
Geeignete Testmethoden zur Charakterisierung von ... · pts-forschungsbericht igf 69 ebr geeignete...
44
PTS-FORSCHUNGSBERICHT IGF 69 EBR GEEIGNETE TESTMETHODEN ZUR CHARAKTERISIERUNG VON FLEXODRUCKSUBSTRATEN FÜR EINE VERBESSERTE DRUCKFARBEN- HAFTUNG UND BEDRUCKBARKEIT www.ptspaper.de » VERPACKUNG UND KONFORMITÄT » DRUCK UND FUNKTIONALE OBERFLÄCHEN » MATERIALPRÜFUNG UND ANALYTIK » FASERN UND COMPOSITE » PAPIER- WIRTSCHAFT 4.0
Transcript of Geeignete Testmethoden zur Charakterisierung von ... · pts-forschungsbericht igf 69 ebr geeignete...
PTS-FORSCHUNGSBERICHT IGF 69 EBRGEEIGNETE TESTMETHODEN ZUR CHARAKTERISIERUNG VONFLEXODRUCKSUBSTRATEN FÜR EINE VERBESSERTE DRUCKFARBEN-HAFTUNG UND BEDRUCKBARKEIT
www.ptspaper.de
» VERPACKUNG UNDKONFORMITÄT
» DRUCK UND FUNKTIONALE OBERFLÄCHEN
» MATERIALPRÜFUNGUND ANALYTIK
» FASERN UNDCOMPOSITE
» PAPIER-WIRTSCHAFT 4.0
N. Brandt Geeignete Testmethoden zur Charakterisierung von Flexodrucksubstraten für eine verbesserte Druckfarbenhaftung und Bedruckbarkeit (Flexinad) PTS-Forschungsbericht 25/14 Juni 2015
Papiertechnische Stiftung (PTS) Heßstraße 134 D - 80797 München
www.ptspaper.de
Download-Information:
Diese Studie steht auf der Homepage der PTS zum Download bereit: www.ptspaper.de/forschungsdatenbank
Ansprechpartner:
Nicole Brandt Tel. (03529) 551-658 [email protected]
Papiertechnische Stiftung PTS Institut für Zellstoff und Papier IZP Pirnaer Straße 37 01809 Heidenau
Das Forschungsvorhaben IGF 69 EBR der AiF-Forschungs-vereinigung PTS wurde über die AiF im Rahmen des Programms zur Förderung der Industriellen Gemeinschaftsforschung (IGF) vom Bundesministerium für Wirtschaft und Energie aufgrund eines Beschlusses des Deutschen Bundestages gefördert. Dafür sei an dieser Stelle herzlich gedankt.
Unser Dank gilt außerdem den beteiligten Firmen für die Probenbe-reitstellung und für die freundliche Unterstützung bei der Projekt-durchführung.
1(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Geeignete Testmethoden zur Charakterisierung von Flexodrucksubstraten für eine verbesserte Druckfarbenhaftung und Bedruckbarkeit N. Brandt Inhalt
1 Zusammenfassung 2
2 Abstract 3
3 Einleitung 4
4 Gesamtvorgehen 5
5 Materialien und Methoden 6
5.1 Charakterisierung der eingesetzten Materialien 6 5.1.1 Charakterisierung der unbedruckten Substrate ................................................................ 6 5.1.2 Charakterisierung der Druckfarben ................................................................................... 7 5.1.3 Charakterisierung der Drucke ............................................................................................ 8
5.2 Druckversuche 8
6 Aktualisierung der Datenbasis und Materialbeschaffung 9
6.1 Vorgehen 9
6.2 Ergebnisse der Befragung 9
6.3 Auswahl der Materialien 11
7 Charakterisierung der Materialien 12
8 Entwicklung von Methoden und Anwendung dieser zur Charakterisierung der unbedruckten und bedruckten Substrate 15
8.1 Kontaktwinkelmessung 15
8.2 IR-Spektroskopie 21
8.3 Rasterkraftmikroskopie (AFM) 23
8.4 Tesa-Tests 24
8.5 Scheuertests 25
8.6 Weitere Methoden zur Charakterisierung der Druckfarbenhaftung 31
9 Labordruck 32
10 Industriedruck 36
11 Zusammenhänge und Ableitung von Empfehlungen für Druckereien 38
N. Brandt: Flexinad 2(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
1 Zusammenfassung
Thema Geeignete Testmethoden zur Charakterisierung von Flexodrucksubstraten für eine verbesserte Druckfarbenhaftung und Bedruckbarkeit
Zielstellung In diesem Projekt sollten für den Anwender im Flexodruck- und Verpackungssek-tor praktikable Methoden zur Messung von Benetzung und Haftung entwickelt werden, um bei Adhäsionsproblemen angemessen reagieren zu können. Es sollten vorhandene Test- und Messmethoden verglichen, Einflüsse seitens des Substrates, der Druckfarbe und des Prozesses identifiziert und dem Verarbeiter und Nutzer Empfehlungen geben werden, mit welchen Methoden er sinnvoll arbeiten kann. Einige theoretische Aspekte zur Adhäsion werden untersucht, insbesondere die Nutzung neuerer analytischer Methoden wie IR-Spektroskopie und Kontaktwinkelmessungen an der Oberfläche der Substrate steht hierbei im Vordergrund.
Ergebnisse In den Arbeiten im Rahmen dieses Projektes wurden Messmethoden zur Cha-rakterisierung der Benetzbarkeit und damit auch der Flexobedruckbarkeit von Substratoberflächen erarbeitet.
Außerdem wurden Methoden zur Bewertung der Haftungseigenschaften von Flexodrucken auf ihre Eignung zur Bewertung der Ergebnisse direkt im Druck geprüft. Hierzu wurden bereits bekannte Methoden mit neueren analytischen Verfahren verglichen und entsprechende Zusammenhänge abgeleitet. Es wurde eine Methode zur Prüfung der Haftung, die im Drucksaal angewendet werden kann, standardisiert. Die wesentlichen die Haftung beeinflussenden Faktoren wurden identifiziert und entsprechende Handlungsempfehlungen für Hersteller und Anwender abgeleitet.
Es wurde für jeden Druckfarben- und Substrattyp ein standardisiertes Verfahren zur Bedruckung mittels Flexoprobedruckgerät entwickelt. Es konnte gezeigt werden, dass die mittels Probedruckgerät hergestellten Drucke hinsichtlich Haftung zu industriell erzeugten Drucken vergleichbare Eigenschaften aufwei-sen.
N. Brandt: Flexinad 3(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
2 Abstract
Theme Appropriate test methods to characterise flexographic substrates for improved ink adhesion and printability
Project objective Aim of the multinational research project was to provide users in the flexographic printing and packaging sectors with practicable measurement techniques for wetting and adhesion properties enabling them to effectively solve adhesion problems. Existing test methods and measurement techniques were compared, identifying relevant influences of substrate, printing ink and process parameters to derive recommendations for converters and users as to which method is most suitable for which task or application. Various theoretical aspects of adhesion were investigated, focusing on the use of recent analytical methods like IR spectroscopy and contact angle measurements on substrate surfaces.
Main results The project has led to measurement methods that can be used to adequately characterize the wetting behaviour and flexographic printability of substrate surfaces.
Moreover, the suitability of test methods for evaluating the adhesion properties of flexographic prints directly in the process was examined by comparing conven-tional with more recent analytical methods and deriving relevant relationships. An adhesion test that can be used directly in the press room was standardized. The main influences on adhesion were identified and used as basis to make recom-mendations to manufacturers and users how to avoid adhesion problems.
A standardized flexographic test printer process was developed for each type of printing ink and substrate investigated. It could be demonstrated that the adhe-sion properties of prints made by the test printer were comparable to those of industrial print products.
N. Brandt: Flexinad 4(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
3 Einleitung
Verpackungs -druck/F lexodruck
Im Mittelpunkt des beantragten Projekts stand der Flexodruck auf Verpackungs-materialien.
Verpackungen müssen viele Funktionen erfüllen – Informationsvermittlung, Vermarktung und Verkauf, Schutz des Verpackungsinhalts, problemloser Trans-port, Güterumschlag und Lagerung. Insbesondere im Hinblick auf die Vermark-tung setzen Hersteller und Käufer zunehmend auf mehrfarbig bedruckte, auf-wändig gestaltete Verpackungen.
Neben herkömmlichen Tiefdruck- und Offsetverfahren gewinnt der Flexodruck dank seiner Flexibilität und Kostenvorteile in einigen Bereichen immer mehr an Bedeutung. In traditionellen Einsatzbereichen des Flexodrucks wie dem Well-pappendruck werden die Leistungs-und Qualitätsanforderungen immer höher.
Das Flexodruckverfahren ist in den letzten Jahren ständig weiterentwickelt worden, so dass heute auf den unterschiedlichsten Materialien und in Kombinati-on mit vielen Ausrüstungsverfahren qualitativ hochwertige Druckergebnisse erzielbar sind.
Genau da liegt jedoch eines der Hauptprobleme– nämlich die Vielzahl möglicher Kombinationen und Eigenschaften, die bisher nicht näher für den Flexodruck untersucht und spezifiziert worden sind.
Jeder Bedruckstoff stellt ganz bestimmte Anforderungen an die Druckfarbe, Druckplatte und Verfahrensparameter. Da das Interesse am Flexodruck erst in den letzten 10 bis 15 Jahren deutlich gestiegen ist, wurden die grundlegenden Zusammenhänge zwischen diesen Komponenten bisher noch nicht ausreichend erforscht. Das betrifft insbesondere wichtige Aspekte des Druckvorgangs wie das Benetzen der Walze, Platte und des Bedruckstoffs. Ebenfalls unerforscht ist die Druckfarbenhaftung auf dem Substrat, die für die Qualität des Druckerzeugnis-ses ganz entscheidend ist.
Bisher erfolgten Auswahl, Prozessteuerung und Abstimmung der Komponenten beim Flexodruck fast ausschließlich auf empirischem Wege. Da es so gut wie keine systematischen Untersuchungen zu Benetzungs- und Adhäsionsphäno-menen gibt, bestand hier offensichtlich dringender Forschungsbedarf.
Projektziel In diesem Projekt sollten Test- und Prüfmethoden verglichen werden, die poten-tiell den Einfluss von Substrat, Druckfarbe und Druckprozess auf die Beurteilung von Haftung und Druckqualität bewerten können. Dazu wurden bereits heute bei den Anwendern verwendete Methoden, konventionelle Methoden zur Bewertung von Oberflächen, aber auch neuere Methoden wie Kontaktwinkelmessung und Infrarotspektroskopie in die Untersuchungen einbezogen. Einige theoretische Aspekte zur Benetzung und Haftung waren ebenfalls Bestandteil des Projektes. Die Ergebnisse des Projektes versetzen Drucker und Anwender in die Lage, ihre Substrate und Druckprodukte hinsichtlich Haftung zu testen, und können als Basis genutzt werden, um Empfehlungen und Rückschlüsse zu geben, wenn Haftungsprobleme auftreten.
N. Brandt: Flexinad 5(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
4 Gesamtvorgehen
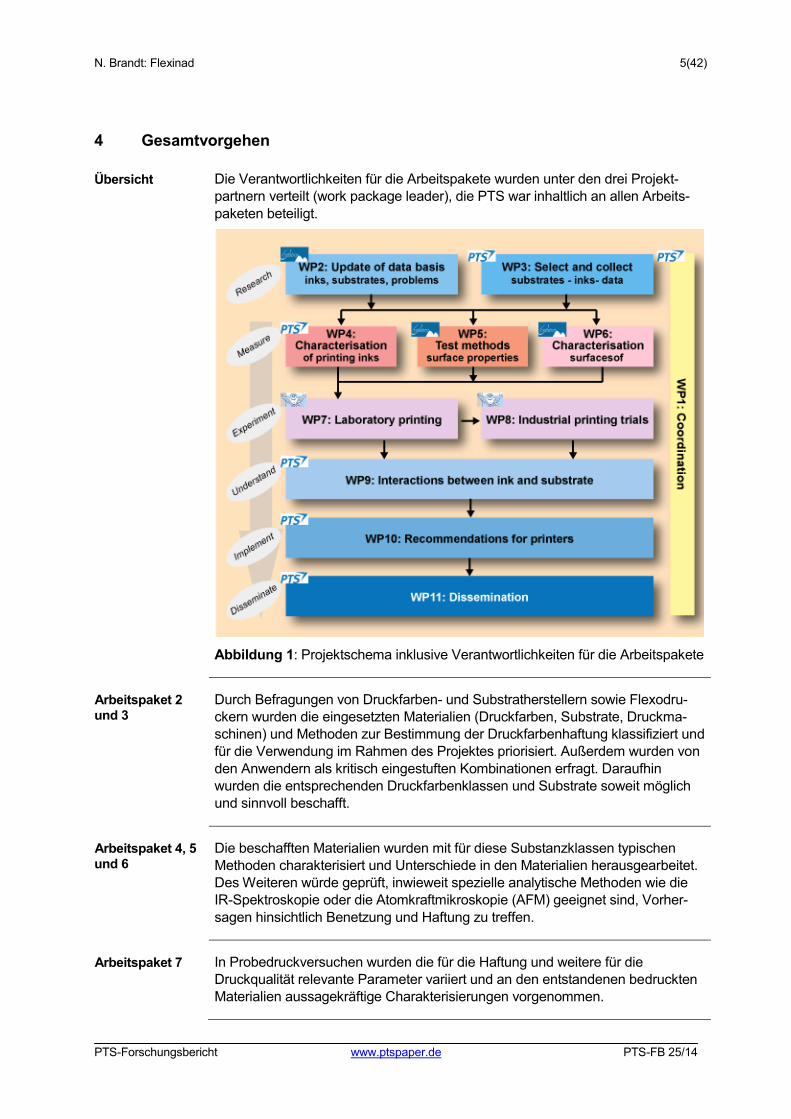
Übersicht Die Verantwortlichkeiten für die Arbeitspakete wurden unter den drei Projekt-partnern verteilt (work package leader), die PTS war inhaltlich an allen Arbeits-paketen beteiligt.
Abbildung 1: Projektschema inklusive Verantwortlichkeiten für die Arbeitspakete
Arbeitspaket 2 und 3
Durch Befragungen von Druckfarben- und Substratherstellern sowie Flexodru-ckern wurden die eingesetzten Materialien (Druckfarben, Substrate, Druckma-schinen) und Methoden zur Bestimmung der Druckfarbenhaftung klassifiziert und für die Verwendung im Rahmen des Projektes priorisiert. Außerdem wurden von den Anwendern als kritisch eingestuften Kombinationen erfragt. Daraufhin wurden die entsprechenden Druckfarbenklassen und Substrate soweit möglich und sinnvoll beschafft.
Arbeitspaket 4, 5 und 6
Die beschafften Materialien wurden mit für diese Substanzklassen typischen Methoden charakterisiert und Unterschiede in den Materialien herausgearbeitet. Des Weiteren würde geprüft, inwieweit spezielle analytische Methoden wie die IR-Spektroskopie oder die Atomkraftmikroskopie (AFM) geeignet sind, Vorher-sagen hinsichtlich Benetzung und Haftung zu treffen.
Arbeitspaket 7 In Probedruckversuchen wurden die für die Haftung und weitere für die Druckqualität relevante Parameter variiert und an den entstandenen bedruckten Materialien aussagekräftige Charakterisierungen vorgenommen.
N. Brandt: Flexinad 6(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Arbeitspaket 8 Die Industriedruckversuche dienten zum einen dazu, Einflussgrößen an einer realen Druckmaschine zu variieren, die an Probedruckgeräten nicht oder nur schwer einstellbar sind (Vorbehandlung, UV-Trocknung), zum anderen Verglei-che zwischen realer und Labordruckmaschine ziehen können, um die aus den Laborversuchen gewonnen Ergebnisse hinsichtlich ihrer Aussagekraft für die Qualität der Industriedrucke besser einschätzen zu lernen.
Arbeitspaket 9 und 10
Aus den gewonnen Zusammenhängen zwischen Eigenschaften der Ausgangs-materialien und Druckbedingungen einerseits sowie der Charakterisierung der erhaltenen Drucke andererseits wurden häufige (Haftungs-) Phänomene und deren mögliche Beseitigung durch den Drucker beschrieben.
Material und Methoden
Die mehrfach eingesetzten Materialien und Methoden sind im Kap. 4 beschrie-ben. Speziell eingesetzte Materialien und Methoden sind im Vorfeld der jeweilig durchgeführten Untersuchung aufgeführt.
5 Materialien und Methoden
5.1 Charakterisierung der eingesetzten Materialien
5.1.1 Charakterisierung der unbedruckten Substrate
Basis-eigenschaften
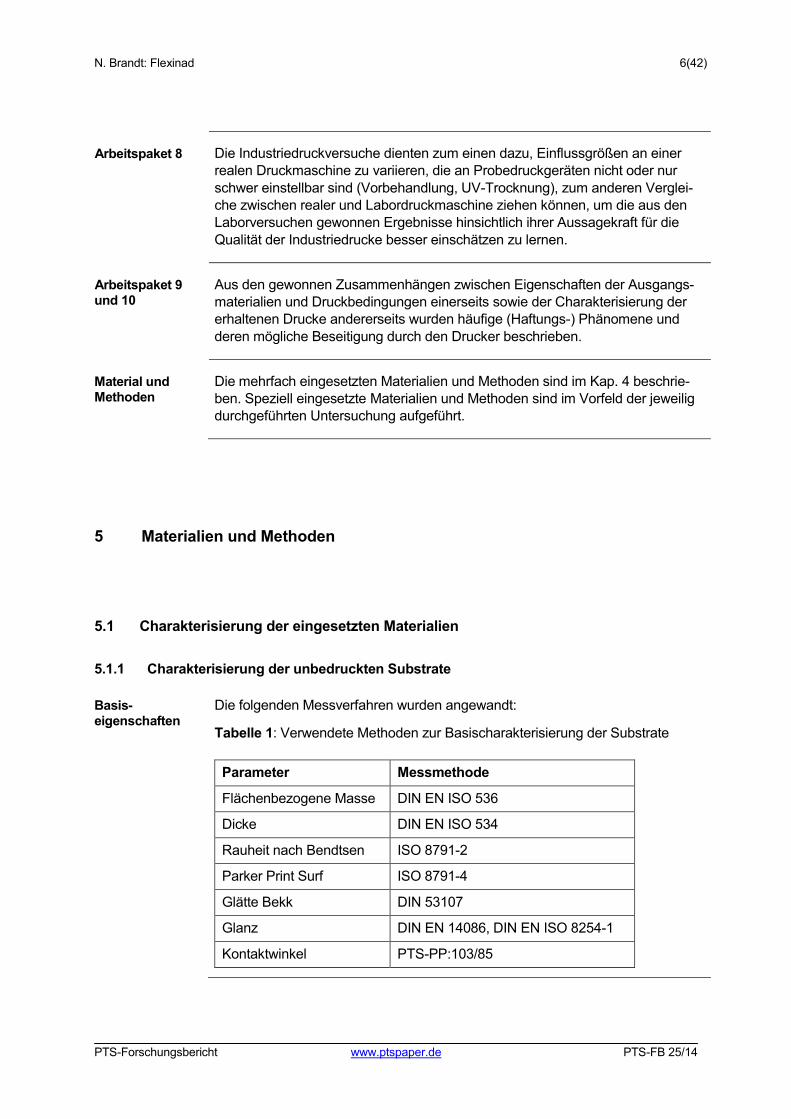
Die folgenden Messverfahren wurden angewandt:
Tabelle 1: Verwendete Methoden zur Basischarakterisierung der Substrate
Parameter Messmethode
Flächenbezogene Masse DIN EN ISO 536
Dicke DIN EN ISO 534
Rauheit nach Bendtsen ISO 8791-2
Parker Print Surf ISO 8791-4
Glätte Bekk DIN 53107
Glanz DIN EN 14086, DIN EN ISO 8254-1
Kontaktwinkel PTS-PP:103/85
N. Brandt: Flexinad 7(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
IR-Spektroskopie Die IR-spektroskopischen Untersuchungen wurden an einem modular aufgebau-ten FT-IR-Spektrometer der Firma Bruker durchgeführt. Es wurde die in der PTS etablierte ATR-Technik verwendet, was bedeutet, dass ohne weitere Probenvor-behandlung Informationen zur chemischen Zusammensetzung der Substratober-fläche gewonnen werden können. Es wurde zum einen das Tensor 27 und zum anderen das Hyperion 2000 (IR-Mikroskop) verwendet.
