Hochstartleinen Technologie - Thermiksense · 2018. 5. 16. · 8 THERMIKSENSE 1 / 2018...
7
8 THERMIKSENSE 1 / 2018 Hochstartleinen Technologie Allard van Wallene, erschienen im Sympo-Report 2017 / übersetzt von TW Der FAI Sporting Code definiert eine F1A-Startleine mit 50 m Länge bei 5 kg Zuglast und verbietet Metalllei- nen. Die verwendeten Materialien für Hochstartschnüre haben sich in den letzten Jahren weiter entwickelt, ins- besondere die Dehnung betreffend. Makarov und Koch- karev haben schon 1991 den Einfluss von Durchmesser und Elastizität auf die erreichbare Starthöhe dargelegt. Heutzutage verwenden fast alle Piloten geflochtene Schnüre. Diese bestehen aus ultradünnen Filamenten (ca. 5 Mik- rometer), welche zu Fäden gebündelt werden um diese dann zu einer Leine zu flechten. Weniger Fäden für ei- ne bestimmte Leinenstärke ergeben einen größeren Fadendurchmesser verglichen mit einer Leine von hö- herer Fadenzahl. Querschnitt einer geflochtenen Leine Zwangsläufig hat eine Leine mit höherer Fadenzahl ei- ne glattere Oberfläche und einen runderen Querschnitt. Das reduziert den Luftwiderstand der Leine und die Zuglast wird gleichmäßiger auf alle Fäden verteilt. Hohe Fadenzahl verglichen mit kleinerer Fadenzahl Vordehnen Die meisten modernen Angelschnüre (als solche kaufen wir normalerweise unsere Leinen) werden bereits werkseitig nach dem Flechten vorgedehnt. Dabei wer- den die Fäden entlang der Hauptachse der Schnur ori- entiert. Aber etliche Fäden innerhalb der Schnur (locke- re Fäden) können unter Zug ihren Winkel noch weiter anpassen, deshalb sollten Leinen nochmals vorgedehnt werden. Es ist nicht ungewöhnlich, dass eine neue Lei- ne von zweitklassiger Qualität nach den ersten Starts noch etwas länger wird. Diese Leinen waren nicht vom Hersteller vorgedehnt. Die Vordehnung führt zu engeren Fäden, deren Rei- bung untereinander höhere Lasten übertragen kann und die Last gleichmäßiger auf die Fäden verteilt. Wenn aber nach dem Flechten einige Fäden lockerer sind, werden die gestreckteren Fäden die Last zuerst tragen und früher versagen, bevor auch die lockeren Fäden mittragen. Diese Leine wird schon bei einem Bruchteil ihrer theoretischen Belastungsgrenze reißen. Die „Feinde“ moderner Hochstartleinen 1. Dreck Dreck kann als größter Feind geflochtener Leinen be- trachtet werden. Die Beschichtung von Angelschnüren ist nicht ausreichend, um die Leine komplett zu versie- geln und der typische Umgang mit Hochstartleinen lässt Dreck zwischen die Fäden eindringen. Hohe Zug- belastungen schließen die Dreckpartikel dann ein und lassen sie die Filamente „zerschneiden“ und beschädi- gen. Das führt zu Faserrissen innerhalb der Leine und ist von außen nur schwer zu erkennen. Das Bild zeigt eine Kohlefaser/Kevlar-Flechtung um den Effekt der Leinenspannung besser zu veranschaulichen. Rechts ist die Leine gezogen, Fadenwinkel und Durch- messer sind reduziert. Die Schnur kann immer noch gut aussehen, aber ein plötzliches Reißen bei geringen Lasten ist trotzdem möglich. Im Gegensatz zur Umge- bung beim Fischen (Wasser) sind unsere Schnüre aber
Transcript of Hochstartleinen Technologie - Thermiksense · 2018. 5. 16. · 8 THERMIKSENSE 1 / 2018...
