
Hoch performter Asphalteinbau im Oval Ein neuer … · AG in Rodgau-Dudenhofen, das von einem ......
7
Asphaltbinderschicht Asphaltdeckschicht Mischgutsorte AC 16 B S SMA 11 S BIndemittel 70/100 Olexobit SMA, PmB 40/100-65 A Erweichungspunkt Ring und Kugel 47,6 °C 71,6 °C Nadelpenetration 81 (1/10 mm) 50 (1/10 mm) Zuschlagstoffe Kalkhydrat Hohlraumgehalt 4 Vol,.% 2,2 Vol.-% Technsiche Spezifikation TL Asphalt-StB 07, ZTV Asphalt-StB 07 und zusätzliche technische Anforderungen Tabelle 1: Spezifikation der Asphaltdeck- und Asphaltbinderschicht Hoch performter Asphalteinbau im Oval Ein neuer Testtrack für Opel Stefan Böhm, Martin Drees, Gerhard Faust, Rainer Hart und Markus Limbach Bild 1: Luftaufnahme des Testgeländes der Opel AG in Rodgau-Dudenhofen, das von einem kreisförmigen Rundkurs umschlossen ist Ein wichtiger Teil der Pkw-Entwicklung spielt sich auf speziellen Teststrecken ab. Dazu nut- zen die Hersteller spezielle „Marterstrecken“ ebenso wie Highspeed-Tracks. Dort gehen sie mit neuen Fahrzeugen oder Baugruppen an die Belastungsgrenzen. Opel bringt die Fahr- zeuge zu diesem Zweck auf ein Oval im hessi- schen Dudenhofen. Der Grundstein für diese Strecke wurde 1964 gelegt. 1993 wurde sie saniert. Knapp 20 Jahre später stand erneut eine Reparatur an. Zu diesem Zweck begab sich ein Team von Apshaltprofis an die Arbeit, um den Track bei der Gelegenheit auch an die heutigen Anfor- derungen anzupassen. Sie entwickelten ein Konzept, um in sehr kurzer Zeit mit speziel- len Einbaugeräten und Arbeitsverfahren eine exzellente Fahrbahn mit außergewöhnlichen Profilen, Oberflächen und Ebenheiten zu bauen. Obwohl das Projekt sicher nicht mit dem normalen Straßenbau verglichen werden kann, lohnt sich doch ein Blick auf die Methoden und Ergebnisse. Denn viele der Lösungen und Optimierungen bringen auch den herkömm- lichen Straßenbau weiter. 4,8 km Highspeed Der Ort der Tat ist die 4,8 km lange, kreis- runde Hochgeschwindigkeitsbahn der Adam Opel AG (Bild 1). Dort waren seit dem Bau 1964 seitenbeschleunigungsfreie, konstante Fahrzustände und Nonstop-Fahrten mit de- finierten Betriebszuständen bei Geschwindig- keiten von maximal 225 km/h möglich. Die 14 m breite Betonfahrbahn mit drei Fahrspu- ren war parabolisch überhöht mit einer Quer- neigung bis zu 32°. Bei der Sanierung 1993 entstand ein neuer Unterbau mit einer 15 cm starken HGT, man erhöhte die maximale Querneigung am oberen Fahrbahnrand auf 37° und baute die drei äußeren Fahrspuren in Asphaltbauweise nach dem damals gültigen Regelwerk. Zusätzlich entstand am oberen Fahrbahnrand ein Wartungs- und Wirtschafts- weg. Umbau 2012: Neues Fahrbahnprofil für mehr Speed Nach knapp 20 Jahren intensiver Nutzung stand 2012 die nächste Erneuerung an. Opel nutzte die Chance, um den Track weiter zu entwickeln. Ein Wunsch war die Erhöhung der maximal möglichen Geschwindigkeit auf 250 km/h. Er ließ sich erfüllen über ein ver- ändertes Profil, hergestellt mit Kaltfräsen. Das war möglich, weil der dreilagige Asphalt- aufbau aus 1993 mit 22 cm Gesamtdicke für die Belastungen durch Pkw eigentlich über- dimensioniert