Industrie 4.0 Ziele – Konzepte - Potenziale · PDF filefordismus volvo produktionssystem...
74
Dresden, Oktober 2015 Fakultät Maschinenwesen · Professur für Technische Logistik Industrie 4.0 Ziele – Konzepte - Potenziale Prof. Dr.-Ing. habil. Michael Völker TU Dresden, Professur für Technische Logistik
Transcript of Industrie 4.0 Ziele – Konzepte - Potenziale · PDF filefordismus volvo produktionssystem...

Dresden, Oktober 2015
Fakultät Maschinenwesen · Professur für Technische Logistik
Industrie 4.0
Ziele – Konzepte - Potenziale
Prof. Dr.-Ing. habil. Michael Völker
TU Dresden, Professur für Technische Logistik

Michael Völker 2015Folie 2
1. Kurzer geschichtlicher Abriß zur Geschichte der Produktionsoptimierung
2. Industrie 4.0

Michael Völker 2015Folie 3
1. Kurzer geschichtlicher Abriß zur Geschichte der Produktionsoptimierung
2. Industrie 4.0

Michael Völker 2015
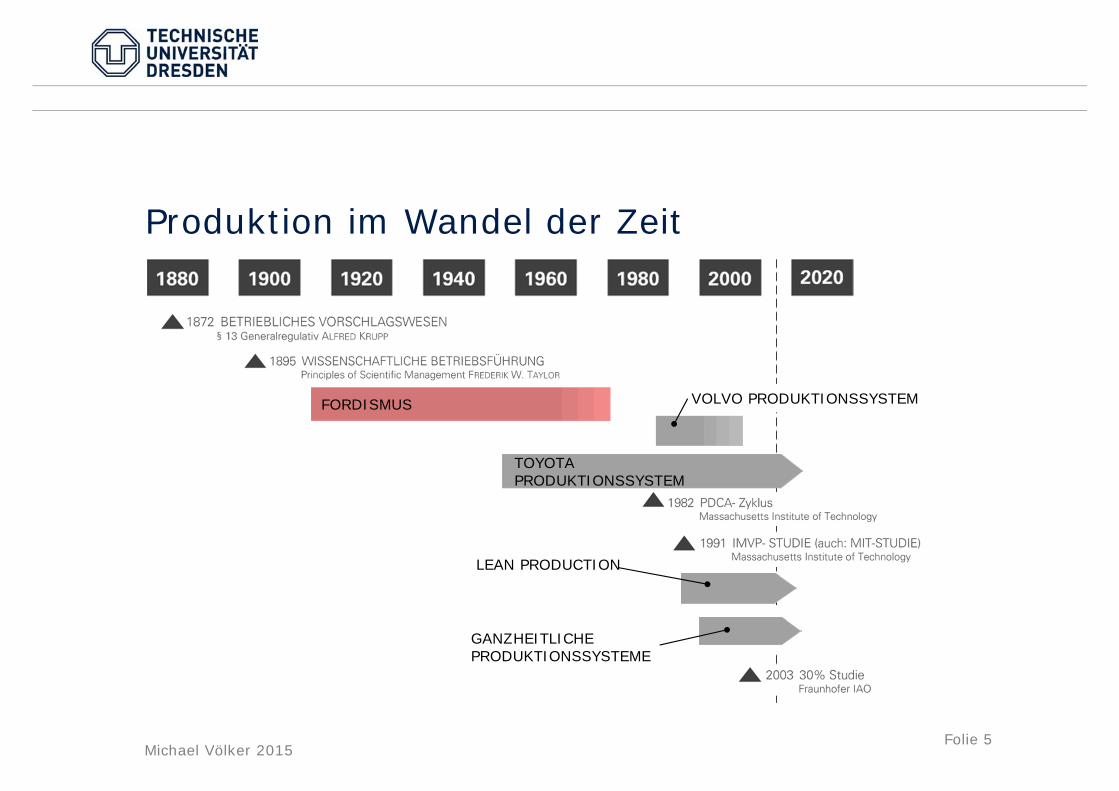
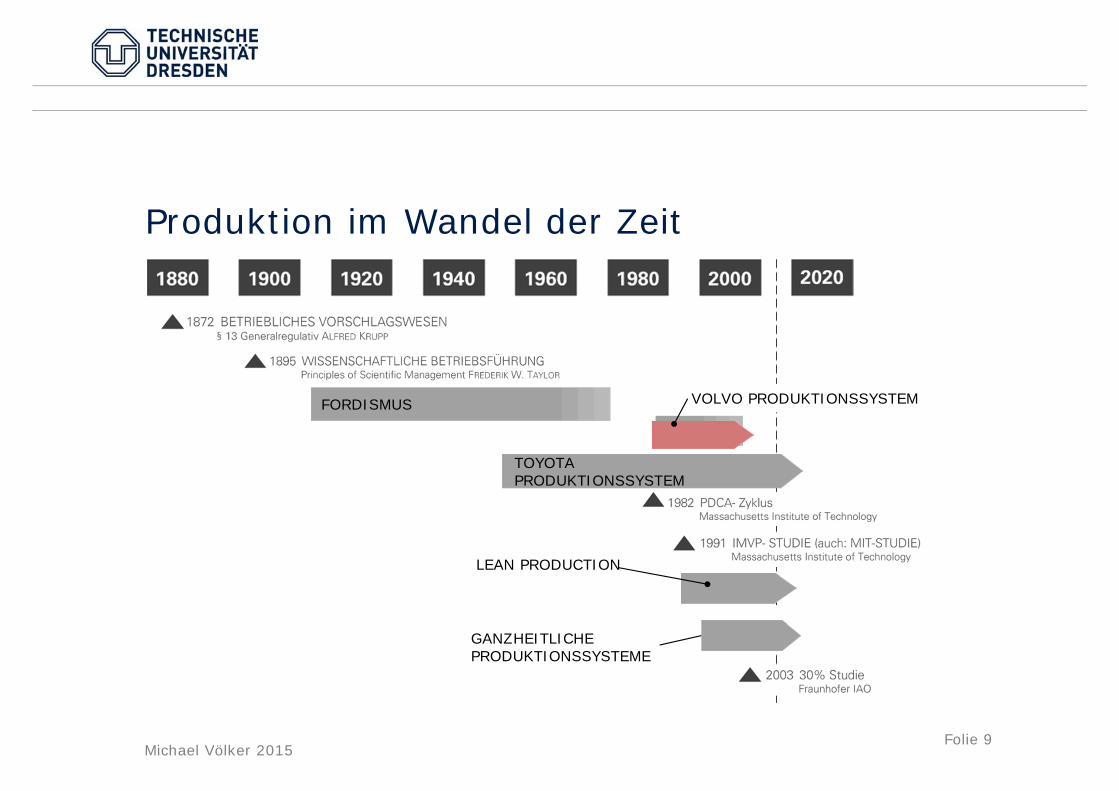
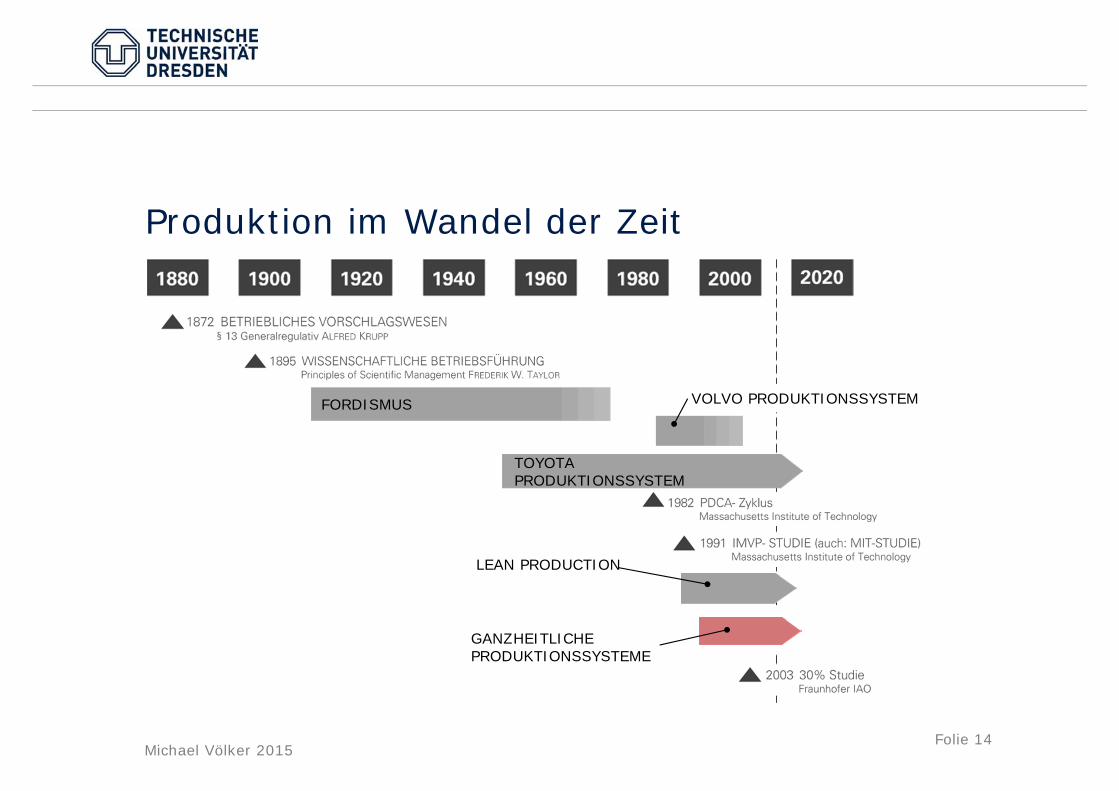
Produktion im Wandel der Zeit
FORDISMUS VOLVO PRODUKTIONSSYSTEM
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 4INDUSTRIE 4.0
Michael Völker 2015
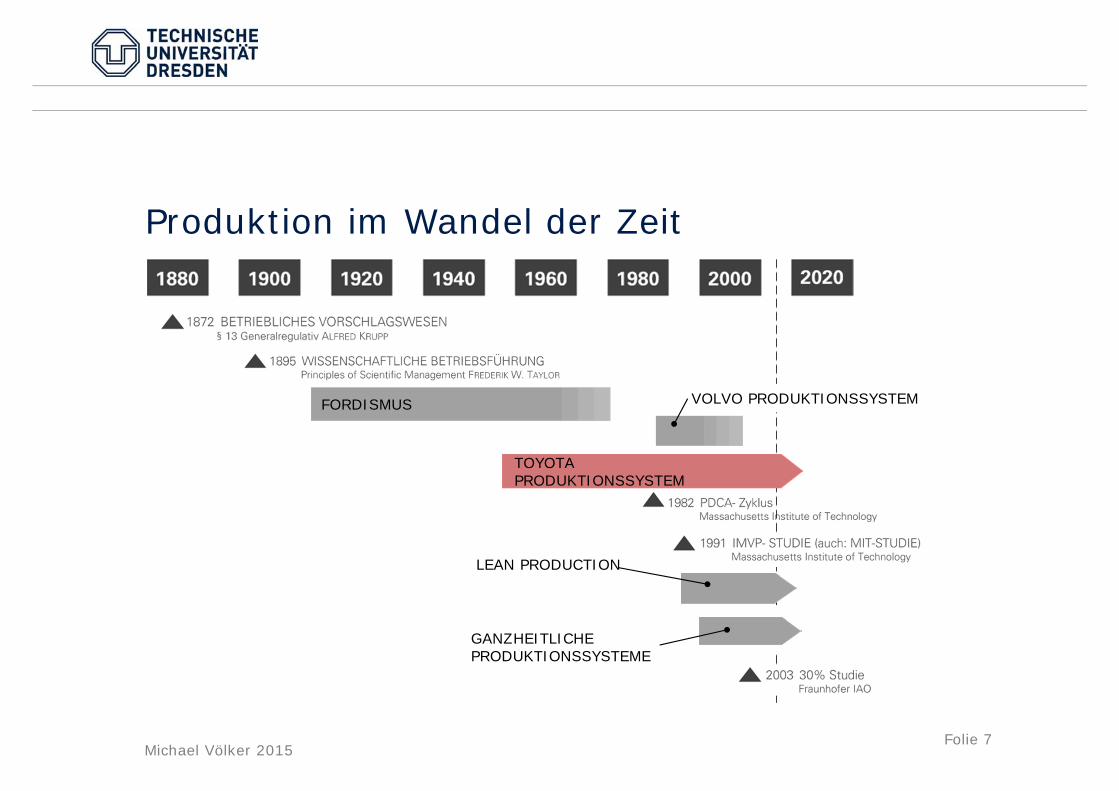
Produktion im Wandel der Zeit
FORDISMUS VOLVO PRODUKTIONSSYSTEM
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 5
Michael Völker 2015
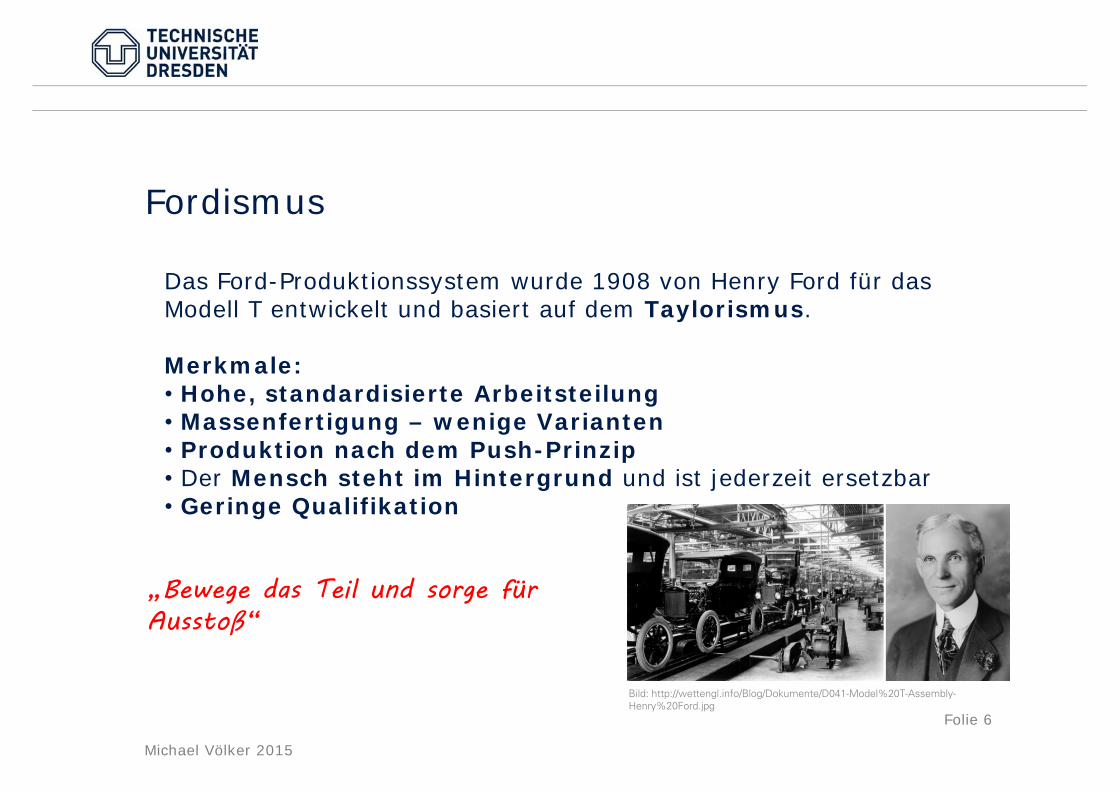
„Bewege das Teil und sorge für Ausstoß“
Fordismus
Bild: http://wettengl.info/Blog/Dokumente/D041-Model%20T-Assembly-Henry%20Ford.jpg
Folie 6
Das Ford-Produktionssystem wurde 1908 von Henry Ford für das Modell T entwickelt und basiert auf dem Taylorismus.