-
8 THERMIKSENSE 1 / 2018
Hochstartleinen Technologie Allard van Wallene, erschienen im Sympo-Report 2017 / übersetzt von TW
Der FAI Sporting Code definiert eine F1A-Startleine mit 50 m Länge bei 5 kg Zuglast und verbietet Metalllei-nen. Die verwendeten Materialien für Hochstartschnüre haben sich in den letzten Jahren weiter entwickelt, ins-besondere die Dehnung betreffend. Makarov und Koch-karev haben schon 1991 den Einfluss von Durchmesser und Elastizität auf die erreichbare Starthöhe dargelegt. Heutzutage verwenden fast alle Piloten geflochtene Schnüre. Diese bestehen aus ultradünnen Filamenten (ca. 5 Mik-rometer), welche zu Fäden gebündelt werden um diese dann zu einer Leine zu flechten. Weniger Fäden für ei-ne bestimmte Leinenstärke ergeben einen größeren Fadendurchmesser verglichen mit einer Leine von hö-herer Fadenzahl.
Querschnitt einer geflochtenen Leine
Zwangsläufig hat eine Leine mit höherer Fadenzahl ei-ne glattere Oberfläche und einen runderen Querschnitt. Das reduziert den Luftwiderstand der Leine und die Zuglast wird gleichmäßiger auf alle Fäden verteilt.
Hohe Fadenzahl verglichen mit kleinerer Fadenzahl
Vordehnen Die meisten modernen Angelschnüre (als solche kaufen wir normalerweise unsere Leinen) werden bereits
werkseitig nach dem Flechten vorgedehnt. Dabei wer-den die Fäden entlang der Hauptachse der Schnur ori-entiert. Aber etliche Fäden innerhalb der Schnur (locke-re Fäden) können unter Zug ihren Winkel noch weiter anpassen, deshalb sollten Leinen nochmals vorgedehnt werden. Es ist nicht ungewöhnlich, dass eine neue Lei-ne von zweitklassiger Qualität nach den ersten Starts noch etwas länger wird. Diese Leinen waren nicht vom Hersteller vorgedehnt. Die Vordehnung führt zu engeren Fäden, deren Rei-bung untereinander höhere Lasten übertragen kann und die Last gleichmäßiger auf die Fäden verteilt. Wenn aber nach dem Flechten einige Fäden lockerer sind, werden die gestreckteren Fäden die Last zuerst tragen und früher versagen, bevor auch die lockeren Fäden mittragen. Diese Leine wird schon bei einem Bruchteil ihrer theoretischen Belastungsgrenze reißen.
Die „Feinde“ moderner Hochstartleinen
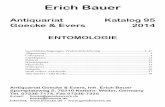
1. Dreck Dreck kann als größter Feind geflochtener Leinen be-trachtet werden. Die Beschichtung von Angelschnüren ist nicht ausreichend, um die Leine komplett zu versie-geln und der typische Umgang mit Hochstartleinen lässt Dreck zwischen die Fäden eindringen. Hohe Zug-belastungen schließen die Dreckpartikel dann ein und lassen sie die Filamente „zerschneiden“ und beschädi-gen. Das führt zu Faserrissen innerhalb der Leine und ist von außen nur schwer zu erkennen.
Das Bild zeigt eine Kohlefaser/Kevlar-Flechtung um den Effekt der Leinenspannung besser zu veranschaulichen. Rechts ist die Leine gezogen, Fadenwinkel und Durch-messer sind reduziert. Die Schnur kann immer noch gut aussehen, aber ein plötzliches Reißen bei geringen Lasten ist trotzdem möglich. Im Gegensatz zur Umge-bung beim Fischen (Wasser) sind unsere Schnüre aber
-
THERMIKSENSE 1 / 2018 9
viel härteren Bedingungen ausgesetzt und Sand ist das Schlimmste, was einer Leine begegnen kann. Es ist deshalb ratsam, bei wichtigen Flügen (Stechen) eine „frische“ Leine zu verwenden und grundsätzlich einen Sicherheitsfaktor bei der Leinenauswahl zu be-rücksichtigen. Das heißt, es sollte eine Leine mit höhe-rer Reißfestigkeit gewählt werden, z.B. 100 kg, was je-doch einen größeren Durchmesser und höheren Luftwi-derstand mit sich bringt. 2. Reibung und Verschleiß Natürlich werden die Leinen auch an der Außenseite durch Verschleiß beschädigt. Deshalb sollte vermieden werden, die Leine nach dem Start über das Feld zu zie-hen. Es ist empfehlenswert, die Leine aufzurollen, in-dem man dem Ring am Ende entgegengeht, statt sie zu sich hinzuziehen. Reibung und Verschleiß treten auch in den Knoten auf und werden später betrachtet. 3. Biegeradius und Querbelastung UHDPE Material ist molekular sehr stark entlang des Filaments orientiert, deshalb ist Stärke in Querrichtung relativ gering. Ein enger Biegeradius (im Extremfall ei-ne Messerklinge) sollte vermieden werden, weil solche Querbelastungen zu gerissenen Filamenten führen. Ringe und Wirbel mit scharfen Kanten anzuknoten soll-te unter allen Umständen vermieden werden. 4. Verdrehung Die Verdrehung einer Hochstartleine ist mit einem Gummimotor vergleichbar, das führt zu zusätzlicher Reibung zwischen den Fäden. In Kombination mit Dreck ergibt das die perfekten Bedingungen um die Filamente zu „zermahlen“. Daher sollte ein Wirbel in der Leine verwendet werden um Verdrehungen zu vermeiden. Er sollte kugelgelagert sein damit er auch unter Zuglast beim Schleppen und Starten eine Ver-drehung verhindern kann.
