Herstellung ausgeschäumter Leichtbau-Profile Production of...
19
Herstellung ausgeschäumter Leichtbau-Profile Dr.-Ing. Christian Klose Leibniz Universität Hannover Institut für Werkstoffkunde Bereich Biomedizintechnik und Leichtbau 11.04.2014 Production of lightweight foam-filled profiles Gefördert durch:
Transcript of Herstellung ausgeschäumter Leichtbau-Profile Production of...

Herstellung ausgeschäumter Leichtbau-Profile
Dr.-Ing. Christian Klose
Leibniz Universität Hannover
Institut für Werkstoffkunde
Bereich Biomedizintechnik und Leichtbau
11.04.2014
Production of lightweight foam-filled profiles
Gefördert durch:

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 2
Einleitung
Warum „baut“ die Natur auf zellulare Strukturen?
Effizienz, die natürliche zellulare Strukturen durch
ihre gewichtsbezogenen mechanischen Eigenschaften
erreichen!
Korallen
Spongiosa
Kompakta
Knochen des Menschen
Bildquelle:
de.wikipedia.org

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 3
Metallische Schäume
0
10
20
30
40
50
60
0 20 40 60 80
Sp
an
nu
ng
Stauchung e%
MPa
Idealer Energieabsorber
Absorbierte Energie
Druck
Zug
Geringe Dichte 0,1 g/cm3 ≤ ρ ≤ 1,0 g/cm3
Ausgezeichnetes Energieabsorptionsvermögen
Hohes Festigkeitsniveau gegenüber Polymerschäumen
Hohe spezifische Steifigkeit
Schall- und wärmedämmend
Eigenschaften und Anwendungsmöglichkeiten metallischer Schäume
Mg-Schaum (Längsschnitt)
Kerbwirkung der Porenstruktur
Einsatz in Form von Werkstoffverbunden
F
F, M
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 4
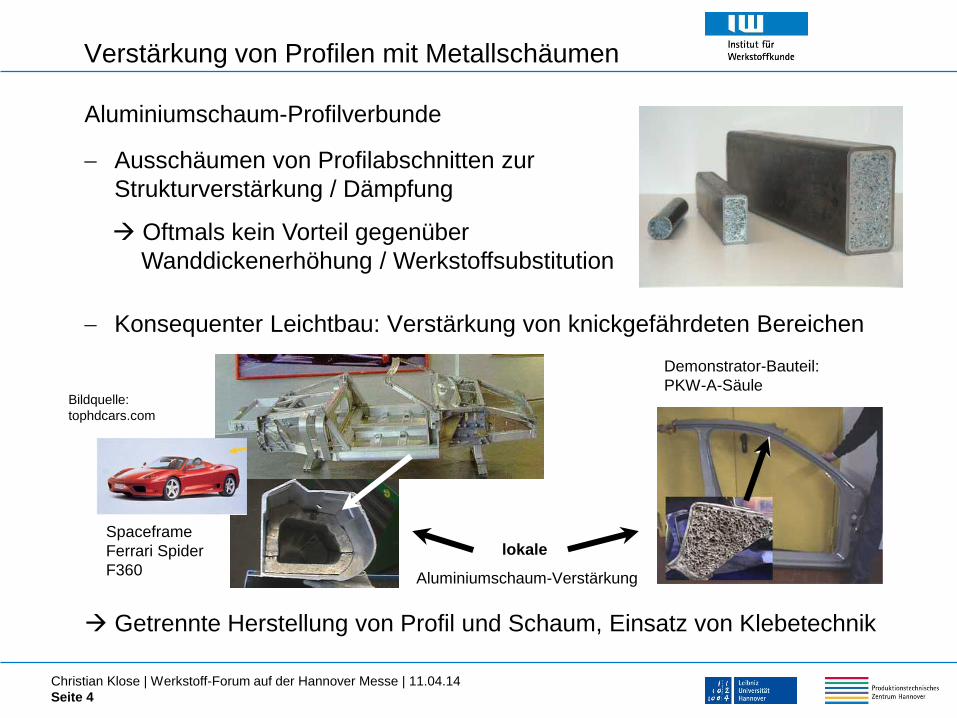
Verstärkung von Profilen mit Metallschäumen
Aluminiumschaum-Profilverbunde
Ausschäumen von Profilabschnitten zur
Strukturverstärkung / Dämpfung
Oftmals kein Vorteil gegenüber
Wanddickenerhöhung / Werkstoffsubstitution
Getrennte Herstellung von Profil und Schaum, Einsatz von Klebetechnik
Demonstrator-Bauteil:
PKW-A-Säule
lokale
Aluminiumschaum-Verstärkung
Konsequenter Leichtbau: Verstärkung von knickgefährdeten Bereichen
Spaceframe
Ferrari Spider
F360
Bildquelle:
tophdcars.com
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 5
