high PERFORMANCE 01|2012 PERFORMANCE - Walter Tools · high PERFORMANCE 01|2012 high PERFORMANCE...
19
FOKUSTHEMA ENERGIEWIRTSCHAFT WALTER: MIT VOLLER ENERGIE HIGH DAS KOMPETENZMAGAZIN FÜR METALLZERSPANUNG VON WALTER HIGH PERFORMANCE 01|2012 PERFORMANCE
Transcript of high PERFORMANCE 01|2012 PERFORMANCE - Walter Tools · high PERFORMANCE 01|2012 high PERFORMANCE...

Fokusthema eNeRGIeWIRtsChaFt
Walter: mit voller energie
high Das kompeteNzmaGazIN FüR metallzeRspaNuNG voN WalteR
high PERFORMANCE 01|2012
PERFORMANCE

high PERFORMANCE 01|2012
Fully integrated innovation
Effizienter, schneller, präziser – die Anforderungen an die Zulieferer der Kraftwerkindustrie werden immer spezieller und umfangreicher. Neue Technologien bei der Energieerzeugung erfordern die Entwicklung neuer Materialien und Bearbeitungsprozesse. Mit unseren Kompetenzmarken Walter, Walter Titex und Walter Prototyp erhalten Sie Hightech-Werkzeuge und Bearbeitungslösungen für die Komplettbearbeitung vom Technologieführer. Das Ergebnis kann sich sehen lassen: Werkzeugplanung aus einer Hand, extrem lange Standzeiten, maßgeschneiderte Spezialwerkzeuge, maximale Formgenauigkeit und erhöhte Wertschöpfung. So definieren wir Innovation – voll integriert in die Prozesse unserer Kunden.
heRausGeBeRWalter AG Derendinger Straße 53D-72072 TübingenTel. +49 7071 701 0Fax +49 7071 701 [email protected]
veRaNtWoRtlICh FüR DeN INhaltMirko Merlo, Präsident der Walter AG
pRojektmaNaGemeNtIsabel Hornemann, Leiterin Marketing Kommunikation, Walter AG
CheFReDaktIoNStefan Richter, Storymaker GmbH
ReDaktIoN uND lektoRatStorymaker GmbHDerendinger Straße 50D-72072 TübingenTel. +49 7071 938 72 0Fax +49 7071 938 72 [email protected] www.storymaker.de
layoutwww.blixen.eu
DRuCkWerbedruck GmbH Horst Schreckhase
BIlDNaChWeIsfotolia gettyimages Peder Iblher, Blixen images.de Richard Läpple Pat Nehls Martin Schreyer Erich Schwab Walter AG
QuelleNaNGaBeAlle genannten Produkte sind eingetragene oder nicht eingetragene Warenzeichen der jeweiligen Firmen. Reproduktion nur mit ausdrücklicher schrift licher Genehmigung des Heraus gebers. Printed in Germany 625 4552 (05/2012) DE
_ impressum
lIeBe leseRINNeN uND leseR,
als kompetenzführer in der Metallzerspanung müssen wir bei Walter nicht nur bei den Produkten innovativ sein und höchste Performance anbieten. Denn wir glauben, dass hervorragende Werkzeuge nur durch exzellente Prozesse in einem effizienten Pro-duktionsnetzwerk von den am besten qualifizierten Mitarbeitern der Branche gefertigt werden können. Wenn wir nur einen dieser Faktoren vernachlässigen, werden wir dem Ziel der langfristigen und nachhaltigen kompetenzführerschaft nicht gerecht.
Nachhaltigkeit ist ein zentrales Thema dieser neuen Aus-gabe unseres Kundenmagazins HIGH PERFORMANCE und auch der Unternehmensstrategie von Walter. Wir müssen für unsere eige-nen Prozesse nachhaltige Lösungen entwickeln, und wir müssen mit unseren Werkzeugen und Prozessdienstleistungen unsere Kun-den befähigen, ihrerseits die Herausforderungen sich rasch ver - ändernder Märkte zu meistern – zum Beispiel mit unseren Re con-ditioning- beziehungsweise Recycling-Angeboten.
Deshalb ist Walter auch seit Herbst 2011 Mitglied der Nach-haltigkeitsinitiative Blue Competence des Verbands Deutscher Maschinen- und Anlagenbau (VDMA). Blue Competence hat klare
Nachhaltigkeitskriterien und -standards definiert, die jedes Unter-nehmen erfüllen muss, das sich der Initiative anschließen will. Gleich zum Start anlässlich der Branchenmesse EMO waren es bereits 30 Unternehmen. Ziel ist höchste Transparenz und Orien-tierung für all jene Kunden, die bei der Auswahl ihrer Lieferanten und Prozesse bewusst auf Nachhaltigkeit achten. Ziel ist auch die abgestimmte Entwicklung von energie- und ressourceneffizienten Lösungen bei geringsten Emissionen und höchster Produktivität.
In dieser Ausgabe von HIGH PERFORMANCE geben wir Ihnen einige Beispiele für unser Verständnis von Nachhaltigkeit: Wir nehmen Sie mit ins modernste Wendeschneidplattenwerk Euro-pas, unser Werk in Münsingen, wo sich bereits viele Prozesse in Kreisläufen abspielen. Und wir zeigen Ihnen unsere Kompetenz bei Zerspanungslösungen für die Energiebranche, die immer wirkungs-gradstärkere Produkte benötigt. Unsere Kompetenzmarken Walter, Walter Titex und Walter Prototyp sind auch im Energiesektor bei vielen Anwendungen das Maß der Dinge. Sprechen Sie Ihren Kun-denbetreuer an, wenn Sie wissen wollen, wie wir auch Ihre Prozesse effizienter machen können.
Unterhaltsame Lektüre wünscht
Foto: Walter AG
mIR
ko
me
Rlo
Seit 2012 Präsident der Walter AG
3
editorial
54Wenn Ihr Mobiltelefon über eine QR-Code-Erkennungssoftware verfügt, gelangen Sie direkt auf unsere Homepage.
Alle News unter: www.dmgmoriseiki.com
DMG / MORI SEIKI Deutschland:Riedwiesenstraße 19, D-71229 LeonbergTel.: +49 (0) 71 52 / 90 90 - 0, Fax: +49 (0) 71 52 / 90 90 - 22 44
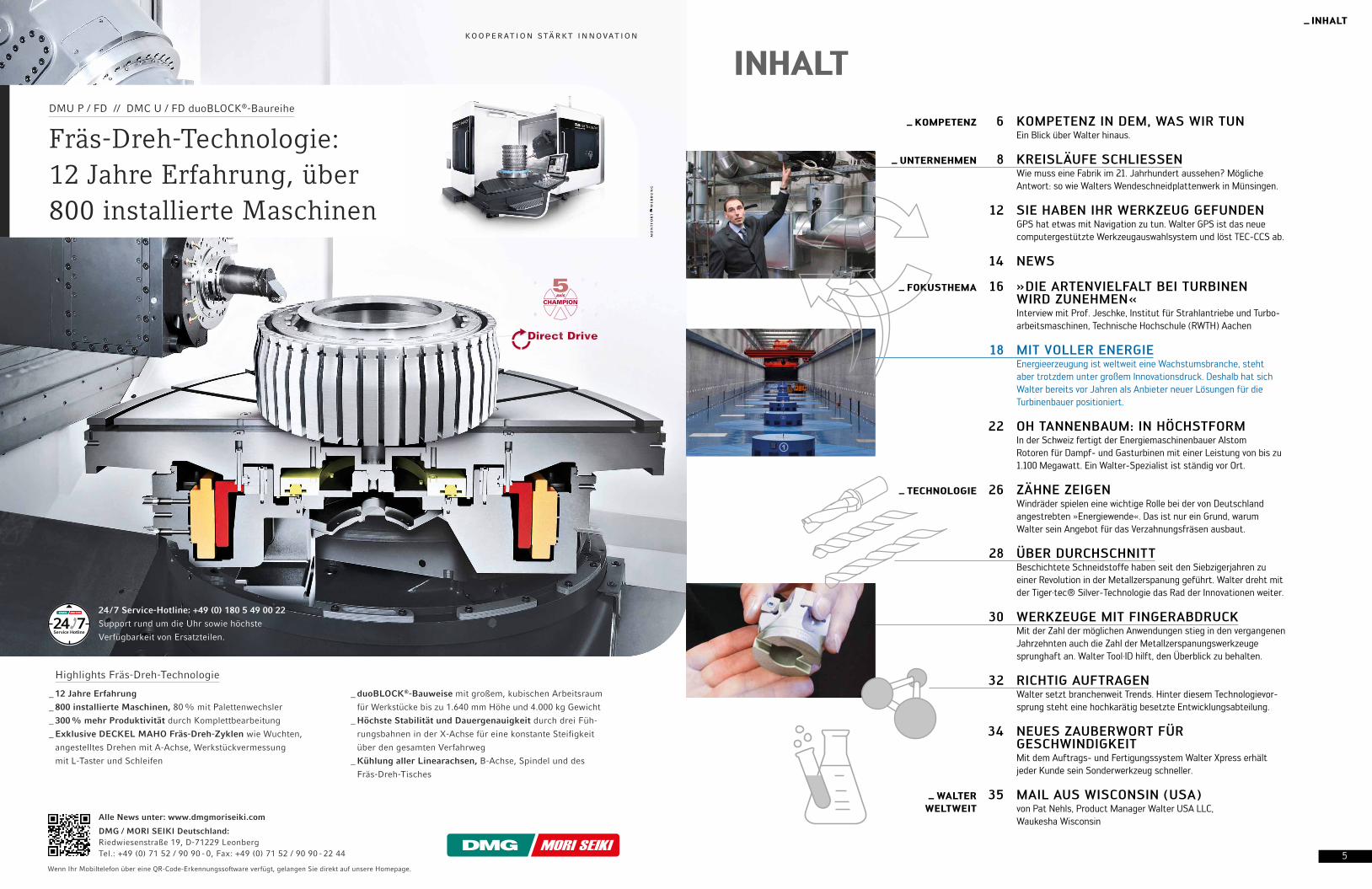
DMU P / FD // DMC U / FD duoBLOCK®-Baureihe
Fräs-Dreh-Technologie: 12 Jahre Erfahrung, über 800 installierte Maschinen
24 / 7 Service-Hotline: +49 (0) 180 5 49 00 22
Support rund um die Uhr sowie höchste
Verfügbarkeit von Ersatzteilen.
Highlights Fräs-Dreh-Technologie
_ 12 Jahre Erfahrung
_ 800 installierte Maschinen, 80 % mit Palettenwechsler
_ 300 % mehr Produktivität durch Komplettbearbeitung
_ Exklusive DECKEL MAHO Fräs-Dreh-Zyklen wie Wuchten,
angestelltes Drehen mit A-Achse, Werkstückvermessung
mit L-Taster und Schleifen
_ duoBLOCK®-Bauweise mit großem, kubischen Arbeitsraum
für Werkstücke bis zu 1.640 mm Höhe und 4.000 kg Gewicht
_ Höchste Stabilität und Dauergenauigkeit durch drei Füh-
rungsbahnen in der X-Achse für eine konstante Steifigkeit
über den gesamten Verfahrweg
_ Kühlung aller Linearachsen, B-Achse, Spindel und des
Fräs-Dreh-Tisches
kooperation stärkt innovation
DMG_MORI_DMU_DMC_FD_duoBLOCK_216x280:Layout 1 22.03.2012 9:30 Uhr Seite 1
_ KompetenZ 6 kompeteNz IN Dem, Was WIR tuN Ein Blick über Walter hinaus.
_ unternehmen 8 kReIsläuFe sChlIesseN Wie muss eine Fabrik im 21. Jahrhundert aussehen? Mögliche Antwort: so wie Walters Wendeschneidplatten werk in Münsingen.
12 sIe haBeN IhR WeRkzeuG GeFuNDeN GPS hat etwas mit Navigation zu tun. Walter GPS ist das neue computer gestützte Werkzeugauswahlsystem und löst TEC-CCS ab.
14 NeWs
_ FoKusthema 16 »DIe aRteNvIelFalt BeI tuRBINeN WIRD zuNehmeN« Interview mit Prof. Jeschke, Institut für Strahlantriebe und Turbo- arbeitsmaschinen, Technische Hochschule (RWTH) Aachen
18 mIt volleR eNeRGIe Energieerzeugung ist weltweit eine Wachstumsbranche, steht aber trotzdem unter großem Innovationsdruck. Deshalb hat sich Walter bereits vor Jahren als Anbieter neuer Lösungen für die Turbinen bauer positioniert.
22 oh taNNeNBaum: IN höChstFoRm In der Schweiz fertigt der Energie maschinenbauer Alstom Rotoren für Dampf- und Gasturbinen mit einer Leistung von bis zu 1.100 Megawatt. Ein Walter-Spezialist ist ständig vor Ort.
_ technologie 26 zähNe zeIGeN Windräder spielen eine wichtige Rolle bei der von Deutschland angestrebten »Energiewende«. Das ist nur ein Grund, warum Walter sein Angebot für das Verzahnungsfräsen ausbaut.
28 üBeR DuRChsChNItt Beschichtete Schneidstoffe haben seit den Siebzigerjahren zu einer Revolution in der Metallzerspa nung geführt. Walter dreht mit der Tiger·tec® Silver-Techno logie das Rad der Innovationen weiter.
30 WeRkzeuGe mIt FINGeRaBDRuCk Mit der Zahl der möglichen Anwendungen stieg in den vergangenen Jahrzehnten auch die Zahl der Metallzerspanungswerkzeuge sprunghaft an. Walter Tool·ID hilft, den Überblick zu behalten.
32 RIChtIG auFtRaGeN Walter setzt branchenweit Trends. Hinter diesem Technologievor- sprung steht eine hochka rätig besetzte Entwicklungsabteilung.
34 Neues zauBeRWoRt FüR GesChWINDIGkeIt Mit dem Auftrags- und Fertigungssystem Walter Xpress erhält jeder Kunde sein Sonderwerkzeug schneller.
_ Walter 35 maIl aus WIsCoNsIN (usa) WeltWeit von Pat Nehls, Product Manager Walter USA LLC, Waukesha Wisconsin
inhalt
inhalt

