Industriebetriebslehre 3. Teil: Produktionswirtschaft SS 2013 · IBL – SS 2013 Prof. Dr. Silke...
106
Prof. Dr. Silke Griemert Fachbereich WI Folie 1 IBL – SS 2013 Industriebetriebslehre 3. Teil: Produktionswirtschaft SS 2013 Prof. Dr. Silke Griemert
Transcript of Industriebetriebslehre 3. Teil: Produktionswirtschaft SS 2013 · IBL – SS 2013 Prof. Dr. Silke...

Prof. Dr. Silke Griemert Fachbereich WI Folie 1IBL – SS 2013
Industriebetriebslehre3. Teil: Produktionswirtschaft
SS 2013
Prof. Dr. Silke Griemert

Prof. Dr. Silke Griemert Fachbereich WI Folie 2IBL – SS 20132
Sabine Gabriel
1. Einführung in die IBL2. Organisation
4. Materialwirtschaft
Prof. Dr. Silke Griemert
3. Fertigungswirtschaft5. Anlagenwirtschaft
Die Vorlesung und die Klausur werden zu 50% jeweils gestellt und bewertet.
Aufteilung der Vorlesung IBL

Prof. Dr. Silke Griemert Fachbereich WI Folie 3IBL – SS 2013
Modulbeschreibung IBL Teil 1

Prof. Dr. Silke Griemert Fachbereich WI Folie 4IBL – SS 2013
Modulbeschreibung IBL Teil 2

Prof. Dr. Silke Griemert Fachbereich WI Folie 5IBL – SS 2013
Inhalt
3.1 Komponenten industrieller Fertigungswirtschaft
3.2 Fertigungswirtschaft als Teil der Unternehmenspolitik
3.3 Theoretische Aussagen zum Fertigungsbereich
3.4 Komponenten des Fertigungspotentials
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms

Prof. Dr. Silke Griemert Fachbereich WI Folie 6IBL – SS 2013
3.1 Komponenten industrieller Fertigungswirtschaft3.1.1 Kennzeichnung des Fertigungsbegriffs
Fertigung (Produktion, Herstellung, Leistungserstellung)Kombination und Transformation von Einsatzgütern zum Zweck der Erstellung von Ausbringungsgütern. Dabei können die Einsatz- und Ausbringungsgüter sowohl materielle (Sach-) als auch immaterielle Güter (Dienstleistungen, Informationen) sein.
Immer öfter muss neben der Sachleistung auch beratende, überwachende (Reparatur, Inspektion) und Trainings-Hilfestellung für den Abnehmer angeboten werden (System-, Problemlösung). Ohne sie ist das eigentliche Sachgut oft nicht mehr abzusetzen.
Input Throughput Output
Gütereinsatz Stelle(n) der Fertigung Güterausbringung
Materie, Energie, Information
Kombination, Transformation
Goods (Materie, Energie, Information)Bads (Materie, Energie, Information)

Prof. Dr. Silke Griemert Fachbereich WI Folie 7IBL – SS 2013
3.1 Komponenten industrieller Fertigungswirtschaft 3.1.2 Kennzeichnung von Fertigungsprozessen
Kennzeichnung nach Fertigungsverfahren
Zahl der Fertigungsstufen Einstufig, mehrstufig
Vergenz Glatt (durchgängig), konvergierend, divergierend, umgruppierend
Angewandte Technik Chemisch, biologisch, physikalisch
Kontinuität des Fertigungsablaufs Kontinuierlich, diskontinuierlich
Mechanisierungsgrad Manuell, mechanisiert
Technische Verbundenheit Unverbunden, alternativ, gekuppelt
Kennzeichnung nach Einsatzgütern
Körperlichkeit Materiell Immateriell
Substituierbarkeit Limitational Substitutional
Herkunft Originär Derivativ
Verbrauchsart Gebrauchsgüter Verbrauchsgüter
Produktbezug Roh-, Hilfs- Betriebsstoffe
Prof. Dr. Silke Griemert Fachbereich WI Folie 8IBL – SS 2013
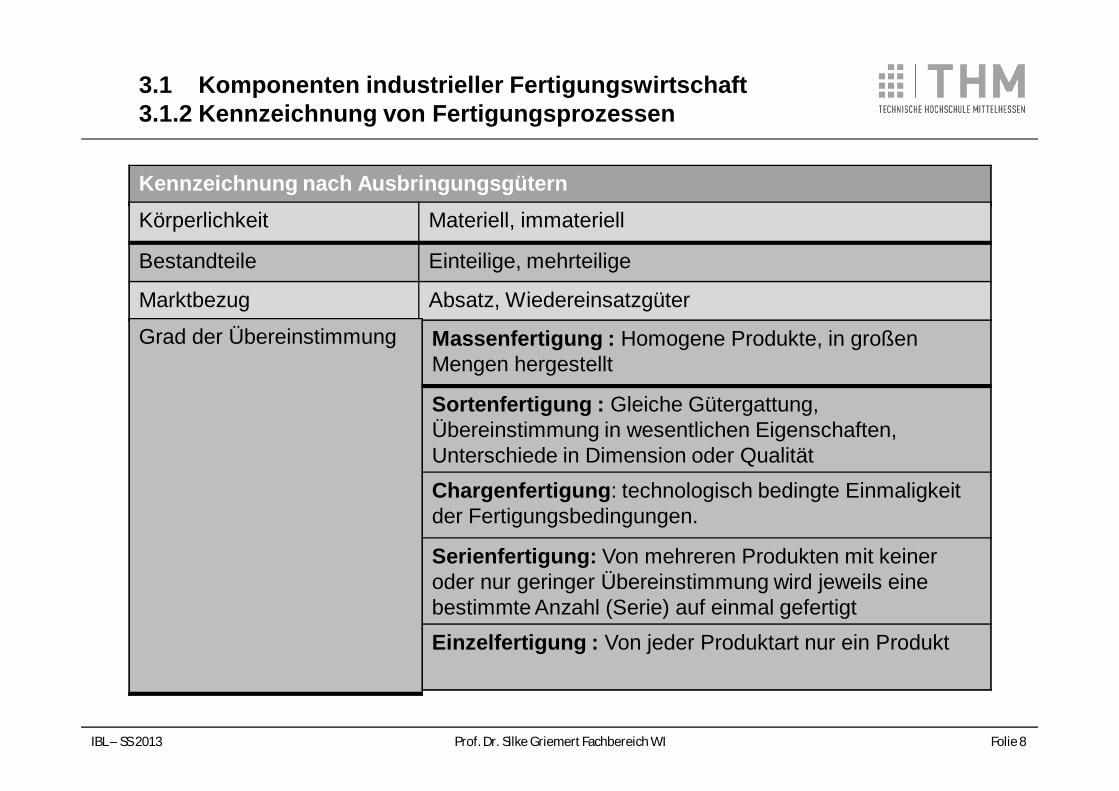
3.1 Komponenten industrieller Fertigungswirtschaft3.1.2 Kennzeichnung von Fertigungsprozessen
Kennzeichnung nach AusbringungsgüternKörperlichkeit Materiell, immateriell
Bestandteile Einteilige, mehrteilige
Marktbezug Absatz, Wiedereinsatzgüter
Grad der Übereinstimmung Massenfertigung : Homogene Produkte, in großen Mengen hergestellt
Sortenfertigung : Gleiche Gütergattung, Übereinstimmung in wesentlichen Eigenschaften,Unterschiede in Dimension oder QualitätChargenfertigung: technologisch bedingte Einmaligkeit der Fertigungsbedingungen.
Serienfertigung: Von mehreren Produkten mit keiner oder nur geringer Übereinstimmung wird jeweils eine bestimmte Anzahl (Serie) auf einmal gefertigtEinzelfertigung : Von jeder Produktart nur ein Produkt

Prof. Dr. Silke Griemert Fachbereich WI Folie 9IBL – SS 2013
3.1 Komponenten industrieller Fertigungswirtschaft3.1.2 Kennzeichnung von Fertigungsprozessen
Kennzeichnung nach Organisationstypen
Organisation der Fertigung Werkstattfertigung: Verrichtungsorientierung als vorherrschendes Organisationsmerkmal.
Fließfertigung: Objektorientierung als vorherrschendes Organisationsmerkmal.
Inselfertigung: Kombination von Fließ- und Werkstattfertigung.
Baustellenfertigung: Örtliche Verwendung als vorherrschendes Organisationsmerkmal.

Prof. Dr. Silke Griemert Fachbereich WI Folie 10IBL – SS 2013
3.1 Komponenten industrieller Fertigungswirtschaft3.1.3 Erfassung der Einsatzgüter
Mengenmäßige Messung der Einsatzgüter1. Verbrauchsgüter (Roh-, Hilfs- und Betriebsstoffe)• Einsatzgüter nach Art und Menge: i.d.R. keine Probleme
2. Gebrauchsgüter (Potentialgüter)• Einsatzgut ist nicht das Betriebsmittel, sondern die Betriebsmittelleistung• Verbrauch kann i.d.R. nicht direkt festgestellt werden.
3. Mitarbeiter• Einsatzgut nicht der Mensch, sondern menschliche Arbeitsleistung• Einsatzmessung der körperlichen menschlichen Leistungen durchführbar• Einsatzmenge, Qualität und Quantität geistiger Leistung kann i.d.R. nicht gemessen
werden.
4. Information als Rohstoff geistiger Leistung• pragmatische Schicht• semantische Schicht• syntaktische Schicht (einzige Schicht, die quantitativ erfasst werden kann)

Prof. Dr. Silke Griemert Fachbereich WI Folie 11IBL – SS 2013
3.2 Fertigungswirtschaft als Teil der Unternehmenspolitik
Praktische Unternehmenspolitiksetzt sich zusammen aus mehreren aufeinander abgestimmten Einzelpolitiken, die sich wiederum aus Teilpolitiken (Mittel zum Erreichen der Teilziele) zusammensetzen.
Fertigungswirtschaft• Potentialpolitik (Fertigungskapazitätspolitik) • Fertigungsprogrammpolitik • Fertigungsprozesspolitik • Anpassungspolitik
Koordination der Teil- und Einzelpolitiken unter Ausrichtung auf das übergeordneteZielsystem notwendig.