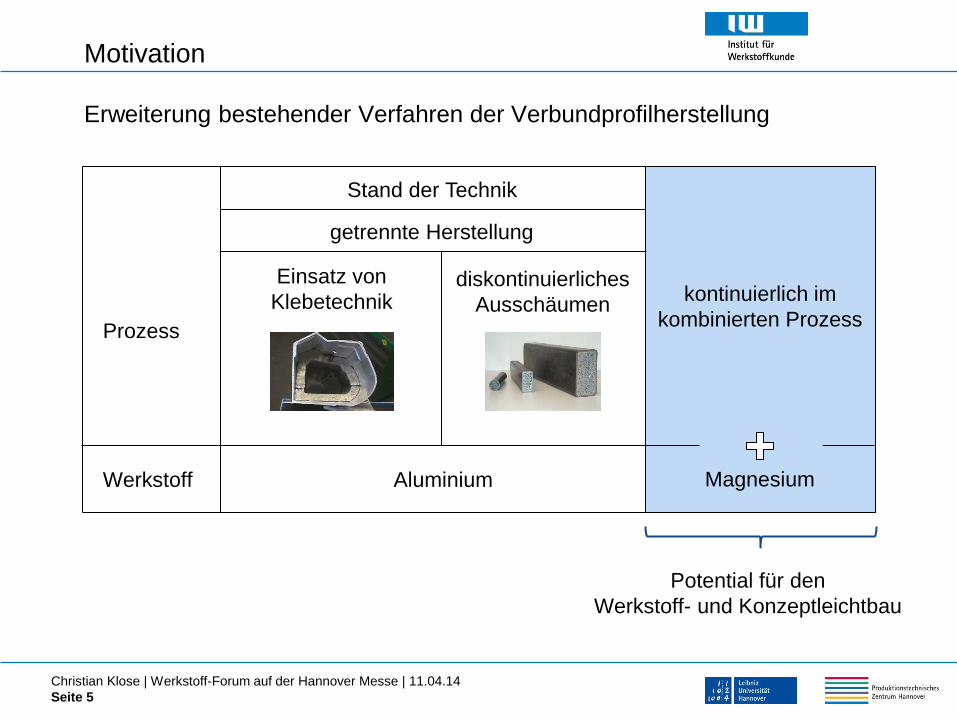
Motivation
Potential für den
Werkstoff- und Konzeptleichtbau
Magnesium
kontinuierlich im
kombinierten Prozess
diskontinuierliches
Ausschäumen
Einsatz von
Klebetechnik
Aluminium
getrennte Herstellung
Prozess
Werkstoff
Erweiterung bestehender Verfahren der Verbundprofilherstellung
Stand der Technik

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 6
Ultraleichte Magnesium-Verbundprofile
Entwicklung einer Prozesskette zur Erzeugung verstärkter Mg-Mg-Rollprofile
Entwicklung und Untersuchung eines Verfahrens für das fertigungsintegrierte
Ausschäumen von Magnesiumprofilen
Lokale, individuelle Verstärkung dünnwandiger Profile mit Mg-Schaum
Kontinuierliche Profilfertigung mit magnesiumgerechter
Aufschäumtechnologie
Zielsetzung:
Strangpressen von Mg-Bändern &
aufschäumbaren Mg-Halbzeugen Rollprofilieren
Aufschäumen
Schweißen
der Rohre
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 7
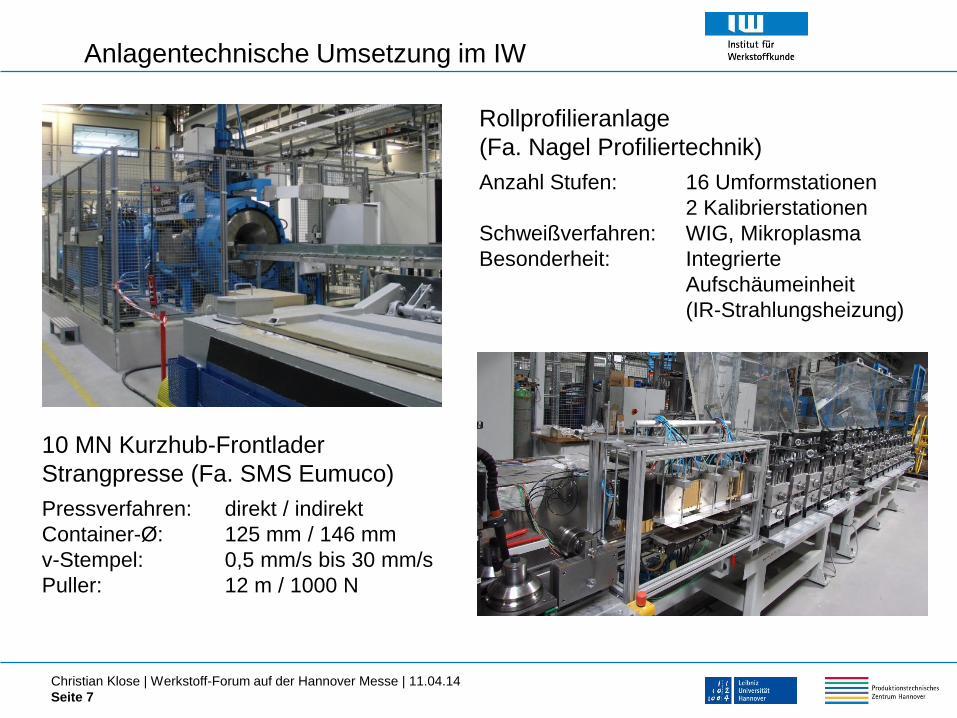
Anlagentechnische Umsetzung im IW
10 MN Kurzhub-Frontlader
Strangpresse (Fa. SMS Eumuco)
