Giesserei 3 4 - Proguss Austria
68
Furtenbach GmbH: A-2700 Wr. Neustadt, Neunkirchner Straße 88 Tel.: +43/2622/64 200, Fax: +43/2622/24 398 e-mail: [email protected] www.furtenbach.com Der Experte in der Giesserei ❚ PUR Cold Box Systeme ❚ Hot Box Systeme ❚ Warm Box Systeme ❚ No Bake Systeme ❚ Schlichten ❚ Hilfsstoffe state of the art Fachzeitschrift der Österreichischen Giesserei-Vereinigungen Rundschau Verlag Lorenz, 1010 Wien Ebendorferstraße 10 Giesserei Jhg. 52 heft 3/4 2005 Österreichische Post AG Info.Mail Entgelt bezahlt Ausgabe zur GGT 2005 / Innsbruck
Transcript of Giesserei 3 4 - Proguss Austria

Furtenbach GmbH:A-2700 Wr. Neustadt, Neunkirchner Straße 88Tel.: +43/2622/64 200, Fax: +43/2622/24 398e-mail: [email protected] www.furtenbach.com
Der Experte in der Giesserei❚ PUR Cold Box Systeme
❚ Hot Box Systeme
❚ Warm Box Systeme
❚ No Bake Systeme
❚ Schlichten
❚ Hilfsstoffe
state of the art
Fachzeitschrift der Österreichischen Giesserei-Vereinigungen
Rundschau
Verlag Lorenz, 1010 WienEbendorferstraße 10
Giesserei
Jhg. 52heft 3/42005
Österreichische Post AGInfo.Mail Entgelt bezahlt
Ausgabe zur
GGT 2005 / Innsbruck
Vorbildliche Bienen – Sie sind während ihrer Millionen Jahredauernden Entwicklung zu einer perfekten Gesamtlösung gelangt.Wir eifern dem gerne nach. Unterstützt durch das Vertrauen unddie Partnerschaft unserer langjährigen Kunden.
Fleiß – Seit über70 Jahren entwickelt,fertigt und vertreibtFOSECO Produkteund Verfahren, die dieProduktionsleistungin Gießereien gezieltsteigern.
Sicherheit – Für die Voll-kommenheit des Endprodukts:FOSECO bietet eine Vielzahl vonkundenspezifischen Lösungenfür Stahl-, Eisen- und Aluminium-Guss an – um die Sicherheit imHerstellungsprozess zu verbessern.
Qualität – In mehrals 100 Ländern werdenFOSECO Produkte undVerfahren angewendet,die es ermöglichen,hochwertigen undkostengünstigen Gusszu produzieren.
Mehr über FOSECO und unseren An-spruch, durch innovative und umwelt-gerechte Lösungen die Qualität IhrerGussstücke zu erhöhen und IhreHerstellungskosten zu senken, erfahrenSie unter www.foseco.deoder wählen Sie+49 (0)2861 83-0. DEN GIESSEREIEN VERPFLICHTET
Wir freuen uns auf den Dialogmit Ihnen.
Ordnung – Alles zur richtigen Zeit am richtigen Ort:FOSECO hat in den Industrieländern ein lückenloses Service-netz mit mehr als 30 Niederlassungen aufgebaut.
Schmelzebehandlung Filtration Speisertechnik Schlichten Bindemittel Feuerfestprodukte

INHALT
Guss Komponenten GmbHADAcast GmbH
Mitteilungen der World Foundrymen OrganizationWFC 06 Harrogate / GB – Call for Papers
FirmennachrichtenAus dem ÖGIInteressante Neuigkeiten
Veranstaltungskalender
MitgliederbewegungPersonalia
Bücher und MedienStatistik der Welt-Gussproduktion 2003
AKTUELLES 96
INTERNATIONALEORGANISATIONEN 94
PROFILE 92
VÖG-VEREINS-NACHRICHTEN 106
TAGUNGEN/SEMINARE/MESSEN 104
LITERATUR 108
GGT 2005
– Oxidhauteinfluss auf die Schwingfestigkeit vonDruckgussbauteilen
– CORDIS – das anorganische Kernbindersystem– Rotor-Entgasung von Aluminiumschmelzen– Sauerstoffeinsatz bei Schmelzprozessen– Zur Entwicklung der Notauffanggrube
– Neue Diamantschleifscheibe zum Gussputzen und Entgraten
Furtenbach GmbH:A-2700 Wr. Neustadt, Neunkirchner Straße 88Tel.: +43/2622/64 200, Fax: +43/2622/24 398e-mail: [email protected] www.furtenbach.com
Der Experte in der Giesserei❚ PUR Cold Box Systeme
❚ Hot Box Systeme
❚ Warm Box Systeme
❚ No Bake Systeme
❚ Schlichten
❚ Hilfsstoffe
state of the art
Fachzeitschrift der Österreichischen Giesserei-Vereinigungen
Rundschau
Verlag Lorenz, 1010 WienEbendorferstraße 10
Giesserei
Jhg. 52heft 3/42005
Österreichische Post AGInfo.Mail Entgelt bezahlt
Ausgabe zur
GGT 2005 / Innsbruck
FURTENBACH ist der einzige öster-reichische Hersteller von Bindemittel undSchlichten. Das Produktspektrum umfasstFuranharze, Cold-Box-Systeme, Hot-Box-Systeme, Wasser- und Alkoholschlichtensowie viele weitere Hilfsstoffe.
In ganz Europa werden Furtenbach-Pro-dukte von führenden Gießereien zurvollsten Zufriedenheit eingesetzt. Inten-sive Forschungstätigkeit und hohe Qua-litätsstandards, gepaart mit langjährigerErfahrung sind Garant für innovative underfolgreiche Produkte.
Besuchen Sie uns im Internet unter:http://www.furtenbach.com
54
BEITRÄGE 60
Organ des Vereines Österreichischer Gießereifachleute und desFachverbandes der Gießereiindustrie, Wien, sowie des Öster-reichischen Gießerei-Institutes und des Institutes für Gießerei-kunde an der Montanuniversität, beide Leoben.
ImpressumMedieninhaber und Verleger:VERLAG LORENZA-1010 Wien, Ebendorferstraße 10Telefon: +43 (0)1 405 66 95Fax: +43 (0)1 406 86 93ISDN: +43 (0)1 402 41 77e-mail: [email protected]: www.verlag-lorenz.at
Herausgeber:Verein Österreichischer Gießerei-fachleute, Wien, Fachverband derGießereiindustrie, WienÖsterreichisches Gießerei-Institutdes Vereins für praktische Gießerei-forschung u. Institut für Gießereikundean der Montanuniversität, beide Leoben
Chefredakteur:Bergrat h.c. Dir.i.R.,Dipl.-Ing. Erich NechtelbergerTel. u. Fax +43 (0)1 440 49 63e-mail: [email protected]
Redaktionelle Mitarbeit undAnzeigenleitung:Irene Esch +43 (0)1 405 66 95-17e-mail: [email protected]
Redaktionsbeirat:Dipl.-Ing. Werner BauerDipl.-Ing. Alfred BuberlUniv.-ProfessorDr.-Ing. Andreas Bührig-PolaczekDipl.-Ing. Dr. mont. Hansjörg DichtlProf. Dr.-Ing. Reinhard DöppUniv.-Professor Dipl.-Ing.Dr. techn. Wilfried EichlsederDipl.-Ing. Dr. mont. Roland HummerDipl.-Ing. Dr. techn. Erhard KaschnitzDipl.-Ing. Adolf KerblDipl.-Ing. Gerhard SchindelbacherUniv.-ProfessorDr.-Ing. Peter Schumacher
Abonnementverwaltung:Mag. Heide Darling +43 (0)1 405 66 95-15
Jahresabonnement:Inland: € 53,60 Ausland: € 66,20Das Abonnement ist jeweils einenMonat vor Jahresende kündbar,sonst gilt die Bestellung für dasfolgende Jahr weiter.
Bankverbindung:Bank Austria BLZ 12000Konto-Nummer 601 504 400
Erscheinungsweise: 6x jährlich
Druck:Druckerei Robitschek & Co. Ges.m.b.H.A-1050 Wien, Schlossgasse 10-12Tel. +43 (0)1 545 33 11,e-mail: [email protected]
Nachdruck nur mit Genehmigungdes Verlages gestattet. Unverlangteingesandte Manuskripte und Bilderwerden nicht zurückgeschickt.Angaben und Mitteilungen, welche vonFirmen stammen, unterliegen nicht derVerantwortlichkeit der Redaktion.
– Willkommensgruß an die Tagungs-Teilnehmer– Die „schwarzen Mander“ zu Innsbruck

Die österreichischen Mitveranstalter der Grossen Giessereitechnischen Tagung in Innsbruck freuen sich, dassnach einer längeren Pause in diesem Jahr wieder ein „Dreiländertreffen der Gießer“Wirklichkeit wird. Initia-tor zu diesem Schritt war Herr Dr.-Ing. GotthardWolf (VDG) und ihm sei an dieser Stelle dafür herzlich ge-dankt. Die große Akzeptanz schon im Vorfeld unterstreicht die Richtigkeit dieses Schrittes, in gewissen zeit-lichen Abständen gemeinsameTagungen zu veranstalten, was auch in Zukunft geschehen sollte.
Neu bei dieserTagung ist die Einbindung des Newcast-Forums „Konstruieren mit Gusswerkstoffen" der Mes-se Düsseldorf.Wir begrüßen diese Ergänzung sehr, denn damit wird auch die immer notwendiger werdendeengere Bindung zu unseren Kunden, den Gussanwendern, dokumentiert und gefestigt. Wir alle wissen umdie Wichtigkeit des Dialogs zwischen den Gießern und den Konstrukteuren in der Entwicklungs-, aber auchin der Optimierungsphase von Gussbauteilen. Eine Tagung wie diese, in entspannter Atmosphäre und einemangenehmen Umfeld, noch dazu erweitert durch eine Leistungsschau innovativer Gusskonstruktionen, kanndiesen Dialog nur fördern.
Wir freuen uns, dass Innsbruck als Ort dieser Begegnung gewählt wurde. Eine Stadt, die ihren Namen „Ins-pruke" vom Brückenschlag über den Fluss Inn bekommen hat. Möge ein ähnlicher Geist des Brückenbauensin diesen Tagen zwischen den Gießern, ihren Kunden und ihren Zulieferanten sowohl im Kongresshaus alsauch in der Dogana, beim traditionellen „Giessertreffen", herrschen.
Der Vorstand des Vereins österreichischer Gießereifachleute,Vorstand und Mitarbeiter des ÖsterreichischenGießerei-Institutes und der Gießereilehrkanzel an der MUL heißen alle Teilnehmer der Tagung herzlich will-kommen und wünschen Ihnen interessante, anregende und angenehmeTage in Innsbruck.
Glück auf!
M. ZimmermannHJ. Dichtl
P. SchumacherE. Nechtelberger
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
5454
Willkommensgrußan dieTeilnehmer der Grossen GiessereitechnischenTagung
im Congress Innsbruck

Aus Anlass der GroßenGießereitechnischen Ta-gung 2005, die am21./22. April d.J. im Inns-brucker Congress alsGemeinschaftsveranstal-tung Deutschlands, derSchweiz und Österreichsstattfinden wird, sei aufein besonderes Kleinodder Tiroler Landeshaupt-stadt Innsbruck verwie-sen, das uns an die hoheGießerkunst des 16. Jahr-hunderts in diesem Raumerinnert. Es handelt sichum das Grabdenkmal(Bild 1) Kaiser Maximili-ans I. (1459 bis 1519) inder Hofkirche (Bild 2)zu Innsbruck.Dieses größte Kaiser-denkmal des Abendlan-des, das 1502 begonnenund an dem 82 Jahrelang gearbeitet wurde,besteht aus dem Keno-taph mit dem kniendenKaiser auf dem Hochgrab
(Bild 32), umgeben von 28 überlebensgroßen bronzenen Prunkfigu-ren – einer internationalen Versammlung selbstbewusster Herrscher-persönlichkeiten – sowie 23 kleinen Heiligenfiguren (auf der rückwär-tigen Empore) und 21 Kaiserbüsten.Die Geschichte des Grabmals Kaiser Maximilians I. beginnt mit denBronzestatuen, während der Kenotaph und die Kirche erst langenach dem Tod des Kaisers von seinem Enkel Kaiser Ferdinand I. er-richtet und unter seinem Urenkel Ferdinand II. erst vollendet wurden.Maximilian verstarb am 12.1.1519 im 60. Lebensjahr in Wels/OÖund liegt unter dem Altar der Burgkapelle der Burg zu Wr.Neu-stadt/NÖ begraben.Der Plan seines Grabmals stammt von Kaiser Maximilian (Bild 3) selbst.Mit Maximilian I. – „dem letztenRitter“ – dem Sohn Friedrichs III.und der Eleonore von Portugal,betrat das Haus Habsburg 1459die europäische Bühne. Er warder Begründer des habsburgi-schen Imperiums, das er durchHeiraten („Bella gerant alii, tu felixAustria nube … Andere mögenKriege führen, du glücklichesÖsterreich heirate …“) und Erb-schaften ausbauen konnte:1477Burgund (Niederlande, Belgienund Ostfrankreich), 1516 Spanienund Neapel, 1515 Ungarn undBöhmen.Getragen von hohem Majestäts-bewusstsein und vom unerschüt-terlichen Glauben an die göttlicheSendung des Hauses Habsburg
betrachtete Maximili-an die Erneuerungdes karolingischen,ottonischen und stau-fischen Imperiums alsseine edelste Aufga-be; als erstrebens-wertes Ziel schwebteihm die Schaffung ei-ner christlichen Staa-tenfamilie unter sei-ner Führung vor.Ohne Zweifel damalseine politische Uto-pie, aber charakteri-stisch für das keineGrenzen kennendeDenken des Kaisers.Heute, 500 Jahrespäter, ist die eu-ropäische Staatenfamilie in der Europäischen Gemeinschaft auf fried-lichem Wege Wirklichkeit geworden.Vor 500 Jahren, als mit dem magischen Jahr 1500 das Goldene Zeit-alter anbrach – am 15. März 1493 war Christof Kolumbus aus demgerade entdeckten Amerika zurückgekehrt und hatte in Europa denwildesten Goldrausch der Geschichte ausgelöst – wetteiferten Papstund Kaiser, die sich als Herrscher der Welt fühlten, u.a. in einemWettlauf im Vergolden. Beide, Maximilian in Innsbruck und der Bor-giapapst Alexander VI. in Rom, glaubten Unsterblichkeit zu erlangenals jene Herrscher, die die Christenheit in das verheißene GoldeneZeitalter führen. Maximilian vollendete 1500 sein goldenes Prunk-dach über einem besonderen Erker in Innsbruck mit allen seinenMachtsymbolen und der Papst vergoldete die riesige Kassettendeckevon Santa Maria Maggiore.Mit seinem Grabmal wollte Maximilian das größte Denkmal für dasKaisertum schaffen, das nur dem Haus Habsburg aufgrund seinerHerkunft und seiner Tugenden zustehen sollte.Der Standort Innsbruck war zu dieser Zeit des Kaisers bevorzugteResidenzstadt und stieg bis 1500 zur Reichshauptstadt auf. Im Ge-bäude des Prunkerkers mit dem Goldenen Dachl (Bild 4) wurde dieSchatzkammer, das erste zentrale Finanzministerium, eingerichtet, be-setzt mit den von Maximilian I. nach burgundischem Vorbild ausgebil-deten Beamten.Kaum bekannt ist, dass in direkter Kon-kurrenz zum größten Monument der eu-ropäischen Kaisergeschichte auch amgrößten Monument der Papstgeschichtegearbeitet wurde. 1505 gab in Rom derBorgianachfolger Papst Julius II. den Auf-trag für das größte Grabmal der Papstge-schichte, ein Hochgrab, umgeben vonwichtigen Gestalten der Kirchengeschich-te, unter der Kuppel des Petersdomes.Für dieses ehrgeizige Projekt in Rom wur-de aber nur eine einzige Figur fertigge-stellt, der Moses des Michelangelo.Während über das eigentliche Grabmalbis zu des Kaisers Tod keine genaue Vor-stellung bestand, hatte er das Programmseines Totengeleites bereits um 1500festgelegt.
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
5555
Die „Schwarzen Mander“ in der Hofkirche zuInnsbruck am Grabdenkmal Kaiser Maximilians I.
The „Black Guys“ around theThomb of Emperor Maximilian I. in the Court-Church of Innsbruck
Bild 1: Grabmal Kaiser Maximilians I. in derHofkirche Innsbruck.
Bild 2: Die Hofkirche zu Innsbruck.
Bild 4: Prunkerker mit „Gol-denem Dachl“,
Bild 3: Kaiser Maximilian I. (1459/1519) , gemalt von Albrecht Dürer.

34 Büsten der römischen Kaisersollten die Kontinuität und Legiti-mität der Kaiserwürde seit derAntike bezeugen. Die Statuettenvon 100 Heiligen des HausesHabsburg und seiner Verwandt-schaft sollten zeigen, dass kein an-deres Geschlecht so viele Heiligeaufzuweisen habe, und damit dasAnrecht der Habsburger auchvon kirchlicher Seite begründetsei. Schließlich sollten 40 überle-bensgroße Statuen der Ahnendem toten Kaiser das Ehrengeleitgeben. Unter diesen Ahnen wa-ren auch Cäsar als Begründer undKarl der Große als Erneuerer derKaiserwürde vorgesehen, sowiedie Heerkönige Theoderich(454/526) (Bild 5) und Chlodwig(465/511) (Bild 6) als Vorläuferim germanischen Bereich (Maxi-
milian nannte sich als erster Impe-rator Germaniae) und als christli-che Herrscher.Die Ahnenreihe der Habsburgersollte mit Graf Albrecht IV.(† 1239/40) (Bild 7) und seinemSohn, König Rudolf I. (1218/91)(Bild 8), beginnen und über Ma-ximilians Großeltern (HerzogErnst d. Eiserne (1377/1424)(Bild 9) u. Gattin Zimburgis v.Masovien († 1429)(Bild 10))und Eltern (Kaiser Friedrich III.(1415/93) (Bild 11), MutterEleonore v. Portugal befindet sichnicht unter den ausgeführten Sta-tuen) auch die Tiroler Nebenlinieumfassen (Bilder 12 bis 16).Von den Gemahlinnen des Kai-sers sollten Maria von Burgund(1457/82) (Bild 17) und ihre Ahnen (Bilder 18, 19) den ErwerbBurgunds und den Vorstoß ans Weltmeer, und Maria Bianca Sforzavon Mailand (1472/1511) (Bild 20) den Anspruch des Kaisers aufItalien vorstellen. Sein Sohn Philipp der Schöne(1478/1506) (Bild 21), dessen Gemahlin Juanav. Spanien (1479/1555) (Bild 22) und derenVater, König Ferdinand der Katholische vonAragon (1452/1516) (Bild 23) sind Zeugendes Erwerbes von Spanien. Für die Kreuzzugs-pläne des Kaisers steht Gottfried von Bouillon(† 1100) (Bild 24), der Kreuzfahrerkönig vonJerusalem.
Des weiteren wurden noch ausgeführt: Albrecht I.(1248/1308), Sohn des Rudolf v. Habsburg(Bild 25), Leopold III. der Heilige (1095/1136)(Bild 26), Albrecht II. der Weise (1298/1358)(Bild 27), König Ferdinand v. Portugal († 1383)(Bild 28), ein Vorfahre der Mutter Maximilians,König Albrecht II. (1397/1439) (Bild 29), Elisa-beth v. Ungarn, (1396/1443) (Bild 30),Gemah-lin Albrechts II. und Margarete v. Österreich(1480/1530) (Bild 31), die Tochter Maximilians.In der Mitte der großen Runde befindet sich aufdem marmornen Kenotaph der in Bronze gegos-sene knieende Kaiser Maximilian I. (Bild 32).
Insgesamt handelt es sich nicht sosehr um eine Trauerversammlung,sondern um ein politisches Denkmal des Anspruches des HausesHabsburg auf seine damalige Führerstellung in Europa.Die Verwirklichung dieses Programmes machte Schwierigkeiten, daaußerhalb Italiens so große Bronzestatuen noch nie gegossen wor-den waren. 1502 wurde der Maler Gilg (Egidius) Sesselschreiber inMünchen mit den Entwürfen der großen Ahnenfiguren beauftragt.Nach dessen Zeichnungen fertigte der Bildschnitzer, wahrscheinlichder Schwiegersohn Sebastian Häusserer, originalgroße Holzmodelle.Diese wurden auseinander geschnitten, mit Lehm und Wachs über-zogen, aus Bronze und Messing hohl gegossen und dann mit Verstär-kung durch Eisenstäbe zusammengeschweißt. Dieses umständlicheVerfahren und die mangelnde Gießpraxis brachten Verzögerungenmit sich. Von 1508 bis 1518 entstanden nur 7 unvollständige Statuen.Dies hatte Maximilian schon 1513 bewogen, die Statuen Artus (Bild33) und Theoderich (Bild 5) beim berühmten Nürnberger GießerPeter Vischer in Auftrag zu geben und den Landshuter BildhauerHans Leinberger nach einer Zeichnung Albrecht Dürers mit demGuss Graf Albrechts IV. (Bild 7) zu beauftragen, der aber misslang.1518 übernahm der aus Nürnberg stammende Gießer Stefan Godlanstelle Sesselschreibers in Innsbruck den Auftrag für die großen Sta-tuen und stellte sie jeweils im ganzen Stück nach der Methode desverlorenen Gusses ohne Holzmodell her. In der Folge haben er undsein Modellierer Leonhard Magt 18 Statuen vollendet. Trotz perfek-ten Gusses wirken ihre Statuen steifer als die von Sesselschreiber.Godls Tod 1534 und die finanziellen Schwierigkeiten König Ferdi-nands I. als Erfüller des Testamentes seines Großvaters Maximilianließen die Arbeit bis 1548 ruhen. In einer letzten Anstrengung solltennoch 10 Statuen gegossen werden.Ein Team mit neuen Ideen der Hochrenaissance – der Maler ChristofAmberger aus Augsburg, der Modellierer Veit Arnberger aus Brixenund der Gießer Gregor Löffler in Innsbruck – wurde berufen. Löffleraber goß dann nur eine Statue, den König Chlodwig (Bild 6), sodass 1550 die Arbeiten für die Ahnenfiguren eingestellt wurden. Vonden 40 geplanten sind nur 28 entstanden, die aber trotzdem dasgrößte Kaiserdenkmal aller Zeiten bilden. Die Figuren wurden zuerstaus Mangel eines geeigneten Kirchenraumes in einem Bilderhaus de-poniert und erst um 1563 in der dafür erbauten Hofkirche mit ange-schlossenem Franziskanerkloster aufgestellt (Bilder 34 u. 35).
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
5656
Bild 5: Gotenkönig Theoderich(454/526), Nr. 5 in Bild 34/35.
Bild 34: Aufstellungsplan der Bronze-statuen in der Hofkirche zu Innsbruck. Bild 35: Angaben zur Herstellung der Bronzestatuen.
Bild 6: Frankenkönig Chlodwig(465/511), Nr. 1 in Bild 34/35.
29

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
5757
Bild 7: Graf Albrecht IV.v. Habsburg(† 1239/40), Nr. 25 in Bild 34/35.
Bild 8: König Rudolf I. v. Habsburg,Sohn Albrechts IV., Nr. 3 in Bild 34/35.
Bild 9: Herzog Ernst d. Eiserne v. Öster-reich, Großvater Maximilians I., Nr. 6.
Bild 10: Herzogin Zimburgis v. Ma-sovien, Gattin Ernst d.E., Nr. 12.
Bild 11: Kaiser Friedrich III., VaterMaximilians, Nr. 27.
Bild 12: u. 13: Herzog Leopold III. d. Biedere (1349/86), Nr. 24.Herzog Friedrich IV. m.d. leeren Tasche (1382/1439), Nr. 23.
Bild 14: Erzherzog Sigmund derMünzreiche (1427/96), Nr. 9.
Bild 15: Königin Elisabeth v. Görz –Tirol, Nr 18.
Bild 16: Herzogin Kunigunde v. Bay-ern, Schwester Maximilians, Nr. 17.
Bild 17: Herzogin Maria v. Burgund,!. Gattin Maximilians, Nr. 19.
Bild 18 u. 19: Herzog Philipp d.Gute v. Burgund, Nr. 14. HerzogKarl d. Kühne v. Burgund, Nr. 13.

GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
5858
Bild 20: Kaiserin Maria Blanca Sforza,2. Gattin Maximilians, Nr. 10.
Bild 21: König Philipp d. Schöne,Sohn Maximilians, Nr. 2.
Bild 22 u. 23: Königin Juana v. Spanien, Nr. 15. König Ferdin-and der Katholische v. Aragon, Vater Juanas, Nr. 16.
Bild 24 u. 25: König von Jerusalem Gottfried v. Bouillon, Nr. 21.König Albrecht I. (1248/1308), Sohn Rudolfs v. Habsburg, Nr. 22.
Bild 26: Markgraf Leopold III. d. Hei-lige, der Babenberger, Nr. 26.
Bild 27: Herzog Albrecht II. d. Wei-se, Nr. 4.
Bild 28: König Ferdinand v. Portugal,Nr. 7.
Bild 29: König Albrecht II. (1397/1439), Nr. 28.
Bild 30: Königin Elisabeth v. Ungarn(1396/1443), Gattin Albrecht II. Nr. 20.
Bild 31: Erzherzogin Margaretha v.Österreich , Tochter Maximilians, Nr. 11.
Weiterführende Literatur
1) Gerhard Sperl: Neues zu den „Schwarzen Mandern“ – Werkstoffkundezu den gegossenen Figuren des 16.Jhdts. in der Innsbrucker Hofkirche.Giesserei Rundschau 50 (2003) Nr. 11/12, S.266/270.
2) Otto Knitel: Die Gießer zum Maximiliangrab – Handwerk und Technik.Eigenverlag O. Knitel, Innsbruck, 30x21,5 cm, 214 Seiten, zahlreiche S/W-Fotos. Restexemplare erhältlich bei der Tageskasse des Tiroler Volks-kunst Museums, Preis: € 36,–.
3) Christoph Haidacher u. Dorothea Diemer: Maximilian I. – Der Kenotaphin der Hofkirche zu Innsbruck, Hsg. Kuratorium d. Hofkirche-Erhaltungs-fonds, Haymon Verlag, Innsbruck – Wien 2004, 29x29 cm, 228 Seiten,Preis: € 69,–.
4) Norbert Hölzl: Das Goldene Zeitalter – Der Traum Kaiser Maximilians1502 – 2002, Verlag Edition Tirol, 1.Aufl. 2001, 28,5x22 cm, 128 Seiten,Preis: € 25,–.
5) Elisabeth Scheicher: Das Grabmal Kaiser Maximilians I. in der InnsbruckerHofkirche. Sonderdruck aus: Österreichische Kunsttopographie, BandXLVII, Die Kunstdenkmäler der Stadt Innsbruck, Die Hofbauten, VerlagAnton Schroll & Co, Wien 1986, Preis: € 6,–.
6) Erich Egg: Das Grabmal Kaiser Maximilians I. – Hofkirche Innsbruck, vier-sprachig (D/E/F/I), 21x19 cm, 60 Seiten, Kunstverlag Hofstetter, Ried i.I.,2.Aufl. 1993, Preis: € 6,–.
7) Vinzenz Oberhammer: Die Bronzestandbilder des Maximiliangrabes inder Hofkirche zu Innsbruck, Innsbruck 1935.
Die Buchveröffentlichungen 2) bis 6) können u.a. bei der Tageskasse des Ti-roler Volkskunst Museums, Eingang Hofkirche, A-6020 Innsbruck, Univer-sitätsstraße 2, Tel.: +43 (0)512 584302, Fax: 584302 70, erworben werden.Die Bilder sind den Literaturstellen 3, 4 u. 6 entnommen bzw. wurden vomTiroler Volkskunstmuseum freundlicherweise zur Verfügung gestellt.Hierfür sei Frau Dr. Herlinde Menardi besonders herzlich gedankt.
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
5959
Die Bronzefiguren waren 1816 mit schwarzer Ölfarbe „konserviert“worden. Dieser Anstrich ist 1882 nach einem „Patinakrieg“ von Re-stauratoren wieder entfernt worden. Aus dieser Zeit werden die Sta-tuen von den Tirolern wohl auch liebevoll „Schwarze Mander“ ge-nannt, obwohl auch 8 Frauen darunter sind.Einen Besuch dieser „Schwarzen Mander“ am Rande der GroßenGießereitechnischen Tagung oder auch zu jedem anderen Zeitpunktzur stillen Bewunderung der hohen handwerklichen Kunst unsererGießerkollegen des 16. Jahrhunderts – vor 500 Jahren! – empfiehlt
Ihr Erich Nechtelberger
Bild 32: Kaiser Maximilian I., knieendauf seinem Kenotaph, Nr. 29.
Bild 33: König Artus v. England(6. Jhdt.), Nr. 8.

GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
6060
Abschätzung der tolerierbaren Oxidhautgröße inschwingend belasteten Druckgussbauteilen
Assessment ofTolerable Alumina Skins in Die Cast Components under Cyclic Loading.
Dipl.-Ing. Christoph Fagschlunger, Jahr-gang 1978, studierte an der MontanuniversitätLeoben Montanmaschinenbau mit dem Schwer-punkt Betriebfestigkeit. Seit 2003 ist er Mitarbei-ter der BMW AG und beschäftigt sich dort der-zeit im Rahmen seiner Doktorarbeit mit demThema „Schwingfestigkeit von Al-Druckguss-legierungen unter Berücksichtigung fertigungs-prozessinduzierter Werkstoffinhomogenitäten“.
Univ.-Prof. Dipl.-Ing. Dr. techn. WilfriedEichlseder. Nach Maschinenbaustudium ander TU Graz 1981 Eintritt in die Forschungs-abteilung der Steyr-Daimler-Puch AG inSteyr/OÖ. 1990 Abteilungsleiter „TechnischeBerechnung“, 1993 „Festigkeit“ und 1995Spartenleitung „Engineering“ und Technologie-zentrum Steyr. Seit 1999 Vorstand am Institutfür Allg. Maschinenbau an der Montanuniver-sität Leoben.
Prof. Dr.-Ing. Cetin Morris Sonsino stu-dierte an der Technischen Universität Darm-stadt (TUD) Maschinenbau und ist seit 1973wissenschaftlicher Mitarbeiter des Fraunhofer-Institutes für Betriebsfestigkeit und Systemzuver-lässigkeit LBF, Darmstadt. Er promovierte 1982auf dem Gebiet „Kaltverformung und Kurzzeit-schwingfestigkeit“ an der TU Darmstadt. Seit1990 hat er an der Universität des Saarlandes,Saarbrücken, und seit 2002 an der TU Darm-stadt einen Lehrauftrag über „Betriebsfestigkeit– Bauteilgebundenes Werkstoffverhalten“.
Dr.-Ing. Kurt Poetter, Jahrgang 1967, stu-dierte an der TU Clausthal Allgemeinen Maschi-nenbau. Von 1995 bis 2000 arbeitete er als Wis-senschaftlicher Mitarbeiter am Institut für Maschi-nelle Anlagentechnik und Betriebsfestigkeit derTU Clausthal, wo er 2000 zum Thema „Lebens-dauerabschätzung ein- und mehrachsig schwin-gend beanspruchter Bauteile“ promovierte. Seit2000 ist er Mitarbeiter der BMW AG, München,im Bereich Betriebsfestigkeit und Werkstoffe.Seit 2004 ist er für das BMW Group Technolo-gy Office in Palo Alto, Kalifornien, tätig.
Dr.-Ing. Martin Brune, Studium Maschi-nenbau und Promotion an der TechnischenUniversität Clausthal. 1991 Eintritt bei BMW,Technische Entwicklung, München. HeutigeFunktion: Leiter Numerische Simulation Be-triebsfestigkeit.
Dipl.-Ing. Dr.mont. Hans-Peter Gänser,Jahrgang 1970, Studium des Montanmaschi-nenwesens und Promotion an der Montanuni-versität Leoben. Nach Tätigkeiten als wissen-schaftlicher Mitarbeiter an der École des Minesde Paris und als Forschungsingenieur bei derHilti AG seit 2003 Universitätsassistent am In-stitut für Allgemeinen Maschinenbau der Mon-tanuniversität Leoben.
ZusammenfassungRissartige Fehler wie Oxidhäute und Lunker stellen für zyklisch belas-tete Bauteile ein bisweilen schwer kalkulierbares Risiko dar. Dabei sindneben der Größe der Fehlstelle in erster Linie ihre Position im Bauteilund die dort herrschende Spannung von Bedeutung. Ein Berech-nungsmodell zur Abschätzung kritischer Oxidhautgrößen in Abhängig-keit von der lokalen Bauteilbelastung wird deshalb vorgestellt. Daspräsentierte Modell stützt sich auf Methoden der linearelastischenBruchmechanik und versteht sich als Werkzeug für den Berechnungs-ingenieur und Gießer, um in der Phase der Bauteilauslegung Qualitäts-richtlinien hinsichtlich tolerierbarer Fehlergrößen im Gussbauteil abzu-schätzen. Die Implementierung des Modells in die FE-Rechnung er-möglicht die Anwendung auf beliebige Bauteilstrukturen. Ein Vergleichder Berechnungsergebnisse mit Ergebnissen aus Versuchen an unge-kerbten Proben bestätigt die Genauigkeit des vorgestellten Modells.
SummaryCrack shaped defects like alumina skins and blowholes show a some-times hardly calculable risk for components under cyclic loading. Be-side the size of the defect, primarily its position in the component andthe local stress are of importance. Therefore, a calculation model forthe evaluation of critical alumina skin dimensions as a function of thelocal component load is introduced. The presented model uses me-thods from linear-elastic fracture mechanics. It is intended as a toolfor the engineer and foundry man to estimate quality specificationsconcerning the size of tolerable defects during the phase of compo-nent design. Implementation of the model in a finite element softwareallows the application to any component structure. A comparison ofthe model’s results with experimental data, obtained by testing un-notched specimens, confirms the accuracy of the introduced model.
1. EinleitungFahrzeugkomponenten aus Leichtmetallen, wie Fahrwerks- und Ka-rosserieteile oder gesamte Motorblöcke, sind typische Beispiele fürdie Bemühungen der Automobilindustrie, durch die richtige Wahlvon Werkstoff, Herstellverfahren und Geometrie ein kosten- und ge-wichtsoptimales Bauteil zu erzeugen. Häufig wird bei der Verarbei-tung von Leichtmetallen auf das Gießen zurückgegriffen. Besondersder Druckguss hat mit all seinen Vor- und Nachteilen in den letztenJahren kontinuierlich an Bedeutung gewonnen. Die Herstellbarkeitkomplexer Strukturen in nur einem Arbeitsschritt sowie die geringenTeilekosten bei hoher Stückzahl rechtfertigen den Vormarsch diesesFertigungsverfahrens im Fahrzeugbau. Der Druckguss ist jedoch auchdurch wandstärkenabhängige Festigkeit, Einschränkungen in der Ma-terialwahl sowie verfahrensbedingte Werkstoffinhomogenitäten inForm von Poren, Lunkern und Oxidhäuten gekennzeichnet. Die be-sondere Herausforderung besteht darin, diese Werkstoffinhomoge-nitäten entweder zu verhindern oder bei der Auslegung zu berück-sichtigen. Probleme bei der Abschätzung der zyklischen und stati-schen Belastbarkeit bereiten besonders die Oxidhäute.Fehlstellen in Gussbauteilen können die Festigkeit massiv beeinträch-tigen und zu einem nicht vorhersehbaren Versagen von Komponen-ten führen. Aus diesem Grund wird seit einiger Zeit intensiv an Mo-dellen geforscht, welche den Einfluss von Poren, Lunkern und Oxid-häuten [1]-[7] auf die Schwingfestigkeit von Gusswerkstoffen zu be-schreiben versuchen.Dieser Bericht beschäftigt sich speziell mit dem Einfluss von Oxidhäu-ten auf die Lebensdauer von Al-Druckgusserzeugnissen. An Handzweier verschiedener Legierungen soll untersucht werden, ob dasSchädigungsverhalten von Oxidhäuten mit Methoden der Bruchme-chanik beschrieben werden kann.

