
Gießereitechnik Sandguss Stahlguss und Kupferguss- legierungen · Sandguss Gießen auf höchstem...
16
Gießereitechnik Sandguss Stahlguss und Kupferguss- legierungen
Transcript of Gießereitechnik Sandguss Stahlguss und Kupferguss- legierungen · Sandguss Gießen auf höchstem...

Gießereitechnik Sandguss
Stahlguss und Kupferguss-legierungen
Inhalt Seite
Sandguss Legierungen 3
Stahlguss für allgemeine Verwendung 4
Einsatzstähle 4
Vergütungs-, Nitrier- und Federstähle 5
Warmfester Stahlguss 6
Rost- und säurebeständige Stähle, ferritisch/austenitisch 6
Rost- und säurebeständige Stähle, ferritisch/martensitisch 7
Rost- und säurebeständiger Stahlguss, austenitisch 8
Hitzebeständiger Stahlguss 9
Sonderwerkstoffe, nicht magnetisierbar 9
Werkzeugstähle 10
Kupfer-Zinn- und Kupfer-Zinn-Zink-Gusslegierungen 11
Kupfer-Zink-Gusslegierungen 12
Kupfer-Nickel-Gusslegierungen 13
Kupfer-Gusswerkstoffe 13
Kupfer-Aluminium-Gusslegierungen (genormt) 14
Kupfer-Aluminium-Gusslegierungen (nicht genormt) 15
Die ZOLLERN-Gruppe ZOLLERN zählt zu den Pionieren der Metallbranche. An 15 Produktionsstandorten und sieben Tochtergesellschaften in Europa, Nord- und Südamerika und Asien entwickeln, produzieren und betreuen 3.000 Mitarbeiter ein Spektrum innovativer Metallprodukte. ZOLLERN liefert mit seinen Geschäfts - feldern Antriebstechnik, Gleitlagertechnik, Gießereitechnik, Maschinenbauelemente und Stahlprofile anspruchsvolle Lösungen für vielfältige Anwendungen.

SandgussGießen auf höchstem Niveau
Seit der Firmengründung 1708 werden im Laucherthal Gussstücke aus metallischen Werkstoffen gegossen. Neben Eisen und Stahl wurde um 1890 auch eine Bron-zegießerei eingerichtet. Heute liegt der Schwerpunkt auf Sandgussteilen aus Kupfer und Kupferlegierungen sowie aus hoch und niedriglegierten Stählen.
Für hand- oder maschinengeformte Teile werden kunstharzgebundene Sande verwendet. Dies sichert eine gute Oberfläche und enge Toleranzen, auch eine hohe Werkstoffqualität. Für besondere Anwendungen bzw. Anforderungen steht uns das Maskenformver-fahren oder die Verwendung von Keramikformen und Keramikkernen zur Verfügung.
Abgüsse aus Kup ferlegierungen sind bis zu einem Liefergewicht von ca. 7.000 kg möglich, aus Stahl bis ca.2.000 kg. ln der mit modernsten CNC-Maschinen ausgestatteten Bearbeitungswerk statt können die Abgüsse nach Kun-denzeichnungen vor- oder fertigbear beitet werden. Im Labor und in der Werkstoffprüfung sind alle gängigen zerstörenden und zerstörungsfreien Prüfungen und Untersuchungen mög lich. Die Fertigung ist nach DIN EN ISO 9001 : 2008 zertifiziert. Qualität und Liefertreue sind für uns die Grundvoraussetzung für ein erfolgreiches Wirken am nationalen und internationalen Markt.
02 // 03Sandguss - Gießen auf höchstem Niveau
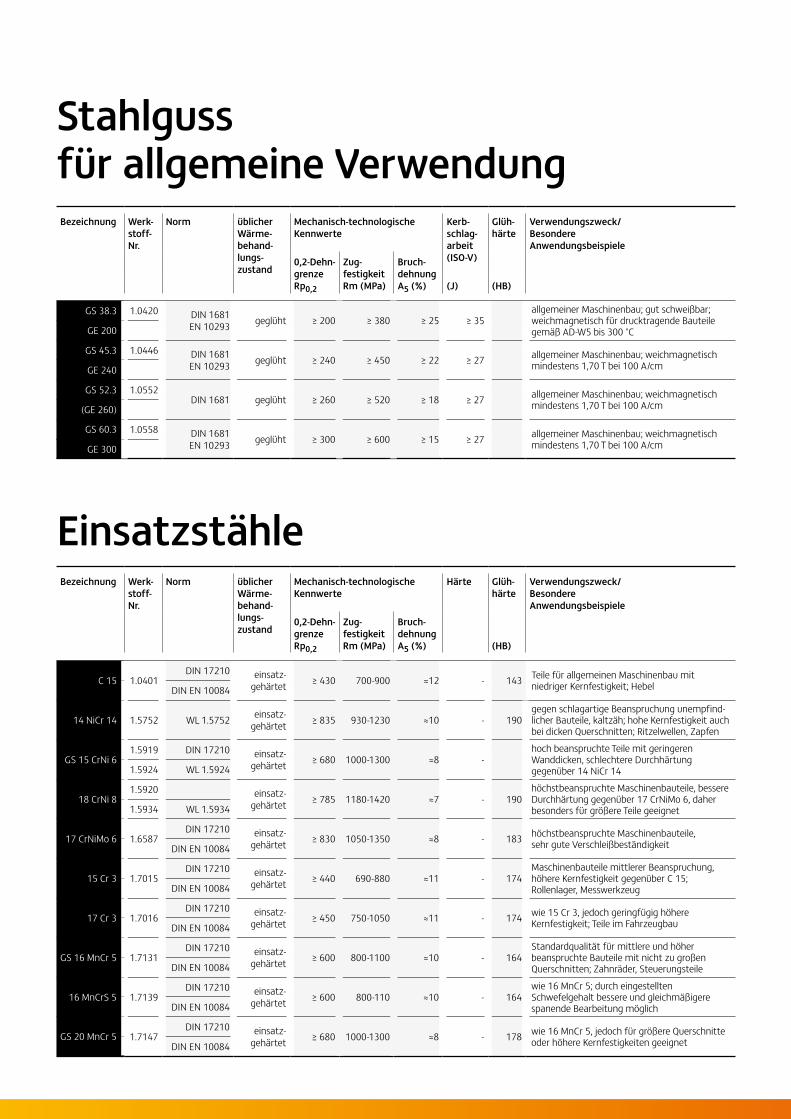
Stahlguss für allgemeine VerwendungBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Kerb-schlag- arbeit (ISO-V)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (HB)(J)
GS 38.3 1.0420 DIN 1681 EN 10293 geglüht ≥ 200 ≥ 380 ≥ 25 ≥ 35
allgemeiner Maschinenbau; gut schweißbar; weichmagnetisch für drucktragende Bauteile gemäß AD-W5 bis 300 °CGE 200
GS 45.3 1.0446 DIN 1681 EN 10293 geglüht ≥ 240 ≥ 450 ≥ 22 ≥ 27 allgemeiner Maschinenbau; weichmagnetisch
mindestens 1,70 T bei 100 A/cmGE 240
GS 52.3 1.0552DIN 1681 geglüht ≥ 260 ≥ 520 ≥ 18 ≥ 27 allgemeiner Maschinenbau; weichmagnetisch
mindestens 1,70 T bei 100 A/cm(GE 260)
GS 60.3 1.0558 DIN 1681 EN 10293 geglüht ≥ 300 ≥ 600 ≥ 15 ≥ 27 allgemeiner Maschinenbau; weichmagnetisch
mindestens 1,70 T bei 100 A/cmGE 300
EinsatzstähleBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Härte Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (HB)
C 15 1.0401DIN 17210 einsatz-
gehärtet ≥ 430 700-900 ≈12 - 143 Teile für allgemeinen Maschinenbau mit niedriger Kernfestigkeit; HebelDIN EN 10084