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012 KompetenZ KompetenZ
KompetenZ IN DEM, WAS WIR TUNeIN BlICk üBeR WalteR hINaus. Text:Stefan Richter
wieder mehr mit Steinmühlen, weil die sich für Vollkornmehl besser eignen als manche Stahlmühlen. An anderer Stelle gehen wir mit der Zeit und setzen auf effiziente und mit Senso-ren ausgerüstete Mühlen, die nur nachts laufen, um den güns-tigeren Nachtstrom zu nutzen. Das rumpelt zwar ein bisschen im Haus, aber wir sind eben ein nach wirtschaftlichen Krite-rien geführter Produktionsbetrieb und keine Museumsmühle.
Hinter Ihrer Mühle leben auch Hühner und Schweine: Ist das ein notwendiges Zubrot?
Ja und nein. Müller haben immer schon auch Tiere gehalten, und zwar, um die beim Mahlen anfallenden Reste verwerten zu können. Wenn Sie so wollen, arbeiten Mühlen nach dem Kreislaufprinzip, bei dem es keine Abfälle gibt. Wir beherrschen also alle Prozessschritte hin zu gutem Mehl. Außerdem kommen wir, genau wie Walter, aus dem Schwa-benland, da wird alles verwertet und auch nur investiert, was wir auch erwirtschaften können.
Wie werden Müller ausgebildet? Und: Wie bilden Sie sich weiter?
In Deutschland gibt es zwei Müllerschulen. Ich selbst habe die in Stuttgart besucht. Die Ausbildung dauert drei Jahre. Ich habe meinen Abschluss 1992 nach zweieinhalb Jahren gemacht. Damals war ich der beste Nachwuchsmül-ler Deutschlands und erhielt ein Stipendium, dank dessen ich mir dann auch betriebswirtschaftliches Know-how aneig-nete. Ich bilde mich ständig weiter: Ich lese Fachzeitschriften beziehungsweise besuche Seminare des deutschen Müller-bundes oder von Maschinenherstellern. Zu meiner Zeit waren wir 18 Müller in der Ausbildung. Heute gibt es in Stuttgart drei Klassen mit ungefähr 60 Schülern, denn das Berufsbild des Müllers hat sich gewandelt. Müller sind heute hoch spezi-alisierte Verfahrens techniker, deren Kenntnisse bei Getreide, Kaffee und Tee, Tierfutter und Ölen oder auch beim Recycling von Wertstoffen gefragt sind.
Fotos: n.n
Im Verband Deutscher Mühlen e. V. (VDM) sind derzeit rund 500 Getreidemühlen aus ganz Deutschland organisiert, darunter Hand werksbetriebe und auch große Indus-triemühlen. Die Fachtagungen des Verbandes widmen sich Themen wie der Backqualität unterschiedlicher Getreidesorten oder den Eigenschaften von Inhaltsstoffen. Der VDM engagiert sich für Nachwuchs und den Ein-satz neuster Technologien in der Müllerei. Derzeit sind landesweit 580 Mühlen in Betrieb mit insgesamt 6.000 Beschäftigten.
www.mein-mehl.de
Herr Kienzlen, warum ist Ihr Mehl so gut?Wir kaufen nur Getreide bester Qualität, und zwar
direkt vom Landwirt aus der Region. Dieses lagern wir in unseren Silos ein, trocknen, belüften und kühlen es dabei nur mit Kaltluft auf 10 Grad herab. Dadurch bleiben die Inhalts-stoffe erhalten, die Fette im Korn werden nicht ranzig und Schädlinge wie Mehlmotten oder Kornkäfer werden fern-gehalten. Im Silo gleichen wir also die unterschiedlichen Feuchtigkeitsanteile der Getreide aus, was für die Weiterver-arbeitung wichtig ist. Während wir nur mit Kaltluft trocknen, wäre dieses Verfahren für große industrielle Mühlen zu auf-wendig, dort kommt dann Chemie zum Einsatz.
Außerdem möchten wir Transportwege so kurz wie möglich halten. Dazu haben wir das Partnerprojekt Tü-Korn ins Leben gerufen. So legt das Getreide bis zum fertigen Brot nur eine Strecke von höchstens 15 Kilometern zurück.
Was bedeutet Kompetenz in Ihrem Geschäft?Dabei zählt nicht nur die Ausbildung, sondern auch
langjährige Erfahrung. Kompetenz muss wachsen, egal in welchem Beruf. Wenn wir ein neues Mehl kreieren, bäckt mein Vater als Erstes damit, um herauszufinden, wofür es sich eignet. Denn der oberste Maßstab für Kompetenz ist immer die Kundenzufrieden heit. Das heißt auch, dass wir ständig auf der Suche nach neuen Trends sind, zum Beispiel bei fertigen Brotbackmischungen.
In der Lebensmittelbranche ist es besonders wichtig, Traditionen zu bewahren, weil sie den Kunden emotional ansprechen. Gleichzeitig muss man sich für neue Technologien und Herstellungsverfahren öffnen. Die alten Balken hier in der Mühle bringen beispielsweise ein nostalgisches Flair in den Raum, auf das uns Kunden oft ansprechen. Manchmal wer-den alte Traditionen auch wiederbelebt: Wir arbeiten derzeit
INteRvIeW vIeR FRaGeN aN maRC kIeNzleN
kompeteNteR mülleRMarc Kienzlen, 36, übernahm Ende 2011 die Unterjesinger Getreidemühle von seinem Vater. Die Mühle ist seit 1872 in Familienbesitz, der Kern des Bauwerks 500 Jahre alt. Im zugehöri-gen »Mühlelädle« verkaufen Kienzlen und seine Familie neben Mehl ver-
schiedener Typen auch fertige Back-mischungen, die berühmten Alblinsen, Müsli und andere Naturkostprodukte. In einem regionalen Verbund mit Land-wirten und Bäckern setzt Kienzlen auf nachhaltiges Wirtschaften und höchste Qualität.
76
WalteR definiert sich als Kompetenzführer seiner Branche. Dieser Anspruch stützt sich auf hoch qualifizierte Mitarbeiter, hervorragende Produkte, exzellente Prozesse und ein effizientes Produk-tionsnetzwerk. Aber was ist Kompetenz in anderen Branchen? HIGH PERFORMANCE hat Marc Kienzlen befragt, einen Müller aus Unterjesingen, einem Vorort von Tübingen, der Heimat der Walter AG.
Fotos: Erich Schwab

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
98
unternehmen unternehmen
Energie sind in den vergangenen Jahren enorm teuer geworden. Und sie werden noch teurer. Also haben wir schon bei der Planung des Fabrikneubaus alle Produktionsprozesse auf höchste Nachhal-tigkeit überprüft.«
NaChheR Ist BesseR als voRheR
In einer neben der Halle liegenden Gasfarm lagert Walter in Großtanks alle für die Beschichtung nötigen Werkstoffe: Argon oder Titanchlorid zum Beispiel plus neun weitere Medien. Nicht in gas-förmigem Zustand, sondern flüssig. Ein Kilogramm flüssiger Was-serstoff entspricht etwa 12.000 Litern in Gasform. Dadurch muss der Gaslieferant nur noch alle drei Wochen statt wie bisher alle zwei Tage vorbeikommen. Auch die für die Beschichtung benötigte basische Ringflüssigkeit, mit der die Vakuumpumpen angetrieben und die sauren Beschichtungsabwässer neutralisiert werden, wird wiederaufbereitet. Abgase aus dem Beschichtungsprozess werden in alkalischen Abluftwäschern so sauber gereinigt, dass sie ohne Bedenken in die Atmosphäre abgegeben werden können.
Die aus Metallpulver gepressten und anschließend gesinter-ten Wendeschneidplatten werden vor der Beschichtung natürlich geschliffen. Die zentrale Schleifölversorgung für die dabei einge-setzten Maschinen kommt mit Nachfüllmengen in Schnapsglas-größe aus, da das verbrauchte Schleiföl vollständig gefiltert wird. Das gereinigte Öl erreicht dabei eine höhere Qualität als das Origi-nal – keine Chemie, kein Wasser muss zugefügt werden. >
neu zugeführte Frischluft zu erwärmen. Außerdem wird Wärme-energie, die bei der Erzeugung von Druckluft entsteht, dem Hei-zungssystem und der Warmwasserbereitung zugeführt. Frischluft strömt aus bodennahen Luftauslässen, also dorthin, wo Menschen und Maschinen sie brauchen – wohltemperiert sommers wie win-ters. In der heißen Jahreszeit setzt Walter sogenannte adiabate Kühlungsanlagen ein, die 40 Prozent weniger Strom als Kältema-schinen verbrauchen.
Alle Pumpen für Heizung, Warmwasser und Produktionsan-lagen werden derzeit durch Modelle mit bis zu 35 Prozent weniger Stromverbrauch ersetzt. Ein werkseigener Wasserkreislauf schafft aus 100 Litern Abwasser 50 Liter gereinigtes, frisches Wasser. Der auf die Hallendächer niedergehende Regen wird nicht in den Abwasserkanal eingeleitet, sondern in Rückhaltemulden auf der Südseite des Grundstücks. Dort kann das Regenwasser ins Grund-wasser versickern oder verdunsten, der natürliche Wasserkreislauf ist geschlossen.
plaNuNG IN stoFFkReIsläuFeN
Nun befindet sich Walter mit Münsingen im Wettbewerb um die besten Wendeschneidplatten und nicht um den Preis für die modernste Fabrik. Dass beides jedoch zusammengehört, erklärt Beschichtungs-Ingenieur Jochen Stadlbauer: »Wir denken auch bei den Produktionsmedien oder dem Materialfluss in Kreisläu-fen. Rohstoffe für die Wendeplatten und deren Beschichtung oder
Fotos: Erich Schwab, Illustrationen: Blixen
KREISLäUFE schliessen
es sIND wie immer die inneren Werte, die zählen. Da ist sich Helmut Gastel, Instandhaltungsleiter bei Walter in Münsingen, ganz sicher. »Sein« Werk gilt als die europaweit modernste Wen-deschneidplattenfertigung – auch wenn Besucher das nicht auf den ersten Blick wahrnehmen. Zehn der in Münsingen bisher inves tierten 30 Millionen Euro hat Walter in umweltfreundliche Technologien und Prozesse gesteckt. Sicher, die Gesetze verlan-gen das in vielen Aspekten. Für Walter aber ist ein anderes Kal-kül noch viel wichtiger: Nur wer Energie und Ressourcen effizient einsetzt, wird auch künftig einen Wettbewerbsvorteil haben. Nur, wer mit stabilen Prozessen produziert, kann seinen Kunden auch stabile Qualität anbieten. »Nur so werden wir unserem Anspruch gerecht, Kompetenzführer bei Zerspanungswerkzeugen zu sein«, sagt Instandhaltungsleiter Gastel. „
Es ist die Idee der möglichst geschlossenen Kreisläufe, die eine Produktion effizient macht. Seit 2007 wird im Münsinger Neu-bau produziert, und Kreisläufe durchziehen den Standort – einige ähnlich wie Adern oder Nervenbahnen. Besonders stolz ist Helmut Gastel natürlich auf die Gebäudetechnik: Zwei Heizzentralen arbei-ten mit stufenlosen Brennern, die ans Stadtgasnetz von Münsin-gen angeschlossen sind und einen Wirkungsgrad von 95 Prozent haben. Im Zusammenspiel mit den mineralischen Dämmungen von Außenwänden und Hallendächern sowie hoch isolierenden Fenstern verbraucht Walter nun 15 Prozent weniger Heizenergie und konnte die CO2-Emissionen um über ein Drittel im Vergleich zur alten Fab-rik senken. Das ist nur möglich, weil Wärmerückgewinnungssys-teme der verbrauchten Hallenluft die Wärme entziehen, um damit
WIe muss eINe FaBRIk Im 21. jahRhuNDeRt ausseheN? möGlIChe aNtWoRt: so WIe WalteRs WeNDesChNeIDplatteNWeRk IN müNsINGeN auF DeR sChWäBIsCheN alB. Text: Erich Schwab
joCheN staDlBaueRmacht Beschichtungsprozesse in Münsingen effizient
helmut Gastelleitet die Instandhaltung im modernsten Werk von Walter

