besteht im Softwaremodul B der Vordimensionierung
die Möglichkeit der Gegenüberstellung der Geometriegrößen (Anfangsspalt, Anfangswendeltiefe o-
der Endspalt) mit der resultierenden Wandschergeschwindigkeit und dem resultierenden Druckab-
fall. Bei Vorgabe einer minimalen Wandschergeschwindigkeit für diese Geometriebereiche resultiert
somit ein Druckabfall, welcher nicht unterschritten werden kann, ohne diese minimale Wandscher-
geschwindigkeit zu unterschreiten. Im Rahmen der automatisierten Optimierung wird aus diesem
Grund anhand eines Ausschlusskriteriums sichergestellt, dass ein vorgegebener maximaler Druck-
abfall nicht überschritten wird. Diese Überlegung erweist sich weiterhin als relevant für die praxisori-
entierte Dimensionierung von Werkzeuggeometrien, da der maximale Druckabfall in der Regel vom
eingesetzten Extruder abhängig ist. Das Maximum des Wertes ist somit in der Regel schon vorab
bekannt.
Die Beurteilung von Wandschergeschwindigkeiten bzw. Wandschubspannungen, welche in den be-
trachteten Wendelverteilergeometrien auftreten, werden auf unterschiedliche Weise in die jeweiligen
Optimierungsansätze integriert. Cretu [Cre08] gibt eine maximale Wandschergeschwindigkeit vor,
welche durch die Optimierung erreicht werden soll. Saul [Sau11] bildet das Verhältnis der Differen-
zen zwischen minimaler und maximaler Wandschubspannung im gesamten Wendelverteiler zur Dif-
ferenz einer kritischen unteren und oberen Grenze. Ein grundsätzlich vergleichbarer Ansatz ist auch
den Arbeiten von Hopmann et al. [HE12a] zu entnehmen, jedoch werden die Grenzwerte hier in
Form von Ausschlusskriterien formuliert. Während der Optimierung wird somit ein möglichst gleich-
mäßiger Verlauf der Wandschergeschwindigkeit unter gleichzeitiger Einhaltung vorgegebener Gren-
zen angestrebt. Aus den Ergebnissen der vorgestellten Arbeiten kann der Schluss gezogen werden,
dass es grundsätzlich sinnvoll erscheint, das Verhältnis der auftretenden Wandschergeschwindig-
keiten bzw. Wandschubspannungen als Qualitätskriterium einer Optimierung zu verwenden. Jedoch
wird durch die vorgestellten Ansätze bisher noch keine Möglichkeit gegeben, diese Größen mit kon-
kretem Bezug zur Geometrie zu berechnen. Im Rahmen dieser Arbeit wird daher eine Möglichkeit
vorgestellt, das Verhältnis zwischen maximalen und minimalen Wandschubspannungen im Wendel-
kanal und im Spalt getrennt voneinander mittels ortsfester Stützstellen zu berechnen. Weiterhin wer-
den eine kritische minimale Wandschubspannung zur Vermeidung von Stagnationszonen und eine
kritische maximale Wandschubspannung zur Vermeidung von Schmelzebruchphänomenen als Aus-
schlusskriterium innerhalb der Optimierung vorgegeben. Nicht zuletzt wird durch diese Art der Defi-
nition des Qualitätskriteriums der bereits durch Wortberg [Wor78] formulierten Forderung eines mög-
lichst betriebspunktunabhängigen Werkzeuges nachgekommen.
Die Berücksichtigung der Leckstromkurve wird durch Cretu [Cre08] in Form eines Quotienten zwi-
schen der für eine Geometrievariante berechneten Fläche unter der Leckstromkurve zu einer vor-
gegebenen idealen Fläche berücksichtigt. Eine Erweiterung dieses Ansatzes um die zusätzliche Be-
rücksichtigung der Steigung der Leckstromkurve erscheint in diesem Zusammenhang als sinnvoll.
Insbesondere abrupte Änderungen des Kurvenverlaufes lassen sich hierdurch in Form eines Quali-
tätskriteriums abbilden. Hierauf wird im weiteren Verlauf der Arbeit gesondert eingegangen. Außer-
dem wird die Korrelation zwischen Leckstromkurve und Stromlinienanalyse nachgewiesen.
Innerhalb des Post-Processing von dreidimensionalen CFD-Simulationen besteht die Möglichkeit
Stromlinien zu generieren. Anhand derer kann nachvollzogen werden, inwiefern die Schmelzeströ-
mung dem durch die Geometrie des Wendelkanals vorgegebenen Verlauf folgt. Am Auslass des
Wendelverteilers ergibt sich über den Umfang verlaufend der Verteilwinkel, um den die
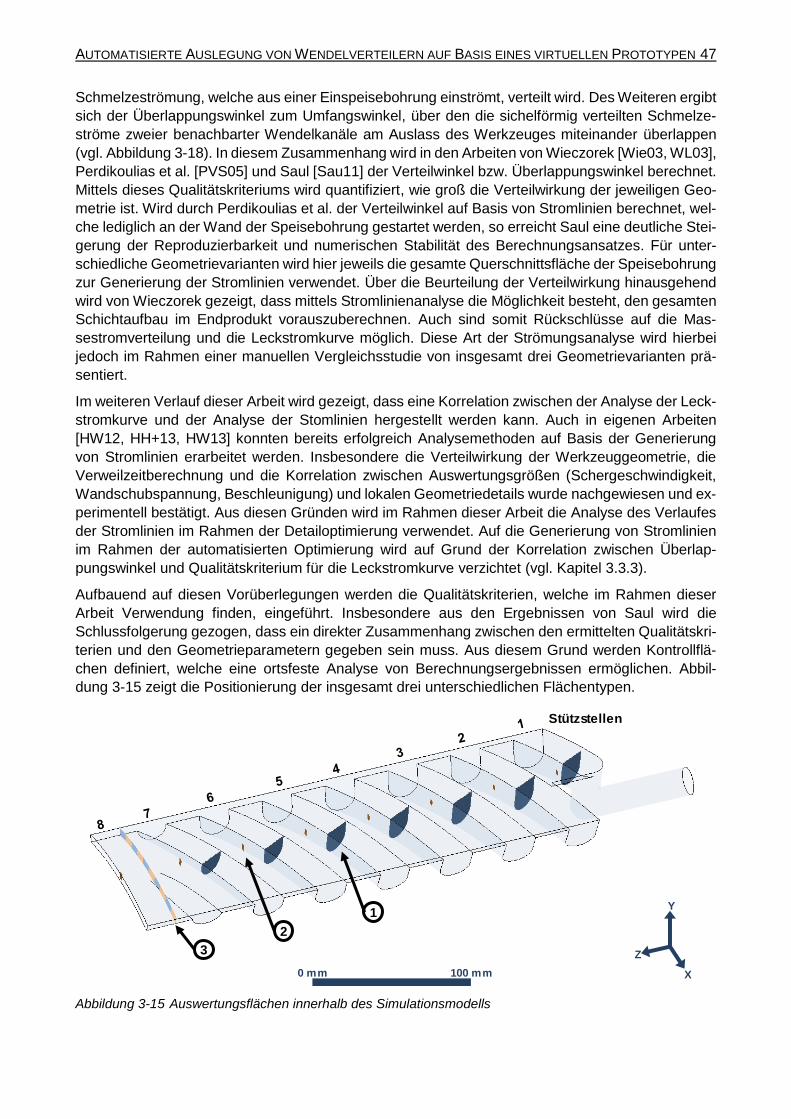
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 47
Schmelzeströmung, welche aus einer Einspeisebohrung einströmt, verteilt wird. Des Weiteren ergibt
sich der Überlappungswinkel zum Umfangswinkel, über den die sichelförmig verteilten Schmelze-
ströme zweier benachbarter Wendelkanäle am Auslass des Werkzeuges miteinander überlappen
(vgl. Abbildung 3-18). In diesem Zusammenhang wird in den Arbeiten von Wieczorek [Wie03, WL03],
Perdikoulias et al. [PVS05] und Saul [Sau11] der Verteilwinkel bzw. Überlappungswinkel berechnet.
Mittels dieses Qualitätskriteriums wird quantifiziert, wie groß die Verteilwirkung der jeweiligen Geo-
metrie ist. Wird durch Perdikoulias et al. der Verteilwinkel auf Basis von Stromlinien berechnet, wel-
che lediglich an der Wand der Speisebohrung gestartet werden, so erreicht Saul eine deutliche Stei-
gerung der Reproduzierbarkeit und numerischen Stabilität des Berechnungsansatzes. Für unter-
schiedliche Geometrievarianten wird hier jeweils die gesamte Querschnittsfläche der Speisebohrung
zur Generierung der Stromlinien verwendet. Über die Beurteilung der Verteilwirkung hinausgehend
wird von Wieczorek gezeigt, dass mittels Stromlinienanalyse die Möglichkeit besteht, den gesamten
Schichtaufbau im Endprodukt vorauszuberechnen. Auch sind somit Rückschlüsse auf die Mas-
sestromverteilung und die Leckstromkurve möglich. Diese Art der Strömungsanalyse wird hierbei
jedoch im Rahmen einer manuellen Vergleichsstudie von insgesamt drei Geometrievarianten prä-
sentiert.
Im weiteren Verlauf dieser Arbeit wird gezeigt, dass eine Korrelation zwischen der Analyse der Leck-
stromkurve und der Analyse der Stomlinien hergestellt werden kann. Auch in eigenen Arbeiten
[HW12, HH+13, HW13] konnten bereits erfolgreich Analysemethoden auf Basis der Generierung
von Stromlinien erarbeitet werden. Insbesondere die Verteilwirkung der Werkzeuggeometrie, die
Verweilzeitberechnung und die Korrelation zwischen Auswertungsgrößen (Schergeschwindigkeit,
Wandschubspannung, Beschleunigung) und lokalen Geometriedetails wurde nachgewiesen und ex-
perimentell bestätigt. Aus diesen Gründen wird im Rahmen dieser Arbeit die Analyse des Verlaufes
der Stromlinien im Rahmen der Detailoptimierung verwendet. Auf die Generierung von Stromlinien
im Rahmen der automatisierten Optimierung wird auf Grund der Korrelation zwischen Überlap-
pungswinkel und Qualitätskriterium für die Leckstromkurve verzichtet (vgl. Kapitel 3.3.3).
Aufbauend auf diesen Vorüberlegungen werden die Qualitätskriterien, welche im Rahmen dieser
Arbeit Verwendung finden, eingeführt. Insbesondere aus den Ergebnissen von Saul wird die
Schlussfolgerung gezogen, dass ein direkter Zusammenhang zwischen den ermittelten Qualitätskri-
terien und den Geometrieparametern gegeben sein muss. Aus diesem Grund werden Kontrollflä-
chen definiert, welche eine ortsfeste Analyse von Berechnungsergebnissen ermöglichen. Abbil-
dung 3-15 zeigt die Positionierung der insgesamt drei unterschiedlichen Flächentypen.
Abbildung 3-15 Auswertungsflächen innerhalb des Simulationsmodells
0 mm 100 mm
Y
X
Z
Stützstellen
3
2
1
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 48
Durch räumliche Interpolation der Simulationsergebnisse für die einzelnen finiten Volumenelemente,
werden die Berechnungsergebnisse für die betrachtete Größe auf der Kontrollfläche generiert. Zur
Analyse der Ergebnisse innerhalb des Wendelkanals werden der Anzahl der Überlappung entspre-
chend Flächen definiert, welche der Querschnittsfläche des Wendelkanals an der jeweiligen Stütz-
stelle entsprechen (1). Die Höhe der Fläche ist hierbei durch den Wert WTeff an der Stützstelle ge-
geben (vgl. Abbildung 3-13). Der Flächenmittelpunkt liegt im Mittenschnitt und der Normalenvektor
zeigt in Steigungsrichtung der Wendel. Die Kontrollfläche an der ersten Stützstelle ist auf Grund der
Einspeisung in Wendelkanalrichtung versetzt. Sie berührt tangential die Einspeisebohrung. Die Er-
gebnisanalyse der Spaltströmung erfolgt auf Basis von kreisringspaltförmigen Flächensegmenten,
welche in der Mitte zwischen zwei Stützstellen angeordnet sind (2). Die Nummern dieser Stützstellen
ergeben sich somit zu 1,5, 2,5, etc. Der Mittelpunkt der Kontrollfläche liegt ebenfalls im Mittenschnitt
des Fluidvolumens und der Normalenvektor ist koaxial zur Mittelachse des Wendelverteilers. Zur
Beurteilung der Strömungsbedingungen am Auslass des Wendelverteilers, werden zehn kreisring-
spaltförmige Flächen gleicher Breite verwendet (3). Die 𝑍-Koordinate des Flächenmittelpunkts liegt
zu Beginn der Parallelzone (vgl. Abbildung 3-12).
Die im Folgenden definierten Qualitätskriterien dienen der Quantifizierung der Qualität – also der
Erfüllung zuvor definierter Anforderungen – im Rahmen der automatisierten Optimierung. Die Krite-
rien werden so definiert, dass der Wert Null das jeweilige Optimum repräsentiert. Die Definition von
Restriktionen dient zum gezielten Ausschließen von Designpoints für den weiteren Verlauf der Op-
timierung, wenn einzelne Größen unter- oder überschritten werden.
Zur Beurteilung der Homogenität der Massestromverteilung am Auslass des Wendelverteilers wird
das Qualitätskriterium 𝑄𝑀 eingeführt. Es beschreibt die maximale prozentuale Abweichung vom mi-
nimalen zum maximalen Massestrom, welcher in den jeweiligen Kontrollflächen 𝐴3,1 bis 𝐴3,10 auftritt.
𝑄𝑀 = (1 − 𝑚𝑖𝑛 (�� 𝐴3,𝑛 )
𝑚𝑎𝑥 (�� 𝐴3,𝑛 ))100 𝑛 ∈ ℕ [1; 10]
𝑄𝑀 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑀𝑎𝑠𝑠𝑒𝑠𝑡𝑟𝑜𝑚𝑣𝑒𝑟𝑡𝑒𝑖𝑙𝑢𝑛𝑔 𝑎𝑚 𝐴𝑢𝑠𝑙𝑎𝑠𝑠, 𝑛[−]: 𝑍äℎ𝑙𝑣𝑎𝑟𝑖𝑎𝑏𝑙𝑒, 𝐴3,𝑛[−]: 𝑁𝑢𝑚𝑚𝑒𝑟 𝑑𝑒𝑟 𝐾𝑜𝑛𝑡𝑟𝑜𝑙𝑙𝑓𝑙ä𝑐ℎ𝑒 𝑑𝑒𝑠 𝑇𝑦𝑝𝑒𝑠 (3)
Gl. 3-10
Das Verhältnis von maximaler zu minimaler Wandschubspannung wird zunächst im Wendelkanal
und im Spalt unabhängig voneinander berechnet und anschließend in einem Qualitätskriterium zu-
sammengefasst. Über eine Beschränkung der Höhenkoordinate der Kontrollfläche, wird sicherge-
stellt, dass stets nur die minimalen Wandschubspannungen im Wendelgrund berücksichtigt werden.
𝑄𝑊𝑊 = (1 − 𝑚𝑖𝑛 (𝜏𝑤 𝐴1,𝑛 )
𝑚𝑎𝑥 (𝜏𝑤 𝐴1,𝑛 ))100 𝑛 ∈ ℕ [1; 𝜃 + 1]
𝑄𝑊𝑊 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑊𝑎𝑛𝑑𝑠𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔𝑠𝑣𝑒𝑟ℎä𝑙𝑡𝑛𝑖𝑠 𝑖𝑚 𝑊𝑒𝑛𝑑𝑒𝑙𝑔𝑟𝑢𝑛𝑑, 𝐴1,𝑛[−]: 𝑁𝑢𝑚𝑚𝑒𝑟 𝑑𝑒𝑟 𝐾𝑜𝑛𝑡𝑟𝑜𝑙𝑙𝑓𝑙ä𝑐ℎ𝑒 𝑑𝑒𝑠 𝑇𝑦𝑝𝑒𝑠 (1)
Gl. 3-11
Für jede Kontrollfläche wird hierbei die mittlere Wandschubspannung im Wendelgrund ��𝑊(𝐴2,𝑛) be-
stimmt. Der Wert 𝑄𝑊𝑊 beschreibt die maximale prozentuale Abweichung von minimaler zu maxi-
maler Wandschubspannung im Wendelgrund, welche in den jeweiligen Kontrollflächen 𝐴2,1 bis
𝐴2,𝜃+1 auftritt. Auf gleiche Weise wird die Abweichung von maximaler zu minimaler Wandschubspan-
nung im Spalt 𝑄𝑊𝑆 berechnet.
𝑄𝑊𝑆 = (1 − 𝑚𝑖𝑛 (𝜏𝑤 𝐴2,𝑛 )
𝑚𝑎𝑥 (𝜏𝑤 𝐴2,𝑛 ))100 𝑛 ∈ ℕ [1; 𝜃 + 1]
𝑄𝑊𝑆 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑊𝑎𝑛𝑑𝑠𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔𝑠𝑣𝑒𝑟ℎä𝑙𝑡𝑛𝑖𝑠 𝑖𝑚 𝑆𝑝𝑎𝑙𝑡, 𝐴2,𝑛[−]: 𝑁𝑢𝑚𝑚𝑒𝑟 𝑑𝑒𝑟 𝐾𝑜𝑛𝑡𝑟𝑜𝑙𝑙𝑓𝑙ä𝑐ℎ𝑒 𝑑𝑒𝑠 𝑇𝑦𝑝𝑒𝑠 (2)
Gl. 3-12
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 49
Die Werte 𝑄𝑊𝑆 und 𝑄𝑊𝑊 werden zu einem Qualitätskriterium 𝑄𝑊 zusammengefasst, welches die
prozentuale Abweichung der Wandschubspannung im Spalt und im Wendelgrund zu gleichen Teilen
wiedergibt.
𝑄𝑊 =𝑄𝑊𝑊 + 𝑄𝑊𝑆
2
𝑄𝑊 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑊𝑎𝑛𝑑𝑠𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔𝑠𝑣𝑒𝑟ℎä𝑙𝑡𝑛𝑖𝑠
Gl. 3-13
Die Beurteilung der Leckstromkurve wird, wie bereits für die Vordimensionierung erläutert, auf Basis
des Wendelmassestroms durchgeführt (vgl. Kapitel 3.2). Dieses erfolgt durch die Berechnung der
prozentualen Abweichung zwischen dem Integral der berechneten Kurve und der idealen Vorgabe
des Wendelmassestroms (𝑄𝐿𝐹). Des Weiteren wird die mittlere Abweichung des Differentials beider
Kurven bestimmt (𝑄𝐿𝑆). In dem vorliegenden Beispiel der im Kapitel 3.3.1 definierten Wendelvertei-
lergeometrie hat die ideale Dreiecksfläche unter der normierten Wendelmassestromkurve einen
Wert von 350. Weitere Details sowie Darstellungen von sich geometrieabhängig ausbildenden Wen-
delmassestromkurven werden im nächsten Unterkapitel vorgestellt. Für den Wert 𝑄𝐿𝐹 ergibt sich
vor diesem Hintergrund die in folgender Gleichung dargestellte Abhängigkeit.
𝑄𝐿𝐹 =
(
∑
2�� 𝐴1,𝑛 + �� 𝐴1,𝑛+1 − �� 𝐴1,𝑛 2��𝐸𝑖𝑛𝑙𝑎𝑠𝑠
𝜃1
𝐴𝑖𝑑𝑒𝑎𝑙
− 1
)
100 𝑛 ∈ ℕ [1; 𝜃]
𝑄𝐿𝐹 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑉𝑒𝑟ℎä𝑙𝑡𝑛𝑖𝑠 𝑑𝑒𝑟 𝐹𝑙ä𝑐ℎ𝑒𝑛 𝑢𝑛𝑡𝑒𝑟 𝑑𝑒𝑟 𝑊𝑒𝑛𝑑𝑒𝑙𝑣𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚𝑘𝑢𝑟𝑣𝑒, 𝐴𝑖𝑑𝑒𝑎𝑙[−]: 𝐹𝑙ä𝑐ℎ𝑒 𝑢𝑛𝑡𝑒𝑟 𝑑𝑒𝑟 𝑖𝑑𝑒𝑎𝑙𝑒𝑛 𝑛𝑜𝑟𝑚𝑖𝑒𝑟𝑡𝑒𝑛 𝑊𝑒𝑛𝑑𝑒𝑙𝑣𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚𝑘𝑢𝑟𝑣𝑒
Gl. 3-14
Analog dazu wird der Wert 𝑄𝐿𝑆 in Abhängigkeit der Steigung der vorgegebenen idealen Wendel-
massestromkurve von -13,5 im vorliegenden Beispiel bestimmt.
𝑄𝐿𝑆 =100
𝜃∑ (1 −
(�� 𝐴1,𝑛+1 − �� 𝐴1,𝑛 )
��𝐸𝑖𝑛𝑙𝑎𝑠𝑠 𝑆𝑖𝑑𝑒𝑎𝑙)
𝜃
1
𝑛 ∈ ℕ [1; 𝜃]
𝑄𝐿𝑆 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝑉𝑒𝑟ℎä𝑙𝑡𝑛𝑖𝑠 𝑑𝑒𝑟 𝑆𝑡𝑒𝑖𝑔𝑢𝑛𝑔 𝑑𝑒𝑟 𝑊𝑒𝑛𝑑𝑒𝑙𝑣𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚𝑘𝑢𝑟𝑣𝑒, 𝑆𝑖𝑑𝑒𝑎𝑙[−]: 𝑆𝑡𝑒𝑖𝑔𝑢𝑛𝑔 𝑑𝑒𝑟 𝑖𝑑𝑒𝑎𝑙𝑒𝑛 𝑛𝑜𝑟𝑚𝑖𝑒𝑟𝑡𝑒𝑛 𝑊𝑒𝑛𝑑𝑒𝑙𝑣𝑜𝑙𝑢𝑚𝑒𝑛𝑠𝑡𝑟𝑜𝑚𝑘𝑢𝑟𝑣𝑒
Gl. 3-15
Die Werte 𝑄𝐿𝐹 und 𝑄𝐿𝑆 werden zu einem Qualitätskriterium 𝑄𝐿 zusammengefasst. Die Abweichung
von der idealen Fläche als auch die Abweichung von der idealen Steigung werden hierbei zu glei-
chen Teilen berücksichtigt.
𝑄𝐿 =𝑄𝐿𝐹 + 𝑄𝐿𝑆
2
𝑄𝐿 [%]: 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑢𝑚 𝐿𝑒𝑐𝑘𝑠𝑡𝑟𝑜𝑚𝑘𝑢𝑟𝑣𝑒
Gl. 3-16
Im nachfolgenden Unterkapitel wird gesondert auf die Korrelation zwischen 𝑄𝐿 und dem mittels
Stromlinienanalyse berechneten Überlappungswinkel eingegangen.
Die drei Qualitätskriterien 𝑄𝑀, 𝑄𝑊 und 𝑄𝐿 werden dem Optimierer in unterschiedlichen Konstellati-
onen als zu minimierende Zielgröße übergeben (vgl. Kapitel 3.4.2). Des Weiteren werden die im
Folgenden aufgeführten Restriktionen definiert, um einzelne Designpoints auszuschließen. Dies ist
notwendig, wenn zwar die drei Qualitätskriterien sinnvolle Werte, welche den Optimierer zum Opti-
mum „führen“ würden annehmen, jedoch andere verfahrenstechnische Grenzen über- oder unter-
schritten werden. Für eben diesen Anwendungsfall werden drei weitere Kriterien als restringente
Zwangsbedingungen für die Optimierung definiert. Diese sind in Gl. 3-17 zusammenfassend darge-
stellt und werden nachfolgend auch als Ausschlusskriterien (im Gegensatz zu den bereits eingeführ-
ten Qualitätskriterien) bezeichnet.
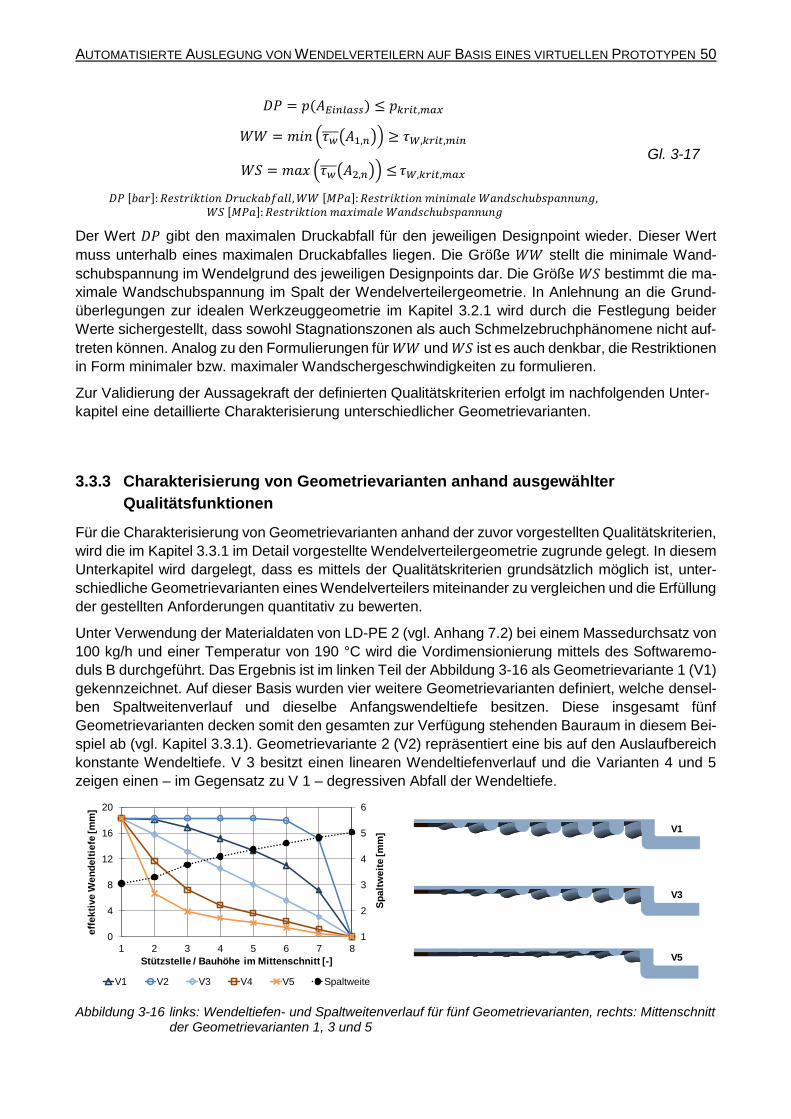
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 50
𝐷𝑃 = 𝑝(𝐴𝐸𝑖𝑛𝑙𝑎𝑠𝑠) ≤ 𝑝𝑘𝑟𝑖𝑡,𝑚𝑎𝑥
𝑊𝑊 = 𝑚𝑖𝑛 (𝜏𝑤 𝐴1,𝑛 ) ≥ 𝜏𝑊,𝑘𝑟𝑖𝑡,𝑚𝑖𝑛
𝑊𝑆 = 𝑚𝑎𝑥 (𝜏𝑤 𝐴2,𝑛 ) ≤ 𝜏𝑊,𝑘𝑟𝑖𝑡,𝑚𝑎𝑥
𝐷𝑃 [𝑏𝑎𝑟]: 𝑅𝑒𝑠𝑡𝑟𝑖𝑘𝑡𝑖𝑜𝑛 𝐷𝑟𝑢𝑐𝑘𝑎𝑏𝑓𝑎𝑙𝑙,𝑊𝑊 [𝑀𝑃𝑎]:𝑅𝑒𝑠𝑡𝑟𝑖𝑘𝑡𝑖𝑜𝑛 𝑚𝑖𝑛𝑖𝑚𝑎𝑙𝑒 𝑊𝑎𝑛𝑑𝑠𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔, 𝑊𝑆 [𝑀𝑃𝑎]: 𝑅𝑒𝑠𝑡𝑟𝑖𝑘𝑡𝑖𝑜𝑛 𝑚𝑎𝑥𝑖𝑚𝑎𝑙𝑒 𝑊𝑎𝑛𝑑𝑠𝑐ℎ𝑢𝑏𝑠𝑝𝑎𝑛𝑛𝑢𝑛𝑔
Gl. 3-17
Der Wert 𝐷𝑃 gibt den maximalen Druckabfall für den jeweiligen Designpoint wieder. Dieser Wert
muss unterhalb eines maximalen Druckabfalles liegen. Die Größe 𝑊𝑊 stellt die minimale Wand-
schubspannung im Wendelgrund des jeweiligen Designpoints dar. Die Größe 𝑊𝑆 bestimmt die ma-
ximale Wandschubspannung im Spalt der Wendelverteilergeometrie. In Anlehnung an die Grund-
überlegungen zur idealen Werkzeuggeometrie im Kapitel 3.2.1 wird durch die Festlegung beider
Werte sichergestellt, dass sowohl Stagnationszonen als auch Schmelzebruchphänomene nicht auf-
treten können. Analog zu den Formulierungen für 𝑊𝑊 und 𝑊𝑆 ist es auch denkbar, die Restriktionen
in Form minimaler bzw. maximaler Wandschergeschwindigkeiten zu formulieren.
Zur Validierung der Aussagekraft der definierten Qualitätskriterien erfolgt im nachfolgenden Unter-
kapitel eine detaillierte Charakterisierung unterschiedlicher Geometrievarianten.
3.3.3 Charakterisierung von Geometrievarianten anhand ausgewählter
Qualitätsfunktionen
Für die Charakterisierung von Geometrievarianten anhand der zuvor vorgestellten Qualitätskriterien,
wird die im Kapitel 3.3.1 im Detail vorgestellte Wendelverteilergeometrie zugrunde gelegt. In diesem
Unterkapitel wird dargelegt, dass es mittels der Qualitätskriterien grundsätzlich möglich ist, unter-
schiedliche Geometrievarianten eines Wendelverteilers miteinander zu vergleichen und die Erfüllung
der gestellten Anforderungen quantitativ zu bewerten.
Unter Verwendung der Materialdaten von LD-PE 2 (vgl. Anhang 7.2) bei einem Massedurchsatz von
100 kg/h und einer Temperatur von 190 °C wird die Vordimensionierung mittels des Softwaremo-
duls B durchgeführt. Das Ergebnis ist im linken Teil der Abbildung 3-16 als Geometrievariante 1 (V1)
gekennzeichnet. Auf dieser Basis wurden vier weitere Geometrievarianten definiert, welche densel-
ben Spaltweitenverlauf und dieselbe Anfangswendeltiefe besitzen. Diese insgesamt fünf
Geometrievarianten decken somit den gesamten zur Verfügung stehenden Bauraum in diesem Bei-
spiel ab (vgl. Kapitel 3.3.1). Geometrievariante 2 (V2) repräsentiert eine bis auf den Auslaufbereich
konstante Wendeltiefe. V 3 besitzt einen linearen Wendeltiefenverlauf und die Varianten 4 und 5
zeigen einen – im Gegensatz zu V 1 – degressiven Abfall der Wendeltiefe.
Abbildung 3-16 links: Wendeltiefen- und Spaltweitenverlauf für fünf Geometrievarianten, rechts: Mittenschnitt der Geometrievarianten 1, 3 und 5
1
2
3
4
5
6
0
4
8
12
16
20
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5 Spaltweite
V1
V3
V5
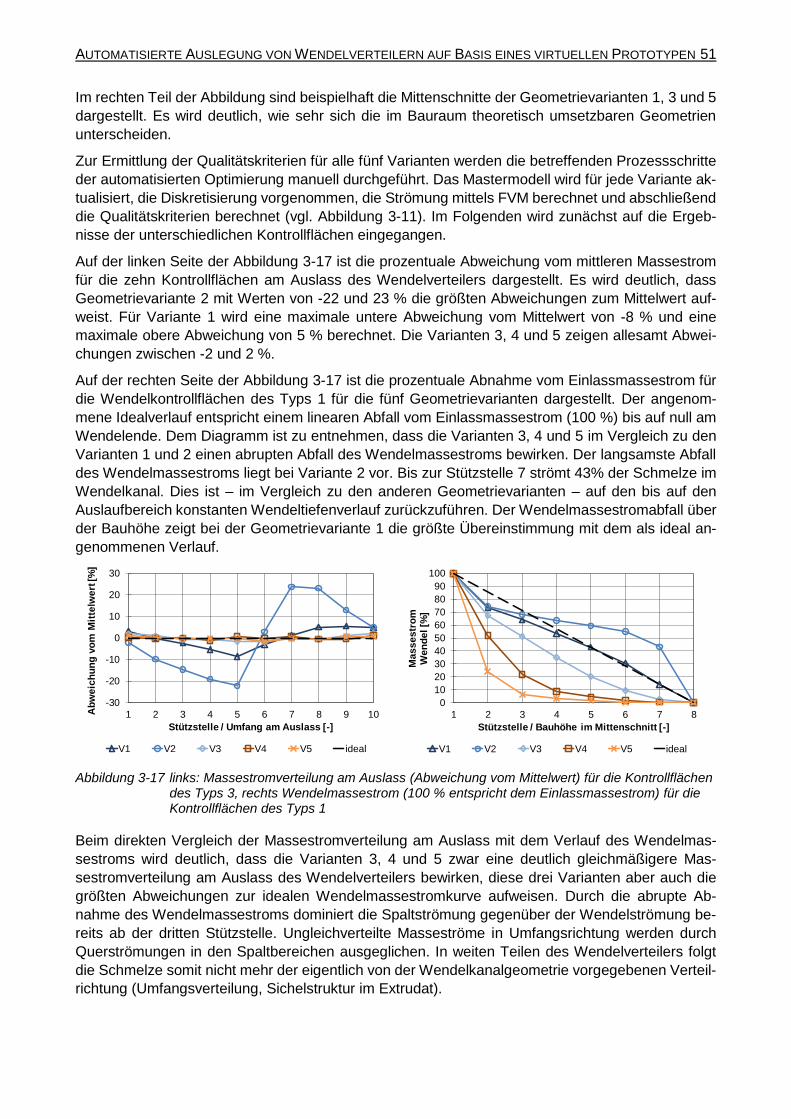
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 51
Im rechten Teil der Abbildung sind beispielhaft die Mittenschnitte der Geometrievarianten 1, 3 und 5
dargestellt. Es wird deutlich, wie sehr sich die im Bauraum theoretisch umsetzbaren Geometrien
unterscheiden.
Zur Ermittlung der Qualitätskriterien für alle fünf Varianten werden die betreffenden Prozessschritte
der automatisierten Optimierung manuell durchgeführt. Das Mastermodell wird für jede Variante ak-
tualisiert, die Diskretisierung vorgenommen, die Strömung mittels FVM berechnet und abschließend
die Qualitätskriterien berechnet (vgl. Abbildung 3-11). Im Folgenden wird zunächst auf die Ergeb-
nisse der unterschiedlichen Kontrollflächen eingegangen.
Auf der linken Seite der Abbildung 3-17 ist die prozentuale Abweichung vom mittleren Massestrom
für die zehn Kontrollflächen am Auslass des Wendelverteilers dargestellt. Es wird deutlich, dass
Geometrievariante 2 mit Werten von -22 und 23 % die größten Abweichungen zum Mittelwert auf-
weist. Für Variante 1 wird eine maximale untere Abweichung vom Mittelwert von -8 % und eine
maximale obere Abweichung von 5 % berechnet. Die Varianten 3, 4 und 5 zeigen allesamt Abwei-
chungen zwischen -2 und 2 %.
Auf der rechten Seite der Abbildung 3-17 ist die prozentuale Abnahme vom Einlassmassestrom für
die Wendelkontrollflächen des Typs 1 für die fünf Geometrievarianten dargestellt. Der angenom-
mene Idealverlauf entspricht einem linearen Abfall vom Einlassmassestrom (100 %) bis auf null am
Wendelende. Dem Diagramm ist zu entnehmen, dass die Varianten 3, 4 und 5 im Vergleich zu den
Varianten 1 und 2 einen abrupten Abfall des Wendelmassestroms bewirken. Der langsamste Abfall
des Wendelmassestroms liegt bei Variante 2 vor. Bis zur Stützstelle 7 strömt 43% der Schmelze im
Wendelkanal. Dies ist – im Vergleich zu den anderen Geometrievarianten – auf den bis auf den
Auslaufbereich konstanten Wendeltiefenverlauf zurückzuführen. Der Wendelmassestromabfall über
der Bauhöhe zeigt bei der Geometrievariante 1 die größte Übereinstimmung mit dem als ideal an-
genommenen Verlauf.
Abbildung 3-17 links: Massestromverteilung am Auslass (Abweichung vom Mittelwert) für die Kontrollflächen des Typs 3, rechts Wendelmassestrom (100 % entspricht dem Einlassmassestrom) für die Kontrollflächen des Typs 1
Beim direkten Vergleich der Massestromverteilung am Auslass mit dem Verlauf des Wendelmas-
sestroms wird deutlich, dass die Varianten 3, 4 und 5 zwar eine deutlich gleichmäßigere Mas-
sestromverteilung am Auslass des Wendelverteilers bewirken, diese drei Varianten aber auch die
größten Abweichungen zur idealen Wendelmassestromkurve aufweisen. Durch die abrupte Ab-
nahme des Wendelmassestroms dominiert die Spaltströmung gegenüber der Wendelströmung be-
reits ab der dritten Stützstelle. Ungleichverteilte Masseströme in Umfangsrichtung werden durch
Querströmungen in den Spaltbereichen ausgeglichen. In weiten Teilen des Wendelverteilers folgt
die Schmelze somit nicht mehr der eigentlich von der Wendelkanalgeometrie vorgegebenen Verteil-
richtung (Umfangsverteilung, Sichelstruktur im Extrudat).
-30
-20
-10
0
10
20
30
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
V1 V2 V3 V4 V5 ideal
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5 ideal
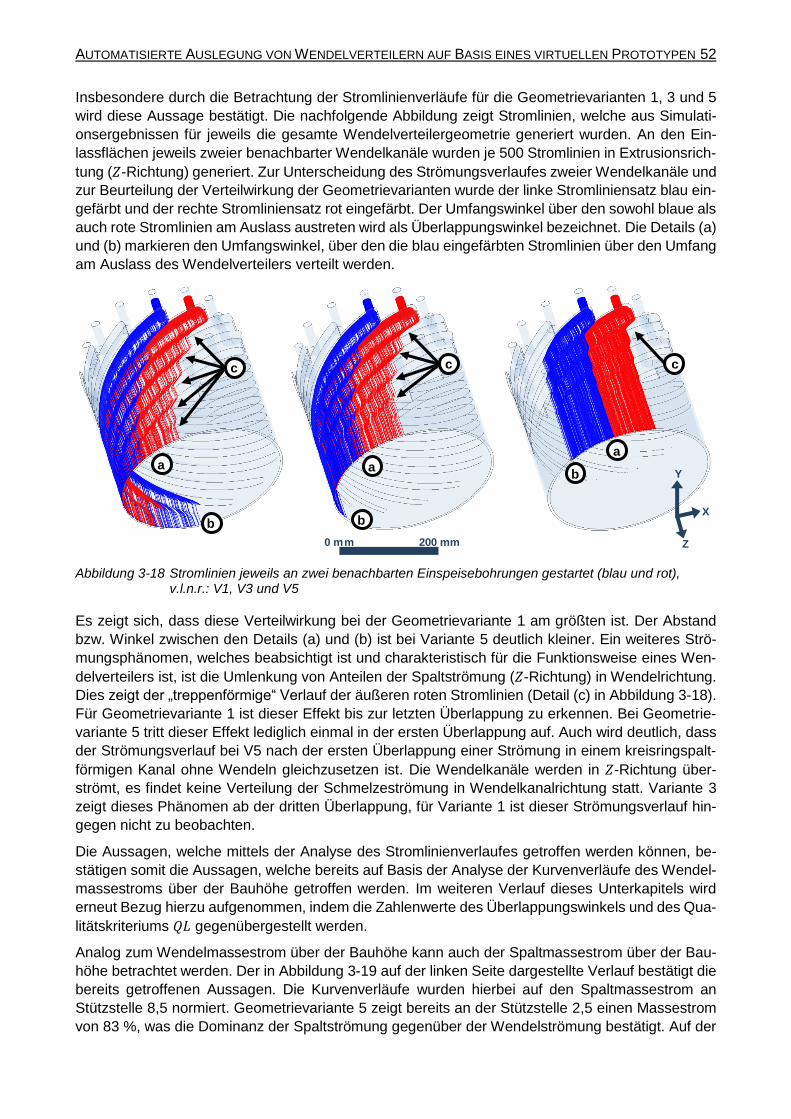
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 52
Insbesondere durch die Betrachtung der Stromlinienverläufe für die Geometrievarianten 1, 3 und 5
wird diese Aussage bestätigt. Die nachfolgende Abbildung zeigt Stromlinien, welche aus Simulati-
onsergebnissen für jeweils die gesamte Wendelverteilergeometrie generiert wurden. An den Ein-
lassflächen jeweils zweier benachbarter Wendelkanäle wurden je 500 Stromlinien in Extrusionsrich-
tung (𝑍-Richtung) generiert. Zur Unterscheidung des Strömungsverlaufes zweier Wendelkanäle und
zur Beurteilung der Verteilwirkung der Geometrievarianten wurde der linke Stromliniensatz blau ein-
gefärbt und der rechte Stromliniensatz rot eingefärbt. Der Umfangswinkel über den sowohl blaue als
auch rote Stromlinien am Auslass austreten wird als Überlappungswinkel bezeichnet. Die Details (a)
und (b) markieren den Umfangswinkel, über den die blau eingefärbten Stromlinien über den Umfang
am Auslass des Wendelverteilers verteilt werden.
Abbildung 3-18 Stromlinien jeweils an zwei benachbarten Einspeisebohrungen gestartet (blau und rot), v.l.n.r.: V1, V3 und V5
Es zeigt sich, dass diese Verteilwirkung bei der Geometrievariante 1 am größten ist. Der Abstand
bzw. Winkel zwischen den Details (a) und (b) ist bei Variante 5 deutlich kleiner. Ein weiteres Strö-
mungsphänomen, welches beabsichtigt ist und charakteristisch für die Funktionsweise eines Wen-
delverteilers ist, ist die Umlenkung von Anteilen der Spaltströmung (𝑍-Richtung) in Wendelrichtung.
Dies zeigt der „treppenförmige“ Verlauf der äußeren roten Stromlinien (Detail (c) in Abbildung 3-18).
Für Geometrievariante 1 ist dieser Effekt bis zur letzten Überlappung zu erkennen. Bei Geometrie-
variante 5 tritt dieser Effekt lediglich einmal in der ersten Überlappung auf. Auch wird deutlich, dass
der Strömungsverlauf bei V5 nach der ersten Überlappung einer Strömung in einem kreisringspalt-
förmigen Kanal ohne Wendeln gleichzusetzen ist. Die Wendelkanäle werden in 𝑍-Richtung über-
strömt, es findet keine Verteilung der Schmelzeströmung in Wendelkanalrichtung statt. Variante 3
zeigt dieses Phänomen ab der dritten Überlappung, für Variante 1 ist dieser Strömungsverlauf hin-
gegen nicht zu beobachten.
Die Aussagen, welche mittels der Analyse des Stromlinienverlaufes getroffen werden können, be-
stätigen somit die Aussagen, welche bereits auf Basis der Analyse der Kurvenverläufe des Wendel-
massestroms über der Bauhöhe getroffen werden. Im weiteren Verlauf dieses Unterkapitels wird
erneut Bezug hierzu aufgenommen, indem die Zahlenwerte des Überlappungswinkels und des Qua-
litätskriteriums 𝑄𝐿 gegenübergestellt werden.
Analog zum Wendelmassestrom über der Bauhöhe kann auch der Spaltmassestrom über der Bau-
höhe betrachtet werden. Der in Abbildung 3-19 auf der linken Seite dargestellte Verlauf bestätigt die
bereits getroffenen Aussagen. Die Kurvenverläufe wurden hierbei auf den Spaltmassestrom an
Stützstelle 8,5 normiert. Geometrievariante 5 zeigt bereits an der Stützstelle 2,5 einen Massestrom
von 83 %, was die Dominanz der Spaltströmung gegenüber der Wendelströmung bestätigt. Auf der
0 mm 200 mm
Y
X
Z
a
b
a
b
a
b
c c c
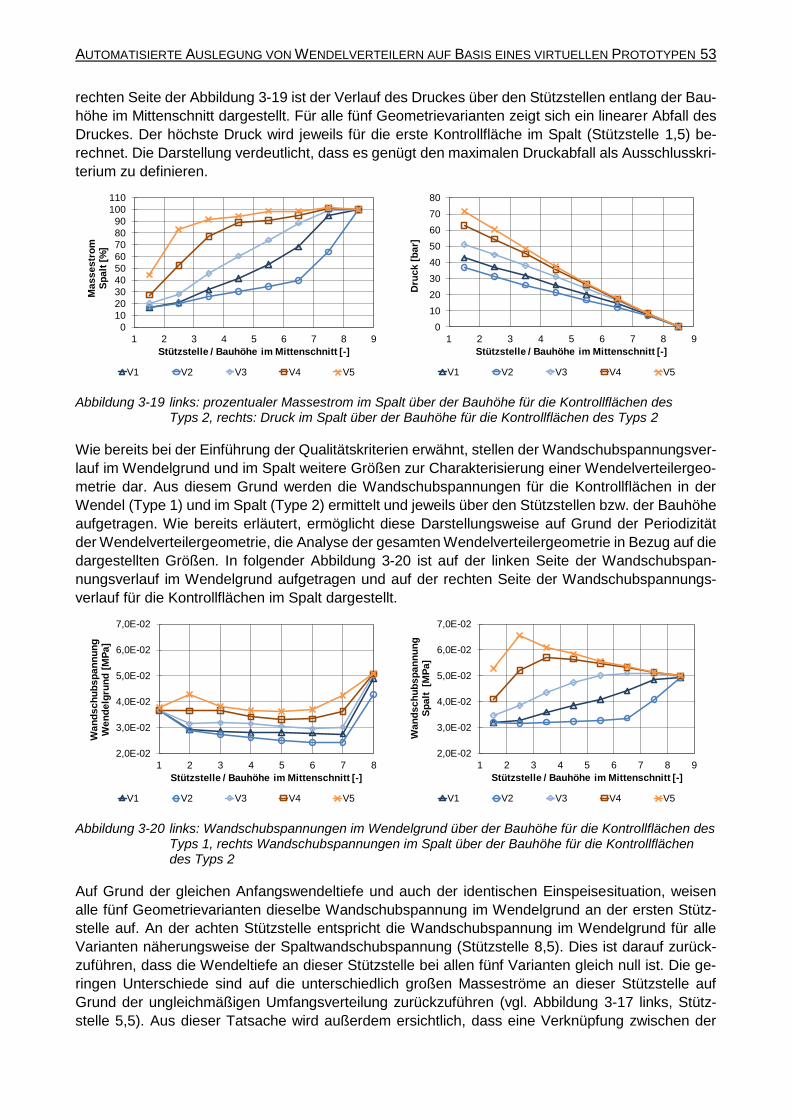
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 53
rechten Seite der Abbildung 3-19 ist der Verlauf des Druckes über den Stützstellen entlang der Bau-
höhe im Mittenschnitt dargestellt. Für alle fünf Geometrievarianten zeigt sich ein linearer Abfall des
Druckes. Der höchste Druck wird jeweils für die erste Kontrollfläche im Spalt (Stützstelle 1,5) be-
rechnet. Die Darstellung verdeutlicht, dass es genügt den maximalen Druckabfall als Ausschlusskri-
terium zu definieren.
Abbildung 3-19 links: prozentualer Massestrom im Spalt über der Bauhöhe für die Kontrollflächen des Typs 2, rechts: Druck im Spalt über der Bauhöhe für die Kontrollflächen des Typs 2
Wie bereits bei der Einführung der Qualitätskriterien erwähnt, stellen der Wandschubspannungsver-
lauf im Wendelgrund und im Spalt weitere Größen zur Charakterisierung einer Wendelverteilergeo-
metrie dar. Aus diesem Grund werden die Wandschubspannungen für die Kontrollflächen in der
Wendel (Type 1) und im Spalt (Type 2) ermittelt und jeweils über den Stützstellen bzw. der Bauhöhe
aufgetragen. Wie bereits erläutert, ermöglicht diese Darstellungsweise auf Grund der Periodizität
der Wendelverteilergeometrie, die Analyse der gesamten Wendelverteilergeometrie in Bezug auf die
dargestellten Größen. In folgender Abbildung 3-20 ist auf der linken Seite der Wandschubspan-
nungsverlauf im Wendelgrund aufgetragen und auf der rechten Seite der Wandschubspannungs-
verlauf für die Kontrollflächen im Spalt dargestellt.
Abbildung 3-20 links: Wandschubspannungen im Wendelgrund über der Bauhöhe für die Kontrollflächen des Typs 1, rechts Wandschubspannungen im Spalt über der Bauhöhe für die Kontrollflächen des Typs 2
Auf Grund der gleichen Anfangswendeltiefe und auch der identischen Einspeisesituation, weisen
alle fünf Geometrievarianten dieselbe Wandschubspannung im Wendelgrund an der ersten Stütz-
stelle auf. An der achten Stützstelle entspricht die Wandschubspannung im Wendelgrund für alle
Varianten näherungsweise der Spaltwandschubspannung (Stützstelle 8,5). Dies ist darauf zurück-
zuführen, dass die Wendeltiefe an dieser Stützstelle bei allen fünf Varianten gleich null ist. Die ge-
ringen Unterschiede sind auf die unterschiedlich großen Masseströme an dieser Stützstelle auf
Grund der ungleichmäßigen Umfangsverteilung zurückzuführen (vgl. Abbildung 3-17 links, Stütz-
stelle 5,5). Aus dieser Tatsache wird außerdem ersichtlich, dass eine Verknüpfung zwischen der
0
10
20
30
40
50
60
70
80
90
100
110
1 2 3 4 5 6 7 8 9
Ma
ss
es
tro
mS
pa
lt [
%]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5
0
10
20
30
40
50
60
70
80
1 2 3 4 5 6 7 8 9
Dru
ck
[b
ar]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5
2,0E-02
3,0E-02
4,0E-02
5,0E-02
6,0E-02
7,0E-02
1 2 3 4 5 6 7 8
Wa
nd
sc
hu
bs
pa
nn
un
g
We
nd
elg
run
d [
MP
a]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5
2,0E-02
3,0E-02
4,0E-02
5,0E-02
6,0E-02
7,0E-02
1 2 3 4 5 6 7 8 9
Wa
nd
sc
hu
bs
pa
nn
un
gS
pa
lt [M
Pa
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
V1 V2 V3 V4 V5
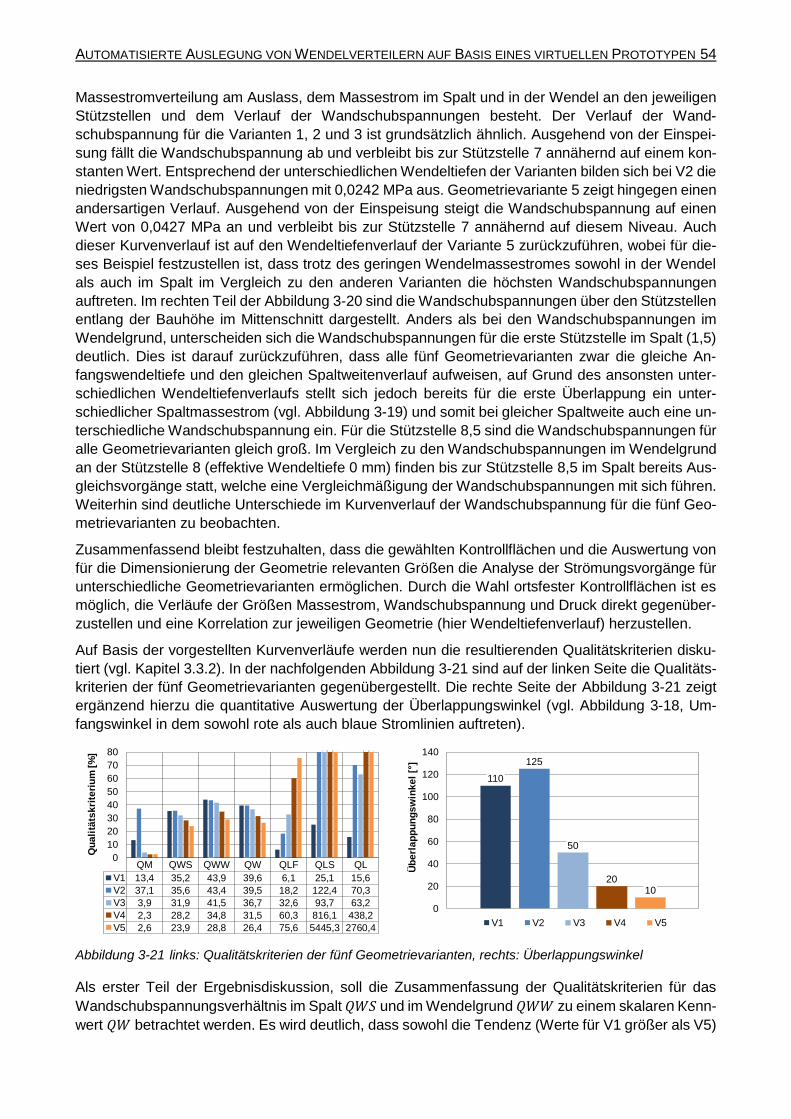
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 54
Massestromverteilung am Auslass, dem Massestrom im Spalt und in der Wendel an den jeweiligen
Stützstellen und dem Verlauf der Wandschubspannungen besteht. Der Verlauf der Wand-
schubspannung für die Varianten 1, 2 und 3 ist grundsätzlich ähnlich. Ausgehend von der Einspei-
sung fällt die Wandschubspannung ab und verbleibt bis zur Stützstelle 7 annähernd auf einem kon-
stanten Wert. Entsprechend der unterschiedlichen Wendeltiefen der Varianten bilden sich bei V2 die
niedrigsten Wandschubspannungen mit 0,0242 MPa aus. Geometrievariante 5 zeigt hingegen einen
andersartigen Verlauf. Ausgehend von der Einspeisung steigt die Wandschubspannung auf einen
Wert von 0,0427 MPa an und verbleibt bis zur Stützstelle 7 annähernd auf diesem Niveau. Auch
dieser Kurvenverlauf ist auf den Wendeltiefenverlauf der Variante 5 zurückzuführen, wobei für die-
ses Beispiel festzustellen ist, dass trotz des geringen Wendelmassestromes sowohl in der Wendel
als auch im Spalt im Vergleich zu den anderen Varianten die höchsten Wandschubspannungen
auftreten. Im rechten Teil der Abbildung 3-20 sind die Wandschubspannungen über den Stützstellen
entlang der Bauhöhe im Mittenschnitt dargestellt. Anders als bei den Wandschubspannungen im
Wendelgrund, unterscheiden sich die Wandschubspannungen für die erste Stützstelle im Spalt (1,5)
deutlich. Dies ist darauf zurückzuführen, dass alle fünf Geometrievarianten zwar die gleiche An-
fangswendeltiefe und den gleichen Spaltweitenverlauf aufweisen, auf Grund des ansonsten unter-
schiedlichen Wendeltiefenverlaufs stellt sich jedoch bereits für die erste Überlappung ein unter-
schiedlicher Spaltmassestrom (vgl. Abbildung 3-19) und somit bei gleicher Spaltweite auch eine un-
terschiedliche Wandschubspannung ein. Für die Stützstelle 8,5 sind die Wandschubspannungen für
alle Geometrievarianten gleich groß. Im Vergleich zu den Wandschubspannungen im Wendelgrund
an der Stützstelle 8 (effektive Wendeltiefe 0 mm) finden bis zur Stützstelle 8,5 im Spalt bereits Aus-
gleichsvorgänge statt, welche eine Vergleichmäßigung der Wandschubspannungen mit sich führen.
Weiterhin sind deutliche Unterschiede im Kurvenverlauf der Wandschubspannung für die fünf Geo-
metrievarianten zu beobachten.
Zusammenfassend bleibt festzuhalten, dass die gewählten Kontrollflächen und die Auswertung von
für die Dimensionierung der Geometrie relevanten Größen die Analyse der Strömungsvorgänge für
unterschiedliche Geometrievarianten ermöglichen. Durch die Wahl ortsfester Kontrollflächen ist es
möglich, die Verläufe der Größen Massestrom, Wandschubspannung und Druck direkt gegenüber-
zustellen und eine Korrelation zur jeweiligen Geometrie (hier Wendeltiefenverlauf) herzustellen.
Auf Basis der vorgestellten Kurvenverläufe werden nun die resultierenden Qualitätskriterien disku-
tiert (vgl. Kapitel 3.3.2). In der nachfolgenden Abbildung 3-21 sind auf der linken Seite die Qualitäts-
kriterien der fünf Geometrievarianten gegenübergestellt. Die rechte Seite der Abbildung 3-21 zeigt
ergänzend hierzu die quantitative Auswertung der Überlappungswinkel (vgl. Abbildung 3-18, Um-
fangswinkel in dem sowohl rote als auch blaue Stromlinien auftreten).
Abbildung 3-21 links: Qualitätskriterien der fünf Geometrievarianten, rechts: Überlappungswinkel
Als erster Teil der Ergebnisdiskussion, soll die Zusammenfassung der Qualitätskriterien für das
Wandschubspannungsverhältnis im Spalt 𝑄𝑊𝑆 und im Wendelgrund 𝑄𝑊𝑊 zu einem skalaren Kenn-
wert 𝑄𝑊 betrachtet werden. Es wird deutlich, dass sowohl die Tendenz (Werte für V1 größer als V5)
QM QWS QWW QW QLF QLS QL
V1 13,4 35,2 43,9 39,6 6,1 25,1 15,6
V2 37,1 35,6 43,4 39,5 18,2 122,4 70,3
V3 3,9 31,9 41,5 36,7 32,6 93,7 63,2
V4 2,3 28,2 34,8 31,5 60,3 816,1 438,2
V5 2,6 23,9 28,8 26,4 75,6 5445,3 2760,4
0
10
20
30
40
50
60
70
80
Qu
ali
täts
kri
teri
um
[%
]
110
125
50
2010
0
20
40
60
80
100
120
140
Üb
erl
ap
pu
ng
sw
ink
el
[ ]
V1 V2 V3 V4 V5
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 55
als auch die Größenordnung aller drei Kriterien unverändert bleibt. Auf dieser Basis wird die Zusam-
menfassung sämtlicher Wandschubspannungsverhältnisse für Spalt und Wendelgrund zu einem
Wert 𝑄𝑊 als zulässig beurteilt.
Auch die Qualitätskriterien für die Beurteilung der Fläche unter der Wendelmassestromkurve 𝑄𝐿𝐹
und der Abweichung zur vorgegebenen idealen Steigung der Wendelmassestromkurve 𝑄𝐿𝑆 werden,
wie bereits im vorangegangenen Kapitel 3.3.2 beschrieben, zu einem skalaren Wert 𝑄𝐿 zusammen-
gefasst. Wird lediglich 𝑄𝐿𝐹 betrachtet, so sind die Abweichungen vom Optimum deutlich geringer
als bei der zusätzlichen Berücksichtigung von 𝑄𝐿𝑆. Diese Beobachtung deckt sich auch mit den
zuvor analysierten Zusammenhängen zwischen Wendel- und Spaltmassestromverlauf über der
Bauhöhe. Ferner bestätigt die Gegenüberstellung von 𝑄𝐿 mit dem Überlappungswinkel (Abbil-
dung 3-21 rechts) die Aussagekraft des definierten Qualitätskriteriums. Für die Geometrievariante 1
wird sowohl der kleinste Wert für 𝑄𝐿 berechnet als auch mit einem Wert von 110° der zweitgrößte
Überlappungswinkel. Auch für die Varianten 3, 4 und 5 wird diese Korrelation zwischen 𝑄𝐿 und dem
Überlappungswinkel bestätigt. Zwar bewirkt Variante 2 mit 125° den größten Überlappungswinkel,
jedoch wird über dieses Kriterium die Volumenstromverteilung über den Umfang nicht berücksichtigt.