Pressverfahren: direkt / indirekt
Container-Ø: 125 mm / 146 mm
v-Stempel: 0,5 mm/s bis 30 mm/s
Puller: 12 m / 1000 N
Rollprofilieranlage
(Fa. Nagel Profiliertechnik)
Anzahl Stufen: 16 Umformstationen
2 Kalibrierstationen
Schweißverfahren: WIG, Mikroplasma
Besonderheit: Integrierte
Aufschäumeinheit
(IR-Strahlungsheizung)
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 8
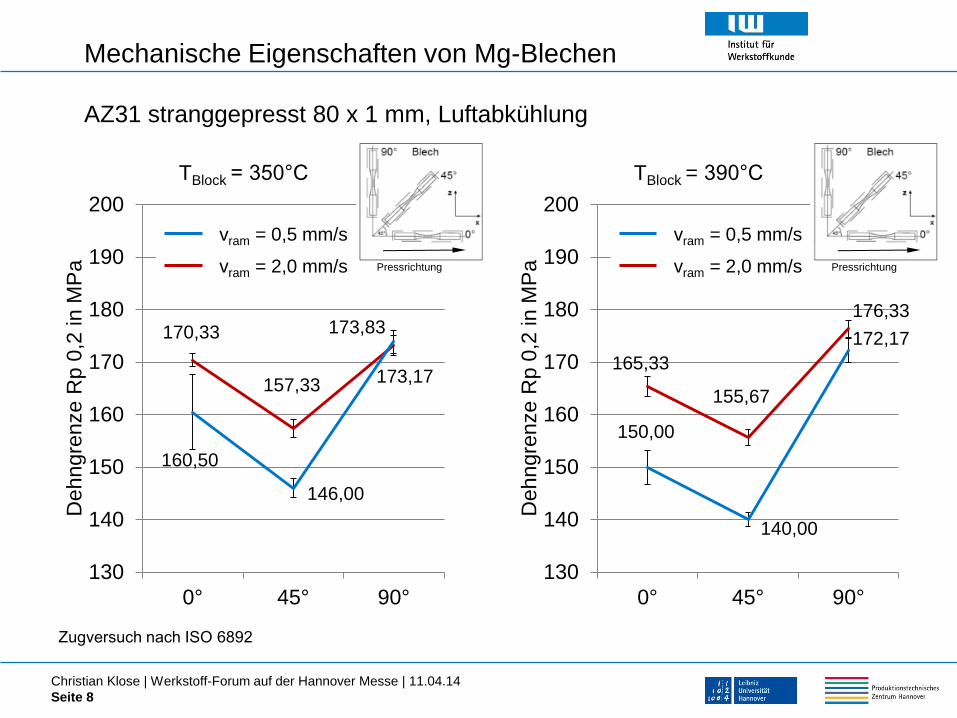
170,33
157,33 173,17
160,50
146,00
173,83
130
140
150
160
170
180
190
200
0° 45° 90°
Dehngre
nze R
p 0
,2 in M
Pa
165,33
155,67
176,33
150,00
140,00
172,17
130
140
150
160
170
180
190
200
0° 45° 90°
Dehngre
nze R
p 0
,2 in M
Pa
Mechanische Eigenschaften von Mg-Blechen
Pressrichtung Pressrichtung
TBlock = 350°C TBlock = 390°C
Zugversuch nach ISO 6892
AZ31 stranggepresst 80 x 1 mm, Luftabkühlung
vram = 0,5 mm/s
vram = 2,0 mm/s
vram = 0,5 mm/s
vram = 2,0 mm/s
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 9
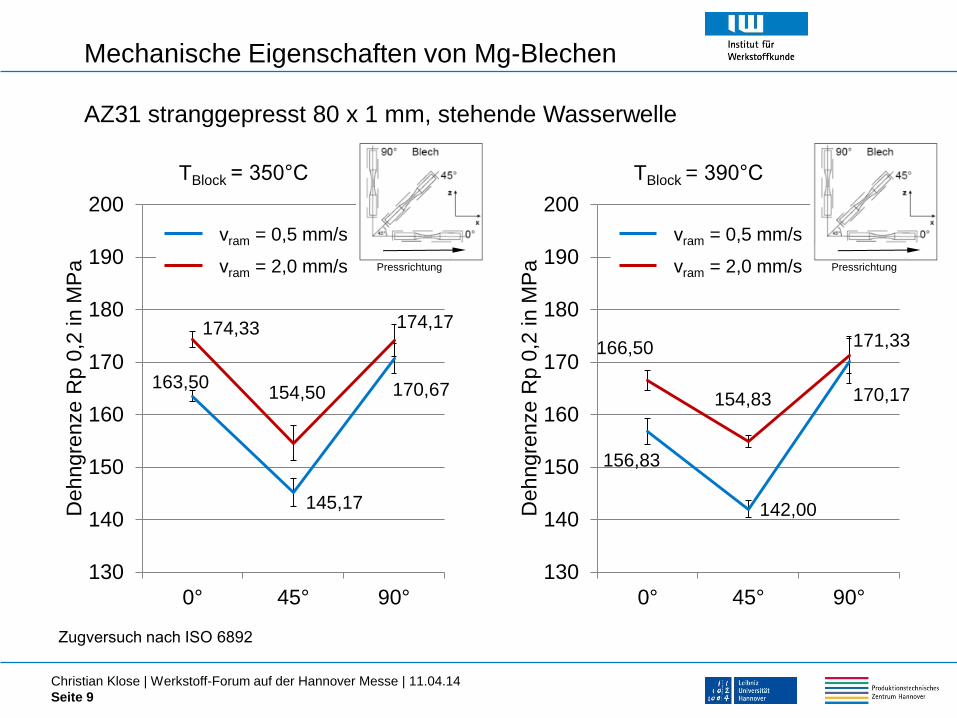
Mechanische Eigenschaften von Mg-Blechen
TBlock = 350°C TBlock = 390°C