Knoten oder keine Knoten ? Wenn jemand einen normalen Knoten verwendet, dann fördert er die meisten zuvor beschriebenen „Feinde“. Dreck kann im Knoten „gefangen“ werden und die Be-schichtung der Oberfläche wird beim Anknoten beschä-digt (Feind 1). Der Biegeradius der Filamente ist sehr eng (Feind 3), besonders wenn man dünnere Schnüre benutzt. Ein Knoten hält wegen der Reibungskräfte (Feind 2). Zu geringe Reibung lässt den Knoten rutschen. Po-lyethylen hat einen geringen Reibungskoeffizient, des-halb werden Querkräfte zwischen den Fasern benötigt, um genug Reibung zu erzeugen damit der Knoten hält (Feind 3). Das sind die wichtigsten Gründe, warum die Knoten die schwächsten Glieder in der Kette zwischen dem Sport-ler und dem Modell sind. Sind die Reibungskräfte die den Knoten halten unzureichend, kann dieser rutschen. Das führt zu einer Wärmeentwicklung, die wegen der geringen Hitzebeständigkeit von Polyethylen zum
Schmelzen der Leine und damit zu ihren katastrophalen Versagen führt. Es ist nicht ungewöhnlich, dass Knoten eher durch Schmelzen als durch Reißen versagen.
Die Feinde bekämpfen, der ideale „Knoten“
Ein Knoten muss so gestaltet sein, dass er alle natürli-chen Feinde von Spectra- oder Dyneema-Leinen be-kämpft. Solch ein Knoten kann bei Schiffstakelagen ge-funden werden, wo eine tropfenförmige Metallführung namens „Kausche“ verwendet wird, um ein Seil an sei-nem Ende zu einem Ring zu formen. Eine ähnliche Kon-struktion kann für Hochstartleinen benutzt werden.
Eine typische Leine-in-Leine-„Kausche“
Es gibt Metallkauschen, die klein genug sind, diese wurden aber durch harten Teflonschlauch ersetzt. Der Knoten wird dann folgendermaßen hergestellt: Material: • harter PTFE-Schlauch, Außendurchmesser 1,5 mm • Versiegelung • Nadel • Skalpell oder Messer Ordne die Leine, den Teflonschlauch und den Wirbel an wie im folgenden Bild!
Ins Ende der Leine wird ein spitzer Winkel geschnitten und durch einen ca. 30 mm langen Teflonschlauch ge-steckt. Dann wird das Leinenende durch das Auge der Nadel geführt. Das verlangt etwas Übung, denn das Auge muss gerade groß genug sein, um die Leine auf-
-
10 THERMIKSENSE 1 / 2018
zunehmen, aber so klein wie möglich, damit die Nadel in die Flechtung geführt werden kann. Nun nimm die Leine und drücke sie entlang ihrer Längsachse auseinander um die Flechtung zu öffnen, beginnend etwa 2 cm neben dem Teflon.
„Öffnung“ der Leine durch Zusammendrücken
Dann wird die Nadel vorsichtig am Beginn der „offenen“ Leine eingeführt und sanft durch die Fäden geführt, was in einer Leine-in-Leine-Anordnung resultiert.
Gehe sicher, dass die Nadel nicht zu früh aus der Seite austritt. Schiebe die Flechtung über die Nadel bis ca. 2 cm völlig zusammengedrückt auf der Nadel sind. Jetzt kann die Nadelspitze seitlich austreten. Schiebe die Flechtung von der Nadel runter auf die Hauptschnur und glätte sie über der inneren Leine.