10 11
unternehmen unternehmen
Der Abrieb des Schleif -prozesses ist werthaltig für Walter – schließlich enthält er Edelmetalle.
GeRhaRD sChüssleRleitet bei Walter das Qualitäts- und Risiko-management
Bereits seit Oktober 2011 arbeitet Walter am Aufbau eines Energiemanagementsystems. Das bedeutet, dass sich das Unternehmen zur Einhaltung von Emissions- und Umweltnormen verpflichtet, ständig seinen Energie- und Ressourcenverbrauch ana - lysiert und dabei erkanntes Einsparpotenzial bei Gebäuden und Anlagen realisiert. Ohne ein solches Energiemanagement, so die Forderungen der grün-roten Landesregierung Baden-Württem-bergs, müsste Walter jedes Jahr steigende Energiesteuern ver-kraften. Auch deshalb ist Walter einem regionalen Netzwerk bei getreten, in dem sich 18 Industrieunternehmen (unter Führung eines Energieversorgers) darüber austauschen, wie mit weniger mehr zu produzieren ist. »Die Natur funktioniert in Kreisläufen, Ab - fälle gibt es da keine«, sagt Qualitätsdirektor Schüßler, »da können wir uns noch einiges abschauen. Außerdem werden wir viele der hier gemachten Erfahrungen auch auf unsere anderen Stand-orte übertragen.« Münsingen in einer weltweiten Vorreiter rolle – die Investitionen haben sich also gelohnt. Das neue Wendeschneid - plattenwerk von Walter liegt übrigens mitten im Biosphären gebiet Schwäbische Alb. _
ReCyClING BIs zum kuNDeN
> Energie, Produktionsmedien und Emissionen einzusparen, ist für jedes Unternehmen – gerade am Standort Deutschland – kein kurzfristiges Gebot der Stunde, sondern im 21. Jahrhundert wahr-scheinlich Teil jeder Unternehmensstrategie. Für den Werkzeugpro-duzenten Walter kommt noch der möglichst effiziente Einsatz der wertvollen Materialien hinzu: Wendeschneidplatten bestehen aus Wolfram, verschiedenen Carbiden und Kobalt in wohl gehüteten Zusammensetzungen. Bei der Produktion anfallender Abrieb und Ausschuss dieser Hartmetalle wird in Münsingen bereits zurück-gewonnen und als Pulver oder Schlämme wieder aufbereitet. Doch damit nicht genug. Gerhard Schüßler, der Direktor für Qualitäts- und Risikomanagement von Walter, sagt: »Künftig wollen wir bis zu 50 Prozent unseres Rohstoffeinsatzes aus selbst recycelten Mate-rialien bestreiten. Wir werden diese Materialien von unseren Kun-den wieder zurückkaufen und erneut verarbeiten.« Das erfordert Investitionen, stärkt aber auch die Kundenbindung.
FüNF massNahmeN FüR eNeRGIe uND RessouRCeNeFFIzIeNz Im WeNDesChNeIDplatteNWeRk voN WalteR IN müNsINGeN:
_ 1 Wärmerückgewinnungssysteme entziehen der verbrauchten Hallenluft Wärme und heizen Frischluft _ 2 Bei der Erzeugung von Druckluft entstehende Wärme wird für Heizung und Warmwasserbereitung genutzt_ 3 Einsatz adiabater Kühlungen im Sommer senkt Strom- verbrauch um 40 Prozent gegenüber Kältemaschinen _ 4 Schrittweiser Ersatz aller Pumpensysteme für bis zu 35 Prozent weniger Energieverbrauch_ 5 Rückgewinnung der in Wendeschneidplatten enthaltenen Edelmetalle aus dem Schleiföl
high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
In der Gasfarm lagern elf verschiedene Flüssiggase – ohne sie können Wende-schneid platten nicht beschich-tet werden.
Viele Kreisläufe – viele Pumpen: Da sind bis zu 35 Prozent Energieeinsparung drin.
www.biosphaerengebiet-alb.de
Moderne Brennkessel mit bis zu 95 Prozent Wirkungsgrad – Herzstück der beiden Heizzentralen
high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
1312
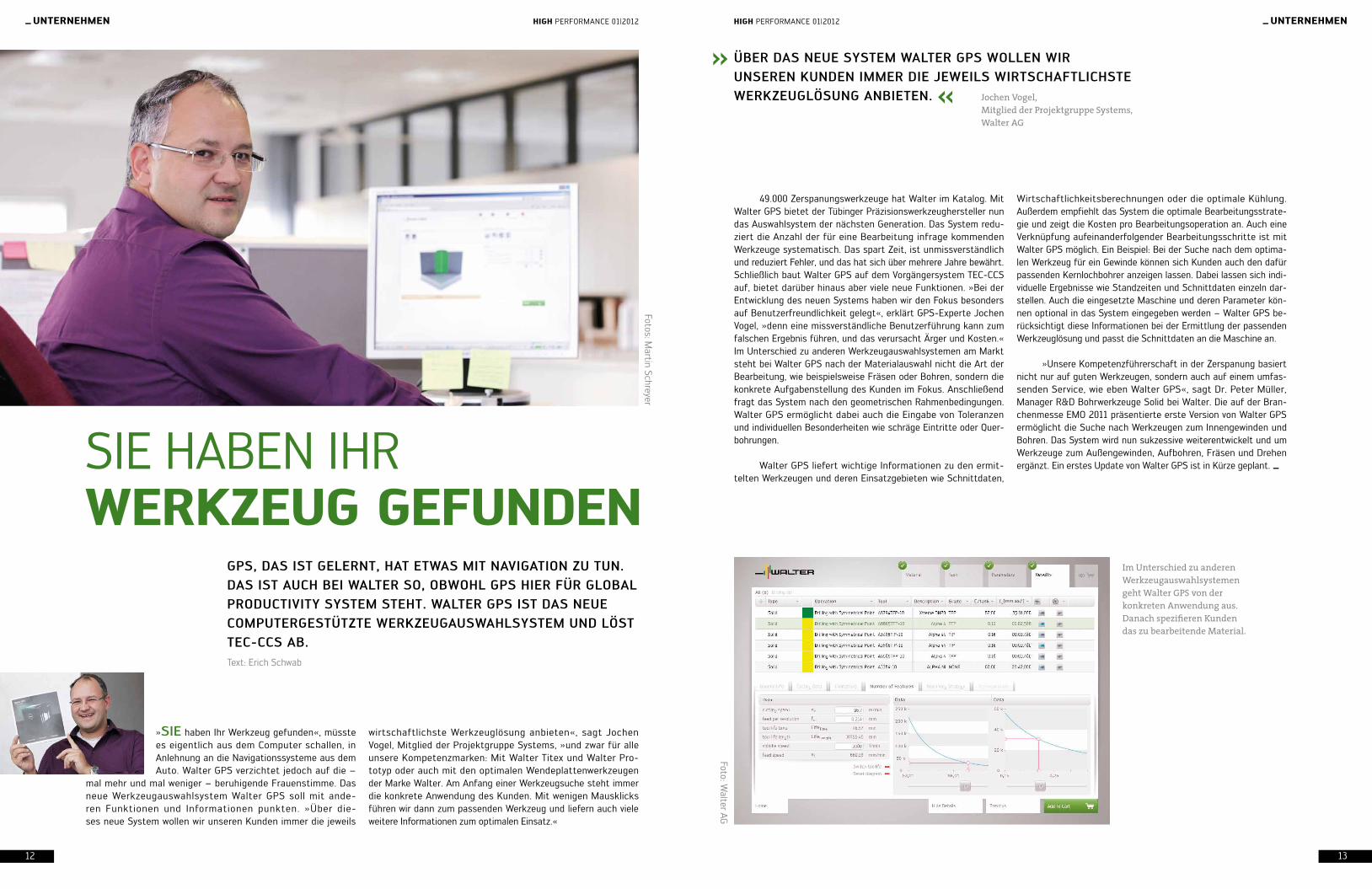
»sIe haben Ihr Werkzeug gefunden«, müsste es eigentlich aus dem Computer schallen, in Anlehnung an die Navigationssysteme aus dem Auto. Walter GPS verzichtet jedoch auf die –
mal mehr und mal weniger Рberuhigende Frau enstimme. Das neue Werkzeugauswahlsystem Walter GPS soll mit ande-ren Funktionen und Informationen punkten. Ȇber die-ses neue System wollen wir unseren Kunden immer die jeweils
wirtschaftlichste Werkzeuglösung anbieten«, sagt Jochen Vogel, Mitglied der Projektgruppe Systems, »und zwar für alle unsere Kompetenzmarken: Mit Walter Titex und Walter Pro-totyp oder auch mit den optimalen Wendeplattenwerkzeugen der Marke Walter. Am Anfang einer Werkzeugsuche steht immer die konkrete Anwendung des Kunden. Mit wenigen Mausklicks führen wir dann zum passenden Werkzeug und liefern auch viele weitere Informationen zum optimalen Einsatz.«
Gps, Das Ist GeleRNt, hat etWas mIt NavIGatIoN zu tuN. Das Ist auCh BeI WalteR so, oBWohl Gps hIeR FüR GloBal pRoDuCtIvIty system steht. WalteR Gps Ist Das Neue ComputeRGestützte WeRkzeuGausWahlsystem uND löst teCCCs aB. Text: Erich Schwab
SIE HABEN IHR WerKZeug geFunden
49.000 Zerspanungswerkzeuge hat Walter im Katalog. Mit Walter GPS bietet der Tübinger Präzisionswerkzeughersteller nun das Auswahlsystem der nächsten Generation. Das System redu-ziert die Anzahl der für eine Bearbeitung infrage kommenden Werkzeuge systematisch. Das spart Zeit, ist unmissverständlich und reduziert Fehler, und das hat sich über mehrere Jahre bewährt. Schließlich baut Walter GPS auf dem Vorgängersystem TEC-CCS auf, bietet darüber hinaus aber viele neue Funktionen. »Bei der Entwicklung des neuen Systems haben wir den Fokus besonders auf Benutzerfreundlichkeit gelegt«, erklärt GPS-Experte Jochen Vogel, »denn eine missverständliche Benutzerführung kann zum falschen Ergebnis führen, und das verursacht ärger und Kosten.« Im Unterschied zu anderen Werkzeugauswahlsystemen am Markt steht bei Walter GPS nach der Materialauswahl nicht die Art der Bearbeitung, wie beispielsweise Fräsen oder Bohren, sondern die konkrete Aufgabenstellung des Kunden im Fokus. Anschließend fragt das System nach den geometrischen Rahmenbedingungen. Walter GPS ermöglicht dabei auch die Eingabe von Toleranzen und individuellen Besonderheiten wie schräge Eintritte oder Quer-bohrungen.
Walter GPS liefert wichtige Informationen zu den ermit-telten Werkzeugen und deren Einsatzgebieten wie Schnittdaten,
Fotos: Martin Schreyer
unternehmen unternehmen
Im Unterschied zu anderen Werkzeugauswahlsystemen geht Walter GPS von der konkreten Anwendung aus. Danach spezifieren Kunden das zu bearbeitende Material.
Foto: Walter AG
üBeR Das Neue system WalteR Gps WolleN WIR uNseReN kuNDeN ImmeR DIe jeWeIls WIRtsChaFtlIChste WeRkzeuGlösuNG aNBIeteN. Jochen Vogel,
Mitglied der Projektgruppe Systems, Walter AG
Wirtschaftlichkeitsberechnungen oder die optimale Kühlung. Außerdem empfiehlt das System die optimale Bearbeitungsstrate-gie und zeigt die Kosten pro Bearbeitungsoperation an. Auch eine Verknüpfung aufeinanderfolgender Bearbeitungsschritte ist mit Walter GPS möglich. Ein Beispiel: Bei der Suche nach dem optima-len Werkzeug für ein Gewinde können sich Kunden auch den dafür passenden Kernlochbohrer anzeigen lassen. Dabei lassen sich indi-viduelle Ergebnisse wie Standzeiten und Schnittdaten einzeln dar - stellen. Auch die eingesetzte Maschine und deren Parameter kön-nen optional in das System eingegeben werden – Walter GPS be- rücksichtigt diese Informationen bei der Ermittlung der passenden Werkzeuglösung und passt die Schnittdaten an die Maschine an.
»Unsere Kompetenzführerschaft in der Zerspanung basiert nicht nur auf guten Werkzeugen, sondern auch auf einem umfas-senden Service, wie eben Walter GPS«, sagt Dr. Peter Müller, Manager R&D Bohrwerkzeuge Solid bei Walter. Die auf der Bran-chenmesse EMO 2011 präsentierte erste Version von Walter GPS ermöglicht die Suche nach Werkzeugen zum Innengewinden und Bohren. Das System wird nun sukzessive weiterentwickelt und um Werkzeuge zum Außengewinden, Aufbohren, Fräsen und Drehen ergänzt. Ein erstes Update von Walter GPS ist in Kürze geplant. _

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
1514
unternehmen unternehmen
ausBIlDuNGspRojekt eNeRGy
Das Ausbildungsprojekt 2011 der Walter-Azubis am Stammsitz Tübingen hatte regenerative Energiege win nung zum Thema. Herausgekommen ist ein kleines Auf wind kraftwerk, das mit einer Fotovoltaik-Anlage gekoppelt ist und die bei den beleuchteten Werbesäulen am Firmeneingang mit Strom ver- sorgen soll. Vorgestellt hat ten die Auszubildenden ihr Projekt auf der Walter Energy Convention im November 2011. _
neWs
eIN WeRkzeuG Ist eIN INstRumeNt
Als Kompetenzführer für Metallzerspanung kennt sich Wal-ter aus mit Metall. Mit dem Projekt »Walter Metal Music« inter-pretiert der Werkzeughersteller sein Verhältnis zum Rohstoff ganz neu: Profi-Musiker haben Werkzeuge und Maschinen zum Klingen gebracht und so die »Walter Metal Sounds« kreiert. Die Sound-Daten liegen im Internet bereit – Hobbykomponisten können dar-aus eigene Melodien – Entschuldigung Tracks – erstellen und via Facebook und anderen Plattformen verbreiten. Auf der Branche-messe EMO 2011 gab es außerdem ein Live-Konzert am Walter-Messestand. Das ganze Projekt ist als Video dokumentiert. _
WalteR BRINGt FaRBe INs spIel
Mit Walter Color Select gehören Verwechslungen der Ver-gangenheit an: Eine Farbcodierung zeigt den Kunden an, für wel-ches Material ein Bohrwerkzeug ausgelegt ist. Gleichzeitig dienen die farbigen Beschichtungen der Bohrspitzen als Verschleißan-zeiger. Color Select verhindert Schäden durch den Einsatz eines falschen Werkzeuges und erhöht damit die Prozesssicherheit. Die hochwertigen Beschichtungen sichern zudem ein optimales Rei-bungsverhalten. _
www.walter-multiply.com
»RuNDeRNeueRuNG« ohNe stIllstaND
Mit Walter X-Change 24 erweitert Walter sein Servicean-gebot: Kunden können abgenutzte Walter-Werkzeuge zur Nach-bearbeitung anmelden und zur Überbrückung Ersatzwerkzeuge mieten. Die Austauschwerkzeuge werden binnen eines Tages und für die Dauer der Wiederaufbereitung geliefert. Zerspanungsun-ternehmen müssen so keine eigenen Werkzeuge mehr vorhalten, um in der Zeit der »Runderneuerung« produktiv sein zu können. Die Abholung nutzt der Walter X-Change 24-Experte auch gleich, um den Werkzeugbestand des Kunden auf weitere Kandidaten für eine Nachbearbeitung zu überprüfen. _
WalteR multIply FüR RussIsChe avtoDIzel
Der russische Motorenhersteller Avtodizel wird modernste Dieselmotoren in den kommenden Jahren mit Werkzeugen der Walter AG fertigen. Walter verkauft dabei nicht nur die Werkzeuge, sondern übernimmt mit seinem Serviceangebot Walter Multiply auch das permanente softwaregestützte Monitoring der Produk-tion – und wenn nötig, deren Optimierung. Die Walter-Mitarbeiter vor Ort leisten zudem einen wichtigen Beitrag für die Aus- und Weiterbildung der Avtodizel-Kollegen im russischen Jaroslawl. _
semINaRe FüR mehR pRoDuktI vItät
Gemeinsam mit dem Maschinenhersteller DMG bietet Walter Weiterbildung in Sachen Fertigungsoptimierung. Das Angebot rich-tet sich an technische Leiter sowie Anwender und behandelt all - gemeine Zerspanungsthemen, aber auch spezielle Fach- und Bran-chenthemen. Die Seminare finden immer an DMG-Standorten statt. Wichtiger Bestandteil sind Praxisvorführungen der Walter-Werk zeuge an den DMG-Maschinen. Mit der Seminar-Kooperation profitieren die Kunden vom Know-how zweier wichtiger Technolo-gieführer in der Metallzerspanung. _
_ 1
_ 3
_ 2
_ 5
WeRkzeuGINNovatIoNeN hautNah
Walter präsentiert Produktinnovationen regelmäßig auf interna-tionalen Werkzeugmessen:
12. BIs 16. juNI 2012 | CImes | pekING | ChINaDie CIMES ist die älteste Messe Chinas für Werkzeugma-
schinen zog vor zwei Jahren 55.000 Fachbesucher an.
10. BIs 15. septemBeR 2012 | Imts | ChICaGo | usaDie International Manufacturing Technology Show ist die
größte Messe für Fertigungstechnik der westlichen Hemisphäre.
18. BIs 22. septemBeR 2012 | amB | stuttGaRt DeutsChlaND
Die internationale Ausstellung für Metallbearbeitung ist die deutsche Branchenleitmesse und findet alle zwei Jahre in Stutt-gart statt. Beteiligung 2010: 1.350 Aussteller.
www.amb-messe.de
01. BIs 06. NovemBeR 2012 | jImtoF | tokIo | japaNDie Japan International Machine Tool Fair findet bereits
seit 50 Jahren statt und ist die bedeutendste Branchenmesse Asiens.
www.jimtof.org
www.walter-metal-music.com
www.imts.com
www.cimes.net.cn
t e r m i n e
http://goo.gl/o1s9k
Fotos: Walter AG