14 NiCr 14 1.5752 WL 1.5752 einsatz- gehärtet ≥ 835 930-1230 ≈10 - 190
gegen schlagartige Beanspruchung unempfind-licher Bauteile, kaltzäh; hohe Kernfestigkeit auch bei dicken Querschnitten; Ritzelwellen, Zapfen
GS 15 CrNi 61.5919 DIN 17210 einsatz-
gehärtet ≥ 680 1000-1300 ≈8 -hoch beanspruchte Teile mit geringeren Wanddicken, schlechtere Durchhärtung gegenüber 14 NiCr 141.5924 WL 1.5924
18 CrNi 81.5920 einsatz-
gehärtet ≥ 785 1180-1420 ≈7 - 190höchstbeanspruchte Maschinenbauteile, bessere Durchhärtung gegenüber 17 CrNiMo 6, daher besonders für größere Teile geeignet1.5934 WL 1.5934
17 CrNiMo 6 1.6587DIN 17210 einsatz-
gehärtet ≥ 830 1050-1350 ≈8 - 183 höchstbeanspruchte Maschinenbauteile,sehr gute VerschleißbeständigkeitDIN EN 10084
15 Cr 3 1.7015DIN 17210 einsatz-
gehärtet ≥ 440 690-880 ≈11 - 174Maschinenbauteile mittlerer Beanspruchung, höhere Kernfestigkeit gegenüber C 15; Rollenlager, MesswerkzeugDIN EN 10084
17 Cr 3 1.7016DIN 17210 einsatz-
gehärtet ≥ 450 750-1050 ≈11 - 174 wie 15 Cr 3, jedoch geringfügig höhere Kernfestigkeit; Teile im FahrzeugbauDIN EN 10084
GS 16 MnCr 5 1.7131DIN 17210 einsatz-
gehärtet ≥ 600 800-1100 ≈10 - 164Standardqualität für mittlere und höher beanspruchte Bauteile mit nicht zu großen Querschnitten; Zahnräder, SteuerungsteileDIN EN 10084
16 MnCrS 5 1.7139DIN 17210 einsatz-
gehärtet ≥ 600 800-110 ≈10 - 164wie 16 MnCr 5; durch eingestellten Schwefelgehalt bessere und gleichmäßigere spanende Bearbeitung möglichDIN EN 10084
GS 20 MnCr 5 1.7147DIN 17210 einsatz-
gehärtet ≥ 680 1000-1300 ≈8 - 178 wie 16 MnCr 5, jedoch für größere Querschnitte oder höhere Kernfestigkeiten geeignetDIN EN 10084
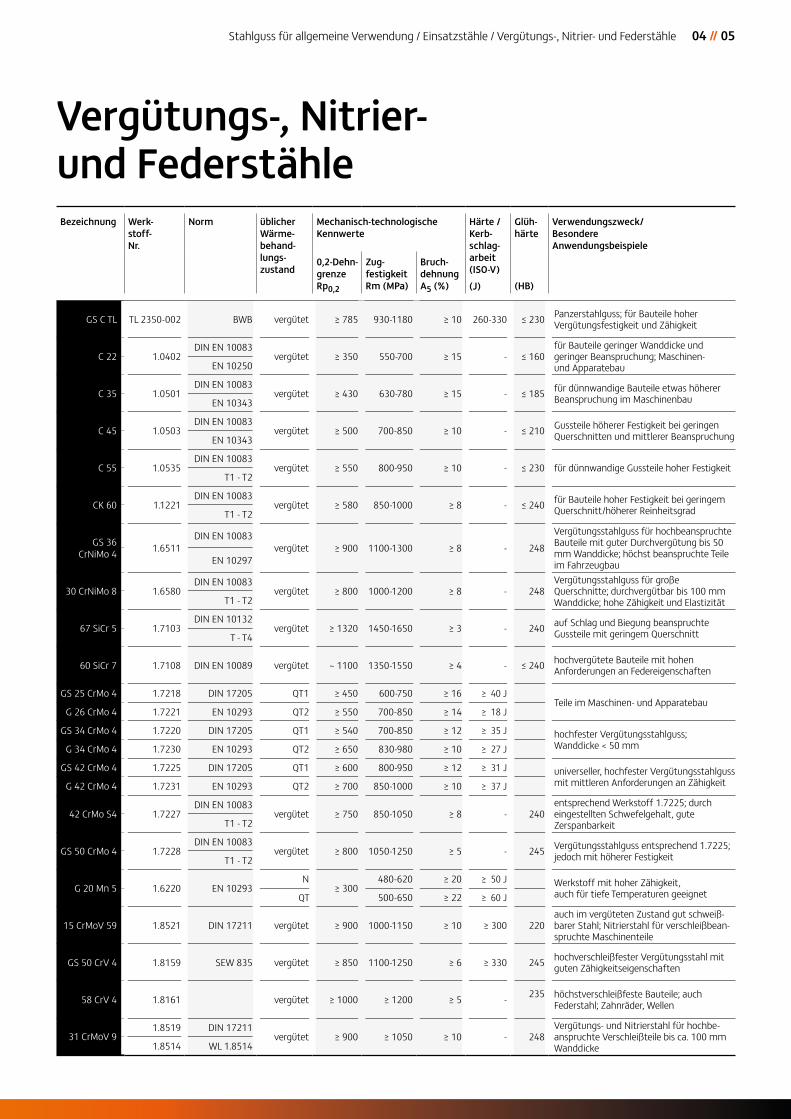
Vergütungs-, Nitrier- und FederstähleBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Härte /Kerb-schlag-arbeit(ISO-V)(J)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (HB)
GS C TL TL 2350-002 BWB vergütet ≥ 785 930-1180 ≥ 10 260-330 ≤ 230 Panzerstahlguss; für Bauteile hoher Vergütungsfestigkeit und Zähigkeit
C 22 1.0402DIN EN 10083
vergütet ≥ 350 550-700 ≥ 15 - ≤ 160für Bauteile geringer Wanddicke und geringer Beanspruchung; Maschinen- und ApparatebauEN 10250
C 35 1.0501DIN EN 10083
vergütet ≥ 430 630-780 ≥ 15 - ≤ 185 für dünnwandige Bauteile etwas höherer Beanspruchung im MaschinenbauEN 10343
C 45 1.0503DIN EN 10083
vergütet ≥ 500 700-850 ≥ 10 - ≤ 210 Gussteile höherer Festigkeit bei geringenQuerschnitten und mittlerer BeanspruchungEN 10343
C 55 1.0535DIN EN 10083
vergütet ≥ 550 800-950 ≥ 10 - ≤ 230 für dünnwandige Gussteile hoher FestigkeitT1 - T2
CK 60 1.1221DIN EN 10083
vergütet ≥ 580 850-1000 ≥ 8 - ≤ 240 für Bauteile hoher Festigkeit bei geringemQuerschnitt/höherer ReinheitsgradT1 - T2
GS 36 CrNiMo 4 1.6511
DIN EN 10083 vergütet ≥ 900 1100-1300 ≥ 8 - 248
Vergütungsstahlguss für hochbeanspruchte Bauteile mit guter Durchvergütung bis 50 mm Wanddicke; höchst beanspruchte Teile im FahrzeugbauEN 10297
30 CrNiMo 8 1.6580DIN EN 10083
vergütet ≥ 800 1000-1200 ≥ 8 - 248Vergütungsstahlguss für große Querschnitte; durchvergütbar bis 100 mm Wanddicke; hohe Zähigkeit und ElastizitätT1 - T2
67 SiCr 5 1.7103DIN EN 10132
vergütet ≥ 1320 1450-1650 ≥ 3 - 240 auf Schlag und Biegung beanspruchte Gussteile mit geringem QuerschnittT - T4
60 SiCr 7 1.7108 DIN EN 10089 vergütet ~ 1100 1350-1550 ≥ 4 - ≤ 240 hochvergütete Bauteile mit hohen Anforderungen an Federeigenschaften
GS 25 CrMo 4 1.7218 DIN 17205 QT1 ≥ 450 600-750 ≥ 16 ≥ 40 JTeile im Maschinen- und Apparatebau
G 26 CrMo 4 1.7221 EN 10293 QT2 ≥ 550 700-850 ≥ 14 ≥ 18 J
GS 34 CrMo 4 1.7220 DIN 17205 QT1 ≥ 540 700-850 ≥ 12 ≥ 35 J hochfester Vergütungsstahlguss; Wanddicke < 50 mmG 34 CrMo 4 1.7230 EN 10293 QT2 ≥ 650 830-980 ≥ 10 ≥ 27 J
GS 42 CrMo 4 1.7225 DIN 17205 QT1 ≥ 600 800-950 ≥ 12 ≥ 31 J universeller, hochfester Vergütungsstahlguss mit mittleren Anforderungen an ZähigkeitG 42 CrMo 4 1.7231 EN 10293 QT2 ≥ 700 850-1000 ≥ 10 ≥ 37 J