war (Abbildung 1). Also bekam die Fahrbahn mit Hilfe der Frä- sen ein steileres Profil. Der Trick: Im mittle- ren Bereich des Querprofils fräste man zu- sätzlich zur Deck- und Binderschicht auch 3 bis 4 cm der Tragschicht ab (Abbildung 2). Außerdem wurde die Fahrbahn im äußeren Drittel überprofiliert. Dadurch erhöhte sich die maximale Querneigung am oberen Fahr- bahnrand auf 40° (Abbildung 3). Dazu arbeitete sich eine Kaltfräse mit 1 m Fräsbreite Bahn für Bahn durch die Asphalt- deck- und -binderschicht der kompletten Hochgeschwindigkeitsstrecke – insgesamt etwa 57.750 m² bei einer mittleren Frästiefe von ca. 12 cm (Bild 2). Nach der abschließenden Reinigung der Fräs- fläche per Hochdruckwasserstrahl und Rota- tionsbesen wurden noch einzelne Stellen der Tragschicht ausgefräst und überwiegend in Handarbeit ausgebessert. Die neue Asphalt- tragschicht wurde in diesen Bereichen manu- ell eingebaut. Scharfe Randbedingungen Fahrten auf der Schnellfahrbahn sind Bestand- teil fast aller Prüfprogramme im Testzentrum Dudenhofen. Deshalb ist die Strecke stark frequentiert, so dass eine extrem kurze Bauzeit angestrebt wurde. Eine halbseitige Bauweise kam nicht in Frage, da immer der komplette 11 2 | 2015 EINBAU
Transcript of Hoch performter Asphalteinbau im Oval Ein neuer … · AG in Rodgau-Dudenhofen, das von einem ......
Asphaltbinderschicht Asphaltdeckschicht
Mischgutsorte AC 16 B S SMA 11 S
BIndemittel 70/100 Olexobit SMA, PmB 40/100-65 A
Erweichungspunkt Ring und Kugel 47,6 °C 71,6 °C
Nadelpenetration 81 (1/10 mm) 50 (1/10 mm)
Zuschlagstoffe Kalkhydrat
Hohlraumgehalt 4 Vol,.% 2,2 Vol.-%
Technsiche Spezifikation TL Asphalt-StB 07, ZTV Asphalt-StB 07 und zusätzliche technische Anforderungen
Tabelle 1: Spezif ikation der Asphaltdeck- und Asphaltbinderschicht
Hoch performter Asphalteinbau im Oval
Ein neuer Testtrack für Opel
Stefan Böhm, Martin Drees, Gerhard Faust, Rainer Hart und Markus Limbach
Bild 1: Luftaufnahme des Testgeländes der Opel AG in Rodgau-Dudenhofen, das von einem kreisförmigen Rundkurs umschlossen ist
Ein wichtiger Teil der Pkw-Entwicklung spielt sich auf speziellen Teststrecken ab. Dazu nut-zen die Hersteller spezielle „Marterstrecken“ ebenso wie Highspeed-Tracks. Dort gehen sie mit neuen Fahrzeugen oder Baugruppen an die Belastungsgrenzen. Opel bringt die Fahr-zeuge zu diesem Zweck auf ein Oval im hessi-schen Dudenhofen.
Der Grundstein für diese Strecke wurde 1964 gelegt. 1993 wurde sie saniert. Knapp 20 Jahre später stand erneut eine Reparatur an. Zu diesem Zweck begab sich ein Team von Apshaltprofis an die Arbeit, um den Track bei der Gelegenheit auch an die heutigen Anfor-derungen anzupassen. Sie entwickelten ein Konzept, um in sehr kurzer Zeit mit speziel-len Einbaugeräten und Arbeitsverfahren eine exzellente Fahrbahn mit außergewöhnlichen Profilen, Oberflächen und Ebenheiten zu bauen. Obwohl das Projekt sicher nicht mit dem normalen Straßenbau verglichen werden kann, lohnt sich doch ein Blick auf die Methoden und Ergebnisse. Denn viele der Lösungen und Optimierungen bringen auch den herkömm-lichen Straßenbau weiter.