Kontaktwinkel/ Oberflächen-spannung
Zur Ermittlung von Kontaktwinkeln und Oberflächenenergien von Substraten wurde ein OCA 20 der Firma Dataphysics verwendet. Es wurden verschiedene Methoden zur Berechnung der Oberflächenenergien verglichen, im Wesentli-chen die Methoden nach Owens-Wendt-Rabel-Kaelble und die Methode nach Wu. Als Flüssigkeiten wurden destilliertes Wasser, Formamid, Diiodmethan und die Druckfarben verwendet.
Zu Vergleichszwecken wurden ausgewählte Kontaktwinkel auch mit dem Po-cket-Goniometer PG3 (Fibro) und die Oberflächenspannung nach PTS-Methode PTS-PP 103/85 ermittelt.
Die Corona-behandelten Substrate wurden direkt vor Ort mit einem Kontaktwin-kelmessgerät der Firma Krüss sowie Testtinten nach DIN von der Firma Softal charakterisiert.
AFM Für die Atomkraftmikroskopie wurde ein Nanosurf Nanite AFM mit einem Can-tilever vom Typ PPP-NCLR im non contact Modus eingesetzt.
5.1.2 Charakterisierung der Druckfarben
Viskosität Die Viskosität der Druckfarben wurde zum einen mittels Auslaufbecher, zum anderen mittels Rotationsviskosimeter (Kegel-Platte-System) MCR 302 be-stimmt, wobei letztere Methode das Nicht-Newtonsche Verhalten der Flexodruckfarben deutlich macht.
Oberflächen-spannung
Die Oberflächenspannung der Druckfarben wurde am OCA 20 (Dataphysics) mit der Methode des hängenden Tropfens (pendant drop Methode) bestimmt. Aufgrund der hohen Viskosität konnten einige Druckfarben mit dieser Methode nicht charakterisiert werden.
Außerdem wurden Randwinkel der Druckfarben auf den Substraten gemessen.
N. Brandt: Flexinad 8(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
5.1.3 Charakterisierung der Drucke
Optische Dichte Die am Labordruckgerät F1 erzeugten Drucke wurden konventionell hinsichtlich optischer Dichte und Flächendeckung (Rasterflächen) charakterisiert. Hierzu wurde das im Rahmen des Projektes neu beschaffte Spektralphotometer X-Rite eXact benutzt.
Haftungstest Zur Bestimmung der Haftung der Druckfarben wurden Haftungstests mit ver-schiedenen Klebebändern (Tesa, Scotch und 3 M) in verschiedenen Varianten durchgeführt. Variiert wurden:
• Zeitpunkt des Tests
• Abzugsgeschwindigkeit
• Abzugswinkel
• Anpresskraft beim Aufkleben des Klebebands
Außerdem wurden Versuche zur Bestimmung der Haftkräfte zwischen Druckfar-be und Substrat an einem Friction-/Peel-Tester FP -2250 der Firma Thwing - Albert Instrument Company durchgeführt. Hierzu wurden insbesondere die Finat Methoden FTM 1 (180 ° Abzugswinkel) und 2 (90°) adaptiert.
Abriebtest (Quartant)
An den Drucken wurden Scheuertests an einem Quartant Scheuerprüfer (Firma prüfbau) durchgeführt. Es wurden folgende Parameter variiert:
• Masse des Scheuergewichts
• Anzahl der Hübe (Scheuerbewegungen)
• Art des Kontermaterials
5.2 Druckversuche
Probedruckgerät Die Labordruckversuche wurden an einem IGT F1 durchgeführt. Neben den eingesetzten Materialien (Substrat und Druckfarbe) wurden folgende Parameter variiert:
• Druckform (Material und Rasterung)
• Aniloxwalze (Material und Schöpfvolumen)
• Aniloxkraft (Anpresskraft zwischen Aniloxwalze und Druckform)
• Druckkraft (Kraft zwischen Druckform und Substrat/Gegendruckwalze)
• Anzahl der Einfärbezyklen
• Druckgeschwindigkeit
N. Brandt: Flexinad 9(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Industriedruck-versuche
Die industriellen Druckversuche wurden an einer Nilpeter-Druckmaschine in Aichwald durchgeführt. Es wurden 3 Substrate mit 4 verschiedenen Druckfarben bedruckt. Es wurden die Corona-Vorbehandlung sowie der UV-Trockner benutzt. Um reale Verhältnisse abzubilden, wurden verschieden im Haus vorhandene Aniloxwalzen und Druckformen (Raster und Vollton) benutzt.
6 Aktualisierung der Datenbasis und Materialbeschaffung
6.1 Vorgehen
Interviews Von den Partnern wurde anhand eines Fragebogen Interviews mit Unternehmen aus der Flexodruckbranche geführt. Dies beinhaltete:
• Druckereien
• Druckfarbenhersteller
• Papierhersteller
Fragebögen Der Fragebogen war je nach zu befragendem Unterzweig leicht unterschiedlich aufgebaut. Er beinhaltete neben einigen allgemeinen Fragen zu eingesetzten Maschinen und Materialien folgende Komplexe:
• Prüfung der Haftung • Benutzung von Probedruckgeräten • Maßnahmen bei festgestellter unzureichender Haftung
6.2 Ergebnisse der Befragung
Anmerkung Nachfolgend sind die Ergebnisse der Befragung aller Projektpartner dargestellt, da dies die Grundlage für die weiteren Arbeiten bildete.
Eingesetzte Materialien (Druckereien)
Bei den befragten Unternehmen werden am häufigsten Etiketten, Kunststoffe und eingesetzt.
Am häufigsten Probleme hinsichtlich Druckfarbenadhäsion gab es bei der Verwendung von Kunststoffsubstraten, sowohl mit UV-härtenden Druckfarben als auch mit wässrigen Farben.
N. Brandt: Flexinad 10(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Tests zur Bedruckbarkeit und Haftung (Druckereien)
Es werden prinzipiell nur selten Vorversuche zur Bedruckbarkeit oder Druckfar-benhaftung gemacht. Im Wesentlichen beschränken sie sich auf den Test der Oberflächenspannung mit Testtinten.
An den hergestellten Drucken werden in mehr als der Hälfte der Fälle Tesa-Tests und/oder Wischtests zur Überprüfung der Haftung durchgeführt.
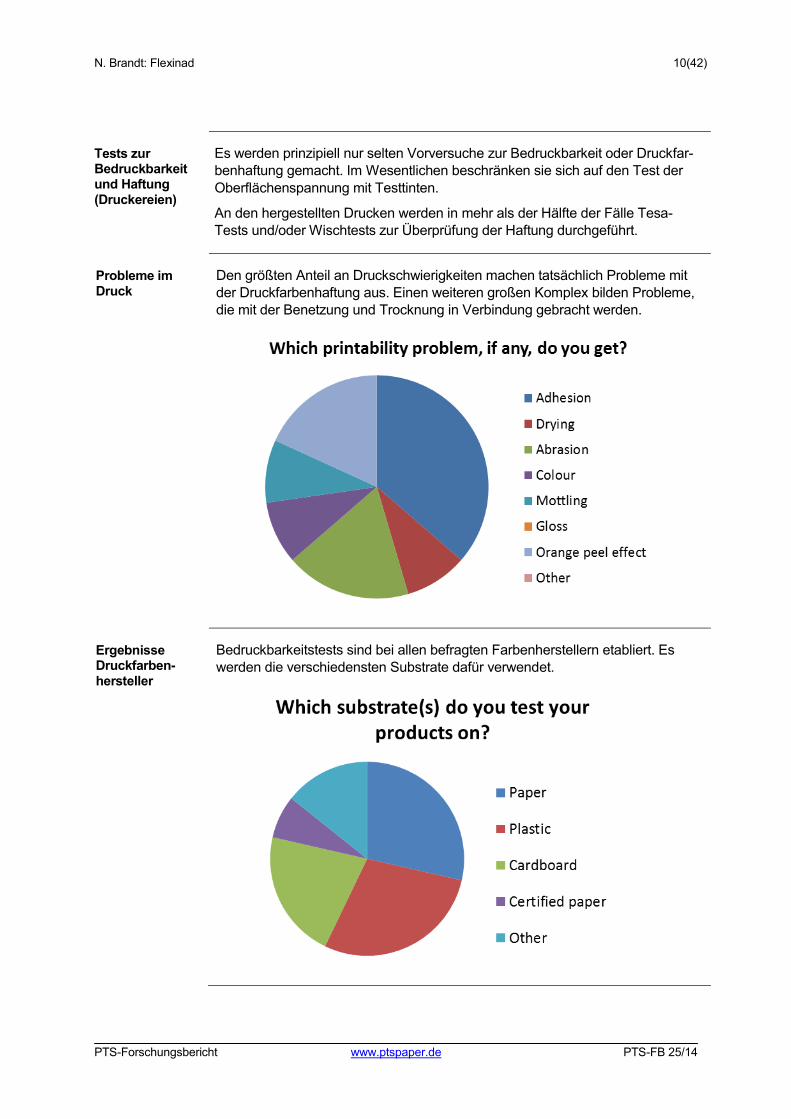
Probleme im Druck
Den größten Anteil an Druckschwierigkeiten machen tatsächlich Probleme mit der Druckfarbenhaftung aus. Einen weiteren großen Komplex bilden Probleme, die mit der Benetzung und Trocknung in Verbindung gebracht werden.
Ergebnisse Druckfarben-hersteller
Bedruckbarkeitstests sind bei allen befragten Farbenherstellern etabliert. Es werden die verschiedensten Substrate dafür verwendet.
N. Brandt: Flexinad 11(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Ergebnisse Substratherstel-ler
Während die Druckfarbenhersteller fast alle eine Flexo-Probedruckmaschine besitzen und auch zur Qualitätssicherung verwenden, nutzten von den Sub-stratherstellern nur zwei regelmäßig ein Probedruckgerät, und von ihnen nur einer eines zur Kontrolle der Flexodruckqualität.
Alle Hersteller erhielten von Zeit zu Zeit Feedback vom Kunden hinsichtlich Haftungsproblemen.
6.3 Auswahl der Materialien
Vorgehen Die Materialien wurden priorisiert anhand der Ergebnisse der Befragungen und anhand folgender Kriterien ausgewählt: Verfügbarkeit, Häufigkeit des Einsatzes, erwartete Unterschiede im Benetzungs- und Haftungsverhalten.
Druckfarben Da sich in den Befragungen bestätigte, dass es mit Lösungsmittelhaltigen Flexodruckfarben nur wenige Probleme hinsichtlich Haftung gibt, wurde auf die Verwendung dieser Farben im Rahmen des Projektes verzichtet.
Es wurden jeweils verschiedene Druckfarben aus den beiden Komplexen UV-härtbare Systeme und Wasserfarben sowie gängige Additive beschafft.
Die deutsche Forschungsstelle hat sich ausschließlich mit den wasserbasierten Druckfarben beschäftigt.
Substrate Es wurden aus den Klassen Label, Liner und Kunststofffolie (nachfolgend verkürzt „Folie“ genannt) jeweils unterschiedliche Substrate beschafft. Dabei wurde soweit es ging bereits bei der Auswahl darauf geachtet, neben den herkömmlichen Materialien auch solche einzubeziehen, von denen bekannt war, dass es Probleme hinsichtlich Haftung geben könnte. Bei den Foliensubstraten wurden sowohl behandelte als auch unbehandelte Materialien beschafft.
Um den Untersuchungsrahmen nicht sprengen und da sie bei den Unternehmen des Projektbegleitenden Ausschusses und bei den befragten Unternehmen keine entscheidende Rolle spielte, wurde auf die Einbeziehung von Aluminiumfo-lie im Rahmen dieses Projektes verzichtet.
N. Brandt: Flexinad 12(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
7 Charakterisierung der Materialien
Druckfarben - Viskosität
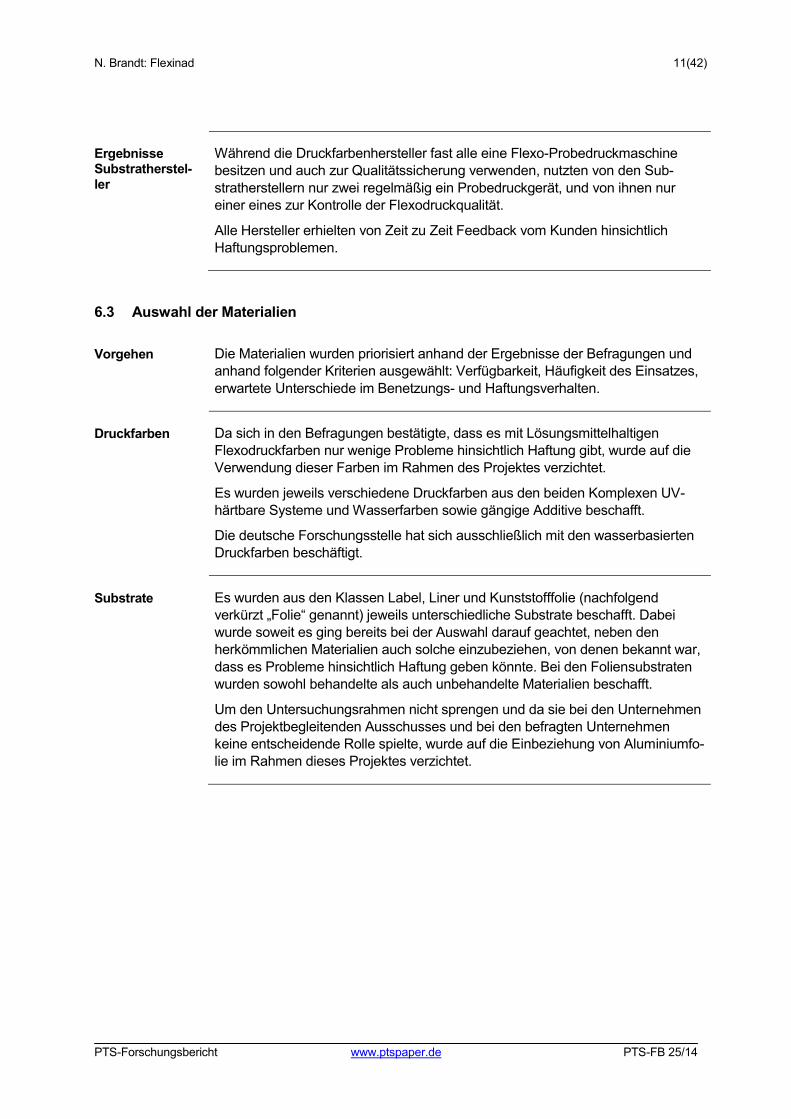
Die für die Druckversuche genutzten Druckfarben zeigen den typischen Scherraten abhängigen Verlauf der Viskosität Nicht-Newtonscher Fluide. Beispielhaft sind nachfolgend die Viskositätskurven einiger verwendeter Druckfarben gezeigt.
Abb. 2: Viskositätskurven von Flexodruckfarben (Beispiele)
Auffallend ist die um eine Potenz höhere Viskosität der UV-härtenden Druckfar-be. Der Farbton hat bei Druckfarben gleicher Grundsysteme keinen signifikanten Einfluss auf die Viskosität (vgl. wässrige Druckfarbe 1 und 2 im obigen Dia-gramm).
Für die vergleichsweise niedrigviskosen wasserbasierten Druckfarben kann die Viskosität auch mittels Auslaufbecher bestimmt werden. Diese Werte werden häufig auch von den Druckfarbenherstellern angegeben. Die hier verwendeten wasserbasierten Druckfarben besaßen Viskositäten zwischen 10 und 50 s.