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
17
FoKusthema FoKusthema
»DIE artenvielFalt BEI TURBINEN
WIRD ZUNEHMEN«
Wo Geht DIe eNtWICkluNG hIN BeI Gas uND DampFtuRBINeN? uND WelChe aNFoRDeRuNGeN eRGeBeN sICh DaRaus FüR DeReN heRstelluNG? pRoFessoR peteR jesChke vom INstItut FüR stRahlaNtRIeBe uND tuRBoaRBeItsmasChINeN aN DeR RheINIsChWestFälIsCheN teChNIsCheN hoCh sChule (RWth) aaCheN Im INteRvIeW. Interview: Erich Schwab
16
pRoF. peteR jesChkeInstitut für Strahlantriebe und Turboarbeitsma-schinen, Technische Hoch-schule (RWTH) Aachen
Herr Professor Jeschke, welche sind gegenwärtig die treibenden Faktoren für die Hersteller von Gas- und Dampfturbinen und auch für die Kraftwerksbetreiber?
Die Kosten für Gas, Kohle und Öl werden langfristig sicher nicht sinken – deshalb ist der thermische Wirkungsgrad eine wichtige Größe für die Wirtschaftlichkeit von Gas- oder Dampfturbinen. Hinzu kommen die in vielen Ländern gesetz-lichen Anforderungen zur Senkung des Ausstoßes von CO2.Die Wirkungsgrade von Verdichtern und Turbinen sind heute bereits recht hoch, Verdichter haben bis zu 90 Prozent, bei Tur-binen nähern wir uns 95 Prozent. Das heißt, dass wir bei diesen sogenannten Turbomaschinen nur noch Verbesserungen im Zehntelbereich erleben werden. Deshalb setzen die Hersteller zunehmend auf Größe, denn Größe bringt Wirkungsgrad. Nicht von ungefähr haben die größten Gasturbinen auch die höchsten Wirkungsgrade, wie zum Beispiel die SGT5-8000H von Siemens. Nur bei den großen Maschinen ist es möglich, sowohl Drücke als auch Temperaturen am Turbineneintritt weiter zu steigern und damit auch den thermischen Wirkungsgrad. Dazu brauchen die Turbinenbauer aber hochwarmfestere Werkstoffe als bisher und müssen diese zweite Herausforderung auch noch effizient bearbeiten können.
Der Anteil von regenerativ erzeugtem Strom soll weltweit kontinuierlich wachsen. Doch über viele Jahre noch werden Solarmodule und Windräder nicht ausreichen, den Stromhunger der wachsenden Bevölkerung zu stillen. Turbinen sind kein Auslaufmodell, oder?
Zuerst einmal: Wir brauchen auch weiterhin konventio-nelle Kraftwerke mit Turbinen, nämlich für die Grundlastversor-gung. Um schwankende Stromeinspeisungen aus regenerativen Quellen zu kompensieren, müssen sie flexibel betrieben werden können. Das heißt, Gas- und Dampfturbinen müssen hohe Teil-lastwirkungsgrade haben, größere Laständerungsgeschwin-digkeiten aushalten und – wenn ich an synthetisches Gas und Biogas als neu hinzugekommene Brennstoffe denke – auch wechselnde Brennstoffeigenschaften ertragen können. Wind-parks könnten künftig um mehrere kleinere Gasturbinen ergänzt werden, die bei abnehmendem Wind sukzessive hinzu-geschaltet werden. Ein solches Kombi-Kraftwerk aus Wind- und Gasturbinen kann kontinuierlich Strom einspeisen, und deren Betreiber können Kunden eine hohe Versorgungssicherheit anbieten. Das eben genannte Beispiel spricht für kleine und wenig komplexe Gas- und Dampfturbinen. Die »Artenvielfalt« bei Turbinen wird also zunehmen: von großen komplexen bis zu den kleinen einfacheren Vertretern. Auch wenn der Anteil von regenerativ erzeugtem Strom zunimmt, werden wir noch sehr lange thermische Kraftwerke mit Turbomaschinen brauchen. Schließlich basieren auch Solarthermie, Geothermie und Bio-kraftwerke auf Turbinen.
Wenn Turbinen nun in immer unterschiedlicheren Größen und Varianten gebraucht werden: Werden die Hersteller dann lang-fristig nur noch kleinste Serien fertigen?
Der Trend zu größerer Variantenvielfalt wird zu immer kleineren Losgrößen in der Fertigung führen. Langfristig
wettbewerbsfähige Hersteller brauchen dafür einen auf Fle-xibilität ausgelegten Maschinenpark samt der dazugehöri-gen Werkzeugtechnologie. Mit zunehmender oder zumindest gleichbleibender Bauteilkomplexität und kleineren Losgrößen werden kurze und präzise Einstellprozesse sehr wichtig. Die Fachleute nennen das first-time-right-fähig. Teure Verdich-terbliske, aber auch große Endstufen von Dampfturbinen wer-den schon heute in kleinsten Stückzahlen gefertigt – mit einer zulässigen Ausschussrate von null Prozent. Die Hersteller brau-chen also anpassungsfähige Fertigungsprozesse, die genau diese Zuverlässigkeit gewährleisten mit allem, was dazugehört, also zum Beispiel einer geschlossenen und flexiblen CAE- CAD-CAM-Kette oder einem angepassten Qualitätsmanage-ment system.
Was Sie beschreiben, klingt wie die Paradedisziplin generativer Fertigungsverfahren. Wären die nicht perfekt für genau diese Anforderungen: teure und schwer spanbare Mate-rialien, kleinste Stückzahlen, null Fehlertoleranz?
Theoretisch ja, praktisch noch lange nicht. Ich finde es beeindruckend, welche Freiheiten die generativen Verfahren ermöglichen. Aber diese jungen Fertigungstechniken stehen noch vor erheblichen Problemen – zum Beispiel, was die Form-treue und die Oberflächengüte angeht, aber auch die Werk-stoffstruktur. Als Reparaturverfahren hingegen sind sie schon jetzt sehr interessant.
Was Ist eIN BlIsk?
Blisk ist die englischsprachige Kurz-form für blade integrated disk und kombiniert die Wörter für Schaufel und Scheibe. Ein Blisk ist im Turbi-
nenbau eine Scheibe, bei der die traditionell einzeln aufge-setzten Schaufeln und die Scheibe aus einem einzigen, aus dem Ganzen gefrästen Bauteil bestehen. Der Vorteil: Die Schaufelfüße fallen weg – das spart Bauraum und Herstel-lungskosten. Geringeres Gewicht und weniger Fliehkraftbe-lastung ermöglichen eine vorteilhaftere Gestaltung der Tur-bine, speziell des Verdichters. Die Fertigung von Blisken und auch die Reparatur im Schadensfall sind sehr anspruchsvoll.
GeNeRatIve FeRtIGuNGsveRFahReN
Generative Fertigungsverfahren sind auch als rapid prototyping bezeichne-te Verfahren zur schnellen und kos-tengünstigen Fertigung von Modellen oder Prototypen. Die Fertigung basiert
auf mit einer Konstruktionssoftware entworfenen Vorlage und nutzt formloses (Flüssigkeiten, Pulver u. ä.) oder form-neutrales (band-, drahtförmiges) Material, das in chemischen und/oder physikalischen Prozessen geformt wird. Obwohl es sich um urformende Verfahren handelt, sind dafür keine Gussformen erforderlich. Zu den generativen Verfahren ge-hören Stereolithografie, selektives Laserschmelzen, selektives Lasersintern, Fused Deposition Modeling, Laminated Object Modelling, 3D Printing und Kaltgasspritzen. Die Wirtschaft-lichkeit steigt mit der Komplexität. Anschließende Zerspa-nungsprozesse sorgen für die notwendige Genauigkeit.
Fotos: Martin Schreyer

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
19
FoKusthema
Extrem prozesssichere und zugleich hoch effiziente Werk-zeuge sind deshalb gefragt. Nicht nur wegen der schnell mal über 100 Tonnen schweren Werkstücke. Auch technologisch ändert sich derzeit viel. Ein Beispiel ist die wachsende Popularität von Gaskraftwerken. Neue Technologien haben einen Boom bei der Erdgasförderung ausgelöst. Dadurch und durch ihre relative Um -weltfreundlichkeit ist der Betrieb von Gaskraftwerken attrakti-ver geworden für die Versorger. Gaskraftwerke lassen sich zudem sehr flexibel an- und wieder herunterfahren – eine Qualität, die zum Beispiel in Deutschland geschätzt wird, wenn es darum geht, die nach dem Reaktorunglück in Fukushima / Japan beschlossene Energiewende zu vollziehen. Gaskraftwerke eignen sich auch gut dazu, Spitzen im Energieverbrauch auszugleichen, die mit Wind- und Solarenergie nicht abzudecken sind. Nun sind Gasturbinen technologisch anspruchsvoller als Dampfturbinen, da sie zusätzlich über eine Brennkammer verfügen – ähnlich einer Flugzeugturbine. Sie arbeiten bei erheblich höheren Temperaturen und Drücken als Dampfturbinen, das erfordert andere Materialien für Rotoren und Gehäuse. Die Turbinenneukonstruktionen arbeiten – im Hinblick auf die Wirkungsgradsteigerung – mit komplexen Turbinenschau-felgeometrien, die dem Energieträger mehr Energie entziehen kön-nen. »In diesem Markt punkten wir mit unseren Erfahrungen als Werkzeuglieferant der Flugzeugindustrie«, meint Andreas Elenz, »denn dort wird schon seit Langem um Verbrauchseffizienz gerun-gen und mit hochwarmfesten Legierungen gearbeitet, wie zum Bei-spiel auf Basis von Nickel oder Kobalt.« >
Glatt verdoppeln wird sich der Weltenergiebedarf bis zur Mitte des 21. Jahrhunderts. Auf geradezu unvorstellbare 320.000 Milliarden Kilowattstunden, so zumindest die Annahmen eines mul-tinationalen Ölkonzerns. Fossile Energieträger spielen gegenwärtig und in absehbarer Zeit die wictigste Rolle, um diesen immer größer werdenden Energiehunger zu stillen. Doch für Öl, Gas, Kohle oder Uran gilt gleichermaßen: Die Reserven sind endlich. Und da es bis zur Kernfusion, der theoretisch unbegrenzten Energiegewinnung aus Wasserstoff à la Sonne, noch immer ein weiter Weg zu sein scheint, müssen Turbinen und Generatoren effizienter werden. Sonst könnte Energieknappheit zur Wachstums- und Wohlstands-bremse werden – was die westliche Welt vielleicht verkraften könnte, nicht aber die Entwicklungsländer.
Andreas Elenz verantwortet bei Walter einen Geschäftsbe-reich, in dem solche Szenarien genau studiert werden. Der Maschi-nenbauingenieur hat selbst einige Jahre Turbinen gebaut, bevor er 2005 zu Walter nach Tübingen kam. Heute leitet Elenz ein Team von zwölf Werkzeugspezialisten, die nur für Kunden aus der Ener-giebranche arbeiten. Er weiß aus eigener Erfahrung, was diese Kunden wollen. »Turbinen und Generatoren werden immer größer, weil sich unter anderem durch Größe der Wirkungsgrad steigern lässt«, sagt Andreas Elenz. »Komponenten dafür sind deshalb oft monatelang auf der Maschine. Kostenmäßig steht da für die Hersteller einiges auf dem Spiel, falls bei der Bearbeitung etwas schiefgeht.«
_ 2_ 1 tuRBINeNRotoR: Dampfturbinen bleiben das Rückgrat der weltweiten Stromerzeugung.
_ 2 pRoDuktNähe: Branchenmanager Andreas Elenz kennt die Produkte seiner Kunden.
_ 1
als komplettlIeFeRaNt BIeteN WIR eINeN mIx aus optImalem sChNeIDstoFF, hoCh pRäzIsem WeRkzeuGköRpeR, kompeteNtem eNGINeeRING uND INteNsIveR kuNDeNBetReuuNG.
18
FoKusthema
Andreas Elenz, Branch Manager Energy, Walter AG
eNeRGIeeRzeuGuNG Ist WeltWeIt eINe WaChstumsBRaNChe, steht aBeR tRotzDem uNteR GRossem INNovatIoNsDRuCk. DeshalB hat sICh WalteR BeReIts voR jahReN als aNBIeteR NeueR lösuNGeN FüR DIe tuRBINeN BaueR posItIoNIeRt. Text: Erich Schwab
MIT voller energie
Fotos: images.de, Erich Schw
ab, Martin Schreyer, W
alter AG

