Heißkanalsystem Einbauanleitung Rev11 · 2019-10-21 · H O T R U N N E R T E C H N O L O G Y...
14
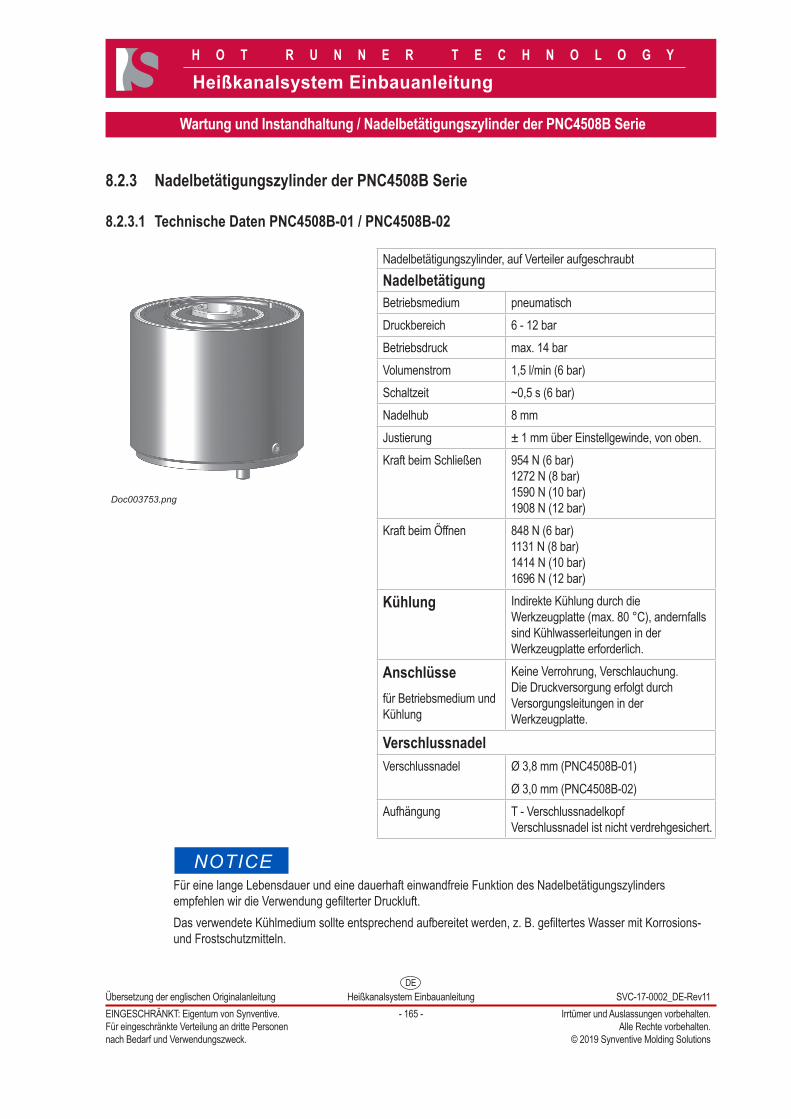
H O T R U N N E R T E C H N O L O G Y Heißkanalsystem Einbauanleitung Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11 DE EINGESCHRÄNKT: Eigentum von Synventive. - 165 - Irrtümer und Auslassungen vorbehalten. Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie 8.2.3 Nadelbetätigungszylinder der PNC4508B Serie 8.2.3.1 Technische Daten PNC4508B-01 / PNC4508B-02 Doc003753.png Nadelbetätigungszylinder, auf Verteiler aufgeschraubt Nadelbetätigung Betriebsmedium pneumatisch Druckbereich 6 - 12 bar Betriebsdruck max. 14 bar Volumenstrom 1,5 l/min (6 bar) Schaltzeit ~0,5 s (6 bar) Nadelhub 8 mm Justierung ± 1 mm über Einstellgewinde, von oben. Kraft beim Schließen 954 N (6 bar) 1272 N (8 bar) 1590 N (10 bar) 1908 N (12 bar) Kraft beim Öffnen 848 N (6 bar) 1131 N (8 bar) 1414 N (10 bar) 1696 N (12 bar) Kühlung Indirekte Kühlung durch die Werkzeugplatte (max. 80 °C), andernfalls sind Kühlwasserleitungen in der Werkzeugplatte erforderlich. Anschlüsse für Betriebsmedium und Kühlung Keine Verrohrung, Verschlauchung. Die Druckversorgung erfolgt durch Versorgungsleitungen in der Werkzeugplatte. Verschlussnadel Verschlussnadel Ø 3,8 mm (PNC4508B-01) Ø 3,0 mm (PNC4508B-02) Aufhängung T - Verschlussnadelkopf Verschlussnadel ist nicht verdrehgesichert. NOTICE Für eine lange Lebensdauer und eine dauerhaft einwandfreie Funktion des Nadelbetätigungszylinders empfehlen wir die Verwendung gefilterter Druckluft. Das verwendete Kühlmedium sollte entsprechend aufbereitet werden, z. B. gefiltertes Wasser mit Korrosions- und Frostschutzmitteln.
Transcript of Heißkanalsystem Einbauanleitung Rev11 · 2019-10-21 · H O T R U N N E R T E C H N O L O G Y...
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 165 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
8.2.3 Nadelbetätigungszylinder der PNC4508B Serie
8.2.3.1 Technische Daten PNC4508B-01 / PNC4508B-02
Doc003753.png
Nadelbetätigungszylinder, auf Verteiler aufgeschraubtNadelbetätigungBetriebsmedium pneumatischDruckbereich 6 - 12 barBetriebsdruck max. 14 barVolumenstrom 1,5 l/min (6 bar)Schaltzeit ~0,5 s (6 bar)Nadelhub 8 mmJustierung ± 1 mm über Einstellgewinde, von oben.Kraft beim Schließen 954 N (6 bar)
1272 N (8 bar) 1590 N (10 bar) 1908 N (12 bar)
Kraft beim Öffnen 848 N (6 bar) 1131 N (8 bar) 1414 N (10 bar) 1696 N (12 bar)
Kühlung Indirekte Kühlung durch die Werkzeugplatte (max. 80 °C), andernfalls sind Kühlwasserleitungen in der Werkzeugplatte erforderlich.
Anschlüssefür Betriebsmedium und Kühlung
Keine Verrohrung, Verschlauchung.Die Druckversorgung erfolgt durch Versorgungsleitungen in der Werkzeugplatte.
VerschlussnadelVerschlussnadel Ø 3,8 mm (PNC4508B-01)
Ø 3,0 mm (PNC4508B-02)Aufhängung T - Verschlussnadelkopf
Verschlussnadel ist nicht verdrehgesichert.
NOTICEFür eine lange Lebensdauer und eine dauerhaft einwandfreie Funktion des Nadelbetätigungszylinders empfehlen wir die Verwendung gefilterter Druckluft.Das verwendete Kühlmedium sollte entsprechend aufbereitet werden, z. B. gefiltertes Wasser mit Korrosions- und Frostschutzmitteln.