UV-Druckfarbe Wässrige Druckfarbe 1 Wässrige Druckfarbe 2 Wässrige Druckfarbe 3
N. Brandt: Flexinad 13(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Oberflächen-spannung
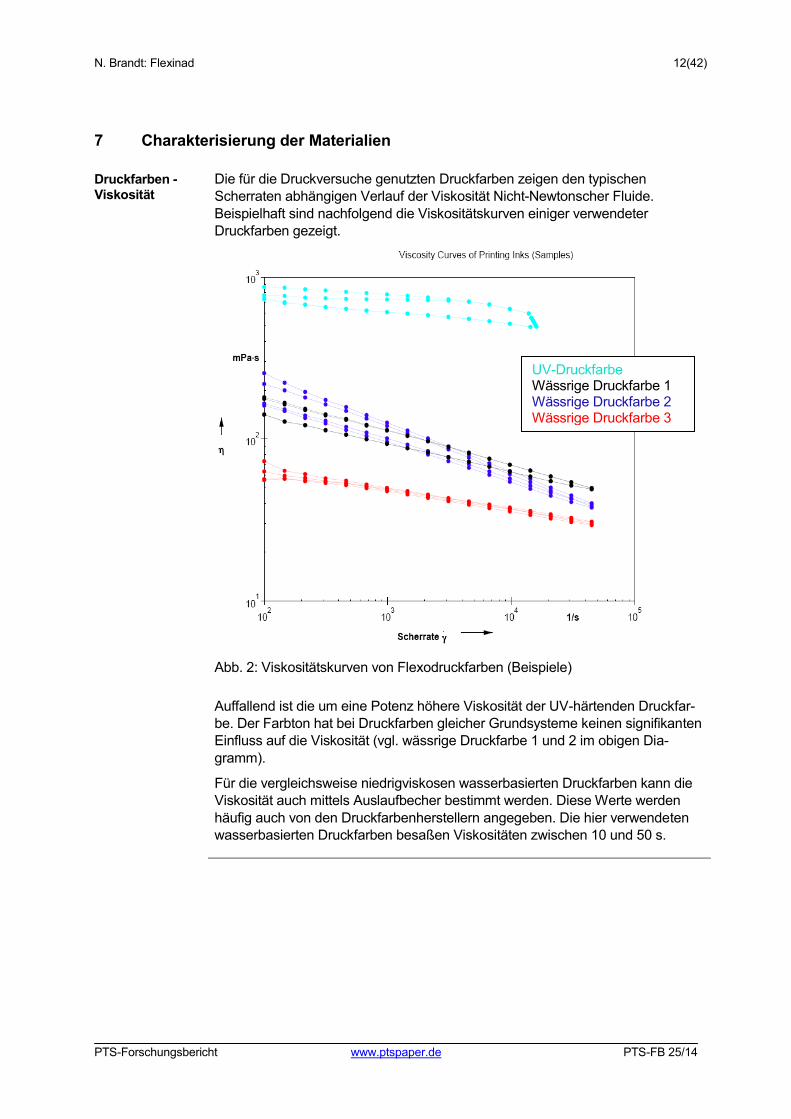
Aufgrund der hohen Viskosität der UV-härtenden Druckfarben konnte die Oberflächenspannung dieser nicht mit der Pendant Drop Methode bestimmt werden. Auch einige wasserbasierte Druckfarben bildeten keine reproduzierbar messbaren Tropfen aus. Erfahrungen bzw. eigene Messwerte der Hersteller besagen aber, dass auch diese Druckfarben im gleichen Range wie die hier gemessenen Druckfarben liegen.
Abbildung 3: Oberflächenspannung der wässrigen Druckfarben
Es wurden außerdem die Oberflächenenergien der getrockneten Filme (Volltondrucke) der Druckfarben aus Messungen mit Wasser und Formamid ermittelt. Hierbei wurden allerdings teilweise Werte von unter 20 mN/m berechnet, was den Schluss nahelegt, dass es hier bei der Messung nicht zu einer reaktionsfreien Kontaktwinkelausbildung (was Voraussetzung für die Anwendung dieser Methode ist) kam, sondern es beispielsweise zum Anlösen des Druckfarbenfilms kam.
Um trotzdem Rückschlüsse auf die Oberflächenspannung oder die Benetzbarkeitseigenschaften der mit der Pendant Drop Methode nicht messbaren Druckfarben ziehen zu können, wurden die Kontaktwinkel gemessen, die sich zwischen den Druckfarben und den Substraten ausbilden.
N. Brandt: Flexinad 14(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
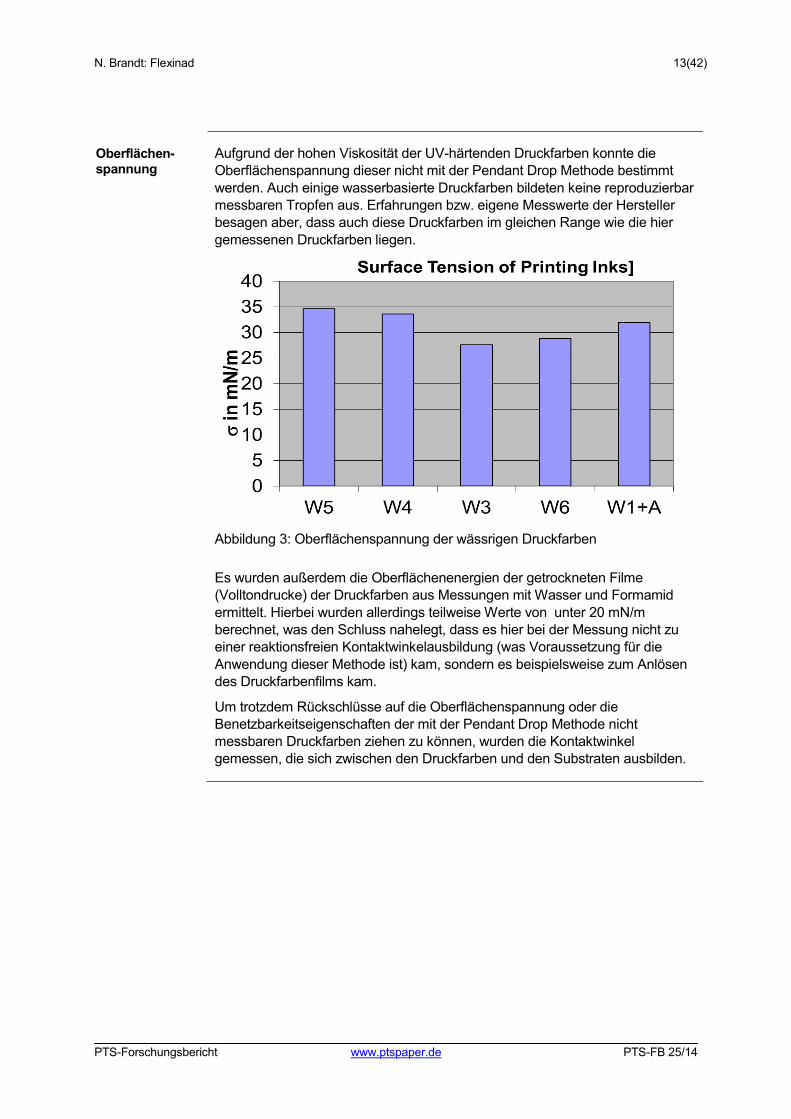
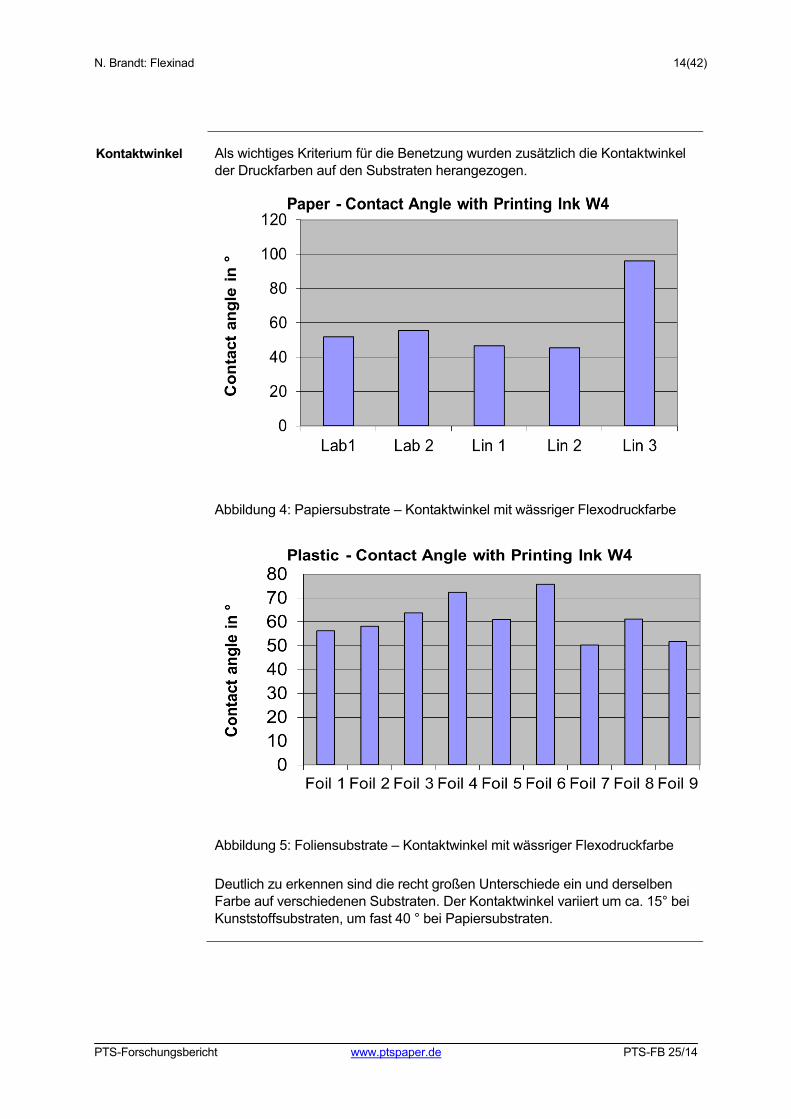
Kontaktwinkel Als wichtiges Kriterium für die Benetzung wurden zusätzlich die Kontaktwinkel der Druckfarben auf den Substraten herangezogen.
Abbildung 4: Papiersubstrate – Kontaktwinkel mit wässriger Flexodruckfarbe
Abbildung 5: Foliensubstrate – Kontaktwinkel mit wässriger Flexodruckfarbe
Deutlich zu erkennen sind die recht großen Unterschiede ein und derselben Farbe auf verschiedenen Substraten. Der Kontaktwinkel variiert um ca. 15° bei Kunststoffsubstraten, um fast 40 ° bei Papiersubstraten.
N. Brandt: Flexinad 15(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
8 Entwicklung von Methoden und Anwendung dieser zur Charakterisierung der unbedruckten und bedruckten Substrate
8.1 Kontaktwinkelmessung
Vergleich der Geräte und Methoden
Es wurden die beiden Geräte (OCA 20 und Pocket-Goniometer) hinsichtlich der Messwerte verglichen.
Der Kontaktwinkel mit Wasser ist vergleichbar, der ermittelte Kontaktwinkel mit Formamid zeigt erhebliche Unterschiede, die beispielhaft in nachfolgender Tabelle dargestellt sind.
Substrat Nummer
OCA Randwinkel [°]
Goniometer Randwinkel [°]
Lab 1 57,2 45,0
Lab 2 72,4 61,0
Lin 1 86,4 68,0
Lin 2 52,2 34,0
Lin 3 101,6 86,0
Die Winkel, die mit dem Pocket-Goniometer gemessen werden, sind durchweg erheblich kleiner als die am OCA gemessenen Werte. Eine mögliche Ursache hierfür könnte sein, dass bei der Messung am OCA der an der hängende Flüssigkeitstropfen „abgeholt“ wird, bei Pocket-Goniometer der Tropfen fallen gelassen wird und somit zusätzliche kinetische Energie in die Ausbildung der Grenzfläche zwischen liegendem Tropfen und Substratoberfläche fließt.
Für die weiteren Untersuchungen wurden ausschließlich die Messwerte aus den OCA-Messungen berücksichtigt.
N. Brandt: Flexinad 16(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Ergebnisse – Kontaktwinkel
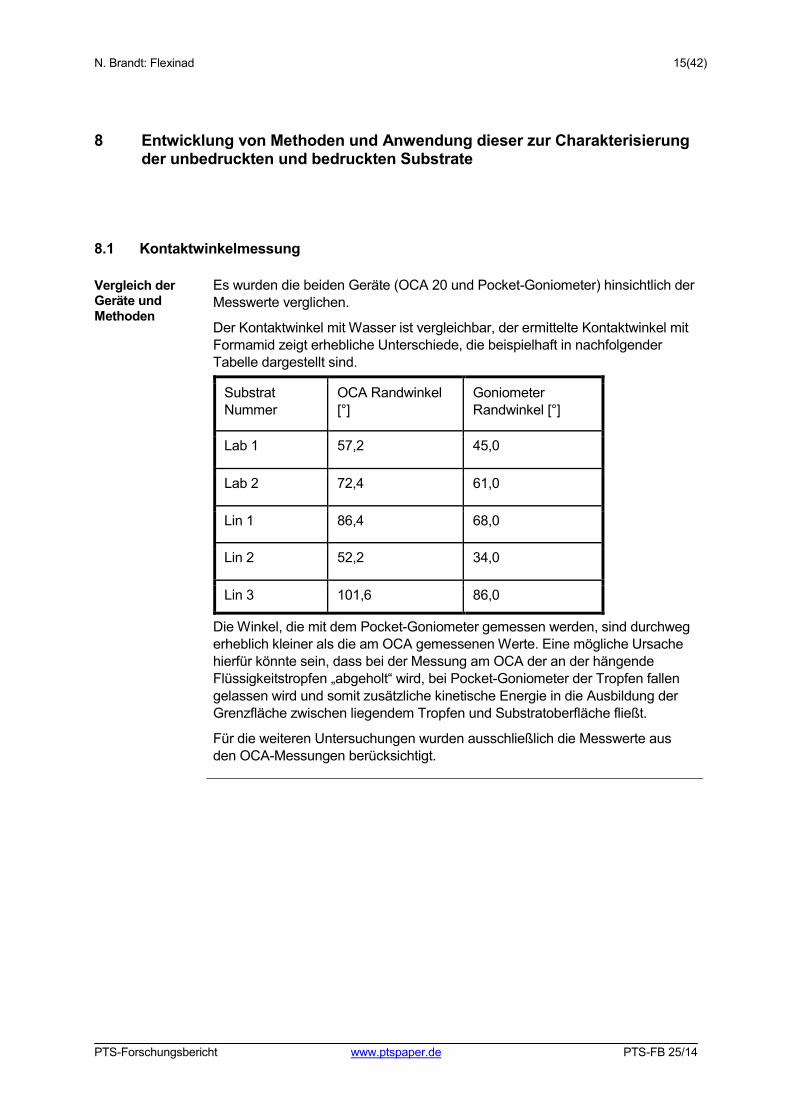
Beispielhaft seien nachfolgend nur die Kontaktwinkel der unbehandelten Substrate mit Wasser dargestellt.
Abbildung 6: Foliensubstrate - Kontaktwinkel mit Wasser
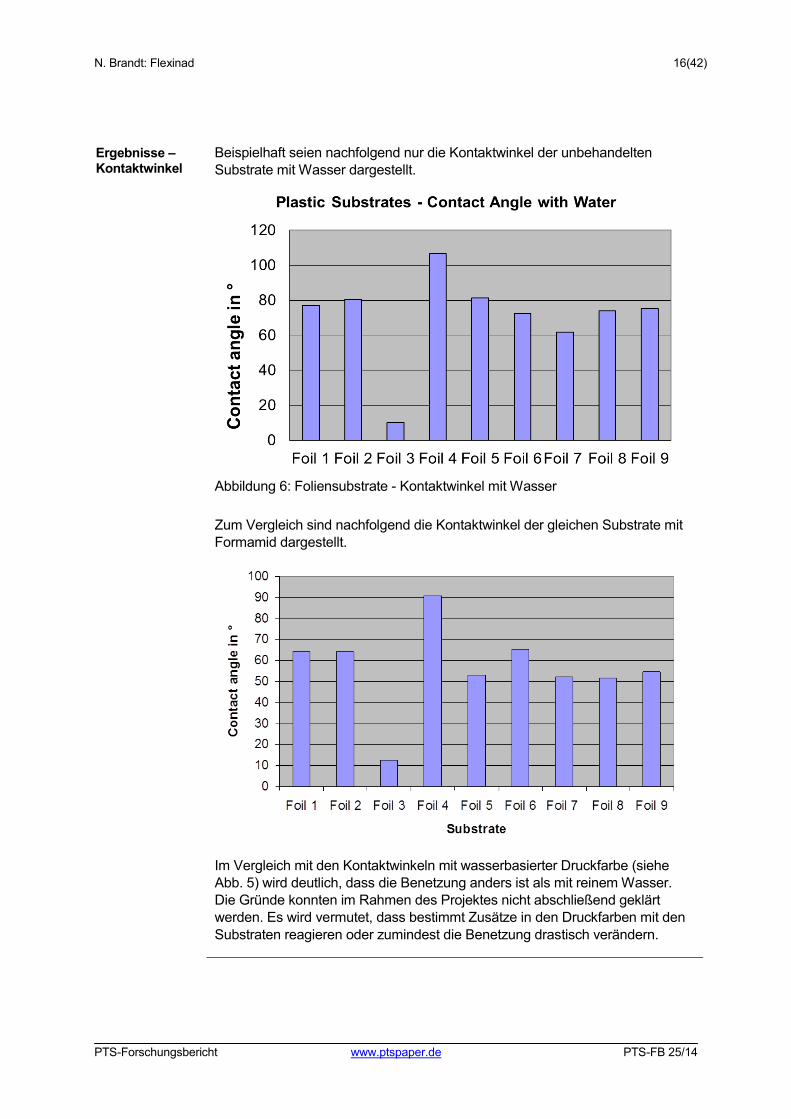
Zum Vergleich sind nachfolgend die Kontaktwinkel der gleichen Substrate mit Formamid dargestellt.
Im Vergleich mit den Kontaktwinkeln mit wasserbasierter Druckfarbe (siehe Abb. 5) wird deutlich, dass die Benetzung anders ist als mit reinem Wasser. Die Gründe konnten im Rahmen des Projektes nicht abschließend geklärt werden. Es wird vermutet, dass bestimmt Zusätze in den Druckfarben mit den Substraten reagieren oder zumindest die Benetzung drastisch verändern.