Vor dem Zusammenziehen
An der Stelle wo die innere Leine austritt, wird die äu-ßere Flechtung etwas zurückgeschoben, um dann die „Kernleine“ im spitzen Winkel kurz abzuschneiden. Dann strecke das Ganze etwas, was dazu führt, dass die Kernleine vollständig in der äußeren Flechtung ver-schwindet.
Fertig zusammengezogen
Am Ende wird der gesamte Knoten mit Silikon oder ei-nem anderen elastischen Material versiegelt.
Gestreckt vor dem Versiegeln
Komplett versiegelt
Die meisten besprochenen Feinde werden nun auf Ab-stand gehalten. Der beim Öffnen „gestresste“ Teil der äußeren Schnur legt sich über die innere Schnur auf einer Länge deutlich größer als bei herkömmlichen Knoten, die Querbelastung ist dadurch gering. Die Lei-ne wird beim Wirbel mit einem relativ großen Radius geführt verglichen mit üblichen Knoten. Die Reibung wird durch die Führung im Teflonschlauch gemindert und ein ruckartiges Zusammenziehen des Knotens wird
-
THERMIKSENSE 1 / 2018 11
nicht auftreten. Dreck wird durch die 2-Komponenten Silikonabdichtung ferngehalten.
Mantelschnur Am unteren Teil der Leine wird eine Führungsleine mit einem größeren Durchmesser verwendet. Sie dient da-zu, die eigentlich dünnere Schnur besser handhaben zu können, was sonst schwierig und beim Schleppen auch gefährlich für die Finger ist. Das untere Ende wird außerdem beim Schlepp über den Boden gezogen, wobei es Verschleiß und Dreck ausgesetzt ist. Die Führung wird üblicherweise mit ei-ner Mantelschnur hergestellt, die über die eigentliche Leine gezogen wird. Die Flechtung der Mantelschnur sollte sehr eng sein, damit Dreck nicht so leicht ein-dringen kann.
Wimpel Der Wimpel sollte aus einem porösen Material herge-stellt werden, damit sein Luftwiderstand gering ist. Ein feiner Tüll wird auf Größe geschnitten und die Ränder werden zum Schutz gegen Ausfransen mit einer Flam-me geschmolzen. An der Leine wird die Fahne mit selbstklebendem Band (z.B. Heftpflaster) befestigt. Gehe sicher, dass der Wimpel richtig unterhalb des Rings befestigt wird, da-mit er beim Ausklinken nicht im Leitwerksbereich des Modells hängen bleibt! Wenn er zu nahe am Ring angebracht ist, verhindert sein Luftwiderstand, dass das obere Ende der Leine schnell genug vom Modell wegfällt und das Schwanz-ende des Modells kann in die fallende Leine hinein flie-gen. Befestige die Fahne deshalb mindestens 50 cm unter-halb vom Ring.
Wirbel Wirbel sind notwendig um Verdrehungen der Leine auszugleichen. Mindestens ein Kugellagerwirbel sollte eingebaut sein, üblicherweise an der Befestigung des Rings oder wo die Mantelschnur mit der Hauptleine verbunden ist. Solche Wirbel sind im Anglerzubehör er-hältlich.
Versieglung Jede Abweichung von der eigentlichen Leine (z.B. die Knoten) sollten zum Schutz vor Dreck versiegelt wer-den, weil dort die Beschichtung des Herstellers beschä-digt ist. Dafür gibt es mehrere Möglichkeiten. Das Bild vom Anknoten des Rings zeigt ein 2-Komponenten Sili-kon, welches von Zahnärzten für Abdrücke benutzt wird. Auch „Sugru“ (vgl. TS 2/2016) ist ein ideales Ma-terial für eine langlebige Versieglung. Auch ein Schrumpfschlauch könnte verwendet werden, aber dieser sollte nur vorsichtig mit heißem Wasser ge-schrumpft werden, weil höhere Temperaturen die Leine schädigen (keine Heißluftpistole).
Andere Optionen sind 1-Komponenten Silikone oder Polyurethane, aber diese brauchen länger zum Aushär-ten.