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
2120
FoKusthema FoKusthema
arbeitung von Gesamtkonzepten zur Herstellung einzelner Bau teile, sowohl Vor- als auch Fertigbearbeitungen.« Hinzu kommt ein weiterer branchentypischer Aspekt: Der Anteil Son - derwerkzeuge ist mit 30 bis 40 Prozent vergleichs weise hoch, da auch Turbinenschaufeln oft so speziell sind, dass sie nur in gerin-gen Stückzahlen produziert werden.
Walter »kann« Dampfturbinen, Gasturbinen, Turbinen für gigantische Wasserkraftwerke, Getriebe und Gehäuse für Wind-kraftanlagen und sogar Erdölförderwerkzeuge. Zu bearbeitende Komponenten sind Rotoren, Schaufeln, Gehäuse und Genera-torwellen, Lager und Zahnräder. Die am häufigsten benötigten Werkzeuge sind Fräser jeder Bauform, mit Wendeplatten oder aus Vollhartmetall (VHM). Wichtige Zerspanungstechnologien sind zudem Bohren, besonders Tieflochbohren, Gewinden und Drehen. Typisch für die Drehteile in der Energietechnik sind viele Stech-operationen. Da die zu zerspanenden Materialien oft sehr teuer sind, gibt es in der Turbinenfertigung so gut wie nie Testwerkstü-cke. »Getestet wird meistens am lebenden Objekt, also irgendwo zwischen den Schruppschnitten beziehungsweise maßlich in einem Toleranzbereich, in dem kein Schaden entstehen kann«, erklärt Sven Fromhold, Anwendungstechniker Energy bei Walter. Diese »Testschnitte« setzen einerseits großes Vertrauen des Auftragge-bers voraus, andererseits die Erfahrung des Werkzeuglieferanten – ein Verhältnis, wie es Walter beispielsweise mit dem Turbinenbauer Alstom pflegt (siehe Seite 22). Die beiden Unternehmen sind Part-ner seit über 20 Jahren.
> Turbinenschaufeln werden sehr oft aus dem Ganzen gefräst. Bis zu 85 Prozent des Schaufelrohlings werden dabei abgespant. Hier wird deutlich, dass Werkzeuge und der Bearbeitungsprozess einen hohen Anteil an einer effizienten und wirtschaftlichen Ferti-gung haben. Walter arbeitet deshalb kontinuierlich an Lösungen – und nicht nur an Werkzeugen –, die höhere Schnittgeschwindig-keiten und mehr Vorschub ermöglichen. »Wir setzen auf beschich-tete Werkzeuge und haben auf Basis der Tiger·tec-Technologie die richtigen Produkte zur richtigen Zeit«, sagt Heiner Schelling, Engi-neering Manager Energy bei Walter, »wichtig ist aber auch, dass wir es schaffen, die Temperatur des Werkzeugs niedrig zu halten.« Werkstücke auf Nickelbasis können nur zehn bis 20 Prozent der Bearbeitungswärme aufnehmen beziehungsweise mit dem Span abtransportieren, die übrige Wärme muss das Werkzeug aufneh-men. Bei herkömmlichem Stahl ist dieses Verhältnis umgekehrt. Externe Kühlung wäre eine Lösung, allerdings in Maßen, da es sonst zu Thermoschocks bei der Bearbeitung, also Rissen im Mate-rial kommen kann. Auf jeden Fall müssen Werkzeug, Prozess und Maschine optimal aufeinander abgestimmt und auf das Werkstück eingestellt sein.
GesamtkoNzepte GeFRaGt
Wie anderswo auch setzt die Energiebranche verstärkt auf Lieferanten, die einen ganzheitlichen Lösungsan satz bie - ten. Andreas Elenz sagt: »Kunden beauftragen uns mit der Aus -
WalteR setzt auF hoChsChulpaRtNeRsChaFteN
Die Bearbeitung von Turbinenschau-feln ist Thema einer Partnerschaft von Walter mit dem Institut für Produktions technik der West säch-sischen Hochschule Zwickau. Ein Aspekt dieser Zusammenarbeit
war jüngst ein Test der neuen modularen ConeFit™-Fräser von Walter. Dieses Werk zeugsystem besteht aus wechsel-baren VHM-Fräsköpfen, die mit einem konischen Präzi-sionsgewin de auf unter schiedliche Schäfte geschraubt wer - den. In Tests zum Schaufelblatt schlichten konnten die Zwickauer Dozenten und Studenten zeigen, dass die Gewin-deschnittstelle keine Performance-Einbußen mit sich bringt. Im Gegenteil: Die nachgewiesenen Leistungen der ConeFit™-Werkzeuge ließen unter den labi len und zum Schwingen neigenden typischen Bearbei tungs bedingungen auf gute Dämpfungs eigen schaften schließen.
Kunden wie Alstom, Siemens und GE sind mit ihrer Fertigung heute längst dort präsent, wo der Energieverbrauch künftig am schnellsten steigen wird: in sich rasch entwickelnden Märkten wie Brasilien, China oder Indien. Deshalb muss auch Walter an diesen Kundenstandorten weltweit präsent sein, um schnell technischen Support bieten zu können. Denn Verzögerungen in der Fertigung sind in der Energiebranche schnell mit Vertragsstrafen verknüpft – zu groß sind die Investitionen für Kraftwerke und Infrastruktur, als dass sich ein Betreiber Ausfälle leisten könnte. »Als Komplettlie-ferant bieten wir einen Mix aus optimalem Schneidstoff, hoch prä-zisem Werkzeugkörper, kompetentem Engineering und intensiver Kundenbetreuung«, sagt Andreas Elenz.
Und der technologische Wettlauf um eine höhere Energie-ausbeute geht weiter: Windturbinen beispielsweise müssen heute zehnmal so viel leisten, um wettbewerbsfähig zu sein, als noch vor zehn Jahren. Zudem werden sie immer weiter draußen im Ozean installiert, da erwarten die Kunden geringstmöglichen Wartungs-aufwand. Auch die sogenannte 700-Grad-Turbine, ein ehrgeiziges Entwicklungsprojekt zehn europäischer Energieversorger, das der-zeit wegen seiner technologischen Unwägbarkeiten auf Eis gelegt wurde, ist sicherlich nicht ganz aus der Welt (siehe Interview Seite 16). Walter hat solche Projekte stets im Blick – damit sie nicht nur Projekte bleiben. _
WalteReNeRGIeteam: Markus Wetli betreut Kunden in China, Russland und Polen,Domenico Sabino in West-europa, Indien und Fernost.
Das Werkstück und die Werkzeuge dafür: Bei einem Turbinenrotor ist höchste Präzision gefragt, damit alles rundläuft.
http://goo.gl/zsXen
_ 6 WalteR pRoFIlFRäseR zum sChRuppeNSemischlichten und Schlichten des Fußprofils
_1 WalteR Cut Capto zum Einstechen von Schaufel- und Dichtnuten
_2 WalteR GloCkeNFRäseRzum Schruppen von gebogenen Schaufelnuten
_ 3 WalteR pRototyp pRoFIlsChlIChtFRäseR aus hss zum Schlichten des Nutprofils
_ 4 WalteR pRoFIlFRäseR zum Schlichten von geraden und gebogenen Nuten
_ 7 WalteR tItex alpha® 4 zum Bohren von Durchgangslöchern
_ 5 WalteR xtRa·teC® eCkFRäseR F4042zum Schruppen, Semischlichten und Schlichten
_2
_3
_5_7
_6
_1
_4
high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
2322
FoKusthema FoKusthema
Eggler, der Walter-Mann, und Bühlmann, der Alstom-Mana-ger, scheinen zusammenzuarbeiten wie eine Tannenbaumnut und das dazugehörige Gegenstück an einer Turbinenschaufel, der Tan-nenbaumfuß. Beide kennen sich seit vielen Jahren, das spürt man. Beide haben viel Vertrauen zueinander, denn sie haben schon viele Bearbeitungsstrategien zusammen ausgetüftelt und nach den dafür passenden Werkzeugen gesucht. Bühlmann ist dabei der Kunde, Eggler sein technischer Berater und Lieferant. Bühlmann stellt die Anforderungen, Eggler entwickelt daraufhin Ideen und gibt sie an die Walter-Konstrukteure in Tübingen weiter. Er stellt eine offizielle Angebotsanfrage. Das schließlich aus Tübingen kom-mende fertige Angebot legt Eggler dann Bühlmann vor. Der sagt: »Ich glaube, ich setze Herrn Eggler manchmal ganz schön unter Druck. Ich stelle Anforderungen, über die seine Walter-Kollegen in Tübingen wahrscheinlich nicht immer glücklich sind. Aber das muss so sein, damit wir unsererseits minimalste Fertigungstoleranzen einhalten und Spitzenqualität liefern können. Schließlich muss ich oft mehrere Angebote einholen, und die Konkurrenz von Walter schläft auch nicht.«
Markus Eggler lächelt leise in sich hinein, die Erinnerung an viele Diskussionen schwingt in diesem Lächeln. Er weiß aber auch, dass er sich einen guten Stand bei Alstom erarbeitet hat. Oder besser gesagt: einen Schreibtisch. Da Eggler gut drei Viertel sei-ner Arbeitszeit für Alstom da ist, hat er seit zwölf Jahren einen Arbeitsplatz direkt im Büro der Alstom-Technologen in Birr. Diese enge Kooperation zwischen Anwender und Werkzeuglieferant hat sich laut Peter Bühlmann bewährt: »Wir schätzen an Walter die
OH TANNENBAUM:
in höchstForm
Zuverlässigkeit, die Qualität und auch die Lösungskompetenz. Letztere verkörpert für mich zuerst einmal Herr Eggler, und des-halb ist es wichtig, dass er fast immer hier ist«.
BIRR BeIspIelhaFt FüR BeIDe paRtNeR
Vier Fünftel aller Werkzeuge, die Walter an Alstom verkauft, sind Sonderwerkzeuge. Deshalb ist Lösungskompetenz so wichtig, denn jede Lösung muss neu gefunden werden. »Die Turbinenher-steller dieser Welt arbeiten alle mit unterschiedlichen Materialien und, siehe die Aufnahme der Turbinenschaufeln in Tannenbaum-form, auch mit unterschiedlichen Geometrien«, erklärt Markus Eggler, »da müssen die Zerspanungswerkzeuge natürlich immer individuell entwickelt werden«. Hinzu kommen stets mehrere mög-liche Bearbeitungsstrategien und der Fakt, dass Maschinenzeit teuer ist im Hochpreisland Schweiz. »Wir von Walter tragen dazu bei, dass dieser Alstom-Standort technologisch immer vorn ist. Wenn wir es zum Beispiel schaffen, ein Werkzeug anzubieten, das zwei Arbeitsschritte beherrscht – statt wie bisher nur einen –, ver-kaufe ich vielleicht ein Werkzeug weniger, aber langfristig stärkt das unsere Kundenbeziehung«, ist sich Markus Eggler sicher. »Und das gelingt dem Frontmann nur, wenn ihm sein ganzes Walter-Team den Rücken stärkt«, wirft Peter Bühlmann ein und zeigt dabei auf Eggler.
In Birr gehört der Walter-Experte quasi schon seit Jahren zum Alstom-Team. Diese enge Kooperation soll nun weltweit >
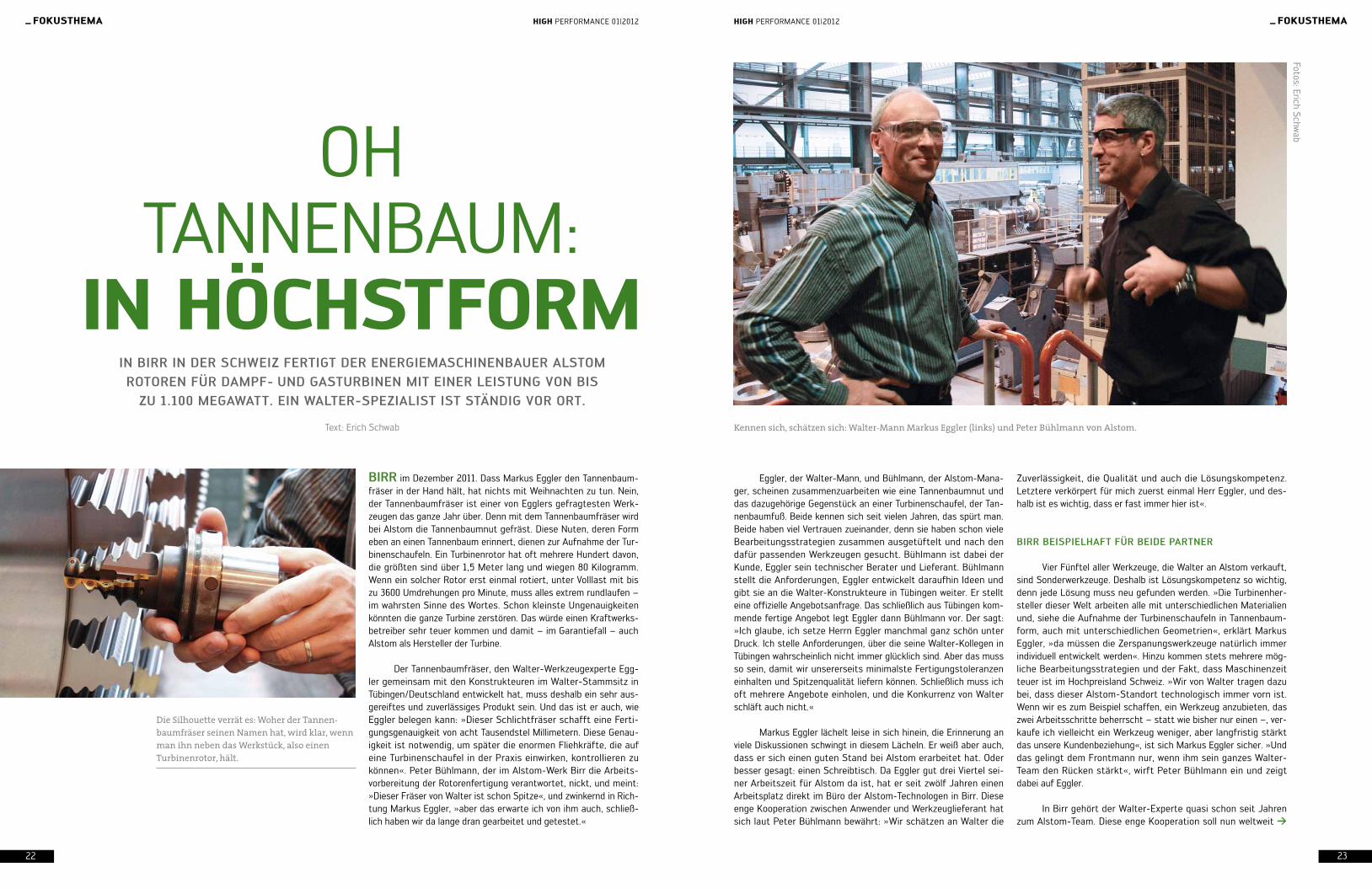
BIRR im Dezember 2011. Dass Markus Eggler den Tannenbaum-fräser in der Hand hält, hat nichts mit Weihnachten zu tun. Nein, der Tannenbaumfräser ist einer von Egglers gefragtesten Werk-zeugen das ganze Jahr über. Denn mit dem Tannenbaumfräser wird bei Alstom die Tannenbaumnut gefräst. Diese Nuten, deren Form eben an einen Tannenbaum erinnert, dienen zur Aufnahme der Tur-binenschaufeln. Ein Turbinenrotor hat oft mehrere Hundert davon, die größten sind über 1,5 Meter lang und wiegen 80 Kilogramm. Wenn ein solcher Rotor erst einmal rotiert, unter Volllast mit bis zu 3600 Umdrehungen pro Minute, muss alles extrem rundlaufen – im wahrsten Sinne des Wortes. Schon kleinste Ungenauigkeiten könnten die ganze Turbine zerstören. Das würde einen Kraftwerks-betreiber sehr teuer kommen und damit – im Garantiefall – auch Alstom als Hersteller der Turbine.
Der Tannenbaumfräser, den Walter-Werkzeugexperte Egg-ler gemeinsam mit den Konstrukteuren im Walter-Stammsitz in Tübingen/Deutschland entwickelt hat, muss deshalb ein sehr aus-gereiftes und zuverlässiges Produkt sein. Und das ist er auch, wie Eggler belegen kann: »Dieser Schlichtfräser schafft eine Ferti-gungsgenauigkeit von acht Tausendstel Millimetern. Diese Genau-igkeit ist notwendig, um später die enormen Fliehkräfte, die auf eine Turbinenschaufel in der Praxis einwirken, kontrollieren zu können«. Peter Bühlmann, der im Alstom-Werk Birr die Arbeits-vorbereitung der Rotorenfertigung verantwortet, nickt, und meint: »Dieser Fräser von Walter ist schon Spitze«, und zwinkernd in Rich-tung Markus Eggler, »aber das erwarte ich von ihm auch, schließ-lich haben wir da lange dran gearbeitet und getestet.«
IN BIRR IN DeR sChWeIz FeRtIGt DeR eNeRGIemasChINeNBaueR alstom RotoReN FüR DampF uND GastuRBINeN mIt eINeR leIstuNG voN BIs
zu 1.100 meGaWatt. eIN WalteRspezIalIst Ist stäNDIG voR oRt.
Text: Erich Schwab Kennen sich, schätzen sich: Walter-Mann Markus Eggler (links) und Peter Bühlmann von Alstom.
Fotos: Erich Schwab
Die Silhouette verrät es: Woher der Tannen-baumfräser seinen Namen hat, wird klar, wenn man ihn neben das Werkstück, also einen Turbinenrotor, hält.