4,8 km Highspeed
Der Ort der Tat ist die 4,8 km lange, kreis-runde Hochgeschwindigkeitsbahn der Adam Opel AG (Bild 1). Dort waren seit dem Bau 1964 seitenbeschleunigungsfreie, konstante Fahrzustände und Nonstop-Fahrten mit de-finierten Betriebszuständen bei Geschwindig-keiten von maximal 225 km/h möglich. Die 14 m breite Betonfahrbahn mit drei Fahrspu-
ren war parabolisch überhöht mit einer Quer-neigung bis zu 32°. Bei der Sanierung 1993 entstand ein neuer Unterbau mit einer 15 cm starken HGT, man erhöhte die maximale Querneigung am oberen Fahrbahnrand auf 37° und baute die drei äußeren Fahrspuren in Asphaltbauweise nach dem damals gültigen Regelwerk. Zusätzlich entstand am oberen Fahrbahnrand ein Wartungs- und Wirtschafts-weg.
Umbau 2012: Neues Fahrbahnprofil für mehr Speed
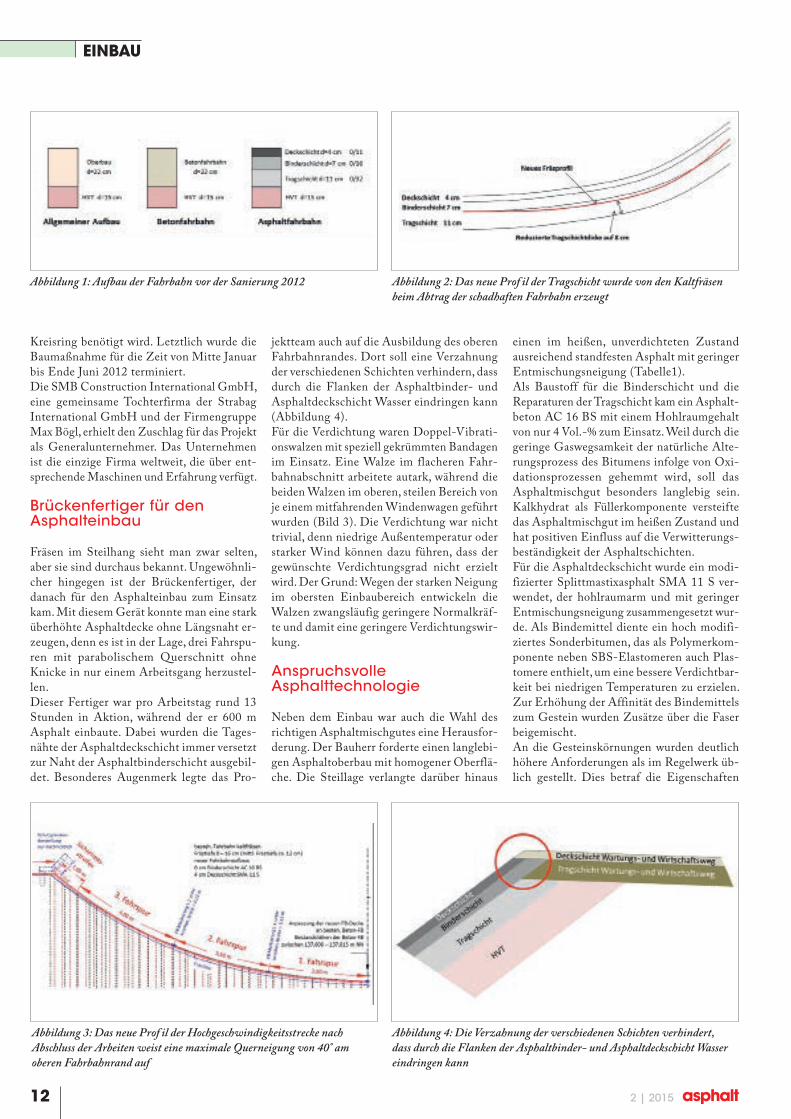
Nach knapp 20 Jahren intensiver Nutzung stand 2012 die nächste Erneuerung an. Opel nutzte die Chance, um den Track weiter zu entwickeln. Ein Wunsch war die Erhöhung der maximal möglichen Geschwindigkeit auf 250 km/h. Er ließ sich erfüllen über ein ver-ändertes Profil, hergestellt mit Kaltfräsen. Das war möglich, weil der dreilagige Asphalt-aufbau aus 1993 mit 22 cm Gesamtdicke für die Belastungen durch Pkw eigentlich über-dimensioniert war (Abbildung 1). Also bekam die Fahrbahn mit Hilfe der Frä-sen ein steileres Profil. Der Trick: Im mittle-ren Bereich des Querprofils fräste man zu-sätzlich zur Deck- und Binderschicht auch 3 bis 4 cm der Tragschicht ab (Abbildung 2). Außerdem wurde die Fahrbahn im äußeren Drittel überprofiliert. Dadurch erhöhte sich die maximale Querneigung am oberen Fahr-bahnrand auf 40° (Abbildung 3).Dazu arbeitete sich eine Kaltfräse mit 1 m Fräsbreite Bahn für Bahn durch die Asphalt-deck- und -binderschicht der kompletten Hochgeschwindigkeitsstrecke – insgesamt
etwa 57.750 m² bei einer mittleren Frästiefe von ca. 12 cm (Bild 2). Nach der abschließenden Reinigung der Fräs-fläche per Hochdruckwasserstrahl und Rota-tionsbesen wurden noch einzelne Stellen der Tragschicht ausgefräst und überwiegend in Handarbeit ausgebessert. Die neue Asphalt-tragschicht wurde in diesen Bereichen manu-ell eingebaut.
Scharfe Randbedingungen