42 CrMo S4 1.7227DIN EN 10083
vergütet ≥ 750 850-1050 ≥ 8 - 240entsprechend Werkstoff 1.7225; durch eingestellten Schwefelgehalt, gute ZerspanbarkeitT1 - T2
GS 50 CrMo 4 1.7228DIN EN 10083
vergütet ≥ 800 1050-1250 ≥ 5 - 245 Vergütungsstahlguss entsprechend 1.7225;jedoch mit höherer FestigkeitT1 - T2
G 20 Mn 5 1.6220 EN 10293N
≥ 300480-620 ≥ 20 ≥ 50 J Werkstoff mit hoher Zähigkeit,
auch für tiefe Temperaturen geeignetQT 500-650 ≥ 22 ≥ 60 J
15 CrMoV 59 1.8521 DIN 17211 vergütet ≥ 900 1000-1150 ≥ 10 ≥ 300 220auch im vergüteten Zustand gut schweiß-barer Stahl; Nitrierstahl für verschleißbean-spruchte Maschinenteile
GS 50 CrV 4 1.8159 SEW 835 vergütet ≥ 850 1100-1250 ≥ 6 ≥ 330 245 hochverschleißfester Vergütungsstahl mit guten Zähigkeitseigenschaften
58 CrV 4 1.8161 vergütet ≥ 1000 ≥ 1200 ≥ 5 - 235 höchstverschleißfeste Bauteile; auch Federstahl; Zahnräder, Wellen
31 CrMoV 91.8519 DIN 17211
vergütet ≥ 900 ≥ 1050 ≥ 10 - 248Vergütungs- und Nitrierstahl für hochbe-anspruchte Verschleißteile bis ca. 100 mm Wanddicke1.8514 WL 1.8514
04 // 05 Stahlguss für allgemeine Verwendung / Einsatzstähle / Vergütungs-, Nitrier- und Federstähle
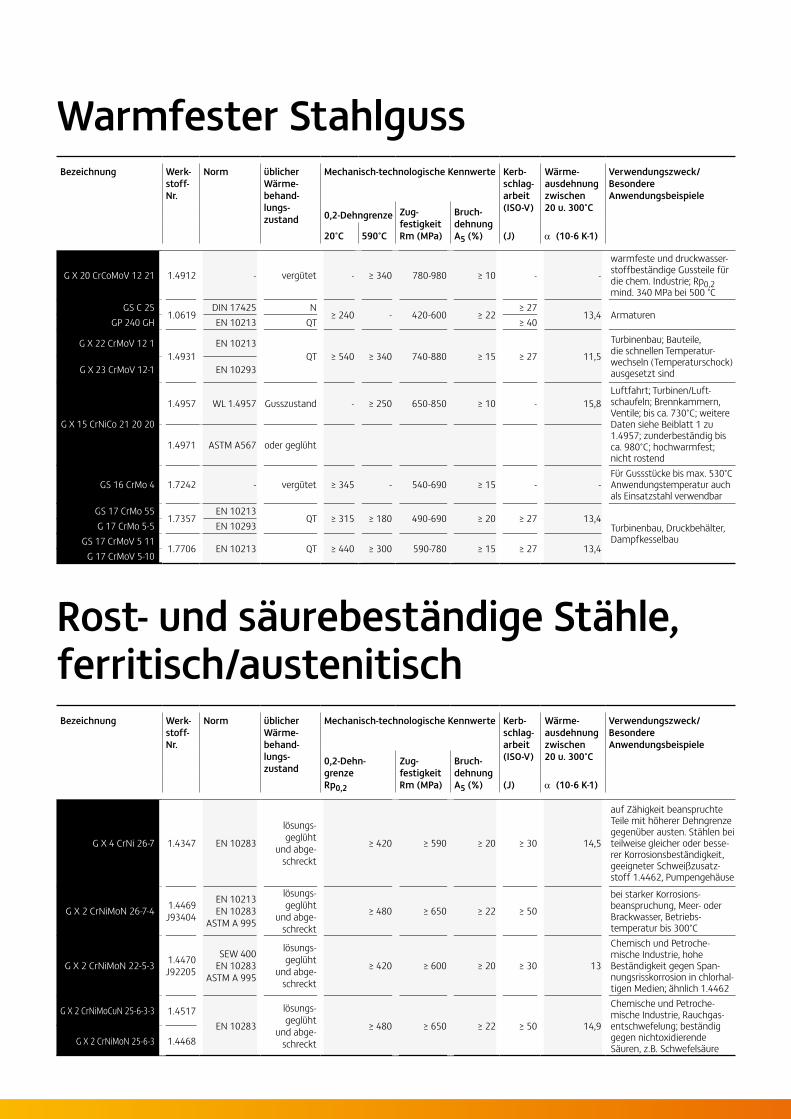
Warmfester StahlgussBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte Kerb-schlag- arbeit (ISO-V)
Wärme- ausdehnung zwischen 20 u. 300°C
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehngrenze Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%)20°C 590°C (J) α (10-6 K-1)
G X 20 CrCoMoV 12 21 1.4912 - vergütet - ≥ 340 780-980 ≥ 10 - -
warmfeste und druckwasser-stoffbeständige Gussteile für die chem. Industrie; Rp0,2 mind. 340 MPa bei 500 °C
GS C 251.0619
DIN 17425 N≥ 240 - 420-600 ≥ 22
≥ 2713,4 Armaturen
GP 240 GH EN 10213 QT ≥ 40
G X 22 CrMoV 12 11.4931
EN 10213QT ≥ 540 ≥ 340 740-880 ≥ 15 ≥ 27 11,5
Turbinenbau; Bauteile, die schnellen Temperatur-wechseln (Temperaturschock) ausgesetzt sindG X 23 CrMoV 12-1 EN 10293
G X 15 CrNiCo 21 20 20
1.4957 WL 1.4957 Gusszustand - ≥ 250 650-850 ≥ 10 - 15,8Luftfahrt; Turbinen/Luft-schaufeln; Brenn kammern, Ventile; bis ca. 730°C; weitere Daten siehe Beiblatt 1 zu 1.4957; zunderbeständig bis ca. 980°C; hochwarmfest; nicht rostend
1.4971 ASTM A567 oder geglüht
GS 16 CrMo 4 1.7242 - vergütet ≥ 345 - 540-690 ≥ 15 - -Für Gussstücke bis max. 530°C Anwendungstemperatur auch als Einsatzstahl verwendbar
GS 17 CrMo 551.7357
EN 10213QT ≥ 315 ≥ 180 490-690 ≥ 20 ≥ 27 13,4
Turbinenbau, Druckbehälter, Dampfkesselbau
G 17 CrMo 5-5 EN 10293GS 17 CrMoV 5 11
1.7706 EN 10213 QT ≥ 440 ≥ 300 590-780 ≥ 15 ≥ 27 13,4G 17 CrMoV 5-10
Rost- und säurebeständige Stähle, ferritisch/austenitischBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte Kerb-schlag- arbeit (ISO-V)
Wärme- ausdehnung zwischen 20 u. 300°C
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (J) α (10-6 K-1)
G X 4 CrNi 26-7 1.4347 EN 10283
lösungs-geglüht
und abge-schreckt
≥ 420 ≥ 590 ≥ 20 ≥ 30 14,5
auf Zähigkeit beanspruchte Teile mit höherer Dehngrenze gegenüber austen. Stählen bei teilweise gleicher oder besse-rer Korrosionsbeständigkeit, geeigneter Schweißzusatz-stoff 1.4462, Pumpengehäuse
G X 2 CrNiMoN 26-7-4 1.4469J93404
EN 10213 EN 10283
ASTM A 995
lösungs-geglüht
und abge-schreckt
≥ 480 ≥ 650 ≥ 22 ≥ 50
bei starker Korrosions-beanspruchung, Meer- oder Brackwasser, Betriebs-temperatur bis 300°C
G X 2 CrNiMoN 22-5-3 1.4470J92205
SEW 400 EN 10283
ASTM A 995
lösungs-geglüht
und abge-schreckt
≥ 420 ≥ 600 ≥ 20 ≥ 30 13
Chemisch und Petro che-mische Industrie, hohe Beständigkeit gegen Span-nungsrisskorrosion in chlorhal-tigen Medien; ähnlich 1.4462
G X 2 CrNiMoCuN 25-6-3-3 1.4517EN 10283
lösungs-geglüht
und abge-schreckt
≥ 480 ≥ 650 ≥ 22 ≥ 50 14,9
Chemische und Petroche-mische Industrie, Rauchgas-entschwefelung; beständig gegen nichtoxidierende Säuren, z.B. Schwefelsäure
G X 2 CrNiMoN 25-6-3 1.4468
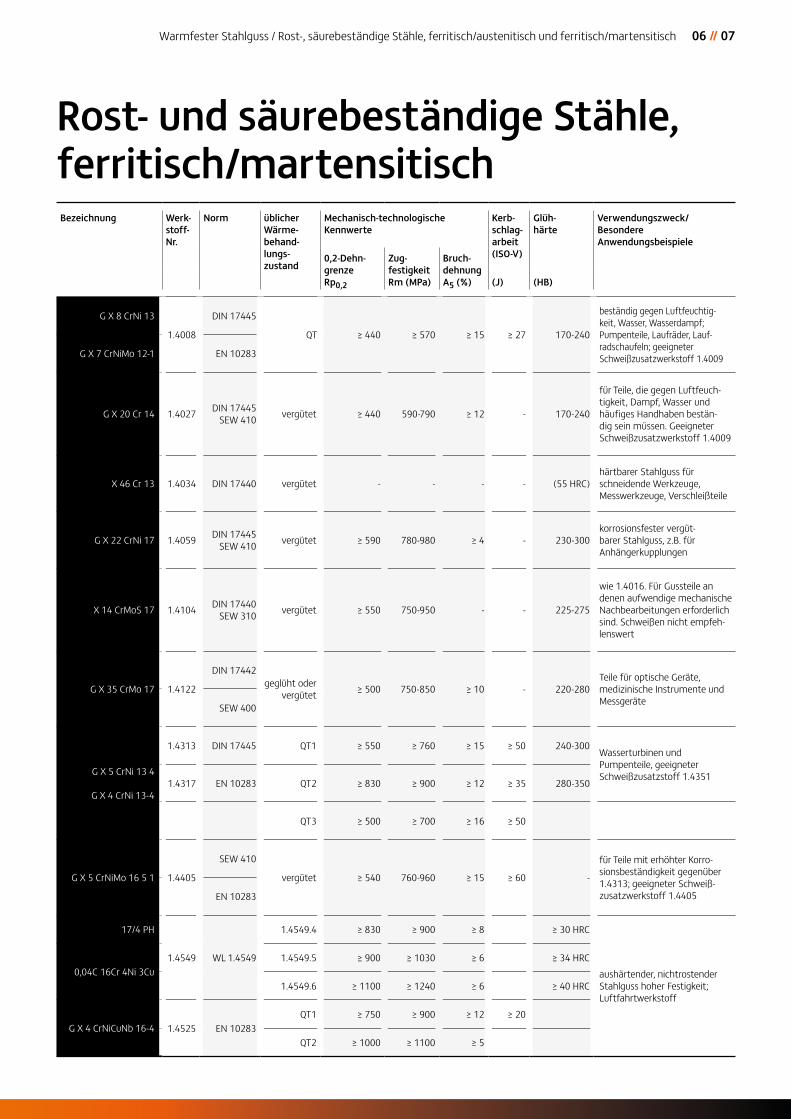