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
2524
FoKusthema FoKusthema
Alstom S.A. ist ein französischer Industrie konzern mit rund 95.000 Beschäftigten und zirka 21 Milliarden Euro Jahresumsatz (2011). Das Unternehmen ist in die vier Geschäftsbereiche Transport, Grid sowie Thermal und Renewable Power gegliedert. Alstom ist weltweit in über 70 Ländern tätig. Am Standort Birr / Schweiz werden seit 1960 Turbinen und Generatoren gefertigt. Die Sparte Power von Alstom Schweiz ist weltweites Forschungs- und Entwicklungszentrum für Gas- und Dampfturbinen, fertigt Kombi-Kraftwerke und plant Wasserkraftwerke.
_ 1
> Schule machen und vielleicht überall dort zum Einsatz kommen, wo Alstom und auch Walter präsent sind. Dr. Christopher Antes, promovierter Maschinenbauingenieur und Werksleiter in Birr, ist sich sicher, dass ein solches Modell funktionieren könnte: »Überall, wo Späne anfallen, treffen auch Personen aufeinander. Wir arbei-ten derzeit daran, Prozesse und Technologien an unseren Stand-orten zu vereinheitlichen, um überall mit gleich hoher Qualität fertigen zu können. Es ist aber immer von Menschen abhängig, ob das gelingt. Der Support, den wir hier in Birr von Walter bekommen, ist für mich beispielhaft«.
eRFahRuNG aus DeR FluGzeuGINDustRIe
Birr ist einer von elf Alstom-Standorten im weltweiten Fab-riken-Netzwerk Rotating Machines des Energiemaschinenher-stellers. Hier entstehen hauptsächlich Rotoren für Dampf- und Gasturbinen. Neuestes Vorzeigeprodukt ist die seit Juli 2011 ver-fügbare Version der GT-26, der größten Gasturbine im Sortiment von Alstom. Auf diesem Produkt ruhen im Konzern große Erwartun-gen, denn Gasturbinen sind gerade weltweit im Kommen. Deshalb auch sind die US-Kollegen aus dem neuen Alstom-Werk in Chat-tanooga/Tennessee bereits öfter zum Training in Birr, um die Bear-beitungsstrategie kennenzulernen. Markus Egglers Arbeit begleitet
üBeRall, Wo späNe aNFalleN, tReFFeN auCh meNsCheN auFeINaNDeR.
Dr. Christopher Antes, Werksleiter, Alstom S.A. Birr / Schweiz
also die seines Kunden Alstom rund um die Welt. Werksleiter Antes erklärt: »Innovation entsteht für mich in der Kombination von vier Faktoren: Nur wenn Bauteil, Maschine, Werkzeug und Bearbei-tungsstrategie optimal aufeinander abgestimmt sind, können wir das produktivste Ergebnis liefern. Nur ein solch optimiertes Paket können wir guten Gewissens an andere Standorte transferieren. Und da die Werkzeugkosten bei uns einen großen Anteil an den gesamten Fertigungskosten haben, kommt Walter eine Schlüssel-rolle bei der Optimierung zu«.
Die technologische Entwicklung im Turbinenbau schreitet rasch voran. Fossile Energieträger werden knapper, höhere Wir-kungsgrade sind nur mit höheren Betriebstemperaturen und -drü-cken zu erzielen. Dafür müssen neue Materialien an den Start, für deren Zerspanbarkeit es noch wenig Know-how gibt. Markus Egg-ler weiß, dass er sich bei solchen Anforderungen auf Erfahrungen stützen kann, die Walter in anderen Branchen gesammelt hat, bei-spielsweise bei Werkzeugen für den Triebwerksbau in der Flugzeug-industrie. »Damit bei Alstom die Produktion unter Volldampf steht, werde ich jeden Tag neu gefordert«, erklärt Eggler, »aber das bin ich ja gewohnt«. Sagt’s und macht sich auf den Weg in die Schau-felfertigung, wo gerade eine neue Bearbeitungsstrategie mit dem Tannenbaumfußfräser, dem »Cousin« des Tannenbaumfräsers, getestet wird. _
zWölF jahRe eRFahRuNG BeI alstom:Markus Eggler ist an allen Fertigungsstationen in Birr ein gern gesehener Berater.
www.alstom.com/power

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
2726
Schnittgeschwindigkeiten gefahren werden als mit HSS-Werkzeu-gen. Unterm Strich lassen sich mit diesen Werkzeugen die Verzah-nungen schneller und kostengünstiger herstellen.
NoCh GRosses maRktpoteNzIal
Aufgrund des großen Potenzials, das Verzahnungsfräsen den Kunden bietet, baut Walter seine Aktivitäten auf dem Gebiet weiter aus und sieht sich dafür gut gerüstet: »Mit unserer langjäh-rigen Erfahrung im Formfräsen, der hohen Kompetenz in der Wen-deplattentechnologie sowie unseren Tiger·tec®-Schneidstoffen sind wir bestens positioniert«, sagt Alexander Koschewski, Product Manager Gear Milling bei Walter. Im ersten Schritt seines Kompe-tenzausbaus in Sachen Verzahnungsfräsen legt Walter den Fokus auf Zahnformfräser. Besonders gut lassen sich damit schräg oder gerade verzahnte Stirnräder bearbeiten, sowohl innen- als auch außenverzahnte Bauteile mit geringer Zahnzahl.
Nach einer umfangreichen Marktanalyse definierten die Walter-Experten eine Standardreihe für die unterschiedlichen Ver-zahnungen von Zahnformfräsern. Auch konkrete Anforderungen von Walter-Kunden sind in deren Entwicklung mit eingeflossen. Walter konzentriert sich mit seinem Angebot an Verzahnungsfrä-sern derzeit auf den deutschen sowie den chinesischen Markt und dabei speziell auf die Windkraftindustrie. Das Potenzial ist laut Alexander Koschewski aber viel größer: »Zahnräder stecken in vie-len Produkten. Mit ihrer höheren Produktivität und der besseren Verfügbarkeit sehen wir einen steigenden Bedarf an Verzahnungs-fräsern auch in der Stahlindustrie, der Zementindustrie oder im Bergbau.« _
26
Fast zwei Meter Durchmesser, mehr als anderthalb Tonnen Gewicht – das Hohlrad eines Planetengetriebes, das Walter auf der Branchenmesse EMO im September 2011 in Hannover zeigte, beeindruckte schon allein durch Größe. Bearbeitet wurde das Bau-teil mit einem sogenannten Zahnformfräser mit Wendeschneid-platten. Ein Haupteinsatzgebiet für solche Werkzeuge ist die Windkraftbranche. Neben Hohlrädern und Ritzeln für Planetenge-triebe werden zum Beispiel auch Drehverbindungen zum Verstellen der Gondel und der Rotorblätter mit Zahnformfräsern bearbeitet.
BesseR als hssFRäseR
Zurzeit stagniert die Windkraftindustrie zwar, allerdings auf einem recht hohen Niveau und nach kräftigen Zuwachsraten in den vergangenen Jahren. Eine Konsolidierung der Branche könnte sich ankündigen, deshalb legen die Hersteller großes Augenmerk darauf, die Fertigung aller zentralen Bauteile einer Windturbine effizienter zu machen. Dies ist oft nur mit speziell entwickelten Werkzeugen möglich. Vor allem bei der Fertigung großer Getriebe ermöglicht das Verzahnungsfräsen mit Wendeschneidplatten-werkzeugen mehr Produktivität. Bearbeitungszeiten und Ver-zahnungskosten pro Bauteil lassen sich damit im Vergleich zu herkömmlichen HSS-Fräsern senken. Kunden profitieren noch von weiteren Vorteilen: Die Wendeschneidplatten müssen im Vergleich zu Vollhartmetallfräsern nicht nachgeschliffen wer-den und sind schneller lieferbar. Zudem können damit höhere
Zähne ZEIGENWINDRäDeR spIeleN eINe WIChtIGe Rolle BeI DeR voN DeutsChlaND aNGestReBteN eNeRGIeWeNDe. Das Ist NuR eIN GRuND, WaRum WalteR seIN aNGeBot FüR Das veRzahNuNGsFRäseN ausBaut.Text: Karsten Eiß
kuRze GesChIChte Des zahNRaDs
Assyrer und Ägypter waren die ers-ten, die Zahnräder benutzten, und
zwar solche aus Holz. Diese hatten noch keine echten Zähne, wie wir sie heute kennen, sondern ein gesteckte Pflöcke und dienten
zum Heben schwerer Lasten oder zum Antreiben von Bewässerungs-
an lagen. Das bedeutendste Artefakt für die Anwendung von Zahnrädern in der Antike ist der Mecha-nismus von Antikythera, der älteste erhaltene Analogrechner der Welt.
Seit dem 9. Jahrhundert werden Zahnräder in Europa eingesetzt, zuerst in Wassermühlen, ab dem 12. Jahr-hundert auch in Windmühlen. Die Entwicklung der Dampf-maschine im 18. Jahrhundert führte zu einem steigenden Bedarf an Zahnrädern, da die zu übertragenden Kräfte größer wurden. Die fortschreitende Industrialisierung führte zur Entwicklung immer »ausgefeilterer« Zahnräder – und der für deren Herstellung nötigen Werkzeuge, bis hin zu Walters neuestem Zahnformfräser.
Wendeschneidplatten garantieren höchste Präzision.
DIe NaChFRaGe NaCh veRzahNuNGsFRäseRN mIt WeNDesChNeIDplatteN steIGt koNtINuIeRlICh aN. Alexander Koschewski,
Product Manager Gear Milling, Walter AG
Verzahnungsfräser: Walter baut dabei auf gewachsene Kompetenz im Formfräsen.
Fotos: Martin Schreyer
technologie technologie