Handgriff Die hohen Kräfte beim Starten verlangen nach einem festen Griff für die Hand (Hände) am Leinenende. Die meisten bevorzugen eine Schlaufe aus Silikon-schlauch oder dicker Mantelschnur. Aber diese Variante führt zu einer enormen Konzentration der Kräfte auf die Finger. Noch schlimmer, die Schlaufe muss beim Loslassen der Leine unter hoher Last vom Finger rut-schen oder rollen. Ein F1A-Sportler sollte mal im Fit-nessstudio an ein Gerät gehen und eine Last von 40 kg oder mehr mit einer Schlaufe nach unten ziehen. Dann wird er schnell verstehen, dass er beim Start ein ande-res Leinenende braucht. Ich habe immer etwas bevorzugt, was einen festeren Griff mit der Hand (nicht mit den Fingern) erlaubt. Ein Ball oder etwas Ähnliches gestattet einen Griff, der die Last über die gesamte Handfläche verteilt, anstelle kleiner Flächen bei Fingern. Ich nehme ein Stück Gewebe (Spinnakermaterial), wel-ches ich zu einem Zylinder rolle. Darin eingewickelt wird PE-Verpackungsfolie, wie mein Landsmann Kees van de Ven empfiehlt. Dann wird das Leinenende mit einem üblichen „clinch“-Knoten befestigt.
Diese Anordnung hat mehrere Vorteile: Die Last wird über die Handfläche verteilt, das Loslassen kann um-gehend durch das Öffnen der Hand erfolgen und die Leine muss nicht erst über die Finger gleiten. Die Ge-weberolle kann auf dem Boden schnell entdeckt wer-den. Das ist gut während des Schleppens und beim Su-chen der Leine nach dem Start.
Zusammenfassung • Benutze ca. 40 Meter geflochtene Spectra- oder Dy-
neema-Leine. • Verwende eine ca. 10 Meter lange, leuchtend ge-
färbte Mantelschnur/Führungsschnur von etwa 1,5 mm Durchmesser, bestehend aus einem Spectra/ Dyneema-Kern und einem Polyestergewebe.
• Verbinde beide Teile der Leine mit einem Kugella-gerwirbel.
Fortsetzung auf Seite 22
-
20 THERMIKSENSE 1 / 2018
Tipps
Knoten / TW Das Bild zeigt einen weiteren Knoten für z.B. Hoch-startleinen oder Steuerseile.
Winkel messen / Yaron Kraus Yaron Kraus (ISR) hat ein weiteres Instrument zum ak-kuraten Messen von Anstellwinkeln, Verzügen oder der EWD entwickelt. Die Sensoren werden am entspre-chenden Bauteil angebracht und senden die gemesse-nen Daten über bluetooth an eine Android App auf dem Handy oder dem Tablet. Das Set, bestehend aus zwei Sensoren, kostet im Ver-gleich zu Konkurrenzprodukten nur 100 €.
Sensoren
Mit der zero Funktion wird auf null Grad kalibriert. Die unteren Werte zeigen an, was jeder Sensor einzeln
Anzeige auf dem Handy misst. Der obere (fette) Wert zeigt die Winkeldifferenz an. Für Nachfragen und Bestellungen:
Diamantwerkzeuge reinigen / Ron Aßmuß
Diamantwerkzeuge, z.B. Trennscheiben, Bohrer und Feilen können mit einem speziellen Stein gereinigt werden. Oft reicht es, das Werkzeug nur kurz an den Stein zu halten oder leicht darüber zu bewegen. Bei stärkeren Verschmutzungen lässt man das Werkzeug in den Stein hineinarbeiten. Dieser kann zuvor etwas an-gefeuchtet werden. Festgesetzter Staub wird so aus
-
THERMIKSENSE 1 / 2018 21
dem Werkzeug herausgelöst und es kann seine Aufga-be wieder besser erfüllen. Angebote findet man im Internet unter „Diamant Reini-gungsstein“.
Krankenkasse / bs Viele Krankenkassen bieten heute ein Bonus-Programm an, bei dem man Geld oder Zuschüsse zu Leistungen bekommt, wenn man was für seine Gesundheit unter-nimmt. Bei der TK gibt es zum Beispiel Punkte für „Mitglied-schaft in einem Sportverein“ – klar sind wir doch fast alle in einer Fliegergruppe oder einem Modellflugverein und über den DAeC sind wir im DOSB. Also hier einen Stempel holen vom Verein. Und es gibt Punkte für die „Teilnahme an einer Sport-veranstaltung“ – da können wir uns z.B. die Deutsche Meisterschaft bestätigen lassen.