Merkmale:• Hohe, standardisierte Arbeitsteilung• Massenfertigung – wenige Varianten• Produktion nach dem Push-Prinzip• Der Mensch steht im Hintergrund und ist jederzeit ersetzbar• Geringe Qualifikation
Michael Völker 2015
Produktion im Wandel der Zeit
FORDISMUS VOLVO PRODUKTIONSSYSTEM
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 7

Michael Völker 2015
Das Toyota-Produktionssystem wurde nach dem 2. Weltkrieg in Japan entwickelt. Federführend waren Eiji Toyoda und Taiichi Ohno
Merkmale:• Produktion nach dem Pull-Prinzip• Der Mensch steht im Mittelpunkt• Kunden- und Prozessorientierte Fertigung• niedrige Bestände• Hohe Flexibilität• ständiger KVP
„Produziere nur fehlerfreie Teile“
Toyota-Produktionssystem
Bild: http://wettengl.info/Blog/Dokumente/D057-Ohno-Motomachi-MachineThatChangedTheWorld.jpg
Folie 8
Michael Völker 2015
Produktion im Wandel der Zeit
FORDISMUS VOLVO PRODUKTIONSSYSTEM
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 9
Michael Völker 2015
VOLVO PRODUKTIONSSYSTEM
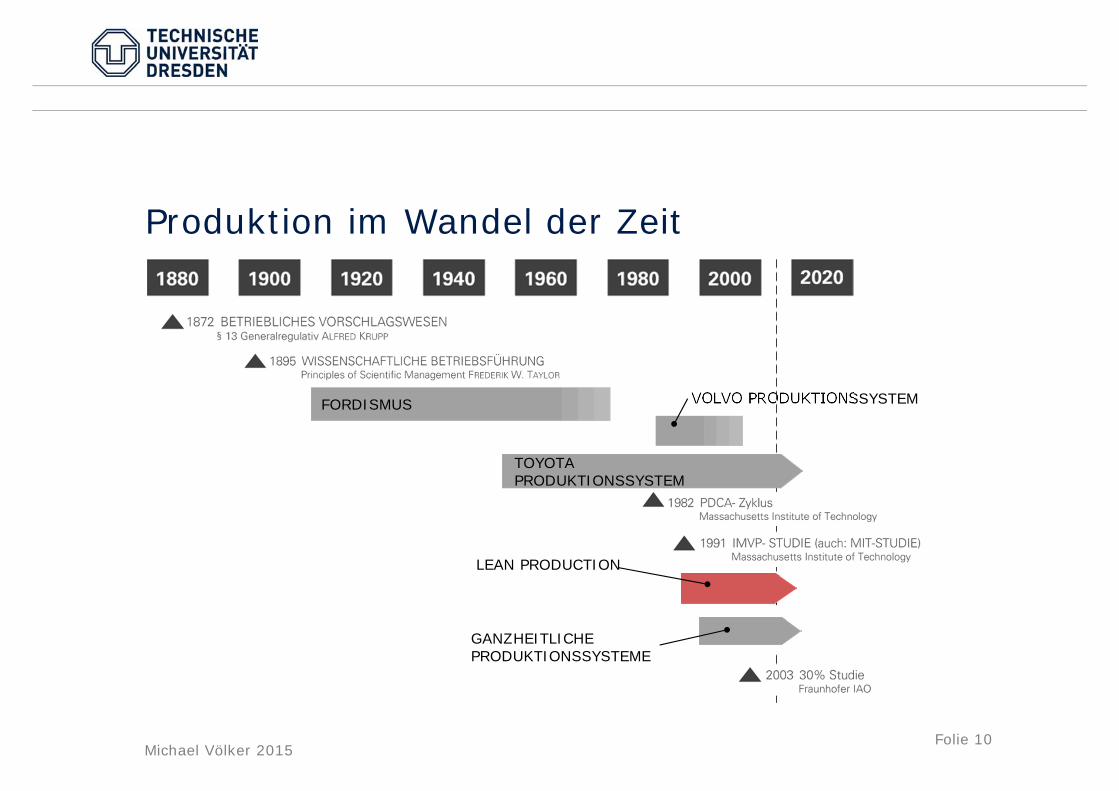
Produktion im Wandel der Zeit
FORDISMUS
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 10
Michael Völker 2015
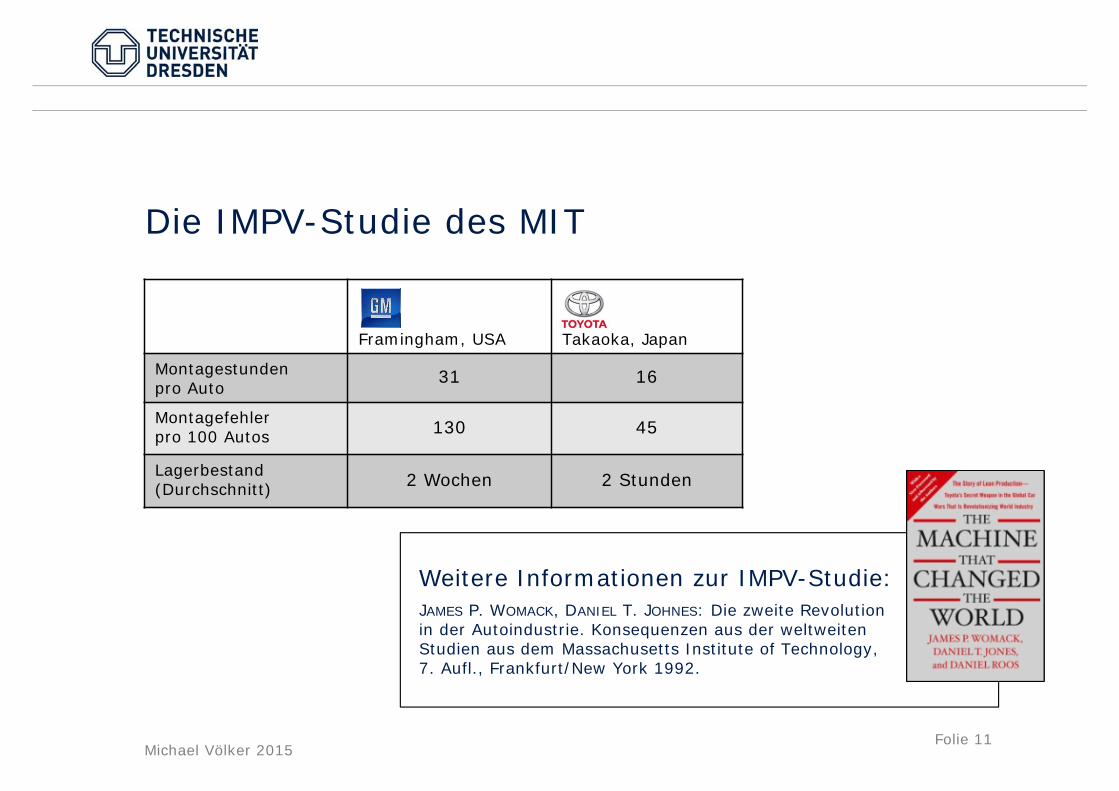
Die IMPV-Studie des MIT
Weitere Informationen zur IMPV-Studie:JAMES P. WOMACK, DANIEL T. JOHNES: Die zweite Revolution in der Autoindustrie. Konsequenzen aus der weltweiten Studien aus dem Massachusetts Institute of Technology, 7. Aufl., Frankfurt/New York 1992.
Framingham, USA Takaoka, Japan
Montagestundenpro Auto
31 16
Montagefehlerpro 100 Autos 130 45
Lagerbestand (Durchschnitt) 2 Wochen 2 Stunden
Folie 11
Michael Völker 2015
Die IMVP-Studie des MIT• Untersuchung in 90 Montagewerken und hunderten von
Zulieferbetrieben in den Jahren 1985-1991 unter Leitung von James P. Womack und Daniel T. Johnes (54 Experten in 15 Ländern!)
• Dabei wurde eine deutliche Überlegenheit der japanischen Methoden und Organisationsstrukturen festgestellt
• Der Abschlussbericht von Womack, Jones und Roos wurde in elf Sprachen übersetzt und mehr als 600.000 mal verkauft
Folie 12
Michael Völker 2015Folie 13
Der Spiegel 15/1991
Michael Völker 2015
Produktion im Wandel der Zeit
FORDISMUS VOLVO PRODUKTIONSSYSTEM
TOYOTA PRODUKTIONSSYSTEM
GANZHEITLICHE PRODUKTIONSSYSTEME
LEAN PRODUCTION
Folie 14
Michael Völker 2015
Ganzheitliche Produktionssysteme (GPS): Was ist neu?
GPS beinhalten keine neuen Management- oder Produktionsmethoden.
Das Innovative besteht vielmehr im strategischen und kombinierten Einsatz von Methoden zur Schaffung einesganzheitlichen, synchronen Produktionssystems!
Folie 15
Michael Völker 2015
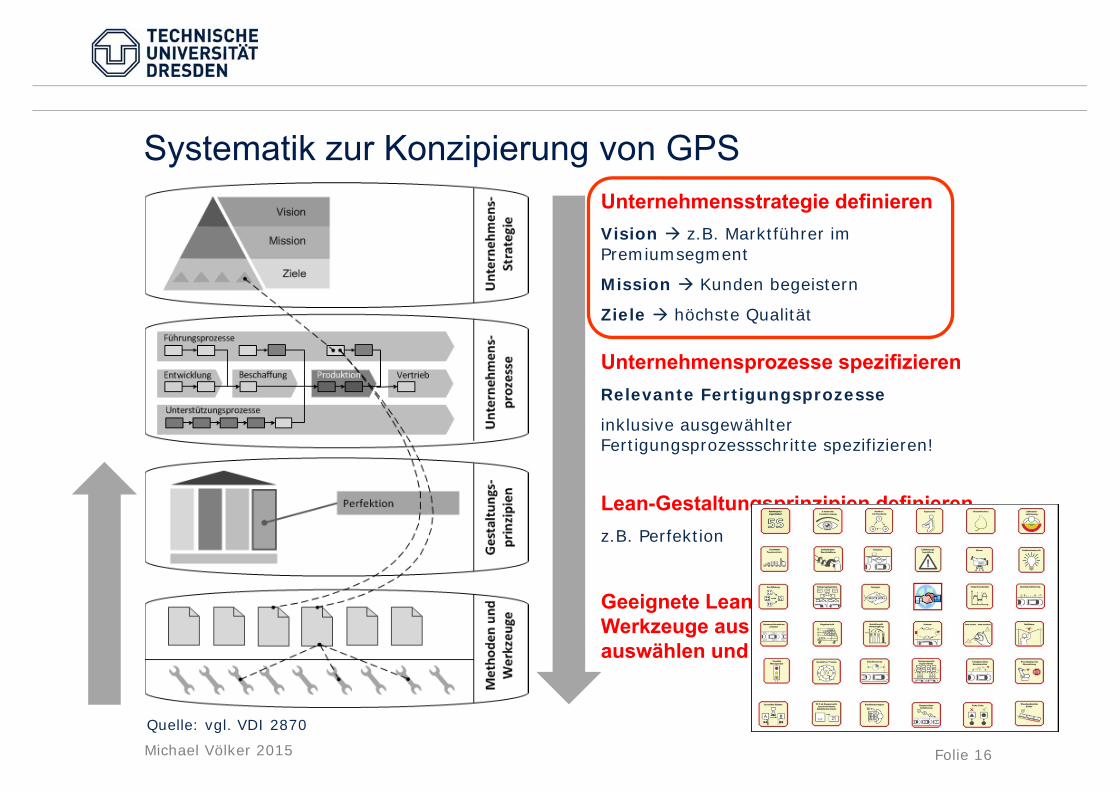
Quelle: vgl. VDI 2870
Unternehmensstrategie definierenVision z.B. Marktführer im Premiumsegment
Mission Kunden begeistern
Ziele höchste Qualität
Unternehmensprozesse spezifizierenRelevante Fertigungsprozesse
inklusive ausgewählter Fertigungsprozessschritte spezifizieren!
Lean-Gestaltungsprinzipien definierenz.B. Perfektion
Geeignete Lean-Methoden und –Werkzeuge aus dem „Baukasten“ auswählen und anwenden!
Folie 16
Systematik zur Konzipierung von GPS
Michael Völker 2015
Fazit: Eigentlich sind nun alle Modelle und Methoden vorhanden, um hocheffizient zu produzieren!
Dazu ein weiteres Industriebeispiel…
Michael Völker 2015Folie 18
Warum aber nicht? → Herausforderung Komplexität
Problem der hohen Komplexität mit vorhandenen Methoden und Modellen trotzdem nicht lösbar!
Diese nimmt jedoch noch stetig zu, da die kundenspezifische Produktvariantenvielfalt eineKernkompetenz der deutschen Wirtschaft ist!
Die Produktvariantenkombinationen können durchaus 7-stellige Bereiche annehmen!
Darüber hinaus werden permanent Sonderlösungenfür die Kunden konstruiert!

Michael Völker 2015Folie 19
Herausforderung Wandel → Geschwindigkeit nimmt zu!
Permanente Änderung
Kunden:• # Aufträge u.
Positionen/Kunde• DLZ
Güter:• Abmessungen• Gewichte• Gestalt• Oberfläche• ..
Sortimente:• #Artikel• Güterspektrum• ABC- und XYZ-
Gängigkeit• Saisonalität und Trends
Umfeld:• Material und
Rohstoffe• Politik, Vorgaben• normative Auflagen
Mitarbeiter:• Demographie• Umfeld• Bildung
Organisation:• Unternehmensstrukturen• Eigentumsverhältnisse• Werte und Regeln• Anreizsysteme
Markt und Strategie:• Produktlebenszyklen• Individualisierung• Wettbewerb• Kernkompetenz• Outsourcing• Liefer- vs. Abhollogistik
Flüsse:• Stufigkeit und Netze• Fertigungstiefe
Michael Völker 2015Folie 20
Lösung:
digitale Fabrik und Produktion
– ein Motiv und Treiber für die vierte industrielle Revolution!