Prof. Dr. Silke Griemert Fachbereich WI Folie 12IBL – SS 2013
3.3 Theoretische Aussagen zum Fertigungsbereich3.3.1 Industrielle Produktionsfunktionen
ProduktionstheorieUntersucht die Beziehung von Faktorertrag (x) und Faktoreinsatz (r)
x = f (r1, r2, …rn)ProduktionsfunktionVerdeutlicht, zu welchen Änderungen des Ertrags es kommt, wenn die Einsatzmenge derElemementarfaktoren variiert wird.
Die Variierbarkeit des Faktoreinsatzes ist abhängig von den technischen Gegebenheiten.
Substitutionalität: verschiedene Kombinationen von Einsatzgütermengen möglich.Maschinenarbeit
Handarbeit
x = 1
x = 2
x = 3x=1, 2, 3 : Ertragsisoquanten mit unterschiedlichen Ausbringungsmengen
Substitutionalität am Beispiel der substituierbarkeit von Hand- durch Maschinenarbeit

Prof. Dr. Silke Griemert Fachbereich WI Folie 13IBL – SS 2013
3.3 Theoretische Aussagen zum Fertigungsbereich3.3.1 Industrielle Produktionsfunktionen
Limitationalität: Kombinationsverhältnis technisch vorgegeben.
Sauerstoff
Wasserstoff
x = 2 m3
x = 3 m3
x = 1 m3
Limitationalität am Beispiel der Oxyhydrogen-Produktion
42 6
1
2
3
x=1, 2, 3 m3: Ertragsisoquanten mit unterschiedlichen Ausbringungsmengen
Leontief-Produktionsfunktion

Prof. Dr. Silke Griemert Fachbereich WI Folie 14IBL – SS 2013
3.3 Theoretische Aussagen zum Fertigungsbereich 3.3.2 Lernfunktionen
LernkurvenGesetzmäßige Beziehungen zwischen Arbeitsaufwand und Arbeitsertrag.Ergebnis empirischer Untersuchungen.
• Maßstäbe für den Arbeitsaufwand: Arbeitszeitbedarf, Kräfteverbrauch, Materialverbrauch• Maßstab für Arbeitsertrag: kumulierte Fertigung von Produktionseinheiten.
Bei einer der Verdoppelung des Arbeitsertrags kann eine gleichbleibende, nach Arbeitsartenverschiedene Abnahmerate des Arbeitsaufwands erreicht werden.
y= Aufwandseinheiten Stückkostenx= Produktionseinheita= Aufwand für die erste Einheit L= Lernrate bringt zum Ausdruck, auf welchen Prozentsatz der Arbeitsaufwand bei einer Verdoppelung des Arbeitsertrags
sinkt.b= negative Konstante zwischen 0 und 1

Prof. Dr. Silke Griemert Fachbereich WI Folie 15IBL – SS 2013
Beispiel80 % - Lernkurve, für die Bearbeitung des ersten Stücks werden 500 Stunden benötigt. Die Lernkurve läuft bei 1200 Stück aus. Für die Herstellung des 1200sten Stücks werden nur noch 50 Stunden benötigt.
3.3 Theoretische Aussagen zum Fertigungsbereich 3.3.2 Lernfunktionen

Prof. Dr. Silke Griemert Fachbereich WI Folie 16IBL – SS 2013
q = 0,85
k0 = € 5,75 bei x0 = 15.000 St.
kt = ? Bei xt = 150.000 St.
In einem Unternehmen werden in jeder Periode 10 Exemplare eines Produktes hergestellt.
Die Kosten je Exemplar betragen 100 GE.
Es handelt sich um eine 80% - Erfahrungskurve.
Wie entwickeln sich c.p. die Kosten für die Perioden 2-8?
Welche Gesetzmäßigkeit lässt sich erkennen?
80;70;64;…
3.3 Theoretische Aussagen zum Fertigungsbereich 3.3.2 Beispiel und Fallstudie zur Lernfunktionen

Prof. Dr. Silke Griemert Fachbereich WI Folie 17IBL – SS 2013
3.3 Theoretische Aussagen zum Fertigungsbereich 3.3.4 Produkt-Lebenskurven (Lebenszyklen)
Basis für die langfristige Kapazitätsplanung sind Informationen über die künftig zu produzierenden Mengen. Aus der Produkt-Lebenskurve können die zu bestimmten Zeitpunkten erwarteten Absatzmengen abgeleitet werden.
Produktlebenszyklus setzt sich zusammen aus
1. Entstehungszyklus (Zeitabschnitt bis zur Produkteinführung)2. Marktzyklus mit den sechs Teilphasen (Einführung, Wachstum, Reifezeit, Sättigung,
Verfall und Absterben)
Durch die Wahl der Zeit als der einzigen unabhängigen Variablen lässt dieses heuristischeModell nur grobe Aussagen für die Planung der Produktionskapazitäten zu.

Prof. Dr. Silke Griemert Fachbereich WI Folie 18IBL – SS 2013
Aufbau einer Produktlebenskurve
3.3 Theoretische Aussagen zum Fertigungsbereich 3.3.4 Produkt-Lebenskurven (Lebenszyklen)

Prof. Dr. Silke Griemert Fachbereich WI Folie 19IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.1 Arten der Programmplanung
Strategische, taktische und operative Planung deckt sich weitgehend mit den Begriffen lang-, mittel- und kurzfristig. Frage: welche Märkte, Arten und Mengen von Produkten?
1. Strategische Programmplanung• Vorstellungen in sehr allgemeiner Form• globale Nachfrage nach Produkten, prinzipielle Angebotsanpassung - grobe
Abschätzung des möglichen Produktangebots (Produktspektrums) Schlüsse auf die erforderlichen Produktionstechniken und -potentiale
• Produktvorstellung, Technikvorstellung Beschaffungs- und Absatzmärkte Arbeitskraftmärkte Strategische Programmüberlegungen Existenzsicherung
• frühzeitige Erkennung der Richtung für das Fertigungsprogramm,• ertragsfähige Produktfelder aufspüren und Rahmen für spätere
Fertigungsprogramme festlegen. • Marktstrategien: Orientierungs- und Gestaltungsrahmen für die taktische und
operative Programmplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 20IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.1 Arten der Programmplanung
2. Taktische Programmplanung
• für die in der strategischen Planung festgelegten Produktfelder
• Konkretisierung der Produkte (Grundformen und Varianten) und Verfahren durch
Forschung, Entwicklung und Konstruktion
• Differenzierung der Produktqualitäten
• Festlegung der Programmtiefe für mehrteilige Produkte (welche Teile/Baugruppen
werden selbst gefertigt, welche fremdbezogen - make or buy)
• Festlegung der Qualität und Dimension der Fertigungskapazitäten
• Festlegung der qualitativen und quantitativen Anforderungen an die Mitarbeiter

Prof. Dr. Silke Griemert Fachbereich WI Folie 21IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.1 Arten der Programmplanung
3. Operative Programmplanung
• voll eingebettet in den Rahmen der strategischen und taktischen Programmplanung
• erfolgt für eine präzise abgegrenzte Planperiode (meist das Geschäftsjahr)
• legt fest, was in dieser Periode gefertigt wird nach Menge, Art, Qualität
• abgesetzte Menge = hergestellte Menge -> Absatz- und Fertigungsplan identisch.
Bei Auseinanderklaffen von Fertigungs- und Absatzplan:
• Lageraufträge, Ersatzteilaufträge, innerbetriebliche Aufträge, saisonale
Absatzschwankungen, Zukäufe von Handelswaren
• im weiteren wird von identischen Absatz- und Fertigungsprogrammplänen
ausgegangen (Programmplanung)

Prof. Dr. Silke Griemert Fachbereich WI Folie 22IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.2 Strategische Programmplanung
3.5.2.1 Aufgaben der Strategischen Programmplanung
1. Auswahl erfolgsversprechender ProduktfelderProduktfeld : abgrenzbares Grundprodukt mit allen seinen Varianten (z.B. Fliesen mit Farben und Abmessungen, Herrenhosen in allen Größen und Stoffarten usw.)Formen der Programmerweiterung
• horizontal• vertikal• lateral
2. Prognosen• Bedarfsprognosen• Produktinnovationen• Verfahrensinnovationen

Prof. Dr. Silke Griemert Fachbereich WI Folie 23IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.2 Strategische Programmplanung
3.5.2.1 Aufgaben der Strategischen Programmplanung
3. Folgeplanungen - Auswahl des Absatzmarktes
- Auswahl der technische Verfahren
- grobe Abschätzungen des Erfolgspotentials (wachsender Markt?)
- Kapitalbedarf für den Eintritt in den Markt
- Absatzmengen und -preise Umsatz, Gewinnschwelle
- Konkurrenzintensität, Verhalten der Mitbewerber
- Risikoabschätzung
- Risikominderung durch Diversifikation (Kombination mehrerer Produktfelder)

Prof. Dr. Silke Griemert Fachbereich WI Folie 24IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.2 Strategische Programmplanung
4. Ziele der Strategischen Programmplanung:
Wettbewerbsvorteile
neue Produkte
neue Märkte
quantitatives Wachstum (auch der technischen Fertigungskapazitäten)
Qualitätsverbesserung
Kosten - d.h. Wettbewerbsvorteile
qualitatives Wachstum
Prestige, Macht
Unabhängigkeit

Prof. Dr. Silke Griemert Fachbereich WI Folie 25IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.2 Strategische Programmplanung
3.5.2.2 Methoden der Strategischen Programmplanung
• Lageanalyse: Untersuchung der strategischen Lage des Unternehmens.
• Lageprognose: Wahrscheinliche Entwicklung bei unveränderten Zielen und Maßnahmen.
• Wirkungsprognose: Wahrscheinliche Entwicklung bei angepassten Zielen und Maßnahmen.
• Kano-Modell
• Portfolioanalysen– 4-Feld-Matrix der Boston Consulting Group– 9-Feld-Matrix der McKinsey Company