2.MotivationBei Anlauf einer Serienproduktion oder Änderung gewisser Ferti-gungsparameter wird der Berechnungsingenieur häufig vor die Fragegestellt, welche Fehlergrößen im Rahmen der Qualitätssicherung alszulässig eingestuft werden können. Speziell bei rissartigen Fehlstellen,wie sie Oxidhäute und teilweise Lunker darstellen, kann sich die Ein-schätzung solcher Fehler als sehr schwierig erweisen. Die Erfahrungzeigt, dass häufig jene Fehler, die durch rationelle Überlegungen alsnicht tolerierbar eingestuft werden, sich im Versuch als unkritisch er-weisen, während als zu vernachlässigend eingestufte Fehlstellenschlussendlich zum Versagen des Bauteils führen. Größere Fadenlun-ker, die aufgrund ihrer räumlichen Ausprägung bei der Röntgenprü-fung sichtbar werden, sind ein Beispiel für solche Fehler. Hohe finan-zielle und technologische Aufwendungen sind notwendig, um denFertigungsprozess so zu modifizieren, dass derartige Fehlstellen inden betreffenden Bauteilen ausgeschlossen werden. Versuche ansolch fehlerbehafteten Bauteilen belegen jedoch, dass häufig die alsunzulässig eingestuften Fehler letztendlich am Bauteilversagen voll-kommen unbeteiligt sind. Dies ist oft damit zu begründen, dass dieBeanspruchung in den betreffenden Bereichen derart gering ist, dasstrotz einer erheblichen Werkstoffinhomogenität das Versagen an an-deren, wesentlich ungünstiger belasteten Stellen auftritt. Ein Modell,das auf Basis von numerisch berechneten lokalen Bauteilbelastungeneine Rissfortschrittsbetrachtung durchführt, kann dem Ingenieur be-hilflich sein, eine Aussage über tolerierbare und nicht tolerierbareFehlergrößen in gewissen Bauteilbereichen zu treffen. Darüber hinauswird damit dem Gießer bereits im Vorfeld der Serienproduktion einedetaillierte Qualitätsvorschrift vorgelegt.
3. Betrachtung von Oxidhäuten als Risseim Bauteil
3.1.AllgemeinesUm den Einfluss von Werkstoffinhomogenitäten auf die Schwingfes-tigkeit zu untersuchen, wurden im Laufe der Zeit unzählige Wöhler-kurven von Gusswerkstoffen mit unterschiedlichsten Eigenschaftenund Porositätsgraden ermittelt. Die Versuchsergebnisse zeigen meistsehr hohe Streuungen, welche nicht immer nur durch das Vorhan-densein von Poren erklärt werden können. Verschiedene Untersu-chungen von Bruchflächen [7] [8] belegen, dass bei jenen Versuchs-punkten, welche stark vom sonstigen Streuband abweichen, nicht sel-ten eine Oxidhaut als Versagensursache identifiziert werden kann.
Abb. 1 zeigt eine Zeitfestigkeitslinie und das zugehörige Streuband,ermittelt auf Basis der Versuchspunkte, bei denen ein Versagen auf-grund von Porosität festgestellt wurde. Ihr gegenübergestellt sindjene Versuchspunkte, bei denen die Probe infolge von Risswachstum,ausgehend von einer Oxidhaut, versagt. Mit einer Ausnahme befin-den sich diese an der Grenze oder außerhalb des Streubandes. Diese
Erkenntnis lässt darauf schließen, dass im Falle einer Oxidhaut mit ei-nem gänzlich anderen Schädigungsverlauf zu rechnen ist, als dies beiPoren der Fall ist.Die meisten bisher aufgestellten Modelle zur Berücksichtigung derPorosität bedienen sich rein spannungsmechanischer Überlegungen.Diese Betrachtungsweise stellt sich für Oxidhäute als ungünstig dar,da aufgrund ihrer rissförmigen Ausprägung und den damit verbunde-nen sehr kleinen Kerbradien eine lineare Berechnung zu nahezu un-endlichen Kerbspannungen führen würde.Dasselbe Problem ist aus der Bruchmechanik bekannt [10-12]. Soliegt es nahe, sich dieses Werkzeug zur Erstellung eines geeignetenModells zur Berücksichtigung von Oxidhäuten und rissartigen Fehlernzu Nutze zu machen.
3.2. Bruchmechanische ÜberlegungenBetrachtet man eine Oxidhaut unter dem Lichtmikroskop, so wirdersichtlich, dass es sich dabei im Wesentlichen um eine rissartigeTrennung des Werkstoffes handelt. Für die Bauteilauslegung stelltsich die Frage, wie oft man einen derartigen Riss mit einer bestimm-ten Spannung belasten kann, bis das Bauteil infolge der Ausbreitungdes Risses versagt. Diese Fragestellung versucht die Bruchmechanikzu beantworten. Abhängig von der Riss- und Bauteilgeometrie sowieder Belastung unterteilt sich die Bruchmechanik in mehrere Teilberei-che. Aus Gründen der besseren Transparenz und einfacheren Hand-habbarkeit beschränken sich die folgenden Überlegungen auf das Ge-biet der linearelastischen Bruchmechanik.Der Gültigkeitsbereich der linearelastischen Bruchmechanik wird be-grenzt durch die Größe der so genannten plastischen Zone vor derRissspitze im Verhältnis zur Risslänge. Wie sich später noch zeigenwird, führt diese Annahme beim vorliegenden Fall zu hinreichend ge-nauen Ergebnissen.Grundlage für die Betrachtung von zyklischen Belastungen mit Hilfeder linearelastischen Bruchmechanik ist das von Paris [13] formulier-te Rissfortschrittsgesetz. Dieses in Gl.1 dargestellte Gesetz liefert ei-nen Zusammenhang zwischen dem Rissfortschritt pro Lastwechselda/dN und der Bauteilbelastung, die durch den laut Gl.2 definiertenSpannungsintensitätsfaktor K berücksichtigt wird. Die als Paris-Kon-stanten bekannten Werte C und m sind in erster Linie werkstoffab-hängig, zeigen zudem jedoch auch eine starke Abhängigkeit vomSpannungsverhältnis R.
Aus Gl.2 ist ersichtlich, dass die Bauteilbelastung im Wesentlichenvon der Schwingbreite der Spannung ΔS und der Risslänge a abhängt,wobei für ΔS lediglich die den Riss öffnenden Zugspannungen aus-schlaggebend sind. Der Faktor Y(a) stellt einen Geometriefaktor dar,der die Bauteilabmessungen im Verhältnis zur Risslänge berücksich-tigt. Bei der Herleitung von ΔK werden unendliche Bauteilabmessun-gen vorausgesetzt. Es gibt mehrere Modifikationen des Paris-Geset-zes, welche unter anderem den Einfluss von R berücksichtigen. Vor-erst wird auf diese nicht zurückgegriffen, wobei aber zu bemerken ist,dass diese Modifikationen auf das hier vorgestellte Modell angewen-det werden können.
3.3.Herleitung eines Modells zurAbschätzungkritischer OxidhautgrößenDer Rissfortschritt pro Lastwechsel, wie ihn das Paris-Gesetz liefert,ist für den Berechnungsingenieur keine große Hilfe bei der Bewer-tung von Oxidhäuten. Die für ihn relevante Fragestellung bezieht sichauf die ursprüngliche Größe zulässiger Fehler. Wie groß darf eineOxidhaut sein, um bei vorgegebener Belastung nicht vor der gefor-derten Lebensdauer zu einem Bauteilversagen zu führen? Um diese
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
6161
Abb. 1: Gegenüberstellung porenbehafteter und oxidbehafteter Proben.

Frage zu beantworten, muss in einem ersten Schritt das Parisgesetzdurch Kombination von Gl.1 und Gl.2 umgeformt werden, wie inGl.3 dargestellt.
Auf diesem Wege lässt sich ein direkter Zusammenhang zwischenRisslänge und Lastwechselzahl herstellen. Die Integrationsgrenzen a0und ac stellen jenen Bereich dar, in dem sich der Riss während NLastwechseln bei einer Spannung von ΔS ausbreitet. Anders ausge-drückt bedeutet dies, dass ein im Bauteil vorhandener Riss der an-fänglichen Länge a0 bei einem Spannungsniveau von ΔS nach N Last-wechseln die kritische Risslänge ac erreicht. Während die Anfangsriss-länge a0 der ursprünglichen Größe der Oxidhaut entspricht, lässt sichdie kritische Risslänge ac nach Gl.4 über den Werkstoffkennwert KCberechnen. KC entspricht jenem Spannungsintensitätsfaktor, bei demdas stabile Risswachstum in eine instabile Rissausbreitung übergehtund das Bauteil infolge dieser versagt.
Nicht die Lebensdauer in Form ertragbarer Lastwechsel, sonderneine hinsichtlich der lokalen Belastung zulässige Fehlergröße ist diegewünschte Zielgröße. Es bietet sich daher an, das Integral in Gl.3aufzulösen und nach a0 umzuformen, um so die zulässige Oxidhaut-größe zu errechnen. Ein Problem bereitet dabei der GeometriefaktorY(a), der eine meist sehr komplizierte, von a abhängige Gleichung dar-stellt und sich dadurch der Möglichkeit einer analytischen Integrationentzieht. Es muss daher eine Vereinfachung getroffen werden. Y(a) isteine Funktion, die in erster Linie von der Art des Risses abhängig ist.In der Literatur [14] sind unzählige Rissformen wie Eckenrisse, In-nenrisse oder Oberflächenrisse in verschiedensten Konfigurationendefiniert. Für den Fall der Oxidhäute scheint es sinnvoll, sich auf In-nenrisse (Abb. 3 rechts) und Oberflächenrisse (Abb. 3 links) zubeschränken. Die entsprechenden Geometriefaktoren können in An-lehnung an [15] ermittelt werden.Es wird dabei sehr schnell klar, dass sich der Wert des Geometriefak-tors nur wenig ändert, wenn man die Risslänge in einem Bereich vonwenigen Zehntel Millimetern bis hin zu druckgusstypischen Wand-stärken von 5 mm variiert.
In Abb. 2 ist ersichtlich, dass sich der für einen Innenriss berechneteGeometriefaktor bei einer Änderung der Risslänge von 0.5 mm auf5 mm nur um etwa 2% ändert. Dasselbe gilt für einen Oberflächen-riss. Somit kann die Vereinfachung getroffen werden, dass Y(a) kon-stant ist, wodurch sich das Integral in Gl.3 sehr leicht lösen lässt. AlsNäherung für Y(a) kann der Mittelwert aus den Geometriefaktorenfür a0 und ac verwendet werden. Dieser liegt für einen Oberflächen-riss bei etwa Y(a) = 1, während er für einen Innenriss bei etwa Y(a) =0.65 liegt.
Setzt man also Y(a) = Y = konstant, berechnet das Integral und löstdie Gl.3 nach a0 auf, so erhält man die in Gl.5 angegebene Funktiona0 (N, ΔS, Y, ac, m, C):
Mit Hilfe der Gl.5 lässt sich nun die gesuchte kritische Anfangsgrößeder Oxidhaut berechnen.Für einfache Geometrien, wie dies z.B. bei Zugproben der Fall ist,kann die im Bauteil wirkende Spannung sehr einfach berechnet wer-den. Schwieriger wird dies, wenn man an reale Bauteilstrukturendenkt. Die dort meist herrschende Biegebelastung führt zu einer in-homogenen Spannungsverteilung im Bauteil, was bezogen auf Gl.5bedeutet, dass an jedem Punkt in einem Bauteil eine andere Oxid-hautgröße zulässig ist. Ist die Belastung sehr klein, sind die zulässigenFehlergrößen dementsprechend groß. Dies ist auch die Begründungfür die eingangs erwähnte Erkenntnis, dass in manchen Bauteilengroße Werkstoffinhomogenitäten keinen Einfluss auf die Bauteille-bensdauer haben.
Eine zusätzliche Erschwernis kommt hinzu, wenn man bedenkt, dassdie Orientierung und die Geometrie einer Oxidhaut ebenfalls denWert von a0 beeinflussen können. So wird z.B. eine Oxidhaut, die inBelastungsrichtung liegt (Abb. 4 links), kaum ein Risswachstum zei-gen, während dieses im Fall einer Oxidhaut, die normal zur Belas-tungsrichtung liegt (Abb. 4 rechts), ein Maximum annimmt.
Auch zeigt eine ellipsenförmige Oxidhaut ein wesentlich anderesWachstumsverhalten, als dies im Fall einer kreisrunden Ausprägungder Fall ist. Der Grund hierfür kann sehr einfach aus der Berechnungdes Geometriefaktors hergeleitet werden. Eine Reduktion der varia-blen Größen scheint daher sinnvoll.Geht man bei der Berechnung davon aus, dass die Oxidhaut normalzur ersten Hauptspannung liegt und ihre Geometrie in etwa einemKreis entspricht, so bildet man damit die ungünstigste Konfigurationab. Die mit diesen Parametern errechnete zulässige Anfangsrisslängea0 wird einen Minimalwert annehmen. Für den Ingenieur bedeutetdies, er kann Fehler der Größe a0 in den betreffenden Bauteilberei-chen akzeptieren, ohne dabei ein Risiko hinsichtlich der Bauteille-bensdauer einzugehen.Es sei an dieser Stelle bemerkt, dass die Annahme eines kreisrundenRisses eine starke Vereinfachung darstellt, da sich in einem inhomo-genen Spannungsfeld, wie dies im Fall einer Biegebelastung vorliegt,der Riss nicht kreisrund ausbreiten wird. In der Realität wird sich derRiss in Bereichen höherer Spannung, z.B. an der Bauteiloberfläche,schneller ausbreiten und somit sehr schnell eine elliptische Ausprä-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
6262
Abb. 2: Abhängigkeit des Geometriefaktors von der Risslänge.
Abb. 4: Oxidhaut in Spannungsrichtung (links) und normal zur Spannungs-richtung (rechts)
Abb. 3: Modellvorstellung eines Oberflächenrisses (links) und eines Innenris-ses (rechts) [16]


GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
6464
gung annehmen. Die Mittelung des Geometriefaktors (Abb. 2) so-wie die angenommene ungünstige Form und Orientierung des Risseskompensieren diesen Einfluss jedoch in ausreichendem Maße.
3.4. Berechnung der zulässigen Oxidhautgrößein einer BiegeprobeDas in Kapitel 3.3 hergeleitete Modell muss in eine FE-Rechnung im-plementiert werden, um so auch die Anwendung auf komplizierteStrukturen zu gewährleisten. Dazu muss ein Script verfasst werden,welches die im Rahmen einer linearelastischen FE-Analyse berechne-ten ersten Hauptnormalspannungen für jeden Knoten ausliest undzur knotenweisen Berechnung von a0 verwendet. Die Position derKnoten ist dabei von großer Bedeutung, da für Knoten an der Bau-teiloberfläche der Geometriefaktor für einen kreisförmigen Ober-flächenriss verwendet werden muss. Den restlichen Knoten wird derGeometriefaktor für kreisförmige Innenrisse zugewiesen. Im oberenTeil der Abb. 5 sind die ersten Hauptnormalspannungen in einer3-Punkt-Biegeprobe dargestellt.Wie nicht anders für eine Biegeprobe zu erwarten, sind etwa 50% der
Biegeprobe mit Zugspannungen belastet, die zur Bauteilmitte hin ab-nehmen und schließlich in Druckspannungen übergehen. Wie bereitserläutert wurde, leisten diese Druckspannungen keinen Beitrag zumRissfortschritt, da sie den Riss nicht öffnen. Dementsprechend könnenrein theoretisch Oxidhäute im Druckbereich eine beliebige Größeeinnehmen. Natürlich sind jedoch Oxidhäute, die einen Großteil derQuerschnittsfläche einnehmen, auch in diesem Bereich nicht zu tole-rieren.
Im unteren Bereich der Abb. 5 sind die Ergebnisse der Berechnungder zulässigen Oxidhautgröße auf Basis der ermittelten Spannungenzu sehen. In den oberflächennahen Gebieten des zugbelasteten Be-reichs, wo laut linearer FE-Analyse Spannungenvon über 250 MPa zu finden sind, können nachden Ergebnissen des verwendeten Modells dem-nach nur jene Oxidhäute toleriert werden, die klei-ner als 0.1 mm sind. Mit abfallender Spannung zurBauteilmitte hin nimmt die zulässige Oxidhaut-größe zu. In einem Großteil des Bauteils wären lautBerechnung, aufgrund der geringen oder sogar ne-gativen Spannung, Oxidhäute mit einer Größe vonüber 5 mm zulässig.
Es wird ersichtlich, dass nur ein sehr kleiner Bereichder Probe kritisch auf Oxidhäute reagiert. DieseWerte gelten im vorliegenden Fall für eine Lebens-dauer von N = 5.000 Lastwechseln, die für dieseProbe im Versuch erreicht wurde. In der Praxis
wird der Berechnungsingenieur jene Lebensdauer verwenden, wel-che durch die Qualitätsvorschriften vorgegeben ist.Allgemein stehen die gewonnenen Erkenntnisse im Einklang mit demim Bauteilversuch gefundenen Phänomen, dass sehr große Werk-stoffinhomogenitäten oftmals keinen gravierenden negativen Einflussauf die Bauteillebensdauer zeigen.
4. Bewertung des abgeleiteten ModellsDie getroffenen Annahmen stellen den Worst-Case dar. Durch denVergleich mit Versuchsdaten soll nun geklärt werden, ob die berech-neten Werte diesem Anspruch gerecht werden. Zudem soll die Ge-nauigkeit des Modells durch die Verwendung von versuchstechnischgewonnenen exakten Eingabeparametern überprüft werden.
4.1.VerwendeteWerkstoffeDie Bewertung des vorgestellten Modells soll auf Basis der beidenDruckgusslegierungen GD-AlSi9Cu3 und GD-AlSi10MgMnFe erfol-gen, deren statische Festigkeitskennwerte in Tab.1 dargestellt sind.Bei der Legierung GD-AlSi9Cu3 handelt es sich um eine untereutek-tische Mehrstofflegierung, die sich durch gutes Fließvermögen, guteWarmrissbeständigkeit sowie hohe Festigkeit bei und über Raum-temperatur auszeichnet. Sie wird unter anderem für Pumpen- undGetriebegehäuse verwendet.Die als AURAL2® bekannte Legierung GD-AlSi10MgMnFe ist einenaheutektische Mehrstofflegierung. Durch hohe Festigkeit und vor al-lem hohe Bruchdehnung, welche durch eine spezielle Wärmebe-handlung erreicht werden, ist diese Legierung speziell zur Verwen-dung für crashrelevante Struktur- und Fahrwerksbauteile geeignet.Im Gegensatz zu Al-Knetlegierungen liegen für Al-Gusslegierungengenerell nur sehr wenige bruchmechanische Kennwerte vor. Dies istdarin begründet, dass Knetlegierungen sehr häufig im Flugzeugbauverwendet werden, wo seit langem auf bruchmechanische Methodenzur Bauteilauslegung zurückgegriffen wird. Bereiche wie z.B. der Fahr-zeugbau, wo Al-Gusslegierungen häufig verwendet werden, beginnendagegen erst langsam, den Rissfortschritt als Auslegungskriterium ein-zuführen.Im Rahmen der vorliegenden Arbeit wurden daher für mehrere Al-Druckgusslegierungen bruchmechanische Kennwerte ermittelt [17].Die Legierungen werden dazu in einem speziellen Verfahren poren-und oxidhautfrei vergossen, um tatsächliche Werkstoffkennwerte zuermitteln. Ein Auszug aus diesen Ergebnissen für ein Spannungsver-hältnis von R = 0 ist in Tab. 2 dargestellt.
4.2. VersuchsdurchführungZur Kalibrierung eines Modells, welches den Rissfortschritt ausge-hend von Oxidhäuten beschreibt, bedarf es einer großen Anzahl vonProben, die auf Grund einer Oxidhaut versagen. Da das gezielte Ein-bringen solcher Oxidhäute an definierten Stellen beim Druckgusskaum möglich ist, musste eine Vielzahl an Schwingversuchen durch-
Abb. 5: Erste Hauptnormalspannung (oben) und zulässige Oxidhautgröße(unten) in der Probe B09-25
Tab. 1: Statische Festigkeitskennwerte für eine Wandstärke von 4 mm
Tab. 2: Bruchmechanische Kennwerte für R = 0 [17]

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
6565
geführt werden, um eine ausreichende Anzahl an Referenzproben zuerhalten. Im Rahmen einer Untersuchung zur Bewertung des Einflus-ses von Poren auf die Schwingfestigkeit [8] an den genannten Legie-rungen wurden etwa 160 Werkstoffproben im Einstufenversuch ge-testet. Die Entnahme der Proben erfolgte aus Druckgussbauteilen,welche speziell zur Untersuchung des Einflusses von Werkstoffinho-mogenitäten auf die Betriebsfestigkeit konstruiert wurden. Das Ver-suchsprogramm umfasste Zug-Schwellversuche (R = 0.1, 40 Hz) undBiege-Schwellversuche (R = 0.1, 8 Hz), welche jeweils an ungekerb-ten Proben mit Kerbfaktor Kt = 1 durchgeführt wurden. Etwa 10%der getesteten Proben wiesen bei der nachträglichen Untersuchungder Versagensursache einen Oberflächenriss (OR) oder Innenriss (IR)in Form einer Oxidhaut auf. In Tab. 3 sind die Versuchsdaten sowiedie Abmessungen der gefundenen Oxidhäute für einige dieser Pro-ben aufgelistet.Die Bestimmung des Oxidhautradius a0,gem erfolgt nach dem in [4]vorgeschlagenen Prinzip des flächengleichen Durchmessers. Dabeiwird ausgehend von der Fläche einer Fehlstelle (Abb. 6 Mitte) je-ner Radius berechnet, der einem Kreis gleicher Fläche entsprechenwürde. Diese Verallgemeinerung erleichtert die Vergleichbarkeit derErgebnisse.
4.3.Vergleich zwischen Simulation undVersuchIn Abb. 6 ist die Oxidhaut in Probe B09-25 darge-stellt. Ihre Fläche beträgt etwa 1 mm2, woraus sichnach [4] ein gemessener Oxidhautradius von a0,gem= 0.64 mm ergibt. Wie in Tab.3 angegeben, wur-de die Probe mit einer Biegenennspannung vonSo,nenn = 220 MPa belastet. Diese im oberen Teilder Abb. 5 dargestellte Belastung verursachte nachN = 5.000 Lastwechseln ein Versagen des Bauteils.Im unteren Bereich der Abb. 5 ist die Verteilungder Oxidhautgröße ersichtlich, die für diese Last-wechselzahl und die aus der FE-Rechnung gefunde-ne Spannungsverteilung zulässig ist. Beim Vergleichder Ergebnisse wird klar, dass der berechnete Werta0,ber = 0.16 mm vom gemessenen Wert a0,gem =0.64 mm weit abweicht. Der berechnete Wert ist
aufgrund der oben genannten Modellvereinfachun-gen zwar konservativ, jedoch ist die Abweichungzum Versuchsergebnis für eine Validierung des ent-wickelten Modells zu groß.Daher bleibt nun die Frage nach der Genauigkeitder Abschätzung. Um diese zu überprüfen, mussder Input der Berechnung an die tatsächlichen Ge-gebenheiten angepasst werden. Besonderes Au-genmerk muss dabei auf die Spannung gelegt wer-den, welche die Rissöffnung tatsächlich verursacht.Diese entspricht entgegen der Modellvorstellungnicht der ersten Hauptnormalspannung. Vielmehrwird der Riss, wie in Abb. 7 dargestellt, durch die
zur Oxidhaut normale Spannungskomponente sx,eff der Biegespan-nung sx geöffnet. Diese wird nach Gl.6 berechnet:
σx, eff= σx cos (α) Gl.6
Im Fall einer linearelastischen Betrachtung entspricht die Biegespan-nung sx der Biegenennspannung So,nenn. Wie aus Abb. 6 entnommenwerden kann, beträgt der Winkel α im Fall der Probe B09-25 etwa45°, wodurch sich sx,eff = 155 MPa ergibt. Ersetzt man in der Be-rechnung der zulässigen Oxidhautgröße die Spannung aus der FE-Rechnung am Oberflächenknoten durch diesen Wert, so erhält mana0,ber = 0.72 mm. Die Abweichung zwischen a0,ber und a0,gem beträgtnun nur mehr 0.08 mm. Führt man diese Berichtigung der Inputpa-rameter für alle angegebenen Proben durch, so erhält man diein Tab. 4 dargestellte Gegenüberstellung von Mess- und Berech-nungsergebnis.Auch in den restlichen Fällen scheint das Modell die Realität sehr gutabzubilden. Wie Abb. 8 zeigt, gibt es unabhängig davon, ob es sichum eine Biege- oder Zugprobe handelt, oder ob ein Oberflächen-bzw. Innenriss untersucht wurde, nur geringfügige Abweichungenzwischen Simulation und den tatsächlich gemessenen Werten. Be-sonders wenn man bedenkt, dass man sich durch die hohen Pro-benbelastungen teilweise weit im plastischen Bereich befindet, istdas verwendete Modell, welches nur auf die linearelastischeBruchmechanik zurückgreift, erstaunlich exakt. Es kann also davonausgegangen werden, dass die konservative Abschätzung aufBasis der höheren Hauptnormalspannung ein verlässliches Ergebnisliefert.
Tab. 3: Versuchsdaten oxidhautbehafteter Proben
Abb. 6: Oberflächenriss in Form einer Oxidhaut in Biegeprobe B09-25
Abb. 7: Berechnung der rissöffnenden Spannung
Tab. 4: Gegenüberstellung von Mess- und Berechnungsergebnis

TN Streuung in der LebensdauerY(a) Geometriefaktorα Winkel der Oxidhaut zur Belastungsrichtungσx Biegespannungσx, eff Spannungskomponente normal zur Oxidhaut
Literaturverzeichnis[1] G. Zhang, C.M. Sonsino
Einfluss der Porosität auf die Schwingfestigkeit von Proben und Bautei-len aus AluminiumdruckgussMaterialwissenschaft undWerkstofftechnik, Vol. 35 (2004) Nr.3, S. 125-134
[2] G. Zhang, C.M. SonsinoPorosität und Schwingfestigkeit von Proben und Bauteilen aus Alumini-umdruckgussDVM-Bericht „Betriebsfestigkeit – Neue Entwicklungen bei der Lebens-dauerberechnung von Bauteilen“ 2003 in Fulda, S. 81 - 93
[3] J-Y. Buffière, S.Savelli, P.H. Jouneau, E. Maire, R.FougèresExperimental Study of Porosity and Its Relation to Fatigue Mechanismsof Model Al-Si7-Mg0.3 Cast Al AlloysMaterials Science and Engineering, Vol. 316 (2001) Nr. 1-2, S. 115-126
[4] Y.X. Gao, J.Z. Yi, P.D. Lee, T.C. LindleyThe Effect of Porosity on the Fatigue Life of Cast Aluminium-Silicon AlloysFatigue and Fracture of Engineering Materials and Structures, Vol. 27(2004) Nr. 7, S. 559 - 570
[5] Y. Murakami, M.EndoEffects of Defects, Inclusions and Inhomogeneities on Fatigue StrengthFatigue, Vol. 16 (1994), S. 163–182
[6] F.O. Riemelmoser, R. PippanConsideration of the Mechanical Behaviour of Small Fatigue CracksInt. Journal of Fracture, Vol. 118 (2002), S. 251 - 270
[7] M. Avalle, G.Belingardi, M.P. Cavatorta, R. DoglioneCasting Defects and Fatigue Strength of a Die Cast Aluminum Alloy: AComparison between Standard Specimens and Production ComponentsInt. Journal of Fatigue, Vol. 24 (2002) Nr. 1, S. 1 - 9
[8] C. Fagschlunger, W. Eichlseder, K. Poetter, M. BruneSchwingfestigkeit von Aluminium-Druckgusslegierungen unter Berück-sichtigung fertigungsprozessbedingter WerkstoffinhomogenitätenVDI-Berichte 1846 (2004), S. 461–479
[9] T. BöhmerEinflussgrößen auf die Schwingfestigkeit von Aluminium-GussbauteilenDiplomarbeit, FH Dresden, Fachbereich Maschinenbau/Verfahrenstech-nik 2003
[10] K.-H. SchwalbeBruchmechanik metallischer WerkstoffeCarl Hanser Verlag, Wien/München 1980
[11] H. BlumenauerTechnische BruchmechanikWiley-VCH, Weinheim 1993
[12] D. Gross, Th. SeeligBruchmechanikSpringer-Verlag, 3. Auflage, Berlin 2001
[13] P.C. Paris, M.P. Gomez, W.E. AndersonA Rational Analytic Theory of FatigueTrends in Engineering 13 (1961)
[14] Y. MurakamiStress Intensity Factors Handbook1st Ed., Oxford 1987
[15] J.C. Newman, I.S. RajuStress Intensity Factor Equations for Cracks in Three-Dimensional FiniteBodies Subjected to Tension and Bending LoadsNASA TM 85793 (1984)
[16] Southwest Research Institute, NASAFracture Mechanics and Fatigue Crack GrowthReference Manual for NASGRO Analysis SoftwareSan Antonio (TX) 2002
[17] H.-P. GänserErmittlung von Rissfortschrittskurven für AlSi9Cu3, Magsimal59 undAural2 Bericht AMB05B10, Institut für Allgemeinen Maschinenbau,Montanuniversität Leoben 2005
Kontaktadresse:Institut für Allgemeinen Maschinenbau an der Montanuniversität Leoben,Franz Josef Straße 18, A-8700 Leoben, Tel.: +43 (0)3842 402 281,Fax: +43 (0)3842 402 289, E-mail: [email protected]
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
6666
Abb. 8: Vergleich von berechneter und gemessener Oxidhautgröße
5.AusblickWie der Vergleich zwischen Versuch und Berechnung zeigt, ist dieBewertung von Oxidhäuten mit den Methoden der linearelastischenBruchmechanik mit ausreichender Genauigkeit durchführbar. Dashier entwickelte Modell lässt sich jedoch in der vorgestellten Formvorerst nur für Einstufenbelastungen und ein bestimmtes, vorgegebe-nes Spannungsverhältnis anwenden. Dies ist für die Bewertung typi-scher Bauteile nicht ausreichend. Durch die Verwendung von Modifi-kationen des Parisgesetzes lässt sich die Verwendbarkeit in einemnächsten Schritt auf beliebige Spannungsverhältnisse ausdehnen. EineAdaption des Modells zur Anwendung auf Blocklasten wird derzeitentwickelt und ermöglicht damit in Verbindung mit einer vorhergehen-den Lastdaten-Klassierung auch die Betrachtung von stochastisch belas-teten Bauteilen. Um eine universelle Anwendbarkeit zu gewährleisten,muss jedoch in erster Linie mit der intensiven Ermittlung von bruchme-chanischen Kennwerten für die häufig verwendeten Gusslegierungenbegonnen werden, da diese die Basis des Modells darstellen.Neben der Betrachtung von rissartigen Fehlern darf auch der Einflussder Porosität auf die Lebensdauer von Gussbauteilen nicht vernach-lässigt werden. Es liegt daher nahe, Methoden zu qualifizieren, welchedie gemeinsame Berücksichtigung dieser beiden Fehlerklassen ermög-lichen. Ergebnisse dazu sollen in Kürze veröffentlicht werden.
Verwendete Formelzeichena Risslängea0 anfängliche Risslängea0,ber berechnete anfängliche Risslänge (zulässige Oxidhautgröße)a0,gem gemessene anfängliche Risslänge (gemessene Oxidhautgröße)ac kritische RisslängeA5 BruchdehnungC Paris-Konstantek Steigung der WöhlerlinieK SpannungsintensitätsfaktorKt KerbfaktorΔKC kritische Schwingbreite des SpannungsintensitätsfaktorsΔKth Schwellwert des Spannungsintensitätsfaktors für RisswachstumΔK Schwingbreite des Spannungsintensitätsfaktorsm Paris-KonstanteN SchwingspielzahlPÜ ÜberlebenswahrscheinlichkeitR SpannungsverhältnisRm ZugfestigkeitRp0.2 DehngrenzeSo,nenn Spitzenwert der NennspannungΔS Effektive Schwingbreite der Spannung
S&B Industrial Minerals GmbH • Schmielenfeldstr. 78 • 45772 Marl • Telefon: +49 (0) 23 65/804 - 0 • Telefax: +49 (0) 23 65/804 -211E-Mail: info @ ikominerals.com • www.ikominerals.com
Lösungen für Giessereien
Formstofftechnologien nach Maß
Auch komplizierte Konstruktionen und Geometrien vonGussteilen gelingen mit den Formstoff-Zusätzen von S&B.Basierend auf Qualitäts-Bentoniten und ausgesuchtenKohlenstoffträgern sorgen sie für stabile Formen undmaßgenaue Gussteile.
Schnellen Aufschluss und hohe Bindeeigenschaften entfal-ten unsere Formstoffbinder, hervorragende Fließfähigkeitund Formstoffplastizität entwickeln unsere Glanzkohlen-stoffbildner.
Formstoff-Zusätze von S&B – das Maß aller Dinge
Besuchen Sie uns:
»Grosse GiessereitechnischeTagung 2005«
Congress Innsbruck, Austria21./22. April 2005