Zugversuch nach ISO 6892
AZ31 stranggepresst 80 x 1 mm, stehende Wasserwelle
174,33
154,50
174,17
163,50
145,17
170,67
130
140
150
160
170
180
190
200
0° 45° 90°
Dehngre
nze R
p 0
,2 in M
Pa
166,50
154,83
171,33
156,83
142,00
170,17
130
140
150
160
170
180
190
200
0° 45° 90°
Dehngre
nze R
p 0
,2 in M
Pa
vram = 0,5 mm/s
vram = 2,0 mm/s
vram = 0,5 mm/s
vram = 2,0 mm/s Pressrichtung Pressrichtung

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 10
Fertigungsintegriertes Aufschäumen
Magnesiumgerechte Anlagentechnik
IR-Strahler
Schweißen
Ausschäumen
Profileinformung
Legierungen MgZn3 oder MgSn3
+ 1,5 m% TiH2
Erwärmungsstrategie über IR-Strahlung
mit anschließender Kühlung (Druckluft)
Aufschäumen des Mg-Halbzeugs unter
Schutzgasatmosphäre (Ar + 18 % CO2)
Prüfstand für
Aufschäumversuche
Schema
fertigungsintegriertes
Aufschäumen
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 11
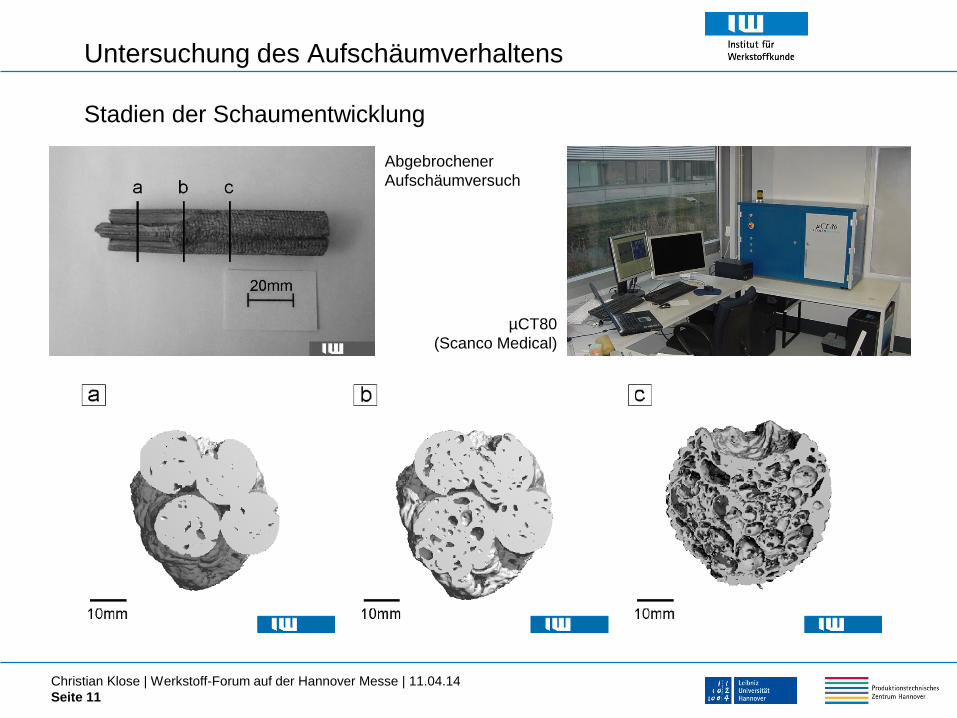
Untersuchung des Aufschäumverhaltens
Stadien der Schaumentwicklung
Abgebrochener
Aufschäumversuch
µCT80
(Scanco Medical)