Rost- und säurebeständige Stähle, ferritisch/martensitischBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Kerb-schlag- arbeit (ISO-V)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (J) (HB)
G X 8 CrNi 13
1.4008
DIN 17445
QT ≥ 440 ≥ 570 ≥ 15 ≥ 27 170-240
beständig gegen Luft feuchtig-keit, Wasser, Wasserdampf; Pumpenteile, Laufräder, Lauf-radschaufeln; geeigneter Schweißzusatzwerkstoff 1.4009G X 7 CrNiMo 12-1 EN 10283
G X 20 Cr 14 1.4027 DIN 17445 SEW 410 vergütet ≥ 440 590-790 ≥ 12 - 170-240
für Teile, die gegen Luftfeuch-tigkeit, Dampf, Wasser und häufiges Handhaben bestän-dig sein müssen. Geeigneter Schweißzusatzwerkstoff 1.4009
X 46 Cr 13 1.4034 DIN 17440 vergütet - - - - (55 HRC)härtbarer Stahlguss für schneidende Werkzeuge, Messwerkzeuge, Verschleißteile
G X 22 CrNi 17 1.4059 DIN 17445 SEW 410 vergütet ≥ 590 780-980 ≥ 4 - 230-300
korrosionsfester vergüt-barer Stahlguss, z.B. für Anhängerkupplungen
X 14 CrMoS 17 1.4104 DIN 17440 SEW 310 vergütet ≥ 550 750-950 - - 225-275
wie 1.4016. Für Gussteile an denen aufwendige mechanische Nachbearbeitungen erforderlich sind. Schweißen nicht empfeh-lenswert
G X 35 CrMo 17 1.4122
DIN 17442geglüht oder
vergütet ≥ 500 750-850 ≥ 10 - 220-280Teile für optische Geräte, medizinische Instrumente und Messgeräte
SEW 400
G X 5 CrNi 13 4
G X 4 CrNi 13-4
1.4313 DIN 17445 QT1 ≥ 550 ≥ 760 ≥ 15 ≥ 50 240-300Wasserturbinen und Pumpenteile, geeigneter Schweißzusatzstoff 1.4351
1.4317 EN 10283 QT2 ≥ 830 ≥ 900 ≥ 12 ≥ 35 280-350
QT3 ≥ 500 ≥ 700 ≥ 16 ≥ 50
G X 5 CrNiMo 16 5 1 1.4405
SEW 410
vergütet ≥ 540 760-960 ≥ 15 ≥ 60 -
für Teile mit erhöhter Korro-sions beständigkeit gegenüber 1.4313; geeigneter Schweiß-zusatzwerkstoff 1.4405EN 10283
17/4 PH
1.4549 WL 1.4549
1.4549.4 ≥ 830 ≥ 900 ≥ 8 ≥ 30 HRC
aushärtender, nichtrostender Stahlguss hoher Festigkeit; Luftfahrtwerkstoff
0,04C 16Cr 4Ni 3Cu1.4549.5 ≥ 900 ≥ 1030 ≥ 6 ≥ 34 HRC
1.4549.6 ≥ 1100 ≥ 1240 ≥ 6 ≥ 40 HRC
G X 4 CrNiCuNb 16-4 1.4525 EN 10283QT1 ≥ 750 ≥ 900 ≥ 12 ≥ 20
QT2 ≥ 1000 ≥ 1100 ≥ 5
06 // 07Warmfester Stahlguss / Rost-, säurebeständige Stähle, ferritisch/austenitisch und ferritisch/martensitisch
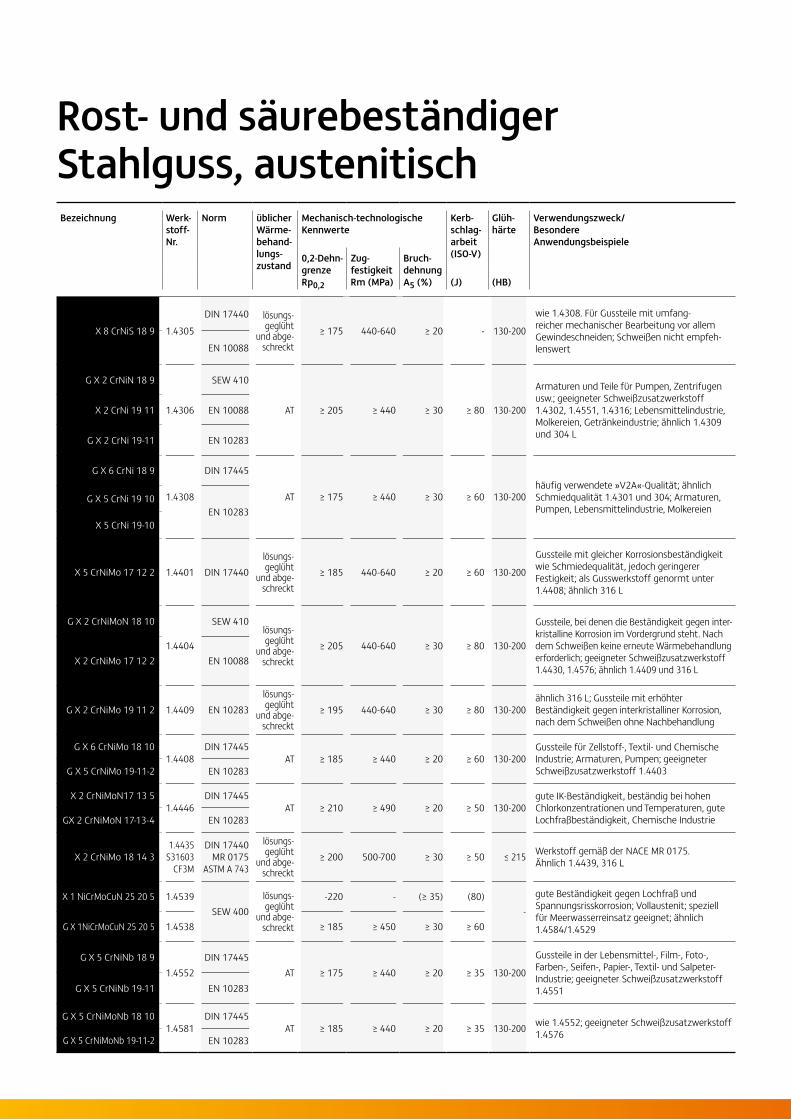
Rost- und säurebeständiger Stahlguss, austenitischBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Kerb-schlag- arbeit (ISO-V)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (J) (HB)
X 8 CrNiS 18 9 1.4305
DIN 17440 lösungs-geglüht
und abge-schreckt
≥ 175 440-640 ≥ 20 - 130-200
wie 1.4308. Für Gussteile mit umfang-reicher mechanischer Bearbeitung vor allem Gewindeschneiden; Schweißen nicht empfeh-lenswertEN 10088
G X 2 CrNiN 18 9
1.4306
SEW 410
AT ≥ 205 ≥ 440 ≥ 30 ≥ 80 130-200
Armaturen und Teile für Pumpen, Zentrifugen usw.; geeigneter Schweißzusatz werkstoff 1.4302, 1.4551, 1.4316; Lebensmittelindustrie, Molkereien, Getränkeindustrie; ähnlich 1.4309 und 304 L
X 2 CrNi 19 11 EN 10088
G X 2 CrNi 19-11 EN 10283
G X 6 CrNi 18 9
1.4308
DIN 17445
AT ≥ 175 ≥ 440 ≥ 30 ≥ 60 130-200häufig verwendete »V2A«-Qualität; ähnlich Schmiedqualität 1.4301 und 304; Armaturen, Pumpen, Lebensmittelindustrie, Molkereien
G X 5 CrNi 19 10 EN 10283
X 5 CrNi 19-10
X 5 CrNiMo 17 12 2 1.4401 DIN 17440lösungs-geglüht
und abge-schreckt
≥ 185 440-640 ≥ 20 ≥ 60 130-200
Gussteile mit gleicher Korrosionsbe stän digkeit wie Schmiedequalität, jedoch geringerer Festigkeit; als Gusswerkstoff genormt unter 1.4408; ähnlich 316 L
G X 2 CrNiMoN 18 10
1.4404
SEW 410lösungs-geglüht
und abge-schreckt
≥ 205 440-640 ≥ 30 ≥ 80 130-200
Gussteile, bei denen die Beständigkeit gegen inter-kristalline Korrosion im Vor dergrund steht. Nach dem Schweißen keine erneute Wärmebehandlung erforderlich; geeigneter Schweißzusatz werkstoff1.4430, 1.4576; ähnlich 1.4409 und 316 L
X 2 CrNiMo 17 12 2 EN 10088
G X 2 CrNiMo 19 11 2 1.4409 EN 10283lösungs-geglüht
und abge-schreckt
≥ 195 440-640 ≥ 30 ≥ 80 130-200ähnlich 316 L; Gussteile mit erhöhter Beständigkeit gegen interkristalliner Korrosion, nach dem Schweißen ohne Nachbehandlung
G X 6 CrNiMo 18 10 1.4408
DIN 17445AT ≥ 185 ≥ 440 ≥ 20 ≥ 60 130-200
Gussteile für Zellstoff-, Textil- und Chemische Industrie; Armaturen, Pumpen; geeigneter Schweißzusatzwerkstoff 1.4403G X 5 CrNiMo 19-11-2 EN 10283
X 2 CrNiMoN17 13 51.4446
DIN 17445AT ≥ 210 ≥ 490 ≥ 20 ≥ 50 130-200
gute IK-Beständigkeit, beständig bei hohen Chlorkonzentrationen und Tempe raturen, gute Lochfraßbe ständig keit, Chemische IndustrieGX 2 CrNiMoN 17-13-4 EN 10283
X 2 CrNiMo 18 14 31.4435
S31603 CF3M
DIN 17440 MR 0175
ASTM A 743
lösungs-geglüht
und abge-schreckt
≥ 200 500-700 ≥ 30 ≥ 50 ≤ 215 Werkstoff gemäß der NACE MR 0175. Ähnlich 1.4439, 316 L
X 1 NiCrMoCuN 25 20 5 1.4539SEW 400
lösungs-geglüht
und abge-schreckt
-220 - (≥ 35) (80)-
gute Beständigkeit gegen Lochfraß und Spannungsrisskorrosion; Vollaustenit; speziell für Meerwasserreinsatz geeignet; ähnlich 1.4584/1.4529G X 1NiCrMoCuN 25 20 5 1.4538 ≥ 185 ≥ 450 ≥ 30 ≥ 60
G X 5 CrNiNb 18 9 1.4552
DIN 17445AT ≥ 175 ≥ 440 ≥ 20 ≥ 35 130-200
Gussteile in der Lebensmittel-, Film-, Foto-, Farben-, Seifen-, Papier-, Textil- und Salpeter-Industrie; geeigneter Schweißzusatzwerkstoff 1.4551G X 5 CrNiNb 19-11 EN 10283
G X 5 CrNiMoNb 18 10 1.4581
DIN 17445AT ≥ 185 ≥ 440 ≥ 20 ≥ 35 130-200 wie 1.4552; geeigneter Schweißzusatzwerkstoff
1.4576G X 5 CrNiMoNb 19-11-2 EN 10283
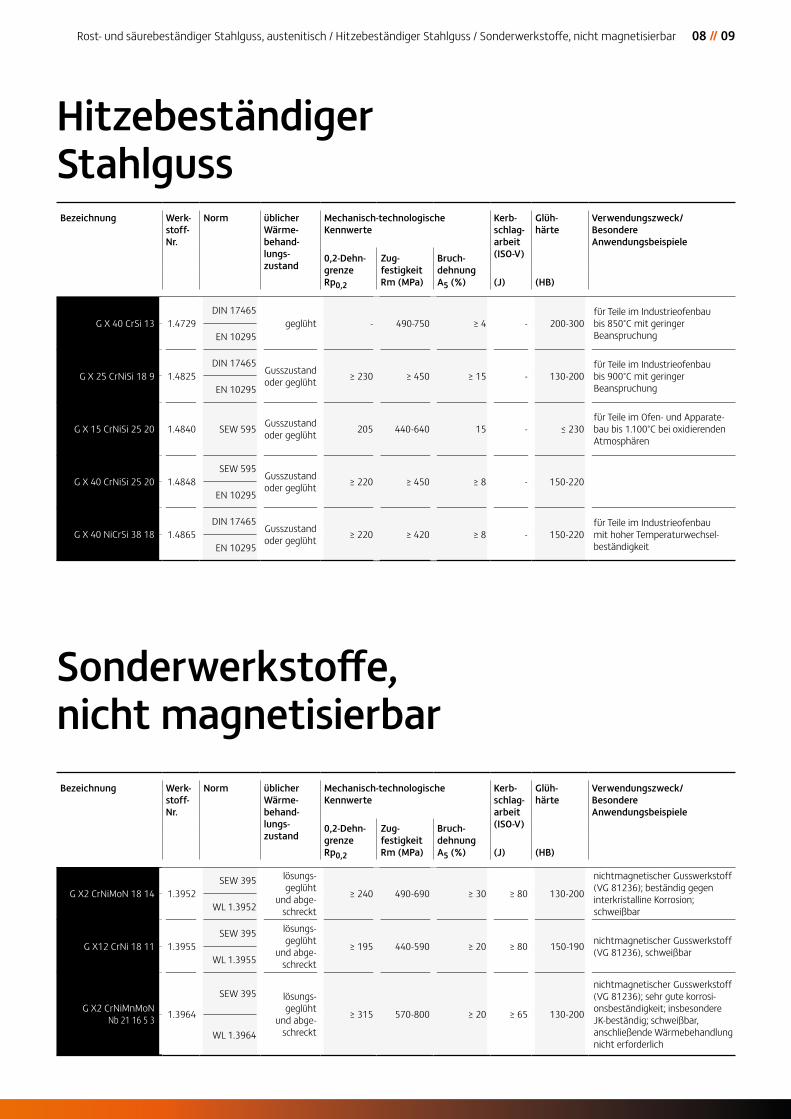
Hitzebeständiger Stahlguss
Sonderwerkstoffe, nicht magnetisierbarBezeichnung Werk-
stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Kerb-schlag- arbeit (ISO-V)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (J) (HB)
G X2 CrNiMoN 18 14 1.3952SEW 395 lösungs-
geglüht und abge-
schreckt
≥ 240 490-690 ≥ 30 ≥ 80 130-200
nichtmagnetischer Gusswerkstoff (VG 81236); beständig gegen interkristalline Korrosion; schweißbarWL 1.3952
G X12 CrNi 18 11 1.3955SEW 395 lösungs-
geglüht und abge-
schreckt
≥ 195 440-590 ≥ 20 ≥ 80 150-190 nichtmagnetischer Gusswerkstoff (VG 81236), schweißbar
WL 1.3955
G X2 CrNiMnMoNNb 21 16 5 3 1.3964
SEW 395 lösungs-geglüht
und abge-schreckt
≥ 315 570-800 ≥ 20 ≥ 65 130-200
nichtmagnetischer Gusswerkstoff (VG 81236); sehr gute korrosi-onsbeständigkeit; insbesondere JK-beständig; schweißbar, anschließende Wärmebehandlung nicht erforderlich
WL 1.3964
Bezeichnung Werk- stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Mechanisch-technologische Kennwerte
Kerb-schlag- arbeit (ISO-V)
Glüh- härte
Verwendungszweck/ Besondere Anwendungsbeispiele
0,2-Dehn- grenze Rp0,2
Zug- festigkeitRm (MPa)
Bruch- dehnungA5 (%) (J) (HB)
G X 40 CrSi 13 1.4729DIN 17465
geglüht - 490-750 ≥ 4 - 200-300für Teile im Industrieofenbau bis 850°C mit geringer BeanspruchungEN 10295
G X 25 CrNiSi 18 9 1.4825DIN 17465
Gusszustand oder geglüht ≥ 230 ≥ 450 ≥ 15 - 130-200
für Teile im Industrieofenbau bis 900°C mit geringer BeanspruchungEN 10295
G X 15 CrNiSi 25 20 1.4840 SEW 595 Gusszustand oder geglüht 205 440-640 15 - ≤ 230
für Teile im Ofen- und Apparate-bau bis 1.100°C bei oxidierenden Atmosphären
G X 40 CrNiSi 25 20 1.4848SEW 595
Gusszustand oder geglüht ≥ 220 ≥ 450 ≥ 8 - 150-220
EN 10295
G X 40 NiCrSi 38 18 1.4865DIN 17465
Gusszustand oder geglüht ≥ 220 ≥ 420 ≥ 8 - 150-220
für Teile im Industrieofenbau mit hoher Temperaturwechsel-beständigkeitEN 10295
08 // 09Rost- und säurebeständiger Stahlguss, austenitisch / Hitzebeständiger Stahlguss / Sonderwerkstoffe, nicht magnetisierbar
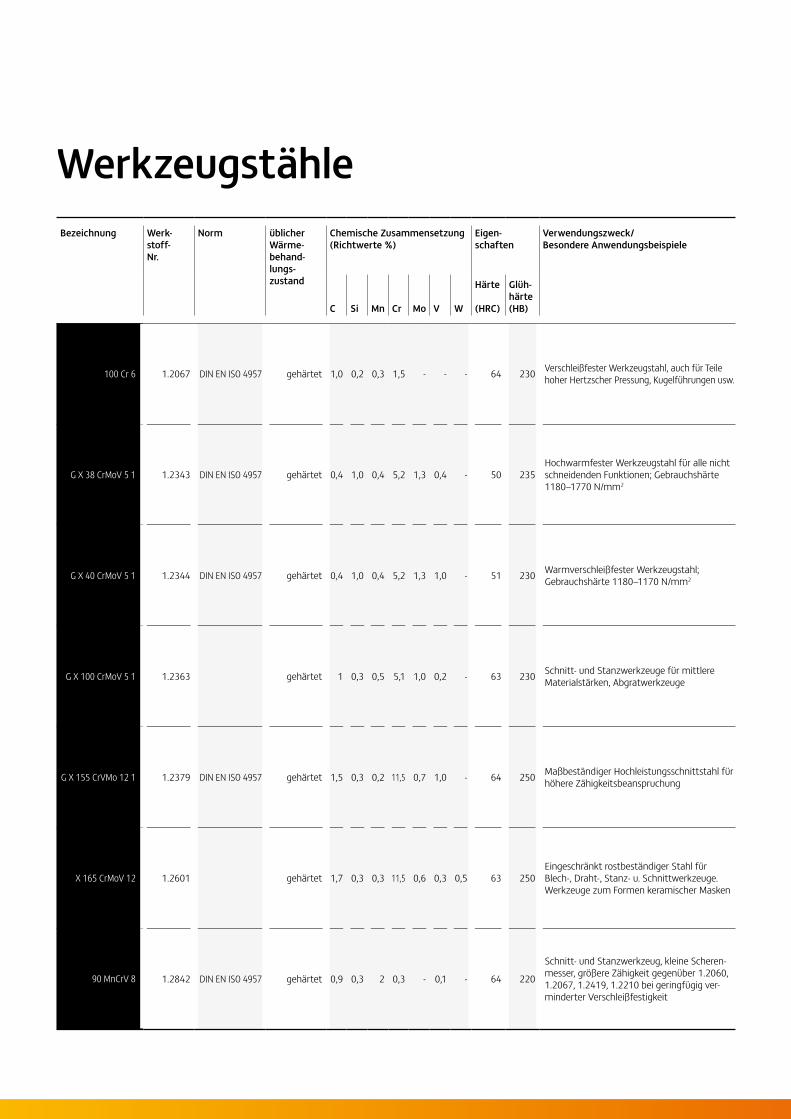
Bezeichnung Werk- stoff- Nr.
Norm üblicher Wärme - behand- lungs- zustand
Chemische Zusammensetzung (Richtwerte %)
Eigen- schaften
Verwendungszweck/ Besondere Anwendungsbeispiele
C Si Mn Cr Mo V W
Härte
(HRC)
Glüh- härte(HB)
100 Cr 6 1.2067 DIN EN ISO 4957 gehärtet 1,0 0,2 0,3 1,5 - - - 64 230 Verschleißfester Werkzeugstahl, auch für Teile hoher Hertzscher Pressung, Kugelführungen usw.
G X 38 CrMoV 5 1 1.2343 DIN EN ISO 4957 gehärtet 0,4 1,0 0,4 5,2 1,3 0,4 - 50 235Hochwarmfester Werkzeugstahl für alle nicht schneidenden Funktionen; Gebrauchshärte 1180–1770 N/mm2
G X 40 CrMoV 5 1 1.2344 DIN EN ISO 4957 gehärtet 0,4 1,0 0,4 5,2 1,3 1,0 - 51 230 Warmverschleißfester Werkzeugstahl; Gebrauchshärte 1180–1170 N/mm2
G X 100 CrMoV 5 1 1.2363 gehärtet 1 0,3 0,5 5,1 1,0 0,2 - 63 230 Schnitt- und Stanzwerkzeuge für mittlere Materialstärken, Abgratwerkzeuge
G X 155 CrVMo 12 1 1.2379 DIN EN ISO 4957 gehärtet 1,5 0,3 0,2 11,5 0,7 1,0 - 64 250 Maßbeständiger Hochleistungsschnittstahl für höhere Zähigkeitsbeanspruchung
X 165 CrMoV 12 1.2601 gehärtet 1,7 0,3 0,3 11,5 0,6 0,3 0,5 63 250Eingeschränkt rostbeständiger Stahl für Blech-, Draht-, Stanz- u. Schnittwerkzeuge. Werkzeuge zum Formen keramischer Masken
90 MnCrV 8 1.2842 DIN EN ISO 4957 gehärtet 0,9 0,3 2 0,3 - 0,1 - 64 220
Schnitt- und Stanzwerkzeug, kleine Scheren-messer, größere Zähigkeit gegenüber 1.2060, 1.2067, 1.2419, 1.2210 bei gering fügig ver-minderter Verschleißfestigkeit
Werkzeugstähle
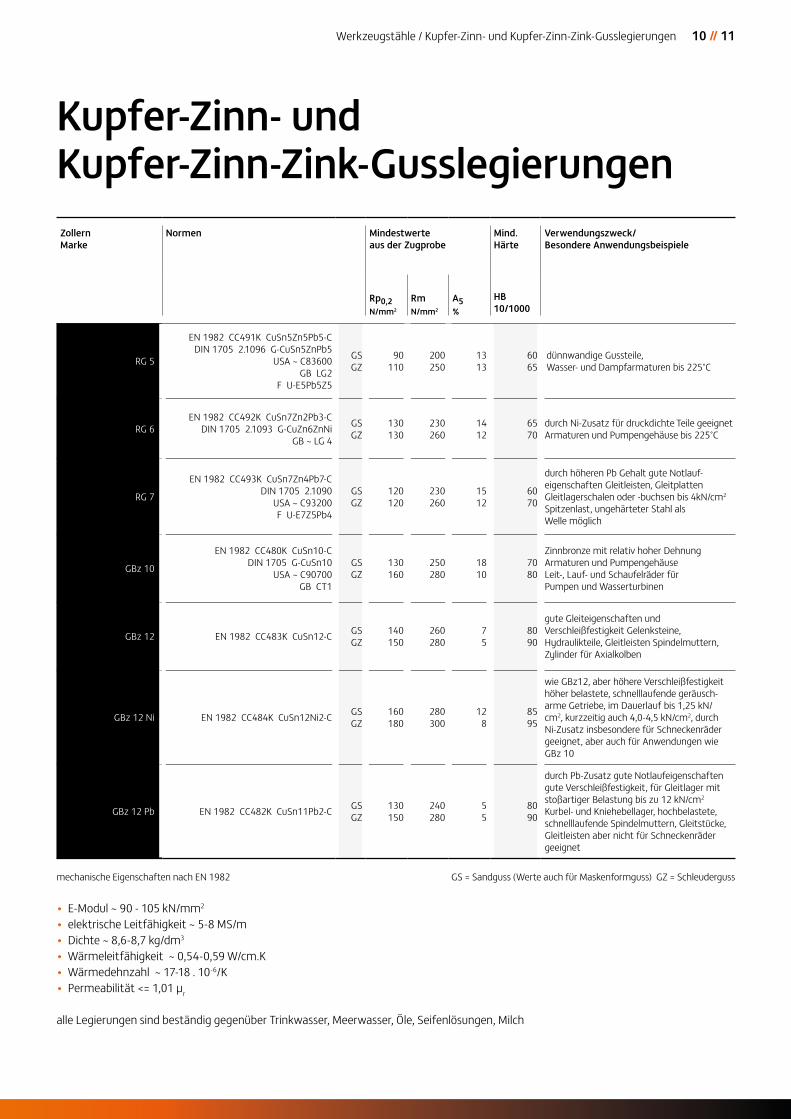
Kupfer-Zinn- und Kupfer-Zinn-Zink-GusslegierungenZollernMarke
Normen Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
RG 5
EN 1982 CC491K CuSn5Zn5Pb5-CDIN 1705 2.1096 G-CuSn5ZnPb5
USA ~ C83600GB LG2
F U-E5Pb5Z5
GSGZ
90110
200250
1313
6065
dünnwandige Gussteile, Wasser- und Dampfarmaturen bis 225°C
RG 6EN 1982 CC492K CuSn7Zn2Pb3-C
DIN 1705 2.1093 G-CuZn6ZnNiGB ~ LG 4
GSGZ
130130
230260
1412
6570
durch Ni-Zusatz für druckdichte Teile geeignetArmaturen und Pumpengehäuse bis 225°C
RG 7
EN 1982 CC493K CuSn7Zn4Pb7-CDIN 1705 2.1090
USA ~ C93200F U-E7Z5Pb4
GSGZ
120120
230260
1512
6070
durch höheren Pb Gehalt gute Notlauf-eigenschaften Gleitleisten, GleitplattenGleitlagerschalen oder -buchsen bis 4kN/cm2 Spitzenlast, ungehärteter Stahl als Welle möglich
GBz 10
EN 1982 CC480K CuSn10-CDIN 1705 G-CuSn10
USA ~ C90700GB CT1
GSGZ
130160
250280
1810
7080
Zinnbronze mit relativ hoher DehnungArmaturen und PumpengehäuseLeit-, Lauf- und Schaufelräder fürPumpen und Wasserturbinen
GBz 12 EN 1982 CC483K CuSn12-C GSGZ
140150
260280
75
8090
gute Gleiteigenschaften und Verschleißfestigkeit Gelenksteine, Hydraulikteile, Gleitleisten Spindelmuttern, Zylinder für Axialkolben
GBz 12 Ni EN 1982 CC484K CuSn12Ni2-C GSGZ
160180
280300
128
8595
wie GBz12, aber höhere Verschleißfestigkeithöher belastete, schnelllaufende geräusch-arme Getriebe, im Dauerlauf bis 1,25 kN/cm2, kurzzeitig auch 4,0-4,5 kN/cm2, durch Ni-Zusatz insbesondere für Schneckenräder geeignet, aber auch für Anwendungen wie GBz 10
GBz 12 Pb EN 1982 CC482K CuSn11Pb2-C GSGZ
130150
240280
55
8090
durch Pb-Zusatz gute Notlaufeigenschaftengute Verschleißfestigkeit, für Gleitlager mitstoßartiger Belastung bis zu 12 kN/cm2
Kurbel- und Kniehebellager, hochbelastete, schnelllaufende Spindelmuttern, Gleitstücke, Gleitleisten aber nicht für Schneckenräder geeignet
mechanische Eigenschaften nach EN 1982 GS = Sandguss (Werte auch für Maskenformguss) GZ = Schleuderguss
• E-Modul ~ 90 - 105 kN/mm2 • elektrische Leitfähigkeit ~ 5-8 MS/m• Dichte ~ 8,6-8,7 kg/dm3 • Wärmeleitfähigkeit ~ 0,54-0,59 W/cm.K• Wärmedehnzahl ~ 17-18 . 10-6/K• Permeabilität <= 1,01 µr
alle Legierungen sind beständig gegenüber Trinkwasser, Meerwasser, Öle, Seifenlösungen, Milch
10 // 11 Werkzeugstähle / Kupfer-Zinn- und Kupfer-Zinn-Zink-Gusslegierungen
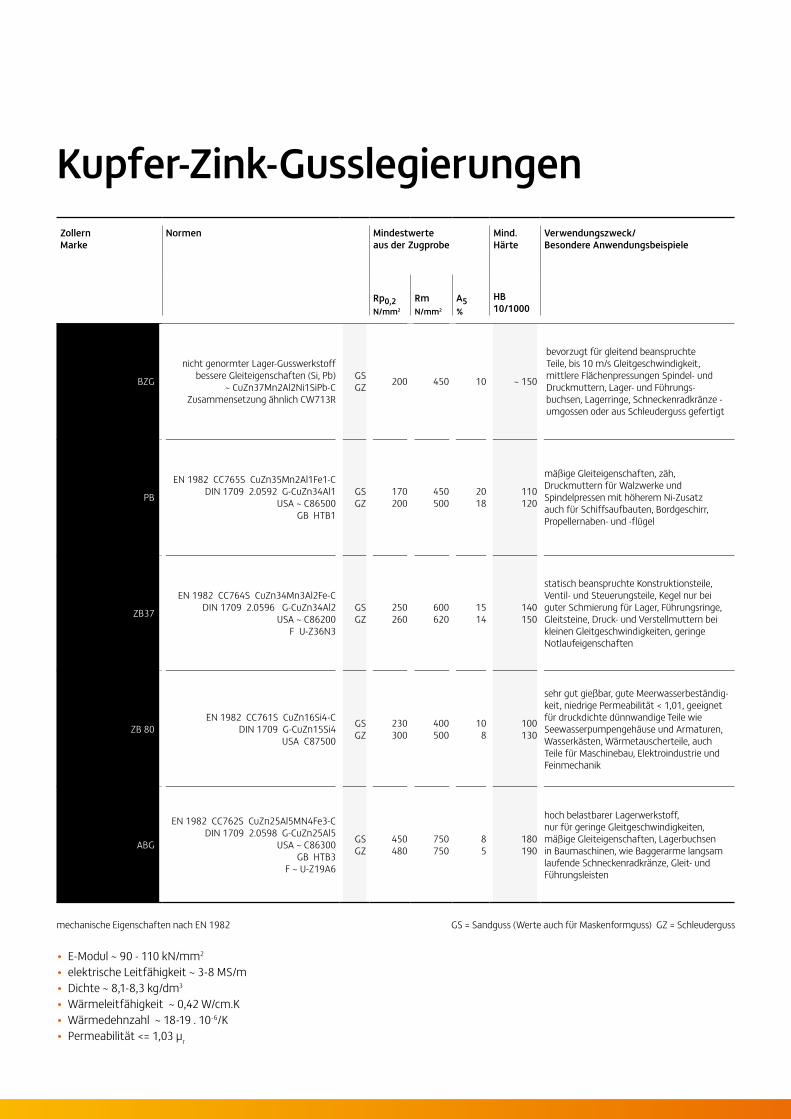
Kupfer-Zink-GusslegierungenZollernMarke
Normen Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
BZG
nicht genormter Lager-Gusswerkstoffbessere Gleiteigenschaften (Si, Pb)
~ CuZn37Mn2Al2Ni1SiPb-CZusammensetzung ähnlich CW713R
GSGZ 200 450 10 ~ 150
bevorzugt für gleitend beanspruchte Teile, bis 10 m/s Gleitgeschwindigkeit, mittlere Flächenpressungen Spindel- und Druckmuttern, Lager- und Führungs-buchsen, Lagerringe, Schneckenradkränze -umgossen oder aus Schleuderguss gefertigt
PB
EN 1982 CC765S CuZn35Mn2Al1Fe1-CDIN 1709 2.0592 G-CuZn34Al1
USA ~ C86500GB HTB1
GSGZ
170200
450500
2018
110120
mäßige Gleiteigenschaften, zäh, Druckmuttern für Walzwerke und Spindelpressen mit höherem Ni-Zusatz auch für Schiffsaufbauten, Bordgeschirr, Propellernaben- und -flügel
ZB37
EN 1982 CC764S CuZn34Mn3Al2Fe-CDIN 1709 2.0596 G-CuZn34Al2
USA ~ C86200F U-Z36N3
GSGZ
250260
600620
1514
140150
statisch beanspruchte Konstruktionsteile, Ventil- und Steuerungsteile, Kegel nur bei guter Schmierung für Lager, Führungsringe, Gleitsteine, Druck- und Verstellmuttern bei kleinen Gleitgeschwindigkeiten, geringe Notlaufeigenschaften
ZB 80EN 1982 CC761S CuZn16Si4-C
DIN 1709 G-CuZn15Si4USA C87500
GSGZ
230300
400500
108
100130
sehr gut gießbar, gute Meerwasser beständig-keit, niedrige Permeabilität < 1,01, geeignet für druckdichte dünnwandige Teile wie Seewasserpumpengehäuse und Armaturen, Wasserkästen, Wärmetauscherteile, auch Teile für Maschinebau, Elektroindustrie und Feinmechanik
ABG
EN 1982 CC762S CuZn25Al5MN4Fe3-CDIN 1709 2.0598 G-CuZn25Al5
USA ~ C86300GB HTB3
F ~ U-Z19A6
GSGZ
450480
750750
85
180190
hoch belastbarer Lagerwerkstoff, nur für geringe Gleitgeschwindigkeiten, mäßige Gleiteigenschaften, Lagerbuchsen in Baumaschinen, wie Baggerarme langsam laufende Schneckenradkränze, Gleit- und Führungsleisten
mechanische Eigenschaften nach EN 1982 GS = Sandguss (Werte auch für Maskenformguss) GZ = Schleuderguss
• E-Modul ~ 90 - 110 kN/mm2 • elektrische Leitfähigkeit ~ 3-8 MS/m• Dichte ~ 8,1-8,3 kg/dm3 • Wärmeleitfähigkeit ~ 0,42 W/cm.K• Wärmedehnzahl ~ 18-19 . 10-6/K• Permeabilität <= 1,03 µr
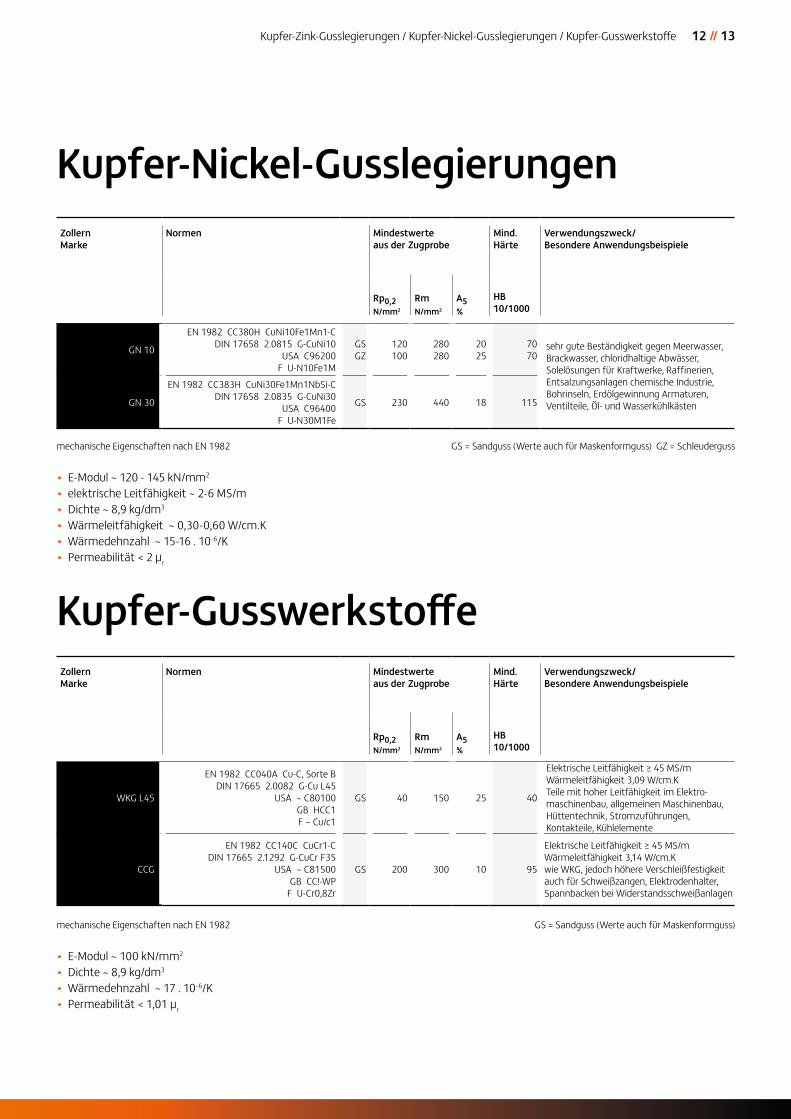
Kupfer-Nickel-GusslegierungenZollernMarke
Normen Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
GN 10
EN 1982 CC380H CuNi10Fe1Mn1-CDIN 17658 2.0815 G-CuNi10
USA C96200F U-N10Fe1M
GSGZ
120100
280280
2025
7070
sehr gute Beständigkeit gegen Meerwasser, Brackwasser, chloridhaltige Abwässer, Solelösungen für Kraftwerke, Raffinerien, Entsalzungsanlagen chemische Industrie, Bohrinseln, Erdölgewinnung Armaturen, Ventilteile, Öl- und WasserkühlkästenGN 30
EN 1982 CC383H CuNi30Fe1Mn1NbSi-CDIN 17658 2.0835 G-CuNi30
USA C96400F U-N30M1Fe
GS 230 440 18 115
mechanische Eigenschaften nach EN 1982 GS = Sandguss (Werte auch für Maskenformguss) GZ = Schleuderguss
• E-Modul ~ 120 - 145 kN/mm2 • elektrische Leitfähigkeit ~ 2-6 MS/m• Dichte ~ 8,9 kg/dm3 • Wärmeleitfähigkeit ~ 0,30-0,60 W/cm.K• Wärmedehnzahl ~ 15-16 . 10-6/K• Permeabilität < 2 µr
Kupfer-GusswerkstoffeZollernMarke
Normen Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
WKG L45
EN 1982 CC040A Cu-C, Sorte BDIN 17665 2.0082 G-Cu L45
USA ~ C80100GB HCC1F ~ Cu/c1
GS 40 150 25 40
Elektrische Leitfähigkeit ≥ 45 MS/m Wärmeleitfähigkeit 3,09 W/cm.K Teile mit hoher Leitfähigkeit im Elektro-maschinenbau, allgemeinen Maschinenbau, Hüttentechnik, Stromzuführungen, Kontakteile, Kühlelemente
CCG
EN 1982 CC140C CuCr1-CDIN 17665 2.1292 G-CuCr F35
USA ~ C81500GB CC!-WP
F U-Cr0,8Zr
GS 200 300 10 95
Elektrische Leitfähigkeit ≥ 45 MS/mWärmeleitfähigkeit 3,14 W/cm.Kwie WKG, jedoch höhere Verschleißfestigkeitauch für Schweißzangen, Elektrodenhalter, Spannbacken bei Widerstandsschweißanlagen
mechanische Eigenschaften nach EN 1982 GS = Sandguss (Werte auch für Maskenformguss)
• E-Modul ~ 100 kN/mm2 • Dichte ~ 8,9 kg/dm3 • Wärmedehnzahl ~ 17 . 10-6/K• Permeabilität < 1,01 µr
12 // 13Kupfer-Zink-Gusslegierungen / Kupfer-Nickel-Gusslegierungen / Kupfer-Gusswerkstoffe
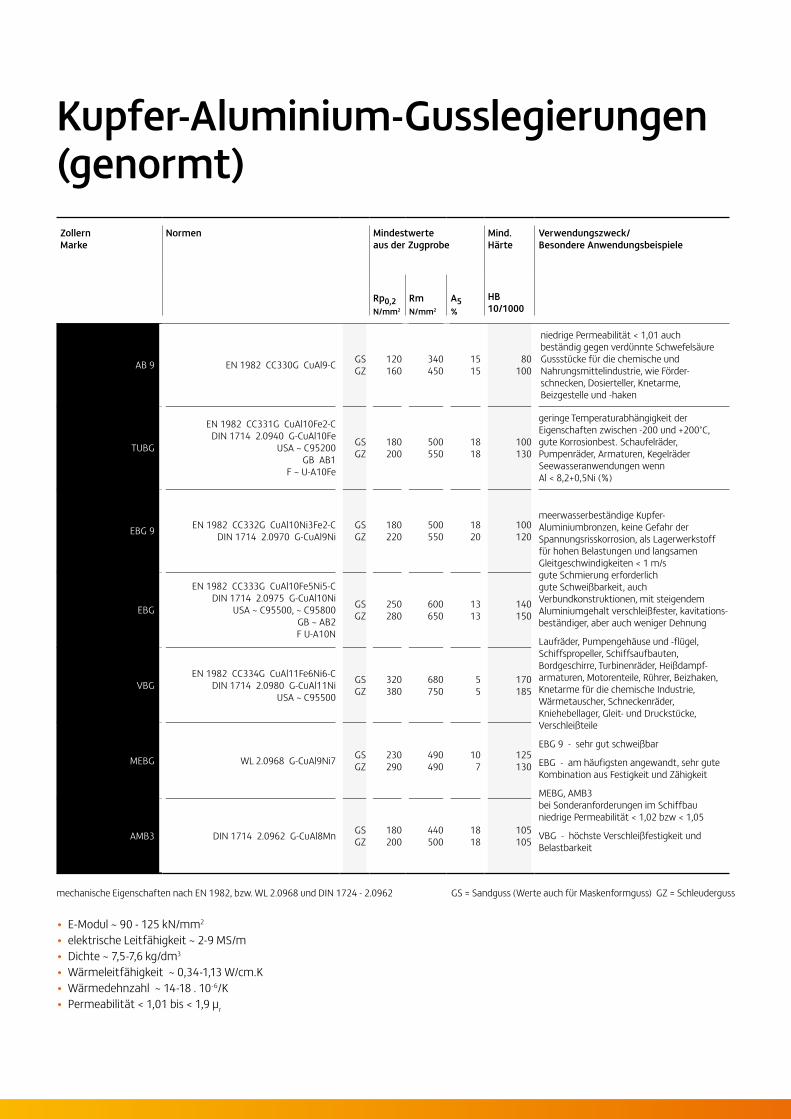
Kupfer-Aluminium-Gusslegierungen (genormt)ZollernMarke
Normen Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
AB 9 EN 1982 CC330G CuAl9-C GSGZ
120160
340450
1515
80100
niedrige Permeabilität < 1,01 auch beständig gegen verdünnte Schwefelsäure Gussstücke für die chemische und Nahrungsmittelindustrie, wie Förder-schnecken, Dosierteller, Knetarme, Beizgestelle und -haken
TUBG
EN 1982 CC331G CuAl10Fe2-CDIN 1714 2.0940 G-CuAl10Fe
USA ~ C95200GB AB1
F ~ U-A10Fe
GSGZ
180200
500550
1818
100130
geringe Temperaturabhängigkeit der Eigenschaften zwischen -200 und +200°C, gute Korrosionbest. Schaufelräder, Pumpenräder, Armaturen, Kegelräder Seewasseranwendungen wenn Al < 8,2+0,5Ni (%)
EBG 9 EN 1982 CC332G CuAl10Ni3Fe2-CDIN 1714 2.0970 G-CuAl9Ni
GSGZ
180220
500550
1820
100120
meerwasserbeständige Kupfer-Aluminiumbronzen, keine Gefahr der Spannungsrisskorrosion, als Lagerwerkstoff für hohen Belastungen und langsamen Gleitgeschwindigkeiten < 1 m/sgute Schmierung erforderlichgute Schweißbarkeit, auch Verbundkonstruktionen, mit steigendem Aluminiumgehalt verschleißfester, kavitations-beständiger, aber auch weniger Dehnung
Laufräder, Pumpengehäuse und -flügel, Schiffspropeller, Schiffsaufbauten, Bordgeschirre, Turbinenräder, Heißdampf-armaturen, Motorenteile, Rührer, Beizhaken, Knetarme für die chemische Industrie, Wärmetauscher, Schneckenräder, Kniehebellager, Gleit- und Druckstücke, Verschleißteile
EBG 9 - sehr gut schweißbar
EBG - am häufigsten angewandt, sehr gute Kombination aus Festigkeit und Zähigkeit
MEBG, AMB3 bei Sonderanforderungen im Schiffbau niedrige Permeabilität < 1,02 bzw < 1,05
VBG - höchste Verschleißfestigkeit und Belastbarkeit
EBG
EN 1982 CC333G CuAl10Fe5Ni5-CDIN 1714 2.0975 G-CuAl10Ni
USA ~ C95500, ~ C95800GB ~ AB2F U-A10N
GSGZ
250280
600650
1313
140150
VBGEN 1982 CC334G CuAl11Fe6Ni6-C
DIN 1714 2.0980 G-CuAl11NiUSA ~ C95500
GSGZ
320380
680750
55
170185
MEBG WL 2.0968 G-CuAl9Ni7 GSGZ
230290
490490
107
125130
AMB3 DIN 1714 2.0962 G-CuAl8Mn GSGZ
180200
440500
1818
105105
mechanische Eigenschaften nach EN 1982, bzw. WL 2.0968 und DIN 1724 - 2.0962 GS = Sandguss (Werte auch für Maskenformguss) GZ = Schleuderguss
• E-Modul ~ 90 - 125 kN/mm2 • elektrische Leitfähigkeit ~ 2-9 MS/m• Dichte ~ 7,5-7,6 kg/dm3 • Wärmeleitfähigkeit ~ 0,34-1,13 W/cm.K• Wärmedehnzahl ~ 14-18 . 10-6/K• Permeabilität < 1,01 bis < 1,9 µr
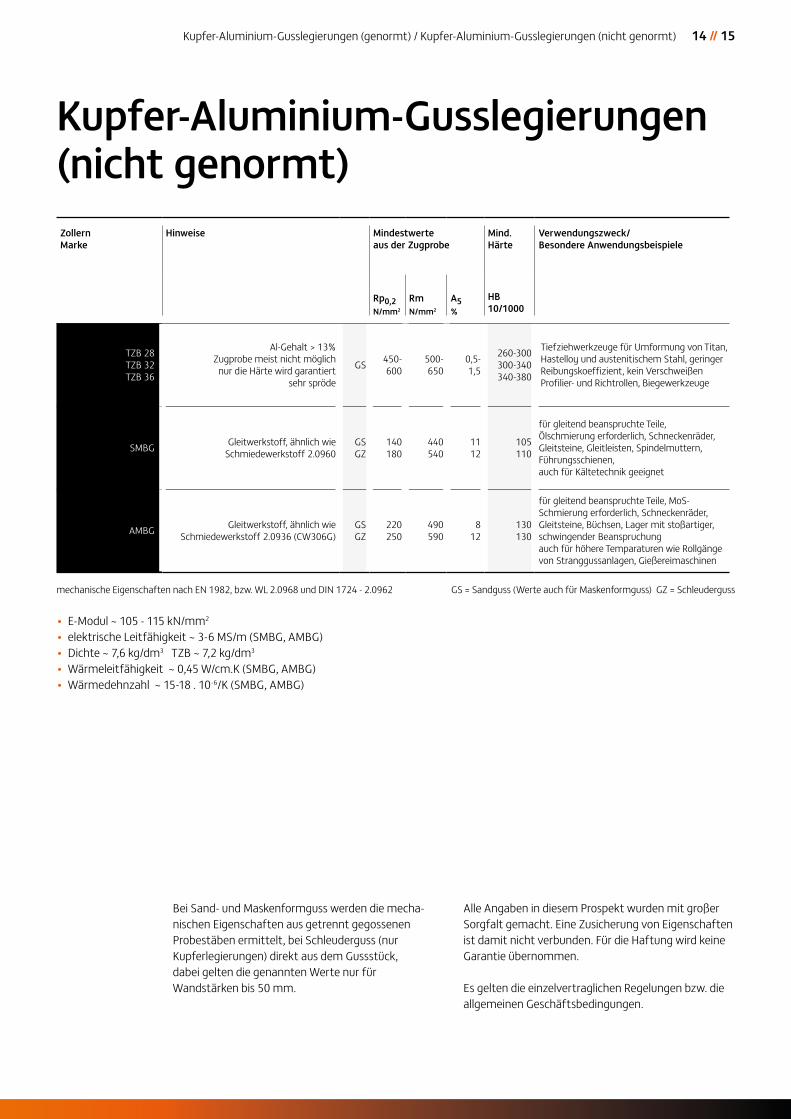
Kupfer-Aluminium-Gusslegierungen (nicht genormt)ZollernMarke
Hinweise Mindestwerteaus der Zugprobe
Mind.Härte
Verwendungszweck/ Besondere Anwendungsbeispiele
Rp0,2N/mm2
RmN/mm2
A5%
HB10/1000
TZB 28TZB 32TZB 36
Al-Gehalt > 13%Zugprobe meist nicht möglich
nur die Härte wird garantiertsehr spröde
GS 450-600
500-650
0,5-1,5
260-300300-340340-380
Tiefziehwerkzeuge für Umformung von Titan, Hastelloy und austenitischem Stahl, geringer Reibungskoeffizient, kein VerschweißenProfilier- und Richtrollen, Biegewerkzeuge
SMBG Gleitwerkstoff, ähnlich wieSchmiedewerkstoff 2.0960
GSGZ
140180
440540
1112
105110
für gleitend beanspruchte Teile, Ölschmierung erforderlich, Schneckenräder, Gleitsteine, Gleitleisten, Spindelmuttern, Führungsschienen, auch für Kältetechnik geeignet
AMBG Gleitwerkstoff, ähnlich wieSchmiedewerkstoff 2.0936 (CW306G)
GSGZ
220250
490590
812
130130
für gleitend beanspruchte Teile, MoS-Schmierung erforderlich, Schneckenräder, Gleitsteine, Büchsen, Lager mit stoßartiger, schwingender Beanspruchungauch für höhere Temparaturen wie Rollgänge von Stranggussanlagen, Gießereimaschinen
mechanische Eigenschaften nach EN 1982, bzw. WL 2.0968 und DIN 1724 - 2.0962 GS = Sandguss (Werte auch für Maskenformguss) GZ = Schleuderguss
• E-Modul ~ 105 - 115 kN/mm2 • elektrische Leitfähigkeit ~ 3-6 MS/m (SMBG, AMBG)• Dichte ~ 7,6 kg/dm3 TZB ~ 7,2 kg/dm3 • Wärmeleitfähigkeit ~ 0,45 W/cm.K (SMBG, AMBG)• Wärmedehnzahl ~ 15-18 . 10-6/K (SMBG, AMBG)
Bei Sand- und Maskenformguss werden die mecha-nischen Eigenschaften aus getrennt gegossenen Probestäben ermittelt, bei Schleuderguss (nur Kupferlegierungen) direkt aus dem Gussstück, dabei gelten die genannten Werte nur für Wandstärken bis 50 mm.
Alle Angaben in diesem Prospekt wurden mit großer Sorgfalt gemacht. Eine Zusicherung von Eigenschaften ist damit nicht verbunden. Für die Haftung wird keine Garantie übernommen.
Es gelten die einzelvertraglichen Regelungen bzw. die allgemeinen Geschäftsbedingungen.
14 // 15 Kupfer-Aluminium-Gusslegierungen (genormt) / Kupfer-Aluminium-Gusslegierungen (nicht genormt)
08.16
I 08
1 I w
ww
.crea
ktiv
-wer
bung
.com
Än
deru
ngen
und
Irrt
ümer
vor
beha
lten.
Abb
ildun
gen
ähnl
ich.
Konzernzentrale
Tochtergesellschaften
Werke
ZOLLERN GmbH & Co. KG
Hitzkofer Straße 1 72517 Sigmaringendorf-Laucherthal DeutschlandT +49 7571 70-0 F +49 7571 70-602 [email protected] www.zollern.com


