EinleitungDie Gießereien erfahren immer neue konstruktive Herausforderun-gen und auch zunehmend neue Auflagen bezüglich der Umwelt- undArbeitsschutzbestimmungen. Besonders problematisch sind die beimGießen und beim anschließenden Abkühlen der Gießformen freiwer-denden Verdampfungs-, Schwel- und Crackprodukte, die aus den inden Gießereien eingesetzten Sandkernen, welche heute zum über-wiegenden Teil aus kunstharzgebundenen Quarzsanden hergestelltwerden, entstehen. Neben den beim Vergießen der Sandkerne frei-werdenden Emissionen und der damit verbundenen Geruchsbelas-tung, werden auch bei der Kernherstellung Gerüche und Emissionenfrei. Obwohl in den letzten Jahren große Anstrengungen unternom-men und auch beachtliche Verbesserungen im Gesamtprozess erzieltwurden, konnte diese Problematik noch nicht abschließend gelöstwerden. So ist in den letzten Jahren das Interesse und die Nachfragenach alternativen Bindemittelkonzepten gestiegen. Dabei sind vor al-lem anorganische Bindemittel in den Blickpunkt des Interesses ge-rückt. Ihr Einsatz verspricht eine deutliche Verringerung der Emissio-nen und der damit verbundenen Geruchsbelästigung bei der Kern-herstellung und vor allem beim Gießen, insbesondere im Bereich desAluminiumgusses.
Anorganische Binder – Durchbruch oderewige Hoffnung?Um die anorganischen Kernbinder aus ihrem Nischendasein zuführen, wurde auf einer viel beachteten Fachtagung im November2002, unter der schicksalhaften Fragestellung Anorganische Binder –Durchbruch oder ewige Hoffnung? deren Einsatz in Gießereien diskutiert[1]. Dabei präsentierten die Anbieter anorganischer Bindemittel ihreBindemittelkonzepte und zeigten die Einsatzmöglichkeiten der neuenBinder auf. Das große Interesse und die positive Resonanz auf diesesThema zeigte sich auch auf der im darauf folgenden Jahr stattgefunde-nen GIFA, auf der dieses Thema einen breiten Raum einnahm [2].Hüttenes-Albertus stellte bei der Fachtagung und auch auf der GIFAdas in der Hüttenes-Albertus-Gruppe entwickelte anorganische Cor-dis-Bindersystem dem Fachpublikum vor. Um den anorganischen Bin-dern zum Durchbruch am Markt zu verhelfen, verfolgt Hüttenes-Albertus mit dem Cordis-Binder das Ziel, bei der Fertigung und demEinsatz anorganisch gebundener Kerne, die in den Gießereien bereits
vorhandenen und etablierten Techniken bzw. Anlagen zu nutzen. Sosoll der Einsatz der Binder auf herkömmlichen Kernschießmaschinenmöglich sein und auch die Entkernung der Gussstücke auf den vor-handenen Anlagen erfolgen. Dabei ist eine Trockenentkernung ein-deutig favorisiert. Die grundlegendste Vorraussetzung zur Etablierungdes Cordis-Bindersystem am Markt ist es aber, dass mit diesem Bin-der Gussqualitäten erzielt werden, die mit den derzeit am Markt be-findlichen organischen Bindemitteln vergleichbar sind.Unter Berücksichtigung dieser Punkte ist der Binder gerade in denletzten Jahren intensiv weiterentwickelt worden.
Von der Idee zum KernDie Konzepte zur Gestaltung der Cordis-Binder wurden bereits inden 90’er Jahren entwickelt. Dabei war es die grundlegende Idee, einBindersystem mit Wasser als alleinigem Lösungsmittel und einerkomplett anorganischen Bindermatrix zu verwirklichen. Diese Idee istin der heutigen Cordis-Bindergeneration vollständig umgesetzt wor-den. Die Bindermatrix baut sich je nach Bindertyp aus einer Kombi-nation modifizierter Phosphat-, Silikat- und Boratgruppen auf. Durch
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
6868
CORDIS – DasAnorganische Bindemittelsystem –Eigenschaften und Erfahrungen*)
The anorganic Bindersystem CORDIS – Properties and Experiences
Dipl.-Ing. Klaus Löchte, 1988 bis 1991Giesserei H. Reckers, seit 1991 Produktmana-ger für Hot-Box, Cold-Box international undCordis bei Hüttenes-Albertus in Düsseldorf.
Ralf Boehm, Giessereitechniker, 1984 –2002 KHD Guss GmbH, seit 2002 Anwen-dungstechniker für das Cordis Verfahren beiHüttenes-Albertus in Düsseldorf
*) Erweiterte Fassung eines auf dem 14. Ledebur Kolloquium am 29./30. 10.2004 in Freiberg/Sa. gehaltenen Vortrags.
Bild 1a/b: REM-Aufnahmen der Binderbrücken zweier unterschiedlicherCordis-Bindertypen.
Bild 1b

gezielte Kombinationen und Variationen im Aufbau der Bindermatrixkönnen die Eigenschaften der einzelnen Binder-Typen eingestelltwerden. Zur Verbesserung der Eigenschaften kommen weitere anor-ganische Zusätze, entweder im Binder integriert oder direkt als Addi-tiv bei der Kernherstellung, zum Einsatz. Durch die Kombination derAdditive können wichtige Eigenschaften, wie etwa die Fließfähigkeitder Formstoffmischungen oder die Lagerbeständigkeit der Kerne, ge-zielt eingestellt werden (Bilder 1a und 1b).Gerade beim Einsatz anorganischer Binder ist die Homogenität derFormstoffmischung von großer Bedeutung. Die Mischung sollte daherin einem dafür geeigneten Mischaggregat aufbereitet werden.Zur Herstellung der Kerne können handelsübliche Kernschiessma-schinen (unter der Vorraussetzung, dass ein beheizbarer Kernkastenvorhanden ist) verwendet werden.
KernherstellungZur Kernherstellung wird der Formstoff in einen beheizten Kernkas-ten geschossen. Die Kernkastentemperatur liegt je nach Kerngeome-trie zwischen 120 – 160°C. Eine homogene Wärmeverteilung imKernkasten ist anzustreben. Nachdem die Formstoffmischung, Sandund wässriger Binder, in den Kasten gelangt sind, bildet sich entlangder äußeren Kontur des Kerns eine Randschale (Bild 2). Dieser er-ste Härtungsschritt beruht auf einem Trocknungsprozess, bei wel-chem dem Kern die Feuchtigkeit, das Lösungsmittel Wasser, entzo-gen wird. Dies ist ein rein physikalischer Härtungsprozess. Zusätzlichkann, je nach eingesetzter Cordis-Type, ein chemischer Härteprozesseinsetzen. Als Folge wird eine höhere Entnahmefestigkeit als bei ei-ner rein physikalischen Verfestigung (Trocknen) erreicht.Je nach eingesetztem Sand und Cordis-Typ werden mit Bindemittelmen-gen zwischen 1,5 und 3,0 % Kaltbiegefestigkeiten von 350–550 N/cm2
erzielt.
Die Härtung kann deutlich beschleunigt werden, wenn der Kern mitheißer Luft begast wird. Diese Begasung führt zu einer besseren Er-wärmung des Formstoffes und transportiert gleichzeitig das währenddes Trocknungsprozesses im Kern freiwerdende Wasser effizient ab.Die Härtedauer anorganischer Kerne ist sehr stark von deren Geo-metrie und der zum Einsatz kommenden Kernkästen abhängig. Jegrößer und kompakter ein Kern ist, desto schwieriger ist auch dieAushärtung.
So können mit dem Cordis-Binder aufgrund seiner guten Fließfähig-keit problemlos Kerne mit filigranen Konturen, wie etwa Wasserman-telkerne, produziert werden (Bild 3).Neben Saugrohrkernen (Bild 4), die unter Serienbedingungen gefer-tigt werden, sind mit dem Cordis-Bindersystem bereits eine Vielzahlweiterer Kerntypen hergestellt worden. Die Palette reicht von sehrfiligranen Kernen, wie Retarder-, Kanal- und Kurbelgehäusekerne,Kerne für Fahrwerksteile bis zu kompletten Kernsätzen für Zylinder-köpfe (Bild 5).
SchlichtenIm Aluminiumguss können Cordis-Kerne ungeschlichtet vergossenwerden. Sollte dennoch der Einsatz von Schlichte erforderlich sein,können die Kerne sowohl mit Alkohol- als auch Wasserschlichte be-handelt werden. Ähnlich wie organische, verlieren auch die anorgani-schen Kerne gegenüber einem ungeschlichteten Kern geringfügig anFestigkeit. Dabei führen Wasserschlichten zu einem höheren Verlustals Alkoholschlichten.
KernlagerungEin besonderes Augenmerk beim Einsatz anorganischer Bindemittelist auf die Lagerung der damit hergestellten Kerne zu richten. Auf-grund ihrer hydrophilen Eigenschaft (Lösungsmittel des Binders istWasser), sind sie besonders empfindlich gegenüber hoher Luftfeuch-tigkeit. So sollten anorganische Kerne nicht über einen längeren Zeit-raum im Freien gelagert oder extremer Luftfeuchtigkeit ausgesetztwerden.Bei der Entwicklung von Cordis-Bindersystemen wird aus diesemGrund die Lagerfähigkeit von Prüfriegeln in einfachen Klima- bzw.Feuchtekammern überprüft. Dabei wird der Prüfriegel bei einer defi-
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
6969
Bild 2: Randschalenbildung bei einem Cordis-Saugrohrkern, direkt nach derEntnahme aus der Maschine.
Bild 3: Cordis-Wassermantelkern
Bild 4: Cordis-Kern, abgegossener Cordis-Kern, Cordis-Gussstück
Bild 5: Kerne für einen „anorganischen“ Zylinderkopf

nierten Luftfeuchtigkeit gelagert und anschließend dessen Eigenschaf-ten überprüft. In Laborversuchen erweist sich der Cordis-Binder imVergleich mit anderen anorganischen Bindersystemen als resistentgegenüber erhöhter Luftfeuchtigkeit (Bild 6). Cordis-Kerne könnenbei einer hohen relativen Luftfeuchtigkeit 24h gelagert werden undverlieren dabei nur etwa ein Drittel ihrer Festigkeit.
Vom Cordis-Kern zum GussstückNoch deutlicher als bei der Kernherstellung zeigen sich die umwelt-freundlichen Qualitäten der anorganischen Binder beim Abguss derentsprechenden Kerne. So wurde ein komplettes Zylinderkopf-Kern-paket im Aluminium-Schwerkraftkokillenguss vergossen. Währenddes Gießens war weder eine Qualmentwicklung noch eine Geruchs-entwicklung festzustellen. Zudem wurde in der Kokille auch nachmehreren Abgüssen keine Bildung von Kondensaten festgestellt.Es ist eine weit verbreitete Meinung und ein immer wieder kontro-vers diskutiertes Thema, dass im Gegensatz zu organisch gebunde-nen Kernen anorganische Kerne gasstoßfrei vergossen werden kön-nen. Untersuchungen im Hause Hüttenes-Albertus haben jedoch ge-zeigt, dass auch bei anorganisch gebundenen Kernen ein Gasstoß zubeobachten ist. Dabei ist die Abhängigkeit des Gasstoßes von derKörnung des eingesetzten Sandes besonders beeindruckend. BeimEinsatz eines groben Sandes (AFS 43) ist ein wesentlich geringererGasstoß zu beobachten als beim Einsatz eines feinen Sandes (AFS74) (Bild 7). Da beide untersuchten Proben identische Mengen anBinder enthalten, wird der dominierende Einfluss der Sandkörnungauf die Höhe des sich bildenden Gasdrucks sehr deutlich. Cordis-Kerne zeigen eine andere Charakteristik in ihrem Gasstoßverhaltenals organisch gebundene Kerne. Während etwa Hot-Box -Kerne so-fort nach dem Kontakt mit der Schmelze kontinuierlich zu gasen an-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
7070
Bild 6: Lagertests von Cordis-Kernen in Klimakammern mit hoher Luftfeuch-tigkeit
Bild 7: Gegenüberstellung der Gasdruckkurven zweier Cordis-Kerne unter-schiedlicher Sandkörnungen: feinem Sand AFS 74 und grobem Sand AFS
Bild 8: Gegenüberstellung des Gasstoßes von Hot–Box bzw. Cordis
fangen, zeigen die anorganischen Kerne erst nach etwa dreißig bisvierzig Sekunden einen deutlichen Druckanstieg, der nach Erreichendes Maximums sofort wieder abfällt (Bild 8).
Neben den bereits beschriebenen positiven Erfahrungen beim Ein-satz von Cordis-Kernen im Schwerkraft-Aluminiumkokillenguss konn-ten auch sehr gute Ergebnisse beim Einsatz im Aluminium-Nieder-druckguss und im Aluminium-Nassguss erzielt werden. Die dabei er-haltenen Gussoberflächen sind vergleichbar mit oder besser als Guss-ergebnisse organisch gebundener Kerne.Die Entkernung der Gussstücke erfolgt problemlos auf den bereits imEinsatz befindlichen Entkernvorrichtungen, wobei die Gussstücke ohnevorherige Wärmebehandlung entkernt werden können.Bei Einsatz von Regeneratsanden sollte aufgrund der unterschied-lichen Bindermatrix auf die Trennung von organischen und anorgani-schen Kernsanden geachtet werden.
Zusammenfassung undAusblickEs ist bereits ein hoher Stand im Einsatz anorganischer Bindemittelfür die Kernfertigung erreicht. Es bleibt aber auch nüchtern festzuhal-ten, dass die Leistungsfähigkeit organischer Bindemittel (Kernfertigungund -lagerung) noch nicht vollständig erreicht ist.Anorganische Bindemittel sind auf dem Weg zum Durchbruch. Aller-dings sollten hierbei der zu leistende Aufwand und die Anforderungenan Maschine sowie Werkzeuge nicht unterschätzt werden. Gegenüberdem Einsatz herkömmlicher organischer Bindemittel erfordert die er-folgreiche Einführung anorganischer Bindemittel ein deutliches Umden-ken.
DankEin besonderer Dank der Autoren geht an die während der Entwick-lungsarbeiten beteiligten Unternehmen:Volkswagen Gießerei HannoverRautenbachguss WernigerodeDipl.-Ing. Roman Kohlisch Cold-Box-KernfertigungEurokern Gießereitechnik GmbHHähnel & Leon GmbH Modell- und Werkzeugbau
Literatur[1] Umweltverträgliche anorganische Bindemittel zur Form- und Kernherstel-
lung. Wuppertal, 14.11.2002.: Giesserei 90 (2003) Nr. 10, S. 42–46.[2] M. Franken, Giesserei 90 (2003) Nr.6, S. 182–184
Kontaktadresse:Hüttenes-Albertus Chemische Werke GmbH, D-40549 DüsseldorfWiesenstraße 23/64, Tel.: +49 (0)211 5087 0, Fax: +49 (0)211 5005 60E-Mail: [email protected], www.huettenes-albertus.com


Theoretische GrundlagenWasserstoff löst sich als einziges Gas in nennenswerten Mengen inAluminium. Flüssiges Aluminium setzt sich mit Wasserdampf um:
2 Al (l) + 3 H2O = Al2O3 (s) + 3 H2 (g) (1)
Der molekulare Wasserstoff dissoziiert anschließend in der Schmelze:
3 H2 (g) = 6 H (gelöst) (2)
Die Löslichkeit von Wasserstoff in der Schmelze ist temperaturab-hängig (Bild 1). Bei abnehmender Temperatur sinkt die Löslichkeit.Gelöster atomarer Wasserstoff rekombiniert zum gasförmigen Mo-lekül. Am Phasenübergang „flüssig-fest“ tritt zusätzlich ein Löslich-keitssprung auf, wobei die Löslichkeit je nach Legierung um das 10bis 20 fache abnimmt [1]. Das dabei freigesetzte Gas verbleibt imGussstück und führt zur primären Gasporosität. Die Aluminium-
schmelze steht ebenfalls mit dem Luftsauerstoff in Wechselwirkung.Neben der Oxidation nach Gleichung (1) kommt es zusätzlich zurUmsetzung:
4 Al (l) + 3 O2 (g) = 2 Al2O3 (s) (3)
Die Oxidhaut bildet sich an der Schmelzeoberfläche. Durch denSchmelzprozess und die Bewegung der Schmelze wie Rühren, Um-schütten oder Transport gelangen die Oxide jedoch in die Schmelzeund beim Vergießen mit in das Gussstück. Weitere Quellen für nicht-metallische Einschlüsse wie Karbide, Nitride oder Boride können dasTiegel- oder Feuerfestmaterial sein. Einschlüsse sind Inhomogenitätenim Gussgefüge und verschlechtern die mechanischen Eigenschaften.Darüber hinaus können harte Einschlüsse die nachfolgenden Bearbei-tungsmaschinen beschädigen.Eine Entfernung von gelöstem Wasserstoff und nichtmetallischen Ein-schlüssen aus der Schmelze ist somit eine unabdingbare Vorausset-zung für qualitativ hochwertige Gussstücke.
Eine Spülgasbehandlung mit inerten Gasen ist ein physikalischer Vor-gang. Der in der Schmelze gelöste Wasserstoff diffundiert in die auf-steigenden Spülgasblasen und wird an die Schmelzeoberfläche trans-portiert. Der Prozess hängt dabei von zwei wesentlichen Schrittenab [2]:
Diffusionsgeschwindigkeit des Wasserstoffs durch die Nernst’scheDiffusionsgrenzschicht in die Spülgasblase – diffusionskontrollierterSchritt der Entgasung,
Wasserstoffkonzentration in der Spülgasblase – gleichgewichts-kontrollierter Schritt der Entgasung.
Überlegungen und Untersuchungen zeigen, dass die Spülgasmengeüber die Gesamtzeit der Behandlung fast immer ausreichend ist, umunterhalb der Sättigungsgrenze im Inneren der Spülgasblase zu blei-ben. Die Diffusion ist bei der Entgasung der prozessbestimmendeSchritt. Es lassen sich daraus folgende Grundvoraussetzungen für dieEntwicklung optimaler Entgasungsprozesse ableiten [3, 4]:
geringe Spülgasblasengröße mit größerer Verweilzeit in derSchmelze, größerer Kontaktfläche der Spülgasblase mit derSchmelze und höherem Stoffübergangskoeffizient der Diffusions-schicht,
gleichmäßig breite Verteilung der Spülgasblasen über dem gesam-ten Schmelzequerschnitt,
ausreichende Schmelzebewegung, die den Transport des Wasser-stoffs zur Spülgasblase beschleunigt,
geringe Bewegung der Schmelzbadoberfläche, um eine erneuteWasserstoffaufnahme aus der Atmosphäre zu vermeiden.
Die Entfernung von Oxiden und anderen nichtmetallischen Einschlüs-sen erfolgt im wesentlichen durch Flotation. Dabei lagern sich Spülgas-blasen an den Oxiden an, und die Oxide werden an die Badoberflächetransportiert. Für eine Verbesserung der Oxidentfernung gelten dem-nach die Grundsätze der Wasserstoffentfernung in gleicher Weise.
Verfahren zur SchmelzereinigungDie Notwendigkeit einer Spülgasbehandlung ist seit vielen Jahren inden Aluminiumgießereien bekannt. Die Entwicklung wurde dabei vonder immer besseren Einhaltung der Grundvoraussetzungen für opti-male Entgasung beeinflusst. Die Lanzenentgasung wurde durch dasAufsetzen von porösen Blöcken verbessert, da sich die Gasblasen-größe verringerte. Eine zusätzliche Bewegung der Lanze in der Al-uminiumschmelze verbesserte die Verteilung zusätzlich.
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
7272
Der FDU XSR Rotor – eine Neuentwicklungin der FDU*) Entgasungstechnik
The XSR Rotor – a new Development in FDU DegassingTechnology
Dipl.-Ing. Ronny Simon, Studium derMetallurgie der Nichteisenmetalle und Reinst-stoffe an der TU Bergakademie Freiberg mitAbschluss 1995. Danach Abteilungsleiter beider Hoogovens Aluminium HüttenwerkGmbH in Vörde. Seit 1998 Produktmanagerim Bereich Gießerei Nichteisen der FOSECOGmbH, Borken.
*) FDU = Foundry Degassing Unit
Bild 1: Löslichkeit von Wasserstoff in Aluminium
EinführungAluminium und seine Legierungen sind als bedeutender Werkstoffaus dem Bauwesen, dem Maschinen- und Anlagenbau oder demSchienen- und Fahrzeugbau nicht mehr wegzudenken. Ein bedeu-tender Teil der Produkte wird dabei im Sand-, Kokillen- oderDruckguss hergestellt. Mit der Erweiterung der Einsatzgebiete fürAluminiumgussteile steigen auch die Anforderungen an die Qualität.Die Reinigung und Entgasung der Schmelze beeinflusst maßgeblichdie Eigenschaften des Gussteils. Die Entwicklung von effektiven Rei-nigungsprozessen ist somit ein bedeutender Auftrag der Gießereienan die Foseco.

Die Impellerentgasung mit Rotoren und entsprechenden FDU Gerä-ten der Foseco war dann der Durchbruch zu einer automatisierten,effektiven und kostengünstigen Schmelzebehandlung. Die patentier-ten Grafitrotoren der Foseco erzeugen durch Rotation sehr feineSpülgasblasen bei gleichmäßiger Verteilung über den Querschnitt desTiegels. Durch die Pumpwirkung der Foseco Rotoren wird dieSchmelze auch unterhalb des Rotors angesaugt und gereinigt. Seitvielen Jahren haben sich die Foseco Rotoren vom Typ SPR in denGießereien bewährt und den Stand der Technik begründet.
Der XSR HochleistungsrotorDie zu Beginn dieses Beitrages aufgeführten Fakten für höhere Qua-lität der Gussstücke, aber auch der Wunsch nach schnellerer Entga-sung waren Gründe für die Foseco, das bewährte SPR Design zu ver-bessern. Intensive Untersuchungen des bestehenden Rotors, verbun-den mit theoretischen Betrachtungen, Simulationen und ausführlichenModell- und Praxisversuchen haben zum neuen XSR Hochleistungs-rotor geführt (Bild 2).
Der XSR Hochleistungsrotor ist ein neues Design mit verbesserterPumpwirkung. Es wird mehr Schmelze angesaugt und intensiver mitdem Behandlungsgas vermischt. Die Austrittsgeschwindigkeit derSchmelze aus den seitlichen Rotorkammern erhöht sich zwangsläufig.Das Spülgas wird gleichmäßig über den gesamten Querschnitt desBehandlungsgefäßes verteilt. Im oberen Teil des Rotors sind Turbo-Cuts eingearbeitet. Diese Turbo-Cuts verkleinern oder zerschlagendie Spülgasblasen weiter, und die Blasenoberfläche erhöht sich beigleichbleibendem Volumen.Wassermodellversuche belegen eine zusätzliche Verwirbelung derSchmelze (Bilder 3 a/b), der Weg und damit die Verweilzeit derSpülgasblase in der Schmelze verlängert sich. Die Entgasungswirkungwurde online mit dem Wasserstoffsensor ALSPEK* H der Foseco
aufgezeichnet. Das Diagramm (Bild 4) zeigt einen typischen Verlaufder Wasserstoffkonzentration im Aluminium. Bei jeweils gleichenVersuchsbedingungen beträgt die Entgasungsgeschwindigkeit zum Er-reichen eines Zielwerts von 0,08 ppm Wasserstoff in der Schmelzemit dem XSR Rotor 0,03 ppm H2/min. Der SPR Rotor entgast mit0,02 ppm H2/min um 50 % langsamer.
Mit diesen Erkenntnissen können mit dem neuen XSR Hochleis-tungsrotor zwei unterschiedliche Anforderungen in den Gießereienerfüllt werden, wobei die gewünschte Strategie von den örtlichenund betrieblichen Gegebenheiten abhängt:Schnellere Entgasung der Schmelze mit dem XSR Rotor und da-mit Erhöhung der Effektivität der FDU Entgasungsanlage sowieVerringerung des Temperaturverlustes,Entgasung mit reduzierter Drehzahl des Rotors zur Verlängerungder Standzeit der Grafitverschleißteile durch verminderte Abrasi-on und/oder Reduzierung der Strudelbildung am Schaft bei An-wendung ohne zusätzliche Prallplatte.
Die Fallstudien zeigen im Folgenden unterschiedliche Ausgangsbedin-gungen, Anforderungen und Lösungen beim Einsatz des XSR Hochleis-tungsrotors bei Gießereien, Kunden oder Forschungseinrichtungen.
Fallstudie 1 – Reduzierung der Behandlungszeit
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
7373
Bild 2: Rotor FDU XSR 190
Bild 3a: Rotor SPR 190 mit 500 Upm im Wassermodell Tab. 1: Versuchsparameter zur Fallstudie 1
Bild 3b: Rotor XSR 190 mit 500 Upm im Wassermodell.
Bild 4: Entgasungsverlauf, gemessen mit dem Foseco-ALSPEK H Wasser-stoffsensor.

Die Reduzierung der Behandlungszeit um mindestens 3 Minutenführte bei 100 Behandlungen pro Arbeitstag zu einer jährlichen Ar-gonreduzierung von 1200 m3. Dies entspricht einer Ersparnis vonmehr als 8.000 Euro. Die Schmelzetemperatur vor der Behandlungkonnte um 10 Kelvin verringert werden.Durch die kürzere Behandlungszeit erhöht sich die Flexibilität desKunden an den FDU Entgasungsanlagen. Bedarfsspitzen bei derSchmelzebereitstellung für die Gießanlagen können besser bedientwerden; kurzfristig kann auf die Anschaffung einer neuen FDU Entga-sungsanlage verzichtet werden.
Fallstudie 2 – Standzeitverlängerung der Grafitverschleiß-teile durch Verringerung der Rotordrehzahl.
Die Versuche wurden mit jeweils 10 Satz Verschleißteilen, bestehendaus Grafitschaft und Grafitrotor, durchgeführt. Die Abrasion am Gra-fit ist bei der geringeren Drehzahl von 350 min-1 deutlich vermindert,so dass sich die durchschnittliche Standzeit der Verschleißteile um60 % erhöhte. Die Kosteneinsparung schlägt sich direkt beim Kundennieder. Zusätzlichen Nutzen erzielt der Kunde durch die Verringe-rung der Rüst- und Standzeiten durch Verschleißteilwechsel an denFDU Entgasungsanlagen.
Fallstudie 3 – Verminderung des Feinoxidanteils
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
7474
Tab. 2: Ergebnisse zur Fallstudie 1
Tab. 4: Ergebnisse zur Fallstudie 2
Tab. 3: Versuchsparameter zur Fallstudie 2
Tab. 5: Versuchsparameter zur Fallstudie 3
Bild 5: Oxidgehalte zur Fallstudie 3
Bei den Versuchen wurde die Schmelzequalität mit einem PREFILL-Gerät hinsichtlich des Oxidgehaltes nach der Impellerbehandlung un-tersucht. Bei konstanten Parametern wurden SPR und XSR Rotorverglichen. Dabei ist der Oxidgehalt in der Schmelze nach der Be-handlung mit dem XSR Rotor deutlich reduziert (Bild 5).Nach einer XSR Rotorbehandlung bleibt die Schmelze länger unter-halb eines vorgegebenen Dichteindex; die Wasserstoffaufnahme istverlangsamt. Der Kunde kann demnach länger aus einem Tiegelschöpfen, ohne die Schmelze erneut behandeln zu müssen. Eine Be-gründung kann hier der deutlich niedrigere Oxidgehalt sein, da Oxideals Keim für Wasserstoffanlagerung mit nachfolgender Lösung im Al-uminium dienen.
Zusammenfassung undAusblickDer neu entwickelte XSR Hochleistungsrotor ist bei der Entgasungund Reinigung von Aluminiumschmelzen deutlich effektiver als kon-ventionelle Rotorsysteme. Durch die Reduzierung der Behandlungs-zeit bei gleichen oder sogar besseren Reinigungsergebnissen erhöhtsich die Produktivität der FDU Entgasungsanlage, und der Tempera-turverlust im Behandlungsgefäß ist vermindert. Das neue Designwirkt sich dabei sowohl auf den Wasserstoff- als auch den Oxidge-halt der Schmelze positiv aus. Alternativ führt eine Reduzierung derRotordrehzahl zu einer Verlängerung der Lebensdauer von Grafit-schaft und -rotor. Mit dem XSR Rotor bekräftigt die Foseco erneutihre technologische Führung in der Entgasungtechnik.
Literatur[1] Ransley, C.E.; Neufeld, H.: The Solubility of Hydrogen in Liquid and Solid
Aluminium; J. Inst. Metals 74 (1948), S. 599–620[2] Klinkenberg, F.-J.: Wasserstoff und Porosität in Aluminium; Dissertation
an der RWTH Aachen 1998[3] Schneider, W.: Reinigung von Aluminiumschmelzen; Gießerei 81 (1994),
S. 478–483[4] Pedersen, T.: Refining Efficiency on Hydrogen, Alcaline Metals and
Inclusions in the Hydro Metal Refining System; Light Metals (1991),S. 1063–1067
Kontaktadresse:FOSECO GmbH, D-46325 Borken, Gelsenkirchener Strasse 10Tel.: +49 (0)2861 83 0, Fax: +49 (0)2861 83 338E-Mail: [email protected], www.foseco.de


GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
7676
Einsatz von technischen Gasen in GiessereienSauerstoff bei Schmelzprozessen
Application of Industrial Gases in Foundries – Oxygen for Melting Processes
Dipl.-Ing. Martin Adendorff, Absolventder University of Cape Town, beruflicher Ein-stieg bei Eskom (Electricity Supply Commis-sion) Nuclear Power Plant, anschließendWechsel zu Eskom Coperate Chemistry , seit1996 bei Messer Griesheim GmbH zuständigfür Ozonanwendungen. 2000 Umstieg in dieAbteilung Metallurgie von Messer Group.
Dipl.-Ing. Burkhardt Holleis, Absolventder Montanuniversität Leoben, beruflicheTätigkeit bei GUT (Gruppe-Umwelt-Technik)als Projektmanager bei der Sanierung desStandortes der Hütte BBU Arnoldstein, MMR(Montan Metall Recycling) als Produktionsleiterder Kabelaufbereitung, Alt & Co (Erzeugungvon Kupferl-, Zinnlegierungen und Weichlo-ten) als Assistent der Geschäftsführung. Seit2002 bei Messer Austria GmbH zuständig fürAnwendungstechnik Metallurgie Osteuropa.
Dipl.-Ing. Davor Spoljaric, Absolvent derTechnischen Universität Wien, MBA ImadecWien. Berufliche Tätigkeiten: Univ.-Assistentam Inst. f. Technologie anorganischer Stoffeder TU Wien 1985-96, seit 1996 bei MesserAustria GmbH unter anderem als anwen-dungstechnischer Koordinator für Osteuropa,Leiter Anwendungstechnik Messer Polska undnunmehr als Leiter Schmelzmetallurgie für Eu-ropa tätig.
Abb. 1: Einfluss der Verbrennungslufttemperatur und der O2-Konzentrationauf den feuerungstechnischen Wirkungsgrad [1]
Abb. 2: Theoretische Verbrennungstemperatur für die stöchiometrischeVerbrennung von Erdgas in Abhängigkeit vom O2-Gehalt der Verbrennungs-luft [1]
Inhalt: Sauerstoff im Verbrennungsprozess / Brenner für Hochtem-peraturprozesse / Schacht- / Kupolöfen / Drehtrommelöfen / Herd-öfen / Elektrolichtbogenöfen / Nachverbrennung
ZusammenfassungSauerstoff steigert den feuerungstechnischen Wirkungsgrad von Ver-brennungsprozessen und ermöglicht dadurch die Optimierung vonSchmelzprozessen. Dieser Beitrag zeigt an Hand von Beispielen, wieeine Verbesserung bei Schacht-, Drehtrommel-, Herd- und Elektro-lichtbogenöfen durchgeführt werden konnte.
Sauerstoff imVerbrennungsprozessDer Wirkungsgrad von industriellen Verbrennungsprozessen kannauf zwei Wegen, wie in Abb. 1 ersichtlich, erhöht werden: durchdas Vorwärmen von Brennstoff und von Verbrennungsluft oderdurch den Zusatz von Sauerstoff. Bedingt durch den hohen 79 % N2Ballast bei Luftbefeuerung können sich nur niedrige Flammentempe-raturen einstellen. Dies bedeutet, dass wegen der daraus resultieren-den Abgaswärmeverluste sich bei hohen Abgastemperaturen nurniedrige feuerungstechnische Wirkungsgrade ergeben.Sauerstoff kann durch unterschiedliche Verfahren in den Reaktions-raum eingebracht werden:Sauerstoff- Brennstoff BrennerDirekte O2 Injektion in die Gemischbildung der FlammeUnterschichten der Brennstoff – Luft FlammeAnreichern der Verbrennungsluft
In Abb. 2 ist die theoretische Verbrennungstemperatur für die stöchio-metrische Verbrennung von Erdgas in Abhängigkeit von der Sauerstoffan-reicherung aufgetragen. Daraus ist ersichtlich, dass sich schon durch gerin-ge Anreicherung wesentlich höhere Flammentemperaturen einstellen.

Heute werden auch die Anwendungen von Sauerstoff in den unter-schiedlichen BAT Berichten als beste Technologie vorgeschlagen. Diehäufigsten Gründe für den Einsatz von Sauerstoff sind:Größere Flexibilität durch höhere Schmelzleistung und kürzereChargenzeitenReduktion des spezifischen EnergieverbrauchsVerringerung der AbgasmengeGeringere Umweltbelastung durch EmissionenWeniger Materialaustrag durch geringeren ImpulsNiedrigere Investitionskosten durch kleinere FilteranlagenKeine Luftvorwärmung erforderlichIntegrierte Nachverbrennung möglich
Brenner für HochtemperaturprozesseIndustriebrenner werden in einer Vielzahl von Hochtemperaturverfah-ren eingesetzt. Der Anteil an Sauerstoffbrennern ist in den letztenJahrzehnten stetig gewachsen. Die Zielbranchen für Sauerstoffbrennersind in der Hauptsache die Stahl-, Eisen, Aluminium, Kupfer-, Blei-,Glas- und Zementindustrie [1, 2].Der Sauerstoffbrennermarkt wird direkt von der Gaseindustrie odervon speziellen Brennerbaufirmen bedient. Messer betreibt eine eige-ne Brennerentwicklung mit Brennerversuchsstand, um so den stetigwachsenden Ansprüchen, die an die thermischen Prozesse der Kun-den gestellt werden, gerecht werden zu können.Messer fertigt Industriebrenner seit den 60er Jahren und hat über dievergangenen Jahrzehnte für verschiedenste Einsatzanforderungen ein
Oxipyr® – P: Parallelstrom Brenngas/Sauerstoffbrenner, Impulsevon niedrig bis hochOxipyr® – P LON: Parallelstrom Brenngas/Sauerstoffbrenner mitKeramikstein, Impuls sehr niedrigOxipyr® – GLM: Öl/Sauerstoffbrenner mit Luft- bzw Brenngaszer-stäubung, Impulse von niedrig bis hochMischbrenner: Brenngas/Luft/Sauerstoffbrenner, Impulse von nied-rig bis hochFlat flame Brenner: Brenngas/Sauerstoffbrenner mit Keramiksteinund Stufenverbrennung, Impuls sehr niedrig, schwenkbare Flamme.
Die Brenner sind je nach Erfordernis eigenmedium- bzw wasser-gekühlt, mit oder ohne integrierte Zündung, sowohl mit als auchohne Flammenüberwachung ausgestattet.Die technischen Anforderungen steigen ständig, insbesondere dieReduktion der Emissionen, wie in Abb. 5 dargestellt und effizientereWärmeübertragung sind eine große Herausforderung. Darum hat
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
7777
Abb. 5: NOx-Messung verschiedener Brennertypen
Abb. 3: Brennermund verschiedener Brennertypen
Abb. 4: Hartes und weiches Flammenbild eines Oxipyr® – P Brenners bei 1MW
umfangreiches Sortiment anBrennertypen. Abb. 3 zeigtverschiedene Ausführungendes Brennermundes entwickelt,um den Anforderungen ausder Industrie wie Anpassungder Flammen (siehe Abb. 4)an die Geometrie des Verbren-nungsraumes (im wesentlichenFlammenlänge, Flammenform,Stöchiometrie, Wärmeübertra-gung, Strömungsverhältnisse),gerecht zu werden.

Messer in den letzten Jahren Brennertypen auf Basis der gestuftenVerbrennung entwickelt und weitere Konzepte sind in Ausarbeitung.
Oxipyr® – SVNR: Brenngas/Sauerstoffbrenner mit Stufenverbren-nung, Impuls hoch, NOx < 50 mg/Nm3 bei 1350 °COxipyr® – G: Brenngas/Sauerstoffbrenner mit Stufenverbrennung undKeramikstein, Impuls sehr hoch, NOx < 120 mg/Nm3 bei 1550 °C.
Schacht-/Kupolöfen3.1. Schachtöfen in derAluminiumindustrieDie Kreislaufwirtschaft in der Aluminiumindustrie nimmt in den letztenJahren einen immer höheren Stellenwert ein. Die Recyclingquote vonAluminium liegt je nach Verbrauchersparte schon bei 67 % bis 92 %.Je nach Schrottqualität sind verschiedene Schmelzöfen im Einsatz.Schachtschmelzöfen in der Kombination mit Sauerstoffbrennertech-nologie helfen in der Sekundäraluminiumindustrie Kosten zu senken.Messer und Kooperationspartner haben aus diesem Grund ein Ver-fahren mit Ofengasrezirkulation entwickelt. Eine wesentliche Rollespielen dabei ein geeignetes Schmelzkonzept und eine gute Prozess-kontrolle. In Abb. 6 ist ein Schachtschmelzofen mit Sauerstoffbrennerund Heißgasgebläse abgebildet. Bei Schachtschmelzöfen wird das Ab-gas der Brenner zum Vorwärmen des festen Aluminiums, welches inForm von Masseln oder Schrott vorliegt, genutzt. Die Chargierung er-folgt über den Schacht und das Material wird im Gegenstrom beimAbsinken vorgewärmt und im unteren Schachtbereich mit Brennerngeschmolzen. Das geschmolzene Metall fließt über die Schmelzbrückein einen Herdbereich.Zur Steigerung der Schmelzleistung bietet die Sauerstoffbrennertech-nologie erhebliche Vorteile, wie in Abb. 7 ersichtlich. Das entwickel-te Verfahren erzielt enorme Leistungssteigerungen bei gleichzeitigerKrätzereduktion und wird in die vorhandene Ofensteuerung inte-griert. Die Investitionskosten sind dabei überschaubar.Für eine gute Vorwärmung des chargierten Gutes ist eine ausrei-chende Abgasmenge erforderlich. Um den hohen Wirkungsgrad derSauerstoffbrenner zu nutzen und einen optimalen konvektiven Wär-meübergang zu erzielen, ist deshalb die Installation eines Heißgasge-bläses sinnvoll.
Es könnnen je nach Vorgabe Sauerstoffbrenner wie auch Sauer-stoff/Luftbrenner eingesetzt werden. Des weiteren bietet das Systemden Vorteil, dass ölhaltige Schrotte eingesetzt werden können, da dieSchwelgase durch die zirkulierenden Ofengase verbrannt werden.
3.2. Kupolöfen in Eisen-GiessereienDer Kupolofen wird in Mitteleuropa in Eisengiessereien häufig alsSchmelzaggregat eingesetzt. Die Beschickung von Rohstoff und Kokserfolgt von oben und die Wärme der Verbrennungsgase wird vonunten im Gegenstromprinzip auf die Beschickung übertragen.Die für den Prozess notwendige Energie wird im Ofen selbst durchVerbrennung von Koks mit Luft, auch Wind genannt, bzw. Wind/Sauerstoff erzeugt. Die Zone der Verbrennung liegt auf der Höheder Winddüsen und wird von der Schmelzzone überlagert, darüberbildet sich eine reduzierende Zone aus. Abb. 8 zeigt die Reaktionenin Verbrennungs- und Reduktionszone. In der Schmelzzone wird dieBeschickung geschmolzen und es kommt zu einer Überhitzung desEisens. In der Vorwärmzone im oberen Schachtbereich erfolgt derWärmeübergang zwischen Ofengas und Einsatzmaterial. DieSchmelzleistung erhöht sich mit zunehmender Windmenge und ab-nehmendem Kokssatz.
Im Laufe der Jahre haben sich verschiedene Ofentypen entwickelt.So kann zwischen koksbefeuerten und kokslosen Kupolöfen, Kalt-wind- und Heißwindkupolöfen, Kupolöfen mit wassergekühltem, mitungekühltem Mantel, Kupolöfen mit Kurzzeit- und Langzeitausklei-dung, Kupolöfen mit ein oder zwei Düsenreihen, sowie Kupolöfenmit und ohne Sauerstoffeintrag im Wind unterschieden werden.Je nach Zielsetzung des Unternehmens kann Sauerstoff als Ergänzungbzw zusätzlich zur Windmenge eingesetzt werden. Ursprünglich wur-de der, für die Verbrennung notwendige Wind mit Sauerstoff ange-reichert. Weitere Entwicklungen ergaben, dass mit in den Winddü-sen positionierten Lanzen direkt eingedüstem Sauerstoff noch besse-re Schmelzresultate erzielt werden können. Die wichtigsten Vorteilesind [4]:
höhere SchmelzleistungReduzierung des Kokssatzesniedere Schmelzkosten.
Besonders effektiv sind Eintragsysteme, die eine hohe Eindringtiefedes Sauerstoffs in das Koksbett bewirken. Dies kann durch gebündel-ten Überschalleintrag von Sauerstoff erreicht werden. Ziel ist es, eineeinheitliche Temperaturerhöhung und ein gleichmäßiges Aufschmel-zen der Beschickung über den gesamten Ofenquerschnitt, ohne zu-sätzlichen Verschleiß des Feuerfestmaterials, zu erreichen.Gemäß dem Boudouard’schen Gleichgewicht steigt der Kohlenmon-oxid Anteil im Gas. Aufgrund der reduzierend wirkenden Gasatmos-phäre und der höheren Eisentemperatur nimmt die Löslichkeit vonKohlenstoff im Eisen zu und die Abbrände sinken. Daher lassen sichneben Koks auch Legierungselemente einsparen.Bei Messer wurde ein solches Sauerstoffeintragsverfahren unter demNamen „Oxijet®“ auf den Markt gebracht und über die Jahre bis zumheute bekannten Verfahren „Geregeltes Oxijet®“ weiter entwickelt.Derzeit sind mehr als 30 installierte Anlagen in Betrieb. Das paten-tierte System besteht aus einer Regelung, einer Steuereinheit undSauerstofflanzen mit Lavaldüsen, die für jeden Einsatz ausgelegt wer-den. Wesentlich ist, dass spezielle Schnellschaltventile so nahe wie
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
7878
Abb. 7: Vorteile an einem 15t-Schachtschmelzofen [3]
Abb. 6: 15t-Schachtschmelzofen mit Sauerstoffbrenner und Heißgasgebläse
Abb. 8:Reaktionen inVerbrennungs- undReduktionszone.

möglich an den Lanzen liegen, um in jeder Phase des Sauerstoffein-trages Überschallgeschwindigkeit zu gewährleisten. Mit dem geregel-ten Sauerstoffeintrag kann die Sauerstoffmenge nach Wunsch derSchmelzleistung angepasst werden. Abbn. 9 und 10 zeigen den spe-zifischen Sauerstoffbedarf im Vergleich zum herkömmlichen Oxijet®-Verfahren.
Neben allen verfahrenstechnischen Vorteilen bietet das System mitseinem durchdachten, einfachen Aufbau niedrigen Wartungsaufwand,schnelle Montage, einfache Bedienung, niedrige Investitionskostenund lange Lebensdauer.Im Wesentlichen ist die Einsatzmenge von Rohstoff, Wind/Sauerstoff-menge, Eisendurchsatz und Eisentemperatur aufeinander abzustimmen.Die Feinabstimmung der geregelten Taktfrequenz (Abb. 11) des Sau-erstoffeintrages erfolgt bei Inbetriebnahme vor Ort, die optimiertenParamenter werden gespeichert und können für jedes Produkt bzw.jede Schmelzleistung immer wieder abgerufen werden. Vorteile beiEinsatz von Sauerstoff mit geregeltem Eintrag in Kupolöfen sind:
Höhere Temperatur über gesamten OfenquerschnittAnpassung des Sauerstoffbedarfs an die SchmelzleistungFlachere Kurve des BetriebsoptimumsHöhere Löslichkeit von Kohlenstoff im EisenWeniger AbbrandEinsparung von LegierungselementenNiedrigerer KokssatzHöhere SchmelzleistungNiedrigere Schmelzkosten
DrehtrommelöfenIn Europa sind viele Drehtrommelöfen (DTO) hauptsächlich zumUmschmelzen von Aluminiumschrotten und -krätzen, aber auch vonCu Legierungen und Pb Schrott im Einsatz. Die Wärmeübertragungim Drehtrommelofen findet im wesentlichen durch die rotierende, indas Schmelzgut eintauchende heiße Ofenwandung statt, die direktvon der Brennerflamme aufgeheizt wird. Für diesen Ofentyp eignetsich die O2-Flamme besonders gut.Bereits Anfang der 90er Jahre stellte Messer das erste Sekundär-Al-uminiumschmelzaggregat auf Öl/Sauerstoff-Brenner um. Aufgrundder geringeren Energiekosten sollte hier auch nach der Umstellungauf Sauerstoffbrenner mit Schweröl gearbeitet werden. Die Regel-technik für die Öl-Sauerstoffbrenner wurde speziell für den Einsatzam Drehtrommelofen ausgelegt. So sind verschiedene Brennerleis-tungen und je nach Einsatzmaterial unterschiedliche Voreinstellungenfür das Verbrennungsverhältnis als Steuergrößen abrufbar. Für denerfolgreichen Wechsel zum Sauerstoffbrenner sind folgende Punktebesonders zu beachten:Anpassen der Brennerleistung zum Schutz des Aluminiums vorÜberhitzungdicht schließende Chargiertür und eine Druckregelung zur Ver-meidung vonFremdlufteinfall in den OfenBrenner Positionierung und Stöchiometrie
Zum Verringern der Energieverbräuche und der Emissionen wurde derBrenner an der Abgasseite neben dem Abgaskanal installiert. Erreichte
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
7979
Abb. 9: Vorteile des geregelten Oxijet®-Verfahrens bei der Graugussproduk-tion [5]
Abb. 12: Vergleichsdaten vor und nach der Umrüstung eines DTO aufSauerstoff
Abb. 13: Daten eines 5t DTO für Cu-Legierungen optimiert mit O2 Brenner[6]
Abb. 10: Vorteile des geregelten Oxijet®-Verfahrens bei der Sphärogusspro-duktion [5]
Abb. 11:Darstellung des ge-regelten Sauerstoff-volumenstromes

Daten sind in Abb. 12 dargestellt. Durch Variation der Flammen-stöchiometrie vermindern sich die Emissionen von Kohlenmonoxid undKohlenwasserstoffen. Aufgrund der geringeren Abgasvolumina des Sau-erstoffbrenners verringert sich die Strömungsgeschwindigkeit des Abga-ses im Ofen. Dadurch werden weniger Staub und Salz aus dem Ofenausgetragen. Zusätzlich sind eine Ofendruckregelung und eine dichtschließende Ofentür erforderlich, um Fremdlufteinfall zu verhindern.In der Abb.13 wurden Daten für einen 5t DTO für Cu-Legierungenvor dem Umbau und nach der Inbetriebnahme mit Sauerstoffbrenner,positioniert an der Abgasseite, dargestellt. Durch die Umstellung konn-ten die Energiekosten um ca.45 % gesenkt werden mit gleichzeitigerLeistungssteigerung um fast 30 % und einem verbesserten Ausbringen.
Beim kippbaren Drehtrommelofen (TTRF = Tilt Type Rotary Fur-nace Abb. 14) wird der gesamte Ofen hydraulisch angehoben undMetall und Salzschlacke werden nacheinander durch eine großeOfentür abgestochen. Dies erlaubt die Fahrweise mit einer trocke-nen Salzschlacke und vermindert, im Vergleich zur normalen Fahr-weise, im Drehtrommelofen den Salzverbrauch. Darüber hinaus ent-hält die Salzschlacke weniger Aluminium (Abb 15).
Dieser Ofentyp erfordert für die Abgasabführung eine Haubenkon-struktion. Um das Volumen des Ofenrauchgases zu reduzieren, wer-den diese Öfen bevorzugt mit Erdgas/Sauerstoff Brennern betrieben,wodurch der Gasverbrauch in m3/t Metall um etwa 40-50 % und dasRauchgasvolumen in m3/t Metall um etwa 80-90 % abgesenkt wer-
den und dabei gleichzeitig die Metallausbeute um einige Prozent er-höht und die Ofenreisezeiten um ca. 50 % verkürzt werden [7].Dieser Ofentyp eignet sich besonders für das Schmelzen hochoxid-haltiger Materialien, wie z.B. Krätze; sein Nachteil liegt in der durchden geringen Salzeinsatz bedingten Gefahr von Krätzebrand; d. h. die-ser Ofentyp verlangt die stete Aufmerksamkeit des Betriebspersonals.Der Einsatz eines an das Ofendesign angepassten Sauerstoffbrennerssowie die intelligente Prozesskontrolle bilden die Basis für den Erfolgdes Verfahrens. Mit Hilfe einer thermischen Modellberechnung wur-den die strahlungsintensive Sauerstoffflamme und die Geometrie desOfens optimiert. Die besondere Konstruktion der Ofentür mit Sau-erstoffbrenner und Abgaskanal minimiert den Fremdlufteinfall in denOfen. Das resultiert in einem Energieverbrauch von weniger als 400kWh pro Tonne Einsatzmaterial bei hohem Metallausbringen. BeimSchmelzen mit geringen Salzmengen besteht eine erhöhte Oxidati-onsgefahr für das Aluminium – vor allem bei unkontrolliertem Bren-nereinsatz und freiem Sauerstoff in der Ofenatmosphäre. Deshalb isteine automatisierte Steuerung zur Unterstützung des Bedienperso-nals erforderlich. Im Rechner werden nach Eingabe der Chargierge-wichte die benötigten Salzmengen und die erforderliche Energie be-rechnet. Auf einem Bildschirm bekommt der Operator eine Rück-meldung über wichtige Ofendaten (z.B. Abgastemperatur, Energie-verbrauch, Brennerstöchiometrie, Rotation) und kann so den exak-ten Abstichzeitpunkt erkennen. Die Prozesskontrolle sichert einhöheres Metallausbringen, geringeren Salzverbrauch, höhereSchmelzleistung und niedrigen Energieverbrauch.Weniger Salz bedeutet weniger Salzschlacke und gleichzeitig auchdeutliche Minderung der Deponie- und auch Gesamtbetriebskostenpro Tonne Aluminium.Diese Vorteile lassen die Schmelzkosten drastisch sinken, so dass sichentsprechende Investitionen in einen neuen Ofen in kurzer Zeit amor-tisieren.
HerdöfenUm den Salzschlackeanfall zu mindern, können Aluminiumschrottemit wenig Oxidanhaftungen salzfrei in Herdöfen eingeschmolzenwerden. Dünnwandige Schrotte mit hohen Gehalten an organischenVerunreinigungen werden in sogenannten 2-Kammer-Herdöfen ein-geschmolzen. Für sehr kleinstückige Schrotte mit einer hohen spezifi-schen Oberfläche, wie zum Beispiel Späne, werden Side Well Herd-öfen angewendet.Sauerstoffverbrennung kann, falls die Wirtschaftlichkeit gegeben ist, inallen Fällen angewendet werden [8,9]. Nachfolgend einige Beispielevon erfolgreichen Umstellungen bzw. Neubau:In der Abb. 16 sind die Daten eines 10t Herdofens dargestellt, wel-cher mit einem kombinierten Luft-Sauerstoffbrenner zur Leistungsstei-gerung ausgestattet wurde. Diese Lösung wurde ausgewählt, damit dieStrahlung der Flamme nicht zu überhöhten Gewölbetemperaturenführt. Weiters war dadurch die Möglichkeit einer reinen Luftfahrweisein den Haltezeiten gegeben, um die Wirtschaftlichkeit zu verbessern.
Die Abb. 17 zeigt die Anordnung der Sauerstoffbrenner für einen100% igen Neubau im Falle
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
8080
Abb. 14: Kippbarer 14t Drehtrommelofen mit Erdgas/Sauerstoffbrenner
Abb. 15: Datenvergleich von nassen und trockenen Salzschmelzverfahren
Abb. 16: Leistungssteigerung eines 10t Ein–Kammer–Herdofens durch Luft–Sauerstoff-Brenner

a) eines Side Well Herdofens mit Niedrig-Impuls-Brennern undb) eines 2-Kammer-Herdofens mit Sauerstoffbrennern in einemHeissgas- Umwälzungssystem – dieser Ofen wird durch abge-schlossene Container chargiert. Der Boden des Containers wirdentfernt und der Schrott fällt in die Schmelzkammer, wo zweiSchmelzbrenner positioniert sind. Zusätzlich werden in derWarmhaltekammer T-Bars chargiert und durch einen weiterenSauerstoff–Heissgas– Brenner geschmolzen.
Elektrolichtbogenöfen in GiessereienMehr als 40 % der weltweiten Produktion von Stahl und Eisen erfol-gen in Elektrolichtbogenöfen. Auch in vielen Giessereien werdenElektrolichtbogenöfen zum Einschmelzen von Schrott verwendet.Um die Wirtschaftlichkeit zu verbessern sind wesentliche Entwicklun-gen der letzten Jahrzehnte bei Transformatoren, Panels, Ofengeome-trie, Schaumschlackentechnologie, Automation, Elektrodenregulie-rung, Hydraulik und Einsatz von Sauerstoff Stand der Technik.Zu Beginn wurde Sauerstoff händisch mit Lanzen durch die Türe ein-gebracht, bald darauf ersetzten Lanzenmanipulatoren diese Form desEintrages. Der Nachteil, dass die Energieeinbringung nur im Türbe-reich stattfindet und der Prozess nicht geschlossen ist, d.h. Falschluft-eintrag durch die offene Türe erfolgt, führte zum Einsatz von Bren-nern mit Überschallsauerstoffeintrag in Kombination mit Kohlen-staubeintragssystemen, die über den gesamten Querschnitt verteiltangebracht sind, um „cold spots“ zu vermeiden und ein gleichmäßi-ges Schrotteinschmelzen zu garantieren.Ziel ist es, durch das Einbringen der chemischen Energie Sauerstoff/Erdgas bzw Sauerstoff/Öl die Schmelzkosten zu reduzieren. Dieswird hauptsächlich durch den Ersatz von elektrischer durch chemi-sche Energie (ca. 25 – 35 %), Verbesserung der Schaumschlacken-technologie, Einsparungen beim Elektrodenverbrauch, kürzere po-wer-on Zeiten sowie Minimierung der tap-to-tap Zeiten gewährleis-tet. Köster Technologies, ein Teil von Techint, bietet ein solches Sys-tem unter der Bezeichnung KT Injection System an, das in Europa inZusammenarbeit mit Messer vermarktet wird und in den letzten vierJahren über 40 mal weltweit installiert wurde.Die „KT Oxygen lances“ (Abb. 18) können, auf Grund ihres paten-tierten Kühlsystems (Ultra Safe Cooling System), knapp über derStahlbadoberfläche im Bereich der Schaumschlacke montiert werden.Die Position der Lanze ist in Abb. 19 dargestellt [10, 11]. In derSchmelzphase werden die Lanzen als hocheffiziente Brenner einge-setzt. Das Verbrennungsverhältnis wird leicht überstöchiometrischeingestellt. Während der Raffination wird der Sauerstoff mit Über-
schallgeschwindigkeit von ca. 2 Mach undgebündelt durch die Brennerflamme in dasStahlbad bis zu 2 Meter eingebracht [12].Der spezifische Sauerstoffbedarf liegt zwi-schen 25 und 40 Nm3/tDie „KT Carbon lnjectors“ haben die glei-chen Vorteile, ein patentiertes Kühlsystemsowie eine Bündelung des Kohlenstoffein-trages durch die Brennerflamme und kön-nen daher in ähnlicher Position wie die„KT Oxygen lances“ montiert werden. DerKohlenstoff schützt die „hot spots“ vor zugroßer Überhitzung, minimiert den Ver-
schleiß des Feuerfestmaterials, un-terstützt die Schaumschlackenbil-dung, erhöht den elektrischenEnergieeintrag und verringert dieOxidation der Elektroden [10,11].Das „Ultra Safe Cooling System“basiert auf Kühlung mit einemWasser-Luft Sprühnebel. Diesererlaubt gegenüber herkömmlicherSysteme die Kühlwassermenge aufein Zehntel zu reduzieren. Je nachAuslegung der Lanze genügen 2 –4 m3/h Kühlwasser. Die Lanzenwerden zum Schutz vor mechani-scher Beschädigung, insbesonderedurch Schrott beim Chargieren, ineinen armierten Kupferblock ein-
gegossen. Durch ein optimiertes Zusammenspiel von Sauerstoff undKohlenstoff kann auch der FeO Gehalt in der Schlacke reduziert wer-den. Im Vergleich zu anderen Sytemen ist auf Grund der Nähe derLanzen zum Stahlbad der Sauerstoffverbrauch auf Grund der höhe-ren Leistungsfähigkeit geringer.In der Abb. 20 sind die erreichten Daten, errechnet aus monatli-chen Durchschnittswerten, gesammelt über einen Zeitraum von2002 bis 2003 von 40 Firmen, die in Summe 20 Mio Tonnen Stahlproduzieren, ersichtlich [13]. Die Abweichungen der Minimum- undMaximumwerte erklären sich dadurch, dass der Einsatz des chemi-schen Paketes auf die örtlichen Gegebenheiten und Voraussetzungenabgestimmt ist. Der Trend, den Einsatz der elektrischen Energie nochweiter unter 400 kWh/t zu drücken, ist absehbar.
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
8181
Abb. 18: Sauerstofflanze des KT Injection Systems
Abb. 19: Position der KT Lanzen imElektrolichtbogenofen
Abb. 20: Betriebsdaten von Elektrolichtbogenöfen mit KT Injection System
Abb. 17: Beispiel eines Zwei-Kammer- und eines Side-Well-Herdofens ausgestattet mit Sauerstoff-Brennern

Das gesamte Paket für den Eintrag chemischer Energie besteht ausden Sauerstoff- bzw Kohlenstofflanzen, die in Modulbauweise gefer-tigt sind, der Regelung und der Steuerung von Sauerstoff und Brenn-stoff, dem pneumatischen Kohlenstoffeintragssystem und der gesam-ten Automation mit Software. Um die Wirtschaftlichkeit noch weiterzu steigern, ist die Kombination des chemischen Paketes mit Elektro-denregulierung TDR-H und dem Hydrauliksystem mit „High Respon-se Valve“ zur Elektrodenbewegung von Vorteil.Die optimale Position der Lanzen, welche für jeden Ofen bei Techintsimuliert wird, das „Ultra Safe Cooling System“, welches höchste Si-cherheit während der Produktion garantiert, die Modulbauweise, diesofortige Änderungen auf neue Gegebenheiten der Produktion er-laubt und Instandhaltungsarbeiten minimiert, sowie die exakte Kennt-nis der Prozessabläufe als auch die ständige Weiterentwicklung desgesamten Systems sind die Basis für die von Techint garantierten un-ternehmerischen Vorteile, die alle auf eine Reduktion der Schmelz-kosten abzielen.
NachverbrennungDurch den gezielten Einsatz von reinem Sauerstoff bei verschiedenenHochtemperaturverfahren wird der Wirkungsgrad verbessert, Ener-gie eingespart und die Schadstoffemission gesenkt. Mit den von Mes-ser dazu entwickelten Verfahren lassen sich vor allem die Durchsatz-leistungen steigern, sowie die gesetzlichen Abgasgrenzwerte bezüg-lich Kohlenmonoxid und unverbrannter Kohlenwasserstoffe durchNachverbrennung sicher einhalten.Im wesentlichen läuft die Nachverbrennung in drei Schritten ab:
Mischen der ReaktionspartnerZündungReaktion
Der oxidative Abbau der Kohlenwasserstoffe erfolgt über Kohlen-monoxid bis zu Kohlendioxid. Temperatur, Verweilzeit und Sauer-stoffangebot bestimmen hierbei das CO/CO2-Verhältnis, sowie denAbbau von Dioxin und Furanen.Durch reinen Sauerstoff steigen nicht nur die Flammentemperaturen,durch den höheren Sauerstoffpartialdruck verlängert sich bei geringe-rer Gaszufuhr auch die Verweilzeit. Daraus ergeben sich eine Reihevon verfahrenstechnischen Vorteilen, die unvollständige Verbrennungvermeiden:
Anstieg der Prozesstemperaturerhöhte Reaktionsgeschwindigkeitverbessertes Zündverhaltenverbesserter feuerungstechnischer Wirkungsgradgeringerer Brennstoffverbrauchmehr Leistungreduzierte Abgasmenge
In Abb. 21 werden mit Einsatz von Sauerstoff erzielte Daten vonRestkohlenwasserstoffen und Restkohlenmonoxid im Abgas im Ver-gleich zum Einsatz von Luft beim Einschmelzen von Getränkedosendargestellt [14].Die durch die Sauerstoffzufuhr entstandenen höheren Prozeßtempe-raturen und Sauerstoffpartialdrücke fördern zwar in der Reaktionszo-ne die thermische Stickstoffoxidbildung, diese lässt sich aber durcheine gestufte Verbrennungsführung bzw. eine Abgasrezirkulation zurVermeidung von Temperaturspitzen deutlich senken.Die Optimierung der Nachverbrennung erfolgt durch Sauerstofflan-zen bzw Brenner. Liefert die Abgasanalyse beispielsweise bei steigen-der Temperatur einen mangelnden Ausbrand mit gleichzeitiger Ab-
nahme der O2-Konzentration, so lässt sich der Ausbrand mit geziel-tem Sauerstoffeinsatz über O2-Lanzen verbessern. Ist die Verbren-nung dagegen unvollständig mit in manchen Fällen geringen Auswir-kungen auf Temperatur und Sauerstoffkonzentration, so kann durchden Einsatz von Drall-Lanzen das Mischungsverhalten verbessert undgegebenenfalls durch Sauerstoff-Brenner die Temperatur angehobenwerden.Fazit ist, dass ein Einsatz von Sauerstoff bei der Nachverbrennung eineEinhaltung der Emissionsgrenzwerte bei geringen Investitionskostenermöglicht.
Literatur[1] Wieck, D.: Sauerstoff für Hochtemperaturprozesse, Messer Sonder-
druck Ausgabe 9037, 1998
[2] Flamme, M.; Franke, H.; GroßG.: NOx arme Erdgas-Sauerstoff-Brennerfür Hochtemperaturprozesse, Gaswärme International 43, Heft 9,1994
[3] Spoljaric, D.; Wieck, D.: Sauerstoff zum Schmelzen von Aluminium, gasaktuell 61, 2001
[4] Neumann, F.: Optimierung des Kupolofenprozesses durch Sauerstoff-zusatz, Giesserei Heft 5, 1999
[5] Bosch, J.; Hamberger, R.: Kupolöfen, geregelte Überschallinjektion vonSauerstoff, Gas aktuell 62, Januar 2002
[6] Klemencic, A.: Uporaba gorilnika s kisikom za Taljenje bakrovih zlitin naRotcijski Talilni peci, 43. livarsko posvetovanje, Portoroz, 2003
[7] Boin, U.; Linsmeyer,T.; Neubacher, F.; Winter, B.: Stand der Technik inder Sekundäraluminiumerzeugung in Hinblick auf die IPPC-Richtlinie,Umweltbundesamt Monographien Band 120, Wien, 2000
[8] Gershtein, V.Y.; DÁgostini, M.D.; Hewertson, R.J.: Economics of Oxy-gen based Aluminium smelters, Industrial heating
[9] Gershtein, V.Y.; Baukal, C.E.; Hewertson, R.J.: Oxygen Enrichment ofside well Aluminium furnaces, Industrial heating
[10] Bosi, P.; Memoli, F.; Rondi, M.: Increase of productivity in Dalmine Steelplant through the application of innovativ electrical and chemical tech-nologies, 7th European Electric Steelmaking Conference, Venice, 2002
[11] Harris, C.; Holmes, G.; Wyk, P.: Operating results achieved at DavsteelEAF, utilising Techint technology, 7th European Electric SteelmakingConference, Venice, 2002
[12] Corbella, M.; Mapelli, C.; Memoli, F.: Simulation of oxygen penetrationand decarburisation in EAF using supersonic injection system, ISIJ Inter-national, Vol 44, No 8, pp 1342-1349, 2004
[13] Lückhoff, P.; Memoli, F.: Benchmark study of the EAF plants using KTSystem (Case of long product carbon steel), AISE Annual Convention,Pittsburgh, 2003
[14] Bosch, J.; Wieck, D.: Sauerstoff macht der Verbrennung Beine, gas ak-tuell 57, 1999
Kontaktadresse:Messer Austria GmbH, A-2352 Gumpoldskirchen, Am Kanal 2,Tel.: +49 50603 281, Fax: 388, E-Mail: [email protected],www.messer.at
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
8282
Abb. 21: Organische Emissionen beim Einschmelzen von Getränkedosen


Mediums über dem Siedepunkt des kalten liegt, desto größer ist dieWahrscheinlichkeit, dass eine physikalische Explosion stattfindet.Eine weitere Voraussetzung für eine physikalische Explosion (wegender spontanen heftigen Verdampfung auch Dampfexplosion genannt)ist eine Grobvermischung beider Medien miteinander [2].Es kommt dabei zu einer so schnellen spontanen Verdampfung, dassder entstehende Dampf nicht ausreichend schnell entweichen kannund eine explosionsartige Druckentlastung erfolgt. Eine rechnerischeAbschätzung [3,4] hat ergeben, dass das Maximum der Druckwellebei entsprechenden Temperaturen der Schmelze im Bereich vonmehreren 1000 bar liegen kann.Ein geradezu klassischer Fall einer physikalischen Explosion an einerHorizontalstranggießanlage in Deutschland führte 2003 zu einem Un-fall mit schweren Personen- und Sachschäden.
Die strukturelle ExplosionIm Gegensatz zur physikalischen Explosion, die im Moment des Zu-sammentreffens von Metall und Kühlmittel erfolgt und bei jeder Bau-weise vorkommen kann, tritt die strukturelle Explosion auf, wennentstehender Dampf nicht schnell genug entweichen kann, bezie-hungsweise im System eingeschlossen wird. Strukturelle Explosionensind bekannt und treten in Notauffanggruben vor allem dann auf,wenn ungeeignete Drainagebaustoffe (Porenbeton) im Bereich desBodens verwendet werden und die Verdampfungsfläche insgesamtzu klein ist.In einer Studie des Instituts für Risikoforschung der Universität Wien„Dampfexpansionsverhalten von Notauffanggruben“ [5] wurde derZusammenhang zwischen der Wärmeeintragsfläche und der not-wendigen Verdampfungsfläche (Fläche, die immer, auch bei gefüllterGrube zur Verfügung stehen muss) erkannt und nachgewiesen. Prin-zipiell gilt, dass bei einem Wärmeeintrag von Q = 1328 W/m2 (Flüs-sigeisen) 1 m3 Dampf pro Sekunde entsteht.
Die entsprechende Formel lautet wie folgt:
Av =Aw10
Av … offene Verdampfungsfläche (muss der Dampf durch denDrainagebaustoff entweichen, so ist die offene Porosität maßgeblich,bzw. bei der Berechnung zu berücksichtigen)Aw … Wärmeeintragsfläche (Boden- und/oder Wandflächen, diein direktem Kontakt Metall – Drainagebaustoff stehen)
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
8484
Die Entwicklung der NotauffanggrubeVon der „Schamottegrube“ zum Stand derTechnik
Development of an Emergency Collecting Pit for Liquid Metal Melts
Ing. Gernot Annau, Absolvent der Höhe-ren Technischen Bundeslehranstalt Wien X fürMaschinenbau und Gießereitechnik. Seit 1993beschäftigt bei der Silmeta GmbH & Co. KG,gegenwärtig als Projektleiter für Notauffang-gruben.
1) Dipl. Ing. Bettina Lafrenz, Bundesanstalt für Arbeitsschutz und Arbeitsme-dizin Dortmund, Gruppe AS 12
Bild 1: Schematischer Ablauf einer physikalischen Explosion
AllgemeinesSeit im Schmelzbetrieb wassergekühlte Elektroöfen zum Einsatz kom-men, sind Gruben baulich vorzusehen, die im Falle eines Ofendurch-bruchs oder Notabstichs in der Lage sein müssen, den gesamtenOfeninhalt aufzunehmen. Lange Zeit waren die Notauffanggrubenein „stark vernachlässigtes Stiefkind“ innerhalb der Gießerei. SchwereUnfälle und die Tatsache, dass der Schmelzbetrieb immer stärker au-tomatisiert wurde und noch immer wird, führte innerhalb der letzten20 Jahre zu einer rasanten Entwicklung mehr oder weniger brauchba-rer Notauffanggruben. Ideen und Patentanmeldungen reichen vonder „explosionssicheren Grube“ (diese ist so groß dimensioniert undmassiv ausgeführt, dass sie einer möglichen Explosion standhaltensoll) über die „trockene Notauffanggrube“ (anfallendes Wasser wirdnoch vor der Notauffanggrube abgeleitet) bis zur Notauffanggrubemit Drainage (Wasser und Flüssigmetall werden zu einem Zeitpunktgetrennt, wo dies noch gefahrlos möglich ist).Explosive Reaktionen im Schmelzbetrieb resultieren in erster Linieaus dem Zusammentreffen von Flüssigmetall und Wasser. Daherwurde die Vorschrift, dass eine Notauffanggrube „trocken“ seinmuss, schon sehr bald in die Arbeitsschutzgesetze aufgenommen.Doch wie eine Ofengrube „trocken“ gehalten werden soll, wird nichtbeschrieben. Welche Maßnahmen sind zu setzen, wenn die Grube„unter Wasser“ steht? Wie geht man vor, wenn die Grube „nurfeucht“ ist? Wie werden – vorwiegend bei Großanlagen – die Funda-mente wirkungsvoll vor thermischen Schäden geschützt, u.s.w.?Der vorliegende Beitrag geht sowohl auf die Vergangenheit, als auchauf die Gegenwart ein, beschreibt den derzeitigen Stand der Technikund gibt darüber hinaus wertvolle Tipps in Bezug auf Planung undBeurteilung von Notauffanggruben.
Die physikalische ExplosionB. Lafrenz1) beschreibt diese wie folgt [1]: Physikalische Explosionensind schnell ablaufende Ereignisse unter Freisetzung von u. U. sehr ho-hen Energien. Diese Ereignisse können ausgelöst werden, wenn eineheiße Schmelze (Metallschmelze) mit einem Kühlmittel (Wasser) inBerührung kommt. Das auslösefähige Stoffsystem ist ein grob verteiltesGemisch aus heißen Schmelzpartikeln und Kühlmittel. Der Vorgangwird durch einen Triggerimpuls (z.B. einen Druckstoß) ausgelöst,durch den es zu einem Zusammenbruch des Dampffilmes zwischenSchmelze und Kühlmittel und zu einer Fragmentation der Schmelzekommt. Die resultierende rasche Wärmeübertragung führt zu einerspontanen Verdampfung und dem Aufbau einer Druckwelle, die ihrer-seits die Bedingungen für eine weitere Aufrechterhaltung der Spontan-verdampfung erzeugt. Den schematischen Ablauf zeigt Bild 1.Eine wichtige Voraussetzung für die Ausbildung einer solchen Explo-sion ist, dass die Temperatur des heißen Mediums über dem Siede-punkt der kalten Flüssigkeit liegt. Je höher die Temperatur des heißen

Diese Beziehung ist auch im VDG Merkblatt S 80 [6] enthalten undverhindert bei Beachtung eine strukturelle Explosion.Ist die offene Verdampfungsfläche zu gering oder verschlossen, sokommt es innerhalb kurzer Zeit zu sehr hohen Druckbelastungen(> 40 bar) in der Notauffanggrube. In diesem Fall ist mit der Druck-entlastung über die Grubenstrukturen, welche bei 40-50 bar an ihreVersagensgrenzen gelangen, zu rechnen [5].
DerAnfang:Ofengruben mit und ohnekonstruktive DrainagesystemeEntweder unter den Öfen oder auch davor wurden Räume vorgese-hen, die das flüssige Metall aufnehmen sollten – der sogenannte „Kel-ler“. Solche Gruben waren weder feuerfest ausgeführt noch in ein-zelne Kammern unterteilt. Trotz der Einfachheit dieser Bauweise kames – auch bei Wasseraustritt – fast nie zu ernsthaften physikalischenExplosionen infolge eines Ofendurchbruchs. Die oftmals stark mitGießereisand und Staub verschmutzten Gruben ohne Kammern stell-ten dem Wasser beziehungsweise Dampf große Flächen und ausrei-chend Zeit zur Verfügung, um ohne kritischen Druckaufbau entwei-chen zu können. Sehr viel Zeit und Aufwand nahm jedoch das späte-re Entfernen des erstarrten kompakten Metallblocks in Anspruch.Zusätzlich kam es zu thermisch und physikalisch zerstörten Funda-menten, deren Instandsetzung weitere hohe Kosten verursachte.
Für die immer größer werdenden Schmelz- und Warmhalteaggrega-te wurden in der Folge Ofengruben erforderlich, die in Auffangkam-mern unterteilt und deren Fundamente nun feuerfest geschützt sind.In den meisten Fällen wurden (und werden teilweise auch heutenoch) Schamottesteine bzw. Feuerfestbetone verwendet. Es ent-stand die „Schamottegrube“ (Bild 2).
Eine weitere und leider noch immer entgegen jede Vernunft prakti-zierte Methode (vor allem in Amerika) stellen umgestülpte Fässer
(mit dem Boden nach oben) dar, wobei die Zwischenräume der Fäs-ser mit Sand ausgestampft sind. Abgesehen von Kondenswasser inden nach oben dichten Fässern wirkt der Altsand zwischen den Fäs-sern wie ein Schwamm. Sollte er – entgegen dem Normalfall –trocken sein, stellt der im Altsand enthaltene Kohlenstaub ein großesStaubexplosionspotenzial dar. Eine Sichtkontrolle der Auffangkam-mern ist außerdem nicht möglich. Diese Art und deren Variantensind unter dem Begriff „Sandgrube“ bekannt (Bild 3). Kokillen anstel-le der gemauerten Kammern, die entweder auf einem Schamotte-oder auf Kiesboden stehen, prägen den Begriff der „Kokillengrube“(Bild 4). Eine am Ende der Ofenstraße (schräger Zulaufteil unterdem Ofengefäß) montierte Rinne soll anfallendes Wasser vor der ei-gentlichen Auffanggrube ableiten. Die Grube sollte also entsprechend
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
8585
Bild 2: Schamottegrube
Bild 3: Sandgrube
Bild 4: Kokillengrube
Bild 5: Dachrinnengrube

der Vorschrift trocken bleiben. Diese Variante ist unter der Bezeich-nung „Dachrinnengrube“ bekannt (Bild 5).Sämtliche vorgenannten Ausführungen haben eines gemeinsam: siedecken nur einen geringen Teil der möglichen Fälle bei einem Ofen-durchbruch ab und müssen laufend gewartet werden. Somit sind sieim Sinne einer Sicherheitseinrichtung als unzureichend einzustufen.1986 kam es aufgrund eines Ofendurchbruchs in einer deutschenGießerei zu einer heftigen Explosion (Bild 6). Die Behörde erkannteerstmals, dass die Vorschrift „die Grube muss trocken sein“ allein nichtgenügt, und vor allem nach einem Unfall niemandem hilft. Die Geneh-migung derartiger Anlagen wurde in der Folge generell in Frage gestellt.
Die Idee:Ofengruben mit DrainagebaustoffenDas Auffangen von geringen Kühlwassermengen in mit Schotter ge-füllten Auffangbecken (Bild 7) war 1986 nicht mehr neu. Vor allemin Stahlwerken wusste man, dass darauf fließende Stahlschmelzerasch und verhältnismäßig risikolos erstarrt; allerdings nur solange dasVerhältnis von Wasser / Schmelze / Verdampfungsfläche und vor al-lem auch der Wärmehaushalt stimmen. Derartige Notauffanggrubenbenötigen sehr viel Platz, der heute in modernen Gießereien meistnicht vorhanden ist. Somit würde das Flüssigeisen die im Verhältniszu geringe Schottermenge (Kies wäre zu fein!) rasch durchdringenund im Abflusskanal oder Pumpensumpf explosionsartig reagieren.
Es ist zweifellos einer kleinen Gruppe erfahrener und, wenn man das Ri-siko während zahlloser Versuche beachtet, auch mutiger Gießereifach-leute innerhalb des VDG Arbeitskreises „Betriebssicherheit von Induk-tionsöfen“ unter der Leitung von R. Rietzscher2) und A. Rudolph3) zuverdanken, dass ein ebenso einfaches wie wirkungsvolles Drainagema-terial gefunden wurde. Bei Georg Fischer Mettmann durchgeführteVersuche zeigten, dass nass granulierte und gesiebte Kupolofenschlackedie Eigenschaft hat, sowohl Wasser abzuleiten als auch bei Kontakt mitFlüssigeisen rasch aufzuschmelzen. Eine in der Folge entwickelte Not-auffanggrube wurde am 12. Jänner 1988 dem großen VDG Arbeits-kreis vorgestellt und als Bauvorschlag in der Zeitschrift Giesserei 75(1988) Nr. 22 veröffentlicht (Bild 8). Hier heißt es unter anderem:Wasser muss durch die Drainage nach unten aus der Ofengrube ab-fließen können, Eisen muss auf dem Drainagematerial erstarren. Auf dasEisen nachlaufendes Wasser kann nach oben offen verdampfen [7].Und weiter: Selbst große Mengen Wasser fließen schnell nach unten ab,auf die Schlacke ausfließendes Eisen dagegen wird durch sofortige Versin-terung der oberen Schlackenschicht (2 cm) zurückgehalten [7].Zu diesem Zeitpunkt konnte E. Siegmund4) bereits auf eine mehr als20 jährige Erfahrung als Erstausrüster österreichischer Induktions- undRinnenöfen mit Notauffanggruben zurückblicken. Hergestellt wurdendie Anlagen vor Ort aus Feuerfestbeton: sogenannte „Massel-becken“. Die fertige Grube wurde so gut wie möglich getrocknetund ausgeheizt. Danach lautete das oberste Gebot: „Die Grube mussimmer trocken sein!“ Da dies in der Praxis schon damals nicht mög-lich war, kamen kleinere Explosionen immer wieder vor. Die Überle-gung, anfallendes Wasser abzuleiten, scheiterte am Vorhandensein ei-nes geeigneten Drainagematerials, respektive dem Trennen von Was-ser und Schmelze. Die Idee des VDG Arbeitskreises, nass granulierteKupolofenschlacke als Drainagematerial zu verwenden, schien die Lö-sung zu sein. Anstelle von Grafitlochplatten und gemauerten Trenn-wänden wurden sogenannte WANNENSTEINE mit einem Fassungs-vermögen von 1500 kg Flüssigeisen gefertigt [8]. Im Bereich des Bo-dens waren Löcher, die mit granulierter Kupolofenschlacke gefüllt wa-ren. Sowohl der VDG Bauvorschlag, als auch die Wannensteinlösungder SILMETA hatten einen gemeinsamen entscheidenden Nachteil. Inbeiden Fällen kommt es infolge Vibrationen und Verschlämmung in-nerhalb weniger Monate zu einer Nachverdichtung der Drainage. Da-nach kann Wasser bestenfalls versickern, nicht aber abfließen.Der Ofendurchbruch in einer großen deutschen Gießerei, bei demes zu einem Zwischenfall ohne Schäden kam, beweist die theoreti-schen Überlegungen in vollem Umfang. Zum Zeitpunkt, als die letzte
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
8686
Bild 7: Ofengrube mit Kies als lose Drainage
Bild 8: VDG-Grube mit granulierter Kupolofenschlacke
2) Dipl. Ing. Rolf Rietzscher, Georg Fischer GmbH & Co. KG in Mettmann.3) Dipl. Ing. Axel Rudolph, Georg Fischer GmbH & Co. KG in Mettmann.4) Ing. Erwin Siegmund, Geschäftsführender Gesellschafter der SilmetaGmbH & Co. KG, A-3124 Oberwölbling.
Bild 6: Physikalische Explosion in deutscher Gießerei

Kammer (in Summe ca. 90 t) mit Flüssigeisen gefüllt wurde, war dasin der Bodendrainage (Kupolofenschlacke mit Grafitlochplatten abge-deckt) befindliche Wasser noch nicht restlos verdampft. Aufgrunddes fortwährenden Wärmeeintrags bildete sich weiterhin Dampf, deraufgrund der zu kleinen Verdampfungsflächen lt. Formel nur mehrdurch den Abfluss der Ofengrube zum Pumpensumpf entweichenkonnte. In der Folge baute sich entsprechender Dampfdruck auf, dersich letztendlich (und glücklicherweise) über den 12 m entferntenPumpensumpf entspannte. Dabei wurde ein Schachtdeckel mehrereMeter durch die Halle geschleudert.Warum, und vor allem unter welchen Voraussetzungen, derartigeAnlagen dennoch funktionieren, geht aus einer Studie „Dampfexpan-sionsverhalten von Notauffanggruben“ [5] des Institutes für Risiko-forschung hervor. Die Studie – von SILMETA in Auftrag gegeben –belegt diesen Vorgang nicht nur rechnerisch, sondern ermöglichtauch auf Grund der bereits erwähnten Formel über die offene Ver-dampfungsfläche Av die Dimensionierung von Notauffanggruben, dieausschließlich über die Bodenkonstruktion (VDG-Bauvorschlag [7]und VDG Merkblatt [6]) entwässern und abdampfen.Das auf die Sicherheit seiner Mitarbeiter orientierte Unternehmenwollte nichts dem Zufall überlassen und ließ in einer baugleichenNotauffanggrube bei einem anderen Rinnenofen drei gegenüberlie-gende Dampfexpansionskammern installieren. Unter Expansionskam-mern versteht man Auffangkammern innerhalb der Notauffanggrube,bei denen sowohl der Boden als auch die Wände vollständig wasser-und wasserdampfdurchlässig ausgebildet sind. Als Baustoff wird, ent-sprechend dem VDG Merkblatt, modifizierte Schaumkeramik (festesDrainagematerial) verwendet. Durch Zufall wurde im Laufe der Zeitauch diese Grube „geflutet“. Obwohl viel Wasser im Spiel war, ver-lief der gesamte „Füllvorgang“ mit 90 t Flüssigeisen völlig ruhig.
Die Innovation: Festes Drainagematerial fürNotauffanggrubenUm – wie im Falle der Dampfexpansionskammern – die offenenVerdampfungsflächen zu erhöhen, sowie anfallendes Wasser nichtnur im Bereich des Bodens, sondern auch innerhalb der Trenn- undUmgebungswände abzuleiten, bedarf es eines festen Drainagebau-stoffes. Dieser muss wie folgt beschaffen sein:Hohes offenes Porenvolumen, um Wasser und Wasserdampf ra-schest ableiten zu können.
Ausreichende FeuerfestigkeitAusreichende Festigkeit, um sowohl die statischen als auch die dy-namischen Kräfte beim Notkippen aufzunehmenHohe mechanische Festigkeit im allgemeinenSchocktemperaturbeständigkeitReaktionsarm gegenüber Flüssigmetall, egal ob der Drainagebau-stoff trocken oder bereits durchfeuchtet istRasches Aufschmelzen und Versintern der Oberfläche, sobald eszu Kontakt mit der Flüssigschmelze kommt
Die modifizierte, für Notauffanggruben geeignete Schaumkeramik, istheute unter der Handelsbezeichnung Thermofilter KS 91 (für Eisenle-gierungen) bekannt und wurde in den Jahren 1990/91 gemeinsam mitdem Forschungszentrum Seibersdorf entwickelt und auch getestet.Das Material ist bis heute nahezu unverändert und wird jeweils auf dieaufzunehmende Schmelze abgestimmt. Seit damals ist es möglich, Not-auffanggruben zu bauen, die nicht nur im Bodenbereich, sondern zu-sätzlich über die Wände der Kammern drainieren. Dadurch ist die Ge-fahr physikalischer Explosionen praktisch nicht mehr gegeben oder zu-mindest stark minimiert. Die Möglichkeit einer strukturellen Explosionkann allein aufgrund der großen zur Verfügung stehenden Verdamp-fungsfläche ausgeschlossen werden. Die notwendige offene Verdamp-fungsfläche wird mittels Dampfexpansionszonen (oberhalb der Auf-fangkammern), auch bei einer randvoll gefüllten Grube, sichergestellt.Großanlagen mit Grubeninhalten über 20 t Flüssigeisen stellen nochzusätzliche Anforderungen an den thermischen Schutz der Funda-mente. So wurde die „Grube in der Grube“ entwickelt (Bild 9). DieKonstruktion beruht auf Berechnungen von G. H. Weimann [9], der1994 Notauffanggruben auf ihr thermisches Verhalten während desFüll- bzw. Erstarrungsvorganges simulativ beurteilte. Die Simulationzeigt, dass es bei der von SILMETA angewandten 2-schaligen Kon-struktion zu keiner Beeinträchtigung der tragenden Strukturen undBewehrungen kommt. Selbst dann nicht, wenn keine zusätzlichenKühlungsmaßnahmen eingeleitet werden (beispielsweise wegen derstarken Dampfentwicklung und weil keine Pressluft zur Verfügungsteht). Hingegen zeigen Auffangsysteme, die mit Schamottesteinenausgekleidet sind, dass diese im Hinblick auf Wärmeabfuhr und Auf-heizungsretentionsfähigkeit nur eine begrenzt geeignete Lösung dar-stellen. Die Armierung der Grubenfundamente – bei 25 cm dickerVormauerung – wird auf über 550 °C erhitzt. Somit sind die Funda-mente als tragende Strukturen praktisch nicht mehr geeignet. DerTemperaturverlauf beider Wandaufbauten wurde von E. Siegmund[10] dargestellt.
Die Richtlinie:DasVDG-Merkblatt S 80Etwa 10 Jahre nach Herausgabe des bereits erwähnten Bauvorschla-ges erkannte der VDG, und hier vor allem E. Hofmann5), der schon
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
8787
Bild 9: Notauffanggrube mit Schaumkeramik (Fa. Silmeta)
Bild 10: Temperaturverlauf mit und ohne Hinterlüftung
5) Dr.-Ing. Eckart Hofmann, Institut für Gießereitechnik GmbH, Düsseldorf.
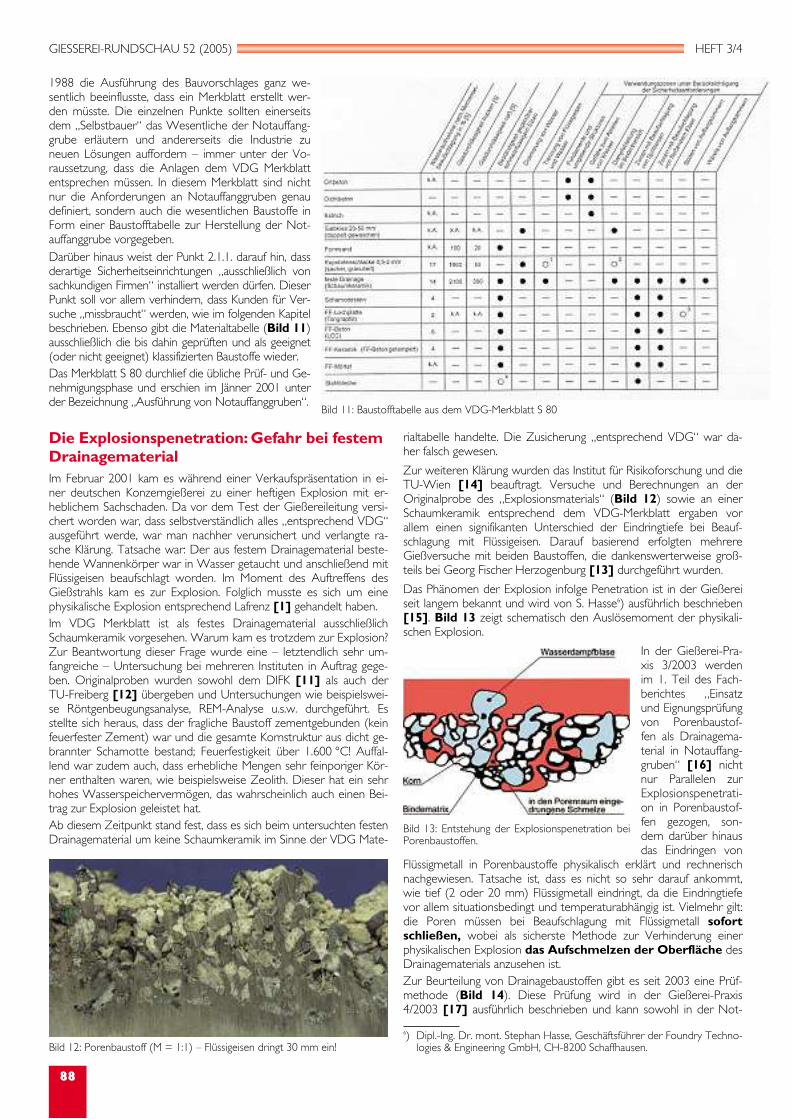
1988 die Ausführung des Bauvorschlages ganz we-sentlich beeinflusste, dass ein Merkblatt erstellt wer-den müsste. Die einzelnen Punkte sollten einerseitsdem „Selbstbauer“ das Wesentliche der Notauffang-grube erläutern und andererseits die Industrie zuneuen Lösungen auffordern – immer unter der Vo-raussetzung, dass die Anlagen dem VDG Merkblattentsprechen müssen. In diesem Merkblatt sind nichtnur die Anforderungen an Notauffanggruben genaudefiniert, sondern auch die wesentlichen Baustoffe inForm einer Baustofftabelle zur Herstellung der Not-auffanggrube vorgegeben.Darüber hinaus weist der Punkt 2.1.1. darauf hin, dassderartige Sicherheitseinrichtungen „ausschließlich vonsachkundigen Firmen“ installiert werden dürfen. DieserPunkt soll vor allem verhindern, dass Kunden für Ver-suche „missbraucht“ werden, wie im folgenden Kapitelbeschrieben. Ebenso gibt die Materialtabelle (Bild 11)ausschließlich die bis dahin geprüften und als geeignet(oder nicht geeignet) klassifizierten Baustoffe wieder.Das Merkblatt S 80 durchlief die übliche Prüf- und Ge-nehmigungsphase und erschien im Jänner 2001 unterder Bezeichnung „Ausführung von Notauffanggruben“.
Die Explosionspenetration:Gefahr bei festemDrainagematerialIm Februar 2001 kam es während einer Verkaufspräsentation in ei-ner deutschen Konzerngießerei zu einer heftigen Explosion mit er-heblichem Sachschaden. Da vor dem Test der Gießereileitung versi-chert worden war, dass selbstverständlich alles „entsprechend VDG“ausgeführt werde, war man nachher verunsichert und verlangte ra-sche Klärung. Tatsache war: Der aus festem Drainagematerial beste-hende Wannenkörper war in Wasser getaucht und anschließend mitFlüssigeisen beaufschlagt worden. Im Moment des Auftreffens desGießstrahls kam es zur Explosion. Folglich musste es sich um einephysikalische Explosion entsprechend Lafrenz [1] gehandelt haben.Im VDG Merkblatt ist als festes Drainagematerial ausschließlichSchaumkeramik vorgesehen. Warum kam es trotzdem zur Explosion?Zur Beantwortung dieser Frage wurde eine – letztendlich sehr um-fangreiche – Untersuchung bei mehreren Instituten in Auftrag gege-ben. Originalproben wurden sowohl dem DIFK [11] als auch derTU-Freiberg [12] übergeben und Untersuchungen wie beispielswei-se Röntgenbeugungsanalyse, REM-Analyse u.s.w. durchgeführt. Esstellte sich heraus, dass der fragliche Baustoff zementgebunden (keinfeuerfester Zement) war und die gesamte Kornstruktur aus dicht ge-brannter Schamotte bestand; Feuerfestigkeit über 1.600 °C! Auffal-lend war zudem auch, dass erhebliche Mengen sehr feinporiger Kör-ner enthalten waren, wie beispielsweise Zeolith. Dieser hat ein sehrhohes Wasserspeichervermögen, das wahrscheinlich auch einen Bei-trag zur Explosion geleistet hat.Ab diesem Zeitpunkt stand fest, dass es sich beim untersuchten festenDrainagematerial um keine Schaumkeramik im Sinne der VDG Mate-
rialtabelle handelte. Die Zusicherung „entsprechend VDG“ war da-her falsch gewesen.
Zur weiteren Klärung wurden das Institut für Risikoforschung und dieTU-Wien [14] beauftragt. Versuche und Berechnungen an derOriginalprobe des „Explosionsmaterials“ (Bild 12) sowie an einerSchaumkeramik entsprechend dem VDG-Merkblatt ergaben vorallem einen signifikanten Unterschied der Eindringtiefe bei Beauf-schlagung mit Flüssigeisen. Darauf basierend erfolgten mehrereGießversuche mit beiden Baustoffen, die dankenswerterweise groß-teils bei Georg Fischer Herzogenburg [13] durchgeführt wurden.
Das Phänomen der Explosion infolge Penetration ist in der Gießereiseit langem bekannt und wird von S. Hasse6) ausführlich beschrieben[15]. Bild 13 zeigt schematisch den Auslösemoment der physikali-schen Explosion.
In der Gießerei-Pra-xis 3/2003 werdenim 1. Teil des Fach-berichtes „Einsatzund Eignungsprüfungvon Porenbaustof-fen als Drainagema-terial in Notauffang-gruben“ [16] nichtnur Parallelen zurExplosionspenetrati-on in Porenbaustof-fen gezogen, son-dern darüber hinausdas Eindringen von
Flüssigmetall in Porenbaustoffe physikalisch erklärt und rechnerischnachgewiesen. Tatsache ist, dass es nicht so sehr darauf ankommt,wie tief (2 oder 20 mm) Flüssigmetall eindringt, da die Eindringtiefevor allem situationsbedingt und temperaturabhängig ist. Vielmehr gilt:die Poren müssen bei Beaufschlagung mit Flüssigmetall sofortschließen, wobei als sicherste Methode zur Verhinderung einerphysikalischen Explosion das Aufschmelzen der Oberfläche desDrainagematerials anzusehen ist.Zur Beurteilung von Drainagebaustoffen gibt es seit 2003 eine Prüf-methode (Bild 14). Diese Prüfung wird in der Gießerei-Praxis4/2003 [17] ausführlich beschrieben und kann sowohl in der Not-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
8888
Bild 12: Porenbaustoff (M = 1:1) – Flüssigeisen dringt 30 mm ein!
Bild 13: Entstehung der Explosionspenetration beiPorenbaustoffen.
6) Dipl.-Ing. Dr. mont. Stephan Hasse, Geschäftsführer der Foundry Techno-logies & Engineering GmbH, CH-8200 Schaffhausen.
Bild 11: Baustofftabelle aus dem VDG-Merkblatt S 80

auffanggrube selbst, als auch mittels eines Prüfkörpers durchgeführtwerden. Die, im VDG Merkblatt gelistete Schaumkeramik für Not-auffanggruben wurde vom Österreichischen Gießerei-Institut geprüftund als geeignet beurteilt [23]. Dazu schreibt E. Hofmann [18]: „Eingeeignetes Drainagematerial lässt Wasser ungehindert durchfließen.Beim Auftreffen der Schmelze verschließen die Poren sofort. Damitwird ein Kontakt mit feuchtem Material verhindert. Nur auf dieseWeise können Explosionen ausgeschlossen werden.“
Der Stand derTechnikAls Stand der Technik gelten technologische Verfahren, deren Funk-tionstüchtigkeit erprobt und/oder erwiesen sind [19, 20]. Der EGVertrag [21], besser bekannt als der Maastrichter Vertrag, verpflich-tet jeden Arbeitgeber, die zur Sicherheit seiner Mitarbeiter erforder-lichen Maßnahmen zu treffen. Dies neben anderem auch unter Be-rücksichtigung des Standes der Technik, welcher im vorliegenden Falldurch das VDG-Merkblatt S 80 definiert ist [22], in dem aus-schließlich granulierte Kupolofenschlacke (lose) und Schaumkeramik(fest) als Drainagematerial gefordert werden. Beide Materialien wur-den Eignungstests unterzogen und besitzen die Fähigkeit, in der Kon-taktzone mit Flüssigeisen aufzuschmelzen und zu versintern [7, 23].In Verbindung mit der konstruktiven Auslegung, unter anderem derzur Verfügung stehenden offenen Verdampfungsfläche, sowie ent-sprechender Wartung, sind bei Anlagen, die dem VDG-MerkblattS 80 „Ausführung von Notauffanggruben“ entsprechen, im Falle einesStörfalles keine Explosionen zu erwarten.
Literatur[1] B. Lafrenz, Physikalische Explosionen, Schriftenreihe der Bundesanstalt
für Arbeitsschutz und Arbeitsmedizin, Dortmund/Berlin 1997[2] W. Schwalbe, Theoretische Analyse thermischer Schmelze-Kühlmittel-
Reaktion zwischen großen Schmelzmengen und Wasser, Dissertation,Stuttgart (IKE) 1982
[3] G. Fröhlich, Maximaldruckabschätzung bei Wasserdampfexplosionen,Deutsche Physikalische Gesellschaft (VI) 12 (1977), Verhandlungen,Weinheim
[4] G. Fröhlich, Dampfexplosion durch Kontakt zwischen Wasser undheißen Schmelzen, Chem.-Ing.-Tech. 50 (1978) Nr. 11, S. 861-866
[5] W. Kromp, et al., Dampfexpansionsverhalten in Notauffanggruben, Be-richt Nr. 24a, Institut für Risikoforschung der Universität Wien, Wien1998
[6] Fachausschuss „Eisenguss“, VDG-Merkblatt S 80 – Ausführung vonNotauffanggruben, Düsseldorf 2001
[7] A. Rudolph, Beitrag zur Betriebssicherheit von Induktionsöfen, BerichtNr. 26 des Fachausschusses Schmelztechnik im Verein DeutscherGießereifachleute, Giesserei 75, 1988, Nr. 22, S. 656-657
[8] E. Siegmund, Notauffanggruben – Ein wichtiger Beitrag zur Sicherheit,Giesserei Rundschau 3-4/90, 1990
[9] G. Weimann, Thermisches Verhalten von Noteisengruben, Vorab-Be-richt, Austrian Research Center Seibersdorf 1994
[10] E. Siegmund, Die Notauffanggrube – Anforderungen, Konstruktion, Ma-terial, Funktion, Gießerei-Praxis Nr. 7/8, 1995
[11] O. Krause, Prüfbericht Nr. 41-198-00, Deutsches Institut für Feuerfestund Keramik GmbH, Bonn 2002
[12] H. Seifert, Untersuchung von Porenbeton für die Drainage von Notauf-fanggruben, Technische Universität Bergakademie Freiberg, 2002
[13] S. Hasse, Praktische Testserien zum Einsatz von Baustoffen unter Pra-xisbedingungen, Gießerei-Praxis 1, 2003
[14] P. Baloh, B. Baumann, S. Baumann, B. Seiser, M. Steiger, Berechnung derEindringtiefe, Institut für Risikoforschung der Universität Wien, Wien2002
[15] S. Hasse, Explosionspenetration, Guss- und Gefügefehler 2. Auflage,Berlin 2003, S. 220-225
[16] V. Holubetz, W. Kromp, E. Seidelberger, S. Hasse, Einsatz und Eig-nungsprüfung von Porenbaustoffen als Drainagematerial in Notauffang-gruben. Teil 1: Grundlagen und theoretische Betrachtungen, Gießerei-Praxis 3, 2003
[17] G. Annau, S. Hasse, Einsatz und Eignungsprüfung von Porenbaustoffenals Drainagematerial in Notauffanggruben. Teil 2: Praktische Untersu-chungen und Prüfeinrichtung, Gießerei-Praxis 4, 2003
[18] E. Hofmann, Schmelzen und Gießen – Gusseisenwerkstoffe, Giesserei11, 2003, S. 44
[19] Österreichisches Arbeitnehmerschutzgesetz ASchG (Anhang 1) § 2 Abs. 8[20] Österreichische Gewerbeordnung GewO (Anhang 2) § 71a[21] EG-Vertrag Richtlinie des Rates vom 12. Juni 1989 (Anhang 4) Artikel 6[22] G. Wolf, Gutachterliche Stellungnahme zum Beweisbeschluss des Lan-
desgerichts Würzburg, Düsseldorf 2004[23] H. Rockenschaub, P. Schumacher, Oberflächenverhalten eines festen
Drainagewerkstoffes bei Beaufschlagung mit Flüssigeisen, BerichtNr. 43.272/1, Österreichisches Gießerei-Institut, Leoben 2003
Kontaktadresse:Silmeta Sicherheitssysteme Patentverwertungsgesellschaft m.b.H.A-3124 Oberwölbling, Oberer Markt 13Tel.: +43 2786 2432, Fax: +43 2786 2150E-mail: [email protected], Internet: www.silmeta.com
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
8989
Bild 14: Versuchsanordnung für Eignungsprüfung