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 12
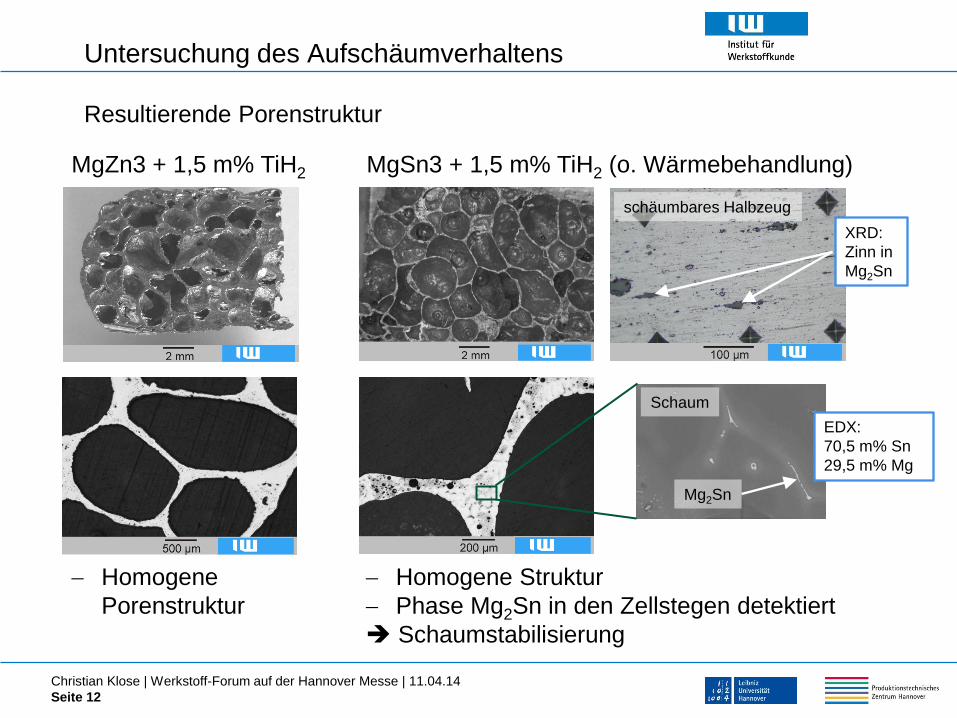
Untersuchung des Aufschäumverhaltens
schäumbares Halbzeug
MgSn3 + 1,5 m% TiH2 (o. Wärmebehandlung)
Resultierende Porenstruktur
MgZn3 + 1,5 m% TiH2
Homogene
Porenstruktur
XRD:
Zinn in
Mg2Sn
Homogene Struktur
Phase Mg2Sn in den Zellstegen detektiert
Schaumstabilisierung
EDX:
70,5 m% Sn
29,5 m% Mg
Schaum
Mg2Sn
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 13
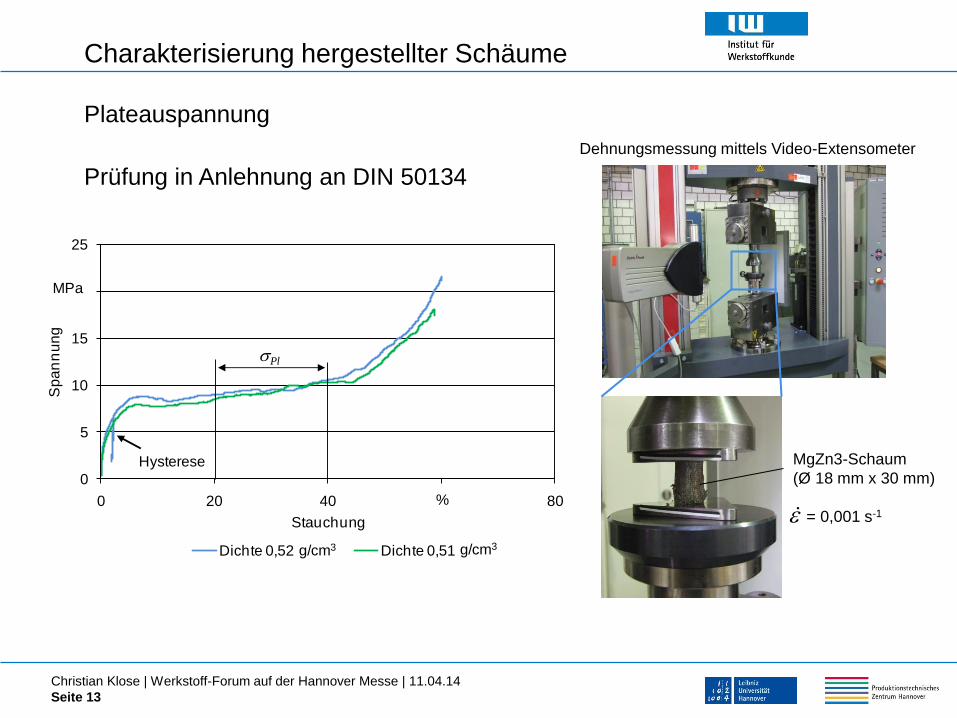
Charakterisierung hergestellter Schäume
Plateauspannung
Dehnungsmessung mittels Video-Extensometer
MgZn3-Schaum
(Ø 18 mm x 30 mm)
= 0,001 s-1
Prüfung in Anlehnung an DIN 50134
e
0
5
10
15
20
25
0 20 40 60 80
Sp
an
nu
ng
Stauchung
Dichte 0,52 Dichte 0,51
MPa
%
Hysterese
Pl
g/cm3 g/cm3

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 14
Charakterisierung hergestellter Schäume
Plateauspannung
Dehnungsmessung mittels Video-Extensometer
MgZn3-Schaum
(Ø 18 mm x 30 mm)
= 0,001 s-1
Prüfung in Anlehnung an DIN 50134
e
MgZn3 mit geringfügig höherer Plateauspannung