Fahrten auf der Schnellfahrbahn sind Bestand-teil fast aller Prüfprogramme im Testzentrum Dudenhofen. Deshalb ist die Strecke stark frequentiert, so dass eine extrem kurze Bauzeit angestrebt wurde. Eine halbseitige Bauweise kam nicht in Frage, da immer der komplette
112 | 2015
EINBAU
Kreisring benötigt wird. Letztlich wurde die Baumaßnahme für die Zeit von Mitte Januar bis Ende Juni 2012 terminiert.Die SMB Construction International GmbH, eine gemeinsame Tochterfirma der Strabag International GmbH und der Firmengruppe Max Bögl, erhielt den Zuschlag für das Projekt als Generalunternehmer. Das Unternehmen ist die einzige Firma weltweit, die über ent-sprechende Maschinen und Erfahrung verfügt.
Brückenfertiger für den Asphalteinbau
Fräsen im Steilhang sieht man zwar selten, aber sie sind durchaus bekannt. Ungewöhnli-cher hingegen ist der Brückenfertiger, der danach für den Asphalteinbau zum Einsatz kam. Mit diesem Gerät konnte man eine stark überhöhte Asphaltdecke ohne Längsnaht er-zeugen, denn es ist in der Lage, drei Fahrspu-ren mit parabolischem Querschnitt ohne Knicke in nur einem Arbeitsgang herzustel-len.Dieser Fertiger war pro Arbeitstag rund 13 Stunden in Aktion, während der er 600 m Asphalt einbaute. Dabei wurden die Tages-nähte der Asphaltdeckschicht immer versetzt zur Naht der Asphaltbinderschicht ausgebil-det. Besonderes Augenmerk legte das Pro-
jektteam auch auf die Ausbildung des oberen Fahrbahnrandes. Dort soll eine Verzahnung der verschiedenen Schichten verhindern, dass durch die Flanken der Asphaltbinder- und Asphaltdeckschicht Wasser eindringen kann (Abbildung 4).Für die Verdichtung waren Doppel-Vibrati-onswalzen mit speziell gekrümmten Bandagen im Einsatz. Eine Walze im flacheren Fahr-bahnabschnitt arbeitete autark, während die beiden Walzen im oberen, steilen Bereich von je einem mitfahrenden Windenwagen geführt wurden (Bild 3). Die Verdichtung war nicht trivial, denn niedrige Außentemperatur oder starker Wind können dazu führen, dass der gewünschte Verdichtungsgrad nicht erzielt wird. Der Grund: Wegen der starken Neigung im obersten Einbaubereich entwickeln die Walzen zwangsläufig geringere Normalkräf-te und damit eine geringere Verdichtungswir-kung.