N. Brandt: Flexinad 17(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Vergleich der Methoden zur Berechnung der Grenzflächen-spannung
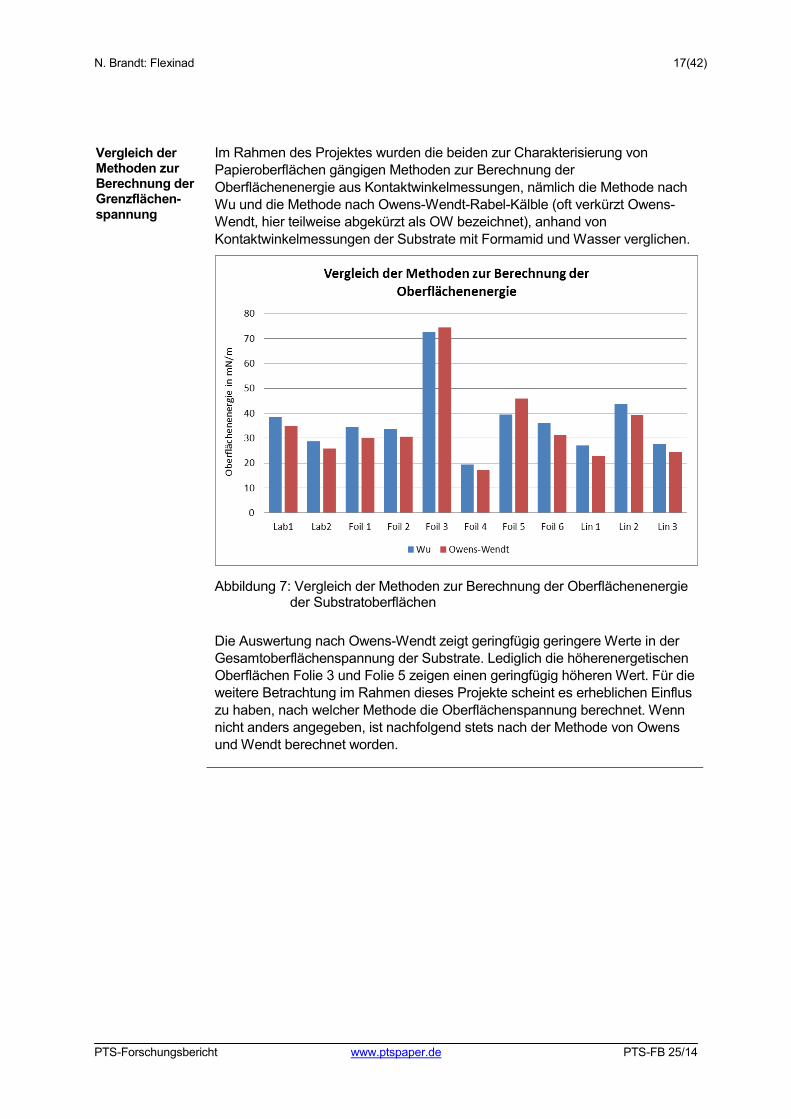
Im Rahmen des Projektes wurden die beiden zur Charakterisierung von Papieroberflächen gängigen Methoden zur Berechnung der Oberflächenenergie aus Kontaktwinkelmessungen, nämlich die Methode nach Wu und die Methode nach Owens-Wendt-Rabel-Kälble (oft verkürzt Owens-Wendt, hier teilweise abgekürzt als OW bezeichnet), anhand von Kontaktwinkelmessungen der Substrate mit Formamid und Wasser verglichen.
Abbildung 7: Vergleich der Methoden zur Berechnung der Oberflächenenergie der Substratoberflächen
Die Auswertung nach Owens-Wendt zeigt geringfügig geringere Werte in der Gesamtoberflächenspannung der Substrate. Lediglich die höherenergetischen Oberflächen Folie 3 und Folie 5 zeigen einen geringfügig höheren Wert. Für die weitere Betrachtung im Rahmen dieses Projekte scheint es erheblichen Einflus zu haben, nach welcher Methode die Oberflächenspannung berechnet. Wenn nicht anders angegeben, ist nachfolgend stets nach der Methode von Owens und Wendt berechnet worden.
N. Brandt: Flexinad 18(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Polarer Anteil an der Oberflächen-spannung
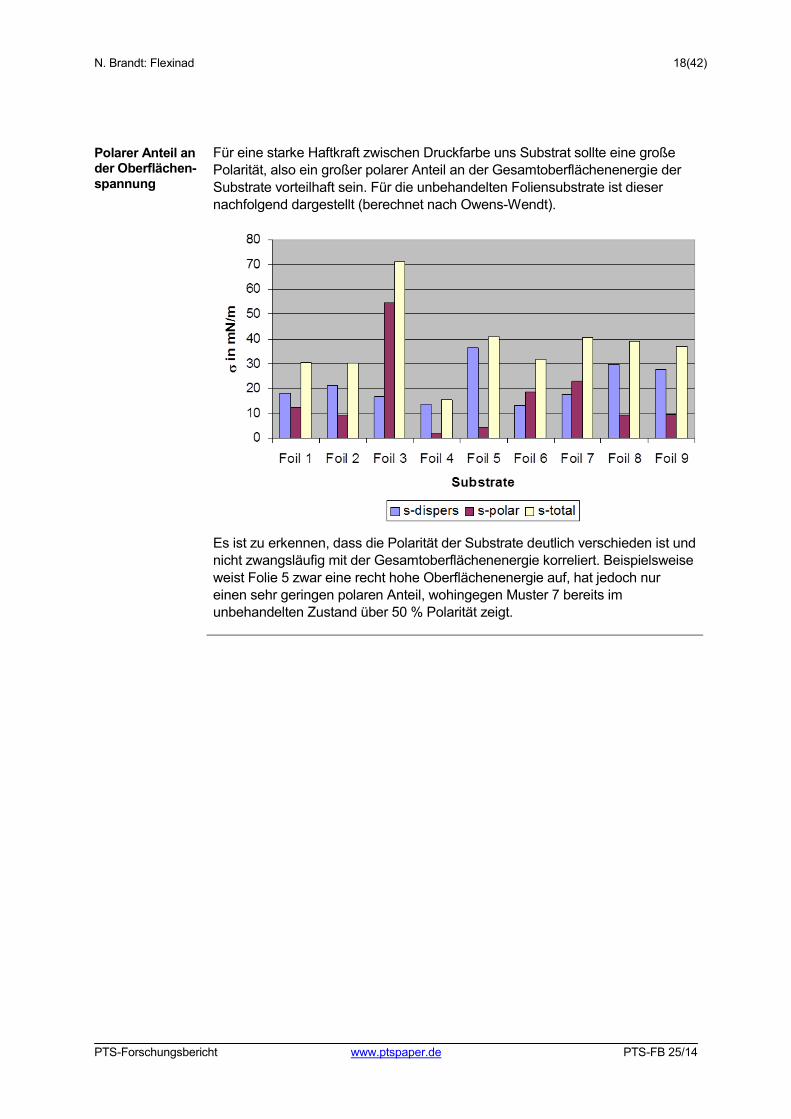
Für eine starke Haftkraft zwischen Druckfarbe uns Substrat sollte eine große Polarität, also ein großer polarer Anteil an der Gesamtoberflächenenergie der Substrate vorteilhaft sein. Für die unbehandelten Foliensubstrate ist dieser nachfolgend dargestellt (berechnet nach Owens-Wendt).
Es ist zu erkennen, dass die Polarität der Substrate deutlich verschieden ist und nicht zwangsläufig mit der Gesamtoberflächenenergie korreliert. Beispielsweise weist Folie 5 zwar eine recht hohe Oberflächenenergie auf, hat jedoch nur einen sehr geringen polaren Anteil, wohingegen Muster 7 bereits im unbehandelten Zustand über 50 % Polarität zeigt.
N. Brandt: Flexinad 19(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Vergleich der Methoden - Flüssigkeiten
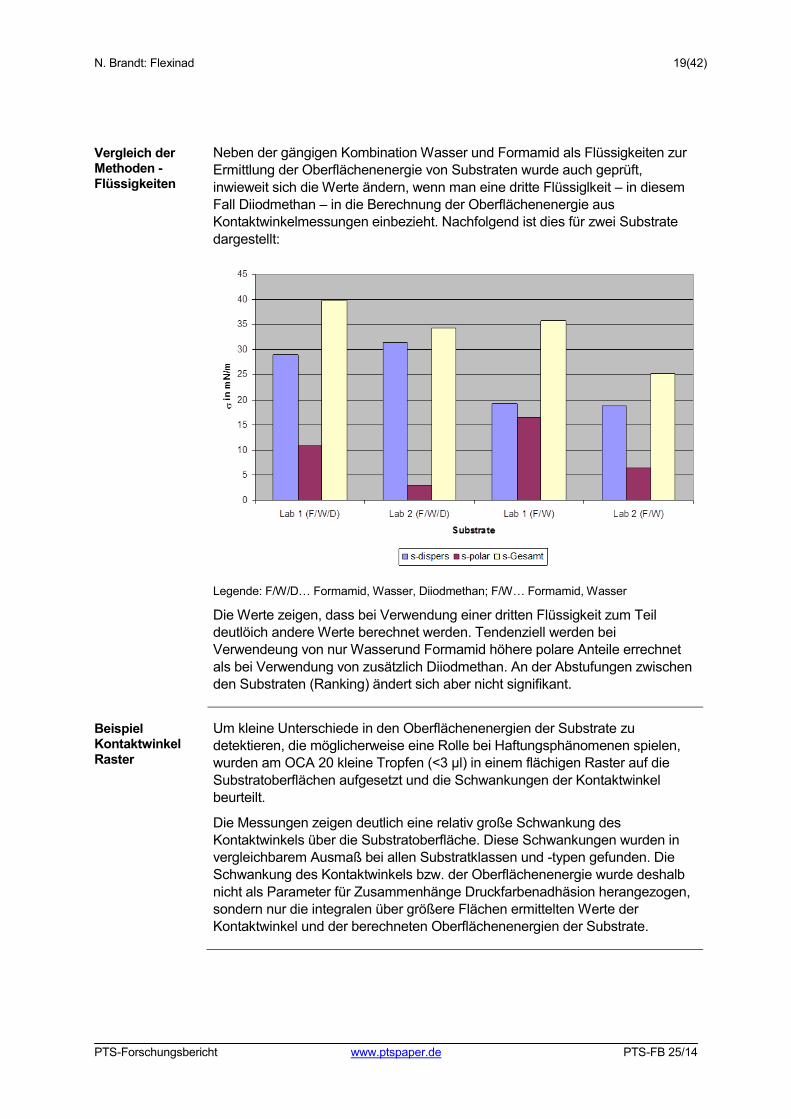
Neben der gängigen Kombination Wasser und Formamid als Flüssigkeiten zur Ermittlung der Oberflächenenergie von Substraten wurde auch geprüft, inwieweit sich die Werte ändern, wenn man eine dritte Flüssiglkeit – in diesem Fall Diiodmethan – in die Berechnung der Oberflächenenergie aus Kontaktwinkelmessungen einbezieht. Nachfolgend ist dies für zwei Substrate dargestellt:
Legende: F/W/D… Formamid, Wasser, Diiodmethan; F/W… Formamid, Wasser
Die Werte zeigen, dass bei Verwendung einer dritten Flüssigkeit zum Teil deutlöich andere Werte berechnet werden. Tendenziell werden bei Verwendeung von nur Wasserund Formamid höhere polare Anteile errechnet als bei Verwendung von zusätzlich Diiodmethan. An der Abstufungen zwischen den Substraten (Ranking) ändert sich aber nicht signifikant.
Beispiel Kontaktwinkel Raster
Um kleine Unterschiede in den Oberflächenenergien der Substrate zu detektieren, die möglicherweise eine Rolle bei Haftungsphänomenen spielen, wurden am OCA 20 kleine Tropfen (<3 µl) in einem flächigen Raster auf die Substratoberflächen aufgesetzt und die Schwankungen der Kontaktwinkel beurteilt.
Die Messungen zeigen deutlich eine relativ große Schwankung des Kontaktwinkels über die Substratoberfläche. Diese Schwankungen wurden in vergleichbarem Ausmaß bei allen Substratklassen und -typen gefunden. Die Schwankung des Kontaktwinkels bzw. der Oberflächenenergie wurde deshalb nicht als Parameter für Zusammenhänge Druckfarbenadhäsion herangezogen, sondern nur die integralen über größere Flächen ermittelten Werte der Kontaktwinkel und der berechneten Oberflächenenergien der Substrate.
N. Brandt: Flexinad 20(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
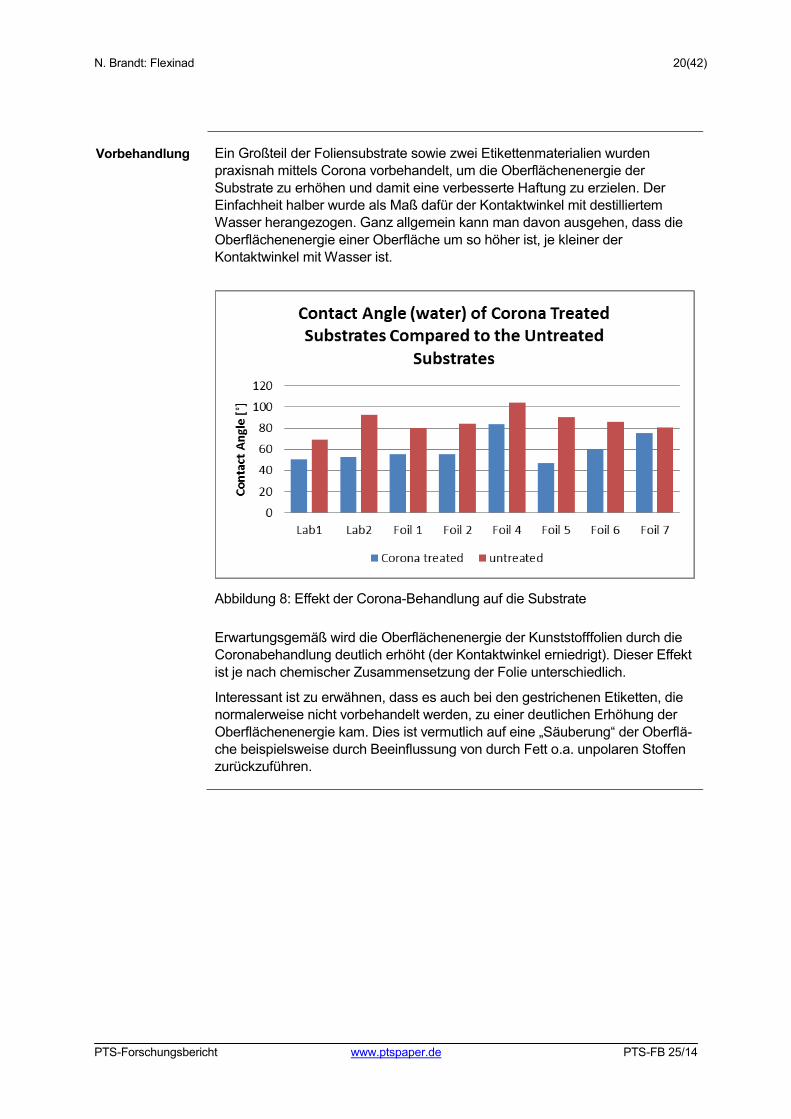
Vorbehandlung Ein Großteil der Foliensubstrate sowie zwei Etikettenmaterialien wurden praxisnah mittels Corona vorbehandelt, um die Oberflächenenergie der Substrate zu erhöhen und damit eine verbesserte Haftung zu erzielen. Der Einfachheit halber wurde als Maß dafür der Kontaktwinkel mit destilliertem Wasser herangezogen. Ganz allgemein kann man davon ausgehen, dass die Oberflächenenergie einer Oberfläche um so höher ist, je kleiner der Kontaktwinkel mit Wasser ist.
Abbildung 8: Effekt der Corona-Behandlung auf die Substrate
Erwartungsgemäß wird die Oberflächenenergie der Kunststofffolien durch die Coronabehandlung deutlich erhöht (der Kontaktwinkel erniedrigt). Dieser Effekt ist je nach chemischer Zusammensetzung der Folie unterschiedlich.
Interessant ist zu erwähnen, dass es auch bei den gestrichenen Etiketten, die normalerweise nicht vorbehandelt werden, zu einer deutlichen Erhöhung der Oberflächenenergie kam. Dies ist vermutlich auf eine „Säuberung“ der Oberflä-che beispielsweise durch Beeinflussung von durch Fett o.a. unpolaren Stoffen zurückzuführen.
N. Brandt: Flexinad 21(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Zeitlicher Verlauf des Kontaktwinkels nach Corona-Vorbehandlung
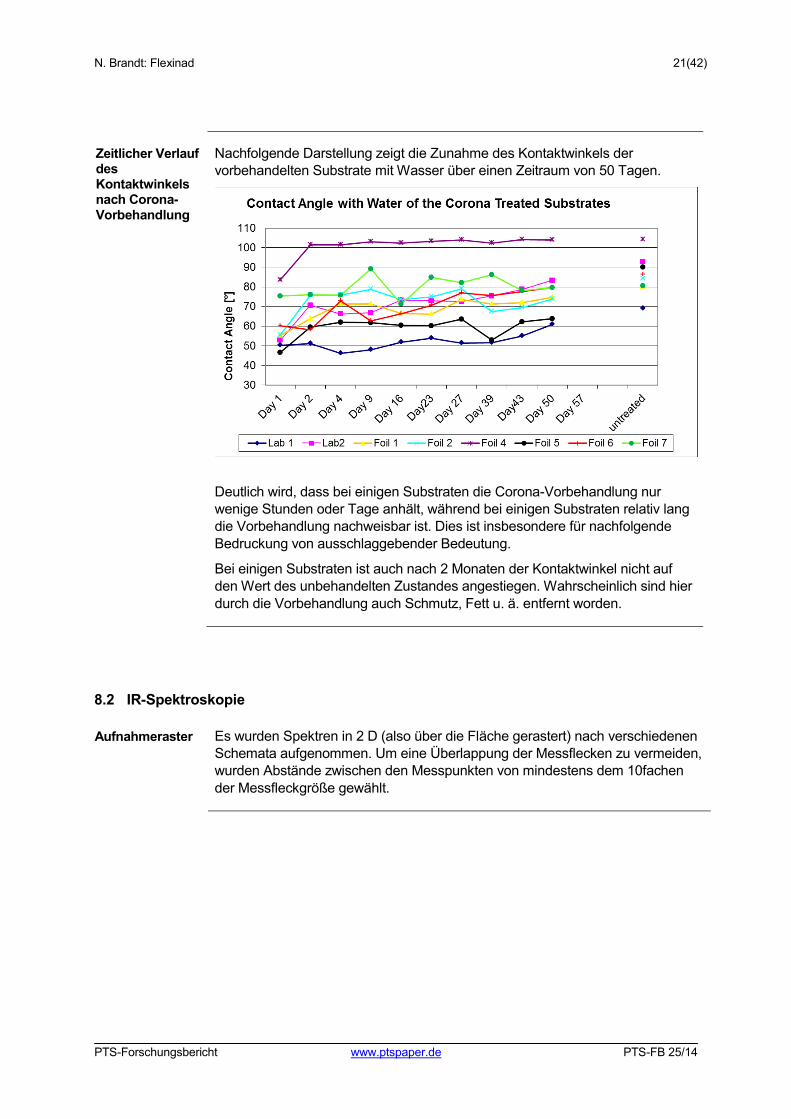
Nachfolgende Darstellung zeigt die Zunahme des Kontaktwinkels der vorbehandelten Substrate mit Wasser über einen Zeitraum von 50 Tagen.
Deutlich wird, dass bei einigen Substraten die Corona-Vorbehandlung nur wenige Stunden oder Tage anhält, während bei einigen Substraten relativ lang die Vorbehandlung nachweisbar ist. Dies ist insbesondere für nachfolgende Bedruckung von ausschlaggebender Bedeutung.