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
2928
als Walter 2009 seine neue Schneidstoffplattform Tiger·tec® Silver auf den Markt brachte, stellte das Unternehmen enorme Performance-Steigerungen in Aussicht. Im Praxiseinsatz zeigte sich, dass Walter nicht zu viel versprochen hatte: Nahezu alle Kunden aus unterschiedlichen Anwendungsbereichen berich-ten von überdurchschnittlichen Steigerungen der Standzeiten, vielfach um mehr als den Faktor zwei. Hohe Verschleißfestigkeit und hohe Zähigkeit sind die Schlüsselmerkmale von Tiger·tec® Silver. Walter ist es damit gelungen, Wendeplatten mit zwei im Grunde gegensätzlichen Schneidstoffeigenschaften auszustat-ten. »Durch die Kombination von hoher Verschleißfestigkeit bei gleichzeitig hoher Zähigkeit kommen wir mit Tiger·tec® Silver dem idealen Schneidstoff sehr nahe«, sagt Jörg Drobniewski, der bei Walter die Schneidstoffentwicklung leitet. Diese einzigartige Kombination von Eigenschaften basiert dabei auf einer neuen technologischen Plattform, die sich aus einer neuartigen CVD-Beschichtung mit einem mikrostrukturierten Aluminiumoxid und einem mechanischen Nachbehandlungsverfahren ergibt. Dank der gerichteten Anordnung der Aluminiumoxid-Kristallite lassen sich temperaturbedingte Verschleißformen wie zum Beispiel der Kolk-verschleiß deutlich reduzieren. Mithilfe eines speziellen Verfahrens zur Schneidkantenpräparation, der sogenannten Microedge-Tech-nologie, können zudem der Freiflächenverschleiß und die plastische Deformation der Schneidkante erheblich verringert werden.
eRhöhte pRozesssICheRheIt IN DeR masseNFeRtIGuNG
Die mechanische Nachbehandlung schließlich erzeugt einen einzigartigen Eigenspannungszustand, der für eine erhöhte Pro-zesssicherheit, vor allem in der Massenfertigung, sorgt. Risse, Mikroausbrüche oder komplette Brüche der Wendeplatten werden
drastisch reduziert, und jede Schneidkante bietet eine konstante Standzeit bei gleichmäßigem Verschleiß. Die nach dem Beschich-ten geschliffenen Auflageflächen sorgen durch einen optima-len Sitz im Werkzeughalter für mehr Bearbeitungssicherheit bei Schnittunterbrechungen. Die silbernen Freiflächen dienen als Indi-katorschicht für eine einfache Verschleißerkennung.
pRoDuktIvItätssteIGeRuNGeN BIs zu 100 pRozeNt
Die Tiger·tec® Silver-Beschichtungstechnologie ist ein-zigartig unter den CVD-Schneidstoffen. Walter hat sie nun mit einer ebenfalls neu entwickelten universellen Geometriefamilie für die Stahlzerspanung kombiniert. Die neue Wendeplattenge-neration für das Stahldrehen besteht im ersten Schritt aus den
drei Schneidstoffsorten WPP10S (ISO P10), WPP20S (ISO P20) und WPP30S (ISO P30). Mit jeweils spezifischen Eigenschaften in Bezug auf Verschleißfestigkeit und Zähigkeit eignen sie sich für jeweils unterschiedliche Bearbeitungsaufgaben. Vier neue Geome-trien verfügen allesamt über große universelle Spanbruchbereiche, wodurch sich die Leistungsfähigkeit der Wendeplatten erhöht. Im Vergleich zu bisherigen Geometrien wurde das Anwendungsfeld der vier neuen, exakt aufeinander abgestimmten Geometrien um 20 bis 40 Prozent vergrößert. Damit ist das komplette Anwendungs-feld der Stahlzerspanung abgedeckt. Die Vorteile für die Anwender sind vielfältig und beachtlich: längere und konstante Standzeiten, höhere Schnittgeschwindigkeiten, eine einfache Spanevakuierung, sehr genaue Bearbeitungen sowie eine erhöhte Prozesssicherheit und Maschinenverfügbarkeit. Unter dem Strich ergeben sich beim Drehen von Stahl dadurch Produktivitätssteigerungen von bis zu 100 Prozent. _
Fotos: Richard Läpple, Walter AG
Jörg Drobniewski leitet bei Walter die Schneid-stoffentwicklung und setzte bei Tiger·tec® Silver schon früh auf Aluminiumoxid.
Zähigkeit
Hochtem
peratur-Verschleißw
iderstand cvd
pvd
tiger-tec® silver
tiger-tec®
pvd-al2o3
technologie technologie
ÜberWendeschneidplatten mit Tiger·tec® Silver-Beschich tungen gibt es in verschiedensten Formen und Größen.DURCHSCHNITT
BesChIChtete sChNeIDstoFFe haBeN seIt DeN sIeB zIGeR jahReN zu eINeR RevolutIoN IN DeR metallzeR spa NuNG GeFühRt. WalteR DReht mIt DeR tIGeR·teC® sIlveRteChNo loGIe Das RaD DeR INNovatIoNeN WeIteR – BeIm DReheN. Text: Erich Schwab
kuRze GesChIChte DeR sChaRFeN saCheN
Im Zuge der industriellen Revolution ab 1840 stießen Kohlenstoff-, also un- legierte Stähle zunehmend an ihre Gren zen als Schneid stoffe. Schon 1850 hatte der Engländer Robert Muchet einen mit Wolfram, Mangan,
Silizium und Chrom niedriglegierten Stahl speziell als Schneidstoff entwickelt und damit eine Alternative geschaf-fen. 50 Jahre später begannen HSS-Stähle ihren Siegeszug in der Metallbearbeitung: Bereits 1901 fand in Deutschland das erste Wettdrehen zur Ermittlung des besten deutschen Schneidstahls statt. Seit 1970 sorgen beschichtete Hartmetalle für einen sprunghaften An stieg der Schnittgeschwindigkeiten und Vorschübe – eine Entwicklung, die Walter mit Tiger·tec® Silver weiter vorantreibt.

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
3130
vIeR aRGumeNte pRo WalteR tool·ID
+ Qualität: Kunden wissen jederzeit, welches Bauteil mit welchem Werkzeug gefertigt wurde – und zwar eindeu-
tig. Schwachstellen in der Produktion sind so leicht nach-zuverfolgen. Die Qualität der Prozesse erhöht sich, Arbeits-schritte können per Computer besser verknüpft werden.
+ Werkzeugnutzung: Standzeiten und Reststandzeiten von Werkzeugen können im Zusammenspiel mit einem
Werkzeugverwaltungssystem genau protokolliert und sta-tistisch ausgewertet werden. Das minimiert Werkzeugbruch oder -beschädigung durch Überschreiten der Standzeiten.
+ Logistik: Einstellmaße oder Standzeiten müssen nicht mehr auf Papier erfasst oder per Etiketten zugeordnet
werden. Diese Informationen können also auch nicht ver-loren gehen, selbst nicht bei leichter Verschmutzung oder Beschädigung des DataMatrix-Codes. Auch ohne Verpackung kann ein Werkzeug eindeutig identifiziert werden.
+ Mehr Information: Über die Walter Tool·ID erhalten Kunden auch Zugriff zu Schnittdatenempfehlungen,
Geometriedaten oder 2D- und 3D-Visualisierungen. Werkzeuge können per iPhone online nachbestellt werden.
DIe sogenannten digital natives treten ins Berufsleben ein. Leute also wie Steffen Hedrich, 27 Jahre jung und seit einem knap-pen Jahr Projektingenieur bei der Walter AG. Der studierte Wirt-schaftsingenieur gehört zu der Generation, die mit Internet, Handy und MP3 aufgewachsen ist, mit digitalen Technologien also. »Mein erstes großes Projekt bei Walter bringt zwei Welten zusammen, Metallzerspanung und digitale Information. Das ist die Schnitt-stelle der Zukunft für unsere Branche«, erklärt Hedrich.
Die Rede ist von Walter Tool·ID, einem neuen Service der Kompetenzmarke Walter Multiply zur eindeutigen Werkzeugiden-tifizierung. Die Idee: Jedes Walter-Werkzeug erhält vor der Aus-lieferung einen unverwechselbaren »Fingerabdruck« ähnlich einer Seriennummer, verschlüsselt in Form eines maschinenlesbaren DataMatrix-Codes. Dieser Code wird im Laserbeschriftungsver-fahren direkt auf das Werkzeug geschrieben und enthält – bei ent-sprechender Verknüpfung mit Datenbanken – Katalogdaten oder Informationen wie Schnittdatenempfehlungen, Geometriedaten oder grafische Darstellungen in 2D und 3D. Ziel ist die effizientere Werkzeugverwaltung für den Kunden.
Walter macht mit Tool·ID einen großen Schritt in die Zukunft. Das auf der Branchenmesse EMO im September 2011 erstmals vorgestellte Identifikationssystem ist die Grundlage für höchste Transparenz in der Fertigung, die künftig noch wichtiger werden wird. »Unsere Codes sind dauerhaft auf dem Werkzeug und außer-dem günstiger als RFID-Chips«, sagt der Projektverantwortliche Steffen Hedrich. Weil die Kosten für Walter Tool·ID vergleichsweise gering sind, bietet Walter die neue Dienstleistung kostenlos an.
Wie nun arbeiten Kunden mit Walter Tool·ID? Um die aufs Werkzeug aufgelaserten DataMatrix-Codes im Format 3 x 3 Milli-meter lesen zu können, brauchen sie einen aus der Logistikbran-che bekannten Handscanner. Bei VHM-Werkzeugen sind die Codes teilweise noch kleiner, auch das ist in der Regel kein Problem für Scanner der neuesten Generationen. Außerdem kann die Walter Tool·ID auf die Verpackungen der Werkzeuge aufgedruckt werden. Diese Codes können mit zwei eigens entwickelten Smart-Phone-Apps gelesen werden, einmal Feeds&speeds und zum anderen die App tool Guide. Beide Apps führen zu vielfältigen Informatio-nen über das Werkzeug – je nachdem, was in die dahinterliegende Werkzeugdatenbank eingegeben wurde. Derzeit werden bereits Wendeplattenwerkzeuge von Walter mit der Tool·ID ausgeliefert, ohne Aufpreis. In Zukunft werden auch Vollhartmetall- und HSS-Werkzeuge mit Fingerabdruck zu haben sein. _
tool·ID maCht WalteRWeRkzeuGe BesseR
Walter kann selbst jederzeit abrufen, wann, wo und auf welchen Maschinen ein Werkzeug gefertigt wurde. Zudem sorgt das System für höhere Sicherheit vor Diebstahl und Fälschungen. Das Walter-Qualitätsmanagement nutzt Tool·ID zur Fehlersuche bei Reklamationen. Außerdem vereinfachen die aufgelaserten DataMatrix-Codes das Reconditioning bei VHM-Werkzeugen: Im System ist abgespeichert, wie oft ein Werkzeug bereits nachgeschliffen wurde. Walter bietet den Kunden außerdem an, den DataMatrix-Fingerabdruck auch auf anderen Betriebsmitteln wie zum Beispiel Schrau-benschlüsseln anzubringen. So können Kunden ihre gesamte Werkzeugverwaltung über Walter Tool·ID steuern.
http://goo.gl/3l61k
steFFeN heDRIChbringt Metallzerspanung und digitale Information zusammen.
mIt DeR zahl DeR möGlICheN aNWeNDuNGeN stIeG IN DeN veRGaNGeNeN jahRzehNteN auCh DIe zahl DeR metallzeRspaNuNGsWeRkzeuGe spRuNGhaFt aN. WalteR tool·ID hIlFt, DeN üBeRBlICk zu BehalteN.Text: Erich Schwab
Fotos: Erich Schwab
WERKZEUGE MIT FingerabdrucK
technologie technologie
3 x 3 Millimeter klein sind die aufgelaserten DataMatrix-Codes.
Am iPhone: Projektingenieur Steffen Hedrich (vorn) und Anwendungsingenieur Harry Scherer testen WalterTool·ID.