Es wird lediglich ermittelt in welchem Bereich grundsätzlich Stromlinien verlaufen, unabhängig von
deren zahlenmäßiger Verteilung. In die Berechnung von 𝑄𝐿 fließt über die gleichsame Berücksichti-
gung der Steigungs- und Flächenabweichung eben diese Gewichtung mit ein. Es wird somit bestä-
tigt, dass 𝑄𝐿 die Verteilwirkung der jeweiligen Wendelverteilergeometrie quantifiziert.
Der finale Vergleich der fünf Geometrievarianten anhand der Qualitätskriterien 𝑄𝑀, 𝑄𝑊 und 𝑄𝐿 ver-
deutlicht die Notwendigkeit der bisher diskutierten Auswertungsmethoden der Simulationsergeb-
nisse. Keine der fünf Varianten erzielt in allen drei Qualitätskriterien den Minimalwert. Den Minimal-
wert für 𝑄𝑀 erreicht Variante 4 mit 2,3 %. Das Minimum für 𝑄𝑊 von 26,4 % wird mittels V5 erzielt
und das Minimum für 𝑄𝐿 von 15,6 % erreicht Geometrievariante 1.
Zusammenfassend kann festgehalten werden, dass für die automatisierte Optimierung die Verwen-
dung der Qualitätskriterien 𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 in Verbindung mit den Ausschlusskriterien 𝐷𝑃, 𝑊𝑊 und
𝑊𝑆 aus den diskutierten Gründen sinnvoll erscheint. Sämtliche vorab formulierten Anforderungen
an eine optimale Werkzeuggeometrie lassen sich auf die zeitgleiche Minimierung dieser drei Quali-
tätskriterien unter Einhaltung der drei Ausschlusskriterien fokussieren.
Ferner bleibt nachzuweisen, inwieweit es möglich ist ein gleichzeitiges Minimum aller drei Qualitäts-
kriterien mittels einer automatisierten Optimierung zu erreichen. Des Weiteren wird im Verlauf der
Arbeit untersucht, welche Ergebnisse unterschiedliche Arten der Berücksichtigung dieser Qualitäts-
kriterien (multikriterielle Optimierung und einkriterielle Optimierung unter Verwendung einer gewich-
teten Summe) erzielen.
3.4 Ergebnisse und Validierung der Auslegungsmethoden
Zur Validierung der Auslegungsmethoden werden die Vordimensionierung, die automatisierte Opti-
mierung sowie die Kopplung beider Ansätze betrachtet. Die Ergebnisse der Vordimensionierung
mittels Softwaremodul B werden mittels CFD-Simulation nachvollzogen. Als Grundlage hierfür die-
nen wiederum die manuell durchgeführten Prozessschritte der automatisierten Optimierung. Das
Mastermodell wird mittels der in der Vordimensionierung berechneten Geometrieparameter (Soft-
waremodul B) aktualisiert, die Diskretisierung vorgenommen, die Strömung mittels FVM berechnet
und abschließend die bekannten Kurvenverläufe der Größen Massestrom, Wandschubspannung
und Druck sowie die Qualitätskriterien berechnet (vgl. Abbildung 3-11).
Auf Basis der Vordimensionierung werden unterschiedliche automatisierte Optimierungen der be-
reits im Kapitel 3.3.1 vorgestellten Wendelverteilergeometrie durchgeführt. Anhand der Variation von
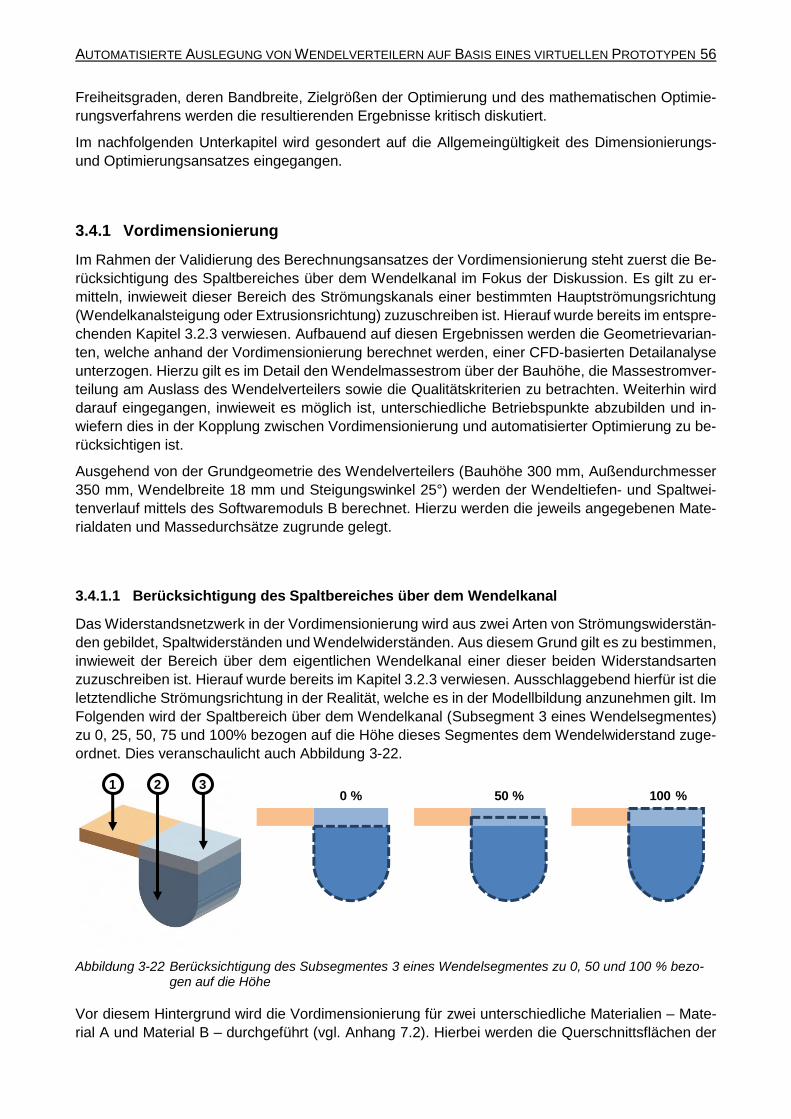
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 56
Freiheitsgraden, deren Bandbreite, Zielgrößen der Optimierung und des mathematischen Optimie-
rungsverfahrens werden die resultierenden Ergebnisse kritisch diskutiert.
Im nachfolgenden Unterkapitel wird gesondert auf die Allgemeingültigkeit des Dimensionierungs-
und Optimierungsansatzes eingegangen.
3.4.1 Vordimensionierung
Im Rahmen der Validierung des Berechnungsansatzes der Vordimensionierung steht zuerst die Be-
rücksichtigung des Spaltbereiches über dem Wendelkanal im Fokus der Diskussion. Es gilt zu er-
mitteln, inwieweit dieser Bereich des Strömungskanals einer bestimmten Hauptströmungsrichtung
(Wendelkanalsteigung oder Extrusionsrichtung) zuzuschreiben ist. Hierauf wurde bereits im entspre-
chenden Kapitel 3.2.3 verwiesen. Aufbauend auf diesen Ergebnissen werden die Geometrievarian-
ten, welche anhand der Vordimensionierung berechnet werden, einer CFD-basierten Detailanalyse
unterzogen. Hierzu gilt es im Detail den Wendelmassestrom über der Bauhöhe, die Massestromver-
teilung am Auslass des Wendelverteilers sowie die Qualitätskriterien zu betrachten. Weiterhin wird
darauf eingegangen, inwieweit es möglich ist, unterschiedliche Betriebspunkte abzubilden und in-
wiefern dies in der Kopplung zwischen Vordimensionierung und automatisierter Optimierung zu be-
rücksichtigen ist.
Ausgehend von der Grundgeometrie des Wendelverteilers (Bauhöhe 300 mm, Außendurchmesser
350 mm, Wendelbreite 18 mm und Steigungswinkel 25°) werden der Wendeltiefen- und Spaltwei-
tenverlauf mittels des Softwaremoduls B berechnet. Hierzu werden die jeweils angegebenen Mate-
rialdaten und Massedurchsätze zugrunde gelegt.
3.4.1.1 Berücksichtigung des Spaltbereiches über dem Wendelkanal
Das Widerstandsnetzwerk in der Vordimensionierung wird aus zwei Arten von Strömungswiderstän-
den gebildet, Spaltwiderständen und Wendelwiderständen. Aus diesem Grund gilt es zu bestimmen,
inwieweit der Bereich über dem eigentlichen Wendelkanal einer dieser beiden Widerstandsarten
zuzuschreiben ist. Hierauf wurde bereits im Kapitel 3.2.3 verwiesen. Ausschlaggebend hierfür ist die
letztendliche Strömungsrichtung in der Realität, welche es in der Modellbildung anzunehmen gilt. Im
Folgenden wird der Spaltbereich über dem Wendelkanal (Subsegment 3 eines Wendelsegmentes)
zu 0, 25, 50, 75 und 100% bezogen auf die Höhe dieses Segmentes dem Wendelwiderstand zuge-
ordnet. Dies veranschaulicht auch Abbildung 3-22.
Abbildung 3-22 Berücksichtigung des Subsegmentes 3 eines Wendelsegmentes zu 0, 50 und 100 % bezo-gen auf die Höhe
Vor diesem Hintergrund wird die Vordimensionierung für zwei unterschiedliche Materialien – Mate-
rial A und Material B – durchgeführt (vgl. Anhang 7.2). Hierbei werden die Querschnittsflächen der
1 2 30 % 50 % 100 %
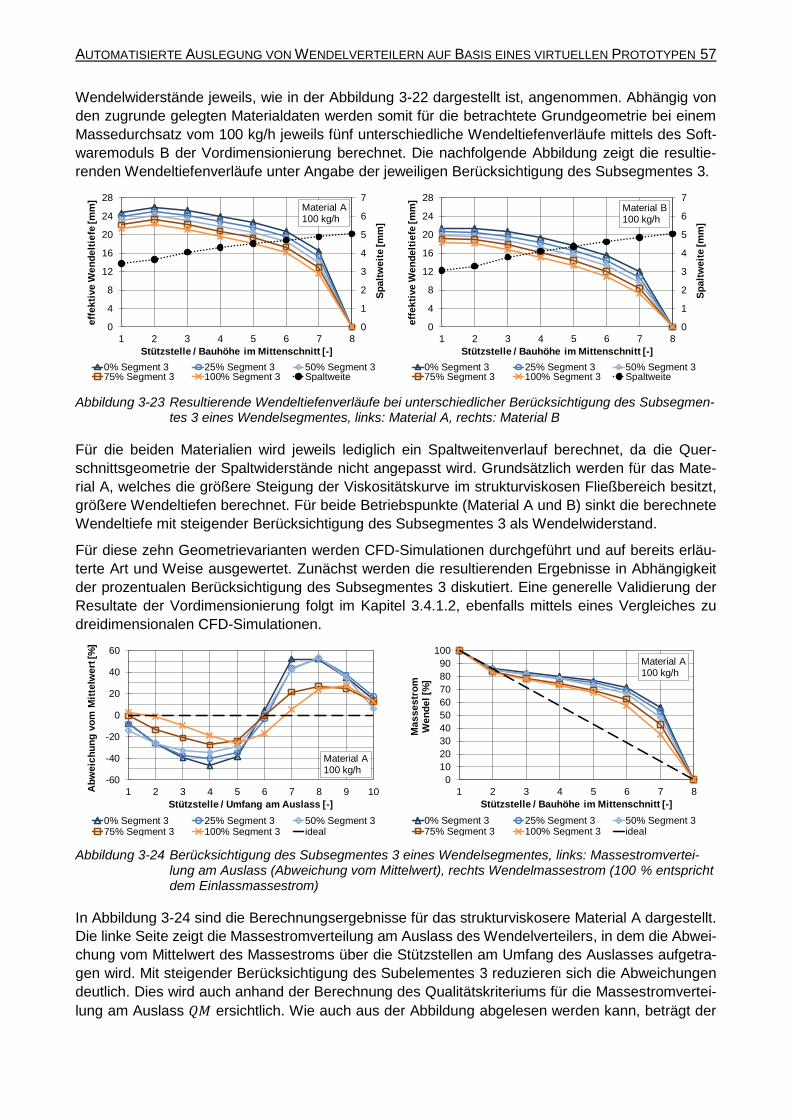
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 57
Wendelwiderstände jeweils, wie in der Abbildung 3-22 dargestellt ist, angenommen. Abhängig von
den zugrunde gelegten Materialdaten werden somit für die betrachtete Grundgeometrie bei einem
Massedurchsatz vom 100 kg/h jeweils fünf unterschiedliche Wendeltiefenverläufe mittels des Soft-
waremoduls B der Vordimensionierung berechnet. Die nachfolgende Abbildung zeigt die resultie-
renden Wendeltiefenverläufe unter Angabe der jeweiligen Berücksichtigung des Subsegmentes 3.
Abbildung 3-23 Resultierende Wendeltiefenverläufe bei unterschiedlicher Berücksichtigung des Subsegmen-tes 3 eines Wendelsegmentes, links: Material A, rechts: Material B
Für die beiden Materialien wird jeweils lediglich ein Spaltweitenverlauf berechnet, da die Quer-
schnittsgeometrie der Spaltwiderstände nicht angepasst wird. Grundsätzlich werden für das Mate-
rial A, welches die größere Steigung der Viskositätskurve im strukturviskosen Fließbereich besitzt,
größere Wendeltiefen berechnet. Für beide Betriebspunkte (Material A und B) sinkt die berechnete
Wendeltiefe mit steigender Berücksichtigung des Subsegmentes 3 als Wendelwiderstand.
Für diese zehn Geometrievarianten werden CFD-Simulationen durchgeführt und auf bereits erläu-
terte Art und Weise ausgewertet. Zunächst werden die resultierenden Ergebnisse in Abhängigkeit
der prozentualen Berücksichtigung des Subsegmentes 3 diskutiert. Eine generelle Validierung der
Resultate der Vordimensionierung folgt im Kapitel 3.4.1.2, ebenfalls mittels eines Vergleiches zu
dreidimensionalen CFD-Simulationen.
Abbildung 3-24 Berücksichtigung des Subsegmentes 3 eines Wendelsegmentes, links: Massestromvertei-lung am Auslass (Abweichung vom Mittelwert), rechts Wendelmassestrom (100 % entspricht dem Einlassmassestrom)
In Abbildung 3-24 sind die Berechnungsergebnisse für das strukturviskosere Material A dargestellt.
Die linke Seite zeigt die Massestromverteilung am Auslass des Wendelverteilers, in dem die Abwei-
chung vom Mittelwert des Massestroms über die Stützstellen am Umfang des Auslasses aufgetra-
gen wird. Mit steigender Berücksichtigung des Subelementes 3 reduzieren sich die Abweichungen
deutlich. Dies wird auch anhand der Berechnung des Qualitätskriteriums für die Massestromvertei-
lung am Auslass 𝑄𝑀 ersichtlich. Wie auch aus der Abbildung abgelesen werden kann, beträgt der
0
1
2
3
4
5
6
7
0
4
8
12
16
20
24
28
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 Spaltweite
Material A100 kg/h
0
1
2
3
4
5
6
7
0
4
8
12
16
20
24
28
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 Spaltweite
Material B100 kg/h
-60
-40
-20
0
20
40
60
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material A100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material A100 kg/h
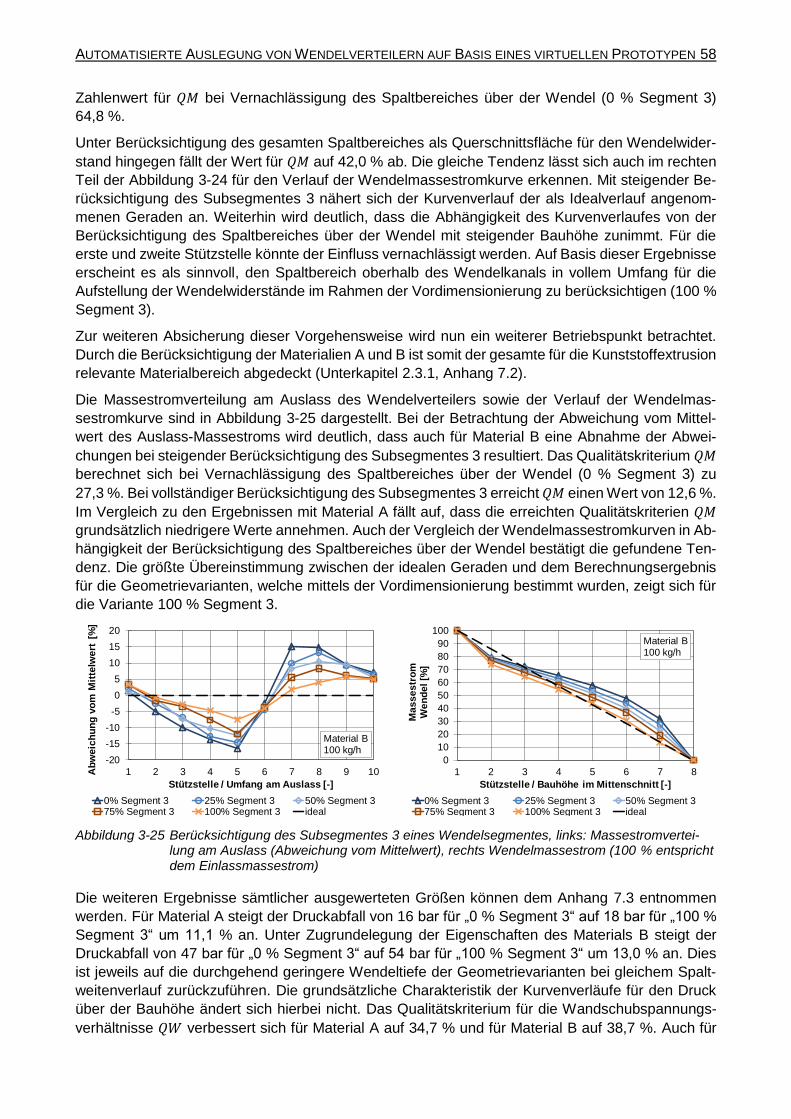
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 58
Zahlenwert für 𝑄𝑀 bei Vernachlässigung des Spaltbereiches über der Wendel (0 % Segment 3)
64,8 %.
Unter Berücksichtigung des gesamten Spaltbereiches als Querschnittsfläche für den Wendelwider-
stand hingegen fällt der Wert für 𝑄𝑀 auf 42,0 % ab. Die gleiche Tendenz lässt sich auch im rechten
Teil der Abbildung 3-24 für den Verlauf der Wendelmassestromkurve erkennen. Mit steigender Be-
rücksichtigung des Subsegmentes 3 nähert sich der Kurvenverlauf der als Idealverlauf angenom-
menen Geraden an. Weiterhin wird deutlich, dass die Abhängigkeit des Kurvenverlaufes von der
Berücksichtigung des Spaltbereiches über der Wendel mit steigender Bauhöhe zunimmt. Für die
erste und zweite Stützstelle könnte der Einfluss vernachlässigt werden. Auf Basis dieser Ergebnisse
erscheint es als sinnvoll, den Spaltbereich oberhalb des Wendelkanals in vollem Umfang für die
Aufstellung der Wendelwiderstände im Rahmen der Vordimensionierung zu berücksichtigen (100 %
Segment 3).
Zur weiteren Absicherung dieser Vorgehensweise wird nun ein weiterer Betriebspunkt betrachtet.
Durch die Berücksichtigung der Materialien A und B ist somit der gesamte für die Kunststoffextrusion
relevante Materialbereich abgedeckt (Unterkapitel 2.3.1, Anhang 7.2).
Die Massestromverteilung am Auslass des Wendelverteilers sowie der Verlauf der Wendelmas-
sestromkurve sind in Abbildung 3-25 dargestellt. Bei der Betrachtung der Abweichung vom Mittel-
wert des Auslass-Massestroms wird deutlich, dass auch für Material B eine Abnahme der Abwei-
chungen bei steigender Berücksichtigung des Subsegmentes 3 resultiert. Das Qualitätskriterium 𝑄𝑀
berechnet sich bei Vernachlässigung des Spaltbereiches über der Wendel (0 % Segment 3) zu
27,3 %. Bei vollständiger Berücksichtigung des Subsegmentes 3 erreicht 𝑄𝑀 einen Wert von 12,6 %.
Im Vergleich zu den Ergebnissen mit Material A fällt auf, dass die erreichten Qualitätskriterien 𝑄𝑀
grundsätzlich niedrigere Werte annehmen. Auch der Vergleich der Wendelmassestromkurven in Ab-
hängigkeit der Berücksichtigung des Spaltbereiches über der Wendel bestätigt die gefundene Ten-
denz. Die größte Übereinstimmung zwischen der idealen Geraden und dem Berechnungsergebnis
für die Geometrievarianten, welche mittels der Vordimensionierung bestimmt wurden, zeigt sich für
die Variante 100 % Segment 3.
Abbildung 3-25 Berücksichtigung des Subsegmentes 3 eines Wendelsegmentes, links: Massestromvertei-lung am Auslass (Abweichung vom Mittelwert), rechts Wendelmassestrom (100 % entspricht dem Einlassmassestrom)
Die weiteren Ergebnisse sämtlicher ausgewerteten Größen können dem Anhang 7.3 entnommen
werden. Für Material A steigt der Druckabfall von 16 bar für „0 % Segment 3“ auf 18 bar für „100 %
Segment 3“ um 11,1 % an. Unter Zugrundelegung der Eigenschaften des Materials B steigt der
Druckabfall von 47 bar für „0 % Segment 3“ auf 54 bar für „100 % Segment 3“ um 13,0 % an. Dies
ist jeweils auf die durchgehend geringere Wendeltiefe der Geometrievarianten bei gleichem Spalt-
weitenverlauf zurückzuführen. Die grundsätzliche Charakteristik der Kurvenverläufe für den Druck
über der Bauhöhe ändert sich hierbei nicht. Das Qualitätskriterium für die Wandschubspannungs-
verhältnisse 𝑄𝑊 verbessert sich für Material A auf 34,7 % und für Material B auf 38,7 %. Auch für
-20
-15
-10
-5
0
5
10
15
20
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material B100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material B100 kg/h
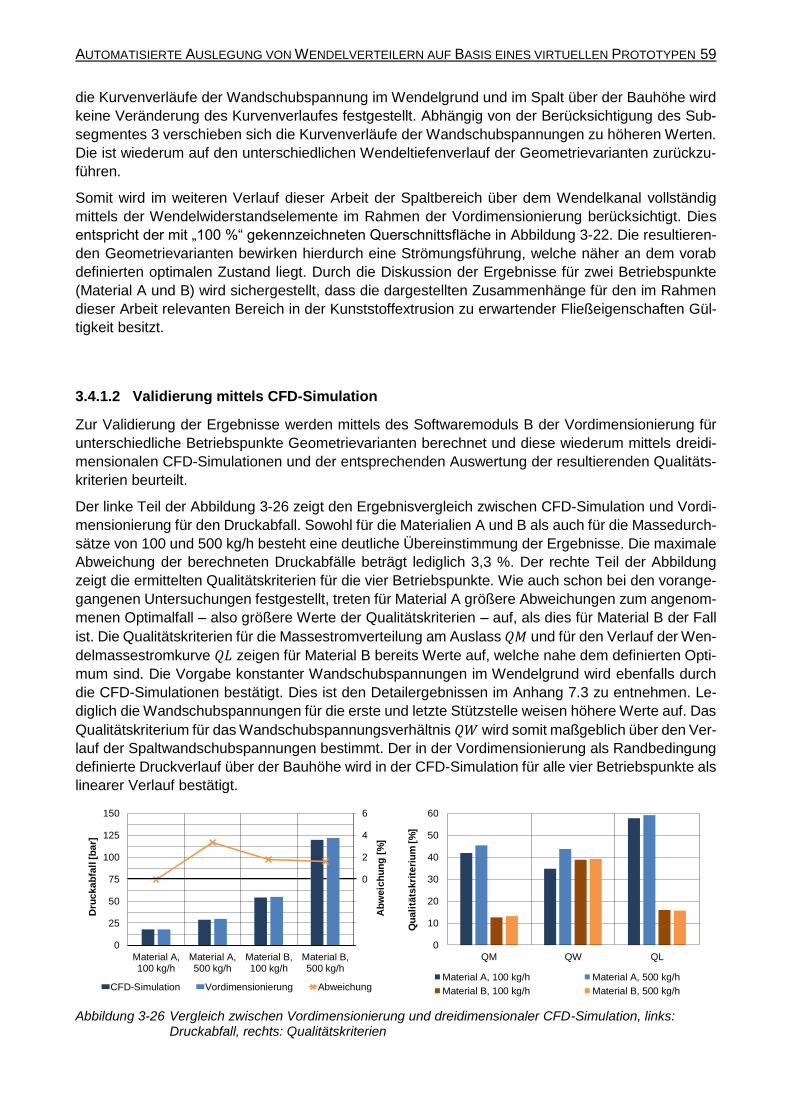
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 59
die Kurvenverläufe der Wandschubspannung im Wendelgrund und im Spalt über der Bauhöhe wird
keine Veränderung des Kurvenverlaufes festgestellt. Abhängig von der Berücksichtigung des Sub-
segmentes 3 verschieben sich die Kurvenverläufe der Wandschubspannungen zu höheren Werten.
Die ist wiederum auf den unterschiedlichen Wendeltiefenverlauf der Geometrievarianten zurückzu-
führen.
Somit wird im weiteren Verlauf dieser Arbeit der Spaltbereich über dem Wendelkanal vollständig
mittels der Wendelwiderstandselemente im Rahmen der Vordimensionierung berücksichtigt. Dies
entspricht der mit „100 %“ gekennzeichneten Querschnittsfläche in Abbildung 3-22. Die resultieren-
den Geometrievarianten bewirken hierdurch eine Strömungsführung, welche näher an dem vorab
definierten optimalen Zustand liegt. Durch die Diskussion der Ergebnisse für zwei Betriebspunkte
(Material A und B) wird sichergestellt, dass die dargestellten Zusammenhänge für den im Rahmen
dieser Arbeit relevanten Bereich in der Kunststoffextrusion zu erwartender Fließeigenschaften Gül-
tigkeit besitzt.
3.4.1.2 Validierung mittels CFD-Simulation
Zur Validierung der Ergebnisse werden mittels des Softwaremoduls B der Vordimensionierung für
unterschiedliche Betriebspunkte Geometrievarianten berechnet und diese wiederum mittels dreidi-
mensionalen CFD-Simulationen und der entsprechenden Auswertung der resultierenden Qualitäts-
kriterien beurteilt.
Der linke Teil der Abbildung 3-26 zeigt den Ergebnisvergleich zwischen CFD-Simulation und Vordi-
mensionierung für den Druckabfall. Sowohl für die Materialien A und B als auch für die Massedurch-
sätze von 100 und 500 kg/h besteht eine deutliche Übereinstimmung der Ergebnisse. Die maximale
Abweichung der berechneten Druckabfälle beträgt lediglich 3,3 %. Der rechte Teil der Abbildung
zeigt die ermittelten Qualitätskriterien für die vier Betriebspunkte. Wie auch schon bei den vorange-
gangenen Untersuchungen festgestellt, treten für Material A größere Abweichungen zum angenom-
menen Optimalfall – also größere Werte der Qualitätskriterien – auf, als dies für Material B der Fall
ist. Die Qualitätskriterien für die Massestromverteilung am Auslass 𝑄𝑀 und für den Verlauf der Wen-
delmassestromkurve 𝑄𝐿 zeigen für Material B bereits Werte auf, welche nahe dem definierten Opti-
mum sind. Die Vorgabe konstanter Wandschubspannungen im Wendelgrund wird ebenfalls durch
die CFD-Simulationen bestätigt. Dies ist den Detailergebnissen im Anhang 7.3 zu entnehmen. Le-
diglich die Wandschubspannungen für die erste und letzte Stützstelle weisen höhere Werte auf. Das
Qualitätskriterium für das Wandschubspannungsverhältnis 𝑄𝑊 wird somit maßgeblich über den Ver-
lauf der Spaltwandschubspannungen bestimmt. Der in der Vordimensionierung als Randbedingung
definierte Druckverlauf über der Bauhöhe wird in der CFD-Simulation für alle vier Betriebspunkte als
linearer Verlauf bestätigt.
Abbildung 3-26 Vergleich zwischen Vordimensionierung und dreidimensionaler CFD-Simulation, links: Druckabfall, rechts: Qualitätskriterien
0
2
4
6
0
25
50
75
100
125
150
Material A,100 kg/h
Material A,500 kg/h
Material B,100 kg/h
Material B,500 kg/h
Ab
we
ich
un
g [
%]
Dru
ck
ab
fall
[b
ar]
CFD-Simulation Vordimensionierung Abweichung
0
10
20
30
40
50
60
QM QW QL
Qu
ali
täts
kri
teri
um
[%
]
Material A, 100 kg/h Material A, 500 kg/h
Material B, 100 kg/h Material B, 500 kg/h
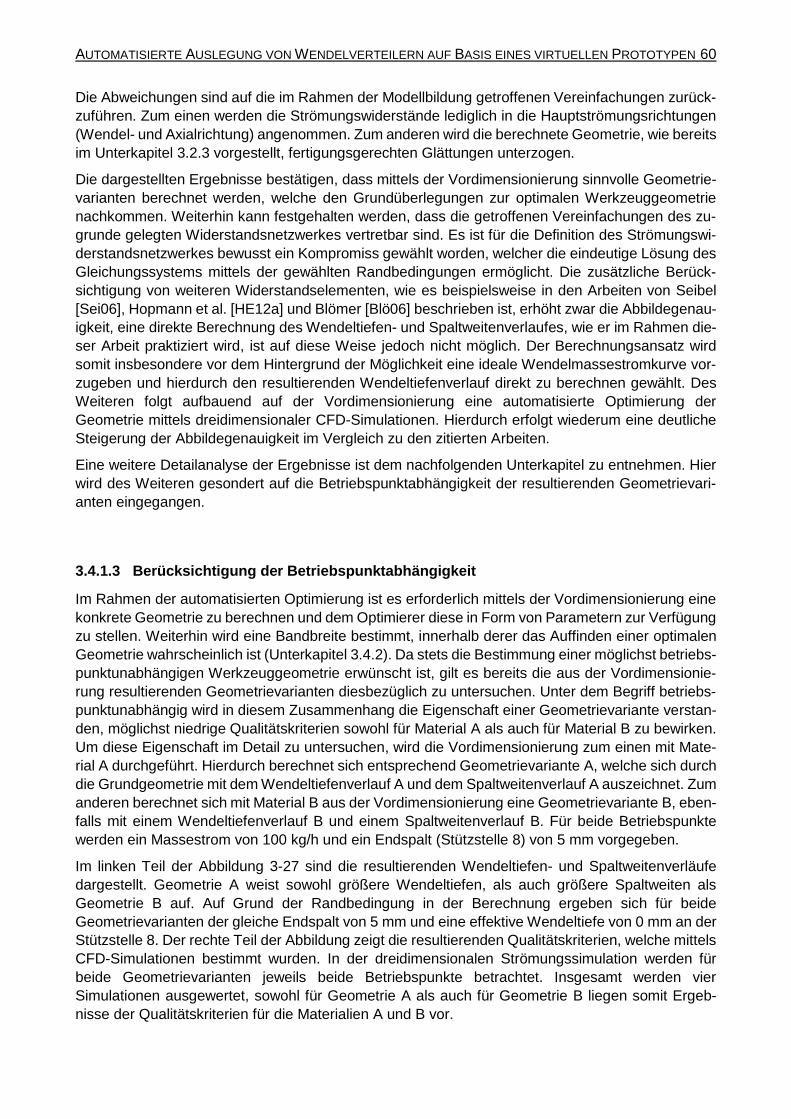
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 60
Die Abweichungen sind auf die im Rahmen der Modellbildung getroffenen Vereinfachungen zurück-
zuführen. Zum einen werden die Strömungswiderstände lediglich in die Hauptströmungsrichtungen
(Wendel- und Axialrichtung) angenommen. Zum anderen wird die berechnete Geometrie, wie bereits
im Unterkapitel 3.2.3 vorgestellt, fertigungsgerechten Glättungen unterzogen.
Die dargestellten Ergebnisse bestätigen, dass mittels der Vordimensionierung sinnvolle Geometrie-
varianten berechnet werden, welche den Grundüberlegungen zur optimalen Werkzeuggeometrie
nachkommen. Weiterhin kann festgehalten werden, dass die getroffenen Vereinfachungen des zu-
grunde gelegten Widerstandsnetzwerkes vertretbar sind. Es ist für die Definition des Strömungswi-
derstandsnetzwerkes bewusst ein Kompromiss gewählt worden, welcher die eindeutige Lösung des
Gleichungssystems mittels der gewählten Randbedingungen ermöglicht. Die zusätzliche Berück-
sichtigung von weiteren Widerstandselementen, wie es beispielsweise in den Arbeiten von Seibel
[Sei06], Hopmann et al. [HE12a] und Blömer [Blö06] beschrieben ist, erhöht zwar die Abbildegenau-
igkeit, eine direkte Berechnung des Wendeltiefen- und Spaltweitenverlaufes, wie er im Rahmen die-
ser Arbeit praktiziert wird, ist auf diese Weise jedoch nicht möglich. Der Berechnungsansatz wird
somit insbesondere vor dem Hintergrund der Möglichkeit eine ideale Wendelmassestromkurve vor-
zugeben und hierdurch den resultierenden Wendeltiefenverlauf direkt zu berechnen gewählt. Des
Weiteren folgt aufbauend auf der Vordimensionierung eine automatisierte Optimierung der
Geometrie mittels dreidimensionaler CFD-Simulationen. Hierdurch erfolgt wiederum eine deutliche
Steigerung der Abbildegenauigkeit im Vergleich zu den zitierten Arbeiten.
Eine weitere Detailanalyse der Ergebnisse ist dem nachfolgenden Unterkapitel zu entnehmen. Hier
wird des Weiteren gesondert auf die Betriebspunktabhängigkeit der resultierenden Geometrievari-
anten eingegangen.
3.4.1.3 Berücksichtigung der Betriebspunktabhängigkeit
Im Rahmen der automatisierten Optimierung ist es erforderlich mittels der Vordimensionierung eine
konkrete Geometrie zu berechnen und dem Optimierer diese in Form von Parametern zur Verfügung
zu stellen. Weiterhin wird eine Bandbreite bestimmt, innerhalb derer das Auffinden einer optimalen
Geometrie wahrscheinlich ist (Unterkapitel 3.4.2). Da stets die Bestimmung einer möglichst betriebs-
punktunabhängigen Werkzeuggeometrie erwünscht ist, gilt es bereits die aus der Vordimensionie-
rung resultierenden Geometrievarianten diesbezüglich zu untersuchen. Unter dem Begriff betriebs-
punktunabhängig wird in diesem Zusammenhang die Eigenschaft einer Geometrievariante verstan-
den, möglichst niedrige Qualitätskriterien sowohl für Material A als auch für Material B zu bewirken.
Um diese Eigenschaft im Detail zu untersuchen, wird die Vordimensionierung zum einen mit Mate-
rial A durchgeführt. Hierdurch berechnet sich entsprechend Geometrievariante A, welche sich durch
die Grundgeometrie mit dem Wendeltiefenverlauf A und dem Spaltweitenverlauf A auszeichnet. Zum
anderen berechnet sich mit Material B aus der Vordimensionierung eine Geometrievariante B, eben-
falls mit einem Wendeltiefenverlauf B und einem Spaltweitenverlauf B. Für beide Betriebspunkte
werden ein Massestrom von 100 kg/h und ein Endspalt (Stützstelle 8) von 5 mm vorgegeben.
Im linken Teil der Abbildung 3-27 sind die resultierenden Wendeltiefen- und Spaltweitenverläufe
dargestellt. Geometrie A weist sowohl größere Wendeltiefen, als auch größere Spaltweiten als
Geometrie B auf. Auf Grund der Randbedingung in der Berechnung ergeben sich für beide
Geometrievarianten der gleiche Endspalt von 5 mm und eine effektive Wendeltiefe von 0 mm an der
Stützstelle 8. Der rechte Teil der Abbildung zeigt die resultierenden Qualitätskriterien, welche mittels
CFD-Simulationen bestimmt wurden. In der dreidimensionalen Strömungssimulation werden für
beide Geometrievarianten jeweils beide Betriebspunkte betrachtet. Insgesamt werden vier
Simulationen ausgewertet, sowohl für Geometrie A als auch für Geometrie B liegen somit Ergeb-
nisse der Qualitätskriterien für die Materialien A und B vor.
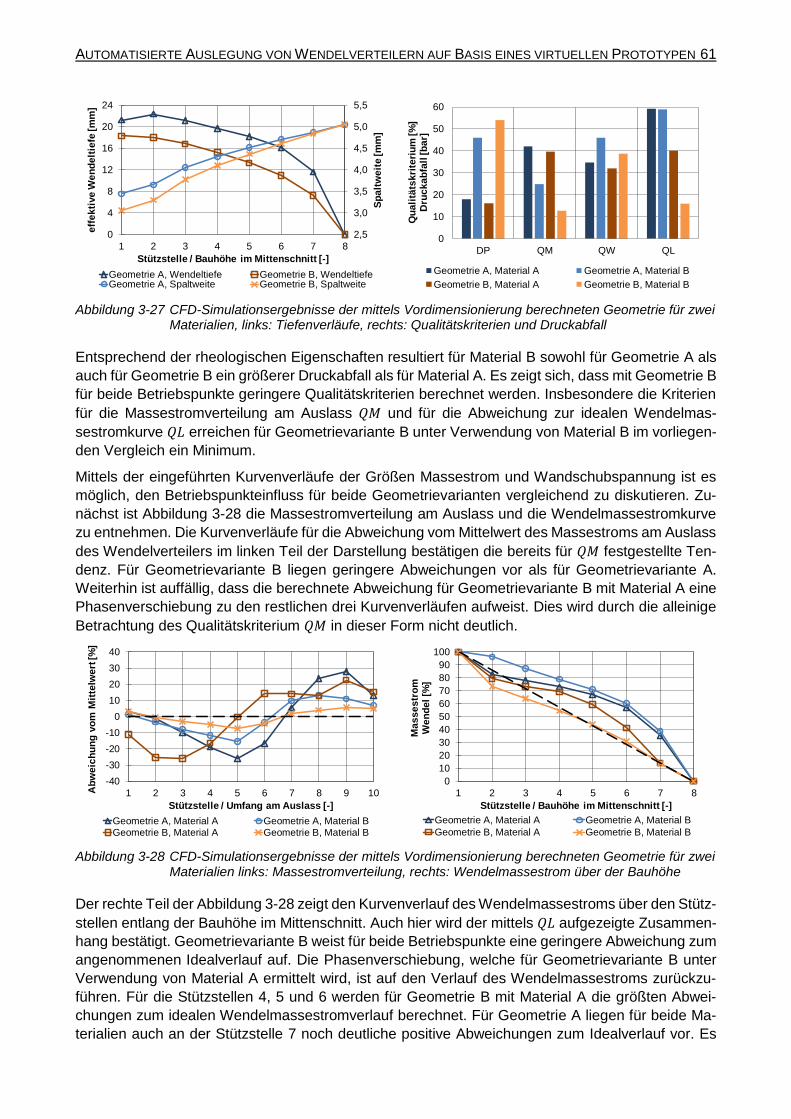
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 61
Abbildung 3-27 CFD-Simulationsergebnisse der mittels Vordimensionierung berechneten Geometrie für zwei Materialien, links: Tiefenverläufe, rechts: Qualitätskriterien und Druckabfall
Entsprechend der rheologischen Eigenschaften resultiert für Material B sowohl für Geometrie A als
auch für Geometrie B ein größerer Druckabfall als für Material A. Es zeigt sich, dass mit Geometrie B
für beide Betriebspunkte geringere Qualitätskriterien berechnet werden. Insbesondere die Kriterien
für die Massestromverteilung am Auslass 𝑄𝑀 und für die Abweichung zur idealen Wendelmas-
sestromkurve 𝑄𝐿 erreichen für Geometrievariante B unter Verwendung von Material B im vorliegen-
den Vergleich ein Minimum.
Mittels der eingeführten Kurvenverläufe der Größen Massestrom und Wandschubspannung ist es
möglich, den Betriebspunkteinfluss für beide Geometrievarianten vergleichend zu diskutieren. Zu-
nächst ist Abbildung 3-28 die Massestromverteilung am Auslass und die Wendelmassestromkurve
zu entnehmen. Die Kurvenverläufe für die Abweichung vom Mittelwert des Massestroms am Auslass
des Wendelverteilers im linken Teil der Darstellung bestätigen die bereits für 𝑄𝑀 festgestellte Ten-
denz. Für Geometrievariante B liegen geringere Abweichungen vor als für Geometrievariante A.
Weiterhin ist auffällig, dass die berechnete Abweichung für Geometrievariante B mit Material A eine
Phasenverschiebung zu den restlichen drei Kurvenverläufen aufweist. Dies wird durch die alleinige
Betrachtung des Qualitätskriterium 𝑄𝑀 in dieser Form nicht deutlich.
Abbildung 3-28 CFD-Simulationsergebnisse der mittels Vordimensionierung berechneten Geometrie für zwei Materialien links: Massestromverteilung, rechts: Wendelmassestrom über der Bauhöhe
Der rechte Teil der Abbildung 3-28 zeigt den Kurvenverlauf des Wendelmassestroms über den Stütz-
stellen entlang der Bauhöhe im Mittenschnitt. Auch hier wird der mittels 𝑄𝐿 aufgezeigte Zusammen-
hang bestätigt. Geometrievariante B weist für beide Betriebspunkte eine geringere Abweichung zum
angenommenen Idealverlauf auf. Die Phasenverschiebung, welche für Geometrievariante B unter
Verwendung von Material A ermittelt wird, ist auf den Verlauf des Wendelmassestroms zurückzu-
führen. Für die Stützstellen 4, 5 und 6 werden für Geometrie B mit Material A die größten Abwei-
chungen zum idealen Wendelmassestromverlauf berechnet. Für Geometrie A liegen für beide Ma-
terialien auch an der Stützstelle 7 noch deutliche positive Abweichungen zum Idealverlauf vor. Es
2,5
3,0
3,5
4,0
4,5
5,0
5,5
0
4
8
12
16
20
24
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Wendeltiefe Geometrie B, WendeltiefeGeometrie A, Spaltweite Geometrie B, Spaltweite
0
10
20
30
40
50
60
DP QM QW QL
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
Geometrie A, Material A Geometrie A, Material B
Geometrie B, Material A Geometrie B, Material B
-40
-30
-20
-10
0
10
20
30
40
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material B
Geometrie B, Material A Geometrie B, Material B
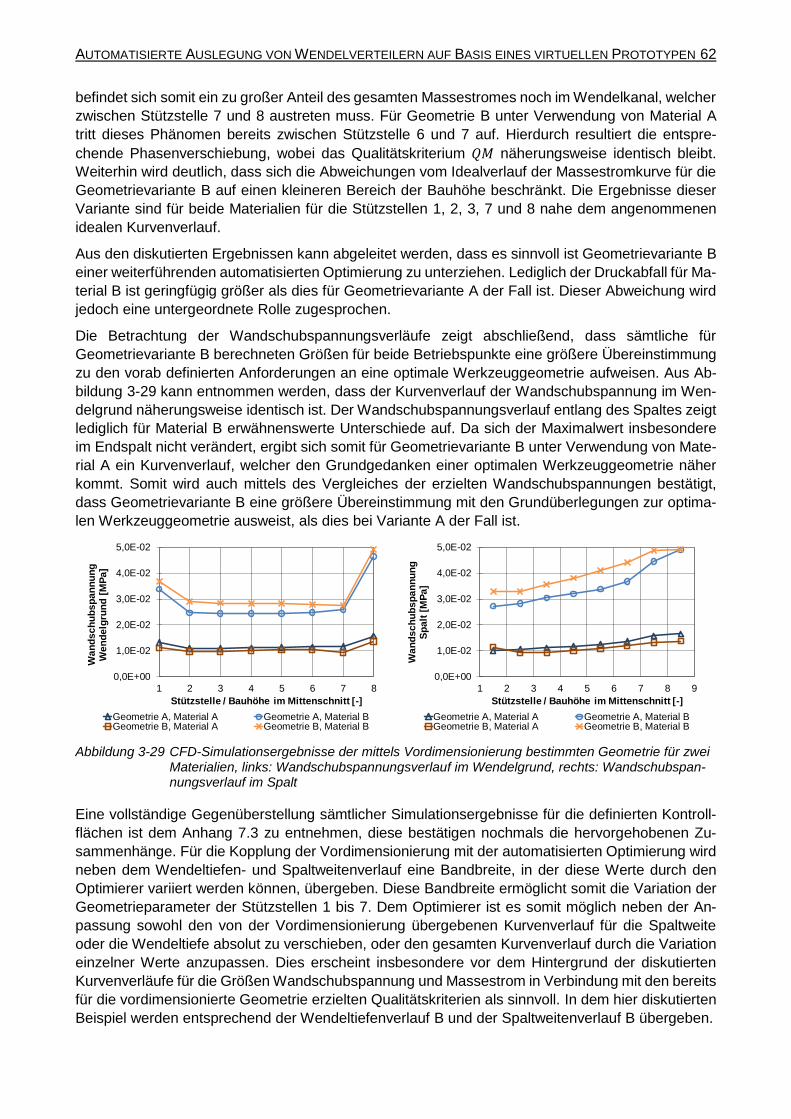
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 62
befindet sich somit ein zu großer Anteil des gesamten Massestromes noch im Wendelkanal, welcher
zwischen Stützstelle 7 und 8 austreten muss. Für Geometrie B unter Verwendung von Material A
tritt dieses Phänomen bereits zwischen Stützstelle 6 und 7 auf. Hierdurch resultiert die entspre-
chende Phasenverschiebung, wobei das Qualitätskriterium 𝑄𝑀 näherungsweise identisch bleibt.
Weiterhin wird deutlich, dass sich die Abweichungen vom Idealverlauf der Massestromkurve für die
Geometrievariante B auf einen kleineren Bereich der Bauhöhe beschränkt. Die Ergebnisse dieser
Variante sind für beide Materialien für die Stützstellen 1, 2, 3, 7 und 8 nahe dem angenommenen
idealen Kurvenverlauf.
Aus den diskutierten Ergebnissen kann abgeleitet werden, dass es sinnvoll ist Geometrievariante B
einer weiterführenden automatisierten Optimierung zu unterziehen. Lediglich der Druckabfall für Ma-
terial B ist geringfügig größer als dies für Geometrievariante A der Fall ist. Dieser Abweichung wird
jedoch eine untergeordnete Rolle zugesprochen.
Die Betrachtung der Wandschubspannungsverläufe zeigt abschließend, dass sämtliche für
Geometrievariante B berechneten Größen für beide Betriebspunkte eine größere Übereinstimmung
zu den vorab definierten Anforderungen an eine optimale Werkzeuggeometrie aufweisen. Aus Ab-
bildung 3-29 kann entnommen werden, dass der Kurvenverlauf der Wandschubspannung im Wen-
delgrund näherungsweise identisch ist. Der Wandschubspannungsverlauf entlang des Spaltes zeigt
lediglich für Material B erwähnenswerte Unterschiede auf. Da sich der Maximalwert insbesondere
im Endspalt nicht verändert, ergibt sich somit für Geometrievariante B unter Verwendung von Mate-
rial A ein Kurvenverlauf, welcher den Grundgedanken einer optimalen Werkzeuggeometrie näher
kommt. Somit wird auch mittels des Vergleiches der erzielten Wandschubspannungen bestätigt,
dass Geometrievariante B eine größere Übereinstimmung mit den Grundüberlegungen zur optima-
len Werkzeuggeometrie ausweist, als dies bei Variante A der Fall ist.
Abbildung 3-29 CFD-Simulationsergebnisse der mittels Vordimensionierung bestimmten Geometrie für zwei Materialien, links: Wandschubspannungsverlauf im Wendelgrund, rechts: Wandschubspan-nungsverlauf im Spalt
Eine vollständige Gegenüberstellung sämtlicher Simulationsergebnisse für die definierten Kontroll-
flächen ist dem Anhang 7.3 zu entnehmen, diese bestätigen nochmals die hervorgehobenen Zu-
sammenhänge. Für die Kopplung der Vordimensionierung mit der automatisierten Optimierung wird
neben dem Wendeltiefen- und Spaltweitenverlauf eine Bandbreite, in der diese Werte durch den
Optimierer variiert werden können, übergeben. Diese Bandbreite ermöglicht somit die Variation der
Geometrieparameter der Stützstellen 1 bis 7. Dem Optimierer ist es somit möglich neben der An-
passung sowohl den von der Vordimensionierung übergebenen Kurvenverlauf für die Spaltweite
oder die Wendeltiefe absolut zu verschieben, oder den gesamten Kurvenverlauf durch die Variation
einzelner Werte anzupassen. Dies erscheint insbesondere vor dem Hintergrund der diskutierten
Kurvenverläufe für die Größen Wandschubspannung und Massestrom in Verbindung mit den bereits
für die vordimensionierte Geometrie erzielten Qualitätskriterien als sinnvoll. In dem hier diskutierten
Beispiel werden entsprechend der Wendeltiefenverlauf B und der Spaltweitenverlauf B übergeben.
0,0E+00
1,0E-02
2,0E-02
3,0E-02
4,0E-02
5,0E-02
1 2 3 4 5 6 7 8
Wa
nd
sc
hu
bs
pa
nn
un
gW
en
de
lgru
nd
[M
Pa
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0,0E+00
1,0E-02
2,0E-02
3,0E-02
4,0E-02
5,0E-02
1 2 3 4 5 6 7 8 9
Wa
nd
sc
hu
bs
pa
nn
un
gS
pa
lt [
MP
a]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
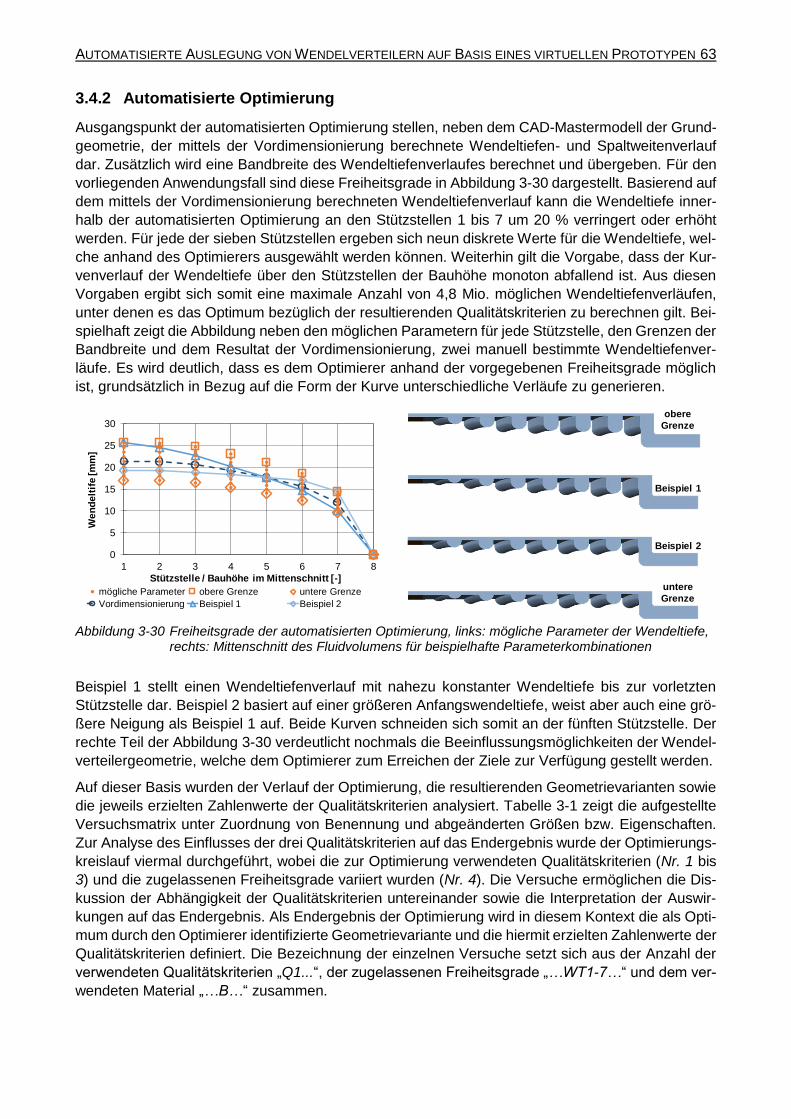
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 63
3.4.2 Automatisierte Optimierung
Ausgangspunkt der automatisierten Optimierung stellen, neben dem CAD-Mastermodell der Grund-
geometrie, der mittels der Vordimensionierung berechnete Wendeltiefen- und Spaltweitenverlauf
dar. Zusätzlich wird eine Bandbreite des Wendeltiefenverlaufes berechnet und übergeben. Für den
vorliegenden Anwendungsfall sind diese Freiheitsgrade in Abbildung 3-30 dargestellt. Basierend auf
dem mittels der Vordimensionierung berechneten Wendeltiefenverlauf kann die Wendeltiefe inner-
halb der automatisierten Optimierung an den Stützstellen 1 bis 7 um 20 % verringert oder erhöht
werden. Für jede der sieben Stützstellen ergeben sich neun diskrete Werte für die Wendeltiefe, wel-
che anhand des Optimierers ausgewählt werden können. Weiterhin gilt die Vorgabe, dass der Kur-
venverlauf der Wendeltiefe über den Stützstellen der Bauhöhe monoton abfallend ist. Aus diesen
Vorgaben ergibt sich somit eine maximale Anzahl von 4,8 Mio. möglichen Wendeltiefenverläufen,
unter denen es das Optimum bezüglich der resultierenden Qualitätskriterien zu berechnen gilt. Bei-
spielhaft zeigt die Abbildung neben den möglichen Parametern für jede Stützstelle, den Grenzen der
Bandbreite und dem Resultat der Vordimensionierung, zwei manuell bestimmte Wendeltiefenver-
läufe. Es wird deutlich, dass es dem Optimierer anhand der vorgegebenen Freiheitsgrade möglich
ist, grundsätzlich in Bezug auf die Form der Kurve unterschiedliche Verläufe zu generieren.
Abbildung 3-30 Freiheitsgrade der automatisierten Optimierung, links: mögliche Parameter der Wendeltiefe, rechts: Mittenschnitt des Fluidvolumens für beispielhafte Parameterkombinationen
Beispiel 1 stellt einen Wendeltiefenverlauf mit nahezu konstanter Wendeltiefe bis zur vorletzten
Stützstelle dar. Beispiel 2 basiert auf einer größeren Anfangswendeltiefe, weist aber auch eine grö-
ßere Neigung als Beispiel 1 auf. Beide Kurven schneiden sich somit an der fünften Stützstelle. Der
rechte Teil der Abbildung 3-30 verdeutlicht nochmals die Beeinflussungsmöglichkeiten der Wendel-
verteilergeometrie, welche dem Optimierer zum Erreichen der Ziele zur Verfügung gestellt werden.
Auf dieser Basis wurden der Verlauf der Optimierung, die resultierenden Geometrievarianten sowie
die jeweils erzielten Zahlenwerte der Qualitätskriterien analysiert. Tabelle 3-1 zeigt die aufgestellte
Versuchsmatrix unter Zuordnung von Benennung und abgeänderten Größen bzw. Eigenschaften.
Zur Analyse des Einflusses der drei Qualitätskriterien auf das Endergebnis wurde der Optimierungs-
kreislauf viermal durchgeführt, wobei die zur Optimierung verwendeten Qualitätskriterien (Nr. 1 bis
3) und die zugelassenen Freiheitsgrade variiert wurden (Nr. 4). Die Versuche ermöglichen die Dis-
kussion der Abhängigkeit der Qualitätskriterien untereinander sowie die Interpretation der Auswir-
kungen auf das Endergebnis. Als Endergebnis der Optimierung wird in diesem Kontext die als Opti-
mum durch den Optimierer identifizierte Geometrievariante und die hiermit erzielten Zahlenwerte der
Qualitätskriterien definiert. Die Bezeichnung der einzelnen Versuche setzt sich aus der Anzahl der
verwendeten Qualitätskriterien „Q1...“, der zugelassenen Freiheitsgrade „…WT1-7…“ und dem ver-
wendeten Material „…B…“ zusammen.
0
5
10
15
20
25
30
1 2 3 4 5 6 7 8
We
nd
elt
ife
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
mögliche Parameter obere Grenze untere Grenze
Vordimensionierung Beispiel 1 Beispiel 2
obere
Grenze
Beispiel 1
Beispiel 2
untere
Grenze
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 64
Ein Vergleich unterschiedlicher Optimierungsmethoden und Zielvorgaben wird mittels der Versuche
Nr. 4 bis 6 durchgeführt. Als Zielfunktionen werden zum einen die drei Qualitätskriterien unter Ver-
wendung eines multikriteriellen genetischen Optimierungsverfahrens verwendet (Nr. 4), zum ande-
ren die Zusammenfassung der drei Kriterien anhand einer gewichteten Summenfunktion (Nr. 5 und
6). Hierbei wird sowohl ein genetisches als auch ein Gradienten basiertes Optimierungsverfahren
verwendet [NN14].
Der letzte Faktor, welcher anhand der Versuchsmatrix abgebildet wird, ist die Betriebspunktabhän-
gigkeit. Die Versuche Nr. 4, 7 und 8 ermöglichen die Analyse des Einflusses unterschiedlicher Fließ-
eigenschaften (Material A und B) auf die aus der Optimierung resultierenden Geometrievarianten
sowie die erzielten Zahlenwerte der Qualitätskriterien. Als Resultat liegt die Erkenntnis vor, dass
eine Geometrievariante für ein Material optimale Werte der Qualitätskriterien erreicht, oder eine Ge-
ometrievariante für beide Materialien gleichzeitig möglichst geringe Werte der Qualitätskriterien be-
wirkt, diese jedoch in Summe größere Zahlenwerte annehmen als für die Berücksichtigung jeweils
nur eines der Materialien im Rahmen der automatisierten Optimierung. Vorweggenommen galt es
mit den drei Versuchen zu beweisen – und somit auch die Plausibilität der Endergebnisse zu über-
prüfen – dass aus Nr. 8 ein Kompromiss aus den Ergebnissen der Versuche Nr. 4 und 7 hervorgeht.
Nr. Bezeichnung
zur Optimierung
verwendete Qualitäts-
kriterien
zugelassene
Freiheitsgrade
Optimierungs-
methode Material
Anzahl möglicher
Parameter-
kombinationen
1 Q1_WT1-7_B QM WT 1 bis 7 genetisch,
einkriteriell B 4,8 Mio.
2 Q2_WT1-7_B QM, QL WT 1 bis 7 genetisch,
multikriteriell B 4,8 Mio.
3 Q3_WT1-7_B QM, QL, QW WT 1 bis 7 genetisch,
multikriteriell B 4,8 Mio.
4 Q3_WT1-7_SW_B QM, QL, QW WT 1 bis 7,
SW 1, 2 und 8
genetisch,
multikriteriell B 1.875 Mio.
5 Q1_WT1-7_SW_B QS WT 1 bis 7,
SW 1, 2 und 8
genetisch, einkriteri-
ell (Summe) B 1.875 Mio.
6 Q1_WT1-7_SW_B_gr QS WT 1 bis 7,
SW 1, 2 und 8
Gradient, einkriteriell
(Summe) B 1.875 Mio.
7 Q3_WT1-7_SW_A QM, QL, QW WT 1 bis 7,
SW 1, 2 und 8
genetisch,
multikriteriell A 1.875 Mio.
8 Q3_WT1-7_SW_AB QM, QL, QW WT 1 bis 7,
SW 1, 2 und 8
genetisch,
multikriteriell A, B 1.875 Mio.
Tabelle 3-1 Übersicht durchgeführter Optimierungen
Die nachfolgenden Unterkapitel diskutieren eben diese einzelnen Versuchsergebnisse im Detail. Die
verwendete Optimierungssoftware sowie die Konvergenzkriterien sind dem Anhang 7.1 zu entneh-
men. Weiterführende Details der mathematischen Optimierungsverfahren können [NN14] entnom-
men werden.
3.4.2.1 Einfluss der Auswahl von Qualitätskriterien auf den Verlauf der Optimierung
Zur Analyse des Einflusses der Auswahl der Qualitätskriterien auf den Verlauf der Optimierung, wird
zunächst die Änderung der jeweiligen Zielfunktion bzw. die Funktionsschar (Qualitätskriterien) in
Abhängigkeit der Iterationen bzw. Anzahl erzeugter Designpoints betrachtet. Sämtliche Optimierun-
gen beruhen auf einer initialen Generierung von 100 Designpoints, welche stochastisch im Raum
möglicher Geometrieparameter generiert werden. Auf dieser Basis ermittelt der genetische Optimie-
rer die Geometrieparametervarianten (auch Designpoints, Wendeltiefenverläufe oder Individuen) für
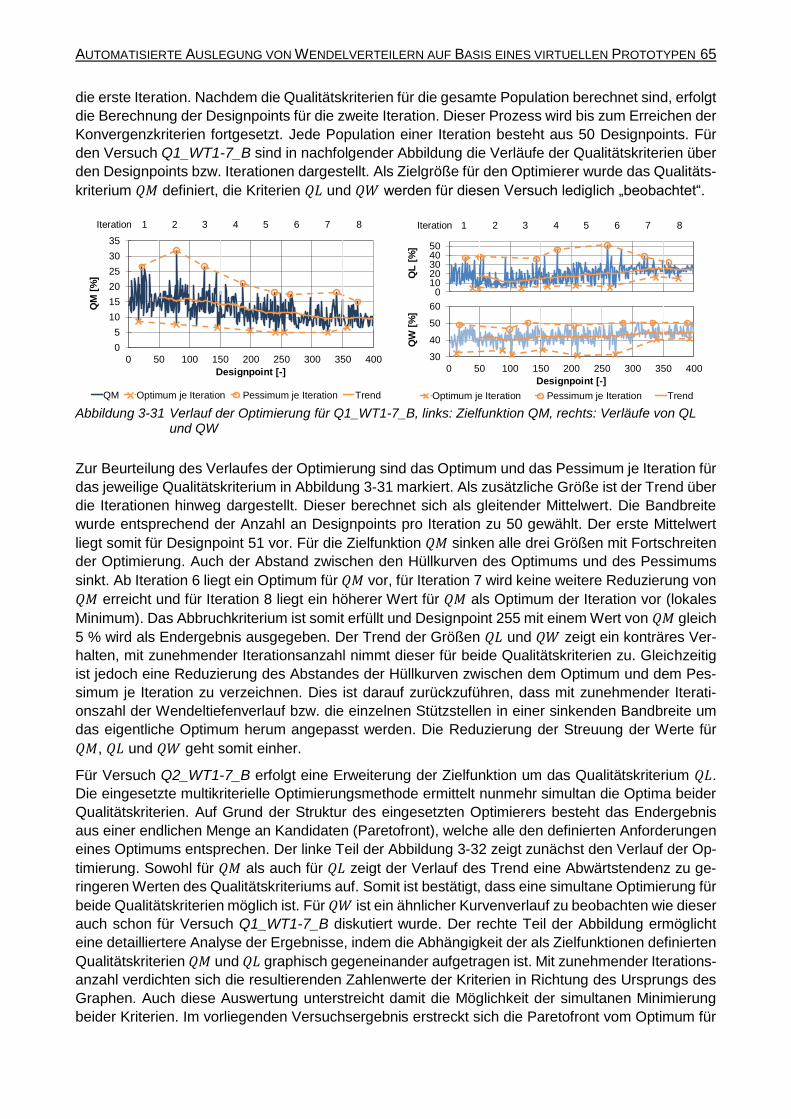
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 65
die erste Iteration. Nachdem die Qualitätskriterien für die gesamte Population berechnet sind, erfolgt
die Berechnung der Designpoints für die zweite Iteration. Dieser Prozess wird bis zum Erreichen der
Konvergenzkriterien fortgesetzt. Jede Population einer Iteration besteht aus 50 Designpoints. Für
den Versuch Q1_WT1-7_B sind in nachfolgender Abbildung die Verläufe der Qualitätskriterien über
den Designpoints bzw. Iterationen dargestellt. Als Zielgröße für den Optimierer wurde das Qualitäts-
kriterium 𝑄𝑀 definiert, die Kriterien 𝑄𝐿 und 𝑄𝑊 werden für diesen Versuch lediglich „beobachtet“.
Abbildung 3-31 Verlauf der Optimierung für Q1_WT1-7_B, links: Zielfunktion QM, rechts: Verläufe von QL
und QW
Zur Beurteilung des Verlaufes der Optimierung sind das Optimum und das Pessimum je Iteration für
das jeweilige Qualitätskriterium in Abbildung 3-31 markiert. Als zusätzliche Größe ist der Trend über
die Iterationen hinweg dargestellt. Dieser berechnet sich als gleitender Mittelwert. Die Bandbreite
wurde entsprechend der Anzahl an Designpoints pro Iteration zu 50 gewählt. Der erste Mittelwert
liegt somit für Designpoint 51 vor. Für die Zielfunktion 𝑄𝑀 sinken alle drei Größen mit Fortschreiten
der Optimierung. Auch der Abstand zwischen den Hüllkurven des Optimums und des Pessimums
sinkt. Ab Iteration 6 liegt ein Optimum für 𝑄𝑀 vor, für Iteration 7 wird keine weitere Reduzierung von
𝑄𝑀 erreicht und für Iteration 8 liegt ein höherer Wert für 𝑄𝑀 als Optimum der Iteration vor (lokales
Minimum). Das Abbruchkriterium ist somit erfüllt und Designpoint 255 mit einem Wert von 𝑄𝑀 gleich
5 % wird als Endergebnis ausgegeben. Der Trend der Größen 𝑄𝐿 und 𝑄𝑊 zeigt ein konträres Ver-
halten, mit zunehmender Iterationsanzahl nimmt dieser für beide Qualitätskriterien zu. Gleichzeitig
ist jedoch eine Reduzierung des Abstandes der Hüllkurven zwischen dem Optimum und dem Pes-
simum je Iteration zu verzeichnen. Dies ist darauf zurückzuführen, dass mit zunehmender Iterati-
onszahl der Wendeltiefenverlauf bzw. die einzelnen Stützstellen in einer sinkenden Bandbreite um
das eigentliche Optimum herum angepasst werden. Die Reduzierung der Streuung der Werte für
𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 geht somit einher.
Für Versuch Q2_WT1-7_B erfolgt eine Erweiterung der Zielfunktion um das Qualitätskriterium 𝑄𝐿.
Die eingesetzte multikriterielle Optimierungsmethode ermittelt nunmehr simultan die Optima beider
Qualitätskriterien. Auf Grund der Struktur des eingesetzten Optimierers besteht das Endergebnis
aus einer endlichen Menge an Kandidaten (Paretofront), welche alle den definierten Anforderungen
eines Optimums entsprechen. Der linke Teil der Abbildung 3-32 zeigt zunächst den Verlauf der Op-
timierung. Sowohl für 𝑄𝑀 als auch für 𝑄𝐿 zeigt der Verlauf des Trend eine Abwärtstendenz zu ge-
ringeren Werten des Qualitätskriteriums auf. Somit ist bestätigt, dass eine simultane Optimierung für
beide Qualitätskriterien möglich ist. Für 𝑄𝑊 ist ein ähnlicher Kurvenverlauf zu beobachten wie dieser
auch schon für Versuch Q1_WT1-7_B diskutiert wurde. Der rechte Teil der Abbildung ermöglicht
eine detailliertere Analyse der Ergebnisse, indem die Abhängigkeit der als Zielfunktionen definierten
Qualitätskriterien 𝑄𝑀 und 𝑄𝐿 graphisch gegeneinander aufgetragen ist. Mit zunehmender Iterations-
anzahl verdichten sich die resultierenden Zahlenwerte der Kriterien in Richtung des Ursprungs des
Graphen. Auch diese Auswertung unterstreicht damit die Möglichkeit der simultanen Minimierung
beider Kriterien. Im vorliegenden Versuchsergebnis erstreckt sich die Paretofront vom Optimum für
0
5
10
15
20
25
30
35
0 50 100 150 200 250 300 350 400
QM
[%
]
Designpoint [-]
QM Optimum je Iteration Pessimum je Iteration Trend
Iteration 2 3 4 5 6 7 81
30
40
50
60
0 50 100 150 200 250 300 350 400
QW
[%
]
Designpoint [-]
Optimum je Iteration Pessimum je Iteration Trend
01020304050
QL
[%
]
Iteration 1 3 4 5 6 7 82
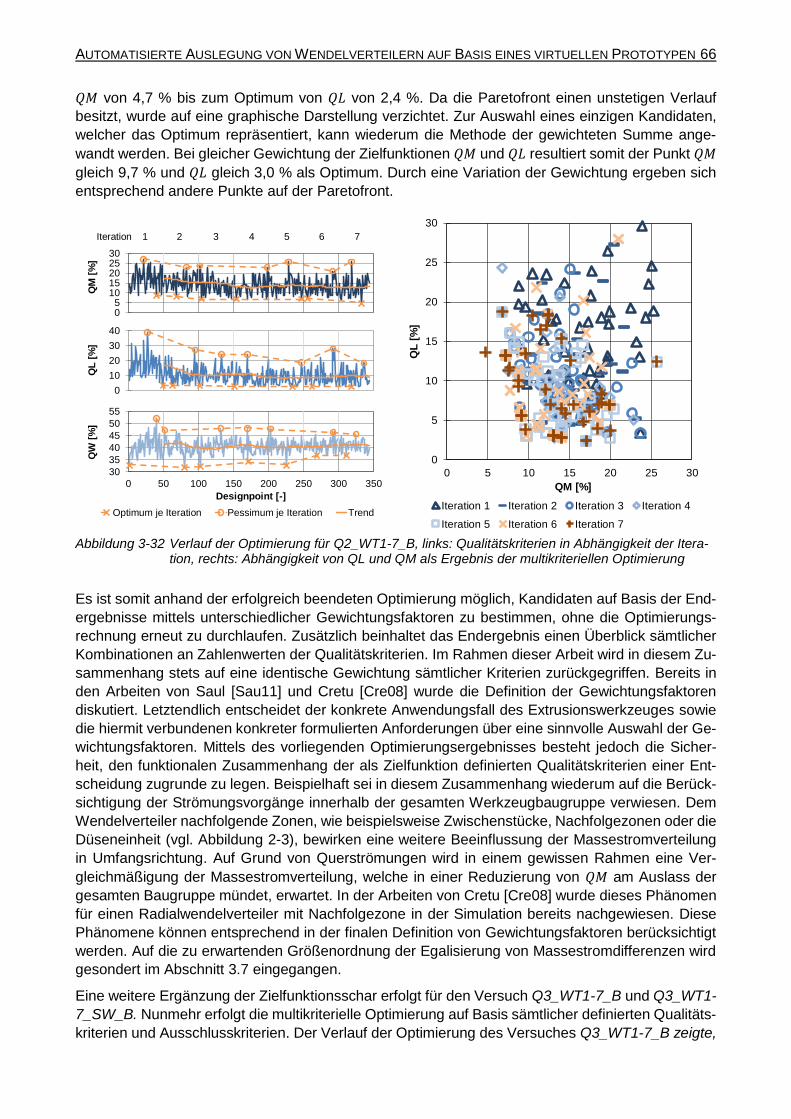
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 66
𝑄𝑀 von 4,7 % bis zum Optimum von 𝑄𝐿 von 2,4 %. Da die Paretofront einen unstetigen Verlauf
besitzt, wurde auf eine graphische Darstellung verzichtet. Zur Auswahl eines einzigen Kandidaten,
welcher das Optimum repräsentiert, kann wiederum die Methode der gewichteten Summe ange-
wandt werden. Bei gleicher Gewichtung der Zielfunktionen 𝑄𝑀 und 𝑄𝐿 resultiert somit der Punkt 𝑄𝑀
gleich 9,7 % und 𝑄𝐿 gleich 3,0 % als Optimum. Durch eine Variation der Gewichtung ergeben sich
entsprechend andere Punkte auf der Paretofront.
Abbildung 3-32 Verlauf der Optimierung für Q2_WT1-7_B, links: Qualitätskriterien in Abhängigkeit der Itera-tion, rechts: Abhängigkeit von QL und QM als Ergebnis der multikriteriellen Optimierung
Es ist somit anhand der erfolgreich beendeten Optimierung möglich, Kandidaten auf Basis der End-
ergebnisse mittels unterschiedlicher Gewichtungsfaktoren zu bestimmen, ohne die Optimierungs-
rechnung erneut zu durchlaufen. Zusätzlich beinhaltet das Endergebnis einen Überblick sämtlicher
Kombinationen an Zahlenwerten der Qualitätskriterien. Im Rahmen dieser Arbeit wird in diesem Zu-
sammenhang stets auf eine identische Gewichtung sämtlicher Kriterien zurückgegriffen. Bereits in
den Arbeiten von Saul [Sau11] und Cretu [Cre08] wurde die Definition der Gewichtungsfaktoren
diskutiert. Letztendlich entscheidet der konkrete Anwendungsfall des Extrusionswerkzeuges sowie
die hiermit verbundenen konkreter formulierten Anforderungen über eine sinnvolle Auswahl der Ge-
wichtungsfaktoren. Mittels des vorliegenden Optimierungsergebnisses besteht jedoch die Sicher-
heit, den funktionalen Zusammenhang der als Zielfunktion definierten Qualitätskriterien einer Ent-
scheidung zugrunde zu legen. Beispielhaft sei in diesem Zusammenhang wiederum auf die Berück-
sichtigung der Strömungsvorgänge innerhalb der gesamten Werkzeugbaugruppe verwiesen. Dem
Wendelverteiler nachfolgende Zonen, wie beispielsweise Zwischenstücke, Nachfolgezonen oder die
Düseneinheit (vgl. Abbildung 2-3), bewirken eine weitere Beeinflussung der Massestromverteilung
in Umfangsrichtung. Auf Grund von Querströmungen wird in einem gewissen Rahmen eine Ver-
gleichmäßigung der Massestromverteilung, welche in einer Reduzierung von 𝑄𝑀 am Auslass der
gesamten Baugruppe mündet, erwartet. In der Arbeiten von Cretu [Cre08] wurde dieses Phänomen
für einen Radialwendelverteiler mit Nachfolgezone in der Simulation bereits nachgewiesen. Diese
Phänomene können entsprechend in der finalen Definition von Gewichtungsfaktoren berücksichtigt
werden. Auf die zu erwartenden Größenordnung der Egalisierung von Massestromdifferenzen wird
gesondert im Abschnitt 3.7 eingegangen.
Eine weitere Ergänzung der Zielfunktionsschar erfolgt für den Versuch Q3_WT1-7_B und Q3_WT1-
7_SW_B. Nunmehr erfolgt die multikriterielle Optimierung auf Basis sämtlicher definierten Qualitäts-
kriterien und Ausschlusskriterien. Der Verlauf der Optimierung des Versuches Q3_WT1-7_B zeigte,
30
35
40
45
50
55
0 50 100 150 200 250 300 350
QW
[%
]
Designpoint [-]
Optimum je Iteration Pessimum je Iteration Trend
0
10
20
30
40
QL
[%
]
05
1015202530
QM
[%
]
Iteration 2 3 4 5 6 71
0
5
10
15
20
25
30
0 5 10 15 20 25 30
QL
[%
]
QM [%]
Iteration 1 Iteration 2 Iteration 3 Iteration 4
Iteration 5 Iteration 6 Iteration 7
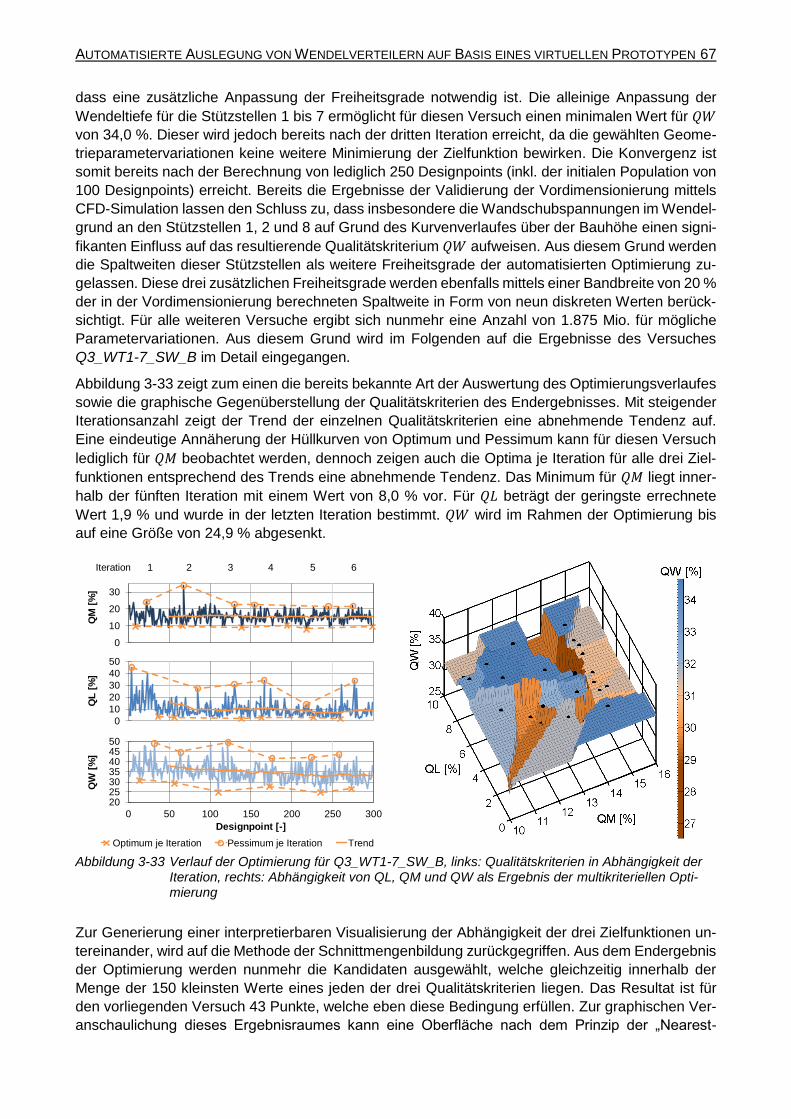
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 67
dass eine zusätzliche Anpassung der Freiheitsgrade notwendig ist. Die alleinige Anpassung der
Wendeltiefe für die Stützstellen 1 bis 7 ermöglicht für diesen Versuch einen minimalen Wert für 𝑄𝑊
von 34,0 %. Dieser wird jedoch bereits nach der dritten Iteration erreicht, da die gewählten Geome-
trieparametervariationen keine weitere Minimierung der Zielfunktion bewirken. Die Konvergenz ist
somit bereits nach der Berechnung von lediglich 250 Designpoints (inkl. der initialen Population von
100 Designpoints) erreicht. Bereits die Ergebnisse der Validierung der Vordimensionierung mittels
CFD-Simulation lassen den Schluss zu, dass insbesondere die Wandschubspannungen im Wendel-
grund an den Stützstellen 1, 2 und 8 auf Grund des Kurvenverlaufes über der Bauhöhe einen signi-
fikanten Einfluss auf das resultierende Qualitätskriterium 𝑄𝑊 aufweisen. Aus diesem Grund werden
die Spaltweiten dieser Stützstellen als weitere Freiheitsgrade der automatisierten Optimierung zu-
gelassen. Diese drei zusätzlichen Freiheitsgrade werden ebenfalls mittels einer Bandbreite von 20 %
der in der Vordimensionierung berechneten Spaltweite in Form von neun diskreten Werten berück-
sichtigt. Für alle weiteren Versuche ergibt sich nunmehr eine Anzahl von 1.875 Mio. für mögliche
Parametervariationen. Aus diesem Grund wird im Folgenden auf die Ergebnisse des Versuches
Q3_WT1-7_SW_B im Detail eingegangen.
Abbildung 3-33 zeigt zum einen die bereits bekannte Art der Auswertung des Optimierungsverlaufes
sowie die graphische Gegenüberstellung der Qualitätskriterien des Endergebnisses. Mit steigender
Iterationsanzahl zeigt der Trend der einzelnen Qualitätskriterien eine abnehmende Tendenz auf.
Eine eindeutige Annäherung der Hüllkurven von Optimum und Pessimum kann für diesen Versuch
lediglich für 𝑄𝑀 beobachtet werden, dennoch zeigen auch die Optima je Iteration für alle drei Ziel-
funktionen entsprechend des Trends eine abnehmende Tendenz. Das Minimum für 𝑄𝑀 liegt inner-
halb der fünften Iteration mit einem Wert von 8,0 % vor. Für 𝑄𝐿 beträgt der geringste errechnete
Wert 1,9 % und wurde in der letzten Iteration bestimmt. 𝑄𝑊 wird im Rahmen der Optimierung bis
auf eine Größe von 24,9 % abgesenkt.
Abbildung 3-33 Verlauf der Optimierung für Q3_WT1-7_SW_B, links: Qualitätskriterien in Abhängigkeit der Iteration, rechts: Abhängigkeit von QL, QM und QW als Ergebnis der multikriteriellen Opti-mierung
Zur Generierung einer interpretierbaren Visualisierung der Abhängigkeit der drei Zielfunktionen un-
tereinander, wird auf die Methode der Schnittmengenbildung zurückgegriffen. Aus dem Endergebnis
der Optimierung werden nunmehr die Kandidaten ausgewählt, welche gleichzeitig innerhalb der
Menge der 150 kleinsten Werte eines jeden der drei Qualitätskriterien liegen. Das Resultat ist für
den vorliegenden Versuch 43 Punkte, welche eben diese Bedingung erfüllen. Zur graphischen Ver-
anschaulichung dieses Ergebnisraumes kann eine Oberfläche nach dem Prinzip der „Nearest-
20253035404550
0 50 100 150 200 250 300
QW
[%
]
Designpoint [-]
Optimum je Iteration Pessimum je Iteration Trend
0
10
20
30
40
50
QL
[%
]
0
10
20
30
QM
[%
]
Iteration 1 2 3 4 5 6
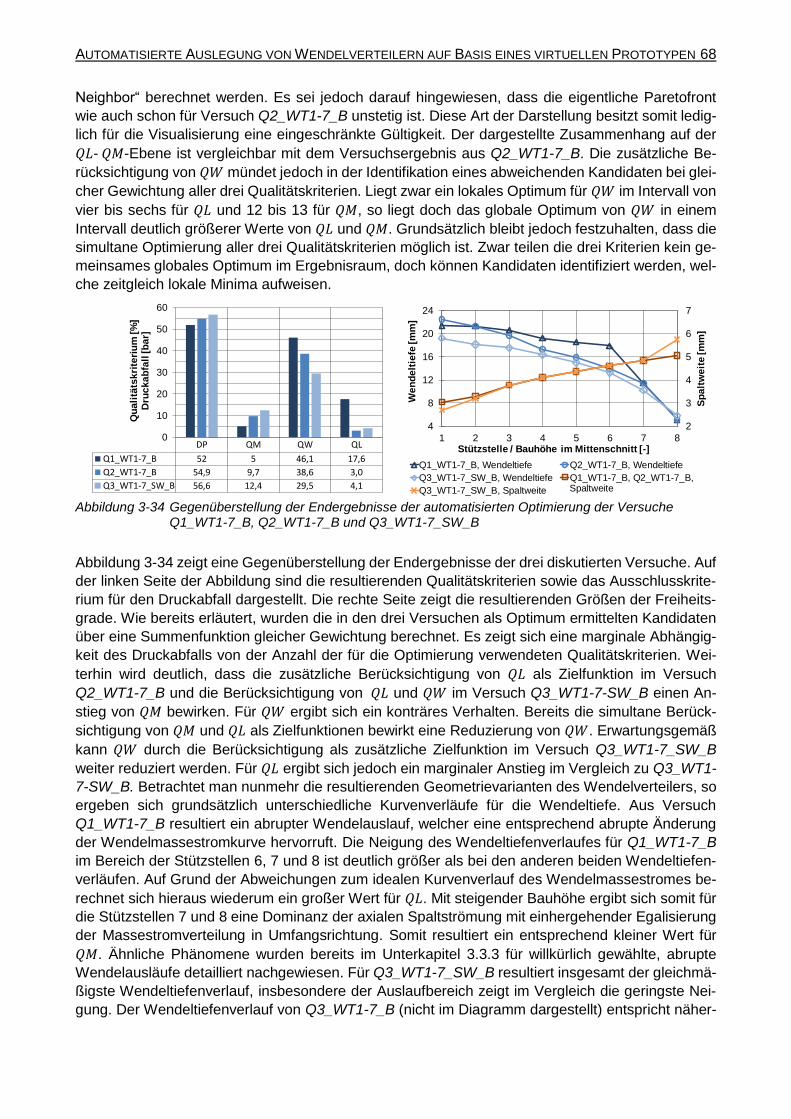
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 68
Neighbor“ berechnet werden. Es sei jedoch darauf hingewiesen, dass die eigentliche Paretofront
wie auch schon für Versuch Q2_WT1-7_B unstetig ist. Diese Art der Darstellung besitzt somit ledig-
lich für die Visualisierung eine eingeschränkte Gültigkeit. Der dargestellte Zusammenhang auf der
𝑄𝐿- 𝑄𝑀-Ebene ist vergleichbar mit dem Versuchsergebnis aus Q2_WT1-7_B. Die zusätzliche Be-
rücksichtigung von 𝑄𝑊 mündet jedoch in der Identifikation eines abweichenden Kandidaten bei glei-
cher Gewichtung aller drei Qualitätskriterien. Liegt zwar ein lokales Optimum für 𝑄𝑊 im Intervall von
vier bis sechs für 𝑄𝐿 und 12 bis 13 für 𝑄𝑀, so liegt doch das globale Optimum von 𝑄𝑊 in einem
Intervall deutlich größerer Werte von 𝑄𝐿 und 𝑄𝑀. Grundsätzlich bleibt jedoch festzuhalten, dass die
simultane Optimierung aller drei Qualitätskriterien möglich ist. Zwar teilen die drei Kriterien kein ge-
meinsames globales Optimum im Ergebnisraum, doch können Kandidaten identifiziert werden, wel-
che zeitgleich lokale Minima aufweisen.
Abbildung 3-34 Gegenüberstellung der Endergebnisse der automatisierten Optimierung der Versuche
Q1_WT1-7_B, Q2_WT1-7_B und Q3_WT1-7_SW_B
Abbildung 3-34 zeigt eine Gegenüberstellung der Endergebnisse der drei diskutierten Versuche. Auf
der linken Seite der Abbildung sind die resultierenden Qualitätskriterien sowie das Ausschlusskrite-
rium für den Druckabfall dargestellt. Die rechte Seite zeigt die resultierenden Größen der Freiheits-
grade. Wie bereits erläutert, wurden die in den drei Versuchen als Optimum ermittelten Kandidaten
über eine Summenfunktion gleicher Gewichtung berechnet. Es zeigt sich eine marginale Abhängig-
keit des Druckabfalls von der Anzahl der für die Optimierung verwendeten Qualitätskriterien. Wei-
terhin wird deutlich, dass die zusätzliche Berücksichtigung von 𝑄𝐿 als Zielfunktion im Versuch
Q2_WT1-7_B und die Berücksichtigung von 𝑄𝐿 und 𝑄𝑊 im Versuch Q3_WT1-7-SW_B einen An-
stieg von 𝑄𝑀 bewirken. Für 𝑄𝑊 ergibt sich ein konträres Verhalten. Bereits die simultane Berück-
sichtigung von 𝑄𝑀 und 𝑄𝐿 als Zielfunktionen bewirkt eine Reduzierung von 𝑄𝑊. Erwartungsgemäß
kann 𝑄𝑊 durch die Berücksichtigung als zusätzliche Zielfunktion im Versuch Q3_WT1-7_SW_B
weiter reduziert werden. Für 𝑄𝐿 ergibt sich jedoch ein marginaler Anstieg im Vergleich zu Q3_WT1-
7-SW_B. Betrachtet man nunmehr die resultierenden Geometrievarianten des Wendelverteilers, so
ergeben sich grundsätzlich unterschiedliche Kurvenverläufe für die Wendeltiefe. Aus Versuch
Q1_WT1-7_B resultiert ein abrupter Wendelauslauf, welcher eine entsprechend abrupte Änderung
der Wendelmassestromkurve hervorruft. Die Neigung des Wendeltiefenverlaufes für Q1_WT1-7_B
im Bereich der Stützstellen 6, 7 und 8 ist deutlich größer als bei den anderen beiden Wendeltiefen-
verläufen. Auf Grund der Abweichungen zum idealen Kurvenverlauf des Wendelmassestromes be-
rechnet sich hieraus wiederum ein großer Wert für 𝑄𝐿. Mit steigender Bauhöhe ergibt sich somit für
die Stützstellen 7 und 8 eine Dominanz der axialen Spaltströmung mit einhergehender Egalisierung
der Massestromverteilung in Umfangsrichtung. Somit resultiert ein entsprechend kleiner Wert für
𝑄𝑀. Ähnliche Phänomene wurden bereits im Unterkapitel 3.3.3 für willkürlich gewählte, abrupte
Wendelausläufe detailliert nachgewiesen. Für Q3_WT1-7_SW_B resultiert insgesamt der gleichmä-
ßigste Wendeltiefenverlauf, insbesondere der Auslaufbereich zeigt im Vergleich die geringste Nei-
gung. Der Wendeltiefenverlauf von Q3_WT1-7_B (nicht im Diagramm dargestellt) entspricht näher-
DP QM QW QL
Q1_WT1-7_B 52 5 46,1 17,6
Q2_WT1-7_B 54,9 9,7 38,6 3,0
Q3_WT1-7_SW_B 56,6 12,4 29,5 4,1
0
10
20
30
40
50
60
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
2
3
4
5
6
7
4
8
12
16
20
24
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Q1_WT1-7_B, Wendeltiefe Q2_WT1-7_B, Wendeltiefe
Q3_WT1-7_SW_B, Wendeltiefe Q1_WT1-7_B, Q2_WT1-7_B,
Q3_WT1-7_SW_B, Spaltweite Spaltweite
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 69
ungsweise dem von Q3_WT1-7_SW_B, was wiederum bestätigt, dass eine Erhöhung der Freiheits-
grade mittels zusätzlicher Anpassung der Spaltweite an den Stützstellen 1, 2 und 8 zur Reduzierung
von 𝑄𝑊 legitim ist.
Auf dieser Basis kann ein erstes Zwischenfazit zum Einfluss der Auswahl der Qualitätskriterien auf
den Verlauf der Optimierung gezogen werden. Die theoretischen Vorüberlegungen zur optimalen
Werkzeuggeometrie münden letztendlich in der Definition der Qualitätskriterien. Das in der Theorie
angestrebte Optimum stellt somit die simultane Minimierung aller drei Kriterien dar. In der Praxis
zeigt sich, dass diese Optimierung zwar grundsätzlich möglich ist, jedoch das Endergebnis einer
multikriteriellen Optimierung nicht zwangsweise die Vereinigung der einzelnen globalen Optima je-
des Qualitätskriteriums in einem einzigen Kandidaten (Designpoint) darstellt. Es wird jedoch auch
nachgewiesen, dass es notwendig ist die drei Qualitätskriterien 𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 simultan als Ziel-
funktion zu berücksichtigen, damit eine allen definierten Anforderungen entsprechende Werkzeug-
geometrie resultiert. Die letztendliche Auswahl eines Kandidaten ist signifikant von der Auswahl der
Gewichtungsfaktoren abhängig. Anhand der multikriteriellen Optimierung besteht jedoch die Mög-
lichkeit diese auch im Nachgang einer durchlaufenen Optimierung zu bestimmen. Der Zusammen-
hang zwischen den – im betrachteten Anwendungsfall drei – Qualitätskriterien geht direkt aus dem
Verlauf der Optimierung hervor. Durch den multikriteriellen Ansatz wird das gleichzeitige Streben
nach einem Minimum sämtlicher Zielfunktionen umgesetzt. Der marginale Anstieg des Druckabfalls
bestätigt die Verwendung von 𝐷𝑃 als reines Ausschlusskriterium. Es bleibt zu untersuchen, inwie-
weit eine Zusammenfassung der Qualitätskriterien mittels einer Summenfunktion (einkriterielle Op-
timierung) das Endergebnis beeinflusst, oder beispielsweise einen Vorteil in der Berechnungszeit
bietet.
3.4.2.2 Vergleich unterschiedlicher Optimierungsmethoden und Zielvorgaben
Die Analyse der Abhängigkeit des Endergebnisses von der eingesetzten Optimierungsmethode und
deren Zielvorgaben steht im Folgenden zur Diskussion. Neben dem bisher verwendeten multikrite-
riellen genetischen Optimierungsverfahren werden des Weiteren ein einkriterielles genetisches Ver-
fahren und ein Gradienten basierter einkriterieller Optimierer Verwendung finden. Letztere Optimie-
rungsmethoden erfordern die Zusammenfassung der bisherigen drei Qualitätskriterien zu einem ein-
zigen skalaren Wert als Zielfunktion der Optimierung. Hierfür wird die Methode der gewichteten
Summe verwendet. In der Gl. 3-18 sind die drei Qualitätskriterien 𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 unter Berücksich-
tigung von drei Gewichtungsfaktoren 𝑎𝑀, 𝑎𝐿 und 𝑎𝑊 zu einem resultierenden Qualitätskriterium 𝑄𝑆
zusammengefasst.
𝑄𝑆 =𝑎𝑀𝑄𝑀 + 𝑎𝐿𝑄𝐿 + 𝑎𝑊𝑄𝑊
𝑎𝑀 + 𝑎𝐿 + 𝑎𝑊
𝑄𝑆 [%]: 𝑔𝑒𝑤𝑖𝑐ℎ𝑡𝑒𝑡𝑒 𝑆𝑢𝑚𝑚𝑒 𝑑𝑒𝑟 𝑄𝑢𝑎𝑙𝑖𝑡ä𝑡𝑠𝑘𝑟𝑖𝑡𝑒𝑟𝑖𝑒𝑛 𝑓ü𝑟 𝑒𝑖𝑛 𝑀𝑎𝑡𝑒𝑟𝑖𝑎𝑙, 𝑎𝑀, 𝑎𝐿 , 𝑎𝑊 [−]: 𝐺𝑒𝑤𝑖𝑐ℎ𝑡𝑢𝑛𝑔𝑠𝑓𝑎𝑘𝑡𝑜𝑟𝑒𝑛, ℎ𝑖𝑒𝑟 𝑎𝑀 = 𝑎𝐿 = 𝑎𝑊 = 1
Gl. 3-18
Zwar ist theoretisch eine unterschiedliche Gewichtung der drei eingeführten Qualitätskriterien für die
Massestromverteilung am Austritt, das Verhältnis der Wandschubspannungen und den Verlauf der
Wendelmassestromkurve denkbar, im Rahmen dieser Arbeit werden jedoch alle drei Kriterien gleich
gewichtet. Dies erscheint insbesondere vor dem Hintergrund der Grundüberlegungen zur idealen
Werkzeuggeometrie als sinnvoll. Das Resultat dieser Formulierung entspricht einem Werkzeug mit
einer gleichmäßigen Wanddickenverteilung des Endproduktes (𝑄𝑀), einer guten Spülbarkeit, ohne
Stagnationszonen und mit einer geringe Betriebspunktabhängigkeit (𝑄𝑊), unter vollständiger Aus-
nutzung der Wendellänge zur Schmelzeverteilung um den geometrisch vorgegebenen Überlap-
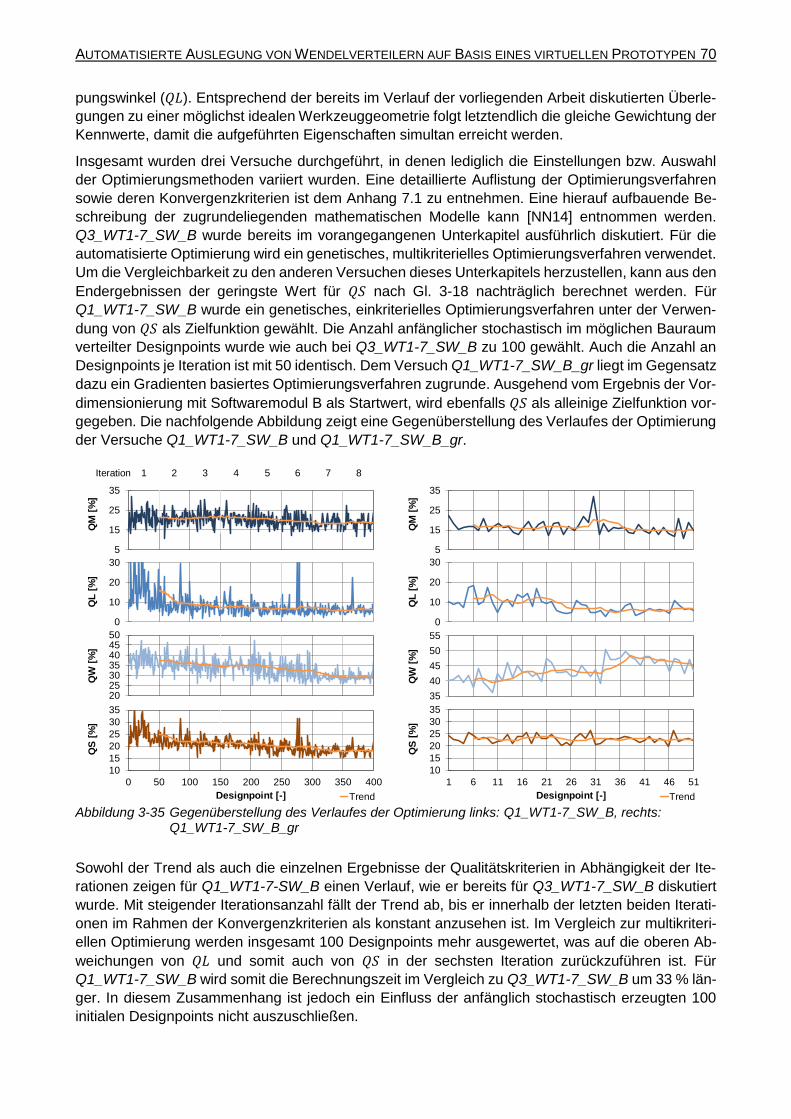
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 70
pungswinkel (𝑄𝐿). Entsprechend der bereits im Verlauf der vorliegenden Arbeit diskutierten Überle-
gungen zu einer möglichst idealen Werkzeuggeometrie folgt letztendlich die gleiche Gewichtung der
Kennwerte, damit die aufgeführten Eigenschaften simultan erreicht werden.
Insgesamt wurden drei Versuche durchgeführt, in denen lediglich die Einstellungen bzw. Auswahl
der Optimierungsmethoden variiert wurden. Eine detaillierte Auflistung der Optimierungsverfahren
sowie deren Konvergenzkriterien ist dem Anhang 7.1 zu entnehmen. Eine hierauf aufbauende Be-
schreibung der zugrundeliegenden mathematischen Modelle kann [NN14] entnommen werden.
Q3_WT1-7_SW_B wurde bereits im vorangegangenen Unterkapitel ausführlich diskutiert. Für die
automatisierte Optimierung wird ein genetisches, multikriterielles Optimierungsverfahren verwendet.
Um die Vergleichbarkeit zu den anderen Versuchen dieses Unterkapitels herzustellen, kann aus den
Endergebnissen der geringste Wert für 𝑄𝑆 nach Gl. 3-18 nachträglich berechnet werden. Für
Q1_WT1-7_SW_B wurde ein genetisches, einkriterielles Optimierungsverfahren unter der Verwen-
dung von 𝑄𝑆 als Zielfunktion gewählt. Die Anzahl anfänglicher stochastisch im möglichen Bauraum
verteilter Designpoints wurde wie auch bei Q3_WT1-7_SW_B zu 100 gewählt. Auch die Anzahl an
Designpoints je Iteration ist mit 50 identisch. Dem Versuch Q1_WT1-7_SW_B_gr liegt im Gegensatz
dazu ein Gradienten basiertes Optimierungsverfahren zugrunde. Ausgehend vom Ergebnis der Vor-
dimensionierung mit Softwaremodul B als Startwert, wird ebenfalls 𝑄𝑆 als alleinige Zielfunktion vor-
gegeben. Die nachfolgende Abbildung zeigt eine Gegenüberstellung des Verlaufes der Optimierung
der Versuche Q1_WT1-7_SW_B und Q1_WT1-7_SW_B_gr.
Abbildung 3-35 Gegenüberstellung des Verlaufes der Optimierung links: Q1_WT1-7_SW_B, rechts:
Q1_WT1-7_SW_B_gr
Sowohl der Trend als auch die einzelnen Ergebnisse der Qualitätskriterien in Abhängigkeit der Ite-
rationen zeigen für Q1_WT1-7-SW_B einen Verlauf, wie er bereits für Q3_WT1-7_SW_B diskutiert
wurde. Mit steigender Iterationsanzahl fällt der Trend ab, bis er innerhalb der letzten beiden Iterati-
onen im Rahmen der Konvergenzkriterien als konstant anzusehen ist. Im Vergleich zur multikriteri-
ellen Optimierung werden insgesamt 100 Designpoints mehr ausgewertet, was auf die oberen Ab-
weichungen von 𝑄𝐿 und somit auch von 𝑄𝑆 in der sechsten Iteration zurückzuführen ist. Für
Q1_WT1-7_SW_B wird somit die Berechnungszeit im Vergleich zu Q3_WT1-7_SW_B um 33 % län-
ger. In diesem Zusammenhang ist jedoch ein Einfluss der anfänglich stochastisch erzeugten 100
initialen Designpoints nicht auszuschließen.
10
15
20
25
30
35
0 50 100 150 200 250 300 350 400
QS
[%
]
Designpoint [-] Trend
20253035404550
QW
[%
]
0
10
20
30
QL
[%
]
5
15
25
35
QM
[%
]
Iteration 1 2 3 4 5 6 7 8
10
15
20
25
30
35
1 6 11 16 21 26 31 36 41 46 51
QS
[%
]
Designpoint [-] Trend
35
40
45
50
55
QW
[%
]
0
10
20
30
QL
[%
]
5
15
25
35
QM
[%
]
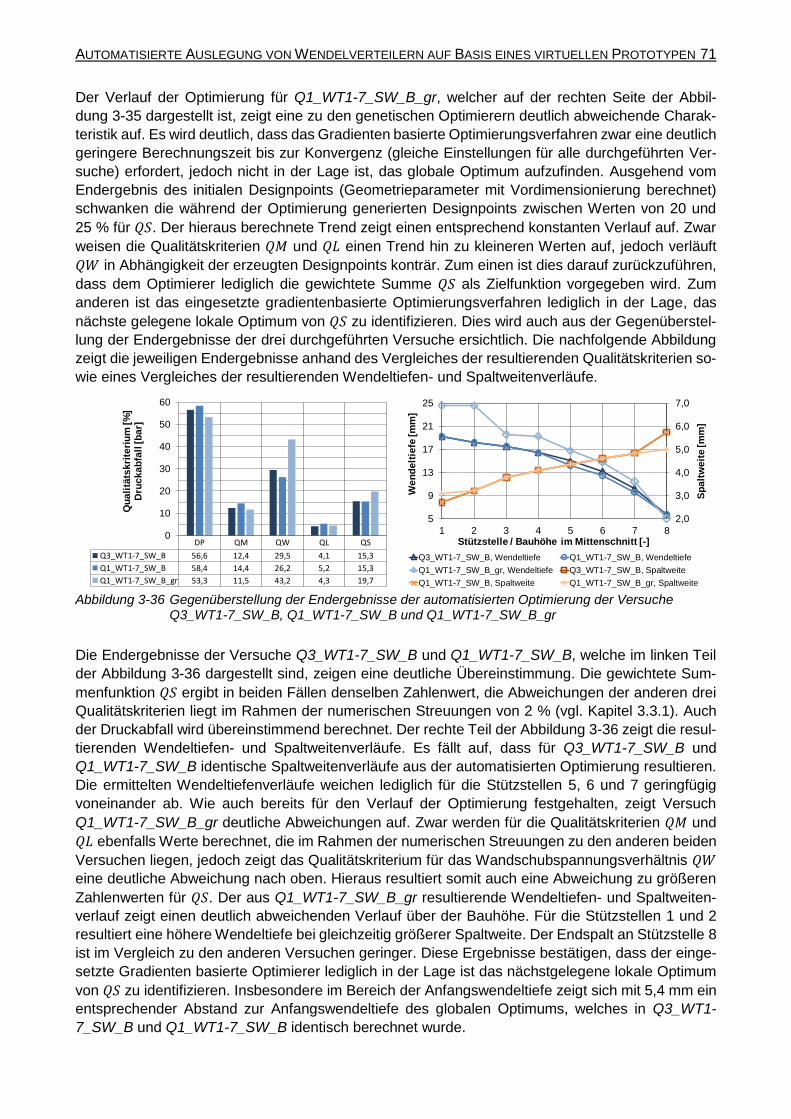
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 71
Der Verlauf der Optimierung für Q1_WT1-7_SW_B_gr, welcher auf der rechten Seite der Abbil-
dung 3-35 dargestellt ist, zeigt eine zu den genetischen Optimierern deutlich abweichende Charak-
teristik auf. Es wird deutlich, dass das Gradienten basierte Optimierungsverfahren zwar eine deutlich
geringere Berechnungszeit bis zur Konvergenz (gleiche Einstellungen für alle durchgeführten Ver-
suche) erfordert, jedoch nicht in der Lage ist, das globale Optimum aufzufinden. Ausgehend vom
Endergebnis des initialen Designpoints (Geometrieparameter mit Vordimensionierung berechnet)
schwanken die während der Optimierung generierten Designpoints zwischen Werten von 20 und
25 % für 𝑄𝑆. Der hieraus berechnete Trend zeigt einen entsprechend konstanten Verlauf auf. Zwar
weisen die Qualitätskriterien 𝑄𝑀 und 𝑄𝐿 einen Trend hin zu kleineren Werten auf, jedoch verläuft
𝑄𝑊 in Abhängigkeit der erzeugten Designpoints konträr. Zum einen ist dies darauf zurückzuführen,
dass dem Optimierer lediglich die gewichtete Summe 𝑄𝑆 als Zielfunktion vorgegeben wird. Zum
anderen ist das eingesetzte gradientenbasierte Optimierungsverfahren lediglich in der Lage, das
nächste gelegene lokale Optimum von 𝑄𝑆 zu identifizieren. Dies wird auch aus der Gegenüberstel-
lung der Endergebnisse der drei durchgeführten Versuche ersichtlich. Die nachfolgende Abbildung
zeigt die jeweiligen Endergebnisse anhand des Vergleiches der resultierenden Qualitätskriterien so-
wie eines Vergleiches der resultierenden Wendeltiefen- und Spaltweitenverläufe.
Abbildung 3-36 Gegenüberstellung der Endergebnisse der automatisierten Optimierung der Versuche
Q3_WT1-7_SW_B, Q1_WT1-7_SW_B und Q1_WT1-7_SW_B_gr
Die Endergebnisse der Versuche Q3_WT1-7_SW_B und Q1_WT1-7_SW_B, welche im linken Teil
der Abbildung 3-36 dargestellt sind, zeigen eine deutliche Übereinstimmung. Die gewichtete Sum-
menfunktion 𝑄𝑆 ergibt in beiden Fällen denselben Zahlenwert, die Abweichungen der anderen drei
Qualitätskriterien liegt im Rahmen der numerischen Streuungen von 2 % (vgl. Kapitel 3.3.1). Auch
der Druckabfall wird übereinstimmend berechnet. Der rechte Teil der Abbildung 3-36 zeigt die resul-
tierenden Wendeltiefen- und Spaltweitenverläufe. Es fällt auf, dass für Q3_WT1-7_SW_B und
Q1_WT1-7_SW_B identische Spaltweitenverläufe aus der automatisierten Optimierung resultieren.
Die ermittelten Wendeltiefenverläufe weichen lediglich für die Stützstellen 5, 6 und 7 geringfügig
voneinander ab. Wie auch bereits für den Verlauf der Optimierung festgehalten, zeigt Versuch
Q1_WT1-7_SW_B_gr deutliche Abweichungen auf. Zwar werden für die Qualitätskriterien 𝑄𝑀 und
𝑄𝐿 ebenfalls Werte berechnet, die im Rahmen der numerischen Streuungen zu den anderen beiden
Versuchen liegen, jedoch zeigt das Qualitätskriterium für das Wandschubspannungsverhältnis 𝑄𝑊
eine deutliche Abweichung nach oben. Hieraus resultiert somit auch eine Abweichung zu größeren
Zahlenwerten für 𝑄𝑆. Der aus Q1_WT1-7_SW_B_gr resultierende Wendeltiefen- und Spaltweiten-
verlauf zeigt einen deutlich abweichenden Verlauf über der Bauhöhe. Für die Stützstellen 1 und 2
resultiert eine höhere Wendeltiefe bei gleichzeitig größerer Spaltweite. Der Endspalt an Stützstelle 8
ist im Vergleich zu den anderen Versuchen geringer. Diese Ergebnisse bestätigen, dass der einge-
setzte Gradienten basierte Optimierer lediglich in der Lage ist das nächstgelegene lokale Optimum
von 𝑄𝑆 zu identifizieren. Insbesondere im Bereich der Anfangswendeltiefe zeigt sich mit 5,4 mm ein
entsprechender Abstand zur Anfangswendeltiefe des globalen Optimums, welches in Q3_WT1-
7_SW_B und Q1_WT1-7_SW_B identisch berechnet wurde.
DP QM QW QL QS
Q3_WT1-7_SW_B 56,6 12,4 29,5 4,1 15,3
Q1_WT1-7_SW_B 58,4 14,4 26,2 5,2 15,3
Q1_WT1-7_SW_B_gr 53,3 11,5 43,2 4,3 19,7
0
10
20
30
40
50
60
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
2,0
3,0
4,0
5,0
6,0
7,0
5
9
13
17
21
25
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Q3_WT1-7_SW_B, Wendeltiefe Q1_WT1-7_SW_B, Wendeltiefe
Q1_WT1-7_SW_B_gr, Wendeltiefe Q3_WT1-7_SW_B, Spaltweite
Q1_WT1-7_SW_B, Spaltweite Q1_WT1-7_SW_B_gr, Spaltweite
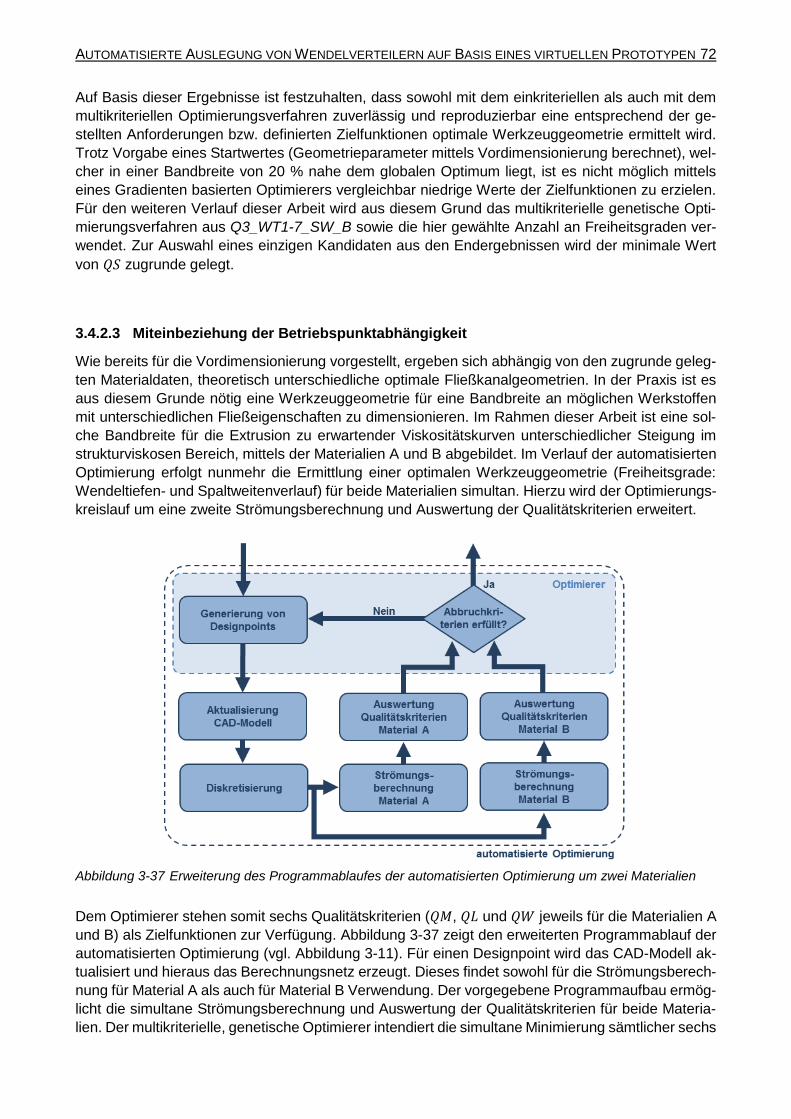
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 72
Auf Basis dieser Ergebnisse ist festzuhalten, dass sowohl mit dem einkriteriellen als auch mit dem
multikriteriellen Optimierungsverfahren zuverlässig und reproduzierbar eine entsprechend der ge-
stellten Anforderungen bzw. definierten Zielfunktionen optimale Werkzeuggeometrie ermittelt wird.
Trotz Vorgabe eines Startwertes (Geometrieparameter mittels Vordimensionierung berechnet), wel-
cher in einer Bandbreite von 20 % nahe dem globalen Optimum liegt, ist es nicht möglich mittels
eines Gradienten basierten Optimierers vergleichbar niedrige Werte der Zielfunktionen zu erzielen.
Für den weiteren Verlauf dieser Arbeit wird aus diesem Grund das multikriterielle genetische Opti-
mierungsverfahren aus Q3_WT1-7_SW_B sowie die hier gewählte Anzahl an Freiheitsgraden ver-
wendet. Zur Auswahl eines einzigen Kandidaten aus den Endergebnissen wird der minimale Wert
von 𝑄𝑆 zugrunde gelegt.
3.4.2.3 Miteinbeziehung der Betriebspunktabhängigkeit
Wie bereits für die Vordimensionierung vorgestellt, ergeben sich abhängig von den zugrunde geleg-
ten Materialdaten, theoretisch unterschiedliche optimale Fließkanalgeometrien. In der Praxis ist es
aus diesem Grunde nötig eine Werkzeuggeometrie für eine Bandbreite an möglichen Werkstoffen
mit unterschiedlichen Fließeigenschaften zu dimensionieren. Im Rahmen dieser Arbeit ist eine sol-
che Bandbreite für die Extrusion zu erwartender Viskositätskurven unterschiedlicher Steigung im
strukturviskosen Bereich, mittels der Materialien A und B abgebildet. Im Verlauf der automatisierten
Optimierung erfolgt nunmehr die Ermittlung einer optimalen Werkzeuggeometrie (Freiheitsgrade:
Wendeltiefen- und Spaltweitenverlauf) für beide Materialien simultan. Hierzu wird der Optimierungs-
kreislauf um eine zweite Strömungsberechnung und Auswertung der Qualitätskriterien erweitert.
Abbildung 3-37 Erweiterung des Programmablaufes der automatisierten Optimierung um zwei Materialien
Dem Optimierer stehen somit sechs Qualitätskriterien (𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 jeweils für die Materialien A
und B) als Zielfunktionen zur Verfügung. Abbildung 3-37 zeigt den erweiterten Programmablauf der
automatisierten Optimierung (vgl. Abbildung 3-11). Für einen Designpoint wird das CAD-Modell ak-
tualisiert und hieraus das Berechnungsnetz erzeugt. Dieses findet sowohl für die Strömungsberech-
nung für Material A als auch für Material B Verwendung. Der vorgegebene Programmaufbau ermög-
licht die simultane Strömungsberechnung und Auswertung der Qualitätskriterien für beide Materia-
lien. Der multikriterielle, genetische Optimierer intendiert die simultane Minimierung sämtlicher sechs
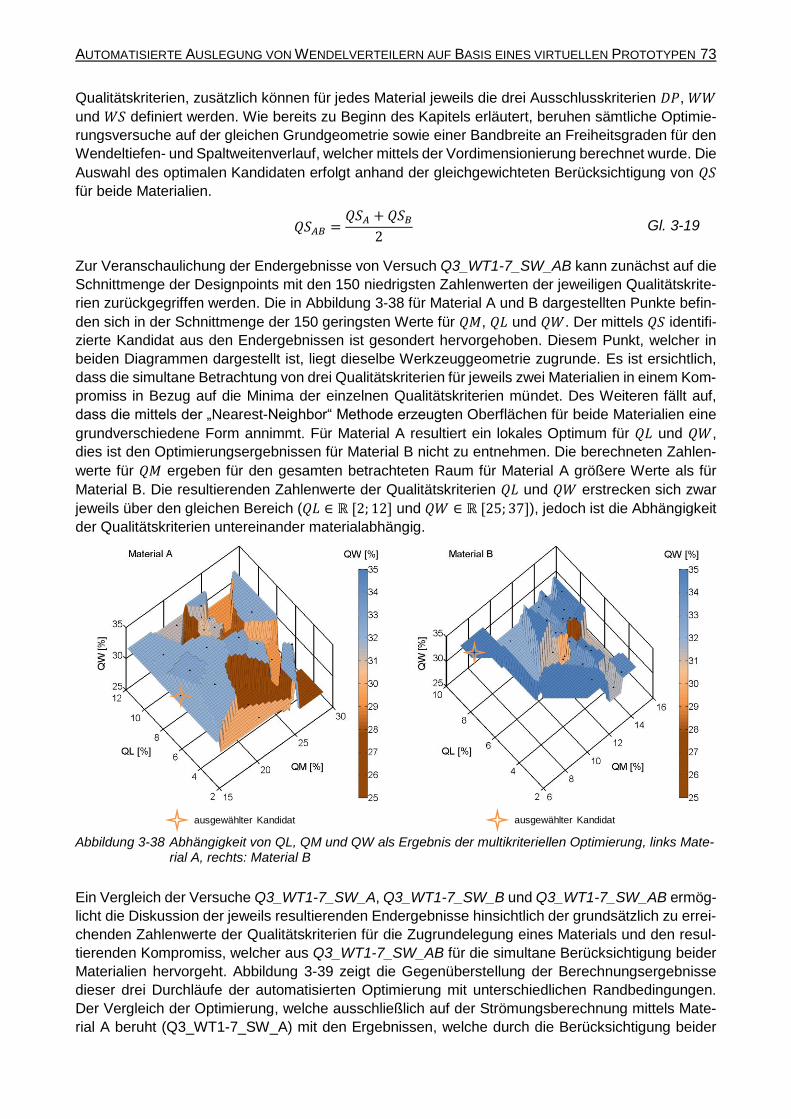
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 73
Qualitätskriterien, zusätzlich können für jedes Material jeweils die drei Ausschlusskriterien 𝐷𝑃, 𝑊𝑊
und 𝑊𝑆 definiert werden. Wie bereits zu Beginn des Kapitels erläutert, beruhen sämtliche Optimie-
rungsversuche auf der gleichen Grundgeometrie sowie einer Bandbreite an Freiheitsgraden für den
Wendeltiefen- und Spaltweitenverlauf, welcher mittels der Vordimensionierung berechnet wurde. Die
Auswahl des optimalen Kandidaten erfolgt anhand der gleichgewichteten Berücksichtigung von 𝑄𝑆
für beide Materialien.
𝑄𝑆𝐴𝐵 =𝑄𝑆𝐴 + 𝑄𝑆𝐵
2
Gl. 3-19
Zur Veranschaulichung der Endergebnisse von Versuch Q3_WT1-7_SW_AB kann zunächst auf die
Schnittmenge der Designpoints mit den 150 niedrigsten Zahlenwerten der jeweiligen Qualitätskrite-
rien zurückgegriffen werden. Die in Abbildung 3-38 für Material A und B dargestellten Punkte befin-
den sich in der Schnittmenge der 150 geringsten Werte für 𝑄𝑀, 𝑄𝐿 und 𝑄𝑊. Der mittels 𝑄𝑆 identifi-
zierte Kandidat aus den Endergebnissen ist gesondert hervorgehoben. Diesem Punkt, welcher in
beiden Diagrammen dargestellt ist, liegt dieselbe Werkzeuggeometrie zugrunde. Es ist ersichtlich,
dass die simultane Betrachtung von drei Qualitätskriterien für jeweils zwei Materialien in einem Kom-
promiss in Bezug auf die Minima der einzelnen Qualitätskriterien mündet. Des Weiteren fällt auf,
dass die mittels der „Nearest-Neighbor“ Methode erzeugten Oberflächen für beide Materialien eine
grundverschiedene Form annimmt. Für Material A resultiert ein lokales Optimum für 𝑄𝐿 und 𝑄𝑊,
dies ist den Optimierungsergebnissen für Material B nicht zu entnehmen. Die berechneten Zahlen-
werte für 𝑄𝑀 ergeben für den gesamten betrachteten Raum für Material A größere Werte als für
Material B. Die resultierenden Zahlenwerte der Qualitätskriterien 𝑄𝐿 und 𝑄𝑊 erstrecken sich zwar
jeweils über den gleichen Bereich (𝑄𝐿 ∈ ℝ [2; 12] und 𝑄𝑊 ∈ ℝ [25; 37]), jedoch ist die Abhängigkeit
der Qualitätskriterien untereinander materialabhängig.
Abbildung 3-38 Abhängigkeit von QL, QM und QW als Ergebnis der multikriteriellen Optimierung, links Mate-
rial A, rechts: Material B
Ein Vergleich der Versuche Q3_WT1-7_SW_A, Q3_WT1-7_SW_B und Q3_WT1-7_SW_AB ermög-
licht die Diskussion der jeweils resultierenden Endergebnisse hinsichtlich der grundsätzlich zu errei-
chenden Zahlenwerte der Qualitätskriterien für die Zugrundelegung eines Materials und den resul-
tierenden Kompromiss, welcher aus Q3_WT1-7_SW_AB für die simultane Berücksichtigung beider
Materialien hervorgeht. Abbildung 3-39 zeigt die Gegenüberstellung der Berechnungsergebnisse
dieser drei Durchläufe der automatisierten Optimierung mit unterschiedlichen Randbedingungen.
Der Vergleich der Optimierung, welche ausschließlich auf der Strömungsberechnung mittels Mate-
rial A beruht (Q3_WT1-7_SW_A) mit den Ergebnissen, welche durch die Berücksichtigung beider
ausgewählter Kandidat ausgewählter Kandidat
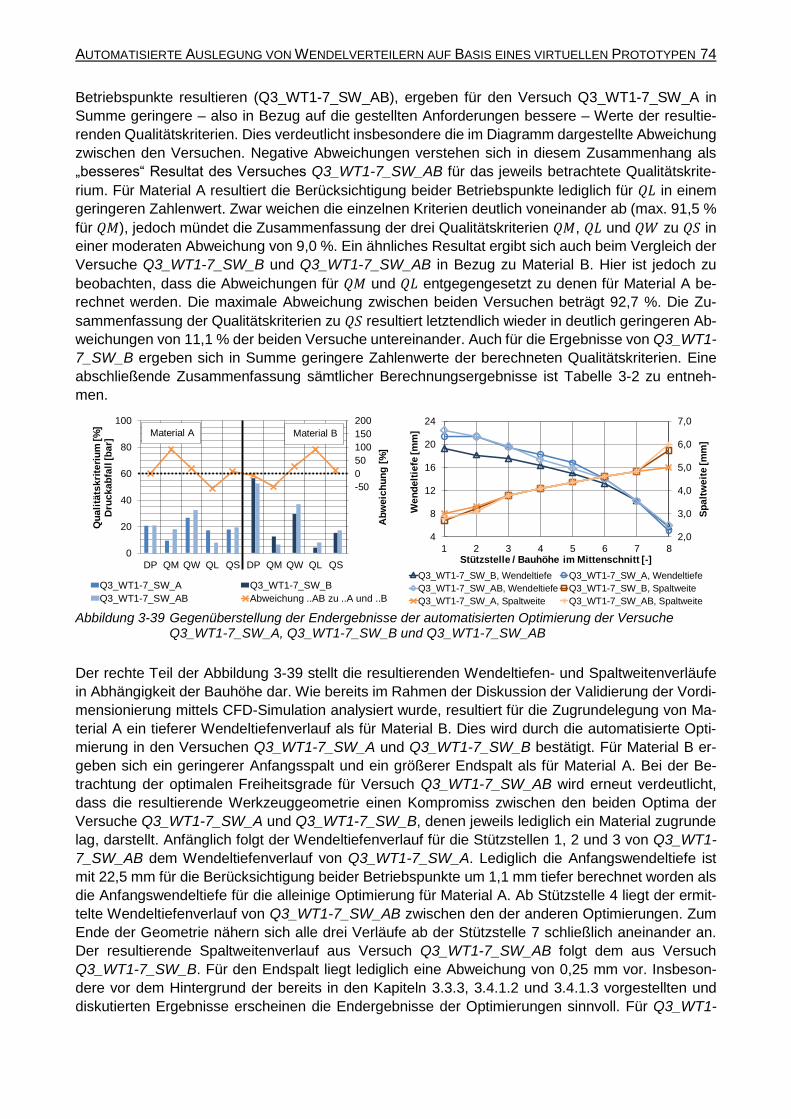
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 74
Betriebspunkte resultieren (Q3_WT1-7_SW_AB), ergeben für den Versuch Q3_WT1-7_SW_A in
Summe geringere – also in Bezug auf die gestellten Anforderungen bessere – Werte der resultie-
renden Qualitätskriterien. Dies verdeutlicht insbesondere die im Diagramm dargestellte Abweichung
zwischen den Versuchen. Negative Abweichungen verstehen sich in diesem Zusammenhang als
„besseres“ Resultat des Versuches Q3_WT1-7_SW_AB für das jeweils betrachtete Qualitätskrite-
rium. Für Material A resultiert die Berücksichtigung beider Betriebspunkte lediglich für 𝑄𝐿 in einem
geringeren Zahlenwert. Zwar weichen die einzelnen Kriterien deutlich voneinander ab (max. 91,5 %
für 𝑄𝑀), jedoch mündet die Zusammenfassung der drei Qualitätskriterien 𝑄𝑀, 𝑄𝐿 und 𝑄𝑊 zu 𝑄𝑆 in
einer moderaten Abweichung von 9,0 %. Ein ähnliches Resultat ergibt sich auch beim Vergleich der
Versuche Q3_WT1-7_SW_B und Q3_WT1-7_SW_AB in Bezug zu Material B. Hier ist jedoch zu
beobachten, dass die Abweichungen für 𝑄𝑀 und 𝑄𝐿 entgegengesetzt zu denen für Material A be-
rechnet werden. Die maximale Abweichung zwischen beiden Versuchen beträgt 92,7 %. Die Zu-
sammenfassung der Qualitätskriterien zu 𝑄𝑆 resultiert letztendlich wieder in deutlich geringeren Ab-
weichungen von 11,1 % der beiden Versuche untereinander. Auch für die Ergebnisse von Q3_WT1-
7_SW_B ergeben sich in Summe geringere Zahlenwerte der berechneten Qualitätskriterien. Eine
abschließende Zusammenfassung sämtlicher Berechnungsergebnisse ist Tabelle 3-2 zu entneh-
men.
Abbildung 3-39 Gegenüberstellung der Endergebnisse der automatisierten Optimierung der Versuche
Q3_WT1-7_SW_A, Q3_WT1-7_SW_B und Q3_WT1-7_SW_AB
Der rechte Teil der Abbildung 3-39 stellt die resultierenden Wendeltiefen- und Spaltweitenverläufe
in Abhängigkeit der Bauhöhe dar. Wie bereits im Rahmen der Diskussion der Validierung der Vordi-
mensionierung mittels CFD-Simulation analysiert wurde, resultiert für die Zugrundelegung von Ma-
terial A ein tieferer Wendeltiefenverlauf als für Material B. Dies wird durch die automatisierte Opti-
mierung in den Versuchen Q3_WT1-7_SW_A und Q3_WT1-7_SW_B bestätigt. Für Material B er-
geben sich ein geringerer Anfangsspalt und ein größerer Endspalt als für Material A. Bei der Be-
trachtung der optimalen Freiheitsgrade für Versuch Q3_WT1-7_SW_AB wird erneut verdeutlicht,
dass die resultierende Werkzeuggeometrie einen Kompromiss zwischen den beiden Optima der
Versuche Q3_WT1-7_SW_A und Q3_WT1-7_SW_B, denen jeweils lediglich ein Material zugrunde
lag, darstellt. Anfänglich folgt der Wendeltiefenverlauf für die Stützstellen 1, 2 und 3 von Q3_WT1-
7_SW_AB dem Wendeltiefenverlauf von Q3_WT1-7_SW_A. Lediglich die Anfangswendeltiefe ist
mit 22,5 mm für die Berücksichtigung beider Betriebspunkte um 1,1 mm tiefer berechnet worden als
die Anfangswendeltiefe für die alleinige Optimierung für Material A. Ab Stützstelle 4 liegt der ermit-
telte Wendeltiefenverlauf von Q3_WT1-7_SW_AB zwischen den der anderen Optimierungen. Zum
Ende der Geometrie nähern sich alle drei Verläufe ab der Stützstelle 7 schließlich aneinander an.
Der resultierende Spaltweitenverlauf aus Versuch Q3_WT1-7_SW_AB folgt dem aus Versuch
Q3_WT1-7_SW_B. Für den Endspalt liegt lediglich eine Abweichung von 0,25 mm vor. Insbeson-
dere vor dem Hintergrund der bereits in den Kapiteln 3.3.3, 3.4.1.2 und 3.4.1.3 vorgestellten und
diskutierten Ergebnisse erscheinen die Endergebnisse der Optimierungen sinnvoll. Für Q3_WT1-
-300
-250
-200
-150
-100
-50
0
50
100
150
200
0
20
40
60
80
100
DP QM QW QL QS DP QM QW QL QS
Ab
we
ich
un
g [
%]
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
Q3_WT1-7_SW_A Q3_WT1-7_SW_B
Q3_WT1-7_SW_AB Abweichung ..AB zu ..A und ..B
Material BMaterial A
2,0
3,0
4,0
5,0
6,0
7,0
4
8
12
16
20
24
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Q3_WT1-7_SW_B, Wendeltiefe Q3_WT1-7_SW_A, Wendeltiefe
Q3_WT1-7_SW_AB, Wendeltiefe Q3_WT1-7_SW_B, Spaltweite
Q3_WT1-7_SW_A, Spaltweite Q3_WT1-7_SW_AB, Spaltweite
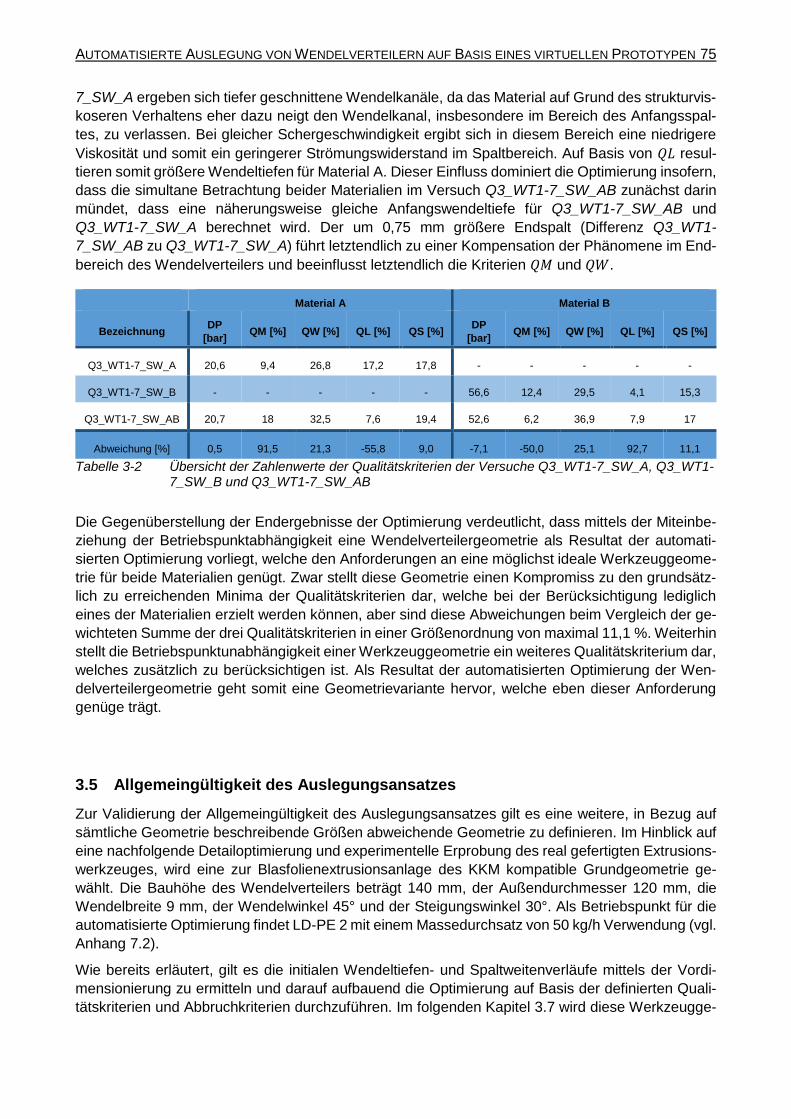
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 75
7_SW_A ergeben sich tiefer geschnittene Wendelkanäle, da das Material auf Grund des strukturvis-
koseren Verhaltens eher dazu neigt den Wendelkanal, insbesondere im Bereich des Anfangsspal-
tes, zu verlassen. Bei gleicher Schergeschwindigkeit ergibt sich in diesem Bereich eine niedrigere
Viskosität und somit ein geringerer Strömungswiderstand im Spaltbereich. Auf Basis von 𝑄𝐿 resul-
tieren somit größere Wendeltiefen für Material A. Dieser Einfluss dominiert die Optimierung insofern,
dass die simultane Betrachtung beider Materialien im Versuch Q3_WT1-7_SW_AB zunächst darin
mündet, dass eine näherungsweise gleiche Anfangswendeltiefe für Q3_WT1-7_SW_AB und
Q3_WT1-7_SW_A berechnet wird. Der um 0,75 mm größere Endspalt (Differenz Q3_WT1-
7_SW_AB zu Q3_WT1-7_SW_A) führt letztendlich zu einer Kompensation der Phänomene im End-
bereich des Wendelverteilers und beeinflusst letztendlich die Kriterien 𝑄𝑀 und 𝑄𝑊.
Material A Material B
Bezeichnung DP
[bar] QM [%] QW [%] QL [%] QS [%]
DP
[bar] QM [%] QW [%] QL [%] QS [%]
Q3_WT1-7_SW_A 20,6 9,4 26,8 17,2 17,8 - - - - -
Q3_WT1-7_SW_B - - - - - 56,6 12,4 29,5 4,1 15,3
Q3_WT1-7_SW_AB 20,7 18 32,5 7,6 19,4 52,6 6,2 36,9 7,9 17
Abweichung [%] 0,5 91,5 21,3 -55,8 9,0 -7,1 -50,0 25,1 92,7 11,1
Tabelle 3-2 Übersicht der Zahlenwerte der Qualitätskriterien der Versuche Q3_WT1-7_SW_A, Q3_WT1-7_SW_B und Q3_WT1-7_SW_AB
Die Gegenüberstellung der Endergebnisse der Optimierung verdeutlicht, dass mittels der Miteinbe-
ziehung der Betriebspunktabhängigkeit eine Wendelverteilergeometrie als Resultat der automati-
sierten Optimierung vorliegt, welche den Anforderungen an eine möglichst ideale Werkzeuggeome-
trie für beide Materialien genügt. Zwar stellt diese Geometrie einen Kompromiss zu den grundsätz-
lich zu erreichenden Minima der Qualitätskriterien dar, welche bei der Berücksichtigung lediglich
eines der Materialien erzielt werden können, aber sind diese Abweichungen beim Vergleich der ge-
wichteten Summe der drei Qualitätskriterien in einer Größenordnung von maximal 11,1 %. Weiterhin
stellt die Betriebspunktunabhängigkeit einer Werkzeuggeometrie ein weiteres Qualitätskriterium dar,
welches zusätzlich zu berücksichtigen ist. Als Resultat der automatisierten Optimierung der Wen-
delverteilergeometrie geht somit eine Geometrievariante hervor, welche eben dieser Anforderung
genüge trägt.
3.5 Allgemeingültigkeit des Auslegungsansatzes
Zur Validierung der Allgemeingültigkeit des Auslegungsansatzes gilt es eine weitere, in Bezug auf
sämtliche Geometrie beschreibende Größen abweichende Geometrie zu definieren. Im Hinblick auf
eine nachfolgende Detailoptimierung und experimentelle Erprobung des real gefertigten Extrusions-
werkzeuges, wird eine zur Blasfolienextrusionsanlage des KKM kompatible Grundgeometrie ge-
wählt. Die Bauhöhe des Wendelverteilers beträgt 140 mm, der Außendurchmesser 120 mm, die
Wendelbreite 9 mm, der Wendelwinkel 45° und der Steigungswinkel 30°. Als Betriebspunkt für die
automatisierte Optimierung findet LD-PE 2 mit einem Massedurchsatz von 50 kg/h Verwendung (vgl.
Anhang 7.2).
Wie bereits erläutert, gilt es die initialen Wendeltiefen- und Spaltweitenverläufe mittels der Vordi-
mensionierung zu ermitteln und darauf aufbauend die Optimierung auf Basis der definierten Quali-
tätskriterien und Abbruchkriterien durchzuführen. Im folgenden Kapitel 3.7 wird diese Werkzeugge-
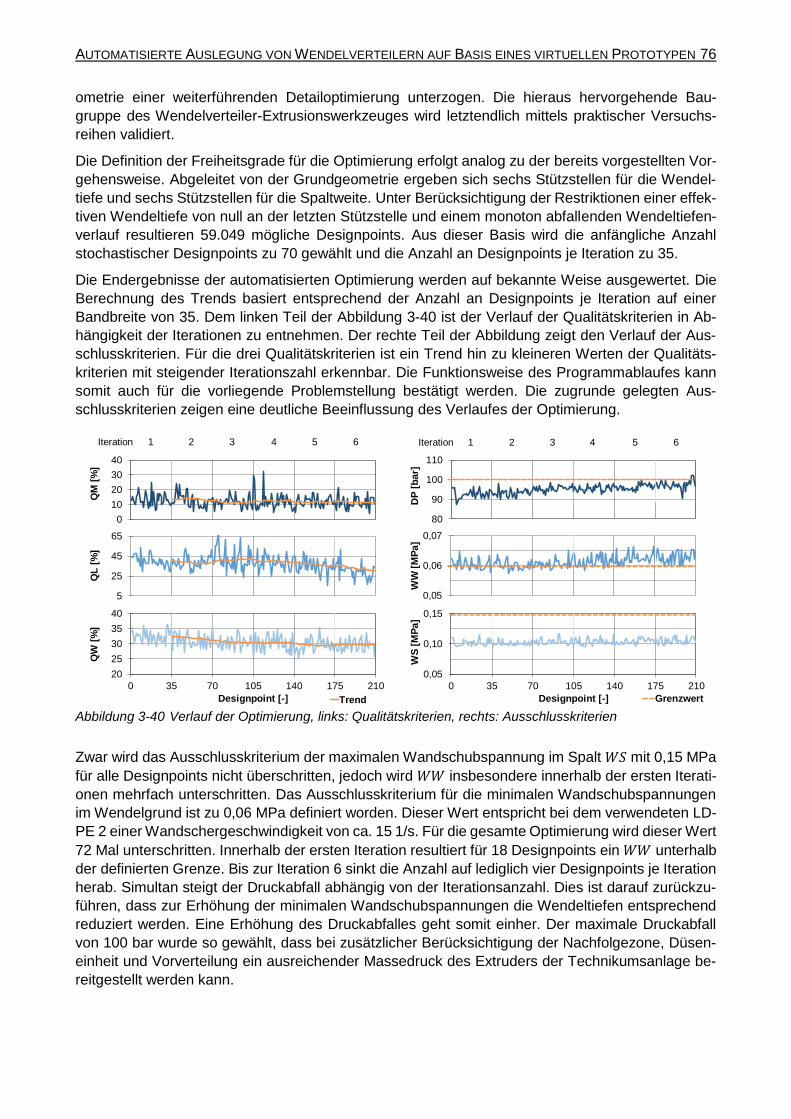
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 76
ometrie einer weiterführenden Detailoptimierung unterzogen. Die hieraus hervorgehende Bau-
gruppe des Wendelverteiler-Extrusionswerkzeuges wird letztendlich mittels praktischer Versuchs-
reihen validiert.
Die Definition der Freiheitsgrade für die Optimierung erfolgt analog zu der bereits vorgestellten Vor-
gehensweise. Abgeleitet von der Grundgeometrie ergeben sich sechs Stützstellen für die Wendel-
tiefe und sechs Stützstellen für die Spaltweite. Unter Berücksichtigung der Restriktionen einer effek-
tiven Wendeltiefe von null an der letzten Stützstelle und einem monoton abfallenden Wendeltiefen-
verlauf resultieren 59.049 mögliche Designpoints. Aus dieser Basis wird die anfängliche Anzahl
stochastischer Designpoints zu 70 gewählt und die Anzahl an Designpoints je Iteration zu 35.
Die Endergebnisse der automatisierten Optimierung werden auf bekannte Weise ausgewertet. Die
Berechnung des Trends basiert entsprechend der Anzahl an Designpoints je Iteration auf einer
Bandbreite von 35. Dem linken Teil der Abbildung 3-40 ist der Verlauf der Qualitätskriterien in Ab-
hängigkeit der Iterationen zu entnehmen. Der rechte Teil der Abbildung zeigt den Verlauf der Aus-
schlusskriterien. Für die drei Qualitätskriterien ist ein Trend hin zu kleineren Werten der Qualitäts-
kriterien mit steigender Iterationszahl erkennbar. Die Funktionsweise des Programmablaufes kann
somit auch für die vorliegende Problemstellung bestätigt werden. Die zugrunde gelegten Aus-
schlusskriterien zeigen eine deutliche Beeinflussung des Verlaufes der Optimierung.
Abbildung 3-40 Verlauf der Optimierung, links: Qualitätskriterien, rechts: Ausschlusskriterien
Zwar wird das Ausschlusskriterium der maximalen Wandschubspannung im Spalt 𝑊𝑆 mit 0,15 MPa
für alle Designpoints nicht überschritten, jedoch wird 𝑊𝑊 insbesondere innerhalb der ersten Iterati-
onen mehrfach unterschritten. Das Ausschlusskriterium für die minimalen Wandschubspannungen
im Wendelgrund ist zu 0,06 MPa definiert worden. Dieser Wert entspricht bei dem verwendeten LD-
PE 2 einer Wandschergeschwindigkeit von ca. 15 1/s. Für die gesamte Optimierung wird dieser Wert
72 Mal unterschritten. Innerhalb der ersten Iteration resultiert für 18 Designpoints ein 𝑊𝑊 unterhalb
der definierten Grenze. Bis zur Iteration 6 sinkt die Anzahl auf lediglich vier Designpoints je Iteration
herab. Simultan steigt der Druckabfall abhängig von der Iterationsanzahl. Dies ist darauf zurückzu-
führen, dass zur Erhöhung der minimalen Wandschubspannungen die Wendeltiefen entsprechend
reduziert werden. Eine Erhöhung des Druckabfalles geht somit einher. Der maximale Druckabfall
von 100 bar wurde so gewählt, dass bei zusätzlicher Berücksichtigung der Nachfolgezone, Düsen-
einheit und Vorverteilung ein ausreichender Massedruck des Extruders der Technikumsanlage be-
reitgestellt werden kann.
20
25
30
35
40
0 35 70 105 140 175 210
QW
[%
]
Designpoint [-] Trend
5
25
45
65
QL
[%
]
0
10
20
30
40
QM
[%
]
Iteration 1 2 3 4 5 6
0,05
0,10
0,15
0 35 70 105 140 175 210
WS
[M
Pa
]
Designpoint [-] Grenzwert
0,05
0,06
0,07
WW
[M
Pa
]
80
90
100
110
DP
[b
ar]
Iteration 1 2 3 4 5 6
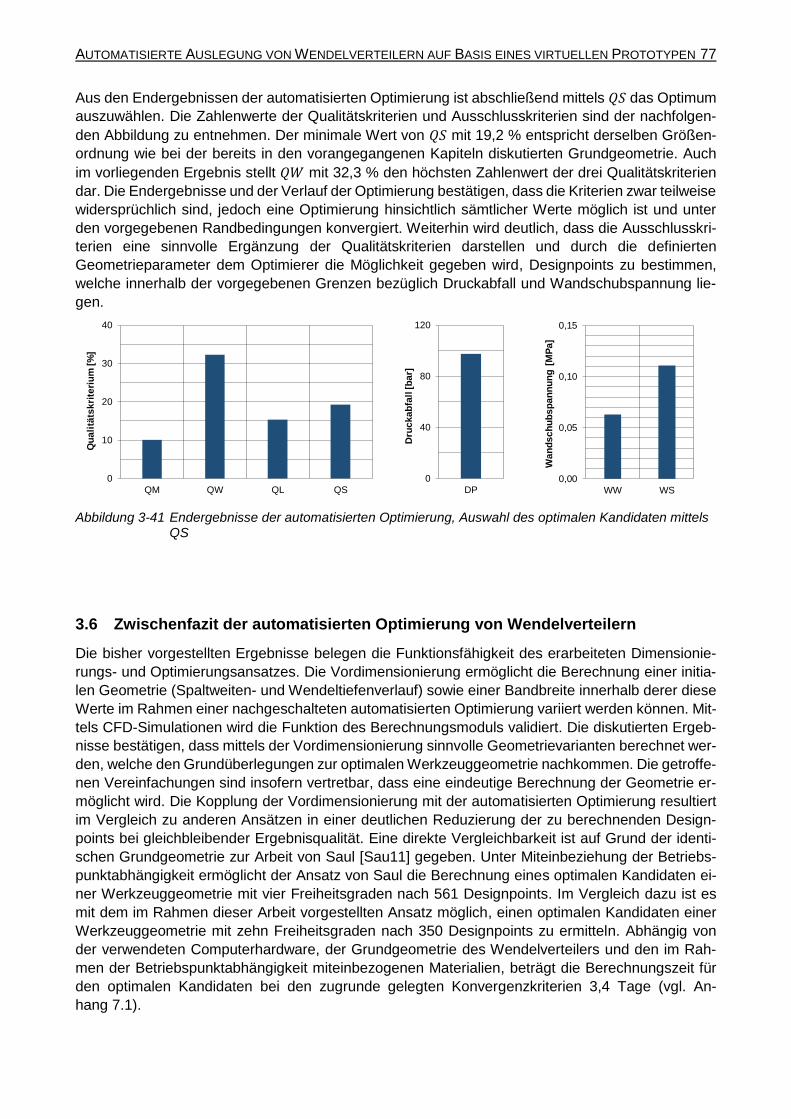
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 77
Aus den Endergebnissen der automatisierten Optimierung ist abschließend mittels 𝑄𝑆 das Optimum
auszuwählen. Die Zahlenwerte der Qualitätskriterien und Ausschlusskriterien sind der nachfolgen-
den Abbildung zu entnehmen. Der minimale Wert von 𝑄𝑆 mit 19,2 % entspricht derselben Größen-
ordnung wie bei der bereits in den vorangegangenen Kapiteln diskutierten Grundgeometrie. Auch
im vorliegenden Ergebnis stellt 𝑄𝑊 mit 32,3 % den höchsten Zahlenwert der drei Qualitätskriterien
dar. Die Endergebnisse und der Verlauf der Optimierung bestätigen, dass die Kriterien zwar teilweise
widersprüchlich sind, jedoch eine Optimierung hinsichtlich sämtlicher Werte möglich ist und unter
den vorgegebenen Randbedingungen konvergiert. Weiterhin wird deutlich, dass die Ausschlusskri-
terien eine sinnvolle Ergänzung der Qualitätskriterien darstellen und durch die definierten
Geometrieparameter dem Optimierer die Möglichkeit gegeben wird, Designpoints zu bestimmen,
welche innerhalb der vorgegebenen Grenzen bezüglich Druckabfall und Wandschubspannung lie-
gen.
Abbildung 3-41 Endergebnisse der automatisierten Optimierung, Auswahl des optimalen Kandidaten mittels
QS
3.6 Zwischenfazit der automatisierten Optimierung von Wendelverteilern
Die bisher vorgestellten Ergebnisse belegen die Funktionsfähigkeit des erarbeiteten Dimensionie-
rungs- und Optimierungsansatzes. Die Vordimensionierung ermöglicht die Berechnung einer initia-
len Geometrie (Spaltweiten- und Wendeltiefenverlauf) sowie einer Bandbreite innerhalb derer diese
Werte im Rahmen einer nachgeschalteten automatisierten Optimierung variiert werden können. Mit-
tels CFD-Simulationen wird die Funktion des Berechnungsmoduls validiert. Die diskutierten Ergeb-
nisse bestätigen, dass mittels der Vordimensionierung sinnvolle Geometrievarianten berechnet wer-
den, welche den Grundüberlegungen zur optimalen Werkzeuggeometrie nachkommen. Die getroffe-
nen Vereinfachungen sind insofern vertretbar, dass eine eindeutige Berechnung der Geometrie er-
möglicht wird. Die Kopplung der Vordimensionierung mit der automatisierten Optimierung resultiert
im Vergleich zu anderen Ansätzen in einer deutlichen Reduzierung der zu berechnenden Design-
points bei gleichbleibender Ergebnisqualität. Eine direkte Vergleichbarkeit ist auf Grund der identi-
schen Grundgeometrie zur Arbeit von Saul [Sau11] gegeben. Unter Miteinbeziehung der Betriebs-
punktabhängigkeit ermöglicht der Ansatz von Saul die Berechnung eines optimalen Kandidaten ei-
ner Werkzeuggeometrie mit vier Freiheitsgraden nach 561 Designpoints. Im Vergleich dazu ist es
mit dem im Rahmen dieser Arbeit vorgestellten Ansatz möglich, einen optimalen Kandidaten einer
Werkzeuggeometrie mit zehn Freiheitsgraden nach 350 Designpoints zu ermitteln. Abhängig von
der verwendeten Computerhardware, der Grundgeometrie des Wendelverteilers und den im Rah-
men der Betriebspunktabhängigkeit miteinbezogenen Materialien, beträgt die Berechnungszeit für
den optimalen Kandidaten bei den zugrunde gelegten Konvergenzkriterien 3,4 Tage (vgl. An-
hang 7.1).
0
40
80
120
DP
Dru
ck
ab
fall
[b
ar]
0
10
20
30
40
QM QW QL QS
Qu
ali
täts
kri
teri
um
[%
]
0,00
0,05
0,10
0,15
WW WS
Wa
nd
sc
hu
bs
pa
nn
un
g [
MP
a]
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 78
Für unterschiedliche Grundgeometrien und Betriebspunkte wird gezeigt, dass der Auslegungsansatz
eine optimale Geometrie in einer Bandbreite von 20 % um die mittels Vordimensionierung berech-
neten Wendeltiefen- und Spaltweitenverläufe auffindet. Die Verwendung von minimaler und maxi-
maler Wandschubspannung sowie maximalem Druckabfall als Ausschlusskriterium bieten hierbei
einen weiteren Vorteil für den Verlauf der Optimierung. Zwar sind die definierten Qualitätskriterien
nicht zwangsweise simultan zu minimieren, jedoch wird der in anderen Ansätzen vorhandene Wi-
derspruch zur zusätzlichen Minimierung des Druckabfalls unterbunden. Die definierten Ausschluss-
kriterien stellen jedoch sicher, dass anlagen- und verfahrenstechnisch sinnvolle Grenzen eingehal-
ten werden.
Sowohl mit dem einkriteriellen als auch mit dem multikriteriellen Optimierungsverfahren wird zuver-
lässig und reproduzierbar eine entsprechend der gestellten Anforderungen bzw. definierten Zielfunk-
tionen optimale Werkzeuggeometrie ermittelt. Jedoch bietet das multikriterielle Verfahren auch
nachträglich die Möglichkeit Gewichtungsfaktoren, anhand derer der optimale Kandidat aus den
Endergebnissen ausgewählt wird, zu bestimmen. Aus wissenschaftlicher Sicht wurden alle definier-
ten Anforderungen bzw. Qualitätskriterien gleich gewichtet. Letztendlich entscheidet der jeweilige
Anwendungsfall über eine Anpassung der Gewichtungsfaktoren. Das Endergebnis der multikriteri-
ellen Optimierung bietet jedoch die Möglichkeit sämtliche Qualitätskriterien-Kombinationen direkt in
Form der Paretofront aufzuzeigen. Dies ist bei einem einkriteriellen Optimierungsverfahren nicht
möglich.
Die Miteinbeziehung der Betriebspunktabhängigkeit im Rahmen der automatisierten Optimierung
mündet letztendlich in einer Wendelverteilergeometrie, welche den Anforderungen an eine möglichst
ideale Werkzeuggeometrie für beide Materialien genügt. Zwar stellt diese Geometrie einen Kompro-
miss zu den grundsätzlich zu erreichenden Optima dar, welche bei der Berücksichtigung lediglich
eines der Materialien erzielt werden kann. Vor dem Hintergrund, dass die Betriebspunktunabhän-
gigkeit als solches auch eine wesentliche Anforderung an ein Extrusionswerkzeug darstellt, sind
diese Abweichungen jedoch in einem vertretbaren Rahmen.
3.7 Detailoptimierung
Im Rahmen der Detailoptimierung steht die Egalisierung des Verweilzeitspektrums der Schmelze in
der Baugruppe des Wendelverteiler-Extrusionswerkzeuges im Fokus. Die automatisierte Optimie-
rung bietet die Möglichkeit den optimalen Wert vorgegebener Freiheitsgrade vor dem Hintergrund
definierter Qualitätskriterien zu bestimmen. Die Detailoptimierung dient der gezielten Anpassung
weiterer Geometriedetails in Bezug auf Größen, welche durch die bisherigen Qualitätskriterien nicht
abgebildet werden. Wie bereits im Verlauf der Arbeit diskutiert, stellt die Forderung möglichst schnel-
ler Produktwechsel eine maßgebliche Anforderung an Extrusionswerkzeuge dar. Diese Wechselvor-
gänge sind dadurch gekennzeichnet, dass im Regelfall die Extrusion eines Materials X auf die Extru-
sion eines Materials Y umgestellt wird. Die wirtschaftlichste Möglichkeit stellt dabei die Verdrängung
von Material X durch Material Y in den Strömungskanälen der Extrusionsanlage dar. Hierzu wird
lediglich die Rohstoffzufuhr des Extruders umgestellt. Das Ende des Verdrängungsprozess inner-
halb der schmelzeführenden Bauteile wird maßgeblich durch die Strömungsvorgänge in den Rand-
schichten der Strömungskanäle bestimmt. Die Wandschubspannung bzw. das Wandschubspan-
nungsverhältnis der Materialien X und Y sind somit ausschlaggebende Größen, welche es zur Opti-
mierung von Wechselvorgängen in Extrusionswerkzeugen zu analysieren gilt [Nie06, Szö14]. In die-
sem Zusammenhang sind Stagnationszonen dadurch gekennzeichnet, dass im Verhältnis zu ande-
ren Bereichen der Werkzeuggeometrie geringe Wandschubspannungen und Strömungsgeschwin-
digkeiten vorherrschen. In diesen Bereichen ist die Verweilzeit entsprechend größer als in anderen
Abschnitten der Werkzeuggeometrie.
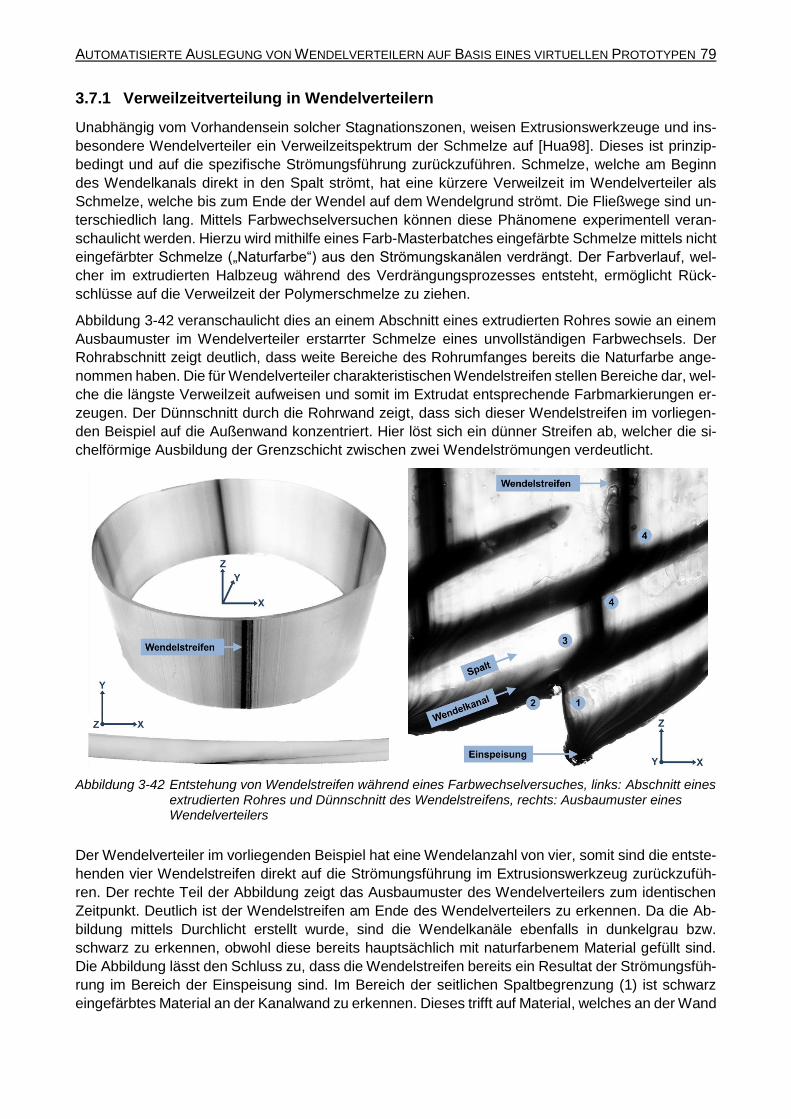
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 79
3.7.1 Verweilzeitverteilung in Wendelverteilern
Unabhängig vom Vorhandensein solcher Stagnationszonen, weisen Extrusionswerkzeuge und ins-
besondere Wendelverteiler ein Verweilzeitspektrum der Schmelze auf [Hua98]. Dieses ist prinzip-
bedingt und auf die spezifische Strömungsführung zurückzuführen. Schmelze, welche am Beginn
des Wendelkanals direkt in den Spalt strömt, hat eine kürzere Verweilzeit im Wendelverteiler als
Schmelze, welche bis zum Ende der Wendel auf dem Wendelgrund strömt. Die Fließwege sind un-
terschiedlich lang. Mittels Farbwechselversuchen können diese Phänomene experimentell veran-
schaulicht werden. Hierzu wird mithilfe eines Farb-Masterbatches eingefärbte Schmelze mittels nicht
eingefärbter Schmelze („Naturfarbe“) aus den Strömungskanälen verdrängt. Der Farbverlauf, wel-
cher im extrudierten Halbzeug während des Verdrängungsprozesses entsteht, ermöglicht Rück-
schlüsse auf die Verweilzeit der Polymerschmelze zu ziehen.
Abbildung 3-42 veranschaulicht dies an einem Abschnitt eines extrudierten Rohres sowie an einem
Ausbaumuster im Wendelverteiler erstarrter Schmelze eines unvollständigen Farbwechsels. Der
Rohrabschnitt zeigt deutlich, dass weite Bereiche des Rohrumfanges bereits die Naturfarbe ange-
nommen haben. Die für Wendelverteiler charakteristischen Wendelstreifen stellen Bereiche dar, wel-
che die längste Verweilzeit aufweisen und somit im Extrudat entsprechende Farbmarkierungen er-
zeugen. Der Dünnschnitt durch die Rohrwand zeigt, dass sich dieser Wendelstreifen im vorliegen-
den Beispiel auf die Außenwand konzentriert. Hier löst sich ein dünner Streifen ab, welcher die si-
chelförmige Ausbildung der Grenzschicht zwischen zwei Wendelströmungen verdeutlicht.
Abbildung 3-42 Entstehung von Wendelstreifen während eines Farbwechselversuches, links: Abschnitt eines
extrudierten Rohres und Dünnschnitt des Wendelstreifens, rechts: Ausbaumuster eines Wendelverteilers
Der Wendelverteiler im vorliegenden Beispiel hat eine Wendelanzahl von vier, somit sind die entste-
henden vier Wendelstreifen direkt auf die Strömungsführung im Extrusionswerkzeug zurückzufüh-
ren. Der rechte Teil der Abbildung zeigt das Ausbaumuster des Wendelverteilers zum identischen
Zeitpunkt. Deutlich ist der Wendelstreifen am Ende des Wendelverteilers zu erkennen. Da die Ab-
bildung mittels Durchlicht erstellt wurde, sind die Wendelkanäle ebenfalls in dunkelgrau bzw.
schwarz zu erkennen, obwohl diese bereits hauptsächlich mit naturfarbenem Material gefüllt sind.
Die Abbildung lässt den Schluss zu, dass die Wendelstreifen bereits ein Resultat der Strömungsfüh-
rung im Bereich der Einspeisung sind. Im Bereich der seitlichen Spaltbegrenzung (1) ist schwarz
eingefärbtes Material an der Kanalwand zu erkennen. Dieses trifft auf Material, welches an der Wand
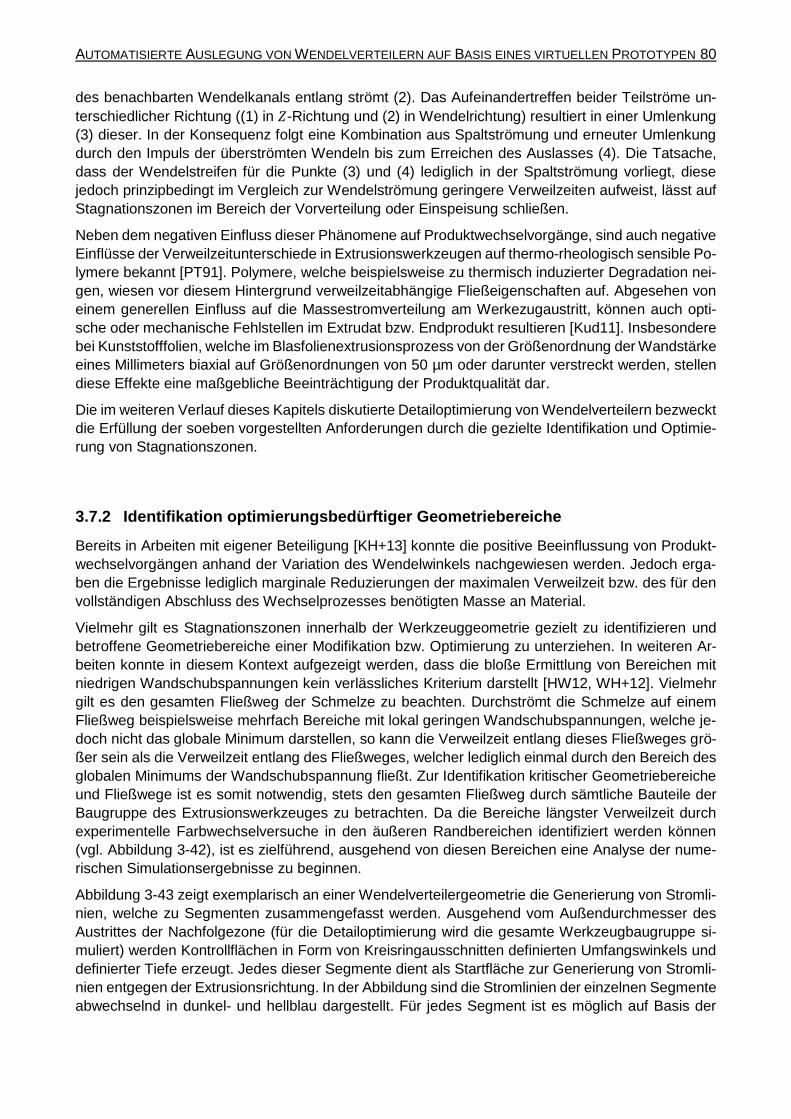
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 80
des benachbarten Wendelkanals entlang strömt (2). Das Aufeinandertreffen beider Teilströme un-
terschiedlicher Richtung ((1) in 𝑍-Richtung und (2) in Wendelrichtung) resultiert in einer Umlenkung
(3) dieser. In der Konsequenz folgt eine Kombination aus Spaltströmung und erneuter Umlenkung
durch den Impuls der überströmten Wendeln bis zum Erreichen des Auslasses (4). Die Tatsache,
dass der Wendelstreifen für die Punkte (3) und (4) lediglich in der Spaltströmung vorliegt, diese
jedoch prinzipbedingt im Vergleich zur Wendelströmung geringere Verweilzeiten aufweist, lässt auf
Stagnationszonen im Bereich der Vorverteilung oder Einspeisung schließen.
Neben dem negativen Einfluss dieser Phänomene auf Produktwechselvorgänge, sind auch negative
Einflüsse der Verweilzeitunterschiede in Extrusionswerkzeugen auf thermo-rheologisch sensible Po-
lymere bekannt [PT91]. Polymere, welche beispielsweise zu thermisch induzierter Degradation nei-
gen, wiesen vor diesem Hintergrund verweilzeitabhängige Fließeigenschaften auf. Abgesehen von
einem generellen Einfluss auf die Massestromverteilung am Werkezugaustritt, können auch opti-
sche oder mechanische Fehlstellen im Extrudat bzw. Endprodukt resultieren [Kud11]. Insbesondere
bei Kunststofffolien, welche im Blasfolienextrusionsprozess von der Größenordnung der Wandstärke
eines Millimeters biaxial auf Größenordnungen von 50 µm oder darunter verstreckt werden, stellen
diese Effekte eine maßgebliche Beeinträchtigung der Produktqualität dar.
Die im weiteren Verlauf dieses Kapitels diskutierte Detailoptimierung von Wendelverteilern bezweckt
die Erfüllung der soeben vorgestellten Anforderungen durch die gezielte Identifikation und Optimie-
rung von Stagnationszonen.
3.7.2 Identifikation optimierungsbedürftiger Geometriebereiche
Bereits in Arbeiten mit eigener Beteiligung [KH+13] konnte die positive Beeinflussung von Produkt-
wechselvorgängen anhand der Variation des Wendelwinkels nachgewiesen werden. Jedoch erga-
ben die Ergebnisse lediglich marginale Reduzierungen der maximalen Verweilzeit bzw. des für den
vollständigen Abschluss des Wechselprozesses benötigten Masse an Material.
Vielmehr gilt es Stagnationszonen innerhalb der Werkzeuggeometrie gezielt zu identifizieren und
betroffene Geometriebereiche einer Modifikation bzw. Optimierung zu unterziehen. In weiteren Ar-
beiten konnte in diesem Kontext aufgezeigt werden, dass die bloße Ermittlung von Bereichen mit
niedrigen Wandschubspannungen kein verlässliches Kriterium darstellt [HW12, WH+12]. Vielmehr
gilt es den gesamten Fließweg der Schmelze zu beachten. Durchströmt die Schmelze auf einem
Fließweg beispielsweise mehrfach Bereiche mit lokal geringen Wandschubspannungen, welche je-
doch nicht das globale Minimum darstellen, so kann die Verweilzeit entlang dieses Fließweges grö-
ßer sein als die Verweilzeit entlang des Fließweges, welcher lediglich einmal durch den Bereich des
globalen Minimums der Wandschubspannung fließt. Zur Identifikation kritischer Geometriebereiche
und Fließwege ist es somit notwendig, stets den gesamten Fließweg durch sämtliche Bauteile der
Baugruppe des Extrusionswerkzeuges zu betrachten. Da die Bereiche längster Verweilzeit durch
experimentelle Farbwechselversuche in den äußeren Randbereichen identifiziert werden können
(vgl. Abbildung 3-42), ist es zielführend, ausgehend von diesen Bereichen eine Analyse der nume-
rischen Simulationsergebnisse zu beginnen.
Abbildung 3-43 zeigt exemplarisch an einer Wendelverteilergeometrie die Generierung von Stromli-
nien, welche zu Segmenten zusammengefasst werden. Ausgehend vom Außendurchmesser des
Austrittes der Nachfolgezone (für die Detailoptimierung wird die gesamte Werkzeugbaugruppe si-
muliert) werden Kontrollflächen in Form von Kreisringausschnitten definierten Umfangswinkels und
definierter Tiefe erzeugt. Jedes dieser Segmente dient als Startfläche zur Generierung von Stromli-
nien entgegen der Extrusionsrichtung. In der Abbildung sind die Stromlinien der einzelnen Segmente
abwechselnd in dunkel- und hellblau dargestellt. Für jedes Segment ist es möglich auf Basis der
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 81
Stützstellen der Stromlinien und der Geschwindigkeit zwischen den Stützstellen, die Verweilzeit ent-
lang einer Stromlinie und folglich die mittlere Verweilzeit für jedes Segment zu berechnen.
Abbildung 3-43 Identifikation optimierungsbedürftiger Geometriedetails mittels Stromlinienanalyse, links: segmentierte Stromlinien in der äußeren Randschicht, rechts: normierte Verweilzeit entlang der Stromlinien je Segment
Im rechten Teil der Abbildung ist die normierte Verweilzeit über der Segmentnummer am Umfang
der Nachfolgezone aufgetragen. Die Geometrievariante 0 stellt hierbei den Wendelverteiler dar, wel-
cher auf der linken Seite der Abbildung gezeigt wird. Geometrievariante 3 wird im weiteren Verlauf
dieses Kapitels behandelt, diese stellt eine entsprechend optimierte Wendelverteilergeometrie dar.
Die Normierung der Verweilzeit erfolgte auf Basis der maximalen Verweilzeit von V0 für Segment-
nummer 23. Es ist auffällig, dass die mittlere Verweilzeit von V0 mit 53,0 % deutlich unterhalb des
maximalen Wertes liegt. Auch fällt auf, dass die mittlere Verweilzeit von V3 nahezu identisch zu V0
ist, die maximale Verweilzeit jedoch signifikant herabgesenkt wurde. Hierauf wird im weiteren Verlauf
dieses Kapitels weiterführend eingegangen. Die Vorgehensweise der Normierung der Verweilzeit
wird gewählt, da eine quantifizierbare Berechnung der tatsächlichen Verweilzeit bzw. mittleren Ver-
weilzeit mit der vorgestellten Methode mit großen Abweichungen behaftet wäre. Die Randbedingun-
gen der Strömungssimulation inkludieren eine Wandgeschwindigkeit von Null, somit ist die direkte
Berechnung von Stromlinien auf den Wänden des Strömungskanals nicht möglich. Für die Ermitt-
lung der Verweilzeit werden wandnahe Stromlinien verwendet, die Größe und der Wandabstand der
Kontrollflächen sind jedoch willkürlich gewählt. Zur Ermittlung der tatsächlichen Verweilzeit ist somit
eine Kalibrierung des Wandabstandes, wie beispielsweise von Szöke [Szö14] vorgeschlagen, not-
wendig. Des Weiteren wird die berechnete Verweilzeit durch die Approximationsmethode der Strom-
liniengenerierung beeinflusst. Für weitere Erläuterungen zu diesem Sachverhalt sei auf die Arbeiten
von Wieczorek [Wie03, WL03] sowie die theoretischen Grundlagen der Stromlinienberechnung
[NN13] verwiesen. Ein quantitativer Vergleich der normierten Verweilzeit ist jedoch möglich, wenn
die Stromlinien jeweils unter den gleichen Randbedingungen generiert werden und die grundsätzli-
che Strömungsführung im betrachteten Fluidvolumen (Diskretisierung, Größe der Querschnitte
(Spaltweite und Wendeltiefe)) vergleichbar ist. Somit ist es bei identischer Definition der Kontrollflä-
chen und Anzahl der Stromlinien möglich, unterschiedliche Geometrievarianten miteinander zu ver-
gleichen.
Weiterhin ist es möglich den Fließweg der maximalen Verweilzeit zu visualisieren. Die Stromlinien
aus Segmentnummer 23 mit der längsten Verweilzeit sind im linken Teil der Abbildung 3-43 orange
eingefärbt. Wird die mittlere Verweilzeit über der mittleren Länge der Stromlinien des Segmentes 23
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35 40 45
no
rmie
rte V
erw
eil
zeit
[%
]
Segmentnummer am Umfang [-]
V0 V3 Mittelwert V0 Mittelwert V3
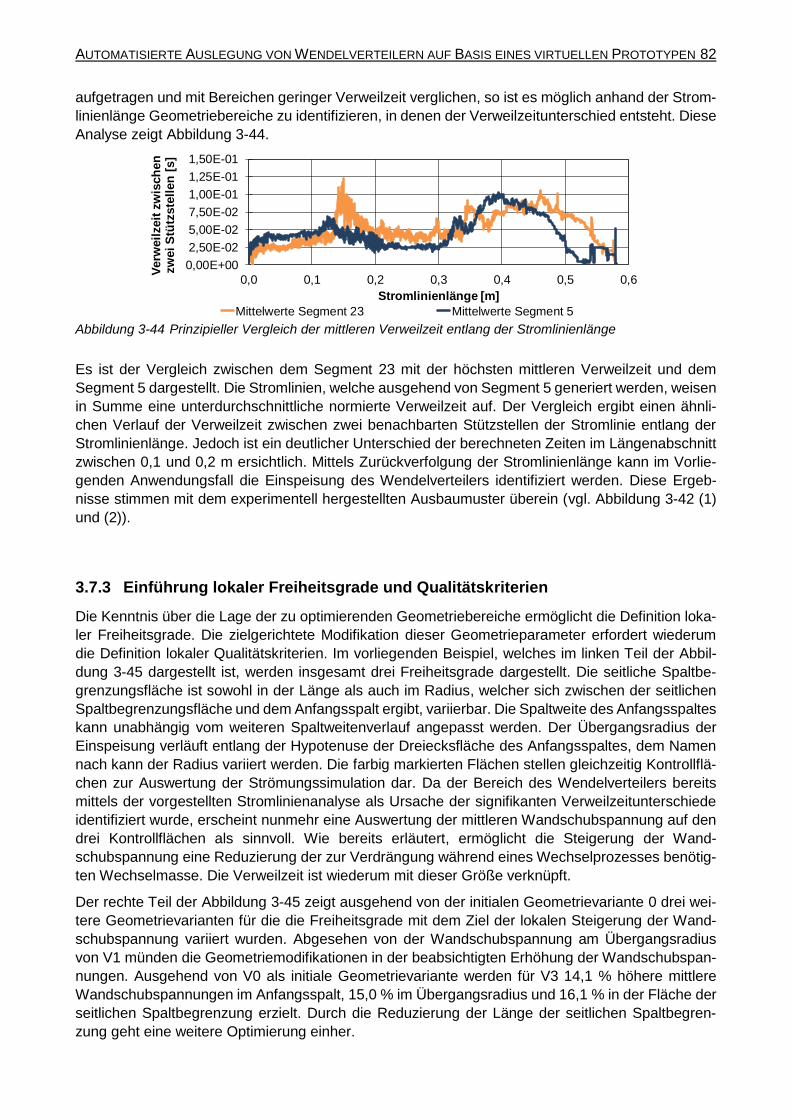
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 82
aufgetragen und mit Bereichen geringer Verweilzeit verglichen, so ist es möglich anhand der Strom-
linienlänge Geometriebereiche zu identifizieren, in denen der Verweilzeitunterschied entsteht. Diese
Analyse zeigt Abbildung 3-44.
Abbildung 3-44 Prinzipieller Vergleich der mittleren Verweilzeit entlang der Stromlinienlänge
Es ist der Vergleich zwischen dem Segment 23 mit der höchsten mittleren Verweilzeit und dem
Segment 5 dargestellt. Die Stromlinien, welche ausgehend von Segment 5 generiert werden, weisen
in Summe eine unterdurchschnittliche normierte Verweilzeit auf. Der Vergleich ergibt einen ähnli-
chen Verlauf der Verweilzeit zwischen zwei benachbarten Stützstellen der Stromlinie entlang der
Stromlinienlänge. Jedoch ist ein deutlicher Unterschied der berechneten Zeiten im Längenabschnitt
zwischen 0,1 und 0,2 m ersichtlich. Mittels Zurückverfolgung der Stromlinienlänge kann im Vorlie-
genden Anwendungsfall die Einspeisung des Wendelverteilers identifiziert werden. Diese Ergeb-
nisse stimmen mit dem experimentell hergestellten Ausbaumuster überein (vgl. Abbildung 3-42 (1)
und (2)).
3.7.3 Einführung lokaler Freiheitsgrade und Qualitätskriterien
Die Kenntnis über die Lage der zu optimierenden Geometriebereiche ermöglicht die Definition loka-
ler Freiheitsgrade. Die zielgerichtete Modifikation dieser Geometrieparameter erfordert wiederum
die Definition lokaler Qualitätskriterien. Im vorliegenden Beispiel, welches im linken Teil der Abbil-
dung 3-45 dargestellt ist, werden insgesamt drei Freiheitsgrade dargestellt. Die seitliche Spaltbe-
grenzungsfläche ist sowohl in der Länge als auch im Radius, welcher sich zwischen der seitlichen
Spaltbegrenzungsfläche und dem Anfangsspalt ergibt, variierbar. Die Spaltweite des Anfangsspaltes
kann unabhängig vom weiteren Spaltweitenverlauf angepasst werden. Der Übergangsradius der
Einspeisung verläuft entlang der Hypotenuse der Dreiecksfläche des Anfangsspaltes, dem Namen
nach kann der Radius variiert werden. Die farbig markierten Flächen stellen gleichzeitig Kontrollflä-
chen zur Auswertung der Strömungssimulation dar. Da der Bereich des Wendelverteilers bereits
mittels der vorgestellten Stromlinienanalyse als Ursache der signifikanten Verweilzeitunterschiede
identifiziert wurde, erscheint nunmehr eine Auswertung der mittleren Wandschubspannung auf den
drei Kontrollflächen als sinnvoll. Wie bereits erläutert, ermöglicht die Steigerung der Wand-
schubspannung eine Reduzierung der zur Verdrängung während eines Wechselprozesses benötig-
ten Wechselmasse. Die Verweilzeit ist wiederum mit dieser Größe verknüpft.
Der rechte Teil der Abbildung 3-45 zeigt ausgehend von der initialen Geometrievariante 0 drei wei-
tere Geometrievarianten für die die Freiheitsgrade mit dem Ziel der lokalen Steigerung der Wand-
schubspannung variiert wurden. Abgesehen von der Wandschubspannung am Übergangsradius
von V1 münden die Geometriemodifikationen in der beabsichtigten Erhöhung der Wandschubspan-
nungen. Ausgehend von V0 als initiale Geometrievariante werden für V3 14,1 % höhere mittlere
Wandschubspannungen im Anfangsspalt, 15,0 % im Übergangsradius und 16,1 % in der Fläche der
seitlichen Spaltbegrenzung erzielt. Durch die Reduzierung der Länge der seitlichen Spaltbegren-
zung geht eine weitere Optimierung einher.
0,00E+00
2,50E-02
5,00E-02
7,50E-02
1,00E-01
1,25E-01
1,50E-01
0,0 0,1 0,2 0,3 0,4 0,5 0,6
Verw
eil
zeit
zw
isch
en
zw
ei S
tütz
ste
llen
[s]
Stromlinienlänge [m]
Mittelwerte Segment 23 Mittelwerte Segment 5
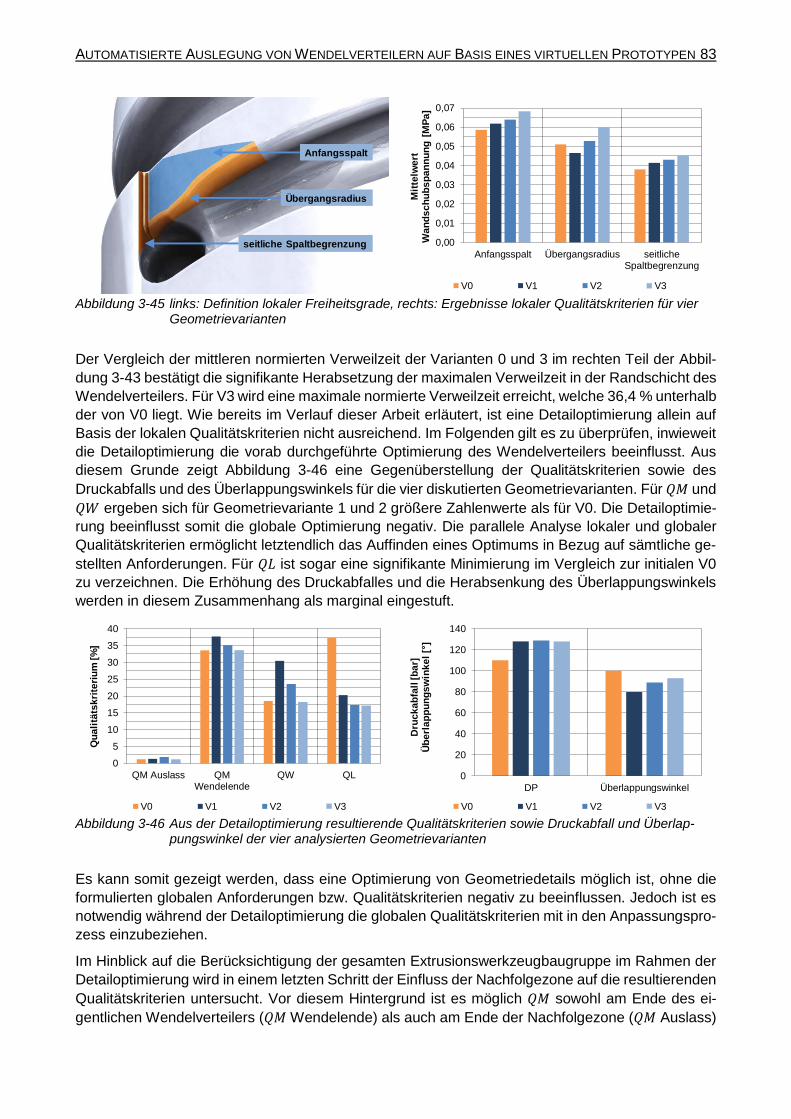
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 83
Abbildung 3-45 links: Definition lokaler Freiheitsgrade, rechts: Ergebnisse lokaler Qualitätskriterien für vier
Geometrievarianten
Der Vergleich der mittleren normierten Verweilzeit der Varianten 0 und 3 im rechten Teil der Abbil-
dung 3-43 bestätigt die signifikante Herabsetzung der maximalen Verweilzeit in der Randschicht des
Wendelverteilers. Für V3 wird eine maximale normierte Verweilzeit erreicht, welche 36,4 % unterhalb
der von V0 liegt. Wie bereits im Verlauf dieser Arbeit erläutert, ist eine Detailoptimierung allein auf
Basis der lokalen Qualitätskriterien nicht ausreichend. Im Folgenden gilt es zu überprüfen, inwieweit
die Detailoptimierung die vorab durchgeführte Optimierung des Wendelverteilers beeinflusst. Aus
diesem Grunde zeigt Abbildung 3-46 eine Gegenüberstellung der Qualitätskriterien sowie des
Druckabfalls und des Überlappungswinkels für die vier diskutierten Geometrievarianten. Für 𝑄𝑀 und
𝑄𝑊 ergeben sich für Geometrievariante 1 und 2 größere Zahlenwerte als für V0. Die Detailoptimie-
rung beeinflusst somit die globale Optimierung negativ. Die parallele Analyse lokaler und globaler
Qualitätskriterien ermöglicht letztendlich das Auffinden eines Optimums in Bezug auf sämtliche ge-
stellten Anforderungen. Für 𝑄𝐿 ist sogar eine signifikante Minimierung im Vergleich zur initialen V0
zu verzeichnen. Die Erhöhung des Druckabfalles und die Herabsenkung des Überlappungswinkels
werden in diesem Zusammenhang als marginal eingestuft.
Abbildung 3-46 Aus der Detailoptimierung resultierende Qualitätskriterien sowie Druckabfall und Überlap-
pungswinkel der vier analysierten Geometrievarianten
Es kann somit gezeigt werden, dass eine Optimierung von Geometriedetails möglich ist, ohne die
formulierten globalen Anforderungen bzw. Qualitätskriterien negativ zu beeinflussen. Jedoch ist es
notwendig während der Detailoptimierung die globalen Qualitätskriterien mit in den Anpassungspro-
zess einzubeziehen.
Im Hinblick auf die Berücksichtigung der gesamten Extrusionswerkzeugbaugruppe im Rahmen der
Detailoptimierung wird in einem letzten Schritt der Einfluss der Nachfolgezone auf die resultierenden
Qualitätskriterien untersucht. Vor diesem Hintergrund ist es möglich 𝑄𝑀 sowohl am Ende des ei-
gentlichen Wendelverteilers (𝑄𝑀 Wendelende) als auch am Ende der Nachfolgezone (𝑄𝑀 Auslass)
Anfangsspalt
Übergangsradius
seitliche Spaltbegrenzung 0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
Anfangsspalt Übergangsradius seitlicheSpaltbegrenzung
Mit
telw
ert
W
an
ds
ch
ub
sp
an
nu
ng
[M
Pa
]
V0 V1 V2 V3
0
5
10
15
20
25
30
35
40
QM Auslass QMWendelende
QW QL
Qu
ali
täts
kri
teri
um
[%
]
V0 V1 V2 V3
0
20
40
60
80
100
120
140
DP Überlappungswinkel
Dru
ck
ab
fall
[b
ar]
Üb
erl
ap
pu
ng
sw
ink
el
[ ]
V0 V1 V2 V3
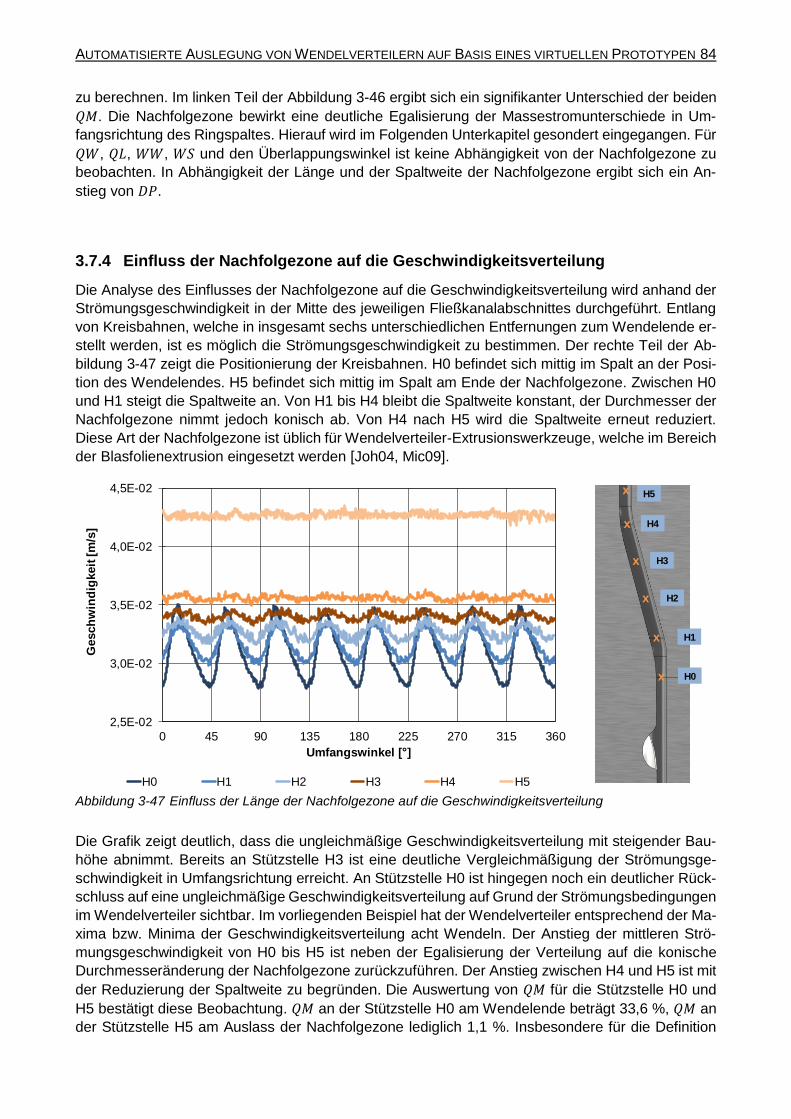
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 84
zu berechnen. Im linken Teil der Abbildung 3-46 ergibt sich ein signifikanter Unterschied der beiden
𝑄𝑀. Die Nachfolgezone bewirkt eine deutliche Egalisierung der Massestromunterschiede in Um-
fangsrichtung des Ringspaltes. Hierauf wird im Folgenden Unterkapitel gesondert eingegangen. Für
𝑄𝑊, 𝑄𝐿, 𝑊𝑊, 𝑊𝑆 und den Überlappungswinkel ist keine Abhängigkeit von der Nachfolgezone zu
beobachten. In Abhängigkeit der Länge und der Spaltweite der Nachfolgezone ergibt sich ein An-
stieg von 𝐷𝑃.
3.7.4 Einfluss der Nachfolgezone auf die Geschwindigkeitsverteilung
Die Analyse des Einflusses der Nachfolgezone auf die Geschwindigkeitsverteilung wird anhand der
Strömungsgeschwindigkeit in der Mitte des jeweiligen Fließkanalabschnittes durchgeführt. Entlang
von Kreisbahnen, welche in insgesamt sechs unterschiedlichen Entfernungen zum Wendelende er-
stellt werden, ist es möglich die Strömungsgeschwindigkeit zu bestimmen. Der rechte Teil der Ab-
bildung 3-47 zeigt die Positionierung der Kreisbahnen. H0 befindet sich mittig im Spalt an der Posi-
tion des Wendelendes. H5 befindet sich mittig im Spalt am Ende der Nachfolgezone. Zwischen H0
und H1 steigt die Spaltweite an. Von H1 bis H4 bleibt die Spaltweite konstant, der Durchmesser der
Nachfolgezone nimmt jedoch konisch ab. Von H4 nach H5 wird die Spaltweite erneut reduziert.
Diese Art der Nachfolgezone ist üblich für Wendelverteiler-Extrusionswerkzeuge, welche im Bereich
der Blasfolienextrusion eingesetzt werden [Joh04, Mic09].
Abbildung 3-47 Einfluss der Länge der Nachfolgezone auf die Geschwindigkeitsverteilung
Die Grafik zeigt deutlich, dass die ungleichmäßige Geschwindigkeitsverteilung mit steigender Bau-
höhe abnimmt. Bereits an Stützstelle H3 ist eine deutliche Vergleichmäßigung der Strömungsge-
schwindigkeit in Umfangsrichtung erreicht. An Stützstelle H0 ist hingegen noch ein deutlicher Rück-
schluss auf eine ungleichmäßige Geschwindigkeitsverteilung auf Grund der Strömungsbedingungen
im Wendelverteiler sichtbar. Im vorliegenden Beispiel hat der Wendelverteiler entsprechend der Ma-
xima bzw. Minima der Geschwindigkeitsverteilung acht Wendeln. Der Anstieg der mittleren Strö-
mungsgeschwindigkeit von H0 bis H5 ist neben der Egalisierung der Verteilung auf die konische
Durchmesseränderung der Nachfolgezone zurückzuführen. Der Anstieg zwischen H4 und H5 ist mit
der Reduzierung der Spaltweite zu begründen. Die Auswertung von 𝑄𝑀 für die Stützstelle H0 und
H5 bestätigt diese Beobachtung. 𝑄𝑀 an der Stützstelle H0 am Wendelende beträgt 33,6 %, 𝑄𝑀 an
der Stützstelle H5 am Auslass der Nachfolgezone lediglich 1,1 %. Insbesondere für die Definition
2,5E-02
3,0E-02
3,5E-02
4,0E-02
4,5E-02
0 45 90 135 180 225 270 315 360
Gesch
win
dig
keit
[m
/s]
Umfangswinkel [ ]
H0 H1 H2 H3 H4 H5
H0x
x
x
x
x
x
H1
H2
H3
H4
H5

AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 85
von Gewichtungsfaktoren im Rahmen der automatisierten Optimierung ist dieses Phänomen zu be-
achten. Zwar sollte das Ziel stets die Minimierung von 𝑄𝑀 darstellen, im Zielkonflikt mit der Minimie-
rung weiterer Qualitätskriterien sollte dies jedoch berücksichtigt werden.
3.8 Experimentelle Validierung des Auslegungsprozesses anhand eines
modularen Werkzeuges für die Blasfolienextrusion
Im Rahmen der experimentellen Validierung steht der Vergleich zwischen zwei Wendelverteilern zur
Diskussion. Hierzu wurde eine modulare Werkzeugbaugruppe bestehend aus Einspeisung, Umlen-
kung, Stern-Vorverteiler, Gehäuse, Nachfolgezone, Düseneinheit und zwei geometrisch unter-
schiedlichen axialen Wendelverteilern dimensioniert und gefertigt. Der Aufbau der Werkzeugbau-
gruppe kann der Abbildung 2-3 entnommen werden. Bis auf die beiden Wendelverteiler wird die
Baugruppe aus identischen Komponenten montiert. Als Referenzwerkzeug wird im Folgenden die
im vorangegangenen Unterkapitel bereits virtuell analysierte Variante 0 bezeichnet. Das Resultat
der Detailoptimierung (Variante 3) trägt fortan die Bezeichnung optimiertes Werkzeug.
Zunächst wird die Güte der Simulationsergebnisse mittels eines Vergleiches zu den experimentell
gemessenen Drücken, Überlappungswinkeln und Foliendickenverteilungen beurteilt. Darauffol-
gende Untersuchungen fokussieren die messtechnische Erfassung der Verweilzeit bzw. Verweilzeit-
verteilung zur Validierung des Ergebnisses der Detailoptimierung.
3.8.1 Gegenüberstellung von CFD-Simulation und Experimenten mit realen
Werkzeuggeometrien
Wie bereits erläutert, basiert die Detailoptimierung auf CFD-Simulationen der gesamten Werkzeug-
baugruppe. Aus diesem Grund können die virtuell berechneten Druckabfälle direkt mit den Experi-
menten unter Verwendung der real gefertigten Werkzeuggeometrie verglichen werden.
Sowohl in der Simulation als auch im Experiment wird der Druckabfall vor der Werkzeugbaugruppe
– zu Beginn der Umlenkung – ermittelt. Die folgende Abbildung zeigt den Vergleich zwischen Expe-
riment und CFD-Simulation der optimierten Werkzeuggeometrie. Die experimentell ermittelten
Druckabfälle beziehen sich auf den Mittelwert über ein Zeitintervall von 30 Minuten für einen quasi
stationären Betriebspunkt. Für die Versuche LD-PE 2, 15 und 30 kg/h liegen die maximalen Abwei-
chungen vom experimentell ermittelten Mittelwert bei ±2 %. Die maximale Abweichung vom Mittel-
wert der weiteren Messwerte liegt unterhalb von ±1 %. Die im Diagramm dargestellte Abweichung
bezieht sich auf den Unterschied vom Simulationsergebnis zum Experiment.
Abbildung 3-48 Vergleich des Druckabfalls zwischen Experiment und CFD-Simulation des optimierten Werk-
zeuges
-5
0
5
10
0
50
100
150
200
250
300
LD-PE 2,15 kg/h
LD-PE 2,30 kg/h
LD-PE 2,60 kg/h
LD-PE 1,30 kg/h
HD-PE 1,30 kg/h
Ab
weic
hu
ng
[%
]
Dru
ckab
fall
[b
ar]
Simulation Experiment Abweichung
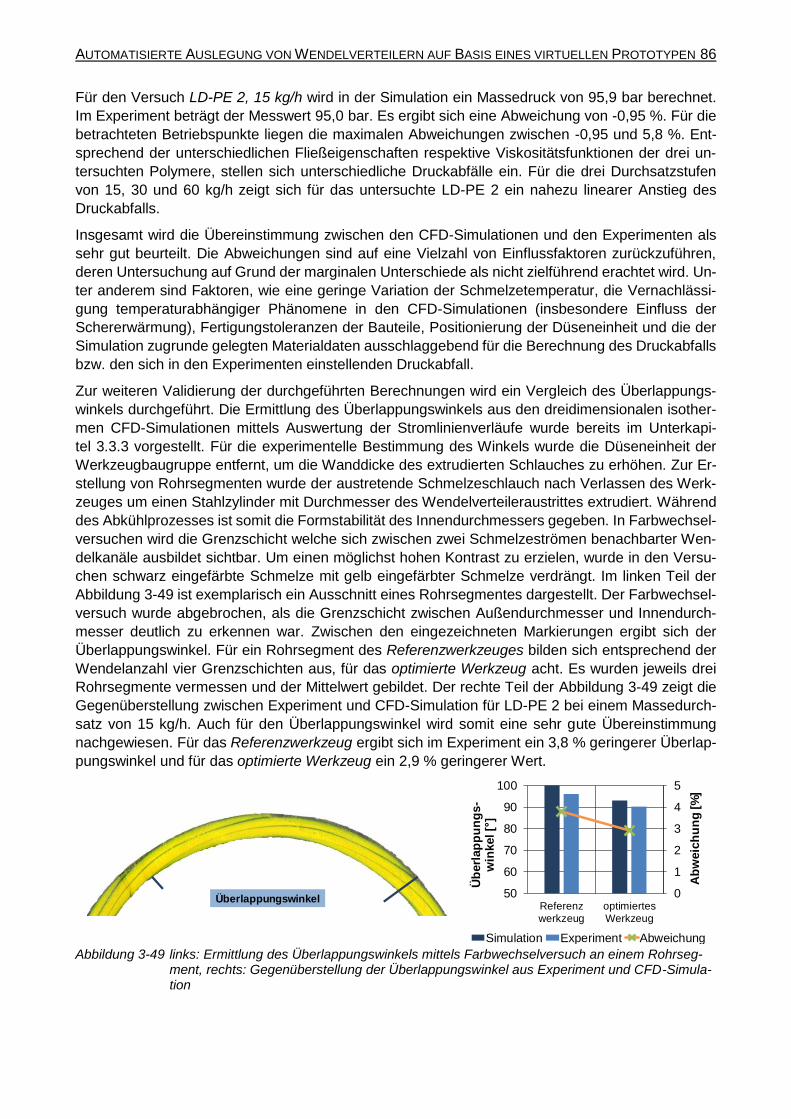
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 86
Für den Versuch LD-PE 2, 15 kg/h wird in der Simulation ein Massedruck von 95,9 bar berechnet.
Im Experiment beträgt der Messwert 95,0 bar. Es ergibt sich eine Abweichung von -0,95 %. Für die
betrachteten Betriebspunkte liegen die maximalen Abweichungen zwischen -0,95 und 5,8 %. Ent-
sprechend der unterschiedlichen Fließeigenschaften respektive Viskositätsfunktionen der drei un-
tersuchten Polymere, stellen sich unterschiedliche Druckabfälle ein. Für die drei Durchsatzstufen
von 15, 30 und 60 kg/h zeigt sich für das untersuchte LD-PE 2 ein nahezu linearer Anstieg des
Druckabfalls.
Insgesamt wird die Übereinstimmung zwischen den CFD-Simulationen und den Experimenten als
sehr gut beurteilt. Die Abweichungen sind auf eine Vielzahl von Einflussfaktoren zurückzuführen,
deren Untersuchung auf Grund der marginalen Unterschiede als nicht zielführend erachtet wird. Un-
ter anderem sind Faktoren, wie eine geringe Variation der Schmelzetemperatur, die Vernachlässi-
gung temperaturabhängiger Phänomene in den CFD-Simulationen (insbesondere Einfluss der
Schererwärmung), Fertigungstoleranzen der Bauteile, Positionierung der Düseneinheit und die der
Simulation zugrunde gelegten Materialdaten ausschlaggebend für die Berechnung des Druckabfalls
bzw. den sich in den Experimenten einstellenden Druckabfall.
Zur weiteren Validierung der durchgeführten Berechnungen wird ein Vergleich des Überlappungs-
winkels durchgeführt. Die Ermittlung des Überlappungswinkels aus den dreidimensionalen isother-
men CFD-Simulationen mittels Auswertung der Stromlinienverläufe wurde bereits im Unterkapi-
tel 3.3.3 vorgestellt. Für die experimentelle Bestimmung des Winkels wurde die Düseneinheit der
Werkzeugbaugruppe entfernt, um die Wanddicke des extrudierten Schlauches zu erhöhen. Zur Er-
stellung von Rohrsegmenten wurde der austretende Schmelzeschlauch nach Verlassen des Werk-
zeuges um einen Stahlzylinder mit Durchmesser des Wendelverteileraustrittes extrudiert. Während
des Abkühlprozesses ist somit die Formstabilität des Innendurchmessers gegeben. In Farbwechsel-
versuchen wird die Grenzschicht welche sich zwischen zwei Schmelzeströmen benachbarter Wen-
delkanäle ausbildet sichtbar. Um einen möglichst hohen Kontrast zu erzielen, wurde in den Versu-
chen schwarz eingefärbte Schmelze mit gelb eingefärbter Schmelze verdrängt. Im linken Teil der
Abbildung 3-49 ist exemplarisch ein Ausschnitt eines Rohrsegmentes dargestellt. Der Farbwechsel-
versuch wurde abgebrochen, als die Grenzschicht zwischen Außendurchmesser und Innendurch-
messer deutlich zu erkennen war. Zwischen den eingezeichneten Markierungen ergibt sich der
Überlappungswinkel. Für ein Rohrsegment des Referenzwerkzeuges bilden sich entsprechend der
Wendelanzahl vier Grenzschichten aus, für das optimierte Werkzeug acht. Es wurden jeweils drei
Rohrsegmente vermessen und der Mittelwert gebildet. Der rechte Teil der Abbildung 3-49 zeigt die
Gegenüberstellung zwischen Experiment und CFD-Simulation für LD-PE 2 bei einem Massedurch-
satz von 15 kg/h. Auch für den Überlappungswinkel wird somit eine sehr gute Übereinstimmung
nachgewiesen. Für das Referenzwerkzeug ergibt sich im Experiment ein 3,8 % geringerer Überlap-
pungswinkel und für das optimierte Werkzeug ein 2,9 % geringerer Wert.
Abbildung 3-49 links: Ermittlung des Überlappungswinkels mittels Farbwechselversuch an einem Rohrseg-
ment, rechts: Gegenüberstellung der Überlappungswinkel aus Experiment und CFD-Simula-tion
Überlappungswinkel 0
1
2
3
4
5
50
60
70
80
90
100
Referenzwerkzeug
optimiertesWerkzeug
Ab
weic
hu
ng
[%
]
Üb
erl
ap
pu
ng
s-
win
kel [
]
Simulation Experiment Abweichung
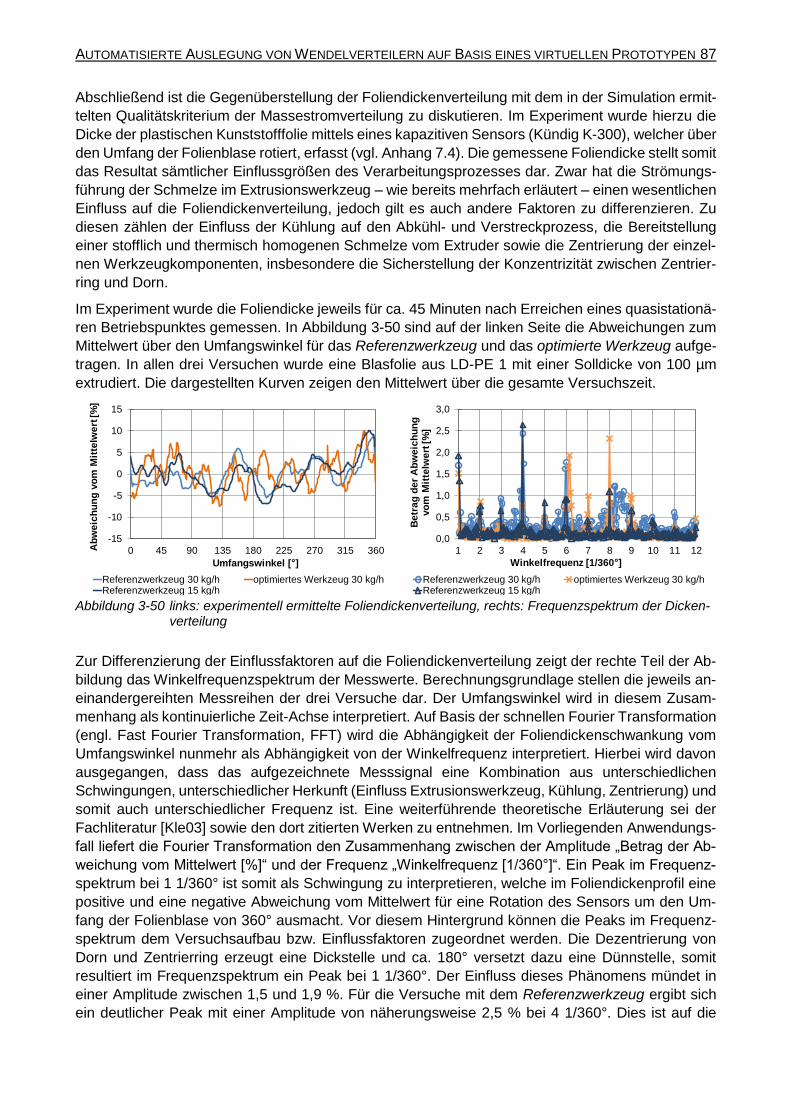
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 87
Abschließend ist die Gegenüberstellung der Foliendickenverteilung mit dem in der Simulation ermit-
telten Qualitätskriterium der Massestromverteilung zu diskutieren. Im Experiment wurde hierzu die
Dicke der plastischen Kunststofffolie mittels eines kapazitiven Sensors (Kündig K-300), welcher über
den Umfang der Folienblase rotiert, erfasst (vgl. Anhang 7.4). Die gemessene Foliendicke stellt somit
das Resultat sämtlicher Einflussgrößen des Verarbeitungsprozesses dar. Zwar hat die Strömungs-
führung der Schmelze im Extrusionswerkzeug – wie bereits mehrfach erläutert – einen wesentlichen
Einfluss auf die Foliendickenverteilung, jedoch gilt es auch andere Faktoren zu differenzieren. Zu
diesen zählen der Einfluss der Kühlung auf den Abkühl- und Verstreckprozess, die Bereitstellung
einer stofflich und thermisch homogenen Schmelze vom Extruder sowie die Zentrierung der einzel-
nen Werkzeugkomponenten, insbesondere die Sicherstellung der Konzentrizität zwischen Zentrier-
ring und Dorn.
Im Experiment wurde die Foliendicke jeweils für ca. 45 Minuten nach Erreichen eines quasistationä-
ren Betriebspunktes gemessen. In Abbildung 3-50 sind auf der linken Seite die Abweichungen zum
Mittelwert über den Umfangswinkel für das Referenzwerkzeug und das optimierte Werkzeug aufge-
tragen. In allen drei Versuchen wurde eine Blasfolie aus LD-PE 1 mit einer Solldicke von 100 µm
extrudiert. Die dargestellten Kurven zeigen den Mittelwert über die gesamte Versuchszeit.
Abbildung 3-50 links: experimentell ermittelte Foliendickenverteilung, rechts: Frequenzspektrum der Dicken-
verteilung
Zur Differenzierung der Einflussfaktoren auf die Foliendickenverteilung zeigt der rechte Teil der Ab-
bildung das Winkelfrequenzspektrum der Messwerte. Berechnungsgrundlage stellen die jeweils an-
einandergereihten Messreihen der drei Versuche dar. Der Umfangswinkel wird in diesem Zusam-
menhang als kontinuierliche Zeit-Achse interpretiert. Auf Basis der schnellen Fourier Transformation
(engl. Fast Fourier Transformation, FFT) wird die Abhängigkeit der Foliendickenschwankung vom
Umfangswinkel nunmehr als Abhängigkeit von der Winkelfrequenz interpretiert. Hierbei wird davon
ausgegangen, dass das aufgezeichnete Messsignal eine Kombination aus unterschiedlichen
Schwingungen, unterschiedlicher Herkunft (Einfluss Extrusionswerkzeug, Kühlung, Zentrierung) und
somit auch unterschiedlicher Frequenz ist. Eine weiterführende theoretische Erläuterung sei der
Fachliteratur [Kle03] sowie den dort zitierten Werken zu entnehmen. Im Vorliegenden Anwendungs-
fall liefert die Fourier Transformation den Zusammenhang zwischen der Amplitude „Betrag der Ab-
weichung vom Mittelwert [%]“ und der Frequenz „Winkelfrequenz [1/360°]“. Ein Peak im Frequenz-
spektrum bei 1 1/360° ist somit als Schwingung zu interpretieren, welche im Foliendickenprofil eine
positive und eine negative Abweichung vom Mittelwert für eine Rotation des Sensors um den Um-
fang der Folienblase von 360° ausmacht. Vor diesem Hintergrund können die Peaks im Frequenz-
spektrum dem Versuchsaufbau bzw. Einflussfaktoren zugeordnet werden. Die Dezentrierung von
Dorn und Zentrierring erzeugt eine Dickstelle und ca. 180° versetzt dazu eine Dünnstelle, somit
resultiert im Frequenzspektrum ein Peak bei 1 1/360°. Der Einfluss dieses Phänomens mündet in
einer Amplitude zwischen 1,5 und 1,9 %. Für die Versuche mit dem Referenzwerkzeug ergibt sich
ein deutlicher Peak mit einer Amplitude von näherungsweise 2,5 % bei 4 1/360°. Dies ist auf die
-15
-10
-5
0
5
10
15
0 45 90 135 180 225 270 315 360Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Umfangswinkel [ ]
Referenzwerkzeug 30 kg/h optimiertes Werkzeug 30 kg/hReferenzwerkzeug 15 kg/h
0,0
0,5
1,0
1,5
2,0
2,5
3,0
1 2 3 4 5 6 7 8 9 10 11 12
Be
tra
g d
er
Ab
we
ich
un
gvo
m M
itte
lwe
rt [%
]
Winkelfrequenz [1/360 ]
Referenzwerkzeug 30 kg/h optimiertes Werkzeug 30 kg/hReferenzwerkzeug 15 kg/h
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 88
Strömungsführung im Wendelverteiler zurückzuführen. Da das Referenzwerkzeug vier Wendelka-
näle besitzt, ergeben sich auf einen Umfang von 360° bezogen vier Dickstellen und vier Dünnstellen.
Analog ist dies für das optimierte Werkzeug, welches acht Wendeln aufweist, bei einer Winkelfre-
quenz von 8 1/360° zu beobachten. Der Einfluss der Folienkühlung mit sechs separaten Kühlkanälen
mündet bei einem Massedurchsatz von 30 kg/h in einer Amplitude von näherungsweise 1,8 %. Ab-
hängig ist dieser Einfluss vom Kühlluftvolumenstrom. So wurde dieser zwischen den Versuchen mit
dem Referenzwerkzeug von 15 kg/h und 30 kg/h deutlich gesteigert. Im Frequenzspektrum ist eine
näherungsweise Verdoppelung der Amplitude abzulesen, dies unterstreicht die Plausibilität der ge-
troffenen Deutung der Messwerte.
Nunmehr kann vereinfachend angenommen werden, dass Schwankungen der Foliendicke, welche
auf die Strömungsführung im Wendelverteiler zurückzuführen sind für das Referenzwerkzeug bei
einer Winkelfrequenz von 4 1/360° und für das optimierte Werkzeug bei 8 1/360° zu berücksichtigen
sind. Somit ergibt sich für das Referenzwerkzeug eine umgerechnete Abweichung der Massestrom-
verteilung am Auslass des Werkzeuges 𝑄𝑀 von 5 %. Für das optimierte Werkzeug berechnet sich
𝑄𝑀 aus den gemessenen Dickenprofilen zu 4,8 %. Hier zeigt sich eine deutliche Abweichung zu den
im Rahmen der Detailoptimierung berechneten Werten am Auslass der Wendelverteiler (vgl. Abbil-
dung 3-46). Da die in der Simulation berechnete Verteilung des Massestroms auf dem reinen visko-
sen Fließverhalten der Polymerschmelze beruht, kann davon ausgegangen werden, dass die resul-
tierenden Dickenschwankungen auf viskoelastische Phänomene zurückzuführen sind. Weiterfüh-
rende Untersuchungen der temperaturabhängigen Effekte im Kapitel 4 zeigen, dass keine Einflüsse
der Schererwärmung und Wärmeleitung der Werkzeugkomponenten auf die Massestromverteilung
nachzuweisen sind. Die im Rahmen der automatisierten Optimierung und Detailoptimierung vorge-
stellten Simulationsergebnisse werden insofern bestätigt, als für beide Werkzeugvarianten ein nä-
herungsweise identisches 𝑄𝑀 ermittelt wurde und auch die Versuchsergebnisse beider Werkzeuge
in Bezug auf 𝑄𝑀 näherungsweise identisch sind.
3.8.2 Messtechnische Erfassung von Produktwechselvorgängen und Analyse der
Verweilzeitverteilung
Im Fokus der Detailoptimierung standen die Vermeidung von Stagnationszonen in den Fließkanälen
und die Verbesserung des Produktwechselverhaltens. Zur experimentellen Erfassung von Wechsel-
prozessen hat sich die Verwendung von Farbpigmenten in Form von Farb-Masterbatchen in Verbin-
dung mit der Erfassung der Produktfarbe mittels Spektralphotometer etabliert. Das Ausgangsmate-
rial wird mittels eines Farb-Masterbatch eingefärbt und ein Halbzeug (hier Blasfolie) in einem quasi
stationären Betriebspunkt extrudiert [Bas10]. Zu einem definierten Zeitpunkt wird die Zufuhr des
Materials auf das Zielmaterial, welches nicht eingefärbt ist, umgestellt. Entsprechend der Verweil-
zeitverteilung der Schmelze in den Fließkanälen wird bei einem reinen Farbwechselversuch das
eingefärbte Ausgangsmaterial durch das nicht eingefärbte Zielmaterial verdrängt. Mittels eines
Spektralphotometers wird die Farbe des Halbzeuges messtechnisch erfasst und somit auf den zeit-
lichen Verlauf des Wechselprozesses geschlussfolgert. In den Arbeiten von Groß [Gro06], Niemeier
[Nie06], Szöke [Szö14] und Overbeck [Ove13] wird diese Messmethode mittels eines portablen
Spektralphotometers, welches auf dem Prinzip der Reflexionsmessung beruht, angewandt (color-
guide sphere d/8° spin 6830, BYK-Gardner GmbH). Die extrudierten Halbzeuge wurden hierbei nach
der Konfektionierung manuell vermessen. Insbesondere in den Arbeiten von Szöke und Overbeck
wird der Einfluss des Umgebungslichtes auf die Messergebnisse thematisiert. Zur Steigerung der
Messfrequenz und Vermeidung der Einflüsse durch variierendes Umgebungslicht empfiehlt Szöke
den Einsatz eines online Messsystems welches ebenfalls auf dem Messprinzip der Reflexionsmes-
sung beruht (colorCONTROL ACS7000 mit Winkelsensor ACS1, Micro-Epsilon Eltrotec GmbH).

AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 89
Da im Rahmen dieser Arbeit die Motivation besteht den Wechselprozess für die gesamte Breite der
extrudierten Blasfolie messtechnisch zu erfassen, um Rückschlüsse auf die Verweilzeit der
Schmelze im Inneren des Wendelverteilers und die für den Wechsel benötigte Spülmasse zu ziehen,
wurde eine Online-Messvorrichtung konstruiert. Hierfür wird in Abgrenzung zu den zitierten Arbeiten
ein Messsystem verwendet, welches auf dem Transmissionsprinzip beruht (colorCONTROL
ACS7000 mit Transmissionssensor ACS3, Micro-Epsilon Eltrotec GmbH). Vergleichsmessungen an
extrudierten transparenten Folien haben gezeigt, dass diese Messmethode Vorteile in Bezug auf die
Streuung der Messwerte unter variierendem Umgebungslicht liefert. Diese Messmethode ist jedoch
grundsätzlich auf lichtdurchlässige, transparente Extrudate beschränkt. Details zum eingesetzten
Spektralphotometer, weitere Prinzipskizzen des konstruierten Messsystems sowie technische Spe-
zifikationen der verwendeten Verfahreinheit sind dem Anhang 7.4 zu entnehmen.
Abbildung 3-51 zeigt ein Foto des Messsystems, welches an der Blasfolienextrusionsanlage im
Technikum des KKM installiert wurde. Der Farb-Sensor besteht aus einem Transmitter (1) und einem
Receiver (2), welche über einen Controller (3) mit einem Computer zur Messwerterfassung verbun-
den sind. Sowohl der Transmitter als auch der Receiver sind jeweils auf einer mittels Zahnriemen
angetriebener Linearachse (4) montiert. Die Achsen sind über eine Hohlwelle (5) gekoppelt, sodass
eine synchrone Verfahrbewegung über den Antrieb (6) ermöglicht wird. Mittels eines induktiven Seil-
zugwegsensors (7) wird zeitgleich zu den Messwerten des Farb-Sensors die Position erfasst. Der
Farb-Sensor verfährt zwischen den Anschlagpunkten (8) und (9). Über den Wickler der Blasfolien-
extrusionsanlage wird die flachgelegte Folienbahn (10) durch den Strahlengang des Farb-Sensors
gezogen.
Abbildung 3-51 Foto des montierten Messsystems zur Erfassung von Wechselprozessen
Im Rahmen der vorliegenden Arbeit wird das Farb-Masterbatch Polybatch Blue 4500 der Firma A.
Schulmann GmbH, welches eine Polyethylen-Matrix besitzt, zum Einfärben des Ausgangsmaterials
eingesetzt. Das Spektralphotometer liefert Messwerte im CIE-L*a*b* Farbraum [Lap98, Sch07]. Be-
reits die Arbeiten von Niemeier [Nie06] und Groß [Gro06] haben gezeigt, dass es vor diesem Hin-
tergrund zulässig ist den Verlauf der 𝑏∗-Achse – also den „Blauwert“ – zur Analyse des Wechselpro-
zesses auszuwerten. Auch Szöke [Szö14] und Overbeck [Ove13] bestätigen diese Vorgehensweise
in ihren Arbeiten.
Die nachfolgende Versuchsmatrix wurde jeweils für beide Wendelverteiler durchgeführt und ausge-
wertet. In den weiteren Unterkapiteln stehen die Versuchsergebnisse mit Fokus auf den Verlauf der
Wechselprozesse und die Bestimmung der Spülmasse zur Diskussion. In allen Versuchen wurde
eine im Mittel 100 µm dicke Folie mit einem Aufblasverhältnis von 2 extrudiert. Die Messungen mit-
tels Spektralphotometer wurden am flachgelegten Folienschlauch vor dem Aufwickeln durchgeführt.
Entsprechend der Düsengeometrie und dem Aufblasverhältnis ergibt sich für alle Versuche eine
Breite des flachgelegten Folienschlauchs von 314 mm. Die Frostlinienhöhe wurde für alle Versuche
1
2
4
5
6
3
7
8
9
10
12
10
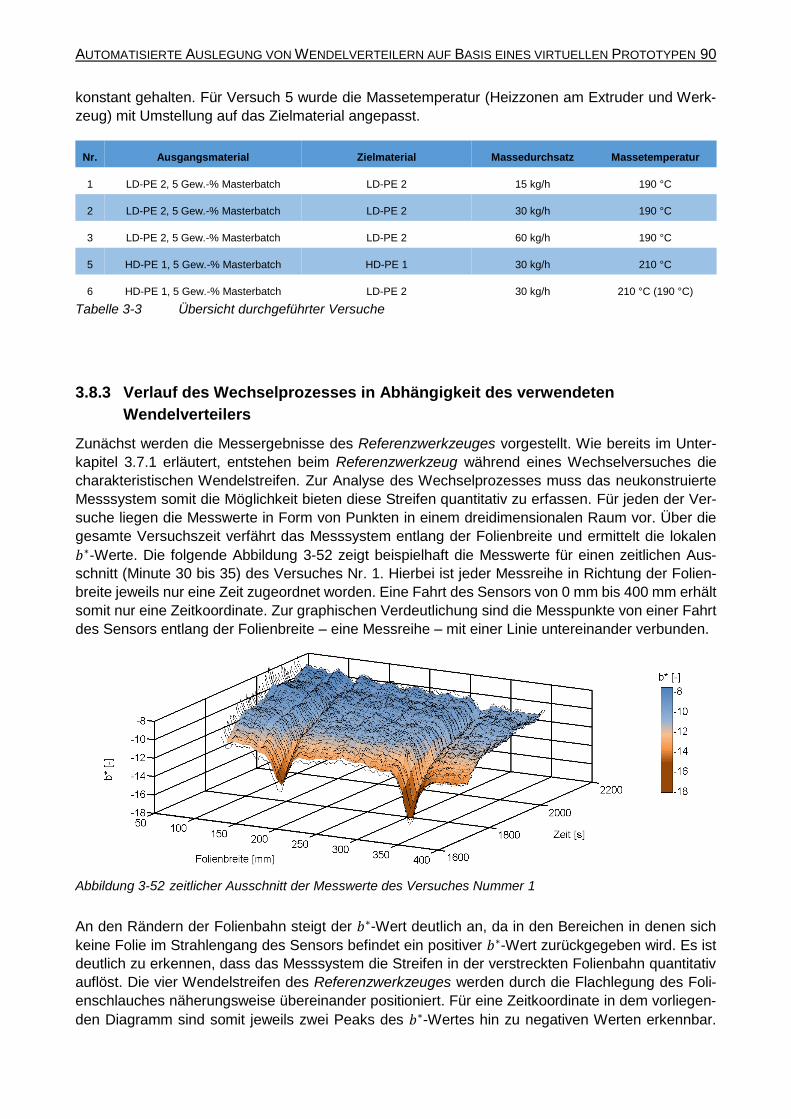
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 90
konstant gehalten. Für Versuch 5 wurde die Massetemperatur (Heizzonen am Extruder und Werk-
zeug) mit Umstellung auf das Zielmaterial angepasst.
Nr. Ausgangsmaterial Zielmaterial Massedurchsatz Massetemperatur
1 LD-PE 2, 5 Gew.-% Masterbatch LD-PE 2 15 kg/h 190 °C
2 LD-PE 2, 5 Gew.-% Masterbatch LD-PE 2 30 kg/h 190 °C
3 LD-PE 2, 5 Gew.-% Masterbatch LD-PE 2 60 kg/h 190 °C
5 HD-PE 1, 5 Gew.-% Masterbatch HD-PE 1 30 kg/h 210 °C
6 HD-PE 1, 5 Gew.-% Masterbatch LD-PE 2 30 kg/h 210 °C (190 °C)
Tabelle 3-3 Übersicht durchgeführter Versuche
3.8.3 Verlauf des Wechselprozesses in Abhängigkeit des verwendeten
Wendelverteilers
Zunächst werden die Messergebnisse des Referenzwerkzeuges vorgestellt. Wie bereits im Unter-
kapitel 3.7.1 erläutert, entstehen beim Referenzwerkzeug während eines Wechselversuches die
charakteristischen Wendelstreifen. Zur Analyse des Wechselprozesses muss das neukonstruierte
Messsystem somit die Möglichkeit bieten diese Streifen quantitativ zu erfassen. Für jeden der Ver-
suche liegen die Messwerte in Form von Punkten in einem dreidimensionalen Raum vor. Über die
gesamte Versuchszeit verfährt das Messsystem entlang der Folienbreite und ermittelt die lokalen
𝑏∗‐Werte. Die folgende Abbildung 3-52 zeigt beispielhaft die Messwerte für einen zeitlichen Aus-
schnitt (Minute 30 bis 35) des Versuches Nr. 1. Hierbei ist jeder Messreihe in Richtung der Folien-
breite jeweils nur eine Zeit zugeordnet worden. Eine Fahrt des Sensors von 0 mm bis 400 mm erhält
somit nur eine Zeitkoordinate. Zur graphischen Verdeutlichung sind die Messpunkte von einer Fahrt
des Sensors entlang der Folienbreite – eine Messreihe – mit einer Linie untereinander verbunden.
Abbildung 3-52 zeitlicher Ausschnitt der Messwerte des Versuches Nummer 1
An den Rändern der Folienbahn steigt der 𝑏∗-Wert deutlich an, da in den Bereichen in denen sich
keine Folie im Strahlengang des Sensors befindet ein positiver 𝑏∗-Wert zurückgegeben wird. Es ist
deutlich zu erkennen, dass das Messsystem die Streifen in der verstreckten Folienbahn quantitativ
auflöst. Die vier Wendelstreifen des Referenzwerkzeuges werden durch die Flachlegung des Foli-
enschlauches näherungsweise übereinander positioniert. Für eine Zeitkoordinate in dem vorliegen-
den Diagramm sind somit jeweils zwei Peaks des 𝑏∗-Wertes hin zu negativen Werten erkennbar.
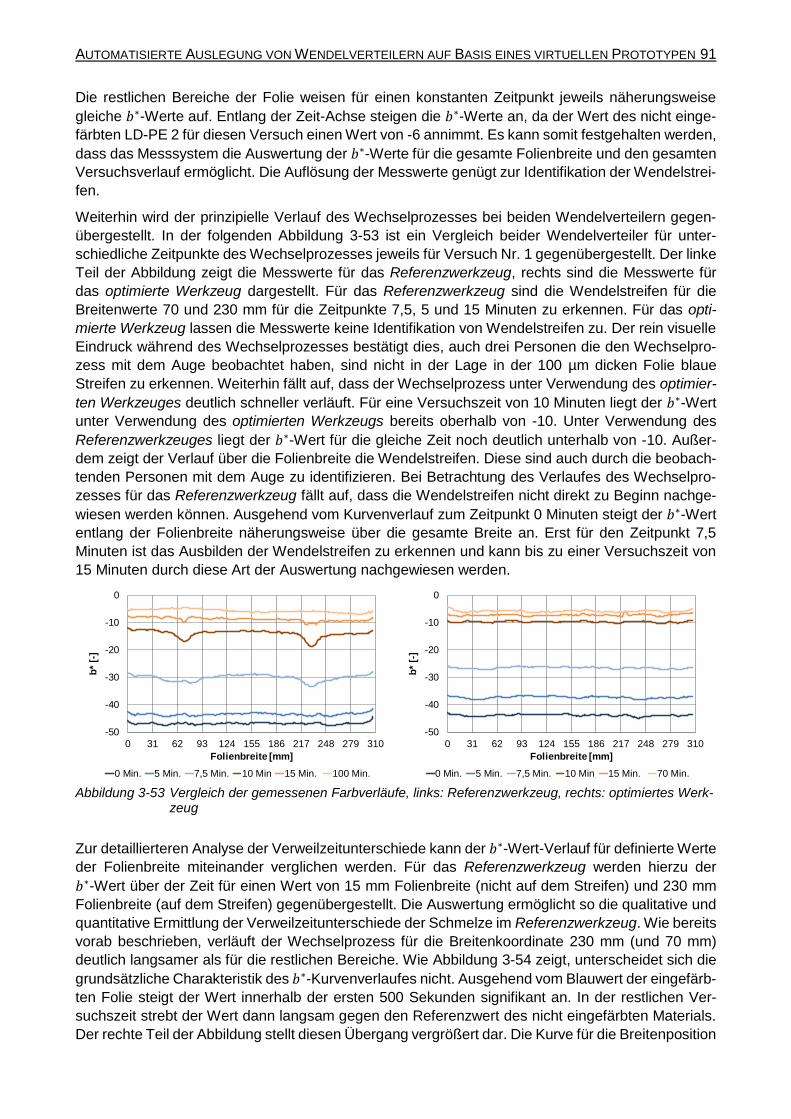
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 91
Die restlichen Bereiche der Folie weisen für einen konstanten Zeitpunkt jeweils näherungsweise
gleiche 𝑏∗-Werte auf. Entlang der Zeit-Achse steigen die 𝑏∗-Werte an, da der Wert des nicht einge-
färbten LD-PE 2 für diesen Versuch einen Wert von -6 annimmt. Es kann somit festgehalten werden,
dass das Messsystem die Auswertung der 𝑏∗-Werte für die gesamte Folienbreite und den gesamten
Versuchsverlauf ermöglicht. Die Auflösung der Messwerte genügt zur Identifikation der Wendelstrei-
fen.
Weiterhin wird der prinzipielle Verlauf des Wechselprozesses bei beiden Wendelverteilern gegen-
übergestellt. In der folgenden Abbildung 3-53 ist ein Vergleich beider Wendelverteiler für unter-
schiedliche Zeitpunkte des Wechselprozesses jeweils für Versuch Nr. 1 gegenübergestellt. Der linke
Teil der Abbildung zeigt die Messwerte für das Referenzwerkzeug, rechts sind die Messwerte für
das optimierte Werkzeug dargestellt. Für das Referenzwerkzeug sind die Wendelstreifen für die
Breitenwerte 70 und 230 mm für die Zeitpunkte 7,5, 5 und 15 Minuten zu erkennen. Für das opti-
mierte Werkzeug lassen die Messwerte keine Identifikation von Wendelstreifen zu. Der rein visuelle
Eindruck während des Wechselprozesses bestätigt dies, auch drei Personen die den Wechselpro-
zess mit dem Auge beobachtet haben, sind nicht in der Lage in der 100 µm dicken Folie blaue
Streifen zu erkennen. Weiterhin fällt auf, dass der Wechselprozess unter Verwendung des optimier-
ten Werkzeuges deutlich schneller verläuft. Für eine Versuchszeit von 10 Minuten liegt der 𝑏∗-Wert
unter Verwendung des optimierten Werkzeugs bereits oberhalb von -10. Unter Verwendung des
Referenzwerkzeuges liegt der 𝑏∗-Wert für die gleiche Zeit noch deutlich unterhalb von -10. Außer-
dem zeigt der Verlauf über die Folienbreite die Wendelstreifen. Diese sind auch durch die beobach-
tenden Personen mit dem Auge zu identifizieren. Bei Betrachtung des Verlaufes des Wechselpro-
zesses für das Referenzwerkzeug fällt auf, dass die Wendelstreifen nicht direkt zu Beginn nachge-
wiesen werden können. Ausgehend vom Kurvenverlauf zum Zeitpunkt 0 Minuten steigt der 𝑏∗-Wert
entlang der Folienbreite näherungsweise über die gesamte Breite an. Erst für den Zeitpunkt 7,5
Minuten ist das Ausbilden der Wendelstreifen zu erkennen und kann bis zu einer Versuchszeit von
15 Minuten durch diese Art der Auswertung nachgewiesen werden.
Abbildung 3-53 Vergleich der gemessenen Farbverläufe, links: Referenzwerkzeug, rechts: optimiertes Werk-
zeug
Zur detaillierteren Analyse der Verweilzeitunterschiede kann der 𝑏∗-Wert-Verlauf für definierte Werte
der Folienbreite miteinander verglichen werden. Für das Referenzwerkzeug werden hierzu der
𝑏∗-Wert über der Zeit für einen Wert von 15 mm Folienbreite (nicht auf dem Streifen) und 230 mm
Folienbreite (auf dem Streifen) gegenübergestellt. Die Auswertung ermöglicht so die qualitative und
quantitative Ermittlung der Verweilzeitunterschiede der Schmelze im Referenzwerkzeug. Wie bereits
vorab beschrieben, verläuft der Wechselprozess für die Breitenkoordinate 230 mm (und 70 mm)
deutlich langsamer als für die restlichen Bereiche. Wie Abbildung 3-54 zeigt, unterscheidet sich die
grundsätzliche Charakteristik des 𝑏∗-Kurvenverlaufes nicht. Ausgehend vom Blauwert der eingefärb-
ten Folie steigt der Wert innerhalb der ersten 500 Sekunden signifikant an. In der restlichen Ver-
suchszeit strebt der Wert dann langsam gegen den Referenzwert des nicht eingefärbten Materials.
Der rechte Teil der Abbildung stellt diesen Übergang vergrößert dar. Die Kurve für die Breitenposition
-50
-40
-30
-20
-10
0
0 31 62 93 124 155 186 217 248 279 310
b*
[-]
Folienbreite [mm]
0 Min. 5 Min. 7,5 Min. 10 Min 15 Min. 100 Min.
-50
-40
-30
-20
-10
0
0 31 62 93 124 155 186 217 248 279 310
b*
[-]
Folienbreite [mm]
0 Min. 5 Min. 7,5 Min. 10 Min 15 Min. 70 Min.
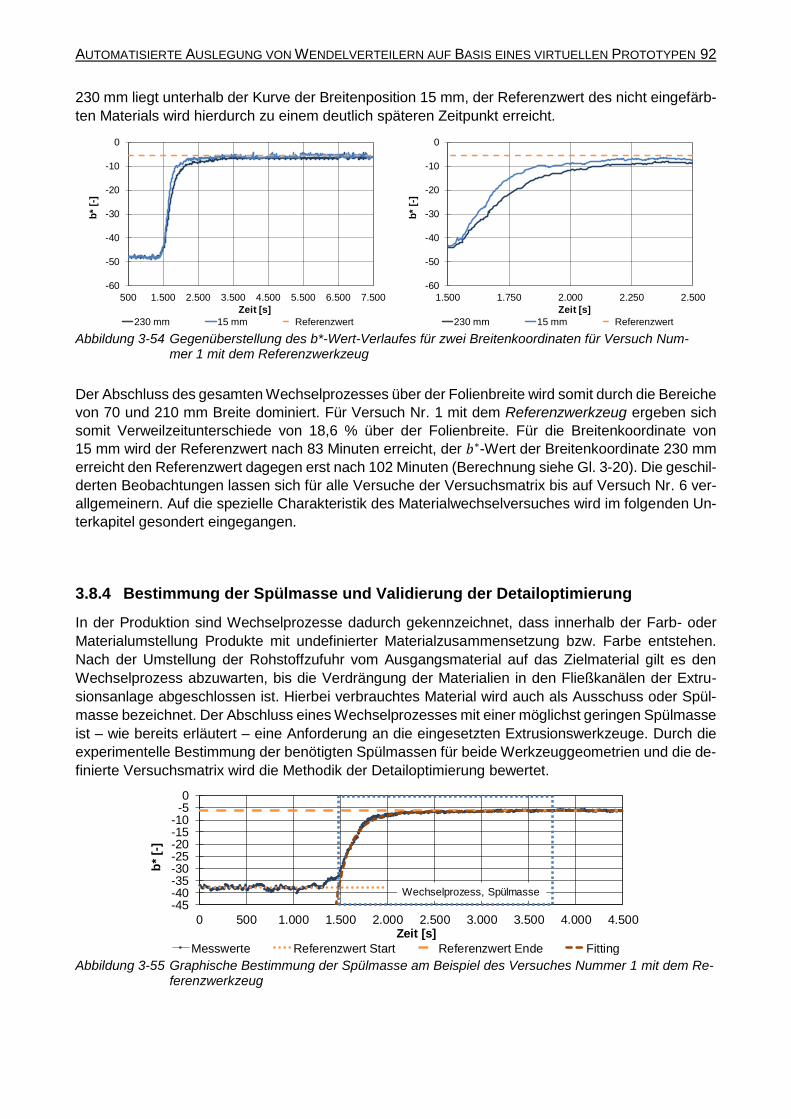
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 92
230 mm liegt unterhalb der Kurve der Breitenposition 15 mm, der Referenzwert des nicht eingefärb-
ten Materials wird hierdurch zu einem deutlich späteren Zeitpunkt erreicht.
Abbildung 3-54 Gegenüberstellung des b*-Wert-Verlaufes für zwei Breitenkoordinaten für Versuch Num-
mer 1 mit dem Referenzwerkzeug
Der Abschluss des gesamten Wechselprozesses über der Folienbreite wird somit durch die Bereiche
von 70 und 210 mm Breite dominiert. Für Versuch Nr. 1 mit dem Referenzwerkzeug ergeben sich
somit Verweilzeitunterschiede von 18,6 % über der Folienbreite. Für die Breitenkoordinate von
15 mm wird der Referenzwert nach 83 Minuten erreicht, der 𝑏∗-Wert der Breitenkoordinate 230 mm
erreicht den Referenzwert dagegen erst nach 102 Minuten (Berechnung siehe Gl. 3-20). Die geschil-
derten Beobachtungen lassen sich für alle Versuche der Versuchsmatrix bis auf Versuch Nr. 6 ver-
allgemeinern. Auf die spezielle Charakteristik des Materialwechselversuches wird im folgenden Un-
terkapitel gesondert eingegangen.
3.8.4 Bestimmung der Spülmasse und Validierung der Detailoptimierung
In der Produktion sind Wechselprozesse dadurch gekennzeichnet, dass innerhalb der Farb- oder
Materialumstellung Produkte mit undefinierter Materialzusammensetzung bzw. Farbe entstehen.