Bei einigen Substraten ist auch nach 2 Monaten der Kontaktwinkel nicht auf den Wert des unbehandelten Zustandes angestiegen. Wahrscheinlich sind hier durch die Vorbehandlung auch Schmutz, Fett u. ä. entfernt worden.
8.2 IR-Spektroskopie
Aufnahmeraster Es wurden Spektren in 2 D (also über die Fläche gerastert) nach verschiedenen Schemata aufgenommen. Um eine Überlappung der Messflecken zu vermeiden, wurden Abstände zwischen den Messpunkten von mindestens dem 10fachen der Messfleckgröße gewählt.
N. Brandt: Flexinad 22(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Beispiel Spektrum
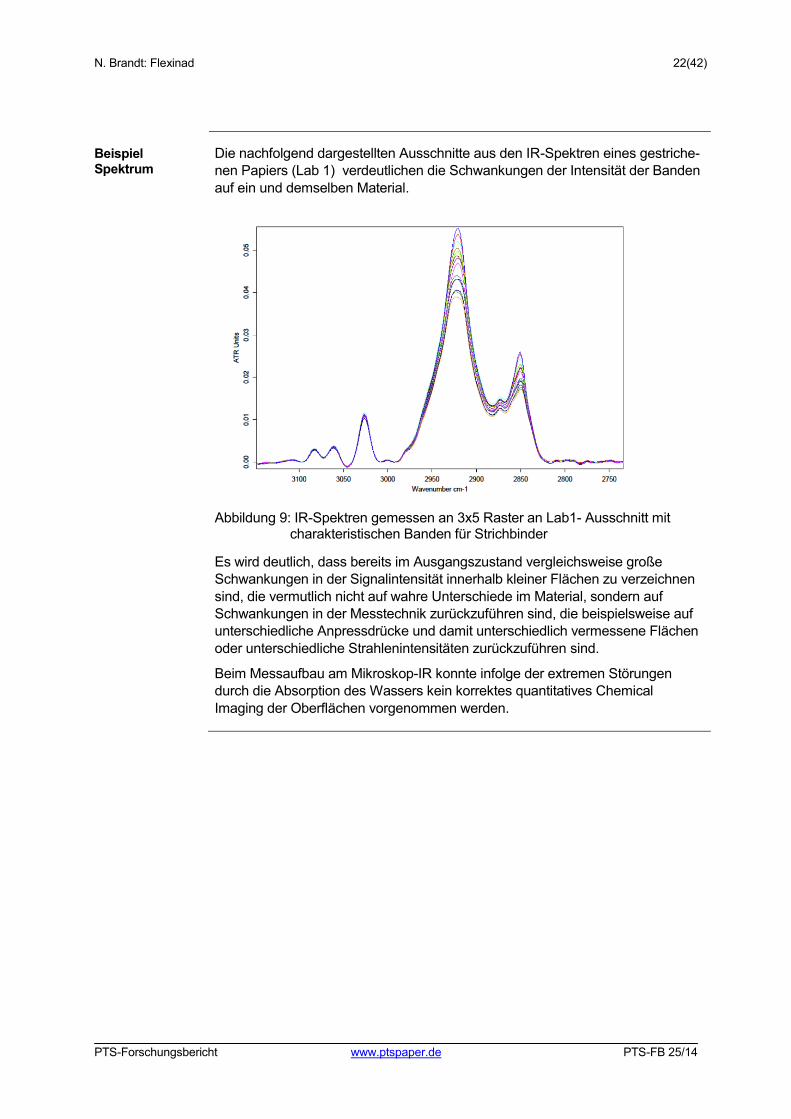
Die nachfolgend dargestellten Ausschnitte aus den IR-Spektren eines gestriche-nen Papiers (Lab 1) verdeutlichen die Schwankungen der Intensität der Banden auf ein und demselben Material.
Abbildung 9: IR-Spektren gemessen an 3x5 Raster an Lab1- Ausschnitt mit
charakteristischen Banden für Strichbinder
Es wird deutlich, dass bereits im Ausgangszustand vergleichsweise große Schwankungen in der Signalintensität innerhalb kleiner Flächen zu verzeichnen sind, die vermutlich nicht auf wahre Unterschiede im Material, sondern auf Schwankungen in der Messtechnik zurückzuführen sind, die beispielsweise auf unterschiedliche Anpressdrücke und damit unterschiedlich vermessene Flächen oder unterschiedliche Strahlenintensitäten zurückzuführen sind.
Beim Messaufbau am Mikroskop-IR konnte infolge der extremen Störungen durch die Absorption des Wassers kein korrektes quantitatives Chemical Imaging der Oberflächen vorgenommen werden.
N. Brandt: Flexinad 23(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
8.3 Rasterkraftmikroskopie (AFM)
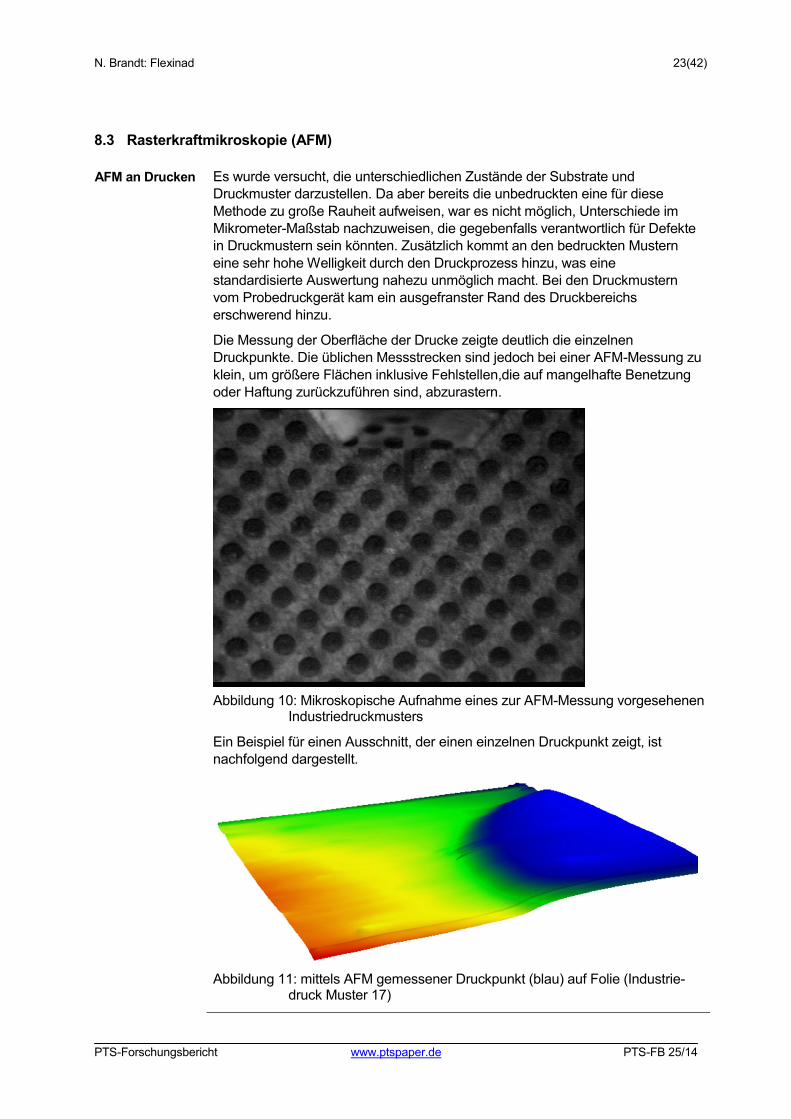
AFM an Drucken Es wurde versucht, die unterschiedlichen Zustände der Substrate und Druckmuster darzustellen. Da aber bereits die unbedruckten eine für diese Methode zu große Rauheit aufweisen, war es nicht möglich, Unterschiede im Mikrometer-Maßstab nachzuweisen, die gegebenfalls verantwortlich für Defekte in Druckmustern sein könnten. Zusätzlich kommt an den bedruckten Mustern eine sehr hohe Welligkeit durch den Druckprozess hinzu, was eine standardisierte Auswertung nahezu unmöglich macht. Bei den Druckmustern vom Probedruckgerät kam ein ausgefranster Rand des Druckbereichs erschwerend hinzu.
Die Messung der Oberfläche der Drucke zeigte deutlich die einzelnen Druckpunkte. Die üblichen Messstrecken sind jedoch bei einer AFM-Messung zu klein, um größere Flächen inklusive Fehlstellen,die auf mangelhafte Benetzung oder Haftung zurückzuführen sind, abzurastern.
Abbildung 10: Mikroskopische Aufnahme eines zur AFM-Messung vorgesehenen
Industriedruckmusters
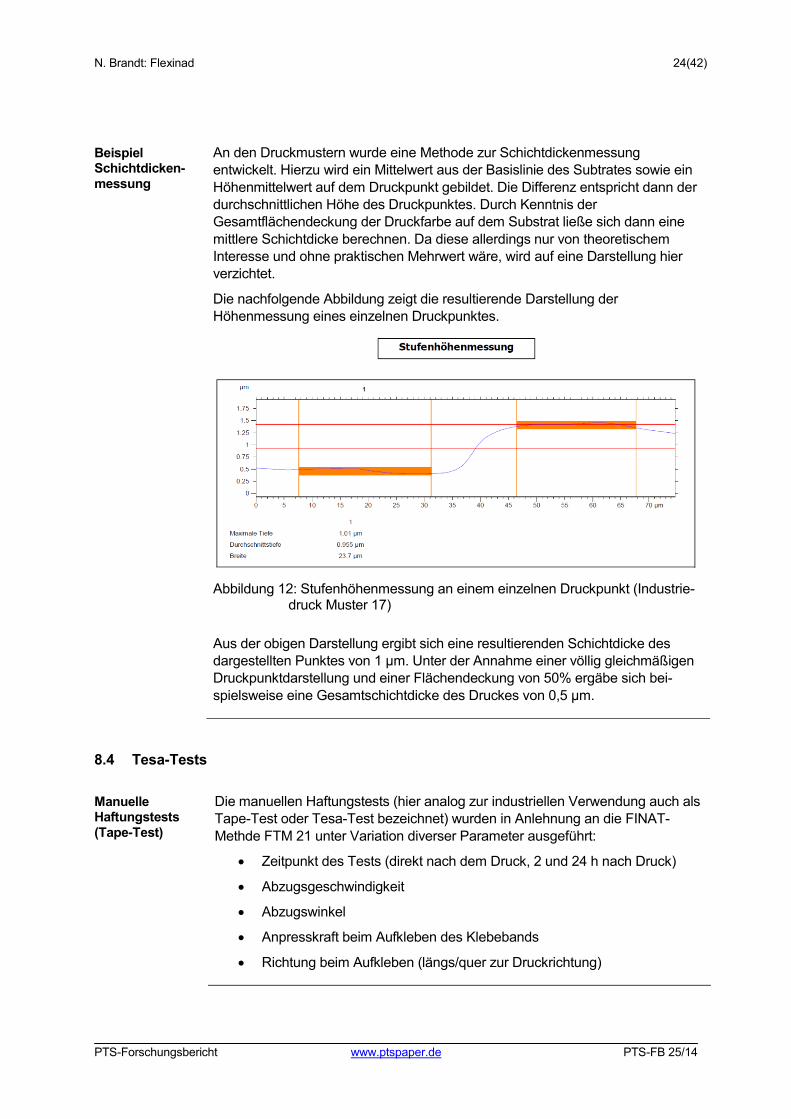
Ein Beispiel für einen Ausschnitt, der einen einzelnen Druckpunkt zeigt, ist nachfolgend dargestellt.
Abbildung 11: mittels AFM gemessener Druckpunkt (blau) auf Folie (Industrie-
druck Muster 17)
N. Brandt: Flexinad 24(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Beispiel Schichtdicken-messung
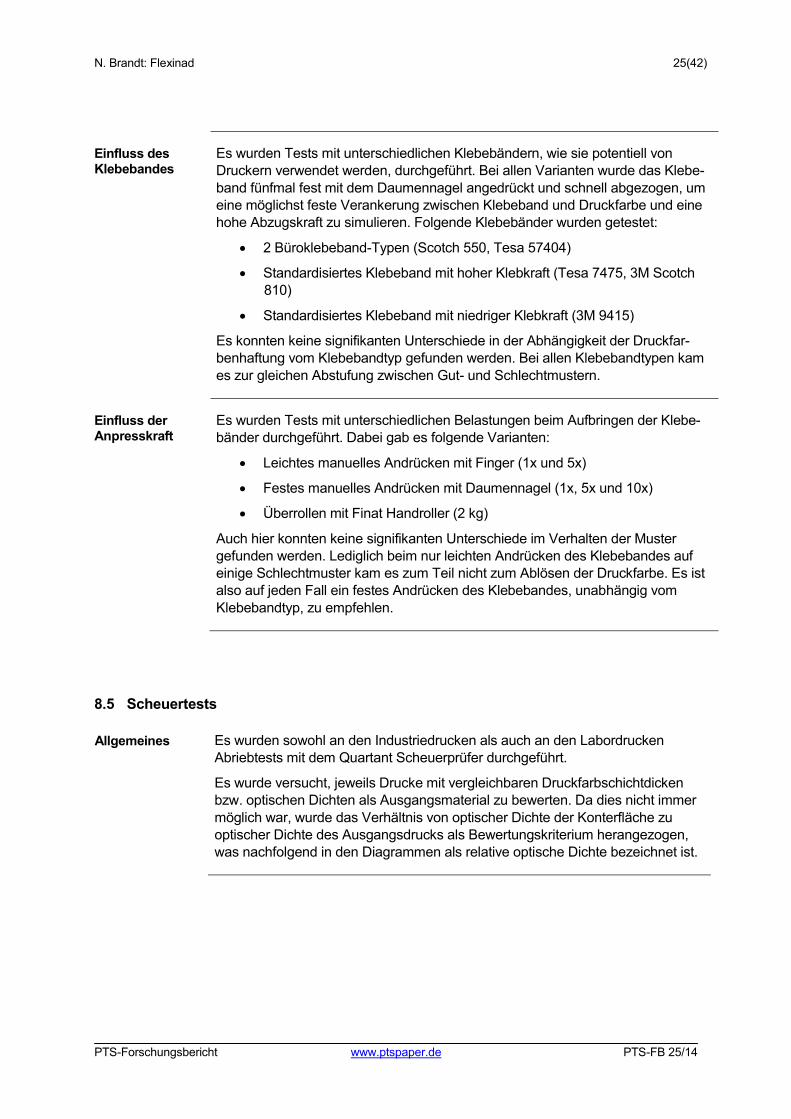
An den Druckmustern wurde eine Methode zur Schichtdickenmessung entwickelt. Hierzu wird ein Mittelwert aus der Basislinie des Subtrates sowie ein Höhenmittelwert auf dem Druckpunkt gebildet. Die Differenz entspricht dann der durchschnittlichen Höhe des Druckpunktes. Durch Kenntnis der Gesamtflächendeckung der Druckfarbe auf dem Substrat ließe sich dann eine mittlere Schichtdicke berechnen. Da diese allerdings nur von theoretischem Interesse und ohne praktischen Mehrwert wäre, wird auf eine Darstellung hier verzichtet.
Die nachfolgende Abbildung zeigt die resultierende Darstellung der Höhenmessung eines einzelnen Druckpunktes.
Abbildung 12: Stufenhöhenmessung an einem einzelnen Druckpunkt (Industrie-druck Muster 17)
Aus der obigen Darstellung ergibt sich eine resultierenden Schichtdicke des dargestellten Punktes von 1 µm. Unter der Annahme einer völlig gleichmäßigen Druckpunktdarstellung und einer Flächendeckung von 50% ergäbe sich bei-spielsweise eine Gesamtschichtdicke des Druckes von 0,5 µm.
8.4 Tesa-Tests
Manuelle Haftungstests (Tape-Test)
Die manuellen Haftungstests (hier analog zur industriellen Verwendung auch als Tape-Test oder Tesa-Test bezeichnet) wurden in Anlehnung an die FINAT-Methde FTM 21 unter Variation diverser Parameter ausgeführt:
• Zeitpunkt des Tests (direkt nach dem Druck, 2 und 24 h nach Druck)
• Abzugsgeschwindigkeit
• Abzugswinkel
• Anpresskraft beim Aufkleben des Klebebands
• Richtung beim Aufkleben (längs/quer zur Druckrichtung)
N. Brandt: Flexinad 25(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Einfluss des Klebebandes
Es wurden Tests mit unterschiedlichen Klebebändern, wie sie potentiell von Druckern verwendet werden, durchgeführt. Bei allen Varianten wurde das Klebe-band fünfmal fest mit dem Daumennagel angedrückt und schnell abgezogen, um eine möglichst feste Verankerung zwischen Klebeband und Druckfarbe und eine hohe Abzugskraft zu simulieren. Folgende Klebebänder wurden getestet:
• 2 Büroklebeband-Typen (Scotch 550, Tesa 57404)
• Standardisiertes Klebeband mit hoher Klebkraft (Tesa 7475, 3M Scotch 810)
• Standardisiertes Klebeband mit niedriger Klebkraft (3M 9415)
Es konnten keine signifikanten Unterschiede in der Abhängigkeit der Druckfar-benhaftung vom Klebebandtyp gefunden werden. Bei allen Klebebandtypen kam es zur gleichen Abstufung zwischen Gut- und Schlechtmustern.
Einfluss der Anpresskraft
Es wurden Tests mit unterschiedlichen Belastungen beim Aufbringen der Klebe-bänder durchgeführt. Dabei gab es folgende Varianten:
• Leichtes manuelles Andrücken mit Finger (1x und 5x)
• Festes manuelles Andrücken mit Daumennagel (1x, 5x und 10x)
• Überrollen mit Finat Handroller (2 kg)
Auch hier konnten keine signifikanten Unterschiede im Verhalten der Muster gefunden werden. Lediglich beim nur leichten Andrücken des Klebebandes auf einige Schlechtmuster kam es zum Teil nicht zum Ablösen der Druckfarbe. Es ist also auf jeden Fall ein festes Andrücken des Klebebandes, unabhängig vom Klebebandtyp, zu empfehlen.
8.5 Scheuertests
Allgemeines Es wurden sowohl an den Industriedrucken als auch an den Labordrucken Abriebtests mit dem Quartant Scheuerprüfer durchgeführt.
Es wurde versucht, jeweils Drucke mit vergleichbaren Druckfarbschichtdicken bzw. optischen Dichten als Ausgangsmaterial zu bewerten. Da dies nicht immer möglich war, wurde das Verhältnis von optischer Dichte der Konterfläche zu optischer Dichte des Ausgangsdrucks als Bewertungskriterium herangezogen, was nachfolgend in den Diagrammen als relative optische Dichte bezeichnet ist.
N. Brandt: Flexinad 26(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Bewertung der gescheuerten Flächen
Sowohl die gescheuerten (also der Druck) als auch die Konterflächen (also die ursprünglich weißen Flächen) wurden folgendermaßen bewertet:
• Visuell
• Messung der optischen Dichte
• Scan der Flächen
Es wurden sowohl Absolutwerte als auch die Verhältnisse von Konterfläche zu gescheuerten Fläche als Kriterium für die Druckfarbenhaftung herangezogen.
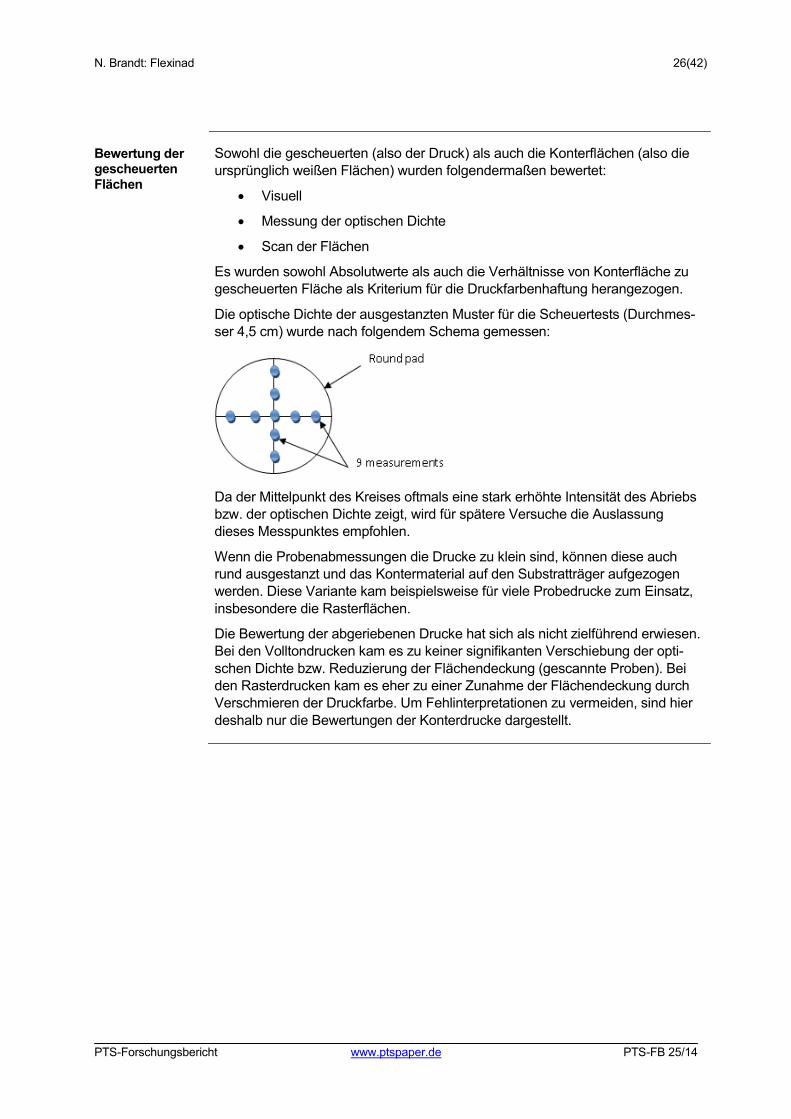
Die optische Dichte der ausgestanzten Muster für die Scheuertests (Durchmes-ser 4,5 cm) wurde nach folgendem Schema gemessen:
Da der Mittelpunkt des Kreises oftmals eine stark erhöhte Intensität des Abriebs bzw. der optischen Dichte zeigt, wird für spätere Versuche die Auslassung dieses Messpunktes empfohlen.
Wenn die Probenabmessungen die Drucke zu klein sind, können diese auch rund ausgestanzt und das Kontermaterial auf den Substratträger aufgezogen werden. Diese Variante kam beispielsweise für viele Probedrucke zum Einsatz, insbesondere die Rasterflächen.
Die Bewertung der abgeriebenen Drucke hat sich als nicht zielführend erwiesen. Bei den Volltondrucken kam es zu keiner signifikanten Verschiebung der opti-schen Dichte bzw. Reduzierung der Flächendeckung (gescannte Proben). Bei den Rasterdrucken kam es eher zu einer Zunahme der Flächendeckung durch Verschmieren der Druckfarbe. Um Fehlinterpretationen zu vermeiden, sind hier deshalb nur die Bewertungen der Konterdrucke dargestellt.
N. Brandt: Flexinad 27(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Bewertung der gescheuerten Flächen durch bildanalytische Bewertung der Scans - Industriedrucke
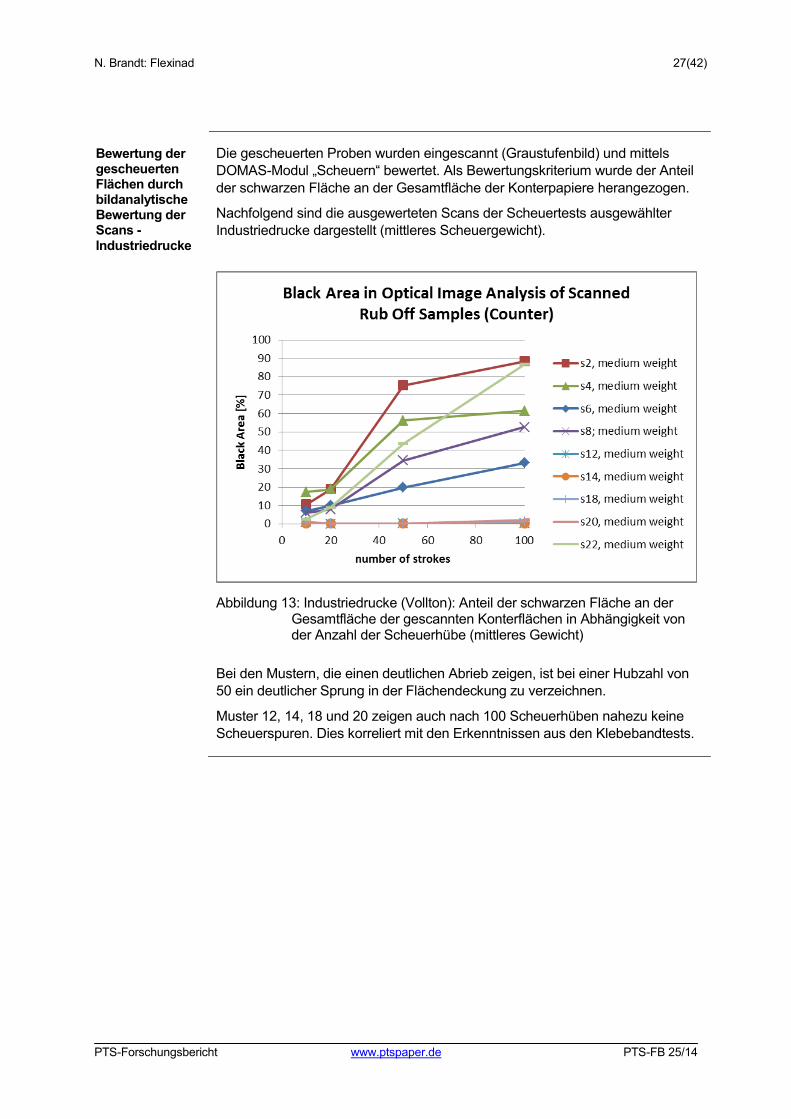
Die gescheuerten Proben wurden eingescannt (Graustufenbild) und mittels DOMAS-Modul „Scheuern“ bewertet. Als Bewertungskriterium wurde der Anteil der schwarzen Fläche an der Gesamtfläche der Konterpapiere herangezogen.
Nachfolgend sind die ausgewerteten Scans der Scheuertests ausgewählter Industriedrucke dargestellt (mittleres Scheuergewicht).
Abbildung 13: Industriedrucke (Vollton): Anteil der schwarzen Fläche an der Gesamtfläche der gescannten Konterflächen in Abhängigkeit von der Anzahl der Scheuerhübe (mittleres Gewicht)
Bei den Mustern, die einen deutlichen Abrieb zeigen, ist bei einer Hubzahl von 50 ein deutlicher Sprung in der Flächendeckung zu verzeichnen.
Muster 12, 14, 18 und 20 zeigen auch nach 100 Scheuerhüben nahezu keine Scheuerspuren. Dies korreliert mit den Erkenntnissen aus den Klebebandtests.
N. Brandt: Flexinad 28(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Bewertung Raster mittels bildanalytischer Auswertung der gescannten Konterflächen
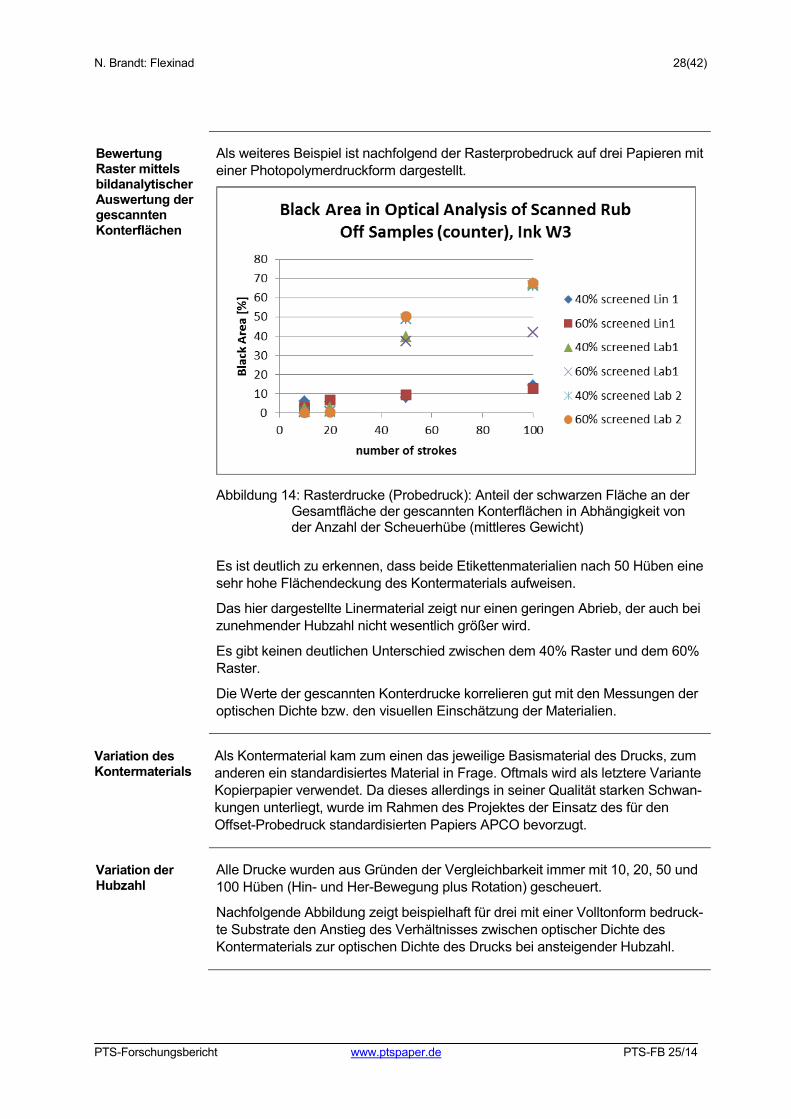
Als weiteres Beispiel ist nachfolgend der Rasterprobedruck auf drei Papieren mit einer Photopolymerdruckform dargestellt.
Abbildung 14: Rasterdrucke (Probedruck): Anteil der schwarzen Fläche an der Gesamtfläche der gescannten Konterflächen in Abhängigkeit von der Anzahl der Scheuerhübe (mittleres Gewicht)
Es ist deutlich zu erkennen, dass beide Etikettenmaterialien nach 50 Hüben eine sehr hohe Flächendeckung des Kontermaterials aufweisen.
Das hier dargestellte Linermaterial zeigt nur einen geringen Abrieb, der auch bei zunehmender Hubzahl nicht wesentlich größer wird.
Es gibt keinen deutlichen Unterschied zwischen dem 40% Raster und dem 60% Raster.
Die Werte der gescannten Konterdrucke korrelieren gut mit den Messungen der optischen Dichte bzw. den visuellen Einschätzung der Materialien.
Variation des Kontermaterials
Als Kontermaterial kam zum einen das jeweilige Basismaterial des Drucks, zum anderen ein standardisiertes Material in Frage. Oftmals wird als letztere Variante Kopierpapier verwendet. Da dieses allerdings in seiner Qualität starken Schwan-kungen unterliegt, wurde im Rahmen des Projektes der Einsatz des für den Offset-Probedruck standardisierten Papiers APCO bevorzugt.
Variation der Hubzahl
Alle Drucke wurden aus Gründen der Vergleichbarkeit immer mit 10, 20, 50 und 100 Hüben (Hin- und Her-Bewegung plus Rotation) gescheuert.
Nachfolgende Abbildung zeigt beispielhaft für drei mit einer Volltonform bedruck-te Substrate den Anstieg des Verhältnisses zwischen optischer Dichte des Kontermaterials zur optischen Dichte des Drucks bei ansteigender Hubzahl.
N. Brandt: Flexinad 29(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
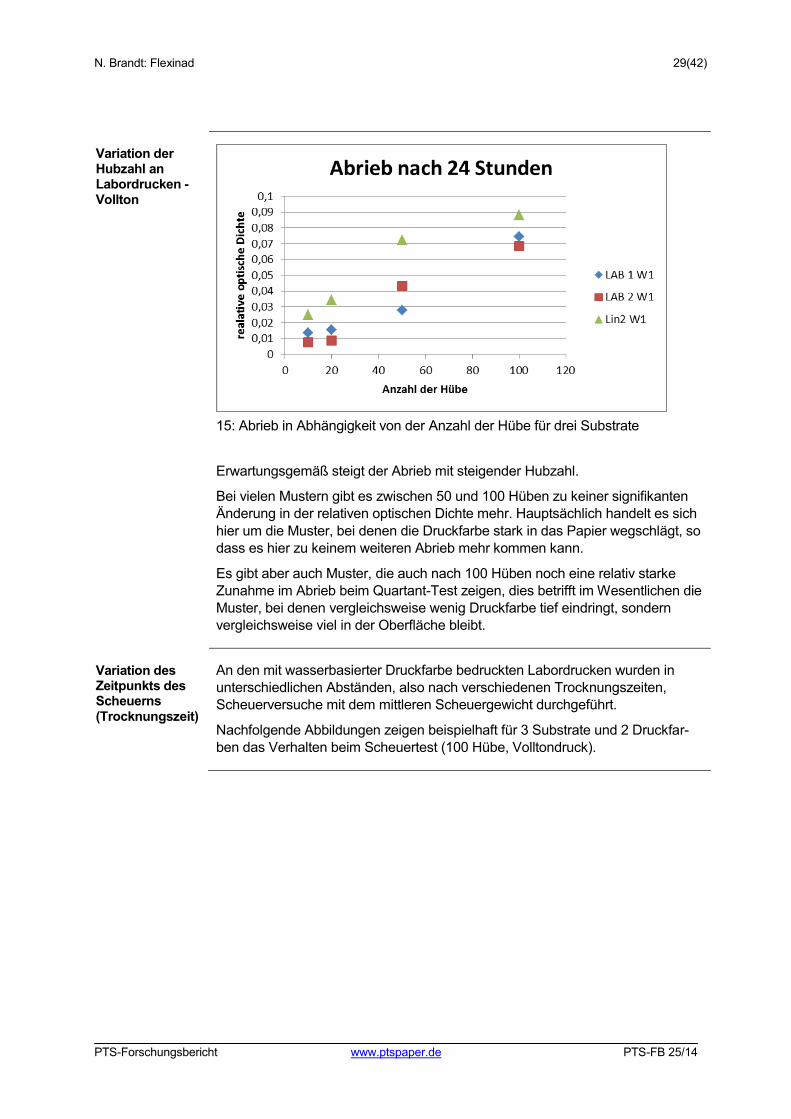
Variation der Hubzahl an Labordrucken - Vollton
15: Abrieb in Abhängigkeit von der Anzahl der Hübe für drei Substrate
Erwartungsgemäß steigt der Abrieb mit steigender Hubzahl.
Bei vielen Mustern gibt es zwischen 50 und 100 Hüben zu keiner signifikanten Änderung in der relativen optischen Dichte mehr. Hauptsächlich handelt es sich hier um die Muster, bei denen die Druckfarbe stark in das Papier wegschlägt, so dass es hier zu keinem weiteren Abrieb mehr kommen kann.
Es gibt aber auch Muster, die auch nach 100 Hüben noch eine relativ starke Zunahme im Abrieb beim Quartant-Test zeigen, dies betrifft im Wesentlichen die Muster, bei denen vergleichsweise wenig Druckfarbe tief eindringt, sondern vergleichsweise viel in der Oberfläche bleibt.
Variation des Zeitpunkts des Scheuerns (Trocknungszeit)
An den mit wasserbasierter Druckfarbe bedruckten Labordrucken wurden in unterschiedlichen Abständen, also nach verschiedenen Trocknungszeiten, Scheuerversuche mit dem mittleren Scheuergewicht durchgeführt.
Nachfolgende Abbildungen zeigen beispielhaft für 3 Substrate und 2 Druckfar-ben das Verhalten beim Scheuertest (100 Hübe, Volltondruck).