Michael Völker 2015Folie 21
1. Kurzer geschichtlicher Abriß zur Geschichte der Produktionsoptimierung
2. Industrie 4.0
Michael Völker 2015Folie 22
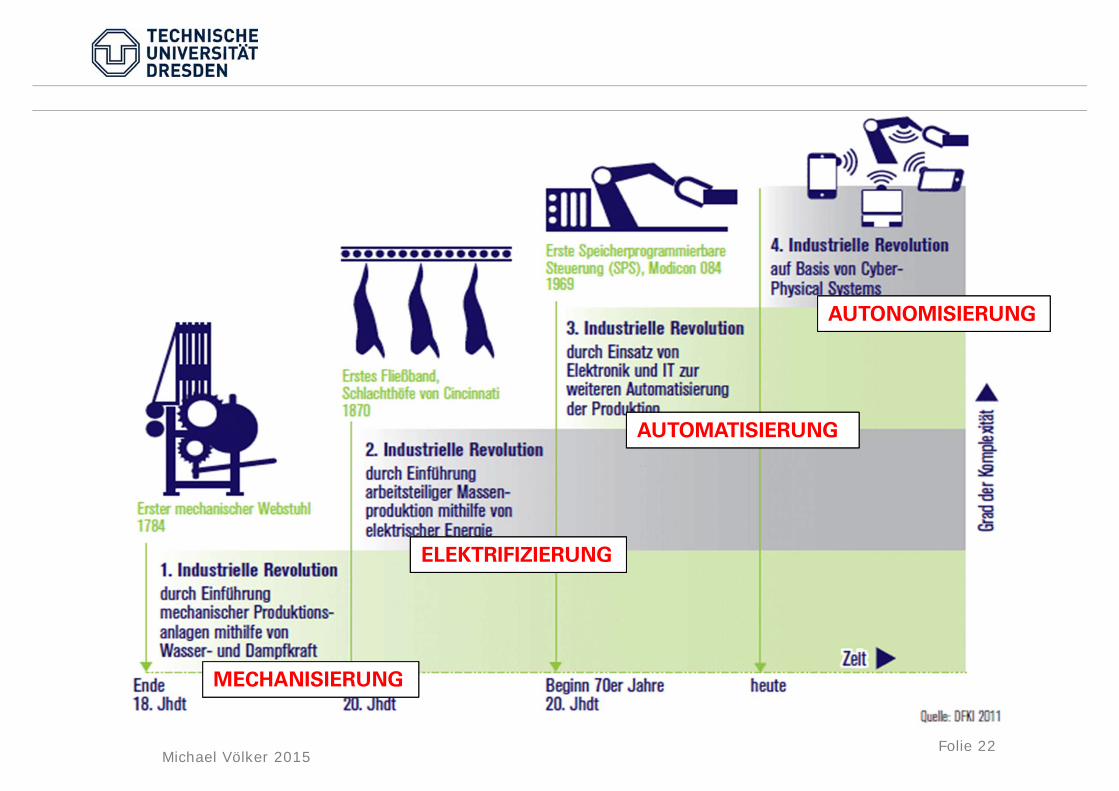
MECHANISIERUNG
ELEKTRIFIZIERUNG
AUTOMATISIERUNG
AUTONOMISIERUNG
Michael Völker 2015Folie 23
Kurzcharakterisierung:
Starke Vernetzung über alle
Unternehmensfunktionen (…und Unternehmen)
Cyber-Physische Systeme (CPS)
Dezentrale Steuerung
Intelligente Objekte steuern sich selbst

Michael Völker 2015Folie 24
Industrie 4.0 (… die vierte!) → “Autonomisierung“
…ist ein Zukunftsprojekt in der Hightech-Strategie derBundesregierung, mit dem die Informatisierung derklassischen Industrien, wie z.B. der Produktionstechnik,vorangetrieben werden soll.
Das Ziel ist die intelligente Fabrik (Smart Factory), die sichdurch Wandlungsfähigkeit, Ressourceneffizienz und Ergonomie…. auszeichnet.
Technologische Grundlage sind Cyber-physische Systemeund das Internet der Dinge.
In Anlehnung an WIKIPEDIA 15.10.2013
Michael Völker 2015Folie 25
Cyber Physical Systems
Der Einbau von eingebetteten Systemen…
(über 90 % aller Prozessoren arbeiten nicht in einem PC, sondern im Verborgenen als so genannte "Embedded Systems", wie etwa in Antiblockiersystemen im Automobil, in Maschinensteuerungen, in Telefonanlagen und medizinischen Geräten)
…in viele Alltagsgegenstände hat die Verbindung von realer -physischer - und virtueller (Cyber-) Welt hergestellt.
Vernetzte eingebettete Systeme - so genannte Cyber PhysicalSystems, CPS - verknüpfen Alltagsgegenstände mit intelligenten Steuerungsprozessen.
[Quelle: u.V.v. Bundesministerium für Bildung und Forschung sowie Deutsches Zentrum für Luft-und Raumfahrt e.V., Projektträger Softwaresysteme und Wissenstechnologien , 2015]
Michael Völker 2015Folie 26
Cyber Physical Systems
Die Vernetzung von CPS per Internet mit beliebigen anderen Computern wird als das "Internet der Dinge und Dienste"bezeichnet.
Industrie 4.0 ist somit ein Synonym für die Integration vonCPS in Fertigung und Distribution sowie der Einsatz des Internets der Dinge und Dienste in industriellen Prozessen.
[Quelle: u.V.v. Bundesministerium für Bildung und Forschung sowie Deutsches Zentrum für Luft-und Raumfahrt e.V., Projektträger Softwaresysteme und Wissenstechnologien , 2015]
Michael Völker 2015 Folie 27
Internet der Dinge….. beschreibt, dass der Computer zunehmend als Gerätverschwindet und durch „intelligente Gegenstände“ ersetztwird ….
…. bezeichnet die Verknüpfung eindeutig identifizierbarerphysischer Objekte … in einer Internet-ähnlichenStruktur…
Die automatische Identifikation mittels RFID wird oft alsGrundlage für das Internet der Dinge angesehen.
In Anlehnung an WIKIPEDIA 15.10.2013
Michael Völker 2015Folie 28
„…Entkomplexifizierung der Arbeit mit Maschinen …. …der Produktion!“
…. und weiter…
Frank Possel-Dölken(Direktor Manufacturing Systems, Phoenix Contact)
sagt zu den Zielstellungen von Industrie 4.0:
Frank Possel-Dölken, Direktor Manufacturing Systems, Phoenix Contact[Technikreport, 9/14, Seite 12-13, WEKA-Verlag Wien 2014]
Ausgewählte Statements zu I 4.0:
Michael Völker 2015Folie 29
„Das Thema I 4.0 bekommt in der Öffentlichkeit zunehmend den Charakter einer Prophezeiung“
„Als Folge bekommt I 4.0 einen religiösen“ Charakter –es gibt „Gläubige“ und „Ungläubige“ “
„… vermisse ich konkrete Aussagen zum eigentlichen Problem im Unternehmensalltag“ … „es fehlen klare Ursache-Wirkungs-Zusammenhänge“
-> … Ist es aber nicht genau andersrum? (der Autor) Frank Possel-Dölken, Direktor Manufacturing Systems, Phoenix Contact[Technikreport, 9/14, Seite 12-13, WEKA-Verlag Wien 2014]
„Ziel ist es, komplexe Produktionstechnologien und Maschinen in der Bedienung soweit zu vereinfachen, dass auch Menschen mit niedrigen Qualifikationsniveau in einer Produktion in Hochlohnländern eine Chance haben!“
Michael Völker 2015Folie 30
Prof. Dr.-Ing. Martin Schmauder (Professur für Arbeitswissenschaft)
„Industrie 4.0 – der Anfang der menschenleeren Fabrik?“
Geht nun alles von selbst, weil die Cyber-Physischen-Systeme untereinander kommunizieren? Gibt es eine menschenleere Fabrik, arbeiten Menschen mit Robotern eng zusammen oder gibt es nur noch Überwachungstätigkeiten?
Welche Belastungen der Beschäftigten ergeben sich und welche Kompetenzen zum Umgang mit diesen Systemen sind hier notwendig?
Forum für Technische Logistik und Arbeitssysteme am 05.Februar 2015 im Dresdner Hygienemuseum.
Michael Völker 2015Folie 31
Glauben Sie, dass der Fortschritt der Technik das Leben immer einfacher oder schwieriger macht?
41 % einfacher!
Glauben Sie, dass die Technik ein Segen oder Fluch für die Menschheit ist?
47 % ein Segen!
… und wie sieht das die Bevölkerung?
Michael Völker 2015
These:
Industrie 4.0 ist keine spezielle „Erfindung“ der Industrie oder Politik sondern nur die logische Folge der Entwicklung in der Kommunikationstechnik
Die meisten Unternehmen haben jedoch nicht einmal die 3. Industrielle Revolution vollständig bewältig!
Michael Völker 2015
These:
Gibt es eine allgemeingültige Roadmap für I 4.0?
Nein!
Bestenfalls existieren „Kernelemente und Kernbotschaften“ als Orientierung, aber ohne „Reihenfolgeanspruch“!
Michael Völker 2015Folie 34
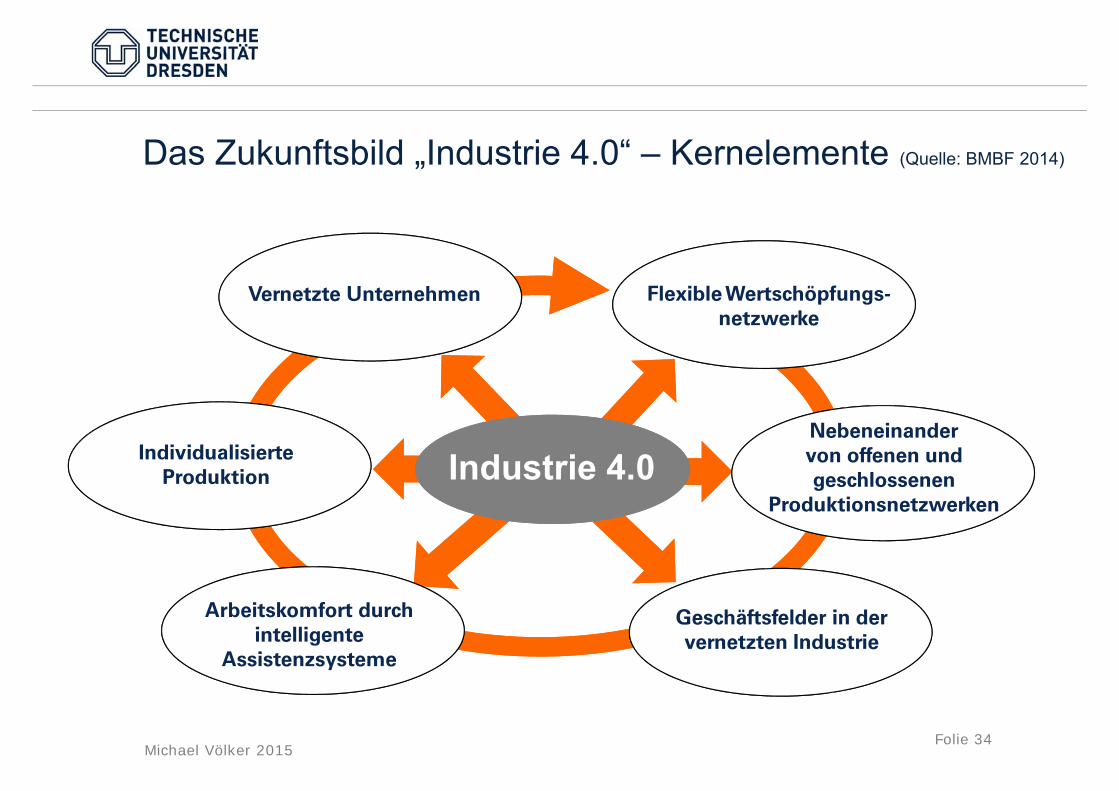
Das Zukunftsbild „Industrie 4.0“ – Kernelemente (Quelle: BMBF 2014)
Individualisierte Produktion
Vernetzte Unternehmen Flexible Wertschöpfungs-netzwerke
Nebeneinander von offenen und geschlossenen
Produktionsnetzwerken
Arbeitskomfort durch intelligente
Assistenzsysteme
Geschäftsfelder in der vernetzten Industrie
Industrie 4.0
Michael Völker 2015Folie 35
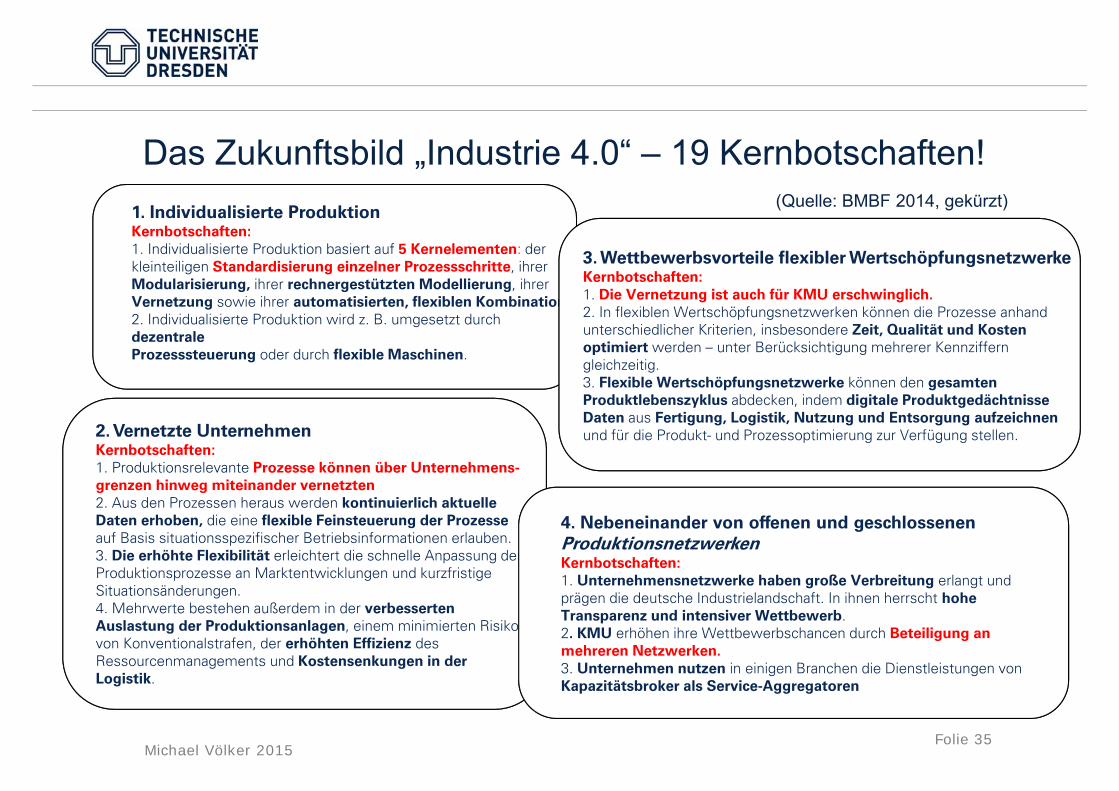
Das Zukunftsbild „Industrie 4.0“ – 19 Kernbotschaften! (Quelle: BMBF 2014, gekürzt)
1. Individualisierte ProduktionKernbotschaften:1. Individualisierte Produktion basiert auf 5 Kernelementen: der kleinteiligen Standardisierung einzelner Prozessschritte, ihrer Modularisierung, ihrer rechnergestützten Modellierung, ihrer Vernetzung sowie ihrer automatisierten, flexiblen Kombination.2. Individualisierte Produktion wird z. B. umgesetzt durch dezentraleProzesssteuerung oder durch flexible Maschinen.
2. Vernetzte UnternehmenKernbotschaften:1. Produktionsrelevante Prozesse können über Unternehmens-grenzen hinweg miteinander vernetzten2. Aus den Prozessen heraus werden kontinuierlich aktuelle Daten erhoben, die eine flexible Feinsteuerung der Prozesse auf Basis situationsspezifischer Betriebsinformationen erlauben.3. Die erhöhte Flexibilität erleichtert die schnelle Anpassung der Produktionsprozesse an Marktentwicklungen und kurzfristige Situationsänderungen.4. Mehrwerte bestehen außerdem in der verbesserten Auslastung der Produktionsanlagen, einem minimierten Risiko von Konventionalstrafen, der erhöhten Effizienz des Ressourcenmanagements und Kostensenkungen in der Logistik.
3. Wettbewerbsvorteile flexibler WertschöpfungsnetzwerkeKernbotschaften:1. Die Vernetzung ist auch für KMU erschwinglich. 2. In flexiblen Wertschöpfungsnetzwerken können die Prozesse anhand unterschiedlicher Kriterien, insbesondere Zeit, Qualität und Kosten optimiert werden – unter Berücksichtigung mehrerer Kennziffern gleichzeitig. 3. Flexible Wertschöpfungsnetzwerke können den gesamten Produktlebenszyklus abdecken, indem digitale Produktgedächtnisse Daten aus Fertigung, Logistik, Nutzung und Entsorgung aufzeichnen und für die Produkt- und Prozessoptimierung zur Verfügung stellen.
4. Nebeneinander von offenen und geschlossenen ProduktionsnetzwerkenKernbotschaften:1. Unternehmensnetzwerke haben große Verbreitung erlangt und prägen die deutsche Industrielandschaft. In ihnen herrscht hohe Transparenz und intensiver Wettbewerb.2. KMU erhöhen ihre Wettbewerbschancen durch Beteiligung an mehreren Netzwerken.3. Unternehmen nutzen in einigen Branchen die Dienstleistungen von Kapazitätsbroker als Service-Aggregatoren
Michael Völker 2015Folie 36
5. Arbeitskomfort durch intelligente AssistenzsystemeKernbotschaften:1. CPS als Grundlage der Vernetzung von Produktionsprozessen und der Entwicklung „intelligenter“ Maschinen bringen den Mitarbeitern in der Industrie viele Vorteile. Viele Arbeitsprozesse werden leichter und effizienter. Lernprozesse können situationsgerecht erfolgen.2. Von Assistenzfunktionen profitieren gerade ältere Arbeitnehmer,deren Anteil an den Industriebeschäftigten zunimmt. Die Flexibilität der Prozesse trägt wesentlich zu einer besseren Vereinbarkeit von Familie und Beruf bei.3. Die Mitarbeiter unterschiedlicher Kompetenzbereiche im Unternehmen interagieren im Alltag stärker miteinander, der Wissensaustausch ist intensiv, nicht zuletzt weil die jeweilige Expertise für die kundenfreundliche Gestaltung des Produkt-lebenszyklus wichtig ist.4. Im Wettbewerb um Fachkräfte bieten die Unternehmen ihren Mitarbeitern viele Vorteile, darunter umweltfreundliche Fabriken in Siedlungsnähe, Beteiligung an dezentral in der Fabrik erzeugter Energie oder Weiterbildungsmöglichkeiten.
6. Geschäftsfelder in der vernetzten IndustrieKernbotschaften:1. Die Automatisierungsdividende wird vor allem genutzt, um Mitarbeiterstärker in der Kundenintegration einzusetzen.2. Die vernetzte Industrie schafft viele neue Geschäftsmöglichkeiten –zum einen durch individualisierte Produkte und Angebote, die sich überden gesamten Produktlebenszyklus bis zur Entsorgung erstrecken, zumanderen für die Anbieter von Produktionstechnologien, inklusive Software-und Sicherheitsindustrie.3. Industrie 4.0 begründet neue Leitmärkte für deutsche Exportunternehmen im Maschinen- und Anlagenbau.
Das Zukunftsbild „Industrie 4.0“ – 19 Kernbotschaften (Quelle: BMBF 2014, gekürzt)
Michael Völker 2015Folie 37
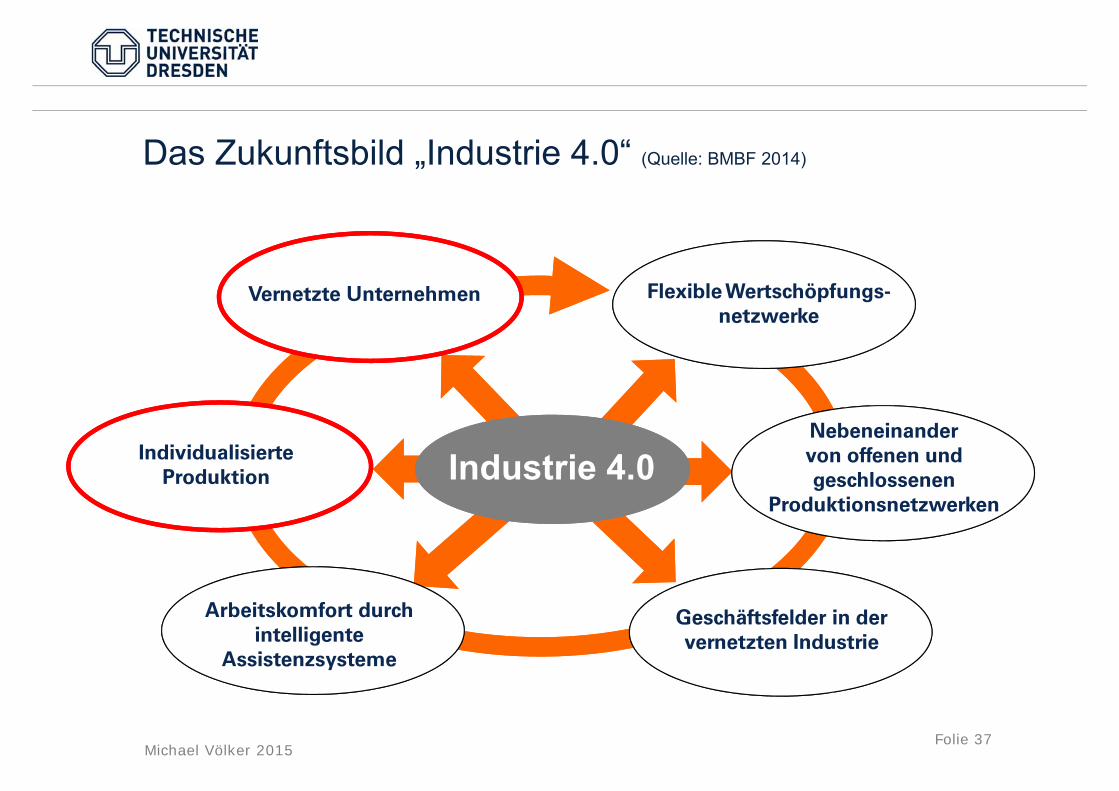
Das Zukunftsbild „Industrie 4.0“ (Quelle: BMBF 2014)
Individualisierte Produktion
Vernetzte Unternehmen Flexible Wertschöpfungs-netzwerke
Nebeneinander von offenen und geschlossenen
Produktionsnetzwerken
Arbeitskomfort durch intelligente
Assistenzsysteme
Geschäftsfelder in der vernetzten Industrie
Industrie 4.0
Michael Völker 2015Folie 38
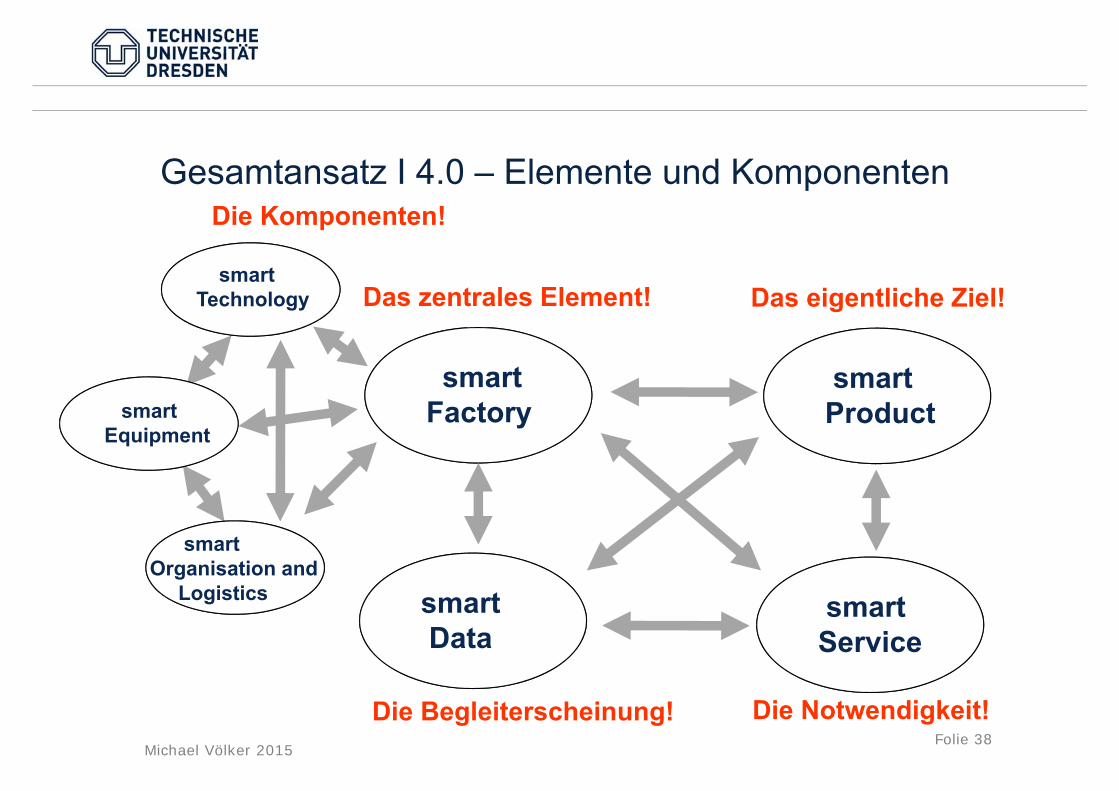
Gesamtansatz I 4.0 – Elemente und Komponenten
smartFactory
smartProduct
smartData
smartService
smartTechnology
smartEquipment
smartOrganisation and
Logistics
Die Komponenten!
Das zentrales Element! Das eigentliche Ziel!
Die Begleiterscheinung! Die Notwendigkeit!
Michael Völker 2015Folie 39
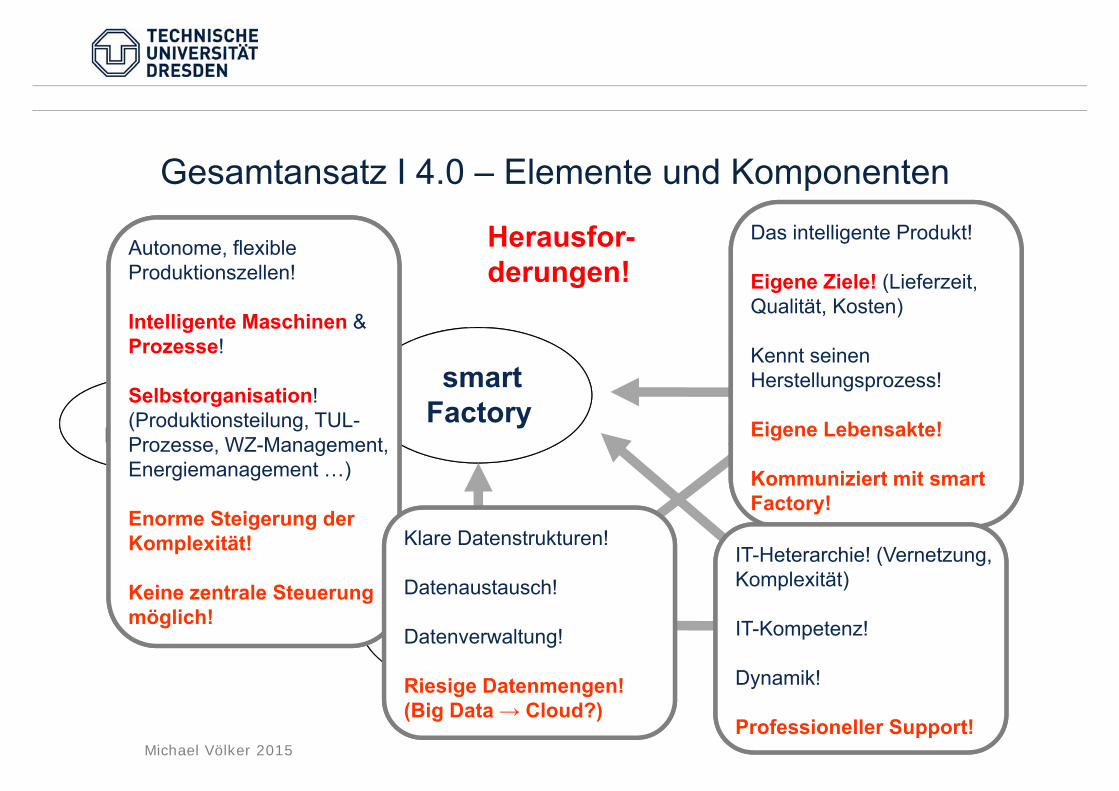
Gesamtansatz I 4.0 – Elemente und Komponenten
smartFactory
smartProduct
smartData
smartService
smartTechnology
smartEquipment
smartOrganisation and
Logistics
Autonome, flexible Produktionszellen!
Intelligente Maschinen & Prozesse!
Selbstorganisation!(Produktionsteilung, TUL-Prozesse, WZ-Management, Energiemanagement …)
Enorme Steigerung der Komplexität!
Keine zentrale Steuerung möglich!
Das intelligente Produkt!
Eigene Ziele! (Lieferzeit, Qualität, Kosten)
Kennt seinen Herstellungsprozess!
Eigene Lebensakte!
Kommuniziert mit smart Factory!
Klare Datenstrukturen!
Datenaustausch!
Datenverwaltung!
Riesige Datenmengen! (Big Data → Cloud?)
IT-Heterarchie! (Vernetzung, Komplexität)
IT-Kompetenz!
Dynamik!
Professioneller Support!
Herausfor-derungen!
Michael Völker 2015Folie 40
Ein weiteres Beispiel aus der Produktion zeigt, dass schon bei einfachen Produkten enorme Herausforderungen bestehen:
Michael Völker 2015Folie 41
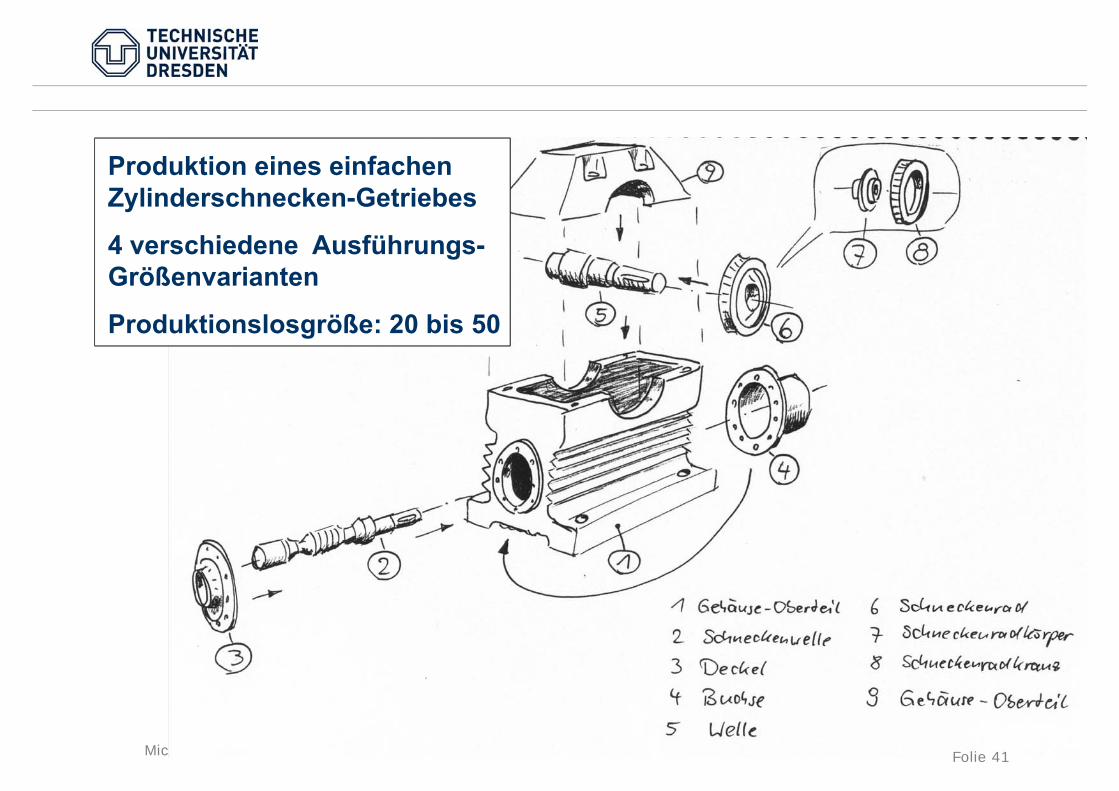
Produktion eines einfachen Zylinderschnecken-Getriebes
4 verschiedene Ausführungs-Größenvarianten
Produktionslosgröße: 20 bis 50
Folie 41
Michael Völker 2015 Folie 42
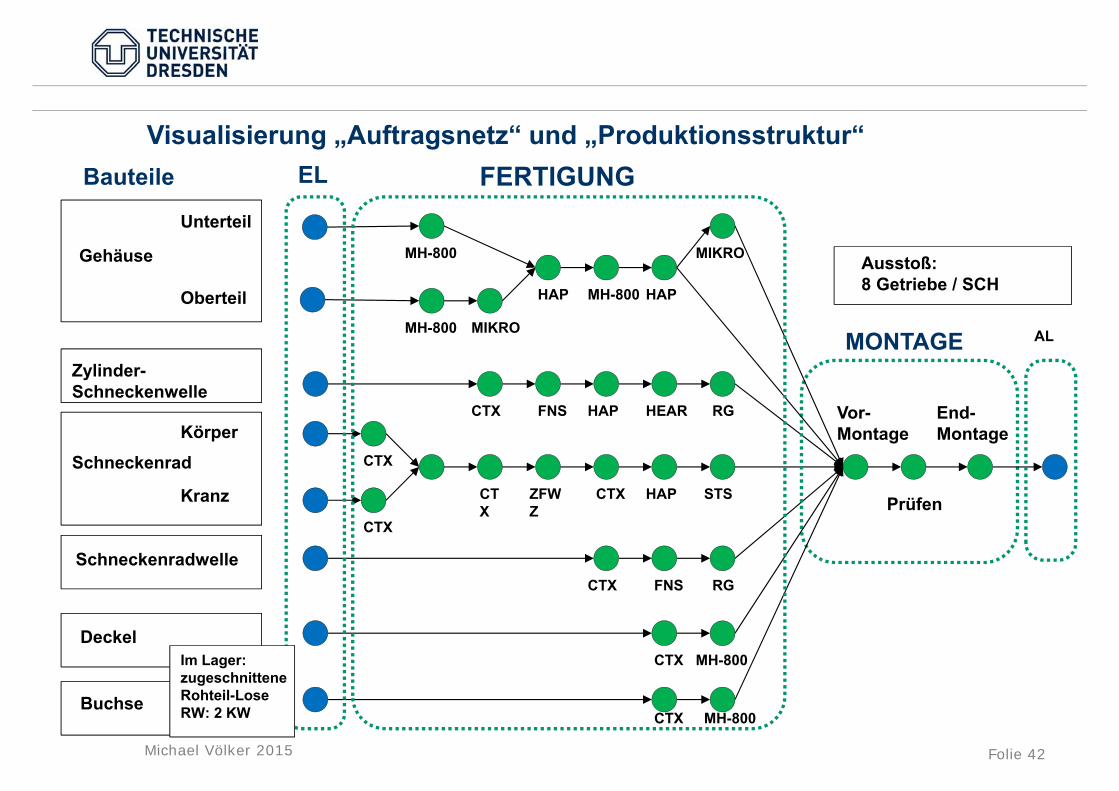
Visualisierung „Auftragsnetz“ und „Produktionsstruktur“
End-Montage
Prüfen
Vor-Montage
Gehäuse
MONTAGE
Schneckenrad
Schneckenradwelle
Deckel
Buchse
Unterteil
Oberteil
AL
Körper
Kranz
EL FERTIGUNG
MH-800
MH-800
MH-800
MH-800
MH-800
HAP HAP
HAP
MIKRO
MIKRO
CTX
CTX
CTX
CTX
CTX
CTX
CTX
CTX
FNS
FNS RG
HAP
HEAR RG
STSZFWZ
Getriebe 10.U-O.XXXDurchsatz: 4.000 Stck /aØ nL = 20 ; Ø zL = 200 / a
DLZ = Ø 1-2 Monateca. 30 Lose parall. i. System
Im Lager:zugeschnittene Rohteil-Lose RW: 2 KW
Ausstoß:8 Getriebe / SCH
Zylinder-Schneckenwelle
Bauteile
Michael Völker 2015Folie 43
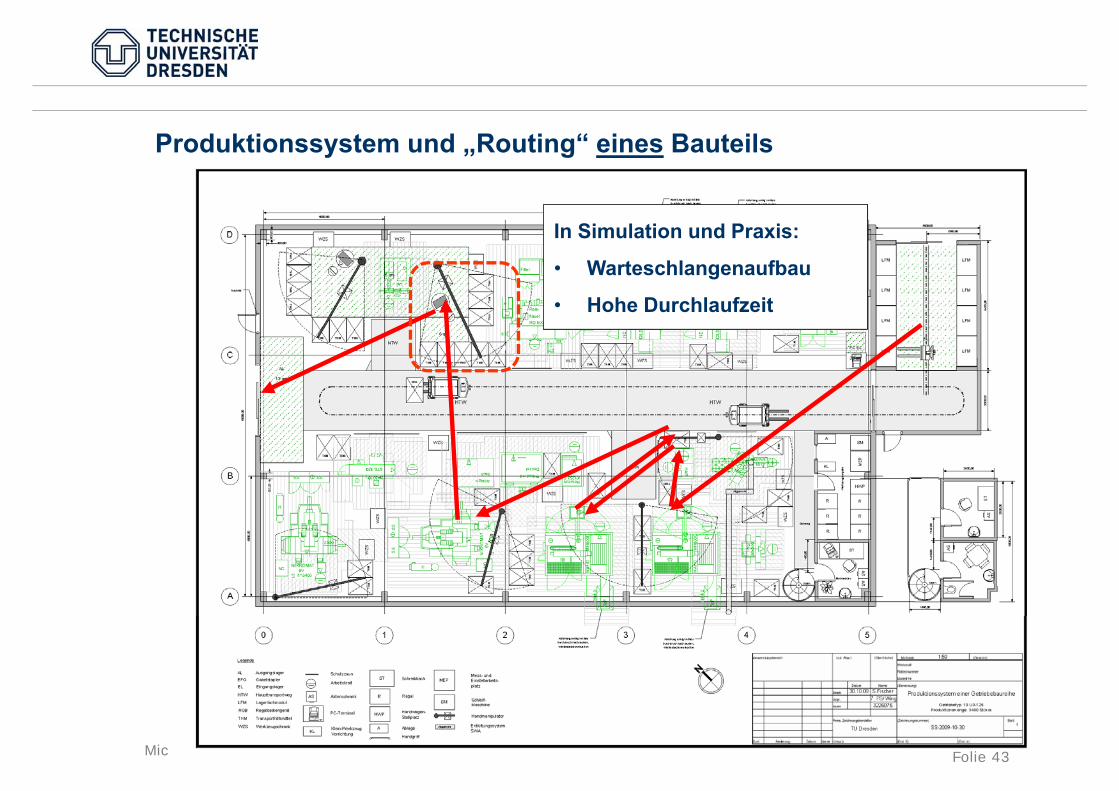
Produktionssystem und „Routing“ eines Bauteils
Folie 43
In Simulation und Praxis:
• Warteschlangenaufbau
• Hohe Durchlaufzeit
Michael Völker 2015Folie 44
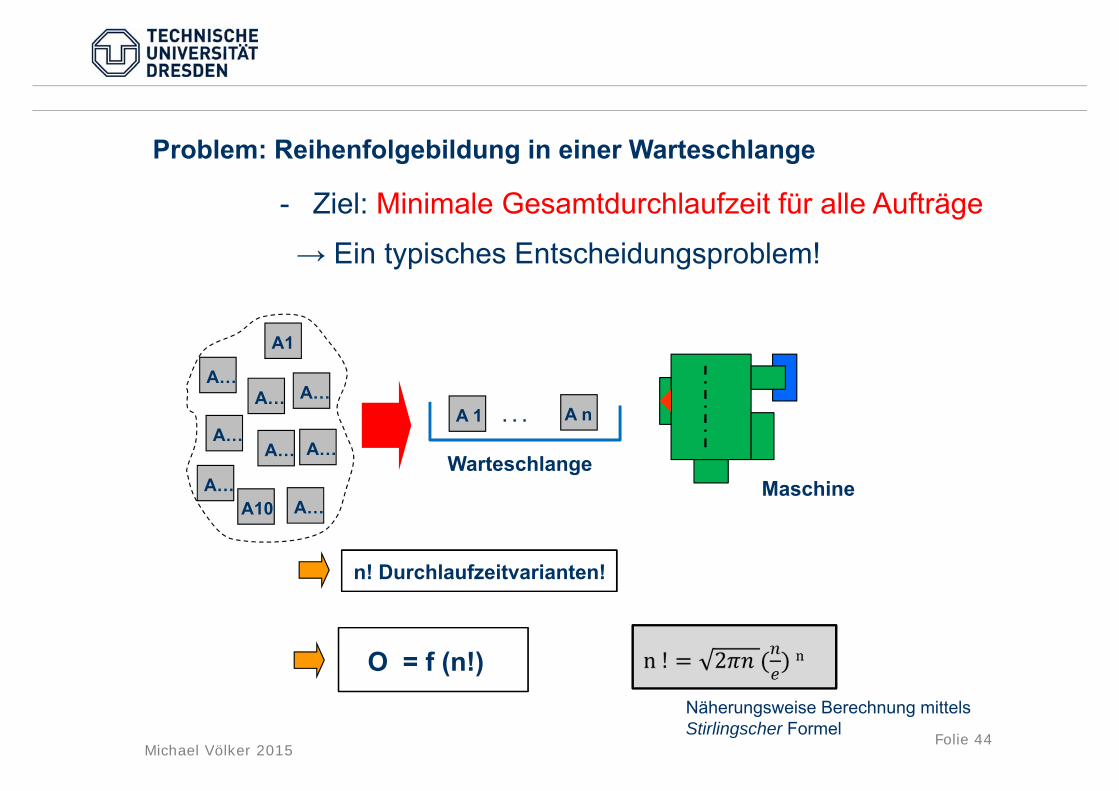
Problem: Reihenfolgebildung in einer Warteschlange
- Ziel: Minimale Gesamtdurchlaufzeit für alle Aufträge
n! Durchlaufzeitvarianten!
O = f (n!)Näherungsweise Berechnung mittels Stirlingscher Formel
A1
A…
A10
A…
A…A…
A…A…
A…
A…A nA 1 . . .
WarteschlangeMaschine
→ Ein typisches Entscheidungsproblem!
Michael Völker 2015Folie 45
Beispiel Reihenfolgebildung in einer Warteschlange
Für 10 Aufträge: 3,6 Mio. EOP (Enumerations-Operationen)
Für 20 Aufträge: 2,4 * 1018 EOP
Für 20 Aufträge über 6 Maschinen in Folge: 2,4 * 1036 EOP !!!
→ Aber: die schnellsten Rechner leisten weltweit 1015 FLOPS
Lösung:
- Einsatz zeitdiskreter Dispatching-Regeln:
Effizient aber uneffektiv!
- Konzipierung von Meta-Heuristiken (GA, Schwarmintelligenz …): Effektiver aber uneffizienter!
Michael Völker 2015Folie 46
Dazu zwei reale Lösungsansätze
Beispiel „Dispatching-Algorithmen“
Michael Völker 2015Folie 47
Beispiel „Meta-Heuristik“
Michael Völker 2015Folie 48
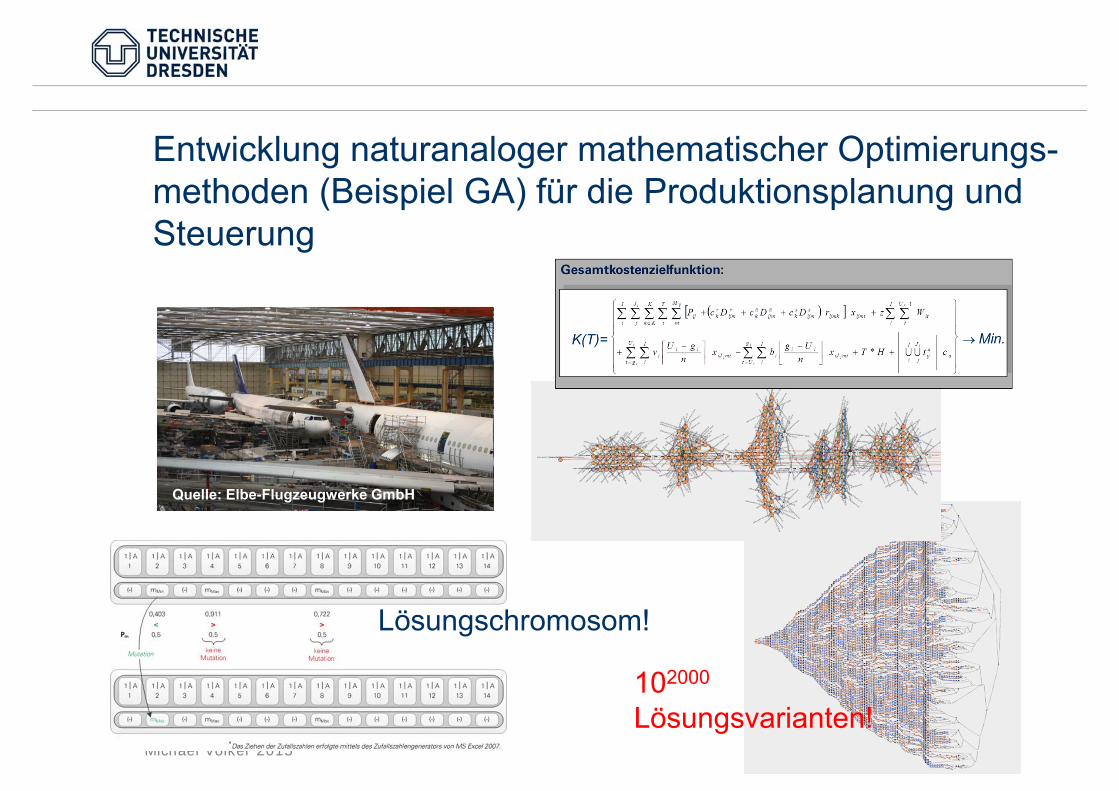
102000
Lösungsvarianten!
Lösungschromosom!
Entwicklung naturanaloger mathematischer Optimierungs-methoden (Beispiel GA) für die Produktionsplanung und Steuerung
Quelle: Elbe-Flugzeugwerke GmbH
Michael Völker 2015Folie 49
Beispiel: Applikation der „Schwarmintelligenz“
Der „Ameisenalgorithmus“
Michael Völker 2015Folie 50
Teil 2

Michael Völker 2015Folie 51
Fazit: Es wird jedoch mit großem Aufwand nur ein Teilproblem gelöst!
Die Produktionsablaufplanung! Die Logistik hat als „sekundäres“ System diese Anforderungen zu erfüllen!
Kein ganzheitlicher Ansatz
Lösung scheitert an „Komplexität“!
Michael Völker 2015Folie 52
„Individualisierte Produktion“ im „vernetzten Produktionssystem“
Thesen und Systemansatz:
• Das Produkt steuert sich selbst durch die Produktion
• Produktionsressourcen und Produkte sind intelligent und vernetzt
• Das Produktionssystem reagiert selbständig auf ungeplante Ereignisse
• Der Mensch nutzt die Freiheitsgrade des Produktionssystems und bringt ergänzend Erfahrungen und Kreativität ein –Kommunikation über mobile Assistenzsysteme
Siehe dazu auch www.acatech.de (Januar 2015, Die Deutsche Akademie der Technikwissenschaften)
Paradigmenwechsel mit „Industrie 4.0“:

Michael Völker 2015Folie 53
Quelle: FhG-IAO
Ziel:DEZENTRALE KOMMUNIKATION!
Michael Völker 2015Folie 54
Dazu: Verschmelzung intelligenter
Produktionsplanungs- und Steuerungskonzepte
sowie
Logistiklösungen
erforderlich!
Michael Völker 2015Folie 55
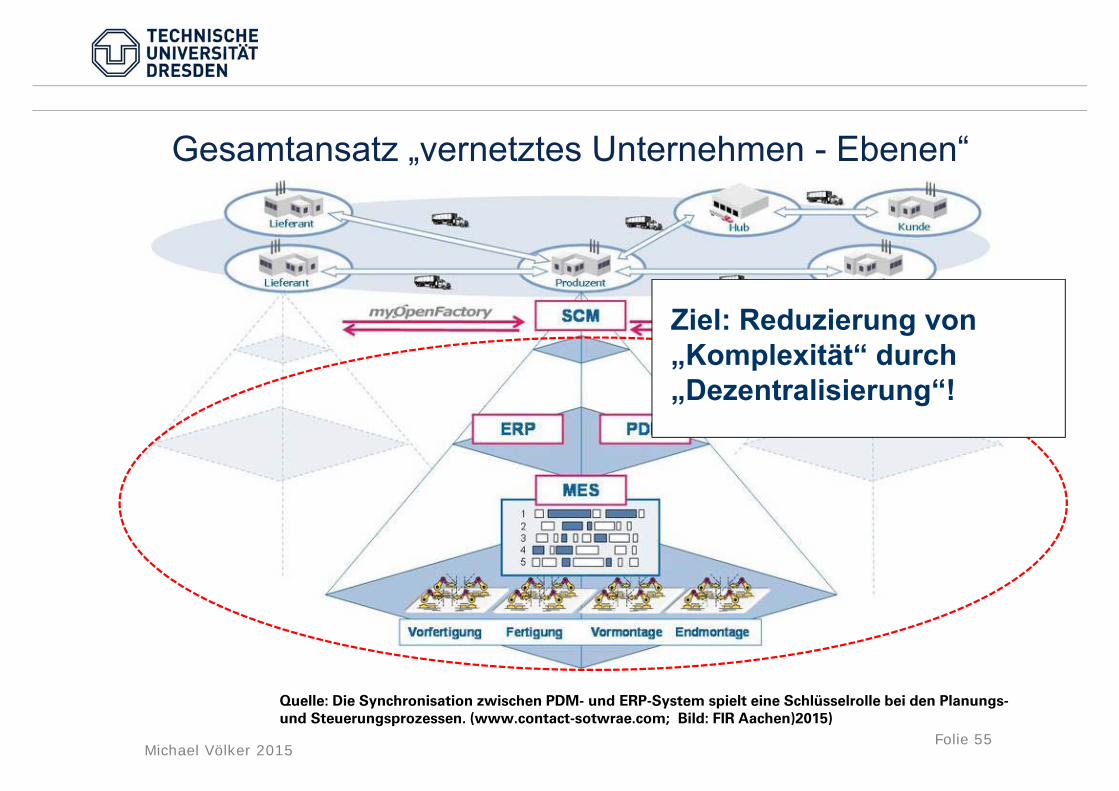
Quelle: Die Synchronisation zwischen PDM- und ERP-System spielt eine Schlüsselrolle bei den Planungs-und Steuerungsprozessen. (www.contact-sotwrae.com; Bild: FIR Aachen)2015)
Gesamtansatz „vernetztes Unternehmen - Ebenen“
Ziel: Reduzierung von „Komplexität“ durch „Dezentralisierung“!
Michael Völker 2015Folie 56
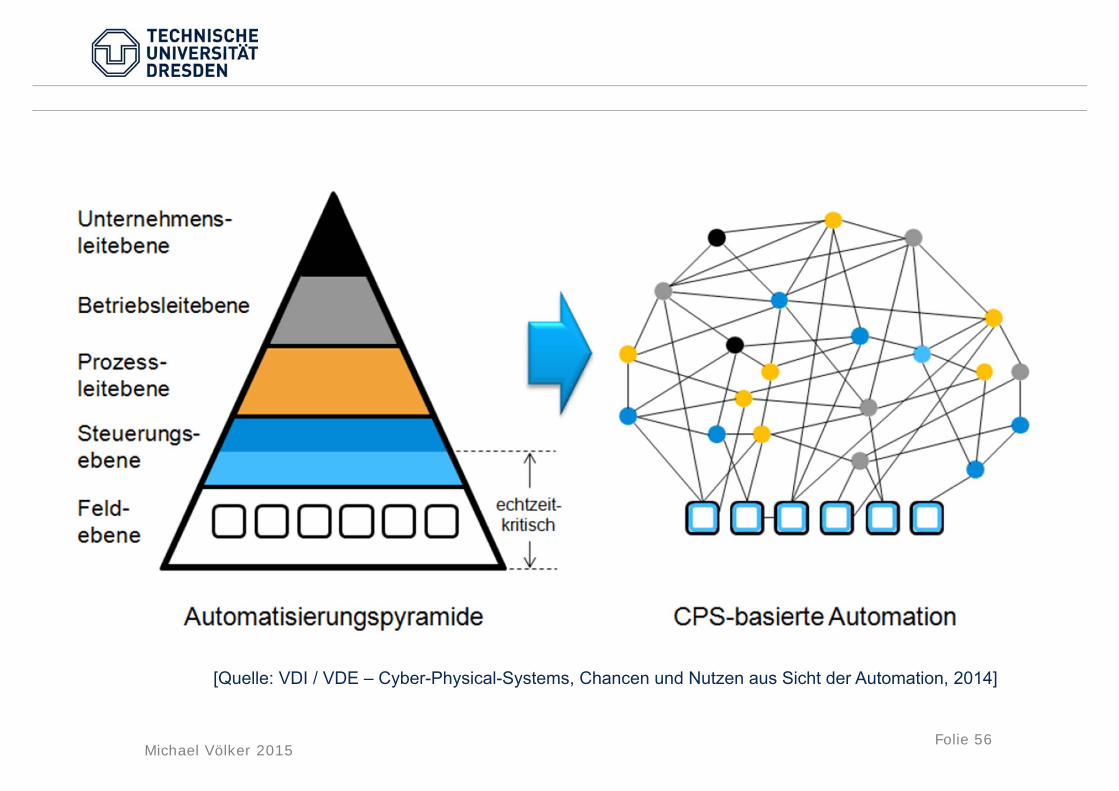
[Quelle: VDI / VDE – Cyber-Physical-Systems, Chancen und Nutzen aus Sicht der Automation, 2014]
Michael Völker 2015Folie 57
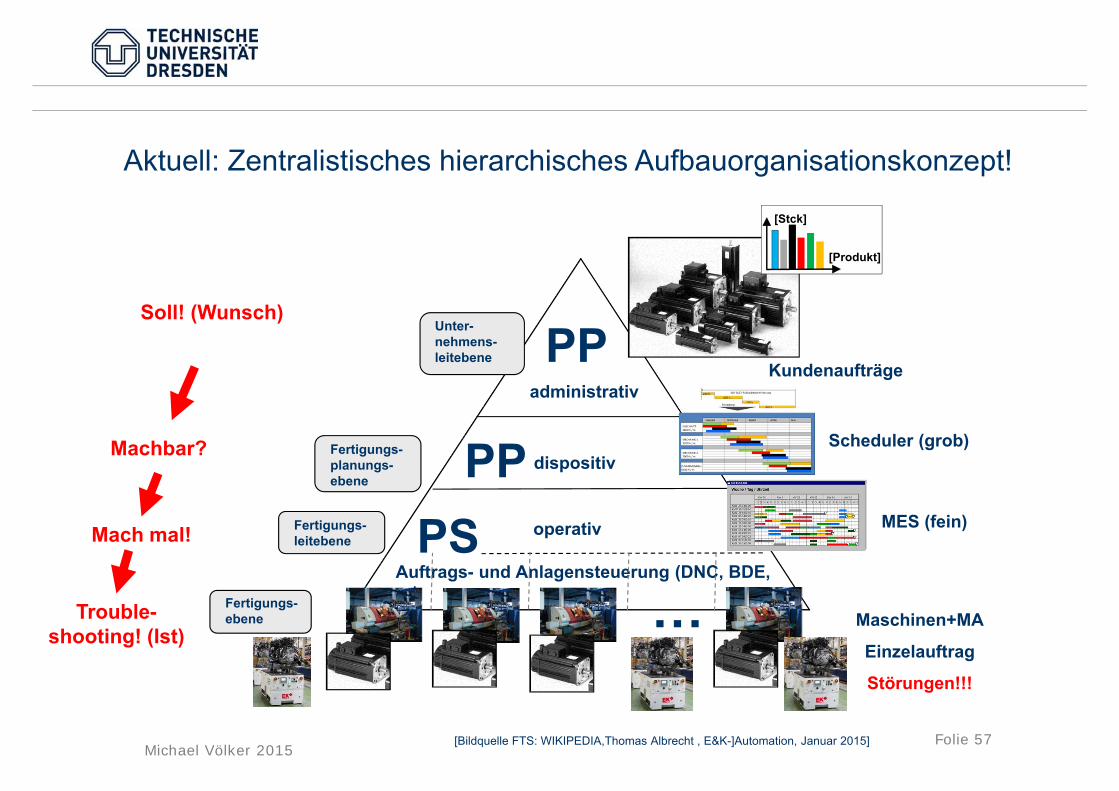
PP
PP
Auftrags- und Anlagensteuerung (DNC, BDE, …)
administrativ
dispositiv
…
Kundenaufträge
Maschinen+MA
Einzelauftrag
Störungen!!!
Unter-nehmens-leitebene
Fertigungs-leitebene
Fertigungs-ebene
Aktuell: Zentralistisches hierarchisches Aufbauorganisationskonzept!
operativPS
[Stck]
[Produkt]
MES (fein)
Soll! (Wunsch)
Machbar?
Mach mal!
Trouble-shooting! (Ist)
Fertigungs-planungs-ebene
Scheduler (grob)
[Bildquelle FTS: WIKIPEDIA,Thomas Albrecht , E&K-]Automation, Januar 2015]
Michael Völker 2015Folie 58
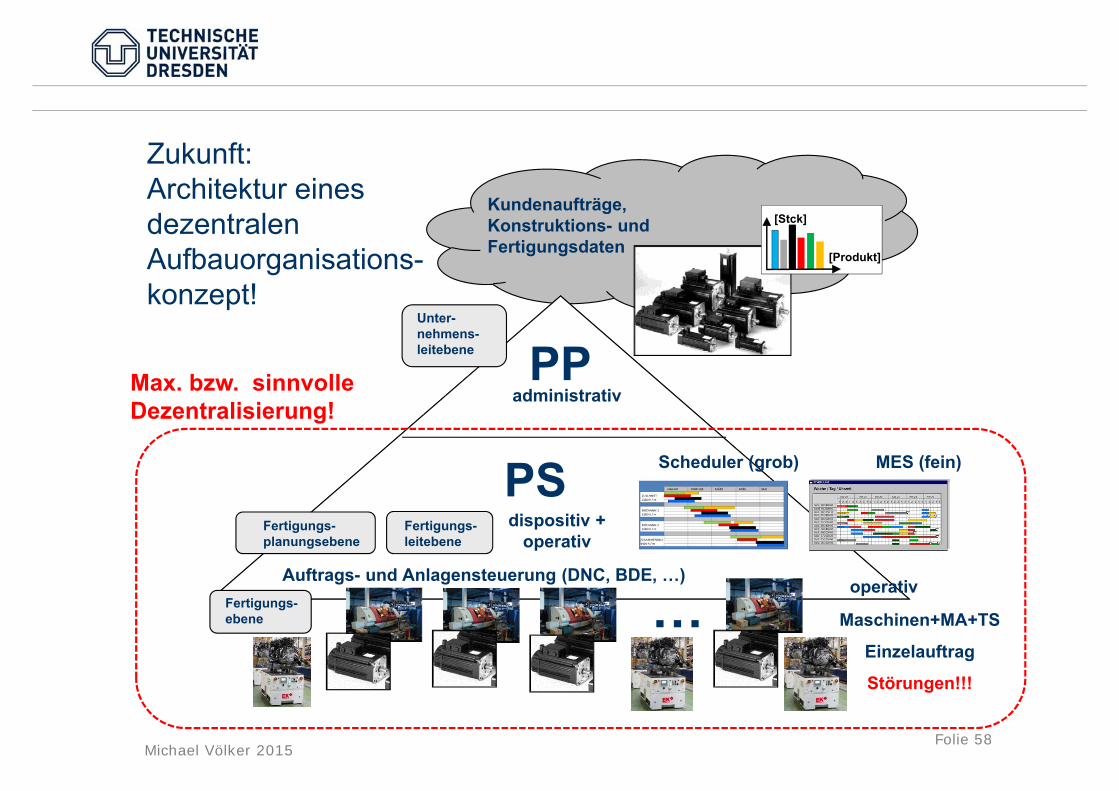
PP
Auftrags- und Anlagensteuerung (DNC, BDE, …)
administrativ
dispositiv + operativ
…
Kundenaufträge, Konstruktions- und Fertigungsdaten
Maschinen+MA+TS
Einzelauftrag
Störungen!!!
Unter-nehmens-leitebene
Fertigungs-leitebene
Fertigungs-ebene
Zukunft:Architektur eines dezentralen Aufbauorganisations-konzept!
operativ
PS
[Stck]
[Produkt]
MES (fein)
Fertigungs-planungsebene
Scheduler (grob)
Max. bzw. sinnvolle Dezentralisierung!
Michael Völker 2015 Folie 59
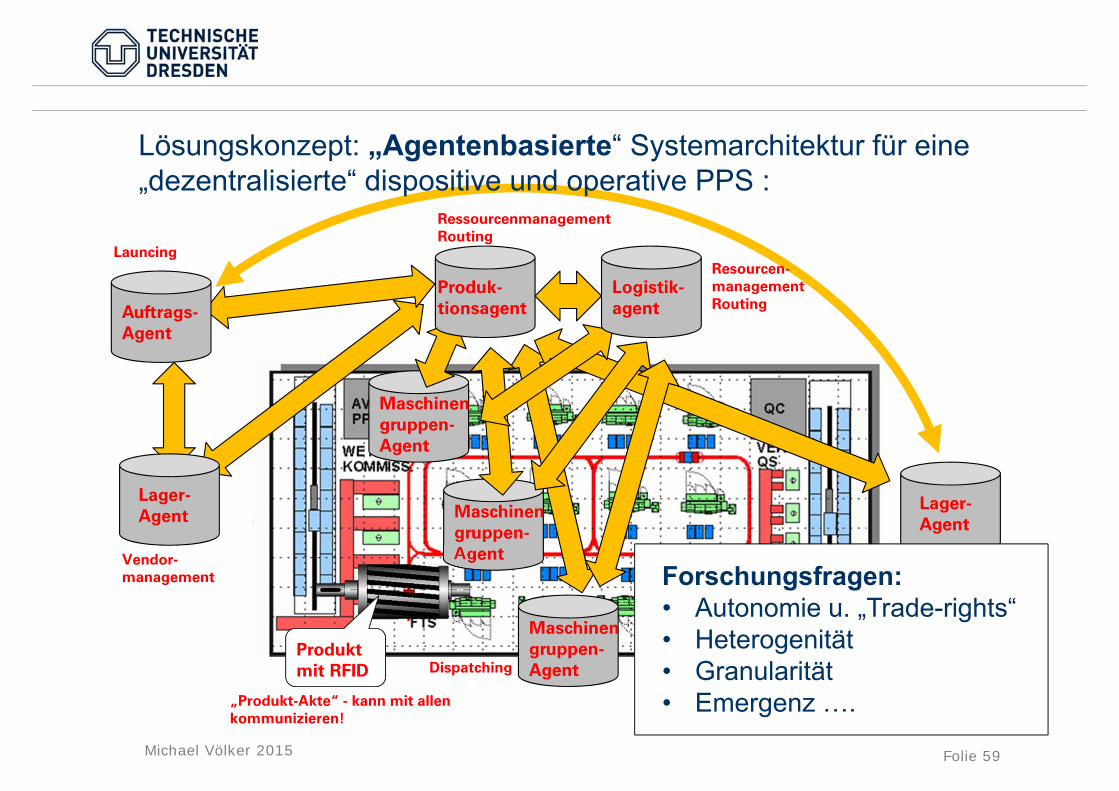
Maschinengruppen-Agent
Maschinengruppen-Agent
Lager-Agent
Forschungsfragen:• Autonomie u. „Trade-rights“• Heterogenität• Granularität• Emergenz ….
Auftrags-Agent
Launcing
Produk-tionsagent
Ressourcenmanagement Routing
Maschinengruppen-AgentDispatching
Logistik-agent
Resourcen-management Routing
Lager-Agent
Vendor-management
Produkt mit RFID
„Produkt-Akte“ - kann mit allen kommunizieren!
Lösungskonzept: „Agentenbasierte“ Systemarchitektur für eine „dezentralisierte“ dispositive und operative PPS :
Michael Völker 2015 Folie 60
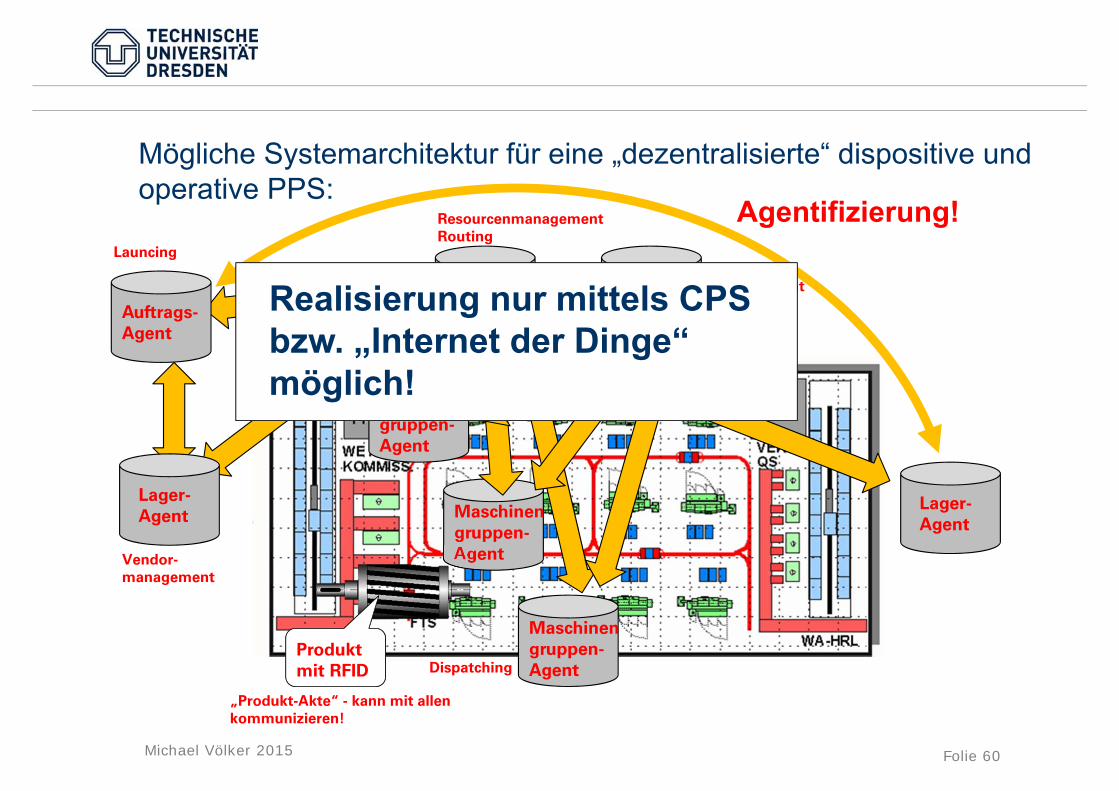
Mögliche Systemarchitektur für eine „dezentralisierte“ dispositive und operative PPS:
Agentifizierung!
Maschinengruppen-Agent
Maschinengruppen-Agent
Lager-Agent
Auftrags-Agent
Launcing
Produkt-ionsagent
ResourcenmanagementRouting
Maschinengruppen-AgentDispatching
Logistik-agent
Resourcen-management Routing
Lager-Agent
Vendor-management
Produkt mit RFID
„Produkt-Akte“ - kann mit allen kommunizieren!
Realisierung nur mittels CPS bzw. „Internet der Dinge“ möglich!
Michael Völker 2015Folie 61
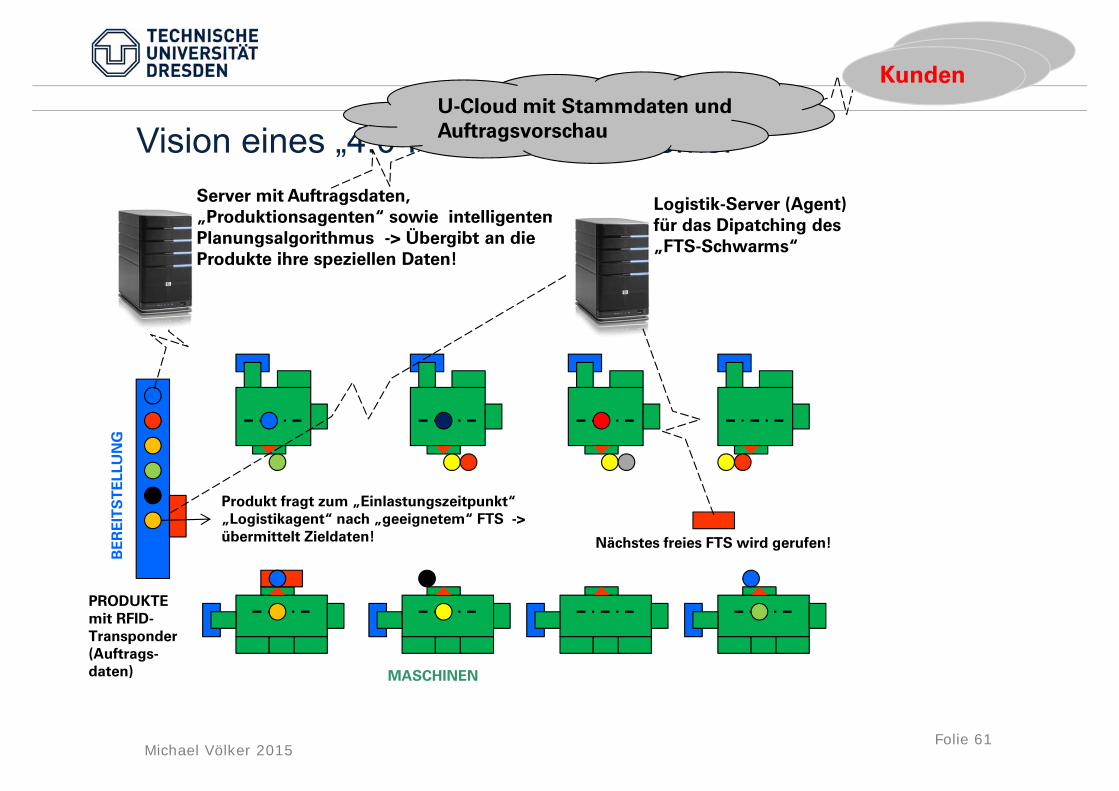
MASCHINEN
BE
RE
ITS
TE
LLU
NG
Vision eines „4.0-Produktionssystems:
PRODUKTE mit RFID-Transponder (Auftrags-daten)
Server mit Auftragsdaten, „Produktionsagenten“ sowie intelligentem Planungsalgorithmus -> Übergibt an die Produkte ihre speziellen Daten!
Produkt fragt zum „Einlastungszeitpunkt“ „Logistikagent“ nach „geeignetem“ FTS -> übermittelt Zieldaten!
Logistik-Server (Agent) für das Dipatching des „FTS-Schwarms“
Nächstes freies FTS wird gerufen!
U-Cloud mit Stammdaten und Auftragsvorschau
KundenKundenKunden
Michael Völker 2015Folie 62
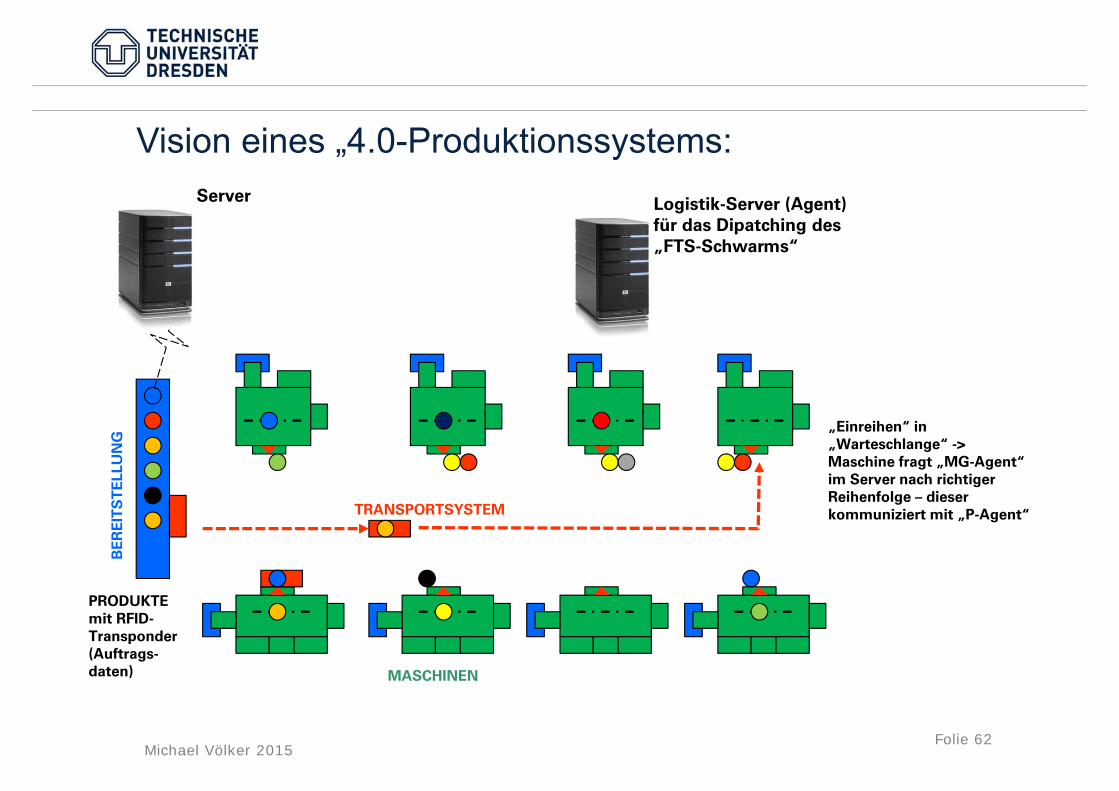
TRANSPORTSYSTEM
MASCHINEN
BE
RE
ITS
TE
LLU
NG
PRODUKTE mit RFID-Transponder (Auftrags-daten)
Server
Vision eines „4.0-Produktionssystems:
„Einreihen“ in „Warteschlange“ ->Maschine fragt „MG-Agent“ im Server nach richtiger Reihenfolge – dieser kommuniziert mit „P-Agent“
Logistik-Server (Agent) für das Dipatching des „FTS-Schwarms“
Michael Völker 2015Folie 63
MASCHINEN
BE
RE
ITS
TE
LLU
NG
PRODUKTE mit RFID-Transponder (Auftrags-daten)
Server
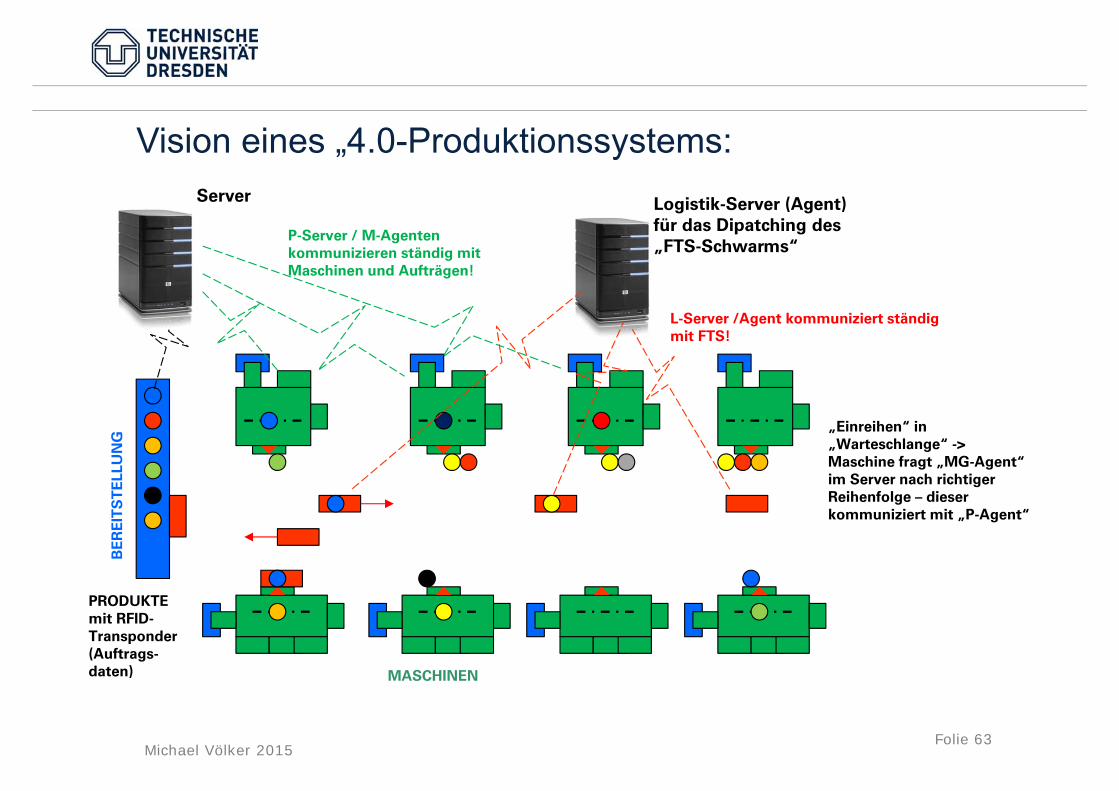
Vision eines „4.0-Produktionssystems:
„Einreihen“ in „Warteschlange“ ->Maschine fragt „MG-Agent“ im Server nach richtiger Reihenfolge – dieser kommuniziert mit „P-Agent“
Logistik-Server (Agent) für das Dipatching des „FTS-Schwarms“
P-Server / M-Agenten kommunizieren ständig mit Maschinen und Aufträgen!
L-Server /Agent kommuniziert ständig mit FTS!
Michael Völker 2015Folie 64
MASCHINEN
BE
RE
ITS
TE
LLU
NG
PRODUKTE mit RFID-Transponder (Auftrags-daten)
Server
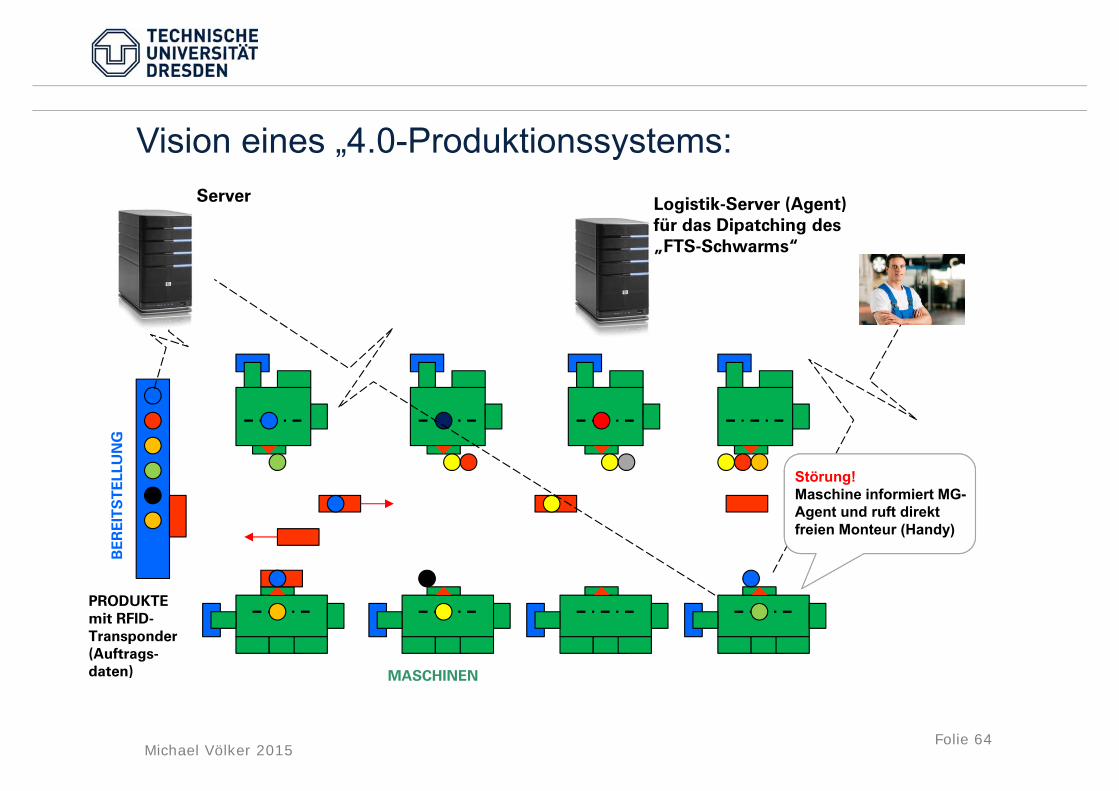
Vision eines „4.0-Produktionssystems:Logistik-Server (Agent) für das Dipatching des „FTS-Schwarms“
Störung!Maschine informiert MG-Agent und ruft direkt freien Monteur (Handy)
Michael Völker 2015Folie 65
MASCHINEN
BE
RE
ITS
TE
LLU
NG
PRODUKTE mit RFID-Transponder (Auftrags-daten)
Server
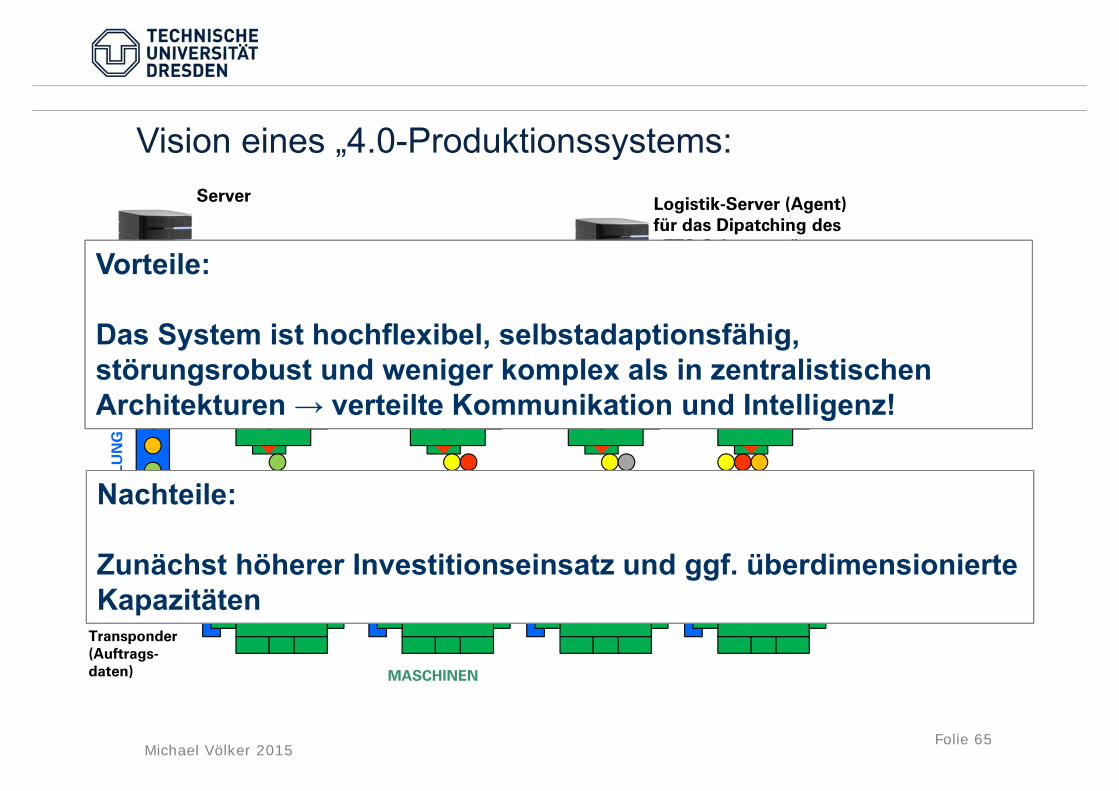
Vision eines „4.0-Produktionssystems:Logistik-Server (Agent) für das Dipatching des „FTS-Schwarms“
Vorteile:
Das System ist hochflexibel, selbstadaptionsfähig, störungsrobust und weniger komplex als in zentralistischen Architekturen → verteilte Kommunikation und Intelligenz!
Nachteile:
Zunächst höherer Investitionseinsatz und ggf. überdimensionierte Kapazitäten
Michael Völker 2015Folie 66
Fazit:
stecken jedoch noch in den Kinderschuhen!
Intelligente, vernetzte produktionstechnische sowie Produktionsplanungs- und Steuerungskonzepte
Deren Verschmelzung mit Logistiklösungen erst recht!
Michael Völker 2015Folie 67
Intelligente
Logistiklösungen
sind jedoch schon sehr weit gediehen!
→ Beispiele

Michael Völker 2015Folie 68
TRANSPORTSYSTEME werden «intelligent» - Beispiel „Gridsorter“
Michael Völker 2015Folie 69
Ausgewählte Projekte, an denen z.B. in Dresden aktuell gearbeitet wird
Michael Völker 2015Folie 70
Lösungen für ortsunabhängiges Bedienen und Beobachten von Automatisierungsanlagen.
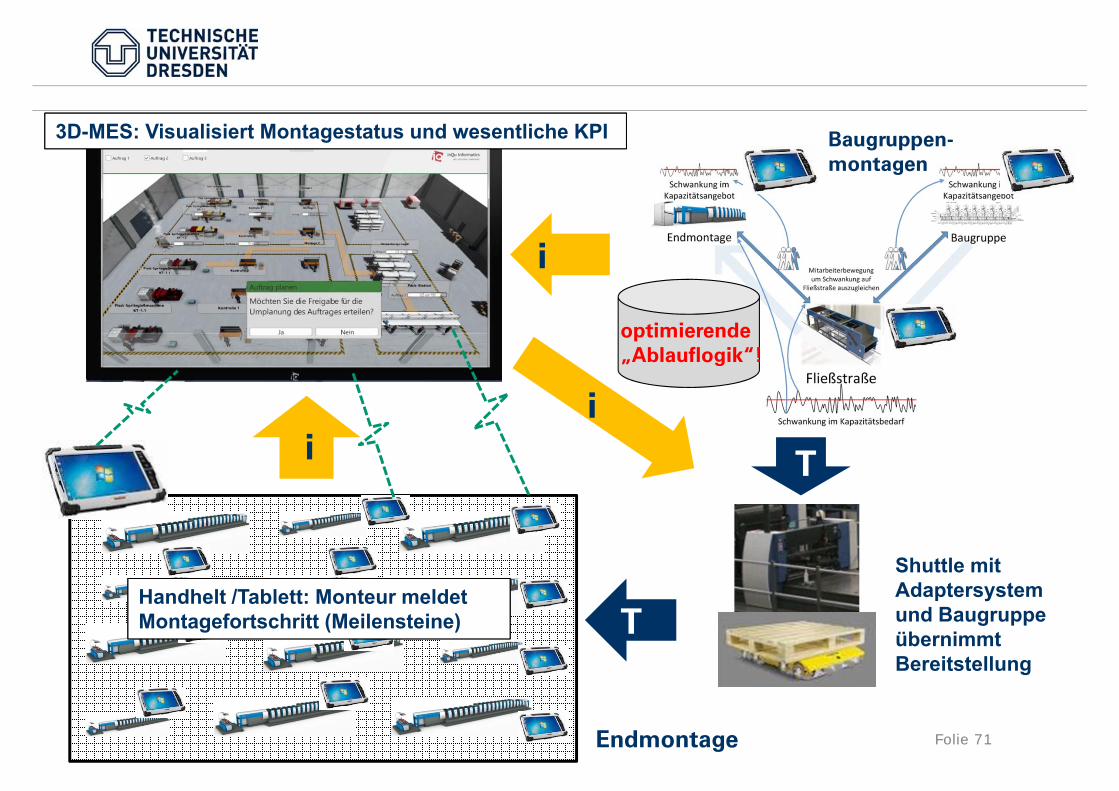
Michael Völker 2015Folie 71Endmontage
Handhelt /Tablett: Monteur meldet Montagefortschritt (Meilensteine)
. . .
optimierende „Ablauflogik“!
Baugruppen-montagen
Shuttle mit Adaptersystem und Baugruppe übernimmt Bereitstellung
i
T
T
3D-MES: Visualisiert Montagestatus und wesentliche KPI
i
i
Michael Völker 2015Folie 72
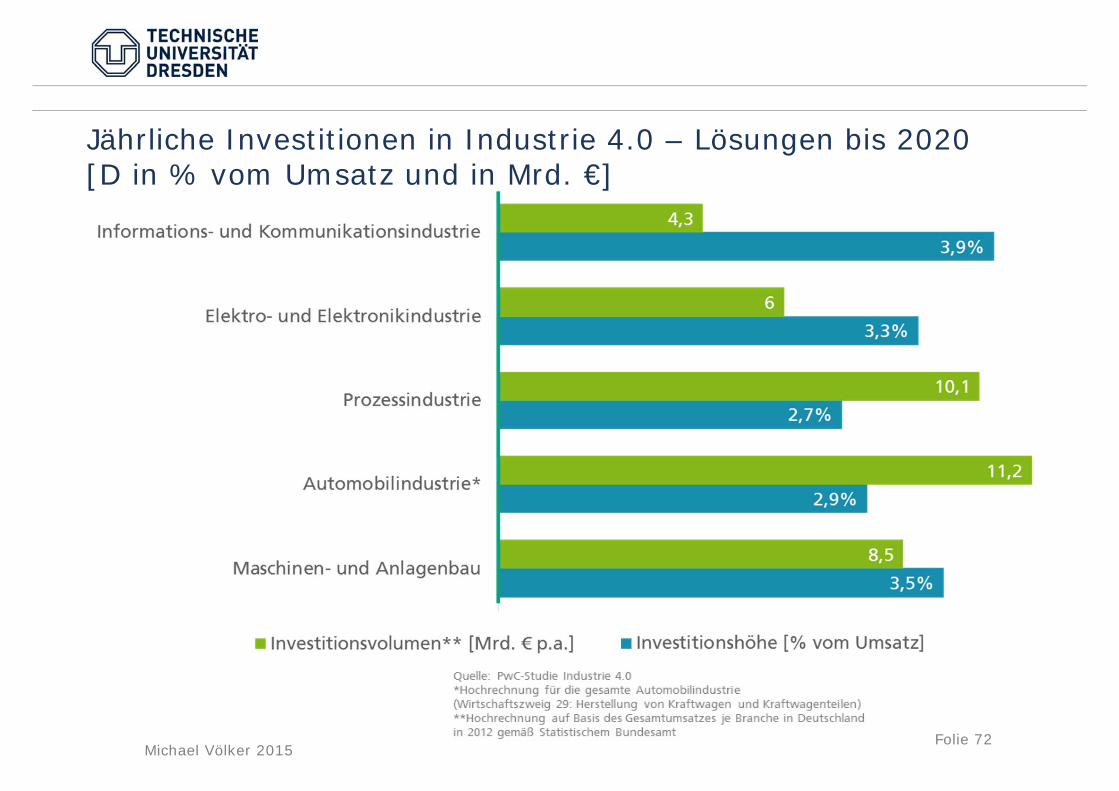
Jährliche Investitionen in Industrie 4.0 – Lösungen bis 2020 [D in % vom Umsatz und in Mrd. €]
Michael Völker 2015Folie 73
Abschließende Thesen:
• Der Bedarf an gut ausgebildeten Ingenieuren und IT-Fachleuten nimmt zu
• Der Bedarf an hochqualifizierten Facharbeitern (Mechatroniker bevorzugt) nimmt ebenfalls zu
• Der Bedarf an geringqualifizierten AK nimmt ab!
• Nicht jeder muß (alles Mögliche) studieren!• Es gibt auch unter I 4.0 sehr gute Perspektiven für alle
jungen Leute! • D.h.: I 4.0 erzeugt nicht zwangsläufig Arbeitslosigkeit!
Dresden, Oktober 2015
Fakultät Maschinenwesen · Professur für Technische Logistik
Vielen Dank für Ihr Interesse!
Prof. Dr.-Ing. habil. Michael Völker
Telefon: 0351/463-4398E-Mail: michael.vö[email protected]
www.logistik.mw.tu-dresden.de