Anspruchsvolle Asphalttechnologie
Neben dem Einbau war auch die Wahl des richtigen Asphaltmischgutes eine Herausfor-derung. Der Bauherr forderte einen langlebi-gen Asphaltoberbau mit homogener Oberflä-che. Die Steillage verlangte darüber hinaus
einen im heißen, unverdichteten Zustand ausreichend standfesten Asphalt mit geringer Entmischungsneigung (Tabelle1).Als Baustoff für die Binderschicht und die Reparaturen der Tragschicht kam ein Asphalt-beton AC 16 BS mit einem Hohlraumgehalt von nur 4 Vol.-% zum Einsatz. Weil durch die geringe Gaswegsamkeit der natürliche Alte-rungsprozess des Bitumens infolge von Oxi-dationsprozessen gehemmt wird, soll das Asphaltmischgut besonders langlebig sein. Kalkhydrat als Füllerkomponente versteifte das Asphaltmischgut im heißen Zustand und hat positiven Einfluss auf die Verwitterungs-beständigkeit der Asphaltschichten.Für die Asphaltdeckschicht wurde ein modi-fizierter Splittmastixasphalt SMA 11 S ver-wendet, der hohlraumarm und mit geringer Entmischungsneigung zusammengesetzt wur-de. Als Bindemittel diente ein hoch modifi-ziertes Sonderbitumen, das als Polymerkom-ponente neben SBS-Elastomeren auch Plas-tomere enthielt, um eine bessere Verdichtbar-keit bei niedrigen Temperaturen zu erzielen. Zur Erhöhung der Affinität des Bindemittels zum Gestein wurden Zusätze über die Faser beigemischt.An die Gesteinskörnungen wurden deutlich höhere Anforderungen als im Regelwerk üb-lich gestellt. Dies betraf die Eigenschaften
Abbildung 1: Aufbau der Fahrbahn vor der Sanierung 2012 Abbildung 2: Das neue Prof il der Tragschicht wurde von den Kaltfräsen beim Abtrag der schadhaften Fahrbahn erzeugt
Abbildung 3: Das neue Prof il der Hochgeschwindigkeitsstrecke nach Abschluss der Arbeiten weist eine maximale Querneigung von 40° am oberen Fahrbahnrand auf
Abbildung 4: Die Verzahnung der verschiedenen Schichten verhindert, dass durch die Flanken der Asphaltbinder- und Asphaltdeckschicht Wasser eindringen kann
2 | 201512
EINBAU


Polierresistenz, Kornform, Schlagbeständigkeit und zulässiger Über- und Unterkornanteile.Der Bauvertrag schränkte außerdem die in den ZTV-Asphalt für den Straßenbau vorge-sehenen Toleranzen drastisch ein – sie wurden vielfach halbiert. Weitere Parameter wie der Hohlraumausfüllungsgrad wurden in den An-forderungskatalog aufgenommen und mit Toleranzen versehen. Einige Lieferanten hiel-ten diese hohen Anforderungen nicht für realisierbar und gaben deshalb kein Angebot ab. Die Ergebnisse zeigten aber: Es geht.