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 166 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
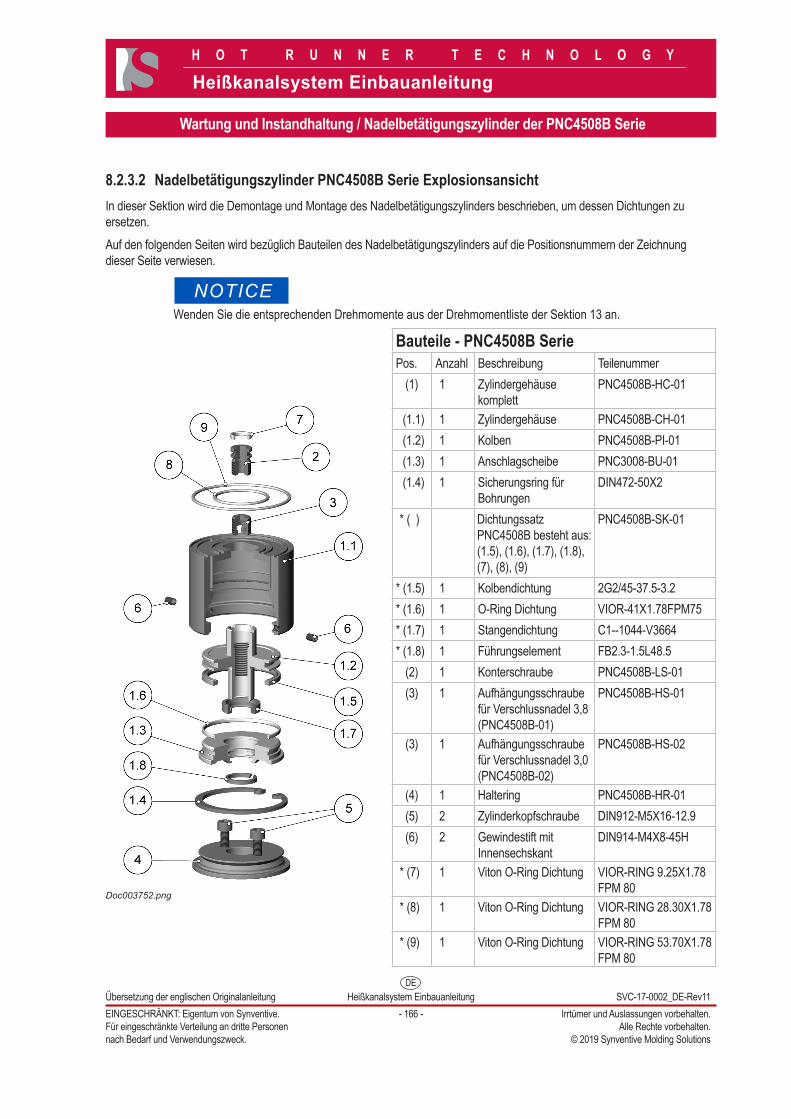
8.2.3.2 Nadelbetätigungszylinder PNC4508B Serie ExplosionsansichtIn dieser Sektion wird die Demontage und Montage des Nadelbetätigungszylinders beschrieben, um dessen Dichtungen zu ersetzen.Auf den folgenden Seiten wird bezüglich Bauteilen des Nadelbetätigungszylinders auf die Positionsnummern der Zeichnung dieser Seite verwiesen.
NOTICEWenden Sie die entsprechenden Drehmomente aus der Drehmomentliste der Sektion 13 an.
Doc003752.png
Bauteile - PNC4508B SeriePos. Anzahl Beschreibung Teilenummer
(1) 1 Zylindergehäuse komplett
PNC4508B-HC-01
(1.1) 1 Zylindergehäuse PNC4508B-CH-01(1.2) 1 Kolben PNC4508B-PI-01(1.3) 1 Anschlagscheibe PNC3008-BU-01(1.4) 1 Sicherungsring für
BohrungenDIN472-50X2
* ( ) Dichtungssatz PNC4508B besteht aus: (1.5), (1.6), (1.7), (1.8), (7), (8), (9)
PNC4508B-SK-01
* (1.5) 1 Kolbendichtung 2G2/45-37.5-3.2* (1.6) 1 O-Ring Dichtung VIOR-41X1.78FPM75* (1.7) 1 Stangendichtung C1--1044-V3664* (1.8) 1 Führungselement FB2.3-1.5L48.5
(2) 1 Konterschraube PNC4508B-LS-01(3) 1 Aufhängungsschraube
für Verschlussnadel 3,8 (PNC4508B-01)
PNC4508B-HS-01
(3) 1 Aufhängungsschraube für Verschlussnadel 3,0 (PNC4508B-02)
PNC4508B-HS-02
(4) 1 Haltering PNC4508B-HR-01(5) 2 Zylinderkopfschraube DIN912-M5X16-12.9(6) 2 Gewindestift mit
InnensechskantDIN914-M4X8-45H
* (7) 1 Viton O-Ring Dichtung VIOR-RING 9.25X1.78 FPM 80
* (8) 1 Viton O-Ring Dichtung VIOR-RING 28.30X1.78 FPM 80
* (9) 1 Viton O-Ring Dichtung VIOR-RING 53.70X1.78 FPM 80
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 167 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
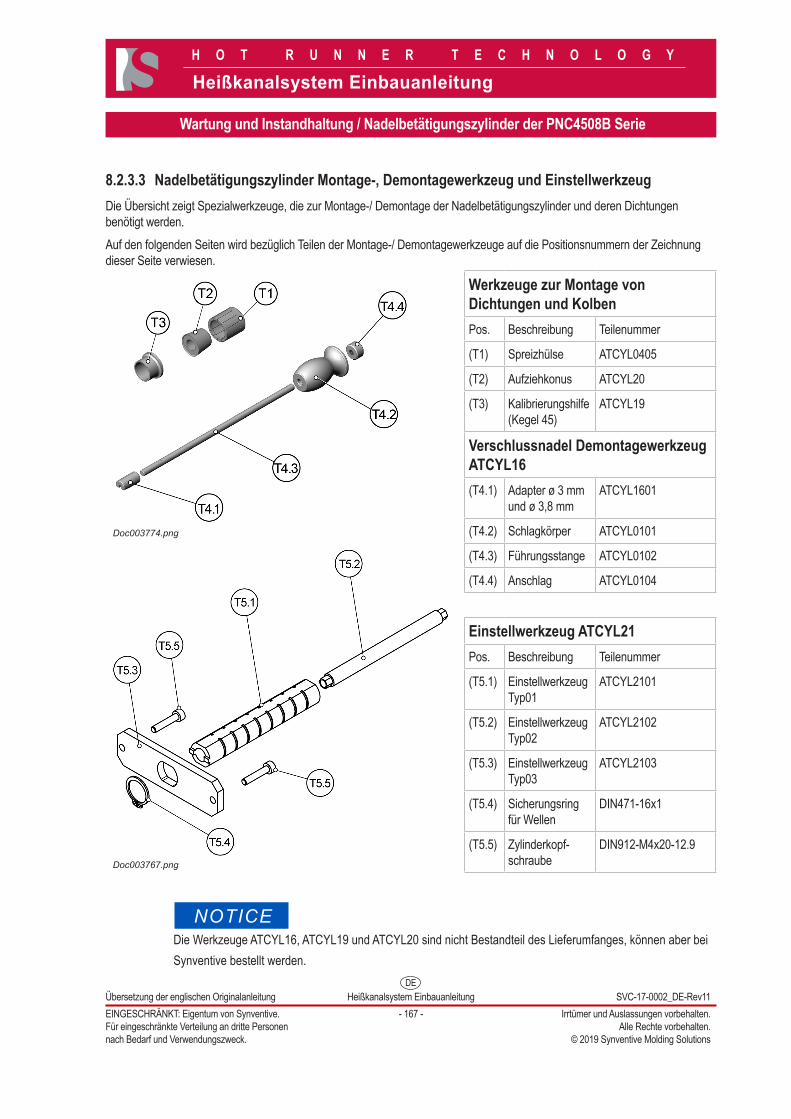
8.2.3.3 Nadelbetätigungszylinder Montage-, Demontagewerkzeug und EinstellwerkzeugDie Übersicht zeigt Spezialwerkzeuge, die zur Montage-/ Demontage der Nadelbetätigungszylinder und deren Dichtungen benötigt werden.Auf den folgenden Seiten wird bezüglich Teilen der Montage-/ Demontagewerkzeuge auf die Positionsnummern der Zeichnung dieser Seite verwiesen.
Doc003774.png
Doc003767.png
Werkzeuge zur Montage von Dichtungen und KolbenPos. Beschreibung Teilenummer
(T1) Spreizhülse ATCYL0405
(T2) Aufziehkonus ATCYL20
(T3) Kalibrierungshilfe (Kegel 45)
ATCYL19
Verschlussnadel Demontagewerkzeug ATCYL16(T4.1) Adapter ø 3 mm
und ø 3,8 mmATCYL1601
(T4.2) Schlagkörper ATCYL0101
(T4.3) Führungsstange ATCYL0102
(T4.4) Anschlag ATCYL0104
Einstellwerkzeug ATCYL21Pos. Beschreibung Teilenummer
(T5.1) Einstellwerkzeug Typ01
ATCYL2101
(T5.2) Einstellwerkzeug Typ02
ATCYL2102
(T5.3) Einstellwerkzeug Typ03
ATCYL2103
(T5.4) Sicherungsring für Wellen
DIN471-16x1
(T5.5) Zylinderkopf-schraube
DIN912-M4x20-12.9
NOTICEDie Werkzeuge ATCYL16, ATCYL19 und ATCYL20 sind nicht Bestandteil des Lieferumfanges, können aber bei Synventive bestellt werden.
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 168 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
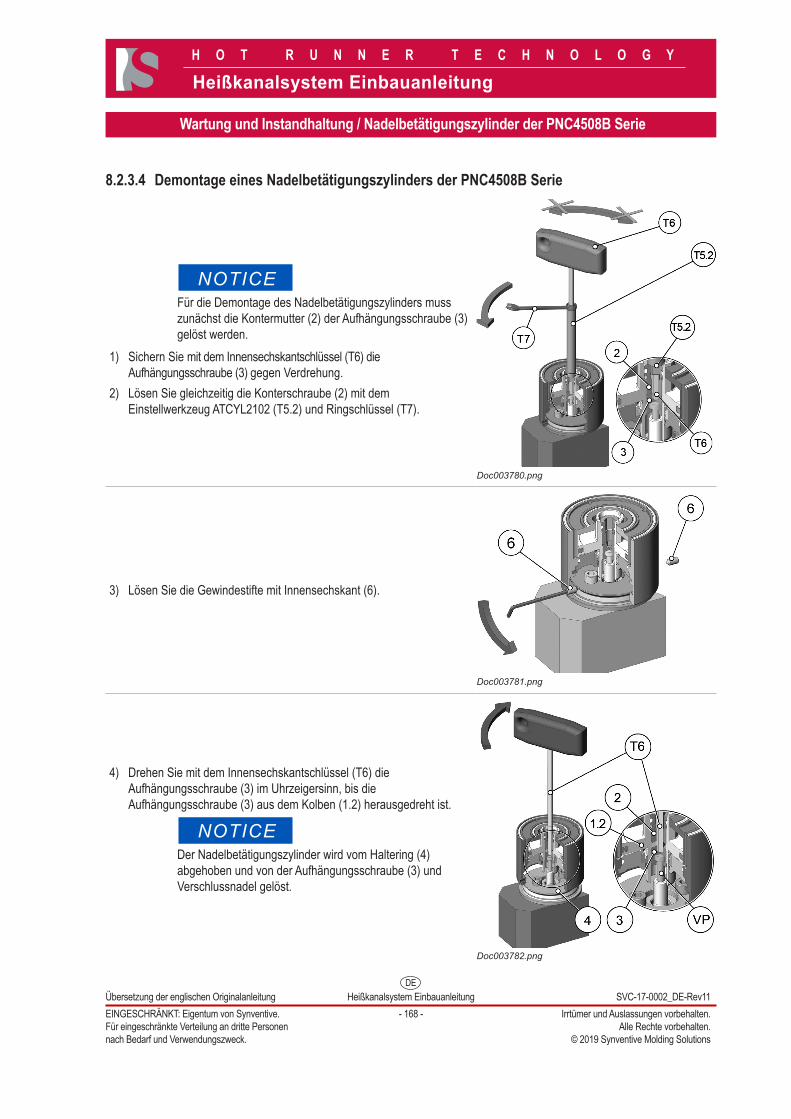
8.2.3.4 Demontage eines Nadelbetätigungszylinders der PNC4508B Serie
NOTICEFür die Demontage des Nadelbetätigungszylinders muss zunächst die Kontermutter (2) der Aufhängungsschraube (3) gelöst werden.
1) Sichern Sie mit dem Innensechskantschlüssel (T6) die Aufhängungsschraube (3) gegen Verdrehung.
2) Lösen Sie gleichzeitig die Konterschraube (2) mit dem Einstellwerkzeug ATCYL2102 (T5.2) und Ringschlüssel (T7).
Doc003780.png
3) Lösen Sie die Gewindestifte mit Innensechskant (6).
Doc003781.png
4) Drehen Sie mit dem Innensechskantschlüssel (T6) die Aufhängungsschraube (3) im Uhrzeigersinn, bis die Aufhängungsschraube (3) aus dem Kolben (1.2) herausgedreht ist.
NOTICEDer Nadelbetätigungszylinder wird vom Haltering (4) abgehoben und von der Aufhängungsschraube (3) und Verschlussnadel gelöst.
Doc003782.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 169 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
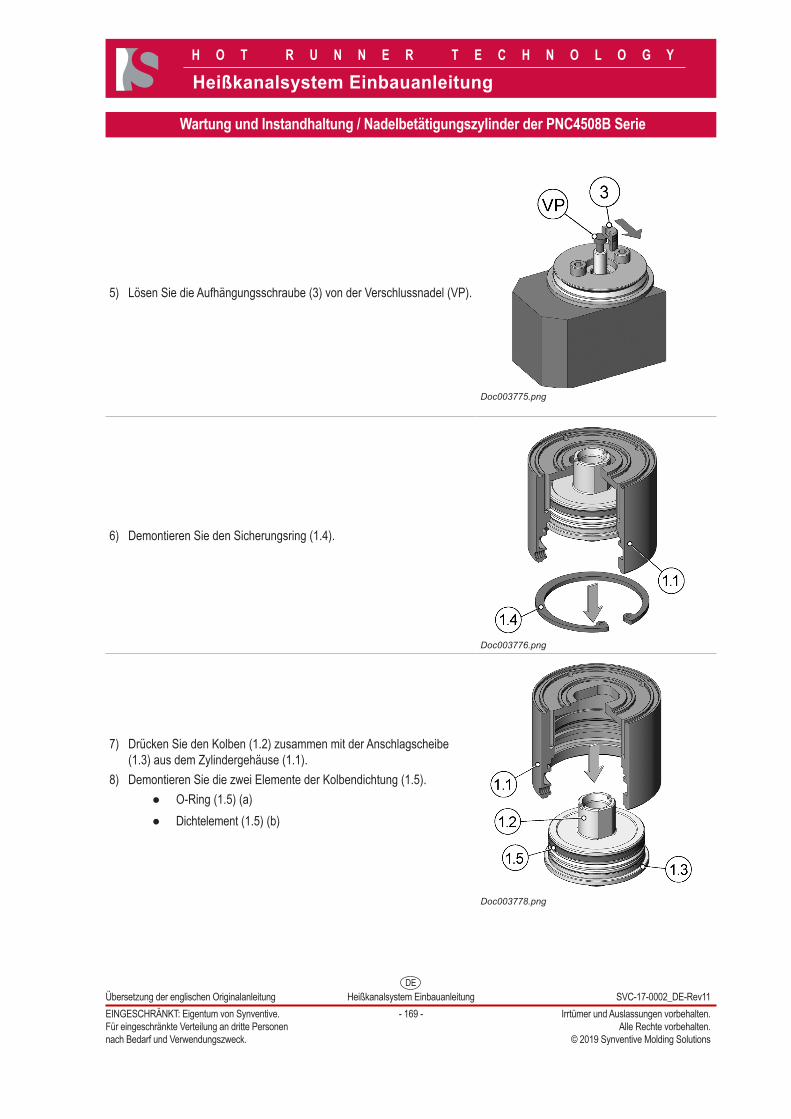
5) Lösen Sie die Aufhängungsschraube (3) von der Verschlussnadel (VP).
Doc003775.png
6) Demontieren Sie den Sicherungsring (1.4).
Doc003776.png
7) Drücken Sie den Kolben (1.2) zusammen mit der Anschlagscheibe (1.3) aus dem Zylindergehäuse (1.1).
8) Demontieren Sie die zwei Elemente der Kolbendichtung (1.5). ● O-Ring (1.5) (a) ● Dichtelement (1.5) (b)
Doc003778.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 170 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
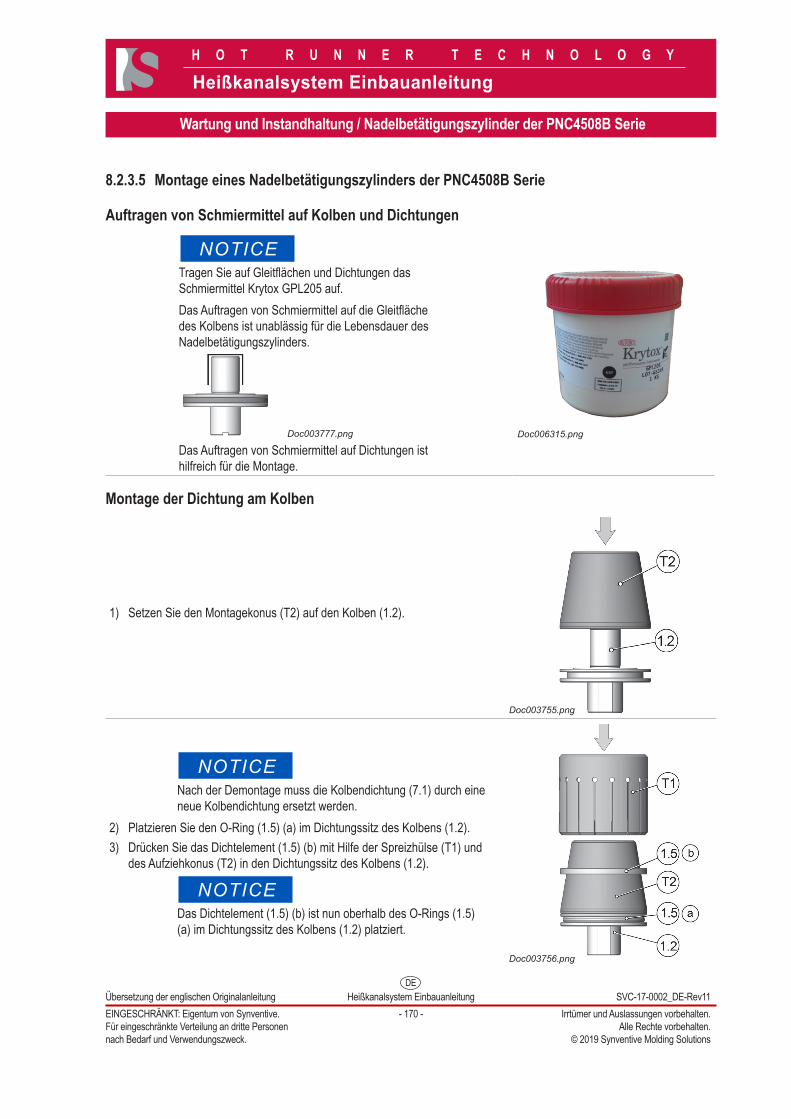
8.2.3.5 Montage eines Nadelbetätigungszylinders der PNC4508B Serie
Auftragen von Schmiermittel auf Kolben und Dichtungen
NOTICETragen Sie auf Gleitflächen und Dichtungen das Schmiermittel Krytox GPL205 auf.Das Auftragen von Schmiermittel auf die Gleitfläche des Kolbens ist unablässig für die Lebensdauer des Nadelbetätigungszylinders.
Doc003777.png
Das Auftragen von Schmiermittel auf Dichtungen ist hilfreich für die Montage.
Doc006315.png
Montage der Dichtung am Kolben
1) Setzen Sie den Montagekonus (T2) auf den Kolben (1.2).
Doc003755.png
NOTICENach der Demontage muss die Kolbendichtung (7.1) durch eine neue Kolbendichtung ersetzt werden.
2) Platzieren Sie den O-Ring (1.5) (a) im Dichtungssitz des Kolbens (1.2).3) Drücken Sie das Dichtelement (1.5) (b) mit Hilfe der Spreizhülse (T1) und
des Aufziehkonus (T2) in den Dichtungssitz des Kolbens (1.2).
NOTICEDas Dichtelement (1.5) (b) ist nun oberhalb des O-Rings (1.5) (a) im Dichtungssitz des Kolbens (1.2) platziert.
Doc003756.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 171 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
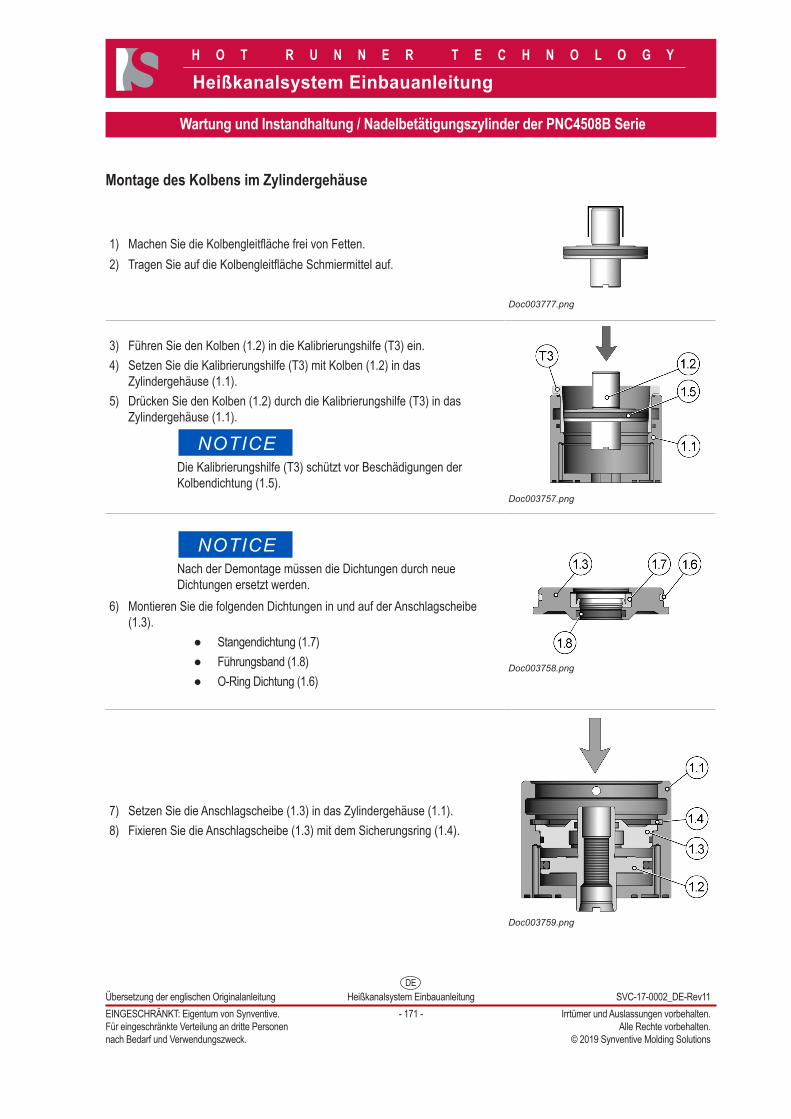
Montage des Kolbens im Zylindergehäuse
1) Machen Sie die Kolbengleitfläche frei von Fetten.2) Tragen Sie auf die Kolbengleitfläche Schmiermittel auf.
Doc003777.png
3) Führen Sie den Kolben (1.2) in die Kalibrierungshilfe (T3) ein.4) Setzen Sie die Kalibrierungshilfe (T3) mit Kolben (1.2) in das
Zylindergehäuse (1.1).5) Drücken Sie den Kolben (1.2) durch die Kalibrierungshilfe (T3) in das
Zylindergehäuse (1.1).
NOTICEDie Kalibrierungshilfe (T3) schützt vor Beschädigungen der Kolbendichtung (1.5).
Doc003757.png
NOTICENach der Demontage müssen die Dichtungen durch neue Dichtungen ersetzt werden.
6) Montieren Sie die folgenden Dichtungen in und auf der Anschlagscheibe (1.3).
● Stangendichtung (1.7) ● Führungsband (1.8) ● O-Ring Dichtung (1.6)
Doc003758.png
7) Setzen Sie die Anschlagscheibe (1.3) in das Zylindergehäuse (1.1).8) Fixieren Sie die Anschlagscheibe (1.3) mit dem Sicherungsring (1.4).
Doc003759.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 172 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
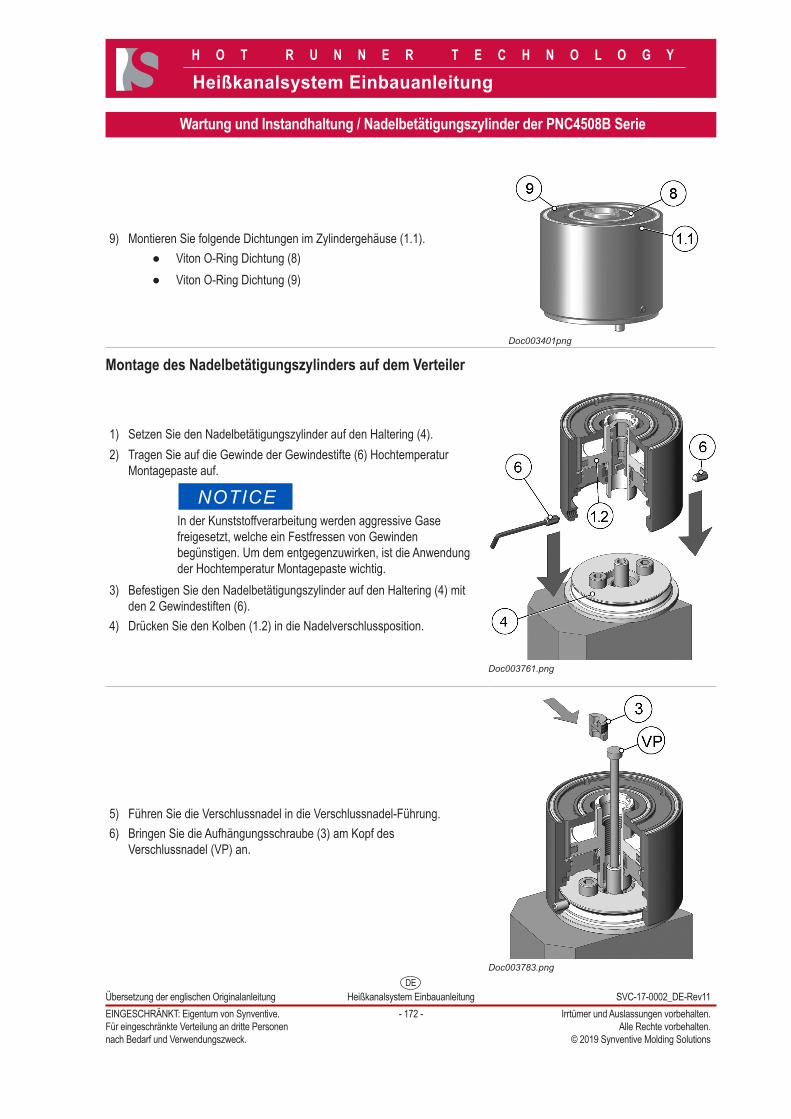
9) Montieren Sie folgende Dichtungen im Zylindergehäuse (1.1). ● Viton O-Ring Dichtung (8) ● Viton O-Ring Dichtung (9)
Doc003401png
Montage des Nadelbetätigungszylinders auf dem Verteiler
1) Setzen Sie den Nadelbetätigungszylinder auf den Haltering (4).2) Tragen Sie auf die Gewinde der Gewindestifte (6) Hochtemperatur
Montagepaste auf.
NOTICEIn der Kunststoffverarbeitung werden aggressive Gase freigesetzt, welche ein Festfressen von Gewinden begünstigen. Um dem entgegenzuwirken, ist die Anwendung der Hochtemperatur Montagepaste wichtig.
3) Befestigen Sie den Nadelbetätigungszylinder auf den Haltering (4) mit den 2 Gewindestiften (6).
4) Drücken Sie den Kolben (1.2) in die Nadelverschlussposition.
Doc003761.png
5) Führen Sie die Verschlussnadel in die Verschlussnadel-Führung.6) Bringen Sie die Aufhängungsschraube (3) am Kopf des
Verschlussnadel (VP) an.
Doc003783.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 173 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
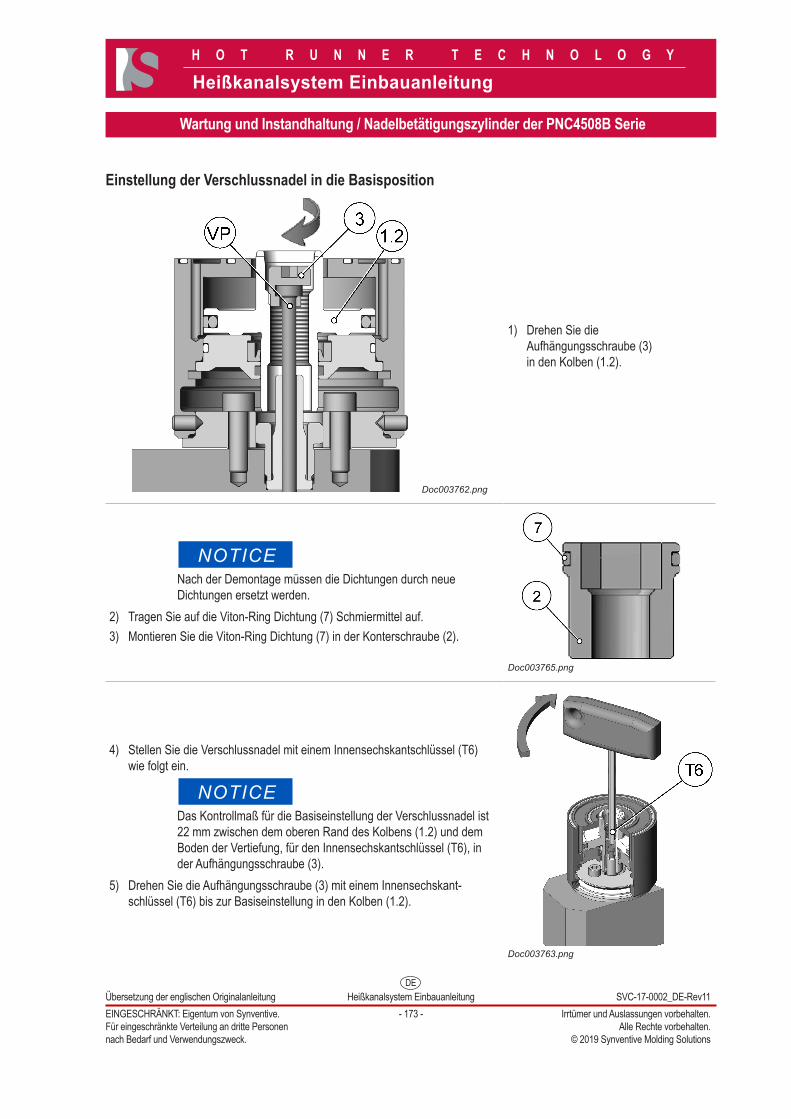
Einstellung der Verschlussnadel in die Basisposition
Doc003762.png
1) Drehen Sie die Aufhängungsschraube (3) in den Kolben (1.2).
NOTICENach der Demontage müssen die Dichtungen durch neue Dichtungen ersetzt werden.
2) Tragen Sie auf die Viton-Ring Dichtung (7) Schmiermittel auf.3) Montieren Sie die Viton-Ring Dichtung (7) in der Konterschraube (2).
Doc003765.png
4) Stellen Sie die Verschlussnadel mit einem Innensechskantschlüssel (T6) wie folgt ein.
NOTICEDas Kontrollmaß für die Basiseinstellung der Verschlussnadel ist 22 mm zwischen dem oberen Rand des Kolbens (1.2) und dem Boden der Vertiefung, für den Innensechskantschlüssel (T6), in der Aufhängungsschraube (3).
5) Drehen Sie die Aufhängungsschraube (3) mit einem Innensechskant-schlüssel (T6) bis zur Basiseinstellung in den Kolben (1.2).
Doc003763.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 174 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
Wartung und Instandhaltung / Nadelbetätigungszylinder der PNC4508B Serie
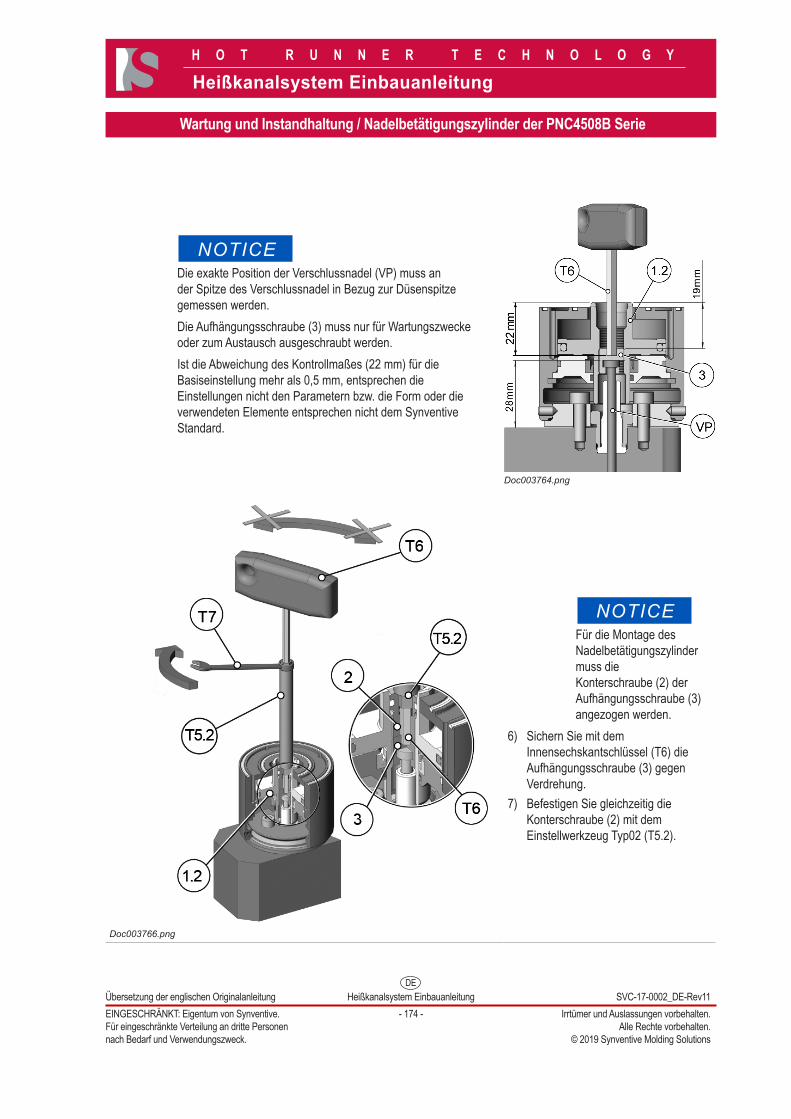
NOTICEDie exakte Position der Verschlussnadel (VP) muss an der Spitze des Verschlussnadel in Bezug zur Düsenspitze gemessen werden.Die Aufhängungsschraube (3) muss nur für Wartungszwecke oder zum Austausch ausgeschraubt werden.Ist die Abweichung des Kontrollmaßes (22 mm) für die Basiseinstellung mehr als 0,5 mm, entsprechen die Einstellungen nicht den Parametern bzw. die Form oder die verwendeten Elemente entsprechen nicht dem Synventive Standard.
Doc003764.png
Doc003766.png
NOTICEFür die Montage des Nadelbetätigungszylinder muss die Konterschraube (2) der Aufhängungsschraube (3) angezogen werden.
6) Sichern Sie mit dem Innensechskantschlüssel (T6) die Aufhängungsschraube (3) gegen Verdrehung.
7) Befestigen Sie gleichzeitig die Konterschraube (2) mit dem Einstellwerkzeug Typ02 (T5.2).
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Wartung und Instandhaltung / Verschlussnadel Höheneinstellung der PNC4508B Serie
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 175 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
8.2.3.6 Verschlussnadel Höheneinstellung der PNC4508B Serie
Vorbedingung für die folgenden Schritte ist ein, in einem Spritzgusswerkzeug installierten Heißka-nalsystem. Das Heißkanalsystem und Werkzeug muß Betriebstemperatur haben.
Gefahr durch heiße OberflächenBei Kontakt von heißen Flächen mit der Haut, kann es zu Verbrennungen kommen.Tragen Sie Schutzkleidung: Temperaturschutz-Handschuhe, Wärmeschutz-schürze, Gesichtsschutz um gegen Verbrennungen geschützt zu sein.Wenn Sie an einem Heißkanalsystem arbeiten, welches nicht in Verteilerplatten montiert ist, achten Sie besonders auf Warnhinweise die auf heiße Oberflächen hinweisen.
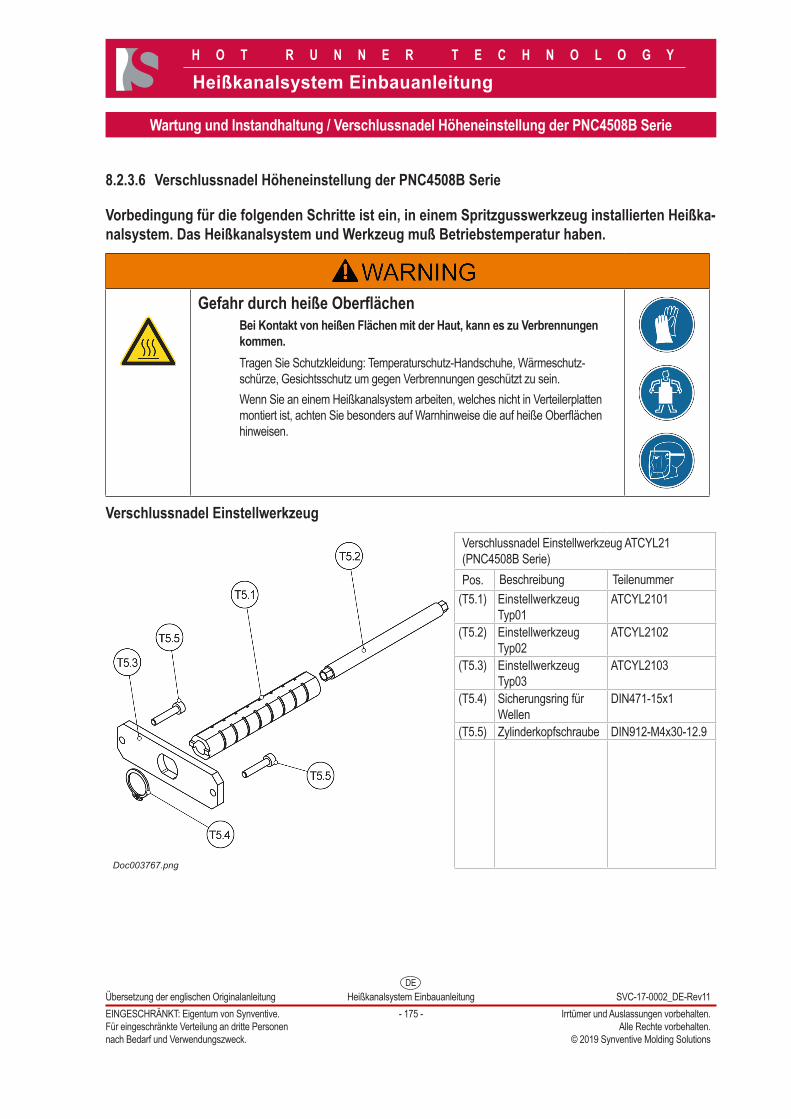
Verschlussnadel Einstellwerkzeug
Doc003767.png
Verschlussnadel Einstellwerkzeug ATCYL21 (PNC4508B Serie)Pos. Beschreibung Teilenummer
(T5.1) Einstellwerkzeug Typ01
ATCYL2101
(T5.2) Einstellwerkzeug Typ02
ATCYL2102
(T5.3) Einstellwerkzeug Typ03
ATCYL2103
(T5.4) Sicherungsring für Wellen
DIN471-15x1
(T5.5) Zylinderkopfschraube DIN912-M4x30-12.9
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Wartung und Instandhaltung / Verschlussnadel Höheneinstellung der PNC4508B Serie
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 176 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
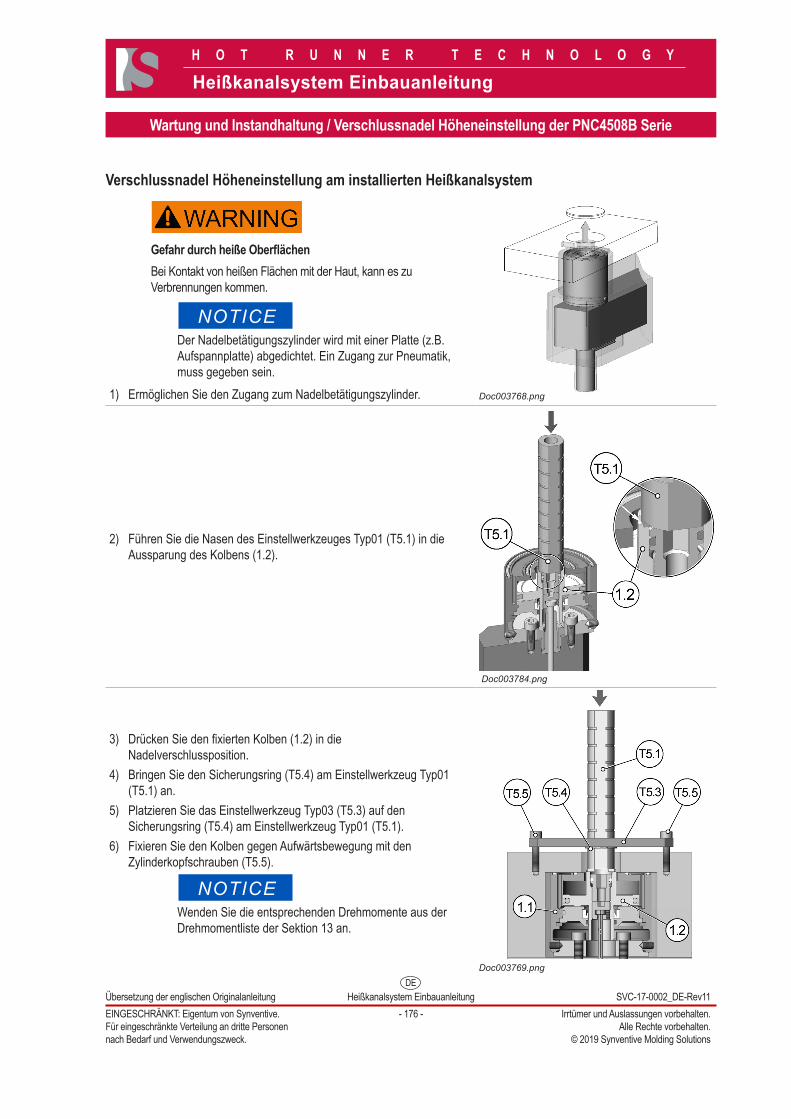
Verschlussnadel Höheneinstellung am installierten Heißkanalsystem
Gefahr durch heiße OberflächenBei Kontakt von heißen Flächen mit der Haut, kann es zu Verbrennungen kommen.
NOTICEDer Nadelbetätigungszylinder wird mit einer Platte (z.B. Aufspannplatte) abgedichtet. Ein Zugang zur Pneumatik, muss gegeben sein.
1) Ermöglichen Sie den Zugang zum Nadelbetätigungszylinder. Doc003768.png
2) Führen Sie die Nasen des Einstellwerkzeuges Typ01 (T5.1) in die Aussparung des Kolbens (1.2).
Doc003784.png
3) Drücken Sie den fixierten Kolben (1.2) in die Nadelverschlussposition.
4) Bringen Sie den Sicherungsring (T5.4) am Einstellwerkzeug Typ01 (T5.1) an.
5) Platzieren Sie das Einstellwerkzeug Typ03 (T5.3) auf den Sicherungsring (T5.4) am Einstellwerkzeug Typ01 (T5.1).
6) Fixieren Sie den Kolben gegen Aufwärtsbewegung mit den Zylinderkopfschrauben (T5.5).
NOTICEWenden Sie die entsprechenden Drehmomente aus der Drehmomentliste der Sektion 13 an.
Doc003769.png
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Wartung und Instandhaltung / Verschlussnadel Höheneinstellung der PNC4508B Serie
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 177 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
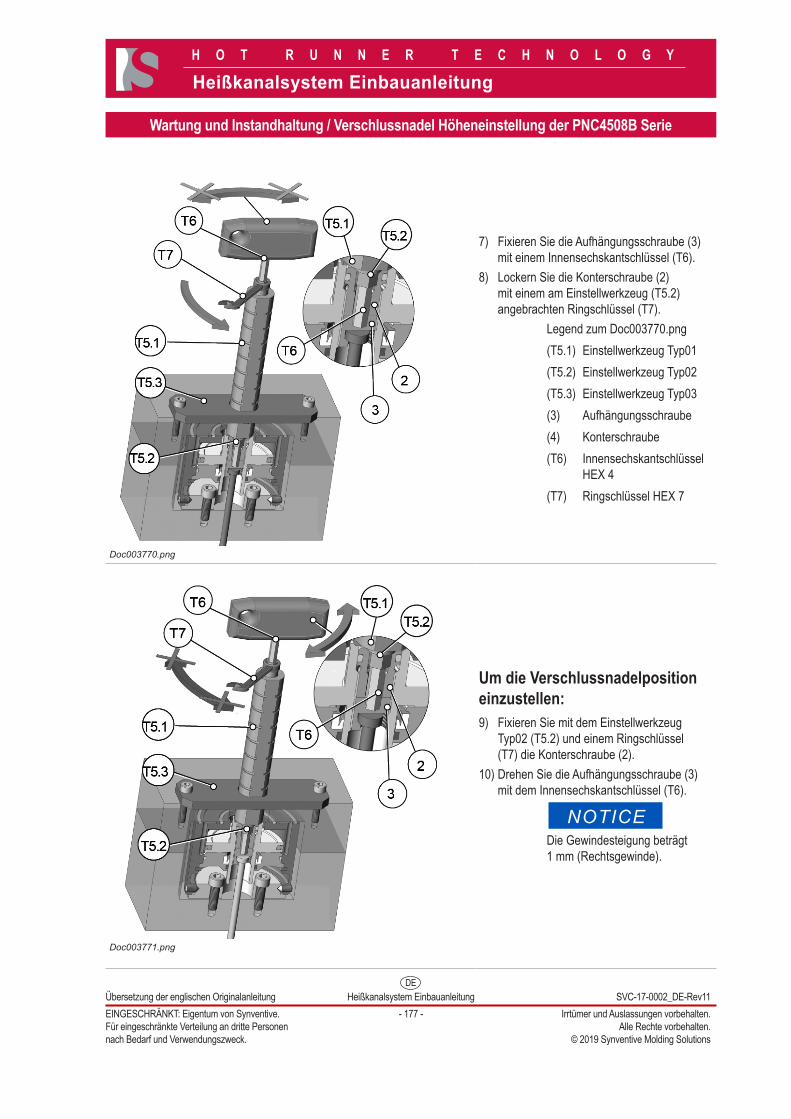
Doc003770.png
7) Fixieren Sie die Aufhängungsschraube (3) mit einem Innensechskantschlüssel (T6).
8) Lockern Sie die Konterschraube (2) mit einem am Einstellwerkzeug (T5.2) angebrachten Ringschlüssel (T7).
Legend zum Doc003770.png(T5.1) Einstellwerkzeug Typ01(T5.2) Einstellwerkzeug Typ02(T5.3) Einstellwerkzeug Typ03(3) Aufhängungsschraube(4) Konterschraube(T6) Innensechskantschlüssel HEX 4(T7) Ringschlüssel HEX 7
Doc003771.png
Um die Verschlussnadelposition einzustellen:9) Fixieren Sie mit dem Einstellwerkzeug
Typ02 (T5.2) und einem Ringschlüssel (T7) die Konterschraube (2).
10) Drehen Sie die Aufhängungsschraube (3) mit dem Innensechskantschlüssel (T6).
NOTICEDie Gewindesteigung beträgt 1 mm (Rechtsgewinde).
H O T R U N N E R T E C H N O L O G Y
Heißkanalsystem Einbauanleitung
Wartung und Instandhaltung / Verschlussnadel Höheneinstellung der PNC4508B Serie
Übersetzung der englischen Originalanleitung Heißkanalsystem Einbauanleitung SVC-17-0002_DE-Rev11DE
EINGESCHRÄNKT: Eigentum von Synventive. - 178 - Irrtümer und Auslassungen vorbehalten.Für eingeschränkte Verteilung an dritte Personen Alle Rechte vorbehalten. nach Bedarf und Verwendungszweck. © 2019 Synventive Molding Solutions
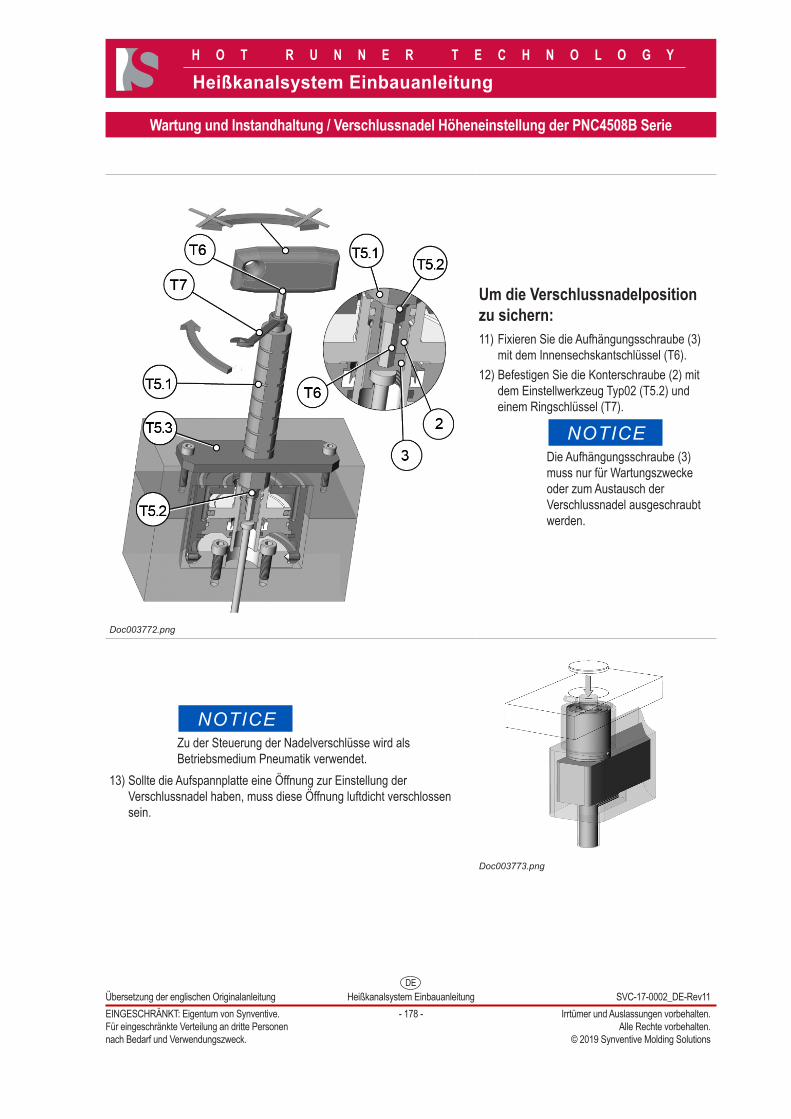
Doc003772.png
Um die Verschlussnadelposition zu sichern:11) Fixieren Sie die Aufhängungsschraube (3)
mit dem Innensechskantschlüssel (T6).12) Befestigen Sie die Konterschraube (2) mit
dem Einstellwerkzeug Typ02 (T5.2) und einem Ringschlüssel (T7).
NOTICEDie Aufhängungsschraube (3) muss nur für Wartungszwecke oder zum Austausch der Verschlussnadel ausgeschraubt werden.
NOTICEZu der Steuerung der Nadelverschlüsse wird als Betriebsmedium Pneumatik verwendet.
13) Sollte die Aufspannplatte eine Öffnung zur Einstellung der Verschlussnadel haben, muss diese Öffnung luftdicht verschlossen sein.
Doc003773.png