Lehren und Vorrichtungen im Freiflugmodellbau mit Schülern
Teil 1 / Andreas Hornung Manche Arbeiten beim Bau von Freiflugmodellen kann man sich durch die Zuhilfenahme von Lehren oder Vor-richtungen enorm erleichtern und dabei oftmals gleich-zeitig eine deutlich höhere Präzision und Wiederholge-nauigkeit erzielen. In dieser Beitragsserie werden sol-che nützlichen Hilfen vorgestellt. Randbemerkungen zur Historie der Hilfsmittel und den Beweggründen für ihre Herstellung, sind als Anstöße zum Nachdenken über die Entwicklung unseres Hobbys zu verstehen.
Endleisten schlitzen - kinderleicht In Abbildung 1 wird eine justierbar Lehre vorgestellt, mit deren Hilfe es beim Schlitzen von Endleisten aus Balsa- oder Kiefernholz ganz leicht fällt, die gewünsch-ten gleichmäßigen Abstände einzuhalten. Gleichzeitig wird die Schlitztiefe begrenzt. Vorteil dieser Lehre ist, dass sie einstellbar ist - und damit auch nachjustierbar, für den Fall, dass in der Länge eine ungewünschte Abnutzung erfolgt. Der Tie-fenanschlag wird durch einen leicht auswechselbaren 1 mm Federstahldraht vor Abnutzung geschützt. Aus der Abbildung mit den verschiedenen Ansichten geht die Funktion der Lehre hervor – auch die Einstel-lung des gewünschten Abstandes an der Tellerschraube und die Arretierung mit der Klemmschraube. Dieser Prototyp wurde aus dem „Vollen“ gefräst. Als Material kam Polyamid zum Einsatz. Die Herstellung einer solchen Lehre, welche natürlich auch aus mehre-ren Einzelteilen und anderen Materialien erfolgen kann, lohnt natürlich nur, wenn man öfters Endleisten schlit-zen muss. Der Autor erkannte die Notwendigkeit zum Bau dieser Lehre im Zuge der Modellbautätigkeit mit Schülern in einer Modellbauarbeitsgemeinschaft. Dort entfaltet diese Lehre ihren maximalen Nutzen, weil vie-
le Endleisten präzise damit geschlitzt werden können – und zwar durch die Schüler selbst.
Rumpfmontage leicht gemacht Es gibt verschiedene Möglichkeiten einen konischen Leitwerksträger gerade mit einem Rumpfkopf zu ver-kleben. Eine einfache Möglichkeit, welche auch für Schüler ausführbar ist, zeigt die Abbildung 2 anhand des Rumpfkopfes einer „Andulka2“. Hier wurde die für den Leitwerksträger „richtungsweisende“ Kerbe in das Füllholz hineingefräst - Schüler würde man stattdessen zwei 3 x 3 mm Kiefernleisten außenbündig ankleben lassen. Die Genauigkeit dieser Methode ist auf Grund der begrenzten Auflagelänge nicht 100%-ig, aber aus-reichend. Prüfen durch Peilen und Korrektur sind vor dem Abbinden des Klebers möglich. Die Beispiele zeigen, wie die Arbeit mit Schülern die Entwicklung entsprechender Ideen fördert, und welche konstruktiven Maßnahmen für schülergerechte Modell-baupläne sinnvoll sind. Beim hobbymäßigen Modellbau in der heimischen Werkstatt tritt die Notwendigkeit zur Herstellung solcher Hilfsmittel nicht so deutlich zu Ta-ge, weil man sich immer irgendwie anders zu helfen weiß. Maximal der Wunsch nach einem praktischen Hilfsmittel kommt ab und zu auf. Anfertigungsaufwand und Nutzen stehen jedoch auf Grund der seltenen Ver-wendung in einem so schlechten Verhältnis, dass man sich meist nicht zum Bau von Lehren oder Vorrichtun-
Abbildung 1
-
22 THERMIKSENSE 1 / 2018
gen entscheidet sondern nach Problemlösungen sucht, welche schneller zum Ziel führen. Offene Fragen beantwortet der Autor gerne. Eine Kon-taktaufnahme ist unter [email protected] mög-lich. Im zweiten Teil der Serie wird eine Vorrichtung vorge-stellt, welche die Fügung aller wesentlichen Rumpfbau-teile in einem Arbeitsgang ermöglicht.