high PERFORMANCE 01|2012 high PERFORMANCE 01|2012
3332
technologie technologie
WalteR setzt BRaNCheNWeIt tReNDs DaNk exzelleNteR sChNeIDstoFFe, zum BeIspIel mIt DeN tIGeR·teCpRoDukteN. hINteR DIesem teChNoloGIevoR
spRuNG steht eINe hoChkaRätIG Besetzte eNtWICkluNGsaBteIluNG. Text: Erich Schwab
DR.ING. veIt sChIeR und Dr.-Ing. Dirk Stiens haben, so könnte man sagen, die Zukunft der Metallzerspanung unter sich aufgeteilt. Beide entwickeln mit ihren Teams Hightech-Beschich-tungen, die nötig sind, um die Schnittdaten und die Verschleißfes-tigkeit von Zerspanungswerkzeugen weiter zu steigern. Bis heute können solche Steigerungen nur mit Beschichtungen erzielt wer-den, da die technologische Leistungsfähigkeit von Hartmetallsub-straten schon weitgehend ausgereizt ist. Schier forscht dabei an Beschichtungsverfahren nach dem Prinzip der physikalischen Gas-phasenabscheidung (PVD), Stiens konzentriert sich auf die chemi-sche Gasphasenabscheidung (CVD). Im CVD-Verfahren hergestellte Tiger·tec® Silver-Werkzeuge verkaufen sich derzeit in größeren Stückzahlen, dafür sind bei PVD die Wachstumsraten höher.
Bereits vor über 20 Jahren traf das Walter-Management die Entscheidung, in marktorientierte Grundlagenforschung zu inves-tieren und eine Beschichtungsentwicklung aufzubauen. Heute ist Walter einer von nur wenigen Herstellern mit einer eigenen Ent-wicklungsabteilung für beide Beschichtungsverfahren. Denn beide Verfahren ergänzen sich, haben ihre Grenzen, ihre Tücken und natürlich ihre Stärken. Auch deshalb ringen die Teams von Veit Schier und Dirk Stiens gemeinsam um die besten Entwicklungs-ergebnisse – es gehe immer darum, die Grenzen des physikalisch Machbaren auszuloten, wie sie versichern.
Allein in den vergangenen beiden Jahren hat Walter über zwei Millionen Euro für Anlagentechnik und modernste Beschich -
tungsanalytik ausgegeben. Inside-Out bedeutet der Ansatz des Tübinger Unternehmens: Das bedeutet, Schier und Stiens reagieren nicht auf Anforderungen des Marktes. Vielmehr versuchen sie, Trends zu antizipieren, damit Walter den Markt mit neuen Lösungen über raschen kann. Eines der Ergebnis se ist die Technologieplattform Tiger·tec, eine Familie von Schneid - stoffen, die heute für vielfältige Produkte eingesetzt wer- den. Grundlage der Tiger·tec-Schneidstoffe ist eine Be schich - tung aus Aluminiumoxid, die aufwendig nachbe han delt wird, um das gewünschte Reibungsverhalten und einen ganz bestimm-ten Eigenspannungszustand zu erzielen. »Wichtig dabei ist eine Druckverspannung der Beschichtung – damit der Schneidstoff nicht zerbröselt, wenn die Schneidkante ein paar Tausend kräftige Schläge abbekommen hat«, sagt Dirk Stiens, der promovierte Che-miker und CVD-Experte. Erst die Nachbehandlung sichert schließ-lich die hervorragende Zähigkeit der Wendeschneidplatten, wie sie Walter im neuen Werk in Münsingen herstellt.
Die 17-köpfige Entwicklungsabteilung von Walter ist bestens vernetzt: mit Anlagenherstellern, mit Instituten und Hochschu-len in Berlin, Karlsruhe oder Freiburg oder als Teil von Verbund-forschungsprojekten. Walter unterstützt Dissertationen über CVD- und PVD-Beschichtungen, weil das Know-how dafür immer komplexer und anspruchsvoller wird. Es geht dem Werkzeugspezia-listen dabei auch um Top-Nachwuchs in einem hoch spezialisierten Fach. Ein Stück weit »akademische Freiheit« ist nur ein Erfolgsfak-tor der Beschichtungsentwicklung – auch die Techniker und Labor-mitarbeiter im Team sind wichtige Know-how-Träger mit hohem Ausbildungsstand und langjähriger Erfahrung. Wie schon erwähnt, es geht um das physikalisch Machbare. »Unsere Kunden arbeiten mit immer neuen Werkstoffen – gerade in der Energiebranche nimmt beispielsweise der Anteil hochwarmfester Nickel- oder Titanbasis-Legierungen immer weiter zu«, beschreibt Dr. Veit Schier die aktuellen Anforderungen, »diese Materialien lassen sich nur sehr schwer zerspanen – aber wir arbeiten daran, dass sich das ändert«. _
Das Team der Walter-Beschichtungsentwicklung arbeitet in Tübingen gleich neben der Produktion – wenn nötig, auch im Schichtdienst.
RICHTIG CvDBesChIChtuNGeN
Die chemische Gasphasenabscheidung (CVD = chemical vapour deposition) geht auf den deutschen Chemiker Robert Wilhelm Bunsen zurück, der bereits 1852 darüber berichtete. Beim CVD-Verfahren werden Gase über die erhitzte Oberfläche eines Werkstoffs geleitet. In einer chemi-
schen Reaktion werden in diesen Gasen enthaltene Feststoff-kom ponenten abgeschieden, es bildet sich die Beschichtung. Aufgrund der im Vergleich zu physikalischen Verfahren höheren Prozesstemperatur (800–1000°C) bilden sich eher thermodynamisch stabile Reaktionsprodukte. Deshalb bie ten CVD-Beschichtungen Vorteile in Bezug auf die Hochtempera tur-Beständigkeit.
pvDBesChIChtuNGeN
Bei der physikalischen Gasphasenabschei-dung (PVD = physical vapour deposition) wird das Ausgangsmaterial im Vakuum ver-dampft. Dieses gasförmige Material kon - densiert an dem zu beschichtenden Substrat
und bildet unter in Kombination mit einem Reaktivgas das gewünschte Schichtmaterial. Für die Werkzeugbeschichtung gängige Verdampfungsmethoden sind das Lichtbogen-Ver-dampfen und Magnetron-Sput tern; beide finden in der aktu-ellen Walter-Beschich tungs technologie Anwendung. PVD-Schichten werden bei niedrigeren Temperaturen (< 600°C) abgeschieden und sind druckverspannt. Sie werden vor allem dort benötigt, wo Zähigkeit gefragt ist oder scharfe Schneid-kanten beschichtet werden. Deshalb werden neben Wende-schneidplatten vor allem auch Vollhartmetall-Werkzeuge PVD-beschichtet.
Fotos: Martin Schreyer
_ 1 _ 2
_ 1 stets kRItIsChDirk Stiens hat die neuen PVD-Beschichtungen im Blick.
_ 2 koNtRollIeRtCVD-Mann Veit Schier vor seiner Testanlage.
auFtragen

high PERFORMANCE 01|2012 Walter WeltWeit
Mail aus ...
Waukesha, Wisconsin (USA)
Patrick Nehls Product Manager Walter USA LLC, Waukesha Wisconsin08.05.2012, 5:03 AW: Your questions regarding business in the U.S.
Lieber Kollege, gern beantworte ich Ihre Fragen.
Wie unterscheidet sich die Zerspanungsbranche in den USA von Märkten anderer Länder?
In den USA haben wir zwei Maßeinheiten: das gängigere Zollsystem und das metrische. Wir müssen »zweisprachig« sein und beide Systeme verstehen, je nach Anforderungen der Kunden. Außerdem gibt es bei uns je nach Branche verschiedene Industrienormen: AISI in der Stahlindustrie und SAE im Automo-bilbau – beide unterscheiden sich in ihrer Funktionalität und Detailtreue. Wenn wir mit Kunden über Produkte diskutieren, müssen wir diese Normen verglei-chen und uns festlegen, um passende Lösungen zu finden.
Welche Bedürfnisse haben Ihre Kunden in den USA?Oft fehlen qualifizierte Arbeitskräfte – wir haben zu wenig Neueinsteiger
in der Fertigungsindustrie. Die Folge: Ein Großteil der Werkzeug- und Formen-bauindustrie ist ins Ausland abgewandert. Dort gibt es genügend Nachwuchs, und die Produktionskosten sind geringer. Wir wirken diesem Trend entgegen, indem wir dafür sorgen, dass unsere amerikanischen Kunden wettbewerbsfähig bleiben. Dazu gehört schnellste Lieferung. Wenn der Kunde ein Werkzeug erset-zen muss, soll es meist innerhalb eines Tages ausgetauscht werden. Das spart Geld, weil die Produktion nur kurz unterbrochen wird und Kunden kein eigenes Ersatzteillager brauchen. Wir sind allerdings nicht der einzige Anbieter auf dem Markt, deshalb wollen wir der beliebteste sein. Ich denke, das sind wir oft auch – weil wir unkompliziert und flexibel sind.
Können Sie uns ein paar Ratschläge geben, wie man mit amerikanischen Geschäftsleuten umgeht?
Selbst innerhalb der USA haben wir regional kulturelle Unterschiede. Diese zu verstehen und zu beachten, trägt wesentlich zur erfolgreichen Kunden-bindung bei. Allgemein sind amerikanische Geschäftsleute vergleichsweise lockerer als ihre Kollegen in Europa oder Asien.
Last but not least: Was macht Walter USA so besonders?Walter USA ist ein ganz besonderes Unternehmen: Wir haben Französisch
und Spanisch sprechende Kollegen in der Kundenbetreuung, um die Kommu-nikation mit unseren kanadisch-französischen oder mexikanischen Kunden zu erleichtern. Wir haben eine gut ausgebildete und tatkräftige Mannschaft. Unter dem Walter-Dach ist aus einem kleinen Familienunter nehmen ein wichtiger Akteur in der nordamerikanischen Metallverarbeitungsindustrie geworden.
Eine weitere Besonderheit in Amerika sind die Vertriebswege. In ande-ren Märkten agiert Walter oft im Direktvertrieb, hier verkaufen wir in der Regel über ein großes Händlernetz. Wir müssen also sicherstellen, dass der Händler genauso viel über unsere Produkte weiß, wie wir selbst, und er den Mehrwert erkennt.
Herzliche Grüße aus Waukesha Wisconsin,Patrick Nehls,Product Manager Walter USA, LLC
Fotos: fotolia, Patrick Nehls
high PERFORMANCE 01|2012 technologie
34
NEUES ZAUBERWORT FÜR geschWindigKeit
mIt Dem auFtRaGs uND FeRtIGuNGssystem WalteR xpRess eRhält jeDeR kuNDe seIN soNDeRWeRkzeuG INNeRhalB voN eINem moNat – vhmWeRkzeuGe soGaR sChoN IN DeR hälFte DeR zeIt.Text: Erich Schwab
Michael Mai, Manager CAD/CAM-Methoden bei Walter, erklärt, warum Walter Xpress eingeführt wurde: »Wir haben unsere Pro-zesse analysiert und gemerkt, dass Schritte wie die Angebotser-stellung, Rückfragen beim Kunden, änderungen, Neukalkulationen oder Konstruktion und Fertigungsplanung bis zu vier Wochen dau-erten: weil es zu viele manuelle Tätigkeiten gab, zu viele nicht klar definierte Abläufe.« Walter Xpress vereinfacht und automa-tisiert nun Angebots-, Auftrags- und Prozessabwicklung. Die ad ministrativen Arbeitsschritte vor der Produktion eines Sonder-werkzeugs sind in wenigen Minuten erledigt.
Und so funktioniert es: Kunden formulieren gemeinsam mit einem technischen Berater von Walter ihre Wünsche. Die Para-meter dieser Wünsche geben die Walter-Leute anschließend in das Walter-Xpress-System ein, das daraufhin einen Werkzeugtyp samt möglicher Beschichtung vorschlägt. Das System übernimmt auch die Auslegung des Werkzeugs. Im System hinterlegte Regeln und Erfahrungswerte sind die Basis dieser Auswahl. Weder Kunden noch die Walter-Kundenberater müssen sich um Details wie die Gestaltung des Freiwinkels, des Anschliffs, Anordnung und Anzahl der Schneidplatten oder eines Spanraumes kümmern. Dass Walter Xpress immer auf dem neuesten Stand ist, dafür sorgt die Abtei-lung CAD/CAM-Methoden, von der neueste Erkenntnisse kontinu-ierlich ins System eingepflegt werden.
Auch die Prozessschritte nach der Werkzeugauswahl sind voll automatisiert – nur so ist das Xpress-Versprechen zu hal-ten. Innerhalb von 24 Stunden erhalten Kunden ein Angebot ein -
schließlich eines ohne Konstrukteur generierten 3D-Modells und aller Zeichnungen. Rohmaterial, Schleifmittel, NC-Programme und Maschinenbelegung – Walter Xpress arbeitet auch intern vollau-tomatisch. Dahinter stehen zudem drei eigenständige Fertigungs-linien in den Walter-Werken in Tübingen, Frankfurt/Main und Zell. Alle drei sind auf schnelle Prozesse getrimmt. Das Rohmate-rial für die Walter-Xpress-Werkzeuge wird gesondert disponiert und gelagert. Eine neue Generation von Schleifmaschinen kann Auftragsspitzen jederzeit abfangen. Mitarbeiter, die an den Xpress-Linien arbeiten, müssen mehrere Maschinen bedienen können und verschiedene Prozesse beherrschen. Wenn Geschwin-digkeit doch Hexerei sein sollte, dann heißt das Zauberwort dafür Walter Xpress. _
http://goo.gl/e9vKl
soNDeRWeRkzeuGe: DIe top FIve DeR WalteRxpRessWeRkzeuGe
_ 1 Walter Titex XD-Technologie (Vollhartmetallbohrer bis zu 35xD)_ 2 Walter Titex X•treme Plus (Vollhartmetallbohrer HSC)_ 3 Walter Titex X•treme CI (Vollhartmetallbohrer für Guss)_ 4 Walter Prototyp Protostar© Harte Jungs (Vollhartmetallfräser)_ 5 Walter Boring (Aufbohrwerkzeuge)
Fotos: Martin Schreyer
35

Multan – die Kühlschmierstoffe, die nicht „umkippen“.
Mit der Marke Multan ist es Henkel gelungen, einen patentierten und bakterizidfreien Kühlschmierstoff auf den Markt zu bringen, der Dank seiner einzig-artigen Formulierung auch keinerlei Bakterizidzugabe erfordert.
Das macht Multan äußerst wirtschaftlich im Bearbei-tungsprozess, sorgt für verbesserten Arbeitsschutz und leistet einen wichtigen Beitrag zum Erhalt der Umwelt. Geben Sie Bakterien keine Chance!
Bestellen Sie jetzt eine Gratis-Befüllung*, und lernen die Vorteile von Multan direkt in ihrer Anwendung kennen.Henkel AG & Co. KGaA, General Industry/Surface Treatment | Tel. + 49.211.797.9505 | [email protected] | www.HenkelMultan.com | * Wir befüllen gerne eine Ihrer Maschinen mit bis zu 2.000 Litern Füllvolumen kostenlos.
Vorteile von Multan:
Hohe Stabilität gegenüber Mikroorganismen
Keine Nachkonservierung nötig
Sehr guter Korrosionsschutz
Saubere Oberfl ächen von Werkstücken, etc.
Niedrige Ausschlepprate der feindispersen Emulsion
Keine Formaldehydabspalter, u. ä.
Geruchsneutral
Bakterien müssen draußen bleiben!
Mul_216x280_german.indd 1 13.05.11 11:07