1
10
100
0,40 0,45 0,50 0,55 0,60
Sp
an
nu
ng
σP
l(2
0-4
0 %
)
Dichte
MgZn3 MgSn3
MPa
g/cm3
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 15
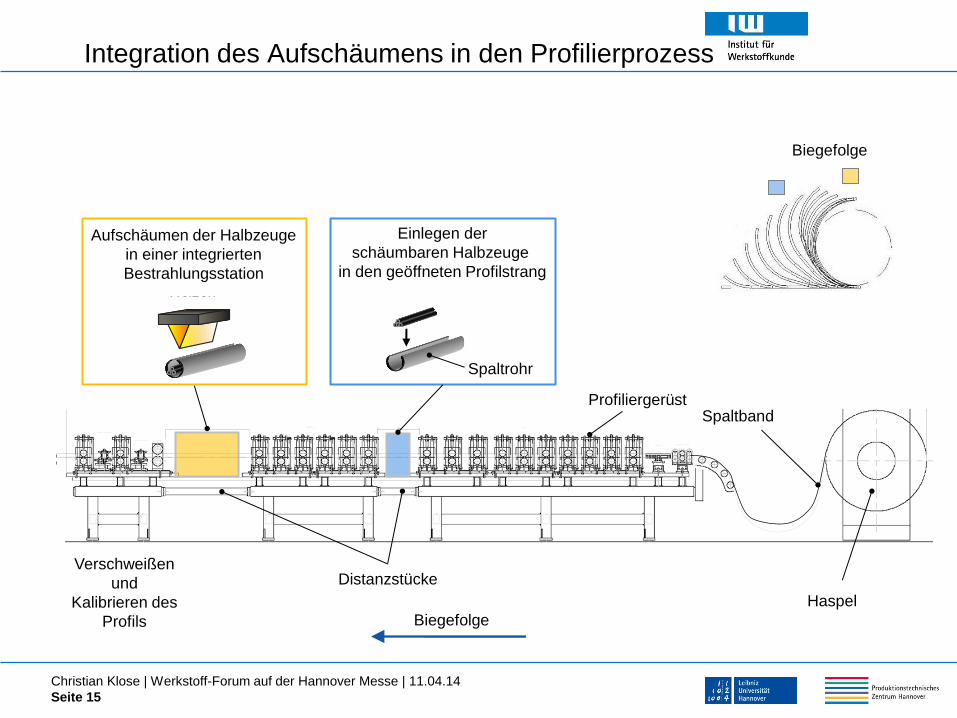
Integration des Aufschäumens in den Profilierprozess
Distanzstücke
Haspel
Biegefolge
Spaltband Profiliergerüst
Einlegen der
schäumbaren Halbzeuge
in den geöffneten Profilstrang
Spaltrohr
Aufschäumen der Halbzeuge
in einer integrierten
Bestrahlungsstation Heizen
Biegefolge
Verschweißen
und
Kalibrieren des
Profils

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 16
Profilieren und Schweißen von Magnesiumrohren
Stranggepresste AZ31-
Flachprofile
Schweißtisch der Profilier-
anlage mit AZ31-Band
Rollprofiliertes AZ31-
Spaltrohr
Rollprofiliertes AZ31-
Spaltrohr nach dem
Spannungsarmglühen
Geschweißtes AZ31-
Rohr (Ø 20 x 0,5 mm),
Mikroplasma 0,5 m/min
AZ31-Rohr, Querschliff der
Schweißnaht
Herstellung von längsnahtgeschweißten AZ31-Rohren
Strangpressen von AZ31-Bändern
(0,5…2 mm)
Profilierung der Mg-Bänder
Hohe Rückfederung bei
Raumtemperatur!