N. Brandt: Flexinad 30(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
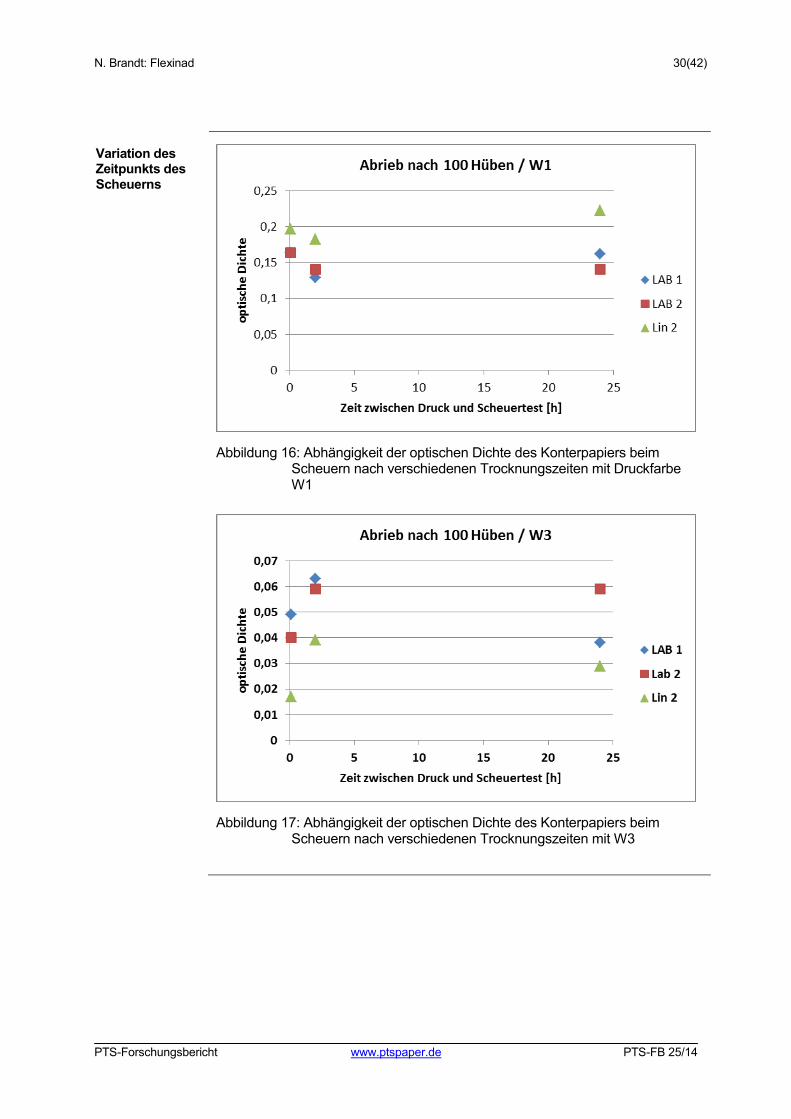
Variation des Zeitpunkts des Scheuerns
Abbildung 16: Abhängigkeit der optischen Dichte des Konterpapiers beim Scheuern nach verschiedenen Trocknungszeiten mit Druckfarbe W1
Abbildung 17: Abhängigkeit der optischen Dichte des Konterpapiers beim Scheuern nach verschiedenen Trocknungszeiten mit W3
N. Brandt: Flexinad 31(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Alle drei gezeigten Varianten zeigen mit Druckfarbe W1 deutlich mehr Scheuern als mit W3, unabhängig vom Zeitpunkt des Scheuerns.
Bei den saugenden Bedruckstoffen konnten mit wasserbasierten Druckfarben keine Unterschiede beim Scheuern in Abhängigkeit von der Trocknungszeit festgestellt werden. Man kann davon ausgehen, dass ein Scheuertest an frisch gedruckten Mustern das gleiche Ergebnis ergibt wie an Proben, die länger gelagert worden sind.
Variation des Scheuergewich-tes
Es wurden drei verschiedene Scheuergewichte für die Abriebversuche verwen-det:
• 250 g
• 600 g (entspricht 0,5 N/cm², Standardgewicht, nachfolgend auch als „mittleres Gewicht“ bezeichnet)
• 1,0 kg
Mit steigendem Scheuergewicht kommt es zu einem deutlicheren Abrieb der Druckfarbe bei allen Mustern, die einen Abrieb zeigen. Eine feinere Abstufung der Muster gegenüber dem herkömmlichen Standardgewicht konnte weder mit dem leichteren noch mit dem schwereren Gewicht erzeugt werden.
Einfluss der Druckform/ Abrieb an Rasterdrucken
Es wurden alle Muster, die mit den drei verschiedenen Rasterdruckformen gedruckt wurden, mittels Quartant Scheuerprüfer analog der oben dargestellten Varianten geprüft. Um den Umfang der Arbeiten etwas einzugrenzen wurden nur die Flächen mit einer theoretischen Flächendeckung von 40 und 60% Flächen-deckung gescheuert.
Prinzipiell zeigten die Rasterdrucke die gleichen Tendenzen hinsichtlich Haftung wie die Volltondrucke. Für die Prüfung in der Praxis erscheint es also egal, in welchen Druckbereichen die Prüfung der Haftung vorgenommen wird.
8.6 Weitere Methoden zur Charakterisierung der Druckfarbenhaftung
Adaption der Methode Bestimmung Tonerhaftung
Um mit standardisierten Kräften Druckfarbe vom Substrat abzulösen, wurde an den Industriedruckmustern die Methode zur Bestimmung der Tonerhaftung nach EN 12883 bzw. der Rupftest nach ISO 3783 unter Variation der Druckgeschwin-digkeit adaptiert. Hierzu wurden die Muster mit Rupföl mittlerer Viskosität be-druckt und die Druckgeschwindigkeit ermittelt, bei der ein Ablösen der Druckfar-be vom Substrat beginnt. Muster, bei denen das Papier bei der Prüfung zerstört wurde, können nicht in die Betrachtungen einfließen, da hier die Druckfarbenhaf-tung größer ist als die Oberflächenfestigkeit des Substrates.
Die Werte korrelieren nicht mit den Ergebnissen aus den Bewertungen mittels Tesa-Test oder Scheuertest. An einigen Mustern, die eine schlechte Haftung beim Klebebandtest hatten, konnte auch bei der höchsten Geschwindigkeit keine Druckfarbe abgelöst werden.
N. Brandt: Flexinad 32(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Peel Test Es konnte für kein Muster die Haftkraft zwischen Druckfarbe und Bedruckstoff ermittelt werden. Mit langsamer Abzugsgeschwindigkeit (300 mm/min) konnte weder bei einem Abzugswinkel von 90° noch bei 180° Druckfarbe abgezogen werden, es konnte also kein Schlechtmuster nachgewiesen werden.
Bei schnellerer Abzugsgeschwindigkeit (300 m/min) konnte bei einigen industriel-len Druckmustern, die mittels Tesa-Test als mit schlechter Druckfarbenhaftung klassifiziert wurden, teilweise unspezifisch Druckfarbe analog dem Tesa-Test abgezogen werden. Jedoch waren die Ergebnisse nicht reproduzierbar und die Messung einer Haftkraft war nicht möglich.
9 Labordruck
Variierte Parameter
Es wurden mit den vorhandenen und von den beteiligten Firmen zur Verfügung gestellten Materialien umfangreiche Labordruckversuche unter Variation zahlrei-cher Parameter durchgeführt:
• Substrate (mit und ohne Vorbehandlung)
• Druckfarben
• Druckform (Material und Rasterung)
• Aniloxwalze (Material und Schöpfvolumen)
• Aniloxkraft (Anpresskraft zwischen Aniloxwalze und Druckform)
• Druckkraft (Kraft zwischen Druckform und Substrat/Gegendruckwalze)
• Anzahl der Einfärbezyklen
• Druckgeschwindigkeit
N. Brandt: Flexinad 33(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
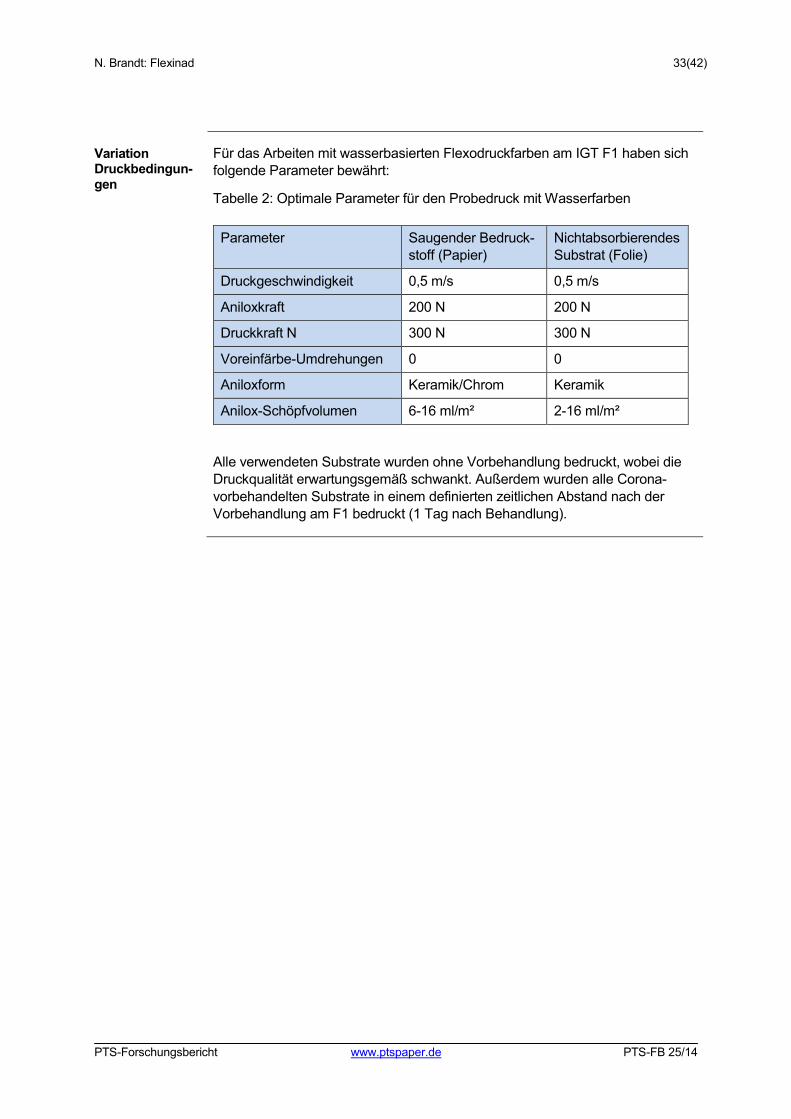
Variation Druckbedingun-gen
Für das Arbeiten mit wasserbasierten Flexodruckfarben am IGT F1 haben sich folgende Parameter bewährt:
Tabelle 2: Optimale Parameter für den Probedruck mit Wasserfarben
Parameter Saugender Bedruck-stoff (Papier)
Nichtabsorbierendes Substrat (Folie)
Druckgeschwindigkeit 0,5 m/s 0,5 m/s
Aniloxkraft 200 N 200 N
Druckkraft N 300 N 300 N
Voreinfärbe-Umdrehungen 0 0
Aniloxform Keramik/Chrom Keramik
Anilox-Schöpfvolumen 6-16 ml/m² 2-16 ml/m²
Alle verwendeten Substrate wurden ohne Vorbehandlung bedruckt, wobei die Druckqualität erwartungsgemäß schwankt. Außerdem wurden alle Corona-vorbehandelten Substrate in einem definierten zeitlichen Abstand nach der Vorbehandlung am F1 bedruckt (1 Tag nach Behandlung).
N. Brandt: Flexinad 34(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
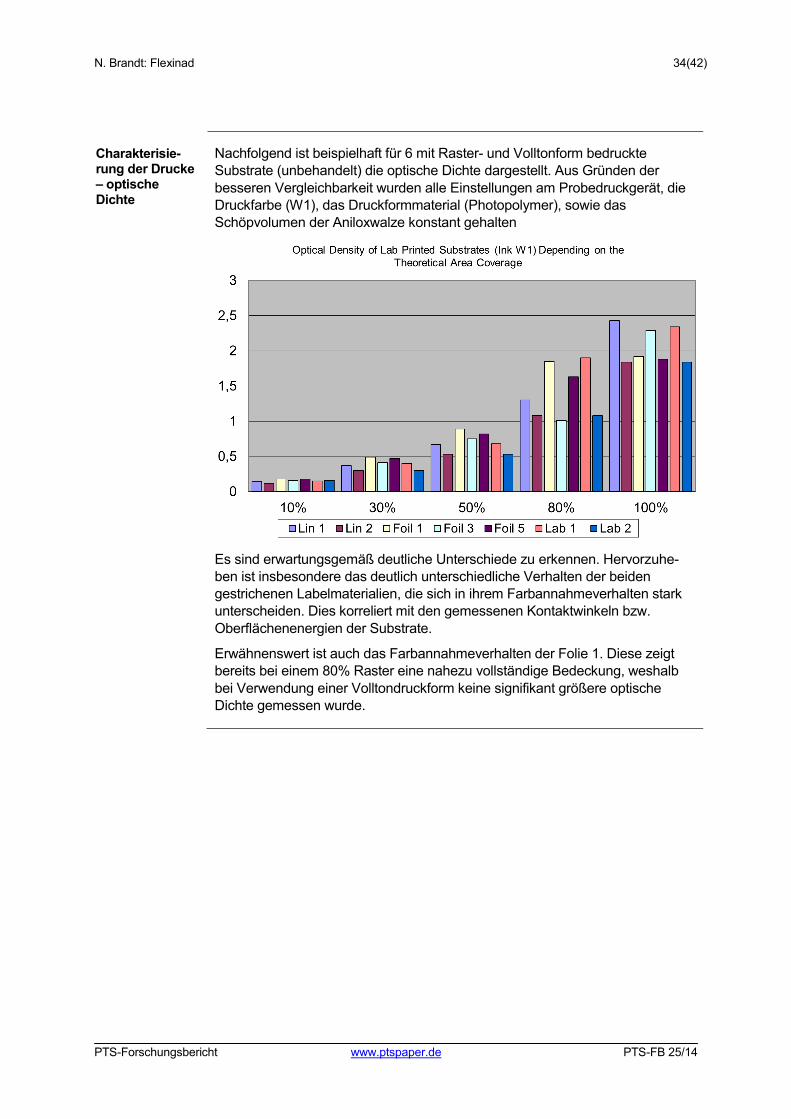
Charakterisie-rung der Drucke – optische Dichte
Nachfolgend ist beispielhaft für 6 mit Raster- und Volltonform bedruckte Substrate (unbehandelt) die optische Dichte dargestellt. Aus Gründen der besseren Vergleichbarkeit wurden alle Einstellungen am Probedruckgerät, die Druckfarbe (W1), das Druckformmaterial (Photopolymer), sowie das Schöpvolumen der Aniloxwalze konstant gehalten
Es sind erwartungsgemäß deutliche Unterschiede zu erkennen. Hervorzuhe-ben ist insbesondere das deutlich unterschiedliche Verhalten der beiden gestrichenen Labelmaterialien, die sich in ihrem Farbannahmeverhalten stark unterscheiden. Dies korreliert mit den gemessenen Kontaktwinkeln bzw. Oberflächenenergien der Substrate.
Erwähnenswert ist auch das Farbannahmeverhalten der Folie 1. Diese zeigt bereits bei einem 80% Raster eine nahezu vollständige Bedeckung, weshalb bei Verwendung einer Volltondruckform keine signifikant größere optische Dichte gemessen wurde.
N. Brandt: Flexinad 35(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Einfluss der Vorbehandlung
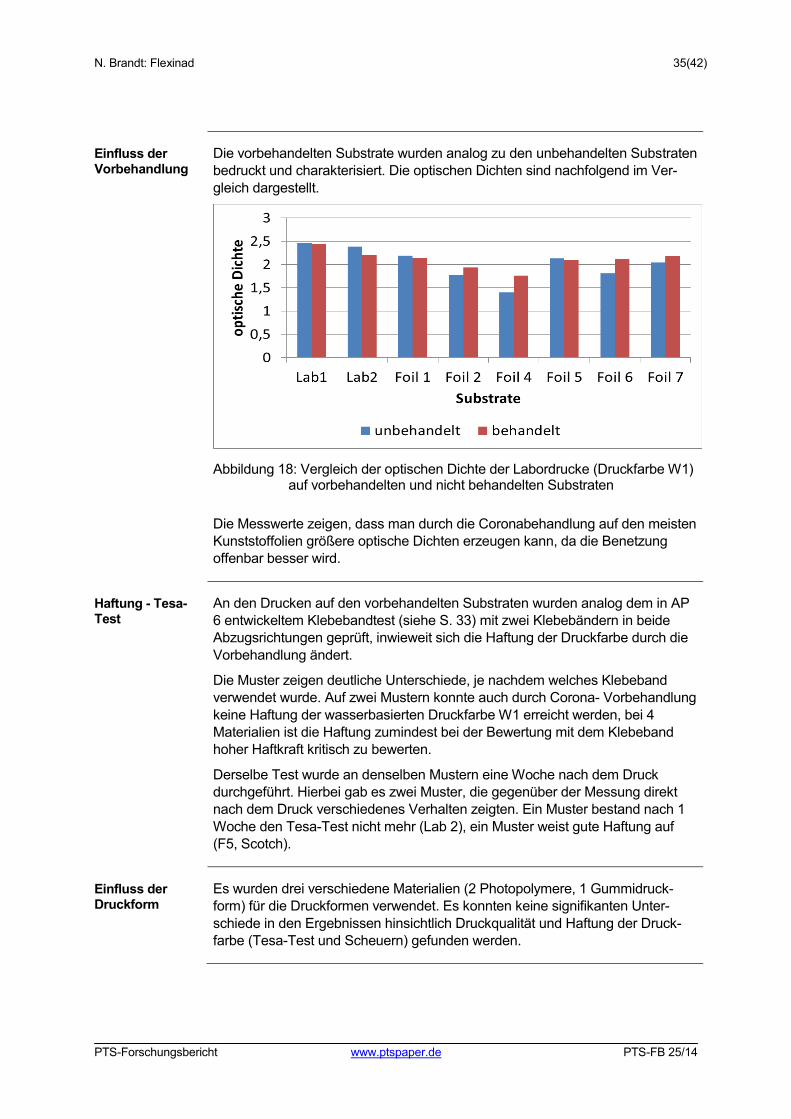
Die vorbehandelten Substrate wurden analog zu den unbehandelten Substraten bedruckt und charakterisiert. Die optischen Dichten sind nachfolgend im Ver-gleich dargestellt.
Abbildung 18: Vergleich der optischen Dichte der Labordrucke (Druckfarbe W1) auf vorbehandelten und nicht behandelten Substraten
Die Messwerte zeigen, dass man durch die Coronabehandlung auf den meisten Kunststoffolien größere optische Dichten erzeugen kann, da die Benetzung offenbar besser wird.
Haftung - Tesa-Test
An den Drucken auf den vorbehandelten Substraten wurden analog dem in AP 6 entwickeltem Klebebandtest (siehe S. 33) mit zwei Klebebändern in beide Abzugsrichtungen geprüft, inwieweit sich die Haftung der Druckfarbe durch die Vorbehandlung ändert.
Die Muster zeigen deutliche Unterschiede, je nachdem welches Klebeband verwendet wurde. Auf zwei Mustern konnte auch durch Corona- Vorbehandlung keine Haftung der wasserbasierten Druckfarbe W1 erreicht werden, bei 4 Materialien ist die Haftung zumindest bei der Bewertung mit dem Klebeband hoher Haftkraft kritisch zu bewerten.