Nach der Umstellung der Rohstoffzufuhr vom Ausgangsmaterial auf das Zielmaterial gilt es den
Wechselprozess abzuwarten, bis die Verdrängung der Materialien in den Fließkanälen der Extru-
sionsanlage abgeschlossen ist. Hierbei verbrauchtes Material wird auch als Ausschuss oder Spül-
masse bezeichnet. Der Abschluss eines Wechselprozesses mit einer möglichst geringen Spülmasse
ist – wie bereits erläutert – eine Anforderung an die eingesetzten Extrusionswerkzeuge. Durch die
experimentelle Bestimmung der benötigten Spülmassen für beide Werkzeuggeometrien und die de-
finierte Versuchsmatrix wird die Methodik der Detailoptimierung bewertet.
Abbildung 3-55 Graphische Bestimmung der Spülmasse am Beispiel des Versuches Nummer 1 mit dem Re-
ferenzwerkzeug
-60
-50
-40
-30
-20
-10
0
500 1.500 2.500 3.500 4.500 5.500 6.500 7.500
b*
[-]
Zeit [s]
230 mm 15 mm Referenzwert
-60
-50
-40
-30
-20
-10
0
1.500 1.750 2.000 2.250 2.500
b*
[-]
Zeit [s]
230 mm 15 mm Referenzwert
-45-40-35-30-25-20-15-10-50
0 500 1.000 1.500 2.000 2.500 3.000 3.500 4.000 4.500
b*
[-]
Zeit [s]
Messwerte Referenzwert Start Referenzwert Ende Fitting
Wechselprozess, Spülmasse
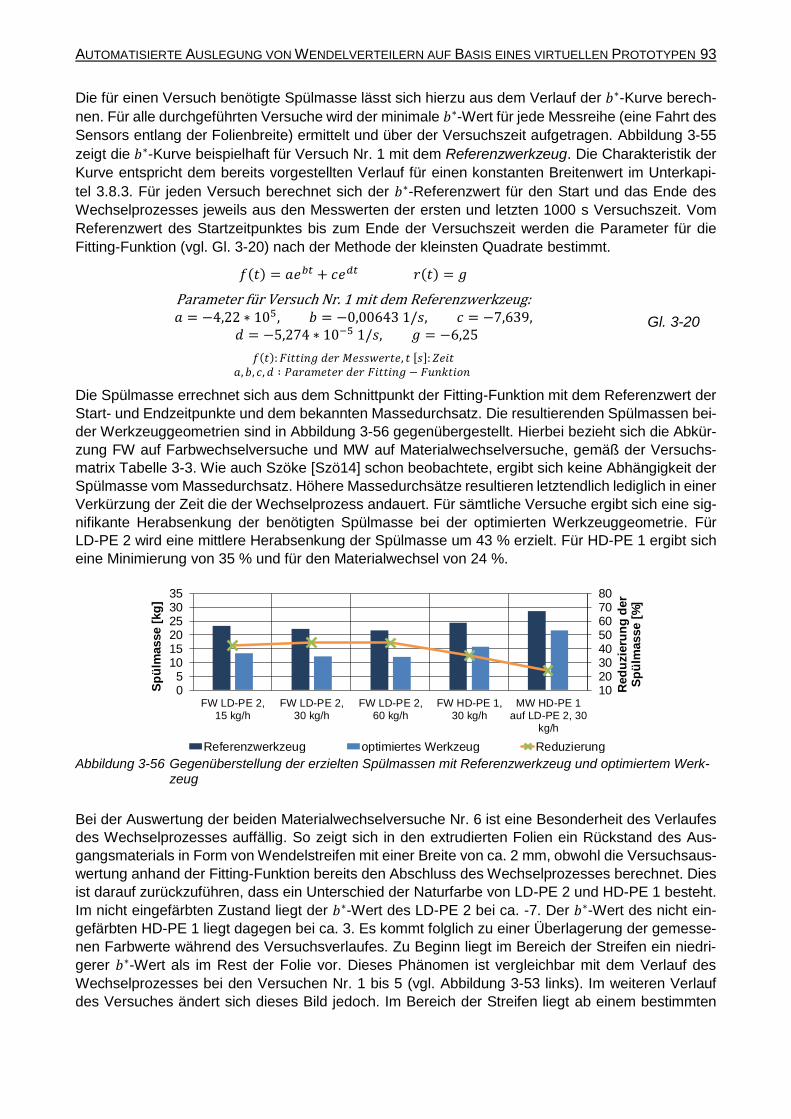
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 93
Die für einen Versuch benötigte Spülmasse lässt sich hierzu aus dem Verlauf der 𝑏∗-Kurve berech-
nen. Für alle durchgeführten Versuche wird der minimale 𝑏∗-Wert für jede Messreihe (eine Fahrt des
Sensors entlang der Folienbreite) ermittelt und über der Versuchszeit aufgetragen. Abbildung 3-55
zeigt die 𝑏∗-Kurve beispielhaft für Versuch Nr. 1 mit dem Referenzwerkzeug. Die Charakteristik der
Kurve entspricht dem bereits vorgestellten Verlauf für einen konstanten Breitenwert im Unterkapi-
tel 3.8.3. Für jeden Versuch berechnet sich der 𝑏∗-Referenzwert für den Start und das Ende des
Wechselprozesses jeweils aus den Messwerten der ersten und letzten 1000 s Versuchszeit. Vom
Referenzwert des Startzeitpunktes bis zum Ende der Versuchszeit werden die Parameter für die
Fitting-Funktion (vgl. Gl. 3-20) nach der Methode der kleinsten Quadrate bestimmt.
𝑓(𝑡) = 𝑎𝑒𝑏𝑡 + 𝑐𝑒𝑑𝑡 𝑟(𝑡) = 𝑔
Parameter für Versuch Nr. 1 mit dem Referenzwerkzeug: 𝑎 = −4,22 ∗ 105, 𝑏 = −0,00643 1/𝑠, 𝑐 = −7,639,
𝑑 = −5,274 ∗ 10−5 1/𝑠, 𝑔 = −6,25
𝑓(𝑡): 𝐹𝑖𝑡𝑡𝑖𝑛𝑔 𝑑𝑒𝑟 𝑀𝑒𝑠𝑠𝑤𝑒𝑟𝑡𝑒, 𝑡 [𝑠]: 𝑍𝑒𝑖𝑡 𝑎, 𝑏, 𝑐, 𝑑 ∶ 𝑃𝑎𝑟𝑎𝑚𝑒𝑡𝑒𝑟 𝑑𝑒𝑟 𝐹𝑖𝑡𝑡𝑖𝑛𝑔 − 𝐹𝑢𝑛𝑘𝑡𝑖𝑜𝑛
Gl. 3-20
Die Spülmasse errechnet sich aus dem Schnittpunkt der Fitting-Funktion mit dem Referenzwert der
Start- und Endzeitpunkte und dem bekannten Massedurchsatz. Die resultierenden Spülmassen bei-
der Werkzeuggeometrien sind in Abbildung 3-56 gegenübergestellt. Hierbei bezieht sich die Abkür-
zung FW auf Farbwechselversuche und MW auf Materialwechselversuche, gemäß der Versuchs-
matrix Tabelle 3-3. Wie auch Szöke [Szö14] schon beobachtete, ergibt sich keine Abhängigkeit der
Spülmasse vom Massedurchsatz. Höhere Massedurchsätze resultieren letztendlich lediglich in einer
Verkürzung der Zeit die der Wechselprozess andauert. Für sämtliche Versuche ergibt sich eine sig-
nifikante Herabsenkung der benötigten Spülmasse bei der optimierten Werkzeuggeometrie. Für
LD-PE 2 wird eine mittlere Herabsenkung der Spülmasse um 43 % erzielt. Für HD-PE 1 ergibt sich
eine Minimierung von 35 % und für den Materialwechsel von 24 %.
Abbildung 3-56 Gegenüberstellung der erzielten Spülmassen mit Referenzwerkzeug und optimiertem Werk-
zeug
Bei der Auswertung der beiden Materialwechselversuche Nr. 6 ist eine Besonderheit des Verlaufes
des Wechselprozesses auffällig. So zeigt sich in den extrudierten Folien ein Rückstand des Aus-
gangsmaterials in Form von Wendelstreifen mit einer Breite von ca. 2 mm, obwohl die Versuchsaus-
wertung anhand der Fitting-Funktion bereits den Abschluss des Wechselprozesses berechnet. Dies
ist darauf zurückzuführen, dass ein Unterschied der Naturfarbe von LD-PE 2 und HD-PE 1 besteht.
Im nicht eingefärbten Zustand liegt der 𝑏∗-Wert des LD-PE 2 bei ca. -7. Der 𝑏∗-Wert des nicht ein-
gefärbten HD-PE 1 liegt dagegen bei ca. 3. Es kommt folglich zu einer Überlagerung der gemesse-
nen Farbwerte während des Versuchsverlaufes. Zu Beginn liegt im Bereich der Streifen ein niedri-
gerer 𝑏∗-Wert als im Rest der Folie vor. Dieses Phänomen ist vergleichbar mit dem Verlauf des
Wechselprozesses bei den Versuchen Nr. 1 bis 5 (vgl. Abbildung 3-53 links). Im weiteren Verlauf
des Versuches ändert sich dieses Bild jedoch. Im Bereich der Streifen liegt ab einem bestimmten
1020304050607080
05
101520253035
FW LD-PE 2,15 kg/h
FW LD-PE 2,30 kg/h
FW LD-PE 2,60 kg/h
FW HD-PE 1,30 kg/h
MW HD-PE 1auf LD-PE 2, 30
kg/h
Red
uzie
run
g d
er
Sp
ülm
asse [
%]
Sp
ülm
asse [
kg
]
Referenzwerkzeug optimiertes Werkzeug Reduzierung
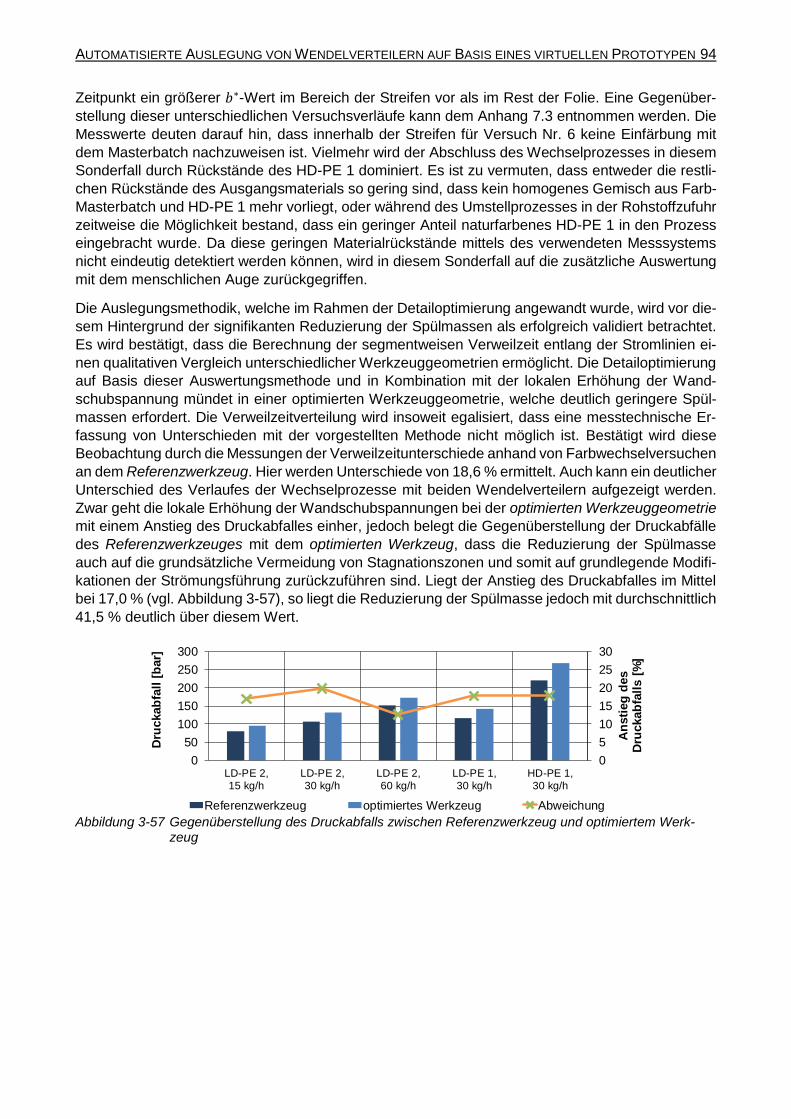
AUTOMATISIERTE AUSLEGUNG VON WENDELVERTEILERN AUF BASIS EINES VIRTUELLEN PROTOTYPEN 94
Zeitpunkt ein größerer 𝑏∗-Wert im Bereich der Streifen vor als im Rest der Folie. Eine Gegenüber-
stellung dieser unterschiedlichen Versuchsverläufe kann dem Anhang 7.3 entnommen werden. Die
Messwerte deuten darauf hin, dass innerhalb der Streifen für Versuch Nr. 6 keine Einfärbung mit
dem Masterbatch nachzuweisen ist. Vielmehr wird der Abschluss des Wechselprozesses in diesem
Sonderfall durch Rückstände des HD-PE 1 dominiert. Es ist zu vermuten, dass entweder die restli-
chen Rückstände des Ausgangsmaterials so gering sind, dass kein homogenes Gemisch aus Farb-
Masterbatch und HD-PE 1 mehr vorliegt, oder während des Umstellprozesses in der Rohstoffzufuhr
zeitweise die Möglichkeit bestand, dass ein geringer Anteil naturfarbenes HD-PE 1 in den Prozess
eingebracht wurde. Da diese geringen Materialrückstände mittels des verwendeten Messsystems
nicht eindeutig detektiert werden können, wird in diesem Sonderfall auf die zusätzliche Auswertung
mit dem menschlichen Auge zurückgegriffen.
Die Auslegungsmethodik, welche im Rahmen der Detailoptimierung angewandt wurde, wird vor die-
sem Hintergrund der signifikanten Reduzierung der Spülmassen als erfolgreich validiert betrachtet.
Es wird bestätigt, dass die Berechnung der segmentweisen Verweilzeit entlang der Stromlinien ei-
nen qualitativen Vergleich unterschiedlicher Werkzeuggeometrien ermöglicht. Die Detailoptimierung
auf Basis dieser Auswertungsmethode und in Kombination mit der lokalen Erhöhung der Wand-
schubspannung mündet in einer optimierten Werkzeuggeometrie, welche deutlich geringere Spül-
massen erfordert. Die Verweilzeitverteilung wird insoweit egalisiert, dass eine messtechnische Er-
fassung von Unterschieden mit der vorgestellten Methode nicht möglich ist. Bestätigt wird diese
Beobachtung durch die Messungen der Verweilzeitunterschiede anhand von Farbwechselversuchen
an dem Referenzwerkzeug. Hier werden Unterschiede von 18,6 % ermittelt. Auch kann ein deutlicher
Unterschied des Verlaufes der Wechselprozesse mit beiden Wendelverteilern aufgezeigt werden.
Zwar geht die lokale Erhöhung der Wandschubspannungen bei der optimierten Werkzeuggeometrie
mit einem Anstieg des Druckabfalles einher, jedoch belegt die Gegenüberstellung der Druckabfälle
des Referenzwerkzeuges mit dem optimierten Werkzeug, dass die Reduzierung der Spülmasse
auch auf die grundsätzliche Vermeidung von Stagnationszonen und somit auf grundlegende Modifi-
kationen der Strömungsführung zurückzuführen sind. Liegt der Anstieg des Druckabfalles im Mittel
bei 17,0 % (vgl. Abbildung 3-57), so liegt die Reduzierung der Spülmasse jedoch mit durchschnittlich
41,5 % deutlich über diesem Wert.
Abbildung 3-57 Gegenüberstellung des Druckabfalls zwischen Referenzwerkzeug und optimiertem Werk-
zeug
0
5
10
15
20
25
30
0
50
100
150
200
250
300
LD-PE 2,15 kg/h
LD-PE 2,30 kg/h
LD-PE 2,60 kg/h
LD-PE 1,30 kg/h
HD-PE 1,30 kg/h
An
sti
eg
des
Dru
ckab
fall
s [
%]
Dru
ckab
fall
[b
ar]
Referenzwerkzeug optimiertes Werkzeug Abweichung
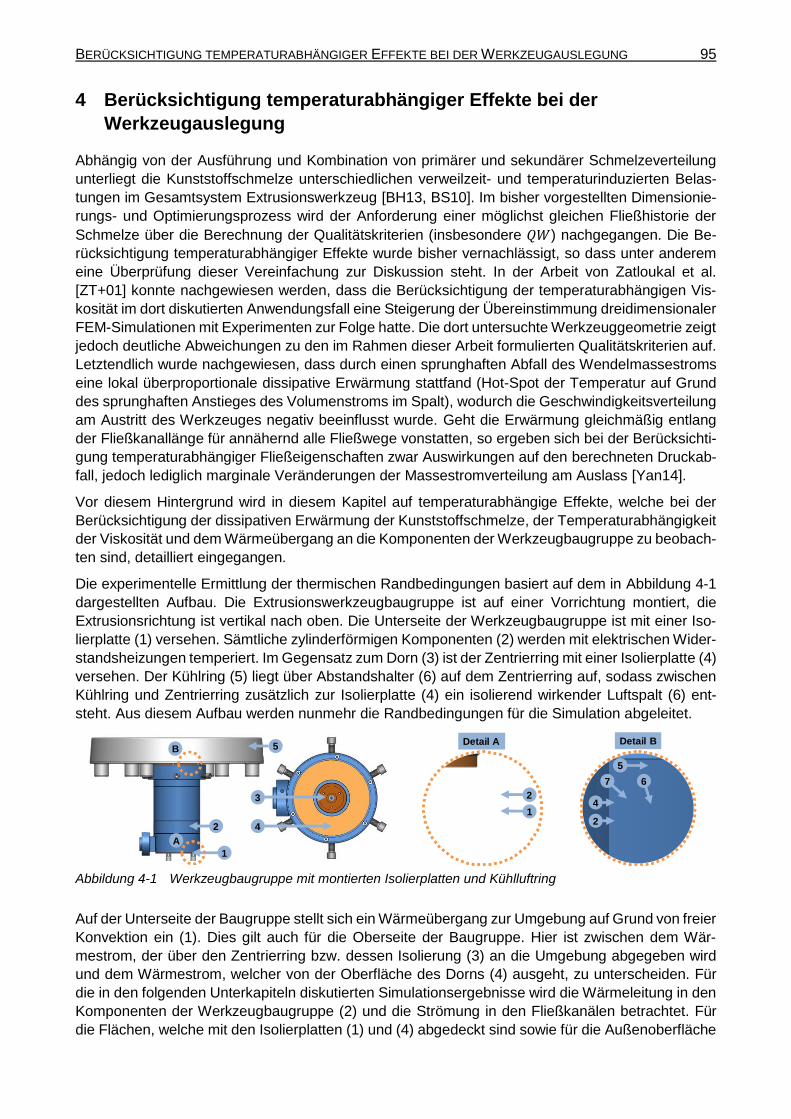
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 95
4 Berücksichtigung temperaturabhängiger Effekte bei der
Werkzeugauslegung
Abhängig von der Ausführung und Kombination von primärer und sekundärer Schmelzeverteilung
unterliegt die Kunststoffschmelze unterschiedlichen verweilzeit- und temperaturinduzierten Belas-
tungen im Gesamtsystem Extrusionswerkzeug [BH13, BS10]. Im bisher vorgestellten Dimensionie-
rungs- und Optimierungsprozess wird der Anforderung einer möglichst gleichen Fließhistorie der
Schmelze über die Berechnung der Qualitätskriterien (insbesondere 𝑄𝑊) nachgegangen. Die Be-
rücksichtigung temperaturabhängiger Effekte wurde bisher vernachlässigt, so dass unter anderem
eine Überprüfung dieser Vereinfachung zur Diskussion steht. In der Arbeit von Zatloukal et al.
[ZT+01] konnte nachgewiesen werden, dass die Berücksichtigung der temperaturabhängigen Vis-
kosität im dort diskutierten Anwendungsfall eine Steigerung der Übereinstimmung dreidimensionaler
FEM-Simulationen mit Experimenten zur Folge hatte. Die dort untersuchte Werkzeuggeometrie zeigt
jedoch deutliche Abweichungen zu den im Rahmen dieser Arbeit formulierten Qualitätskriterien auf.
Letztendlich wurde nachgewiesen, dass durch einen sprunghaften Abfall des Wendelmassestroms
eine lokal überproportionale dissipative Erwärmung stattfand (Hot-Spot der Temperatur auf Grund
des sprunghaften Anstieges des Volumenstroms im Spalt), wodurch die Geschwindigkeitsverteilung
am Austritt des Werkzeuges negativ beeinflusst wurde. Geht die Erwärmung gleichmäßig entlang
der Fließkanallänge für annähernd alle Fließwege vonstatten, so ergeben sich bei der Berücksichti-
gung temperaturabhängiger Fließeigenschaften zwar Auswirkungen auf den berechneten Druckab-
fall, jedoch lediglich marginale Veränderungen der Massestromverteilung am Auslass [Yan14].
Vor diesem Hintergrund wird in diesem Kapitel auf temperaturabhängige Effekte, welche bei der
Berücksichtigung der dissipativen Erwärmung der Kunststoffschmelze, der Temperaturabhängigkeit
der Viskosität und dem Wärmeübergang an die Komponenten der Werkzeugbaugruppe zu beobach-
ten sind, detailliert eingegangen.
Die experimentelle Ermittlung der thermischen Randbedingungen basiert auf dem in Abbildung 4-1
dargestellten Aufbau. Die Extrusionswerkzeugbaugruppe ist auf einer Vorrichtung montiert, die
Extrusionsrichtung ist vertikal nach oben. Die Unterseite der Werkzeugbaugruppe ist mit einer Iso-
lierplatte (1) versehen. Sämtliche zylinderförmigen Komponenten (2) werden mit elektrischen Wider-
standsheizungen temperiert. Im Gegensatz zum Dorn (3) ist der Zentrierring mit einer Isolierplatte (4)
versehen. Der Kühlring (5) liegt über Abstandshalter (6) auf dem Zentrierring auf, sodass zwischen
Kühlring und Zentrierring zusätzlich zur Isolierplatte (4) ein isolierend wirkender Luftspalt (6) ent-
steht. Aus diesem Aufbau werden nunmehr die Randbedingungen für die Simulation abgeleitet.
Abbildung 4-1 Werkzeugbaugruppe mit montierten Isolierplatten und Kühlluftring
Auf der Unterseite der Baugruppe stellt sich ein Wärmeübergang zur Umgebung auf Grund von freier
Konvektion ein (1). Dies gilt auch für die Oberseite der Baugruppe. Hier ist zwischen dem Wär-
mestrom, der über den Zentrierring bzw. dessen Isolierung (3) an die Umgebung abgegeben wird
und dem Wärmestrom, welcher von der Oberfläche des Dorns (4) ausgeht, zu unterscheiden. Für
die in den folgenden Unterkapiteln diskutierten Simulationsergebnisse wird die Wärmeleitung in den
Komponenten der Werkzeugbaugruppe (2) und die Strömung in den Fließkanälen betrachtet. Für
die Flächen, welche mit den Isolierplatten (1) und (4) abgedeckt sind sowie für die Außenoberfläche
1
2 4
3
B
A
5Detail A
1
2
Detail B
4
2
5
7 6
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 96
des Dorns (3) wird ein konstanter Wärmeübergangskoeffizient angenommen. An sämtlichen zylin-
derförmigen Flächen der Baugruppe an denen sich Widerstandsheizungen befinden, wird eine kon-
stante Oberflächentemperatur angenommen (2). Da die theoretische Lösung des Wärmeübergangs
im oberen Teil der Werkzeugbaugruppe zur Umgebung (Detail B) kein triviales Problem darstellt und
das Aufstellen der Energiebilanzen und die Verwendung auf dimensionslosen Kennzahlen beruhen-
der Berechnungsansätze ebenfalls mit Vereinfachungen verbunden wäre [MN12, VDI13], wird auf
eine experimentelle Kalibrierung der Simulationsrechnungen zurückgegriffen. Hierzu werden in ei-
nem Extrusionsversuch die Oberflächentemperaturen der Werkzeugkomponenten mittels Thermo-
elementen zwischen den Isolierplatten und Werkzeugaußenoberfläche bzw. an der Außenoberflä-
che des Dorns gemessen. In der Simulation werden die drei unterschiedlichen Wärmeübergangs-
koeffizienten nunmehr solange iterativ angepasst, bis die im Experiment gemessenen Temperaturen
erreicht werden. Grundlage dieser Kalibrierung ist ein Extrusionsversuch mit LD-PE 1 bei einem
Massedurchsatz von 60 kg/h. Ausgangszustand für die iterative Ermittlung stellte die überschlägige
Berechnung eines mittleren Wärmeübergangskoeffizienten der gesamten Werkzeugbaugruppe dar.
Dieser wurde ermittelt, indem die Heizleistung der Widerstandsheizbänder gemessen wurde, ohne
dass der Kühlring und die Fließkanäle mit Fluid durchströmt wurden. Gemittelt über einen Zeitraum
von einer Stunde ergibt sich eine Verlustleistung von 1,4 kW. Dieser Wärmestrom wird über die
Mechanismen freie Konvektion und Wärmestrahlung an die Umgebung abgegeben. Im Hinblick auf
die Randbedingungen der Simulationen und vor dem Hintergrund, dass letztendlich die experimen-
tell gemessenen Oberflächentemperaturen in der Simulation erzielt werden sollen, wird nachfolgend
lediglich die freie Konvektion betrachtet. Dies geschieht wiederum unter der Vereinfachung, dass
ein Wärmeübergangskoeffizient für die Stahloberflächen ermittelt wird, welche eigentlich in der Pra-
xis von Isolierplatten bedeckt sind. Auf dieser Basis errechnet sich somit ein initialer mittlerer Wär-
meübergangskoeffizient von 39,8 W/(m²K) bei einer angenommenen Umgebungstemperatur von
24 °C aus der gemessenen Verlustleistung. Dies zugrunde gelegt, ergeben sich die iterativ ermittel-
ten Wärmeübergangskoeffizienten zu 30 W/(m²K) an der Auflagefläche der unteren Isolierung (1),
60 W/(m²K) an der Auflagefläche der oberen Isolierung (4) und 40 W/(m²K) an der Außenoberfläche
des Dorns (3). Die Verluste, welche durch das Phänomen der Wärmestrahlung entstehen, werden
in dieser vereinfachten Annahme über die iterativ ermittelten Wärmeübergangskoeffizienten abge-
deckt, da diese auf den gemessenen Oberflächentemperaturen beruhen.
4.1 Primäre Schmelzeverteilung
In einem ersten Schritt wird der Fokus auf die primäre Schmelzeverteilung gelegt. Es gilt zu analy-
sieren, ob bereits durch die Aufteilung der vom Extruder eintretenden Schmelze in die einzelnen
Teilströme, welche in den Wendelverteiler fließen, unterschiedliche temperaturabhängige Phäno-
mene in der Schmelze hervorgerufen werden. Weiterhin ist zu klären, ob und inwieweit die Teil-
ströme – in dem hier betrachteten Fall vier – eine unterschiedliche Fließhistorie (insbesondere der
Verlauf der Temperatur entlang des Fließweges) aufweisen.
4.1.1 Berücksichtigung der temperaturabhängigen Viskosität und der
Wärmeleitung in den Werkzeugkomponenten
Das Modell beschränkt sich zunächst auf die Simulation der Strömung sowie Wärmeleitung in den
Komponenten Umlenkung und primäre Schmelzeverteilung. Es wird sowohl die Temperaturabhän-
gigkeit der Polymerschmelze als auch die dissipative Erwärmung berücksichtigt. Aus Symmetrie-
gründen wird lediglich die Hälfte der Geometrie simuliert. Die einzelnen Komponenten werden als
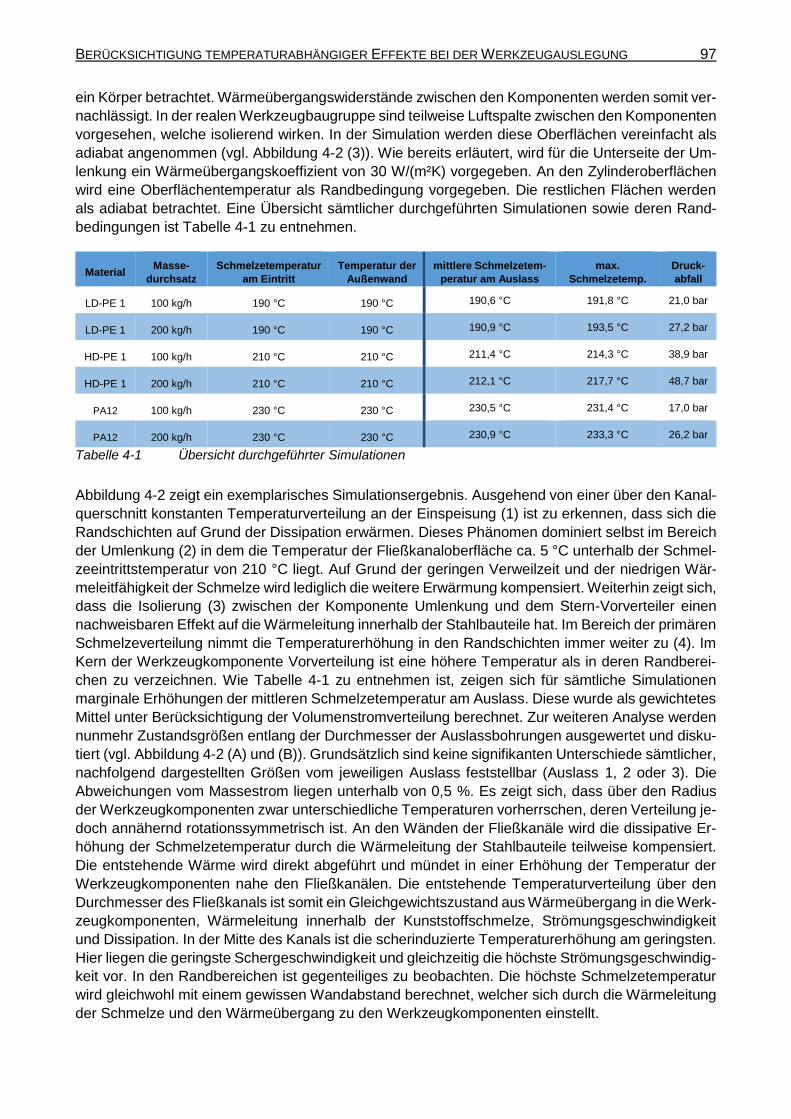
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 97
ein Körper betrachtet. Wärmeübergangswiderstände zwischen den Komponenten werden somit ver-
nachlässigt. In der realen Werkzeugbaugruppe sind teilweise Luftspalte zwischen den Komponenten
vorgesehen, welche isolierend wirken. In der Simulation werden diese Oberflächen vereinfacht als
adiabat angenommen (vgl. Abbildung 4-2 (3)). Wie bereits erläutert, wird für die Unterseite der Um-
lenkung ein Wärmeübergangskoeffizient von 30 W/(m²K) vorgegeben. An den Zylinderoberflächen
wird eine Oberflächentemperatur als Randbedingung vorgegeben. Die restlichen Flächen werden
als adiabat betrachtet. Eine Übersicht sämtlicher durchgeführten Simulationen sowie deren Rand-
bedingungen ist Tabelle 4-1 zu entnehmen.
Material Masse-
durchsatz
Schmelzetemperatur
am Eintritt
Temperatur der
Außenwand
mittlere Schmelzetem-
peratur am Auslass
max.
Schmelzetemp.
Druck-
abfall
LD-PE 1 100 kg/h 190 °C 190 °C 190,6 °C 191,8 °C 21,0 bar
LD-PE 1 200 kg/h 190 °C 190 °C 190,9 °C 193,5 °C 27,2 bar
HD-PE 1 100 kg/h 210 °C 210 °C 211,4 °C 214,3 °C 38,9 bar
HD-PE 1 200 kg/h 210 °C 210 °C 212,1 °C 217,7 °C 48,7 bar
PA12 100 kg/h 230 °C 230 °C 230,5 °C 231,4 °C 17,0 bar
PA12 200 kg/h 230 °C 230 °C 230,9 °C 233,3 °C 26,2 bar
Tabelle 4-1 Übersicht durchgeführter Simulationen
Abbildung 4-2 zeigt ein exemplarisches Simulationsergebnis. Ausgehend von einer über den Kanal-
querschnitt konstanten Temperaturverteilung an der Einspeisung (1) ist zu erkennen, dass sich die
Randschichten auf Grund der Dissipation erwärmen. Dieses Phänomen dominiert selbst im Bereich
der Umlenkung (2) in dem die Temperatur der Fließkanaloberfläche ca. 5 °C unterhalb der Schmel-
zeeintrittstemperatur von 210 °C liegt. Auf Grund der geringen Verweilzeit und der niedrigen Wär-
meleitfähigkeit der Schmelze wird lediglich die weitere Erwärmung kompensiert. Weiterhin zeigt sich,
dass die Isolierung (3) zwischen der Komponente Umlenkung und dem Stern-Vorverteiler einen
nachweisbaren Effekt auf die Wärmeleitung innerhalb der Stahlbauteile hat. Im Bereich der primären
Schmelzeverteilung nimmt die Temperaturerhöhung in den Randschichten immer weiter zu (4). Im
Kern der Werkzeugkomponente Vorverteilung ist eine höhere Temperatur als in deren Randberei-
chen zu verzeichnen. Wie Tabelle 4-1 zu entnehmen ist, zeigen sich für sämtliche Simulationen
marginale Erhöhungen der mittleren Schmelzetemperatur am Auslass. Diese wurde als gewichtetes
Mittel unter Berücksichtigung der Volumenstromverteilung berechnet. Zur weiteren Analyse werden
nunmehr Zustandsgrößen entlang der Durchmesser der Auslassbohrungen ausgewertet und disku-
tiert (vgl. Abbildung 4-2 (A) und (B)). Grundsätzlich sind keine signifikanten Unterschiede sämtlicher,
nachfolgend dargestellten Größen vom jeweiligen Auslass feststellbar (Auslass 1, 2 oder 3). Die
Abweichungen vom Massestrom liegen unterhalb von 0,5 %. Es zeigt sich, dass über den Radius
der Werkzeugkomponenten zwar unterschiedliche Temperaturen vorherrschen, deren Verteilung je-
doch annähernd rotationssymmetrisch ist. An den Wänden der Fließkanäle wird die dissipative Er-
höhung der Schmelzetemperatur durch die Wärmeleitung der Stahlbauteile teilweise kompensiert.
Die entstehende Wärme wird direkt abgeführt und mündet in einer Erhöhung der Temperatur der
Werkzeugkomponenten nahe den Fließkanälen. Die entstehende Temperaturverteilung über den
Durchmesser des Fließkanals ist somit ein Gleichgewichtszustand aus Wärmeübergang in die Werk-
zeugkomponenten, Wärmeleitung innerhalb der Kunststoffschmelze, Strömungsgeschwindigkeit
und Dissipation. In der Mitte des Kanals ist die scherinduzierte Temperaturerhöhung am geringsten.
Hier liegen die geringste Schergeschwindigkeit und gleichzeitig die höchste Strömungsgeschwindig-
keit vor. In den Randbereichen ist gegenteiliges zu beobachten. Die höchste Schmelzetemperatur
wird gleichwohl mit einem gewissen Wandabstand berechnet, welcher sich durch die Wärmeleitung
der Schmelze und den Wärmeübergang zu den Werkzeugkomponenten einstellt.
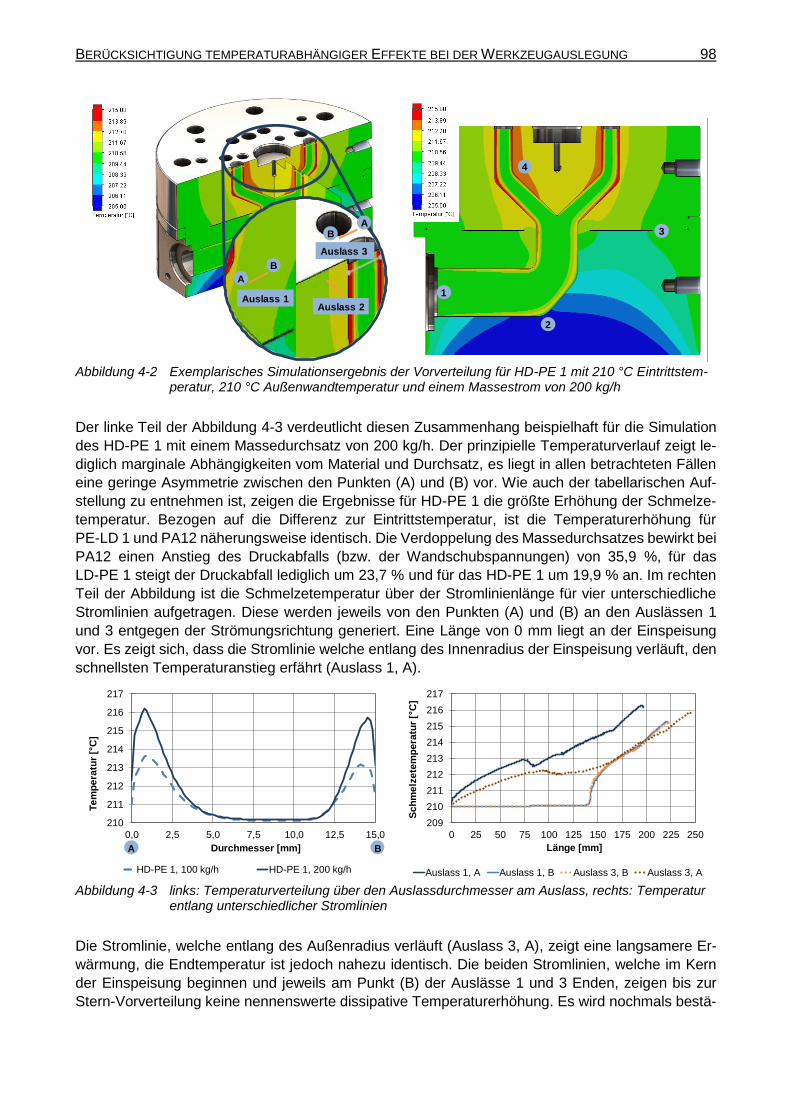
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 98
Abbildung 4-2 Exemplarisches Simulationsergebnis der Vorverteilung für HD-PE 1 mit 210 °C Eintrittstem-
peratur, 210 °C Außenwandtemperatur und einem Massestrom von 200 kg/h
Der linke Teil der Abbildung 4-3 verdeutlicht diesen Zusammenhang beispielhaft für die Simulation
des HD-PE 1 mit einem Massedurchsatz von 200 kg/h. Der prinzipielle Temperaturverlauf zeigt le-
diglich marginale Abhängigkeiten vom Material und Durchsatz, es liegt in allen betrachteten Fällen
eine geringe Asymmetrie zwischen den Punkten (A) und (B) vor. Wie auch der tabellarischen Auf-
stellung zu entnehmen ist, zeigen die Ergebnisse für HD-PE 1 die größte Erhöhung der Schmelze-
temperatur. Bezogen auf die Differenz zur Eintrittstemperatur, ist die Temperaturerhöhung für
PE-LD 1 und PA12 näherungsweise identisch. Die Verdoppelung des Massedurchsatzes bewirkt bei
PA12 einen Anstieg des Druckabfalls (bzw. der Wandschubspannungen) von 35,9 %, für das
LD-PE 1 steigt der Druckabfall lediglich um 23,7 % und für das HD-PE 1 um 19,9 % an. Im rechten
Teil der Abbildung ist die Schmelzetemperatur über der Stromlinienlänge für vier unterschiedliche
Stromlinien aufgetragen. Diese werden jeweils von den Punkten (A) und (B) an den Auslässen 1
und 3 entgegen der Strömungsrichtung generiert. Eine Länge von 0 mm liegt an der Einspeisung
vor. Es zeigt sich, dass die Stromlinie welche entlang des Innenradius der Einspeisung verläuft, den
schnellsten Temperaturanstieg erfährt (Auslass 1, A).
Abbildung 4-3 links: Temperaturverteilung über den Auslassdurchmesser am Auslass, rechts: Temperatur
entlang unterschiedlicher Stromlinien
Die Stromlinie, welche entlang des Außenradius verläuft (Auslass 3, A), zeigt eine langsamere Er-
wärmung, die Endtemperatur ist jedoch nahezu identisch. Die beiden Stromlinien, welche im Kern
der Einspeisung beginnen und jeweils am Punkt (B) der Auslässe 1 und 3 Enden, zeigen bis zur
Stern-Vorverteilung keine nennenswerte dissipative Temperaturerhöhung. Es wird nochmals bestä-
Auslass 1Auslass 2
Auslass 3
A
B
BA
1
2
3
4
210
211
212
213
214
215
216
217
0,0 2,5 5,0 7,5 10,0 12,5 15,0
Te
mp
era
tur
[ C
]
Durchmesser [mm]
HD-PE 1, 100 kg/h HD-PE 1, 200 kg/h
A B
209
210
211
212
213
214
215
216
217
0 25 50 75 100 125 150 175 200 225 250
Sc
hm
elz
ete
mp
era
tur
[ C
]
Länge [mm]
Auslass 1, A Auslass 1, B Auslass 3, B Auslass 3, A
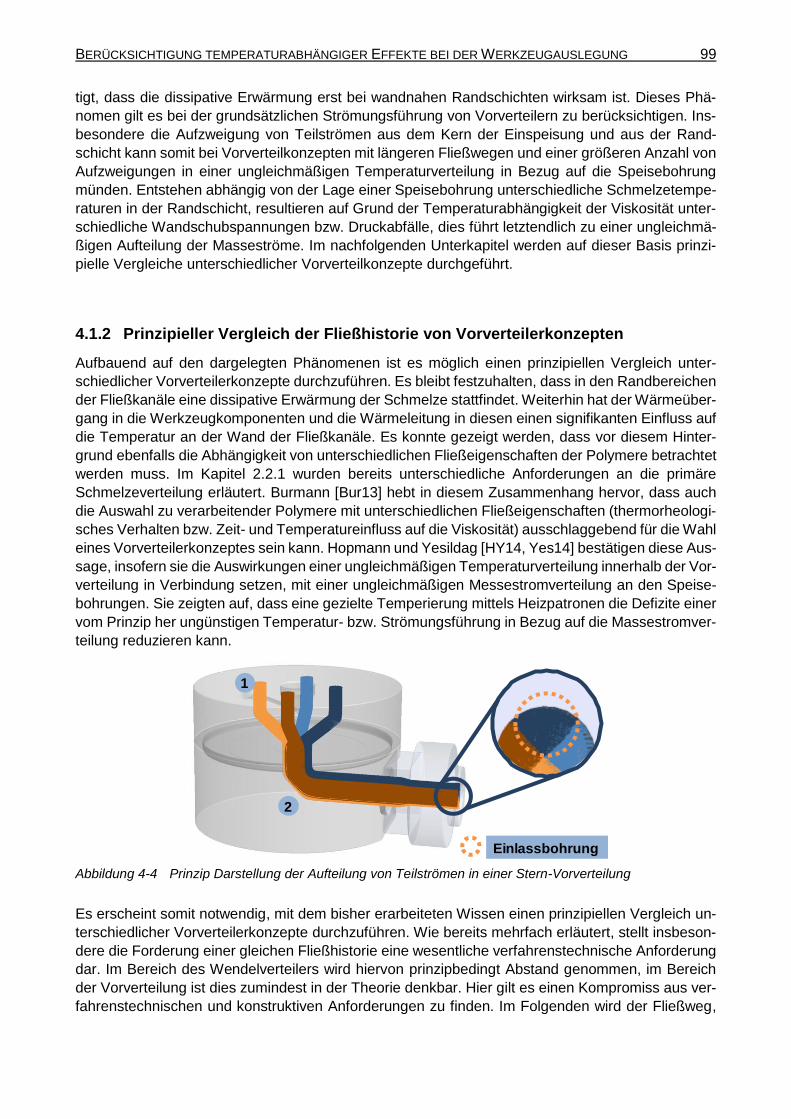
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 99
tigt, dass die dissipative Erwärmung erst bei wandnahen Randschichten wirksam ist. Dieses Phä-
nomen gilt es bei der grundsätzlichen Strömungsführung von Vorverteilern zu berücksichtigen. Ins-
besondere die Aufzweigung von Teilströmen aus dem Kern der Einspeisung und aus der Rand-
schicht kann somit bei Vorverteilkonzepten mit längeren Fließwegen und einer größeren Anzahl von
Aufzweigungen in einer ungleichmäßigen Temperaturverteilung in Bezug auf die Speisebohrung
münden. Entstehen abhängig von der Lage einer Speisebohrung unterschiedliche Schmelzetempe-
raturen in der Randschicht, resultieren auf Grund der Temperaturabhängigkeit der Viskosität unter-
schiedliche Wandschubspannungen bzw. Druckabfälle, dies führt letztendlich zu einer ungleichmä-
ßigen Aufteilung der Masseströme. Im nachfolgenden Unterkapitel werden auf dieser Basis prinzi-
pielle Vergleiche unterschiedlicher Vorverteilkonzepte durchgeführt.
4.1.2 Prinzipieller Vergleich der Fließhistorie von Vorverteilerkonzepten
Aufbauend auf den dargelegten Phänomenen ist es möglich einen prinzipiellen Vergleich unter-
schiedlicher Vorverteilerkonzepte durchzuführen. Es bleibt festzuhalten, dass in den Randbereichen
der Fließkanäle eine dissipative Erwärmung der Schmelze stattfindet. Weiterhin hat der Wärmeüber-
gang in die Werkzeugkomponenten und die Wärmeleitung in diesen einen signifikanten Einfluss auf
die Temperatur an der Wand der Fließkanäle. Es konnte gezeigt werden, dass vor diesem Hinter-
grund ebenfalls die Abhängigkeit von unterschiedlichen Fließeigenschaften der Polymere betrachtet
werden muss. Im Kapitel 2.2.1 wurden bereits unterschiedliche Anforderungen an die primäre
Schmelzeverteilung erläutert. Burmann [Bur13] hebt in diesem Zusammenhang hervor, dass auch
die Auswahl zu verarbeitender Polymere mit unterschiedlichen Fließeigenschaften (thermorheologi-
sches Verhalten bzw. Zeit- und Temperatureinfluss auf die Viskosität) ausschlaggebend für die Wahl
eines Vorverteilerkonzeptes sein kann. Hopmann und Yesildag [HY14, Yes14] bestätigen diese Aus-
sage, insofern sie die Auswirkungen einer ungleichmäßigen Temperaturverteilung innerhalb der Vor-
verteilung in Verbindung setzen, mit einer ungleichmäßigen Messestromverteilung an den Speise-
bohrungen. Sie zeigten auf, dass eine gezielte Temperierung mittels Heizpatronen die Defizite einer
vom Prinzip her ungünstigen Temperatur- bzw. Strömungsführung in Bezug auf die Massestromver-
teilung reduzieren kann.
Abbildung 4-4 Prinzip Darstellung der Aufteilung von Teilströmen in einer Stern-Vorverteilung
Es erscheint somit notwendig, mit dem bisher erarbeiteten Wissen einen prinzipiellen Vergleich un-
terschiedlicher Vorverteilerkonzepte durchzuführen. Wie bereits mehrfach erläutert, stellt insbeson-
dere die Forderung einer gleichen Fließhistorie eine wesentliche verfahrenstechnische Anforderung
dar. Im Bereich des Wendelverteilers wird hiervon prinzipbedingt Abstand genommen, im Bereich
der Vorverteilung ist dies zumindest in der Theorie denkbar. Hier gilt es einen Kompromiss aus ver-
fahrenstechnischen und konstruktiven Anforderungen zu finden. Im Folgenden wird der Fließweg,
2
1
Einlassbohrung
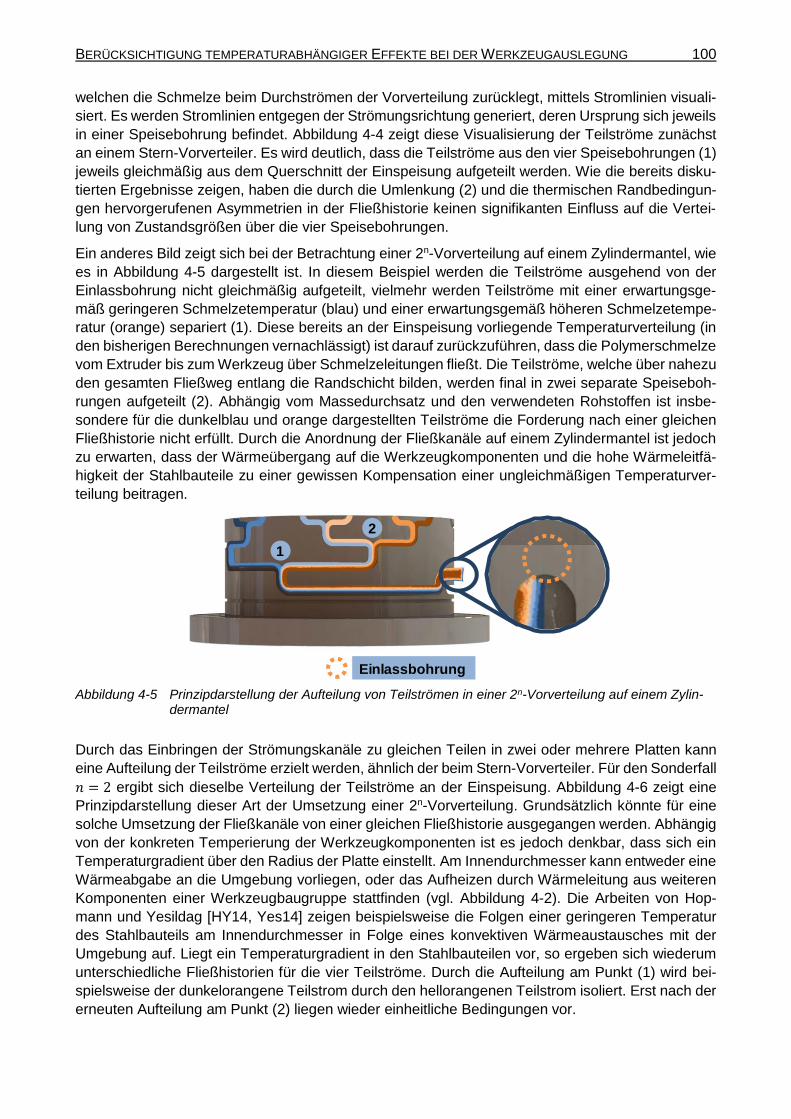
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 100
welchen die Schmelze beim Durchströmen der Vorverteilung zurücklegt, mittels Stromlinien visuali-
siert. Es werden Stromlinien entgegen der Strömungsrichtung generiert, deren Ursprung sich jeweils
in einer Speisebohrung befindet. Abbildung 4-4 zeigt diese Visualisierung der Teilströme zunächst
an einem Stern-Vorverteiler. Es wird deutlich, dass die Teilströme aus den vier Speisebohrungen (1)
jeweils gleichmäßig aus dem Querschnitt der Einspeisung aufgeteilt werden. Wie die bereits disku-
tierten Ergebnisse zeigen, haben die durch die Umlenkung (2) und die thermischen Randbedingun-
gen hervorgerufenen Asymmetrien in der Fließhistorie keinen signifikanten Einfluss auf die Vertei-
lung von Zustandsgrößen über die vier Speisebohrungen.
Ein anderes Bild zeigt sich bei der Betrachtung einer 2n-Vorverteilung auf einem Zylindermantel, wie
es in Abbildung 4-5 dargestellt ist. In diesem Beispiel werden die Teilströme ausgehend von der
Einlassbohrung nicht gleichmäßig aufgeteilt, vielmehr werden Teilströme mit einer erwartungsge-
mäß geringeren Schmelzetemperatur (blau) und einer erwartungsgemäß höheren Schmelzetempe-
ratur (orange) separiert (1). Diese bereits an der Einspeisung vorliegende Temperaturverteilung (in
den bisherigen Berechnungen vernachlässigt) ist darauf zurückzuführen, dass die Polymerschmelze
vom Extruder bis zum Werkzeug über Schmelzeleitungen fließt. Die Teilströme, welche über nahezu
den gesamten Fließweg entlang die Randschicht bilden, werden final in zwei separate Speiseboh-
rungen aufgeteilt (2). Abhängig vom Massedurchsatz und den verwendeten Rohstoffen ist insbe-
sondere für die dunkelblau und orange dargestellten Teilströme die Forderung nach einer gleichen
Fließhistorie nicht erfüllt. Durch die Anordnung der Fließkanäle auf einem Zylindermantel ist jedoch
zu erwarten, dass der Wärmeübergang auf die Werkzeugkomponenten und die hohe Wärmeleitfä-
higkeit der Stahlbauteile zu einer gewissen Kompensation einer ungleichmäßigen Temperaturver-
teilung beitragen.
Abbildung 4-5 Prinzipdarstellung der Aufteilung von Teilströmen in einer 2n-Vorverteilung auf einem Zylin-
dermantel
Durch das Einbringen der Strömungskanäle zu gleichen Teilen in zwei oder mehrere Platten kann
eine Aufteilung der Teilströme erzielt werden, ähnlich der beim Stern-Vorverteiler. Für den Sonderfall
𝑛 = 2 ergibt sich dieselbe Verteilung der Teilströme an der Einspeisung. Abbildung 4-6 zeigt eine
Prinzipdarstellung dieser Art der Umsetzung einer 2n-Vorverteilung. Grundsätzlich könnte für eine
solche Umsetzung der Fließkanäle von einer gleichen Fließhistorie ausgegangen werden. Abhängig
von der konkreten Temperierung der Werkzeugkomponenten ist es jedoch denkbar, dass sich ein
Temperaturgradient über den Radius der Platte einstellt. Am Innendurchmesser kann entweder eine
Wärmeabgabe an die Umgebung vorliegen, oder das Aufheizen durch Wärmeleitung aus weiteren
Komponenten einer Werkzeugbaugruppe stattfinden (vgl. Abbildung 4-2). Die Arbeiten von Hop-
mann und Yesildag [HY14, Yes14] zeigen beispielsweise die Folgen einer geringeren Temperatur
des Stahlbauteils am Innendurchmesser in Folge eines konvektiven Wärmeaustausches mit der
Umgebung auf. Liegt ein Temperaturgradient in den Stahlbauteilen vor, so ergeben sich wiederum
unterschiedliche Fließhistorien für die vier Teilströme. Durch die Aufteilung am Punkt (1) wird bei-
spielsweise der dunkelorangene Teilstrom durch den hellorangenen Teilstrom isoliert. Erst nach der
erneuten Aufteilung am Punkt (2) liegen wieder einheitliche Bedingungen vor.
Einlassbohrung
1
2
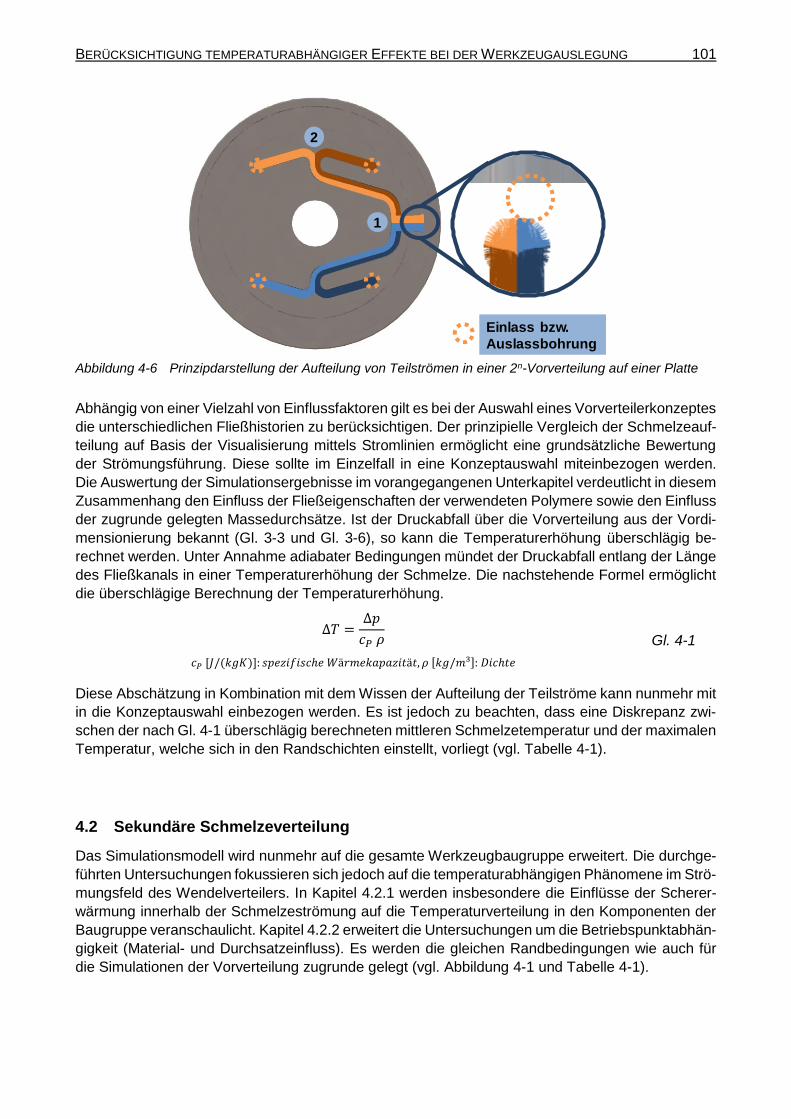
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 101
Abbildung 4-6 Prinzipdarstellung der Aufteilung von Teilströmen in einer 2n-Vorverteilung auf einer Platte
Abhängig von einer Vielzahl von Einflussfaktoren gilt es bei der Auswahl eines Vorverteilerkonzeptes
die unterschiedlichen Fließhistorien zu berücksichtigen. Der prinzipielle Vergleich der Schmelzeauf-
teilung auf Basis der Visualisierung mittels Stromlinien ermöglicht eine grundsätzliche Bewertung
der Strömungsführung. Diese sollte im Einzelfall in eine Konzeptauswahl miteinbezogen werden.
Die Auswertung der Simulationsergebnisse im vorangegangenen Unterkapitel verdeutlicht in diesem
Zusammenhang den Einfluss der Fließeigenschaften der verwendeten Polymere sowie den Einfluss
der zugrunde gelegten Massedurchsätze. Ist der Druckabfall über die Vorverteilung aus der Vordi-
mensionierung bekannt (Gl. 3-3 und Gl. 3-6), so kann die Temperaturerhöhung überschlägig be-
rechnet werden. Unter Annahme adiabater Bedingungen mündet der Druckabfall entlang der Länge
des Fließkanals in einer Temperaturerhöhung der Schmelze. Die nachstehende Formel ermöglicht
die überschlägige Berechnung der Temperaturerhöhung.
∆𝑇 =∆𝑝
𝑐𝑃 𝜌
𝑐𝑃 [𝐽/(𝑘𝑔𝐾)]: 𝑠𝑝𝑒𝑧𝑖𝑓𝑖𝑠𝑐ℎ𝑒 𝑊ä𝑟𝑚𝑒𝑘𝑎𝑝𝑎𝑧𝑖𝑡ä𝑡, 𝜌 [𝑘𝑔/𝑚³]: 𝐷𝑖𝑐ℎ𝑡𝑒
Gl. 4-1
Diese Abschätzung in Kombination mit dem Wissen der Aufteilung der Teilströme kann nunmehr mit
in die Konzeptauswahl einbezogen werden. Es ist jedoch zu beachten, dass eine Diskrepanz zwi-
schen der nach Gl. 4-1 überschlägig berechneten mittleren Schmelzetemperatur und der maximalen
Temperatur, welche sich in den Randschichten einstellt, vorliegt (vgl. Tabelle 4-1).
4.2 Sekundäre Schmelzeverteilung
Das Simulationsmodell wird nunmehr auf die gesamte Werkzeugbaugruppe erweitert. Die durchge-
führten Untersuchungen fokussieren sich jedoch auf die temperaturabhängigen Phänomene im Strö-
mungsfeld des Wendelverteilers. In Kapitel 4.2.1 werden insbesondere die Einflüsse der Scherer-
wärmung innerhalb der Schmelzeströmung auf die Temperaturverteilung in den Komponenten der
Baugruppe veranschaulicht. Kapitel 4.2.2 erweitert die Untersuchungen um die Betriebspunktabhän-
gigkeit (Material- und Durchsatzeinfluss). Es werden die gleichen Randbedingungen wie auch für
die Simulationen der Vorverteilung zugrunde gelegt (vgl. Abbildung 4-1 und Tabelle 4-1).
Einlass bzw.
Auslassbohrung
1
2
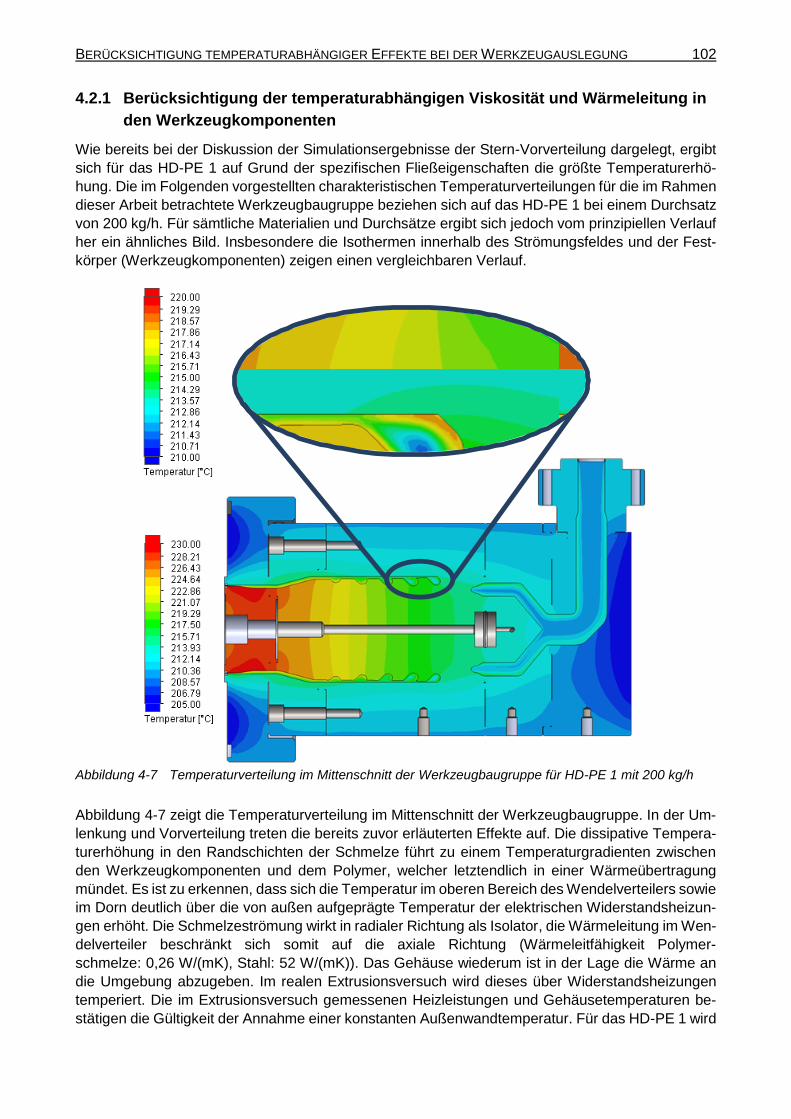
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 102
4.2.1 Berücksichtigung der temperaturabhängigen Viskosität und Wärmeleitung in
den Werkzeugkomponenten
Wie bereits bei der Diskussion der Simulationsergebnisse der Stern-Vorverteilung dargelegt, ergibt
sich für das HD-PE 1 auf Grund der spezifischen Fließeigenschaften die größte Temperaturerhö-
hung. Die im Folgenden vorgestellten charakteristischen Temperaturverteilungen für die im Rahmen
dieser Arbeit betrachtete Werkzeugbaugruppe beziehen sich auf das HD-PE 1 bei einem Durchsatz
von 200 kg/h. Für sämtliche Materialien und Durchsätze ergibt sich jedoch vom prinzipiellen Verlauf
her ein ähnliches Bild. Insbesondere die Isothermen innerhalb des Strömungsfeldes und der Fest-
körper (Werkzeugkomponenten) zeigen einen vergleichbaren Verlauf.
Abbildung 4-7 Temperaturverteilung im Mittenschnitt der Werkzeugbaugruppe für HD-PE 1 mit 200 kg/h
Abbildung 4-7 zeigt die Temperaturverteilung im Mittenschnitt der Werkzeugbaugruppe. In der Um-
lenkung und Vorverteilung treten die bereits zuvor erläuterten Effekte auf. Die dissipative Tempera-
turerhöhung in den Randschichten der Schmelze führt zu einem Temperaturgradienten zwischen
den Werkzeugkomponenten und dem Polymer, welcher letztendlich in einer Wärmeübertragung
mündet. Es ist zu erkennen, dass sich die Temperatur im oberen Bereich des Wendelverteilers sowie
im Dorn deutlich über die von außen aufgeprägte Temperatur der elektrischen Widerstandsheizun-
gen erhöht. Die Schmelzeströmung wirkt in radialer Richtung als Isolator, die Wärmeleitung im Wen-
delverteiler beschränkt sich somit auf die axiale Richtung (Wärmeleitfähigkeit Polymer-
schmelze: 0,26 W/(mK), Stahl: 52 W/(mK)). Das Gehäuse wiederum ist in der Lage die Wärme an
die Umgebung abzugeben. Im realen Extrusionsversuch wird dieses über Widerstandsheizungen
temperiert. Die im Extrusionsversuch gemessenen Heizleistungen und Gehäusetemperaturen be-
stätigen die Gültigkeit der Annahme einer konstanten Außenwandtemperatur. Für das HD-PE 1 wird
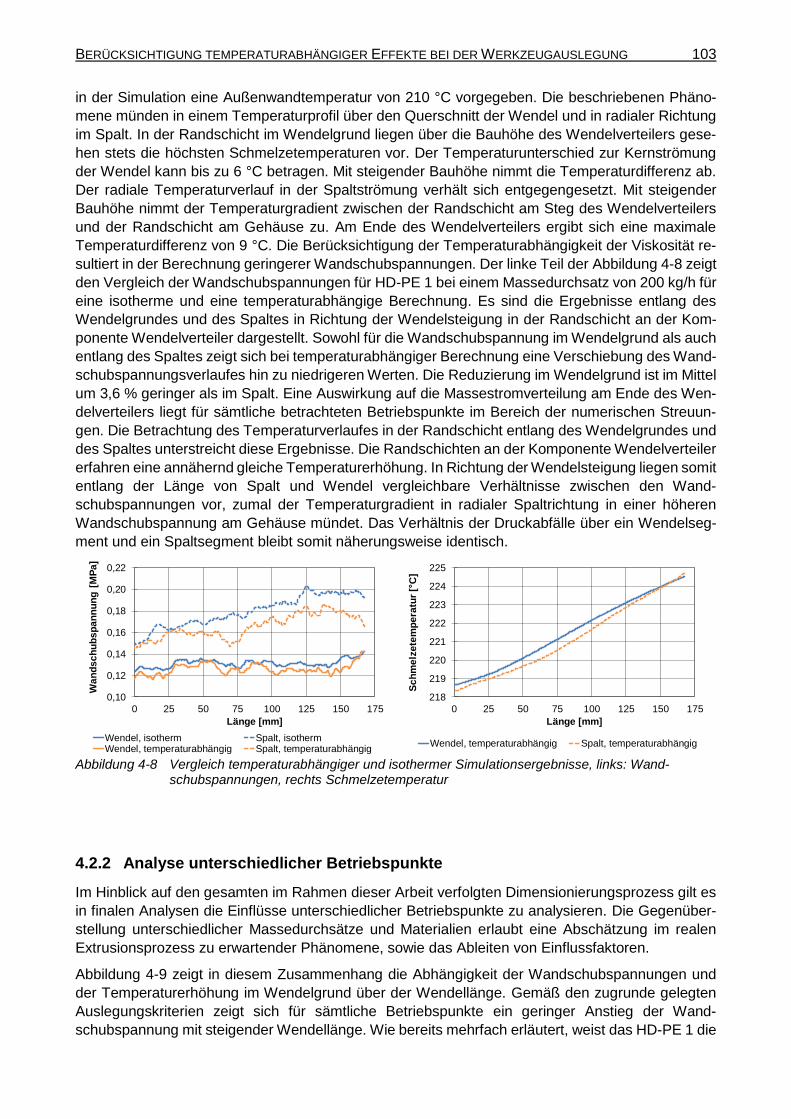
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 103
in der Simulation eine Außenwandtemperatur von 210 °C vorgegeben. Die beschriebenen Phäno-
mene münden in einem Temperaturprofil über den Querschnitt der Wendel und in radialer Richtung
im Spalt. In der Randschicht im Wendelgrund liegen über die Bauhöhe des Wendelverteilers gese-
hen stets die höchsten Schmelzetemperaturen vor. Der Temperaturunterschied zur Kernströmung
der Wendel kann bis zu 6 °C betragen. Mit steigender Bauhöhe nimmt die Temperaturdifferenz ab.
Der radiale Temperaturverlauf in der Spaltströmung verhält sich entgegengesetzt. Mit steigender
Bauhöhe nimmt der Temperaturgradient zwischen der Randschicht am Steg des Wendelverteilers
und der Randschicht am Gehäuse zu. Am Ende des Wendelverteilers ergibt sich eine maximale
Temperaturdifferenz von 9 °C. Die Berücksichtigung der Temperaturabhängigkeit der Viskosität re-
sultiert in der Berechnung geringerer Wandschubspannungen. Der linke Teil der Abbildung 4-8 zeigt
den Vergleich der Wandschubspannungen für HD-PE 1 bei einem Massedurchsatz von 200 kg/h für
eine isotherme und eine temperaturabhängige Berechnung. Es sind die Ergebnisse entlang des
Wendelgrundes und des Spaltes in Richtung der Wendelsteigung in der Randschicht an der Kom-
ponente Wendelverteiler dargestellt. Sowohl für die Wandschubspannung im Wendelgrund als auch
entlang des Spaltes zeigt sich bei temperaturabhängiger Berechnung eine Verschiebung des Wand-
schubspannungsverlaufes hin zu niedrigeren Werten. Die Reduzierung im Wendelgrund ist im Mittel
um 3,6 % geringer als im Spalt. Eine Auswirkung auf die Massestromverteilung am Ende des Wen-
delverteilers liegt für sämtliche betrachteten Betriebspunkte im Bereich der numerischen Streuun-
gen. Die Betrachtung des Temperaturverlaufes in der Randschicht entlang des Wendelgrundes und
des Spaltes unterstreicht diese Ergebnisse. Die Randschichten an der Komponente Wendelverteiler
erfahren eine annähernd gleiche Temperaturerhöhung. In Richtung der Wendelsteigung liegen somit
entlang der Länge von Spalt und Wendel vergleichbare Verhältnisse zwischen den Wand-
schubspannungen vor, zumal der Temperaturgradient in radialer Spaltrichtung in einer höheren
Wandschubspannung am Gehäuse mündet. Das Verhältnis der Druckabfälle über ein Wendelseg-
ment und ein Spaltsegment bleibt somit näherungsweise identisch.
Abbildung 4-8 Vergleich temperaturabhängiger und isothermer Simulationsergebnisse, links: Wand-
schubspannungen, rechts Schmelzetemperatur
4.2.2 Analyse unterschiedlicher Betriebspunkte
Im Hinblick auf den gesamten im Rahmen dieser Arbeit verfolgten Dimensionierungsprozess gilt es
in finalen Analysen die Einflüsse unterschiedlicher Betriebspunkte zu analysieren. Die Gegenüber-
stellung unterschiedlicher Massedurchsätze und Materialien erlaubt eine Abschätzung im realen
Extrusionsprozess zu erwartender Phänomene, sowie das Ableiten von Einflussfaktoren.
Abbildung 4-9 zeigt in diesem Zusammenhang die Abhängigkeit der Wandschubspannungen und
der Temperaturerhöhung im Wendelgrund über der Wendellänge. Gemäß den zugrunde gelegten
Auslegungskriterien zeigt sich für sämtliche Betriebspunkte ein geringer Anstieg der Wand-
schubspannung mit steigender Wendellänge. Wie bereits mehrfach erläutert, weist das HD-PE 1 die
0,10
0,12
0,14
0,16
0,18
0,20
0,22
0 25 50 75 100 125 150 175
Wa
nd
sc
hu
bs
pa
nn
un
g [
MP
a]
Länge [mm]
Wendel, isotherm Spalt, isothermWendel, temperaturabhängig Spalt, temperaturabhängig
218
219
220
221
222
223
224
225
0 25 50 75 100 125 150 175
Sc
hm
elz
ete
mp
era
tur
[ C
]
Länge [mm]
Wendel, temperaturabhängig Spalt, temperaturabhängig
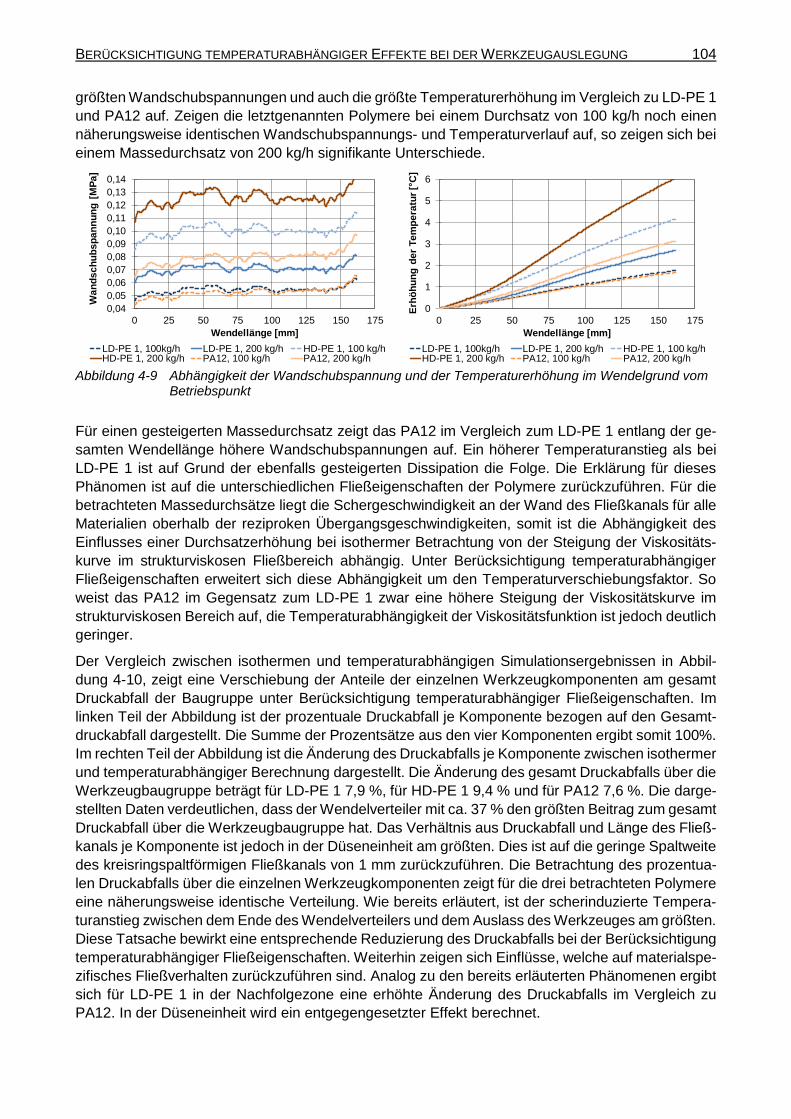
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 104
größten Wandschubspannungen und auch die größte Temperaturerhöhung im Vergleich zu LD-PE 1
und PA12 auf. Zeigen die letztgenannten Polymere bei einem Durchsatz von 100 kg/h noch einen
näherungsweise identischen Wandschubspannungs- und Temperaturverlauf auf, so zeigen sich bei
einem Massedurchsatz von 200 kg/h signifikante Unterschiede.
Abbildung 4-9 Abhängigkeit der Wandschubspannung und der Temperaturerhöhung im Wendelgrund vom
Betriebspunkt
Für einen gesteigerten Massedurchsatz zeigt das PA12 im Vergleich zum LD-PE 1 entlang der ge-
samten Wendellänge höhere Wandschubspannungen auf. Ein höherer Temperaturanstieg als bei
LD-PE 1 ist auf Grund der ebenfalls gesteigerten Dissipation die Folge. Die Erklärung für dieses
Phänomen ist auf die unterschiedlichen Fließeigenschaften der Polymere zurückzuführen. Für die
betrachteten Massedurchsätze liegt die Schergeschwindigkeit an der Wand des Fließkanals für alle
Materialien oberhalb der reziproken Übergangsgeschwindigkeiten, somit ist die Abhängigkeit des
Einflusses einer Durchsatzerhöhung bei isothermer Betrachtung von der Steigung der Viskositäts-
kurve im strukturviskosen Fließbereich abhängig. Unter Berücksichtigung temperaturabhängiger
Fließeigenschaften erweitert sich diese Abhängigkeit um den Temperaturverschiebungsfaktor. So
weist das PA12 im Gegensatz zum LD-PE 1 zwar eine höhere Steigung der Viskositätskurve im
strukturviskosen Bereich auf, die Temperaturabhängigkeit der Viskositätsfunktion ist jedoch deutlich
geringer.
Der Vergleich zwischen isothermen und temperaturabhängigen Simulationsergebnissen in Abbil-
dung 4-10, zeigt eine Verschiebung der Anteile der einzelnen Werkzeugkomponenten am gesamt
Druckabfall der Baugruppe unter Berücksichtigung temperaturabhängiger Fließeigenschaften. Im
linken Teil der Abbildung ist der prozentuale Druckabfall je Komponente bezogen auf den Gesamt-
druckabfall dargestellt. Die Summe der Prozentsätze aus den vier Komponenten ergibt somit 100%.
Im rechten Teil der Abbildung ist die Änderung des Druckabfalls je Komponente zwischen isothermer
und temperaturabhängiger Berechnung dargestellt. Die Änderung des gesamt Druckabfalls über die
Werkzeugbaugruppe beträgt für LD-PE 1 7,9 %, für HD-PE 1 9,4 % und für PA12 7,6 %. Die darge-
stellten Daten verdeutlichen, dass der Wendelverteiler mit ca. 37 % den größten Beitrag zum gesamt
Druckabfall über die Werkzeugbaugruppe hat. Das Verhältnis aus Druckabfall und Länge des Fließ-
kanals je Komponente ist jedoch in der Düseneinheit am größten. Dies ist auf die geringe Spaltweite
des kreisringspaltförmigen Fließkanals von 1 mm zurückzuführen. Die Betrachtung des prozentua-
len Druckabfalls über die einzelnen Werkzeugkomponenten zeigt für die drei betrachteten Polymere
eine näherungsweise identische Verteilung. Wie bereits erläutert, ist der scherinduzierte Tempera-
turanstieg zwischen dem Ende des Wendelverteilers und dem Auslass des Werkzeuges am größten.
Diese Tatsache bewirkt eine entsprechende Reduzierung des Druckabfalls bei der Berücksichtigung
temperaturabhängiger Fließeigenschaften. Weiterhin zeigen sich Einflüsse, welche auf materialspe-
zifisches Fließverhalten zurückzuführen sind. Analog zu den bereits erläuterten Phänomenen ergibt
sich für LD-PE 1 in der Nachfolgezone eine erhöhte Änderung des Druckabfalls im Vergleich zu
PA12. In der Düseneinheit wird ein entgegengesetzter Effekt berechnet.
0,04
0,05
0,06
0,07
0,08
0,09
0,10
0,11
0,12
0,13
0,14
0 25 50 75 100 125 150 175
Wa
nd
sc
hu
bs
pa
nn
un
g [
MP
a]
Wendellänge [mm]
LD-PE 1, 100kg/h LD-PE 1, 200 kg/h HD-PE 1, 100 kg/hHD-PE 1, 200 kg/h PA12, 100 kg/h PA12, 200 kg/h
0
1
2
3
4
5
6
0 25 50 75 100 125 150 175
Erh
öh
un
g d
er
Te
mp
era
tur
[ C
]
Wendellänge [mm]
LD-PE 1, 100kg/h LD-PE 1, 200 kg/h HD-PE 1, 100 kg/hHD-PE 1, 200 kg/h PA12, 100 kg/h PA12, 200 kg/h
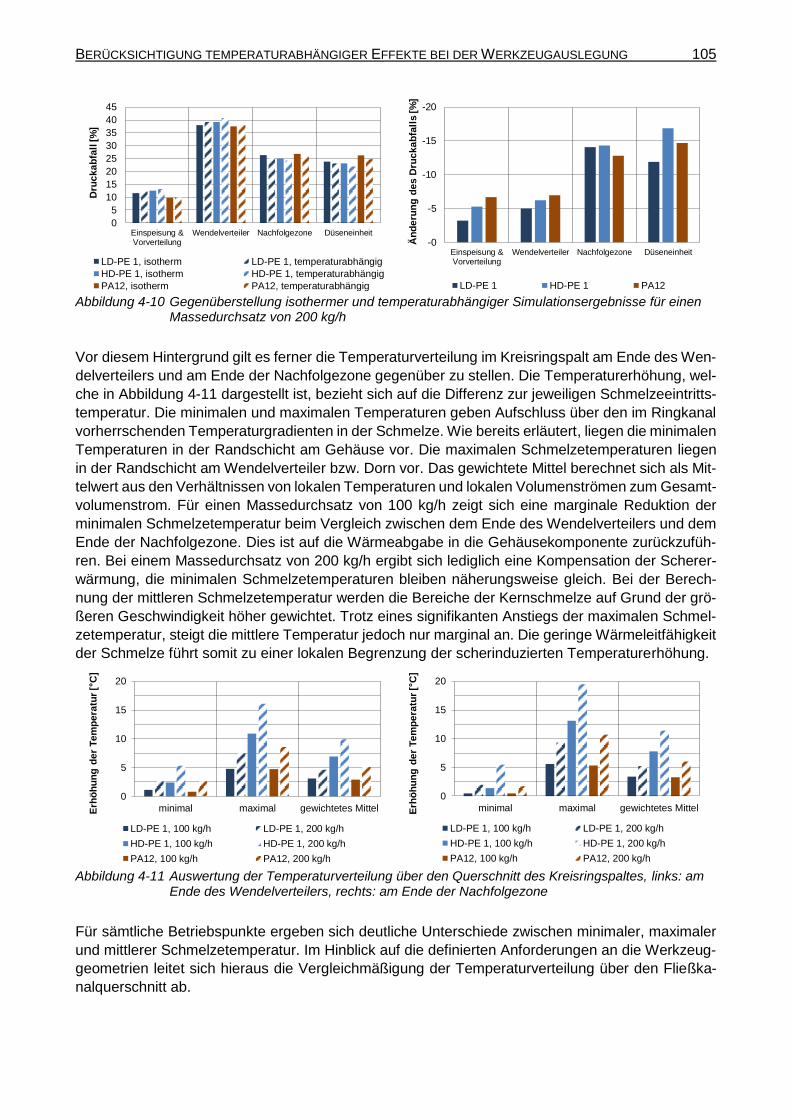
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 105
Abbildung 4-10 Gegenüberstellung isothermer und temperaturabhängiger Simulationsergebnisse für einen
Massedurchsatz von 200 kg/h
Vor diesem Hintergrund gilt es ferner die Temperaturverteilung im Kreisringspalt am Ende des Wen-
delverteilers und am Ende der Nachfolgezone gegenüber zu stellen. Die Temperaturerhöhung, wel-
che in Abbildung 4-11 dargestellt ist, bezieht sich auf die Differenz zur jeweiligen Schmelzeeintritts-
temperatur. Die minimalen und maximalen Temperaturen geben Aufschluss über den im Ringkanal
vorherrschenden Temperaturgradienten in der Schmelze. Wie bereits erläutert, liegen die minimalen
Temperaturen in der Randschicht am Gehäuse vor. Die maximalen Schmelzetemperaturen liegen
in der Randschicht am Wendelverteiler bzw. Dorn vor. Das gewichtete Mittel berechnet sich als Mit-
telwert aus den Verhältnissen von lokalen Temperaturen und lokalen Volumenströmen zum Gesamt-
volumenstrom. Für einen Massedurchsatz von 100 kg/h zeigt sich eine marginale Reduktion der
minimalen Schmelzetemperatur beim Vergleich zwischen dem Ende des Wendelverteilers und dem
Ende der Nachfolgezone. Dies ist auf die Wärmeabgabe in die Gehäusekomponente zurückzufüh-
ren. Bei einem Massedurchsatz von 200 kg/h ergibt sich lediglich eine Kompensation der Scherer-
wärmung, die minimalen Schmelzetemperaturen bleiben näherungsweise gleich. Bei der Berech-
nung der mittleren Schmelzetemperatur werden die Bereiche der Kernschmelze auf Grund der grö-
ßeren Geschwindigkeit höher gewichtet. Trotz eines signifikanten Anstiegs der maximalen Schmel-
zetemperatur, steigt die mittlere Temperatur jedoch nur marginal an. Die geringe Wärmeleitfähigkeit
der Schmelze führt somit zu einer lokalen Begrenzung der scherinduzierten Temperaturerhöhung.
Abbildung 4-11 Auswertung der Temperaturverteilung über den Querschnitt des Kreisringspaltes, links: am
Ende des Wendelverteilers, rechts: am Ende der Nachfolgezone
Für sämtliche Betriebspunkte ergeben sich deutliche Unterschiede zwischen minimaler, maximaler
und mittlerer Schmelzetemperatur. Im Hinblick auf die definierten Anforderungen an die Werkzeug-
geometrien leitet sich hieraus die Vergleichmäßigung der Temperaturverteilung über den Fließka-
nalquerschnitt ab.
0
5
10
15
20
25
30
35
40
45
Einspeisung &Vorverteilung
Wendelverteiler Nachfolgezone Düseneinheit
Dru
ck
ab
fall
[%
]
LD-PE 1, isotherm LD-PE 1, temperaturabhängig
HD-PE 1, isotherm HD-PE 1, temperaturabhängig
PA12, isotherm PA12, temperaturabhängig
-0
-5
-10
-15
-20
Einspeisung &Vorverteilung
Wendelverteiler Nachfolgezone Düseneinheit
Än
de
run
g d
es
Dru
ck
ab
fall
s [%
]
LD-PE 1 HD-PE 1 PA12
0
5
10
15
20
minimal maximal gewichtetes MittelErh
öh
un
g d
er
Te
mp
era
tur
[ C
]
LD-PE 1, 100 kg/h LD-PE 1, 200 kg/h
HD-PE 1, 100 kg/h HD-PE 1, 200 kg/h
PA12, 100 kg/h PA12, 200 kg/h
0
5
10
15
20
minimal maximal gewichtetes MittelErh
öh
un
g d
er
Te
mp
era
tur
[ C
]
LD-PE 1, 100 kg/h LD-PE 1, 200 kg/h
HD-PE 1, 100 kg/h HD-PE 1, 200 kg/h
PA12, 100 kg/h PA12, 200 kg/h
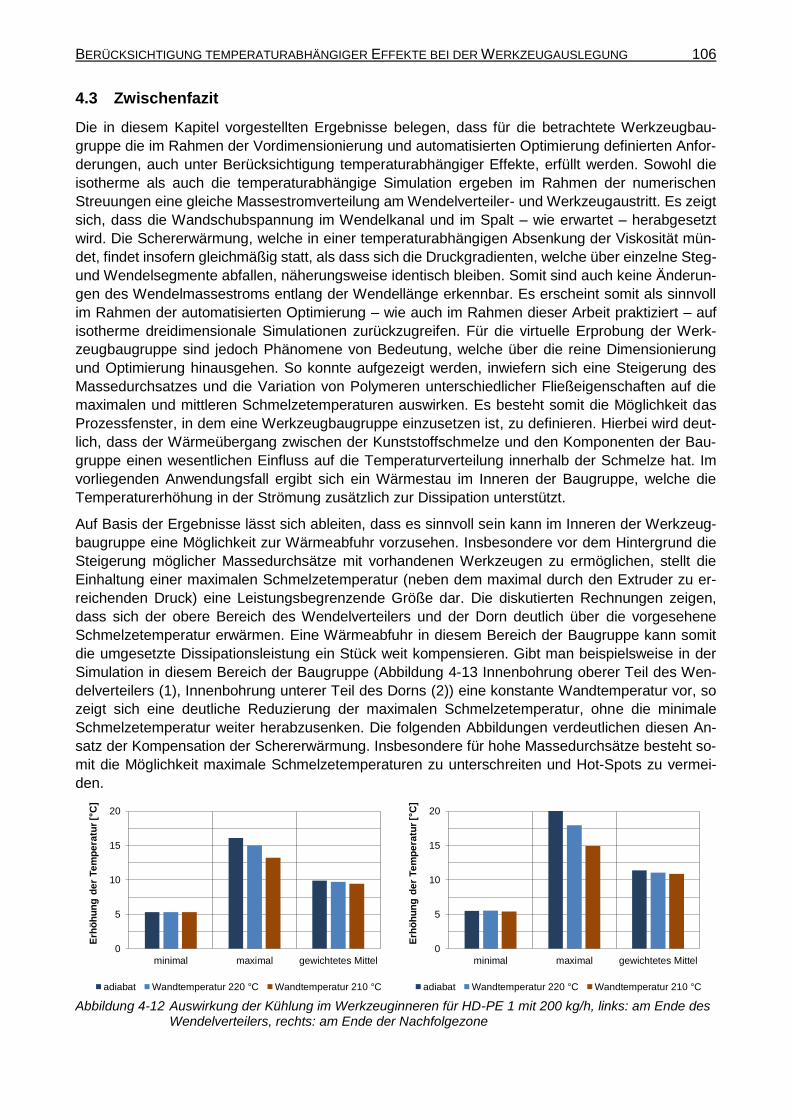
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 106
4.3 Zwischenfazit
Die in diesem Kapitel vorgestellten Ergebnisse belegen, dass für die betrachtete Werkzeugbau-
gruppe die im Rahmen der Vordimensionierung und automatisierten Optimierung definierten Anfor-
derungen, auch unter Berücksichtigung temperaturabhängiger Effekte, erfüllt werden. Sowohl die
isotherme als auch die temperaturabhängige Simulation ergeben im Rahmen der numerischen
Streuungen eine gleiche Massestromverteilung am Wendelverteiler- und Werkzeugaustritt. Es zeigt
sich, dass die Wandschubspannung im Wendelkanal und im Spalt – wie erwartet – herabgesetzt
wird. Die Schererwärmung, welche in einer temperaturabhängigen Absenkung der Viskosität mün-
det, findet insofern gleichmäßig statt, als dass sich die Druckgradienten, welche über einzelne Steg-
und Wendelsegmente abfallen, näherungsweise identisch bleiben. Somit sind auch keine Änderun-
gen des Wendelmassestroms entlang der Wendellänge erkennbar. Es erscheint somit als sinnvoll
im Rahmen der automatisierten Optimierung – wie auch im Rahmen dieser Arbeit praktiziert – auf
isotherme dreidimensionale Simulationen zurückzugreifen. Für die virtuelle Erprobung der Werk-
zeugbaugruppe sind jedoch Phänomene von Bedeutung, welche über die reine Dimensionierung
und Optimierung hinausgehen. So konnte aufgezeigt werden, inwiefern sich eine Steigerung des
Massedurchsatzes und die Variation von Polymeren unterschiedlicher Fließeigenschaften auf die
maximalen und mittleren Schmelzetemperaturen auswirken. Es besteht somit die Möglichkeit das
Prozessfenster, in dem eine Werkzeugbaugruppe einzusetzen ist, zu definieren. Hierbei wird deut-
lich, dass der Wärmeübergang zwischen der Kunststoffschmelze und den Komponenten der Bau-
gruppe einen wesentlichen Einfluss auf die Temperaturverteilung innerhalb der Schmelze hat. Im
vorliegenden Anwendungsfall ergibt sich ein Wärmestau im Inneren der Baugruppe, welche die
Temperaturerhöhung in der Strömung zusätzlich zur Dissipation unterstützt.
Auf Basis der Ergebnisse lässt sich ableiten, dass es sinnvoll sein kann im Inneren der Werkzeug-
baugruppe eine Möglichkeit zur Wärmeabfuhr vorzusehen. Insbesondere vor dem Hintergrund die
Steigerung möglicher Massedurchsätze mit vorhandenen Werkzeugen zu ermöglichen, stellt die
Einhaltung einer maximalen Schmelzetemperatur (neben dem maximal durch den Extruder zu er-
reichenden Druck) eine Leistungsbegrenzende Größe dar. Die diskutierten Rechnungen zeigen,
dass sich der obere Bereich des Wendelverteilers und der Dorn deutlich über die vorgesehene
Schmelzetemperatur erwärmen. Eine Wärmeabfuhr in diesem Bereich der Baugruppe kann somit
die umgesetzte Dissipationsleistung ein Stück weit kompensieren. Gibt man beispielsweise in der
Simulation in diesem Bereich der Baugruppe (Abbildung 4-13 Innenbohrung oberer Teil des Wen-
delverteilers (1), Innenbohrung unterer Teil des Dorns (2)) eine konstante Wandtemperatur vor, so
zeigt sich eine deutliche Reduzierung der maximalen Schmelzetemperatur, ohne die minimale
Schmelzetemperatur weiter herabzusenken. Die folgenden Abbildungen verdeutlichen diesen An-
satz der Kompensation der Schererwärmung. Insbesondere für hohe Massedurchsätze besteht so-
mit die Möglichkeit maximale Schmelzetemperaturen zu unterschreiten und Hot-Spots zu vermei-
den.
Abbildung 4-12 Auswirkung der Kühlung im Werkzeuginneren für HD-PE 1 mit 200 kg/h, links: am Ende des
Wendelverteilers, rechts: am Ende der Nachfolgezone
0
5
10
15
20
minimal maximal gewichtetes Mittel
Erh
öh
un
g d
er
Te
mp
era
tur
[ C
]
adiabat Wandtemperatur 220 °C Wandtemperatur 210 °C
0
5
10
15
20
minimal maximal gewichtetes Mittel
Erh
öh
un
g d
er
Te
mp
era
tur
[ C
]
adiabat Wandtemperatur 220 °C Wandtemperatur 210 °C
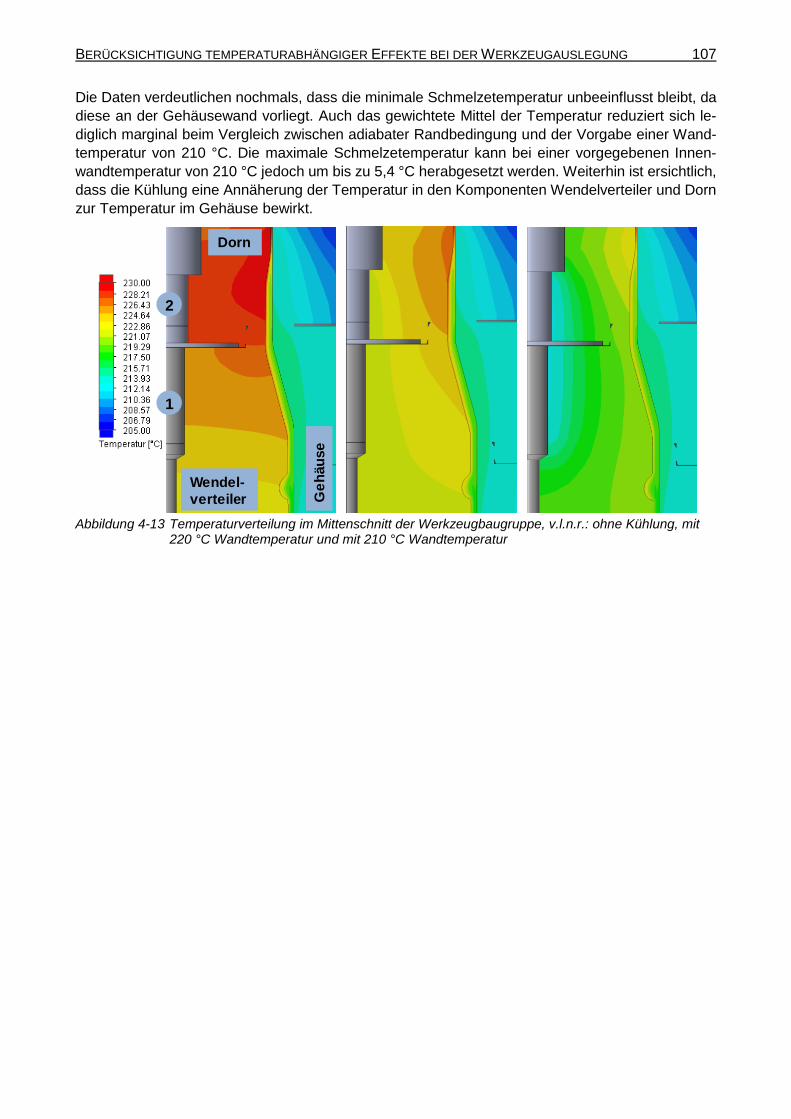
BERÜCKSICHTIGUNG TEMPERATURABHÄNGIGER EFFEKTE BEI DER WERKZEUGAUSLEGUNG 107
Die Daten verdeutlichen nochmals, dass die minimale Schmelzetemperatur unbeeinflusst bleibt, da
diese an der Gehäusewand vorliegt. Auch das gewichtete Mittel der Temperatur reduziert sich le-
diglich marginal beim Vergleich zwischen adiabater Randbedingung und der Vorgabe einer Wand-
temperatur von 210 °C. Die maximale Schmelzetemperatur kann bei einer vorgegebenen Innen-
wandtemperatur von 210 °C jedoch um bis zu 5,4 °C herabgesetzt werden. Weiterhin ist ersichtlich,
dass die Kühlung eine Annäherung der Temperatur in den Komponenten Wendelverteiler und Dorn
zur Temperatur im Gehäuse bewirkt.
Abbildung 4-13 Temperaturverteilung im Mittenschnitt der Werkzeugbaugruppe, v.l.n.r.: ohne Kühlung, mit
220 °C Wandtemperatur und mit 210 °C Wandtemperatur
2
Wendel-
verteiler
Dorn
Ge
häu
se
1
FAZIT UND AUSBLICK 108
5 Fazit und Ausblick
Im Rahmen dieser Arbeit ist ein ganzheitlicher Ansatz zur Dimensionierung und Optimierung von
Extrusionswerkzeugen geschaffen worden. Auf Basis der von Saul [Sau11] entwickelten Methode
zur automatisierten Optimierung eines Wendelverteilers, ist es gelungen eine deutliche Erweiterung
des Auslegungsprozesses um weitere Dimensionierungs- und Optimierungsschritte zu realisieren.
Somit ist es nunmehr möglich die gesamte Prozesskette der Werkzeugentwicklung, bestehend aus
Vordimensionierung, automatisierter Optimierung, Detailoptimierung und virtueller Erprobung der
vollständigen Werkzeugbaugruppe, unter Zuhilfenahme problemspezifischer Berechnungsansätze
und einer einheitlichen, digitalen Datenbasis zu durchlaufen. Am Beispiel von zwei unterschiedlichen
Grundgeometrien wird die Allgemeingültigkeit der Dimensionierungs- und Optimierungsmethoden
bestätigt. Die Gegenüberstellung von praktischen Experimenten an real gefertigten Werkzeugproto-
typen mündet sowohl in der Validierung der numerischen Simulationsmodelle als auch der entwi-
ckelten Auswertungskriterien.
Abgeleitet von der Definition allgemeiner Anforderungen an Extrusionswerkzeuge und im speziellen
an Wendelverteiler, werden Randbedingungen für die Vordimensionierung, Qualitätskriterien sowie
Ausschlusskriterien für die automatisierte Optimierung erarbeitet. Auf dieser Basis ermöglicht die
Vordimensionierung die Berechnung einer initialen Geometrie (Spaltweiten- und Wendeltiefenver-
lauf) sowie einer Bandbreite innerhalb derer diese Werte im Rahmen einer nachgeschalteten auto-
matisierten Optimierung variiert werden können. Der Berechnungsalgorithmus wir mittels dreidimen-
sionaler numerischer Simulationen erfolgreich validiert. Für die Kopplung von Vordimensionierung
und automatisierter Optimierung wird gezeigt, dass die Kopplung eine optimale Geometrie in einer
Bandbreite von 20 % um die mittels Vordimensionierung berechneten Wendeltiefen- und Spaltwei-
tenverläufe auffindet. Die Verwendung von minimaler und maximaler Wandschubspannung sowie
maximalem Druckabfall als Ausschlusskriterium für den Optimierungsprozess bietet einen deutli-
chen Vorteil im Vergleich zu anderen Ansätzen. Zwar sind die Qualitätskriterien für die Massestrom-
verteilung am Auslas, den Verlauf der Wendelmassestromkurve und das Wandschubspannungsver-
hältnis nicht zwangsweise simultan zu minimieren, jedoch wird der in anderen Ansätzen vorhandene
Widerspruch zur zusätzlichen Minimierung des Druckabfalls unterbunden. Die Ausschlusskriterien
stellen trotzdem sicher, dass anlagen- und verfahrenstechnisch sinnvolle Grenzen eingehalten wer-
den. Sowohl mit dem einkriteriellen als auch mit dem multikriteriellen genetischen Optimierungsver-
fahren wird zuverlässig und reproduzierbar eine entsprechend der definierten Zielfunktionen opti-
male Werkzeuggeometrie ermittelt. Das multikriterielle Verfahren bietet jedoch auch nachträglich die
Möglichkeit Gewichtungsfaktoren, anhand derer der optimale Kandidat aus den Endergebnissen
ausgewählt wird, zu bestimmen. Somit zeigt sich durch letztere Vorgehensweise eine weitere Stei-
gerung der Flexibilität. Die Kopplung der Vordimensionierung mit der automatisierten Optimierung
resultiert im Vergleich zu anderen Ansätzen in einer deutlichen Reduzierung der Iterationen bei
gleichbleibender Ergebnisqualität. Für eine vergleichbare Problemstellung wurde nachgewiesen,
dass eine Reduzierung der berechneten Designpoints von 38 % im Vergleich zur Methode von Saul
erreicht wird.
Im Rahmen der virtuellen Erprobung ist es möglich temperaturabhängige Effekte und den Einfluss
unterschiedlicher Betriebspunkte zu fokussieren. Es wird deutlich, dass für die betrachtete Werk-
zeugbaugruppe die im Rahmen der Vordimensionierung und automatisierten Optimierung definier-
ten Anforderungen auch unter Berücksichtigung temperaturabhängiger Effekte erfüllt werden. So
zeigt sich eine homogene Temperaturverteilung in der Schmelze am Ende des Wendelverteilers,
welche insbesondere auf die Qualitätskriterien für das Wandschubspannungsverhältnis und für den
Verlauf der Wendelmassestromkurve zurückzuführen sind. Beide Kriterien bewirken eine Vergleich-
mäßigung der Belastungshistorie (hauptsächlich Scherung) und somit eine vergleichbare dissipative
Erwärmung im Bereich des Spaltes und des Wendelgrundes. Die gewählte Dimensionierungs- und
Optimierungsmethode stellt weiterhin sicher, dass kein nachweisbarer Einfluss der Berücksichtigung
FAZIT UND AUSBLICK 109
der temperaturabhängigen Viskosität auf die Massestromverteilung am Ende des Wendelverteilers
besteht. Ferner besteht die Möglichkeit Prozessparameter wie die Temperierung einzelner Kompo-
nenten der Baugruppe virtuell zu erproben. Insbesondere vor dem Hintergrund die Steigerung mög-
licher Massedurchsätze mit vorhandenen Werkzeugen zu ermöglichen, zeigt die virtuelle Erprobung,
dass es sinnvoll sein kann im Inneren der Werkzeugbaugruppe eine Möglichkeit zur Wärmeabfuhr
vorzusehen.
Die experimentelle Validierung mittels Extrusionsversuchen an einem Referenzwerkzeug und einer
optimierten Werkzeuggeometrie belegt eine sehr gute Übereinstimmung zwischen den durchgeführ-
ten numerischen Simulationen und den in der Praxis bestimmten Messwerten. Für die Größen
Druckabfall und Überlappungswinkel ergibt sich lediglich eine mittlere Abweichung von 3 %. Die
Bedeutung der Integration der Detailoptimierung in die Prozesskette der Auslegung wird durch die
Optimierung hinsichtlich des Farb- und Materialwechselverhaltens der optimierten Werkzeuggeo-
metrie hervorgehoben. Die Anpassung lokaler Geometriebereiche mündet in einer maximalen Re-
duktion der Spülmasse von 43 %.
Somit ist festzuhalten, dass sämtliche vorab definierten Ziele erreicht wurden. Jedoch ergibt sich auf
Basis der im Rahmen dieser Arbeit diskutierten Ergebnisse auch der Bedarf nach weiterführenden
Untersuchungen und Erweiterungen des automatisierten Dimensionierungs- und Optimierungspro-
zesses.
Wie der Vergleich der gemessenen Foliendickenverteilung mit der numerisch berechneten Mas-
sestromverteilung zeigt, liegt diesbezüglich eine Diskrepanz vor. Unter Einbeziehung sämtlicher Ab-
hängigkeiten, sollte in nachfolgenden Arbeiten der Einfluss viskoelastischer Materialeigenschaften
überprüft werden. Dies kann dazu beitragen, dass die Abbildegenauigkeit weiter gesteigert werden
kann. Eine weitere Erhöhung kann erreicht werden, wenn im Rahmen der virtuellen Erprobung auf
Mehrphasenmodelle zur Beschreibung von Wechselvorgängen zurückgegriffen wird [WH+12].
Diese zusätzliche Berücksichtigung ist zurzeit jedoch mit einer deutlichen Steigerung der Berech-
nungszeit verbunden. Es bleibt abzuwarten, inwiefern die Entwicklung von Computerhardware zu
einer Reduktion der Berechnungszeiten beiträgt. Auch ist es denkbar die vorhandenen Methoden
für Coextrusionswerkzeuge zu erweitern. Für diesen Anwendungsfall bestehen überschlägige Be-
rechnungsansätze, welche im Rahmen der Vordimensionierung implementiert werden könnten. Im
Rahmen der automatisierten Optimierung sollte zur Lösung dieser Problemstellung wiederum auf
Mehrphasen-Berechnungsmodelle zurückgegriffen werden. Nicht zuletzt gilt es in Zukunft die Po-
tenziale der Werkzeugtemperierung – insbesondere der Kühlung innenliegender Komponenten –
vor dem Hintergrund steigender Massedurchsätze zu ergründen. Die im Rahmen dieser Arbeit in
der Theorie aufgezeigten Möglichkeiten lassen Potentiale vermuten, welche durch neuartige kon-
struktive Lösungen zu ergründen sind.
Die Auslegungsmethode ist im Grundsatz allgemeingültig formuliert, somit ist die Adaption auf wei-
tere Anwendungsfälle in Zukunft generell denkbar. So sollte angestrebt werden, auch andere Extru-
sionswerkzeuge wie beispielsweise Flachverteiler oder Profilextrusionswerkzeuge unter Zuhilfe-
nahme der vorgestellten Methoden auszulegen und zu optimieren. Ein weiterer entscheidender Fak-
tor ist die weiterführende Vereinheitlichung der verwendeten Softwarestruktur bzw. der genutzten
Schnittstellen. So ist es denkbar, dass Berechnungen, welche momentan mit eigenständigen Pro-
grammen im Rahmen der Vordimensionierung durchgeführt werden und Geometrieparameter bzw.
Variablen über Schnittstellen übergeben, in bestehende Software-Systeme integriert werden. Denk-
bar wäre die Umsetzung der Vordimensionierung in Form eines integrierten Softwaremoduls im
CAD-System. Auch die Verknüpfung der Definition von Auswertungsflächen für die CFD-Simulation
mit dem CAD-Modell ist grundsätzlich möglich. Es bleibt jedoch zu prüfen, inwieweit die Allgemein-
gültigkeit der Auslegungsmethode durch ein solches Vorgehen gefährdet wäre.
LITERATURVERZEICHNIS 110
6 Literaturverzeichnis
[Alt11] Alt, W.: Nichtlineare Optimierung. Eine Einführung in Theorie, Verfahren und
Anwendungen. Vieweg + Teubner, Wiesbaden, 2011, ISBN: 3834815586.
[AM15] Agassant, J. F.; Mackley, M. R.: A Personal Perspective on the Use of Modelling
Simulation for Polymer Melt Processing. In International Polymer Provessing, Vol. 30,
No. 1, 2015, S. 121–140.
[Ast76] Ast, W.: Schlauchfolien- und Rohr-Extrusionswerkzeuge mit Wendelverteiler. In
Kunststoffe, Nr. 66, 1976, S. 186–192.
[Bas10] Bastian, M.: Einfärben von Kunststoffen. Produktanforderungen, Verfahrenstechnik,
Prüfmethodik. Carl Hanser Verlag, München, 2010, ISBN: 9783446418486.
[Ben03] Benker, H.: Mathematische Optimierung mit Computeralgebrasystemen. Einführung für
Ingenieure, Naturwissenschaftler und Wirtschaftswissenschaftler. Springer-Verlag,
Berlin, 2003, ISBN: 3642629024.
[BH13] Burmann, G.; Heesen, O. te: Verweilzeitoptimierte Extrusionswerkzeuge. Auslegung
unter Berücksichtigung verfahrens- und konstruktionstechnischer Einflüsse.
Fachtagung: 10. Duisburger Extrusionstagung, 19.-20. März 2013, Carl Hanser Verlag,
Duisburg.
[Blö06] Blömer, P.: Untersuchung und Weiterentwicklung von Berechnungsverfahren für
Strömungen in Wendelverteilern. Dissertation, Rheinisch-Westfälische Technische
Hochschule Aachen, 2006, ISBN: 3861308517.
[BS00] Brunnhofer, E.; Sander, R.: Das Extrusionswerkzeug. Leitfaden zur Gestaltung und
Handhabung. VDI-Verlag, Düsseldorf, 2000, ISBN: 9783182342274.
[BS10] Burmann, G.; Saul, K.: Werkzeugtechnik in der Extrusion. Auswahl, Auslegung und
Optimierung von Schmelzeverteilsystemen. Fachtagung: 7. Duisburger
Extrusionstagung, 16.-17. März 2010, Carl Hanser Verlag, Duisburg.
[Bur04] Burmann, G.: Grundlagen und Strategie für die Auslegung von Extrusionswerkzeugen.
Fachtagung: IKV-Seminar Auslegung von Schnecken und Werkzeugen in der Extrusion,
26.-27. April 2004, Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen,
Aachen.
[Bur06] Burmann, G.: Extrusionswerkzeuge für die Schlauchextrusion. Neue Prinzipien und
Konzepte zur Auslegung von Wendelverteilerwerkzeugen. ETA Kunststofftechnologie
GmbH, Troisdorf, 2006.
[Bur13] Burmann, G.: Coextrusionswerkzeuge. Möglichkeiten und Grenzen bei der Herstellung
von mehrschichtigen Rohren und Schläuchen. Fachtagung: VDI Extrusionstagung, 03.-
04. Dezember 2013.
[Cre08] Cretu, I. M.: Analyse, Auslegung und Optimierung von Wendelverteilersystemen.
Dissertation, Universität Stuttgart, 2008, ISBN: 9783832277055.
[CS71] Chmiel, H.; Schümmer, P.: Eine neue Methode zur Auswertung von Rohrrheometer-
Daten. In Chemie-Ing.-Techn., 43. Jahrhang, Nr. 23, 1971, S. 1257–1259.
[CS99] Cresho, P. M.; Sani, R. L.: Incompressoble flow and the finite element method.
Advection-diffusion and isothermal laminar flow. John Wile & Sons, New York, 1999,
ISBN: 9780471967897.
[Ehr07] Ehrlenspiel, K.: Integrierte Produktentwicklung. Denkabläufe, Methodeneinsatz,
Zusammenarbeit. Carl Hanser Verlag, München, 2007, ISBN: 9783446407336.
LITERATURVERZEICHNIS 111
[EKL07] Ehrlenspiel, K.; Kiewert, A.; Lindemann, U.: Kostengünstig entwickeln und konstruieren.
Kostenmanagement bei der integrierten Produktentwicklung. Springer-Verlag, Berlin,
2007, ISBN: 9783540742227.
[Elg11] Elgeti, S. N.: Free-Surface Flows in Shape Optimization of Extrusion Dies. Dissertation,
Rheinisch-Westfälische Technische Hochschule Aachen, 2011.
[EPS13] Ettinger, H. J.; Pittman, J.; Sienz, J.: Optimization-driven design of dies for profile
extrusion: Parameterization, strategy, and performance. In Polymer Engineering and
Science, Vol. 53, 2013, S. 189–203, Wiley Online Library, Society of Plastics Engineers.
[ERZ14] Eigner, M.; Roubanov, D.; Zafirov, R.: Modellbasierte Virtuelle Produktentwicklung.
Springer Vieweg Verlag, Berlin, 2014, ISBN: 9783662438152.
[Fis01] Fischer, P.: Werkzeuge für Mehrschichtrohre. Dies for Multi-layer Pipe Extrusion. In
Kunststoffe, Plaste Europe, Nr. 08, 2001, S. 142–145.
[Fis06] Fischer, P.: Wendel- oder Spiralverteiler. In Extrusion, Nr. 04, 2006, S. 43–45, VM
Verlag, Köln.
[FM06] Fischer, P.; Michels, R.: Moderne Schlauchköpfe mit Wendelverteilern. Fachtagung:
Blasformtechnik, 26.-27. April 2006, Süddeutsches Kunststoffzentrum (SKZ), Würzburg.
[GKK04] Gerdes, I.; Klawonn, F.; Kruse, R.: Evolutionäre Algorithmen. Genetische Algorithmen,
Strategien und Optimierungsverfahren, Beispielanwendungen. Vieweg Verlag,
Wiesbaden, 2004, ISBN: 9783528055707.
[GKV15] GKV: Konjunkturumfrage 2014/2015 Kunststoff verarbeitende Industrie bei Betrieben mit
mehr als 20 Beschäftigten. Presseinformationen zur Pressekonferenz am 18.02.2015,
2015, Gesamtverband Kunststoff verarbeitende Industrie e. V. (GKV), Bad Homburg.
[Gro06] Groß, C.: Einfluss von Farbpigmentbatchen auf den Produktwechsel bei der
Blasfolienextrusion. Dissertation, Universität Duisburg-Essen, 2006, ISBN:
9783832257484.
[HB+13] Hopmann, C.; Behr, M.; Siegbert, R.; Elgeti, S.; Kurth, K.; Windeck, C.: Improving the
Automated Optimization of Profile Extrusion Dies by Applying Appropriate Optimization
Areas and Strategies. Fachtagung: Proceedings of the Polymer Processing Society 29th
Anual Meeting (PPS-29), 15.-19. July 2013, Nürnberg, Deutschland.
[HE12a] Hopmann, C.; Eilbracht, S.: Towards automatic optimization of flow channel geometries
in complex multi-level dies for film extrusion. Fachtagung: EngOpt 2013 - 3rd
International Conference on Engineering Optimization, 1.-5. Juli 2012, Rio de Janeiro,
Brasilien.
[HE12b] Hopmann, C.; Eilbracht, S.: Anforderungen, Simulation und automatische Optimierung
von Blasköpfen. Fachtagung: Folienextrusion – Trends bei Rohstoffen, Verarbeitung,
Anwendungen, 23.-24. Oktober 2012, Institut für Kunststoffverarbeitung (IKV) an der
RWTH Aachen, Aachen.
[Her10] Herschbach, C.: Entwicklung der modernen Coextrusion für die Blasfolie. Fachtagung:
7. Duisburger Extrusionstagung, 16.-17. März 2010, Carl Hanser Verlag, Duisburg.
[HH+13] Heesen, O. te; Humpa, M.; Wortberg, J.; Köhler, P.: CFD based design of extrusion dies
under manufacturing and process technology aspects. Fachtagung: 10th International
Conference Advances in Plastics Technology (APT '13), 8.-10. Oktober 2013, Instytut
Inżynierii Materiałów Polimerowych i Barwników, Gliwice, Polen.
LITERATURVERZEICHNIS 112
[HK14a] Humpa, M.; Köhler, P.: Design Approach for Spiral Milling Parts Using Knowledge Based
Engineering. Fachtagung: 27th International Conference on CADCAM, Robotics and
Factories of the Future, 2014, London, UK.
[HK14b] Humpa, M.; Köhler, K.: Effizienzsteigerung des Produktentwicklungsprozesses durch
fertigungsgerechte CAD-Methoden. Methoden in der Produktentwicklung: Kopplung von
Strategien und Werkzeugen im Produktentwicklungsprozess. Fachtagung: 12.
Gemeinsames Kolloquium Konstruktionstechnik, 16.-17. Okrober 2014, Lehrstuhl für
Konstruktionslehre und CAD der Universität Bayreuth, Bayreuth.
[HKP89] Hensen, F.; Knappe, W.; Potente, H.: Handbuch der Kunststoff-Extrusionstechnik. Carl
Hanser Verlag, München, 1989, ISBN: 9783446143395.
[Hua98] Huang, C.-C.: A Systematic Approach for the Design of a Spiral Mandrel Die. In Polymer
Engineering and Science, Vol. 38, No. 4, 1998, S. 189–203, Wiley Online Library, Society
of Plastics Engineers.
[HW12] Heesen, O. te; Wortberg, J.: CFD-Based optimization of extrusion dies by analyzing the
dwell time distribution and flow history. Fachtagung: Proceedings of the Polymer
Processing Society 28th Anual Meeting (PPS-28), 11.-15.12.2012, Pattaya, Thailand.
[HW13] Heesen, O. te; Wortberg, J.: Neue Strategien bei der Werkzeugauslegung. Fachtagung:
23. Fachtagung TECHNOMER 2013, 14.-15. November 2013, Institut für Fördertechnik
und Kunststoffe der Technischen Universität Chemnitz, Chemnitz, Deutschland.
[HY14] Hopmann, C.; Yesildag, N.: Simulierte Dickenverteilung. Vorverteilung von
Wendelverteilern thermisch homogenisieren. In Kunststoffe, Nr. 10, 2014, S. 176–180,
Carl Hanser Verlag, München.
[IK14] IK: Jahresbericht 2013/14, 03.09.2014, 2014, Industrievereinigung
Kunststoffverpackungen e.V. (IK), Bad Homburg, ISSN: 18647987.
[Joh04] Johannaber, F.: Kunststoff-Maschinenführer. Carl Hanser Verlag, München, 2004, ISBN:
9783446220423.
[JS04] Jarre, F.; Stoer, J.: Optimierung. Springer-Verlag, Berlin, 2004, ISBN: 9783540435754.
[Kau04] Kaul, S.: Rechnergestützte Optimierungsstrategien für Profil-Extrusionswerkzeuge.
Dissertation, Rheinisch-Westfälische Technische Hochschule Aachen, 2004, ISBN:
3861304929.
[KDM11] Koopmans, R.; Doelder, J. d.; Molenaar, J.: Polymer melt fracture. CRC Press Taylor &
Francis Group, Boca Raton, USA, 2011, ISBN: 9781574447804.
[KFG07] Krause, F.-L.; Franke, H.-J.; Gausemeier, J.: Innovationspotenziale in der
Produktentwicklung. Hanser-Verlag, München, 2007, ISBN: 3446406670.
[KH+13] Ketteler, C.; Heesen, O. te; Szöke, L.; Wortberg, J.: Simulation of color and material
change processes in spiral mandrel dies by a transient multiphase approach.
Fachtagung: Society of Plastics Engineers (SPE) 71st Annual Technical Conference
(ANTEC), 22.-24. April 2013, Cinncinnati, USA.
[KHK11a] Klemme, U.; Humpa, M.; Köhler, P.: Das virtuelle Produktmodell als Informationsträger
im numerischen Optimierungsumfeld. In Produktdaten-Journal, Nr. 01, 2011a, S. 36–40.
[KHK11b] Klemme, U.; Humpa, M.; Köhler, K.: Effizienzsteigerung des virtuellen
Produktentwicklungsprozesses durch automatisierte Modellierungsansätze im
Optimierungsumfeld. Fachtagung: 9. Gemeinsames Kolloquium Konstruktionstechnik,
6.-7. Okrober 2011, Lehrstuhl für Konstruktionstechnik / Computer Aided Design
(KTCAD) der Universität Rostock, Rostock.
LITERATURVERZEICHNIS 113
[Kle03] Klein, U.: Schwingungsdiagnostische Beurteilung von Maschinen und Anlagen.
Stahleisen, Düsseldorf, 2003, ISBN: 9783514006874.
[Kle15] Klemme, U.: Methoden zum wissensbasierten Aufbau simulationsorientierter
Produktmodelle. Dissertation, Universität Duisburg-Essen, 2015.
[KLH92] Knappe, W.; Lampl, A.; Heuel, O.: Kunststoff-Verarbeitung und Werkzeugbau. Ein
Überblick. Carl Hanser Verlag, München, 1992, ISBN: 9783446162709.
[KRV14] KRV: Jahresbericht und Leistungsspektrum des Kunststoffrohrverband e.V.
Jahresbericht 2014, Oktober 2014, 2014, Kunststoffrohrverband e.V. (KRV), Bonn.
[Kud11] Kudchadkar, V.: Analysis of Extrusion Problems with Flow Simulation. Fachtagung:
Congreso International de Innovaciones en Plástico (Ciip), July 2011, Toluca, Mexiko.
[Lah63] Lahti, G.: Calculation of Pressure Drops and Outputs. In Society of Plastics Engineers
(SPE) Journal, Vol. 19, 1963, S. 619–620.
[Lap98] Lapresa, G.: Industrielle Kunststoff-Coloristik. Carl Hanser Verlag, München, 1998,
ISBN: 9783446196230.
[LD+12] Lee, P. C.; Dietsche, L.; Dooley, J.; Parashar, S.: Improving Film Die Flow Uniformity
Using Optimization Methods Coupled with Finite Element CFD Analysis. Fachtagung:
Society of Plastics Engineers (SPE) 70th Annual Technical Conference (ANTEC), 2.-4.
April 2012, Orlando, USA.
[LD+15] Lee, P. C.; Dietsche, L.; Dooley, J.; Parashar, S.: Improving Film Die Flow Uniformity
Using Optimization Methods Coupled with Finite Element Computational Fluid Dynamics
(CFD) Analysis. In International Polymer Provessing, Vol. 30, No. 1, 2015, S. 51–62.
[Lim11] Limper, A.: Verfahrenstechnik der Thermoplastextrusion. Carl Hanser Verlag, München,
2011, ISBN: 3446428666.
[Lin07] Lindemann, U.: Methodische Entwicklung technischer Produkte. Methoden flexibel und
situationsgerecht anwenden. Springer-Verlag, Berlin, 2007, ISBN: 9783540374350.
[MGF08] Malekzadeh, M.; Goharpey, F.; Foudazi, R.: Flow Analysis of Flat Spiral Dies and
Comparison with Cylindrical Spiral Mandrel Dies. In International Polymer Provessing,
Vol. 23, No. 1, 2008, S. 38–46.
[Mic09] Michaeli, W.: Extrusionswerkzeuge für Kunststoffe und Kautschuk. Bauarten, Gestaltung
und Berechnungsmöglichkeiten. Carl Hanser Verlag, München, 2009, ISBN:
3446420266.
[Mic10] Michaeli, W.: Einführung in die Kunststoffverarbeitung. Carl Hanser Verlag, München,
2010, ISBN: 3446424881.
[Mie99] Miettinen, K.: Nonlinear multiobjective optimization. Kluwer Academic Publishers,
Boston, USA, 1999, ISBN: 9780792382782.
[ML06] Metwally, H.; Landon, M.: Die Balancing: Flow Simulation, Shape Deformation &
Optimization. Fachtagung: Society of Plastics Engineers (SPE) 64th Annual Technical
Conference (ANTEC), 7.-11. Mai 2006, Charlotte, USA.
[ML12] Metwally, H.; Lee, P. C.: Optimization and Sensitivity Analysis of a Film Die. Fachtagung:
Society of Plastics Engineers (SPE) 70th Annual Technical Conference (ANTEC), 2.-4.
April 2012, Orlando, USA.
[MM+11] Menges, G.; Michaeli, W.; Haberstroh, E.; Schmachtenberg, E.: Menges Werkstoffkunde
Kunststoffe. Carl Hanser Verlag, München, 2011, ISBN: 3446427627.
LITERATURVERZEICHNIS 114
[MMA09] Myers, R. H.; Montgomery, D. C.; Anderson-Cook, C. M.: Response surface
methodology. Process and product optimization using designed experiments. Wiley,
Hoboken, USA, 2009, ISBN: 0470174463.
[MN12] Marek, R.; Nitsche, K.: Praxis der Wärmeübertragung. Carl Hanser Verlag, München,
2012, ISBN: 9783446432413.
[MP93] Michaeli, W.; Pöhler, F.: Die Verwendung der Netzwerktheorie bei der
Werkzeugauslegung. In Plaste und Kautschuk, Jahrg. 40, Nr. 2, 1993, S. 61–65.
[MRB01] Michaeli, W.; Rotter, B.; Blömer, P.: Auslegung radialer Wendelverteiler. In Kunststoffe,
Jahrg. 91, 2001, S. 74–76, Carl Hanser Verlag, München.
[MW10] Michaeli, W.; Windeck, C.: Automatische Fliesskanaloptimerung für die Profilextrusion.
Fachtagung: 25. Internationales Kunststofftechnisches Kolloquium des IKV, 3.-4. März
2010, Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen, Aachen.
[Nau85] Naunin, D.: Einführung in die Netzwerktheorie. Berechnung des stationären und
dynamischen Verhaltens von elektrischen Netzwerken Für Studenten der Elektrotechnik.
Vieweg+Teubner Verlag, Wiesbaden, 1985, ISBN: 9783528130329.
[Nie06] Niemeier, H.: Analyse und Optimierung wandnaher Schmelzeströmungen in
Extrusionswerkzeugen für die Kunststoffverarbeitung. Dissertation, Universität
Duisburg-Essen, 2006, ISBN: 9783832253851.
[NN13] N., N.: Fluent Theory Guide. Release 15.0. ANSYS, Inc., Canonsburg, USA, 2013.
[NN14] N., N.: Design Exploration User's Guide. Release 15.0. ANSYS, Inc., Canonsburg, USA,
2014.
[OH06] Osswald, T. A.; Hernández-Ortiz, J. P.: Polymer processing. Modeling and simulation.
Carl Hanser Verlag, Munich, 2006, ISBN: 1601194870.
[Ove13] Overbeck, J. R.: Einfluss der Viskosität auf Materialwechsel im Extrusionsprozess.
Dissertation, Rheinisch-Westfälische Technische Hochschule Aachen, 2013, ISBN:
9783861304760.
[Pap11] Papula, L.: Mathematik für Ingenieure und Naturwissenschaftler. Vektoranalysis,
Wahrscheinlichkeitsrechnung, Mathematische Statistik, Fehler- und
Ausgleichsrechnung. Vieweg Verlag, Wiesbaden, 2011, ISBN: 3834881333.
[Pas04] Paschedag, A. R.: CFD in der Verfahrenstechnik. Allgemeine Grundlagen und
mehrphasige Anwendungen. Wiley-VCH, Weinheim, 2004, ISBN: 9783527603855.
[PFR09] Poles, S.; Fu, Y.; Rigoni, E.: The Effect of Initial Population Sampling on the
Convergence of Multi-Objective Genetic Algorithms. Multiobjective Programming and
Goal Programming (MOPGP). Springer-Verlag, Berlin, 2009, ISBN: 9783540856450.
[PLB06] Papageorgiou, M.; Leibold, M.; Buss, M.: Optimierung. Statische, dynamische,
stochastische Verfahren. Springer-Verlag, Berlin, 2006, ISBN: 9783540340126.
[PO+13] Puentes, J.; Osswald, T. A.; Schick, S.; Berg, J.: Optimizing Pipe Extrusion dies Using
CFD Simulation. Fachtagung: Society of Plastics Engineers (SPE) 71st Annual
Technical Conference (ANTEC), 21.-24. April 2013, Cincinnati, USA.
[Pro72] Proctor, B.: Flow Analysis in Extrusion Dies. A power law fluid's axial flow in spiral
mandrel dies is critically dependent on channel design and on the fluid's flow index. In
Society of Plastics Engineers (SPE) Journal, Vol. 28, Nr. 2, 1972, S. 34–41.
LITERATURVERZEICHNIS 115
[PT91] Perdikoulias, J.; Tzoganakis, C.: The Importance of Residence Time Analysis in
Coextrusion Die Design. In Journal of Plastic Film & Sheeting, Vol. 7, 1991, Technomic
Publishing Co.
[PVS05] Perdikoulias, J.; Vlcek, J.; Svabik, J.: Application of 3D Flow Simulation Towards Blow
Film Die Optimization. Fachtagung: TAPPI PLACE Conference, 25.-29. September
2005, Las Vegas, USA.
[PVV87] Perdikoulias, J.; Vlecek, J.; Vlachopoulos, J.: Polymer Flow Through Spiral Mandrel
Dies. A Comparison of Models. In Advances in Polymer Technology, Vol. 7, No. 3, 1987,
S. 333–341.
[PVV90] Perdikoulias, J.; Vlecek, J.; Vlachopoulos, J.: An Experimental Evaluation of Flow
Distribution Models for Spiral Mandrel Dies. In Advances in Polymer Technology, Vol.
10, No. 2, 1990, S. 111–123.
[Rau14] Rauwendaal, C.: Polymer extrusion. Carl Hanser Verlag, München, 2014, ISBN:
9781569905166.
[Rau87] Rauwendaal, C.: Flow Distribution in Spiral Mandrel Dies. In Polymer Engineering and
Science, Vol. 27, No. 3, 1987, S. 186–191.
[Rot02] Rotter, B.: Rheologische und mechanische Auslegung von
Radialwendelverteilerwerkzeugen. Dissertation, Rheinisch-Westfälische Technische
Hochschule Aachen, 2002, ISBN: 3896539612.
[SA10] Spurk, J. H.; Aksel, N.: Strömungslehre. Einführung in die Theorie der Strömungen.
Springer-Verlag, Berlin, Heidelberg, 2010, ISBN: 3642131425.
[Sau11] Saul, K.: Automatisierte Auslegung von Extrusionswerkzeugen. Dissertation, Universität
Duisburg-Essen, 2011.
[SB+10] Shahreza, A. R.; Behravesh, A. H.; Jooybari, M. B.; Soury, E.: Design, Optimization, and
Manufacturing of a Multiple-Thickness Profile Extrusion Die With a Cross Flow. In
Polymer Engineering and Science, Vol. 50, 2010, S. 2417–2424, Wiley Online Library,
Society of Plastics Engineers.
[SB+12] Schuh, G.; Boos, W.; Kuhlmann, K.; Schippers, M.: Der Werkzeugbau im Wandel. In
Kunststoffe, Nr. 10, 2012, S. 72–78, Carl Hanser Verlag, München.
[Sch07] Schanda, J.: Colorimetry. Understanding the CIE System. John Wile & Sons, Hoboken,
USA, 2007, ISBN: 9780470049044.
[Sei06] Seibel, S.: Konzeptionelle Aspekte bei der Gestaltung und Auslegung von
Extrusionswerkzeugen. Dissertation, Universität Paderborn, 2006, ISBN:
9783832265526.
[Ste14] Steck, R.: Große Fertigungstiefe - effiziente Kunstruktion. In Kunststoffe, Nr. 03, 2014,
S. 18–20, Carl Hanser Verlag, München.
[Sti01] Stieglitz, H.: Ganzheitliche Betrachtung der Fließvorgänge in Breitschlitz- und
Wendelverteilerwerkzeugen. Dissertation, Universität Paderborn, 2001.
[SW+12] Saul, K.; Wortberg, J.; Köhler, P.; Klemme, U.; Humpa, M.: Advanced Computational
Technique for the Optimization of Spiral Mandrel Dies. Fachtagung: Society of Plastics
Engineers (SPE) 70th Annual Technical Conference (ANTEC), 2.-4. April 2012, Orlando,
USA.
[Szö14] Szöke, L.: Modellbildung von Produktwechselprozessen in Extrusionswerkzeugen.
Dissertation, Universität Duisburg-Essen, 2014.
LITERATURVERZEICHNIS 116
[TC11] Toshitaka, K.; Campbell, G. A.: Film Processing. Carl Hanser Verlag, München, 2011,
ISBN: 1569905061.
[TV12] Toure, B.; Vlcek, J.: Flow Instabilities in Coextrusion Cable Coating. Fachtagung: Society
of Plastics Engineers (SPE) 70th Annual Technical Conference (ANTEC), 2.-4. April
2012, Orlando, USA.
[Uhl79] Uhland, E.: Das anomale Fließverhalten von Polyäthylen hoher Dichte. In Rheologica
Acta, Vol. 18, No. 4, 1979, S. 1–24.
[VDI13] Hrsg. VDI-Gesellschaft Verfahrenstechnik und Chemieingenieurwesen: VDI-
Wärmeatlas. Springer Vieweg Verlag, Berlin, 2013, ISBN: 9783642199806.
[VWS01] Vlachopoulos, J.; Wagner, J. R.; Strutt, D.: The SPE Guide on Extrusion Technology and
Troubleshooting. Computer Aided Analysis and Design. Society of Plastics Engineering,
Brookfield, USA, 2001, ISBN: 0972215921.
[WH+12] Wortberg, J.; Heesen, O. te; Ketteler, C.; Szöke, L.: Dreidimensionale, instationäre
Strömungssimulation zur Analyse von Farb- und Materialwechselvorgängen. In
Kunststofftechnik / Journal of Plastics Technology, Vol. 05, Nr. 8, 2012, S. 468–489.
[Wie03] Wieczorek, A.: Auslegung von Wendelverteilerköpfen für die Rohrextrusion.
Fachtagung: 17. Leobener Kunststoffkolloquium, 2003, Montanuniversität Leoben,
Leoben, Österreich.
[WL03] Wieczorek, A.; Langecker, G. R.: Gleichmäßiger Massestrom aus dem Wendelverteiler.
In Kunststoffe, Nr. 07, 2003, S. 76–78, Carl Hanser Verlag, München.
[Wol00] Wolff, T.: Rechnergestützte Optimierung von Fließkanälen für
Profilextrusionswerkzeuge. Dissertation, Rheinisch-Westfälische Technische
Hochschule Aachen, 2000, ISBN: 3896534459.
[Wor78] Wortberg, J.: Werkzeugauslegung für Ein- und Mehrschichtextrusion. Dissertation,
Rheinisch-Westfälische Technische Hochschule Aachen, 1978.
[WVK15] WVK: Die Kunststoffindustrie in Deutschland. Zahlen aus dem Jahr 2013, Flyer
veröffentlicht auf www.wv-kunststoff.org (Tag der Zitation 20.03.2015), 2015,
Wirtschaftsvereinigung Kunststoff, Bad Homburg.
[Yan14] Yang, H.: Conjugate Thermal Simulation for Sheet Extrusion Die. In Polymer Engineering
and Science, Vol. 54, 2014, S. 682–694, Wiley Online Library, Society of Plastics
Engineers.
[Yes14] Yesildag, N.: Integrative Simulation des Temperatureinflusses in Vorverteilern.
Fachtagung: Folienextrusion – Trends bei Rohstoffen, Verarbeitung, Anwendungen, 11.-
12. November 2014, Institut für Kunststoffverarbeitung (IKV) an der RWTH Aachen,
Aachen.
[ZT+01] Zatloukal, M.; Tzoganakis, C.; Perdikoulias, J.; Sáha, P.: Numerical Simulations of
Polymer Flow in Flat Spiral Dies. In Polymer Engineering and Science, Vol. 41, No. 10,
2001, S. 1683–1692, Wiley Online Library, Society of Plastics Engineers.
LITERATURVERZEICHNIS 117
Unveröffentlichte studentische Arbeiten mit thematischem Bezug
[a01] Parameter-gestützte, CFD-basierte Optimierung von Fließkanälen für die Kunst-
stoffextrusion. Bachelorarbeit, Universität-Duisburg Essen, Konstruktion und Kun-
ststoffmaschinen, 2012.
[a02] Adaption of an automatism for the optimization of a spiral-mandrel die into a fully au-
tomized algorithm with sustainable structure. Masterarbeit, Universität-Duisburg Essen,
Konstruktion und Kunststoffmaschinen, 2013.
[a03] Konzeptionierung und Auslegung eines Werkzeuges zur Extrusion von großformatigen
Bipolarplatten für Brennstoffzellen. Diplomarbeit, Universität-Duisburg Essen, Konstruk-
tion und Kunststoffmaschinen, 2014.
[a04] Umsetzung eines analytischen Berechnungsmodells zur Vordimensionierung von Extru-
sionswerkzeugen in Matlab. Bachelorarbeit, Universität-Duisburg Essen, Konstruktion
und Kunststoffmaschinen, 2014.
[a05] Erweiterung eines automatisierten Algorithmus für die CFD-basierte Optimierung von
Extrusionswerkzeugen. Bachelorarbeit, Universität-Duisburg Essen, Konstruktion und
Kunststoffmaschinen, 2014.
[a06] Konzeptionierung und Erprobung eines Online-Messsystems zur automatisierten Erfas-
sung von Farb- und Materialwechselvorgängen in der Blasfolienextrusion. Masterarbeit,
Universität-Duisburg Essen, Konstruktion und Kunststoffmaschinen, 2015.
Eigene Publikationen des Autors
[b01] Burmann, G.; Heesen, O. te: Verweilzeitoptimierte Extrusionswerkzeuge. Auslegung unter Berücksichtigung verfahrens- und konstruktionstechnischer Einflüsse. Fachtagung: 10. Duisburger Extrusionstagung, 19.-20. März 2013, Carl Hanser Verlag, Duisburg.
[b02] Gillmann, M.; Heesen, O. te; Wöhrl, N.; Derieth, T.; Philippi, W.; Fedosenko, T.; Heinzel, A.: Kontinuierliches Fertigungskonzept zur Herstellung großflächiger Compound Bipolarplatten. Posterbeitrag. Fachtagung: 7. Workshop AiF-Brennstoffzellen-Allianz, 6.-7. Mai 2014, Zentrum für BrennstoffzellenTechnik (ZBT), Duisburg, Deutschland.
[b03] Heesen, O. te: Rohr- und Profilextrusion: Energieeffiziente Produktion just in time / Pipe and Profile Extrusion: Energy-Efficient Production “Just in Time”. In Kunststoffe, Kunststoffe international, Nr. 10, 2012, S. 114–118, Carl Hanser Verlag, München.
[b04] Heesen, O. te: Rohr- und Profilextrusion: Jedes Detail im Blick / Pipe and Profile Extrusion: Every Detail at a Glance. In Kunststoffe, Kunststoffe international, Nr. 12, 2013a, S. 42–45, Carl Hanser Verlag, München.
[b05] Heesen, O. te: Rohr- und Profilextrusion: Weiterentwickelt bis ins Detail / Pipe and Profile Extrusion: Further Development of every Detail. In Kunststoffe, Kunststoffe international, Nr. 9, 2013b, S. 76–78, Carl Hanser Verlag, München.
[b06] Heesen, O. te; Humpa, M.; Wortberg, J.; Köhler, P.: CFD based design of extrusion dies under manufacturing and process technology aspects. Fachtagung: 10th International Conference Advances in Plastics Technology (APT '13), 8.-10. Oktober 2013, Instytut Inżynierii Materiałów Polimerowych i Barwników, Gliwice, Polen.
LITERATURVERZEICHNIS 118
[b07] Heesen, O. te; Heinzler, F. A.: Technische Produkte und nachhaltige Produktion / Technical Products and Sustainable Production. In Kunststoffe, Kunststoffe international, Nr. 06, 2013b, S. 74–76, Carl Hanser Verlag, München.
[b08] Heesen, O. te; Janas, M.; Wortberg, J.; Frohmader, M.; Sieffert, M.: Zwei Farben in einem Guss / Two Colors in One Die. In Kunststoffe, Kunststoffe international, Nr. 04, 2012, S. 62–65, Carl Hanser Verlag, München.
[b09] Heesen, O. te; Wortberg, J.: CFD-Based optimization of extrusion dies by analyzing the dwell time distribution and flow history. Fachtagung: Proceedings of the Polymer Processing Society 28th Anual Meeting (PPS-28), 11.-15.12.2012, Pattaya, Thailand.
[b10] Heesen, O. te; Wortberg, J.: A new possibility of melt cooling in extrusion dies to prevent sagging-effects in thick-walled pipes. Fachtagung: Proceedings of the Polymer Processing Society 29th Anual Meeting (PPS-29), 15.-19. Juli 2013, Nürnberg, Deutschland.
[b11] Heesen, O. te; Wortberg, J.: Neue Strategien bei der Werkzeugauslegung. Fachtagung: 23. Fachtagung TECHNOMER 2013, 14.-15. November 2013, Institut für Fördertechnik und Kunststoffe der Technischen Universität Chemnitz, Chemnitz, Deutschland.
[b12] Ketteler, C.; Heesen, O. te; Szöke, L.; Wortberg, J.: Simulation of color and material change processes in spiral mandrel dies by a transient multiphase approach. Fachtagung: Society of Plastics Engineers (SPE) 71st Annual Technical Conference (ANTEC), 22.-24. April 2013, Cinncinnati, USA.
[b13] Szöke, L.; Heesen, O. te; Ketteler, C.; Wortberg, J.: New possibilities of transient simulation in describing color and material change processes in extrusion technology. Fachtagung: Proceedings of the Polymer Processing Society 28th Anual Meeting (PPS-28), 11.-15. Dezember 2012, Pattaya, Thailand.
[b14] Szöke, L.; Heesen, O. te; Wortberg, J.: Materialwechselvorgänge in Extrusionsanlagen. Fachtagung: 11. Duisburger Extrusionstagung, 2.-3. April 2014, Carl Hanser Verlag, Duisburg.
[b15] Wortberg, J.; Heesen, O. te; Ketteler, C.; Szöke, L.: Dreidimensionale, instationäre Strömungssimulation zur Analyse von Farb- und Materialwechselvorgängen. In Kunststofftechnik / Journal of Plastics Technology, Vol. 05, Nr. 8, 2012, S. 468–489.
[b16] Wortberg, J.; Heesen, O. te; Heinzler, F. A.: Hybride Kunststoffverarbeitungsprozesse. Herausforderungen für den Kunststoffmaschinenbau und das Qualitätsmanagement. Fachtagung: WAK Symposium, 20.-21. Mai 2014, Wissenschaftlicher Arbeitskreis der Universitätsprofessoren der Kunststofftechnik (WAK), Karlsruhe.
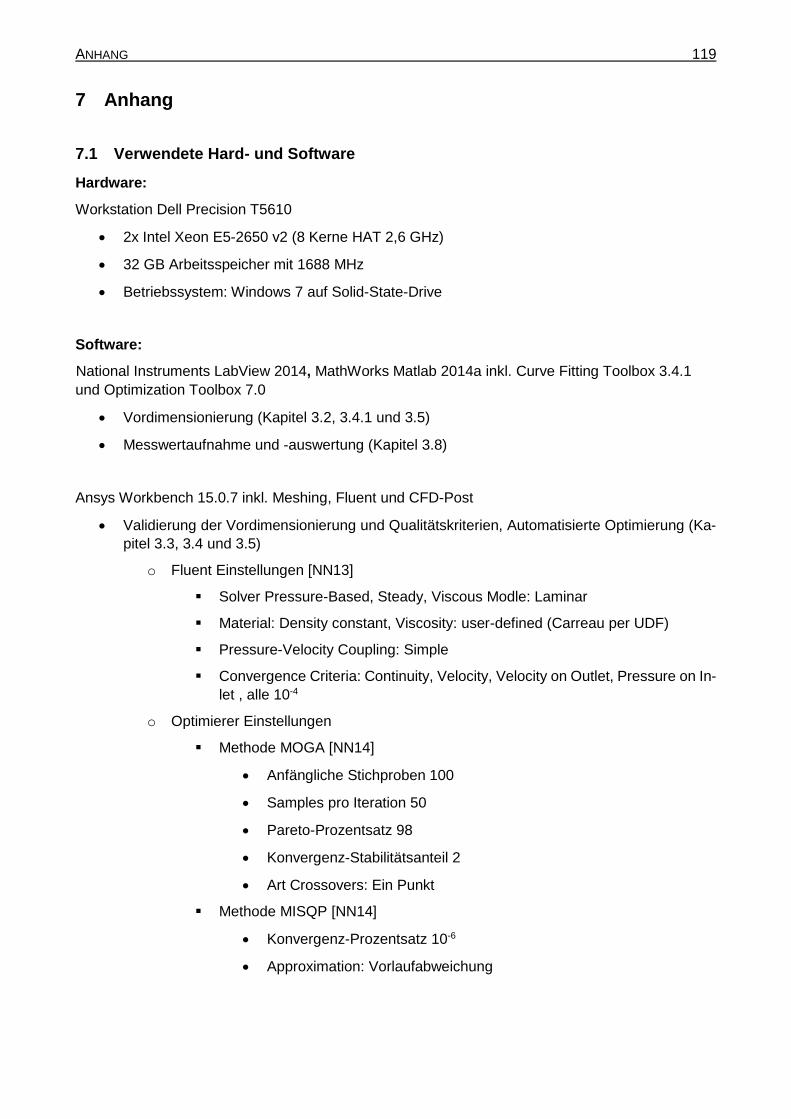
ANHANG 119
7 Anhang
7.1 Verwendete Hard- und Software
Hardware:
Workstation Dell Precision T5610
2x Intel Xeon E5-2650 v2 (8 Kerne HAT 2,6 GHz)
32 GB Arbeitsspeicher mit 1688 MHz
Betriebssystem: Windows 7 auf Solid-State-Drive
Software:
National Instruments LabView 2014, MathWorks Matlab 2014a inkl. Curve Fitting Toolbox 3.4.1
und Optimization Toolbox 7.0
Vordimensionierung (Kapitel 3.2, 3.4.1 und 3.5)
Messwertaufnahme und -auswertung (Kapitel 3.8)
Ansys Workbench 15.0.7 inkl. Meshing, Fluent und CFD-Post
Validierung der Vordimensionierung und Qualitätskriterien, Automatisierte Optimierung (Ka-
pitel 3.3, 3.4 und 3.5)
o Fluent Einstellungen [NN13]
Solver Pressure-Based, Steady, Viscous Modle: Laminar
Material: Density constant, Viscosity: user-defined (Carreau per UDF)
Pressure-Velocity Coupling: Simple
Convergence Criteria: Continuity, Velocity, Velocity on Outlet, Pressure on In-
let , alle 10-4
o Optimierer Einstellungen
Methode MOGA [NN14]
Anfängliche Stichproben 100
Samples pro Iteration 50
Pareto-Prozentsatz 98
Konvergenz-Stabilitätsanteil 2
Art Crossovers: Ein Punkt
Methode MISQP [NN14]
Konvergenz-Prozentsatz 10-6
Approximation: Vorlaufabweichung

ANHANG 120
Dassault Systèmes SolidWorks 2014 SP 5.0 inkl. Flow Simulation
Detailoptimierung, Berücksichtigung temperaturabhängiger Effekte (Kapitel 3.7 und 4)
PTC Creo Parametric 2.0
Validierung der Vordimensionierung und Qualitätskriterien, Automatisierte Optimierung (Ka-
pitel 3.3, 3.4 und 3.5)
Unabhängig von der verwendeten Software werden die im Folgenden aufgeführten Gleichungen
mittels des numerischen Lösungsverfahrens Finite-Volumen-Methode gelöst [NN13]. Die der Herlei-
tung zugrundeliegenden Vereinfachungen und Randbedingungen werden im Verlauf der Arbeit im
Text genannt. Für die im Rahmen der Kapitel 3.3, 3.4 und 3.5 vorgestellt Ergebnisse fand die nach-
folgende vereinfachte Form der Naiver-Stokes-Gleichungen für die Strömungsberechnung Anwen-
dung:
Kontinuitätsgleichung 𝛻 ∙ (𝜌𝑣) = 0
Gl. 7-1 Impulsgleichung 𝛻 ∙ 𝜌𝑣𝑣 = −𝛻𝑝 + 𝛻 ∙ (𝜏)
Energiegleichung –
𝑚𝑖𝑡 𝜏 = 𝜂(��)𝐷 𝑢𝑛𝑑 �� = √1
2𝐷: 𝐷
Für die im Rahmen der Kapitel 3.7 und 4 vorgestellt Ergebnisse fand die nachfolgende vereinfachte
Form der Naiver-Stokes-Gleichungen für die Strömungsberechnung Anwendung:
Kontinuitätsgleichung
𝛻 ∙ (𝜌𝑣) = 0
Gl. 7-2
Impulsgleichung
𝛻 ∙ 𝜌𝑣𝑣 = −𝛻𝑝 + 𝛻 ∙ (𝜏)
Energiegleichung, Fluid
𝛻 ∙ (𝑣(𝜌𝐸 + 𝑝)) = 𝛻 ∙ (𝜆𝛻𝑇 + (𝜏 ∙ 𝑣))
Energiegleichung, Festkörper 𝛻 ∙ (𝜆𝛻𝑇) + 𝑆ℎ = 0
𝑚𝑖𝑡 𝐸 = ∫ 𝑐𝑝𝑑𝑇𝑇
298,15 𝐾+
𝑣 ²
2 , 𝜏 = 𝜂(��, 𝑇)𝐷 𝑢𝑛𝑑 �� = √
1
2𝐷: 𝐷
𝑣: 𝐺𝑒𝑠𝑐ℎ𝑤𝑖𝑛𝑑𝑖𝑔𝑘𝑒𝑖𝑡𝑠𝑣𝑒𝑘𝑡𝑜𝑟,𝜏: 𝑆𝑝𝑎𝑛𝑛𝑢𝑛𝑔𝑠𝑡𝑒𝑛𝑠𝑜𝑟, 𝛻: 𝑁𝑎𝑏𝑙𝑎 − 𝑂𝑝𝑒𝑟𝑎𝑡𝑜𝑟, 𝑆ℎ: 𝑣𝑜𝑙𝑢𝑚𝑒𝑛𝑏𝑒𝑧𝑜𝑔𝑒𝑛𝑒 𝑊ä𝑟𝑚𝑒𝑞𝑢𝑒𝑙𝑙𝑒/−𝑠𝑒𝑛𝑘𝑒
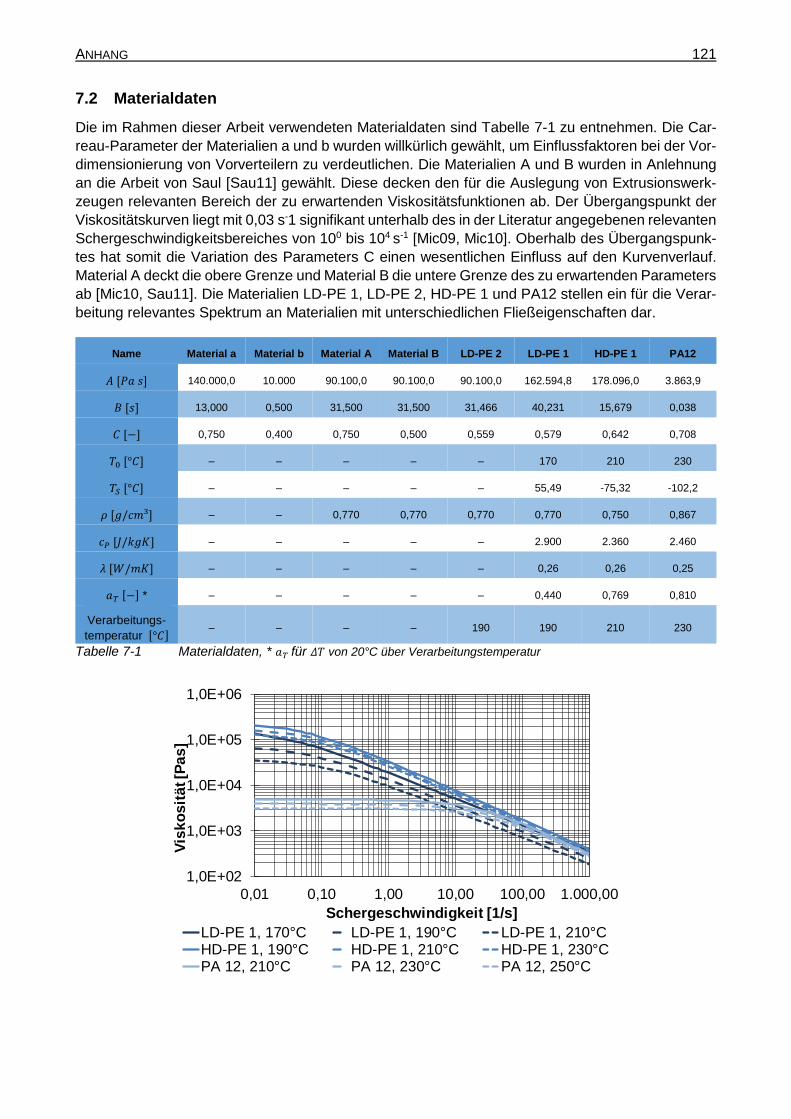
ANHANG 121
7.2 Materialdaten
Die im Rahmen dieser Arbeit verwendeten Materialdaten sind Tabelle 7-1 zu entnehmen. Die Car-
reau-Parameter der Materialien a und b wurden willkürlich gewählt, um Einflussfaktoren bei der Vor-
dimensionierung von Vorverteilern zu verdeutlichen. Die Materialien A und B wurden in Anlehnung
an die Arbeit von Saul [Sau11] gewählt. Diese decken den für die Auslegung von Extrusionswerk-
zeugen relevanten Bereich der zu erwartenden Viskositätsfunktionen ab. Der Übergangspunkt der
Viskositätskurven liegt mit 0,03 s-1 signifikant unterhalb des in der Literatur angegebenen relevanten
Schergeschwindigkeitsbereiches von 100 bis 104 s-1 [Mic09, Mic10]. Oberhalb des Übergangspunk-
tes hat somit die Variation des Parameters C einen wesentlichen Einfluss auf den Kurvenverlauf.
Material A deckt die obere Grenze und Material B die untere Grenze des zu erwartenden Parameters
ab [Mic10, Sau11]. Die Materialien LD-PE 1, LD-PE 2, HD-PE 1 und PA12 stellen ein für die Verar-
beitung relevantes Spektrum an Materialien mit unterschiedlichen Fließeigenschaften dar.
Name Material a Material b Material A Material B LD-PE 2 LD-PE 1 HD-PE 1 PA12
𝐴 [𝑃𝑎 𝑠] 140.000,0 10.000 90.100,0 90.100,0 90.100,0 162.594,8 178.096,0 3.863,9
𝐵 [𝑠] 13,000 0,500 31,500 31,500 31,466 40,231 15,679 0,038
𝐶 [−] 0,750 0,400 0,750 0,500 0,559 0,579 0,642 0,708
𝑇0 [°𝐶] – – – – – 170 210 230
𝑇𝑆 [°𝐶] – – – – – 55,49 -75,32 -102,2
𝜌 [𝑔/𝑐𝑚³] – – 0,770 0,770 0,770 0,770 0,750 0,867
𝑐𝑃 [𝐽/𝑘𝑔𝐾] – – – – – 2.900 2.360 2.460
𝜆 [𝑊/𝑚𝐾] – – – – – 0,26 0,26 0,25
𝑎𝑇 [−] * – – – – – 0,440 0,769 0,810
Verarbeitungs-
temperatur [°𝐶] – – – – 190 190 210 230
Tabelle 7-1 Materialdaten, * 𝑎𝑇 für 𝛥𝑇 von 20°C über Verarbeitungstemperatur
1,0E+02
1,0E+03
1,0E+04
1,0E+05
1,0E+06
0,01 0,10 1,00 10,00 100,00 1.000,00
Vis
ko
sit
ät [P
as
]
Schergeschwindigkeit [1/s]
LD-PE 1, 170°C LD-PE 1, 190°C LD-PE 1, 210°CHD-PE 1, 190°C HD-PE 1, 210°C HD-PE 1, 230°CPA 12, 210°C PA 12, 230°C PA 12, 250°C
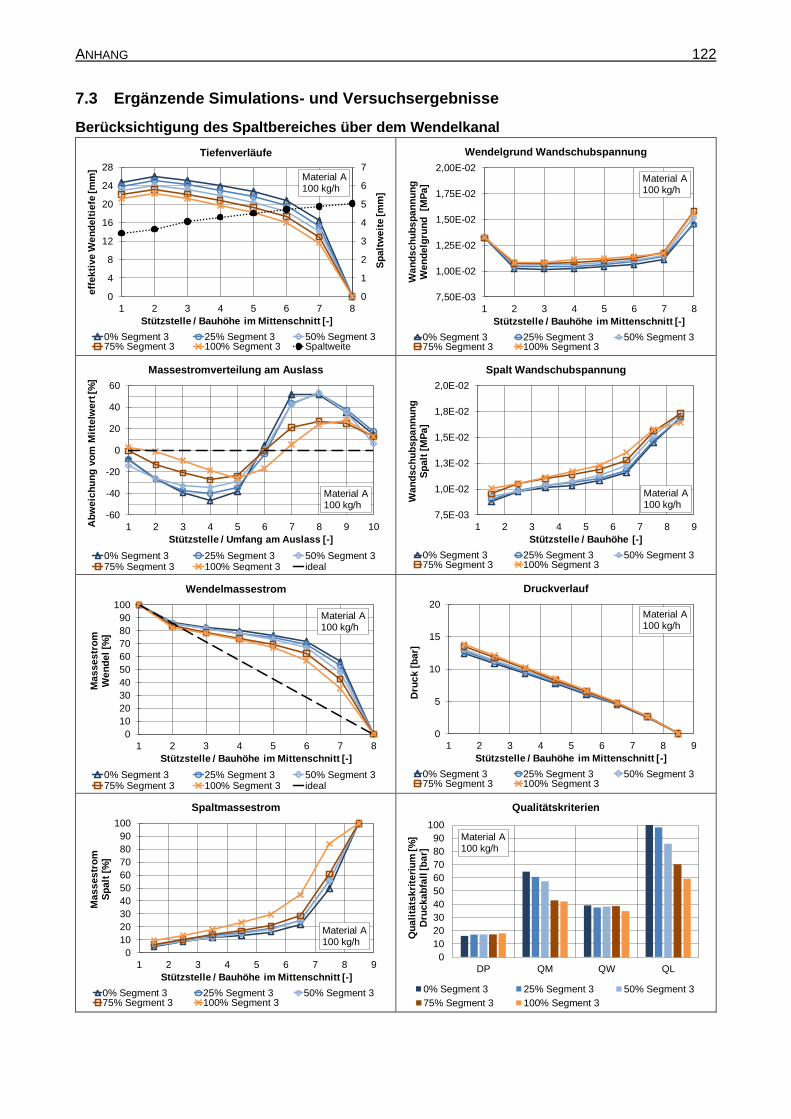
ANHANG 122
7.3 Ergänzende Simulations- und Versuchsergebnisse
Berücksichtigung des Spaltbereiches über dem Wendelkanal
Tiefenverläufe
Wendelgrund Wandschubspannung
Massestromverteilung am Auslass
Spalt Wandschubspannung
Wendelmassestrom
Druckverlauf
Spaltmassestrom
Qualitätskriterien
0
1
2
3
4
5
6
7
0
4
8
12
16
20
24
28
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 Spaltweite
Material A100 kg/h
7,50E-03
1,00E-02
1,25E-02
1,50E-02
1,75E-02
2,00E-02
1 2 3 4 5 6 7 8
Wa
nd
sc
hu
bs
pa
nn
un
gW
en
de
lgru
nd
[M
Pa
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material A100 kg/h
-60
-40
-20
0
20
40
60
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material A100 kg/h
7,5E-03
1,0E-02
1,3E-02
1,5E-02
1,8E-02
2,0E-02
1 2 3 4 5 6 7 8 9
Wa
nd
sc
hu
bs
pa
nn
un
gS
pa
lt [
MP
a]
Stützstelle / Bauhöhe [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material A100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material A100 kg/h
0
5
10
15
20
1 2 3 4 5 6 7 8 9
Dru
ck
[b
ar]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material A100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9
Ma
ss
es
tro
mS
pa
lt [
%]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material A100 kg/h
0
10
20
30
40
50
60
70
80
90
100
DP QM QW QL
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
0% Segment 3 25% Segment 3 50% Segment 3
75% Segment 3 100% Segment 3
Material A100 kg/h
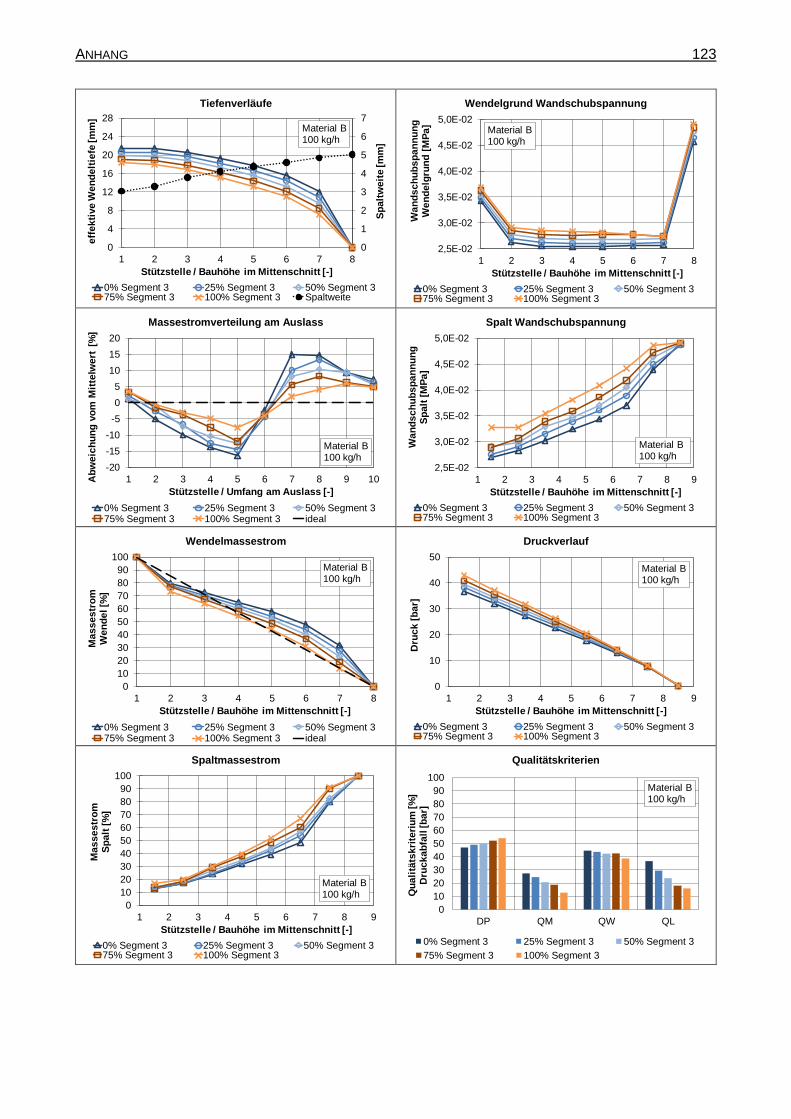
ANHANG 123
Tiefenverläufe
Wendelgrund Wandschubspannung
Massestromverteilung am Auslass
Spalt Wandschubspannung
Wendelmassestrom
Druckverlauf
Spaltmassestrom
Qualitätskriterien
0
1
2
3
4
5
6
7
0
4
8
12
16
20
24
28
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 Spaltweite
Material B100 kg/h
2,5E-02
3,0E-02
3,5E-02
4,0E-02
4,5E-02
5,0E-02
1 2 3 4 5 6 7 8
Wa
nd
sc
hu
bs
pa
nn
un
gW
en
de
lgru
nd
[M
Pa
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material B100 kg/h
-20
-15
-10
-5
0
5
10
15
20
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material B100 kg/h
2,5E-02
3,0E-02
3,5E-02
4,0E-02
4,5E-02
5,0E-02
1 2 3 4 5 6 7 8 9
Wa
nd
sc
hu
bs
pa
nn
un
gS
pa
lt [
MP
a]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material B100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3 ideal
Material B100 kg/h
0
10
20
30
40
50
1 2 3 4 5 6 7 8 9
Dru
ck
[b
ar]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material B100 kg/h
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8 9
Ma
ss
es
tro
mS
pa
lt [
%]
Stützstelle / Bauhöhe im Mittenschnitt [-]
0% Segment 3 25% Segment 3 50% Segment 375% Segment 3 100% Segment 3
Material B100 kg/h
0
10
20
30
40
50
60
70
80
90
100
DP QM QW QL
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
0% Segment 3 25% Segment 3 50% Segment 3
75% Segment 3 100% Segment 3
Material B100 kg/h
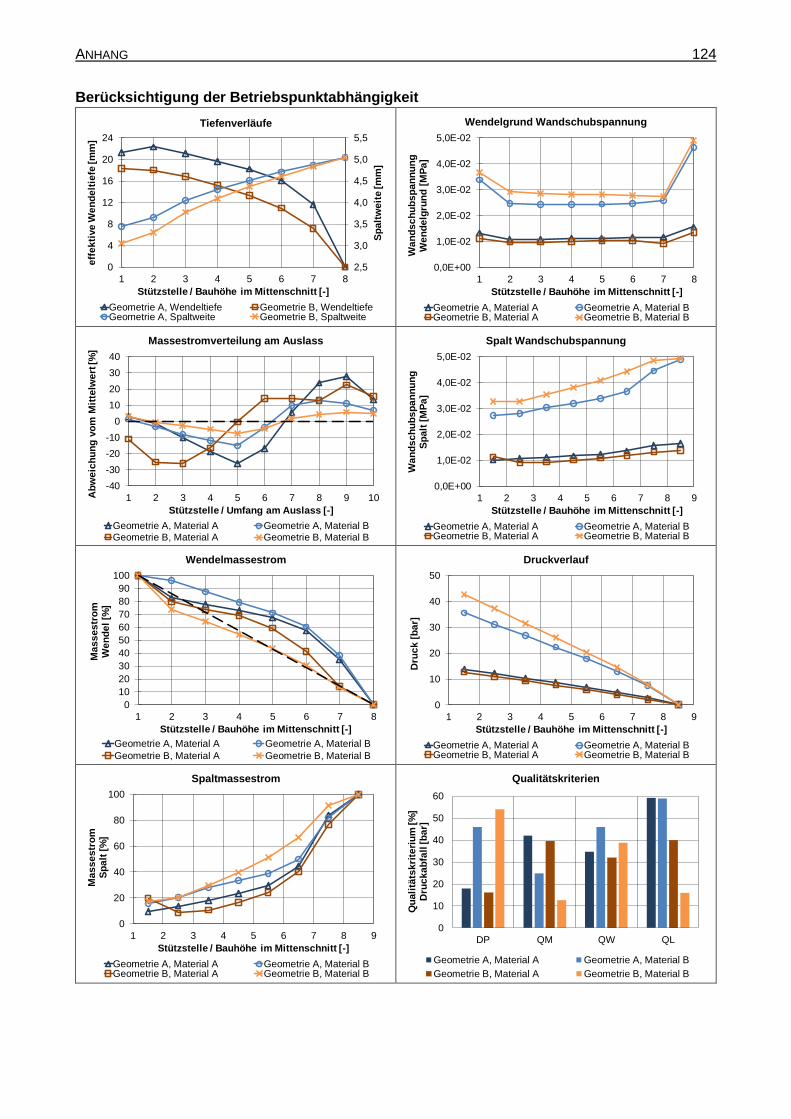
ANHANG 124
Berücksichtigung der Betriebspunktabhängigkeit
Tiefenverläufe
Wendelgrund Wandschubspannung
Massestromverteilung am Auslass
Spalt Wandschubspannung
Wendelmassestrom
Druckverlauf
Spaltmassestrom
Qualitätskriterien
2,5
3,0
3,5
4,0
4,5
5,0
5,5
0
4
8
12
16
20
24
1 2 3 4 5 6 7 8
Sp
alt
we
ite
[m
m]
eff
ek
tive
We
nd
elt
iefe
[m
m]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Wendeltiefe Geometrie B, WendeltiefeGeometrie A, Spaltweite Geometrie B, Spaltweite
0,0E+00
1,0E-02
2,0E-02
3,0E-02
4,0E-02
5,0E-02
1 2 3 4 5 6 7 8
Wa
nd
sc
hu
bs
pa
nn
un
gW
en
de
lgru
nd
[M
Pa
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
-40
-30
-20
-10
0
10
20
30
40
1 2 3 4 5 6 7 8 9 10Ab
we
ich
un
g v
om
Mit
telw
ert
[%
]
Stützstelle / Umfang am Auslass [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0,0E+00
1,0E-02
2,0E-02
3,0E-02
4,0E-02
5,0E-02
1 2 3 4 5 6 7 8 9
Wa
nd
sc
hu
bs
pa
nn
un
gS
pa
lt [
MP
a]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5 6 7 8
Ma
ss
es
tro
mW
en
de
l [%
]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material B
Geometrie B, Material A Geometrie B, Material B
0
10
20
30
40
50
1 2 3 4 5 6 7 8 9
Dru
ck
[b
ar]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0
20
40
60
80
100
1 2 3 4 5 6 7 8 9
Ma
ss
es
tro
mS
pa
lt [
%]
Stützstelle / Bauhöhe im Mittenschnitt [-]
Geometrie A, Material A Geometrie A, Material BGeometrie B, Material A Geometrie B, Material B
0
10
20
30
40
50
60
DP QM QW QL
Qu
ali
täts
kri
teri
um
[%
] D
ruc
ka
bfa
ll [b
ar]
Geometrie A, Material A Geometrie A, Material B
Geometrie B, Material A Geometrie B, Material B
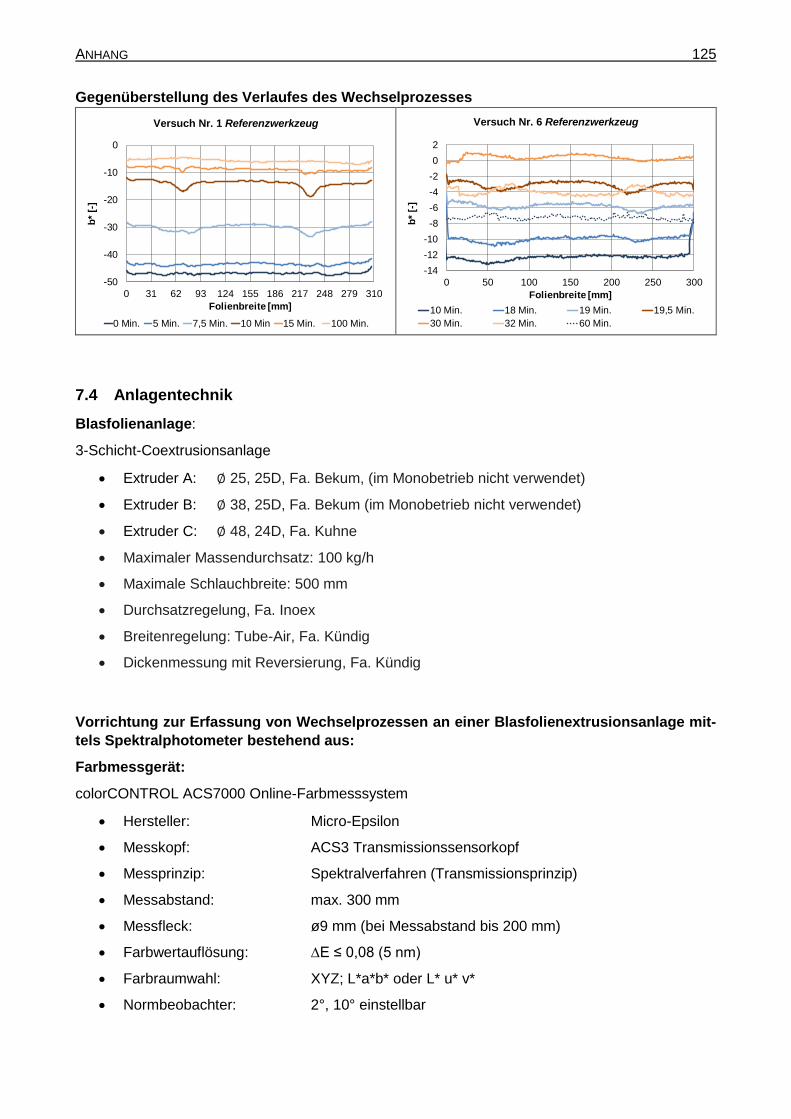
ANHANG 125
Gegenüberstellung des Verlaufes des Wechselprozesses
Versuch Nr. 1 Referenzwerkzeug
Versuch Nr. 6 Referenzwerkzeug
7.4 Anlagentechnik
Blasfolienanlage:
3-Schicht-Coextrusionsanlage
Extruder A: ∅ 25, 25D, Fa. Bekum, (im Monobetrieb nicht verwendet)
Extruder B: ∅ 38, 25D, Fa. Bekum (im Monobetrieb nicht verwendet)
Extruder C: ∅ 48, 24D, Fa. Kuhne
Maximaler Massendurchsatz: 100 kg/h
Maximale Schlauchbreite: 500 mm
Durchsatzregelung, Fa. Inoex
Breitenregelung: Tube-Air, Fa. Kündig
Dickenmessung mit Reversierung, Fa. Kündig
Vorrichtung zur Erfassung von Wechselprozessen an einer Blasfolienextrusionsanlage mit-
tels Spektralphotometer bestehend aus:
Farbmessgerät:
colorCONTROL ACS7000 Online-Farbmesssystem
Hersteller: Micro-Epsilon
Messkopf: ACS3 Transmissionssensorkopf
Messprinzip: Spektralverfahren (Transmissionsprinzip)
Messabstand: max. 300 mm
Messfleck: ø9 mm (bei Messabstand bis 200 mm)
Farbwertauflösung: ∆E ≤ 0,08 (5 nm)
Farbraumwahl: XYZ; L*a*b* oder L* u* v*
Normbeobachter: 2°, 10° einstellbar
-50
-40
-30
-20
-10
0
0 31 62 93 124 155 186 217 248 279 310
b*
[-]
Folienbreite [mm]
0 Min. 5 Min. 7,5 Min. 10 Min 15 Min. 100 Min.
-14
-12
-10
-8
-6
-4
-2
0
2
0 50 100 150 200 250 300
b*
[-]
Folienbreite [mm]
10 Min. 18 Min. 19 Min. 19,5 Min.
30 Min. 32 Min. 60 Min.
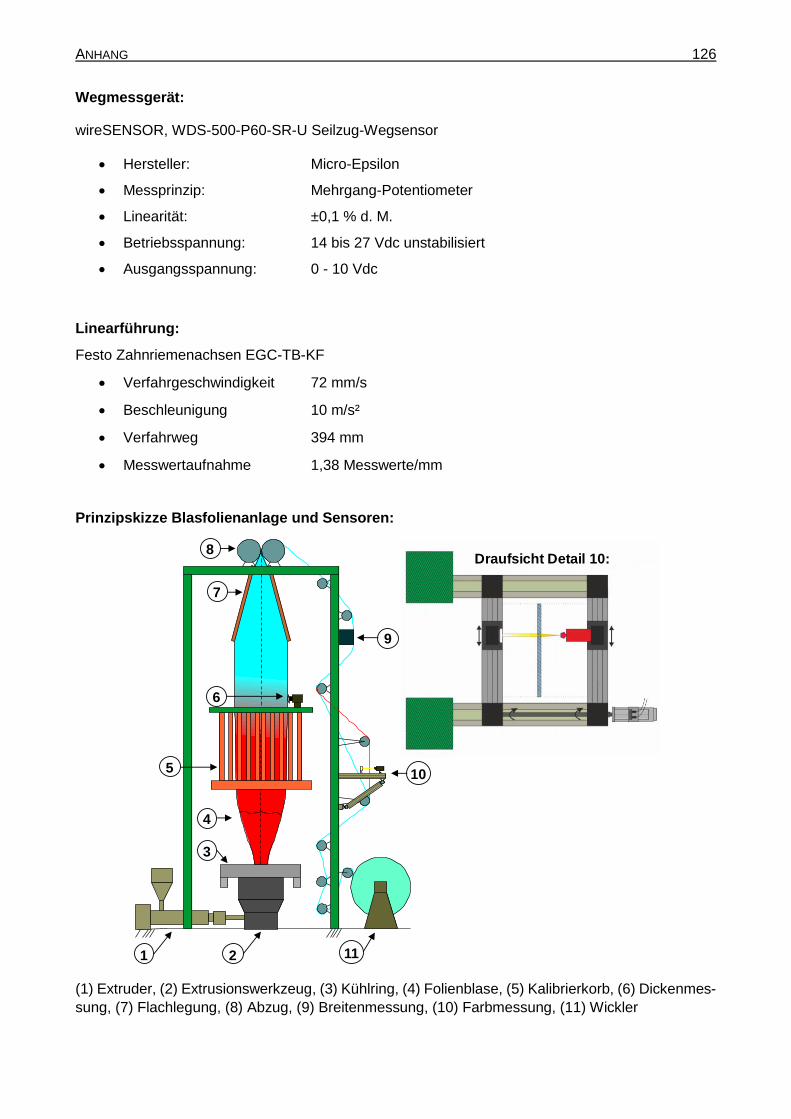
ANHANG 126
Wegmessgerät:
wireSENSOR, WDS-500-P60-SR-U Seilzug-Wegsensor
Hersteller: Micro-Epsilon
Messprinzip: Mehrgang-Potentiometer
Linearität: ±0,1 % d. M.
Betriebsspannung: 14 bis 27 Vdc unstabilisiert
Ausgangsspannung: 0 - 10 Vdc
Linearführung:
Festo Zahnriemenachsen EGC-TB-KF
Verfahrgeschwindigkeit 72 mm/s
Beschleunigung 10 m/s²
Verfahrweg 394 mm
Messwertaufnahme 1,38 Messwerte/mm
Prinzipskizze Blasfolienanlage und Sensoren:
(1) Extruder, (2) Extrusionswerkzeug, (3) Kühlring, (4) Folienblase, (5) Kalibrierkorb, (6) Dickenmes-
sung, (7) Flachlegung, (8) Abzug, (9) Breitenmessung, (10) Farbmessung, (11) Wickler
8
1 2 11
3
4
5
6
7
9
10
Draufsicht Detail 10:
ANHANG 127
Lebenslauf
Der Lebenslauf ist in der Online-Version aus Gründen des Datenschutzes nicht enthalten.