Prof. Dr. Silke Griemert Fachbereich WI Folie 26IBL – SS 2013
26
Das Kano-Modell sehr zufrieden
völlig unzufrieden
völlig unzureichend vollständig
Zufriedenheitsgrad
Erfüllungsgrad
Begeisternde FaktorenLeistungsfaktoren
Basisfaktoren
3. Prozesse
3.1 TQM
3.1.2 TechnischeKomponenten
Zeit
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.2 Strategische Programmplanung3.5.2.2 Methoden der Strategischen Programmplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 27IBL – SS 2013
27
Prinzip des QFD
3. Prozesse
3.1 TQM
3.1.2 TechnischeKomponenten
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms3.5.2 Strategische Programmplanung3.5.2.2 Methoden der Strategischen Programmplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 28IBL – SS 2013
283. Prozesse
3.1 TQM
3.1.2 TechnischeKomponenten
Qualitäts-merkmale
Kunden-forderung
Gewi ch tung
Was-ser-
dicht
Far-big
Motor-leist-ung
Ober-fläche
Kein toter Winkel
2
Sieht gut aus 5 3 2
Hält lange 3 3 2
Blendet nicht 4 3
besserKonkurrenz
schlechterBedeutung 9 15 6 22
3
1
4
QFD
am Bsp. eines Autospiegels
Kon kur renz
Be s s e r
S ch le ch te r
5b
- +
Korrelationsmatrix
+ positiv /- negativ
2
7
5a
6

Prof. Dr. Silke Griemert Fachbereich WI Folie 29IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.1 Ideensuche
Bedarfsanalyse: Haben bestimmte Berufsgruppen, Einwohner bestimmter Regionen, soziale Schichten, Verbände, Vereine usw. finanziell gedeckte Bedürfnisse?
Konkurrenzanalyse: Untersuchung der Konkurrenten und ihrer Produkte.
Verwendungsanalyse: Beschäftigung mit eigenen noch nicht vollständig genutzten Ergebnissen der Forschung und Entwicklung in Hinblick auf weitere Verwertung.
Ergebnis: Hinweise auf Marktnischen, Produktfelder, PreisentwicklungenZiel: Produktidee ist neu, begehrenswert, unverwechselbar (eigene Identität)Kreativitätstechniken:
logisch-systematisch (z.B. morphologische Methode) intuitiv-kreativ (z.B. Brainstorming)

Prof. Dr. Silke Griemert Fachbereich WI Folie 30IBL – SS 2013
30
Kreativitätstechniken
Problem
Inkubation
Erleuchtung
realisierbar?
3. Prozesse
3.1 TQM
3.1.3 SozialeKomponenten
Kreative Phase im engeren Sinne

Prof. Dr. Silke Griemert Fachbereich WI Folie 31IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.2 Forschung und Entwicklung (F&E)F&E bedeutet Systematisierung und Organisation (Einbindung in das Unternehmen) der Suchprozesse nach neuen Ideen.
Kennzeichnung des Forschungsbegriffsnachprüfbares Suchen, Formulieren und Lösen von Grundproblemen nach wissenschaftlichen Methoden (eher langfristig).
Grundlagenforschungvorhandenes Wissenspotential durch neue Erkenntnisse erweitern, ohne eine spätere praktische Verwertbarkeit der gefundenen Forschungsergebnisse von vornherein zu spezifizieren
angewandte oder anwendungsorientierte Forschung (Zweckforschung)übernimmt das neugewonnene Wissen aus der Grundlagenforschung und überprüft es zügig auf seine Anwendungsmöglichkeiten und Anwendungsbedingungen

Prof. Dr. Silke Griemert Fachbereich WI Folie 32IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.2 Forschung und Entwicklung (F&E)
Forschungsrisiken:
- ob überhaupt Neues gefunden wird
- Risikominimierung durch :
1. Parallelforschung im Haus oder extern in Forschungsinstituten
hohe Kosten
1. Gemeinschaftsforschung Ertragspotentiale werden auch geteilt)
- gefundene Forschungsergebnisse im industriellen Maßstab nicht realisierbar
- Produktinnovation zu teuer
- zu spät zur Produktionsreife
- fehlende Nachfrage
- eingeräumte Schutzrechte dritter (z.B. Patente) Manchmal kann die eigentliche Suche erfolglos bleiben, dagegen ein anderes verwertbares Produkt gefunden werden.

Prof. Dr. Silke Griemert Fachbereich WI Folie 33IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
Kennzeichnung des Entwicklungsbegriffs Überführen von Forschungsergebnissen zur Fabrikationsreife unter Beachtung wissenschaftlicher Erkenntnisse und vorhandener Techniken (eher mittel- bis kurzfristig).
Funktionsgliederung nach Innovationsgrad
NeuentwicklungForschungsergebnisse so auswerten und umformen, dass unter Berücksichtigung des bisherigen Wissens und vorhandener Techniken realisierbare Produkte entstehen.
WeiterentwicklungVerbesserung von Stoffen, Produkten, usw.
ErprobungÜberprüfung von Eigenschaften

Prof. Dr. Silke Griemert Fachbereich WI Folie 34IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Kennzeichnung des KonstruktionsbegriffsKonstruktion: Vorbereitung der Produkte auf die Fertigung (i.d.R. mittel- bzw. kurzfristiger Natur)
Ergebnis : präzise Beschreibung eines anwendungsreifen Produkts (Konstruktionszeichnungen, Konstruktionsstücklisten)
Teilschritte:Entwerfen: Tätigkeit, die vom entwickelten Produktkonzept ausgeht und dieses nach technischenund wirtschaftlichen Merkmalen so weit ausformt, dass das Ausarbeiten ohne Schwierigkeiten möglich ist. Es umfasst Festlegung der gestaltungsbestimmenden Anforderungen (Funktion,Sicherheit, Ergonomie, Kosten, Umweltverträglichkeit, Transport, Gebrauch).Weitere Bearbeitungsschritte: Erarbeiten von Grobentwürfen, Fortentwicklung von Feinentwürfen,Bewerten der Feinentwürfe.
Ausarbeiten : präzisiert den Produktentwurf unter verschiedenen Gesichtspunkten weiter und erarbeitet alle erforderlichen Unterlagen für die Fertigung (Zeichnungen, Vorschriften für Prüfung,Montage sowie Transport, Anweisungen für Betrieb und Instandhaltung sowie sonstige Unterlagenfür die Fertigungsvorbereitung.

Prof. Dr. Silke Griemert Fachbereich WI Folie 35IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Schritte:
Detaillierung des Produktentwurfs Berücksichtigung von Standardisierungsvorschriften Kennzeichnung von Zukaufteilen Bildung von Baugruppen (auch Scheinbaugruppen) Überprüfung sämtlicher Fertigungsunterlagen
Erhebliche Bestimmung des späteren Fertigungsablaufs, d.h. auch spätere Fehler und Kosten.

Prof. Dr. Silke Griemert Fachbereich WI Folie 36IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Konstruktionsarten
nach Kreativitätsanspruch:
Neukonstruktion (schöpferische Ingenieurarbeit)
i.d.R. kundenauftragsneutral mit einem Anforderungsprofil, das in einem
Pflichtenheft dokumentiert wird (Angaben über technische Funktionen,
Qualitätsansprüche, Grund- und Zusatznutzen, Sicherheitsvorschriften usw.). Ergibt
ein erstes Bild darüber, wie das neue serienreife Produkt aussehen soll
Umkonstruktion (Ingenieurarbeit)
Anpassungskonstruktion (Technikerarbeit)

Prof. Dr. Silke Griemert Fachbereich WI Folie 37IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
nach kaufmännischem Zweck:
• Angebotskonstruktion (Technische Angebotsbearbeitung)
auf Kundenanfrage hin technisch-konstruktive Lösung des Kundenproblems,
Realisierbarkeit des Produkts Preisangebot
großes Gewicht im Großanlagenbau
• Auftragskonstruktion (Kundenauftragsbezogene Konstruktion)
auf erhaltene Kundenaufträge bezogen, häufig in der Fertigungsplanung,
technische Einzellösungen im Sinne des Kundenwunsches, greift auf die
technische Lösung der Angebotskonstruktion zurück und verfeinert sie - oft
unter hohem Termindruck nachträgliche konstruktive Produktänderung,
Änderungskosten

Prof. Dr. Silke Griemert Fachbereich WI Folie 38IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Abschließende Aufgaben der Konstruktion:
Betriebsmittelkonstruktion:Sondermaschinen, Vorrichtungen oder Werkzeuge für die eigene Fertigung
Erprobungversuchsweiser Einsatz von Prototypen (bei Serienfertigung)Ziel: Vergleich der im praktischen Einsatz erzielten und der vorausberechneten Werte bei Großanlagen: Probelauf der fertigen Anlageunsystematische und zu späte Erprobungen hohe Änderungskosten

Prof. Dr. Silke Griemert Fachbereich WI Folie 39IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Ergebnisse der Konstruktion
1. technische Zeichnungen (keine direkte kaufmännische Bedeutung)2. Erzeugnisgliederungen
(Zerlegung eines Produktes bzw. Erzeugnisses klassifikatorisch in mehrere Ebenen bis zu seinen Einzelteilen)

Prof. Dr. Silke Griemert Fachbereich WI Folie 40IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Verwendung von Erzeugnisgliederungen:
• Auftragsabwicklung
• Angebotskalkulation
• konstruktiven Arbeiten (Gleichteilstrategie)
• Materialbedarfsplanung
• Grundlage für den Stücklistenaufbau

Prof. Dr. Silke Griemert Fachbereich WI Folie 41IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Stückliste als Ergebnis der Konstruktionist eine geordnete Zusammenstellung von Fertigungs-, Bezugs- und Normteilenmit Mengenangaben, Abmessungen und Güteangaben, die für die Fertigung einer Einheit eines Produkts benötigt werden.
Mengenstückliste (Übersichtsstückliste)einfachste Form der Stückliste zählt in gereihter Form, aus welchen Einzelteilen sich ein Produkt zusammensetzt. Struktur fehlt.
Teilenummer MengeG 1 1G 2 1G 3 2G 4 1T 1 7T 2 10T 3 3T 4 24

Prof. Dr. Silke Griemert Fachbereich WI Folie 42IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Strukturstücklistezeigt die Mengenstruktur.
BaukastenstücklisteZusammenstellung von Einzelteilen bzw. Baugruppen niederer Ordnung, die in jeweils einer Baugruppe enthalten sind. Erzeugnisgesamtdarstellung fehlt. Der Übergang zur Mengen- oder Strukturstückliste - sinnvollerweise mit EDV-Stücklistenprozessor.
Bei der Serienfertigung mit vielen Varianten (Spielarten) wird auf jeder Stufe der Produktionsstruktur eine Unterscheidung in• Gleichteilestückliste bzw.• Variantenstücklistevorgenommen.Die Mengenstruktur einer Variante wird dann aus beiden Stücklistenarten ermittelt.