Auf der internationalen Gießereifachmesse GIFA 2003 in Düsseldorfpräsentierte die Firma Tyrolit als weltweit erster Schleifmittelherstel-ler Diamantwerkzeuge für das automatische Gussputzen. Der Schleif-prozess wurde in Zusammenarbeit mit dem italienischen Maschinen-hersteller Maus S.p.a entwickelt und zeigt mittlerweile beim Gießerei-unternehmen Fonderie del Montello, Montebelluna, Italien, nicht nurbeste Oberflächenqualitäten der bearbeiteten Bauteile, sondern eskonnten auch Kostenreduzierungen bis zu 26 % realisiert werden.Bei der Zerspanung mit definierter Schneide kommen in jüngsterZeit vermehrt polykristalline Diamantschneidstoffe (PKD) auch beider Gussbearbeitung zur Anwendung. Bei Einhaltung gewisser Rand-bedingungen, um den Diamantschneidstoff nicht thermisch oder che-misch zu schädigen (beispielsweise niedrige Temperatur in der Kon-taktzone), kann der Diamant als härtestes Material auch hier seineVorzüge voll ausspielen.Im Gegensatz dazu erfolgte die Gussbearbeitung mit nicht definierterSchneide bis heute nicht mit Diamantschleifstoffen. Aber auch hierkönnen durch gebündeltes Know-how von Schleifscheibenherstellern,Maschinenherstellern und Endanwendern Lösungswege aufgezeigtwerden, wie die Zusammenarbeit der österreichischen Firma Tyrolitmit den italienischen Unternehmen Maus Spa und Fonderie del Mon-tello beim Entgraten und Gussputzen von Bauteilen aus Gusseisen mitKugelgraphit und Gusseisen mit Lamellengraphit demonstriert.
einer Rotationsachse ausgestattet, wobei die Achsgeschwindigkeitenmaschinenabhängig sind. Nach der automatischen Beladung werdendie Bauteile mit Hilfe eines Lasers vermessen und mit den im Bear-beitungsprogramm abgelegten Nenndaten verglichen.Die auftretenden Differenzen werden beim nachfolgenden Schleifenautomatisch korrigiert. Störend auf den automatischen Bearbeitungs-ablauf wirkten sich neben den erforderlichen Abrichtzyklen für diemit konventionellen Schleifstoffen (Korund, Zirkonkorund) bestück-ten Schleifscheiben auch die Schleifscheibenstandzeiten aus. Derhohe Verschleiß der Werkzeuge behinderte den automatischen Pro-zess und musste immer wieder vermessen und in kompliziertenSteuerungsprogrammen berücksichtigt werden, um eine gleichmäßigeBearbeitungsqualität zu gewährleisten.Entgegen dem Grundsatz, Eisenwerkstoffe nicht mit Diamant zu be-arbeiten, begann die Forschungs- und Entwicklungsabteilung vonTyrolit mit der Entwicklung einer Diamantschleifscheibe, um über diehohe Härte des Schleifstoffes Diamant die Standzeitprobleme zu lö-sen. Des Weiteren wurde eine speziell auf die Diamantkörnung ab-gestimmte Bindung entwickelt. Die Untersuchungen im TEC-Centervon Tyrolit zeigten, dass über die gesamte Scheibenstandzeit eineOberflächenqualität erzielt wird, die ein Abrichten der Diamant-schleifscheibe überflüssig macht; vorausgesetzt, dass eine Bearbei-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
9090
Putzen und Entgraten von Gussbauteilen mitneuer Diamantschleifscheibe
Fettling and Deburring of Castings using a new DiamondTool
Ing. Gerhard Prem, Leiter Marketing-Metallerzeugung bei der Tyrolit Schleifmittel-werke Swarovski K.G. in Schwaz,
Bild 1: Typische Gussputzbauteile bei der Fa. Montello.
Bild 2: Automatische Gussputzmaschine der Fa. Maus Spa.
Bild 3: Diamantschleifscheibe Tyrolit Focur SA zur Gussbearbeitung.
Die Gießerei Fonderie del Montello, Montebelluna, Italien, hat 180Mitarbeiter und eine über 30-jährige Erfahrung bei der Produktionund Nachbearbeitung von Gussteilen aus Gusseisen mit Kugelgraphitund Gusseisen mit Lamellengraphit (Bild 1). In den letzten Jahren in-vestierte die Gießerei verstärkt in neue Technologien, um mit fle-xiblen und wettbewerbsfähigen Produktionsprozessen auch zukünfti-gen Ansprüchen gerecht zu werden. So sind mittlerweile für dieNachbearbeitung der Gussbauteile vier automatische CNC-Guss-putzmaschinen der Baureihen SAM 600 bzw. SAM 1200L der FirmaMaus im Einsatz (Bild 2).Die CNC-Maschinen haben eine Antriebsleistung von 90KW (SAM600) bzw. 115 kW (SAM 1200L) und sind mit drei Linearachsen und

tungsstrategie angewendet wird, die auch bei der Trockenbearbei-tung die für Diamant kritische Temperatur von 700 °C in der Kon-taktzone nicht überschreitet.Bei der neuen Focur SA (SA = Super Abrasive) genannten Schleif-scheibe (Bild 3) kommt eine spezielle Mischung aus synthetischemDiamantkorn zum Einsatz. Die Schleifscheiben stehen jetzt standard-mäßig in den Formen 1LL2, 3LL1, 9LL1 und 14LL1 mit Durchmes-sern von 200 bis 600 mm zur Verfügung. Die Schleifscheibenbreitenvariieren je nach Bearbeitungsaufgabe zwischen 8 und 40 mm.Vor Einführung der Diamantschleifwerkzeuge wurden im HauseMontello Langzeituntersuchungen durchgeführt (Bilder 4 und 5).Bei der Trockenbearbeitung des gleichen Produktmixes von Guss-bauteilen erreichten die neuen Schleifscheiben eine Standzeit von180 Schichten, was gegenüber der Standzeit konventioneller Schei-ben (21 Schichten) eine Standzeiterhöhung um etwa den Faktor 8bedeutet. Des Weiteren ließ sich die Abtragsleistung von 100 bis150 kg/h auf einen Wert von 200 kg/h steigern, was u.a. durch dieErhöhung des Vorschubes beim Entgraten von 8 auf 10 m/min beigleichzeitiger Erhöhung der Schnittgeschwindigkeit auf 80 m/s resul-tierte. Der nahezu konstante Außendurchmesser und die hoheFormgenauigkeit der Diamantschleifscheiben gewährleisten einehohe Oberflächenqualität über die gesamte Schleifscheibenstandzeit,so dass kein Abrichten erforderlich ist und damit sowohl Kosten für
die Abrichtwerkzeuge wie auch Stillstandszeiten durch den Ab-richtzyklus komplett entfallen. In diesem Bearbeitungsfall reduziertensich die Kosten beim Gussputzen – trotz der höheren Kosten für dieWerkzeuge – um ca. 26 %. Weitere Kostenvorteile, die in diesemBeispiel noch nicht eingerechnet sind, ergeben sich durch die opti-mierte Bearbeitungsqualität, die ein manuelles Nachbearbeiten derGussbauteile in den meisten Fällen überflüssig macht. Außerdemkonnten neben einem verringerten Aufwand für die Endkontrolleauch die Lärm- und Staubemissionen reduziert werden.Aufgrund dieser guten Ergebnisse sind die DiamantschleifwerkzeugeTyrolit Focur SA bei Montello sehr erfolgreich beim Entgraten undPutzen von Gussteilen aus Gusseisen mit Kugelgraphit und Gusseisenmit Lamellengraphit im Einsatz. Hier werden auch Speiser undFlächen bearbeitet, wobei diesen Werkzeugen bei großflächigen An-schnitten durch „Blauschliff“ Grenzen gesetzt sind. Die Praxis zeigtebisher, dass eine Kombination aus Diamantschleifscheiben TyrolitFOCUR SA mit konventionellen Schleifwerkzeugen die effizientesteund wirtschaftlichste Lösung darstellt.Allerdings laufen im Augenblick erfolgversprechende Untersuchun-gen bei Tyrolit, um dem o.g. Problem in der nächsten Generationder Focur SA Diamantschleifscheiben Herr zu werden.
Kontaktadresse:Tyrolit Schleifmittelwerke Swarovski K.G.A-3130 Schwaz/Tirol, Swarovskistr. 33Tel: +43 (0)5242 606 2541, Fax: +43 (0)5242 606 12541E-Mail: [email protected], www.tyrolit.com
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
9191
Bild 4: Bearbeitungssystem Focur SA zum automatischen Gussputzen beiMontella.
Bild 5:Diamantschleif-scheibe Focur SAbeim Gussputzen.

Die Entwicklung des Gussstandortes Hallbeginnt 1946, ursprünglich mit dem Ziel,den Bedarf an Gussrohren in Österreich ab-zudecken. Seit den 60ziger Jahren wirdSphäroguss hergestellt. In den 70igern wei-tet man die Produktion von Komponentenerheblich aus. 1990 wird der Bereich Fahr-zeugkomponenten als eigene Sparte organi-siert. Seit 1996 ist Buderus Guss GmbH derHauptanteilseigner. 1997 kommt es schließ-lich zur Abspaltung der „Guss Komponen-ten GmbH“ von den „Tiroler Röhren Wer-ken“, insbesondere um sich den unter-schiedlichen Kundenbedürfnissen optimalanzupassen.
Die Guss Komponenten GmbH (GKG) kon-zentriert sich heute auf die Erzeugung vonFahrzeugkomponenten, insbesondere aufanspruchsvolle, vielfach sicherheitsrelevanteTeile. Typische Abrufe liegen zwischen1.000 und einigen 10.000 Stück/Jahr. Nebendem Hauptabnehmer Nutzfahrzeugindustriewerden zu etwa gleichen Anteilen Kundenin den Segmenten Baumaschinen, Landwirt-schaft, Maschinenbau, Hydraulik, Roboter-technik und Bahnindustrie bedient. Darüberhinaus werden auch Rohrverbindungsele-
mente für die Schwesterunternehmen inWetzlar und Hall gefertigt.Die Kunden legen großen Wert auf die Be-gleitung von Neukonstruktionen um sicher-zustellen, dass GKG-Know-how in die Opti-mierung des jeweiligen Teiles zum frühest-möglichen Zeitpunkt eingeht. Die bei GKGroutinemäßig durchgeführte Guss-Simula-tion, bei der Gieß- und Erstarrungsabläufevorweg beurteilt und gegebenenfalls korri-giert werden können, ist ein wesentlicherSchritt zur Reduzierung der Entwicklungszei-ten und sichert den hohen Qualitätsstan-dard, ohne langwierige und kostspieligeOptimierung durch Versuch und Irrtum.Die routinierte und ausgefeilte Simulation istauch die Basis für die systematische Ge-
wichtsreduzierung bei Teilen für den Fahr-zeugbau. Aufgrund der aktuellen Entwick-lung der Rohstoff- und Energiepreise kön-nen hier erhebliche Einsparpotentiale geho-ben werden. Diese Dienstleistung bietetGKG auch extern an.
Über die Gussfertigung hinaus verfügt GKGauch über Bearbeitungskapazität, sodass dieKunden mit vorbearbeiteten Teilen oderauch montagefertigen Einheiten beliefertwerden können. U.a. ist GKG auch System-lieferant für die Bahntechnik. Ein typischesProdukt aus diesem Segment sind einbaufer-tige Eisenbahnradlagergehäuse für schnelllau-fende und hochbelastete Achsen, z.B. fürden ICE oder die Taurus-Lokomotive. Hiergilt es, Achslasten bis zu 20 t bei einer zu-lässigen Höchstgeschwindigkeit von bis zu280 km/h zu beherrschen.
Kontaktadresse:Guss Komponenten GmbH,A-6060 Hall i.T., Innsbruckerstraße 51,Tel.: +43 (0)5223 503 233,Fax: +43(0)5223 43618,E-Mail: [email protected],www.gusskomponenten.at
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
9292
Explosionsbild Radlagergehäuse
ICE Triebkopf
Taurus-Lokomotive der Ungarischen Staats-bahn
Simulation
Ein Unternehmen stellt sich vor

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
9393
Die ADAcast Leichtmetallgiesserei GmbH,eine Aluminiumdruckgiesserei ca. 60 km öst-lich von Budapest, nahe der Autobahn M3gelegen, ist durch ein Management Buyoutim Oktober 2003 von neuen Eigentümernaus Ungarn und Österreich übernommenworden.
Das Unternehmen, welches über mehr als40 Jahre Erfahrung im Bereich des Leicht-metallgusses verfügt, sieht seine Schwer-punkteim Aluminiumdruckguss (19 Druckgieß-maschinen mit Schließkräften von 400 tobis 1600 to)in der Bearbeitung (8 CNC Bearbeitungs-zentren)in Montagen von einbaufertigen Teilen.
Der Umsatz lag im abgelaufenen Jahr bei ca.20 Millionen Euro und wurde von rd. 250Mitarbeitern erwirtschaftet.Die Produktpalette umfasst Teile für die Au-tomobil-, Weißwaren- und Heiztechnikin-dustrie.
In grossen Serien werden einbaufertige Zy-linderkopfhauben, Getriebeteile, Getriebe-gehäusedeckel, Wasser- und Ölpumpen-gehäuse, Brennergehäuse und Waschma-schinenantriebsteile für Kunden wie Audi,BMW, Bosch Buderus Thermotechnik, Ford,General Motors, GPM, Miele, VW u.a. ge-
fertigt.Die ADAcast Leicht-metallgiesserei besitztQualitätszertifikate seitmehr als 10 Jahren. ImAugust 2004 erlangteADAcast das prozess-orientierte Qualitäts-zertifikat ISO/TS16949:2002 und dasUmweltzertifikat ISO14001.Für die Zukunft sindsowohl eine Erweite-
rung der Druckgießerei um Druckgieß-maschinen mit höheren Schließkräften, alsauch Investitionen in die mechanische Ferti-
„Blick in die Druckgießerei“
„Simulation eines Getriebegehäusedeckels“
gung sowie Rationalisierungen geplant, umdie neuen Bestellungen für die Kunden ferti-gen zu können.Gleichzeitig wird die weitere Implementie-rung eines kundenorientierten Produktions-managementsystems unter Einbindung allerMitarbeiter vorangetrieben, um das Ziel derADAcast Leichtmetallgiesserei GmbH, einkompetenter, vertrauenswürdiger und kos-teneffizienter Partner ihrer Kunden zu sein,weiterhin in die Tat umzusetzen.
Kontaktadresse:ADAcast Leichtmetallgiesserei GmbHz.H. Dipl.-Ing. Walter Mayer, H-3032 Apc,Vasut út 1, Tel: + 36 37 585 432,Fax: + 36 37 385 172E-mail: [email protected],www.adacast.com
Ein Unternehmen stellt sich vorLeichtmetallgiesserei GmbH

Fertigung von Modellen u. Werkzeugen /Roboter und Automatisation / Wärmebe-handlung / Neuartige Bearbeitungs- undOberflächenbehandlungsverfahren / Techno-logietransfer / Wissensmanagement / Um-weltaspekte / Mitarbeiterausbildung / Innova-tive und neue Einsatzgebiete für Gussteile.
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
Mitteilungen derWFOWorld Foundrymen Organization
Harrogate International Centre
„Call for Papers“ für den 67.Gießerei-Weltkongress
„Gegossene Zukunft“5. bis 7. Juni 2006,Harrogate / GB
Wie das Technische Komitee des General-sekretariates des WFC 2006 in einem „Callfor Papers“ mitteilt, sind die Gießereifachleu-te der WFO-Mitgliedsorganisationen einge-laden, Kongressvorträge (in Englischer Spra-che) einzureichen. Kurzfassungen bis zu 300Wörtern müssen bis 1. Juni d. J. vorgelegtwerden. Nähere Einzelheiten sind dem In-ternet unter www.wfc2006.com zu entneh-men. Die Annahmeentscheidung wird am1.September getroffen. Die komplette Vor-tragsfassung muss dann bis 30. November2005 nachgereicht werden.Die einzureichenden Vorträge zum Gene-ralthema „Gegossene Zukunft“ sollen vonhohem technischen oder praxisbezogene In-halt sein und die nachstehenden Themenbehandeln:
Metallurgie und Herstellung von unlegiertemund legiertem Eisen-, Stahl- und NE-Metall-guss / Legierungsentwicklung / Komposite /Neue und neuartige Verfahren / Rapid Pro-totyping / Schmelzverfahren / Qualitätskon-trollverfahren / Simulation und virtuelles De-sign / Form- u. Kern-Herstellungsverfahren /
Parallel zum Kongress wird die Ausstellung Foundry, Furnacesand Castings Expo 2006 stattfinden (www.ffc-expo.com) undzusätzliche Informationsmöglichkeiten für ein weltweites Pu-blikum anbieten.
Kontaktadresse:Dr. Pam Murrell, Secretary General WFC 2006 Technical Committee, Institute of Cast Metals En-gineers, National Metalforming Centre, 47 Birmingham Road, West Bromwich, West Midlands B706PY, U.K., Tel.: +44 (0)121 601 6979, E-Mail: [email protected], www.wfc2006.com
9494

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)

Fill – Technik der Zukunft baut seine Pole-Position in der Aluminium-Entkerntechnolo-gie weiter aus. Der Weltmarktführer ausdem Innviertel hat seinen 75. swingmastersm3 an das Fill-Testcenter beim US-Partner-unternehmen Rimrock ausgeliefert. Damitbekräftigte Fill seine internationale Vor-machtsstellung in der Aluminium-Entkern-technologie.
Vom Testcenter beim US-Partner Rimrockin Columbus/Ohio aus soll der swingmastersm3 nun auch die neue Welt erobern.Gießereien von Australien über China undSüdafrika bis Mexiko nutzen mit dem swing-master sm3 innovative Technologie ausdem oberösterreichischen Innviertel. In Eu-ropa ist dieses höchst erfolgreiche Vorzei-geprodukt seit 1999 bisher in Österreich,
Deutschland,F r a n k r e i c h ,No rwe g e n ,No r d i r l a n dund Ungarnim Einsatz.Der swing-master sm3punktet durchhohe Entker-nungsleistungbei gleichzei-tig geringenAufwendun-gen für Inves-tition und Be-trieb.
Fill ist eine in ihrem Tätigkeitsfeld internatio-nal führende Ideenfabrik für Produktionssy-steme verschiedenster Einsatzzwecke undIndustriebereiche. Fill zeichnet sich durchmodernste Technik und Methoden in Mana-gement, Kommunikation und Produktionaus.
Die Geschäftstätigkeit umfasst die BereicheAutomobilindustrie, Aluminium-Gieße-reitechnik, Kunststoffindustrie, Ski- undSnowboardindustrie und Metall-Zerspa-nungstechnik.
Der Betrieb wird seit 1987 als GmbH ge-führt, wurde 1998 ISO 9001 zertifiziert undbeschäftigt mittlerweile 299 MitarbeiterIn-nen. 2004 wurden rund 43 Mio Euro Be-triebsleistung erzielt.
Kontaktadresse:Fill Technik der Zukunft Gesellschaft m.b.H.A-4942 Gurten, Edt 36Tel.: +43 (0)7757 7010 0, Fax: 275E-Mail: [email protected], www.fill.co.at
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
9696
Firmennachrichten
Robotereinsätze in der Giessereiindustrie
Ein Fill-Produkt erobert dieWelt!DerWeltmarktführer lieferte den 75. swingmaster sm3 aus
Bei Automatisierungslösungen sind heutzu-tage Industrieroboter kaum mehr wegzu-denken. Speziell die Giessereiindustrie ver-zeichnete dabei in den letzten Jahren einenAnstieg an Industrierobotereinsätzen. Wäh-rend sich in der Vergangenheit die Roboter-einsätze in diesem Branchen-segment hauptsächlich auf dietraditionellen Aufgaben, wieTeile in die Gießmaschine ein-legen, Entnahme von Gusstei-len, Vollständigkeitskontrolle,Kühlen und Stanzen beschränk-ten, kann gegenwärtig einTrend der Erweiterung derProzesskette innerhalb bzw. imunmittelbaren Umfeld derGießzellen, wie das roboter-automatisierte Sprühen derFormhälften, der Stanzenbedie-nung bis hin zu roboterautoma-tisierten Bearbeitungen (Schlei-fen, Bohren, Entgraten, Bür-sten) aber auch Schweißen,Prüfen, Verpacken und Palettie-ren von Werkstücken festge-stellt werden.
ABB als Marktführer in der Foundry Industryhat diesen Trend bereits frühzeitig erkanntund bietet passende Produkte und Sys-temlösungen, welche speziell auf die rauenUmgebungsbedingungen in der Giesserei-industrie ausgelegt sind. Durch den flexiblen
Aufbau der Roboter und Robotersteuerun-gen können von ABB sämtliche namhaftenTechnologielieferanten von Gießmaschinenbis 4.000 t und deren Zubehör problemlosintegriert werden.

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
9797

Sprühen der GussformenDas Sprühroboterportfolio von ABB –IRB2400 für Gießmaschinen bis 1.000 t,IRB4400S für Gießmaschinen bis 1.600 t,IRB6400S/6600S für Gießmaschinen ab1.600 t – bietet zum Unterschied von kon-ventionellen Sprühgeräten unter anderemfolgende Vorteile:
Optimierung des Sprühprozesses fürkomplexe Formen bzw. Gussteile
Reduzierung der Sprühzeit führt zu Er-höhung der Produktionsmenge
Reduktion des Sprühmittelverbrauchsund gezieltes Sprühen der Formen
Flexibilität bei Bauteiländerungen
Lebensdauerverlängerung der Formen
Roboterfahrbahnen helfenArbeitsbereichsgrenzen zuüberwindenBesonders die Bedienung großer Gießma-schinen, aber auch die Integration weitererProzessschritte lassen den zur Verfügungstehenden Arbeitsbereich der Roboterschnell an die Grenzen stoßen. Die von ABBspeziell für den rauen Einsatz in der Giesse-reiindustrie entwickelten Roboterfahrbahnenmit Längen bis zu 50 m bieten eine nahezugrenzenlose Erweiterung der Zellenarbeits-bereiche. Durch die Ausführung in derSchutzklasse IP67 werden Verunreinigungendurch Schmutz, aber auch Beeinträchtigun-gen durch herabfallende Teile und aggressi-ve Stoffe problemlos gemeistert.
Vom Gussteil zum Fertigteil –potentielle nachgelagerteProzesse im Umfeld derGießmaschineBegnügte man sich in der Vergangenheit imBereich der Gießmaschinen mit der Produk-tion des Rohgussteils, so hat mittlerweile dieroboterautomatisierte Bearbeitung der Guss-
teile bis hin zum Prüfen und Verpacken indiesem Branchensegment Einzug gehalten.Die Gründe liegen auf der Hand:Wettbewerbsfähigkeit und KostenvorteilAnforderungen der AutomobilindustrieErhöhung der Wertschöpfungstiefe unddes AutomatisierungsgradesQualitätsanforderungenEffizientere Nutzung der Produktions-flächen
Als frühzeitiger Erkenner dieses Trends bie-tet ABB als kompetenter Systemlieferanthierfür eine Vielzahl von maßgeschneidertenLösungen für das roboterautomatisierteSchleifen, Bohren, Entgraten, Bürs-ten, Schweißen, Prüfen, Verpackenund Palettieren an.
Kontaktadresse:ABB AG, Robotertechnik ÖsterreichA-2380 Perchtoldsdorf, Brunner Feld-Strasse 67Tel.: +43 (0)1 60109 3720Fax: +43 (0)1 60109 8301E-Mail: [email protected] [email protected]/robotics
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
9898
Aktion „saubererArbeitsplatz“
Dem Ruf der Kunden ist „FLOTT“ gefolgtund hat für das umfangreiche Metall-Schleif-maschinenprogramm zwei neue kostengüns-tige Absaugungen entwickelt.Während die Metallstaubabsaugung MA 400D für den Anschluss an 400V und die Ab-saugung von Drehstrommaschinen konzi-piert ist, wurde die MetallstaubabsaugungMA 200 W für den 230V Betrieb ausgelegt.Abgesaugt wird über zwei transparente PU-Spiralschläuche mit Ø 50 mm.Die Filterung der Abluft erfolgt über einprogressiv verdichtetes Wirrfaservlies (Filter-klasse G3 nach EN 779), das neben einemhohen Abscheidegrad auch über eine hoheStaubspeicherkapazität verfügt.Die Wechselintervalle der Filtermatte konn-ten somit erheblich reduziert werden.Beide Metallstaubabsaugungen verfügen übereine elektronische Anlauf- und Abschaltver-
zögerung mit integrierter Unterspannungs-auslösung und können optional mit einerWirbelstrombremse zum Bremsen der ange-schlossenen Maschine ausgestattet werden.Viel Wert haben die Konstrukteure von„FLOTT“ auf eine einfache und schnelleMontage der Schleifmaschine gelegt.Somit entfällt das bislang erforderliche Ver-kabeln der Geräte. Die Maschine wird aufder Metallstaubabsaugung verschraubt, derStecker wird mit der vorgesehenen Steck-dose verbunden und beide Absaugschläucheangeschlossen.
Weitere Informationen:Firma Arnz „FLOTT“ GmbHD-42857 Remscheid, Vieringhausen 131Ansprechpartner: Frau Petra DolezychTel.: +49 (0)2191 979 151E-Mail: [email protected] 300 S mit MA 400 D

Als funktionsentscheidende und sicherheits-relevante Bauteile für die Befestigung vonMotor, Lenkung und Vorderachse werdenan die Integralträger (Bild 1) sehr hohe An-forderungen gestellt. Zur Identifizierung die-ser Teile und zur Sicherung der Qualitätmüssen deshalb an verschiedenen Stellendes Produktionsprozesses die Ist-Werte er-fasst und an einen übergeordneten Zentral-rechner weitergeleitet werden. Dabei erfül-len Bildverarbeitungssysteme wichtige Auf-gaben.
Im Werk Untertürkheim der DaimlerChrys-ler AG ist der Werksteil Mettingen zuständigfür die Achsenproduktion sowie den Leicht-metall- und Grauguss. Annähernd 2.000 Be-schäftigte sind dabei im Gießwerkzeugbau,der Graugießerei und der Leichtmetall-gießerei tätig. In der modernst ausgestatte-ten Leichtmetallgießerei werden u.a. die In-tegralträger für vier verschiedene PKW-Mo-delle gegossen. Um den wachsenden Forde-rungen der Qualitätssicherung und der Rück-verfolgbarkeit gerecht zu werden, wurdendie Identifizierungsdaten für die Integralträgerin einem 15-stelligen Code neu definiert.Diese Daten müssen im Rahmen des Ferti-gungsflusses automatisch gelesen und an denLeitrechner weitergegeben werden.Wegen der vielfältigen und unter schwieri-gen Bedingungen zu erfassenden Daten inder laufenden Produktion konzentriertensich die Verantwortlichen der Gießerei aufdie Bildverarbeitung. Unter den vorgeschla-genen Lösungen beeindruckte das Konzeptder Firma VisionTools Bildanalysesystemeaus Waghäusel. Es überzeugte nicht nurdurch das Preis-Leistungs-Verhältnis, son-
dern auch durch die kompetente Beratungvor Ort und die Unabhängigkeit des Sy-stems von den Umgebungsbedingungen derGießerei.
Kamera erfasst typenbezogeneProduktionsdatenEin Roboter entnimmt die Integralträger derDruckgießmaschine, taucht sie in ein Kühl-becken, positioniert sie dann im Arbeits-raum einer Entgratpresse und legt sie an-schließend in der Beschriftungsstation ab.Dort ritzt ein Nadelpräger den 15-stelligenIdentcode (Bild 2) ein, der über Trägertyp,Gießform, Maschinennummer sowie Abguss-zeit nach Jahr, Kalenderwoche, Tag, Schicht,Stunde und Minute informiert. Ein zweiterRoboter entnimmt die beschrifteten Träger,schwenkt sie zur Kontrollstation von Vi-sionTools und positioniert die Werkstückeim Abstand von 300 mm mit einer Genauig-keit von ca. 5 mm vor einer stationären Ka-mera (Bild 3). Diese liest innerhalb zweiSekunden die Klarschriftcodierung. Dabeiwird die Lichtstärke je nach Fremdlichtein-
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
VisionTools Bildverarbeitungssystem prüft Produktionsdaten fürdie Fertigungssteuerung und Rückverfolgbarkeit eines Integralträgers
Unsere Vertretung in Österreich:+HAGI+ GiessereitechnikTechn. Büro für Giesserei- und IndustriebedarfDI Johann HagenauerAm Sonnenhang 7, A-3143 Pyhra, AustriaTel.: +43 (0)2745 3345 20, Fax: +43 (0)2745 3345 30Mobil: +43 (0)664 2247128E-Mail: [email protected]
StrikoWestofen GmbHP.O.Box 5909D-65049 WiesbadenTel.: +49 (0)6134 [email protected]
9999
Bild 1: Der Entstehungsprozess des gegossenenIntegralträgers ist in einem 15-stelligen Identcode(im Bild nicht sichtbar) eindeutig nachvollziehbar.
(Foto: DaimlerChrysler AG)

fluss und Reflexion der Metalloberfläche au-tomatisch angepasst. Nach der Bildauswer-tung legt der Roboter das geprüfte Teil aufeinem Transportband ab und positioniertsich für die Aufnahme des nächsten Teils.Die als NIO erkannten Integralträger legt er
auf einem separaten Prüfplatz zur manuellenNachprüfung ab.
Die Kommunikation zwischen Bildverarbei-tungssystem und Rechner erfolgt über eineserielle Schnittstelle Prozedur 3964 R. Siebeinhaltet die Übertragung des Identcodessowie eine Übertragung der Leseergebnisseüber die Netzwerkschnittstelle. Diese Datenwerden gepuffert und sind deshalb jederzeitdurch das Bildverarbeitungssystem absetz-bar. Bemerkenswert ist, dass für die Daten-erfassung weitgehend die Standardsoftwarevon VisionTools genutzt werden konnte. Le-diglich einige anwendungsorientierte Ände-rungen und Ergänzungen waren notwendig,um die Vorgaben von DaimlerChrysler zuerfüllen. Dadurch war es den Spezialistenvon VisionTools auch möglich, das Bildverar-beitungssystem in kürzester Zeit bei laufen-der Produktion und zur Zufriedenheit derGießerei-Verantwortlichen zu installieren.
Kontaktadresse:Dr.-Ing. Josef Pfeiffer, Vertrieb und Systemschulung,VisionTools Bildanalyse Systeme GmbHD-68753 Waghäusel, Goethestrasse 63Tel.: +49 (0)72 54 9351-13, Fax: -20E-mail: [email protected]
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
100100
Bild 2: Die seitlich am Integralträger eingeritztenGuss- und Teiledaten werden vom Bildverarbei-tungssystem automatisch gelesen und ausgewer-tet. Innerhalb des blauen Fangrahmens erkenntdie Software die geritzten Zeichen und vergleichtsie mit den Soll-Daten.
(Foto: VisionTools GmbH)Bild 3: Im Hintergrund des Prüfplatzes sind dieBeleuchtungen und die Kamera zu sehen. In derrauen Umgebung der Gießereiöfen und Druck-gießmaschinen arbeitet das Bildverarbeitungssy-stem von Vision Tools störungsfrei.
(Foto: VisionTools GmbH)
Aus dem Österreichischen GießereiInstitut desVereins für praktischeGießereiforschung in Leoben
Neue Zug-Druck-PrüfmaschineDas ÖGI hat sich in den letzten Jahren zu-nehmend auf beanspruchungsangepasste Prü-fungen und Ermittlung von speziellen Werk-stoffkenndaten spezialisiert. Dazu wurde be-reits im Jahr 2002 die bestehende 200 kNUniversal-Zug-Druck-Biegeprüfma-schine ZWICK 1484 zur Gänze gene-ralüberholt und mit neuester Prüf- undSteuerungssoftware und teilweise auchHardware aufgerüstet. Um nun auch demTrend nach Prüfung von immer kleinerenProben, die zumeist aus Aluminium- undMagnesiumgussteilen stammen, gerecht zuwerden, wurde im Dezember 2004 eineneue 50 kN Zug-Druck-Prüfmaschinevon ZWICK (Bild 1) angeschafft und inBetrieb genommen. Die Prüfmöglichkeitenwurden damit sowohl hinsichtlich Kapazitätals auch im Anwendungsbereich wesentlicherweitert. Gleichzeitig wurde auch die ge-samte Infrastruktur des Prüflabors erneuertund der Raum klimatisiert, wodurch Streu-ungen durch Temperaturschwankungen mi-nimiert werden können.Mit dem Anwenderprogramm testXpert undder neuen 500 Hz Messwerterfassungsein-heit sind damit auch normgerechte Prüfun-gen von schnellen Prozessen möglich. AllePrüfabläufe sind praktisch frei programmier-
bar und übersichtlich protokollier- und do-kumentierbar.Die Anschaffung der Zugprüfmaschine er-folgte im Rahmen des Förderprogrammsprokis04 des BMWA.
Berührungslose Dehnungs-messung beim Zugversuch –der Laser macht’s möglichFür die Dehnungsmessung wurde die neueZugprüfmaschine mit einem Laserextenso-meter P-50 von der Fa. Fiedler Optoelek-tronik ausgestattet. Das Laserextensometer,Typ Parallelscanner, dient zur berührungslo-sen Messung der Dehnung oder der Stau-chung von Prüfkörpern bei einachsiger Be-lastung. Vor dem Versuch werden zweiMessmarken an der Probe aufgebracht. Das
Laserextensometer scannt den Messbereichmit einem sichtbaren Laserstrahl ab und er-mittelt automatisch die Referenzlänge. DiePositionen der Messmarken werden wäh-rend des gesamten Versuchs erfasst.
FunktionsprinzipEin Laserstrahl wird auf eine rotierendeplanparallele Platte gerichtet. Beim Ein- undAustritt wird der Strahl an zwei gegenüber-liegenden Flächen der Platte gebrochen, wo-durch sich jeweils gleiche Brechungswinkelergeben. Durch Rotation der planparallelenPlatte wird der Laserstrahl parallel zu sichselbst abgelenkt und überläuft die Probe. Anden auf dem Prüfkörper befindlichen Strei-fen wird das Laserlicht diffus reflektiert. DerEmpfänger wertet das zurückgestreute Lichtaus und wandelt die Signale in Digitalimpulseum. Aus dem zeitlichen Verlauf dieser Signa-le errechnet die Software die einzelnen Strei-fenpositionen und im Verlauf der Prüfung dieDehnung. Eine Auflösung von 0,1µm erlaubtextrem genaue Messungen über einengroßen Messbereich. Ein weiterer Vorteil derberührungslosen Dehnungsmessung liegtdarin, dass keine Kerben an den Proben fürdie mechanische Dehnungsmesseinheit ein-gebracht werden müssen. Dies bringt insbe-sondere bei Hochtemperaturzugversucheneine wesentliche Verminderung der Streuungund eine Verbesserung der Genauigkeit.
Bild 1: 50 kN Zug-Druck-Prüfmaschine mit La-serextensometer P-50.

Das mechanische Prüflabor wurde damit wesentlich erweitert undist bestens ausgestattet und in der Lage, alle statischen und dyna-mischen Werkstoffprüfungen sowohl bei Raumtemperatur alsauch bei erhöhten Temperaturen durchzuführen. Mit dem Laser-extensometer zur berührungslosen Dehnungsmessung steht nunein neues Messverfahren, speziell für Hochtemperaturzug- und-druckversuche, zur Verfügung.Neben der reinen Prüfung von Probestäben bietet das ÖGI aberauch die Entwicklung von Prüfvorrichtungen sowie die statischePrüfung von Gussbauteilen an. Schulungen im mechanischenPrüflabor über die Prüfung von mechanischen Eigenschaftskenn-werten, beginnend bei der richtigen Probenentnahme, der Durch-führung einer normgerechten Prüfung bis hin zur Interpretationder Ergebnisse, runden das Angebot ab und sollen die Gießereienbei der Bewältigung ihrer Aufgabenstellungen unterstützen.
Chemisches Labor mit neuem Plasma-emissionsspektrometer ausgestattetIm chemischen Labor des ÖGI werden jährlich rd. 3.000 Einzelele-mentbestimmungen durchgeführt, insgesamt sind 26 analytischePrüfverfahren akkreditiert. Dabei wird als zentrales Analysengerät einPlasmaemissionsspektrometer verwendet. Dieses garantiert höchsteFlexibilität bei den zu analysierenden Werkstoffen. Im Dezember2004 wurde das bestehende Plasmaemissionsspektrometer ICP-OES durch ein neues Gerät VARIAN VISTA MPX (Bild 3) ersetzt.Im Gegensatz zum alten Gerät, bei dem die Detektion über einenPhotomultiplier erfolgte und nur eine sequentielle Messung derElemente möglich war, kann mit dem neuen Gerät mittels CCD-Chip eine simultane Messung aller Elemente durchgeführt wer-den. Der Monochromator und der CCD-Chip sind temperatur-stabilisiert bzw. gekühlt, sodass es zu keinen temperaturbedingtenSchwankungen (Drift) kommen kann. Auch die Nachweisgrenzeist deutlich verbessert.Die Ausstattung des chemischen Labors entspricht damit demStand der Technik und die zertifizierten Prüfverfahren garantierenAnalysenergebnisse von höchstem Qualitätsstandard.Die Anschaffung des Gerätes wurde vom Land Steirermark, Abt. fürWissenschaft und Forschung, unterstützt, wofür herzlich gedankt sei.Kontaktadresse:ÖGI – Österreichisches Gießerei-Institut, A-8700 Leoben, Parkstraße 21Tel.: +43 (0)3842 431010; Mobil: +43 (0)676 52 64 650Fax: +43 (0)3842 431011, E-Mail: [email protected]
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
101101
Bild 3:Plasma-emissions-spektrometerVARIAN VI-STA MPX
Bild 2: Funk-tionsprinzipLaserexten-someter

Margarete Löwensprung, Musikpädagoginund Forscherin auf dem Gebiet der Akustik,hat für den Einsatz im Hörgeschädigtenbe-reich ein Gerät entwickelt, mit dem man„Töne sehen“ kann. Sie nennt es „Tono-skop“. Mit ihrem Projekt „Hören mit denAugen“ ermöglicht die Münchnerin hörge-schädigten Menschen, Musik wahrzunehmenund ihre eigene Stimme in Form von faszi-nierenden Klangfiguren sichtbar zu machen.Mit ihrem Modell und einem fertigen Instru-ment aus Ton in einem braunen Lederköf-ferchen besuchte Frau Löwensprung dieMATERIALICA Messe in München und trafam Stand des Österreichischen Gießerei-In-stituts auf interessierte Zuhörer. Die Verant-wortlichen für die ÖGI-Versuchsgießerei,Dipl.-Ing. Horst Rockenschaub und Dipl.-Ing.Thomas Pabel, überzeugten sich von derFunktionsweise des Löwensprung-Tono-skops® und der nutzbringenden Anwend-barkeit des bisher aus Keramik gefertigtenInstruments. Bald darauf gab die Geschäfts-führung grünes Licht, das Projekt der Erfin-derin mit der Herstellung von Prototypenaus Bronze bzw. Aluminium im Metallguss-verfahren zu unterstützen.Frau Löwensprung ist von Natur aus neugie-rig. In Leoben durfte sie sich im vergangenenJahr vom Engagement und der Präzisionsar-
beit des ÖGI-Teams ein eigenes Bild machen.Bei der Übernahme der Prototypen in Bron-ze- und Aluminiumguss sagte MargareteLöwensprung, sichtlich gerührt: „Durch Ihregroßzügige Unterstützung – die Herstellko-sten betrugen ca. 3.000 Euro – bin ich mei-nem Ziel, hörgeschädigten Menschen Musiknäher zu bringen und ihnen die eigene Stim-me in einer völlig neuen Dimension erfahr-bar zu machen, einen großen Schritt nähergekommen. Dafür danke ich Ihnen in mei-nem und im Namen aller Betroffenen vonganzem Herzen“ und überreichte den Spon-soren eine zünftige bayrische Brotzeit.
Wie funktioniert eigentlich„Hören mit denAugen“?Das „Tonoskop“ ist ein Gefäß, über dessengrößere Öffnung eine Membran gespanntwird. In die kleinere Öffnung wird hinein ge-sprochen oder gesungen. Dabei wird Sandauf einer Membran von den stark schwin-genden Feldern weggeschleudert und bleibtan den ruhenden Knotenlinien liegen. Soentstehen faszinierende Klangfiguren. DieMuster entsprechen physikalischen Schwin-gungsmoden, wie sie Ernst Florens FriedrichChladni im 18. Jh. entdeckte. Mit dem vonMargarete Löwensprung entwickelten To-noskop können Hörende, Schwerhörige und
Gehörlose Tonhöhe, Lautstärke und Cha-rakteristik ihrer Stimme optisch wahrneh-men. Jede gesungene Tonhöhe ergibt eineandere Klangfigur. Wird ein Ton wiederholt,erscheint wieder das gleiche Muster. So ver-mittelt Margarete Löwensprung Kindern undErwachsenen einen ganz neuen Zugang zurMusik, vor allem aber Freude an der eigenenStimme.
Weitere Informationen:www.ogi.at, www.kymatik.de sowiebei Projektleiterin Margarete LöwensprungE-Mail: [email protected]
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
102102
WennTöne zu Figuren werden ...Das ÖGI unterstützt ein Projekt, das hörgeschädigten Kindern ermöglicht, „Töne zu sehen"
Projektleiterin Margarete Löwensprung lässt sichvon Sachbearbeiter Dipl.-Ing Hubert Kerber (li.)und Modellbauer Martin Dobay die Gieß-Verfah-ren erläutern.
(Foto: ÖGI)
Margarete Löwensprung mit ihrem „Tonoskop“bei der Arbeit mit Kindern in einer Sprachheil-schule in München.
(Foto: Christa Pilger-Feiler, © M. Löwensprung)
Strahlend bedankt sich Margarete Löwensprung, mit dem ersten TONOSKOP in der Hand, beimÖGI-Team (v.l.n.r. Hubert Kerber, Martin Dobay, Thomas Pabel, Horst Rockenschaub) für die Unter-stützung.
(Foto: R. Heinrichsen)

Innovationsproduktivität ist in der Automo-bilindustrie der Schlüssel zur nachhaltigenProfitabilitätssteigerung. Je höher der Um-satzanteil der Neuprodukte im Verhältniszum Umsatzanteil des F&E-Budgets ist, de-sto stärker wächst die Profitabilität des Un-ternehmens. So konnten Autohersteller undZulieferer mit hoher F&E-Produktivität ihreProfitabilität (gemessen am Wachstum desEBIT) von 2000 bis 2003 um 25 % steigern.Unternehmen mit geringer F&E-Produk-tivität erreichten nur rund 11 % Profitabi-litätszuwachs. Das hat eine gemeinsame Stu-die von KPMG, dem Werkzeugmaschinenla-boratorium der RWTH Aachen und demFraunhofer Institut für Produktionstechnolo-gie ergeben, bei der Ende 2004 rund 100deutschsprachige Unternehmen befragt wor-den sind.Immer mehr Unternehmen wissen um diewachsende Bedeutung von Forschung und
Entwicklung. So wird in der Automobilbran-che der durchschnittliche Anteil des F&E-Budgets am Umsatz in diesem Jahr voraus-sichtlich auf 4,4 % steigen (nach 4,1 % in2003). Neuprodukte – also solche, die imLaufe der letzten vier Jahre auf den Marktgekommen sind – leisten einen kontinuier-lich wachsenden Beitrag zum Umsatz. Fürdieses Jahr wird erwartet, dass sie bereits45 % ausmachen. Innovative Produkte wer-den zum Zünglein an der Waage und einoptimierter F&E-Prozess zur Bedingung: die-se Herausforderung scheinen die Unterneh-men erkannt zu haben.Die Umfrage „Forschung und Entwicklungmanagen – Erfolgsfaktoren in der Automo-bilindustie“ – kann kostenfrei als PDF-Doku-ment von der Internetseite www.kpmg.debezogen werden.
Quelle: DGV Report 02/2005, S. 53
HEFT 3/4 GIESSEREI-
Interessante Neuigkeiten
Bedeutung von Forschung und Entwicklung (F&E)in derAutomobilbranche wächst
Ashland und SinterCast geben weltweiteZusammenarbeit bekannt
Nissan errichtet eine Produktionsstätte in China
Wie einer Pressemitteilung vom 15. März2005 zu entnehmen ist, haben die AshlandCasting Solution, ein Geschäftsbereich derAshland Specialty Chemicals der AshlandInc. (Dublin, Ohio/USA) und die SinterCastAB (Stockholm) eine weltweite Zusammen-arbeit in den Bereichen Vertrieb und Tech-nik vereinbart.Der Technikbereich konzentriert sich auf dieEntwicklung neuartiger Formüberzüge, Har-ze und Kernmaterialien zur Optimierungvon Mikrogefüge und Eigenschaften an derKontaktfläche Formstoff/Flüssigmetall vonGusseisen mit Vermiculargrafit. Außerdemsoll die Wanddickenempfindlichkeit diesesGusseisens im Hinblick auf seinen Einsatz alsLeichtbauwerkstoff für komplexe Bauteileverbessert und sein Marktpotential damitdeutlich erweitert werden.Ein gemeinsames Marketing soll dazu beitra-gen, zuverlässige Produktionstechnologie fürGGV in neue Märkte einzuführen und den
Gießern weltweit das vollständige Know-how zur GGV-Produktion anzubieten, umdamit diesem hochwertigen Eisenguss-werkstoff weitere potentielle Anwendungs-gebiete zu erschließen.Die beiderseitigen reichen Erfahrungen sol-len auch im Ashland-Forschungszentrum inDublin/Ohio zusammengeführt werden, umdie Weiterentwicklung gemeinsam voranzu-treiben.Derzeit erzeugen 25 Gießereien in 14 Län-dern GGV nach dem SinterCast-Verfahrenund stellen rd. 40% der gusseisernen Zylin-derblöcke bzw. -köpfe weltweit her. Darü-ber hinaus produzieren diese Unternehmenauch eine große Palette anderer Kompo-nenten von 8 kg bis 17 t sowohl für den au-tomotiven Bereich als auch für andere An-wendungen.
Weitere Informationen:www.ashland.com und www.sintercast.com
In Guangzhou im Süden Chinas errichtendie japanische Nissan Motor Co.Ltd. und diechinesische Dongfeng Motor Co. Ltd. eineMotorenfabrik um rd. 362 Mio US-Dollar,die schon 2006 ihren Betrieb aufnehmensoll. Diese lokale Motorenproduktion wird
Nissan nicht nur Geld ersparen – importier-te Motoren sind mit einem Einfuhrzoll von30% belegt – sondern kommt auch denWünschen der Regionalregierung entgegen,die Investitionen ausländischer Hersteller indieser Region begrüßt.
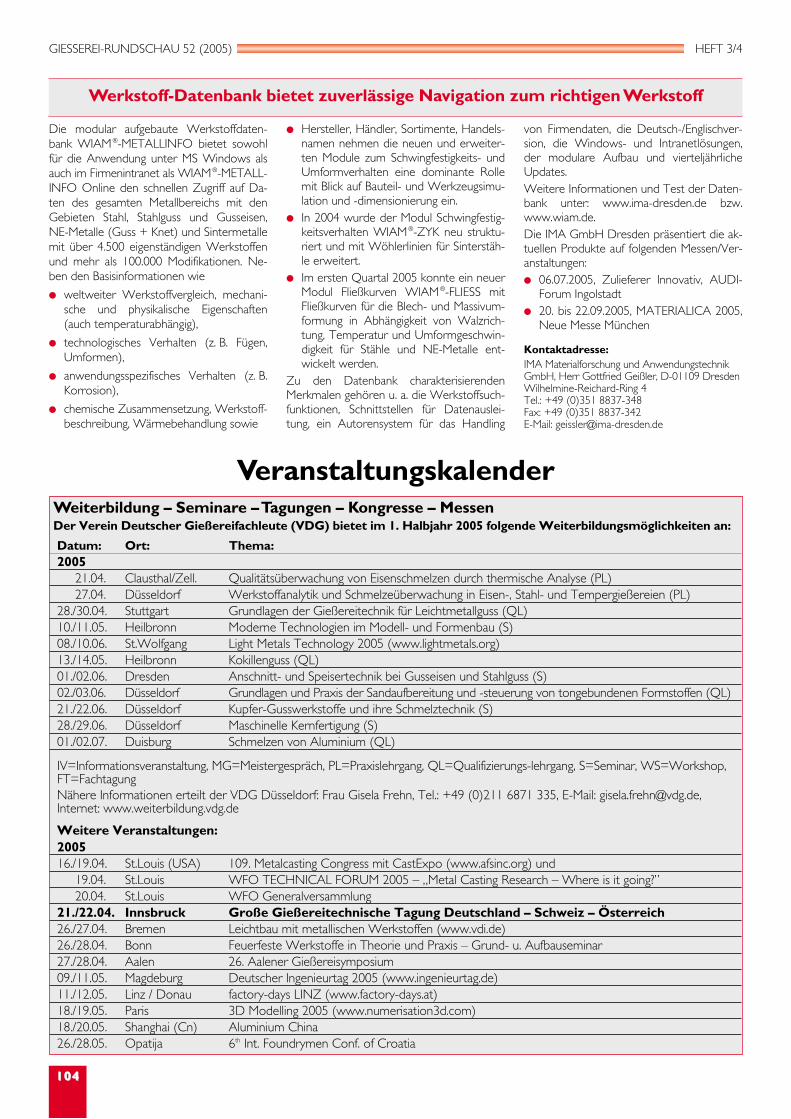
Die modular aufgebaute Werkstoffdaten-bank WIAM®-METALLINFO bietet sowohlfür die Anwendung unter MS Windows alsauch im Firmenintranet als WIAM®-METALL-INFO Online den schnellen Zugriff auf Da-ten des gesamten Metallbereichs mit denGebieten Stahl, Stahlguss und Gusseisen,NE-Metalle (Guss + Knet) und Sintermetallemit über 4.500 eigenständigen Werkstoffenund mehr als 100.000 Modifikationen. Ne-ben den Basisinformationen wie
weltweiter Werkstoffvergleich, mechani-sche und physikalische Eigenschaften(auch temperaturabhängig),
technologisches Verhalten (z. B. Fügen,Umformen),
anwendungsspezifisches Verhalten (z. B.Korrosion),
chemische Zusammensetzung, Werkstoff-beschreibung, Wärmebehandlung sowie
Hersteller, Händler, Sortimente, Handels-namen nehmen die neuen und erweiter-ten Module zum Schwingfestigkeits- undUmformverhalten eine dominante Rollemit Blick auf Bauteil- und Werkzeugsimu-lation und -dimensionierung ein.In 2004 wurde der Modul Schwingfestig-keitsverhalten WIAM®-ZYK neu struktu-riert und mit Wöhlerlinien für Sinterstäh-le erweitert.Im ersten Quartal 2005 konnte ein neuerModul Fließkurven WIAM®-FLIESS mitFließkurven für die Blech- und Massivum-formung in Abhängigkeit von Walzrich-tung, Temperatur und Umformgeschwin-digkeit für Stähle und NE-Metalle ent-wickelt werden.
Zu den Datenbank charakterisierendenMerkmalen gehören u. a. die Werkstoffsuch-funktionen, Schnittstellen für Datenauslei-tung, ein Autorensystem für das Handling
von Firmendaten, die Deutsch-/Englischver-sion, die Windows- und Intranetlösungen,der modulare Aufbau und vierteljährlicheUpdates.Weitere Informationen und Test der Daten-bank unter: www.ima-dresden.de bzw.www.wiam.de.Die IMA GmbH Dresden präsentiert die ak-tuellen Produkte auf folgenden Messen/Ver-anstaltungen:06.07.2005, Zulieferer Innovativ, AUDI-Forum Ingolstadt20. bis 22.09.2005, MATERIALICA 2005,Neue Messe München
Kontaktadresse:IMA Materialforschung und AnwendungstechnikGmbH, Herr Gottfried Geißler, D-01109 DresdenWilhelmine-Reichard-Ring 4Tel.: +49 (0)351 8837-348Fax: +49 (0)351 8837-342E-Mail: [email protected]
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
104104
Werkstoff-Datenbank bietet zuverlässige Navigation zum richtigenWerkstoff
VeranstaltungskalenderWeiterbildung – Seminare –Tagungen – Kongresse – MessenDer Verein Deutscher Gießereifachleute (VDG) bietet im 1. Halbjahr 2005 folgendeWeiterbildungsmöglichkeiten an:
Datum: Ort: Thema:200521.04. Clausthal/Zell. Qualitätsüberwachung von Eisenschmelzen durch thermische Analyse (PL)27.04. Düsseldorf Werkstoffanalytik und Schmelzeüberwachung in Eisen-, Stahl- und Tempergießereien (PL)
28./30.04. Stuttgart Grundlagen der Gießereitechnik für Leichtmetallguss (QL)10./11.05. Heilbronn Moderne Technologien im Modell- und Formenbau (S)08./10.06. St.Wolfgang Light Metals Technology 2005 (www.lightmetals.org)13./14.05. Heilbronn Kokillenguss (QL)01./02.06. Dresden Anschnitt- und Speisertechnik bei Gusseisen und Stahlguss (S)02./03.06. Düsseldorf Grundlagen und Praxis der Sandaufbereitung und -steuerung von tongebundenen Formstoffen (QL)21./22.06. Düsseldorf Kupfer-Gusswerkstoffe und ihre Schmelztechnik (S)28./29.06. Düsseldorf Maschinelle Kernfertigung (S)01./02.07. Duisburg Schmelzen von Aluminium (QL)
IV=Informationsveranstaltung, MG=Meistergespräch, PL=Praxislehrgang, QL=Qualifizierungs-lehrgang, S=Seminar, WS=Workshop,FT=FachtagungNähere Informationen erteilt der VDG Düsseldorf: Frau Gisela Frehn, Tel.: +49 (0)211 6871 335, E-Mail: [email protected],Internet: www.weiterbildung.vdg.de
Weitere Veranstaltungen:200516./19.04. St.Louis (USA) 109. Metalcasting Congress mit CastExpo (www.afsinc.org) und19.04. St.Louis WFO TECHNICAL FORUM 2005 – „Metal Casting Research – Where is it going?”20.04. St.Louis WFO Generalversammlung
21./22.04. Innsbruck Große Gießereitechnische Tagung Deutschland – Schweiz – Österreich26./27.04. Bremen Leichtbau mit metallischen Werkstoffen (www.vdi.de)26./28.04. Bonn Feuerfeste Werkstoffe in Theorie und Praxis – Grund- u. Aufbauseminar27./28.04. Aalen 26. Aalener Gießereisymposium09./11.05. Magdeburg Deutscher Ingenieurtag 2005 (www.ingenieurtag.de)11./12.05. Linz / Donau factory-days LINZ (www.factory-days.at)18./19.05. Paris 3D Modelling 2005 (www.numerisation3d.com)18./20.05. Shanghai (Cn) Aluminium China26./28.05. Opatija 6th Int. Foundrymen Conf. of Croatia

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
105105
28.05./02.06. Opio (F) Modeling of Casting, Welding a. advanced Solidification Processes (www.mcwasp.org)31.05./01.06. Erfurt RAPID TECH – Anwendertagung u. Fachausstellung f. Rapid- Technologie (www.rapidtech.de)07./08.06. Baden-Baden 7. GMA-Kongreß „Automatisieren in der Gießereitechnik“ (www.vdi.de/gma/kongress2005)08./10.06. St.Wolfgang/A Vom Werkstoff zum Bauteilsystem – Light Metals Technology 2005 (www.lkr.at)09./11.06. Dornbirn intertech bodensee (www.intertech.info)09./11.06. Brasov (RO) 18th Romanian National Foundry Conference and Exhibition09./12.06. HongKong Mould & Die Asia 200513./15.06. Geesthacht (D) DGM-Fortbildungsseminar „Metallische Verbundwerkstoffe“14./15.06. Bonn 26. VDI-/VDEh-Forum Instandhaltung (www.vdi.de/ih2005)15./16.06. Düsseldorf Gießereihistorisches Kolloquium (VDG-Fachausschuß Geschichte)19./23.06. Trois-Rivieres (Cd) TRANSAL 2005 (www.transal.net)21./23.06. Leipzig Z 2005 – Die Zuliefermesse (www.zuliefermesse.de) mit Unter nehmertreffen „Kontakt“
u. „Einkäufertagen“21./24.08. Calgary (Cd) Light Metals 200507./10.09. Guangzhou (Cn) 4th Int. Mould & Die Asia (www.mould-die.com)11./15.09. Melbourne (AUS) ALUMINIUM CASTHOUSE TECHNOLOGY – 9. Australasian Conference & Exhibition
(www.aluminiumcasthouse.com)14./16.09. Erlangen 39. Metallographie-Tagung „Materialographie“ mit Ausstellung15./16.09. Portoroz (SL) 45 th Foundry Conference mit Ausstellung (www.uni-lj.si/societies/foundry)17./19.09. Shanghai (Cn) 4th Nonferrous & Special Casting Conf. (www.foundry-china.com)20./21.09. Brno (CZ) 42. Tschechische Gießereitagung mit Ausstellung (www.slevarenska.cz)20./22.09. Shanghai (Cn) Nonferrous & Special Casting 2005 Exhibition (www.foundry.com.cn)27./30.09. Sinsheim / D 24. MOTEK (Int. Fachmesse f. Montage u. Handhabungstechnik)28./30.09. Kielce (PL) Metal03./07.10. Brno 47. Int. Maschinenbau-Messe (www.bvv.cz/msv)05./07.10. Linz / Donau Smart Automation Austria (www.smart-automation.at)15./18.10. Hanoi (Vietnam) 9th Asian Foundry Congress AFC-9 (www. vietnamfometa.com.vn)19./20.10. Strasbourg (F) Les Journees de la Fonderie (www.ctif.com)20./22.10. London (UK) FOUNDRY INTERNATIONAL LONDON 05 (Birmingham 12./15.10. abgesagt!)
(www.foundryinternational2005.com)25./27.10. Brno 1st Int. Conference STEELSIM 2005 (www.trz.cz/steelsim05)21./22.11. Aachen 2. Hochschul-Kupfersymposium (www.kupferinstitut.de)
200607./09.03. Nürnberg 6. Int. EUROGUSS 2006 (www.euroguss.de)16./19.05. Brno Fondex17./20.05. Brescia (I) Foundeq – Metef04./07.06. Harrogate (UK) 67thWorld Foundry Congress05./07.06. Harrogate Foundry, Furnace a. Castings Expo (www.ffc-expo.com)20./22.09. Essen Aluminium 2006 – 6. Weltmesse mit Kongress14./18.11. Basel (CH) PRODEX mit SWISSTECH 2006 (www.prodex.ch)
200712./16.06. Düsseldorf GIFA (www.gifa.de) – METEC (www.metec.de) – THERMPROCESS (www.thermprocess.de) –
NEWCAST (www.newcast-online.de) und WFO TECHNICAL FORUM 2007

Patenschaften für studen-tischeVÖG-MitgliedschaftDer VÖG-Vorstand hat in seiner Sitzungvom 4. März 2004 beschlossen, Studierendedes Gießereifaches an der Montanuniversitätim 2. Studienabschnitt einzuladen, im Rah-men einer bis zum Studienabschluß (max.3 Jahre) übernommenen Unternehmenspa-tenschaft dem VÖG als Studentisches Mit-glied mit Bezug der Giesserei Rundschaubeizutreten.Bisher haben die nachstehenden Mitgliedsfir-men Patenschaften übernommen bzw. zu-gesagt, wofür ihnen herzlichst gedankt sei:
Austria Alu-Guss GmbH, RanshofenGeorg Fischer Eisenguss GmbH, Herzo-genburgGeorg Fischer Fittings GmbH, TraisenHydro Aluminium Mandl & Berger GmbH,LinzMiba Gleitlager GmbH, LaakirchenVöcklabrucker Metallgiesserei A. Dam-bauer & Co GmbH, Vöcklabruckvoestalpine Giesserei Linz GmbH, Linzvoestalpine Giesserei Traisen GmbH,Traisen
Neue MitgliederOrdentliche (Persönliche)MitgliederSchwarz, Helmut, Dipl.-Ing., MBA, Tech-nischer Geschf. voestalpine Giesserei LinzGmbH, Voest-Alpine Straße 3, A-4031 LinzPrivat: A-4523 Neuzeug, Mühlauweg 10
Studentische MitgliederKrassnig, Hans-Jörg, A-8700 Leoben,Zellergasse 3Pschera, Roman, A-8700 Leoben, Bach-gasse 23Stadlhofer, Michael, A-8700 Leoben,Kärntnerstraße 47
FirmenmitgliederHammerschmied GmbH & Co KG,Ernstbrunner Eisengießerei, A-2115 Ernst-brunn, Laaerstraße 2
PersonaliaWir gratulieren zum GeburtstagHerrn Dipl.-Ing. Rudolf Steinhart, A-4221Steyregg, Am tiefen Weg 14, zum 60. Ge-burtstag am 6. Mai 2005.
Geboren in Schwarzach i. Pg. besuchte Ru-dolf Steinhart dort die Volksschule undanschließend in St. Johann i. Pg. das Bundes-realgymnasium, das er 1964 mit der Maturamit Auszeichnung abschloss. Sein weitererBildungsweg führte ihn an die Montanuni-versität Leoben, wo er das Studium Hütten-wesen mit Fachrichtung Gießerei absolvier-te. Nach der Diplomprüfung leistete RudolfSteinhart den Grundwehrdienst ab und trat1973 in die Gießerei der damaligen VOESTin Linz ein. Das Arbeitsgebiet betraf dietechnische Leitung der Metallgießerei, in derGleitlager aus Kupferbasis- und Zinkbasisle-gierungen im Kokillen- und Sandguss herge-stellt wurden. Unter seiner Leitung erfolgteeine weitgehende Mechanisierung und Ra-tionalisierung der Produktion sowie eine lau-fende Qualitätsverbesserung der hergestell-ten Gussteile.Einen besonders erfolgreichen Verlauf nahmdie Entwicklung wartungsfreier Gleitlager aushochfestem Messing mit eingesetzten Grafit-inserts. Diese Gleitelemente mit der Be-zeichnung WF-750 sind heute der Haupt-umsatzträger der Metallgießerei. Abnehmerdieser Teile sind Werkzeugbauer im Auto-mobil- und Kunststoffbereich. Nach langenJahren, in denen der Betrieb in der Stahl-gießerei untergebracht war, konnte RudolfSteinhart an die Planung eines Neubaus derMetallgießerei mit Büroteil, Hochregallagerund Produktionshalle herangehen. Im Mai2000 übersiedelte die Gießerei in diesenNeubau. Damit war der Grundstein für ei-nen Ausbau des Lieferprogramms von einfa-chen Gleitelementen hin zu hochwertigenKomponenten gelegt.Mit 1. Oktober 2004 beendete Dipl.-Ing.Rudolf Steinhart seine aktive Berufslaufbahnin der voestalpine Giesserei Linz GmbH undbefindet sich derzeit im Freizeitblock der Al-tersteilzeit. Mitglied im Verein Österreichi-scher Gießereifachleute ist er seit 1989.
Herrn Dipl.-Ing. Klaus Dieter Schröter,A-4020 Linz, Klammstraße 1, zum 65. Ge-burtstag am 6. Mai 2005.
Geboren am 06.Mai 1940 in Bremen/D be-suchte Klaus D. Schröter dort auch dieGrundschule und danach die Gymnasien inBremen, Dortmund, Heilbronn/N mit Abi-tur in Dillenburg. Anschließend folgte dasStudium der Eisenhüttenkunde in Berlin undClausthal-Zellerfeld. 1968 trat Schröter beider Stahlwerke Südwestfalen AG in denWerken Dillenburg und anschließend imWerk Geisweid in das Berufsleben ein (Ad-justage von rostfreien Bändern und Blechenund ab 1970 Blockwalzwerk). 1972 wech-selte er ins das Aluminiumfach zur Kloth-Senking GmbH nach Hildesheim, wo er dieLeitung der Druckgießerei übernahm. Esfolgte 1979/1980 die Leitung der GießereiZimmerguss in Giessen. Ende 1980 tratDipl.-Ing. Schröter in das Eisenwerk Brühl(die Muttergesellschaft der Gießerei Mandl& Berger „GMB“) ein und übernahm dieAufgabe, den Guss von Zylinderköpfen undGetriebegehäusen mit den dazugehörendenProduktionsanlagen auch in Linz mit einzu-führen. Das Eisenwerk Brühl hatte für dasGießen von Zylinderköpfen ein eigenesVerfahren („Tandem“/„Tridem“) entwickelt,das zum selben Zeitpunkt wie in Linz auchbei Georg Fischer Automobilguss in Her-zogenburg eingeführt wurde. Auch das wareine der Aufgaben, die Dipl.-Ing. Schröterzu erfüllen hatte. Kunde war GeneralMotors in Aspern. Die Pflege dieses Kun-den gehörte auch zu seinem Aufgabenbe-reich.Nicht lange hat es gedauert, dass „GMB“,heute Hydro Aluminium Mandl & Berger,in Bezug auf Lieferbereitschaft und Qualitätals „Benchmark“ gesehen wurde, dies so-wohl im GM Werk Aspern als auch imWerk Kaiserslautern. Darum war die Ein-führung eines Managementsystems nachISO 9001 nur eine logische Folge und Ver-pflichtung. Innerhalb eines Jahres konnte dasZertifikat 1994 in Empfang genommen wer-den. Als gewerberechtlicher Geschäftsfüh-rer hat Dipl.-Ing. Klaus D. Schröter denStandort des Unternehmens im Hinblick aufUmwelt und Nachbarschaft als Herausfor-derung und Anliegen angenommen und mitElan und Konsequenz in Zusammenarbeitmit der Behörde eine Situation geschaffen,die auch heute noch als beispielhaft angese-hen werden muss (thermische Nachver-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
106106
Vereinsnachrichten
MMMMiiii ttttgggg llll iiiieeeeddddeeeerrrr ----iiiinnnnffffoooorrrrmmmmaaaatttt iiiioooonnnneeeennnn

HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
107107
brennung zusammen mit CTP/Graz und thermische Sandaufberei-tung mit FAT/Niederfischbach/D im Jahre 1990).Der gute Ruf des Unternehmens hat dazu beigetragen, dass die Wei-terentwicklung der Produkte gerne mit Mandl & Berger gemacht wur-de (in der Prototypenphase wird bereits auf produktionsspezifischeNotwendigkeiten Rücksicht genommen und werden diese in das Pro-dukt eingearbeitet). An allen diesen Entwicklungen war Klaus Schrötermitbeteiligt. Schröters Rat und Erfahrung waren und sind noch immergeschätzt. Das soll sich auch in der Zeit nach seinem 65. Geburtstagweiter fortsetzen. Das Einführen der Mandl & Berger Fertigungstech-nik bei externen Kunden, sei es in Südafrika oder ganz aktuell bei ei-nem Gießereipartner in Indien, wird seine Hauptaufgabe sein.Die Vielfalt der Projekte lässt schon jetzt die Aussage zu, dass Dipl.-Ing. Klaus Dieter Schröter in den nächsten Jahren die Zeit nicht langwerden wird. Der Jubilar ist seit 2003 Mitglied im Verein Österreichi-scher Gießereifachleute.
Professor Dr. Sc. Ph.D. Eng. Józef SzczepanSuchy,Krakau, feiert 30jähriges Jubiläum
Der Präsident der Vereinigung PolnischerGießereifachleute (STOP) und Schatzmei-ster der Gießereiweltorganisation (WFO),feiert sein 30 jähriges Berufsjubiläum alsHochschullehrer.Jozef Suchy wurde 1951 in Katowice gebo-ren und schloß sein Master-Studium 1974an der Silesian University of Technology –Faculty of Mechanical Engineering, ab.Schon 1975 erwarb er den Ph.D. Degree,1983 habilitierte er zum Doctor of Sciences
und 1993 wurde er zum Professor berufen.Seit nunmehr 30 Jahren lehrt Professor Suchy auf dem Gebiet derGießereitechnologie unter Einbeziehung von Informatik und Metallphy-sik, was zur Hebung des Interesses am Gießerei-Studium in seinemLand wesentlich beigetragen hat:1974 bis 1984 am Gießerei-Institutder Silesian University of Technology, dann von 1984 bis 2001 an derTechnical University von Opole, wo er in den Jahren 1996 bis 1999auch die Funktion des Rektors ausübte. Daneben hielt Prof. Suchy Vor-lesungen an der Warsaw Technical University (1987-1993) und seit1996 ist er auch Gastprofessor am VUT der Universität Brno / CZ.Seit 2001 ist Professor Suchy Vorstand am Dept. of Modelling ofFoundry Processes an der AGH University of Science and Technolo-gy – Faculty of Foundry Engineering in Krakau.Neben seiner Tätigkeit in Lehre und Forschung übt Professor Suchyzahlreiche Funktionen in Organisationen und Vereinigungen des so-zialen und wirtschaftlichen Bereiches aus. Er ist seit 1992 Präsidentder Vereinigung Polnischer Gießereifachleute und war 1999 Präsi-dent der WFO, zu deren Schatzmeister er 2002 gewählt wurde. Vonihm stammen über 250 wissenschaftliche Veröffentlichungen, zumTeil aus weltweit gehaltenen Vorträgen auf internationalen Kongres-sen. Als Vorsitzender des Programmausschusses der Int. Messe ME-TAL-Kielce ist er für deren Gestaltung mitverantwortlich.In Würdigung seiner Tätigkeit wurden Professor Suchy viele nationa-le und internationale Ehrungen und Auszeichnungen zu Teil. In derakademischen Gemeinschaft und in der Industrie Polens hat Prof.Suchy den Ruf eines überaus aktiven und hochgeschätzten Mitgliedes.Sein Berufsjubiläum feierte Prof. Suchy mit seinen Freunden und Kol-legen am 19. März d.J. mit einer Gala-Vorstellung des Krakauer Kaba-retts „Piwnica pod Baranami“ („Der weiße Widder“), zu der auchdie Teilnehmer am MEGI-Meeting (der mitteleuropäischen Gießerei-Initiative) eingeladen waren, das auf Einladung der polnischen Gießer-kollegen gerade in Krakau stattgefunden hat.Der Verein Österreichischer Gießereifachleute wünscht seinem Mit-glied, Herrn Professor J.S. Suchy, auch weiterhin Gesundheit und einerfolgreiches Wirken.
Allen Jubilaren ein herzliches Glückauf !