Intensive Qualitätssicherung
Die Teststrecke fungiert bei der Fahrzeugent-wicklung als Messsystem, dessen Gebrauchs-eigenschaften auch nach Jahren gleich bleiben müssen. Deshalb wurde bei diesem anspruchs-vollen Bauwerk die Qualität der Bauausfüh-rung intensiv überwacht. Diese Arbeit über-nahmen die Versuchsanstalt für Straßenwesen der TU Darmstadt und aus Neuwied das In-genieurbüro Hart Consult International GmbH unter der Leitung von Dr. Rainer Hart.Sie eliminierten viele Fehlerquellen oder Stör-faktoren im Vorfeld, um beim Einbau eine konstant gute Asphaltbeschaffenheit sicher-zustellen. So gab es eine Erkundung geeigneter Vor-kommen und Lieferanten für die Gesteins-körnungen, eine Bemusterung relevanter Steinbrüche und Festlegung der Gewinnungs-
bereiche, eine Bemusterung und Optimierung der Gesteinsaufbereitung, die Ermittlung geeigneter Bindemittel, die Inspektion ver-schiedener Asphaltmischanlagen und nicht zuletzt die Auswahl einer geeigneten stand-ortnahen Anlage.Im nächsten Schritt wurde die Mischgutzu-sammensetzung optimiert, verbunden mit einer umfangreichen Erstprüfung inklusive Variation der Bindemittelgehalte, Nachweis des Kälteverhaltens und der Wasserempfind-lichkeit, Kalibrierung der Asphaltmischanla-ge, Probemischungen, Erprobung der Misch-gutzusammensetzung und des Verdichtungs-regimes in Probefeldern und der Festlegung einer Ausführungsrezeptur.Während des Baus gab es eine baubegleitende Qualitätskontrolle mit:
W zerstörungsfreien Dichtemessungen zur Abschätzung des Verdichtungserfolges, d.h. im heißen Zustand,
W Asphaltanalysen mit Vorlage der Ergeb-nisse in 2 bis 4 Stunden, so dass umgehen-de Korrekturen möglich waren,
W täglicher Prüfung der in der Asphaltmi-schanlage abgesiebten Körnungen ein-schließlich möglicher Anpassung des Re-zeptes,
W Bitumenanalysen und W Kontrolle der Verdichtung der eingebauten Schichten an Asphaltbohrkernen.
Die Qualitätsüberwachung und -steuerung brachte die Erkenntnis zu Tage, dass es durch-
aus möglich ist, die Toleranzen der Mischgut-zusammensetzung gegenüber den Vorgaben des Regelwerks drastisch herabzusetzen. Be-sonders interessant: Bei zahlreichen Parame-tern wurden selbst die sehr engen Vorgaben noch weit unterschritten.
Viel Aufwand – hervorragendes Ergebnis
Nach nur fünf Monaten Bauzeit war der Track komplett saniert und die ersten Fahrer dreh-ten ihre Runden. Und das, obwohl es während des Projekts immer wieder Hürden gab, die kurzfristig vor Ort genommen werden muss-ten. Erfahrungen von vergleichbaren Bauwer-ken gab es nicht – also war eine enge Zusam-menarbeit aller Teammitglieder oberstes Ge-bot. Schlussendlich konnte der straffe Ter-minplan ohne Abstriche an der Qualität eingehalten werden. Und der enorme Aufwand hatte sich gelohnt: Die Nutzer des sanierten Tracks, die Testfahrer des Testzentrums Du-denhofen, sowie die Facharbeits- und Mess-gruppen des Technischen Entwicklungszen-trums der Adam Opel AG aus Rüsselsheim, sind begeistert (Bild 4)
Anschriften der Verfasser:
Akad. Dir. Dr.-Ing. Stefan BöhmTU Darmstadt, Institut für VerkehrOtto-Berndt-Straße 264287 Darmstadt [email protected]
Dipl.-Ing. Martin DreesAdam Opel AGIPC / Postkennziffer 39-0765423 Rüsselsheim, [email protected]
Dr. Gerhard FaustSteinackerstraße 16A64380 Roß[email protected]
Dr. Rainer HartHart Consult InternationalRobert-Bosch-Straße 756566 [email protected]
Dr. Markus LimbachSMB Construction International GmbHPostfach 112092301 [email protected]
Bild 2: Die Kaltfräse arbeitete horizontal und verlud das anfallende Fräsgut über das Ladeband direkt auf Lkw. Um in der geneigten Bahn fräsen zu können, wurde die Maschine bei Querneigungen über 9° von einem Windenwagen gehalten
2 | 201514
EINBAU

Bild 3: Um Walzspuren zu vermeiden, durften die Bandagenränder keinesfalls in den frisch ver-dichteten Asphalt eindrücken. Aus diesem Grund wurden die oberen Walzen mit einer Neigungs-steuerung ausgerüstet. Ein Rechner in den Win-denwagen steuerte den in der Höhe variablen Haltepunkt so, dass die Walzen immer orthogonal zur Oberfläche fuhren
In die neue Fahrbahndecke wurden Sensoren eingearbeitet, die permanent Messwerte zu Temperatur und Feuchtigkeit des Belags lie-fern, damit diese sowohl in den Testergebnis-sen als auch für die Ermittlung der Fahrbahn-beschaffenheit berücksichtigt werden können. Auch die neuen Schutzplanken am oberen Fahrbahnrand wurde „elektrifiziert“: Sie wur-de mit Signalgebern bestückt, die bei einem Anprall die Fahrer auf der Strecke informieren können. Desweiteren wurden am Fahrbahnaußenrand der Steilkurve Distanzschutzplanken in Son-
deranfertigung (zweifach übereinander) mit Un-terfahrschutz gesetzt. Alle Einzelteile der Schutzplanken unterliegen besonderen Anforderungen, die sich wesentlich von den handelsüblichen Schutzplanken im öffentlichen Straßenbau unterscheiden. Die Gründung der Holme unmittelbar im bau-technisch schwierigen Bereich des Übergangs von der gekrümmten Fläche der Schnellbahnkurve zum horizontalen Wartungs- und Wirtschaftsweg er-forderte eine besondere Konstruktion. Deshalb stehen die neuen Schutzplanken rechtwinklig zur Fahrbahn mit ca. 20 bis 30 cm Überstand von der
Kronenkante zur Fahrbahn. Bei einem möglichen Anprall soll die Konstruktion an Sollbruchstellen ausweichen, um Zerstörungen in dem empfindli-chen Gründungshorizont zu vermeiden. Darum wurden die Schutzplanken als Zugband ausgebildet. Auch Temperatur und Längenänderungen werden durch Dilatationsstöße in Sonderausführung auf-genommen und nicht in den Baugrund abgegeben.Zur Erhöhung der Sicherheit wurden am Innenrand der Schnellfahrbahn Schutzplanken kombiniert mit Reifenstapeln und in Teilbereichen mit Fang-zäunen aufgebaut, in Anlehnung an die Sicher-heitseinrichtungen an Formel I-Rennstrecken.
Messtechnik und Schutzeinrichtungen
152 | 2015
EINBAU

Bild 4: Nach der Sanierung: Die Testfahrer bei Opel sind hoch zufrieden mit der Qualität der neuen Fahrbahn
Der Brückenfertiger, eingesetzt von der SMB Construction International GmbH, einer ge-meinsamen Tochterfirma der Strabag Interna-tional GmbH und der Firmengruppe Max Bögl, wurde speziell für den Bau von Rundkursen mit gekrümmten und überhöhten Fahrbahnen bei veränderlichen Radien konstruiert. Das Asphaltmischgut gelangt vom Lkw über einen selbstfahrenden Beschicker und regelbare Dosierschnecken auf ein Kratzerband. Dann wird das Asphaltmischgut zwischen die Fahr-werke transportiert und über eine Paddelkette gleichmäßig vor der Einbaubohle verteilt.Eine Steuerung im Fertiger sorgt für die kor-rekte Position der Bohlenelemente. Berührungs-los arbeitende, induktive Sensoren, nehmen die Lage und Höhe an eigens dafür aufgebauten Referenzschienen ab. Die rechnergesteuerten Hydraulikzylinder verformen dann die Einbau-bohle so, dass die eingebaute Schicht an jeder Stelle der Raumkurve die Solllage erreicht.Die Lage der Asphaltschichten wurde vorab exakt ermittelt und als digitales Geländemodell in der Software des Fertigers hinterlegt. Parallel überwacht ein Neigungsregler die Schrägstellung des Brückenträgers.
Brückenfertiger: die Lösung für das Oval ohne Längsnaht
Der Brückenfertiger baut den Asphalt mit einer elektrisch beheizten Bohle ein. Sie besteht aus 17 einzelnen Körpern, die mit dem durchgehenden Bohlenblech verbunden sind. Insgesamt 17 Hydraulikzylinder steuern dabei die Verformung der Bohle
2 | 201516
EINBAU



