Schleif-Block für Dünnschliffe / Helmuth Schnell
Vorrichtung zur Schleifung dünner Balsa-Blätter für den Saalflug bis 0,4 mm, z.B. Propeller-Blätter. Als Basis dient ein Regalboden (Bauhaus) in der gewünschten Größe. Da ich keine zu große Flächen benötige, und auch vom Handling Grenzen gesetzt sind, reicht eine Platte von etwa 30 x 50 cm. Da es Balsa-Bretter meist in den Standard–Formaten 100 x 1000 mm gibt, ist die Arbeitsbreite von 100 mm schon mal vorgegeben; als Länge habe ich 333 mm, also 1/3 Brett genommen. Um ein Verrutschen des Materials möglichst in Grenzen zu halten, habe ich als Erstes ein feinkörniges (mind. 600) Schleifpapier, in den Maßen 100 mm + 2x Breite der seitlichen Führungen mit doppelseitigem Klebeband aufgebracht. In einem Abstand von +100 mm zwei Auflageschienen (Edelstahlblech 0,3 mm), ebenfalls mit Doppelklebeband auf die Antirutsch-Matte aufgeklebt.
Vorgehensweise: Mit einem Schwing-Schleifer (Soh-lenbreite bevorzugt größer als 100 mm), mit Körnung 80 beginnend den Schleifvorgang beginnen, bei etwa 0,6 mm Körnung reduzieren (auf 120), als Feinschliff mit 800-1000 Körnung nacharbeiten. Dabei das Werk-stück immer wieder wenden und den Fortschritt mittels Durch-Licht verfolgen. Dabei kann das Balsa-Brettchen von Hand, oder Mittels Klebeband fixiert werden. Es ist ratsam, zumindest in der Grob-Schleifphase, eine möglichst regelbare Absaugung zu verwenden. Dies kann elektronisch (Leistungsregler) oder mittels Falschluft-Zufuhr erreicht werden. Ab einer gewissen „Dünne“, sollte nur noch auf „Zug“ gearbeitet werden, also immer vom Halte-/Fixpunkt der Platte nach Außen!! Bei etwa 0,4 mm sollte man Aufhören und alles Weitere in klassischer Handarbeit ausführen.
Hochstartleinen Fortsetzung von Seite 11 • Benutze beim Verbinden des Rings mit der Leine
ebenfalls einen Wirbel. • Befestige am Leinenende einen Griff aus gerolltem
Spinnaker/2 mm Verpackungsfolien Sandwich. • Gestalte alle Verbindungen an der Leine wie zuvor
beschrieben, um „übliche“ Knoten zu vermeiden. • Verwende eine „clinch“-Knoten an der unteren Füh-
rungsleine. • Versiegle die Knoten an der Hauptleine. • Benutze einen porösen Wimpel, typischerweise Tüll
mit versiegelten Kanten. • Achte immer gut auf deine Hochstartleinen, gehe
beim Aufrollen nach dem Start auf das Ringende zu, anstatt diese Ende zu dir hin zu ziehen.
• Untersuche deine Schüre regelmäßig auf Beschädi-gungen wie Risse, Verschleiß und Dreck.
• Nimm „frische“, aber bereits verwendete Leinen mit relativ geringem Durchmesser (0,4 mm) für wichti-ge Flüge ohne Thermikeinfluss und dickere Leinen (0,5 bis 0,8 mm) für reguläre Durchgänge.
Literaturhinweise Mikhail V. Kochkarev and Sergei V. Makarov, “A Study of the Start and Speeding Up of an F1A Glider on a Towline with the use of a mathematical Model”, NFFS Sympo #24, 1991 https://sugru.com/ Claudio Bognolo, “Low Drag Airfoil F1A 3D Analysis”, NFFS Sympo #44, 2011
Abbildung 2
https://sugru.com/
S08_11 Hochstartleinen TW tsHochstartleinen TechnologieAllard van Wallene, erschienen im Sympo-Report 2017 / übersetzt von TWVordehnenDie „Feinde“ modernerHochstartleinenKnoten oder keine Knoten ?Die Feinde bekämpfen,der ideale „Knoten“MantelschnurWimpelWirbelVersieglungHandgriffZusammenfassung
S20_22 Tipps Heft 1 2018TippsKrankenkasse / bsSchleif-Block für Dünnschliffe/ Helmuth SchnellHochstartleinen
Literaturhinweise