Längsschweißen nicht möglich
Spannungsarmglühen erforderlich
(320°C für 15 min in Zwangslage)

Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 17
Exkurs: Mechanische Prüfung 1.4301 + Mg-Schaum
Quasi-statischer 3-Punkt-Biegeversuch
Massenzunahme
+ 23%
Massenzunahme
+ 20%
Profil mit MgZn3, ρ = 0,65 g/cm3
Profil mit MgSn3, ρ = 0,55 g/cm3
Profil 250 mm, Rohr Stahl 1.4301
Einfluss der lokalen Schaumverstärkung (75 mm)
in profiliertem Stahlrohr 20 x 0,5 mm
Profil ohne Schaum
160 mm
Stützweite
Kraftniveaus abhängig von Schaumeigenschaften
Mit Wahl der Legierung / Schaumdichte großes Potential für Einflussnahme
bei sehr geringen Massenzunahmen durch lokale Verstärkung
Christian Klose | Werkstoff-Forum auf der Hannover Messe | 11.04.14
Seite 18
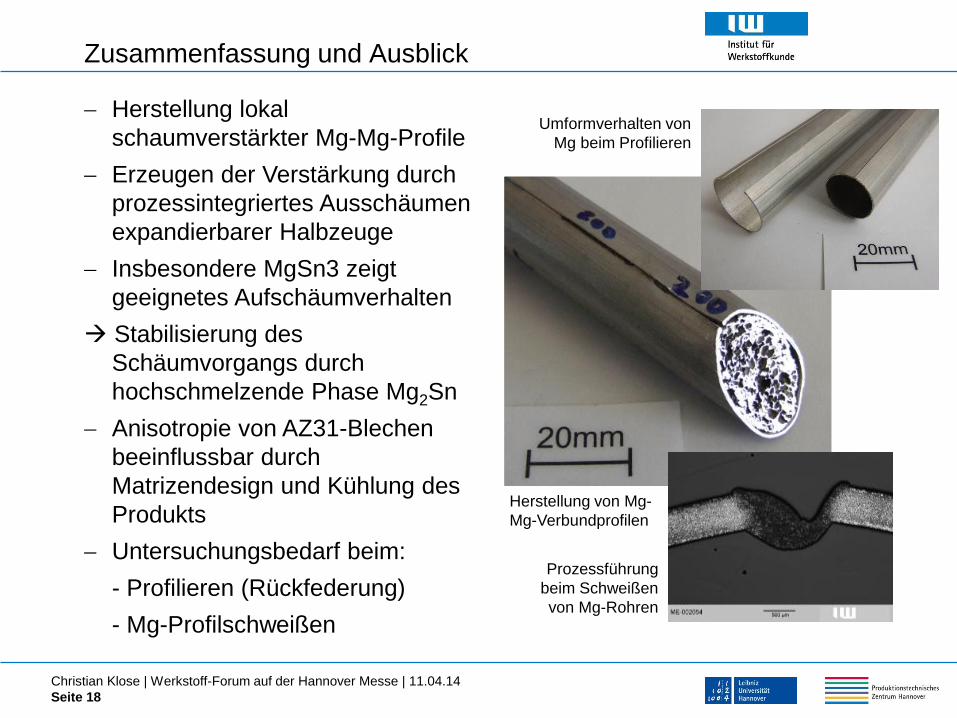
Zusammenfassung und Ausblick
Herstellung von Mg-
Mg-Verbundprofilen
Umformverhalten von
Mg beim Profilieren
Prozessführung
beim Schweißen
von Mg-Rohren
Herstellung lokal
schaumverstärkter Mg-Mg-Profile
Erzeugen der Verstärkung durch
prozessintegriertes Ausschäumen
expandierbarer Halbzeuge
Insbesondere MgSn3 zeigt
geeignetes Aufschäumverhalten
Stabilisierung des
Schäumvorgangs durch
hochschmelzende Phase Mg2Sn
Anisotropie von AZ31-Blechen
beeinflussbar durch
Matrizendesign und Kühlung des
Produkts
Untersuchungsbedarf beim:
- Profilieren (Rückfederung)
- Mg-Profilschweißen

Herstellung ausgeschäumter Leichtbau-Profile
Dr.-Ing. Christian Klose
Leibniz Universität Hannover
Institut für Werkstoffkunde
Bereich Biomedizintechnik und Leichtbau
11.04.2014
Production of lightweight foam-filled profiles
Gefördert durch: