liegt auf den Territorien von Birobidshanskij und Oblutschenskij Bezirken.
Informationen zu Korrosion, Korrosionsschutz, Materialien und Überzügen
Technischer ReportInformationen zu Korrosion, Korrosionsschutz,
IAnodNi
Fe
Inhaltsverzeichnis
2
1. Grundlagen der Korrosion Korrosion und Korrosionsschutz ............................................................................................ 3
2. Korrosionsarten2.1 Einleitung ................................................................................................................................ 6
2.2 Korrosionsarten ohne mechanische Beanspruchung ........................................................... 7
2.3 Korrosionsarten mit zusätzlicher mechanischer Beanspruchung ....................................... 9
3. Auswahlkriterien für Korrosionsschutz3.1 Korrosionsgerechte konstruktive Gestaltung ........................................................................11
3.2 Auswahlkriterien ...................................................................................................................12
4. Schrauben aus nichtrostenden Stählen4.1 Allgemeines ............................................................................................................................13
4.2 Stahlgruppen ..........................................................................................................................13
4.3 Austenitische Stähle ...............................................................................................................14
5. Oberflächenüberzüge - Einteilung5.1 Einteilung ...............................................................................................................................16
5.2 Nichtmetallische Überzüge ...................................................................................................17
5.3 Metallische Überzüge – Galvanische Überzüge ....................................................................18
5.4 Metallische Überzüge – Nichtelektrolytisch aufgebrachte Zinklamellen-Überzüge ...........20
5.5 Organische Überzüge ............................................................................................................23
Stand 08.2014
1. Grundlagen der Korrosion
3
Korrosion und Korrosionsschutz
Mögliche Schäden bei Schrauben oder Schraubenverbindungen durch Korrosion
•UnzulässigeoptischeVeränderungeninsichtbarenBereichen,z.B.„Rostfahnen“an GebäudefassadenoderRotrostbildungbeianderenSchraubenverbindungeninsichtbarenBereichen, z.B.anKraftfahrzeugen(Imageschaden),
•UnlösbarkeitderVerbindungdurchvoluminöseKorrosionsprodukte,
•VerunreinigungderUmgebungderVerbindungdurchKorrosionsprodukteunddamitGefahr sekundärenKorrosionsbefalls,
•EntstehungvonÜberbeanspruchungenbishinzumBruchdurchörtlicheQuerschnittsverminderungen oderdurchKerbwirkung(Korrosionskerben),
•SprödbruchinfolgeSpannungs-und/oderSchwingungsrisskorrosionoderWasserstoffversprödung.
Definition des Begriffs Korrosion nach DIN 50 900
KorrosionistdieReaktioneinesmetallischenWerkstoffsmitseinerUmgebung,dieeinemessbareVeränderungdesWerkstoffsbewirktundzueinerBeeinträchtigungderFunktioneinesmetallischenBauteilsodereinesganzenSystemsführenkann.IndenmeistenFällenistdieseReaktionelektrochemischerNatur,ineinigenFällenkannsiejedochauchchemischeroderphysikalischerNatursein.
BeiderBeurteilungdesKorrosionsverhaltensvonSchraubenverbindungendarfniedieSchraubealleinbetrachtetwerden.EntscheidendistimmerdasKorrosionssystemausSchraube(z.B.ausrostfreiemStahlodermiteinemOberflächenschutzüberzug),GegenwerkstoffunddemUmgebungsmedium.
1. Grundlagen der Korrosion
4
Voraussetzungen für das Auftreten einer elektrochemischen Korrosion
•Esmüssenzweiverschiedenedle(verschiedenkorrosionsbeständige)MetalleoderMetalloberflächen (Elektroden)vorliegen.HierausergibtsicheineSpannungs-oderPotentialdifferenzalstreibendeKraftfür dasFließeneinesKorrosionsstroms.
•ZwischendenbeidenElektrodenmusseineelektrischleitendeVerbindungbestehen.Darausergibtsichbei ausreichendgroßerPotentialdifferenzdieMöglichkeiteinesElektronenflusses.
•BeideElektrodenmüssenvondemselbenElektrolytenbedecktsein(VoraussetzungfüreineIonenleitung).
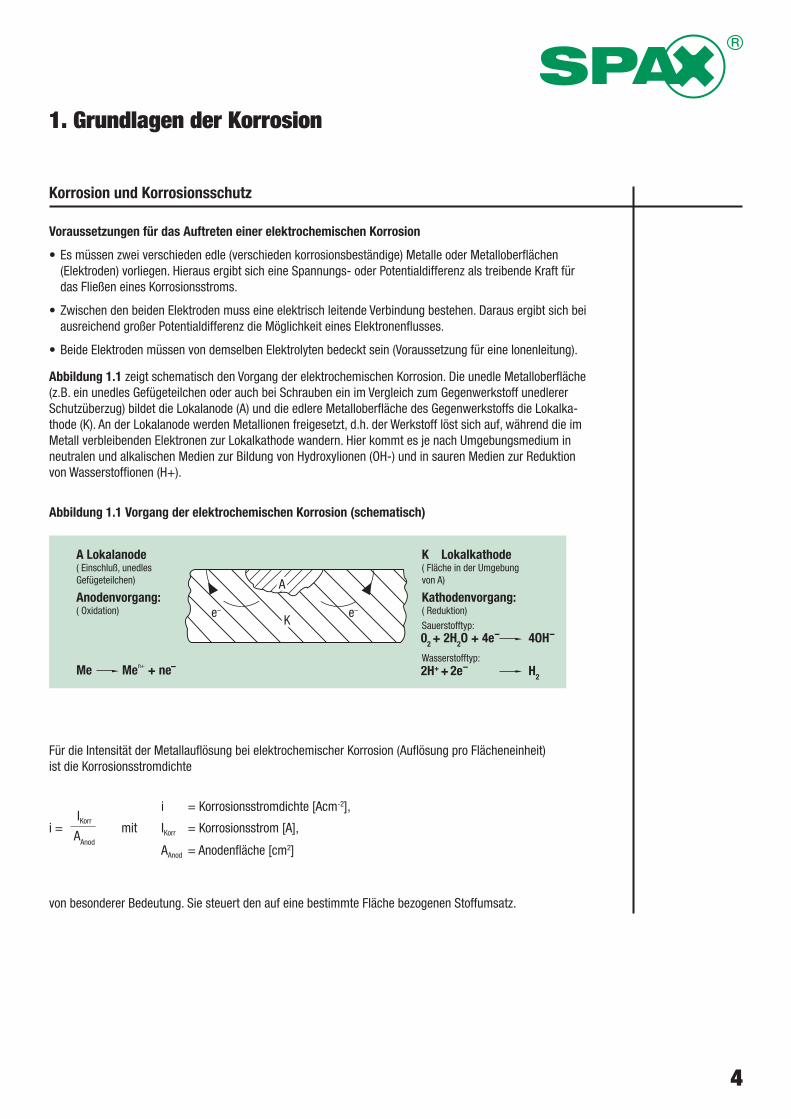
Abbildung 1.1zeigtschematischdenVorgangderelektrochemischenKorrosion.DieunedleMetalloberfläche(z.B.einunedlesGefügeteilchenoderauchbeiSchraubeneinimVergleichzumGegenwerkstoffunedlererSchutzüberzug)bildetdieLokalanode(A)unddieedlereMetalloberflächedesGegenwerkstoffsdieLokalka-thode(K).AnderLokalanodewerdenMetallionenfreigesetzt,d.h.derWerkstofflöstsichauf,währenddieimMetallverbleibendenElektronenzurLokalkathodewandern.HierkommtesjenachUmgebungsmediuminneutralenundalkalischenMedienzurBildungvonHydroxylionen(OH-)undinsaurenMedienzurReduktionvonWasserstoffionen(H+).
FürdieIntensitätderMetallauflösungbeielektrochemischerKorrosion(AuflösungproFlächeneinheit) istdieKorrosionsstromdichte
vonbesondererBedeutung.SiesteuertdenaufeinebestimmteFlächebezogenenStoffumsatz.
Abbildung 1.1 Vorgang der elektrochemischen Korrosion (schematisch)
i = mit IKorr =Korrosionsstrom[A],
i =Korrosionsstromdichte[Acm-2],
AAnod =Anodenfläche[cm2]
IKorr
AAnod
Korrosion und Korrosionsschutz
e– e–
K
A
A Lokalanode (Einschluß,unedles Gefügeteilchen)
Anodenvorgang: (Oxidation)
K Lokalkathode (FlächeinderUmgebung vonA)
Kathodenvorgang: (Reduktion)
Sauerstofftyp:
Wasserstofftyp:Me Men+ + ne−
02 + 2H2O + 4e− 4OH−
2H+ + 2e− H2
1. Grundlagen der Korrosion
5
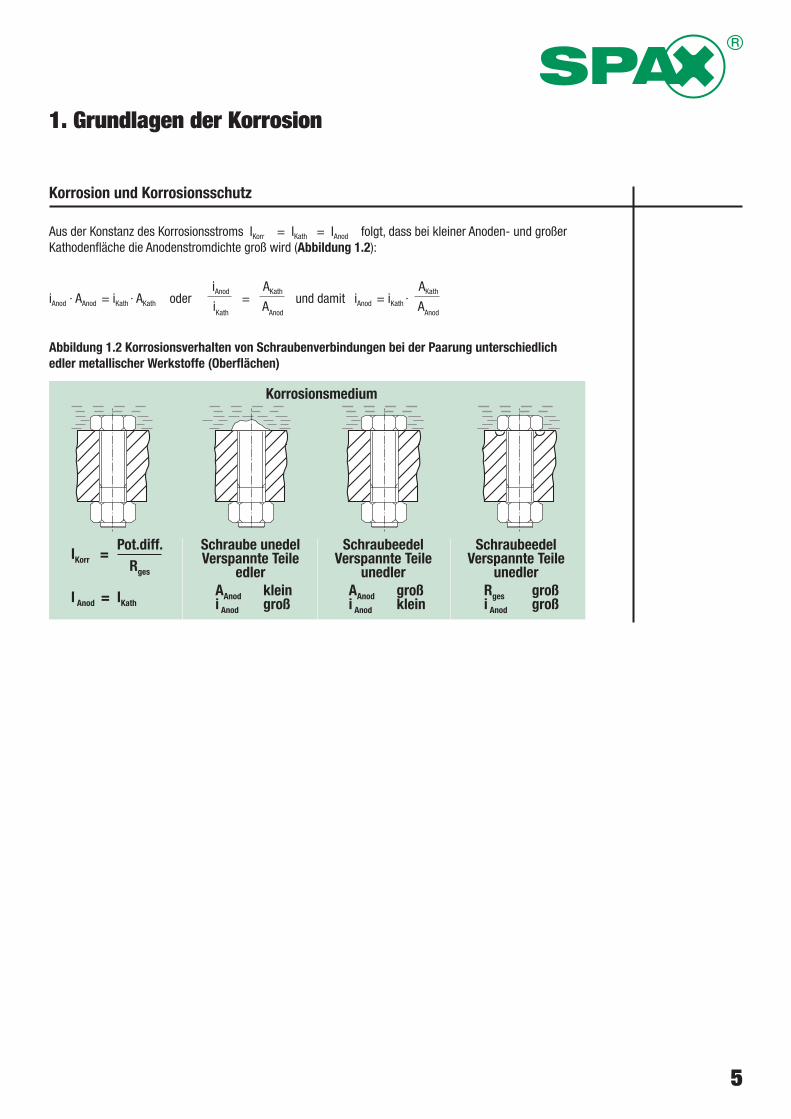
AusderKonstanzdesKorrosionsstromsIKorr=IKath=IAnodfolgt,dassbeikleinerAnoden-undgroßerKathodenflächedieAnodenstromdichtegroßwird(Abbildung 1.2):
Abbildung 1.2 Korrosionsverhalten von Schraubenverbindungen bei der Paarung unterschiedlich edler metallischer Werkstoffe (Oberflächen)
iAnod ·AAnod = iKath·AKath iAnod = iKath·oder unddamit=iAnod
iKath
AKath
AAnod
AKath
AAnod
Korrosion und Korrosionsschutz
Korrosionsmedium
Schraube unedelVerspannte Teile
edlerAAnod kleini Anod großI Anod = IKath
IKorr =Pot.diff.
Rges
AAnod großi Anod klein
Rges großi Anod groß
SchraubeedelVerspannte Teile
unedler
SchraubeedelVerspannte Teile
unedler
2. Korrosionsarten nach DIN 50 900 (Auswahl)
6
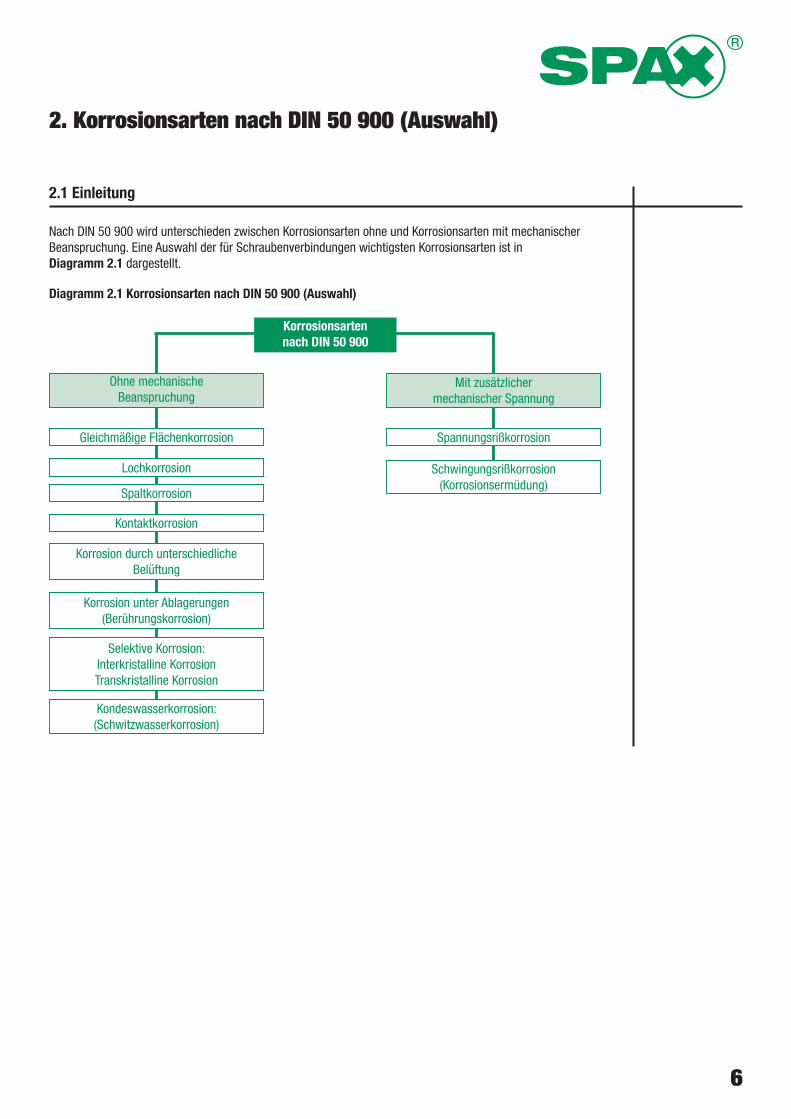
NachDIN50900wirdunterschiedenzwischenKorrosionsartenohneundKorrosionsartenmitmechanischerBeanspruchung.EineAuswahlderfürSchraubenverbindungenwichtigstenKorrosionsartenistin Diagramm 2.1dargestellt.
Diagramm 2.1 Korrosionsarten nach DIN 50 900 (Auswahl)
2.1 Einleitung
Korrosionsarten nach DIN 50 900
GleichmäßigeFlächenkorrosion
Mitzusätzlicher mechanischerSpannung
Spannungsrißkorrosion
Schwingungsrißkorrosion (Korrosionsermüdung)
Lochkorrosion
Spaltkorrosion
Kontaktkorrosion
Korrosiondurchunterschiedliche Belüftung
KorrosionunterAblagerungen (Berührungskorrosion)
SelektiveKorrosion: InterkristallineKorrosion TranskristallineKorrosion
Kondeswasserkorrosion: (Schwitzwasserkorrosion)
Ohnemechanische Beanspruchung
2. Korrosionsarten nach DIN 50 900 (Auswahl)
2.2 Korrosionsarten ohne mechanische Beanspruchung
7
Gleichmäßige Flächenkorrosion
NahezugleichmäßigerKorrosionsabtragaufdergesamtenBauteiloberfläche(z.B.einerSchraube),der–beidirektemAngriffaufdenGrundwerkstoffohneKorrosionsschutzüberzug–zueinerweitgehendgleichmäßigenVerringerungdesBauteilquerschnittsführt.
Lochkorrosion
Korrosion,beiwelcherderelektrolytischeMetallabtragnurankleinenOberflächenbereichenabläuftundLochfraßerzeugt.
Kontaktkorrosion
BeschleunigteKorrosioneinesmetallischenBereichs,diebeieinemKorrosionselementauseinerPaarungMe-tall/MetalloderMetall/elektronenleitenderFestkörperauftretenkann.Häufiginsog.MischbaukonstruktionenoderbeiBauteilenausStahlmitmetallischenÜberzügenanzutreffen.IonenleitungüberleitendeFlüssigkeiten(Elektrolyten),ElektronenleitungdurchdieKontaktstellenderFestkörper.BestimmendfürdasAusmaßderKorrosion:PotentialdifferenzundFlächenverhältnisdermiteinandergepaartenMetalle/Bauteile,LeitfähigkeitdessiebedeckendenElektrolyten(s. Abbildung 1.2).
WeitereFormenderKontaktkorrosion:LokalelementbildungzwischenheterogenenLegierungsbestandteilenaneinerMetalloberflächeoderzwischenunbeabsichtigteingepresstenFremdmetallteilchenunddemBauteil(s. Abbildung 1.1;z.B.eingewalztemetallischeFremdpartikelineinerSchraubeausnichtrostendemStahl),EntstehungvonanodischenundkathodischenBezirken,diesichdurchInhomogenitätenimmetallischenWerkstoff,z.B.ankaltverformtenStellenunterschiedlicherUmformgrade,ausbildenkönnen.
Korrosion durch unterschiedliche Belüftung
VerstärkteörtlicheKorrosiondurchdieEntstehungeinesKorrosionselementsinfolgeunterschiedlicherBe-lüftung(sog.Belüftungselement).ImExtremfall:ImanodischenBereichdurchHydrolysegelösterEisenionenzunehmendeAnsäuerungdesElektrolytenmitderFolgeeinerausgeprägtenMulden-oderNarbenkorrosion.BelüftungselementehäufigimBereichvonörtlichenAblagerungen,HohlräumenoderSpalten.
2. Korrosionsarten nach DIN 50 900 (Auswahl)
2.2 Korrosionsarten ohne mechanische Beanspruchung
8
Spaltkorrosion
ÖrtlichverstärkteKorrosioninkonstruktivbedingtenengenSpalten.BeiSchraubenverbindungenhäufigimBereichderKopf-und/oderMutterauflageflächenoderimBereichvonDurchgangslöchern.InfolgeDiffusions-hemmungundSauerstoffmangel:VeränderungderElektrolytlösungunderhöhterMetallabtrag.KathodischeBereicheanStellen,woSauerstofffürdieReduktionsreaktionzurVerfügungsteht.BeiverstärkterHydrolysevonKorrosionsprodukteninSpalten:AbsenkungdespH-WertesundEntstehungvonLochkorrosion.
Berührungskorrosion
ÖrtlicheKorrosioneinesBauteilsdurchBerührungmiteinemmetallischenFremdkörper.Möglichsind: Spaltkorrosion,KontaktkorrosionoderKorrosiondurchunterschiedlicheBelüftung.
Selektive Korrosion
Dadurchgekennzeichnet,dassbeimAngriffeinesKorrosionsmediumsbestimmteGefügebestandteile,korngrenzennaheBereicheoderLegierungsbestandteilebevorzugtkorrodieren.TrittnurbeimehrphasigenLegierungenauf.
InterkristallineKorrosion:BevorzugterKorrosionsangriffaufkorngrenzennaheBereiche. Ursache:RelativeelektrochemischePotentialunterschiedezwischenKorngrenzenundKorninnerem,diedurchintermetallischeAusscheidungenentlangderKorngrenzenhervorgerufenwerden.TypischeBeispiele:BevorzugterKorngrenzenangriffbeisensibilisiertenCrNi-StählenoderNickellegierungensowiebeiAluminium-legierungen.
TranskristallineKorrosion:KorrosionsangriffquerdurchdieKristalliteundannäherndparallelzurVerformungs-richtung.
WeiteretypischeErscheinungsformenselektiverKorrosion:EntzinkungvonCuZn-Legierungen(Messing)unterZurücklassungporösenKupfers,EntnickelungundEntaluminierungderintermetallischenPhasenbeiAlumini-umlegierungen.
2. Korrosionsarten nach DIN 50 900 (Auswahl)
2.3 Korrosionsarten mit zusätzlicher mechanischer Beanspruchung
9
Wasserstoffinduzierte (H-induzierte) Sprödbruchbildung
OberbegrifffüreineBeeinträchtigungodereinVersagenvonBauteilenausStählenmithochfestenWerkstoff-zuständeninfolgeeinerWechselwirkungdesWerkstoffsmitWasserstoff.Hierbeimussunterschiedenwerden,obderschädigendeWasserstoffbereitsvordemAufbringeneinermechanischenZugbeanspruchungals„in-nerer“WasserstoffineinemWerkstoffvorliegtoderobderWasserstoffals„äußerer“WasserstoffvoneinemWerkstoffaufgenommenwird,derbereitseinerZugbeanspruchungausgesetztist.DieZugbeanspruchungenkönnenhierbeiZug-Lastspannungenund/oderZug-Eigenspannungensein.
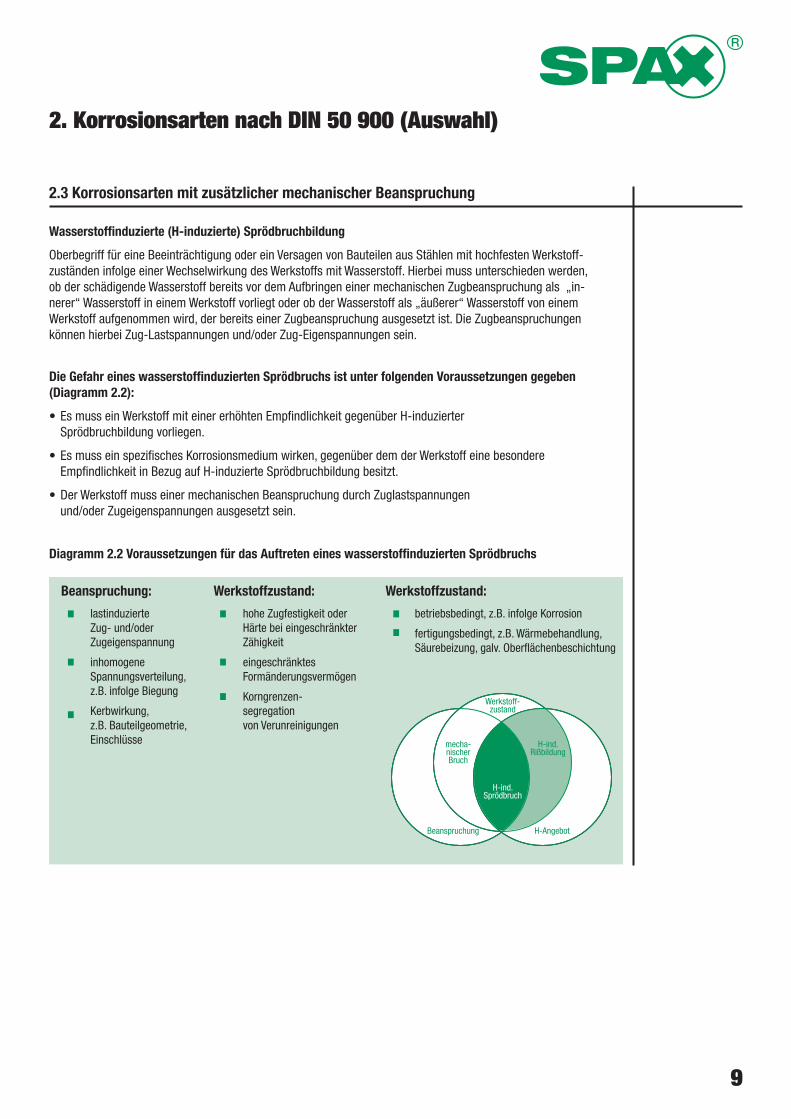
Die Gefahr eines wasserstoffinduzierten Sprödbruchs ist unter folgenden Voraussetzungen gegeben (Diagramm 2.2):
•EsmusseinWerkstoffmiteinererhöhtenEmpfindlichkeitgegenüberH-induzierter Sprödbruchbildungvorliegen.
•EsmusseinspezifischesKorrosionsmediumwirken,gegenüberdemderWerkstoffeinebesondere EmpfindlichkeitinBezugaufH-induzierteSprödbruchbildungbesitzt.
•DerWerkstoffmusseinermechanischenBeanspruchungdurchZuglastspannungen und/oderZugeigenspannungenausgesetztsein.
Diagramm 2.2 Voraussetzungen für das Auftreten eines wasserstoffinduzierten Sprödbruchs
Beanspruchung:
lastinduzierte Zug-und/oder Zugeigenspannung
inhomogeneSpannungsverteilung, z.B.infolgeBiegung
Kerbwirkung,z.B.Bauteilgeometrie,Einschlüsse
Werkstoffzustand:
hoheZugfestigkeitoder Härtebeieingeschränkter Zähigkeit
eingeschränktesFormänderungsvermögen
Korngrenzen- segregationvonVerunreinigungen
Werkstoffzustand:
betriebsbedingt,z.B.infolgeKorrosion
fertigungsbedingt,z.B.Wärmebehandlung, Säurebeizung,galv.Oberflächenbeschichtung
Werkstoff- zustand
Beanspruchung H-Angebot
H-ind. Rißbildung
H-ind. Sprödbruch
mecha- nischer Bruch
2. Korrosionsarten nach DIN 50 900 (Auswahl)
2.3 Korrosionsarten mit zusätzlicher mechanischer Beanspruchung
10
Wasserstoffversprödung
Vorgang,beidemesinfolgevonbereitsimWerkstoffvorhandenemdiffusiblemWasserstoffbeiodernachAufbringeneinerZugspannungörtlichzueinerkritischenWasserstoffkonzentrationundalsFolgehiervonzueinemverzögertensprödenAnrissodereinemverzögertenSprödbruchkommt.DerschädigendeWasserstoffstammtmeistausFertigungsprozessen,beiderSchraubenfertigungz.B.
•Gasaufkohlen(Einsatzhärten),
•Beizen,
•Phosphatieren,
•galvanischeOberflächenbehandlung.
DieAnfälligkeitvonStählengegenübereinerWasserstoffversprödungbeginntbeiWerkstofffestigkeitenober-halbvonrd.1200N/mm2oderHärtenvonrd.370HV.
DieGefahreinerWasserstoffversprödunginfolgeeinerfertigungsbedingtenWasserstoffaufnahmekanndurchgeeignetefertigungsbegleitendeMaßnahmenaufeinMinimumreduziertwerden.DiewirkungsvollsteMaßnahmeistdieBegrenzungderWasserstoffaufnahme,insbesondereimRahmenvonchemischenodergalvanischenOberflächenbehandlungsprozessen.HierzuwendetSPAXeinpatentiertesVerfahrenan.
Wasserstoffinduzierte Spannungsrisskorrosion (SpRK)
Mechanismus,beidemineinemunterZugspannungstehendenWerkstoffinfolgederkathodischenTeilre-aktioneinesKorrosionsprozesses(kathodischeReduktion)eineelektrochemischeWasserstoffentladungundeineEindiffusionvonatomaremWasserstoffstattfindet.BeimErreicheneineskritischenWasserstoffgehaltsverzögerterspröderAnrissoderverzögerterSprödbruch.Wasserstoffaufnahmebeieinerwasserstoffinduzier-tenSpRKz.B.
•beiKorrosionsreaktionenimBetrieb,
•beimMechanismusdeskathodischenKorrosionsschutzes.
DieAnfälligkeitvonStählengegenübereinerwasserstoffinduziertenSpRKbeginntbeiWerkstofffestigkeitenoberhalbvonrd.1000N/mm2oderHärtenvonrd.320HV.
Anodische SpRK
(z.B.durchChlorionen):ImallgemeinennurbeipassivenWerkstoffen(z.B.nichtrostendeaustenitischeStähle).RisskeimbildungalsAusgangspunkteineranodischenSpRKentwederimBereichörtlicherVerletzungenderPassivschichtausdemWerkstoffinneren(durchstoßendeGleitungenbeiplastischerVerformung)oderimBe-reicheinerörtlichenZerstörungderPassivschichtdurchäußereEinwirkungen.RissfortschrittdurchanodischeMetallauflösunganderRissspitze.
3. Kriterien zur Auswahl eines geeigneten Korrosionsschutzes
3.1 Korrosionsgerechte konstruktive Gestaltung
11
EinwirkungsvollerKorrosionsschutzbeginntbereitsbeiderKonstruktion.ZurVerbesserungdes KorrosionsschutzesbeiSchraubenverbindungensolltenfolgendekonstruktiveGesichtspunkte besondersbeachtetwerden:
•VerwendungvonmetallischenWerkstoffen/WerkstoffpaarungenmitgleichemoderähnlichemPotential
•VermeidungeinesdirektenKontaktszweierMetalleungleichenPotentialsinVerbindungmiteinem Elektrolyten,wenneinegrößerePotentialdifferenzunumgänglichist (z.B.durchIsolationderMetallemittelsnichtleitenderSchichten)
•VermeidungvonSpalten,indiedasKorrosionsmediumeindringenundinfolgegeänderterKonzentration oderungleicherBelüftungsverhältnisseeineSpaltkorrosionverursachenkann
•VermeidungeinesungünstigenFlächenverhältnissesvonAnodezuKathode(derunedlereTeileiner VerbindungsolltederjenigemitdergrößerenOberflächesein,damitinfolgehoherStromdichtekein unzulässiggroßer,örtlichbegrenzterAbtragentsteht,s.Abbildung 1.2).
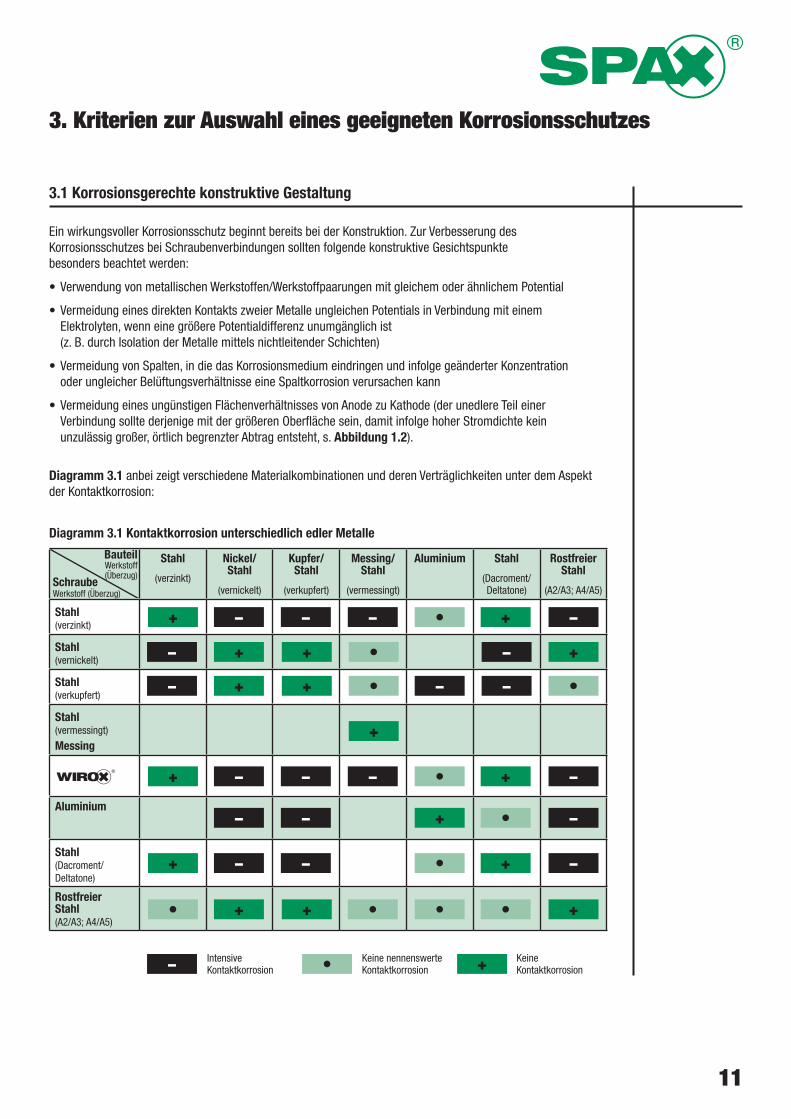
Diagramm 3.1anbeizeigtverschiedeneMaterialkombinationenundderenVerträglichkeitenunterdemAspektderKontaktkorrosion:
Diagramm 3.1 Kontaktkorrosion unterschiedlich edler Metalle
Stahl
(verzinkt)
Nickel/ Stahl
(vernickelt)
Kupfer/Stahl
(verkupfert)
Messing/Stahl
(vermessingt)
Aluminium Stahl
(Dacroment/Deltatone)
Rostfreier Stahl
(A2/A3;A4/A5)
Stahl (verzinkt)
Stahl (vernickelt)
Stahl (verkupfert)
Stahl (vermessingt)
Messing
Aluminium
Stahl (Dacroment/ Deltatone)
Rostfreier Stahl (A2/A3;A4/A5)
Bauteil Werkstoff (Überzug)
Schraube Werkstoff(Überzug)
Intensive Kontaktkorrosion
Keinenennenswerte Kontaktkorrosion
Keine Kontaktkorrosion
+
+
+
+
+
+
+
+
+ +
+
+
+
+
+
+
+
–
–
–
–
–
–
–
–
–
–
–
–
–
–
––
–
–
–
–
•
•
• •
•
•
•
•
••
•
•
3. Kriterien zur Auswahl eines geeigneten Korrosionsschutzes
3.2 Auswahlkriterien
12
Grundsätzlichgilt:Einen absoluten Korrosionsschutz gibt es nicht!
BeiderAuswahleinesgeeignetenKorrosionsschutzesfürSchraubensindfolgendeKriterienzubeachten:
•DieVerbindungselementemüssendieAnforderungen,diesichausmechanischer,thermischerund chemischerBeanspruchungergeben,sichererfüllen.
•DieLebensdauerderVerbindungselementemussderLebensdaueroderdervorgesehenenNutzungsdauer dermiteinandergepaartenTeileangepasstsein.
•DerKorrosionsschutzmusshinsichtlichProzesssicherheitundWirtschaftlichkeitSchraubenals Massenartikelgerechtwerden.
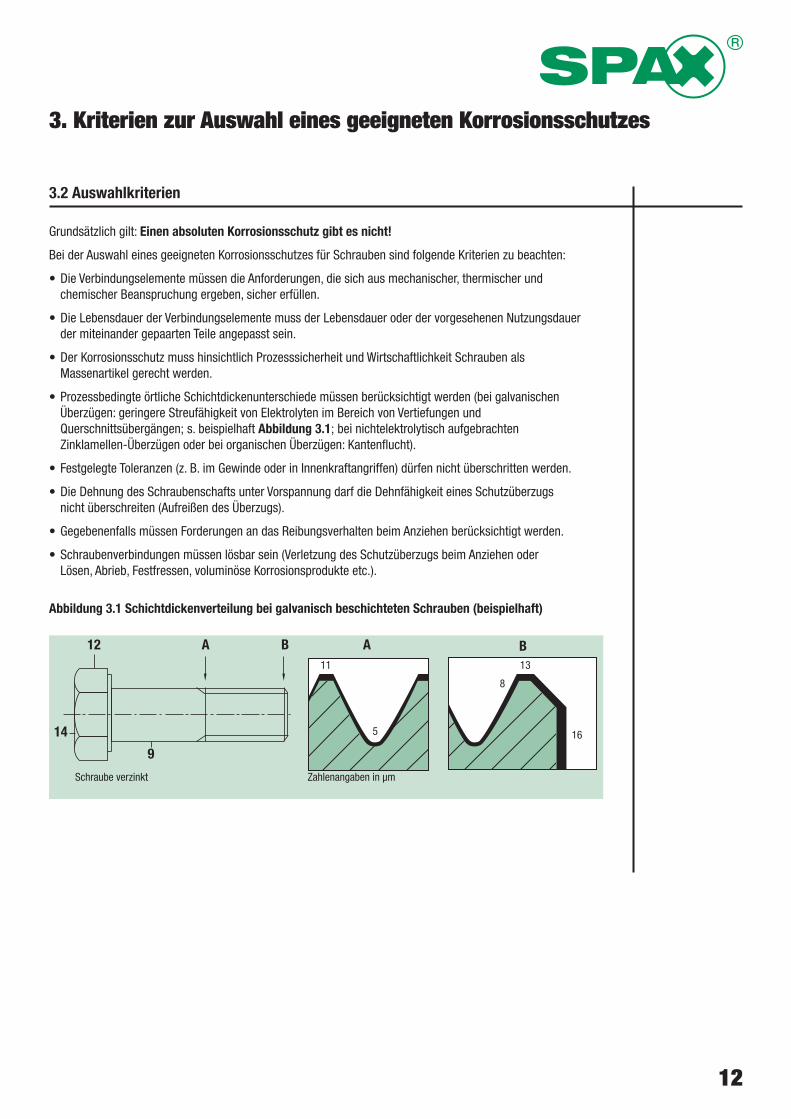
•ProzessbedingteörtlicheSchichtdickenunterschiedemüssenberücksichtigtwerden(beigalvanischen Überzügen:geringereStreufähigkeitvonElektrolytenimBereichvonVertiefungenund Querschnittsübergängen;s.beispielhaft Abbildung 3.1;beinichtelektrolytischaufgebrachten Zinklamellen-ÜberzügenoderbeiorganischenÜberzügen:Kantenflucht).
•FestgelegteToleranzen(z.B.imGewindeoderinInnenkraftangriffen)dürfennichtüberschrittenwerden.
•DieDehnungdesSchraubenschaftsunterVorspannungdarfdieDehnfähigkeiteinesSchutzüberzugs nichtüberschreiten(AufreißendesÜberzugs).
•GegebenenfallsmüssenForderungenandasReibungsverhaltenbeimAnziehenberücksichtigtwerden.
•Schraubenverbindungenmüssenlösbarsein(VerletzungdesSchutzüberzugsbeimAnziehenoder Lösen,Abrieb,Festfressen,voluminöseKorrosionsprodukteetc.).
Abbildung 3.1 Schichtdickenverteilung bei galvanisch beschichteten Schrauben (beispielhaft)
12 A A11
5
8
13
16
ZahlenangabeninμmSchraubeverzinkt
14
B B
9
4. Schrauben aus nichtrostenden Stählen
4.1 Allgemeines
4.2 Stahlgruppen
13
DieKorrosionsbeständigkeitvonSchraubenausnichtrostendenStählenberuhtinsbesondereaufdenhohen,imGrundgittergelöstenChromanteilenvonmehrals13%.HierdurchwirdeineporenfreiePassivschichtanderStahloberflächegebildet,dieeinenKorrosionsangriffaufdasGrundmetallverhindert.JenachAnforderun-genkönnennebenChromweitereElementezulegiertwerden,diedieWirkungdesChromsaufdiePassiv-schichtbildungverstärken.
DasZusammenwirkenverschiedenerLegierungselementeführtzuunterschiedlichenGefügeausbildungen.DieErhaltungderaustenitischenStrukturbeiRaumtemperaturbeidenüblichenFe-Cr-Ni-LegierungenberuhthauptsächlichaufdemNickelanteil.EineVergrößerungdesNi-GehaltsbewirkteineerhöhteStabilitätdesAustenits.
NachDINENISO3506werdennichtrostendeStähleinaustenitische,martensitischeundferritischeStähleeingeteilt.Tabelle 4.3zeigtdiechemischeZusammensetzungfürdieStählederdreiStahlgruppenineinerÜbersicht.DetailskönnenderNormDINENISO3506-1entnommenwerden.FürSchraubenhatdieStahlgrup-pederaustenitischenStählediegrößteBedeutung.
4. Schrauben aus nichtrostenden Stählen
4.3 Austenitische Stähle
14
A2istdieSortedernichtstabilisiertennichtrostenden,A4dieSortedernichtstabilisiertensäurebeständigenStähle.DieSortenA3(A2stabilisiert)undA5(A4stabilisiert)sindzurReduzierungderGefährdunggegenüberinterkristallinerKorrosionmitTitan,NioboderTantalstabilisiert.DieStählederSorteA4(A5)sindmitMolyb-dänlegiertundbesitzenimVergleichzudenStählenderSorteA2(A3)eineerheblichbessereKorrosionsbe-ständigkeit.DieStahlsorteA1(guteZerspanbarkeit,abergegenüberA2oderA4geringereKorrosionsbestän-digkeit)findetkaumAnwendung.
AustenitischenichtrostendeStählekönnennichtdurchMartensitumwandlunggehärtetwerdenundsindüblicherweisenichtmagnetisierbar.IhreFestigkeitseigenschaftenlassensichausschließlichdurchgezielteKaltumformung(Kaltverfestigung)beeinflussen.UmdieNeigungzurKaltverfestigungzuverringern,kannzudeninTabelle1angegebenenStahlsortenA1bisA5Kupferzulegiertwerden.
BeiAustenitenmitmetastabilerGefügestrukturistjenachUmformgradörtlicheineUmwandlungineinenmartensitähnlichenZustand(Umformmartensit)möglich,wasnebeneinererhöhtenMagnetisierungdieKorro-sionsbeständigkeitbeeinträchtigt.LegierungenmithöherenCr-undNi-Gehaltensindimwesentlichenstabilaustenitisch.
SchraubenausaustenitischenStählensindnichtuneingeschränktkorrosionsbeständiggegenüberallenAngriffsmedienundUmgebungsbedingungen:
•BeiZugspannungenneigenAusteniteinchloridhaltigerUmgebung(z.B.Schwimmbäder)und hochkonzentriertenLaugenbeihöherenTemperaturenzuchloridinduzierterSpannungsrisskorrosion. Abhilfe:ZulegierenvonMolybdän.
•EineVerarmungderMatrixanChromdurchKorngrenzenausscheidungenchromreicherKarbidebei austenitischenStählenoderchromreicherNitrideinstickstofflegiertenferritischenChromstählenkannzu einerAnfälligkeitgegenüberinterkristallinerKorrosionführen(Ursache:LangsamesAbkühlendurchden BereichdersogenanntenSensibilisierungstemperaturoderlängereSchweißvorgänge).
Abhilfe: -Lösungsglühenbei1050bis1100°CundnachfolgendesAbschrecken,
-VerminderungdesKohlenstoffgehalts(C<0,03%),
-ZusatzvonStabilisatorenwieTi,Nb,Ta,dieeinehöhereAffinitätzuKohlenstoffhabenalsChrom (Karbidbildner).HierfürwurdenspezielldieStählederKlassenA3(A2stabilisiert)undA5 (A4stabilisiert)nachDINENISO3506-1(s.Tabelle 4.3)entwickelt.
4. Schrauben aus nichtrostenden Stählen
4.3 Austenitische Stähle
15
InDeutschlandwerdenheutefürSchraubenausGründenderSortenverminderungvorwiegenddiefolgendennichtrostenden/säurebeständigenStähleeingesetzt:
•X5CrNi18-10, 1.4301 (A2,nichtrostend)
•X3CrNiCu18-9-4, 1.4567 (A2,nichtrostend,CuzurVerbesserungderKaltumformbarkeit)
•X6CrNiTi18-10, 1.4541 (A3,nichtrostend,Ti-stabilisiert)
•X5CrNiMo17-12-2, 1.4401 (A4,säurebeständig)
•X6CrNiMoTi17-12-2, 1.4571 (A5,säurebeständig,Ti-stabilisiert).
DieStähle1.4301und1.4567derWerkstoffgruppeA2sowiederStahl1.4401derWerkstoffgruppeA4sindaufgrundihresniedrigenC-Gehalts,derStahl1.4541derWerkstoffgruppeA3sowiederStahl1.4571derWerkstoffgruppeA5durchZugabestabilisierenderElemente(hier:Titan(Ti))weitgehendbeständiggegeninterkristallineKorrosion.
DerA2-Stahl1.4301(X5CrNi18-10)findetheutefürSchraubenimmerwenigerVerwendung,weilernicht dieAustenitstabilitätaufweistwiederStahl1.4567(X3CrNiCu18-9-4),dersichzudemaufgrunddes Kupferanteilsbesserkaltumformenlässt.
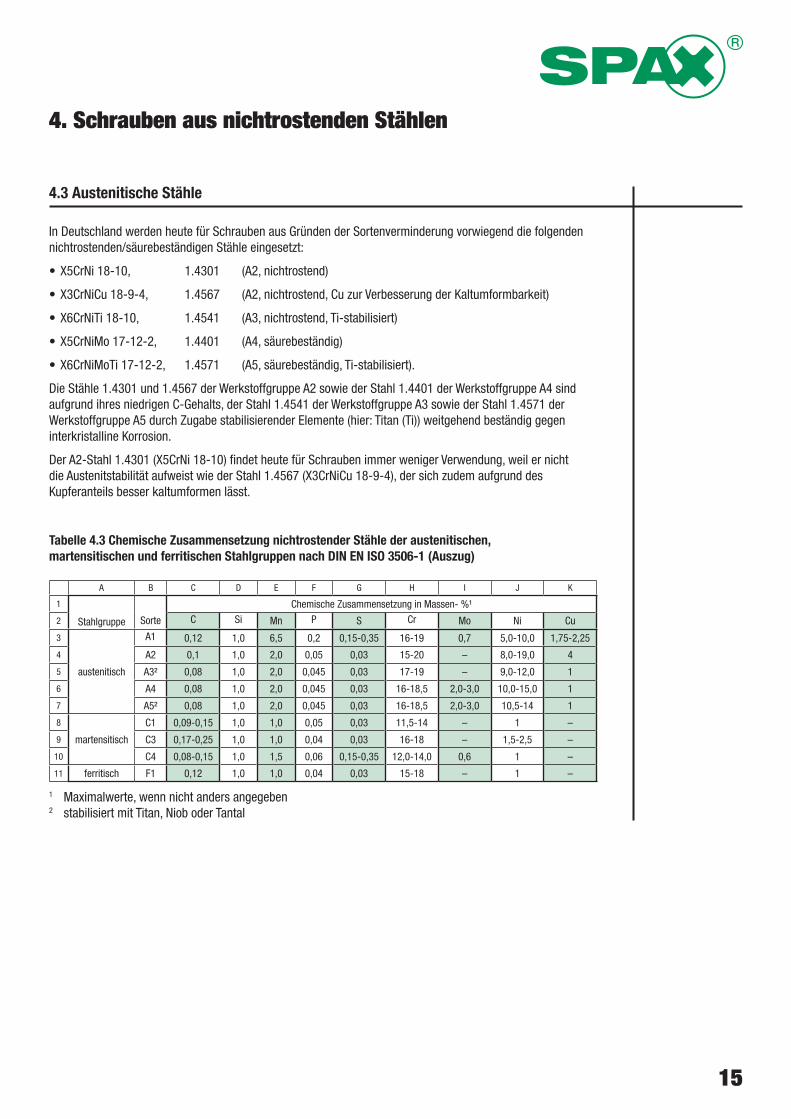
Tabelle 4.3 Chemische Zusammensetzung nichtrostender Stähle der austenitischen, martensitischen und ferritischen Stahlgruppen nach DIN EN ISO 3506-1 (Auszug)
A B C D E F G H I J K
1
Stahlgruppe Sorte
ChemischeZusammensetzunginMassen-%¹
2 C Si Mn P S Cr Mo Ni Cu
3
austenitisch
A1 0,12 1,0 6,5 0,2 0,15-0,35 16-19 0,7 5,0-10,0 1,75-2,25
4 A2 0,1 1,0 2,0 0,05 0,03 15-20 – 8,0-19,0 4
5 A3² 0,08 1,0 2,0 0,045 0,03 17-19 – 9,0-12,0 1
6 A4 0,08 1,0 2,0 0,045 0,03 16-18,5 2,0-3,0 10,0-15,0 1
7 A5² 0,08 1,0 2,0 0,045 0,03 16-18,5 2,0-3,0 10,5-14 1
8
martensitisch
C1 0,09-0,15 1,0 1,0 0,05 0,03 11,5-14 – 1 –
9 C3 0,17-0,25 1,0 1,0 0,04 0,03 16-18 – 1,5-2,5 –
10 C4 0,08-0,15 1,0 1,5 0,06 0,15-0,35 12,0-14,0 0,6 1 –
11 ferritisch F1 0,12 1,0 1,0 0,04 0,03 15-18 – 1 –
1 Maximalwerte,wennnichtandersangegeben 2 stabilisiertmitTitan,NioboderTantal
5. Oberflächenüberzüge
5.1 Einteilung
16
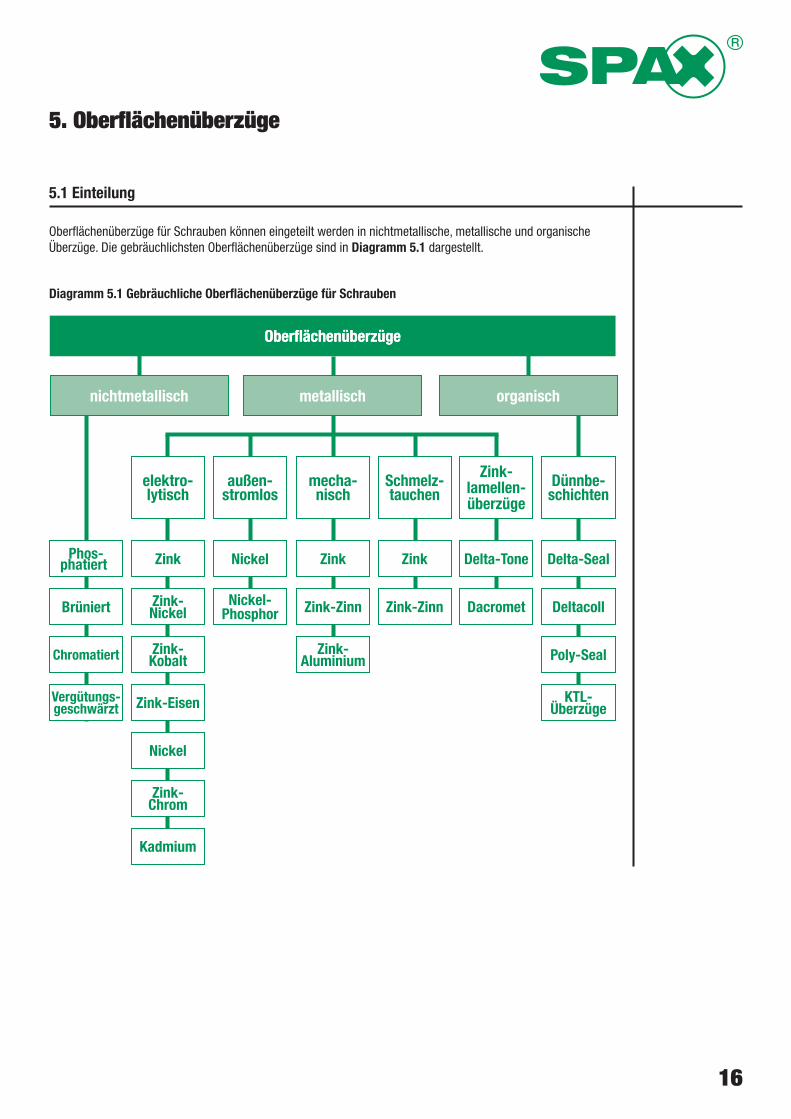
OberflächenüberzügefürSchraubenkönneneingeteiltwerdeninnichtmetallische,metallischeundorganischeÜberzüge.DiegebräuchlichstenOberflächenüberzügesindinDiagramm 5.1dargestellt.
Diagramm 5.1 Gebräuchliche Oberflächenüberzüge für Schrauben
Oberflächenüberzüge
Phos-phatiertt
Brüniert
Chromatiert
Vergütungs- geschwärzt
elektro-lytisch
Zink
Nickel
Zink-Eisen
Zink- Nickel
Zink- Kobalt
Zink- Chrom
Kadmium
Nickel
Nickel- Phosphor
außen- stromlos
Zink
Zink-Zinn
Zink- Aluminium
mecha- nisch
Zink
Zink-Zinn
Schmelz- tauchen
Delta-Tone
Dacromet
Zink- lamellen- überzüge
Delta-Seal
Poly-Seal
KTL- Überzüge
Deltacoll
Dünnbe-schichten
nichtmetallisch metallisch organisch
Oberflächenüberzüge
5. Oberflächenüberzüge
5.2 Nichtmetallische Überzüge
17
Thermische Schwärzung
HierbeihandeltessichumeinenanorganischenÜberzug,derauchalsvergütungsschwarzgeöltoderalseinbrenngeschwärztbezeichnetwird.ErentstehtdurchAbschreckenvonSchraubenvonderAnlasstemperaturinspeziellenÖlemulsionen.ThermischgeschwärzteSchraubenbesitzenfürTransportundLagerungszweckeeinenausreichendenKorrosionsschutz.
Brünierung
BrünierenistnachDIN50938einanorganischesVerfahren.DurchEintauchenvonStahlschraubenineinesiedende,alkalisch-oxidierendeLösungwerdenaufderOberflächedünne,festhaftendeEisenoxidschich-tenerzeugt.Brünierschichtensinddunkelbraunbisschwarz.DerrechtgeringeKorrosionsschutzbrünierterOberflächenkanndurchNachbehandlungen,z.B.inheißen,verseifbarenÖlenoderÖlemulsionen,verbessertwerden.BrünierteSchraubeneignensichnurfürInnenraumanwendungenund/oderfürdekorativeZwecke,wokeinedefiniertenKorrosionsschutzanforderungengestelltwerden.
Phosphatierung
DasVerfahrenderPhosphatierungistinDIN50942beschrieben.DurchTaucheninsaure,phosphathaltigeLösungenwerdenaufchemischemWegeanorganischeÜberzugeauskristallinenMetallphosphaten(z.B.Mangan-oderZinkphosphate)aufderOberflächevonSchraubenausStahloderaufz.B.verzinktenOberflä-chenerzeugt.DieunlöslichentertiärenPhosphatschichtenhabenbeidenheutemeisteingesetztenDünn-schichtphosphatierungenüblicherweiseDickenvon1bisrd.5µm.BeigrößerenSchichtdickensindPhosphat-schichtennichtmehrleitend,wasfürdiekathodischeSchutzwirkungzusätzlichaufgebrachtermetallischerÜberzügeeineRollespielenkann.PhosphatschichtenbesitzeneinehoheHaft-undDruckfestigkeitundsindbiszuTemperaturenvonrd.50°Cbeständig.SiebietenwegenihrerPorositäterstinVerbindungmitÖl,FettenoderWachsen,dieindersaugfähigenSchichtguthaften,einenbeschränktenKorrosionsschutz.PhosphatiertegeölteSchraubeneignensichnurfürInnenanwendungen.PhosphatschichtenaufStahlschraubenoderaufz.B.verzinktenOberflächenbietenjedocheinengutenHaftgrundfürzusätzlicheanorganischemetallischeÜber-zügewieDelta-ToneoderorganischeÜberzügewieKTL(kathodischeTauchlackierung),Delta-Seal,Deltacoll,Poly-Sealetc.,mitdenensichderKorrosionsschutzimVergleichzuphosphatiertenundgeöltenOberflächenwesentlichverbessernlässt.
5. Oberflächenüberzüge
5.3 Metallische Überzüge – Galvanische Überzüge
18
Allgemeines
NachDIN50961sindgalvanischeÜberzügemetallischeSchichten,dieauseinemElektrolytenaufelektrischleitendenoderleitendgemachtenTeilenkathodischabgeschiedenwerden.GalvanischeÜberzügewerdenbeiSchraubenüblicherweiseinTrommelnaufgebracht.Beisehrlangenund/oderschwerenTeilenmussdiegalva-nischeBeschichtungaufGestellenerfolgen.
WichtigeAnforderungenangalvanischeÜberzügesindinDINISO4042genormt.DieseNormenthältnebeneinemKlassifizierungscodeunteranderemauchAngabenzuSchichtaufbau,Chromatierung,Korrosionsschutz-dauerundzurVermeidungderGefahreinerWasserstoffversprödung.
DieKorrosionsschutzdauergeschlossenergalvanischerÜberzügeistannäherndproportionalderSchichtdicke.DurchnachträglichesChromatierenvongalvanischaufgebrachtenZink-oderZink-LegierungsüberzügenkannderBeginnderZinkkorrosion(Weißrostbildung)verzögertunddamitderKorrosionsschutzdesÜberzugsverbessertwerden.
DieChromatierungerfolgtüblicherweiseunmittelbarnachAufbringendesgalvanischenÜberzugsdurchkur-zesEintaucheninLösungen,diehierfürgeeigneteChromverbindungenenthalten.ChromatierungsschichtensindwasserunlöslichundbestehenhauptsächlichausChromhydroxidundChromchromat.
Siesindfarblosoderbläulich,gelblich,olivgrünbisolivbraunoderschwarz.JenachHerstellungsverfahrensindsiebiszuTemperaturenvonrd.60°C,inSonderfällenauchbis120°Cbeständig.
BeiTemperaturenoberhalbderBeständigkeitsgrenzewerdendieChromatüberzügerissig,unddieKorrosions-beständigkeitdesÜberzugs,insbesonderedieWeißrostbeständigkeit,gehtdeutlichzurück.
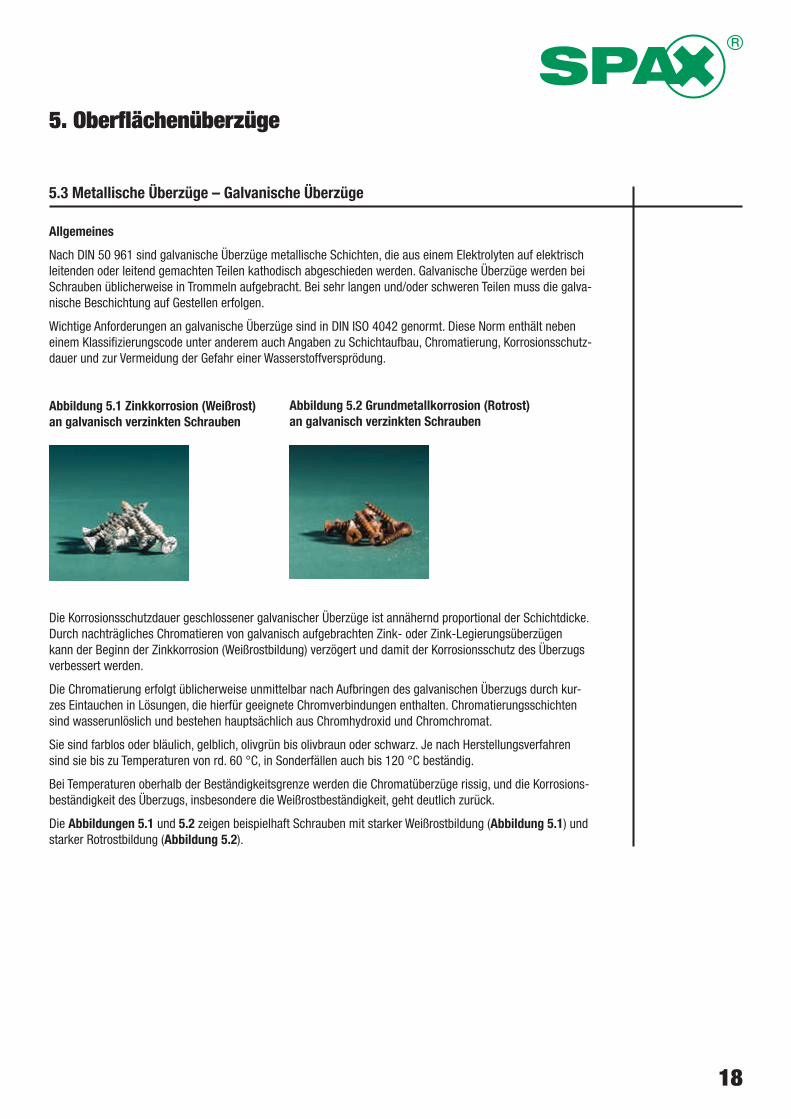
DieAbbildungen 5.1und5.2zeigenbeispielhaftSchraubenmitstarkerWeißrostbildung(Abbildung 5.1)undstarkerRotrostbildung(Abbildung 5.2).
Abbildung 5.1 Zinkkorrosion (Weißrost) an galvanisch verzinkten Schrauben
Abbildung 5.2 Grundmetallkorrosion (Rotrost) an galvanisch verzinkten Schrauben
5. Oberflächenüberzüge
5.3 Metallische Überzüge – Galvanische Überzüge
19
Zinküberzüge
Zinkkanngalvanischausalkalisch-cyanidischen,saurenundreinalkalischen(cyanidfreien)Elektrolytenabge-schiedenwerden.Alkalisch-cyanidischeZinkbäderbesitzeneineguteStreufähigkeitundeignensichdaherfürSchraubensehrgut.HeuteistdiesesVerfahrenjedochinsbesondereausUmweltschutzgründenrückläufig.
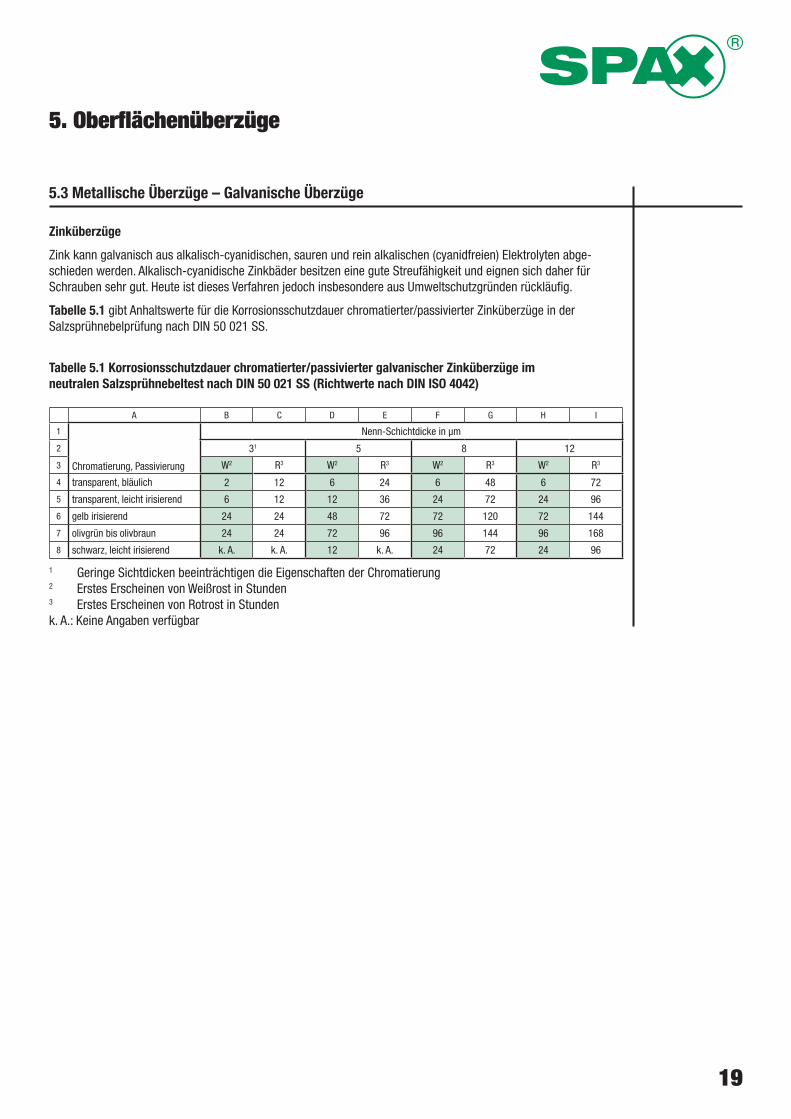
Tabelle 5.1gibtAnhaltswertefürdieKorrosionsschutzdauerchromatierter/passivierterZinküberzügeinderSalzsprühnebelprüfungnachDIN50021SS.
Tabelle 5.1 Korrosionsschutzdauer chromatierter/passivierter galvanischer Zinküberzüge im neutralen Salzsprühnebeltest nach DIN 50 021 SS (Richtwerte nach DIN ISO 4042)
A B C D E F G H I
1
Chromatierung,Passivierung
Nenn-Schichtdickeinµm
2 31 5 8 12
3 W2 R3 W2 R3 W2 R3 W2 R3
4 transparent,bläulich 2 12 6 24 6 48 6 72
5 transparent,leichtirisierend 6 12 12 36 24 72 24 96
6 gelbirisierend 24 24 48 72 72 120 72 144
7 olivgrünbisolivbraun 24 24 72 96 96 144 96 168
8 schwarz,leichtirisierend k.A. k.A. 12 k.A. 24 72 24 96
1 GeringeSichtdickenbeeinträchtigendieEigenschaftenderChromatierung 2 ErstesErscheinenvonWeißrostinStunden 3 ErstesErscheinenvonRotrostinStunden k.A.:KeineAngabenverfügbar
5. Oberflächenüberzüge
5.3 Metallische Überzüge – Galvanische Überzüge
20
Zink-Legierungsüberzüge
Zink-LegierungsüberzügebesitzengegenüberReinzinküberzügeninsbesondereeine erhöhteWeißrostbeständigkeit.
Zink-Nickel-LegierungsüberzügeausschwachsaurenElektrolytenhabenNickelanteilevon10-14%.DieÜber-zügewerdenüblicherweise–wiebeiReinzink-Überzügen–gelbchromatiert.Zn-Ni-ÜberzügeausalkalischenElektrolytenwerdenmitNickelgehaltenvonrd.9-15%abgeschieden.HiersindTransparent-,Gelb-oderSchwarzchromatierungenmöglich.Zn-Ni-ÜberzügekönnennachdemChromatierenzumZweckeeinerweite-renErhöhungderWeißrostbeständigkeitauchversiegeltwerden.
Zink-Kobalt-LegierungsüberzügebesitzenKobalt-Gehaltevonrd.1%.NacheinerSchwarzchromatierungbe-sitzendieseÜberzügeauchnacheinerTemperaturbelastungvon120°CnochguteBeständigkeitengegenüberWeißrostbildung.NebenSchwarzchromatierungensindauchGelb-,Oliv-oderBlauchromatierungenmöglich.
Zink-Eisen-LegierungsüberzügewerdenüblicherweiseauscyanidfreienalkalischenElektrolytenmitEisenge-haltenvonrd.0,4-0,6%abgeschieden.DerKorrosionsschutzvonZn-Fe-ÜberzügenistbesserimVergleichzuReinzink-Überzügen.AuchhieristfüreineerhöhteWeißrostbeständigkeiteinChromatierenerforderlich. EssindgelbeunddunkelgrauebisschwarzeChromatierungenmöglich.Zn-Fe-ÜberzügesindnurbedingtgeeignetfürTrommelware.
5. Oberflächenüberzüge
5.3 Metallische Überzüge – Galvanische Überzüge
21
Nickelüberzüge
GalvanischabgeschiedeneNickelüberzügehabenbeiausreichenderSchichtdickeeinehoheKorrosionsbestän-digkeitunddarüberhinauseinoptischansprechendesAussehen.NickelüberzügeaufStahlschraubenwirkengegenüberStahljedochkathodisch.
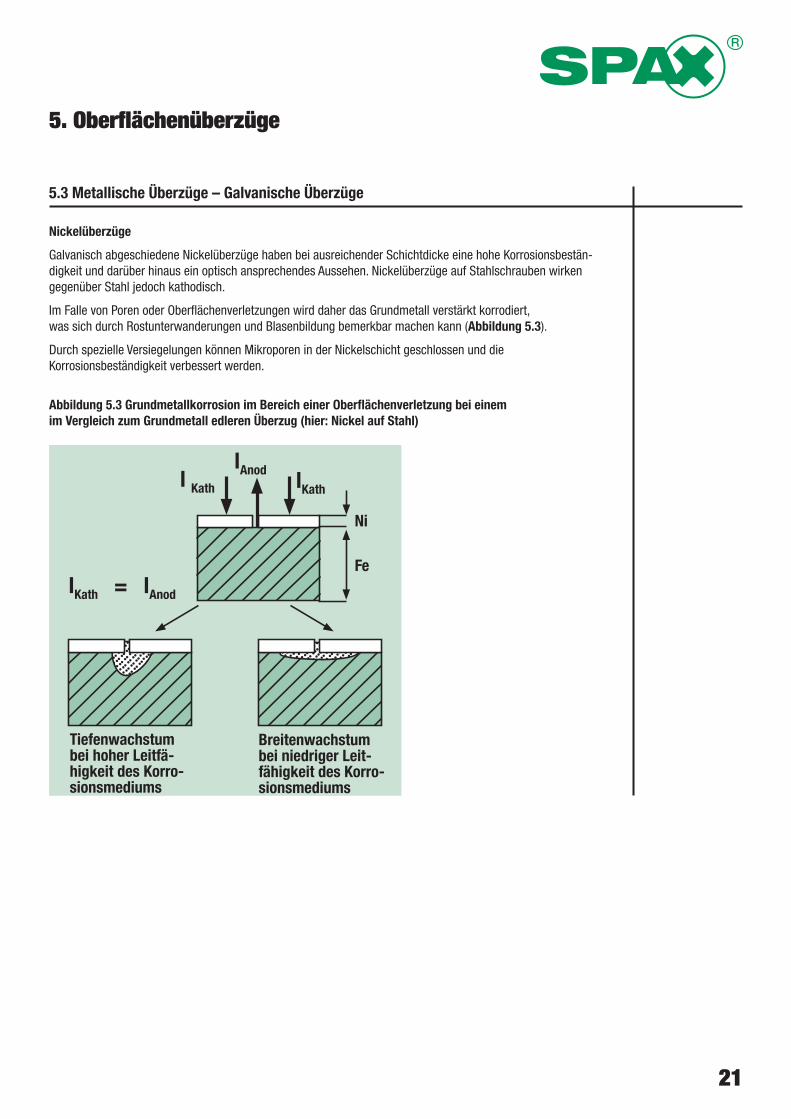
ImFallevonPorenoderOberflächenverletzungenwirddaherdasGrundmetallverstärktkorrodiert, wassichdurchRostunterwanderungenundBlasenbildungbemerkbarmachenkann(Abbildung 5.3).
DurchspezielleVersiegelungenkönnenMikroporeninderNickelschichtgeschlossenunddie Korrosionsbeständigkeitverbessertwerden.
Abbildung 5.3 Grundmetallkorrosion im Bereich einer Oberflächenverletzung bei einem im Vergleich zum Grundmetall edleren Überzug (hier: Nickel auf Stahl)
Tiefenwachstum bei hoher Leitfä-higkeit des Korro-sionsmediums
IKath = IAnod
IKath
IAnodI Kath
Breitenwachstum bei niedriger Leit-fähigkeit des Korro-sionsmediums
Ni
Fe
5. Oberflächenüberzüge
5.4 Metallische Überzüge – Nichtelektrolytisch aufgebrachte Zinklamellen-Überzüge
22
Allgemeines
NichtelektrolytischaufgebrachteZinklamellen-Überzügesindanorganischemetallische,silberfarbeneDünn-beschichtungen,derenSchichtdickenvonrd.5-15µmdenengalvanischerÜberzügeentsprechen.DieKorro-sionsbeständigkeitinderSalzsprühnebelprüfungnachDIN50021SSistbeigleichenSchichtdickendeutlichbesseralsbeigalvanischenÜberzügen(Tabelle 5.2).DieSicherstellungdesKorrosionsschutzeswirddurchmitBindersystemenvernetztelanggestreckteZink-undAluminiumlamellenerreicht.DasVernetzenselbsterfolgtdurcheinenEinbrennprozess.HierdurchwirdeineelektrischeLeitfähigkeitinnerhalbdesgesamtenÜberzugsundzumGrundmetallhergestelltunddamitderkathodischeSchutzdesGrundmetallsbewirkt.
EinbesondererVorteilnichtelektrolytischaufgebrachterZinklamellen-Überzügebestehtdarin,dassbeimeigentlichenBeschichtungsprozesskeinWasserstoffangebotvorhandenist.DahereignensichdieseÜberzügeinsbesonderefürwasserstoffversprödungsanfälligeeinsatzgehärteteundangelasseneVerbindungselemente.NichtelektrolytischaufgebrachteZinklamellen-ÜberzügebesitzenaucheineguteWasserstoffdurchlässigkeit,sodassselbstnacheineretwaigenWasserstoffaufnahmeimRahmenvonVorbehandlungenbeimEinbrennprozessderWasserstoffwiedereffundierenkann.DamitistdieWasserstoffversprödungsgefährdungaufeinMinimumreduziert.
Zinklamellen-ÜberzügewieDelta-ToneoderDacrometwerdenüblicherweiseimTauch-Schleuder-Verfahrenaufgebracht.BeimBeschichteninsbesonderevonkleinenSchraubenmitInnen-Kraft-angriffenistdahergroßeSorgfalterforderlich,dahierdieGefahrdes„Zulaufens“derKraftangriffebesondersgroßist.DieBeschich-tungsolcherTeilekannnurvonspeziellenBeschichternvorgenommenwerden,dieeinezweckentsprechendeAnlagentechnikbesitzen.
Delta -Tone
BeiDelta-TonewerdendieZink-undAluminiumlamellendurcheinanorganischesBindersystemaufTitanat-basisvernetzt.DasEinbrennenerfolgtbeiTemperaturenvon180-200°C.Durchzusätzlicheorganische,elektrischisolierendwirkendeBeschichtungen(sog.Topcoats)aufDelta-TonebestehtdieMöglichkeiteinerindividuellenFarbgebungund/odereinerVerminderungderGefahrvonKontaktkorrosion,z.B.inVerbindungmitBauteilenausAluminium-oderMagnesiumlegierungen.
Dacromet
BeiDacrometwerdendieZink-undAluminiumlamellendurcheinchromathaltigesBindersystemvernetzt. DasEinbrennenerfolgtbeiTemperaturenvon300-320°C.
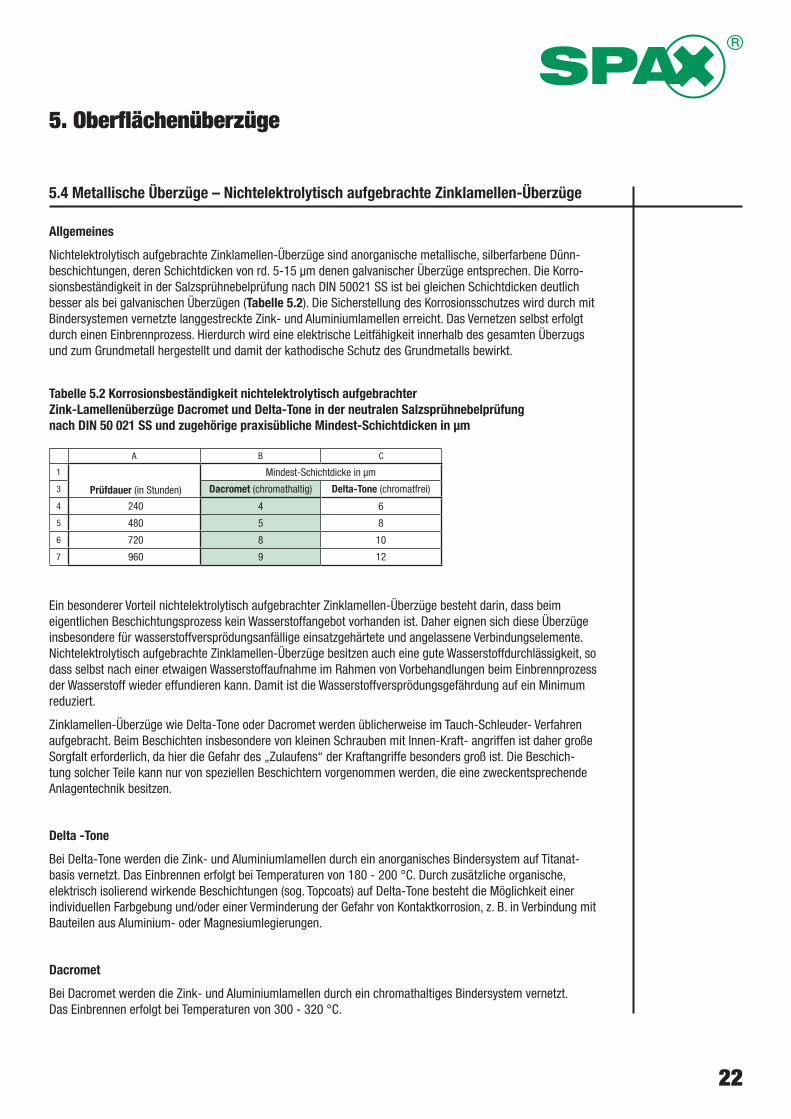
Tabelle 5.2 Korrosionsbeständigkeit nichtelektrolytisch aufgebrachter Zink-Lamellenüberzüge Dacromet und Delta-Tone in der neutralen Salzsprühnebelprüfung nach DIN 50 021 SS und zugehörige praxisübliche Mindest-Schichtdicken in µm
A B C
1
Prüfdauer(inStunden)
Mindest-Schichtdickeinµm
3 Dacromet(chromathaltig) Delta-Tone(chromatfrei)
4 240 4 6
5 480 5 8
6 720 8 10
7 960 9 12
5. Oberflächenüberzüge
5.5 Organische Überzüge
23
Versiegelungen
EineVersiegelungwirddurchEinbauvonorganischenpolymerenBestandteilenindienochfeuchteChroma-tierungvongalvanischenÜberzügenoderauchinPhosphatüberzügebewirkt.DasAufbringeneinerVersie-gelungerfolgtinFormwässrigerDispersionenunterschiedlicherKonzentrationdurchTauchenoderSpritzenundanschließendesTrocknenbeiTemperaturenvon60-70°C.HierdurchwirddieBildungvonZinkkorrosion(Weißrost)verzögertoderdieKorrosionsschutzdauerbeiphosphatiertenSchrauben(inGrenzen)erhöht.
Delta-Seal, Deltacoll, Poly-Seal, KTL etc.
DurchdasAufbringenorganischhochvernetzterBeschichtungenwieDelta-Seal,Deltacoll,Poly-Sealetc.oderauchdurchKTL(kathodischeTauchlackierungen)aufphosphatiertenStahlschraubenkanneinnurfürInnenrau-manwendungenausreichenderKorrosionsschutzerreichtwerden,dasolcheÜberzügealleinkeinekathodischeSchutzwirkungerzeugen.NacheinemTrocknungsprozessbeihöherenTemperaturen–ähnlichwiebeinicht-elektrolytischaufgebrachtenZinklamellen-Überzügen–entstehteinhaftfester,chemikalienresistenter,dünnerundporenfreier,nichtoderwenigelektrischleitenderÜberzugmitSchichtdickenzwischen5undrd.12µm.BeieinigenorganischenÜberzügenbestehtnebendenFarbenSilberoderSchwarzdieMöglichkeitindividuellerFarbgebung.DahersindsolcheÜberzügebesondersfürspezielledekorativeAnforderungengeeignet.
Duplex-Schichtsysteme
DurchorganischhochvernetzteDeckbeschichtungen(Top-coats)wieDelta-Seal,Deltacoll,Poly-Sealetc.oderauchdurchKTL(kathodischeTauchlackierungen)aufnichtelektrolytischaufgebrachtenZinklamellen-ÜberzügenoderaufgalvanischenÜberzügenentstehensogenannteDuplex-Schichtsysteme.DurchsolcheSchichtsyste-meisteineteilweisebedeutendeErhöhungderKorrosionsbeständigkeitimVergleichzumreinenBasisüber-zugmöglich.Duplex-Schichtsystemewerdenauchdorteingesetzt,wonebeneinemgutenKorrosionsschutzgleichzeitigdekorativeAnforderungenzuerfüllensind.DarüberhinausbietensiebeisachgerechterAufbringungderorganischenDeckbeschichtungaufgrundderelektrischenIsolationswirkungeinengutenSchutzgegenüberKontaktkorrosionbeimVerschraubenmitanderenMetallenodermetallischenÜberzügen.
OrganischeÜberzügewieDelta-Seal,Deltacoll,Poly-SealwerdenüblicherweiseimTauch-Schleuder-Verfahrenaufgebracht.BeimBeschichteninsbesonderevonkleinenSchraubenmitInnen-KraftangriffenistdahergroßeSorgfalterforderlich,dahierdieGefahrdes„Zulaufens“derKraftangriffebesondersgroßist.DieBeschich-tungsolcherTeilekannnurvonspeziellenBeschichternvorgenommenwerden,dieeinezweckentsprechendeAnlagentechnikbesitzen.

SPAX International GmbH & Co. KG