Gießtechnik im Motorenbau–Anforderungen derAutomobilindustrie
VDI-Berichte Nr. 1830der 3. VDI-Tagung„Gießtechnik im Moto-renbau“ am 1./2.2.2005in Magdeburg, VDI-VerlagGmbH, Düsseldorf 2005,332 Seiten, 253 Bilder,5 Tabellen, ISBN 3-18-091830-6, Preis € 74,–,VDI-Mitglieder € 66,–.
Bezugsadresse: VDI-Verlag Vertriebsabwick-lung, Postf. 10 10 54, D – 4001 Düsseldorf,Tel.: +49 (0)211 6188 445, www.vdi-litera-tur.deDer Berichtsband ist ein nichtredigierter Ma-nuskriptdruck der auf der Tagung gehalte-nen 20 Vorträge:H. Tschöke: Entwicklungen bei Otto- u. Die-selmotoren mit dem Versuch einer Bewer-tung / H.D. Honsel: Die Gießereien als Ent-wicklungspartner des Motorenbaues /W. Schneider u. M.: Das Audi Hybrid-Magne-sium-Zylinderkurbelgehäuse – eine Heraus-forderung in Entwicklung und Produktion /C. Landerl u. M.: Das neue BMW Magnesi-um-Aluminium Verbundkurbelgehäuse / W.Schöffmann u. M.: Magnesium Kurbelgehäu-se am Leichtbau-Dieselmotor. Erfahrungenaus der Sicht der Fahrzeugerprobung / K.Bing u. M.: Kolben für Hochleistungsmoto-ren – Herausforderung für die Gießtechnik /F. Scheppe u. M.: Prozeß – Gefüge – Eigen-schaften. Die Simulation – ein Optimierungs-tool / S. Reichstein u.M.: Entwicklung vonKolbenwerkstoffen für moderne Hochleis-tungsdieselmotoren / C. Wilhelm: GGV –ein (kein) Werkstoff für den Leichtbau / C.Bartels u. M.: Leichtbau mit ADI – Chancenfür den Motorenbau / E. Köhler u. M.: Voll-aluminium-Zylinderkurbelgehäuse – Al-Zy-linderlaufflächen / R. Bähr u. M.: Neue Wegein der virtuellen Produktentwicklung – Pra-xisbeispiele / J.C. Sturm: Vorhersage lokalerEigenschaften von Gussteilen im Motoren-bau / M. Todte u. M.: Virtuelle Entwicklungs-konzepte für Zylinderköpfe / S. Knirsch u.M.: Datendurchgängigkeit als Schlüssel einereffizienten Produkt- und Prozessentwicklung /U. Bischoff u. M.: Salzkerntechnologie – Zu-kunft im Motorenguß / R. Brandstätter:Neue Beschaffungsprozesse und Kommuni-
kationswege im Rahmen von Produktneuan-läufen am Beispiel des neuen Passat beiVolkswagen / J. Hadler u. M.: Innovationenaus der VW Dieselmotorenentwicklung / U.Baretzky u. M.: Hochleistungsgussteile imAudi V8 FSI Biturbo für die 24 Stunden vonLe Mans / H. Junk u. M.: Zylinderkurbel-gehäuse für die Großserie – maßgegossenmit optimierten Eisengusswerkstoffen.
Wärmebehandlung – Grund-lagen undAnwendungen fürEisenwerkstoffe
Von Dr.-Ing. DieterLiedtke und Ing. (grad.)Rolf Jönsson, 6., durch-ges. Auflage 2004, 346 S.,421 Abbn., 92 Tab., Preis€ 53,–, ISBN 3-8169-2417-4. Band 349 derReihe Kontakt & Studiumder Technischen Akade-
mie Esslingen in Zusammenarbeit mit demexpert verlag, D-71272 Renningen, Wan-kelstraße 13, Tel.: +49 (0)7159 9265 14,Fax: 20, E-Mail: [email protected],www.expertverlag.deDas Wärmebehandeln ist meist die letzteoder vorletzte Arbeitsoperation im Herstel-lungsprozeß von Bauteilen und Werkzeu-gen. Erfolg oder Misserfolg der Wärmebe-handlung beeinflussen nicht nur die Ferti-gungskosten, sondern bestimmen auch dieProduktqualität und -Zuverlässigkeit.Bereits beim Entwickeln und Konstruierenmüssen daher Werkstoffe, Werkstückformund Wärmebehandlungsverfahren nicht nurauf die erforderlichen Gebrauchs- und Ver-arbeitungseigenschaften, sondern auch aufdie Erfordernisse einer fertigungssicherenund risikofreien Wärmebehandlung sorgfäl-tig abgestimmt werden.Hierzu ist es unumgänglich, die Wärmebe-handelbarkeit und die erreichbaren Eigen-schaften des gewählten Werkstoffs zu be-achten und sämtliche für die Durchführungdes Wärmebehandelns erforderlichen Da-ten in den Fertigungsunterlagen eindeutigfestzulegen.Dies setzt aber ausreichende Kenntnissedarüber voraus, wie ein Werkstück aus ge-gebenem Werkstoff auf die Wärmebehand-lung reagiert, in welchen Grenzen die be-wirkten Eigenschaftsänderungen streuen,welche Fehler auftreten können und wiewärmebehandelte Teile zweckentsprechendzu prüfen sind.Das vorliegende Buch ist auf die Bedürfnissedes Praktikers zugeschnitten entsprechendden praktischen Erfahrungen, welche dieAutoren bei vielen Weiterbildungsveranstal-tungen und bei ihrer beruflichen Tätigkeitgemacht haben. Für eine darüber hinausge-
hende Vertiefung wird auf die weiterführen-de Fachliteratur verwiesen, wozu jedem Ka-pitel entsprechende Literaturhinweise ange-fügt sind.
Inhalt:Verhalten der Eisenwerkstoffe unter demEinfluß der Zeit-Temperatur-Folge beimWärmebehandeln / Härten, Anlassen, Ver-güten, Bainitisieren / Härtbarkeit – Beurtei-lung der Eignung zum Härten / PraktischeHinweise zum Härten, Anlassen und Vergü-ten von Bauteilen und Werkzeugen / Rand-schichthärten / Glühen von Eisenwerkstof-fen / Aufkohlen, Carbonitrieren, Einsatzhär-ten / Nitrieren und Nitrocarburieren / Bo-rieren und Chromieren / Prüfen des wär-mebehandelten Zustands / Wärmebehand-lungsangaben in Zeichnungen und Ferti-gungsplänen – Gehärtete, vergütete, bainiti-sierte, geglühte Werkstücke – randschicht-gehärtete, einsatzgehärtete, nitrierte odernitrocarburierte Werkstücke / Hinweisezum Erkennen von Fehlern und Vermeidenvon Ausschuß – Härten und Anlassen vonBauteilen und Werkzeugen – Randschicht-härten, Einsatzhärten, Nitrieren und Nitro-carburieren / Sachregister / Autorenver-zeichnis.
World Energy Outlook 2004ISBN 92-64-10817-3(2004)Der von der Interna-tional Energy Agencyerstellte World EnergyOutlook ist die um-fangreichste und kom-petenteste Prognoseder Energiereserven
der Welt, die wegen ihrer analytischen Ge-nauigkeit von Regierungen und Industriever-tretern mehrfach ausgezeichnet worden ist.Die am 26. Oktober 2004 veröffentlichteaktuelle Ausgabe enthält auf rd. 574 Seitenumfangreiche Analysen mit ca. 150 grafi-schen Darstellungen und Tabellen. Der In-halt gliedert sich in 11 Kapitel und rd. 140Seiten Anhang: Zusammenhänge / weltweiteEnergietrends / Prognosen bezogen auf Er-döl / Erdgas / Kohle / Elektrizität / erneuerba-re Energie / Regionalverfügbarkeit und -be-darf / Tiefenanalyse Russland / Energie undWeiterentwicklung / globale Alternativszena-rien / Anhang.
Verfügbarkeit und Bedarf aller Energiesor-ten einschließlich der bezogenen CO2-Emis-sionen und deren Verminderungsmöglich-keiten werden bis zum Jahr 2030 hochge-rechnet. Hinsichtlich alternativer Szenarienwerden Abschätzungen des Einflusses mög-licher Klimaveränderungen und leistungsfähi-ger Technologien vorgenommen. Das wich-tige Energieland Russland wird einer Tiefen-
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
108108
Bücher und Medien
BBBBüüüücccchhhheeeerrrr &&&&MMMMeeeeddddiiiieeeennnn

analyse unterzogen und schließlich widmetsich eine genaue Untersuchung den welt-weit verfügbaren Öl- und Gasreserven undden damit verbundenen Unsicherheiten beideren Messung.
Bezugsadresse:International Energy Agency, 9rue de la Fédération,F-75739 Paris Cedex 15, Tel: +33 1 40 5765 00/01, Fax: +33 1 40 57 65 59Email: [email protected]:Paper express delivery: € 150Paper express delivery + PDF 1 user: € 180PDF 1 user: € 120
WORLD ENERGY INVEST-MENT OUTLOOK – 2003Insights
Das Buch ist der ersteumfassende und autori-sierte Bericht über denin den nächsten 30 Jah-ren voraussichlichen In-vestitionsbedarf der En-ergieversorgungskettein der Welt. Herausge-geben wurde der Be-richt von OECD und
IEA, Paris, 2003. Er wurde erstellt von einemExperten-Team um Fatih Birol, dem Vorsit-zer der Economic Analysys Division (EAD)der International Energy Agency (IEA) inZusammenarbeit mit zahlreichen Regie-rungsstellen, Internationalen Organisationen,Energieversorgungsgesellschaften und Insti-tutionen weltweit. Der Bericht in EnglischerSprache umfasst 511 Seiten mit zahlreichen
Bildern, Grafiken und Tabellen. ISBN: 92-64-01906-5, Preis: € 150,–.Demnach wird der weltweit eingeschätzteInvestitionsbedarf der nächsten 30 Jahre ausheutiger Sicht auf dem Energiesektor mit rd.16 Trillionen (16x1018) US Dollar angege-ben. Diese erschreckende Zahl lässt erken-nen, dass in der Energiewirtschaft nochnachhaltige Umgestaltungen erforderlich seinwerden, wenn alle Bürger dieser Welt biszum Jahr 2030 Zugang zu elektrischer Ener-gie haben sollen.Der Bericht geht im Detail auf die einzelnenEnergieträger und Weltregionen ein undvermittelt ein globales Bild. Die analytischenDarstellungen werden durch entsprechendeVeränderungsvorschläge ergänzt. Die Auto-ren wollen mit dieser Darstellung vor allemdazu anregen, die dringend notwendige undernsthafte Diskussion der aufgezeigten Pro-bleme in Angriff zu nehmen und Lösungs-wege zu beschreiten.Bezugsadresse:International Energy Agency9, rue de la FédérationF-75739 Paris Cedex 15,Tel: +33 1 40 57 65 00/01Fax: +33 1 40 57 65 59Email: [email protected], www.iea.org/books
MATERIAL innovativ –Das Magazin fürWerkstoff-anwender
Mit diesen Inhaltenspricht MATERIAL in-novativ vor allem Leseraus der materialerzeu-genden und -verarbei-tenden Industrie alsZielgruppe an. MATE-RIAL innovativ infor-miert Geschäftsleiterund Führungskräfte in
Produktion, Einkauf, Vertrieb und Entwick-lung über Markttrends und Produktinnova-tionen. Dabei findet insbesondere auch dasmethodische Umfeld – wie etwa die Mate-rialcharakterisierung sowie die Werkstoff-und Bauteilprüfung – umfangreiche Berück-sichtigung. Als typische Anwendungsbran-chen werden die Bereiche Automotive,Luft- und Raumfahrt, Maschinenbau, Medi-zin- und Chemietechnik, Sport- und Freizeit-industrie sowie das Produktdesign definiert.
MATERIAL innovativ erscheint mit drei Aus-gaben pro Jahr in einer Auflage von jeweils10.000 Exemplaren. Die nächste Ausgabewird zur Hannover Messe Industrie versen-det werden.
WILEY-VCH Verlag GmbH & Co.KGaA, Frau Angela SchimpfBoschstr. 12, D-69469 WeinheimTel.: +49 (0) 6201 606-559Fax: +49 (0) 6201 606-550E-Mail: [email protected]
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
109109

militärisch. In Europa, USA und Japan wer-den De-Industrialisierung und damit dieMassenarbeitslosigkeit sowie die Umwelt-verschmutzung weiter voranschreiten. DiePreise auf den Weltmärkten, ob für Öl oderandere Rohstoffe, werden explodieren. ObVerbraucher, Arbeitnehmer oder Manager –wir werden alle die Auswirkungen des chi-nesischen Wirtschaltsbooms noch sehr vielstärker zu spüren bekommen, als es bisherschon der Fall ist.
Aus dem Inhalt: Wiedergeburt einerWeltmacht / Von Entrepreneuren und Milli-ardären / China wird zur Produktionsstätteder Welt / Auf dem Weg zur Hightech-Na-tion / Globale chinesische Konzerne entste-hen / Wachsende Umweltprobleme / Chinakauft die Rohstoffmärkte leer / Chinas Auf-stieg verändert die Weltpolitik / Auf demWeg zur Dominanz in Asien / Chinas Sport-ler und Touristen erobern die Welt / Wannwird China demokratisch?Das Buch gibt eine eindrucksvolle Situations-analyse aus der Sicht eines kritischen Wirt-schaftsjournalisten, das zum Nachdenkenund zum Handeln auffordert.
Die101 wichtigsten Begriffeaus derWelt der Informations-technologie
Ein Ratgeber für österreichischeKlein- und Mittelunternehmen
Herausgegeben vonSAP ÖsterreichGmbH, Wien, 2004.Der Kostendruckund die Anforde-rungen an die Un-ternehmen wachsenstetig – gleichzeitigmüssen die Reakti-onszeiten immerkürzer werden, willman im Wettbe-
werb an vorderster Front mitspielen. Ein ge-eignetes IT-System kann dabei helfen, Zeitund damit Geld zu sparen. Durch die elek-tronische Verfügbarkeit von Daten entfälltdas Zusammensuchen von Zahlen und In-formationen, die in unterschiedlichen Büro-ordnern abgelegt sind oder die Mitarbeiternur im Kopf gespeichert mit sich herumtra-gen. Gleichzeitig können sämtliche Datenmiteinander verknüpft werden – die Lager-bestände mit den Kundenbestellungen, mitden offenen Rechnungen und so weiter.
Mitarbeiter-Management
Effizient suchen – gekonntauswählen – souverän führen
Ringbuch 15x21 cm,Loseblattausgabe mitE-Mail-Service, he-rausgegeben vonMag. Josef Wegen-berger unter Mitar-beit von Mag. PetraHalbreiner und Mag.Herbert Preßnig imW E K A - V e r l a g
Ges.m.b.H., A-1140 Wien, Linzerstr. 430,2003, ISBN 3-7018-4350-3. Preis: € 165,–(zzgl. USt + Versand).
Das Handbuch bietet durch einzigartigeKombination von Theorie und Praxis einWerkzeug, um Mitarbeiterfragen schnell undprofessionell zu lösen. Dazu werden z.B.vorbereitete Muster für Stellenbeschreibun-gen, Checklisten zur Personalplanung undstrukturierte Interviewleitfäden angeboten.Ein Aktualisierungsservice bietet stets denneuesten Stand an und eröffnet aufschluss-reiche Einblicke in die Personalarbeit ande-rer Unternehmen.
Das Handbuch ist in drei Register unterteilt:Personalsuche: Personalplanung / Stellenbe-schreibung / Anforderungsprofil.Personalauswahl: Analyse der Bewerbungs-unterlagen / Bewerbungsgespräch / Asses-ment-Center / Tests.Personalführung: Unternehmenskultur –Unternehmensgrundsätze / Klassische Füh-rungsstile / Der „ideale“ Führungsstil.Ein umfangreiches Stichwortverzeichnis run-det das Werk ab.
Herausforderung China –Wie der chinesischeAufstiegunser Leben verändert
Von Wolfgang Hirn,14x21,5 cm, 255 Sei-ten, S. Fischer VerlagGmbH, Frankfurt a.M.,2005,ISBN: 3-10-030409-8,Preis: € 15,40.
Weltweit stammt jede zweite verkaufte Ka-mera, jede dritte Klimaanlage und jeder vier-te Fernseher aus dem Reich der Mitte. Obbeim Einkaufen oder beim Tanken: Die Kon-sequenzen des wirtschaftlichen AufstiegsChinas werden enorm und direkt spürbarsein. Und das ist erst der Anfang: Die Volks-republik ist auf dem Weg zu einer Welt-macht, erst wirtschaftlich, dann politisch und
Softwaresysteme helfen aber auch, ganzeProzesse im Unternehmen – etwa die Be-schaffung, die Logistik, das Finanzwesen oderden Vertrieb – effizienter zu gestalten unddiese zu steuern.IT (Informations-Technologie) ist heute kei-ne Geheimwissenschaft mehr, und das Ar-gument, dass die Anwendung zu kompliziertist, hat längst keine Berechtigung mehr. DieIT-Branche war in den letzten Jahren extreminnovativ, besonders in Bezug auf Anwen-derfreundlichkeit, Einführungstempo undFunktionalität. Und dennoch: Wer sichnäher mit dem Thema befasst, gerät rasch inein Dickicht von Fachbegriffen und Abkür-zungen, die die Anwender verunsichern undabschrecken.Und genau hier setzt das vorliegende Minile-xikon von SAP an, um den tagtäglichen Um-gang mit dem umfangreichen Thema „Infor-mationstechnologie“ zu erleichtern. In einemGlossar, das 101 Begriffe von A wie ASP bisX wie XML umfasst, wird jede Menge pra-xisbezogene und umfassende Informationzum Thema „Informationstechnologie“ ver-mittelt. Sollten noch Fragen offen bleiben,stehen die SAP-Vertriebspartner in ganzÖsterreich (siehe Verzeichnis am Endedes Buches) für weitere Informationen unterder Telefonnummer 300/008 007 und imInternet über www.mittelstand.at zur Verfü-gung.Das kleine HT-Handbüchlein, das 112 Sei-ten umfasst, wird von der SAP ÖsterreichGmbH – so lange der Vorrat reicht – kos-tenlos abgegeben.
Kontaktadresse:SAP Österreich GmbHA-1021 Wien, Lassallestr. 7b,Tel.: +43 (0)1 288 22-0Fax: +43 (0)1 288 22-222
Instationäre ErstarrungeutektischerAl-Si-LegierungenDissertationsschrift von S. Sous, RWTH Aa-chen, Fak. f. Bergbau, Hüttenwesen u. Geo-wissenschaften, Aachen / D, 2000, Buch mit103 Seiten, Preis: € 5,35 zzgl. Versand-kosten. Standort in der VDG-Bibliothek:VDG 04:42791.
Inhalt: Um den modernen Gießprozesskostengünstig und effizient zu gestalten, wer-den üblicher Weise Simulationsrechnungendurchgeführt. Zur Vorhersage des Gefügesin Gussstücken werden die numerischenModelle für Temperatur- und Konzentra-tionsfelder mit Modellen zur Gefügemor-phologie gekoppelt. Diese sogenannten Mi-kromodelle verknüpfen Gefügekenngrößenmit Prozessparametern, basierend auf jahr-zehntelangen Erfahrungen (und Theorien)der Erstarrung unter stationären Bedingun-gen, die z.B. in Bridgman-Anlagen gewonnen
GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
110110
Der Autor, Wolfgang Hirn, geboren 1954,studierte Volkswirtschaftslehre und Politi-sche Wissenschaften in Tübingen. Danacharbeitete er als Wirtschaftsredakteur fürden »Kölner Stadtanzeiger« und die»Wirtschaftswoche«. Derzeit ist er Repor-ter beim »manager magazin«. Seit 1986reist er regelmäßig nach China.

wurden. Demgegenüber ist in realen Gieß-prozessen, wie z.B. beim Kokillen- oderSandguss, die Erstarrung instationär. Die Er-starrungsgeschwindigkeit und der Tempera-turgradient vor der Erstarrungsfront sindnicht mehr konstant. Das Ziel dieser Arbeitist, das Gefüge eutektischer und naheutekti-scher Al-Si-Legierungen in Abhängigkeit vomErstarrungsparameter „Beschleunigung“ zucharakterisieren und mit dem Gefüge vonProben, die unter stationären Bedingungenerstarrt werden, zu vergleichen. Im Gegen-satz zu den üblichen Ofenanlagen, die keineMöglichkeit bieten, einen beschleunigten Er-starrungsprozess so zu kontrollieren, dassdie übrigen Parameter (vor allem der Tem-peraturgradient an der Phasengrenzfläche)konstant bleiben und der gesamte Erstar-rungsvorgang in-situ verfolgt werden kann,besitzt die für diese Arbeit verwendete An-lage ARTEMIS (AeRogel TEchnique forMIcrogravity Solidification) diese Vorzüge.Das experimentelle Ziel ist es gewesen, mitdieser auf dem VGF-Verfahren (vertical gra-dient freezing) aufbauenden Anlage den Er-starrungsvorgang kontrolliert durchzuführen,d.h. mit Hilfe von optischen Temperatur-messungen und optischen Beobachtungender Erstarrungsfront sicher zu stellen, dasswährend des Experimentes der Tempera-turgradient und die Geschwindigkeit Kon-stanten sind und dass während eines be-schleunigten Erstarrungsexperimentes derTemperaturgradient eine Konstante ist. Auf-bauend auf der Konstanz und der Gleichheitdes Temperaturgradienten während allerExperimente wird das Gefüge von Proben,die stationär erstarrt wurden, mit dem Gefü-ge von Proben, die instationär erstarrt wur-den, aber dieselbe Geschwindigkeit bzw.Momentangeschwindigkeit aufweisen, vergli-chen. Zusammen mit einer weitergehendenquantitativen Beschreibung und Auswertungdes Gefüges werden neue Erkenntnisse zur
eutektischen und naheutektischen Erstarrunggewonnen, die mit den bisher üblichen An-lagen nicht möglich waren und sich deutlichvon früheren Experimenten anderer Grup-pen unterscheiden.
AeroSande – ein neuerFormstoff für Giesserei-anwendungenDissertationsschrift von S. Brück, RWTHAachen, Fak. f. Bergbau, Hüttenwesen undGeowissenschaften, Aachen / D, 2003, Buchmit 149 Seiten, Preis: € 5,35 zzgl. Versand-kosten. Standort in der VDG-Bibliothek:VDG 08:42788
Inhalt: In der vorliegenden Arbeit werdenorganische Aerogele als neues Bindemittelfür die Form- und Kernherstellung in derGießereitechnik vorgestellt. Beim Alumini-umguss treten speziell beim Entformen undEntkernen Probleme auf, wie sie beim Stahl-oder Eisenguss unbekannt sind. Aufgrundder deutlich niedrigeren Gießtemperaturen
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
werden auch im Form- und Kernsand nurniedrigere Temperaturen erreicht, so dassnur eine geringe Zerstörung der Binder-brücken zu beobachten ist. Nach dem Ab-guss behalten Form und Kern ihre Festigkeitbei und lassen sich speziell bei Hinterschnei-dungen und Hohlräumen nur durch einenverstärkten mechanischen Aufwand entfer-nen. Problematisch sind ebenfalls dünnwan-dige Bereiche des Gussteiles. Hier kann esleicht zu einer Schädigung kommen. Die imweiteren Verlauf dieser Arbeit als AeroSan-de (Aerogel & Sand) bezeichneten Form-stoffe zeigen, dass sie das Potential besitzen,Probleme, wie die Entkernbarkeit zu lösenund Eigenschaften haben, die vergleichbarsind mit denen von konventionellen Form-und Kernwerkstoffen.
111111

GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
112112
Statistik derWelt-Gussproduktion – 2003
38. Erhebung derWelt-Gussproduktion – 2003 inTonnen
Land Grau- Sphäro- Temper- Stahl Cu- Alumi- Magne- Zink andere NE gesamtguss guss guss Basis nium sium
Bleiben Sie amBall mit einem
Abonnement derGießerei-
Rundschau
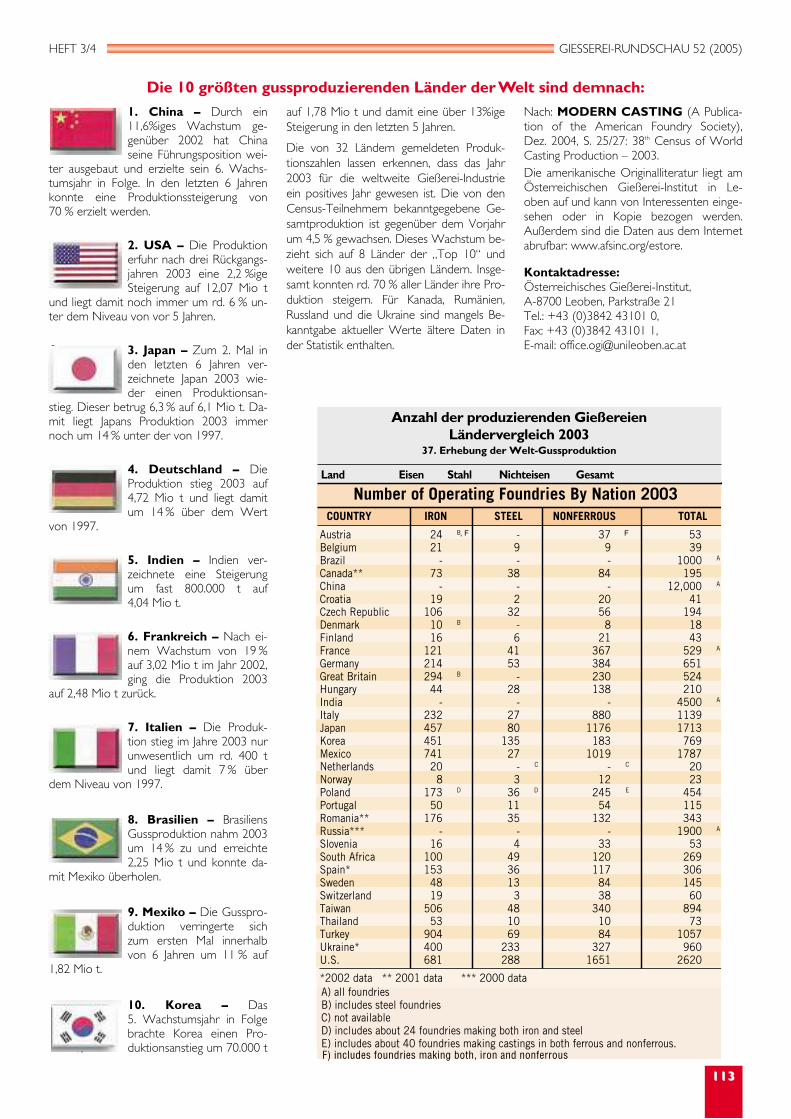
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
113113
1. China – Durch ein11,6%iges Wachstum ge-genüber 2002 hat Chinaseine Führungsposition wei-
ter ausgebaut und erzielte sein 6. Wachs-tumsjahr in Folge. In den letzten 6 Jahrenkonnte eine Produktionssteigerung von70 % erzielt werden.
2. USA – Die Produktionerfuhr nach drei Rückgangs-jahren 2003 eine 2,2 %igeSteigerung auf 12,07 Mio t
und liegt damit noch immer um rd. 6 % un-ter dem Niveau von vor 5 Jahren.
3. Japan – Zum 2. Mal inden letzten 6 Jahren ver-zeichnete Japan 2003 wie-der einen Produktionsan-
stieg. Dieser betrug 6,3 % auf 6,1 Mio t. Da-mit liegt Japans Produktion 2003 immernoch um 14% unter der von 1997.
4. Deutschland – DieProduktion stieg 2003 auf4,72 Mio t und liegt damitum 14% über dem Wert
von 1997.
5. Indien – Indien ver-zeichnete eine Steigerungum fast 800.000 t auf4,04 Mio t.
6. Frankreich – Nach ei-nem Wachstum von 19%auf 3,02 Mio t im Jahr 2002,ging die Produktion 2003
auf 2,48 Mio t zurück.
7. Italien – Die Produk-tion stieg im Jahre 2003 nurunwesentlich um rd. 400 tund liegt damit 7 % über
dem Niveau von 1997.
8. Brasilien – BrasiliensGussproduktion nahm 2003um 14% zu und erreichte2,25 Mio t und konnte da-
mit Mexiko überholen.
9. Mexiko – Die Gusspro-duktion verringerte sichzum ersten Mal innerhalbvon 6 Jahren um 11 % auf
1,82 Mio t.
10. Korea – Das5. Wachstumsjahr in Folgebrachte Korea einen Pro-duktionsanstieg um 70.000 t
auf 1,78 Mio t und damit eine über 13%igeSteigerung in den letzten 5 Jahren.
Die von 32 Ländern gemeldeten Produk-tionszahlen lassen erkennen, dass das Jahr2003 für die weltweite Gießerei-Industrieein positives Jahr gewesen ist. Die von denCensus-Teilnehmern bekanntgegebene Ge-samtproduktion ist gegenüber dem Vorjahrum 4,5 % gewachsen. Dieses Wachstum be-zieht sich auf 8 Länder der „Top 10“ undweitere 10 aus den übrigen Ländern. Insge-samt konnten rd. 70 % aller Länder ihre Pro-duktion steigern. Für Kanada, Rumänien,Russland und die Ukraine sind mangels Be-kanntgabe aktueller Werte ältere Daten inder Statistik enthalten.
Nach: MODERN CASTING (A Publica-tion of the American Foundry Society),Dez. 2004, S. 25/27: 38th Census of WorldCasting Production – 2003.Die amerikanische Originalliteratur liegt amÖsterreichischen Gießerei-Institut in Le-oben auf und kann von Interessenten einge-sehen oder in Kopie bezogen werden.Außerdem sind die Daten aus dem Internetabrufbar: www.afsinc.org/estore.
Kontaktadresse:Österreichisches Gießerei-Institut,A-8700 Leoben, Parkstraße 21Tel.: +43 (0)3842 43101 0,Fax: +43 (0)3842 43101 1,E-mail: [email protected]
Die 10 größten gussproduzierenden Länder derWelt sind demnach:
Anzahl der produzierenden GießereienLändervergleich 2003
37. Erhebung der Welt-Gussproduktion
Land Eisen Stahl Nichteisen Gesamt
, F F
F) includes foundries making both, iron and nonferrous

GIESSEREI-RUNDSCHAU 52 (2005) HEFT 3/4
114114
6-Jahres-Gussproduktionsverlauf der 10 meist produzierenden Länder
Gießerei-Produktivitätsvergleichder 10 meist produzierendenLänder
Gusseisen mit Kugelgrafit 2003
Stahlguss 2003 Aluminiumguss 2003
Grauguss – 2003
HEFT 3/4 GIESSEREI-RUNDSCHAU 52 (2005)
115115
Redaktionsschluss
für das Heft 5/6
der
Giesserei Rundschau
zumThema
„Eisenguss, Form-
und Kernherstellung“ist der
13.Mai 2005!
In dieser Ausgabe finden Sie je eine Beilage der Fa. Inductothermsowie der Firma Bühler !

www.guss.buderus.de