Derselbe Test wurde an denselben Mustern eine Woche nach dem Druck durchgeführt. Hierbei gab es zwei Muster, die gegenüber der Messung direkt nach dem Druck verschiedenes Verhalten zeigten. Ein Muster bestand nach 1 Woche den Tesa-Test nicht mehr (Lab 2), ein Muster weist gute Haftung auf (F5, Scotch).
Einfluss der Druckform
Es wurden drei verschiedene Materialien (2 Photopolymere, 1 Gummidruck-form) für die Druckformen verwendet. Es konnten keine signifikanten Unter-schiede in den Ergebnissen hinsichtlich Druckqualität und Haftung der Druck-farbe (Tesa-Test und Scheuern) gefunden werden.
N. Brandt: Flexinad 36(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Einfluss der Druckgeschwin-digkeit
Es wurden Tests mit den für das verwendete Probedruckgerät üblichen Druck-geschwindigkeiten durchgeführt. Bei Geschwindigkeiten ab ca. 0,7 m/s war bei den wasserbasierten Druckfarben wahrscheinlich durch ein zu starkes An-trocknen der Farbe keine ausreichende Druckqualität erzielbar.
Es konnte – analog dem bekannten Verhalten aus den Industriedrucken – kein Einfluss der Druckgeschwindigkeit auf die optische Dichte der Labordrucke nachgewiesen werden.
10 Industriedruck
Varianten In den Industriedruckversuchen wurden folgende Parameter variiert:
• Substrat
• Druckfarbe (1 wasserbasiert, 2 UV)
• Druckgeschwindigkeit
• Aniloxwalze (Schöpfvolumen)
Gedruckt wurden insgesamt 24 Varianten.
Ergebnisse - optische Dichte
Erwartungsgemäß zeigen die Muster, die mit der Aniloxwalze mit dem größten Schöpfvolumen gedruckt wurden, die größte optische Dichte.
Im untersuchten Bereich hat die Druckgeschwindigkeit keinen signifikanten Einfluss auf die optische Dichte, weswegen in den meisten nachfolgenden Versuchen zur Charakterisierung der Druckfarbenhaftung lediglich jeweils die Varianten, die mit höherer Geschwindigkeit gedruckt wurden, benutzt wurden.
Die verwendete Kunststofffolie zeigt in allen mit UV-Farbe bedruckten Varianten eine geringfügig kleinere optische Dichte als das gestrichene Etikettenmaterial.
N. Brandt: Flexinad 37(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Haftung – Tesa-Test
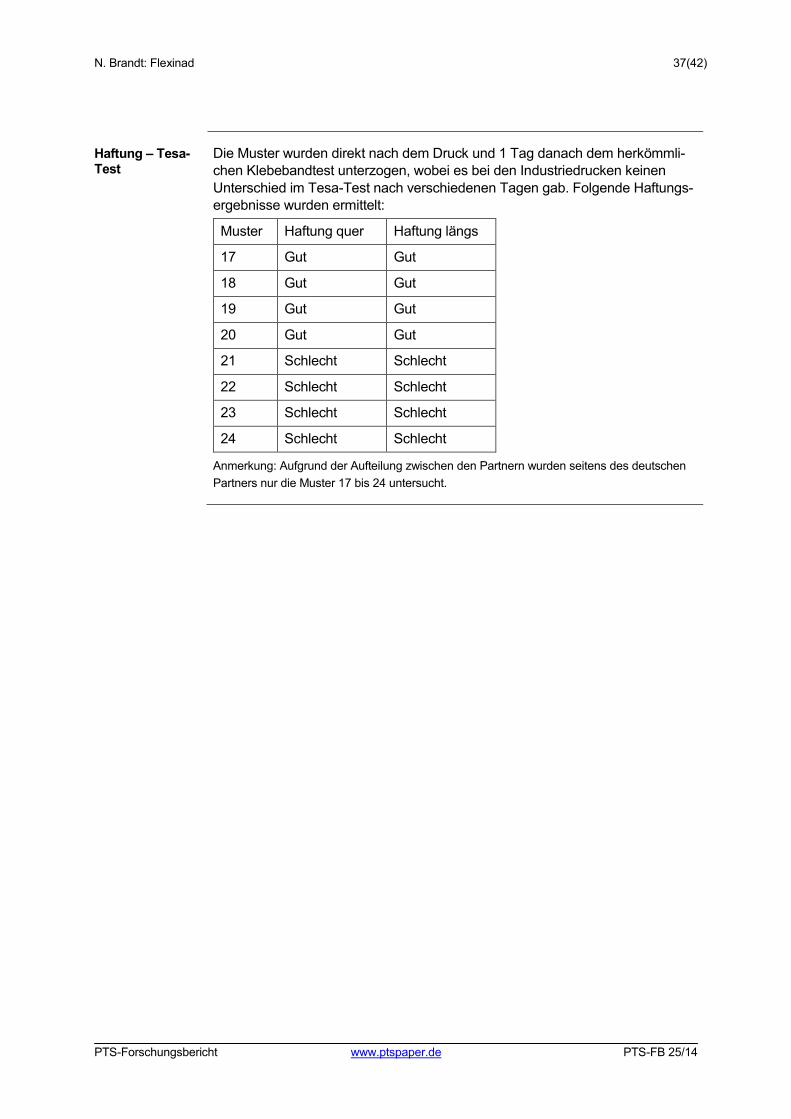
Die Muster wurden direkt nach dem Druck und 1 Tag danach dem herkömmli-chen Klebebandtest unterzogen, wobei es bei den Industriedrucken keinen Unterschied im Tesa-Test nach verschiedenen Tagen gab. Folgende Haftungs-ergebnisse wurden ermittelt:
Muster Haftung quer Haftung längs
17 Gut Gut
18 Gut Gut
19 Gut Gut
20 Gut Gut
21 Schlecht Schlecht
22 Schlecht Schlecht
23 Schlecht Schlecht
24 Schlecht Schlecht
Anmerkung: Aufgrund der Aufteilung zwischen den Partnern wurden seitens des deutschen Partners nur die Muster 17 bis 24 untersucht.
N. Brandt: Flexinad 38(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
11 Zusammenhänge und Ableitung von Empfehlungen für Druckereien
Korrelation Labordruck- Industriedruck
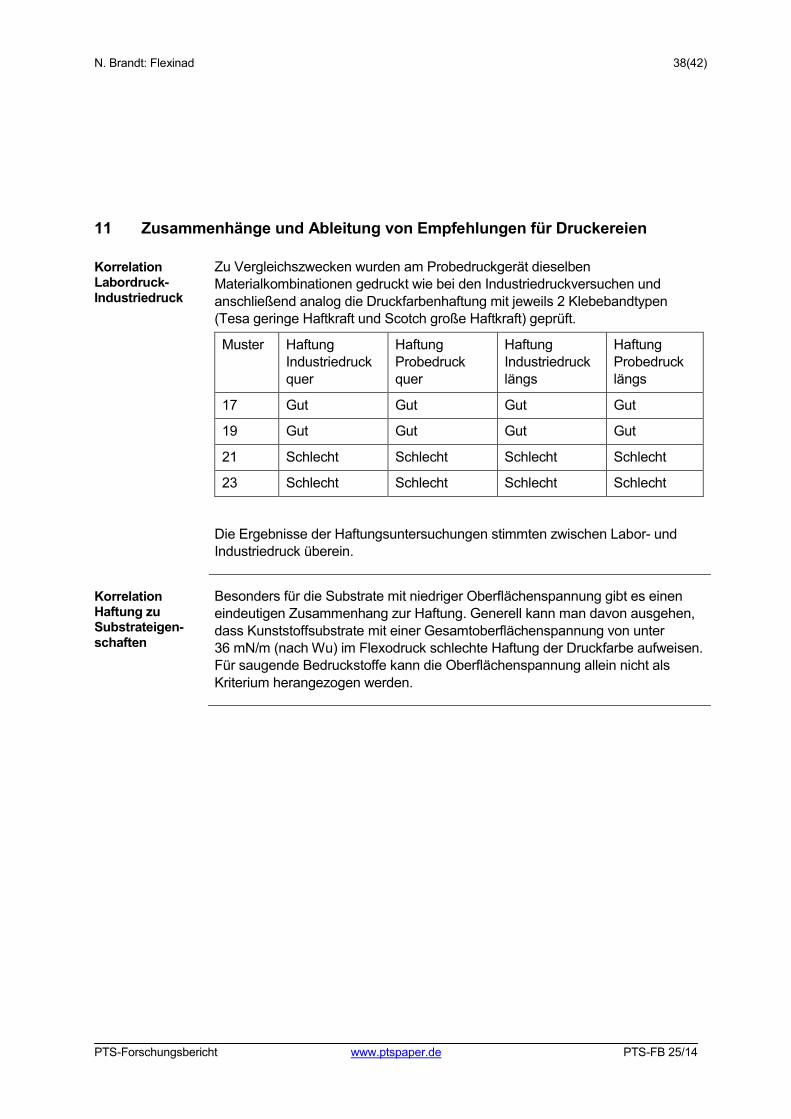
Zu Vergleichszwecken wurden am Probedruckgerät dieselben Materialkombinationen gedruckt wie bei den Industriedruckversuchen und anschließend analog die Druckfarbenhaftung mit jeweils 2 Klebebandtypen (Tesa geringe Haftkraft und Scotch große Haftkraft) geprüft.
Muster Haftung Industriedruck quer
Haftung Probedruck quer
Haftung Industriedruck längs
Haftung Probedruck längs
17 Gut Gut Gut Gut
19 Gut Gut Gut Gut
21 Schlecht Schlecht Schlecht Schlecht
23 Schlecht Schlecht Schlecht Schlecht
Die Ergebnisse der Haftungsuntersuchungen stimmten zwischen Labor- und Industriedruck überein.
Korrelation Haftung zu Substrateigen-schaften
Besonders für die Substrate mit niedriger Oberflächenspannung gibt es einen eindeutigen Zusammenhang zur Haftung. Generell kann man davon ausgehen, dass Kunststoffsubstrate mit einer Gesamtoberflächenspannung von unter 36 mN/m (nach Wu) im Flexodruck schlechte Haftung der Druckfarbe aufweisen. Für saugende Bedruckstoffe kann die Oberflächenspannung allein nicht als Kriterium herangezogen werden.
N. Brandt: Flexinad 39(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
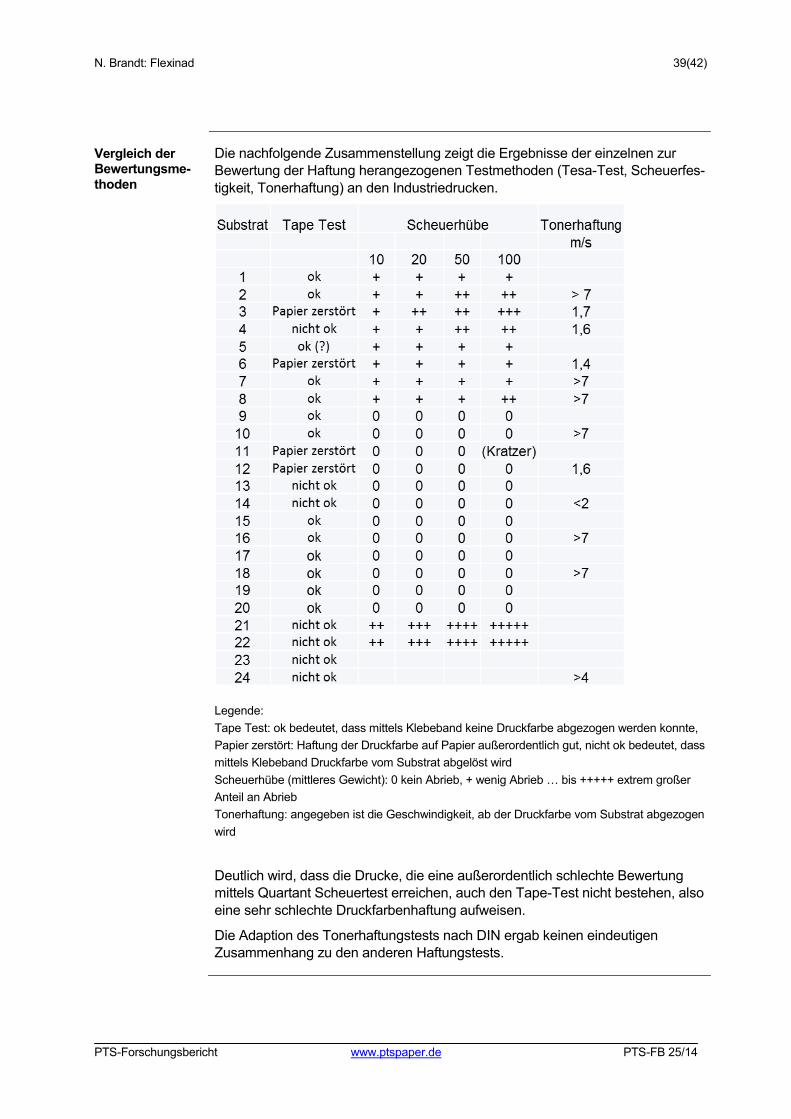
Vergleich der Bewertungsme-thoden
Die nachfolgende Zusammenstellung zeigt die Ergebnisse der einzelnen zur Bewertung der Haftung herangezogenen Testmethoden (Tesa-Test, Scheuerfes-tigkeit, Tonerhaftung) an den Industriedrucken.
Legende: Tape Test: ok bedeutet, dass mittels Klebeband keine Druckfarbe abgezogen werden konnte, Papier zerstört: Haftung der Druckfarbe auf Papier außerordentlich gut, nicht ok bedeutet, dass mittels Klebeband Druckfarbe vom Substrat abgelöst wird Scheuerhübe (mittleres Gewicht): 0 kein Abrieb, + wenig Abrieb … bis +++++ extrem großer Anteil an Abrieb Tonerhaftung: angegeben ist die Geschwindigkeit, ab der Druckfarbe vom Substrat abgezogen wird
Deutlich wird, dass die Drucke, die eine außerordentlich schlechte Bewertung mittels Quartant Scheuertest erreichen, auch den Tape-Test nicht bestehen, also eine sehr schlechte Druckfarbenhaftung aufweisen.
Die Adaption des Tonerhaftungstests nach DIN ergab keinen eindeutigen Zusammenhang zu den anderen Haftungstests.
N. Brandt: Flexinad 40(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Gründe für Haftungsproble-me und Empfeh-lungen zur Abhilfe
Aufgrund der zahlreichen möglichen Gründe für unzureichende Haftung, die nicht immer voneinander getrennt bewertet werden können, gibt es eine Vielzahl möglicher Abhilfemaßnahmen, die der Drucker treffen kann. Nachfolgend sind die in der Praxis am einfachsten überprüfbaren und umzusetzenden Kriterien aufgeführt:
• falsche Viskosität der Druckfarbe (meist zu hoch, aber auch zu niedrig denkbar)
• zu hohe Oberflächenspannung der Druckfarbe
• zu niedrige Oberflächenenergie des Substrates
• Kontamination der Substratoberfläche
• falsches Druckfarbensystem für das Substrat
• zu langsame Druckfarbentrocknung
Es können folgende allgemeine Handlungsempfehlungen gegeben werden, wenn beim Flexodruck Probleme hinsichtlich Haftung (Ablösen der Druckfarbe beim Tape-Test oder beim Biegen und Knicken des Substrates) auftreten:
• Druckfarbenviskosität erniedrigen (z. B. durch Benetzungsadditive)
• frische Druckfarbe zugeben (da angetrocknete Druckfarbe ebenfalls zu einer Viskositätserhöhung führt)
• Überprüfung der Vorbehandlung bzw. Oberflächenenergie des Substra-tes (Testtinten), ggf. Inline-Vorbehandlung
• gegebenenfalls Einsatz eines Primers
• Überprüfung der Trocknerleistung und des Luftflusses
Vom generellen Einsatz von Testtinten zur Ermittlung der Gesamtoberflächen-energie von Folienoberflächen muss abgeraten werden. Aus momentaner Sicht sind diese lediglich geeignet, zu prüfen, ob eine Vorbehandlung erfolgt bzw. wirksam ist oder zur groben Abstufung zwischen Substraten. Eine Korrelation zu Kontaktwinkelmessungen ist nur für wenige niederenergetische Oberflächen möglich, wie sie im Flexodruck üblicherweise nicht vorliegen (siehe auch: Krüss Application Report AR 272, 2014).
N. Brandt: Flexinad 41(42)
PTS-Forschungsbericht www.ptspaper.de PTS-FB 25/14
Verfahren zur Bewertung der Haftung von Flexodrucken
Die Untersuchungen in diesem Projekt haben gezeigt, dass der in der Praxis bereits verwendete Tape-Test durchaus geeignet ist, die Druckfarbenhaftung zu ermitteln. Dazu sind aber gewisse Randbedingungen einzuhalten, die möglichst konstant zu halten sind. Hierzu zählen:
1. Ein standardisiertes Klebeband mit hoher Haftkraft verwenden. Sollte dies (beispielsweise aus Kostengründen) nicht möglich sein, sollte immer der gleiche Office-Klebebandtyp eingesetzt werden (eine Garantie für die Haftkraft gibt es hier allerdings nicht)
2. Das Klebeband sollte unter möglichst starkem Anpressen aufgeklebt werden, am besten mit einer Standardrolle überrollt werden (z.B. Finat-rolle).
3. Das Klebeband sollte schnell in einem Winkel von nahe 180° abgezogen werden, da dies die größte Belastung hinsichtlich Haftung darstellt.
4. Mindestens 3 Tests in beide Richtungen (längs und quer zur Druckrich-tung) an verschiedenen Stellen der Druckbreite durchführen.
5. Es sollten sowohl das Klebeband als auch das Substrat bewertet wer-den.
6. Bei der Bewertung von bedruckten Papieren muss bei der Bewertung der Haftung besonders sorgfältig vorgegangen werden. Wenn am Kle-beband auch Fasern und/oder Strichpartikel anhaften, ist nicht die Haf-tung der Druckfarbe schlecht, sondern die Oberflächenfestigkeit des Pa-pieres. Bei einem derartigen Testergebnis kann man gegebenenfalls ein Klebeband mit niedrigerer Haftkraft verwenden oder das Klebeband we-niger fest andrücken.
www.ptspaper.de
Papiertechnische StiftungHeßstraße 134 · 80797 München · Telefon +49 (0)89-12146-0 · Telefax +49 (0)89-12146-36 · Mail [email protected] Straße 37 · 01809 Heidenau · Telefon +49 (0)3529-551-60 · Telefax +49 (0)3529-551-899 · Mail [email protected]


