Prof. Dr. Silke Griemert Fachbereich WI Folie 43IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
Übung zur Stücklistenerstellung
Ein Erzeugnis A besitzt die nachstehende Fertigungsstruktur:
A
B 1 2 C
2 C 3 3 4 D 4
3 D 4 4 1 5 6
1 5 6Erstellen Sie:a) Alle notwendigen Baukastenstücklistenb) Die Strukturstücklistec) Die Mengenstückliste
Prof. Dr. Silke Griemert Fachbereich WI Folie 44IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.3 Taktische Programmplanung
3.5.3.3 Konstruktion
Materialverwendungsnachweis
informiert darüber, in welche Produkte ein Teil bzw. eine Baugruppe eingeht.
Konstruktionsbegleitende Kostenrechnung
soll in jedem Stadium der Konstruktion eine Prognose über die Struktur und die Höhe der Produktionskosten ermöglichen. Voraussetzung: eine leistungsfähige, projektorientierteKostenrechnung, aber auch Mitarbeiter der Konstruktion, die in der Lage und bereit sind,vernetzt technisch und kaufmännisch zu denken.
Prof. Dr. Silke Griemert Fachbereich WI Folie 45IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.4 Operative Programmplanung
3.5.4.1 Zentrale Fragestellung
für eine einzige Planperiode (Jahr) bzw. deren Unterteilungen (Monate) das optimale Fertigungsprogramm (die Art und Menge der Produkte) zu berechnen (unter Beachtung der Nebenbedingungen).
Folgende Größen gelten dabei als konstant: • Fertigungskapazitäten • Fertigungsverfahren • erforderliche Produktionskoeffizienten • Produktstrukturen• Koeffizienten der Zielfunktion (i.d.R. Deckungsbeiträge)• Lagerkapazitäten• Absatzhöchstmengen• Beschaffungshöchstmengen• Kapitalbudgets
Die lineare Programmierung als Lösungsansatz stößt an rechentechnische Grenzen.

Prof. Dr. Silke Griemert Fachbereich WI Folie 46IBL – SS 2013
3.5 Planung und Steuerung des Fertigungs- und Absatzprogramms 3.5.4 Operative Programmplanung
3.5.4.2 Kundenproduktion
Kundenauftragsfertigung: mit der Fertigung wird erst angefangen, nachdem die vertragliche Festlegung erfolgt ist. I.d.R. handelt es sich um das kundenindividuelle oder zumindest an den Kundenwunsch angepasste Produkt.1. Grundsätzliche Entscheidungen
– Annahme oder Ablehnung des Auftrags– Reservierung von Kapazitäten für noch nicht erfolgte Kundenaufträge
2. Verhalten bei niedriger Auslastung der Fertigung– Reservierungen werden bereitwillig vorgenommen– Entscheidungskriterium für die Annahme/Ablehnung des Kundenauftrags:
Deckungsbeitrag3. Verhalten bei hoher Auslastung der Fertigung (Kapazitätsproblem)
- Überstunden, Mehrschichtbetrieb- Aufstockung der Leistungskraft einzelner Fertigungsstufen durch Intensitätserhöhung- Verfahrenswechsel- Überprüfung der "make or buy- Entscheidung"- taktische Erweiterungsinvestitionen

Prof. Dr. Silke Griemert Fachbereich WI Folie 47IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.1 Grundlagen der Fertigungsvorbereitung
Fertigungsvorbereitung : umfasst alle planenden und steuernden Teilaufgaben für die Herstellung von Produkten mit dem Ziel einer optimalen Realisation aller Arbeitsprozesse (Definition in Anlehnung an den Ausschuss für wirtschaftliche Fertigung (AWF))
Aufgabenstellung ist aus dem Ideengut der wissenschaftlichen Betriebsführung hervorgegangen (Taylor) Funktionsmeisterprinzip
Ausführungsmeister•Vorrichtungsmeister: Bereitstellung von Vorrichtungen und Werkzeugen•Geschwindigkeitsmeister: Arbeitstempo, Vorschübe u.a.•Prüfmeister: Qualitäten, Genauigkeiten und Toleranzen•Instandhaltungsmeister: Pflege und Wartung von Maschinen
Meister des Arbeitsbüros•Meister für Arbeitsverteilung: tägliche Arbeitsanweisungen für die Ausführungsmeister•Unterweisungsmeister: unterrichtet Meister und Arbeiter über Einzelheiten ihrer Arbeiten•Zeitmeister: Vorschriften über die Arbeitszeiten•Aufsichtsmeister: Arbeits- und Betriebsdisziplin

Prof. Dr. Silke Griemert Fachbereich WI Folie 48IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.1 Grundlagen der Fertigungsvorbereitung

Prof. Dr. Silke Griemert Fachbereich WI Folie 49IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.1 Grundlagen der Fertigungsvorbereitung
Prof. Dr. Silke Griemert Fachbereich WI Folie 50IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
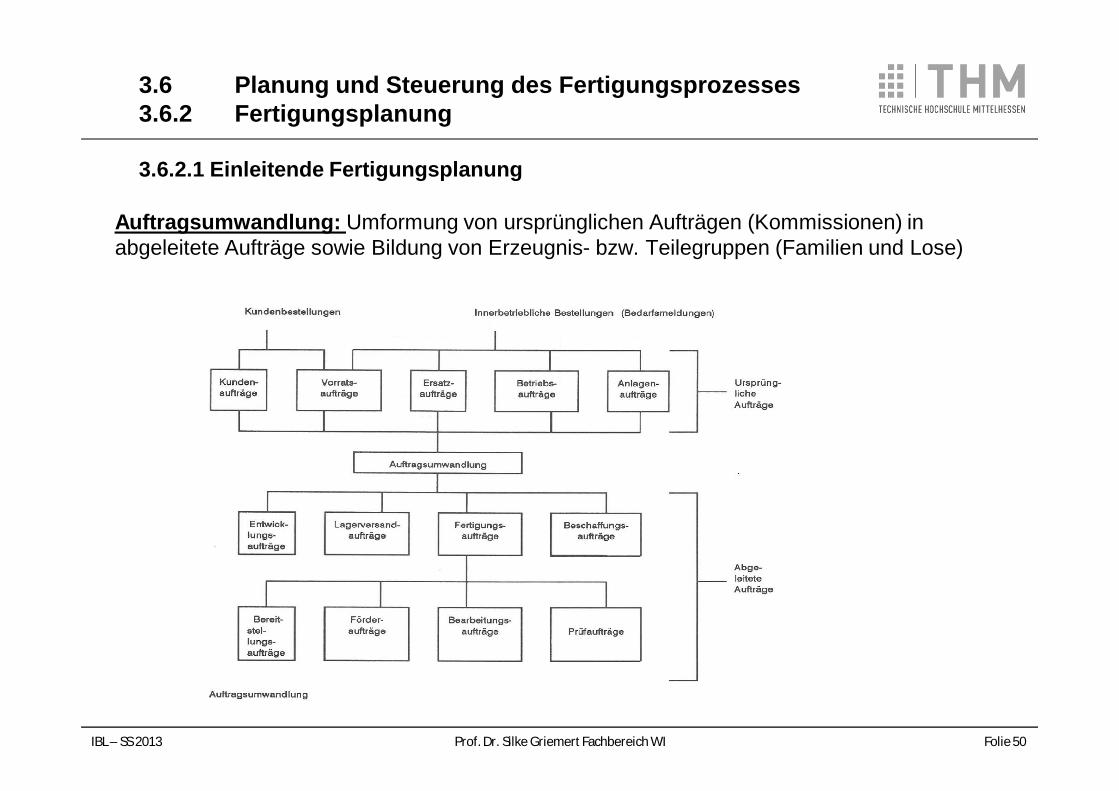
3.6.2.1 Einleitende Fertigungsplanung
Auftragsumwandlung: Umformung von ursprünglichen Aufträgen (Kommissionen) in abgeleitete Aufträge sowie Bildung von Erzeugnis- bzw. Teilegruppen (Familien und Lose)

Prof. Dr. Silke Griemert Fachbereich WI Folie 51IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
Bildung der Losgrößen: (vgl. hierzu „Optimale Bestellmenge“Entscheidungsrelevante Kosten bei der Bildung der optimalen Losgröße
1. losgrößenfixe Rüstkosten2. losgrößenvariable Zins- und Lagerkosten
Je größer die Losgröße, desto geringer ist bei gegebenem Periodennettobedarf die Zahl der Rüstvorgänge pro Periode. Mit einem Ansteigen der Losgrößen -> Abnahme der Rüstkosten pro Stück, Ansteigen der Zins- und Lagerkosten (längere Lagerdauer, höhere Lagerbestände)
OptimierungsproblemMinimierung der Summe dieser gegenläufigen Kostenkategorien unter der Berücksichtigung der Nebenbedingungen wie z.B. Maschinen-, Transport- und Lagerkapazitäten, periodische Beschaffungsgrenzen, Kontinuitätsbedingungen des Durchlaufs, bereits gebildete Lose untergeordneter Teile usw.

Prof. Dr. Silke Griemert Fachbereich WI Folie 52IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
3.6.2.2 Fertigungsablaufplanung
1. Arbeits- und Zeitplanung
ArbeitsplanungFestlegung der Arbeitsgänge, bei Wahlmöglichkeit Festlegung des Verfahrens
ZeitplanungErmittlung der Vorgabezeit für die in der Arbeitsplanung festgelegten Arbeitsgänge unter Berücksichtigung der gewählten Arbeitsverfahren.
VorgabezeitZeit, die ein Mitarbeiter verbrauchen kann, um für einen bestimmten Arbeitsvorgang das einzusetzende Betriebsmittel zu rüsten und um einen Auftrag auszuführen . Unterstellt wird dabei stets eine Normalleistung des Mitarbeiters.
Prof. Dr. Silke Griemert Fachbereich WI Folie 53IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
Verfahren zur Ermittlung der VorgabezeitenIndividuelle Zeitaufnahme
Ist-Zeiten-Messung Leistungsgradschätzung Umrechnung auf Normalleistung
Verfahren vorbestimmter ZeitenAnnahme: Arbeitsgänge lassen sich in einzelne Bewegungselemente
unterteilen, deren Zeitbedarf bei gleichbleibenden Bedingungen gleich ist. Bewegungsabläufe werden systematisch analysiert und den einzelnen Grundbewegungen Normalzeiten zugeordnet.
–MTM (Methods Time Measurement)*–BMT (Basic Motion Timestudy)*–WF (Work Factor System)–DMT (Dimensional Motion Time)*) in Deutschland am weitesten verbreitet

Prof. Dr. Silke Griemert Fachbereich WI Folie 54IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 55IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
2. Arbeitsfolgeplanung
Reihenfolge der Durchführung i.d.R. technisch oder logisch zwingendteilweise Freiräume für alternative Arbeitsfolgen, parallele Ausführung oder Überlappung von Arbeitsgängen Aufgabe der Arbeitsfolgeplanung:
zwingend Arbeitsfolgen festlegen bei Vorliegen von Freiräumen: in Hinblick auf gewählte Zielfunktion optimale
Reihenfolge wählen Festlegen des Fertigungsmittels auf dem der Arbeitsgang ausgeführt wird und
zugehörige Vorgabezeit
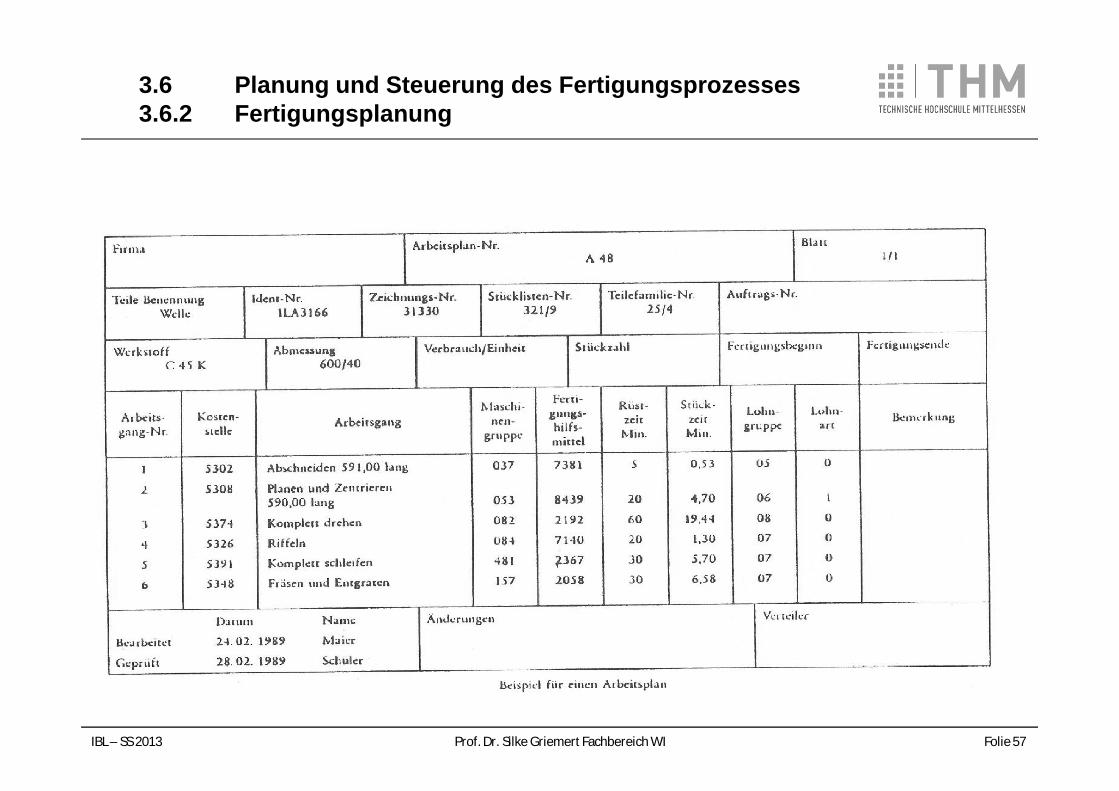
Ergebnis der Arbeits- und Zeitplanung: Arbeitsplan

Prof. Dr. Silke Griemert Fachbereich WI Folie 56IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
Der Arbeitsplan gehört neben den technischen Zeichnungen und den Stücklisten zu den wichtigsten Datenträgern für die Gestaltung des Fertigungsprozesses.
Kaum Standardisierung der Arbeitspläne firmenindividuelle Regelungen
Verwendung der Daten aus dem Arbeitsplan:Vor- und Nachkalkulation, Lohnberechnung, Wirtschaftlichkeitsrechnungen, Terminplanung usw.
aber auch für übergeordnete Funktionen wie z.B. Investitionsplanung, Materialflussplanung, Personalbedarfsplanung aus dem Arbeitsplan abgeleitete Datenträger (Arbeitspapiere)Materialentnahmescheine, Terminkarten, Lohnscheine, Laufkarten, usw.
Prof. Dr. Silke Griemert Fachbereich WI Folie 57IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 58IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
3.6.2.3 Termingrobplanung
- Gegenstück zur Terminfeinplanung (Terminsteuerung) - nur bei Einzelfertigung bzw. Großprojekten - mittlere Verweildauer der Erzeugnisse (Produkte, Anlagen) - Durchlaufkurven- Ecktermine des Projekts, möglichst gleichmäßige Auslastung der Fertigungskapazitäten - Endterminierung der Projekte und damit Vermeidung von Verzugskosten (Poenalen) - Planungszeitraum hängt vom hergestellten Produkt ab - Quartals-, Halbjahres- oder Mehrjahresplanung- Bezugszeiträume Zuordnung von Eckterminen relativ global und unsicher - lediglich ganze Fertigungsabschnitte

Prof. Dr. Silke Griemert Fachbereich WI Folie 59IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
3.6.2.3 Termingrobplanung
Aufgabenbereiche
1. Durchlaufterminierungeinzelne Projekte bzw. deren Teile terminlich den vorhandenen Kapazitäten der verschiedenen Fertigungsstufen ohne Berücksichtigung der Kapazitätsbegrenzung zugeordnet - grobe Belastungsprofile der vorhandenen Kapazitäten (Belastungsjahre)
2. Kapazitätsterminierungergibt sich aus der Durchlaufterminierung durch Hinzunahme der Kapazitätsbegrenzungen Aufgabe; Ausgleich zwischen Kapazitätsangebot und Kapazitätsnachfrage = Kapazitätsabgleich oder Kapazitätsabstimmung

Prof. Dr. Silke Griemert Fachbereich WI Folie 60IBL – SS 2013
60
5.1 Produktionsaufbau
ArbeitsplanSachnummer: 4711 Bez: Schmiernibbel Basis: 1 StückAg-Nr.
Arbeitsgang Arbeits-platzbez.
Arbeits-platznr.
Rüstzeit inMin.
Stückzeit inMin
10203040
BohrenGewindeschneidenMontageKontrolle
BohrmaschineG-MaschineMontageplatzKontrollplatz
56 21156 21864 20281 320
1060--
60101220
Ein Arbeitsplan hat folgenden Inhalt:
Die Transportzeit zu jedem der Arbeitsgänge hin beträgt jeweils 120 min. und die Liegezeit nach jedem der Arbeitsgänge je 4 Stunden. Errechnen Sie für die Losgröße von 20 Stück die Durchlaufzeit in Stunden.
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
Beispiel zur Planung der Durchlaufzeit

Prof. Dr. Silke Griemert Fachbereich WI Folie 61IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
3.6.2.4 TransportplanungBestimmungsgrößen:• technische Eigenschaften der Erzeugnisse (bzw. Fertigungsprogramm)• Organisationsform der Fertigung• Datenmengen (und deren Qualität) aus den Arbeitsplänen bzw. der
Termingrobplanung Technische Umsetzung: Transportmittel
Fahrzeuge, Ladegeräte, Kräne, Gabelstapler, Lastwagen, Waggons, Schiffezu berücksichtigenden Merkmale: Vielfältigkeit im Einsatz, Aktionsradius, Nutzlastkapazität, Wartungsgrad, Antriebsart, Umweltbelastung, usw.
TransporthilfsmittelContainer, Kisten, Seile, Paletten, Fässer, usw.zu berücksichtigende Merkmale: Haltbarkeit, Austauschbarkeit, Transport-, Stapel- undLagerfähigkeit
TransportwegeKanäle, Autobahnen, Schiene, Straßen, Aufzüge, Tunnel, usw.zu berücksichtigende Merkmale: Wasserstände, Bodenbeschaffenheit, Entfernungen, Steigungen, usw.

Prof. Dr. Silke Griemert Fachbereich WI Folie 62IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.2 Fertigungsplanung
Planung des Transportmitteleinsatzes
Für jedes Transportmittel mit gegebener Nutzlast die Transportroute, die
Transportintensität und den Transportrhythmus unter Kostengesichtspunkten
zu planen.
Ergebnis: Transportmittel nach Bedarf oder fester Transportmittelfahrplan
Leitziele: Zweckmäßigkeit, Flexibilität, Wirtschaftlichkeit bei simultaner
Problemformulierung und -lösung mit den Interdependenzen zum
Fertigungsplan und -potential

Prof. Dr. Silke Griemert Fachbereich WI Folie 63IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses3.6.3 Fertigungssteuerung
Zentrale Fertigungssteuerung :
Jede Fertigungsstufe direkt mit der "übergeordneten Abteilung" Fertigungssteuerung
verknüpft. Jede einzelne Fertigungsstufe erhält von der Fertigungssteuerung ihre
Steuerungsanweisungen und gibt die erforderlichen Rückmeldungen nach Beendigung
der Ausführung an die Fertigungssteuerung. Erforderliche Koordinationsmaßnahmen
werden von der Fertigungssteuerung durchgeführt, von wo erneut
Steuerungsinformationen an die einzelnen Fertigungsstufen gegeben werden.Dezentrale Fertigungssteuerung
Die für die Steuerung des Materialflusses erforderlichen Dispositionsaufgaben werden zu
einem erheblichen Teil an die einzelnen Fertigungsstufen delegiert. In der "übergeordneten
Abteilung" Fertigungsteuerung verbleiben nur die Steuerungsfunktionen zur Erteilung neuer
Aufträge sowie zur Überwachung des Auftragsfortschritts.
Kennzeichnung der Fertigungssteuerung
Nach der Erledigung der Teilaufgaben der Fertigungsplanung gehen die Aufträge in den
Auftragsbestand. Bei Herannahen der Grobtermine erfolgt die Auftragsfreigabe.
Prof. Dr. Silke Griemert Fachbereich WI Folie 64IBL – SS 2013
Formen der Bereitstellung
1. Arbeitssystembezogene Bereitstellung
Einsatzgüter werden auf Dauer am Arbeitsplatz bereitgehalten
Betriebsmittel, Werkzeuge und Personen - unabhängig von der Auftragslage
auf Dauer einsatzbereit
Materialien - i.d.R. Wiederholteile
Kapitalbindung an einzelnen Arbeitsplätzen: sehr hoch
Kosten für Maßnahmen der Einzelbereitstellung: sehr niedrig
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.1 Bereitstellung
Prof. Dr. Silke Griemert Fachbereich WI Folie 65IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.1 Bereitstellung
2. Auftragsbezogene Bereitstellung
Betriebsmittel, Werkzeuge und gelegentlich auch Mitarbeiter werden fallweise
für einzelne Aufträge breitgestellt
Kosten für Grundausstattung mit Betriebsmitteln, Werkzeugen, Mitarbeitern:
niedrig wird bei ortsveränderlichen Arbeitsplätzen bevorzugt
Voraussetzung: exakte Bereitstellungsplanung
3. Kombinierte Bereitstellung
Arbeitsplatz hat eine Grundausstattung an Betriebsmitteln, Materialien und
Werkzeugen zusätzliche Einsatzgüter werden gesondert bereitgestellt
Kostenstruktur: analog zu den Anteilen der o.g. Bereitstellungsarten

Prof. Dr. Silke Griemert Fachbereich WI Folie 66IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung
Feinterminierung für alle Arbeitsvorgänge sowie für alle Betriebsmittel, so dass folgende Ziele erreicht werden: Niedrige Durchlaufzeit hohe Auslastung der Fertigungskapazitäten gute Termineinhaltung bzw. niedrige Terminabweichungen bei den Aufträgen
1. TerminsteuerungFestlegung der Termine für den tatsächlichen Arbeitsbeginn bzw. das tatsächliche Arbeitsende für alle Aufträge bzw. Arbeitsgänge (Feinterminierung) unter der Berücksichtigung der Ecktermine aus der Termingrobplanung
Zu beachten: in den Arbeitsplänen festgelegte Arbeitsfolgen technisch bedingte Reihenfolgen Spielräume der Termingrobplanung

Prof. Dr. Silke Griemert Fachbereich WI Folie 67IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
Präzisierung der Zielvorstellungen der Fertigungssteuerung1. Auftragsbezogene Zielvorstellungen
Terminzielvorstellungen:Minimierung der Summe aller Verspätungen aller AufträgeMinimierung der durchschnittlichen Verspätung aller Aufträge Minimierung der größten Verspätung
Durchlaufzeitvorstellungen:Minimierung der Gesamtdurchlaufzeit aller AufträgeMinimierung der durchschnittlichen Durchlaufzeit aller AufträgeMinimierung der durchschnittlichen Lagerzeit aller Aufträge
2. Kapazitätsbezogene Zielvorstellungen
Maximierung der Kapazitätsauslastung (Minimierung der Brachzeiten) Minimierung der Ruhezeiten
Prof. Dr. Silke Griemert Fachbereich WI Folie 68IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung
Gutenberg: Dilemma der AblaufplanungMinimierung der Durchlaufzeiten Maximierung der Kapazitätsauslastung
Hilfsmittel für die Durchführung der Maschinenbelegungen Stecktafeln Gantt-Diagramme (Balken-Diagramme) und Netzpläne
Modelle zur Maschinenbelegung
•Optimierungsmodelle (eng begrenzte Anwendungsbedingungen)
•Näherungsmodelle (z.B. Prioritätsregeln): legen durch die Vorgabe von Vorzugszahlen an die einzelnen Aufträge diejenige Reihenfolge der Bearbeitung an der jeweiligen Maschine fest, welche in Bezug auf das gesetzte Ziel bzw. das gesetzte Zielsystem zu einer zufriedenstellenden Maschinenbelegung führt.

Prof. Dr. Silke Griemert Fachbereich WI Folie 69IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung
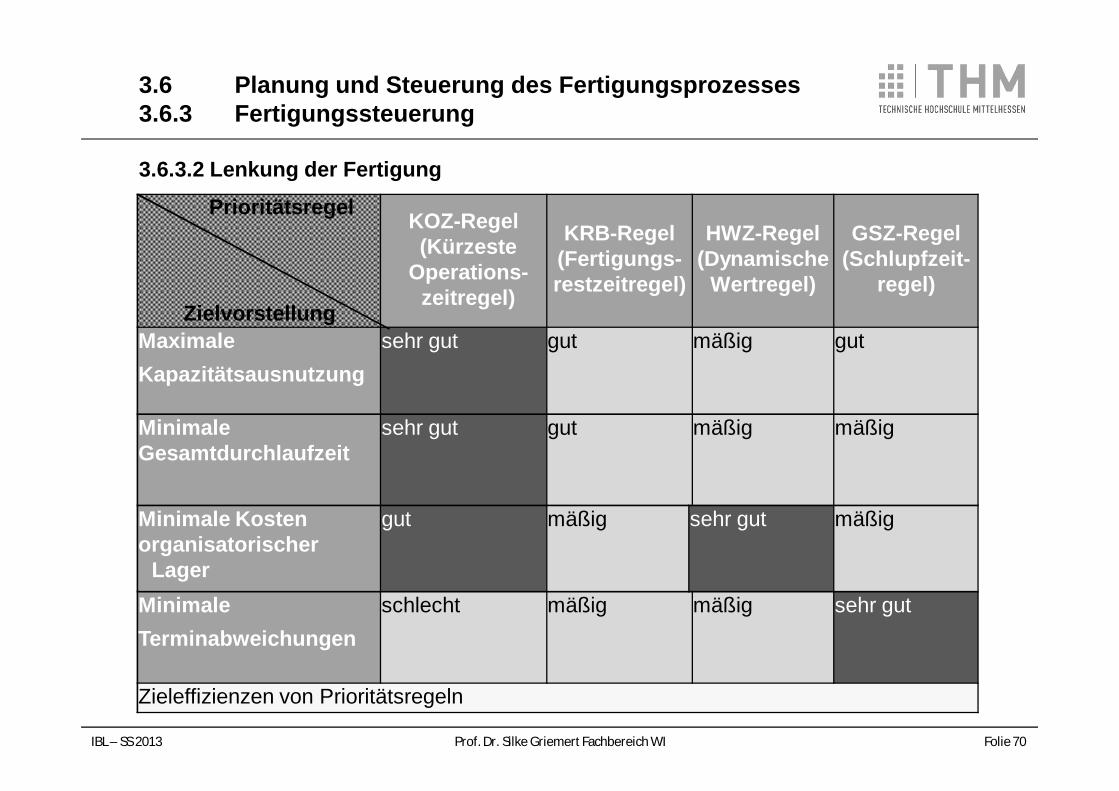
Ausgewählte Prioritätsregeln Bevorzugt werden Produkte/Aufträge mit der/dem :
KOZ-Regel kürzesten Bearbeitungs (Operations-)zeit an der nächsten Maschine
KRB-Regel kürzesten Restbearbeitungszeit auf allen nachgelagerten Stufen
HWZ-Regel bisher höchsten Wert des Zwischenprodukts
GSZ-Regel mit der geringsten Schlupfzeit (Differenz von neu zu errechnetem Fertigungstermin und geplantem Liefertermin)
Prof. Dr. Silke Griemert Fachbereich WI Folie 70IBL – SS 2013
Prioritätsregel
Zielvorstellung
KOZ-Regel (Kürzeste
Operations-zeitregel)
KRB-Regel (Fertigungs-restzeitregel)
HWZ-Regel(Dynamische
Wertregel)
GSZ-Regel (Schlupfzeit-
regel)
MaximaleKapazitätsausnutzung
sehr gut gut mäßig gut
MinimaleGesamtdurchlaufzeit
sehr gut gut mäßig mäßig
Minimale Kostenorganisatorischer
Lager
gut mäßig sehr gut mäßig
MinimaleTerminabweichungen
schlecht mäßig mäßig sehr gut
Zieleffizienzen von Prioritätsregeln
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung

Prof. Dr. Silke Griemert Fachbereich WI Folie 71IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
Beispiel 1 zu Prioritätsregeln
Es liegen die folgenden Aufträge vor:
Auftragsnummer Bearbeitungszeit Lieferfrist1 12 202 3 253 8 144 7 7
Ermitteln Sie die Bearbeitungsreihenfolge nach dera) KOZ-Regelb) GSZ-Regel

Prof. Dr. Silke Griemert Fachbereich WI Folie 72IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
Beispiel 2 zu Prioritätsregeln
Es liegen j Aufträge an i Maschinen vor:
Ermitteln Sie die Bearbeitungsreihenfolge nach dera) KOZ-Regelb) KRB-Regel
1 2 3 4 5 6A 8 10 3 5 12 7B 20 6 4 12 8 6C 15 8 16 6 5 14

Prof. Dr. Silke Griemert Fachbereich WI Folie 73IBL – SS 2013
2. ArbeitsverteilungHauptaufgabe : Vorgaben der Fertigungsplanung bzw. -Steuerung veranlassen und durchsetzen pünktlicher(s) Anfang/Ende der Arbeitsvorgänge
Zentrale ArbeitsverteilungArbeitsanweisungen kommen von der zentralen Stelle (z.B. Leitstand), Meister sind nur Weisungsübermittler
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung
Prof. Dr. Silke Griemert Fachbereich WI Folie 74IBL – SS 2013
2. Arbeitsverteilung
Dezentrale Arbeitsverteilung überträgt dem einzelnen Meister Dispositionsrechte bei Zuordnung von
Aufträgen zu Arbeitsplätzen Festlegung von Bearbeitungsfolgen Durchführung von Kontrollen
Bei Abweichungen und Störfällen disponiert der Meister in dem Rahmen, der ihm von derübergeordneten Fertigungssteuerung vorgegeben wurde, unmittelbar neu.
Gruppeninterne Arbeitsverteilung (Sonderfall der dezentralen Arbeitsverteilung)
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung

Prof. Dr. Silke Griemert Fachbereich WI Folie 75IBL – SS 2013
3. Fertigungsüberwachung
• Soll-Ist-Vergleich• Abweichungsanalyse• Erkennen der Abweichungsursachen• Anpassungsmaßnahmen• Lernprozess• verbesserte Vorgabewerte systematische Fertigungsfortschrittkontrolle
Voraussetzung: funktionierendes System der Rückmeldung (i.d.R. BDE=Betriebsdatenerfassung),Detaillierungs- und Präzisionsgrad richten sich dabei nach dem Detaillierungs-und Präzisionsgrad der Vorgaben
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung

Prof. Dr. Silke Griemert Fachbereich WI Folie 76IBL – SS 2013
4. Fertigungssicherung
rechtzeitige Maßnahmen zur vorherigen Verhinderung bzw. zur nachträglichen Minderung oder Beseitigung von Störungen und der daraus resultierenden Abweichungen im Fertigungsprozess
Vorsorgende Sicherungsmaßnahmen (Aufbau und Vorhalten von Sicherheitsreserven)
• Bereithalten von Reservemaschinen • Bereithalten von Reservepersonal • Bereithalten von Reservematerial (Sicherheitsbestände) • vorsorgende Inspektionen und Instandhaltung • Einbau von Zeitreserven in die Prozesse
Kosten der Reservehaltung müssen niedriger sein als alle Folgekosten nach Eintritt einer möglichen Störung.
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung

Prof. Dr. Silke Griemert Fachbereich WI Folie 77IBL – SS 2013
Nachsorgende SicherungsmaßnahmenBeherrschen der Wirkungen bereits eingetretener Störungen (schnell, unbürokratisch und effizient)
Maßnahmen:
• zur unverzüglichen Bereitstellung von Ersatzmaterialien, Ersatzmaschinen,
Ersatzpersonal
• zur kurzfristigen Abänderung von Arbeitsplänen bzw.
Maschinenbelegungsplänen
• zur kurzfristigen Änderung von Fertigungsaufträgen zu Beschaffungsaufträge
• zum Fahren von Überstunden
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.3 Fertigungssteuerung
3.6.3.2 Lenkung der Fertigung

Prof. Dr. Silke Griemert Fachbereich WI Folie 78IBL – SS 2013
Probleme beim Einsatz von (manuellen oder EDV-gestützten)Fertigungssteuerungssystemen ergeben sich aus den Annahmen über die industrielleFertigung, die bis in die 60er / 70er Jahre oft richtig waren.
• Serienfertigung
• Vorherrschen technischer Ziele
• Koordination der einzelnen Lenkungsaufgaben kann durch ein schrittweises
sukzessives Vorgehen erreicht werden.
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.1 Änderung der Steuerungsproblematik von Fertigungsprozessen
Heute geltende Anwendungsbedingungen:
• gesättigte Nachfragemärkte
• Zunahme spezieller Kundenwünsche (komplexe Problemlösungen)
• Zunahme der Auftragsfertigung
• steigende Anzahl der Varianten, Sinken der Losgrößen
• Koordination immer komplexer

Prof. Dr. Silke Griemert Fachbereich WI Folie 79IBL – SS 2013
Neue Ziele statt der rein technischen Kapazitätsauslastung:
• Erhöhung der Planungssicherheit
• Erhöhung der Auskunftsbereitschaft bedarfsgerechte Steuerung der Lagerbestände
• bessere Termineinhaltung
• Sicherung der Lieferbereitschaft
• Wirtschaftliche Wirkungen (nicht nur zahlungswirksame Kosten sondern auch
Erlöswirkungen und Höhe der Kapitalbindung beachten).
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.1 Änderung der Steuerungsproblematik von Fertigungsprozessen

Prof. Dr. Silke Griemert Fachbereich WI Folie 80IBL – SS 2013
Produktionsplanung- und –steuerungssysteme (PPS)
Bedingungen, unter denen heutige PPS (Produktionsplanung- und -steuerungssysteme) gut arbeiten:
relativ sichere Prognostizierbarkeit der Durchlaufzeiten
kein Auftreten von Fertigungsengpässen
relativ sichere Ausführungszeiten aller Arbeitsgänge
geringe Ausfallzeiten für Mensch und Maschinen
relativ früh bekanntes Fertigungsprogramm
(geringe Anzahl störender Eilaufträge)
relativ konstante Produktionskoeffizienten Beurteilung:
Materialplanung i.d.R. zufriedenstellend Terminplanung und -Steuerung oft unbefriedigend Probleme nehmen zu "in der Nähe der Werkstattfertigung"
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.1 Änderung der Steuerungsproblematik von Fertigungsprozessen

Prof. Dr. Silke Griemert Fachbereich WI Folie 81IBL – SS 2013
Neue Anforderungen an PPS:
da simultane, allesumfassende Lösung nicht in Sicht ist, muss das sukzessive
Arbeiten so abgestuft sein, dass die zeitlichen Interdependenzen besser
berücksichtigt werden.
bessere Grobterminplanung (Kapazitätsabgleich nicht Lückenbüßer für die
schlechte Grobplanung) – bessere zeitliche Belastungsfunktionen.
Termingrobplanung auf der Grundlage mittlerer, geschätzter Durchlaufzeiten,
Vergröberung der Maschinenbelegungspläne der Fertigungssteuerung,
Verfeinerung auf den entsprechenden hierarchischen Stufen
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.1 Änderung der Steuerungsproblematik von Fertigungsprozessen

Prof. Dr. Silke Griemert Fachbereich WI Folie 82IBL – SS 2013
1. Belastungsorientierte Fertigungssteuerung (BFS-Konzept)
zentrale SteuerungskonzeptionJeder Auftrag muss zwei Schranken passieren, um in die Fertigung zu gelangen
• Terminschranke• Belastungsschranke
Für alle Aufträge aus dem "bekannten Auftragsbestand" (alle Aufträge derUnternehmung) wird die Durchlaufterminierung (Festlegung von Plan-Beginntermin ausSoll-Endtermin und Plandurchlaufzeit durch Rückwärtsrechnung) durchgeführt.
Plan-Beginntermin ist die Prioritätszahl des Auftrags.
Definition eines Vorgriffshorizont (z.B. zwei Planperioden) als Terminschranke. Anwendungsbeigungen:
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 83IBL – SS 2013
Aufträge innerhalb des Vorgriffshorizonts werden in den dringenden Auftragsbestand
übernommen.
Prüfung für alle diese Aufträge (geordnet nach der Priorität), ob Kapazität für die
Bearbeitung aller ihrer Arbeitsgänge vorhanden ist.
Ist dies der Fall, werden die Aufträge in den "freigegebenen Auftragsbestand" überführt.
Genauigkeit des Verfahrens hängt ab von der Güte der Plandurchlaufzeiten.
Empirische Untersuchungen berichten von Verbesserungen bei den Durchlaufzeiten und
Beständen von im Mittel 30% und bei den Terminabweichungen von 50-80%
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 84IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung1. Belastungsorientierte Auftragsfreigabe

Prof. Dr. Silke Griemert Fachbereich WI Folie 85IBL – SS 2013
2. Retrograde Terminierung
zentrales Verfahrenrollende Planung in drei Schritten
- Ausgangspunkt: dem Kunden zugesagter Soll-Liefertermin Rückwärtsrechnung (ohne Berücksichtigung der Kapazitäten) Wunschtermine für alle Arbeitsplätze
- Festlegen einer vorläufigen, zulässigen Belegung der Arbeitsplätze ohne Berücksichtigung der Kapazitäten
- Entzerrung oder Stauchung der vorläufigen Maschinenbelegungspläne unter zusätzlicher Berücksichtigung der vorliegenden Fertigungssituation
Ziele: in erster Linie Stabilisierung der Liefertreue
Senkung der Durchlaufzeiten der Aufträge
Senkung der Bestände (Rohstoffe, Teile, Fertigungsprodukte)
Erhöhung der Kapazitätsauslastung
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 86IBL – SS 2013
Vier wichtige Entscheidungsvariablen (Determinanten) des Verfahrens
Fertigungskapazitäten Menge der für die Werkstätten freigegebenen Aufträge (Werkstattbestände) Auftragsgröße (Losgröße) Reihenfolge der Aufträge (Bearbeitungssequenz)
Steuerungsparameter
Zeitpunkt der Auftragsfreigabe und Veränderung der Losgrößen Kapazitätsanpassung Sicherheitszuschläge gegen auftretende Störungen Variation der Liefertermine
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 87IBL – SS 2013
3.Steuerung mit Fortschrittszahlen (FSZ-Konzept)
Fortschrittszahlkumulierte Menge von Gegenständen (z.B. Teile, Baugruppen, Aggregate, absatzreifeProdukte) auf unterschiedlichen Aggregationsebenen der industriellen Fertigung.
Fertigungsgenaue Tageslieferung (Just-in-Time) setzt sehr enge Mengen- undZeitabstimmung voraus.
Voraussetzung: relativ überschaubare Fertigungsstrukturen bei Serienfertigung
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 88IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 89IBL – SS 2013
4. Fertigungssteuerung nach dem Hol-Prinzip (KANBAN-Konzept)
KANBAN (japanisch für Karte oder Schild) wurde in den 70er Jahren in Japan entwickelt.dezentrales Steuerungssystem für Serien, Massenfertigung und für Organisationstypenin der Nähe der Fließfertigung erhöhte Marktdynamik -> Flexibilität derIndustrieunternehmungen
Ziel (in der Reihenfolge):
1. hohe Liefertreue und Lieferbereitschaft
2. niedrige Durchlaufzeiten
3. niedrige Fertigungsbestände
4. mit abnehmender Priorität Kapazitätsauslastung
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 90IBL – SS 2013
Verfahren:• Kundenauftrag soll vom Fertigwarenlager befriedigt werden.
• Entnahme aus dem Fertigwarenlager ist Information, dass der Fertigungsbereich
(diejenige Fertigungsstufe, die das Fertigwarenlager direkt beliefert) mit der
Herstellung neuer Waren anfangen muss.
• Ist diese Stufe die Endmontage, so löst diese einen Auftrag in der Vormontage aus
usw.
• Steuerungsinformationen werden mit Identifikationskarten (KANBANS) übermittelt.
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 91IBL – SS 2013
Voraussetzungen im Fertigungsbereich:
• kleine Anzahl der eingebundenen Fertigungsstufen
• einfache Fertigungsstruktur
• wenig Beschäftigungsschwankungen
• kleine Variantenzahl in einer Baugruppe
• technisch ausgereifte Teile mit relativ hoher Kapitalbindung
• gute Beherrschung der Produktqualität und des Fertigungsprozesses
• gute Abstimmung der Fertigungskapazitäten verschiedener Fertigungsstufen
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung
Prof. Dr. Silke Griemert Fachbereich WI Folie 92IBL – SS 2013
positiv:
spürbare Arbeitsentlastung der Fertigungssteuerung
Steigerung des Verantwortungsgefühls bei den Mitarbeitern sowohl für den
Materialfluss als auch für die Produktqualität
Anhebung der Motivationsebene
negativ:
Verkleinerung der Losgrößen -> steigende Umrüsthäufigkeit
Da KANBAN nur über wenige Stufen gut funktioniert, liegt es nahe, bei
größerer Anzahl von Fertigungsstufen eine Kombination mit einem zentralen
Verfahren durchzuführen.
Hierzu liegen z.Z. nur wenige Erkenntnisse vor.
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 93IBL – SS 2013
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 94IBL – SS 2013
5. Anwendungsbedingungen für neuere Verfahren der Fertigungssteuerung
Zusammenfassend kann folgende Zuordnung von Organisationstypen, Programmtypen und Steuerungssystemen vorgenommen werden.
KANBAN Fließfertigung Serien-, Massenfertigung
Fortschrittszahlenkonzept Fließfertigung Großserien- und Massenfertigung
Retrograde TerminierungWerkstattfertigung Einzelfertigung, Kleinserienfertigung und Mittelserienfertigung
Konzept oder belastungsorientierten Auftragsfreigabe Werkstattfertigung Kleinserienfertigung
3.6 Planung und Steuerung des Fertigungsprozesses 3.6.4 Neuere Ansätze zur Gestaltung der Fertigungssteuerung
3.6.4.2 Struktur und Funktion neuer Konzepte der Fertigungssteuerung

Prof. Dr. Silke Griemert Fachbereich WI Folie 95IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
1. Gründe für die Erhöhung der Flexibilität unternehmensexterne Gründe
Gesetzesänderungen (EU-Richtlinien, TA-Luft usw.)
Reaktionen der Abnehmer oder allgemein der Öffentlichkeit (Ablehnung von
Produkten oder Verfahren)
Dynamik des technischen Wandels
mangelhafte Prognostizierbarkeit der Nachfrage
Wandel in den Konsumbedürfnissenunternehmungsinterne Gründe
bei Unternehmungen mit erheblicher Innovation: Überführung der neuen Produkte
und Verfahren aus der Entwicklung in die Fertigung
Kostensenkungs- und Einsparungsmaßnahmen
neue Planungs- und Steuerungsverfahren
Expansionsschübe und vor allen Dingen Schrumpfungsschübe
Personal-, Organisations-, Finanzierungs- und Standortveränderungen

Prof. Dr. Silke Griemert Fachbereich WI Folie 96IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
2. Definition der FlexibilitätVorhandensein von Anpassungsalternativen, die bei wechselnden wirtschaftlichen, technischen, sozialen und ökologischen Anforderungen eine neue optimale Zielerreichung ermöglichen => Strategischer Erfolgsfaktor!
Parameter der Fertigungsflexibilität
Umrüstflexibilität (Vielseitigkeit)
Anforderungsflexibilität (neue Fertigungsaufgaben)
Durchlaufflexibilität (Durchlaufzügigkeit)
Kapazitätsflexibilität (Reservekapazität)
Erweiterungsflexibilität (Erweiterungsfähigkeit)
Speicherflexibilität (Auspufferungsfähigkeit)
defensive Risikovorsorge offensives Wahrnehmen von Chancen

Prof. Dr. Silke Griemert Fachbereich WI Folie 97IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
2. Erscheinungsformen der Fertigungsflexibilität
Flexibilität der Ausbringungsmenge
unmittelbare Variation der Ausbringungsmenge
intensitive Variation (intensitätsmäßige Anpassung) temporale Variation (zeitliche Anpassung) dimensionale Variation (quantitative Anpassung)
mittelbare Variation der Ausbringungsmenge
kombinative Variation (verfahrenstechnische Anpassung) qualitative Variation (Anpassung der Güterqualitäten)

Prof. Dr. Silke Griemert Fachbereich WI Folie 98IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
Flexibilität des Leistungspotentials Zielsystem Planungssystem Organisations- und Kommunikationssystem Bestand und Qualifikation der Mitarbeiter Bestand und Qualität der Anlagen Fertigung- und Absatzprogramm
.
Flexibilität von Aktionen
Ausführungsschnelligkeit
Ausführungsvielfalt
Ausführungsintensität
Ausführungskorrigierbarkeit
Prof. Dr. Silke Griemert Fachbereich WI Folie 99IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
Humanisierung der Arbeit
im technischen Sinn:• Auflösung des Zeitzwangs in der Fertigung
aus betriebswirtschaftlicher Sicht:• allgemeine Fürsorgepflicht des Arbeitgebers • Regelung von Mitbestimmung • Sicherung von Arbeitsschutz • ergonomische Gestaltung der Arbeitsplätze • angemessene Arbeitszeitregelung • mitarbeiterfreundliche Arbeitsstrukturierung • fähigkeitsgerechter Personaleinsatz• Vermeiden von körperlich schweren und monotonen Arbeiten Abbau von
Arbeitsentfremdung

Prof. Dr. Silke Griemert Fachbereich WI Folie 100IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.1 Flexibilität der Fertigung
3. Maßnahmen zur Erhöhung der Flexibilität
beziehen sich auf einzelne Instrumente (Planung, Steuerung, Organisation usw.) aber auch auf alle Funktionalbereiche im Unternehmen
Grenzen für die Erhöhung der Flexibilität
gesetzliche Regelungen
verkrustete Bürokratie
ungünstige Kapitalstrukturen
überforderte Mitarbeiter und Vorgesetzte
schlechtes Betriebsklima
chronische Unterentwicklung von Forschung und Entwicklung
veraltete Anlagen und Produkte

Prof. Dr. Silke Griemert Fachbereich WI Folie 101IBL – SS 2013
Arten von Rationalisierungen im Industrieunternehmen
nach den betroffenen Funktionalbereichen
Beschaffungs-, Lager-, Fertigungs-, Absatz-, Forschungs-, Entwicklungsrationalisierung, usw.
nach den Prozessphasen
Planungs-, Realisierungs-, Kontrollrationalisierung
nach denverfolgten Zielkategorien
wirtschaftliche, technische, soziale und ökologische Rationalisierung
nach denGebilde Komponenten
Potential-, Programm- und Prozessrationalisierung
nach den verwendeten Einsatzgütern Anlagen-, Arbeitskraft-,Werkstoffrationalisierung
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.1 Grundfragen der Rationalisierung
Prof. Dr. Silke Griemert Fachbereich WI Folie 102IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.2 Ursachen der Rationalisierung
1. Wirtschaftliche UrsachenBeispiele: Lohnkosten
direkt durch Lohn- und Gehaltserhöhung i.d.R. Substitution der Arbeit durch Maschinen (überwiegend in den unteren Lohngruppen)
indirekt durch Verkürzung der Arbeitszeit i.d.R. Verdichtung der Arbeit durch Ausgliederung der einfacheren Komponenten
Verwaltungskosten bzw. SchwerfälligkeitAutomatisierung (EDV)
Personalkosten (Fluktuation)Einführung eines neuen Führungsstils

Prof. Dr. Silke Griemert Fachbereich WI Folie 103IBL – SS 2013
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.2 Ursachen der Rationalisierung
2. Technische Ursachen
Verfahrensinnovation und Produktinnovation (oft Wechselbeziehungen - das
eine zieht das andere nach) Auswirkungen auf Organisation und Personal
3. Soziale Ursachen
Unzufriedenheit der Mitarbeiter durch physische und psychische Belastungen
4. Ökologische Ursachen
Gesetze z.B. über Emissionen
Ergebnis: technische Veränderungen, "echte" Substitutionen, "Substitution"
zum Umgehen der Gesetze z.B. Fertigung im Ausland

Prof. Dr. Silke Griemert Fachbereich WI Folie 104IBL – SS 2013
Beispiele für betriebliche Wirkungen
ökonomische Straffung, Effizienzsteigerung der Organisation: Senkung der Bestände, Verbesserung der Wettbewerbslage
technische Verbesserung der Qualität der produzierten Güter, Erhöhung der Ausbringungsmenge usw.
sozialeErhöhung der Zufriedenheit der Mitarbeiter,Wegfall gefährlicher und gesundheitsschädigender Arbeiten
ökologische Verringerung von Abfallentstehung, Verbesserung der Umweltqualität
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.3 Wirkungen der Rationalisierung

Prof. Dr. Silke Griemert Fachbereich WI Folie 105IBL – SS 2013
Beispiele für überbetriebliche Wirkungen (regional/national)
Erscheinungsformen des Strukturwandels
Strukturbrüche: Wegfall von Industriezweigen, Berufsgruppen, Niedergang vonRegionen, Konzentrationsbewegungen Änderung der Einkommensverteilung -> Verteilungsprobleme
LösungsmöglichkeitenUmschulungsprogramme, Aus- und Weiterbildung, Nutzung der durch Einkommensverteilung entstehenden Einkommensspielräume
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.3 Wirkungen der Rationalisierung

Prof. Dr. Silke Griemert Fachbereich WI Folie 106IBL – SS 2013
Ziele der Arbeitgeber und Gewerkschaften gegenläufig
"wer erntet die Früchte der Rationalisierung?"
Lösungsbeispiele:
Konsens-Mitbestimmung
Tarifliche Verteilung
Gesetzliche Regelungen
3.7 Planung und Steuerung der Fertigungsanpassung3.7.2 Rationalisierung der Fertigung
3.7.2.4 Dilemma der Rationalisierung